Recuperación de Piezas (Brazing)
46
“DESARROLLO E IMPLEMENTACIÓN DEL PROCESO DE SOLDADURA POR BRAZING PARA LA MANUFACTURA Y REHABILITACIÓN DE COMPONENTES DE TURBINAS INDUSTRIALES” 1
description
METODO DE RECUPERACION DE PIEZAS MEDIANTE EL PROCESO DE SOLDADURA BRAZING
Transcript of Recuperación de Piezas (Brazing)
-
DESARROLLO E IMPLEMENTACIN DEL PROCESO DE
SOLDADURA POR BRAZING PARA LA MANUFACTURA Y
REHABILITACIN DE COMPONENTES DE TURBINAS
INDUSTRIALES
1
-
SUPERALEACIONES BASE NQUEL
Son aleaciones metlicas las cuales presentanexcelentes propiedades cuando son expuestas a
elevadas temperaturas.
Las superaleaciones se destacan principalmente por suresistencia a la corrosin y por la resistencia a cambiar
sus propiedades a altas temperaturas.
Las superaleaciones pueden ser base nquel o cobalto eincluso combinaciones de estos elementos.
2
-
Propiedades de las superaleaciones
Resistencia a la termofluencia.
Resistencia a la tensin.
Resistencia a la fractura.
Ductilidad.
Resistencia a la oxidacin.
Resistencia a la corrosin.
3
-
Aplicaciones
Las Superaleaciones base Ni son
ampliamente utilizadas en la
manufactura de turbinas de gas,
especficamente para cubrir las
necesidades requeridas en los
componentes expuestos a altas
temperaturas y presiones.
Turbinas de gas
Una turbina es un dispositivo que
genera potencia mecnica en rotacin
a partir de la energa que extrae de un
flujo de combustin de gas.
Aeronaves
Industriales4
-
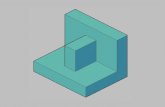
Partes de la turbina de gas
Las turbinas de gas tienen tres principales secciones:
El compresor, el sistema de combustin y las turbinas.
En el rea de las turbinas cada una de ellas consiste de
varias etapas alternadas de labes estacionarios y mviles.
Difusor de salidaCmara de
combustin
Entrada
Turbinas: rotor
y estator
Compresor: rotor y estator
5
-
Turbina de Gas Ruston TB5000
6
-
Componentes de turbinas
Aleaciones IN 738 e IN 939
7
-
Condiciones de operacin de los componentes de
turbinas
A pesar de las excelentes propiedades que tienen las
superaleaciones INCONEL los componentes de las turbinas
sufren daos (agrietamientos) causados por la operacin en un
medio ambiente con condiciones extremadamente hostiles
como es la zona de alta presin y temperatura.
http://www.grc.nasa.gov/WWW/K-12/airplane/Animation/turbtyp/etth.html 8
http://www.grc.nasa.gov/WWW/K-12/airplane/Animation/turbtyp/etth.html
-
Daos ocasionados por las condiciones extremas de
operacin
Corrosin en caliente. Oxidacin. Reducciones en el espesor. Daos por objetos extraos. Degradacin microestructural. Fracturas. Ftiga termomecnica.
9
-
Grietas microestructurales
10
-
SOLUCION:
PROCEDIMIENTO DE REPARACION POR SOLDADURA
OBJETIVO
Desarrollar e implementar un proceso de soldadura por
brazing en vaco de componentes de superaleaciones
endurecidas por precipitacin base Nquel IN738 e IN939,
que permita la rehabilitacin de componentes de turbinas
industriales usados y agrietados por efectos de operacin.
11
-
OBJETIVOS ESPECFICOS
Incrementar la vida til de los componentes.
Reducir el costo de produccin asociado con elreemplazo.
Disminuir tiempos de disponibilidad de componentesrequeridos.
Evitar la fuga de divisas por la adquisicin de este tipode componentes en el extranjero.
12
-
Es necesario considerar la difcil soldabilidad de las
aleaciones de Inconel.
13
-
Composicin qumica de aleaciones del metal base
Formacin de xidos complejos estables (Al2O3, Cr2O3 y TiO2)
que promueven una alta susceptibilidad al agrietamiento post-
soldadura en las zonas afectadas trmicamente.
PROCESO DE REPARACION POR BRAZING
Tcnica alternativa para la reparacin de componentes de
turbinas que satisface los requerimientos de diseo e ingeniera
de manufactura.
14
-
REQUERIMIENTOS GENERALES DEL PROCESO
Procedimiento de inspeccin y evaluacin previaPermite determinar la posibilidad o no de ser reparados
mediante el proceso Brazing.
Se relaciona directamente con el tamao y las caractersticas
de las grietas que presenta la pieza, as como las
caractersticas fsicas y tcnicas del material base.
Proceso de limpieza mecnicaConsiste en someter las piezas a un proceso de limpieza a
travs de soplado de arena con la finalidad de remover
cuidadosamente de la superficie de los componentes
partculas, xidos, suciedad, grasa, aceite, etc.
15
-
Horno para soldadura por brazingSe requiere de un horno al vaco con atmsfera controlable,
apropiado en temperatura y presin para las condiciones de
proceso establecidas.
Estas variables se determinarn en funcin del material que
esta siendo reparado y del tipo de material de aporte utilizado
para la reparacin.
En esta etapa se incluye tambin la etapa de los tratamientos
trmicos de los componentes de turbinas reparados, la cual
es un requisito indispensable para recuperar las propiedades
mecnicas del metal base.
Tratamientos trmicos16
-
Procedimiento de inspeccin y evaluacin postsoldadura.
Se requiere un procedimiento que establezca los parmetros
de evaluacin de la calidad de las piezas que fueron
reparadas mediante el proceso de brazing el cual estar
basado principalmente en que todas las grietas hayan sido
llenadas y todas las superficies muestren buen mojado por el
metal de llenado.
17
-
ETAPAS DEL PROCESO BRAZING AL
VACO
Componentes
a reparar
Inspeccin y
evaluacin
previa
Reemplazo
No aceptableProceso de limpieza mecnica
Identificacin de
grietas a reparar
Abertura de
grietas con disco
Preparacin de
materiales de aporte
Colocacin de materiales
de aporte en componentes
Brazing Tratamiento trmico (solubilizado)
Tratamiento trmico
post-brazing
(envejecido)
Inspeccin y
evaluacin post-
brazing
Aceptable
Recubrimiento
(si es requerido)18
-
MTODO DE INSPECCIN Y EVALUACIN PREVIA
Con frecuencia, la primera evidencia de una falla puede
identificarse fcilmente por el dao en la superficie del
componente.
Determinar si el componente es apropiado en sucondicin actual.
Si existe la posibilidad de ser reparado medianteBrazing.
Si el componente debe ser reemplazado.
19
-
MTODO DE INSPECCIN Y EVALUACIN PREVIA
20
-
MTODO DE INSPECCIN Y EVALUACIN PREVIA
Clasificacin de acuerdo a los diferentes tipos de defectos
Grietas o fracturas:
A consecuencia de los esfuerzos termomecnicos durante la operacin
en los bordes de entrada y salida de los gases.
Deformacin geomtrica mecnica:
Modificacin del perfil de diseo por deformaciones y desgastes de
origen trmico.
Corrosin:
Degradacin superficial o del recubrimiento a consecuencia de la alta
temperatura y el ambiente agresivo
Falta de material:
Dao por corrosin, erosin, objetos extraos, etc. pero principalmente
localizado en el lmite de la entrada de los gases. 21
-
MTODO DE INSPECCIN Y EVALUACIN PREVIA
Ejemplos de los diferentes tipos de defectos encontrados en
componentes de turbinas industriales
22
-
MTODO DE INSPECCIN Y EVALUACIN PREVIA
El proceso de reparacin por soldadura brazing generalmente se usa
para reparar grietas angostas de componentes de turbinas fabricados
de superaleaciones base Ni.
Tamao de las grietas (en promedio) que se podran reparar por la
tcnica de brazing convencional (por accin de capilaridad)
Entre 0.001 a 0.02 de abertura,
Entre 0.001 a 0.02 de profundidad y
Entre 0.001 a 0.4 de longitud
Tamao de las grietas que se encontraron en componentes de turbinas
de Comimsa
Toberas del 1er y 2do paso:
Bordes de salida de los gases: Grietas de 0.75 de longitud y 0.02 de
abertura. Bordes de entrada de los gases: Material faltante de 0.060
bajo relieve.23
-
MICROSCOPIO ESTEREOGRFICO
Es un instrumento ptico que contiene una o varias lentes que
permiten obtener una imagen aumentada del objeto que se est
observando. En este caso particular se utiliza para poder
observar y medir grietas o fracturas en la superficie de los
componentes.
Tobera del 1er paso Tobera del 2. paso
mmmm
24
-
ENSAYO POR LQUIDOS PENETRANTES
El objetivo de llevar a cabo este ensayo es:
Detectar grietas superficiales que no son posibles identificar a
simple vista.
En trminos generales, esta prueba consiste en aplicar un
lquido coloreado o fluorescente a la superficie a examinar, el
cual penetra en las discontinuidades del material debido al
fenmeno de capilaridad. Despus de cierto tiempo, se remueve
el exceso de penetrante y se aplica un revelador, el cual
generalmente es un polvo blanco, que absorbe el lquido que ha
penetrado en las discontinuidades y sobre la capa de revelador
se delinea el contorno de stas.
25
-
ENSAYO POR LQUIDOS PENETRANTES
26
-
PROCESOS DE LIMPIEZA
La limpieza de los componentes es un parte crtica del
proceso de soldadura por brazing porque de esta etapa
depende de lograr que los componentes sean
metalrgicamente limpios para lograr una reparacin por
soldadura de alta integridad.
Limpieza mecnica. Limpieza por ultrasonido. Limpieza qumica.
27
-
PROCESO MECNICO DE LIMPIEZA
El proceso mecnico de limpieza a travs de soplado de arena,
es usado para remover impurezas, partculas, xidos, suciedad,
grasa, aceite, etc. sin causar deformacin del material base.
El equipo utilizado es una mquina que est compuesta por:
El generador de presin: es usado para incrementar la presin del
portador con la ayuda de una bomba.
El gabinete: se usa para sostener las piezas de trabajo pequeas,
mientras que las piezas grandes son colocadas en cuartos de soplado.
El abrasivo: que se encuentra en una tolva o tanque es liberado
directamente a una pistola, boquilla o lanza por los inyectores
abrasivos.
Medio separador / recuperador: para eliminar los abrasivos de
insuficiente tamao, partculas gruesas y basura.
Sistema de eliminacin / filtracin de polvo: Para remover las partculas
de abrasivo y la basura del aire. 28
-
PROCESO MECNICO DE LIMPIEZA
29
-
PROCEDIMIENTO PARA LA LIMPIEZA MECNICA
PROCEDIMIENTO
1. Colocar el metal a limpiar en el contenedor de suministro de
arena.
2. Conectar el compresor o suministro de gas.
3. Accionar la pistola para liberar el aire en el equipo.
4. Iniciar la presin del aire.
5. Liberar la mezcla arena/aire.
El tiempo de operacin de la limpieza de un componente vara
entre 1 y 60 minutos dependiendo de la calidad de acabado
superficial que tenga la pieza.
30
-
LQUIDOS PENETRANTES Y LIMPIEZA POR ULTRASONIDO
El tipo de penetrante es fluorescente removible con agua y el tipo
de revelador es acuoso.
31
-
Consiste en la aplicacin de ondas de sonido de alta frecuencia las
cuales generan una intensa vibracin en un medio acuoso donde se
encuentran sumergidos materiales que requieren de limpieza de alta
precisin. Se logra la extraccin completa de los desechos mediante el
fenmeno de cavitacin controlada a travs del rango de frecuencias
del generador de ultrasonido.
LIMPIEZA POR ULTRASONIDO
32
-
LOS MATERIALES DE APORTE
Pueden ser introducidos en una variedad de formas y por diferentes
tcnicas. La seleccin depende del material base de la pieza que se
vaya a reparar y la magnitud de la fractura.
Los requerimientos se proveen por composicin qumica, propiedades
fsicas, certificacin, rangos de temperatura de solidus y liquidus para
Brazing, propiedades mecnicas que se pueden obtener despus de la
aplicacin, la estabilidad trmica, la mojabilidad y su dependencia en
la atmsfera y la preparacin de la preforma.
Adems, una de las principales caractersticas de los materiales de
aporte es que deben fundirse casi instantneamente.
33
-
LOS MATERIALES DE APORTE
Los materiales de aporte utilizados dependen de la magnitud de
la grieta de acuerdo a los siguientes dos mtodos.
Mtodo 1. Reparacin por brazing convencional. Para llevar a
cabo este mtodo el material de aporte ser en forma de polvo o
pasta. Este material depende del metal base, y estn
disponibles comercialmente para cada aleacin en especfico y
listos para la aplicacin.
Mtodo 2. Reparacin por brazing de amplio claro. El material
de aporte para llevar a cabo este mtodo es un compuesto
fabricado por mezclado de polvo del metal base (disponible
comercialmente).
34
-
MATERIALES DE APORTE PARA LA ALEACION IN738
35
-
MATERIALES DE APORTE PARA LA ALEACION IN939
36
-
PROCESO BRAZING AL VACO
Uniones metalrgicas con buenas propiedades mecnicas. Se adapta para unir metales diferentes. Mantiene la integridad del metal base. La apariencia de la unin es muy buena. Altamente adaptable a la automatizacin.
Una gran variedad de tcnicas pueden ser empleadas en el
proceso Brazing, pero cada tcnica incluye 3 pasos principales:
Colocacin de
los materiales
de aporte
Colocacin de
las piezas en
el horno
Tratamientos
Trmicos
37
-
COLOCACION DE LOS MATERIALES DE APORTE
Mtodo 1. Se aplica un material de aporte en forma de polvo
dentro de la grieta hasta llenarse completamente. A continuacin
se aplica la aleacin sobre toda la superficie de la fractura. Esta
aleacin puede ser en forma de:
1. Pasta previamente mezclada.
2. Cemento y polvo
3. Aglomerante y polvo (Pasta)
Mtodo 2. Reparacin por brazing de amplio claro. El material
de aporte tipo plastilina se coloca manualmente sobre las
grietas o fracturas amplias y/o material faltante.
38
-
APLICACIN DE CALOR Y ATMSFERAS
La seleccin de un mtodo de calentamiento es
determinada por muchos factores, incluyendo la naturaleza
de las piezas, los materiales de aporte que se estn
aplicando, la temperatura alcanzable.
Las atmsferas controladas en el horno al vaco mantienen
las piezas de trabajo en condiciones limpias sin oxidar. Los
gases ms usados son el argn y el nitrgeno. Estos gases
deben de ser de alta pureza: 99.99 %.
39
-
PROCEDIMIENTO PARA EL BRAZING AL VACO
Ciclo propuesto para superaleaciones base nquel
40
-
TRATAMIENTOS TRMICOS
Tratamiento de Solubilizado
La aleacin es calentada a una temperatura adecuada y
sostenida a esta temperatura por un perodo de tiempo
para permitir que las fases Ni3(Al,Ti) y carburos entren en
solucin slida, generalmente es seguido por un
enfriamiento rpido para sostener los constituyentes en
solucin.
Tratamiento de Envejecido
Tiene la funcin de precipitar las fases y carburos de tal
manera que precipiten en menor cantidad de fraccin de
volumen total y partculas de tamao ms pequeo
uniformemente distribuidas. 41
-
TRATAMIENTOS TRMICOS PARA SUPERALEACIONES
42
-
CICLO COMBINADO BRAZING-TRATAMIENTO TRMICO
PARA SUPERALEACIONES IN738
43
-
MTODO DE INSPECCIN Y EVALUACIN POST BRAZING
El mtodo de evaluacin e inspeccin final est enfocado
principalmente en evaluar la calidad de la pieza reparada de acuerdo a
las siguientes etapas:
1. Inspeccin visual. Determinar si los defectos fueron completamente
reparados. La superficie de cada componente debe estar libre de
cualquier defecto, es decir sin fracturas, huecos, inclusiones, etc.
2. Inspeccin por lquidos penetrantes. Este ensayo permitir asegurar
que la pieza reparada no tenga fugas o soldadura incompleta.
3. Verificacin de las dimensiones. Determinar si la pieza se encuentra
dentro de las mediciones estndar de la pieza original.
4. Rectificado mecnico. En el caso que la pieza no coincida con las
mediciones estndar.
44
-
EVALUACIN DEL PROCESO
Se debe llevar a cabo una etapa de pruebas de evaluacin y
eficiencia del proceso que involucra:
Evaluacin de ciclos de limpieza. Evaluacin de los materiales de aporte. Evaluacin de tratamientos trmicos. Evaluacin de ciclos de Brazing. Pruebas mecnicas y dureza. Evaluacin microestructural.
Basados en estos estudios se establecern las condiciones
ptimas de operacin del proceso lo cual ayudar a tener un
proceso 100% confiable y se establecern los procedimientos
tcnicos correspondientes.
45
-
EVALUACIN DEL PROCESO
46