
Reciclado en Planta en Caliente de Mezclas Bituminosas
28
1 RECICLADO EN PLANTA EN CALIENTE DE MEZCLAS BITUMINOSAS Doctor Félix Pérez Jiménez Catedrático de Caminos Universitat Politècnica de Catalunya 1. INTRODUCCIÓN El reciclado de pavimentos asfálticos en planta en caliente es el proceso mediante el cual, los materiales de capas bituminosas de firmes deteriorados son retirados mediante el fresado o demolición, y son transportados a una central de fabricación donde son procesados hasta cumplir con ciertas condiciones de tamaño, humedad etc. y, en caliente, son mezclados con árido virgen, betún nuevo y/o agentes rejuvenecedores en las proporciones adecuadas, para producir mezclas bituminosas que cumplan con los requerimientos de calidad, resistencia y durabilidad para el tipo de capa en que serán utilizados. La reutilización de estos materiales, permite reducir la cantidad de betún y áridos empleados en su fabricación, así como disminuir los vertidos de materiales de desecho, lo que representa grandes ventajas ecológicas y económicas, que hacen que la técnica del reciclado se haya convertido en una alternativa de gran interés, cada vez más utilizada, no sólo en la conservación y rehabilitación de los firmes de carreteras, sino también en su construcción. El material recuperado de pavimentos asfálticos envejecidos, o material bituminoso a reciclar (MBR), es uno de los elementos más importantes a tener en cuenta durante el proceso de reciclado de pavimentos ya que tiene una gran influencia sobre las características del producto final. Las propiedades del MBR dependen en gran medida de las características de los materiales que lo componen y del tipo de mezcla asfáltica del que proviene. Los acopios de este material no siempre provienen de una misma obra y podemos encontrar variaciones significativas en cuanto a calidad de áridos y contenido y tipo de ligante. Si se presentan
-
Upload
ricardo-abel-rodriguez -
Category
Documents
-
view
29 -
download
5
description
El reciclado de pavimentos asfálticos en planta en caliente es el proceso mediante el cual, los materiales de capas bituminosas de firmes deteriorados son retirados mediante el fresado o demolición, y son transportados a una central de fabricación donde son procesados hasta cumplir con ciertas condiciones de tamaño, humedad etc. y, en caliente, son mezclados con árido virgen, betún nuevo y/o agentes rejuvenecedores en las proporciones adecuadas, para producir mezclas bituminosas que cumplan con los requerimientos de calidad, resistencia y durabilidad para el tipo de capa en que serán utilizados.
Transcript of Reciclado en Planta en Caliente de Mezclas Bituminosas
1
RECICLADO EN PLANTA EN CALIENTE DE MEZCLAS BITUMINOSAS
Doctor Félix Pérez Jiménez Catedrático de Caminos
Universitat Politècnica de Catalunya
1. INTRODUCCIÓN
El reciclado de pavimentos asfálticos en planta en caliente es el proceso mediante el
cual, los materiales de capas bituminosas de firmes deteriorados son retirados mediante el
fresado o demolición, y son transportados a una central de fabricación donde son
procesados hasta cumplir con ciertas condiciones de tamaño, humedad etc. y, en caliente,
son mezclados con árido virgen, betún nuevo y/o agentes rejuvenecedores en las
proporciones adecuadas, para producir mezclas bituminosas que cumplan con los
requerimientos de calidad, resistencia y durabilidad para el tipo de capa en que serán
utilizados.
La reutilización de estos materiales, permite reducir la cantidad de betún y áridos
empleados en su fabricación, así como disminuir los vertidos de materiales de desecho, lo
que representa grandes ventajas ecológicas y económicas, que hacen que la técnica del
reciclado se haya convertido en una alternativa de gran interés, cada vez más utilizada, no
sólo en la conservación y rehabilitación de los firmes de carreteras, sino también en su
construcción.
El material recuperado de pavimentos asfálticos envejecidos, o material bituminoso a
reciclar (MBR), es uno de los elementos más importantes a tener en cuenta durante el
proceso de reciclado de pavimentos ya que tiene una gran influencia sobre las
características del producto final.
Las propiedades del MBR dependen en gran medida de las características de los
materiales que lo componen y del tipo de mezcla asfáltica del que proviene. Los acopios de
este material no siempre provienen de una misma obra y podemos encontrar variaciones
significativas en cuanto a calidad de áridos y contenido y tipo de ligante. Si se presentan
2
problemas de heterogeneidad del material, será necesario hacer mezclados sucesivos hasta
lograr contar con acopios homogéneos.
En la mayoría de los países donde se practica el reciclado en planta con regularidad,
se procura que el tamaño máximo de las partículas de MBR sea de 20 mm para lograr
mezclas más homogéneas, aunque en algunos casos se pueden aceptar tamaños de hasta
38 mm. Si no se cumple con los tamaños de partículas especificados, se deberá hacer un
machaqueo en planta hasta lograr los tamaños requeridos.
Para obtener una granulometría uniforme y representativa del árido extraído, es
necesario que el muestreo se realice con sumo cuidado y que el número de ensayos sea
adecuado. Es muy importante que cada acopio sea caracterizado individualmente y si es
necesario que se realicen fórmulas de trabajo diferentes para cada uno.
La variabilidad en la granulometría del MBR puede significar un problema para el
diseño de las mezclas, principalmente la cantidad de finos (partículas menores a 0.075 mm)
y su efecto en la dispersión del nuevo ligante, por ello es conveniente poner especial
cuidado en esta fracción.
El material fresado absorbe gran cantidad de agua si se expone a la lluvia, llegando en
algunos casos, a valores de 7 u 8% de humedad, por lo que se recomienda reducir al
mínimo los periodos de almacenamiento si no se cuenta con instalaciones cubiertas para
colocarlo.
El contenido de ligante en el MBR es un dato fundamental, ya que será uno de los
factores que definirá la proporción de ligante de aportación y/o rejuvenecedores necesarios
para que la mezcla reciclada se comporte adecuadamente.
El contenido de betún en el MBR suele oscilar entre el 3 y el 7% sobre mezcla y, en
general, es más duro que los ligantes nuevos. El grado de endurecimiento del ligante
depende de varios factores, entre los que se encuentran las propiedades intrínsecas del
betún, la temperatura y tiempo de mezclado, el grado de compactación de la mezcla, el
contenido de huecos en mezcla y el tiempo en servicio del pavimento.

3
Las penetraciones obtenidas para el ligante recuperado del MBR suelen ser bajas, del
orden de 10 a 80 mm/10 a 25 ºC, los puntos de reblandecimiento altos, mayores de 65 –
70ºC, e índices de penetración cercanos a cero o ligeramente positivos. En la Tabla 1 se
resumen algunas de las características físicas más importantes que el MBR suele presentar.
Propiedades del MBR Rango de valores típico
Densidad 1.940 - 2.300 g/cm3
Contenido de humedad Normal: hasta un 5% Máximo: 7 - 8 %
Contenido de Betún Normal: 4.5 - 6 % Máximo: 3 - 7 %
Penetración del betún 10.10-1 - 80.10-1 mm a 25 ºC
Índice de penetración Cercano a cero
Punto de reblandecimiento > 65 - 70 ºC
Viscosidad absoluta del betún 4000 - 25000 poises a 60 ºC
Tabla 1. Propiedades más usuales del MBR
En la Tabla 2 se presentan los diferentes ensayos que se deben aplicar para la
caracterización del material fresado de pavimentos asfálticos.
Ensayos para caracterizar el material fresado
Ensayos para caracterizar los áridos del material fresado
Ensayos para caracterizar el ligante del material fresado
Análisis granulométrico aparente del material
disgregado (UNE-EN 933-1)
Índice de lajas (UNE-EN 933-3)
Recuperación del ligante de las mezclas bituminosas para su
caracterización (NLT-353)
Contenido de humedad (NLT-359)
Partículas trituradas (UNE-EN 933-5)
Penetración del material bituminoso recuperado
(NLT-124) Contenido de ligante en las
mezclas bituminosas (NLT-164)
Resistencia a la fragmentación (coeficiente de desgaste
Los Ángeles) (UNE-EN 1097-2)
Punto de reblandecimiento del material bituminoso
(NLT-125)
Análisis granulométrico de los áridos recuperados de las
mezclas bituminosas (UNE-EN 933-2)
Equivalente de arena (UNE-EN 933-8)
Índice de penetración (NLT-181)
Tabla 2. Ensayos para la caracterización del material fresado y sus componentes
No todo el MBR es adecuado para el reciclaje o para todas sus aplicaciones. Los
pavimentos que contienen caucho no son adecuados para el reciclado a altas temperaturas.
La calidad original de los áridos (por ejemplo partículas redondeadas), o su calidad después

4
de estar en servicio (partículas pulimentadas), pueden limitar su uso en capas de rodadura,
pero podrían ser empleadas para capas inferiores.
En la gran mayoría de los casos, el reciclado se realiza con una parte de material
reciclado y el resto para llegar al 100% se compone de árido virgen de aportación.
Los áridos de aportación en las mezclas recicladas deben, en primer lugar, corregir la
granulometría del MBR hasta lograr encajar en el huso especificado para mezclas
convencionales del mismo tipo, y en segundo lugar incrementar la estabilidad de la mezcla
final. Los nuevos áridos usados en la mezcla reciclada deberán cumplir con los mismos
requerimientos que para las mezclas nuevas.
En la fabricación de la gran mayoría de las mezclas recicladas es necesario agregar
un porcentaje de ligante nuevo que nos ayude a recuperar las características perdidas por el
betún contenido en el material fresado y a cumplir con los contenidos de ligante total en
mezcla requeridos.
La cantidad y tipo de ligante nuevo a utilizar se determinará a partir del análisis del
contenido y características del betún aportado por el MBR. Los betunes de penetración
convencionales son los más usados en la fabricación de mezclas recicladas en planta en
caliente y deberán cumplir con los mismos requerimientos de calidad que para las mezclas
convencionales.
El ligante final será la suma del ligante envejecido y el ligante de aportación y deberá
tener unas características lo más próximas a un betún nuevo en cuanto a su composición, y
con una penetración que se ajuste a los valores especificados para el tipo de mezcla,
climatología y tráfico del proyecto del que se trate.
Para definir la cantidad y calidad de ligante de aportación necesario, algunos países
usan la siguiente fórmula con la que calculan la penetración de la mezcla de betún
envejecido con betún nuevo dependiendo de las proporciones y características de cada uno,
hasta lograr la penetración especificada:

5
100)lg()lg(10 PvVPlLPs ×+×
=
donde:
Ps = Penetración de la mezcla de ligantes (mm/10)
L = Proporción de ligante nuevo en la mezcla (% en peso)
Pl = Penetración del ligante nuevo (mm/10)
V = Proporción de ligante envejecido en mezcla (% en peso)
Pv = Penetración del ligante envejecido (mm/10)
Otros países definen la cantidad y calidad del betún de aportación basados en la
viscosidad final utilizando la siguiente expresión, hasta lograr la viscosidad requerida:
)3log()3log()3log()3log(
+−++−+
=RVTVr
donde:
r = La fracción del ligante total en la mezcla rejuvenecida por peso
R = Viscosidad del agente rejuvenecedor
T = Viscosidad requerida en el producto final
V = Viscosidad del betún extraído del MBR
Todas las viscosidades deberán ser a la misma temperatura (45 ó 60 ºC)
Si el contenido de MBR en la nueva mezcla es muy elevado (generalmente por encima
del 20%), o el ligante contenido en el MBR tiene una penetración muy baja, se suele aplicar
un agente rejuvenecedor que nos ayude a lograr la penetración y viscosidad adecuadas y
restaure las características químicas óptimas de durabilidad del betún del MBR.
Los agentes rejuvenecedores se pueden dividir en tres grupos principales: cementos
asfálticos muy blandos, aceites aromáticos y aceites parafinados, todos ellos derivados del
proceso de destilación del petróleo. En la norma ASTM D4552 se clasifican los diferentes
tipos de agentes rejuvenecedores.
6
La mayoría de las administraciones utilizan una metodología de diseño y unos
requerimientos de calidad similares, tanto para las mezclas recicladas, como para las
mezclas convencionales.
En general, el diseño de las mezclas recicladas debe incluir, la determinación de las
propiedades del MBR y de los nuevos materiales que formarán parte de la mezcla, la
selección de una apropiada proporción de MBR y árido virgen para cumplir con la
granulometría especificada, la selección del tipo y contenido de ligante de aportación para
satisfacer los requerimientos de viscosidad y/o penetración, estudiar la posible necesidad de
agregar un agente rejuvenecedor para mejorar el betún contenido en el material fresado y
verificar que se cumpla con los requerimientos especificados para el tipo de capa en donde
se colocará la mezcla.
2. CARACTERIZACIÓN MECÁNICA DE LAS MEZCLAS RECICLADAS EN CALIENTE
Como paso previo para poder llegar a establecer unos criterios de diseño y control de
fabricación de mezclas recicladas en caliente, el Laboratorio de Caminos del Departamento
de Infraestructura del Transporte y del Territorio de la Universidad Politécnica de Cataluña
ha llevado a cabo en estos últimos años un amplio estudio de caracterización de estas
mezclas, estudiando la influencia de su composición, y comparando su comportamiento con
el de las mezclas convencionales.
En este estudio se ha analizado, en primer lugar, el efecto del empleo del MBR en la
fabricación de una mezcla bituminosa en caliente, tipo S-12, al incorporar diferentes
porcentajes de MBR y distintos tipos y contenidos de ligante de aportación. Esta
caracterización se ha realizado tanto a partir de ensayos convencionales, normalmente
utilizados para el diseño y control de las mezclas, como el ensayo Marshall, como a partir de
ensayos más específicos como el de tracción indirecta o el de tracción directa para evaluar
la resistencia a la fisuración, o el método UCL para evaluar la calidad del mástico de la
mezcla reciclada.
En segundo lugar, se han comparado las características mecánicas de diferentes
mezclas recicladas en caliente frente a mezclas convencionales equivalentes. Se han
estudiado distintos tipos de mezclas habitualmente utilizadas en capas intermedias y de
base, tipos S-20, G-20 y G-25, incorporando en todos los casos el mismo porcentaje de
MBR, el 30%, por ser un valor comúnmente utilizado por las plantas adaptadas para el

7
reciclado, y utilizando betunes de aportación de distinta penetración. Los resultados
obtenidos se han comparado con los valores conseguidos por las mismas mezclas
fabricadas a partir del 100% de árido nuevo y un betún B-60/70 comúnmente empleado para
estas mezclas.
2.1 Análisis del efecto del empleo de MBR en la fabricación de mezclas bituminosas en caliente
En esta primera fase del estudio se ha seleccionado una mezcla S-12, centrada en el
huso definido en la antigua OC 299/89 T del MOPU “Recomendaciones sobre mezclas
bituminosas en caliente”, fabricada a partir de un árido de aportación y diferentes contenidos
de MBR: 0, 50 y 100% (en éste último caso, fue necesaria la aportación de un 20% de árido
nuevo para ajustar la granulometría, es decir, las mezclas con un 100% de MBR en realidad
contienen sólo un 80%). Para conseguir una mayor homogeneidad en la dosificación del
MBR, se separó en fracciones finas y gruesas, agregándolo a la mezcla en las proporciones
correspondientes para llegar a la granulometría fijada. El porcentaje de betún contenido en
el MBR fue del 4.27%, con las características que se recogen en la Tabla 3.
Betún recuperado del MBR Penetración
a 25ºC (dmm)
Temperatura Anillo y Bola
(ºC)
Índice de penetración
Punto de fragilidad Fraass
(ºC)
Contenido de asfaltenos
(%) 7 79 0.35 7 44
Tabla 3. Características del betún existente en el MBR
Se ha utilizado un betún blando, B-150/200, variando el porcentaje incorporado en
base al contenido de MBR: 1, 2 y 3% al utilizar del 100% de MBR, 2, 3 y 4% al utilizar el
50% y 3, 4 y 5% para el 0% de MBR (mezcla convencional de referencia).
En este caso, la caracterización inicial se ha realizado a partir de dos ensayos
normalizados: el ensayo Marshall, NLT-159/86, habitualmente utilizado para la dosificación
de mezclas convencionales, y el ensayo a tracción indirecta, NLT-346/90.
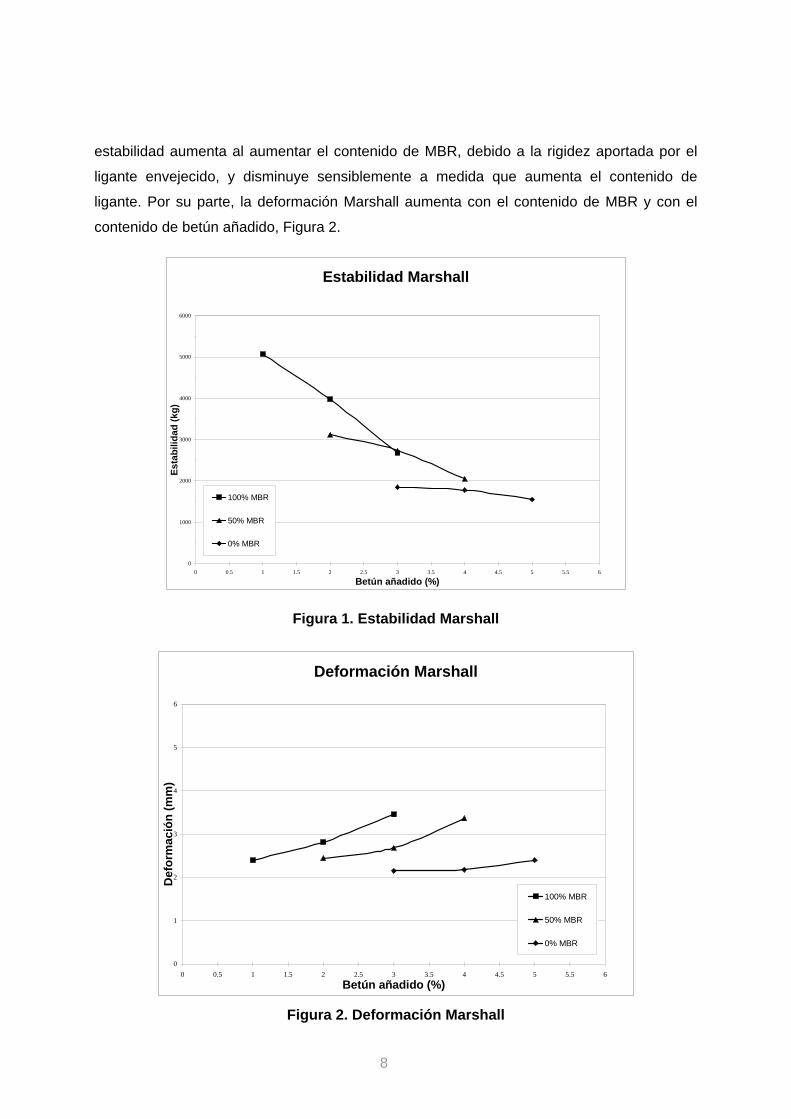
En la Figura 1 se muestran los valores de las estabilidades medias Marshall a medida
que varía el contenido de betún y el porcentaje de MBR agregado. Puede observarse que la
8
estabilidad aumenta al aumentar el contenido de MBR, debido a la rigidez aportada por el
ligante envejecido, y disminuye sensiblemente a medida que aumenta el contenido de
ligante. Por su parte, la deformación Marshall aumenta con el contenido de MBR y con el
contenido de betún añadido, Figura 2.
Estabilidad Marshall
0
1000
2000
3000
4000
5000
6000
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6
Betún añadido (%)
Esta
bilid
ad (k
g)
100% MBR
50% MBR
0% MBR
Figura 1. Estabilidad Marshall
Deformación Marshall
0
1
2
3
4
5
6
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6
Betún añadido (%)
Def
orm
ació
n (m
m)
100% MBR
50% MBR
0% MBR
Figura 2. Deformación Marshall
9
A partir de estos resultados, puede observarse que, en general, incluso las mezclas
con contenidos de MBR más elevados, presentan unos valores de estabilidad y deformación
Marshall que cumplen las especificaciones establecidas para las mezclas convencionales, y
que, además, cuanto mayor es el contenido de material envejecido y menor es la cantidad
de betún nuevo añadido, mejor es la calidad de las mezclas, lo que parece estar en contra
de la experiencia, ya que para esos contenidos de MBR y ligante añadido tendríamos una
mezcla muy rígida y frágil y con problemas de adhesividad.
Por tanto, estos parámetros, por si solos, no parecen ser suficientes para seleccionar
un contenido óptimo de MBR ni de betún a añadir. Por ello, se ha considerado otro
parámetro como es su resistencia a tracción indirecta, obtenida a partir de un ensayo de
compresión diametral sobre probetas Marshall.
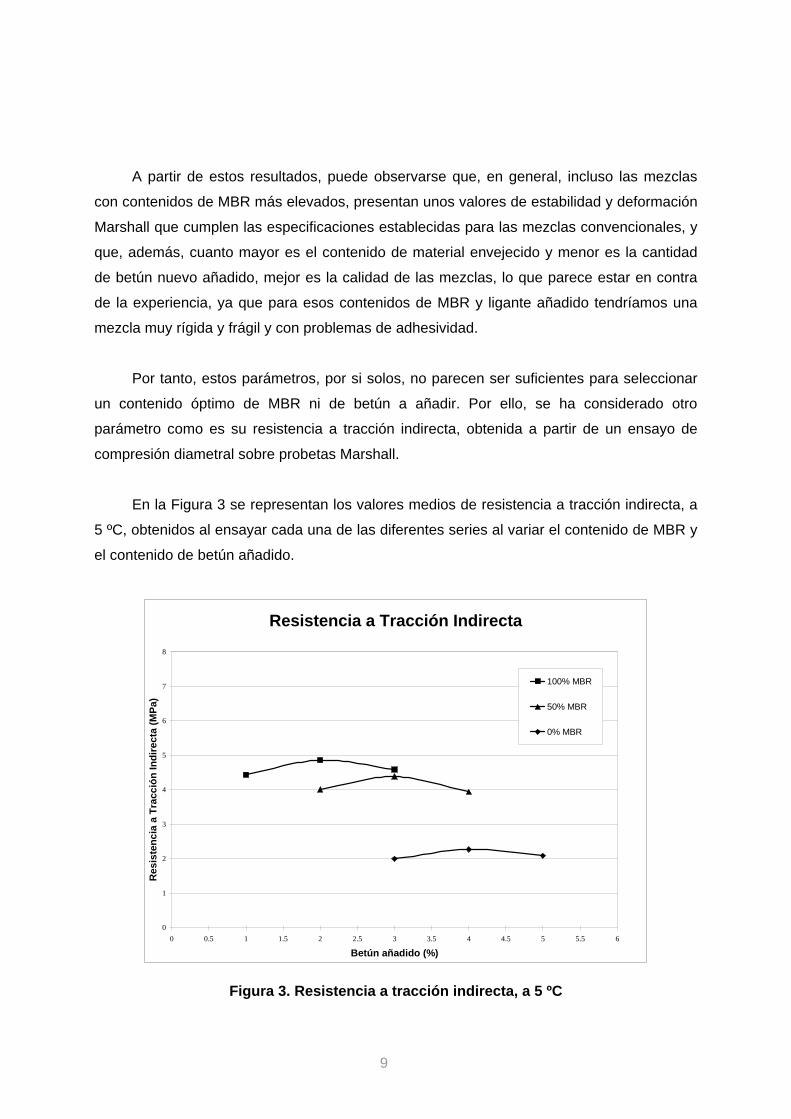
En la Figura 3 se representan los valores medios de resistencia a tracción indirecta, a
5 ºC, obtenidos al ensayar cada una de las diferentes series al variar el contenido de MBR y
el contenido de betún añadido.
Resistencia a Tracción Indirecta
0
1
2
3
4
5
6
7
8
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6
Betún añadido (%)
Res
iste
ncia
a T
racc
ión
Indi
rect
a (M
Pa)
100% MBR
50% MBR
0% MBR
Figura 3. Resistencia a tracción indirecta, a 5 ºC
10
La resistencia a tracción indirecta aumenta con el contenido de MBR, debido a la
contribución del ligante envejecido. Por su parte, la deformación en rotura aumenta con el
contenido de ligante, pero disminuye con el contenido de MBR, comportamiento que parece
más lógico que el obtenido con el Marshall, ya que las mezclas con altos porcentajes de
MBR son más rígidas pero más frágiles, dada la baja penetración del ligante envejecido.
Aunque las curvas de resistencia a tracción indirecta parecen insinuar un máximo, que
podría representar un contenido óptimo de betún para cada uno de los porcentajes de MBR
ensayados, el escaso número de puntos de cada curva hace necesario comprobar esta
tendencia con nuevos ensayos.
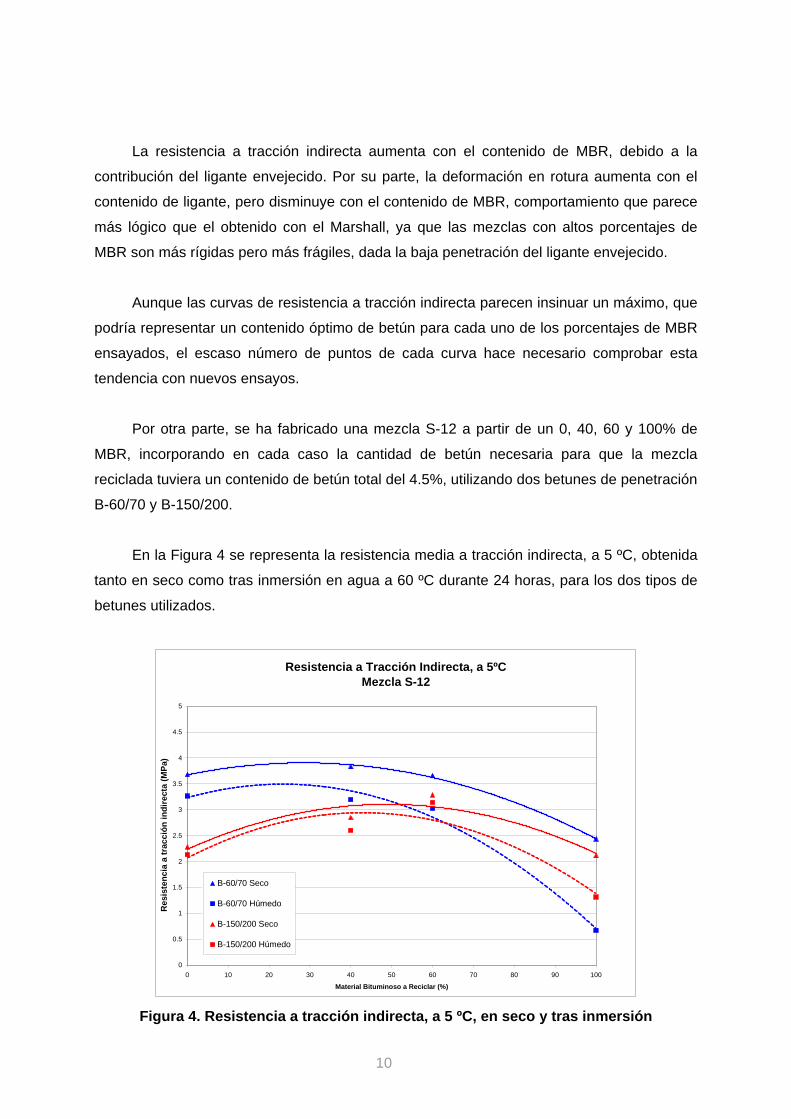
Por otra parte, se ha fabricado una mezcla S-12 a partir de un 0, 40, 60 y 100% de
MBR, incorporando en cada caso la cantidad de betún necesaria para que la mezcla
reciclada tuviera un contenido de betún total del 4.5%, utilizando dos betunes de penetración
B-60/70 y B-150/200.
En la Figura 4 se representa la resistencia media a tracción indirecta, a 5 ºC, obtenida
tanto en seco como tras inmersión en agua a 60 ºC durante 24 horas, para los dos tipos de
betunes utilizados.
Resistencia a Tracción Indirecta, a 5ºCMezcla S-12
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
0 10 20 30 40 50 60 70 80 90 100
Material Bituminoso a Reciclar (%)
Res
iste
ncia
a tr
acci
ón in
dire
cta
(MPa
)
B-60/70 Seco
B-60/70 Húmedo
B-150/200 Seco
B-150/200 Húmedo
Figura 4. Resistencia a tracción indirecta, a 5 ºC, en seco y tras inmersión
11
Esta figura pone de manifiesto dos hechos muy importantes. En primer lugar, el
incremento inicial de la resistencia a tracción de la mezcla con el contenido de MBR, pero
como esta cohesión disminuye cuando el porcentaje de MBR es muy alto y el porcentaje de
betún añadido es muy bajo; es decir, las mezclas con elevados contenidos de MBR tienen
menor cohesión. El segundo hecho a destacar es la fuerte pérdida de resistencia en húmedo
con el contenido de MBR, lo que muestra la baja adhesividad de estas mezclas con
contenidos altos de MBR y bajos contenidos de betún nuevo de aportación.
Con objeto de poner aún más de manifiesto la diferencia de comportamiento entre una
mezcla envejecida y otra nueva, y evaluar el efecto de la incorporación del MBR en el
proceso de reciclado, se ha utilizado un nuevo ensayo a tracción directa, ensayo BTD
(ensayo Barcelona de Tracción Directa), desarrollado en el Laboratorio de Caminos de la
Universidad Politécnica de Cataluña, que permite evaluar la tenacidad y la deformabilidad y
energía de rotura a tracción de las mezclas, propiedades especialmente críticas en las
mezclas envejecidas.
El ensayo consiste en someter una probeta cilíndrica, en cuya base se ha creado una
entalladura, a un esfuerzo de tracción paralelo a su base y perpendicular a la entalladura.
Durante el ensayo, realizado a velocidad de desplazamiento constante, se va produciendo la
apertura de la entalladura, lo que provoca la fisuración de la probeta, registrándose el
esfuerzo de tracción aplicado y la apertura de la entalladura.
En la Figura 5 se han representado las curvas obtenidas con el ensayo BTD, a 20 ºC,
para la mezcla S-12 al incorporar el 40, 60 y 100% de MBR, utilizando un betún B-150/200,
y para la misma mezcla fabricada a partir de áridos nuevos y un betún B-60/70 (mezcla de
referencia), todas ellas con un 4.5% de ligante sobre áridos. Los resultados ponen
claramente de manifiesto que la mezcla reciclada con un 40% de MBR, un 2.8% de betún
B-150/200 y un 57.2% de árido de aportación presenta unas características similares a las
de una mezcla convencional fabricada con un 4.5% de betún B-60/70, tanto en cuanto a
resistencia a fisuración (carga pico) como a tenacidad (comportamiento post-rotura). Este
último parámetro -tenacidad- disminuye sensiblemente al aumentar el porcentaje de MBR
añadido en la mezcla.

12
Resistencia a Tracción Directa. Ensayo BTD Mezcla S-12
0
0.1
0.2
0.3
0.4
0.5
0.6
0 0.5 1 1.5 2 2.5 3 3.5 4
Deformación (mm)
Res
iste
ncia
a T
racc
ión
Dire
cta
(MPa
) 100% de MBR
60% de MBR y 2% de B-150/200
40% de MBR y 2.8% de B-150/200
0% de MBR y 4.5% de B-60/70
Figura 5. Efecto del MBR en la tenacidad de la mezcla. Ensayo BTD
Finalmente, se ha determinado la influencia del contenido de MBR en la calidad del
mástico. Para ello, se ha aplicado el método UCL (método Universal de Caracterización de
Ligantes), desarrollado también en el Laboratorio de Caminos de la Universidad Politécnica
de Cataluña, con objeto de valorar la cohesión que el mástico proporciona a la mezcla y su
variación por efecto de la temperatura: a bajas temperaturas la cohesión proporcionada por
el mástico es frágil y la mezcla pierde su tenacidad siendo fácilmente disgregable, y a altas
temperaturas la cohesión se debilita y la mezcla pierde su estabilidad, deformándose o
deshaciéndose. Esta cohesión se valora a partir de la resistencia a la abrasión de una
mezcla patrón, de granulometría y composición definidas, mediante el ensayo cántabro,
variando la temperatura de ensayo de las probetas, obteniendo así de forma continua la
variación de la cohesión, curva de estado.
Los másticos ensayados presentan siempre una relación fíller/betún constante de 1.5,
compuestos en un caso a partir de un fíller y betún nuevos, B-60/70, y en el resto de los
casos a partir del mástico procedente del MBR y del nuevo betún añadido, B-150/200. El
contenido de betún total en mezcla fue siempre del 3.5%. Se fabricaron probetas Marshall
que fueron ensayadas al cántabro a -20, -5, 10, 25, 40 y 60 ºC.
13
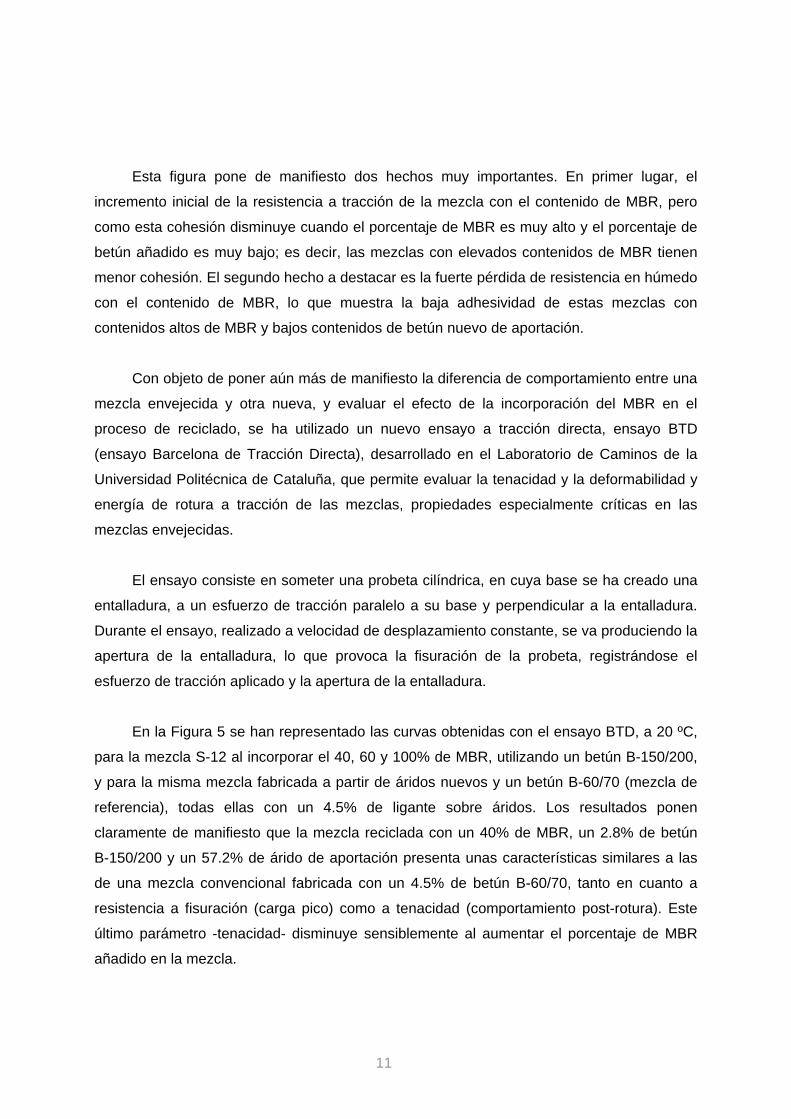
Al representar las curvas de estado obtenidas, Figura 6, se observa que el mástico
con el porcentaje de MBR más elevado presenta, en todo el rango de temperaturas
ensayado, valores de pérdidas más elevados que el mástico de referencia, esto es, su curva
de estado está siempre por encima de la curva de referencia, poniendo de manifiesto una
mayor fragilidad y una menor cohesión cuanto mayor es el contenido de MBR. En cambio,
los másticos con un 30 - 60% de MBR presentan las mismas pérdidas que el de referencia.
Método UCLCurvas de estado
0
10
20
30
40
50
60
70
80
90
100
-20 -15 -10 -5 0 5 10 15 20 25 30 35 40 45 50 55 60
Temperatura (ºC)
Pérd
idas
al C
ánta
bro
(%)
0% MBR B-60/70
30% MBR B-150/200
60% MBR B-150/200
100% MBR B-150/200
Figura 6. Efecto del MBR en la cohesión del mástico. Curvas de estado (método UCL)
2.2 Estudio de las características mecánicas de diferentes mezclas recicladas en caliente frente a mezclas convencionales equivalentes
En esta segunda etapa del estudio, se han considerado distintos tipos de mezclas
habitualmente utilizadas en capas intermedias y de base, S-20, G-20 y G-25, fabricadas a
partir de un mismo porcentaje de MBR, el 30% en peso. Este valor es el habitualmente
utilizado en las plantas adaptadas para el reciclado para no generar emisiones de humos
contaminantes.

14
Se ha determinado la composición granulométrica de cada una de estas mezclas,
ajustándolas a los husos correspondientes para mezclas convencionales establecidos en la
OC 299/89 T, y se ha analizado el efecto del contenido de betún añadido sobre las
características de la mezcla reciclada a partir de dos ensayos, Marshall y Tracción Indirecta,
en seco y tras inmersión, utilizando tres betunes de diferente penetración, B-80/100 y B-
150/200 y B-180/220.
Con objeto de comparar las características de estas mezclas recicladas con las de las
mezclas convencionales, se han considerado también tres mezclas, de los mismos tipos y
con la misma granulometría que las anteriores, pero fabricadas exclusivamente con áridos
nuevos de la misma procedencia y con un betún de penetración B-60/70. Estas mezclas de
referencia fueron caracterizadas a partir de los mismos ensayos, analizando también el
efecto de la utilización de distintos contenidos de betún añadido.
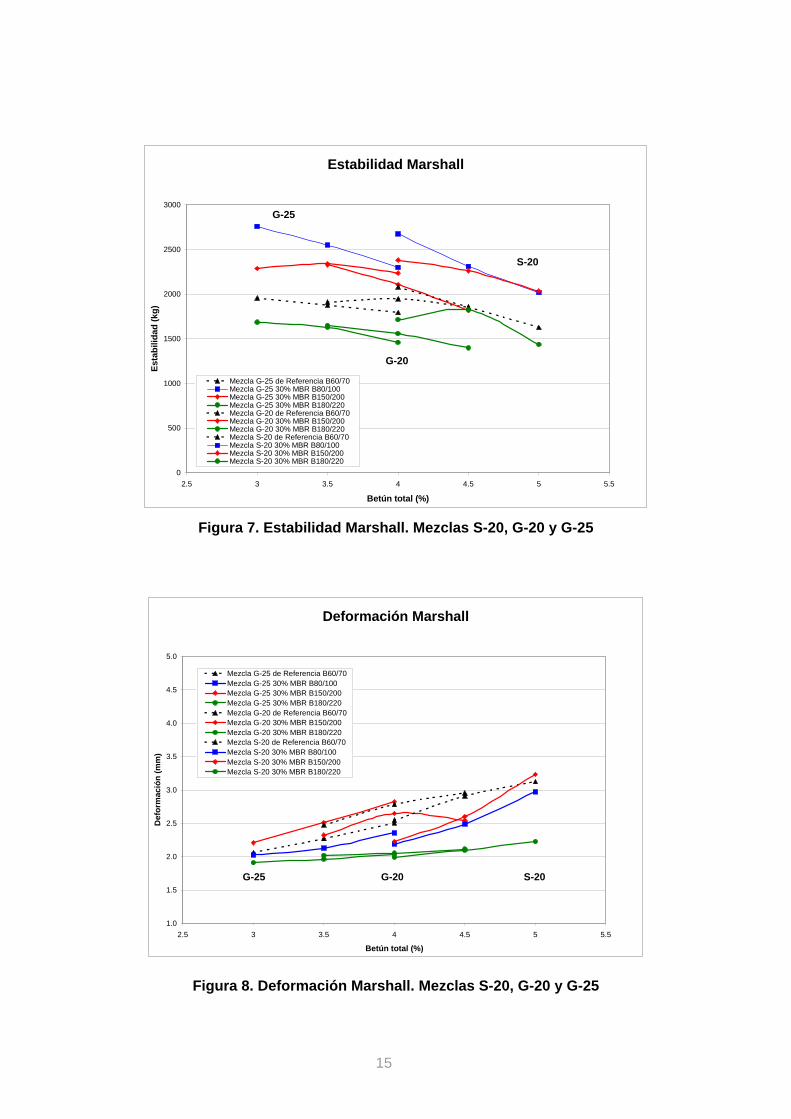
Los resultados medios obtenidos en el ensayo Marshall, para los tres tipos de mezclas
ensayadas, se representan en las Figuras 7 y 8.
Las mezclas de referencia presentan un menor contenido de huecos, que puede ser
debido a pequeñas diferencias en las granulometrías y en la naturaleza de los áridos. Las
mezclas G-20 recicladas, presentan un contenido de huecos del orden del 6% para el 4.0%
de betún, contenido habitual en estas mezclas, y en las mezclas S-20 recicladas está entre
el 4 y 5% para el 4.5% de betún.
Aunque la estabilidad tiende a disminuir al aumentar el contenido de ligante, los
valores obtenidos, para los contenidos de betún normalmente utilizados para cada una de
las mezclas, son superiores a 2200 kg para el B-80/100 y B-150/200, y superiores a 1600 kg
para el B-180/220. Además, las mezclas recicladas cumplen las especificaciones
establecidas en la OC 299/89 T para mezclas convencionales sobre deformación y
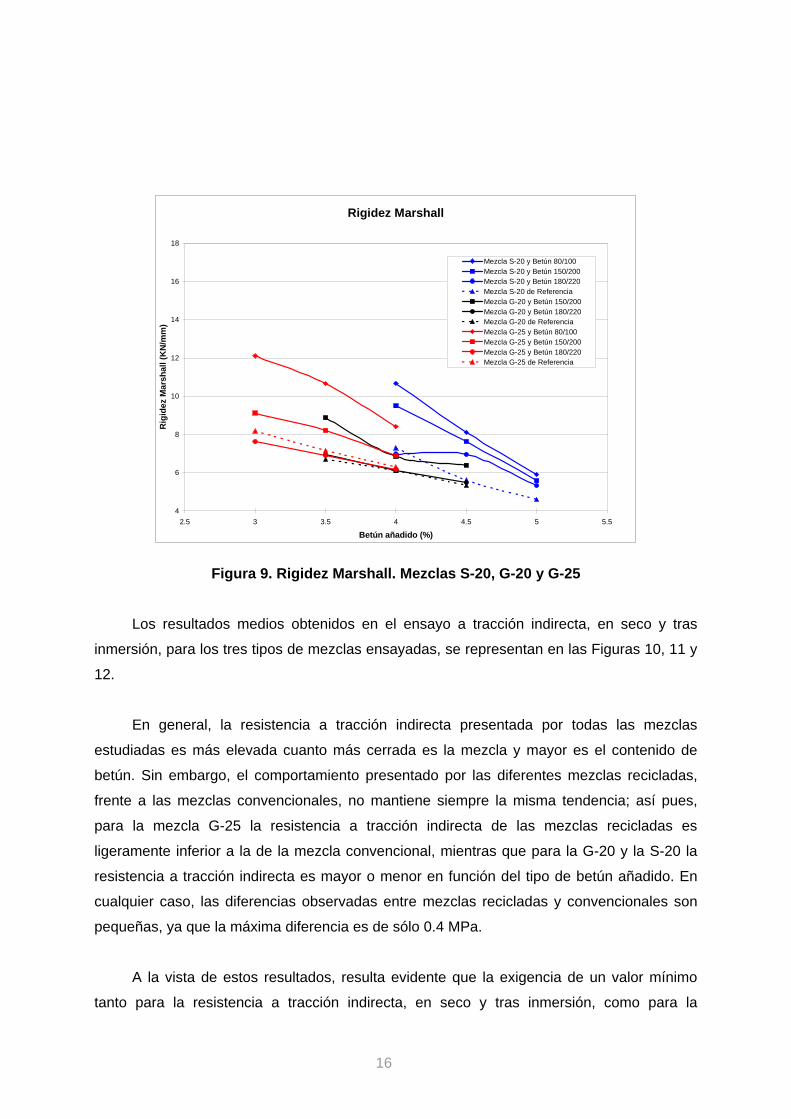
porcentaje de huecos en mezcla. Un parámetro de mayor significado en cuanto a las características Marshall de la
mezcla, es el obtenido a partir del cociente entre la estabilidad y la deformación Marshall,
denominado Rigidez Marshall, Figura 9. La formulación de las mezclas recicladas debería
llevar hacia mezclas con la misma rigidez que las mezclas convencionales, habiéndose
establecido el valor de 8 kN/mm como valor máximo recomendado.
15
Estabilidad Marshall
0
500
1000
1500
2000
2500
3000
2.5 3 3.5 4 4.5 5 5.5
Betún total (%)
Esta
bilid
ad (k
g)
Mezcla G-25 de Referencia B60/70Mezcla G-25 30% MBR B80/100Mezcla G-25 30% MBR B150/200Mezcla G-25 30% MBR B180/220Mezcla G-20 de Referencia B60/70Mezcla G-20 30% MBR B150/200Mezcla G-20 30% MBR B180/220Mezcla S-20 de Referencia B60/70Mezcla S-20 30% MBR B80/100Mezcla S-20 30% MBR B150/200Mezcla S-20 30% MBR B180/220
G-25
G-20
S-20
Figura 7. Estabilidad Marshall. Mezclas S-20, G-20 y G-25
Deformación Marshall
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
2.5 3 3.5 4 4.5 5 5.5
Betún total (%)
Def
orm
ació
n (m
m)
Mezcla G-25 de Referencia B60/70Mezcla G-25 30% MBR B80/100Mezcla G-25 30% MBR B150/200Mezcla G-25 30% MBR B180/220Mezcla G-20 de Referencia B60/70Mezcla G-20 30% MBR B150/200Mezcla G-20 30% MBR B180/220Mezcla S-20 de Referencia B60/70Mezcla S-20 30% MBR B80/100Mezcla S-20 30% MBR B150/200Mezcla S-20 30% MBR B180/220
G-25 S-20G-20
Figura 8. Deformación Marshall. Mezclas S-20, G-20 y G-25
16
Rigidez Marshall
4
6
8
10
12
14
16
18
2.5 3 3.5 4 4.5 5 5.5
Betún añadido (%)
Rig
idez
Mar
shal
l (K
N/m
m)
Mezcla S-20 y Betún 80/100Mezcla S-20 y Betún 150/200Mezcla S-20 y Betún 180/220Mezcla S-20 de ReferenciaMezcla G-20 y Betún 150/200Mezcla G-20 y Betún 180/220Mezcla G-20 de ReferenciaMezcla G-25 y Betún 80/100Mezcla G-25 y Betún 150/200Mezcla G-25 y Betún 180/220Mezcla G-25 de Referencia
Figura 9. Rigidez Marshall. Mezclas S-20, G-20 y G-25
Los resultados medios obtenidos en el ensayo a tracción indirecta, en seco y tras
inmersión, para los tres tipos de mezclas ensayadas, se representan en las Figuras 10, 11 y
12.
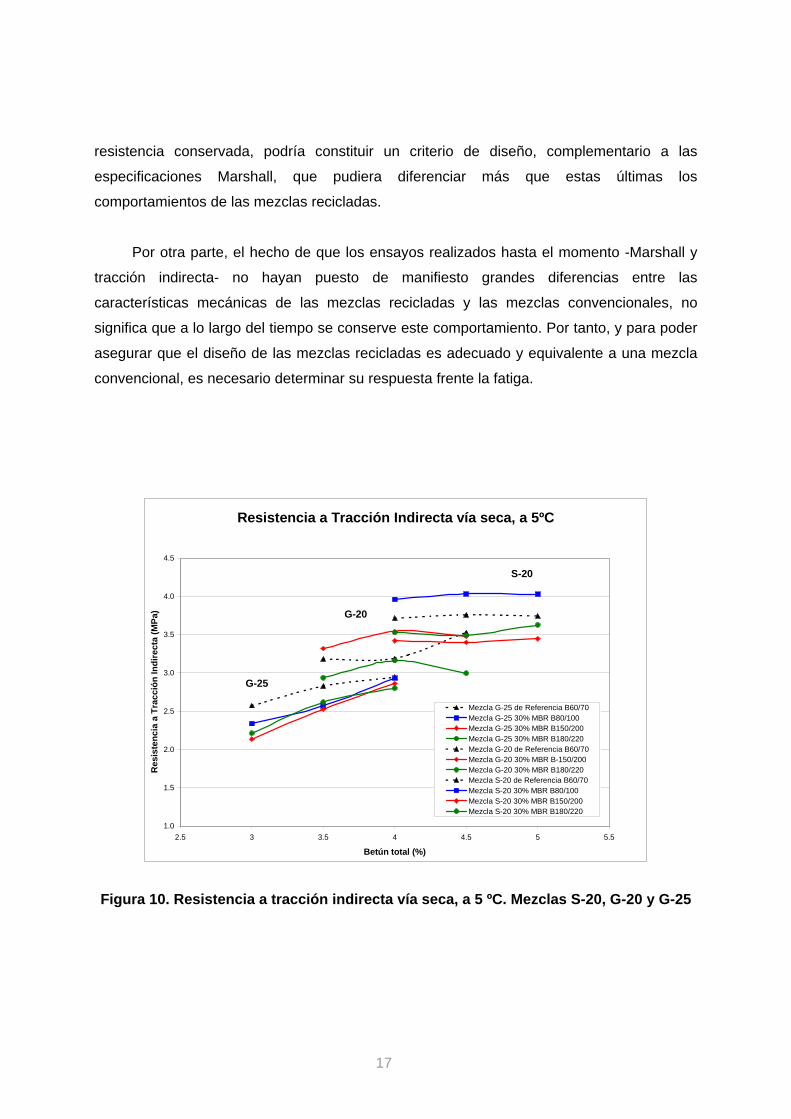
En general, la resistencia a tracción indirecta presentada por todas las mezclas
estudiadas es más elevada cuanto más cerrada es la mezcla y mayor es el contenido de
betún. Sin embargo, el comportamiento presentado por las diferentes mezclas recicladas,
frente a las mezclas convencionales, no mantiene siempre la misma tendencia; así pues,
para la mezcla G-25 la resistencia a tracción indirecta de las mezclas recicladas es
ligeramente inferior a la de la mezcla convencional, mientras que para la G-20 y la S-20 la
resistencia a tracción indirecta es mayor o menor en función del tipo de betún añadido. En
cualquier caso, las diferencias observadas entre mezclas recicladas y convencionales son
pequeñas, ya que la máxima diferencia es de sólo 0.4 MPa.
A la vista de estos resultados, resulta evidente que la exigencia de un valor mínimo
tanto para la resistencia a tracción indirecta, en seco y tras inmersión, como para la
17
resistencia conservada, podría constituir un criterio de diseño, complementario a las
especificaciones Marshall, que pudiera diferenciar más que estas últimas los
comportamientos de las mezclas recicladas.
Por otra parte, el hecho de que los ensayos realizados hasta el momento -Marshall y
tracción indirecta- no hayan puesto de manifiesto grandes diferencias entre las
características mecánicas de las mezclas recicladas y las mezclas convencionales, no
significa que a lo largo del tiempo se conserve este comportamiento. Por tanto, y para poder
asegurar que el diseño de las mezclas recicladas es adecuado y equivalente a una mezcla
convencional, es necesario determinar su respuesta frente la fatiga.
Resistencia a Tracción Indirecta vía seca, a 5ºC
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
2.5 3 3.5 4 4.5 5 5.5
Betún total (%)
Res
iste
ncia
a T
racc
ión
Indi
rect
a (M
Pa)
Mezcla G-25 de Referencia B60/70Mezcla G-25 30% MBR B80/100Mezcla G-25 30% MBR B150/200Mezcla G-25 30% MBR B180/220Mezcla G-20 de Referencia B60/70Mezcla G-20 30% MBR B-150/200Mezcla G-20 30% MBR B180/220Mezcla S-20 de Referencia B60/70Mezcla S-20 30% MBR B80/100Mezcla S-20 30% MBR B150/200Mezcla S-20 30% MBR B180/220
G-25
G-20
S-20
Figura 10. Resistencia a tracción indirecta vía seca, a 5 ºC. Mezclas S-20, G-20 y G-25

18
Resistencia a Tracción Indirecta vía húmeda, a 5ºC
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
2.5 3 3.5 4 4.5 5 5.5
Betún total (%)
Res
iste
ncia
a T
racc
ión
Indi
rect
a (M
Pa)
Mezcla G-25 de Referencia B60/70Mezcla G-25 30% MBR B80/100Mezcla G-25 30% MBR B150/200Mezcla G-25 30% MBR B180/220Mezcla G-20 de Referencia B60/70Mezcla G-20 30% MBR B-150/200Mezcla G-20 30% MBR B180/220Mezcla S-20 de Referencia B60/70Mezcla S-20 30% MBR B80/100Mezcla S-20 30% MBR B150/200Mezcla S-20 30% MBR B180/220
G-25
S-20
G-20
Figura 11. Resistencia a tracción indirecta vía húmeda a 5 ºC. Mezclas S-20, G-20 y G-25
Ensayo a Tracción Indirecta. Resistencia Conservada
0
10
20
30
40
50
60
70
80
90
100
2.5 3 3.5 4 4.5 5 5.5
Betún total (%)
Res
iste
ncia
con
serv
ada
(%)
Mezcla G-25 de Referencia B60/70Mezcla G-25 30% MBR B80/100Mezcla G-25 30% MBR B150/200Mezcla G-25 30% MBR B180/220Mezcla G-20 de Referencia B60/70Mezcla G-20 30% MBR B-150/200Mezcla G-20 30% MBR B180/220Mezcla S-20 de Referencia B60/70Mezcla S-20 30% MBR B80/100Mezcla S-20 30% MBR B150/200Mezcla S-20 30% MBR B180/220
G-25
G-20
S-20
Figura 12. Resistencia conservada a tracción indirecta a 5 ºC. Mezclas S-20, G-20 y G-25

19
Para ello, y para concluir esta etapa del estudio, se ha analizado el comportamiento a
fatiga de dos de las anteriores mezclas recicladas, tipos G-20 y S-20, con un 30% de MBR,
añadiendo el porcentaje correspondiente de betún B-150/200 para obtener un contenido de
betún total del 4.0 y 4.5% respectivamente, comparándolo con el comportamiento de las
mismas mezclas fabricadas a partir de áridos nuevos y un betún B-60/70. Se ha utilizado el
ensayo de fatiga a flexotracción dinámica de mezclas bituminosas, norma NLT-350/90, que
permite obtener además de la resistencia a la fisuración por fatiga de la mezcla, mediante
una ley deformación-número de aplicaciones de carga, su módulo dinámico. El ensayo se ha
realizado aplicando una deformación senoidal una probeta prismática, a una frecuencia de
10 Hz y una temperatura de 20 ºC.
En la Tabla 4 y las Figura 13 y 14 se recogen los resultados obtenidos, donde ε6 es la
deformación unitaria en millonésimas para 106 aplicaciones de carga. En ellas puede
observarse que las mezclas recicladas tienen prácticamente la misma ley de fatiga y un
módulo ligeramente superior que las correspondientes mezclas convencionales. Ambos
factores -módulo y ley de fatiga- harán que la mezcla reciclada, dentro de la estructura de un
firme, tenga un comportamiento a fatiga prácticamente igual al de una mezcla convencional,
por lo que la vida de servicio del firme no se verá disminuida por el hecho de utilizar este tipo
de materiales.
Mezcla MBR (%) Betún Densidad
(g/cm3) Ley de Fatiga ε6 Módulo
Dinámico (MPa)
30 150/200 2.450 Logε = 3,18 - 0,171 logN 143 6333 G-20
0 60/70 2.453 Logε = 3,43 - 0,209 logN 150 4272
30 150/200 2.464 Logε = 3,67 - 0,258 logN 132 5277 S-20
0 60/70 2.476 Logε = 3,54 - 0,217 logN 173 4415
Tabla 4. Ensayo a fatiga a flexotracción

20
LEY DE FATIGA MEZCLA G-20 (4% BETÚN)
log E = 3,43 - 0,209 . log NR2 = 0,9095
log E = 3,18 - 0,171 . log NR2 = 0.8047
1.0E-06
1.0E-05
1.0E-04
1.0E-03
1.0E-02
100 1000 10000 100000 1000000 10000000
Nº DE CICLOS
DEF
OR
MA
CIÓ
N U
NIT
AR
IA
B-60/70 REFERENCIA
B-150/200 30% MBR
Figura 13. Leyes de fatiga de las mezclas G-20 reciclada y convencional
LEY DE FATIGA MEZCLA S-20 (4.5% BETÚN)
logE = 3,54 - 0,217 logNR2=0,8160
logE = 3,67 - 0,258 logNR2 = 0.9245
1.0E-06
1.0E-05
1.0E-04
1.0E-03
1.0E-02
100 1000 10000 100000 1000000 10000000
Nº DE CICLOS
DEF
OR
MA
CIÓ
N U
NIT
AR
IA
B-60/70 REFERENCIA
B-150/200 30% MBR
Figura 14. Leyes de fatiga de las mezclas S-20 reciclada y convencional
21
3. CRITERIOS DE PROYECTO Y CONTROL DE LAS MEZCLAS RECICLADAS EN CALIENTE
Desde el año 2002, el artículo 22 “Reciclado en central en caliente de capas
bituminosas” del Pliego de Prescripciones Técnicas Generales para Obras de Conservación
de Carreteras (PG-4), recogido en la OC 8/2001 del Ministerio de Fomento sobre Reciclado
de Firmes, recoge las especificaciones para el proyecto y control de las mezclas recicladas,
entendiendo por mezcla reciclada aquella que contiene una proporción en masa del material
bituminoso a reciclar (MBR) comprendida entre el 10 y el 50% de la masa total de mezcla.
Los puntos más relevantes son los siguientes:
Tipo y composición de la mezcla
No se emplearán mezclas bituminosas recicladas en caliente para la fabricación de
mezclas de alto módulo con características asociadas de mayor capacidad estructural
respecto a mezclas densas, semidensas o gruesas.
La dotación total de ligante (el de aportación más el procedente del MBR) no será
inferior al 4% en capas intermedias y al 3.5% en capas de base, expresado en proporción en
masa sobre el total de los áridos en seco, incluidas las tolerancias. La dotación de ligante de
aportación será como mínimo del 60% de la dotación total del ligante.
La razón entre la estabilidad Marshall y la deformación Marshall será inferior a 8
kN/mm.
Control de calidad
Se cumplirán las especificaciones del artículo 542 del Pliego de Prescripciones
Técnicas Generales para Obras de Carreteras y Puentes (PG-3) del Ministerio de Fomento,
y las siguientes prescripciones adicionales.
La resistencia a tracción indirecta de la mezcla ejecutada se determinará según la
NLT-346, a la temperatura de 5 ºC, empleando los dispositivos de carga (barras) recogidos
en el apartado 2.2 de la norma NLT-360 para la determinación del módulo resiliente,
realizando el ensayo tanto en seco, directamente sobre los testigos extraídos, como en
22
húmedo, sobre testigos que han permanecido sumergidos en agua a la temperatura de 60
ºC durante 24 horas.
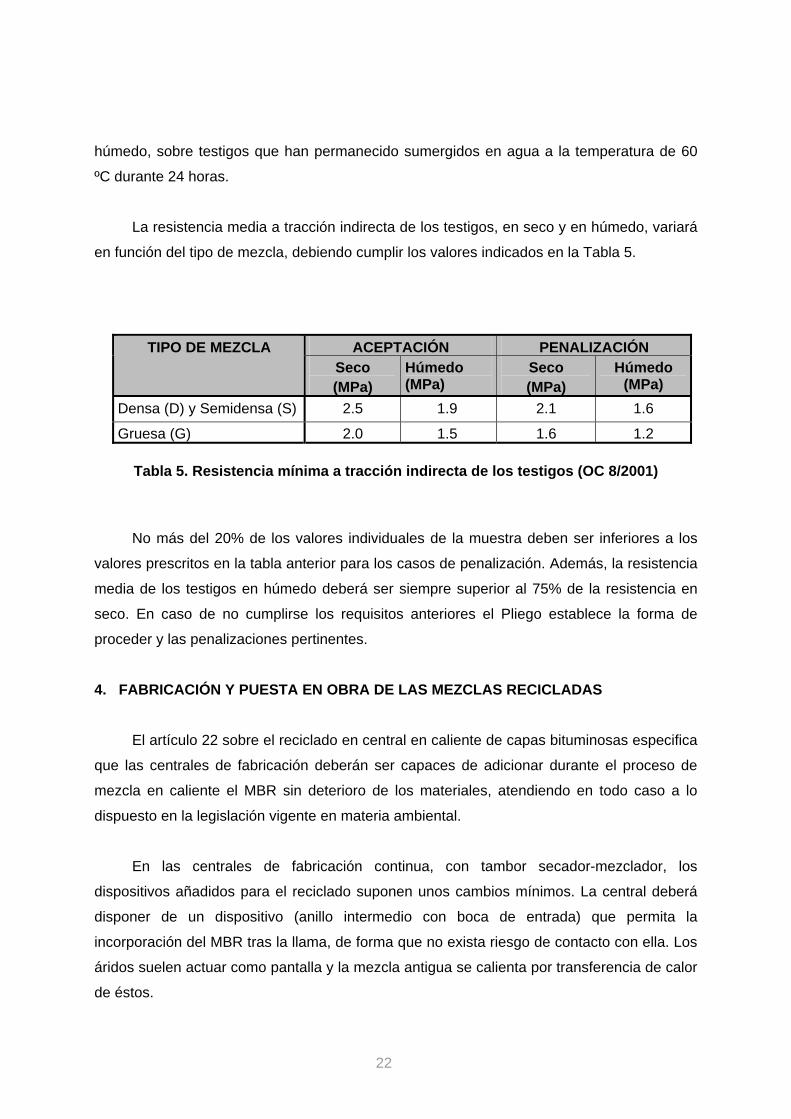
La resistencia media a tracción indirecta de los testigos, en seco y en húmedo, variará
en función del tipo de mezcla, debiendo cumplir los valores indicados en la Tabla 5.
Tabla 5. Resistencia mínima a tracción indirecta de los testigos (OC 8/2001)
No más del 20% de los valores individuales de la muestra deben ser inferiores a los
valores prescritos en la tabla anterior para los casos de penalización. Además, la resistencia
media de los testigos en húmedo deberá ser siempre superior al 75% de la resistencia en
seco. En caso de no cumplirse los requisitos anteriores el Pliego establece la forma de
proceder y las penalizaciones pertinentes.
4. FABRICACIÓN Y PUESTA EN OBRA DE LAS MEZCLAS RECICLADAS
El artículo 22 sobre el reciclado en central en caliente de capas bituminosas especifica
que las centrales de fabricación deberán ser capaces de adicionar durante el proceso de
mezcla en caliente el MBR sin deterioro de los materiales, atendiendo en todo caso a lo
dispuesto en la legislación vigente en materia ambiental.
En las centrales de fabricación continua, con tambor secador-mezclador, los
dispositivos añadidos para el reciclado suponen unos cambios mínimos. La central deberá
disponer de un dispositivo (anillo intermedio con boca de entrada) que permita la
incorporación del MBR tras la llama, de forma que no exista riesgo de contacto con ella. Los
áridos suelen actuar como pantalla y la mezcla antigua se calienta por transferencia de calor
de éstos.
ACEPTACIÓN PENALIZACIÓN TIPO DE MEZCLA Seco (MPa)
Húmedo (MPa)
Seco (MPa)
Húmedo (MPa)
Densa (D) y Semidensa (S) 2.5 1.9 2.1 1.6
Gruesa (G) 2.0 1.5 1.6 1.2
23
Se emplearán preferentemente aquellas centrales en las que el flujo de áridos vaya en
contra del tiro de humo o las que tengan doble tambor. Si el flujo de áridos coincide con el
tiro de humo, no se emplearán si las cantidades de MBR superan el 25%.
Las centrales discontinuas deberán estar provistas de un tambor secador
independiente para el MBR, así como de silos para almacenar en caliente el MBR y un
sistema de dosificación ponderal del MBR. En cualquier caso, los gases producidos en el
calentamiento del MBR deberán ser quemados durante el proceso, debiendo evitarse en
todo momento su emisión a la atmósfera.
Para la puesta en obra de estas mezclas se utilizarán los procedimientos y equipos
convencionales, debiéndose cumplir las especificaciones del artículo 542 del PG-3 para
mezclas bituminosas en caliente.
Con objeto de evaluar las características realmente obtenidas con las mezclas
recicladas y comprobar si se cumplían las especificaciones establecidas en el Pliego, se han
analizado las propiedades de una mezcla, tipo G-20, fabricada en una planta discontinua de
doble tambor, con un 30% de MBR y un betún B-150/200, que fue utilizada como capa de
base durante la ejecución de un firme de nueva construcción, a partir del ensayo tanto de
probetas fabricadas en la misma planta, como de testigos extraídos tras la ejecución de la
capa,
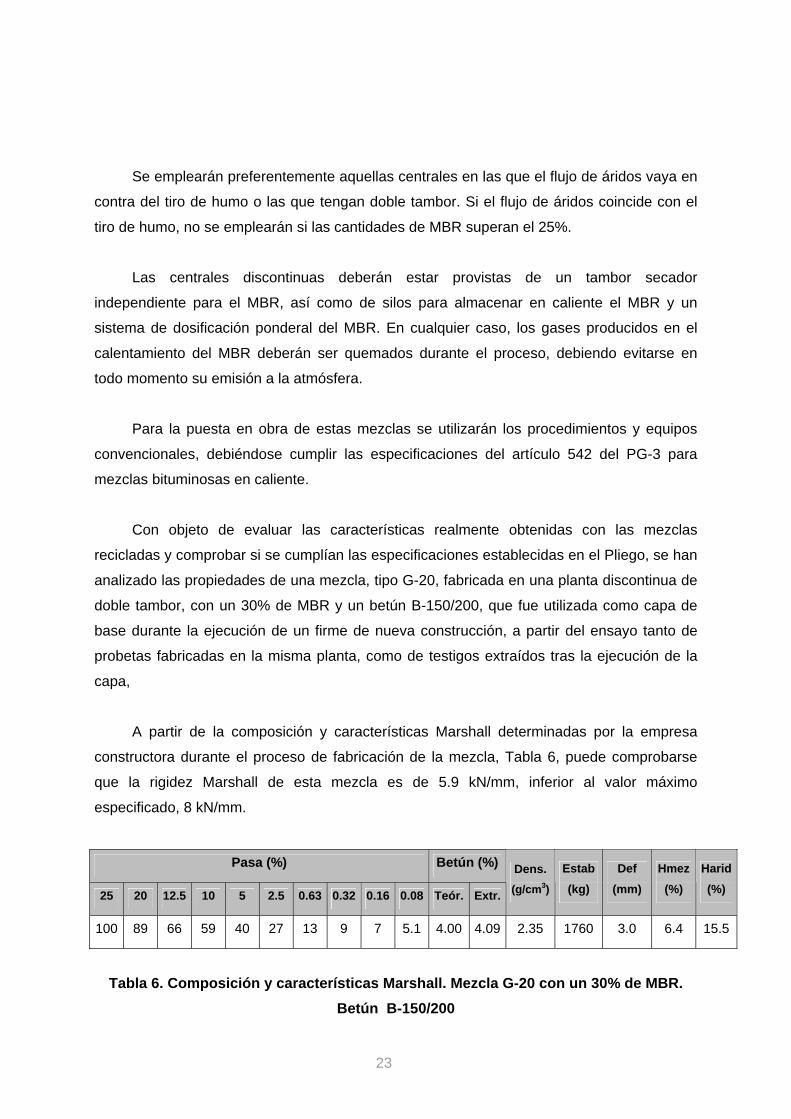
A partir de la composición y características Marshall determinadas por la empresa
constructora durante el proceso de fabricación de la mezcla, Tabla 6, puede comprobarse
que la rigidez Marshall de esta mezcla es de 5.9 kN/mm, inferior al valor máximo
especificado, 8 kN/mm.
Pasa (%) Betún (%)
25 20 12.5 10 5 2.5 0.63 0.32 0.16 0.08 Teór. Extr.
Dens. (g/cm3)
Estab (kg)
Def (mm)
Hmez (%)
Harid (%)
100 89 66 59 40 27 13 9 7 5.1 4.00 4.09 2.35 1760 3.0 6.4 15.5
Tabla 6. Composición y características Marshall. Mezcla G-20 con un 30% de MBR. Betún B-150/200
24
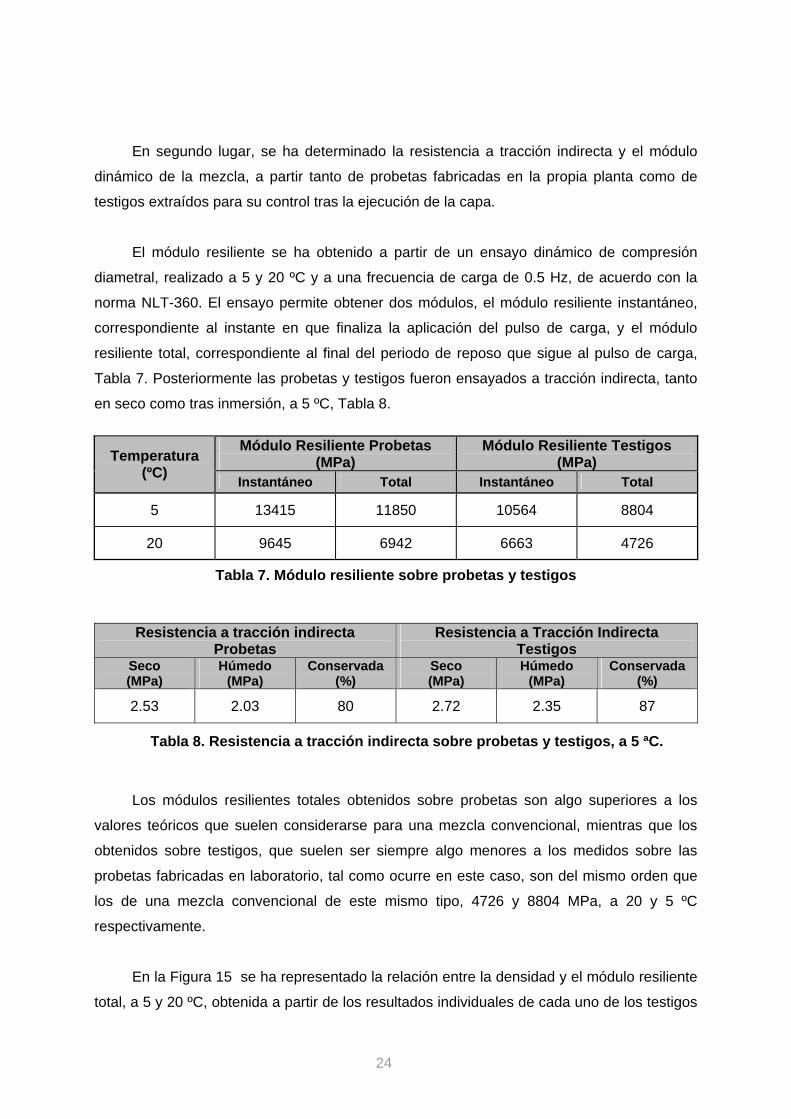
En segundo lugar, se ha determinado la resistencia a tracción indirecta y el módulo
dinámico de la mezcla, a partir tanto de probetas fabricadas en la propia planta como de
testigos extraídos para su control tras la ejecución de la capa.
El módulo resiliente se ha obtenido a partir de un ensayo dinámico de compresión
diametral, realizado a 5 y 20 ºC y a una frecuencia de carga de 0.5 Hz, de acuerdo con la
norma NLT-360. El ensayo permite obtener dos módulos, el módulo resiliente instantáneo,
correspondiente al instante en que finaliza la aplicación del pulso de carga, y el módulo
resiliente total, correspondiente al final del periodo de reposo que sigue al pulso de carga,
Tabla 7. Posteriormente las probetas y testigos fueron ensayados a tracción indirecta, tanto
en seco como tras inmersión, a 5 ºC, Tabla 8.
Módulo Resiliente Probetas (MPa)
Módulo Resiliente Testigos (MPa) Temperatura
(ºC) Instantáneo Total Instantáneo Total
5 13415 11850 10564 8804
20 9645 6942 6663 4726
Tabla 7. Módulo resiliente sobre probetas y testigos
Resistencia a tracción indirecta Probetas
Resistencia a Tracción Indirecta Testigos
Seco (MPa)
Húmedo (MPa)
Conservada (%)
Seco (MPa)
Húmedo (MPa)
Conservada (%)
2.53 2.03 80 2.72 2.35 87
Tabla 8. Resistencia a tracción indirecta sobre probetas y testigos, a 5 ªC.
Los módulos resilientes totales obtenidos sobre probetas son algo superiores a los
valores teóricos que suelen considerarse para una mezcla convencional, mientras que los
obtenidos sobre testigos, que suelen ser siempre algo menores a los medidos sobre las
probetas fabricadas en laboratorio, tal como ocurre en este caso, son del mismo orden que
los de una mezcla convencional de este mismo tipo, 4726 y 8804 MPa, a 20 y 5 ºC
respectivamente.
En la Figura 15 se ha representado la relación entre la densidad y el módulo resiliente
total, a 5 y 20 ºC, obtenida a partir de los resultados individuales de cada uno de los testigos

25
ensayados. Aún con las dispersiones propias del ensayo, las rectas de regresión ponen de
manifiesto que los módulos son mayores cuanto mayor es la densidad alcanzada.
0
2000
4000
6000
8000
10000
12000
14000
2.250 2.275 2.300 2.325 2.350 2.375 2.400
DENSIDAD (g/cm3)
MO
DU
LO R
ESIL
IEN
TE T
OTA
L (M
Pa)
5 ºC
20 ºC
Figura 15. Relación Densidad-Módulo Resiliente Total obtenida sobre testigos
La resistencia a tracción indirecta de la mezcla reciclada, obtenida en seco tanto sobre
probetas como sobre testigos, supera los 2.0 MPa especificados, tabla 4. Por su parte, los
valores de resistencia tras inmersión son también elevados, superando el valor exigido de
1.5 MPa. Las resistencias conservadas son del 80% en probetas y del 87% en testigos.
Las tendencias entre la densidad y resistencia a tracción indirecta, obtenidas a partir
de los resultados individuales de cada una de las probetas y de cada uno de los testigos
ensayados, Figuras 16 y 17, ponen de nuevo de manifiesto la importancia de conseguir una
elevada compacidad en la mezcla para obtener una buena resistencia.

26
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
4.50
5.00
2.250 2.275 2.300 2.325 2.350 2.375 2.400
DENSIDAD (g/cm3)
RES
ISTE
NC
IA A
TR
AC
CIO
N IN
DIR
ECTA
(MPa
)
VIA SECAVIA HUMEDA
Figura 16. Ensayo de tracción indirecta sobre probetas
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
4.50
5.00
2.250 2.275 2.300 2.325 2.350 2.375 2.400DENSIDAD (g/cm3)
RES
ISTE
NC
IA A
TR
AC
CIO
N IN
DIR
ECTA
(MPa
)
1ªCAPA BASE-SECA
1ªCAPA BASE-HUM
2ªCAPA BASE-SECA2ªCAPA BASE-HUM
Figura 17. Ensayo de tracción indirecta sobre testigos

27
Así pues, los estudios realizados en laboratorio, así como la construcción de tramos
experimentales con mezclas recicladas en caliente, han puesto de manifiesto que las
características mecánicas de las mezclas recicladas, fabricadas a partir de un 30% de MBR
y betunes blandos (B-80/100 ó B-150/200), son similares a las de las mezclas
convencionales fabricadas a partir de materiales nuevos, cumpliendo tanto las
especificaciones para éstas, como las nuevas especificaciones establecidas en al artículo 22
Reciclado en central en caliente de capas bituminosas del PG-4, recogido en la OC 8/2001
sobre Reciclado de Firmes.
BIBLIOGRAFÍA
American Society for Testing and Materials (1993). ASTM D4887-93 Standard Test Method
for Preparation of Viscosity Blends for Hot-Recycled Bituminous Materials, Annual Book of
ASTM Standards, Vol. 04.03.
Asphalt Institute (1993). Mix Design Methods for Asphalt Concrete and Other Hot-Mix Types.
Asphalt Institute, Manual Series No. 3.
Austroads Incorporated (1997). Asphalt Recycling Guide. Austroads y Australian Asphalt
Pavement Asociation.
CEN (2001). Bituminous mixtures – Material Specification, Part 8: Reclaimed Asphalt.
Comité Européen de Normalisation.
Highway Research Center, User guidelines for waste and byproduct materials in pavement
construccion. Federal Highway Administration.
Kandhal, Prithvi S., Rao, Shridhar, Watson, Donald y Young, Brad (1995). Performance of
recycled Hot-Mix Asphalt Mixtures. National Center for Asphalt Tecnology.
MOPU (1989). Recomendaciones sobre mezclas bituminosas en caliente. Dirección General
de Carreteras, Circular No. 299/89 T.
28
MINISTERIO DE FOMENTO (2002). Reciclado de firmes. Dirección General de Carreteras,
Orden Circular 8/2001.
Miró, R. (2001). Características mecánicas de las mezclas recicladas en caliente. Jornadas
sobre Mezclas Bituminosas Recicladas en Caliente. AEC.
Páez, A., Moreno, E. y Bardesi, A. (2000). Diseño en laboratorio de reciclados en caliente
con rejuvenecedores. Repsol YPF.
Reyes Rodríguez, C. A. y Pérez Jiménez, F. (1999). Análisis del empleo de material fresado
de pavimentos en la fabricación de mezclas bituminosas en caliente. Tesina de postgrado
ETSECCPB-UPC.


















