Publicación periódica de ESAB-CONARCO Año XXVII Nº 125 · 2019-01-25 · de la torcha de...
32
AÑO XXVII Nº 125 Septiembre 2006 Publicación periódica de ESAB-CONARCO
Transcript of Publicación periódica de ESAB-CONARCO Año XXVII Nº 125 · 2019-01-25 · de la torcha de...

�
Año XXVII Nº 125Septiembre 2006
Publicación periódica de ESAB-CONARCO

� SOLDAR CONARCO Nº ��5 �006
SISTEMA ARISTOUn SIglO dE InnOvAcIón
En SOldAdURA MIg cOn lA ApARIEncIA dE TIg
simulación gráfica de la apariencia del cordón con el Aristo SuperPulseTM
nUEvO! ARISTO SUpERpUlSETM
Mínimo calor aportado.Soldaduras perfectas.
El nuevo proceso de soldadura Aristo SuperPulseTM maximiza la productividad en espesores finos y gruesos de aceros inoxidables y aleaciones de alumnio.
El control preciso del calor aportado combinado con la acción del pulsoelimina la distorsión y da terminaciones perfectas. Aristo SuperPulseTM permite elegir entre las combinaciones pulsado/pulsado, pulsado/corto circuito y spray/pulsado, además de MIG brazing para los espesores más finos.
Más fácil soldar en posicióntransferencia de calor y penetración uniformes minimizan los efectos de las variaciones en la preparación de la raíz. Combinable con sistemas automatizados y robotizados.
Extiende el rango de aplicación de los diámetros más grandes de alambre.
Revolucione la productividad de sus procesos de soldadura con Aristo SuperPulseTM.

�SOLDAR CONARCO Nº ��5 �006
�4
5
��
�4
�9
���5
�9
�0
Indice
Editorial
Solucionando problemas en el proceso de soldadura semiautomática
Obtuvimos la Certificación del Sistema de Gestión Ambiental ISO 14001 a nivel global
Soluciones de ESAB® para la fabricación de torres eólicas
Soldadura de aceros Cr- Mo para altas temperaturas
Eventos
Costos de soldadura
F.L.S., Capacitación
Power Cut LPH 50
Contenido Año XXIX Nº 125 Septiembre 2006
Registro de la Propiedad Intelectual en trámite.
Director
Eduardo Maraniello
Coordinador General
Eduardo Asta
Colaboradores
Eduardo Asta - Björn Torstensson - Per Ivarson - Javier Taffoni - Martín Petit
Diagramación e Impresión
Dayan Gerardo - Talleres Gráficos Universal S.R.L.
Los lectores del Boletín SOLDAR CONARCO pueden, sin cargo, hacer copias de las páginas del mismo para uso personal o para
archivos, o pueden libremente hacer tantas copias como juzguen necesarias para propósitos educativos o de investigación. Este permiso para
producir total o parcialmente artículos incluidos aquí es concebido siempre que se haga expresar mención de los autores y de la fuente.
Queda prohibida la reproducción total o parcial con fines comerciales.

4 SOLDAR CONARCO Nº ��5 �006
Estimados lectores
El compromiso asumido por nuestra Empresa estuvo desde siempre focalizado a lograr la satisfacción de nuestros clientes, elaborando y proveyendo productos y servicios de calidad, estando certificada desde hace más de 10 años de acuerdo a la norma ISO 900�.
Hoy podemos también informar con orgullo que junto al Grupo Esab, del cual formamos parte, hemos obtenido la certificación del Sistema de Gestión Ambiental de acuerdo a la norma ISO 14001 a nivel mundial. En este sentido creemos ser la primera empresa de soldadura del mundo que obtiene esta certificación a nivel global, lo que ratifica nuestra vocación de ser pioneros dentro de nuestra actividad. Por otra parte esto también reafirma el compromiso de actuar con responsabilidad frente al medio ambiente incorporado dentro de nuestra Política.
Actualmente, siguiendo una iniciativa del Grupo Esab, estamos ante un nuevo desafío como es el de expandir nuestro Sistema de Gestión a los aspectos relacionados con la Seguridad y la Salud Ocupacional.
De esta forma estamos enfocando la integración de tres conceptos fundamentales de la gestión de nuestro negocio ligados con la operación: Calidad, Medio Ambiente y Seguridad. El objetivo de esta integración es el desarrollar nuestras actividades con responsabilidad hacia nuestros empleados y la comunidad, manteniendo y mejorando continuamente los estándares de calidad.
Estamos convencidos que de esta forma cumplimos con nuestra responsabilidad como líderes del mercado.
Ernesto E. AciarDirector General

5SOLDAR CONARCO Nº ��5 �006
Solucionando problemas en el proceso de
soldadura semiautomática
Verificación de la velocidad de alimentación del alambre en el proceso semiautomático.
Sabemos que los principales (en algunos casos los únicos) parámetros de soldadura que se regulan de manera directa en los equipos de soldadura semiautomáticos son: la Tensión (Voltaje) y la Velocidad de Alimentación del Alambre. Recordemos que la corriente de soldadura se regula a través de la velocidad de alimentación del alambre: para un valor de tensión dado, a mayor velocidad de alambre, mayor corriente y viceversa. Recordemos también que, para un par de valores de tensión y velocidad del alambre dado el valor de corriente que leeremos en el amperímetro del equipo, variará según la distancia “tubo de contacto – pieza” que se mantenga durante la soldadura: si disminuye la distancia, aumentará la corriente y viceversa. Esto último ocurre como consecuencia del efecto de autorregulación inherente a los procesos que utilizan fuentes de tensión constante. Concretamente, en el proceso semiautomático, una vez definidos en el equipo los valores de tensión y velocidad de alambre, estos deberían permanecer constantes durante la soldadura y no cambiar a no ser que se modifiquen
intencionalmente.
Es común realizar una optimización de parámetros para lograr soldaduras que cumplan los requerimientos establecidos en una determinada aplicación. Además de los dos parámetros mencionados, tensión y velocidad de alambre, determinamos la mejor posición de la torcha de soldadura, la técnica de soldadura, la velocidad de desplazamiento, el caudal de gas y la mejor presentación de las piezas a soldar, entre otros. Una vez obtenidos estos parámetros, la continuidad en el logro de buenos resultados, dependerá básicamente del mantenimiento de las condiciones establecidas; si alguna condición cambia, es lógico esperar que los resultados no sean iguales. En el caso del proceso semiautomático, el desempeño es particularmente sensible a las variaciones en la velocidad de alimentación de alambre. En principio, la velocidad de alambre no debería cambiar, se considera constante. Sin embargo, algunas condiciones inadecuadas pueden causar una alimentación irregular con consecuencias no deseadas: soldaduras defectuosas, excesivas salpicaduras, fusión del alambre al tubo de contacto, etc. Por lo tanto, asegurar que durante la soldadura
se mantenga de manera constante la velocidad de alambre fijada en el equipo es fundamental para lograr un desempeño satisfactorio. En este sentido, y dado que esta condición está estrechamente relacionada con las “buenas prácticas de mantenimiento” que se apliquen, volvemos a insistir con aquellas prácticas recomendadas para el mantenimiento de equipos semiautomáticos�.
Mantenimiento preventivo
Consideremos al mantenimiento preventivo como una forna de eliminar paros imprevistos o por lo menos minimizarlos como así también evitar una depreciación excesiva de los equipos de soldadura a través de inspecciones periódicas para descubrir y corregir las condiciones desfavorables.Hay elementos en todos los equipos de soldadura semiautomática que se desgastan y deben ser reemplazados con cierta frecuencia; nos referimos a los consumibles. Y otros elementos que se deben mantener limpios o deben utilizarse correctamente.
Para una mejor interpretación proponemos tratar el tema de mantenimiento de un equipo de soldadura MIG-MAG (o GMAW según AWS) en relación a los siguientes componentes:
� Publicado en el Boletín Técnico Nº 121 , mayo de 2004.
Por: Asistencia Técnica ESAB - CONARCO.

6 SOLDAR CONARCO Nº ��5 �006
para los alambres de acero macizo son rodillos ranura en V, estos tienen dos superficies de contacto. Si se utilizaran rodillos diseñados para un diámetro de alambre menor o mayor, los mismos no podrán generar la fuerza de fricción necesaria para evitar el resbalamiento, además de dañar el alambre. El desgaste de los rodillos depende de la dureza superficial del mismo, la presión entre los rodillos y la dureza del alambre. La deforrnación del alambre dependerá de la dirección e intensidad de las fuerzas aplicadas y de las superficies de contacto entre alambre y rodillos.
Rodillos de presión
La presión de los rodillos no debe ser alta para evitar la deformación del alambre y no tan baja como para que halla un posible resbalamiento. La excesiva presión de rodillos causa deformación del alambre, desprendimiento de la capa de cobre, arranque de viruta y desgaste prematuro de los rodillos y tubo de contacto. La viruta, el cobre y el alambre deformado hace que se tome mas dificultosa la alimentación y por consiguiente se tendrá un arco inestable (Cordón irregular y mayor nivel de proyecciones).
Mecanismo de alimentación de alambre Torcha Sistema de alimentación de gas
Mecanismo de alimentación de alambre
Existen varios modelos de sistemas de alimentación. Podemos realizar una clasificación de los sistemas según la cantidad de rodillos. Así podemos hablar de los mecanismos de tracción de dos rodillos o de cuatro rodillos. Los rodillos de presión pueden ser según el modelo, además motrices.
Esta clasificación es muy importante debido a que entre uno y otro modelo aparecen diferencias significativas en cuanto a contabilidad y mantenimiento necesario.
Equipo de cuatro rodillos con rodillos de presión motrices
1 Tubo guía de salida 2 Rodillo de arrastre 3 Rodillo de presión y arrastre (sí los rodillos superiores e inferiores poseen engranajes)4 Tubo guía central5 Tubo guía de entrada
Componentes del sistema de alimentación de alambre
Rodillos de arrastre
Los rodillos de arrastre recomendados
Residuos metálicos generados por la excesiva presión de rodillos que puede ser arrastrado dentro de la torcha
Regulación de la presión de rodillo. Siempre debe ser la mínima necesaria para evitar el resbalamiento.

�SOLDAR CONARCO Nº ��5 �006
Forma de verificar que la presión de rodillo es la correcta.Presionar el gatillo de la torcha con una mano y con la otra sostener el alambre. Este mismo tendría que seguir su trayectoria o dirección
Deformación del alambre por exceso de presión y por rodillo inadecuado.
Si el tubo guía no está alineado con los rodillos de alimentación puede ocurrir que se pandee el alambre o lo que muchas veces sucede, una gran fricción entre tubo guía y alambre
Mecanismo de freno
La función del freno de bobina es la de contrarrestar los efectos de la inercia de la bobina. El freno aplicado no debe ser tan bajo como para que se desbande la bobina ni tan alto que provoque el resbalamiento del alambre en los rodillos de tracción o haga que la espira quede trabada en el mismo bobinado.
El freno debe ser periódicamente regulado debido a que entre las superficies de fricción se interponen partículas variando las fuerzas que actúan en el mecanismo de freno.
Torcha
Es la parte del equipo con mayor cantidad de consumibles y además de normalmente sufrir los maltratos del operador. Muchas veces, por costos o desconocimiento se utilizan torchas diseñadas para potencias inferiores.
Viruta generada por el tubo guía metálico
El tubo guía no debe ser tan rígido para que acompañe la curvatura del alambre. No debe ser metálico y no debería tener bordes cortantes
Los tres tubos guías que normalmente posee un mecanismo de alimentación de 4 rodillos y que deben ser observados por su desgaste, alineación y suciedad.
Tubos guías
Los tubos que guían el alambre deben situarse tan cerca como sea posible de los rodillos de arrastre.El diámetro de los tubos guía debe ser del diámetro para el alambre utilizado y debe estar correctamente alineado con los rodillos para disminuir al mínimo la fricción de este con el alambre.
La capacidad de corriente de una torcha se debe especificar según un ciclo de trabajo y para un gas de protección detenninado. La capacidad de una torcha de 400 A al 60 % (ciclo de trabajo base de 10 minutos) con CO�, se reduce a ��5 A cuando opera con mezclas de gases (Ar-CO�)Vamos a tratar brevemente la influencia del desgaste de los consumibles y la necesidad de su recambio.
Componentes consumibles
Tubo de contacto
Tiene la función de transmitir la corriente de soldadura al alambre que se mueve a razón de 2-18 metros/minutos, el alambre y el orificio interior del tubo se tocan en pocos puntos. Esto provoca una elevada carga especifica de corriente. Los puntos de contacto varían permanentemente por la irregularidad de la superficie y el movimiento del alambre. De esto ya resultan dos causas esenciales de desgaste, por una parte, un desgaste mecánico por abrasión y por otra, procesos electroerosivos. La deformación del alambre provoca un desgaste adicional por abrasión mecánica.En razón de las elevadas solicitaciones eléctricas y térmicas, se emplean en tubos de contactomateriales de elevada conductividad eléctrica, buena conducción del calor, alta resistencia en caliente y al desgaste.Hay diferentes aleaciones base cobre disponibles en mercado con diferencias notables en contabilidad y durabilidad.El deterioro del tubo de contacto se da principalmente por: ensanchamiento de un lado del tubo, depósitos de las más diversas clases así como partes fundidas en las paredes y extremos del tubo.

8 SOLDAR CONARCO Nº ��5 �006
Difusor
El difusor es la pieza que distribuye el gas de protección dentro de la tobera y conduce la corriente de soldadura que tennina en el tubo de contacto (según modelo). El estado del mismo es fundamental para que el gas de protección llegue correctamente dosificado.Normalmente las proyecciones generadas obstruyen los orificios del mismo impidiendo la salida de gas.La limpieza debe realizarse periódicamente y el recambio seria necesario en caso de obstrucción de orificios o perdida de gas por desgaste en las uniones roscadas o a presión, según el modelo de torcha.El deterioro o la falta de ajuste de las roscas que vinculan el difusor al tubo de contacto producen alteraciones de las variables del proceso y desgaste prematuro de los consumibles.
Riesgo de obstrucción de los orificios del difusor de gas
Partes de una torcha
Efecto ocasionado por falta de freno. El fenómeno se manifiesta cuando las velocidades de alambre son altas.

9SOLDAR CONARCO Nº ��5 �006
Liner (baina, conducto)
Son algunos de los nombres utilizados para hacer referencia al elemento a través del cual el alambre llega desde los rodillos de alimentación al tubo de contacto.
Es muy importante el diámetro y material del tubo guía. Se utiliza de acero al carbono para los alambres de acero de baja aleación y de teflón o nylon para el aluminio, magnesio, níquel, cobre e inoxidable. El objetivo es evitar la contaminación del alambre (el alambre puede arrastrar residuos metálicos y aumentar la fricción entre alambre y tubo guía (fundamental para los alambres que no son tan rígidos como las aleaciones de magnesio o aluminio).
En el tubo guía se acumulan los residuos como viruta o cobre generados poe el estado o uso deficiente del mecanismo de tracción (rodillos, tubo guía) además de los residuos propios de los talleres que se depositan en las bobinas. Los alambres para mejorar la alimentación poseen lubricantes que pueden quedar depositados principalmente en el conducto guía.
La acumulación de residuos produce inicialmente inestabilidad de arco debido a que la velocidad de alambre no es constante. Los conductos guías deben limpiarse periódicamente; esta limpieza consiste en una inmersión en solvente 24 horas (los residuos son solubles en este medio) y posterior secado con aire comprimido.
Hay que tener en cuenta que permanentemente hay una fricción entre el alambre y el tubo guía que genera un desgaste; por tal motivo, después de 2 ó 3 lavados debe ser reemplazado.
Aislante
Es el elemento que aisla la tobera del circuito eléctrico. El aislante
Tobera golpeada en caliente y deformada.
El mismo modelo de tobera en diferentes condiciones: quemada, golpeada en caliente, con proyecciones y nueva.
Tobera quemada y con proyecciones.
Los problemas de montaje de la tobera pueden ocasionar pérdidas de gas y fallas de eficiencia en la protección del arco.
Variaciones del contacto eléctrico en un tubo desgastado o de medida incorrecta produce alteraciones de las variables de proceso que se manifiesta como arco inestable
Tobera
La eficiencia de la protección del arco eléctrico y de la pileta líquida dada por el gas dependen en gran medida del estado y dimensiones de la tobera. Recomendamos el uso de antiadherentes (sólidos o líquidos) para
preservar el estado de las mismas (no en exceso).En una tobera con proyecciones, deformada por golpes o de menor diámetro el flujo de gas será turbulento, con perdida en la eficiencia en la protección.

�0 SOLDAR CONARCO Nº ��5 �006
se deteriora por el calor generado en el arco eléctrico. La pérdida de aislación produce descargas eléctricas de la tobera a la pieza inestabilizando el arco eléctrico y dañando la misma.
Sistema de alimentación de gas
Los controles sobre los caudales de gas suelen ser muy escasos o poco eficientes. Comúnmente se controla el caudal de gas con los caudalímetros que se encuentran en los reguladores de presión. Pero no siempre llega a la torcha la misma cantidad de gas debido a pérdidas en mangueras y conexiones. El procedimiento correcto sería:
Controlar flujo de gas en el caudalímetro del regulador de presión
Controlar flujo de gas en el caudalímetro portátil en el extrremo de la torcha
Controlar las pérdidas según diferencias de caudalímetros
Es muy común registrar pérdidas de hasta 10 litros/min, ocasionando poros y falta de fluidez que además involucra un importante costo.
Conducto guía para aceros de baja aleación construidos de alambre o fleje y cubierto de plástico
Conducto guía de teflón para aleaciones no ferrosas e inoxidable

��SOLDAR CONARCO Nº ��5 �006
MANTENIMIENTO PREVENTIVO ELEMENTO FRECUENCIA SUGERIDA
Cambio tubo de contacto De 1 a 3 rollos, dependiendo del gas de protección, los parámetros de soldadura y la calidad del mismo.
Limpieza de tobera Según criterio y cuidados del operario
Limpieza de liners Por cada cambio de bobina de alambre limpiar con aire comprimido en sentido inverso al de avance del alambre. Para los tambores de alambre Marathon Pack la frecuencia de limpieza se amplia a cada 150 Kg. Cada dos limpiezas con aire comprimido puede limpiarse con solvente.
Limpieza mecanismo de tracción Con aire comprimido al finalizar cada jornada laboral.
Limpieza general del equipo Cada dos semanas
Ajuste de rodillo de presión Se hará al cambiar la bobina
Ajuste de freno Se hará al cambiar la bobina
Verificación caudal de gas Verificar diariamente en caudalímetro, en el tubo y en la torcha con caudalímetro portátil
Cambio de difusor Revisar y limpiar diariamente, su cambio se justifica por deterioro de las roscas
Cambio de liners Cada � lavados
Cambio de rodillos Según el estado de desgaste o por cambio de diámetro o tipo de alambre (aluminio, tubular, acero)
Cambio de aislante Se puede observar cada vez que se verifica el difusor
Cambio tubo guía Se verifica cada vez que se cambia la bobina, se cambia por desgaste y se limpia con aire comprimido
Verificación de conexiones Cada vez que se encienda la máquina. Es importante en instalaciones eléctricas entender que corre riesgos, en este caso, el operario
Verificación estado circuito En caso de encontrar diferencias entre las lecturas de caudales del caudalímetro del tubo y el portátil de alimentación de gas
�� SOLDAR CONARCO Nº ��5 �006
ESAB®, principal proveedor mundial de equipos de soldadura y corte y materiales consumibles, ha certificado a nivel global su Sistema de Gestión Ambiental de acuerdo con la Norma ISO �400�.
Mientras que la mayoría de las empresas alrededor del mundo obtienen la certificación ISO 14001 en alguna de sus plantas, ESAB® es una de las pocas compañías internacionales que ha logrado la certificación para todas sus unidades.
La implementación de un Sistema de Gestión Ambiental global abarcando todo el proceso, desde el diseño y desarrollo, la producción, las ventas y los servicios, garantiza a nuestros clientes que todas nuestras operaciones a nivel mundial son realizadas bajo el mismo estándar medioambiental, y que todas las acciones son tomadas de forma de asegurar que los impactos ambientales sean reducidos al mínimo.
La globalización de la economía y las demandas del mercado nos conducen a preservar el bienestar de nuestros clientes y de la comunidad entera, siendo éste uno de nuestros principales objetivos. ESAB® se ha encontrado siempre en la vanguardia respecto de la conciencia en cuestiones medioambientales dentro de la
industria de soldadura y corte. Es así que en el año 1999 se convirtió en la primera empresa proveedora de productos de soldadura y corte con una unidad productiva certificada de
acuerdo a la norma ISO �400�.De esta forma ESAB® continúa comprometiéndose con el entorno en el cual interactúa consolidando el camino de la mejora continua.
Obtuvimos la Certificación del Sistema de Gestión Ambiental
ISO 14001 a nivel global
��SOLDAR CONARCO Nº ��5 �006
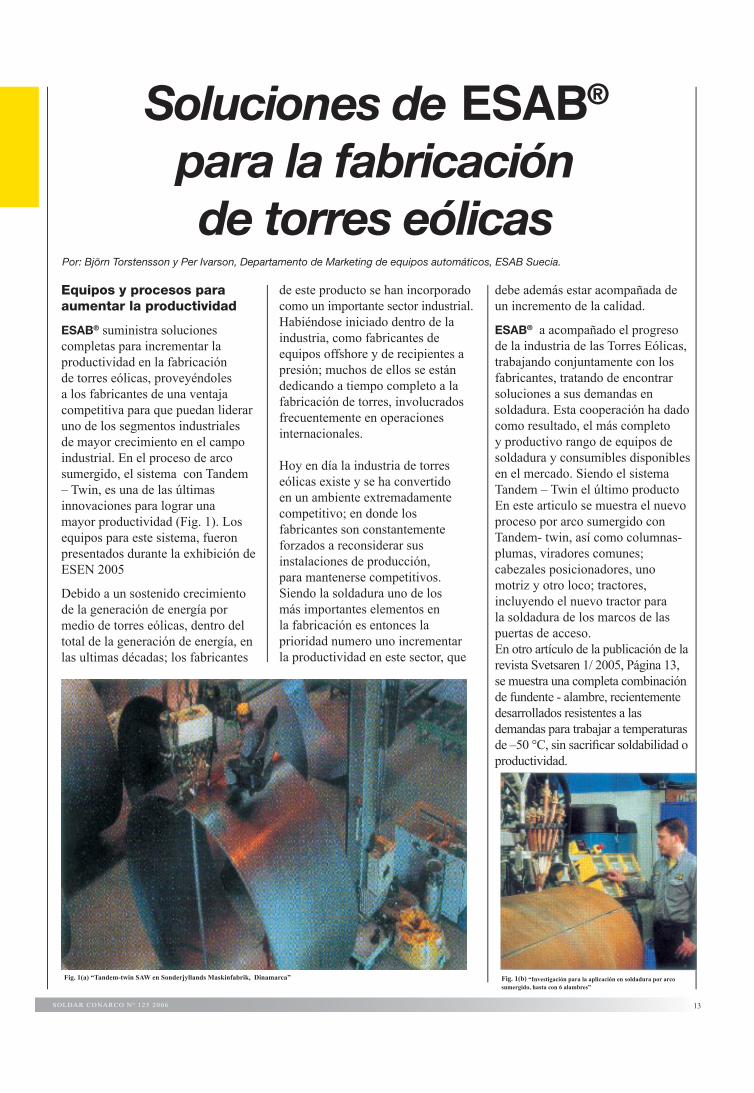
Soluciones de ESAB®
para la fabricación de torres eólicas
Equipos y procesos para aumentar la productividad
ESAB® suministra soluciones completas para incrementar la productividad en la fabricación de torres eólicas, proveyéndoles a los fabricantes de una ventaja competitiva para que puedan liderar uno de los segmentos industriales de mayor crecimiento en el campo industrial. En el proceso de arco sumergido, el sistema con Tandem – Twin, es una de las últimas innovaciones para lograr una mayor productividad (Fig. 1). Los equipos para este sistema, fueron presentados durante la exhibición de ESEN �005
Debido a un sostenido crecimiento de la generación de energía por medio de torres eólicas, dentro del total de la generación de energía, en las ultimas décadas; los fabricantes
de este producto se han incorporado como un importante sector industrial. Habiéndose iniciado dentro de la industria, como fabricantes de equipos offshore y de recipientes a presión; muchos de ellos se están dedicando a tiempo completo a la fabricación de torres, involucrados frecuentemente en operaciones internacionales.
Hoy en día la industria de torres eólicas existe y se ha convertido en un ambiente extremadamente competitivo; en donde los fabricantes son constantemente forzados a reconsiderar sus instalaciones de producción, para mantenerse competitivos. Siendo la soldadura uno de los más importantes elementos en la fabricación es entonces la prioridad numero uno incrementar la productividad en este sector, que
debe además estar acompañada de un incremento de la calidad.
ESAB® a acompañado el progreso de la industria de las Torres Eólicas, trabajando conjuntamente con los fabricantes, tratando de encontrar soluciones a sus demandas en soldadura. Esta cooperación ha dado como resultado, el más completo y productivo rango de equipos de soldadura y consumibles disponibles en el mercado. Siendo el sistema Tandem – Twin el último productoEn este articulo se muestra el nuevo proceso por arco sumergido con Tandem- twin, así como columnas-plumas, viradores comunes; cabezales posicionadores, uno motriz y otro loco; tractores, incluyendo el nuevo tractor para la soldadura de los marcos de las puertas de acceso.En otro artículo de la publicación de la revista Svetsaren 1/ 2005, Página 13, se muestra una completa combinación de fundente - alambre, recientemente desarrollados resistentes a las demandas para trabajar a temperaturas de –50 °C, sin sacrificar soldabilidad o productividad.
Fig. 1(a) “Tandem-twin SAW en Sonderjyllands Maskinfabrik, Dinamarca” Fig. 1(b) “Investigación para la aplicación en soldadura por arco sumergido, hasta con 6 alambres”
Por: Björn Torstensson y Per Ivarson, Departamento de Marketing de equipos automáticos, ESAB Suecia.

�4 SOLDAR CONARCO Nº ��5 �006
El proceso de soldadura como crucial eslabón en la cadena de producción
La soldadura es solo un paso en el largo proceso, desde la mina de hierro hasta la instalación de las torres; pero es un elemento importante y crucial en la planificación y en el éxito financiero del proyecto de generación de energía por medio de turbinas eólicas. En la fabricación de las torres, la cantidad de soldadura varia entre 700 a 1500 Kg por torre, cuando se manipulan piezas de hasta �00 toneladas.El éxito en soldadura de torres depende de la correcta y eficiente elección, así como su uso, de varios tipos y categorías de equipamientos. Sí se elige alguno de ellos con limitaciones en capacidad y eficiencia; ello será la causa para limitar la cadena de producción:
El equipamiento para un determinado proceso de soldadura y los consumibles
Manipuladores que acompañen a los cabezales de soldadura
Equipos que puedan manipular las piezas a fabricar
Es de vital importancia el conocimiento y experiencia, de los departamentos de ingeniería, de los departamentos de producción y soldadores, para la realización de una excelente soldadura, con una alta productividad.El diseño de la soldadura de torres eólicas, es bastante sencillo; con soldaduras largas, tanto las soldaduras circunferenciales como las longitudinales. Lo conveniente es realizarlas en posición bajo mano, particularmente cuando se trabaja con espesores de chapas hasta 100mm. No es una sorpresa que el proceso de arco sumergido haya sido elegido desde que este tipo industria comenzó; no se ve otra alternativa técnica que
pueda superarla en producción. La innovación se ha focalizado en sistemas cada vez más productivos, variantes de este proceso; así como en los consumibles que permiten lograr una alta productividad así como una calidad adecuada. Los nuevos aceros empleados demandan que los materiales de aporte deben ser resistentes a – 50 °C, en este aspecto el desafío más reciente, ha sido en el desarrollo de consumibles para la fabricación de torres eólicas offshore.El empleo de cabezales de soldadura twin y tandem han posibilitado un cuantitativo incremento de la productividad en la soldadura por arco sumergido en la fabricación de torres; en la actualidad estos sistemas gozan de popularidad y aceptación. Sin embargo, en el competitivo mundo de los negocios en que estamos inmersos, la industria de las torres eólicas está abocada ha superar aún más estos niveles.
ESAB® ha respondido a este desafío, con el desarrollo de cabezales Tandem – Twin. Dos cabezales de soldadura ( tandem) un DC y otro AC con un dispositivo twin cada uno. Este desarrollo no solo está
Fig. 2 “Cabezal Tanden-Twin SAW”
dirigido a la fabricación de torres eólicas sino también a la fabricación de recipientes a presión de espesores importantesEl equipamiento ha sido probado en los aceros que actualmente se usan para la fabricación de torres. Se han desarrollado también nuevos consumibles con las aprobaciones requeridas para este tipo de producto; estableciéndose además los procedimientos de soldadura adecuados. ESAB® provee el soporte necesario para las aplicaciones, asesorando a los fabricantes en la implementación de estas nuevas técnicas; cuenta para ello con los equipos y dispositivos que tiene en el nuevo centro de desarrollo ubicado en Gotemburgo. El proceso Tandem – Twin por arco sumergido, es ya un éxito en la producción de torres, en las empresas Sonderjylland Maskinfabrik y DSSN en Dinamarca.
La investigación y desarrollo de ESAB® no se detiene con el sistema Tandem – Twin. La soldadura con cuatro alambres ya ha sido desarrollado y probado para la fabricación de torres eólicas.

�5SOLDAR CONARCO Nº ��5 �006
Tandem- Twin SAW, uno de los mayores pasos adelante La técnica de Tandem - Twin trae nuevos niveles de productividad. Se emplea en todos lo tipos de soldadura en donde se tiene la accesibilidad y se cuenta con la flexibilidad de los equipos. Se aplica principalmente en las soldaduras circunferenciales de las secciones o componentes de las torres.El desarrollo del proceso coincide con el desarrollo de un nuevo fundente. OK Flux 10.72, que satisface los requerimientos de resistencia a bajas temperaturas, usando alambres no aleados como el OK Autrod 12.22. En términos de soldabilidad, esta combinación de alambre y fundente debe adecuarse a la alta velocidad de aporte que tiene el proceso Tandem – Twin, y más específicamente provee de una escoria de fácil desprendimiento en costuras angostas. El fundente es aplicado para todas las variables del proceso SAW, desde un simple alambre a twin, tandem y otros sistemas multialambres. La velocidad de aporte con Tadem - Twin SAW en la fabricación de torres eólicas son mostradas en la tabla 1. En ella se compara la velocidad de aporte de un alambre con varios alambres a la vez. Estas velocidades de aporte son obtenidas, en la fabricación actual de torres, con rangos de soldadura desde 800 a 1000 A. Una vez punteadas las secciones de las torres; para las soldaduras exteriores, se dan dos o tres pasadas con un cabezal Twin, como pasadas de raíz ó base, luego las demás pasadas de relleno se realizan con el cabezal Tandem – Twin.
El corazón de la solución de ESAB® Tanden – Twin, desarrollado y probado en la fabricación de torres, consiste en montar dos cabezales en una Columna – Pluma Tipo 460, con capacidad de alcance de 4x4 a 6 x 6 m (fig 2 y 3). Los cabezales son alimentados por una fuente LAF ��50 A /100% de ciclo de trabajo (DC) y una fuente TAF 1250 A /100% de
“Comparación de las velocidades de aparte, para varias técnicas en SAW”
TABLA 1. Comparación de velocidad de aporte con varias técnicas de SAW.
Proceso de SAW Combinación de alambre Velocidad de deposición al 100 % del ciclo de trabajo
Alambre 1 x 4,0 mm 12 Kg/h
Twin 2 x 2,25 mm 15 Kg/h
Tandem 2 x 2,25 mm 25 Kg/h
Tandem Twin 4 x 2,25 mm 38 Kg/h
TABLA 2. Reducción de la sección transversal de la junta por la reducción del ángulo.
Espesor Sección transversal de Sección transversal de Reducción de la chapa la junta Y 60º con talón la junta Y 50º con talón mm 5 mm y sin apertura (mm�) 5 mm y sin apertura (mm�) %
25 231 187 -19 �5 5�0 4�0 -�9 45 9�4 �46 -�9
TABLA 3. Tiempo de arco por metro, para una chapa de espesor 35 mm al 100 % de ciclo de trabajo. (Teóricamente, basado en la velocidad de deposición usando pasadas de relleno).
Y - 60º (ángulo convencional)
Peso de la junta (Kg/m) = Volúmen de la junta (mm� x 1.000 mm/m) x sobremonta (+ 20 %) x peso específico (g/cm� x 1.000�) = 520 x 1.000 x 1,2 x 7,87/1.000�
= 4,91 91 Kg/mTANDEM - TWINTiempo de arco = Peso de la junta (Kg/m) / velocidad de deposición Kg/m)por metro de soldadura = 4,91/38 = 0,129 h/mTandem Twin 2 x 4 mmTiempo de arco por metro de soldadura = 4,91/25 = 0,196 h/m
Y - 50º (ángulo reducido, debido al buen desprendimiento de la escoria del fundente OK 10.72)
Peso de la junta (Kg) = Volúmen de la junta (mm� x 1.000 mm/m) x sobremonta (+ 20 %) x peso específico (g/cm� x 1.000�) = 420 x 1.000 x 1,2 x 7,87/1.000�
= 3,97 Kg/m TANDEM TWINTiempo de arco = Peso de la junta (Kg/m) / velocidad de deposición Kg/h)por metro de soldadura = 3,97/38 = 0,104 h/mComparando la junta Y60 y la junta Y50 (tiene un 19 % menos de volúmen) con Tandem Twin la diferencia es:Tiempo ahorrado (%) = (h/m 60º tandem - h/m 50º tandem twin) / h/m 60º tandem = (0,196 -0,104) / 0,196 = 46,9 %
Esto explica que cambiando tandem (2 x 4.0 mm) y junta Y-60º a Tandem Twin con junta Y-50º el tiempo de arco es prácticamente la mitad.

�6 SOLDAR CONARCO Nº ��5 �006
En adición dos fuentes AC están disponibles: TAF 800 y TAF 1250.
Sistema de control
El sistema de control es un componente esencial en el concepto de la producción total. Para los procesos de soldadura, ESAB® utiliza un sistema de comunicación modular sub – bus, como el tipo de control PEH. Estas unidades son operadas en conjunto con un sistema de control central, que comanda la producción total. El sistema de control es diseñado para cada caso, y de acuerdo a cada una de las necesidades del cliente.
Columna – Pluma
Uno de lo más importantes componentes de la solución automatizada, es el dispositivo en donde se colocan los cabezales de soldadura. En la fabricación
Fig. 3 “CAB 460 empleadas para la soldadura circunferencias de las secciones de las torres”
ciclo de trabajo (AC). La correcta posición del cabezal de soldadura es importante para lograr una buena soldadura, acompañado de un fácil desprendimiento de la escoria.
El tiempo de arco reducido casi a la mitad, por el sistema Tandem - Twin
Durante la exhibición de ESEN 2005. ESAB® mostró la técnica de soldadura Tandem - Twin para la de torres eólicas, con velocidad de aporte de hasta 40Kg / hora. Esto se logró en juntas tipo “V” con un ángulo de 50°, aunque lo normal en la fabricación de torres es de 60°.La reducción del volumen de la junta es otra ventaja en la productividad, además de la extremada alta velocidad de aporte indicada (tabla 2 y 3)El desprendimiento de la escoria así como la buena apariencia son excelentes, Ello fue alcanzado con el nuevo fundente OK Flux 12.70, logrando además que el metal de aporte cumpla con los requerimientos de resistencia a bajas temperatura.
Fuente de poder
ESAB® Ofrece el rango de fuente de poder tipo LAF, para trabajo pesado. Estas fuentes tiene un rango de trabajo desde 635 a 1600 A, son excelentes para la fabricación de torres ó aplicaciones similares. Si se requiere más de �600 A, se puede instalar un dispositivo especial para poner dos fuentes en paralelo, pudiéndose incrementar hasta 3200 A. (fig 4).
de torres, los dispositivos más empleados son los manipuladores tipo columna – pluma.ESAB® suministra un amplio rango de CAB´s desde pequeñas de 3x3m para aplicaciones simples y livianas, hasta para trabajo pesado de 10x 8m
Para la fabricación de torres eólicas, la más común es del tipo CAB 460, con un rango de trabajo de 4 x 4 hasta 6 x 6 m. Son robustas, modulares y se proveen exactamente de acuerdo a las medidas y necesidades del cliente. Los fabricantes pueden elegir las medidas, el tipo de desplazamiento, un sistema de control por cámara, un sistema de alimentación y recuperación de fundente. Como ejemplo un sistema a medida, con GMD, un guiador de junta y video y tarjetas ópticas, como el de ITACI en Canadá, descripta en Svetsaren � /�005.Fig. 4 Las fuentes LAF (izq) y las TAF, ejemplo del amplio rango de
fuentes para arco sumergido DC y AC en la fabricación de torres”

��SOLDAR CONARCO Nº ��5 �006
hasta 6.000 mm.Tiene servo motores AC con engranajes autobloqueantes, para obtener una precisión adecuada durante la soldadura. La operación de los motores es sincronizada entre el cabezal motriz y el loco.
Equipos de manipuleo
Los más comunes de los manipuladores de las piezas a soldar son los viradores y manipuladores horizontales con un cabezal motriz y uno loco (Head and tailstock)Los viradores TAW (con rango de 40 a 70 Ton) son viradores robustos y autoalineantes (Fig. 7 y 8). Esto significa que el peso de las piezas es distribuido en partes iguales. La superficie de los mismos está recubierta de Poliuretano para cumplir con las demandas de la fabricación de torres. Tienen motores y engranajes dobles, de esta manera
Equipos A2 TripleTrac y FrameTrac
Otra área de interés es la soldadura interior de las secciones ó componente de las torres, así como la soldadura de las bridas. ESAB tiene un equipo tipo tractor compacto, modelo A� TripleTrac, de tres ruedas. Este equipo es guiado por la rueda frontal (fig 5); esta rueda y una corredera horizontal, aseguran una exacta posición del alambre a lo largo de la junta. El diseño compacto lo convierte en un equipo de desplazamiento fácil, de un punto de trabajo a otro.
Una palanca especial permite desconectar el engranaje motriz, permitiendo un fácil desplazamiento de una sección a otra.
ESAB® ha introducido recientemente el equipo FrameTrac, una solución para soldar automáticamente los marcos de las puertas de las torres. Estas partes se sueldan comúnmente con electrodos revestidos o con alambre (MIG-MAG); con el equipo FrameTrac se incrementan la productividad al soldar automáticamente estos marcos, al mismo tiempo que logran una calidad de soldadura más consistente. (Fig 6)
Los del tipo cabezal motriz y loco; mueven y controlan en forma total las piezas a soldar. Los equipos adecuados para la fabricación de torres son del tipo HTLM con un rango de trabajo de 50 a 80 Ton.Estos equipos operan con piezas quetiene desde un diámetro de �500 mm
Fig. 7 “ Virador tipo TAW”
Fig. 5 “Carro tractor A2 TripleTrac, para la soldadura interior por arco sumergido de las juntas circunferenciales”
Fig. 6 “ FrameTrac, empleado para la soldadura de los marcos de las puertas” Fig. 8 “Virador horizontal: Cabezal motriz y cabezal loco, tipo HTLM”
eliminan la interconexión por medio de ejes hasta 6.000 mm.Tiene servo motores AC con engranajes autobloqueantes, para obtener una precisión adecuada durante la soldadura. La operación de los motores es sincronizada entre el cabezal motriz y el loco.ESAB®, Un completo proveedor para los fabricantes de torres eólicas Para este tipo de industria ESAB es un proveedor completo.
ESAB® ha logrado un continuo desarrollado junto con los fabricantes de Torres, basada en una profundo conocimiento en la fabricación de equipos así como en la elaboración de consumibles de acuerdo los requerimientos de soldadura. Todo ello ha dado como resultado la introducción, innovación y fabricación de nuevo productos. Los productos presentados en este artículo fueron exhibidos en ESEN 2005.

18 SOLDAR CONARCO Nº ��5 �006
Consideraciones generales
Los aceros Cr-Mo al ser enfriados a velocidades relativamente elevadas desde una temperatura por encima de la temperatura crítica superior, como ocurre cuando son sometidos a procesos de soldadura, pueden presentar un importante endurecimiento por temple que aumenta su dureza y resistencia mecánica, reduciendo la ductilidad y la tenacidad del material. Como resultado de esta característica de templabilidad, que de acuerdo con la composición química que les corresponda pueden tener la condición de “endurecibles al aire”, deberá prevenirse el riesgo a la fisuración en frío asistida por hidrógeno en las uniones soldadas de estos aceros, tanto en el metal de soldadura (MS) como en la zona afectada por el calor (ZAC)
La prevención del riesgo a fisuras en frío requiere:
Determinación de una temperatura mínima de precalentamiento y entre pasadas
Selección adecuada de consumibles y procesos con bajo nivel de hidrógeno
Aplicación de tratamiento térmico posterior a la soldadura (PWHT)
Bases para la elaboración de un procedimiento de soldadura
Precalentamiento
La temperatura mínima de precalentamiento debe alcanzar un valor suficiente como para permitir la difusión del hidrógeno presente en el metal de soldadura y la ZAC. Además permitirá una disminución del gradiente de velocidad de enfriamiento entre 800 y 500 ° C, dicho de otra forma, el incremento del tiempo de enfriamiento entre estas temperaturas (t8/5).
La mínima temperatura de precalentamiento requerida dependerá de la composición química, del espesor de los aceros Cr- Mo a ser unidos y del grado de restricción de la unión soldada. A medida que aumentamos el espesor, el grado de restricción de la junta así como el contenido de carbono y elementos de aleación, relacionados a través del carbono equivalente como medida de la soldabilidad del acero, la temperatura de precalentamiento deberá ser incrementada.
La determinación o la especificación del carbono equivalente se puede efectuar por medio de diferentes fórmulas publicadas en la literatura.
No obstante las más utilizadas son las siguientes:
Fórmula del IIW
CE = C + Mn / 6 + ( Cu + Ni) / 15 + (Cr +Mo + V) / 5
Fórmula Ito y Bessyo
Pcm = C + (Mn + Cu + Cr) / 20 + Si/30 + Ni /60 + Mo/ 15 + V/10 + 5B
La determinación de la temperatura mínima de precalentamiento� se realiza de manera predictiva por medio de diferentes métodos de cálculo o tablas de Códigos tales como:
Norma British Standard BS 5135Nomograma de CoeCriterio de DurenCriterio de Ito y BessyoCriterio de Suzuki y YuriokaMétodo de SeferianMétodo del Instituto Internacional de SoldaduraANSI/AWS D1.1, Código de Estructuras Soldadas en AceroMétodo de la Carta
También puede ser determinada con ensayos para evaluar la fisuración en frío tales como los de Tekken, Ranura, W.I.C, entre otros�.
Soldadura de aceros Cr- Mo
para altas temperaturas
Por: Ing. Eduardo Asta , ESAB - CONARCO
� ver Boletín técnico Nº 108 - Octubre 1998� ver Boletín técnico Nº 123 - Diciembre 2004

�9SOLDAR CONARCO Nº ��5 �006
Material de aporte
El material de aporte y el proceso de soldadura deberán garantizar un bajo nivel de hidrógeno (menor o igual que 5 ml /100g). Por su parte el criterio de selección será buscando la igualación de composición química respecto del material base, con excepción del contenido de carbono, a fin de mantener en el metal de soldadura las condiciones de resistencia al creep y propiedades a alta temperatura. Electrodos de la misma composición o ligeramente superior pueden ser utilizados para uniones con una determinada variación de composición. De acuerdo con la norma AWS 5.5 es factible especificar electrodos Cr- Mo para soldadura manual con la característica L ( por ejem. E7018 B2L), es decir de bajo carbono, donde el contenido de C será menor o igual que 0,05%. Este tipo de combinación puede favorecer la soldadura en términos de reducir la dureza cuando la misma está asociada a problemas de corrosión. Sin embargo, si la principal consideración de diseño, es la resistencia al creep a alta temperatura el contenido mínimo de carbono deberá estar en 0,05%, debiendo tener presente esta situación frente a la necesidad de mantener la igualación de resistencia (matching) en la unión soldada.
Tipo de junta
Para las uniones de partes cilíndricas de recipientes a presión y uniones a tope de cañerías en aceros Cr-Mo se utilizan juntas a tope de penetración completa (JPC) cuya geometría estará relacionada con los espesores de las uniones y proceso de soldadura a aplicar Para espesores gruesos (mayores que 30 mm) y donde hay acceso por un solo lado (cañerías) se
prefieren juntas tipo U o J que permiten una eficiente disipación con mínima distorsión y una sección optimizada de soldadura3. La raíz de la unión será asegurada preferentemente con proceso TIG (GTAW).
Tratamiento térmico posterior a la soldadura
El tratamiento térmico posterior a la soldadura (PWHT) tiene por objeto reducir la dureza y el nivel de tensiones residuales, produciendo una mejora en la tenacidad del material base en la ZAC y en el metal de soldadura.
Temperatura para el tratamiento
El rango de temperatura del PWHT para los aceros Cr-Mo oscila entre 6�0 y 760 °C.La unión soldada puede ser enfriada a temperatura ambiente antes de iniciar el tratamiento, dependiendo del grado de restricción de la junta y composición química del acero. La experiencia muestra que aceros con contenidos de Cr menor o igual que 2, 25 % son usualmente enfriados a temperatura ambiente antes de efectuarse el PWHT. Sin embargo, en estos casos, es recomendable aplicar un poscalentamiento a fin de facilitar la eliminación de hidrógeno al finalizar la soldadura y luego realizar el enfriamiento a temperatura ambiente. El enfriamiento deberá ser lento y progresivo a fin de minimizar los riesgo de fisuras. Cuando se aplica poscalenamiento la temperatura mínima a aplicar será la correspondiente al precalentamiento y el tiempo de permanencia dependerá del espesor siendo el mínimo recomendable 1,5 h.
En aceros con alto contenido de Cr se requiere mantener el precalentamiento
hasta el inicio del tratamiento térmico.
El cálculo del tiempo de mantenimiento a la temperatura de tratamiento difiere según el código que se aplique, la mayoría requiere 1 hora por cada 25 mm de espesor con un mínimo tiempo de permanencia que puede diferir notablemente si se aplica por ejemplo ASME B��.� el cual requiere �5 minutos o ASME B��.� con un tiempo mínimo de mantenimiento de ��0 minutos.
Velocidad de calentamiento y enfriamiento
Tanto el calentamiento como el enfriamiento hasta o desde la temperatura de tratamiento deberá efectuarse en forma uniforme y progresiva evitando un calentamiento o enfriamiento bruscos o rápidos. Por ejemplo ASME B31.1 recomienda un velocidad máxima para calentamiento y enfriamiento de 315 °C / h. No obstante el ajuste de esta velocidad en muchos casos, especialmente cuando especificamos valores de dureza máxima, deberán ser ajustados con la calificación del procedimiento de soldadura.
Tratamiento térmico localizado
Cuando no es posible la realización del PWHT en horno este se aplicará en forma localizada a través de métodos apropiados como la utilización de mantas cerámicas eléctricas ubicadas de forma tal que cubran todo el largo de la soldadura (longitudinal o circular) a ambos lados de la misma.
Tanto en el caso de tratamiento en horno como localizado deberá procurarse un control efectivo de los ciclos térmicos y un registro permanente de los mismos. Se utilizará en todos los casos sensores
� ver Boletín técnico Nº 124 - Mayo 2006

�0 SOLDAR CONARCO Nº ��5 �006
de temperatura (termocuplas) en un sistema de control automático o de lazo cerrado.
En los tratamientos localizados la banda a ambos lados de la soldadura será definida en relación con el código aplicado. Para el caso de ASME B31.1 en uniones a tope de cañerías la banda a cada lado de la línea central de la soldadura deberá ser como mínimo de tres veces el espesor (3t).
Prevención de la fragilidad por revenido en el metal de soldadura
El fenómeno de fragilidad por revenido en este tipo de aceros se manifiesta por un aumento o corrimiento de la temperatura de transición dúctil- frágil luego de un prolongado tiempo de exposición a un intervalo de temperaturas entre 400 y 600 °C.
Para lograr un metal de soldadura de óptimas propiedades, como mínimo similares al material base, las siguientes condiciones deberán ser cumplidas:
La cantidad de elementos residuales debe ser limitada a los valores más bajos. La influencia de elementos residuales tales como: fósforo, arsénico, antimonio y estaño es la principal razón para al fragilización por revenido. El contenido de manganeso recomendado para el metal de soldadura es de 0,7 a 1%. Una forma de predecir o evaluar la susceptibilidad a la fragilización por revenido en el metal de soldadura es utilizando el parámetro de Bruscato (X) relacionado con los elementos de impureza
X = (10P + 5Sb + 4Sn + As) / 100
Este factor deberá ser menor o igual que 20 ppm, con P < 0,008 %
TABLA 1 - Especificaciones ASTM de productos producidos en Acero-Cromo-Molibdeno
Tipo Forjados Tubos Caños Fundidos Chapas
1/2Cr-1/2Mo A182-F2 A213-T2 A335-P2 A387-Gr2 A369-FP2 A426-CP2
1Cr-1/2Mo A182-Fl2 A213-T12 A335-P12 A387-Gr12 A336-Fl2 A369-FP12 A426-CPl2
1-1/4Cr-1/2Mo A182-F11 A199-Tl1 A335-P11 A217-WC6 A387-Gr11 A336-Fll/FllA A200-T11 A369-FP11 A356-Gr6 A541-C15 A213-T11 A426-CP11 A389-C23
2Cr-1/2Mo A199-T3b A369-FP3b A200-T3b A213-T3b
2-1/4Cr-1Mo A182-F22/F22a Al99-T22 A335-P22 A217-WC9 A387-Gr22 A336-F22/F22A A200-T22 A369-FP22 A356-Gr10 A542 A541-C1616A A213-T22 A426-CP22 A643-GrC
3Cr-lMo A182-F21 A199-T21 A335-P21 A387-Gr21 A336-F21/F21A A200-T21 A369-FP21 A213-T21 A426-CP21
5Cr-1/2Mo A182-F5/F5a A199-T5 A335-P5 A217-C5 A387-Gr5 A336-F5/F5A A200-T5 A369-FP5 A473-501/502 A213-T5 A426-CP5
5Cr-1/2MoSi A213-T5b A335-P5b A426-CP5b
5Cr-1/2MoTi A213-T5c A335-P5c
7Cr-1/2Mo A182-F7 A199-T7 A335-P7 A387-Gr7 A473-501A A200-T7 A369-FP7 A213-T7 A426-CP7
9Cr-lMo A182-F9 Al99-T9 A335-P9 A217-C12 A387-Gr9 A336-F9 A200-T9 A369-FP9 A473-501B A213-T9 A426-CP9
El mejor intervalo de temperatura para realizar el PWHT es entre 675 y 705°C a fin de obtener las mejores propiedades de impacto Charpy-V
El refinamiento de grano de cada pasada estará optimizado con pasadas de espesor menores o iguales que 2 mm y cordones con mínima oscilación. Tal requisito es relativamente simple de cumplir con proceso manual (SMAW) en la posición 1G (plana o bajo mano). Para la posición vertical se recomienda la utilización de la técnica de oscilación, considerando el incremento de calor aportado que la misma produce.
Los electrodos deberán tener para este tipo de aplicación un elevado índice de basicidad en el revestimiento.
Clasificación de aceros Cr- Mo y selección de consumibles
Las tablas 1 y 2 muestran la clasificación y composición química nominal para diferentes productos de aceros del tipo Cr- Mo, esta clasificación también se establece en términos del N° P utilizado por el Código ASME para recipientes a presión. La tabla 3 es una breve guía para la selección de consumibles correspondiente a la utilización de proceso manual con electrodo revestido (SMAW), aplicando el criterio de selección basado en la igualación de propiedades tanto mecánicas como de grupo de composición química.

��SOLDAR CONARCO Nº ��5 �006
TABLA 3 - Selección de materiales de aporte para aceros Cr-Mo
N°P ASME MaterialdeAportesegúnClasificacióndeAWSparaSoldaduraManual(SMAW)
P2 E8018-B1(CONARCO18B1)
P11 E8018-B2(CONARCO18B2)
P22 E9018-B3(CONARCO18B3)
P5 E8018-B6/E8015-B6/E502-15(CONARCO502)
P9 E8018-B8/E8015-B8/E505-15(ESABOK76.96)
P91 ESABOK76.98(aprox.E9015-B9modificado)
TABLA 2 - Composición química nominal de aceros Cr-Mo NºP Composiciónquímica%
ASME C Mn P S Si Cr Mo otros
P1 0,10-0,20 0,30-0,80 0,025 0,025 0,10-0,50 - 0,44-0,65 -
P2 0,10-0,20 0,30-0,61 0,025 0,025 0,10-0,30 0,50-0,81 0,44-0,65 -
P5 0,15máx. 0,30-0,60 0,025 0,025 0,50máx. 4,00-6.00 0,44-0,65 -
P5b 0,15máx. 0,30-0,60 0,025 0,025 1,00-2.00 4,00-6.00 0,44-0,65 -
P5c 0,12máx. 0,30-0,60 0,025 0,025 0,50máx. 4,00-6.00 0,44-0,65 -
P9 0,15máx. 0,30-0,60 0,025 0,025 0,25-1.00 8,00-10.00 0,90-1,10 -
P11 0,05-0,15 0,30-0,60 0,025 0,025 0,50-1.00 1,00-1.50 0,44-0,65 -
P12 0,05-0,15 0,30-0,61 0,025 0,025 0,50máx. 0,80-1.25 0,44-0,65 -
P15 0,05-0,15 0,30-0,60 0,025 0,025 1,15-1,65 - 0,44-0,65 -
P21 0,05-0,15 0,30-0,61 0,025 0,025 0,50máx. 2,65-3.35 0,80-1,06 -
P22 0,05-0,15 0,30-0,61 0,025 0,025 0,50máx. 1,90-2,60 0,87-1,13 -
P23 0,04-0,10 0,10-0,60 0,03máx. 0,01máx 0,50máx. 1,90-2,60 0,05-0,30 V:0,20-0,30 Cb:0,02-0,08 B:0,0005-0,006 N:0,30máx. Al:0,03máx. W:1,45-1,75
P91 0,08-0,12 0,30-0,60 0,020 0,010 0,20-0,50 8,00-9,50 0,85-1,05 V:0,18-0,25 Cb:0,06-0,10 N:0,03-0,07 Ni:0,40máx. Al:0,04máx.
P92 0,07-0,13 0,30-0,60 0,020 0,010 0,50máx. 8,50-9,50 0,30-0,60 V:0,15-0,25 Cb:0,04-0,09 N:0,03-0,07 Ni:0,40máx. Al:0,04máx. W:1,50-2,00 B:0,001-0,006 P122 0,07-0,14 0,70máx. 0,020 0,010 0,50máx. 10,0-12,50 0,25-0,60 V:0,15-0,30 Cb:0,04-0,10 Cu:0,30-1,70 N:0,04-0,10 Ni:0,50máx. Al:0,04máx. W:1,50-2,50 B:0,0005-0,005
P911 0,09-0,13 0,30-0,60 0,020máx. 0,010máx. 0,10-0,50 8,50-9,50 0,90-1,10 V:0,18-0,25 Cb:0,06-0,10 N:0,04-0,09 Ni:0,40máx. Al:0,04máx. W:0,90-1,10 B:0,0003-0,006

�� SOLDAR CONARCO Nº ��5 �006
Eventos 2006
Eventos Nacionales
Como nos caracteriza desde hace más de 30 años, durante el 2006 hemos formado parte de los eventos más prestigiosos del rubro a nivel nacional.Es así como estuvimos presentes en la 13a edición de EMAQH, Exposición Internacional de la Máquina Herramienta, Herramientas y Afines que tuvo lugar del 18 al 23 de mayo en
Tuvimos un espacio dedicado a la exposición de nuestra línea de productos especiales, productos que por su innovación, captaron la atención de los concurrentes.
En ambos Eventos, hemos puesto foco en la exhibición y demostración de Equipos con alto nivel tecnológico.
Conseguimos complacer al público visitante y enseñar los atributos de nuestros equipos, a través de las numerosas demostraciones que nuestros profesionales han efectuado.La exposición de nuestra amplia gama de Accesorios para el Soldador evidenció la calidad y vanguardia que nos definen como empresa líder del rubro.
Por: Departamento de Marketing Departamento de Asistencia Técnica
el predio La Rural de Buenos Aires. También fuimos protagonistas de la edición 2006 de FIMAQH, Feria Internacional de la Máquina Herramienta, Bienes de capital y Servicios para la producción que se llevó a cabo del 30 de mayo al 03 de junio en el Centro Costa Salguero de la Ciudad de Buenos Aires.

��SOLDAR CONARCO Nº ��5 �006
Se presentó la nueva línea de Plasmas con tecnología de alta gama tipo Inversor.
Todos con un diseño ergonómico, cómodos y portátiles. Estos equipos se destacan ampliamente sobre el resto, por su sobrada capacidad de corte que los hace aptos inclusive, para corte automatizado. Además cuentan con la particularidad de responder a la economía de corte, debido a la poca cantidad de consumibles que conforman la cabeza y a su larga vida útil.
Junto a las líneas standard, hemos exhibido nuestras líneas populares, como lo son los equipos Semiautomáticos, los valorados Transformadores, los diminutos, livianos y potentes Inversores y las más versátiles Motosoldadoras.Cumpliendo con las necesidades del mercado metalmecánico, se presentó una innovación tecnológica entre dos compañías de punta, conjugando los Robots Motoman con nuestros reconocidos Sistemas Aristo, logrando así, precisión y confiabilidad de movimiento con la calidad y terminación que sólo producen los Sistemas Aristo.
Siempre junto al Soldador:
ESAB – CONARCO, conciente de la importancia de divulgar los conocimientos en el campo de la soldadura y sus nuevos desarrollos, decidió montar en las muestras un Show – Site, siendo éste uno de los
La soldadora Inteligente. Aristo Power 460 Parte de nuestra línea de productos especiales para el soldador
sitios más visitados donde nuestros profesionales dedicaron su tiempo y conocimiento para acompañar y acudir a las necesidades de un público muy variado.
Se realizaron demostraciones, las que contaron con explicaciones
en simultáneo, a fin de que éstas fueran aprovechadas por un importante número de personas; las demostraciones fueron transmitidas en directo por medio de pantallas convenientemente ubicadas. Nuestro público con gran entusiasmo, fue partícipe de las prácticas.

�4 SOLDAR CONARCO Nº ��5 �006
Eventos regionales Participamos de la Exposición San Juan Mining, la misma se llevó a cabo el 28 y 29 de junio en el Centro de Convenciones y Complejo Ferro urbanístico de la ciudad de San Juan - San Juan. Provincia que se caracteriza por el desarrollo de la Minería Argentina. Este evento nos permitió seguir tomando contacto con todas las empresas mineras de San Juan y con las principales empresas mineras del país. Nuestra línea de productos especiales Eutectic Castolin, tuvo una especial representación.Estaremos presentes en la 9ª edición
FLS: La Fundación Latinoamericana de Soldadura tuvo su propio espacio en nuestros stands
de la Feria de las Colonias, la gran exposición de la Región Centro Argentina. La misma tendrá lugar desde el �� al �6 de octubre en la ciudad de Esperanza – Santa Fe.Es un honor para nosotros volver a participar de tan acreditada exposición, dado que nuestra última asistencia en el año 2004 ha incentivado la negociación entre empresas nacionales y de países vecinos.
Nuestro grupo presente y el agradecimiento sincero a todos aquellos que nos visitaron y disfrutaron de nuestros stands.

�5SOLDAR CONARCO Nº ��5 �006
Costos de soldadura
Introducción
Por lo general es común que, quien deba efectuar el presupuesto de un trabajo, se vea en un problema al momento de calcular el costo que trae aparejado el uso de consumibles de soldadura. Este cálculo no es sencillo y se deben tener en cuenta la sumatoria de varios factores, incluyendo además las variantes que genera cada proceso de soldadura (SMAW, GMAW, GTAW, SAW, etc).No obstante lo que a simple vista parece complicado, puede simplificarse fácilmente mediante la ayuda de tablas y aplicando unas pocas fórmulas de fácil resolución.De esta forma, con información más genérica, se pueden calcular los costos asociados a un proceso determinado, pudiendo aplicar las alternativas de diseño, proceso a utilizar, procedimiento, etc. Reduciendo así, a su mínima expresión, los costos y velocidades de procesamiento para obtener de esta forma, las mejores posibilidades frente a un mercado cada vez más competitivo.
Cálculo de costos
La clave de estos cálculos está en determinar, con la precisión que
demande el caso, la sección de la junta a cubrir, que será la que nos permitirá determinar la cantidad de material de aporte que será necesario. Antes de desarrollar las fórmulas necesarias es conveniente definir los términos involucrados en las mismas estableciendo los conceptos básicos que utilizaremos para comprimir el desarrollo de éstas.
Definiciones
Velocidad de deposición
Es de esencial importancia conocer la velocidad con que se deposita el material de soldadura en Kg/h.Esta velocidad, llamada velocidad de deposición, refleja el aporte de material que resultará después de una hora de soldar en forma continua, sin cortar el arco, denominada hora de arco encendido.La velocidad de deposición depende fundamentalmente de la intensidad de corriente utilizada, la cual, en la mayoría de los procesos, esta directamente relacionada con el diámetro del electrodo o alambre utilizado. En el caso de la soldadura TIG, donde la adición de material de aporte es exterior al arco eléctrico establecido, esta velocidad depende también de la velocidad de translación que imprime el soldador al efectuar la
adición de material.Se adjuntan las tablas de deposición para cada proceso, donde se observa además, la importancia del gas de protección utilizado en la soldadura semiautomática (GMAW) y el Stick Out (longitud libre de alambre), en proceso automático como es el Arco Sumergido, SAW.
Rendimiento del material de aporte, o eficiencia de deposición
Este se mide en %, y es la relación entre la cantidad de material depositado, expresado en Kg, y el peso del consumible en Kg, incluyendo los descartes propios del proceso, (colillas de electrodos, extremos de alambre no utilizado etc.).
En el proceso de arco manual ó SMAW, este rendimiento puede oscilar entre 35 y 70%, y dependerá del electrodo utilizado, ya que según el tipo de revestimiento, este variará oscilando entre los valores citados.
En el proceso TIG el descarte es mínimo, tendiendo al 95% de eficiencia de deposición, pudiendo acercarse este al 100 %, mediante técnicas como la de soldar el descarte a la próxima varilla de aporte.
Por: Javier Taffoni. Asistencia Técnica, ESAB - CONARCO.

�6 SOLDAR CONARCO Nº ��5 �006
En el proceso semiautomático GMAW, el descarte está principalmente determinado por las salpicaduras y restos de alambre que quedan al finalizar el rollo, por lo tanto la eficiencia será entre 90 a 95%.
En el proceso de arco sumergido, SAW, el rendimiento ronda el 95 %, ya que la única pérdida es el alambre que queda al finalizar el rollo. Es importante aclarar que en este proceso no se toma en cuenta el fundente, aunque debemos tener en cuenta que se consume aproximadamente 1,5 Kg de fundente por cada Kg de alambre, incluyendo este valor las pérdidas por manipuleo y mal sistema de recuperación.
Factor de operación
Es el tiempo de cada proceso expresado en %, durante el cual el arco está encendido por cada hora de trabajo.
En todo trabajo de soldadura existe una gran cantidad de tiempo que se pierde en las tareas de preparación de juntas, amolado, cambio de electrodos, etc., las cuales prolongan considerablemente el trabajo de soldadura.En el proceso SMAW, este factor oscila entre un 20 % y un 45 %, dependiendo del tipo de trabajo a realizar.En el proceso TIG, los valores son similares al caso anterior, pudiendo
aumentar considerablemente si el sistema está automatizado, como en el caso de la soldadura Orbital.
En los procesos GMAW y SAW, el factor de operación podrá acercarse al 95 %, según el grado de automatización del sistema productivo, ya que cuanto más rápido y seriado sea el trabajo de preparación más subirá este índice.
Mano de obra
El costo de la mano de obra es el jornal horario pagado al soldador y su/sus ayudante/s relacionado/s con el trabajo y será expresado en $/h.
G x F D
E x U x I �000 x D
M J
C D x B
A D x B
a + b + c + d + e f ($/Kg)
f x P h ($) ó g x L h ($)
Cálculos
a | Costo del GAS de PROTECCIÓN determinado por Kg. de metal depositado:
b | Costo de la ENERGIA ELECTRICA por Kg. de material depositado:
c | Costo del MATERIAL de APORTE por Kg. de metal depositado:
d | Costo de la MANO de OBRA DIRECTA por Kg:
e | Costos INDIRECTOS por Kg de material depositado:
f | Costo TOTAL por Kg de material depositado:
g | Costo TOTAL por metro de junta:
h | COSTO TOTAL del TRABAjO
f x N g ($/m)
Referencias
G Costo del gas de Protección $/m�
F Caudal del Flujo de Gas m�/hD Velocidad de Deposición Kg/hE Costo de la Energía Eléctrica $/KwhU Tensión de trabajo VI Intensidad de Corriente A
M Costo del material de Aporte $/KgC Costo de la Mano de Obra Directa $/hA Costos indirectos $/hB Factor de Trabajo del Proceso %j Rendimiento / Factor Operativo %N Peso del material aportado por m Kg/m
L Largo total a soldar mP Peso total del material a soldar KgS Sección de la junta a soldar mm�
d ($/Kg)
e ($/Kg)
c ($/Kg)
b ($/Kg)
a ($/Kg)

��SOLDAR CONARCO Nº ��5 �006
Costos indirectos
Engloban todos los gastos indirectos, expresados en $/h, que incidirán en el costo total del trabajo a realizar. Estos incluyen: la mano de obra indirecta, amortización de los equipos, costo de materiales, seguros, fletes y todos los elementos que agregan costo al trabajo.A cada uno de los costos asociados, se le asignara una letra de referencia según se detalla a continuación: Cálculo del consumo de material de aporte
Este cálculo nos permite determinar la cantidad de material necesario para llenar una junta, para ello es necesario comenzar con el cálculo de la sección transversal de la junta.
Cálculo de la sección
Es esencial que este cálculo sea preciso, ya que de este dependerá la exactitud del resto de la ecuación, variando la cantidad de material a aportar. Esto podrá manejarse en función del largo de soldadura que deba realizarse ya que, si la cantidad lineal es grande, una diferencia considerable en esta instancia generará una diferencia de la cantidad de aporte directamente proporcional a dicho error.
El valor de la sección S dependerá obviamente del tipo de junta y bisel a utilizar, por lo que el cálculo puede tornarse un tanto engorroso en los casos de juntas complejas.
Cuando esto ocurra o se considere necesario se puede dividir la sección en figuras geométricas sencillas cuyas superficies, multiplicadas por la densidad del material, permiten tabular el peso de metal aportado por metro, en cada una de estas secciones parciales, las cuales por sumatoria nos permitirán obtener el peso total del material a aportar.
A continuación se describe el cálculo de las secciones más sencillas como son las juntas a tope y de filete, tabulándose a continuación, los pesos en Kg, por metro de junta para distintas dimensiones de las figuras geométricas necesarias.
A tope sin bisel:
A tope con bisel en V:
El refuerzo de una soldadura a tope no debe superar el 20 % de la superficie de la sección a rellenar. En consecuencia:
S� = 0,2 x S�
o sea S S� + S� 1,2 (a + b) x e �Dicho refuerzo puede también tabularse si se conocen su ancho y altura.
Generalmente, en una junta en V, se deja un talón, igual a la luz b
Considerando dicho talón, puede demostrarse que:
A tope con bisel en X:
S � x S� + 2 x S�
a � x e x tg α + b � �
a e x tg α + b �
S� (a + b) x e � �
S� 0,� S�
� S� 0,� (� x S�)
La diferencia entre el valor de S calculado para un bisel en V y este último, radica en el valor de “a” que es, en el primer caso, casi el doble del segundo.
A tope con bisel en U o en doble U
No es posible en estos casos dar una sola fórmula para calcular la sección.
La misma debería ser dividida en figuras geométricas simples (triángulos, rectángulos y arcos), de fácil resolución, y sumar luego los valores obtenidos.
Muchas veces sin embargo, se toman para estos casos, las secciones para biseles en V y en X respectivamente, disminuidas entre un 10 % y un 15 %.
Filete de un solo lado
a = Garganta o altura del triángulob = Cateto del triánguloS = S� + S�
S a x e
S� (a + b) x e �a � x e x tg α + b �S S� + S�
S 1,2 ( a + b ) x e �� S� � x a + b x e a + b x e � � �
a
b
S�
S� h = b ab
45
S 1,2 ( a + b ) x ( e – b ) + b x b �a 2 ( e – b ) tg α + b �
28 SOLDAR CONARCO Nº ��5 �006
S� b x h b x b b�
� � �
pero b� = a� + a�
o sea S� a� + a� a�
�S� en este caso, no debe ser superior a un 10 % de S�
S� = 0,1 x S�
S = 1,1 x a�
Filete de ambos lados
S = 2 (1,1 a�)
S = 2,2 a�
Una vez calculada la sección se podrán calcular, compatibilizando las unidades en que se expresa cada término, los siguientes valores:
Peso del material aportado por metro de junta:
N = S x d [Kg/m]d = densidad del material
Peso total del material a depositar:
P = N x L [Kg]
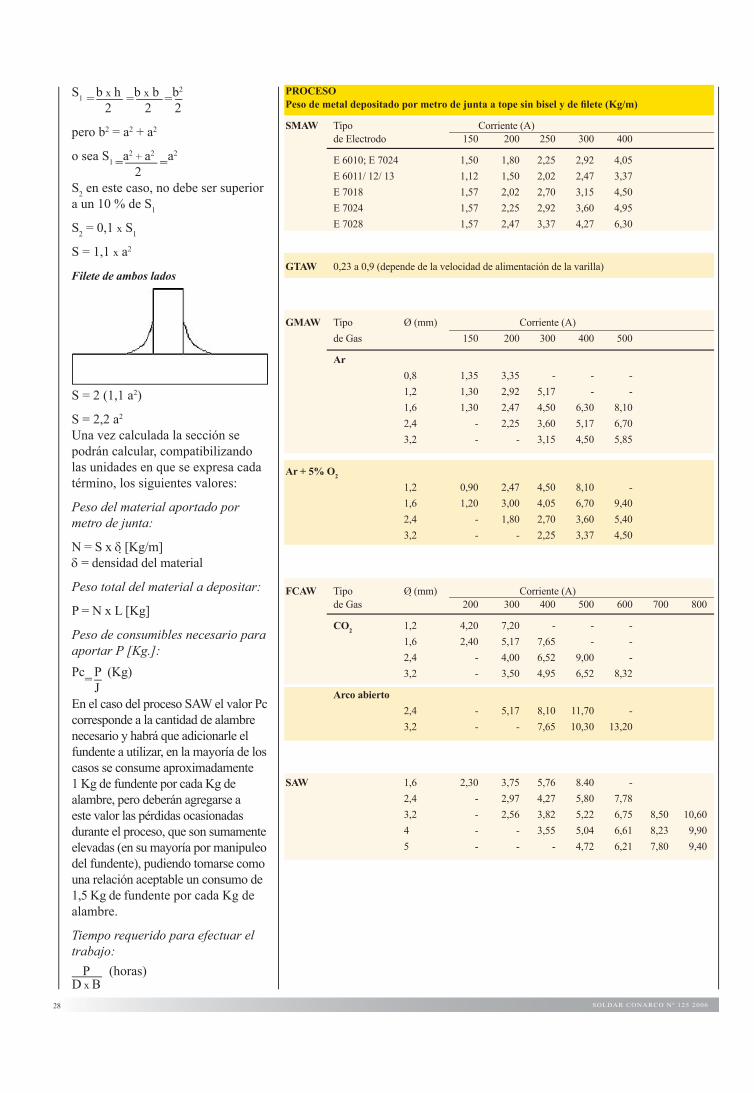
Peso de consumibles necesario para aportar P [Kg.]:Pc P (Kg) JEn el caso del proceso SAW el valor Pc corresponde a la cantidad de alambre necesario y habrá que adicionarle el fundente a utilizar, en la mayoría de los casos se consume aproximadamente 1 Kg de fundente por cada Kg de alambre, pero deberán agregarse a este valor las pérdidas ocasionadas durante el proceso, que son sumamente elevadas (en su mayoría por manipuleo del fundente), pudiendo tomarse como una relación aceptable un consumo de 1,5 Kg de fundente por cada Kg de alambre.
Tiempo requerido para efectuar el trabajo: P (horas)D x B
PROCESO Peso de metal depositado por metro de junta a tope sin bisel y de filete (Kg/m)
SMAW Tipo Corriente (A) de Electrodo �50 �00 �50 �00 400
E 6010; E 7024 1,50 1,80 2,25 2,92 4,05 E 60��/ ��/ �� �,�� �,50 �,0� �,4� �,�� E 7018 �,5� �,0� �,�0 �,�5 4,50 E �0�4 �,5� �,�5 �,9� �,60 4,95 E 7028 �,5� �,4� �,�� 4,�� 6,�0
GTAW 0,23 a 0,9 (depende de la velocidad de alimentación de la varilla)
GMAW Tipo Ø (mm) Corriente (A) de Gas �50 �00 �00 400 500 Ar 0,8 1,35 3,35 - - - �,� �,�0 �,9� 5,�� - - 1,6 1,30 2,47 4,50 6,30 8,10 �,4 - �,�5 �,60 5,�� 6,�0 3,2 - - 3,15 4,50 5,85 Ar + 5% O2
�,� 0,90 �,4� 4,50 8,10 - �,6 �,�0 �,00 4,05 6,�0 9,40 2,4 - 1,80 2,70 �,60 5,40 �,� - - �,�5 �,�� 4,50
FCAW Tipo Ø (mm) Corriente (A) de Gas 200 300 400 500 600 700 800
CO2 �,� 4,�0 �,�0 - - - �,6 �,40 5,�� �,65 - - �,4 - 4,00 6,5� 9,00 - �,� - �,50 4,95 6,52 8,32
Arco abierto 2,4 - 5,17 8,10 ��,�0 - �,� - - �,65 �0,�0 ��,�0
SAW �,6 �,�0 �,�5 5,76 8.40 - �,4 - �,9� 4,�� 5,80 7,78 �,� - �,56 3,82 5,22 6,75 8,50 10,60 4 - - �,55 5,04 6,61 8,23 9,90 5 - - - 4,72 6,21 7,80 9,40
�9SOLDAR CONARCO Nº ��5 �006

�0 SOLDAR CONARCO Nº ��5 �006
pOWER cUT lpH50Equipo de corte plasma para uso industrial
y para mantenimiento.
Confiable y poderosa
Capacidad de corte 12 mm en acero al carbono
Económica. Bajo costo operativo
Controles situados en el panel frontal. Fáciles de operar.La LHP 50 puede cortar todos los metales y es ideal para usar tanto en producción como en tareas de mantenimiento.
La Torcha
Equipada con torcha PT-27 de 7,6 metros, refrigerada por aire. Fácil de operar.
Proceso de corteLa regulación de la corriente se encuentra en el panel frontal. El operador puede seleccionar 30 o 50 A, en función del espesor a cortar.El proceso se inicia apretando el switch de la torcha, encendiendo así el arco piloto por alta frecuencia. Aplicando el arco piloto sobre la pieza se enciende el arco principal. Al soltar el switch se extingue el arco.

��SOLDAR CONARCO Nº ��5 �006
lInEA ORIgODiseño práctico:
facilita el transporte del rectificador para su utilización casi en cualquier parte.
Diseño robusto: estructura estable para resistir a ambientes adversos y corrosivos.
Panel de control de fácil manejo: permite un ajuste rápido de los parámetros
IP 23- Protección para la utilización en obra.
Soldadura TIG con HF ignition o LiftArcTM posibilita la elección del método de arranque más adecuado, asegurando siempre un inicio seguro.
6 Modelos permiten elgir el ideal para cada aplicaciónOrigo Arc | Soldadura con electrodo revestido - todos los materiales
Origo Tig Lift Arc | La mejor opción TIG DC para mantenimiento y montajesOrigo Tig HF | Soldadura Tig de cañerías
Soldadura MMACon el equipo OrigoArc se puede soldar la mayoría de los metales, desde aceros aleados y no aleados, aceros inoxidables y hierro fundido.
Con la OrigoArc 150, se pueden usar electrodos de hasta 3,25 mm, mientras que con la OrigoArc 200 pueden ser hasta 4,00 mm.
Suelda la mayoría de los materiales en TIG y MMA
Con el equipo OrigoTig se puede soldar aceros no aleados e inoxidables y la mayoría de otros materiales, con un espesor desde de 0,5 mm hasta 5 mm.
ORIgO ARc 200
ORIgO ARc 150
ORIgOTIg 150 - lIFT ARc, con torcha HW12
ORIgOTIg 200 - lIFT ARc, con torcha HW12
ORIgOTIg 150 HF, con torcha BTF150
ORIgOTIg 200 HF, con torcha BTF200
SOlIcITE lOS kITS
cOn AccESORIOS!!!

�� SOLDAR CONARCO Nº ��5 �006