
Proyecto de tecnología SNCR Termoeléctrica.
37
PONTIFICIA UNIVERSIDAD CATÓLICA DE VALPARAÍSO F A C U L T A D D E I N G E N I E R Í A ESCUELA DE INGENIERÍA QUÍMICA “Estudio Económico con resumen de los estudio de mercado y técnicopara abatimiento de gases NO X en termoeléctrica AES GenerCampiche”. EIQ-559 Investigación y Proyecto 1. Alumno: GlorimarCancino Sebastián González Tamara Molina Profesor: Enzo Vergara Fecha Entrega: 25 de Junio I Semestre, Año 2012
-
Upload
sebastian-gonzalez-manriquez -
Category
Business
-
view
4.014 -
download
0
Transcript of Proyecto de tecnología SNCR Termoeléctrica.
PONTIFICIA
UNIVERSIDAD CATÓLICA DE VALPARAÍSO
F A C U L T A D D E I N G E N I E R Í A
ESCUELA DE INGENIERÍA QUÍMICA
“Estudio Económico con resumen de los estudio de
mercado y técnicopara abatimiento de gases NOX
en termoeléctrica AES GenerCampiche”.
EIQ-559 Investigación y Proyecto 1.
Alumno: GlorimarCancino
Sebastián González
Tamara Molina
Profesor: Enzo Vergara
Fecha Entrega: 25 de Junio
I Semestre, Año 2012
2
1. Descripción del Proyecto
1.1. Antecedentes generales
AES GENER S.A. se encuentra construyendo una nueva central termoeléctrica, equipada
con tecnología de combustión de carbón pulverizado denominada “Central Termoeléctrica
Campiche”. Para el abatimiento de gases NOX, utilizarán la tecnología de LowNoxBurners
“Quemadores de bajo NOX”.
El equipamiento de LowNoxBurners no es suficiente para controlar las emisiones. Para
ello se propone adicionar una tecnología que permita minimizar aun más las emisiones de
gases NOX.
1.2. Objetivo
El proyecto es adecuar la planta piloto minimizando aun más sus emisiones, para lograr
cumplir con la nueva normativa del gobierno de Chile, utilizando tecnología de última
generación.
1.3. Norma ambiental
La norma de emisión para termoeléctricas tiene por objeto controlar las emisiones de
material particulado (MP), óxidos de nitrógeno (NOx), dióxido de azufre (SO2) entre otros,
a fin de prevenir y proteger la salud de las personas y del medio ambiente.
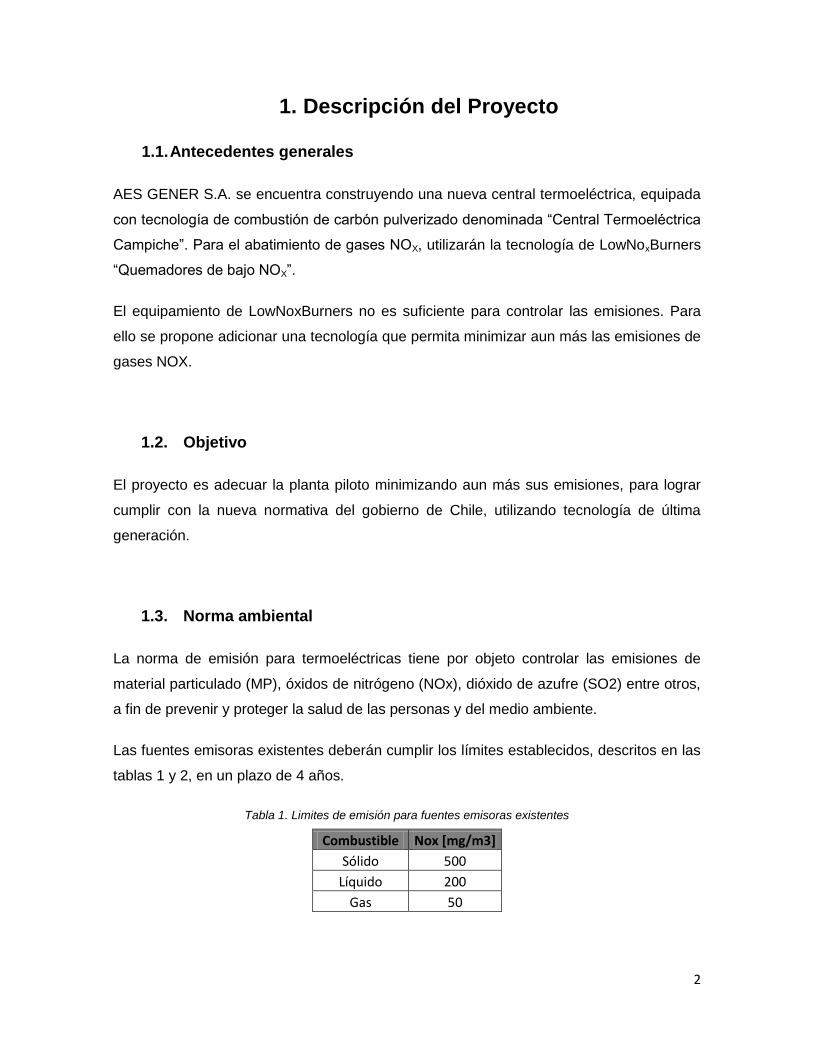
Las fuentes emisoras existentes deberán cumplir los límites establecidos, descritos en las
tablas 1 y 2, en un plazo de 4 años.
Tabla 1. Limites de emisión para fuentes emisoras existentes
Combustible Nox [mg/m3]
Sólido 500
Líquido 200
Gas 50
3
Tabla 2. Limites de emisión para fuentes emisoras nuevas
Combustible Nox [mg/m3]
Sólido 200
Líquido 120
Gas 50
Este proyecto, se deberá regir por los límites expresados anteriormente en la tabla 2.
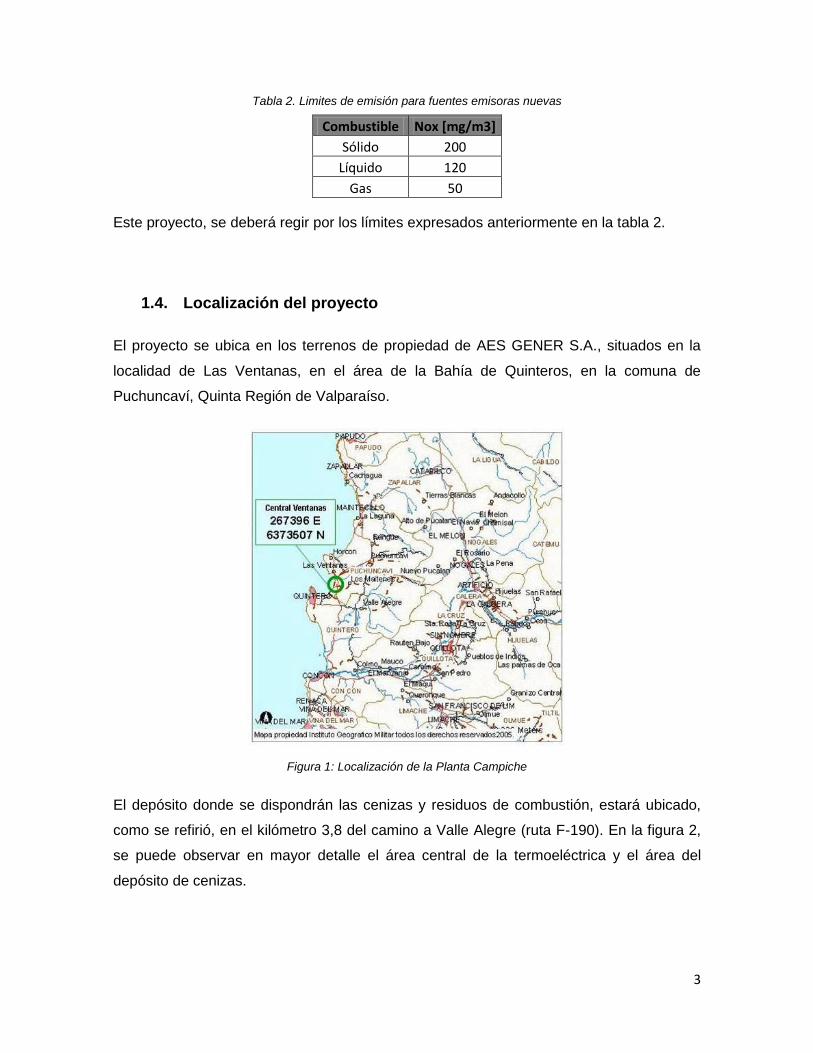
1.4. Localización del proyecto
El proyecto se ubica en los terrenos de propiedad de AES GENER S.A., situados en la
localidad de Las Ventanas, en el área de la Bahía de Quinteros, en la comuna de
Puchuncaví, Quinta Región de Valparaíso.
Figura 1: Localización de la Planta Campiche
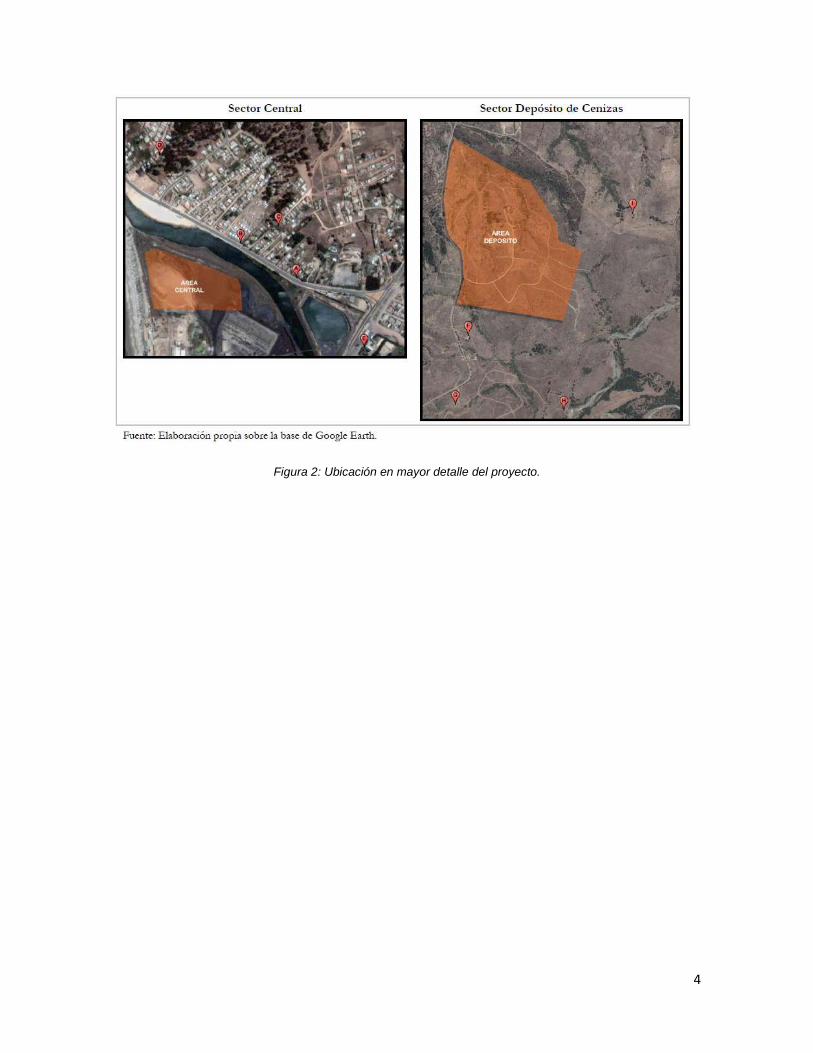
El depósito donde se dispondrán las cenizas y residuos de combustión, estará ubicado,
como se refirió, en el kilómetro 3,8 del camino a Valle Alegre (ruta F-190). En la figura 2,
se puede observar en mayor detalle el área central de la termoeléctrica y el área del
depósito de cenizas.
4
Figura 2: Ubicación en mayor detalle del proyecto.

5
2. Mercado Materias Primas
2.1. Especificaciones
En la caldera el combustible a utilizar será carbón bituminoso y sub bituminoso. La tabla 3
muestra la cuantificación de estos insumos.
Tabla 3. Cuantificación de los insumos
Insumos Consumo
Carbón Bituminoso 90 [Ton/h]
Mezcla Carbón Bituminoso y Sub-Bituminoso 110 [Ton/h]
NH3 1,69 [Ton/día]
Hay dos diseños básicos para la aplicación de SNCR:
El primero es un sistema en base aamoníaco conocido como ThermalDeNOx ®, que fue
desarrollado y patentado por ExxonResearch and EngineeringCompany en 1975. El
segundo sistema fue desarrollado y patentado por The Electric PowerResearchInstitute
(EPRI) en 1980. Es un proceso en base a urea conocido por el nombre comercial de NOx
OUT®. La tecnología fue otorgada bajo licencia a Fuel Tech, la cual tiene varias patentes
adicionales que reclaman mejoras y realces al proceso básico.
2.2. Proveedores
Carbón:
El carbón bituminoso será importado de Indonesia y el carbón sub bituminoso será un
producto nacional.La composición del carbón a utilizar se muestra en la siguiente tabla
descrita a continuación:
6
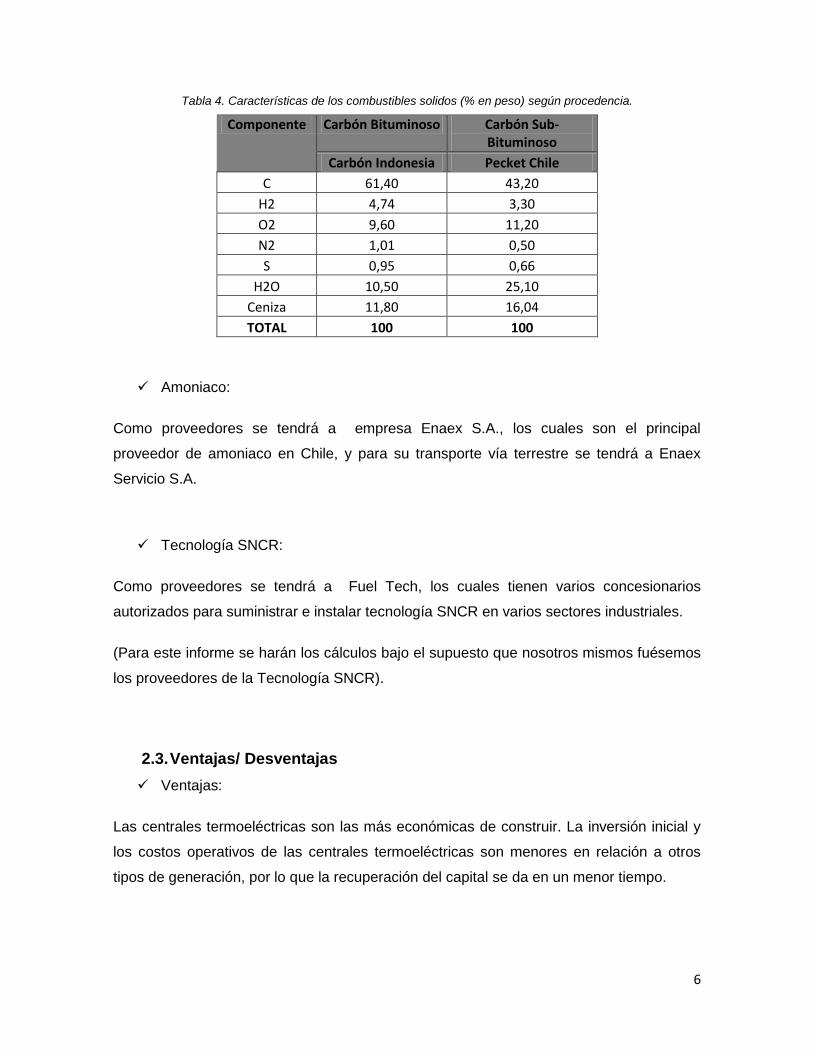
Tabla 4. Características de los combustibles solidos (% en peso) según procedencia.
Componente Carbón Bituminoso Carbón Sub-Bituminoso
Carbón Indonesia Pecket Chile
C 61,40 43,20
H2 4,74 3,30
O2 9,60 11,20
N2 1,01 0,50
S 0,95 0,66
H2O 10,50 25,10
Ceniza 11,80 16,04
TOTAL 100 100
Amoniaco:
Como proveedores se tendrá a empresa Enaex S.A., los cuales son el principal
proveedor de amoniaco en Chile, y para su transporte vía terrestre se tendrá a Enaex
Servicio S.A.
Tecnología SNCR:
Como proveedores se tendrá a Fuel Tech, los cuales tienen varios concesionarios
autorizados para suministrar e instalar tecnología SNCR en varios sectores industriales.
(Para este informe se harán los cálculos bajo el supuesto que nosotros mismos fuésemos
los proveedores de la Tecnología SNCR).
2.3. Ventajas/ Desventajas
Ventajas:
Las centrales termoeléctricas son las más económicas de construir. La inversión inicial y
los costos operativos de las centrales termoeléctricas son menores en relación a otros
tipos de generación, por lo que la recuperación del capital se da en un menor tiempo.

7
Nos interesa lograr abatir una gran cantidad de NOx, viendo los costos de instalación y la
complejidad que presenta el SCR, además del riesgo de la inversión. Por lo tanto, en
términos económicos operativos seleccionamos SNCR.
La tecnología SCR utiliza un catalizador para lograr que la eficiencia sea tan alta y su
temperatura de operación tan baja. Al utilizar un catalizador Además, se debe tener en
cuenta que existen catalizadores tóxicos, lo que aumentaría los costos de seguridad. Es
por esto, que se seleccionó el uso de la tecnología SNCR.
Desventajas:
Al utilizar carbón como combustible, se generan emisiones de gases de efecto
invernadero y de lluvia acida, junto a partículas volantes que pueden contener metales
pesados. Además, al ser combustible fósil su uso esta limitado a la duración de las
reservas y/o su rentabilidad económica.
La tecnología SNCR funcionará en óptimas condiciones solo entre 900-1150 [°C] como
rango de temperatura
El amoniaco anhidro debe ser transportado y almacenado apresión, lo cual presenta tener
mayores consideraciones de seguridad.
8
3. Proceso.
3.1. Tecnologías de abatimiento disponibles para gases NOX.
En términos generales, existen dos técnicas con que se pueden neutralizar los gases NOx
en el proceso de generación de una termoeléctrica; éstas se diferencian tanto en el
momento del proceso en que inciden, como en la eficiencia de abatimiento que logran.
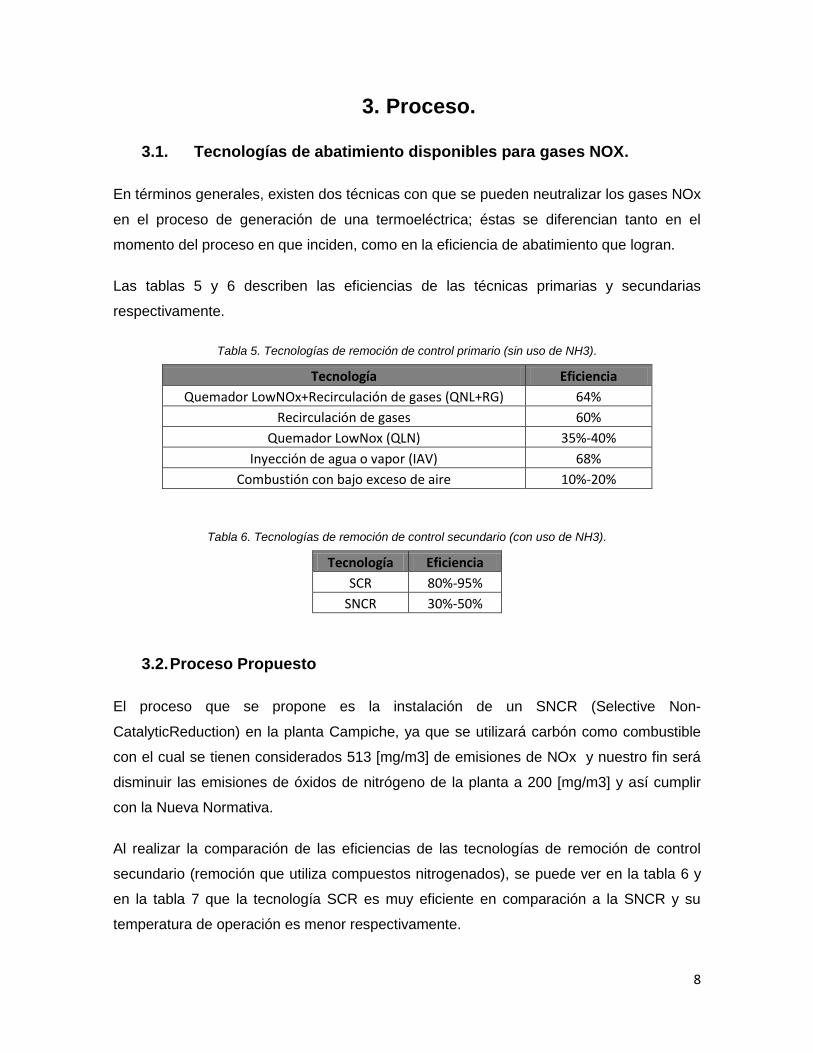
Las tablas 5 y 6 describen las eficiencias de las técnicas primarias y secundarias
respectivamente.
Tabla 5. Tecnologías de remoción de control primario (sin uso de NH3).
Tecnología Eficiencia
Quemador LowNOx+Recirculación de gases (QNL+RG) 64%
Recirculación de gases 60%
Quemador LowNox (QLN) 35%-40%
Inyección de agua o vapor (IAV) 68%
Combustión con bajo exceso de aire 10%-20%
Tabla 6. Tecnologías de remoción de control secundario (con uso de NH3).
Tecnología Eficiencia
SCR 80%-95%
SNCR 30%-50%
3.2. Proceso Propuesto
El proceso que se propone es la instalación de un SNCR (Selective Non-
CatalyticReduction) en la planta Campiche, ya que se utilizará carbón como combustible
con el cual se tienen considerados 513 [mg/m3] de emisiones de NOx y nuestro fin será
disminuir las emisiones de óxidos de nitrógeno de la planta a 200 [mg/m3] y así cumplir
con la Nueva Normativa.
Al realizar la comparación de las eficiencias de las tecnologías de remoción de control
secundario (remoción que utiliza compuestos nitrogenados), se puede ver en la tabla 6 y
en la tabla 7 que la tecnología SCR es muy eficiente en comparación a la SNCR y su
temperatura de operación es menor respectivamente.

9
Tabla 7. Temperatura de operación de tecnologías de remoción de control secundario.
Tecnología Temperatura de operación [°C]
SCR 250-427
SNCR 900-1150
No se debe olvidar, la tecnología SCR utiliza un catalizador en lo cual los costos de
inversión, mantención, operación aumentan considerablemente y al no ser necesario una
remoción mayor al 90% de gases NOx, no es rentable el uso de inyectores SCR.
Luego de haber seleccionado la tecnología, se debe elegir el agente reductor con el que
se va realizar el abatimiento. En la tabla 9se puede ver la comparación entre el amoniaco
y la urea.
Tabla8: Comparación entre los tipos de reactivos a inyectar con el gas de combustión.
Técnica Ventajas Desventajas
SNCR:
a) Amoniaco
Bajo costo de operación. Costo de capital moderamente alto en
el almacenaje, manejo y sistema de inyección del amoniaco.
Remoción moderada de NOx.
b) Urea
Bajo costo de capital. Dependiente de la temperatura
Remoción moderada de NOx. Menor reducción de NOx, a cargas
más bajas
Sustancia química no tóxica.
Por ultimo, se puede ver en la tabla 7 que el uso de urea reduce en menor cantidad los
gases NOx en comparación con el uso de amoniaco. Por lo tanto se seleccionó para el
abatimiento de gases NOx amoniaco como agente reductor.
3.3. Descripción
De manera simplificada, el proceso de generación eléctrica se basa en la combustión de
carbón para producir calor y vapor de agua en la caldera. El vapor es elevado a una gran
presión y llevado a una turbina conectada a un generador, éste al girar convierte el
movimiento en electricidad. Después que el vapor ha pasado a través de la turbina, es

10
enfriado en un condensador, donde se convierte nuevamente en agua líquida para ser
reutilizada otra vez en la caldera, repitiéndose el proceso indefinidamente.
El carbón será descargado en el puerto de Ventanas, será transportado por medio de una
correa transportadora hasta la cancha de carbón de la central, donde será acopiado en
pilas. Luego de varios procesos el carbón será enviado a los quemadores de aire-carbón,
donde será quemado. La combustión se realizará usando quemadores del tipo “LowNOx”
y además se utilizará sistema de inyectores SNCR.
Los inyectores SNCR funcionarán utilizando como agente reductor amoniaco anhidro, y
se procurará que el gas de combustión esté dentro del rango requerido (entre 900 a
1150°C) para que se lleve a cabo la reacción de reducción de gases NOx.
El producto resultante de la reacción química Redox es Nitrógeno elemental (N2) y Agua
(H2O) según la reacción:
4 NO + 4 NH3 + O2 -> 4 N2 + 6 H2O
Figura 3: Diagrama del proceso de generación de energía eléctrica
11
Para implementar el sistema SNCR se debe llevar a cabo 3 pasos básicos:
Recepción y almacenamiento del reactivo:
El proceso de descarga del camión Cisterna se hará a través de una bomba hacia 2
tanques de almacenamiento. Al efectuar la operación de Carga y Descarga de Camiones,
es necesario tomar las siguientes precauciones:
Utilizar todos los Elementos de Protección Personal, establecidos.
Debe conocer y saber aplicar el Plan de Contingencia y Emergencias de la
planta.
Inyección del reactivo diluido a los lugares apropiados en la caldera:
Los inyectores se localizarán dentro de varias zonas diferentes de la caldera, para esto se
emplearán tres zonas de inyección en la caldera, con cuatro inyectores de lanza (lance
injectors) de una boquilla por zona. Esto es necesario, para darle al sistema la flexibilidad
de responder a variaciones en las condiciones de operación de la caldera y mantener los
niveles de escabullimiento de amoniaco.
Mezclado del reactivo con el gas de combustión:
El reactivo será inyectado bajo Presión y a la vez será atomizado por boquillas, estás
tendrán una punta especializada para crear gotitas de tamaño y lograr una distribución
óptima. Las lanzas serán colocadas con una formación especifica a lo ancho y alto de los
pasos de la caldera.
3.4. Balance de Masa y Energía
Potencia de la Planta:
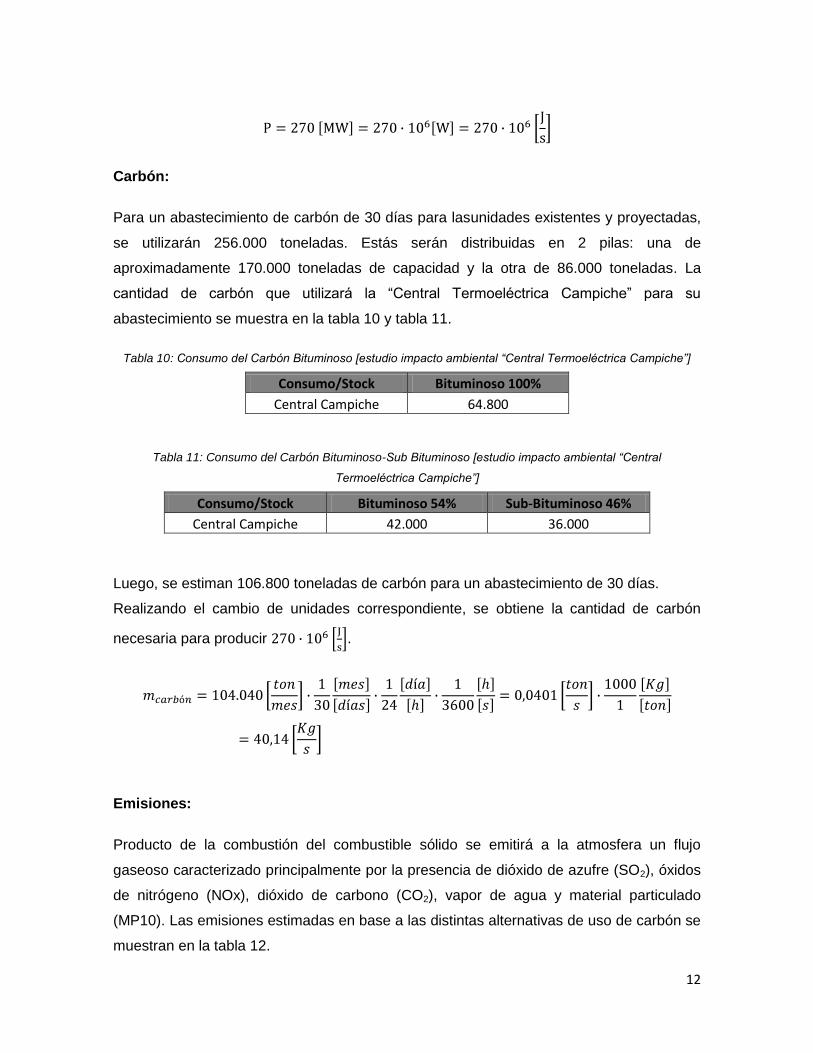
El proyecto tiene estimado generar y transformar energía con una potencia bruta de 270
MW.
12
Carbón:
Para un abastecimiento de carbón de 30 días para lasunidades existentes y proyectadas,
se utilizarán 256.000 toneladas. Estás serán distribuidas en 2 pilas: una de
aproximadamente 170.000 toneladas de capacidad y la otra de 86.000 toneladas. La
cantidad de carbón que utilizará la “Central Termoeléctrica Campiche” para su
abastecimiento se muestra en la tabla 10 y tabla 11.
Tabla 10: Consumo del Carbón Bituminoso [estudio impacto ambiental “Central Termoeléctrica Campiche”]
Consumo/Stock Bituminoso 100%
Central Campiche 64.800
Tabla 11: Consumo del Carbón Bituminoso-Sub Bituminoso [estudio impacto ambiental “Central
Termoeléctrica Campiche”]
Consumo/Stock Bituminoso 54% Sub-Bituminoso 46%
Central Campiche 42.000 36.000
Luego, se estiman 106.800 toneladas de carbón para un abastecimiento de 30 días.
Realizando el cambio de unidades correspondiente, se obtiene la cantidad de carbón
necesaria para producir .
Emisiones:
Producto de la combustión del combustible sólido se emitirá a la atmosfera un flujo
gaseoso caracterizado principalmente por la presencia de dióxido de azufre (SO2), óxidos
de nitrógeno (NOx), dióxido de carbono (CO2), vapor de agua y material particulado
(MP10). Las emisiones estimadas en base a las distintas alternativas de uso de carbón se
muestran en la tabla 12.
13
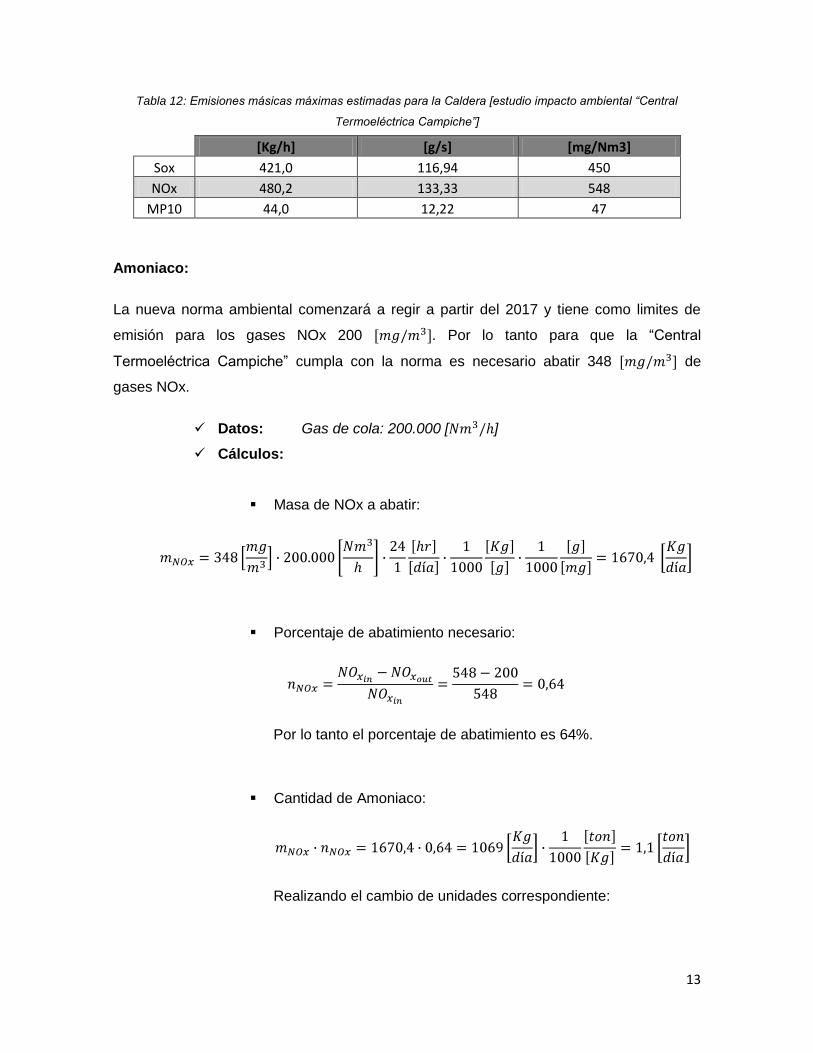
Tabla 12: Emisiones másicas máximas estimadas para la Caldera [estudio impacto ambiental “Central
Termoeléctrica Campiche”]
[Kg/h] [g/s] [mg/Nm3]
Sox 421,0 116,94 450
NOx 480,2 133,33 548
MP10 44,0 12,22 47
Amoniaco:
La nueva norma ambiental comenzará a regir a partir del 2017 y tiene como limites de
emisión para los gases NOx 200 . Por lo tanto para que la “Central
Termoeléctrica Campiche” cumpla con la norma es necesario abatir 348 de
gases NOx.
Datos: Gas de cola: 200.000 [ ]
Cálculos:
Masa de NOx a abatir:
Porcentaje de abatimiento necesario:
Por lo tanto el porcentaje de abatimiento es 64%.
Cantidad de Amoniaco:
Realizando el cambio de unidades correspondiente:
14
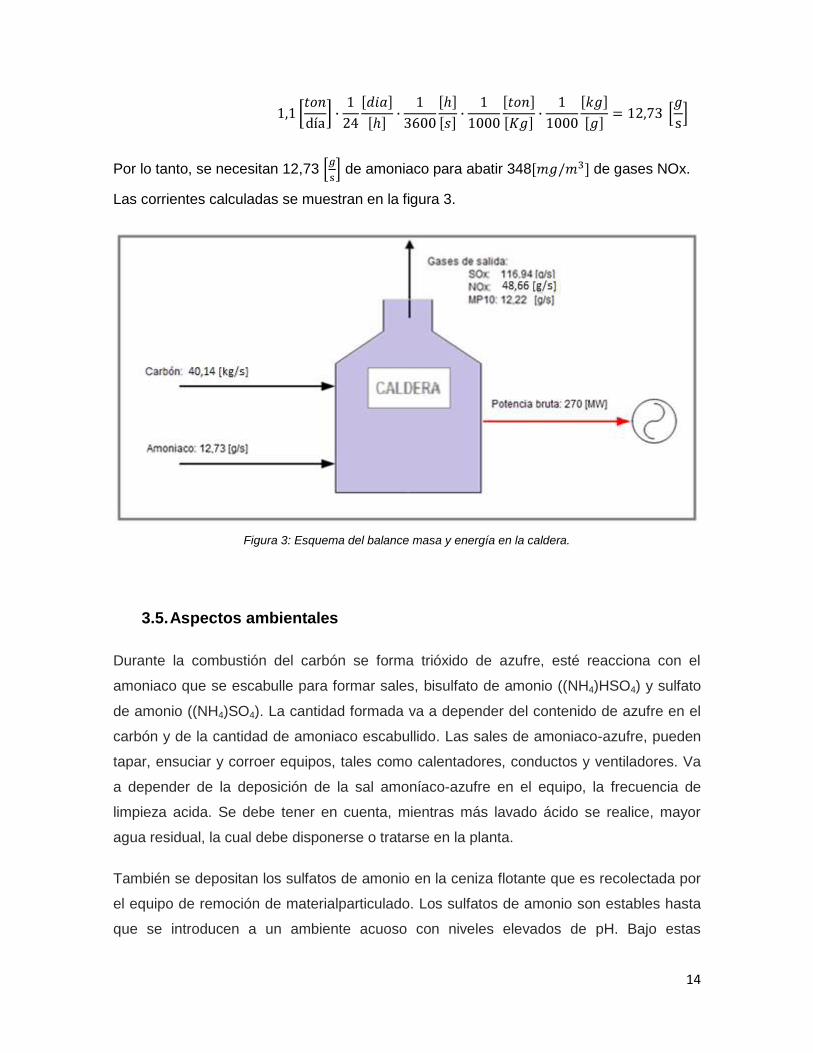
Por lo tanto, se necesitan 12,73 de amoniaco para abatir 348 de gases NOx.
Las corrientes calculadas se muestran en la figura 3.
Figura 3: Esquema del balance masa y energía en la caldera.
3.5. Aspectos ambientales
Durante la combustión del carbón se forma trióxido de azufre, esté reacciona con el
amoniaco que se escabulle para formar sales, bisulfato de amonio ((NH4)HSO4) y sulfato
de amonio ((NH4)SO4). La cantidad formada va a depender del contenido de azufre en el
carbón y de la cantidad de amoniaco escabullido. Las sales de amoniaco-azufre, pueden
tapar, ensuciar y corroer equipos, tales como calentadores, conductos y ventiladores. Va
a depender de la deposición de la sal amoníaco-azufre en el equipo, la frecuencia de
limpieza acida. Se debe tener en cuenta, mientras más lavado ácido se realice, mayor
agua residual, la cual debe disponerse o tratarse en la planta.
También se depositan los sulfatos de amonio en la ceniza flotante que es recolectada por
el equipo de remoción de materialparticulado. Los sulfatos de amonio son estables hasta
que se introducen a un ambiente acuoso con niveles elevados de pH. Bajo estas
15
condiciones, puede liberarse amonio gas hacia la atmósfera. Esto resulta en un problema
de olor o, en casos extremos, una preocupación de salud y seguridad.
En la caldera, para todos los efectos mencionados anteriormente, la U.S. EPA se refiere a
la emisión de amoniaco de estos equipos a la atmosfera de la siguiente manera: “El
escabullimiento de amoníaco a estos niveles no resulta en la formación de pluma de
contaminante ni en peligros para la salud”.
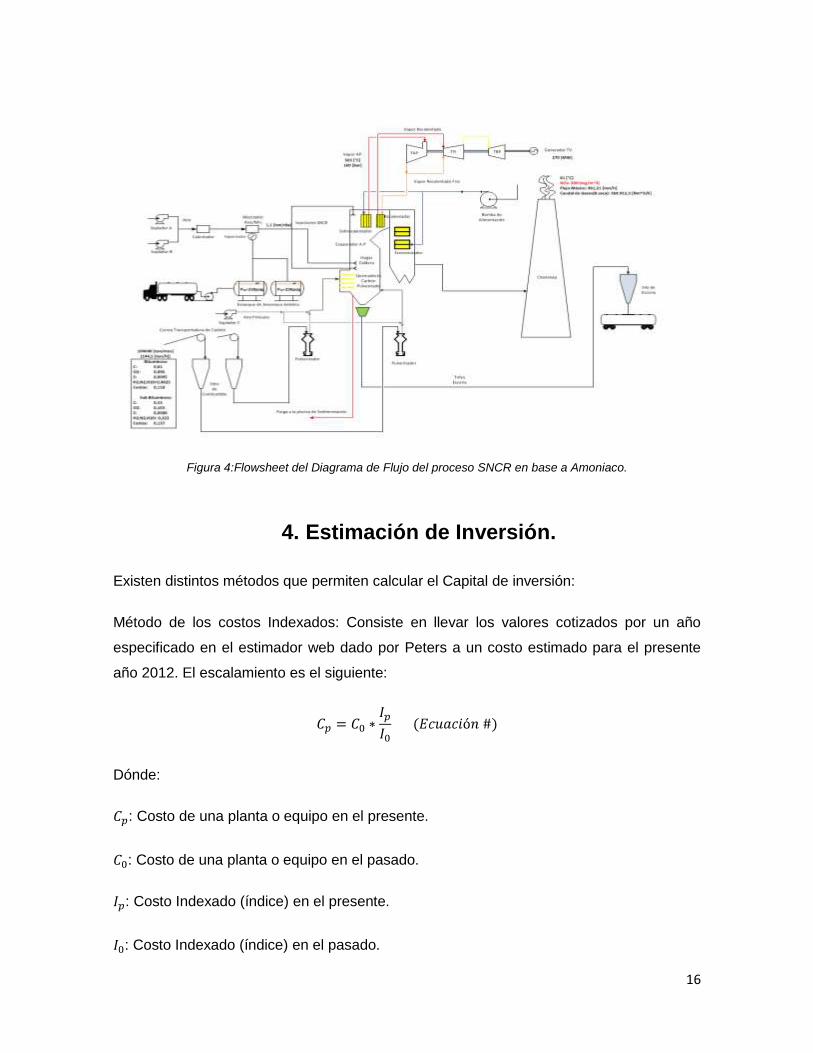
3.6. Listado Valorizado de Equipos Principales.
Según lo especificado por el Flowsheet, habrá un sistema de almacenamiento, zona de
mezclamiento y sistema de inyección; por lo que los equipos principales, serán:
2 Estanques Presurizados de Amoniaco Anhidro, con P=250[psig].
Mezclador Aire/NH3.
2 Sopladores.
Vaporizador.
Bomba.
Calentador.
3 zonas de 4 Inyectores de Lanza de una boquilla para el proceso SCNR. (está
cotización se hará porque no se pudo obtener el valor de la tecnología SNCR de sus
proveedores)
16
Figura 4:Flowsheet del Diagrama de Flujo del proceso SNCR en base a Amoniaco.
4. Estimación de Inversión.
Existen distintos métodos que permiten calcular el Capital de inversión:
Método de los costos Indexados: Consiste en llevar los valores cotizados por un año
especificado en el estimador web dado por Peters a un costo estimado para el presente
año 2012. El escalamiento es el siguiente:
Dónde:
: Costo de una planta o equipo en el presente.
: Costo de una planta o equipo en el pasado.
: Costo Indexado (índice) en el presente.
: Costo Indexado (índice) en el pasado.
17
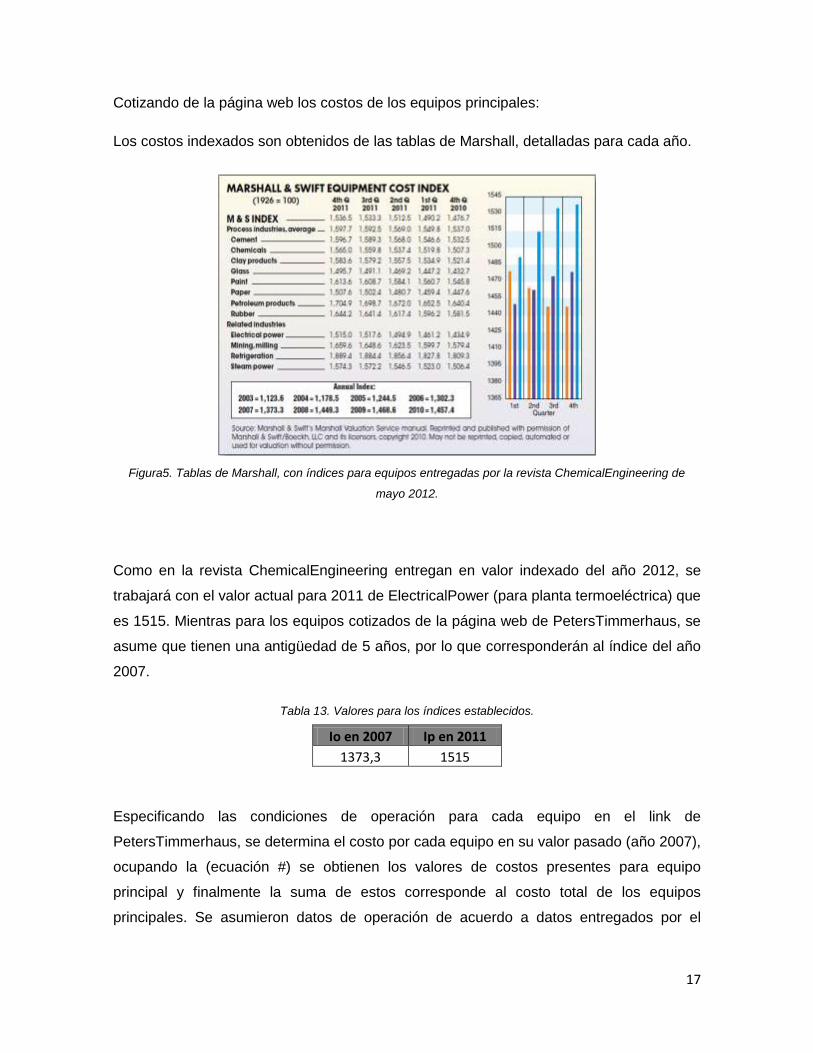
Cotizando de la página web los costos de los equipos principales:
Los costos indexados son obtenidos de las tablas de Marshall, detalladas para cada año.
Figura5. Tablas de Marshall, con índices para equipos entregadas por la revista ChemicalEngineering de
mayo 2012.
Como en la revista ChemicalEngineering entregan en valor indexado del año 2012, se
trabajará con el valor actual para 2011 de ElectricalPower (para planta termoeléctrica) que
es 1515. Mientras para los equipos cotizados de la página web de PetersTimmerhaus, se
asume que tienen una antigüedad de 5 años, por lo que corresponderán al índice del año
2007.
Tabla 13. Valores para los índices establecidos.
Io en 2007 Ip en 2011
1373,3 1515
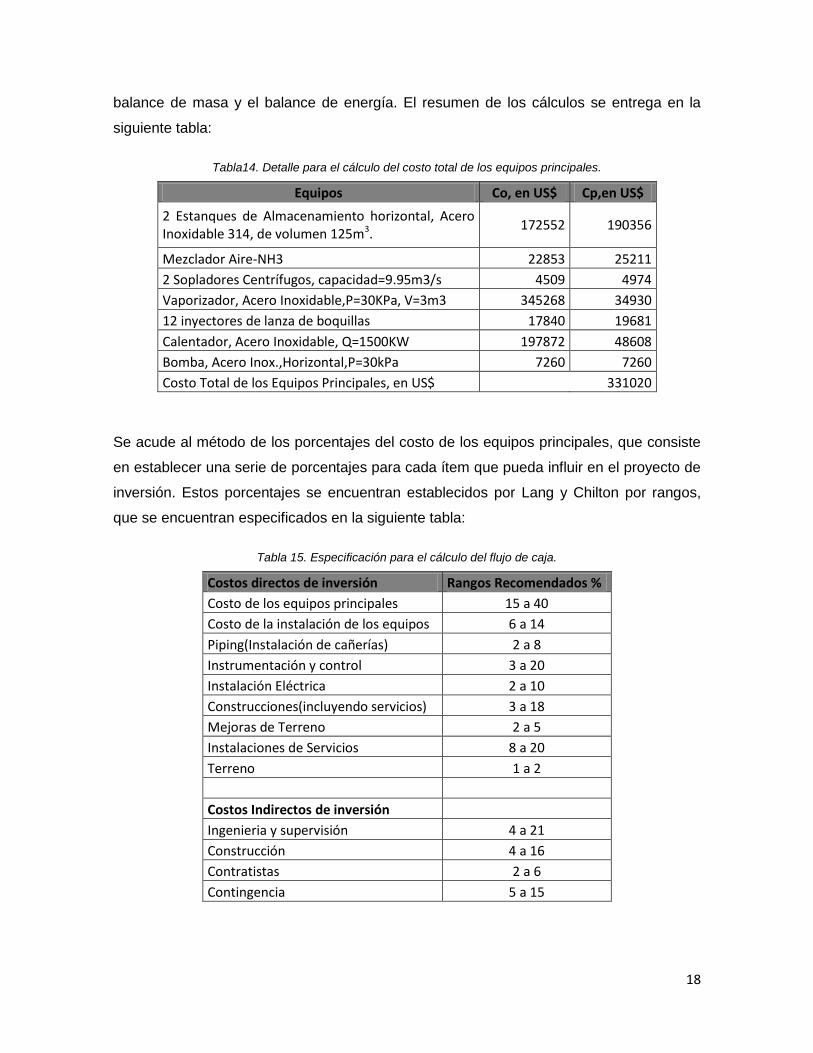
Especificando las condiciones de operación para cada equipo en el link de
PetersTimmerhaus, se determina el costo por cada equipo en su valor pasado (año 2007),
ocupando la (ecuación #) se obtienen los valores de costos presentes para equipo
principal y finalmente la suma de estos corresponde al costo total de los equipos
principales. Se asumieron datos de operación de acuerdo a datos entregados por el
18
balance de masa y el balance de energía. El resumen de los cálculos se entrega en la
siguiente tabla:
Tabla14. Detalle para el cálculo del costo total de los equipos principales.
Equipos Co, en US$ Cp,en US$
2 Estanques de Almacenamiento horizontal, Acero Inoxidable 314, de volumen 125m3.
172552 190356
Mezclador Aire-NH3 22853 25211
2 Sopladores Centrífugos, capacidad=9.95m3/s 4509 4974
Vaporizador, Acero Inoxidable,P=30KPa, V=3m3 345268 34930
12 inyectores de lanza de boquillas 17840 19681
Calentador, Acero Inoxidable, Q=1500KW 197872 48608
Bomba, Acero Inox.,Horizontal,P=30kPa 7260 7260
Costo Total de los Equipos Principales, en US$ 331020
Se acude al método de los porcentajes del costo de los equipos principales, que consiste
en establecer una serie de porcentajes para cada ítem que pueda influir en el proyecto de
inversión. Estos porcentajes se encuentran establecidos por Lang y Chilton por rangos,
que se encuentran especificados en la siguiente tabla:
Tabla 15. Especificación para el cálculo del flujo de caja.
Costos directos de inversión Rangos Recomendados %
Costo de los equipos principales 15 a 40
Costo de la instalación de los equipos 6 a 14
Piping(Instalación de cañerías) 2 a 8
Instrumentación y control 3 a 20
Instalación Eléctrica 2 a 10
Construcciones(incluyendo servicios) 3 a 18
Mejoras de Terreno 2 a 5
Instalaciones de Servicios 8 a 20
Terreno 1 a 2
Costos Indirectos de inversión
Ingenieria y supervisión 4 a 21
Construcción 4 a 16
Contratistas 2 a 6
Contingencia 5 a 15
19
A continuación se entrega información detallada para poder establecer un % adecuado
para el cálculo del flujo de caja.
Instrumentación y Control:
Para los equipos se necesitan los siguientes instrumentos:
Válvula de llenado de líquido.
Válvula ecualizadora de presión o válvula de retorno de vapor.
Válvula de alivio doble.
Medidor de nivel.
Manómetro medidor de nivel de flujo.
Válvula de salida de gas.
Válvulas vaporizador.
Construcciones por servicios:
Los servicios requeridos son una red de agua y un sistema de control de
incendios.
Para las instalaciones de seguridad se requiere de:
Barreras y sistemas de protección para válvulas, de tuberías y equipos.
Alarmas conectadas a un servicio de monitoreo de 24 horas.
Suministro de agua.
Equipos contra incendios.
Protección para el personal.
Zonas estancas y de contención en el caso de posibles derrames y agua contra
incendio contaminada.
En primer lugar se trabaja en base al costo de los equipos principales, teniendo definido
un % con respecto a lo que será la base de cálculo para estimar los demás %
establecidos. A continuación se procede el cálculo de los Costos directos de la inversión,
los costos indirectos de la inversión; para el cálculo del capital fijo que corresponde a la
suma de estos. Posteriormente se agrega el capital de trabajo, la suma total da resultado
al flujo de caja para el capital total de inversión. Los cálculos y porcentajes dados se
detallan en la siguiente tabla:

20
Tabla 16. Determinación del Flujo de Caja del proyecto de Inversión.
Costos directos de inversión % Establecido Valor, en US$
Costo de los equipos principales 40 331020
Costo de la instalación de los equipos 35 289643
Piping(Instalación de cañerías) 40 331020
Instrumentación y control 20 165510
Instalación Eléctrica 10 82755
Construcciones(incluyendo servicios) 18 148959
Mejoras de Terreno 3 24827
Instalaciones de Servicios 12 99306
Terreno 2 12413
Costos Indirectos de inversión
Ingeniería y supervisión 20 827550
Construcción 10 413775
Contratistas 4 165510
Contingencia 13 537908
Total Estimativo en los Costos de equipos(100%) 827550
Total de Capital fijo 3430196
Capital de Trabajo(15% del Total Cap. Total Inv.) 15 584153
Flujo de Caja de la Inversión 3978349
Por lo tanto, se van a requerir capital de inversión que comprenden los US$ 3978349,
para poder realizar el proyecto. Cabe destacar que estos cálculos son un estimativo y
tienen referencias bibliográficas, que reseñan un error del 20% en efectos de cálculos.
21
5. Costo de Producción.
Para calcular el costo de producción, hay que obtener una serie de costos:
5.1. Costos de materia prima.
Se detalló el costo de la materia prima de la tecnología implementada SNCR, que sería en
este caso el amoniaco obtenido desde Mejillones por el proveedor Enaex. El proveedor
facilitó el costo CIF del amoniaco que incluye: costos aduaneros, seguros aduaneros,
margen de venta Enaex, transporte a planta Enaex desde el puerto de destino. El costo
sería de 710[USD/TON] de amoniaco, además de agregar el costo del transporte en
camiones desde Mejillones hasta Ventanas que sería de 154[USD/TON]. En el estudio
técnico se determinaron 1,1[TON/día] de amoniaco para el proceso, lo que equivalen a
401,5[TON/año], incluyendo el transporte es de 864 [USD/TON] lo finalmente el costo de
amoniaco por año sería:
Según Peter Timmerhaus, la materia prima se considera desde un 15% hasta un 50% del
costo total del producto.
Costos Directos de producción:
Personal de planta: Para el costo del personal de planta, según Peter Timmerhaus
se estima en un 15% del costo total de producción.
Supervisión: Para la supervisión de la planta, la cantidad necesaria de
supervisores está directamente relacionada con la cantidad de personal, por lo que
se considera como un 15% del costo del personal de la planta, lo que equivale a
un 2,25% del costo total de producto.
Utilidades: De manera simplificada, el proceso de generación eléctrica se basa en
la combustión de carbón para producir calor y vapor de agua, por lo que los
servicios generales están incorporados ya como un proceso de AES Gener.
Suministros de Operación.
Mantención y reparaciones: equivalen entre 2-10% del costo de los equipos
principales, por lo que se fijará en un 6%.

22
Guiándose por Peter Timmerhaus, los costos directos de producción equivalen a un 60%
del costo total del producto, por lo que la materia prima en porcentaje será la diferencia
entre ese 60% y el 15% más el 2,25% del personal y de supervisión. Lo que finalmente la
materia prima equivale a un 42,75% del costo total del producto.
Costos Indirectos de Producción:
Depreciación: Para fijar la depreciación se utilizó el método de línea recta, que
consiste en una depreciación lineal, o sea, el costo de los equipos principales
dividido por el tiempo de vida útil. Los terrenos no son depreciables, por lo que no
son considerados en el cálculo
Seguros: Se fijan como un máximo de 2% de los costos directos del capital de
inversión, esto es por si algún equipo o construcción sufre algún deterioro o falla
que impida su funcionamiento.
Arriendos: En el caso de arriendos no se consideran ya que todos los equipos se
cotizaron para compra directa, mientras en el caso del financiamiento, no existirá
un interés ya que AES Gener financiará la inversión.
Interés por financiamiento: Dado que el financiamiento es netamente por parte de
AES Gener, no se consideran intereses por pagar.
Impuestos.
5.2. Gastos Generales de la Planta
Corresponden aquellos gastos que son anexos a los de operación, como primeros
auxilios, seguridad y protección, almacenamiento y despacho, superintendencia. Según
Peter Timmerhaus corresponden entre 50-70% del personal de la planta, incluyendo
supervisión, lo que se asume un 60%.
5.3. Imprevistos
Aparte de los costos de operación, se deben considerar de manera adicional eventos
impredecibles que pueden llegar a ocurrir, como por ejemplo, cambios en el clima. Se
23
considera entre 1-6% del costo total de producto, por efectos de evitar riesgos, se fijarán
en un 6%.
5.4. Administración y ventas
En este caso, se consideran los gastos que no son de operación, como son los sueldos
de: ejecutivos, personal administrativo, servicios de ingeniería, gastos de oficina, viajes y
transportes, servicios legales y comunicaciones. Se estiman entre 20-30% del costo del
personal de planta, como es el último gasto considera, se asume que es la diferencia
entre el costo total del producto y los demás gastos, detallados más adelante en el flujo de
caja neto.
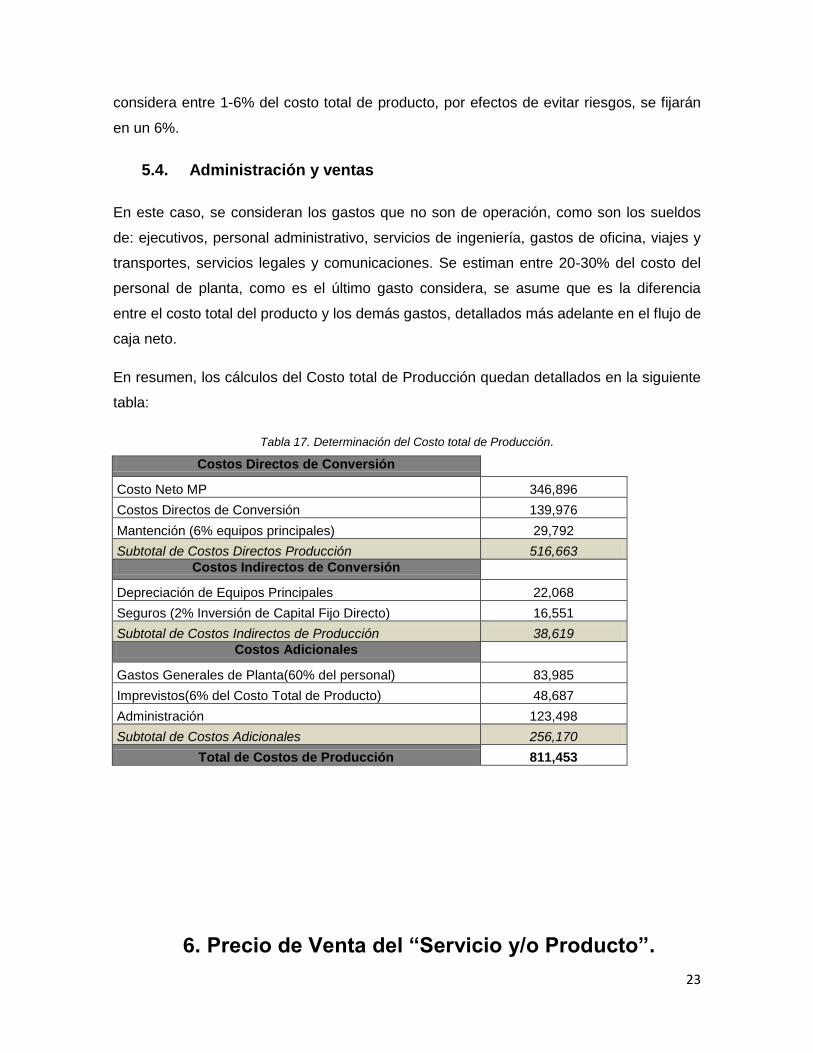
En resumen, los cálculos del Costo total de Producción quedan detallados en la siguiente
tabla:
Tabla 17. Determinación del Costo total de Producción.
Costos Directos de Conversión
Costo Neto MP 346,896
Costos Directos de Conversión 139,976
Mantención (6% equipos principales) 29,792
Subtotal de Costos Directos Producción 516,663
Costos Indirectos de Conversión
Depreciación de Equipos Principales 22,068
Seguros (2% Inversión de Capital Fijo Directo) 16,551
Subtotal de Costos Indirectos de Producción 38,619
Costos Adicionales
Gastos Generales de Planta(60% del personal) 83,985
Imprevistos(6% del Costo Total de Producto) 48,687
Administración 123,498
Subtotal de Costos Adicionales 256,170
Total de Costos de Producción 811,453
6. Precio de Venta del “Servicio y/o Producto”.

24
6.1. Servicio
El precio de venta del servicio, es una tarifa fijada por nosotros, la oferta del servicio a
AES-Gener, ya que el producto final(los gases NOx abatidos) no se venden a otros
clientes. Según datos bilbliográficos, los costos de esta tarifa pueden variar entre 289-
1593[USD/TON] de NOx abatido, para la tecnología SCNR en el año 2000, lo que para
llevar hasta un año actual se utilizó el método de los costos indexados para plantas
químicas, siendo los índices de Marsall de 394,1 y de 550,8 para los años 2000 y 2011
respectivamente. Utilizando la ecuación 1 y fijando una tarifa de 1590 en el año 2000 se
llega a:
Por lo que finalmente, nuestra tarifa fijada es de 2222[USD/TON] de NOx abatido.
6.2. Producto
En este caso, no existe un precio de venta del producto, ya que no hay un cliente que
compre el NOx abatido y este es producido para beneficio de AES-Gener.
25
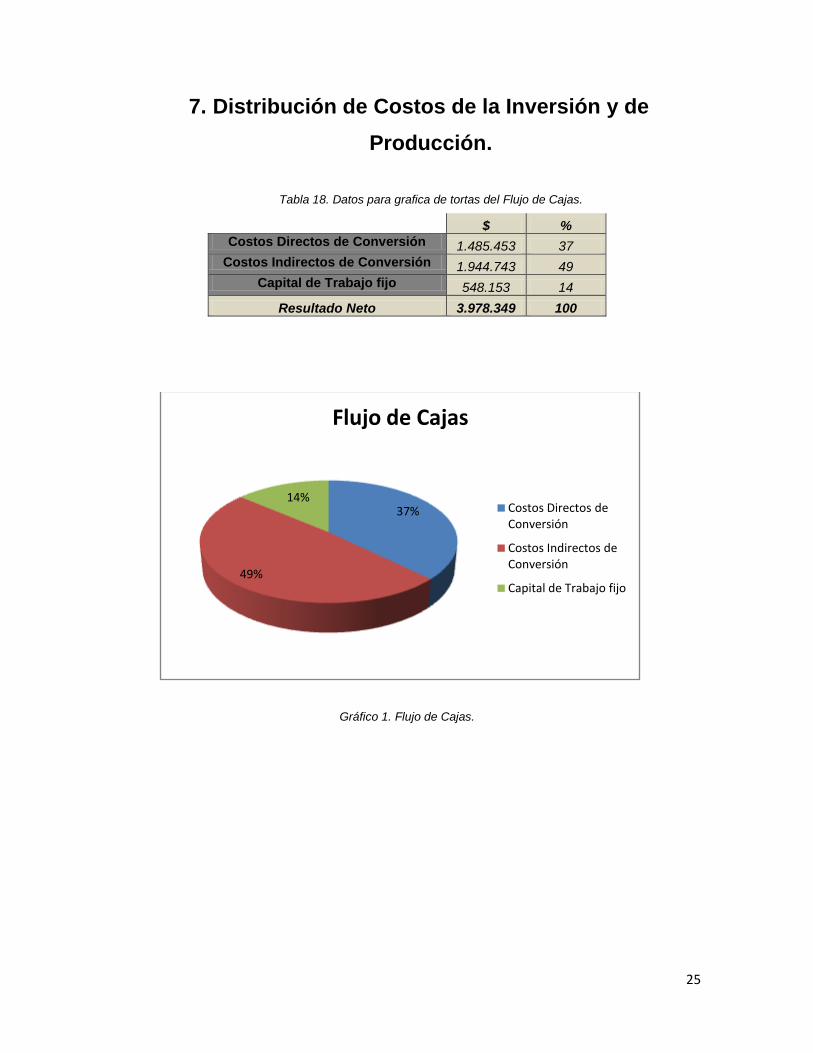
7. Distribución de Costos de la Inversión y de
Producción.
Tabla 18. Datos para grafica de tortas del Flujo de Cajas.
$ %
Costos Directos de Conversión 1.485.453 37
Costos Indirectos de Conversión 1.944.743 49
Capital de Trabajo fijo 548.153 14
Resultado Neto 3.978.349 100
Gráfico 1. Flujo de Cajas.
37%
49%
14%
Flujo de Cajas
Costos Directos de Conversión
Costos Indirectos de Conversión
Capital de Trabajo fijo

26
Tabla 18. Datos para grafica de tortas del Flujo de Caja Neto.
$ %
Costos Directos de Conversión 516.663 64
Costos Indirectos de Conversión 38.619 5
Costos Adicionales 256.170 32
Resultado Neto 811.453 100
Gráfico 2. Flujo de Cajas Neto.
64%
5%
31%
Flujo de Cajas Neto
Costos Directos de Conversión
Costos Indirectos de Conversión
Costos Adicionales
27
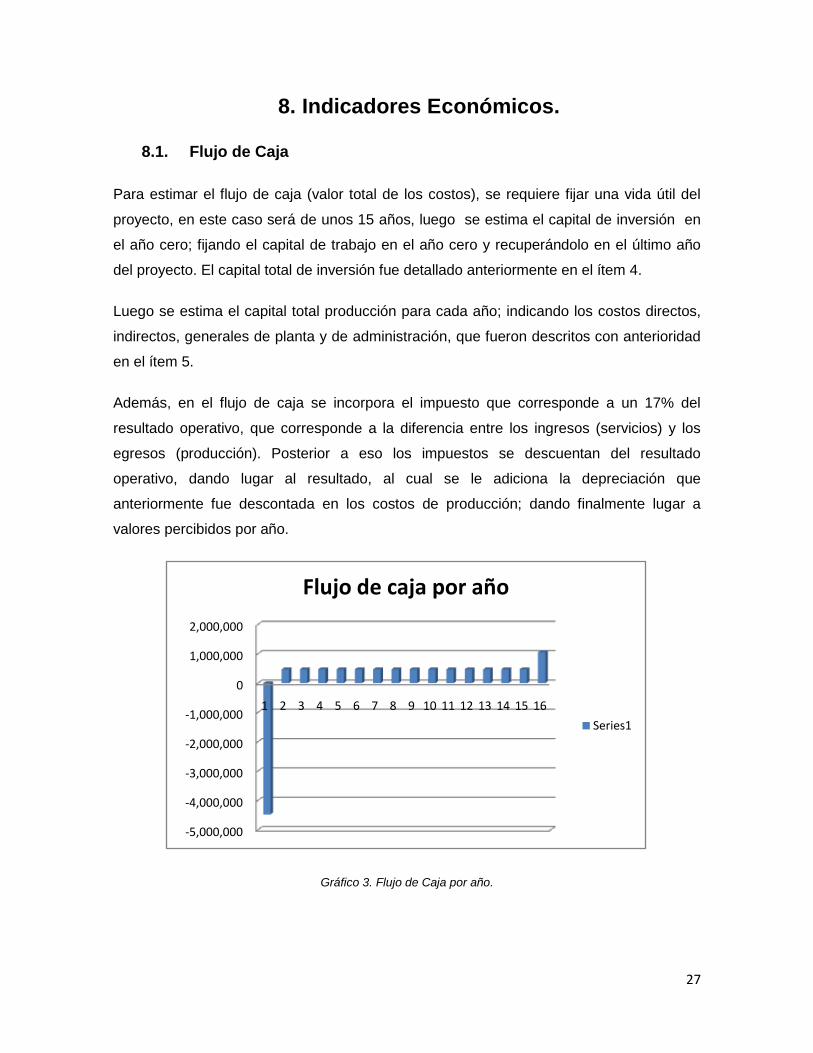
8. Indicadores Económicos.
8.1. Flujo de Caja
Para estimar el flujo de caja (valor total de los costos), se requiere fijar una vida útil del
proyecto, en este caso será de unos 15 años, luego se estima el capital de inversión en
el año cero; fijando el capital de trabajo en el año cero y recuperándolo en el último año
del proyecto. El capital total de inversión fue detallado anteriormente en el ítem 4.
Luego se estima el capital total producción para cada año; indicando los costos directos,
indirectos, generales de planta y de administración, que fueron descritos con anterioridad
en el ítem 5.
Además, en el flujo de caja se incorpora el impuesto que corresponde a un 17% del
resultado operativo, que corresponde a la diferencia entre los ingresos (servicios) y los
egresos (producción). Posterior a eso los impuestos se descuentan del resultado
operativo, dando lugar al resultado, al cual se le adiciona la depreciación que
anteriormente fue descontada en los costos de producción; dando finalmente lugar a
valores percibidos por año.
Gráfico 3. Flujo de Caja por año.
-5,000,000
-4,000,000
-3,000,000
-2,000,000
-1,000,000
0
1,000,000
2,000,000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Flujo de caja por año
Series1
28
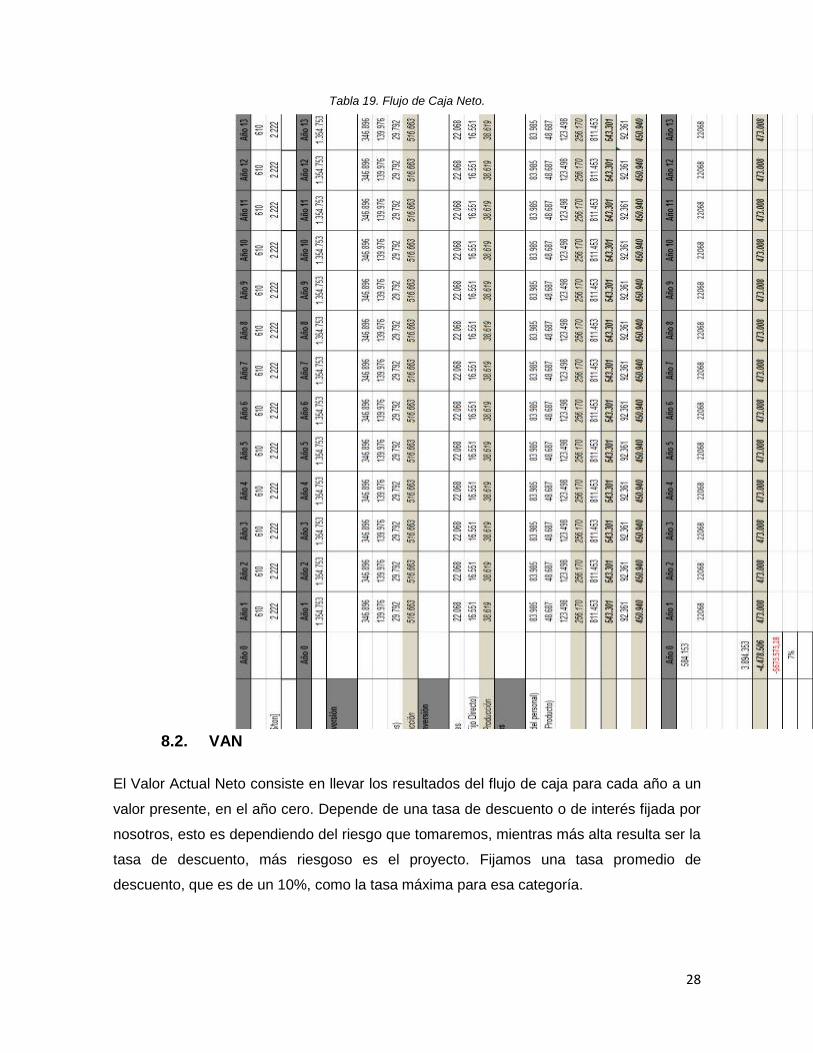
Tabla 19. Flujo de Caja Neto.
8.2. VAN
El Valor Actual Neto consiste en llevar los resultados del flujo de caja para cada año a un
valor presente, en el año cero. Depende de una tasa de descuento o de interés fijada por
nosotros, esto es dependiendo del riesgo que tomaremos, mientras más alta resulta ser la
tasa de descuento, más riesgoso es el proyecto. Fijamos una tasa promedio de
descuento, que es de un 10%, como la tasa máxima para esa categoría.
29
Dónde.
: Beneficios o ingresos en un período t determinado.
: Costos o egresos en un período t determinado.
r :Tasa de descuento.
Los criterios para determinar si el proyecto es rentable o no, son los siguientes:
VAN<0. El proyecto no es rentable, ya que nos se recupera la inversión en el tiempo
establecido.
VAN=0. Se recupera la inversión en el tiempo establecido del proyecto, pero no es un
resultado certero para decidir si invertir en él.
VAN>0. Se recupera la inversión antes del período establecido del proyecto, lo que
determina que el proyecto es rentable.
8.3. TIR
La tasa interna de retorno es otro parámetro ocupado para determinar la rentabilidad del
proyecto. Consiste en llegar el valor presente a cero, para determinar la tasa de
descuento adecuada para poder recuperar la inversión. Se calcula mediante la siguiente
relación:
30
Los criterios de decisión para la rentabilidad de un proyecto mediante el TIR son los
siguientes:
Si TIR< Tasa de descuento establecida, el proyecto no es rentable y no se recupera la
inversión.
Si TIR=Tasa de descuento establecida, se recupera la inversión del proyecto.
Si TIR>Tasa de descuento establecida, el proyecto es rentable, ya que se recupera la
inversión en un tiempo menor al establecido y se acepta esa tasa de descuento
establecida.
8.4. Payback
Corresponde al tiempo de recuperación de la inversión, se determina mediante la
siguiente relación:
Dónde:
Tp: Payback
: Flujo de caja por año.
9. Análisis de Sensibilidad.
Consiste en analizar las variables que influyen en el cálculo del VAN. Estas variables se
analizan modificando una a una, ya sea su costo o datos que conidicionen los costos,

31
como es el caso del Tonelaje por año. Entre las variables que pueden afectar al VAN se
encuentran:
Producción de NOx abatido [TON/año].
Tarifa del abatimiento de NOx [USD/TON].
Costo Neto de Materia Prima.
Costos Directos e Indirectos de Producción.
Otros Costos de Producción.
Capital de Inversión.
Tiempo de vida útil del proyecto.
Tasa de descuento definida.
En el caso de las primeras dos mencionadas, son las variables más influyentes en el
cálculo del VAN, variando sus costos se llega a lo siguiente:
Tabla 20. Tarifas de abatimiento con sus respectivos VAN.
Tarifa VAN
2222 -673573
2300 -400640
2400 -50725
2500 299190
2600 649105
2,700 999,020
2800 1348935
2900 1698850
3000 2048765
32
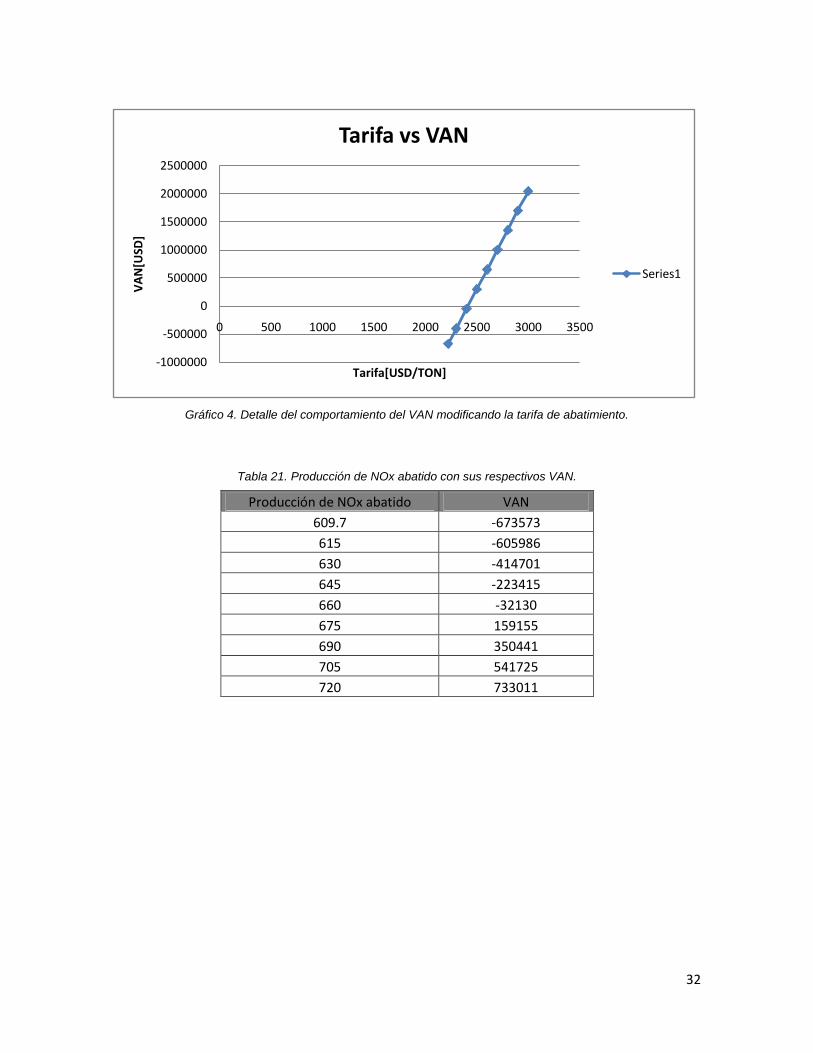
Gráfico 4. Detalle del comportamiento del VAN modificando la tarifa de abatimiento.
Tabla 21. Producción de NOx abatido con sus respectivos VAN.
Producción de NOx abatido VAN
609.7 -673573
615 -605986
630 -414701
645 -223415
660 -32130
675 159155
690 350441
705 541725
720 733011
-1000000
-500000
0
500000
1000000
1500000
2000000
2500000
0 500 1000 1500 2000 2500 3000 3500
VA
N[U
SD]
Tarifa[USD/TON]
Tarifa vs VAN
Series1
33
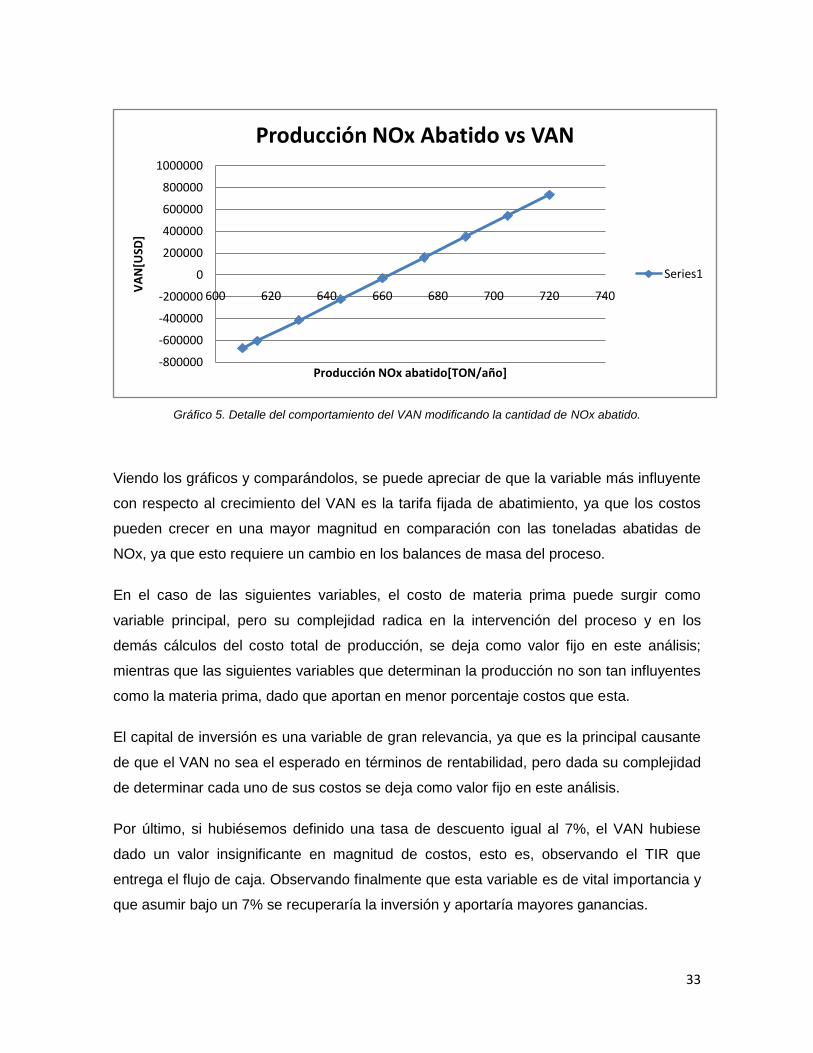
Gráfico 5. Detalle del comportamiento del VAN modificando la cantidad de NOx abatido.
Viendo los gráficos y comparándolos, se puede apreciar de que la variable más influyente
con respecto al crecimiento del VAN es la tarifa fijada de abatimiento, ya que los costos
pueden crecer en una mayor magnitud en comparación con las toneladas abatidas de
NOx, ya que esto requiere un cambio en los balances de masa del proceso.
En el caso de las siguientes variables, el costo de materia prima puede surgir como
variable principal, pero su complejidad radica en la intervención del proceso y en los
demás cálculos del costo total de producción, se deja como valor fijo en este análisis;
mientras que las siguientes variables que determinan la producción no son tan influyentes
como la materia prima, dado que aportan en menor porcentaje costos que esta.
El capital de inversión es una variable de gran relevancia, ya que es la principal causante
de que el VAN no sea el esperado en términos de rentabilidad, pero dada su complejidad
de determinar cada uno de sus costos se deja como valor fijo en este análisis.
Por último, si hubiésemos definido una tasa de descuento igual al 7%, el VAN hubiese
dado un valor insignificante en magnitud de costos, esto es, observando el TIR que
entrega el flujo de caja. Observando finalmente que esta variable es de vital importancia y
que asumir bajo un 7% se recuperaría la inversión y aportaría mayores ganancias.
-800000
-600000
-400000
-200000
0
200000
400000
600000
800000
1000000
600 620 640 660 680 700 720 740
VA
N[U
SD]
Producción NOx abatido[TON/año]
Producción NOx Abatido vs VAN
Series1
34
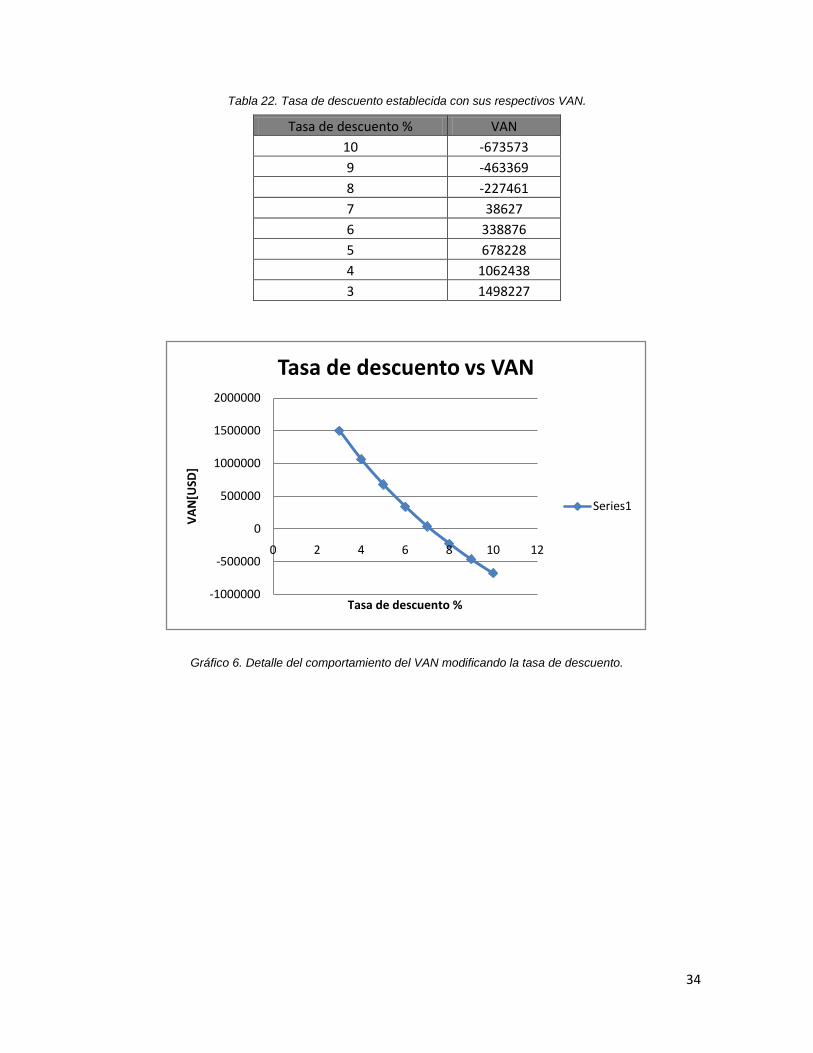
Tabla 22. Tasa de descuento establecida con sus respectivos VAN.
Tasa de descuento % VAN
10 -673573
9 -463369
8 -227461
7 38627
6 338876
5 678228
4 1062438
3 1498227
Gráfico 6. Detalle del comportamiento del VAN modificando la tasa de descuento.
-1000000
-500000
0
500000
1000000
1500000
2000000
0 2 4 6 8 10 12
VA
N[U
SD]
Tasa de descuento %
Tasa de descuento vs VAN
Series1
35
10. Conclusiones.
No es conveniente invertir en este proyecto a 15 años, ya que el VAN entregado por el
flujo de caja es negativo, y no se recupera la inversión efectuada; pero si analizamos este
valor: VAN= -673573 USD, no es un resultado alarmante de un proyecto no rentable en su
totalidad, esto se debió al gran riesgo del alto costo que generó la inversión, que es el
mayor obstáculo a enfrentar. Ya que, se pueden modificar ciertas variables, como lo son
aumentar la tarifa de abatimiento de NOx desde los 2500 USD/TON hasta los 3000
USD/TON, dando frutos y recuperación de la inversión en 15 años, asumiendo riesgos en
la empresa; pero sin duda resulta ser la más efectiva.
Otra alternativa, más riesgosa pero menos efectiva es aumentar la cantidad de NOx
abatido, dónde desde las 675 TON/año se puede recuperar la inversión en 15 años, pero
esto condiciona a la tecnología y a su eficiencia para abatir más cantidad de NOx.
Por último, una alternativa menos riesgosa para la recuperación de la inversión y que
presenta menores problemas, siendo la alternativa con menores problemas de solucionar
y de modificar es la tasa de descuento, que si se fija bajo un 7% el proyecto logra ser
rentable, y si se observa en su gráfica, su comportamiento no es lineal, hasta un 5%
resulta ser adecuada para una nueva tecnología conocida que es implementada, como es
el caso de la SCNR.
Por lo tanto, si el aumento paulatino de la tarifa se complementa con establecer una tasa
de descuento de un 7%, el proyecto puede ser rentable, y puede generar aceptables
ingresos, llegando a cumplir con los objetivos planteados, y finalmente en este caso es
conveniente invertir en el proyecto.

36
11. Bibliografía
1. Central Termoeléctrica Campiche AES GENER, “Estudio de Impacto Ambiental
Proyecto Central Termoeléctrica Campiche”.
Disponible en web: http://www.e-seia.cl/seia-
web/ficha/fichaPrincipal.php?modo=ficha&id_expediente=2308845
2. Río Grande S.A., “Estudio de Impacto Ambiental Central Termoeléctrica RG –
Generación”. Anexo 23: Sistema SNCR.
Disponible en web: https://www.e-seia.cl/archivos/Anexo_23_Sistema_SNCR.pdf
3. http://cabierta.uchile.cl/revista/12/articulos/pdf/12_1.pdf.(Visitada 20 de abril, 2012)
4. http://www.economiaynegocios.cl/especiales/especial_energia/Tipos_generacion2.ht
ml. (Visitada 22 de abril, 2012)
5. Manual de Costos de control de contaminación del aire de la Epa.
UnitedStatesEnviromentalProtection Agency. Sexta edición. Junio 2002. EE.UU.
EPA 452/B-02-002. Disponible en web: http://www.epa.gov/ttn/catc/dir2/c_allchs-
s.pdf.
6. Lee Seungmoon, et al, Combustion and Flame, Volumen 141, Número 3, mayo
2005. Páginas 200-203.
7. Óxidos de nitrógeno (NOx) ¿Por qué y cómo se controlan?
UnitedStatesEnviromentalProtection Agency, Noviembre de 1999. EE.UU. EPA
456/F-00-002.
8. Eléctrica Santiago AES Gener, En respuesta al primer informe consolidado de
solicitud de aclaraciones, ampliaciones y rectificaciones, “Desnitrificador SCR para
la caldera del ciclo combinado de Central Nueva Renca”.
Disponible en web: https://www.e-seia.cl/archivos/319_Adenda_1.pdf
9. Eléctrica Santiago AES Gener, Anexo 1: “Plan de Contingencia del Proceso de
Proceso de descarga de camiones”.
Disponible en web: https://www.e-seia.cl/archivos/864_Anexo1.pdf
10. Capítulo 6. Plant Design and Economics for Chemicals Engineers. Max Perters-
Klaus Timmerhaus. 4° Edición. Editorial McGraw Hill. Año1990.
11. Web establecida por Peters-Timmerhaus para cálculos de costos de
equipos:http://www.mhhe.com/engcs/chemical/peters/data/ce.html.
http://www.che.com/business_and_economics/economic_indicators.html/4486.htmlht

37
tp://spanish.alibaba.com/product-gs/lpg-nozzle-nozzle-lpg-dispenser-components-
automatic-nozzle-oil-nozzle-oil-gun-206361828.html


















