
PROPUESTA DE UN PLAN DE PREVENCIÓN DE …
107
PROPUESTA DE UN PLAN DE PREVENCIÓN DE ACCIDENTALIDAD PARA UNA PLANTA METALMECÁNICA EN LA CIUDAD DE PEREIRA. SEBASTIAN OSPINA CASTILLO LUIS FELIPE GIRALDO LADINO UNIVERSIDAD CATÓLICA DE PEREIRA FACULTAD DE CIENCIAS BÁSICAS E INGENIERÍA INGENIERÍA INDUSTRIAL PEREIRA, RISARALDA 2019
Transcript of PROPUESTA DE UN PLAN DE PREVENCIÓN DE …

PROPUESTA DE UN PLAN DE PREVENCIÓN DE ACCIDENTALIDAD PARA
UNA PLANTA METALMECÁNICA EN LA CIUDAD DE PEREIRA.
SEBASTIAN OSPINA CASTILLO
LUIS FELIPE GIRALDO LADINO
UNIVERSIDAD CATÓLICA DE PEREIRA
FACULTAD DE CIENCIAS BÁSICAS E INGENIERÍA
INGENIERÍA INDUSTRIAL
PEREIRA, RISARALDA
2019
2
PROPUESTA DE UN PLAN DE PREVENCIÓN DE ACCIDENTALIDAD PARA
UNA PLANTA METALMECANICA EN LA CIUDAD DE PEREIRA.
SEBASTIAN OSPINA CASTILLO
LUIS FELIPE GIRALDO LADINO
Trabajo de grado presentado para optar al título de
INGENIERO INDUSTRIAL
Directora trabajo de grado
KAROL ELIANA GONZÁLEZ MARTÍNEZ
UNIVERSIDAD CATÓLICA DE PEREIRA
FACULTAD DE CIENCIAS BÁSICAS E INGENIERÍA
INGENIERÍA INDUSTRIAL
PEREIRA, RISARALDA
2019

3
Nota de aceptación
_________________________________
_________________________________
_________________________________
_________________________________
_________________________________
_________________________________
Firma del jurado
_________________________________
Firma del jurado
_________________________________
Firma Director del Trabajo

4
DEDICATORIA
Este título se lo queremos dedicar primeramente a nuestro DIOS por extender su
misecordia y ayudarnos a alcanzar este logro tan importante para nuestra vida
profesional.
A nuestra familia por la paciencia, apoyo y comprensión; a nuestra directora de
trabajo de grado Karol Eliana González por sus asesorías, por su apoyo,
comprensión y dedicación.
A la Universidad Católica de Pereira por orientarnos a ser grandes profesionales y
personas de útiles para enfrentar la vida laboral.

5
AGRADECIMIENTOS
Primero que todo le damos las gracias DIOS por permitirnos vivir esta experiencia
intelectual tan maravillosa y conceder este anhelo de nuestros corazones
Agradecemos a nuestras familias por apoyarnos en cada paso de esta carrera; a
nuestra directora de trabajo de grado Karol Eliana González por su entrega,
paciencia y compromiso para ayudarnos en esta meta de culminar exitosamente
esta investigación.
A la Universidad Católica de Pereira por recibirnos con agrado durante esta etapa y
colocar todo su talento humano durante nuestra formación profesional.

6
TABLA DE CONTENIDO
RESUMEN ............................................................................................................... 9
ABSTRACT ............................................................................................................ 12
INTRODUCCIÓN ................................................................................................... 13
1. PROBLEMA DE INVESTIGACION ................................................................. 13
1.1 PLANTEAMIENTO DEL PROBLEMA .............................................................. 15
1.2 FORMULACION DEL PROBLEMA .................................................................. 16
1.3 SISTEMATIZACION DEL PROBLEMA ............................................................ 17
2. OBJETIVOS ....................................................................................................... 17
2.1 OBJETIVO GENERAL ..................................................................................... 17
2.2 OBJETIVOS ESPECIFICOS ............................................................................ 17
3. JUSTIFICACION ............................................................................................... 18
4. MARCO REFERENCIAL.................................................................................... 20
4.1 MARCO CONTEXTUAL ................................................................................... 20
4.1.1 Nivel Regional ............................................................................................... 20
4.2 MARCO TEÓRICO .......................................................................................... 26
4.4 MARCO ESPACIAL ......................................................................................... 42
4.5 MARCO TEMPORAL ....................................................................................... 42
4.6 MARCO LEGAL ............................................................................................... 42
5. DISEÑO METODOLÓGICO ............................................................................... 47
5.1 TIPO DE ESTUDIO .......................................................................................... 47
5.2 MÉTODO DE INVESTIGACIÓN ...................................................................... 48
5.2.1 Método de observación ................................................................................. 48
7
5.2.2 Método inductivo ........................................................................................... 48
5.2.3 Método deductivo .......................................................................................... 49
5.2.4 Método de análisis y síntesis ........................................................................ 49
5.3. POBLACIÓN ................................................................................................... 49
5.4 FUENTES, TECNICAS E INSTRUMENTOS PARA LA RECOLECCION DE LA
INFORMACION ..................................................................................................... 49
5.4.1. Fuentes Primarias ........................................................................................ 49
5.4.2 Fuentes Secundarias .................................................................................... 49
5.4.3Tratamiento de la información ........................................................................ 50
6. RECOLECCIÓN, ORDENAMIENTO Y PRESENTACIÓN DE INFORMACIÓN . 50
6.1 RECOLECCIÓN Y ANÁLISIS DE INFORMACIÓN SOBRE ACCIDENTALIDAD
............................................................................................................................... 51
6.1.1 Revisión y análisis de accidentalidad año 2016 ............................................ 51
6.1.2 Revisión y análisis de accidentalidad año 2017 ............................................ 55
6.1.3 Revisión y análisis de accidentalidad año 2018 ............................................ 59
6.1.4 Consolidado de la accidentalidad y días de incapacidad en los años 2016,
2017 y 2018 (de enero a octubre). ......................................................................... 64
6.2 METODOLOGÍA PARA ANÁLISIS DE CAUSAS DE ACCIDENTES ............... 65
6.2.1 Metodologías existentes para análisis de accidentes ................................... 66
6.2.2 Metodología propuesta para el análisis de accidentes e incidentes en la
organización ........................................................................................................... 66
6.3 IDENTIFICACIÓN DE LOS RIESGOS OPERATIVOS DE LA PLANTA
METALMECÁNICA Y DETERMINACIÓN DE CONTROLES PARA MITIGARLOS.
............................................................................................................................... 67
6.4 PROGRAMA DE POLIVALENCIA ................................................................... 72
8
6.4.1 Metodologías existentes para el programa de polivalencia ........................... 72
6.4.2 Matriz de polivalencia para la planta metalmecánica .................................... 76
6.4.3 Propuesta de entrenamiento para empleados de la planta metalmecánica .. 84
6.5 PLAN DE TRABAJO PARA PREVENCIÓN DE ACCIDENTALIDAD ............... 87
6.5.1 Propuesta de plan de prevención de accidentalidad con operarios
polivalentes ............................................................................................................ 87
6.5.2 Propuesta de indicadores para seguimiento del plan de prevención de
accidentalidad ........................................................................................................ 88
7. CONCLUSIONES ............................................................................................ 90
8. RECOMENDACIONES ................................................................................... 91
BIBLIOGRAFIA ...................................................................................................... 92
ANEXOS ................................................................................................................ 95

9
LISTA DE TABLAS
Tabla 2. Tabla 1Lesiones año 2016.............................................................................................. 53
Tabla 3. Tabla 2 Parte del cuerpo afectada en accidentes año 2016 ............................................ 54
Tabla 4. Tabla 3 Accidentalidad año 2017 ................................................................................... 55
Tabla 5. Tabla 4 Lesiones año 2017 ............................................................................................. 57
Tabla 6. Tabla 5 Parte del cuerpo afectada en accidentes año 2017 ............................................ 58
Tabla 7. Tabla 6 Accidentalidad año 2018 ................................................................................... 59
Tabla 8. Tabla 7 Lesiones año 2018 ............................................................................................. 61
Tabla 9. Tabla 8 Parte del cuerpo afectada en accidentes año 2018 ............................................ 62
Tabla 9 Tabla 10. Consolidado número de accidentes por año ...................................................... 64
Tabla 11Tabla 10 . Cuadro comparativo de metodologías para análisis de accidentes ............... 66
Tabla 12. Tabla 11 Matriz de peligros y riesgos ........................................................................... 68
Tabla 13. Tabla 12 Criterios de calificación general de polivalencia ............................................. 77
Tabla 14. Tabla 13 Rangos de calificación sección Armado.......................................................... 77
Tabla 15. Tabla 14 Matriz de Polivalencia sección Armado ......................................................... 78
Tabla 17. Tabla 15 Rangos de calificación sección Maquinado .................................................... 81
Tabla 16 Matriz de Polivalencia sección Pintura............................................................................ 83
PAG
LISTA DE GRÁFICAS
PAG
grafica 1 . Accidentalidad y días de incapacidad año 2016 ............................................................ 52
Gráfico 2. grafica 2 Lesiones año 2016 ........................................................................................ 53
Gráfico 3. grafica 3Parte del cuerpo afectada en accidentes año 2016 ........................................ 54
Gráfica 4. grafica 4 Accidentalidad y días de incapacidad año 2017 ............................................ 56
Gráfico 5. grafica 5 Lesiones año 2017 ........................................................................................ 57
Gráfico 6. grafica 6 Parte del cuerpo afectada en accidentes año 2017 ....................................... 58
Gráfica 7. grafica 7 Accidentalidad y días de incapacidad año 2018 ............................................ 60
Gráfico 8. grafica 8 Lesiones año 2017 ........................................................................................ 61
Gráfico 9 grafica 9 . Parte del cuerpo afectada en accidentes año 2018 ...................................... 63
Gráfico 10grafica 10 . Consolidado número de accidentes por año ............................................. 64
Gráfico 11. grafica 11 Consolidado días de incapacidad por año ................................................. 65
Gráfico 12. grafica 12Porcentaje de polivalencia sección Armado ............................................... 79

10
Gráfico 13. grafica 13 Porcentaje de polivalencia sección Maquinado ........................................ 81
Gráfico 14. grafica 14 Porcentaje de polivalencia sección Pintura ............................................... 84
LISTA DE ANEXOS
PAG
Anexo 1. Procedimiento de reporte e investigación de accidentes e incidentes de
trabajo 95
Anexo 2. Metodología para la identificación de peligros, evaluación y valoración de
los riesgos 100

11
RESUMEN
Esta investigación aporta en gran manera para la identificación a la que están
expuestos los trabajadores en la actualidad y más aún en el campo de la
metalmecánica, una industria tan demasiado amplia en cuanto a maquinaria y
conocimientos técnicos de operación.
Seguido de esto podemos llegar a un análisis más profundo del porqué de la
accidentalidad en una industria tan importante dentro de la manufactura moderna,
ya que existen varios factores para mitigar estos sucesos que de una manera
considerable aportarían para disminuir los datos estadísticos que se tienen en la
presente investigación.
Si bien podemos percibir lo que se busca con esta propuesta, es óptimo lo que
ofrece, ya que incentiva a esta planta a la capacitación permanente como medio de
prevención, el análisis de los datos históricos con la frecuencia de los casos
ocurridos y proponer la implementación de la polivalencia como otro medio útil para
12
de una manera eficiente disminuir proporcionalmente con este fenómeno de la
accidentalidad que no solo afecta a la compañía en temas de gastos e imagen sino
también al colaborador como tal en lo físico y psicológico.
Es importante llegar y entender al escenario que nos referimos en la actualidad las
empresas buscan día a día la prevención de accidentes laborales por temas de ley
y cuidado del recurso humano ya que estos generan un papel demasiado importante
en las empresas.
Palabras claves: Polivalencia, seguridad, accidentalidad, ergonomía.
ABSTRACT
This research contributes greatly to the identification in which workers are currently
exposed and even more in the field of metalworking, an industry that is too broad in
terms of machinery and technical knowledge.
Following this we can arrive at a deeper analysis of the reason for the accident rate
in such an important industry in modern manufacturing, since there are several
factors to mitigate these events that would significantly contribute to diminish the
statistical data that are available. in the present investigation.
Although we can perceive what is sought with this proposal, what it offers is optimal
since it encourages this plant in permanent training as a means of prevention, the
analysis of historical data with the frequency of the cases that have occurred and to

13
propose the implementation of the versatility as another useful means to efficiently
reduce proportionally with this phenomenon as negligible as the accident rate that
not only affects the company in terms of expenses and image but also the employee
as such in the physical and psychological.
It is important to arrive at and understand the scenario that we refer to today.
Companies are looking for the prevention of work accidents on a day-to-day basis
due to law and human resources, since they generate too important a role for
companies.
Keywords: Versatility, safety, accident rate, ergonomics.
INTRODUCCIÓN
Este trabajo se realiza con el fin de identificar los diferentes factores de riesgo en
una planta metalmecánica. Donde se efectuarán los programas de polivalencia
como una de las medidas fundamentales para minimizar la accidentalidad.
El desarrollo de esta propuesta genera la práctica de conceptos básicos que nos
ayudara a fomentar la aplicación del autocuidado en cada operario, basados en la
permanente capacitación que facilita la disminución de los diversos riesgos para
mitigar el ausentismo generado por este tipo de sucesos, ya que afecta la compañía
en el aumento de la productividad, ya que este problema aumenta el ausentismo
en el personal afectando no solo a la empresa también a los operarios que sufren
cualquier tipo de accidente, además se busca mejorar las condiciones laborales de
los colaboradores generando así un aumento significativo en la calidad de vida
cada empleado, convirtiendo la planta metalmecánica un lugar agradable y seguro
14
donde se puedan ejecutar operaciones seguras y amigables con la seguridad en el
trabajo, de esta manera disminuyendo los gastos que genera la accidentalidad que
no es un gasto óptimo para ninguna compañía.
Esta propuesta se diseña con el único objetivo de que la empresa sea más
competitiva y productiva, adoptando adecuados programas para lograr un óptimo
sistema de prevención, facilitando la identificación de condiciones que generan
cierto grado de peligro, debido a los actos inseguros aplicados en el personal
operativo, logrando prevenir, proteger y atender a los trabajadores de los efectos de
los accidentes y enfermedades generadas como consecuencia del trabajo que
efectúan, lo mismo que disminuir la ocurrencia de estos hechos y de esta manera
hacer que la compañía sea un lugar seguro para realizar sus labores.
En conclusión esta propuesta ayudará a el fortalecimiento en el control y la
prevención de todo tipo de riesgos laborales que se presenten, de esta manera
logrando un aumento de los estándares de producción que generen una alta
competitividad en el cumplimiento interno de la planta metalmecánica, donde se
pueda lograr la conservación de las maquinas herramientas e infraestructura de la
planta metalmecánica, concientizando al personal operativo y administrativo sobre
la importancia del aprendizaje en diferentes funciones laborales para el desarrollo
humano y laboral.
15
1. PROBLEMA DE INVESTIGACION
1.1 PLANTEAMIENTO DEL PROBLEMA
La seguridad y salud en el trabajo día a día se convierte en un sistema de gestión
demasiado importante para las empresas a nivel mundial, ya que cuenta con el
cuidado, la prevención y la mejora continua de las condiciones laborales de sus
empleados.
Las compañías en su política integral deben hacer un énfasis sobre la prevención
de las lesiones y enfermedades del personal generando la importancia de la
seguridad del recurso humano. La organización cuenta con un sistema de gestión
en seguridad y salud en el trabajo implementado, que vigila y controla todos los
factores de riesgo al cual están expuestos los empleados de la compañía. Se han
venido presentando una serie de accidentes laborales algo que ha generado gran
preocupación en su directiva, debido al impacto en la empresa en cuanto al
ausentismo, ya que este afecta al cumplimiento interno y externo de la planeación
16
de la producción, además las causas que se genera físicamente y psicológicamente
a los colaboradores que han sufrido este tipo de sucesos.
Para la planta de metalmecánica es muy importante velar por el bienestar de sus
empleados, por medio de esta propuesta de prevención de la accidentalidad en los
operarios, lograremos identificar, evaluar y planear actividades que enriquezcan la
información en los colaboradores y jefes de sección en la planta para facilitar la
información a todo el personal sobre las funciones de cada operario. Como
alternativa se propone programas de polivalencia que consiste en que los operarios
se capaciten.
Este tipo de capacitaciones se efectuaría en diferentes puestos de trabajo, para de
esta manera lograr un alto nivel de competitividad y generar un crecimiento laboral
en cuanto a las diferentes funciones realizadas, siempre que se cuente con la
capacitación adecuada y la evaluación de cada persona que este apta para realizar
diferentes funciones dentro de cada sección, de esta manera se logrará prevenir la
accidentalidad que se genera debido a la falta de conocimientos sobre los diferentes
riesgos a los cuales están expuestos en las diferentes máquinas y herramientas que
manejan los colaboradores, además de realizar mantenimientos preventivos a la
maquinaria para que se encuentren en óptimas condiciones de funcionamiento y
seguridad; de esta manera reducirlos tiempos no productivos que estas causas
generan que no son para nada provechosos para la compañía dentro del costo que
conlleva a este tipo de situación.
1.2 FORMULACION DEL PROBLEMA
PREGUNTA DE INVESTIGACION.
¿Cómo prevenir la accidentalidad en los operarios de la planta metalmecánica?
17
1.3 SISTEMATIZACION DEL PROBLEMA
• ¿Cómo se pueden identificar las causas que generen la accidentalidad en la
compañía?
• ¿Cuál es la forma más adecuada de prevenir o mitigar los accidentes?
• ¿Sera que capacitando al personal a través de programas de polivalencia laboral
se podrá reducir significativamente los riesgos de accidentalidad en los operarios?
• ¿Es determinante divulgar al personal operativo y administrativo sobre los
indicadores de medición donde especifique los accidentes e incidentes más
frecuentes en la compañía?
2. OBJETIVOS
2.1 OBJETIVO GENERAL
Diseñar una propuesta de un plan de prevención de accidentalidad en la planta
metalmecánica de una empresa ubicada en la ciudad de Pereira.
2.2 OBJETIVOS ESPECIFICOS
• Plantear una herramienta para identificar y analizar las causas que generan la
accidentalidad en la planta metalmecánica.
• Identificar los riesgos operativos de la planta metalmecánica y determinar
controles para mitigarlos.

18
• Formular un programa de polivalencia que promueva la reducción del riesgo de
accidentalidad en los operarios de la planta metalmecánica.
• Elaborar un plan de trabajo que oriente a la empresa a la prevención de la
accidentalidad en la planta metalmecánica incluyendo indicadores para
medición.
3. JUSTIFICACION
Esta propuesta nos ayudará a identificar todo tipo de causa que ha generado los
diferentes accidentes que se han presentado en la planta metalmecánica de la
compañía, para esto se debe de contar con el apoyo permanente del departamento
de seguridad y salud en el trabajo, con el fin de prevenir y disminuir los diversos
riesgos laborales. Para fortalecer este vínculo de autocuidado en el personal
operativo de la fábrica. Es de vital importancia la capacitación permanente en los
colaboradores para generar conciencia responsable dirigido a los riesgos que están
expuestos en las múltiples funciones que se realiza en cada máquina y puesto de
trabajo.

19
Es complejo para la compañía concientizar a todo el personal debido a diferentes
factores que pueden llegar a ser psicológicos generando un mal ambiente de
trabajo, para esto se generaran métodos los cuales ayudaran a mitigar esta
problemática con el fin de convertir que la planta metalmecánica se convierta en un
lugar seguro para trabajar, identificando todo riesgo donde quede plasmado en cada
persona la prevención, de esta manera se convierta en un habito para que cada
empleado se sienta seguro, importante y escuchado cuando este descubra riesgos
adicionales en los cuales puede causarle un accidente y se sienta con total
comodidad al realizar cada función.
Lo positivo de realizar esta propuesta es que cada operario aprende a identificar los
diferentes riesgos y así evitar estos sucesos, al definir el costo del accidente laboral
nos muestra que a través de una investigación se dejaría claro que los riesgos se
pueden prevenir y minimizar mediante programas de polivalencia, el cual contara
con un aprendizaje nuevo donde el empleado se le brindara toda la capacitación
necesaria en cuanto a nuevas funciones de las diferentes máquinas y herramientas,
para un óptimo desempeño laboral que además servirá como crecimiento
profesional.
Para la compañía es de gran aceptación esta medida de prevención como lo es la
polivalencia, ya que se contará con más operarios capacitados para realizar
diferentes funciones, donde generará una mejor productividad y además la
comunicación permanente entre los trabajadores compartiendo los diferentes
conocimientos, trabajando en equipo con mayor facilidad para el personal operativo.
Logrando identificar los diferentes tipos de riesgo y obtener el resultado esperado
mediante esta propuesta de investigación.

20
4. MARCO REFERENCIAL
4.1 MARCO CONTEXTUAL
4.1.1 Nivel Regional
• Título de la investigación: Diseño del sistema de gestión de seguridad y salud en
el trabajo para la empresa Hierros de Occidente S.A.S
Autor: Giovanni Andrés Zuluaga Duque
Institución: Universidad Tecnológica de Pereira.
Año: 2017

21
Resumen: “En la actualidad los trabajadores de las empresas públicas y privadas
se ven expuestos a diversos peligros al momento de desempeñar sus funciones o
tareas dentro de la organización. Por ello es de vital importancia que cada tipo de
empresa diseñe un Sistema de Gestión y Seguridad en el Trabajo que propenda por
la mitigación de los riesgos, los accidentes laborales y el bienestar físico y emocional
de sus trabajadores para con ello generar ambientes de trabajo saludables, dignos
y seguros para todas las personas que lleguen a la empresa en cualquier instante
de tiempo o vínculo laboral”. [1]
Esta investigación es muy enriquecedora por el contenido teórico que posee, por
este motivo se ha referenciado como un gran aporte al proyecto de acuerdo con el
campo aplicado y la importancia que tiene la seguridad y salud en el trabajo en las
compañías en la actualidad.
• Título de la investigación: Flexibilidad laboral: una concepción desde las áreas
de gestión humana en organizaciones colombianas.
Autores: Andrea Eugenia Osorio Duque, Daniela Gonzáles Quintero
Institución: Universidad de Manizales
Año: 2014
Resumen: “En el marco de la teoría organizacional moderna se dan multitud de
modelos y teorías sobre cómo lograr que las empresas sean más competitivas en
el mercado, de ahí que aparezcan términos como maquilas u outsourcing, tiempo
compartido, y porque no el de flexibilidad laboral, todos ellos asociados al
departamento de gestión humana de las empresas, pero cual es verdaderamente la
concepción que tienen los directivos de estos departamentos, cuáles son sus
intenciones al aplicar estos mecanismos y cuáles son sus consecuencias es lo que
el presente proyecto pretende mostrar; para este estudio se realizó una entrevista
a profundidad en 22 empresas colombianas con la cual se pretende responder al
interrogante de ¿Cuál es la concepción que tienen las áreas de gestión humana de
22
las empresas colombianas sobre la flexibilidad laboral y como es su aplicación?”.
[2]
Este trabajo maneja el concepto de flexibilidad laboral, el cual está alineado con la
polivalencia, y cómo desde el área de gestión humana se plantean estrategias para
aplicarla en todas las áreas de las organizaciones colombianas; estas estrategias
serán tenidas en cuenta al momento de definir la propuesta de capacitación al
personal de la empresa metalmecánica.
4.1.2 Nivel Nacional
• Título de la investigación: Validación de un instrumento para evaluar el proceso
de rehabilitación ocupacional en Colombia.
Autores: Ricardo Antonio Álzate Cataño, Fredy Herney Restrepo Marín, Mónica
Patricia Uribe Giraldo.
Institución: Universidad de Antioquia.
Año: 2016
Resumen: Se diseñó un instrumento para evaluar el proceso de rehabilitación
ocupacional (RO) que deben establecer las empresas de acuerdo al Plan Nacional
de Seguridad y Salud en el Trabajo 2013-2021 y el Manual de Procedimientos para
la Rehabilitación y Reincorporación Ocupacional de los Trabajadores en el Sistema
General de Riesgos Profesionales, (publicado por el entonces Ministerio de la
Protección Social), el cual será referido en el presente artículo como Manual de RO.
Para el diseño del instrumento se tuvo en cuenta además la normatividad y la
literatura existente tanto nacional como internacional; las variables del instrumento
fueron evaluadas por 33 personas expertas pertenecientes a instituciones
prestadoras de servicios de salud (IPS), entidades prestadoras de salud (EPS) y
administradoras de riesgos laborales (ARL), así como docentes universitarios y
responsables de los procesos de talento humano y de reincorporación ocupacional
en diferentes empresas. [3]
23
La presente investigación hace énfasis en la protección social y rehabilitación
ocupacional en Colombia, de acuerdo con los autores en normatividad nacional e
internacional sobre la protección del trabajador contando con el aporte de
profesionales expertos en el tema de investigación para llegar a la conclusión y
determinar la importancia de la seguridad y salud en el trabajo que día a día se
convierte en una prioridad para las compañías en cuanto a la seguridad y protección
de sus colaboradores.
• Título de la investigación: Caracterización de la accidentalidad laboral en
manos en una empresa del sector eléctrico de Barranquilla en el período 2014-2016
como base para el diseño de un modelo de gestión para la prevención y control de
factores de riesgo en las manos del personal operativo.
Autores: Laura Patricia Echeverría Lara, Nina María Pérez Duarte
Institución: Universidad Libre Seccional Barranquilla.
Año: 2017
Resumen: Estudio observacional de tipo descriptivo, retrospectivo y de corte
transversal; realizado a la población subcontratada integrada por 80 operarios. Los
instrumentos utilizados para realizar el estudio fueron, la caracterización de la
accidentalidad y la matriz de riesgo, priorizando en los peligros mecánicos; se
recolectó la información a través de observación directa no participante que permitió
analizar al operario en el ejercicio de sus funciones, previo cumplimiento de criterios
de inclusión. Se tuvieron en cuenta aspectos éticos y normativos, guardando el rigor
científico y metodológico. Los datos fueron organizados, tabulados y procesados en
Excel. [4]
Este estudio desarrollado para una empresa en la ciudad de Barranquilla, evidencia
la metodología utilizada para el análisis de la accidentalidad laboral principalmente
en manos; por tanto, es importante tenerlo en cuenta al momento de realizar el
24
análisis de la accidentalidad en la empresa de tal forma que se pueda establecer
una metodología similar que permita identificar las causas de los accidentes.
4.1.3 Nivel Internacional
• Título: Uso de guías para la reducción de accidentes en una empresa alimenticia
Autor: Jessica Jazmín Vázquez Azotea
Institución: Universidad Autónoma del Estado de México
Año: 2017
Resumen: La importancia de la seguridad en el trabajo es un tópico que se ha
acrecentado y las organizaciones internacionales han sumado esfuerzos para la
elaboración de normas destinadas a establecer los requisitos en los sistemas de
gestión de seguridad y salud ocupacional como las normas OHSA 18001 y la NOM
004. El siguiente trabajo se centra en el estudio del uso de guías de bloqueo y
etiquetado (LoTo) de maquinaria para la intervención segura como forma de
reducción de lesiones y amputaciones a operadores en el cumplimiento de los
requisitos de la NOM 004, LoTo es un importante procedimiento de seguridad -
crítico para salvaguardar a los trabajadores y empleados alrededor de la maquinaria
y equipo que operan. También es uno de los principales enfoques de inspección de
OHSA y se basa en la identificación de peligros y evaluación de riesgos. El objetivo
es reducir en un 25% las lesiones en la Empresa Productora de Alimentos (EPA),
de manera análoga se genera el diseño de un procedimiento LoTo a partir del
análisis de los puntos críticos de bloqueo en la etiquetadora de la línea A de
envasado de la misma empresa. Finalmente, para el cumplimiento del
procedimiento se determinan los procedimientos de verificación y registro de LoTo
en la etiquetadora. [5]
El aporte de la presente investigación es demasiado importante ya que cuenta con
el uso de herramientas y capacitaciones aplicadas para la prevención de
amputaciones y lesiones en los trabajadores, este tipo de accidentes no solo es un

25
gran impacto físico si no también psicológico para cada persona al perder alguna
parte de su cuerpo, por este motivo es óptimo utilizar la referencia de esta
investigación ya que sus investigadores hacen énfasis en la protección del
trabajador algo muy similar al proyecto a desarrollar.
• Título de la investigación: Implementación de un plan de seguridad y salud
ocupacional para Molemotor S.A.
Autores: Fabian Marcelo Zurita
Institución: Universidad de Guayaquil, Ecuador.
Año: 2014
Resumen: “Establecer un mejoramiento continuo en seguridad y salud ocupacional
en la empresa “Molemotor S.A.” una empresa dedicada a la metalmecánica que ha
requerido de un sistema de gestión para proteger sus recursos que ayude y mejore
el funcionamiento de la organización. La empresa no cuenta con un plan de
seguridad y salud ocupacional, solo cuenta con procedimientos de seguridad para
cada actividad a realizar, el fin es de satisfacer las necesidades mediante la
implantación para disminuir el número de accidentes e incidentes. La puesta en
marcha de este proyecto comienza con el reconocimiento de cada uno de sus
actividades diarias que se realizan en la empresa, así como también el
reconocimiento de cada uno de los riesgos laboral por áreas y actividad a los que
se encuentran expuestos. Se determinó realizar una evaluación en las áreas de
trabajo como también por los puestos de trabajo determinando los diferentes riesgos
como físico, mecánico, químico, ergonómico, además de las condiciones de orden
y limpieza. Se efectuó una lista de investigaciones según el nivel de riesgo para
establecer las recomendaciones de seguridad y salud ocupacional necesarias para
la eliminación o control de los riesgos añadimos las condiciones proyectadas en el
estudio”. [6]

26
Este trabajo permite conocer la metodología establecida en otros países al momento
de definir el sistema de seguridad y salud en el trabajo, por tanto; es importante para
el desarrollo de este proyecto, porque permite analizar y comparar los aspectos
tenidos en cuenta en seguridad laboral en otros países, para tenerlos en cuenta al
momento de definir las propuestas para la empresa metalmecánica.
4.2 MARCO TEÓRICO
Este marco teórico presenta las teorías de interés que nos ayudara a fortalecer
nuestra investigación desde el tema particular con relación al área profesional y el
contexto específico, en el cual se investiga un problema de interés profesional. Lo
anterior se define gracias a datos recolectados siguiendo un proceso de
investigación que nos permite desarrollar nuestro problema.
La historia y la evolución que ha tenido este campo tan importante a través de la
industria y las nuevas tecnologías que día a día van evolucionando. El autor
FRANCISCO ALVAREZ H. En su libro Salud ocupacional nos revela [7]:
LA SALUD OCUPACIONAL EN LA HISTORIA.
“En este panorama aparecen, en diferentes momentos de la historia, los aspectos
más relevantes de la salud ocupacional, que no pueden deslindarse de lo sucedido
tanto en las sociedades primitivas o edad antigua, como en la edad media o etapa
feudal, la revolución industrial y la edad moderna. Estas tres etapas tienen
aspectos médicos legales ocupacionales diferentes.
Como se mencionó anteriormente, desde el origen mismo del hombre y ante la
necesidad de proveerse de alimentos y medios de sobrevivencia, nació el trabajo.
Con el tiempo ha tenido que irse adaptando a los cambios sociales, esta actividad
originó un número creciente de riesgos, situaciones capaces de producir
enfermedad o incluso la muerte de los trabajadores. Estos son los primeros

27
antecedentes de la medicina laboral, de accidentes de trabajo y enfermedad
profesional”.
La salud ocupacional desde la antigüedad no tenía ese valor importante que tiene
en la actualidad, debido a que el trabajo en los tiempos pasados se caracterizaba
por el maltrato a los trabajadores, que en su mayoría no eran respetados por sus
jefes o en esos tiempos llamados esclavos, donde el trato humano era despreciable
ya que no se contaba con la protección que cuenta los colaboradores en la
actualidad.
En el tiempo de Faraón (4000 a.C) existían leyes impuestas por el, para el cuidado
de sus trabajadores. Aunque no era el único rey que imponía estas normas según
el autor de este libro afirma que Ramsés II, ofrecía a sus trabajadores las mejores
condiciones laborales para aquellas personas que realizaban la construcción de su
estatua, además cuando uno de sus trabajadores le ocurrían un accidente era
atendido de acuerdo a lo sucedido.
El código legal del rey legislador Hammurabi fue uno de los más sobresalientes en
la antigüedad en tema de seguridad social, debido a las enfermedades profesional
que afectaban a los trabajadores en esos tiempos.
En Grecia y Roma se llevó a cabo la creación de nuevas leyes en cuanto al trato y
compra de esclavos, esto sucedió debido al maltrato de los dueños de estas
personas los servicios de los reyes, donde se evidenciaba las deformaciones físicas
y enfermedades de los trabajadores.
Sin duda podemos analizar el avance que llevo la revolución industrial en temas de
cuidado a las personas en materia laboral, en los años 1453 a 1914 aparece el
capitalismo, donde se establece leyes aún más exigentes para el cuidado en temas
de mano de obra, en 1789 aparece en Francia algo muy significante en materia de
bienestar como son los derechos del hombre. Además, existió un claro afán para el
cuidado y protección en los colaboradores significante en mano de obra importante,
28
donde se expidieron leyes importantes para el tema de accidente de trabajo esto
fue muy beneficioso debido a que ayudo al crecimiento industrial y tecnológico.
Podemos concluir que el avance de la protección en este tiempo fue muy
significante en temas de competitividad de las compañías en los tiempos pasados
y en la actualidad, donde podemos observar que las empresas en este presente
tiempo velan más por el cuidado de sus colaboradores debido al avance de
legislación y en temas como la obtención de certificación en normas mundiales que
los ayudaran a ser más reconocidos.
En Colombia vemos un gran avance en materia del cuidado al trabajador, como
existen autoridades competentes que vigilan el cuidado y bienestar de los
empleados, estas leyes han sido muy provechosas debido a la protección que se
cuenta en la actualidad.
Partiendo del concepto de salud ocupacional del autor Francisco Álvarez, en su
libro, afirma lo siguiente [7]:
“Es el conjunto de actividades de Salud dirigidas hacia la promoción de la calidad
de vida de los trabajadores, diagnóstico precoz y tratamiento oportuno, la
rehabilitación, readaptación laboral y la atención de las contingencias derivadas de
los accidentes de trabajo y de las enfermedades profesionales (ATEP), a través del
mantenimiento y mejoramiento de sus condiciones de vida”.
Es importante para las compañías el mejoramiento continuo en sus programas de
bienestar laboral, ya que esto fortalece el sentido de pertenencia de los
colaboradores hacia las compañías, puesto que de esta manera caca empleado se
sentirá atendido y cuidado debido a las condiciones de riesgo a los cuales estaría
expuesto en su jornada laboral y vinculación con la organización.
A través de la evolución de la industria, se evidencia lo importante que ha sido la
creación de nuevas tecnologías en maquinaria donde han facilitado y aportando

29
para el bienestar de las personas que operan estas máquinas en las diferentes
compañías a nivel mundial.
Para las compañías se ha convertido la seguridad y salud en el trabajo en algo muy
importante debido al cuidado de sus empleados, para que estos día a día se sientan
más seguros y responsables de sus labores, con el fin de garantizar la
competitividad que se requiere en cada empresa, para cumplir con sus pedidos y
sus estándares de calidad.
En nuestro caso el problema de investigación gira alrededor en la accidentalidad en
una planta de metalmecánica en la ciudad de Pereira. Este tema ha creado un alto
índice de ausentismo y problemas en la parte operativa en las compañías del área
de metalmecánica.
SG-SST / SALUD OCUPACIONAL.
El sistema de gestión de seguridad y salud en el trabajo ha permitido que el índice
de interés en el mismo, y en las últimas décadas sea considerado de vital
importancia para las empresas vanguardistas que buscan estimular y potencializar
la estabilidad y la productividad en sus colaboradores.
Es importante mencionar que la Norma ISO 45001 como nuevo estándar en
seguridad y salud en el trabajo [8]:
“Especifica los requisitos para un sistema de gestión S&SO, con orientación para
su uso, para permitir que una organización mejore proactivamente su desempeño
de S&SO para prevenir lesiones y problemas de salud.
ISO 45001 está destinado a ser aplicable a cualquier organización,
independientemente de su tamaño, tipo y naturaleza, y todos sus requisitos están
destinados a integrarse en la gestión propia de una organización.
30
De este modo; las organizaciones con bajos riesgos solo necesitarán implementar
un sistema relativamente simple, mientras que una organización con altos niveles
de riesgo puede necesitar algo mucho más sofisticado. Cualquier tipo de sistema
puede ser capaz de estar en conformidad con los requisitos de la norma, se puede
demostrar que es apropiado para la organización y es efectivo”.
Al contar con un ambiente que proporciona herramientas ideales y acordes para la
ejecución de las diferentes actividades que requiere una empresa y se adopta una
disciplina de prevención y protección, la eficiencia y efectividad en el desarrollo de
estas, se ven reflejadas en la rentabilidad que se requiere para el sostenimiento de
una organización y en su crecimiento.
El objetivo de este sistema es mejorar las condiciones laborales, la salud y el
ambiente de trabajo. La implementación de un sistema SST debe contar con un
liderazgo que se debe destacar por ser totalmente efectivo, así, el éxito será
garantizado para la empresa.
ANTECEDENTES DE LA NORMA OHSAS 18001
El sistema de gestión de seguridad y salud ocupacional “es parte del sistema de
gestión total de la organización, que facilita la administración de los riesgos de
S&SO asociados con el negocio. Incluye la estructura organizacional, actividades
de planificación, responsabilidades, practicas, procedimientos, procesos y recursos,
para desarrollar, implementar, cumplir, revisar y mantener la política y objetivos de
S&SO” [9].
En temas de seguridad y salud en el trabajo debemos de mencionar la norma
OHSAS 18001, en la actualidad muchas compañías a nivel mundial cuentan con
esta certificación que ha generado la estricta implementación del sistema de
gestión, en temas de salud y seguridad en el trabajo como políticas internas en
S&SO, medidas de prevención, planificación, implementación y operación,

31
verificación y acción correctiva para la gestión adecuada de esta norma, el objetivo
de este sistema es mejorar las condiciones laborales, la salud y el ambiente de
trabajo. La implementación debe de contar con un liderazgo adecuado que se debe
de caracterizar eficiente para poder garantizar el éxito dentro de la empresa.
PRODUCCIÓN
Este tema trata de la teoría básica de la producción, en esta se estudian las
diferentes formas como se pueden llegar a combinar los materiales e insumos para
la creación de productos o bienes en una empresa del sector metalmecánico
Antes de iniciar un proceso productivo y de fabricación, las empresas deben
planificar con el fin de determinar la manera, el cómo y el cuándo, y el para qué
campo del mercado se requiere el producto a desarrollar
La investigación del proceso productivo requiere herramientas aplicables a la
investigación y el análisis de las diferentes etapas o ciclos que conforman el proceso
de producción. Al revisar detalladamente todos los aspectos productivos entre
productos y recursos, llegamos al punto de tratar las definiciones del corto plazo y
el largo plazo que aplican para el tema de estudio.
Uno de los pilares en la producción fue el fundador de la reconocida compañía
automotriz Henry Ford, quien desarrollo sistemas de producción muy importantes
en su época que en la actualidad son adoptados por grandes compañías para llegar
a ser lo suficientemente competitivas.
Apoyados en la historia y aplicaciones de Henry Ford en su compañía se conocerá
más a fondo el objetivo de transmitir este concepto tan importante en las compañías
como es la producción.
“Henry Ford (Dearborn, Michigan, 30 de julio de 1863-7 de abril de 1947) fue un
industrial estadounidense, fundador de la compañía automotriz Ford Motor
32
Company y padre de las cadenas de producción modernas utilizadas para la
producción en línea. Como único propietario de la compañía Ford, se convirtió en
una de las personas más conocidas y ricas del mundo. A él se le atribuye el
Fordismo, sistema que se desarrolló entre fines de la década de los 30 y principios
de los 40 y que creó mediante la fabricación de un gran número de automóviles de
bajo costo mediante la producción en línea. Este sistema constaba de la utilización
de maquinaria especializada y un número elevado de trabajadores en plantilla con
salarios elevados.
Este modo de producción resulta rentable siempre que el producto pueda venderse
a un precio bajo en una economía desarrollada.
El fordismo apareció en el siglo XX promoviendo la especialización, la
transformación del esquema industrial y la reducción de costos. Esto último, a
diferencia del taylorismo, se logró no a costa del trabajador sino a través de una
estrategia de expansión del mercado. La idea de sumar la producción en línea a la
producción de mercancías no sólo origino transformaciones sociales sino también
transformaciones culturales que podemos resumir en la idea de cultura de masas o
más media. Como ejemplo se puede hablar de la creación de automóviles en serie,
luego esto giraría al aumento de las ciudades, autopistas y bienes como televisores,
lavadoras, etc.
Ford adoptó tres principios básicos:
Principio de intensificación: consiste en disminuir el tiempo de producción con el
empleo inmediato de los equipos y de la materia prima y la rápida colocación del
producto en el mercado.
Principio de la economicidad: consiste en reducir al mínimo el volumen de materia
prima en transformación.

33
Principio de la productividad: consiste en aumentar la capacidad de producción
del hombre en el mismo período (productividad) mediante la especialización y la
línea de montaje.
Gracias al fordismo se logró, mediante la introducción de la cadena de montaje en
el proceso productivo y la separación entre concepción y ejecución en el proceso
de producción, homogeneizar el ritmo de trabajo, evitar que los obreros pudieran
ejercer control sobre el mismo y, a la vez, aumentar extraordinariamente los niveles
de producción. La técnica suponía la progresiva del saber de los trabajadores
cualificados y transformaba el puesto de trabajo en un conjunto de tareas
perfectamente especificadas que el obrero realizaba de forma mecánica. El
incremento en los ritmos de trabajo y en la productividad permitían la producción en
masa y para que ésta tuviese salida en los mercados era necesario el aumento
simultáneo del poder adquisitivo de los asalariados; ello fue posible gracias a los
altos beneficios que ese sistema de producción garantizaba.
De esta forma se permitía que los trabajadores aumentaran sus niveles de
consumo, lo que hacía posible finalmente dar salida a la propia producción siempre
que se mantuviesen bajos precios y salarios nominales suficientemente elevados.
Se trataba de hacer, como dijo Ford, que los trabajadores fueran los consumidores
de los productos que fabricaban, y de ahí que se hable del "fordismo" como un
sistema de regulación social que comporta tanto un tipo de relación salarial como
una pauta general de consumo. Gracias a él se consiguió un clima generalizado de
consenso social y laboral que permitió mantener elevados los ritmos de acumulación
característicos de la segunda postguerra mundial.
Este modelo de sistemas de producción que dejo Henry Ford, aporto en gran
manera a la industria no solo automotriz si no a la industria manufacturera en
general, llevando al nivel de producción más alto para que una compañía obtenga
su utilidad óptima para su sostenimiento, competitividad y rentabilidad, apoyados en
sistemas de gestión para poder lograr la productividad planeada, para de esta forma

34
dar cumplimiento a los clientes con entregas oportunas y estándares de producción
óptimos para la compañía.
La industria metalmecánica a través de su evolución tecnológica como la creación
de nuevas máquinas entre ellas con sistemas C.N.C (control numérico
computarizado) facilitan los procesos convirtiéndolos en más precisos frente a cada
especificación técnica interna; este campo a pesar de tener dicho avance en temas
tecnológicos no deja de depender de la mano de obra directa para la elaboración y
ejecución de dichos procesos.
GENERACIÓN DEL RIESGO
La importancia de poder cuidarnos de algún riesgo en las empresas es de vital
importancia por tal motivo se quiere concientizar y promover el cuidado de los
trabajadores en las empresas, una de ellas la metalmecánica donde los accidentes
son numerosos, por eso a continuación definiremos la generación del riesgo.
Desde los inicios del ser humano y su posterior evolución, el hombre ha visto la
obligación de tener que ejercer ciertas actividades conocidas comúnmente como
TRABAJO, mediante el trabajo satisface las necesidades básicas como (teoría de
Abraham Maslow), la cual se fundamenta en las necesidades fisiológicas tales como
(alimentación, vestido, techo), es la base y fundamento de la vida social e individual.
En esta búsqueda de cubrir las necesidades básicas más evidentes, hemos visto la
actividad por medio de la cual el hombre se relaciona con la naturaleza para
satisfacer sus ausencias en todos los aspectos, y desarrollarse a plenitud; este
desarrollo asigna un cierto tipo de actividades que generan como resultado un logro
o suplir una necesidad.
Dentro del medio laboral, el asociado interactúa con diferentes condiciones de
trabajo que pueden afectarlo positiva o negativamente. Por eso se dice que el
trabajo puede convertirse en un instrumento tanto de salud como de enfermedad
para el individuo, la UNGRD y la sociedad. Se establece, entonces, una relación

35
directa entre la Salud y el Trabajo, entendida como el vínculo del individuo con la
labor que desempeña y la influencia que sobre la salud acarrea dicha labor [10].
Este conjunto de variables que definen la realización de la tarea y el entorno en que
ésta realiza se denomina Condiciones de Trabajo, constituidas por factores del
medio ambiente, de la tarea y de la entidad. Los efectos desfavorables de las
condiciones de trabajo son los accidentes de trabajo, enfermedades laborales,
ausentismo, rotación de personal y mal clima organizacional, que se traducen en
una disminución de la productividad de la entidad y en un deterioro de la calidad de
vida de los servidores.
La Seguridad y Salud en el Trabajo (SST) es una actividad multidisciplinaria dirigida
a proteger y promover la salud de los servidores mediante la prevención y el control
de enfermedades laborales, accidentes de trabajo, y la eliminación de los factores
y condiciones que ponen en peligro la salud y la seguridad en el trabajo. Además,
procura generar y promover el trabajo sano y seguro, así como buenos ambientes
y organizaciones de trabajo; realzar el bienestar físico, mental y social de los
servidores y respaldar el perfeccionamiento y el mantenimiento de su capacidad de
trabajo.
RECURSO HUMANO O TALENTO HUMANO
La presente investigación se centra en el recurso humano, un componente
importante dentro de las empresas ya que cumple un papel productivo e interesante
dentro del desarrollo económico de las compañías.
Según Idalberto Chiavenato en el documento gestión del talento humano, describe
el concepto así: “La gestión del talento humano es un área muy sensible a la
mentalidad que predomina en las organizaciones. Es contingente y situacional, pues
depende de aspectos como la cultura de cada organización, la estructura
organizacional adoptada, las características del contexto ambiental, el negocio de

36
la organización, la tecnología utilizada, los procesos internos y otra infinidad de
variables importantes” [11].
Situando este concepto en una organización, se puede decir que la gestión del
talento humano en una empresa, radica en la evaluación de las competencias
requeridas y necesarias por un colaborador para la ejecución de los diferentes
procesos creados en una planta de producción; es así, como se determina el perfi l
laboral con el fin de garantizar la capacidad, el desempeño y la productividad que
se requiere para lograr el objetivo.
El mismo autor define aspectos fundamentales de la gestión moderna de personas,
así:
“Son seres humanos: están dotados de personalidad y poseen conocimientos,
habilidades, destrezas y capacidades indispensables para la gestión adecuada de
los recursos organizacionales.
Activadores inteligentes de los recursos organizacionales: las personas son
fuente de impulso propio que dinamizan la organización, y no agentes pasivos,
inertes y estáticos.
Socios de la organización: invierten en la organización esfuerzo, dedicación,
responsabilidad, compromiso, riesgos, etc. Con la esperanza de recibir retornos de
estas inversiones: salarios, incentivos financieros, crecimiento profesional, carrera,
etc. Cualquier inversión solo se justifica cuando trae un retorno razonable.
Los aspectos mencionados nos describen el potencial que se obtiene en la elección
de personas idóneas, ya que estas, van a desarrollar habilidades que redundan en
el beneficio mutuo de una relación laboral estable, dedicada y con un alto sentido
de pertenencia. Es importante recalcar que el principal activo de una empresa es su
Capital Humano.

37
Es importante reconocer que el empleado pasa gran parte de su tiempo dentro de
una empresa, como tal se debe de sentir respetado, importante como esa persona
útil para la compañía.
Cuando hablamos de capacitación al personal nos referimos a que este cuente con
la capacidad técnica para realizar las diferentes labores asignadas y convertirse es
una pieza fundamental para de este modo generar un alto sentido de pertenencia,
respecto a la compañía en la cual labore, es importante influir en que las personas
no se sientan maltratadas por sus superiores dentro de la organización, por este
motivo es de gran valor que las personas tengan en cuenta sus derechos y sus
deberes dentro de las empresas, para que de esta manera se genere un trato digno
y el tiempo que se encuentre laborando sea con un ambiente agradable, que le
ayude a sentirse cómodo para la óptima realización de sus labores.
Como objetivo de la administración del recurso humano el autor Joaquín Rodríguez
Valencia afirma lo siguiente [12]:
“La administración de recursos humanos consiste en la planeación, reclutamiento,
selección, administración de sueldos, capacitación, relaciones laborales, higiene y
seguridad en las organizaciones. Los recursos humanos de una organización
constan de los empleados de todos los niveles, sin importar sus funciones, que
realizan todas las actividades propias del organismo social. Un organismo social
puede ser una empresa industrial, una dependencia publica, un hospital, un hotel,
una universidad, una línea aérea, etc.
El área de recursos humanos debe estar comprometida en brindar al empleado un
ambiente de motivación, para de esta manera en el caso de producción los
colaboradores puedan ser más eficientes a la hora de realizar sus funciones
operacionales de acuerdo con los estándares implantados dentro de la
organización”.

38
4.3 MARCO CONCEPTUAL.
Es de vital importancia para obtener resultados positivos en el proyecto definir
algunos conceptos claves para el desarrollo óptimo de la investigación, para generar
una orientación más concertada y dirigida en los cuales se deben ajustar cada
aspecto determinante de la presente investigación y el área que será objeto de
estudio.
Donde encontramos que Incidente de trabajo son los eventos anormales que se
presentan en una actividad laboral y que conllevan un solo potencial de lesiones o
daños materiales. Cuando este tipo de incidente tiene un alto potencial de lesiones
es necesario investigar las condiciones peligrosas o intervenir en los
comportamientos inseguros.
Este concepto va muy de la mano y además se puede relacionar de una manera
más lógica con Accidente de trabajo que es todo suceso repentino que sobrevenga
por causa del trabajo y que produzca en el trabajador una lesión orgánica, una
perturbación funcional, una invalidez o la muerte. Dicho concepto es aplicable para
entender de una manera lógica la investigación, todo accidente de trabajo debe ser
manejado por la Aseguradora de Riesgos Laborales donde dicha entidad le cubrirá
todos los gastos generados por este tipo de sucesos.
Además, se puede determinar que cada accidente laboral conlleva a una
problemática que afecta a las empresas en su productividad como lo es el
Ausentismo dicho termino está asociado con los días perdidos de labor, incluso las
horas de ausencia en el trabajo por cualquier situación que se presente en cada
colaborador, este ausentismo es generado por la incapacidad temporal que se
refiere cuando a causa de un accidente, el trabajador debe ausentarse de su trabajo
por un periodo de tiempo superior a un día. Durante el tiempo que dure la
incapacidad, el empleado recibirá un subsidio equivalente al 100% de su salario
base de cotización. Dependiendo del accidente y lo que haya sufrido el empleado

39
también existe otro tipo de ausentismo a un más complejo tanto para la persona
como para la empresa llamado Incapacidad permanente que se obtiene cuando la
persona presenta una disminución definitiva, igual o superior al 5%, pero inferior al
50% de su capacidad laboral, para la cual ha sido contratado o capacitado.
También podemos determinar la Capacidad Laboral como el conjunto de las
habilidades, destrezas, aptitudes o potencialidades de orden físico, mental y social
de un individuo que le permite desempeñarse en un trabajo habitual.
Para las empresas es determinante conocer cada factor de riesgo y transmitirlo a
sus colaboradores, esto con el fin de prevenir cualquier suceso anormal a lo laboral,
resumiendo lo anterior relacionamos el concepto de Condición Insegura como todo
elemento de los equipos, la materia prima, las herramientas, las maquinas las
instalaciones o el medio ambiente que se convierte en un peligro para las personas,
los bienes, la operación y que determinadas condiciones pueden generar un
incidente.
Para mirar más a fondo lo relacionado con los riesgos y accidentes relacionamos
un concepto importante como lo son las Consecuencias que se refiere a las
alteraciones negativas en el estado de salud de las personas, así como en las
finanzas e imagen de la empresa. Este tipo de eventos no solo afectan a los
colaboradores que sufren este tipo de sucesos sino también a las empresas debido
al gasto generado para cubrir un empleado que se encuentra incapacitado por el
tiempo que el profesional de la salud estima que es necesario, al igual que a la
imagen de las compañías frente a la competencia y a las entidades competentes
que vigilan este tipo de leyes.
La ley colombiana en seguridad y salud en el trabajo exige a las empresas
conformar un grupo llamado Comité Paritario de Seguridad y Salud en el trabajo
(COPASST) que va dirigido a todas las empresas e instituciones públicas que
tengan a su servicio 10 o más trabajadores, están obligadas a conformar un comité
40
de medicina, higiene y seguridad industrial. Estas personas se encargaran de vigilar
y recibir sugerencias de parte de los colaboradores, para la mejora continua en las
condiciones laborales que se presenten en cada compañía, donde se contará con
capacitación constante para generar una labor óptima para ser eficientes en el
cuidado de cada colaborador donde también depende de los Elementos de
Protección Personal (E.P.P); estos elementos están diseñados para las diferentes
partes del cuerpo , con el fin de proteger a las personas de un peligro al cual están
en contacto directo, pero no eliminan el riesgo al cual están expuestos. Ejemplo:
protección auditiva (tapa oídos), gafas de seguridad, guantes, botas de seguridad,
respiradores mecánicos o de filtro químico, cascos entre otros. Los cuales ayudan
a prevenir en gran parte toda Enfermedad laboral que es todo estado patológico
permanente o temporal que sobrevenga cómo consecuencia obligada y directa de
la clase de trabajo que desempeña el trabajador, en el medio en que se ha visto
obligado a trabajar y que ha sido determinada como tal por el gobierno nacional.
Es importante conocer todos los riesgos a los cuales están expuestos los
colaboradores por tal motivo se interpretar este concepto tan importante el cuidado
de las personas como lo es la Ergonomía que estudia la gran variedad de
problemas que se presentan en la mutua adaptación entre el hombre y la maquina
dicho concepto ayudara también a obtener un nivel más alto de eficiencia donde se
da cuando se utilizan menos recursos para lograr un mismo objetivo de esta manera
se puede proteger al operario y también a la máquina para que se pueda sacar la
mejor utilidad en la mano de obra.
De una manera más explícita podemos definir al Factor de riesgo como la
existencia de elementos, fenómenos, condiciones, circunstancias y acciones
humanas, que encierran una capacidad potencial de producir lesiones o daños y
cuya probabilidad de ocurrencia depende de la eliminación o control del elemento
agresivo. Es importante eliminar todos los sucesos que generen peligro al empleado
por este motivo es significante controlar los sucesos que generen peligro en los
operarios para mejorar su ambiente laboral generando un Grado de Control que
41
son las medidas de prevención y control que la empresa ha puesto en práctica bien
sea en la fuente, en el medio del receptor o trabajador, el grado de control depende
de la probabilidad de ocurrencia de cada evento. Para conocer este tipo de datos
es importante conocer el Grado de Riesgo o Peligrosidad que se genera a través
de datos cuantitativos obtenidos para cada factor de riesgo detectado, que permite
determinar y comparar la potencialidad de daño de un factor de riesgo frente a los
demás.
Además debe relacionarse para evitar todo este tipo de sucesos que generen
riesgos la Higiene Industrial donde se comprende el conjunto de actividades
destinadas a la identificación, evaluación y al control de los agentes y factores del
ambiente de trabajo que puedan afectar la salud de los trabajadores, este concepto
tiene un significado demasiado óptimo para esta investigación ya que parte del
cuidado que se debe generar siempre en los empleados para de esta manera evitar
Incapacidades permanentes que se obtiene cuando la persona presenta una
disminución definitiva, igual o superior al 5%, pero inferior al 50% de su capacidad
laboral, para la cual ha sido contratado o capacitado.
Debido al estricto cuidado que las empresas deben hacer en sus colaboradores por
restricciones medicas se debe al concepto de Medicina del Trabajo se da el
conjunto de actividades medicas destinadas a promover y mejorar la salud del
trabajador, evaluar la capacidad laboral y ubicarlo en lugar de trabajo de acuerdo a
sus condiciones. Esto se da por recomendaciones del profesional de la salud en
este caso medico laboral que es el que determina si el empleado debe ser reubicado
para que dicha enfermedad que padezca no avance y así pueda prevenir la
aparición de más enfermedades que puedan llegar a disminuir su calidad de vida.
Concluyendo en la parte conceptual de nuestra investigación podemos determinar
que para prevenir estos tipos de riesgos se debe sugerir en las compañías
Programas de Polivalencia Laboral donde dicho concepto se conoce también

42
como flexibilidad laboral es la capacidad técnica de los colaboradores, para ejecutar
de manera temporal y por necesidad de la empresa un puesto de trabajo distinto al
que normalmente le asignaron. Partiendo de este concepto es de vital importancia
para las empresas tener personas capacitadas en diferentes laborales, esto les
ayudara a prevenir todo tipo de riesgo ya que el conocimiento juega un papel muy
importante en el desempeño laboral de cada persona generando así un nivel de
confianza adecuado para la ejecución de sus labores.
4.4 MARCO ESPACIAL
La presente investigación se llevará a cabo en una planta metalmecánica ubicada
en la ciudad de Pereira perteneciente al departamento de Risaralda, zona industrial
Pereira-Cerritos.
4.5 MARCO TEMPORAL
Recolección de la información para esta propuesta sobre un plan de prevención de
accidentalidad en una planta metalmecánica en la ciudad de Pereira, se efectuará
en el segundo semestre del año 2018 y el desarrollo de la investigación primer
semestre del año 2019.
4.6 MARCO LEGAL
El cuidado hacia los trabajadores colombianos desde su integridad física como
psicológica es un tema legal, es una obligación para los empleadores velar por la
protección de cada empleado por este motivo el gobierno nacional impone unas
leyes sobre este tema en particular, velando con que cada compañía cumpla con
cada requisito de ley nacional e internacional según las normas establecidas [13]:
43
• Ley 9 de 1979: por la cual se dictan medidas sanitarias. El título III habla de las
disposiciones de la salud ocupacional, y estas son aplicables a todo lugar y clase
de trabajo. Emitido por el Ministerio de Salud y Protección Social.
• Resolución 2400 de 1979: por la cual se establecen algunas disposiciones sobre
vivienda, higiene y seguridad en los establecimientos de trabajo. Emitido por el
Ministerio de trabajo.
• Resolución 8321 de 1983: por el cual se dictan normas sobre protección y
conservación de la audición, de la salud y el bienestar de las personas, por causa
de la producción y emisión de ruidos. Emitido por el Ministerio de Salud y Protección
Social.
• Decreto 614 de 1984: por el cual se determinan las bases para la organización
y administración de Salud Ocupacional en el país. Emitido por el Ministerio de
Trabajo.
• Resolución 2013 de 1986: por la cual se reglamenta la organización y
funcionamiento de los Comités de Medicina, Higiene y Seguridad Industrial en los
lugares de trabajo. Emitido por el Ministerio de trabajo y de salud y de Protección
Social.
• Resolución 1016 de 1989: por la cual se reglamenta la organización,
funcionamiento y forma de los Programas de Salud Ocupacional que deben
desarrollar los patronos o empleadores en el país. Emitido por el Ministerio de
Trabajo y Protección Social.
• Decreto 2177 de 1989: por el cual se desarrolla la Ley 82 de 1988, aprobatoria
del convenio número 159, suscrito con la Organización Internacional del Trabajo,

44
sobre readaptación profesional y el empleo de personas inválidas. Emitido por el
Ministerio de Trabajo y Seguridad Social.
• Resolución 1792 de 1990: por la cual se adoptan valores permisibles para la
exposición ocupacional al ruido. Emitido por el Ministerio de Trabajo y Seguridad
Social.
• Ley 50 de 1990: por la cual se introducen reformas al Código Sustantivo del
Trabajo y se dictan otras disposiciones. Emitido por el Ministerio de Trabajo.
• Ley 100 de 1993: por la cual se crea el sistema de seguridad social integral y se
dictan otras disposiciones. Emitido por el Ministerio de Salud y Protección Social.
• Decreto 1295 de 1994: por el cual se determina la organización y administración
del Sistema General de Riesgos Profesionales. Emitido por el Ministerio de Trabajo
y Protección Social.
• Decreto 1771 de 1994: por el cual se reglamenta parcialmente el Decreto 1295
de 1994. Emitido por el Ministerio de Trabajo y Protección Social.
• Decreto 1772 de 1994: por el cual se reglamenta la afiliación y las cotizaciones
al Sistema General de Riesgos Profesionales. Emitido por el Ministerio de Trabajo
y Seguridad Social.
• Decreto 1281 de 1994: por el cual se reglamentan las actividades de alto riesgo.
Emitido por el ministerio de Trabajo y Seguridad Social.
• Decreto 1832 de 1994: por la cual se adopta la Tabla de Enfermedades
Profesionales. Emitido por el Ministerio y Protección Social.

45
• Ley 181 de 1995: por la cual se dictan disposiciones para el fomento del deporte,
la recreación, el aprovechamiento del tiempo libre y la Educación Física y se crea el
Sistema Nacional del Deporte. Emitido por el Ministerio de Salud y Protección
Social.
• Decreto 1530 de 1996: por el cual se reglamentan parcialmente la Ley 100 de
1993 y el Decreto-Ley 1295 de 1994. Emitido por el Ministerio de Salud y Protección
Social.
• Decreto 1607 de 2002: por la cual se modifica la Tabla de Clasificación de
Actividades Económicas para el Sistema General de Riesgos Profesionales y se
dictan otras disposiciones. Emitido por el Ministerio de trabajo y Seguridad Social.
• Resolución 156 de 2005: por la cual se adoptan los formatos de informe de
accidente de trabajo y de enfermedad profesional y se dictan otras disposiciones.
Emitido por el Ministerio de Protección Social.
• Resolución 1401 de 2007: por la cual se reglamenta la investigación de
incidentes y accidentes de trabajo. Emitido por el Ministerio de Trabajo y Protección
Social
• Resolución 2346 de 2007: por la cual se regula la práctica de evaluaciones
médicas ocupacionales y el manejo y contenido de las historias clínicas
ocupacionales. Emitido por el Ministerio de Trabajo y Protección Social.
• Resolución 2646 de 2008: por la cual se establecen disposiciones y se definen
responsabilidades para la identificación, evaluación, prevención, intervención, y
monitoreo permanente de la exposición a factores de riesgo psicosocial en el trabajo
y para la determinación del origen de las patologías causadas por el estrés
ocupacional. Emitido por el Ministerio del Trabajo y la Protección Social

46
• Resolución 1409 de 2012: por la cual se establece el Reglamento de Seguridad
para protección contra caídas en trabajo en alturas Emitido por el Ministerio del
Trabajo y la Protección Social
• Ley 1562 de 2012: por la cual se modifica el Sistema de Riesgos Laborales y se
dictan otras disposiciones en materia de Salud Ocupacional. Emitido por el
Ministerio de Salud y Protección Social.
• Decreto 1443 de 2014: Por el cual se modifica en parte el Decreto 0614/84, Res
1016/89 entre otros. Emitido por el Ministerio del Trabajo.
• Decreto 472 de 2015: Por el cual se reglamentan los criterios de graduación de
las multas por infracción a las normas de Seguridad y Salud en el Trabajo y Riesgos
Laborales, se señalan normas para la aplicación de la orden de clausura del lugar
de trabajo o cierre definitivo de la empresa y paralización o prohibición inmediata de
trabajos o tareas y se dictan otras disposiciones. Emitido por el Ministerio del
Trabajo
• Decreto 1072 de 2015: Decreto Único Reglamentario del Sector Trabajo, regula
desde las competencias del Ministerio de Trabajo, hasta las relaciones laborales
individuales, abordando temas como la jornada de trabajo suplementario, las
vacaciones, los riesgos laborales, juntas de calificación de invalidez, entre otros.
Este decreto aplica para las entidades del sector trabajo, así como las relaciones
jurídicas derivadas de los vínculos laborales y a las personas naturales o jurídicas
que en ellas intervienen. Emitido por el Ministerio del Trabajo.
• Resolución 0312 de 2019: Por la cual se definen los Estándares Mínimos del
Sistema de Gestión de Seguridad y Salud en el Trabajo para empleadores y
contratantes.

47
5. DISEÑO METODOLÓGICO
5.1 TIPO DE ESTUDIO
El presente estudio es de tipo exploratorio debido a que los presentes
investigadores utilizaran el conocimiento basado en la prevención de accidentalidad
en una planta metalmecánica, el cual se realiza a través de la observación directa y
48
recolección de información, basados en los análisis que nos aportaran para llegar a
cada objetivo con el fin de hacer diferentes evaluaciones sobre la situación actual y
poder generar recomendaciones para la mejora continua de este sistema de
gestión.
También se puede afirmar que esta investigación es de tipo descriptivo debido a
que sus investigadores aplicaran técnicas adecuadas de recolección de información
para lograr el alcance de los objetivos propuestos y de esta manera identificar
algunos comportamientos y actitudes de la población.
5.2 MÉTODO DE INVESTIGACIÓN
5.2.1 Método de observación
En este estudio utilizaremos este método de observación debido a que se
evidenciara los hechos y las acciones que convierten el ambiente laboral en un
ambiente peligroso, la falta de capacitación al personal en diferentes operaciones,
la identificación de los tipos de riesgo, para llegar al cumplimiento de los objetivos
propuestos en la presente investigación de prevención y lograr el resultado
esperado a lo propuesto.
5.2.2 Método inductivo
En este estudio observaremos el fenómeno en particular en este caso es la
accidentalidad laboral, donde se utilizarán las conclusiones adecuadas aplicables
para determinar el problema en las situaciones similares que se presentan, basado
en las diferentes condiciones. Este método nos llevara a un análisis más coherente
y ordenado, el cual nos brindara una solución al problema planteado, una forma de
llevar acabo el método inductivo es proponer mediante las diversas observaciones
de los sucesos que se han presentado.

49
5.2.3 Método deductivo
Este método nos ayudara a establecer las conclusiones reales que tienen validez
con el fin de identificar el clima organizacional en la compañía, permitiendo conocer
su influencia desde lo particular hasta lo general observando las diferentes
problemáticas generadas en esta investigación, además nos ayudara a conocer las
diferentes verdades universales.
5.2.4 Método de análisis y síntesis
Este método nos ayudara a conocer con más profundidad las realidades con las
que nos enfrentaremos en el presente estudio, para conocer todos los elementos
fundamentales y las relaciones que existen entre causa y efecto en los diferentes
problemas de nuestro objeto de investigación, se realizara de las diferentes
problemáticas que se presentan en la planta metalmecánica para de esta manera
analizarlas individualmente y poder llegar a la conclusión idónea en la solución de
los diferentes incidentes.
5.3. POBLACIÓN
La población es el objeto principal de esta investigación, en nuestro caso de estudio
se realizará censo a todos los trabajadores de la planta metalmecánica por tanto no
aplica la muestra.
5.4 FUENTES, TECNICAS E INSTRUMENTOS PARA LA RECOLECCION DE
LA INFORMACION
5.4.1. Fuentes Primarias
Para la recolección de información en nuestra investigación se utilizará las fuentes
de técnicas primarias partiendo de libros y otras investigaciones similares a la
presente.
5.4.2 Fuentes Secundarias
De igual manera utilizaremos fuentes técnicas de información secundarias ya que
en la planta metalmecánica se debe de realizar las encuestas, la ejecución de un
cronograma de actividades para la recolección de la información real en nuestro

50
caso de estudio además los datos que la compañía posee frente a los accidentes
relacionados en la planta metalmecánica.
5.4.3Tratamiento de la información
Para esta investigación la información se analizará a través de técnicas estadísticas
que permitan establecer patrones de comportamiento y definir acciones que ayuden
al desarrollo del proyecto.
6. RECOLECCIÓN, ORDENAMIENTO Y PRESENTACIÓN DE INFORMACIÓN

51
6.1 RECOLECCIÓN Y ANÁLISIS DE INFORMACIÓN SOBRE ACCIDENTALIDAD
La recolección de la información suministrada por la Jefe de Seguridad y Salud en
el Trabajo fue muy óptima, para los resultados y análisis generado para análisis de
la accidentalidad.
De esta manera se logró identificar el número de accidentes, días de incapacidad,
naturaleza de la lesión y las partes del cuerpo afectadas; la información
suministrada corresponde a los sucesos que se generaron desde los años 2016,
2017, hasta el mes de octubre de 2018; esto nos permite identificar el tipo de
accidentes más frecuentes en la planta metalmecánica para de esta manera realizar
nuestra investigación con el fin de plantear nuevas metodologías que ayuden a la
prevención de la accidentalidad.
El acercamiento con la gerencia de gestión humana, fue demasiado importante
donde se dialogó con la Gerente encargada solicitando su autorización para
suministrar todo tipo de información perteneciente a la compañía en este caso sobre
accidentalidad, el resultado de este acercamiento fue positivo ya que el proyecto
generó una gran importancia en cuanto a lo planteado, para de esta manera
cooperar para la prevención de la accidentalidad que se presenta en la planta
metalmecánica.
6.1.1 Revisión y análisis de accidentalidad año 2016
Tabla1. Accidentalidad año 2016

52
Fuente. Elaboración propia
grafica 1 . Accidentalidad y días de incapacidad año 2016
Fuente. Elaboración propia

53
En el año 2016 ocurrieron un total de 28 accidentes que generaron 285 días de
incapacidad, algo que en la compañía generó una gran preocupación ya que los
accidentes ocurridos fueron muy repetitivos, dónde podemos observar que en los
meses de enero, febrero y mayo el gran número de accidentes respecto a los demás
meses. La sección que mas generó accidentes fue la de maquinado un área donde
existen diferentes tipos de riesgos, entre ellos el mas representativo es el mecánico
puesto que existen maquinas herramientas como troqueladoras, cizallas de
funcionamiento mecánico y eléctrico.
Tabla 2. Tabla 1Lesiones año 2016
Fuente. Elaboración propia
Gráfico 2. grafica 2 Lesiones año 2016

54
Fuente. Elaboración propia En el año 2016 la naturaleza de la lesión que más generó accidentes fue la de
herida, donde se reportaron 9 de los 23 accidentes obteniendo un 39%, seguido de
contusión donde se reportaron 7 de los 23 accidentes obteniendo un 30%, estos
fueron los factores más representativos en naturaleza de la lesión en el año 2016.
Tabla 3. Tabla 2 Parte del cuerpo afectada en accidentes año 2016
Fuente. Elaboración propia
Gráfico 3. grafica 3Parte del cuerpo afectada en accidentes año 2016
Fuente. Elaboración propia

55
En el año 2016 se puede evidenciar que la parte del cuerpo mas afectada fueron
los dedos con un total de 14 accidentes reportados obteniendo un 50% respecto al
total de accidentes que se reportaron en total 28, seguido de las manos con un total
de 5 accidentes lo que representa un 18%, en este caso se concluyen que los dedos
y las manos son las partes del cuerpo mas afectadas debido a las labores que son
manuales donde se refleja el alto porcentaje de exposición de esta parte del cuerpo
respecto a las otras partes, la falta de conciencia, el cuidado, el exceso de confianza
y el inadecuado uso de los elementos de protección personal llevan a generar este
tipo de accidentes en el personal operativo.
6.1.2 Revisión y análisis de accidentalidad año 2017
Tabla 4. Tabla 3 Accidentalidad año 2017
Fuente. Elaboración propia

56
Gráfica 4. grafica 4 Accidentalidad y días de incapacidad año 2017
Fuente. Elaboración propia
El año 2017 se inicia la campaña “90 días sin accidentes” una campaña donde se
busca motivar al personal en el autocuidado, para de esta manera reducir el número
de accidentes. Como se puede observar en la gráfica los accidentes disminuyeron
significativamente, pero con un valor negativo el número de días de incapacidad,
siendo el mes de octubre con más accidentes y mayo con más días de incapacidad
aunque se disminuyó la accidentalidad positivamente el ausentismo debido a estos
sucesos no generan los resultados que se esperaba a través de la campaña, una
vez más la sección de maquinado el área con mas accidentalidad debido al alto
riesgo que están expuestos los operarios y la falta de conciencia de los mismos.
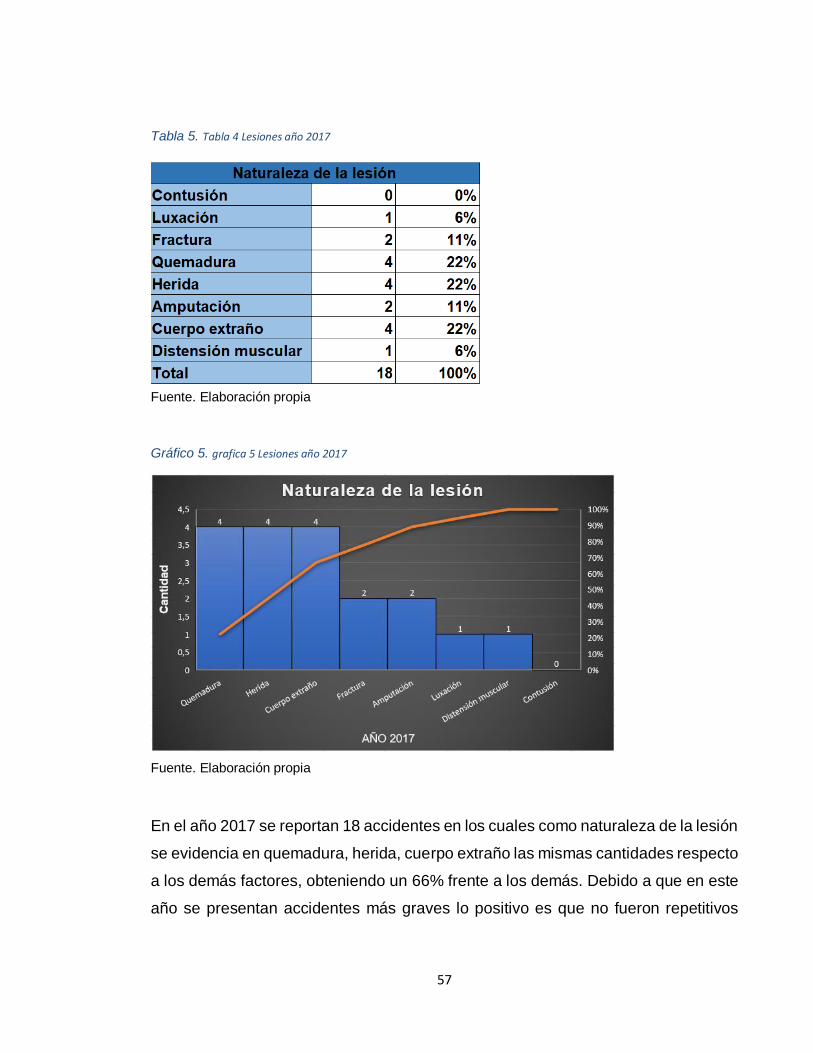
57
Tabla 5. Tabla 4 Lesiones año 2017
Fuente. Elaboración propia
Gráfico 5. grafica 5 Lesiones año 2017
Fuente. Elaboración propia
En el año 2017 se reportan 18 accidentes en los cuales como naturaleza de la lesión
se evidencia en quemadura, herida, cuerpo extraño las mismas cantidades respecto
a los demás factores, obteniendo un 66% frente a los demás. Debido a que en este
año se presentan accidentes más graves lo positivo es que no fueron repetitivos
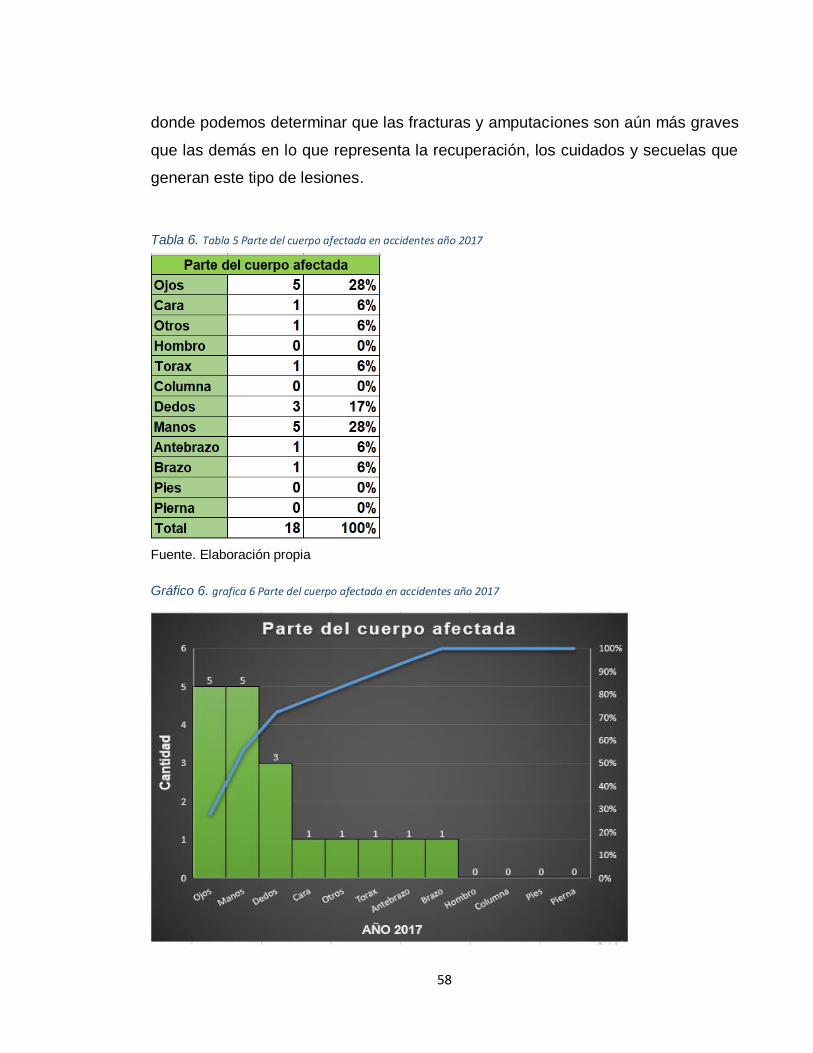
58
donde podemos determinar que las fracturas y amputaciones son aún más graves
que las demás en lo que representa la recuperación, los cuidados y secuelas que
generan este tipo de lesiones.
Tabla 6. Tabla 5 Parte del cuerpo afectada en accidentes año 2017
Fuente. Elaboración propia
Gráfico 6. grafica 6 Parte del cuerpo afectada en accidentes año 2017

59
Fuente. Elaboración propia En este año podemos analizar una de las partes del cuerpo más afectada como
fueron los ojos donde se llega a la conclusión de la mala utilización de los elementos
de protección por parte de los operarios, en este caso gafas de seguridad y caretas
faciales las cuales protegen cuando se realizan operaciones de pulido con
herramientas manuales, las manos y los dedos nuevamente son de las partes más
afectadas respecto al año anterior donde se generó en su mayoría este tipo de
sucesos. Esta problemática nuevamente evidencia la falta de conciencia en los
operarios, el cuidado y el exceso de confianza, además la falta de controles por
parte de jefes de sección, brigadistas y personal de seguridad y salud en el trabajo
para mitigar estos eventos en cuanto al trabajo seguro de la planta metalmecánica.
6.1.3 Revisión y análisis de accidentalidad año 2018
Tabla 7. Tabla 6 Accidentalidad año 2018

60
Fuente. Elaboración propia
Gráfica 7. grafica 7 Accidentalidad y días de incapacidad año 2018
Fuente. Elaboración propia
El año 2018 ha sido el mas representativo en cuanto a disminución de
accidentalidad en la planta, ya que los accidentes que han sufrido algunos de los
operarios han sido graves generando un alto índice de días de incapacidad debido
a este tipo de sucesos. Lo que se puede evidenciar es la gravedad de estos
accidentes, la falta de conciencia en cada persona en utilizar los elementos de
protección personal de una manera correcta todo este tipo de anormalidades han
llevado a que este tipo de sucesos se conviertan en eventos demasiado peligrosos
para el cuidado y la salud de los trabajadores. En este año mayo ha sido el mes con
mas accidentes 4 en total, además podemos evidenciar el mes de febrero con un
solo accidente que genera 150 días de incapacidad en el operario.

61
Tabla 8. Tabla 7 Lesiones año 2018
Fuente. Elaboración propia
Gráfico 8. grafica 8 Lesiones año 2017
Fuente. Elaboración propia
En lo que va transcurrido de este año 2018 se puede evidenciar en la naturaleza de
la lesión el factor con mas frecuencia es el de cuerpo extraño obteniendo un 29%

62
con una cantidad de 5 accidentes, este motivo se da por la utilización inadecuada
de los elementos de protección personal en este caso gafas de seguridad y caretas
faciales al momento de realizar operaciones de pulido con herramientas manuales,
seguido de contusión, fractura y herida con el mismo número de accidentes
reportados obteniendo un 54% de accidentalidad lo que ha llevado a analizar aún
más las causas generadas para prevenir este tipo de accidentes los cuales generan
un alto índice de incapacidad no óptimo para la compañía.
Tabla 9. Tabla 8 Parte del cuerpo afectada en accidentes año 2018
Fuente. Elaboración propia

63
Gráfico 9 grafica 9 . Parte del cuerpo afectada en accidentes año 2018
Fuente. Elaboración propia
En este año 2018 podemos nuevamente evidenciar la frecuencia de las partes del
cuerpo afectada como lo son las manos y los dedos, debido a la exposición de los
operarios en manipulación de herramientas manuales, laminas de acero, la falta de
autocuidado nuevamente genera un resultado desfavorable, donde se presenta un
alto número de accidentes reportados en dedos 7 accidentes y manos 3 accidentes
obteniendo un total de 10 eventos reportados con un 59% de estimación, por otro
lado los ojos otra parte del cuerpo afectada significativamente con un total de 5
accidentes reportados con un 29% es preocupante estas cifras ya que estos
accidentes tienen un alto índice de gravedad en los cuales los operarios pueden
llegar a sufrir graves consecuencias no solo físicas si no psicológicas además el
gran número de días de incapacidad.

64
6.1.4 Consolidado de la accidentalidad y días de incapacidad en los años 2016,
2017 y 2018 (de enero a octubre).
Tabla 9 Tabla 10. Consolidado número de accidentes por año
Fuente. Elaboración propia
Gráfico 10grafica 10 . Consolidado número de accidentes por año
Fuente. Elaboración propia
Esta gráfica representa la diferencia por año en cuanto al numero de accidentes,
siendo 2016 el año con mas accidentes reportados, 2017 un año muy parecido en
resultados de accidentes respecto al año 2018.

65
Gráfico 11. grafica 11 Consolidado días de incapacidad por año
Fuente. Elaboración propia
En esta gráfica se puede evidenciar que aunque el 2016 fue el año donde mas
accidentes ocurrieron, fue el año con menos dias de incapacidad, donde el 2017
con solo 18 accidentes genera 550 dias de incapacidad con un porcentaje del 45%
seguido del año 2018 con un total de 380 dias de incapacidad y con un porcentaje
del 31% , con esto podemos concluir la gravedad de los accidentes del año 2017
por el numero de dias de incapacidad.
6.2 METODOLOGÍA PARA ANÁLISIS DE CAUSAS DE ACCIDENTES

66
6.2.1 Metodologías existentes para análisis de accidentes
Se realiza investigación de bibliografía relacionada con el tema de análisis de
accidentes laborales, en la biblioteca y a través de internet; y se encuentran tres
metodologías diferentes, las cuales se presentan a continuación en el siguiente
cuadro comparativo.
Tabla 11Tabla 10 . Cuadro comparativo de metodologías para análisis de accidentes
Fuente. Elaboración propia
6.2.2 Metodología propuesta para el análisis de accidentes e incidentes en la
organización
Luego de la revisión bibliográfica sobre las metodologías existentes para el análisis
de causas de accidentes e incidentes de trabajo; se elabora un procedimiento donde
67
se define el paso a paso a seguir cuando ocurra un evento en la planta
metalmecánica, y se crean formatos para el reporte de estos eventos. (Anexo 1)
6.3 IDENTIFICACIÓN DE LOS RIESGOS OPERATIVOS DE LA PLANTA
METALMECÁNICA Y DETERMINACIÓN DE CONTROLES PARA MITIGARLOS.
Para la identificación de los riesgos operativos de la planta metalmecánica, se
elabora un procedimiento que establece la metodología para identificar, prevenir,
evaluar, valorar y controlar los peligros y riesgos. (Anexo 2).
Igualmente se realiza la identificación de los riesgos en la Matriz de peligros y
riesgos, donde se realiza reconocimiento del proceso, la identificación del peligro
con sus posibles efectos y los controles actuales existentes; la valoración del riesgo
evaluando su deficiencia, exposición, probabilidad, consecuencia e intervención;
criterios para establecer controles como el número de empleados expuestos, tiempo
de exposición, peor consecuencia ocurrida, y si se tiene un requisito legal asociado;
tratamiento de los riesgos: eliminación, sustitución, controles de ingeniería,
controles administrativos, y equipos y/o elementos de protección personal.
A continuación, se presenta la matriz de peligros y riesgos.

68
EFECTOS
POSIBLES
Rutinaria
No R
utinaria
Descripció
n
Cla
sific
ació
n
Salud Fuente Medio Individuo
Niv
el de D
eficie
ncia
(N
D)
Niv
el de E
xposic
ión (
NE
)
Niv
el de P
robabili
dad (
ND
*NE
)
Inte
rpre
tació
n d
el N
ivel de P
robabili
dad
Niv
el de C
onsecuencia
Niv
el de R
iesgo e
Inte
rvenció
n (
NR
)
Inte
rpre
tació
n d
el N
ivel de R
iesgo
MaquinadoCorte / Laser / Doblado /
Aplicación de soldaduraX Ruido Físico
Pérdida de
audicion,dolor de
cabeza
no existe inspecciones EPP 6 2 12 ALTO 10 120 III MEJORABLE
Maquinado Troquelado X Vibración Físico
Sindrome tunel del
carpo,perdida de
sensibilidad
no existe no existe no existe 6 1 6 MEDIO 10 60 III MEJORABLE
Maquinado /
ArmadoAplicación de soldadura X Gases y vapores Químico
Problemas
pulmonaresno existe no existe EPP 6 2 12 ALTO 25 300 II
ACEPTABLE
CON
CONTROL
ESPECIFICO
Maquinado /
ArmadoAplicación de soldadura X Humos metálicos Químico
Problemas
pulmonaresno existe no existe EPP 6 2 12 ALTO 25 300 II
ACEPTABLE
CON
CONTROL
ESPECIFICO
Maquinado /
ArmadoAplicación de soldadura X
Desprendimiento de
chispas y riesgo por
incendio en
manipulación de
equipos
Tecnológico
Incendio,
quemaduras a
terceras personas
no existe no existe
EPP
Capacitación
manipulación
de productos
2 4 8 MEDIO 10 80 III MEJORABLE
PinturaAplicación Chorro Granalla /
PinturaX Ruido Físico
Pérdida de
audicion,dolor de
cabeza
no existe inspecciones EPP 6 2 12 ALTO 10 120 III MEJORABLE
PinturaAplicación Chorro Granalla /
PinturaX Material particulado Químico
Problemas
pulmonaresno existe no existe EPP 6 2 12 ALTO 25 300 II
ACEPTABLE
CON
CONTROL
ESPECIFICO
Pintura Pintura XLíquidos
(Nieblas y Rocíos)Físico
Problemas
pulmonaresno existe no existe EPP 6 2 12 ALTO 25 300 II
ACEPTABLE
CON
CONTROL
ESPECIFICO
MATRIZ DE PELIGROS Y RIESGOS
PROCESO ACTIVIDAD
RECONOCIMIENTO DEL PROCESO IDENTIFICACIÓN DEL PELIGRO
AC
EP
TA
BIL
IDA
D D
EL
RIE
SG
O
VALORACIÓN DEL RIESGO
CLASIFICACIÓ
N
PELIGRO
(fuente, situación o acto)CONTROL EXISTENTES EVALUACIÓN DEL RIESGO
Tabla 12. Tabla 11 Matriz de peligros y riesgos
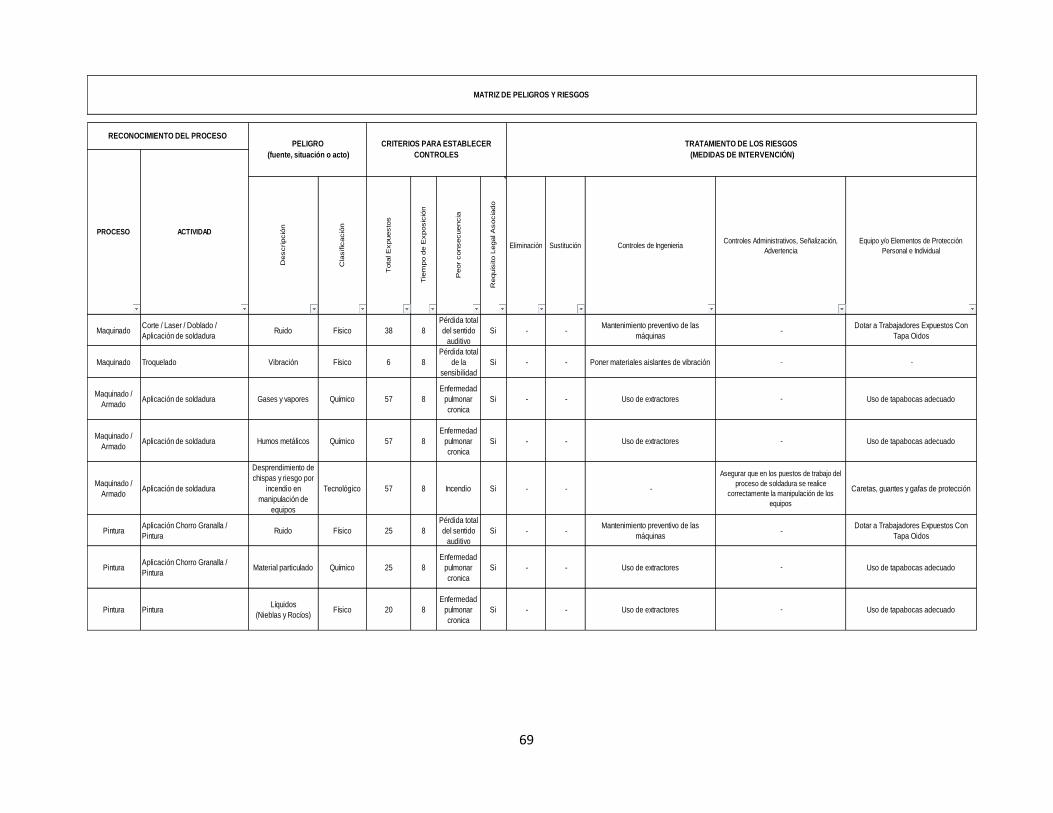
69
Descripció
n
Cla
sific
ació
n
Tota
l E
xpuesto
s
Tie
mpo d
e E
xposic
ión
Peor
consecuencia
Requis
ito L
egal A
socia
do
Eliminación Sustitución Controles de IngenieriaControles Administrativos, Señalización,
Advertencia
Equipo y/o Elementos de Protección
Personal e Individual
MaquinadoCorte / Laser / Doblado /
Aplicación de soldaduraRuido Físico 38 8
Pérdida total
del sentido
auditivo
Si - - Mantenimiento preventivo de las
máquinas -
Dotar a Trabajadores Expuestos Con
Tapa Oidos
Maquinado Troquelado Vibración Físico 6 8
Pérdida total
de la
sensibilidad
Si - - Poner materiales aislantes de vibración - -
Maquinado /
ArmadoAplicación de soldadura Gases y vapores Químico 57 8
Enfermedad
pulmonar
cronica
Si - - Uso de extractores - Uso de tapabocas adecuado
Maquinado /
ArmadoAplicación de soldadura Humos metálicos Químico 57 8
Enfermedad
pulmonar
cronica
Si - - Uso de extractores - Uso de tapabocas adecuado
Maquinado /
ArmadoAplicación de soldadura
Desprendimiento de
chispas y riesgo por
incendio en
manipulación de
equipos
Tecnológico 57 8 Incendio Si - - -
Asegurar que en los puestos de trabajo del
proceso de soldadura se realice
correctamente la manipulación de los
equipos
Caretas, guantes y gafas de protección
PinturaAplicación Chorro Granalla /
PinturaRuido Físico 25 8
Pérdida total
del sentido
auditivo
Si - - Mantenimiento preventivo de las
máquinas -
Dotar a Trabajadores Expuestos Con
Tapa Oidos
PinturaAplicación Chorro Granalla /
PinturaMaterial particulado Químico 25 8
Enfermedad
pulmonar
cronica
Si - - Uso de extractores - Uso de tapabocas adecuado
Pintura PinturaLíquidos
(Nieblas y Rocíos)Físico 20 8
Enfermedad
pulmonar
cronica
Si - - Uso de extractores - Uso de tapabocas adecuado
MATRIZ DE PELIGROS Y RIESGOS
RECONOCIMIENTO DEL PROCESO
PROCESO ACTIVIDAD
PELIGRO
(fuente, situación o acto)
CRITERIOS PARA ESTABLECER
CONTROLES
TRATAMIENTO DE LOS RIESGOS
(MEDIDAS DE INTERVENCIÓN)

70
EFECTOS
POSIBLES
Rutin
aria
No R
utin
aria
Descripció
n
Cla
sifi
cació
n
Salud Fuente Medio Individuo
Niv
el d
e D
efic
iencia
(N
D)
Niv
el d
e E
xposic
ión (
NE
)
Niv
el d
e P
robabili
dad (
ND
*NE
)
Inte
rpre
tació
n d
el N
ivel d
e P
robabili
dad
Niv
el d
e C
onsecuencia
Niv
el d
e R
iesgo e
Inte
rvenció
n (
NR
)
Inte
rpre
tació
n d
el N
ivel d
e R
iesgo
Todos los
procesosTodas las actividades X
Manipulación de
cargasBiomecánicas
Enfermedades
Osteomusculares,
Fatiga
no existe inspecciones no existe 2 1 2 BAJO 25 50 III MEJORABLE
Todos los
procesosTodas las actividades X
Mecánico
(elementos o partes
de maquinas)
Condiciones
de seguridad
cortaduras,
perdida de
falanges,infeccion
Guardas de
seguridadno existe EPP 2 1 2 BAJO 10 20 IV ACEPTABLE
Todos los
procesosTodas las actividades X
Locativo
(caídas al mismo
nivel)
Condiciones
de seguridad
Contusiones,
traumas de tejidos
blandos
Antideslizantes no existe no existe 2 3 6 MEDIO 25 150 II
ACEPTABLE
CON
CONTROL
ESPECIFICO
Todos los
procesosTodas las actividades X Movimiento repetitivo Biomecánicas
Sindrome del tunel
del carpo,
epicondilitis,
tenosinovitis
no existe no existe
Posibilidad de
alternar
posturas
2 3 6 MEDIO 10 60 III MEJORABLE
Todos los
procesosTodas las actividades X Posturas prolongadas Biomecánicas
Alteraciones
osteomuscularesno existe no existe Pausas Activas 2 4 8 MEDIO 10 80 III MEJORABLE
Todos los
procesosTodas las actividades X
Condiciones de la
tareaPsicosocial Estrés Laboral no existe no existe Pausas Activas 2 3 6 MEDIO 10 60 III MEJORABLE
Todos los
procesosTodas las actividades X Sismo / Terremoto
Fenómenos
naturalesno existe no existe
Entrenamiento
previo2 3 3 9 ALTO 25 225 II
ACEPTABLE
CON
CONTROL
ESPECIFICO
Todos los
procesosTodas las actividades X Vendaval
Fenómenos
naturalesno existe no existe
Entrenamiento
previo2 3 3 9 ALTO 25 225 II
ACEPTABLE
CON
CONTROL
ESPECIFICO
Todos los
procesosTodas las actividades X Inundación
Fenómenos
naturalesno existe no existe
Entrenamiento
previo2 3 3 9 ALTO 25 225 II
ACEPTABLE
CON
CONTROL
ESPECIFICO
Todos los
procesosTodas las actividades X Inundación
Fenómenos
naturalesno existe no existe
Entrenamiento
previo2 3 3 9 ALTO 25 225 II
ACEPTABLE
CON
CONTROL
ESPECIFICO
MATRIZ DE PELIGROS Y RIESGOS
PROCESO ACTIVIDAD
RECONOCIMIENTO DEL PROCESO IDENTIFICACIÓN DEL PELIGRO
AC
EP
TA
BIL
IDA
D D
EL
RIE
SG
O
VALORACIÓN DEL RIESGO
CLASIFICACIÓ
N
PELIGRO
(fuente, situación o acto)CONTROL EXISTENTES EVALUACIÓN DEL RIESGO

71
Descripció
n
Cla
sifi
cació
n
Tota
l Expuesto
s
Tie
mpo d
e E
xposic
ión
Peor
consecuencia
Requis
ito L
egal A
socia
do
Eliminación Sustitución Controles de IngenieriaControles Administrativos, Señalización,
Advertencia
Equipo y/o Elementos de Protección
Personal e Individual
Todos los
procesosTodas las actividades
Manipulación de
cargasBiomecánicas 124 8
Enfermedad
es Por
Trauma
Acumulativo
SI - - - Capacitación de levantamiento de cargas Fajas lumbares
Todos los
procesosTodas las actividades
Mecánico
(elementos o partes
de maquinas)
Condiciones
de seguridad124 8
Amputacione
s - - Guardas de seguridad en máquinas
Capacitacion sobre manejo seguro de
máquinas -
Todos los
procesosTodas las actividades
Locativo
(caídas al mismo
nivel)
Condiciones
de seguridad124 8 Fracturas Si - -
Señalización en piso de escalones y/o
escaleras fijas.
Realizar campaña de sensibilización
hacia el autocuidado -
Todos los
procesosTodas las actividades Movimiento repetitivo Biomecánicas 124 8
Afección del
tunel del
carpo
Si - - -
Continuidad con la implementación de
pausas activas.
Realizar capacitación en higiene postural
-
Todos los
procesosTodas las actividades
Posturas
prolongadasBiomecánicas 124 8
Alteraciones
y problemas
circulatorios
Si - - - Continuidad con la implementación de
pausas activas -
Todos los
procesosTodas las actividades
Condiciones de la
tareaPsicosocial 124 8
Incapacidad
por estrés
laboral
Si - -
Evaluar riesgo psicosocial de acuerdo a
Ley 1010 de 2006, reglamentada por
resolución 2646 de 2008 Por la cual se
establecen disposiciones para identificar,
evaluar y controlar del riesgo psicosocial
Realizar dos veces al año jornadas
lúdicas de capacitación en trabajo en
equipo, comunicación, manejo del estrés,
manejo de conflictos e integración en
lugares externos a la edificación
-
Todos los
procesosTodas las actividades Sismo / Terremoto
Fenómenos
naturales124 8
Graves
pérdidas de
personal y de
inventarios
Si - Planes de
evacuación -
Señalización de Salidas y Planes de
Emergencia -
Todos los
procesosTodas las actividades Vendaval
Fenómenos
naturales124 8
Graves
pérdidas de
personal y de
inventarios
Si - Planes de
evacuación -
Señalización de Salidas y Planes de
Emergencia -
Todos los
procesosTodas las actividades Inundación
Fenómenos
naturales124 8
Graves
pérdidas de
personal y de
inventarios
Si - Planes de
evacuación -
Señalización de Salidas y Planes de
Emergencia -
Todos los
procesosTodas las actividades Inundación
Fenómenos
naturales124 8
Graves
pérdidas de
personal y de
inventarios
Si - Planes de
evacuación -
Señalización de Salidas y Planes de
Emergencia -
MATRIZ DE PELIGROS Y RIESGOS
RECONOCIMIENTO DEL PROCESO
PROCESO ACTIVIDAD
PELIGRO
(fuente, situación o acto)
CRITERIOS PARA ESTABLECER
CONTROLES
TRATAMIENTO DE LOS RIESGOS
(MEDIDAS DE INTERVENCIÓN)
Fuente. Elaboración propia

72
6.4 PROGRAMA DE POLIVALENCIA
6.4.1 Metodologías existentes para el programa de polivalencia
“La polivalencia laboral es la capacidad técnica de algunos trabajadores, para
llevar a cabo de manera temporal y por necesidad del servicio un puesto de trabajo
distinto al que normalmente le corresponde. La formación del trabajador desempeña
una función importante a la hora de demostrar su polivalencia laboral. La mejora de
los conocimientos y especialización del trabajador han de ser una constante, pero
ello no ha de suponer el abandono de la formación en los campos adyacentes al
suyo.
Con estas palabras se presenta el concepto de polivalencia laboral, una idea que
bien entendida y delimitada puede conllevar beneficios tanto para el trabajador
como la empresa. La polivalencia puede conllevar la demostración por parte de un
trabajador de sus aptitudes para desempeñar trabajos diferentes al suyo, lo que
puede convertirse en un ascenso dentro de la empresa.” [14]
Partiendo de este concepto sobre la teoría de la polivalencia, se puede percibir de
una manera más óptima la importancia que ha tenido este método en la industria.
Cabe destacar la optimización del recurso humano que implementa la polivalencia
laboral convirtiéndose en algo demasiado vital para las compañías manufactureras
en la antigüedad hasta el día de hoy no solamente es de beneficio para las
empresas también llega a ser un gran beneficio para cada colaborador ya que a
través de este método puede alcanzar nuevos conocimientos que aportarán a más
conocimientos técnicos en diferentes funciones obteniendo de esta manera un
crecimiento no solo laboral si no también personal en la persona que lo llevará a
que su trayectoria laboral sea en obtención de conocimientos más enriquecida.
“Las formas de división del trabajo taylorista/fordista continúan siendo dominantes
en las industrias textil y de calzado. El trabajo polivalente es muy incipiente y

73
concentrado en pocas empresas, resultado de cambios tecnológicos y
organizacionales limitados y que llegan bastante atrasados en relación al resto de
la industria. El contexto general se caracteriza por el trabajo simplificado y sujeto al
ritmo de las máquinas o esteras de montaje. Ambos sectores enfrentan una
situación crítica desde la abertura comercial de 1990 y han recurrido mucho más a
asegurar su competitividad a través del uso de fuerza de trabajo barata que a través
del ensayo de formas de flexibilidad interna.
Antes de realizar una evaluación de conjunto de los cambios en la división del
trabajo, debemos considerar que las tendencias de desarrollo de la polivalencia no
están libres de contra-tendencias. El movimiento en dirección de la ampliación del
trabajo coexiste con movimientos que actúan en sentido contrario, simplificando las
actividades realizadas por los trabajadores polivalentes.” [15]
Es importante conocer la historia de la manufactura para obtener con más claridad
la necesidad de el porque la polivalencia, partiendo de las teorías de Henry Ford
podemos entender la vitalidad de que las compañías manufactureras cuenten con
colaboradores polivalentes, ya que estos se convierten en unos “apaga incendios”
dentro de cada proceso, sin embargo en la planta metalmecánica se ha tomado este
método como óptimo para el aumento de la productividad, el control total de calidad
y la prevención de la accidentalidad que de una manera u otra no solo afecta a la
persona física y psicológicamente sino también a las empresas en gastos de
sustitución de ausentismo por incapacidades que genera este fenómeno tan
despreciable como lo son los accidentes laborales. [16]
Beneficios de la polivalencia laboral:
“La polivalencia puede darse cuando se asume que el trabajador polivalente es
capaz de llevar a cabo cualquier tarea: La polivalencia laboral es una característica
destacable del trabajador y no ha de suponer una carga para éste. En ningún caso
se ha de concebir la polivalencia del trabajador como una fórmula mágica para
74
ahorrarse uno o más sueldos, saturando la jornada laboral del trabajador. El
trabajador polivalente, se adapta a las necesidades de la empresa, y por tanto ha
de tener el derecho de percibir el salario del puesto opuestos asumidos, y las tareas
asignables al han de estar siempre delimitadas dentro de su profesión.” [14]
Dentro de los beneficios que se tiene al implementar este tipo de métodos de
producción como lo es la polivalencia laboral, nos podemos referir a suplir
necesidades dentro de los procesos de producción, si se tiene en cuenta la
importancia que es cubrir un puesto de trabajo cuando la persona que lo ejerce se
ausenta dentro de una línea de producción, se puede concluir que trae muchos
beneficios tener en dichos equipos de trabajos personas polivalentes, ya que estos
se pueden rotar de una manera eficiente para de esta manera cumplir con los
pedidos internos y externos que se tienen establecidos en las compañías.
Seguido de este tipo de beneficios podemos referirnos además al de la prevención
de la accidentalidad puesto que, al tener más personas capacitadas en diferentes
actividades de las líneas de producción, estos pueden ayudar a prevenir accidentes
puesto que se convertirían en colaboradores que aportarían su conocimiento para
vigilar y controlar la concurrencia de actos inseguros que pueden ocasionar
accidentes laborales.
Ventajas de la polivalencia
“La polivalencia se ha impuesto en las organizaciones principalmente por un motivo
económico. Y es que, ciertamente, su principal punto a favor es el ahorro de costes,
que permite ofrecer la posibilidad de realizar el mismo trabajo con una plantilla más
reducida.
No obstante, el hecho de que los empleados estén acostumbrados a colaborar en
diferentes áreas también tiene otros aspectos positivos como su mayor flexibilidad:
será más sencillo que echen una mano en otras tareas diferentes a las suyas si las

75
han realizado alguna vez. De igual modo, los expertos apuntan a una mayor
productividad de los equipos puesto que todo el mundo puede aportar en la
resolución de un problema. Por ejemplo, la baja de un profesional no es tan sensible
en estos casos y los ratos muertos se reducen ya que todo el personal puede
colaborar en cualquier tarea pendiente.” [17]
Se debe tener en cuenta que al tener colaboradores polivalentes estos deben ser
bien remunerados para que de esta manera estén motivados para realizar diferentes
tareas, estos empleados también llamados los “multitareas” son de gran aporte no
solo en cargos de producción sino además en cargos administrativos donde también
se tienen este tipo de casos donde ocurren ausencias importantes las cuales
pueden llegar a perjudicar en un omento a las compañías en sus procesos
productivos.
“Matriz de Habilidades. La matriz de habilidades es una herramienta que se usa
al momento de identificar y documentar las competencias necesarias en un equipo
de trabajo.
La competencia se define como el conocimiento y la habilidad para ejecutar
determinadas tareas o posiciones en una organización.
Al momento de empezar a elaborar la matriz de habilidades tenga en cuenta lo
siguiente:
• El propósito y uso que se le otorgará a la matriz.
• El nivel de complejidad, esfuerzo y documentación.
• A quién va dirigido la matriz.
Algunos de los beneficios de la matriz son:
• Entender las habilidades que se requieren para lograr los objetivos del grupo.
• Entender el nivel de experiencia de los integrantes del grupo. Esto puede dar paso
a planes de desarrollo o capacitación profesional basado en las necesidades

76
individuales.
• Identificar a los expertos en el grupo de trabajo de acuerdo a sus competencias.”
Para tener el éxito esperado en la implementación del programa de polivalencia es
necesario realizar la matriz de habilidades o matriz de polivalencia para estructurar
evaluar y visualizar las habilidades de cada empleado, esta herramienta debe de
ser muy explícita para que no solo los altos directivos en las compañías la perciban
de buena manera, sino también los colaboradores involucrados en estas
calificaciones por área o sección la entiendan fácilmente con el fin de que su
publicación en los equipos de trabajo sea muy provechosa, dentro los procesos
productivos de las compañías.
Sin embargo, en la planta metalmecánica el ser polivalente tiene un porcentaje en
la calificación que se realiza a cada operario, esto con el fin de establecer cada
salario de una manera equitativa, para que cada colaborador se sienta motivado
para capacitarse en diferentes actividades requeridas en las líneas de producción.
6.4.2 Matriz de polivalencia para la planta metalmecánica
La planta metalmecánica cuenta con diferentes áreas en las cuales se realizan
diferentes operaciones, en cada proceso se han estandarizado los tiempos de
ejecución.
Sección armado
En la sección de armado se cuenta con 39 operarios soldadores los cuales realizan
labores de aplicación de soldadura y el armado de estructuras metálicas en acero
al carbono e inoxidable, con diferentes funciones específicas dependiendo del
puesto de trabajo los cuales se enunciarán a continuación:
1. Punteado tanques trifásicos.
2. Punteado accesorios tanques trifásicos.

77
3. Resoldado tanques trifásicos.
4. Terminados tanques trifásicos.
5. Punteado tanques de potencia.
6. Punteado accesorios línea potencia.
7. Resoldado línea potencia.
8. Terminado tanques de potencia.
9. Montaje de radiadores tanques de potencia.
10. Armado de gabinetes pedestales.
11. Armado de gabinetes petroleros.
12. Embisagrado de gabinetes.
13. Prueba de tanques.
14. Manejo de celda robótica.
En esta primera matriz relacionamos la sección de armado de tanques, donde se
evidenciará a continuación:
Criterios de calificacion general planta metalmecanica.
Tabla 13. Tabla 12 Criterios de calificación general de polivalencia
Fuente. Elaboración propia
Rango de calificación sección armado.
Tabla 14. Tabla 13 Rangos de calificación sección Armado
Fuente. Elaboración propia
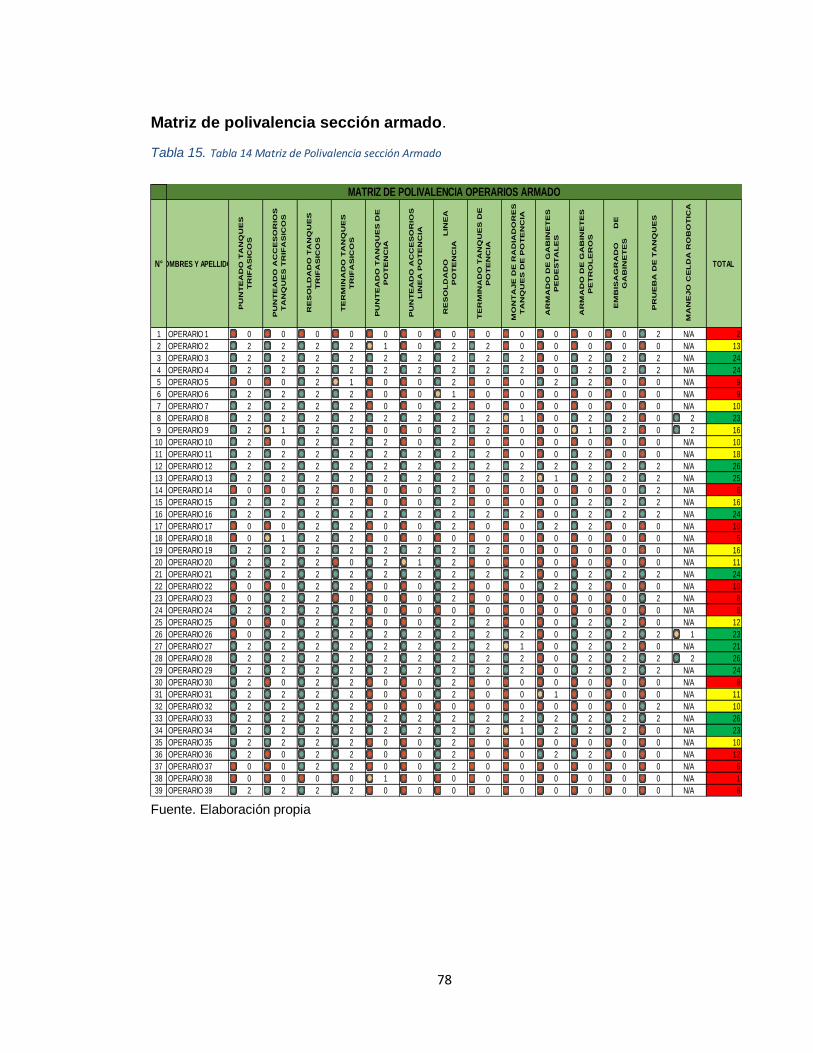
78
N°NOMBRES Y APELLIDOS
PU
NT
EA
DO
TA
NQ
UE
S
TR
IFA
SIC
OS
PU
NT
EA
DO
AC
CE
SO
RIO
S
TA
NQ
UE
S T
RIF
AS
ICO
S
RE
SO
LD
AD
O T
AN
QU
ES
TR
IFA
SIC
OS
TE
RM
INA
DO
TA
NQ
UE
S
TR
IFA
SIC
OS
PU
NT
EA
DO
TA
NQ
UE
S D
E
PO
TE
NC
IA
PU
NT
EA
DO
AC
CE
SO
RIO
S
LIN
EA
PO
TE
NC
IA
RE
SO
LD
AD
O L
INE
A
PO
TE
NC
IA
TE
RM
INA
DO
TA
NQ
UE
S D
E
PO
TE
NC
IA
MO
NT
AJE
DE
RA
DIA
DO
RE
S
TA
NQ
UE
S D
E P
OT
EN
CIA
AR
MA
DO
DE
GA
BIN
ET
ES
PE
DE
ST
AL
ES
AR
MA
DO
DE
GA
BIN
ET
ES
PE
TR
OL
ER
OS
EM
BIS
AG
RA
DO
D
E
GA
BIN
ET
ES
PR
UE
BA
DE
TA
NQ
UE
S
MA
NE
JO
CE
LD
A R
OB
OT
ICA
TOTAL
1 OPERARIO 1 0 0 0 0 0 0 0 0 0 0 0 0 2 N/A 2
2 OPERARIO 2 2 2 2 2 1 0 2 2 0 0 0 0 0 N/A 13
3 OPERARIO 3 2 2 2 2 2 2 2 2 2 0 2 2 2 N/A 24
4 OPERARIO 4 2 2 2 2 2 2 2 2 2 0 2 2 2 N/A 24
5 OPERARIO 5 0 0 2 1 0 0 2 0 0 2 2 0 0 N/A 9
6 OPERARIO 6 2 2 2 2 0 0 1 0 0 0 0 0 0 N/A 9
7 OPERARIO 7 2 2 2 2 0 0 2 0 0 0 0 0 0 N/A 10
8 OPERARIO 8 2 2 2 2 2 2 2 2 1 0 2 2 0 2 23
9 OPERARIO 9 2 1 2 2 0 0 2 2 0 0 1 2 0 2 16
10 OPERARIO 10 2 0 2 2 2 0 2 0 0 0 0 0 0 N/A 10
11 OPERARIO 11 2 2 2 2 2 2 2 2 0 0 2 0 0 N/A 18
12 OPERARIO 12 2 2 2 2 2 2 2 2 2 2 2 2 2 N/A 26
13 OPERARIO 13 2 2 2 2 2 2 2 2 2 1 2 2 2 N/A 25
14 OPERARIO 14 0 0 2 0 0 0 2 0 0 0 0 0 2 N/A 6
15 OPERARIO 15 2 2 2 2 0 0 2 0 0 0 2 2 2 N/A 16
16 OPERARIO 16 2 2 2 2 2 2 2 2 2 0 2 2 2 N/A 24
17 OPERARIO 17 0 0 2 2 0 0 2 0 0 2 2 0 0 N/A 10
18 OPERARIO 18 0 1 2 2 0 0 0 0 0 0 0 0 0 N/A 5
19 OPERARIO 19 2 2 2 2 2 2 2 2 0 0 0 0 0 N/A 16
20 OPERARIO 20 2 2 2 0 2 1 2 0 0 0 0 0 0 N/A 11
21 OPERARIO 21 2 2 2 2 2 2 2 2 2 0 2 2 2 N/A 24
22 OPERARIO 22 0 0 2 2 0 0 2 0 0 2 2 0 0 N/A 10
23 OPERARIO 23 0 2 2 0 0 0 2 0 0 0 0 0 2 N/A 8
24 OPERARIO 24 2 2 2 2 0 0 0 0 0 0 0 0 0 N/A 8
25 OPERARIO 25 0 0 2 2 0 0 2 2 0 0 2 2 0 N/A 12
26 OPERARIO 26 0 2 2 2 2 2 2 2 2 0 2 2 2 1 23
27 OPERARIO 27 2 2 2 2 2 2 2 2 1 0 2 2 0 N/A 21
28 OPERARIO 28 2 2 2 2 2 2 2 2 2 0 2 2 2 2 26
29 OPERARIO 29 2 2 2 2 2 2 2 2 2 0 2 2 2 N/A 24
30 OPERARIO 30 2 0 2 2 0 0 2 0 0 0 0 0 0 N/A 8
31 OPERARIO 31 2 2 2 2 0 0 2 0 0 1 0 0 0 N/A 11
32 OPERARIO 32 2 2 2 2 0 0 0 0 0 0 0 0 2 N/A 10
33 OPERARIO 33 2 2 2 2 2 2 2 2 2 2 2 2 2 N/A 26
34 OPERARIO 34 2 2 2 2 2 2 2 2 1 2 2 2 0 N/A 23
35 OPERARIO 35 2 2 2 2 0 0 2 0 0 0 0 0 0 N/A 10
36 OPERARIO 36 2 0 2 2 0 0 2 0 0 2 2 0 0 N/A 12
37 OPERARIO 37 0 0 2 2 0 0 2 0 0 0 0 0 0 N/A 6
38 OPERARIO 38 0 0 0 0 1 0 0 0 0 0 0 0 0 N/A 1
39 OPERARIO 39 2 2 2 2 0 0 0 0 0 0 0 0 0 N/A 8
MATRIZ DE POLIVALENCIA OPERARIOS ARMADO
Matriz de polivalencia sección armado.
Tabla 15. Tabla 14 Matriz de Polivalencia sección Armado
Fuente. Elaboración propia

79
Gráfico 12. grafica 12Porcentaje de polivalencia sección Armado
Fuente. Elaboración propia
Esta matriz de polivalencia nos ayuda a analizar la cantidad de operarios que
cuentan con la capacitación, tecnica y habilidad competente para realizar los
diferentes puestos de trabajo que se tienen en la seccion de armado.
Donde podemos concluir que de los 39 operarios, 14 con un 37% se encuentran en
el rango de 0 a 9 (color rojo) donde se denominan como los No polivalentes, en el
rango de 10 a 19 se encuentran los que estan en proceso de ser polivalentes ( color
amarillo) con un 31% que se refiere a 12 operarios en este rango y por ultimo se
tiene en el rango de 20 a 28 ( color verde) los colaboradores que son polivalentes
con un 32% que se refiere a 12 personas polivalentes con que se cuenta en la
sección; estos resultados nos llevan a analizar que aunque esta sección cuenta con
un minimo de personas no polivalentes debe de tener como proyecto futuro
capacitar a aquellos operarios que se encuentran en color rojo e intensificar en los
colaboradores que se encuentran en proceso de ser polivantes ( color amarillo),

80
para de esta manera optimizar al maximo la mano de obra que la compañía
requiere.
Sección maquinado
La sección de maquinado cuenta con 27 operarios donde se realizan diversas
operaciones en maquinaria convencional y C.N.C. En esta área se elaboran las
partes mecanizadas y semielaboradas de acuerdo a los pedidos internos de la
compañía.
Los puestos de trabajo se enunciarán a continuación:
1. Troqueladora 80 TON.
2. Troqueladora 100 TON.
3. Prensa 200 TON.
4. Punzonado bochert y escantonadora.
5. Cortadora de circulo y torno.
6. Cizalla C.N.C
7. Corte laser C.N.C
8. Plasma C.N.C
9. Punzonadora trumpf.
10. Dobladora C.N.C
11. Armado de bridas y vigas.
12. Soldador por costura.
13. Armado de radiadores.
14. Emplatinado radiadores.
15. Prueba radiadores.
Rango de calificación sección maquinado
Tabla 16. Rangos de calificación sección Maquinado
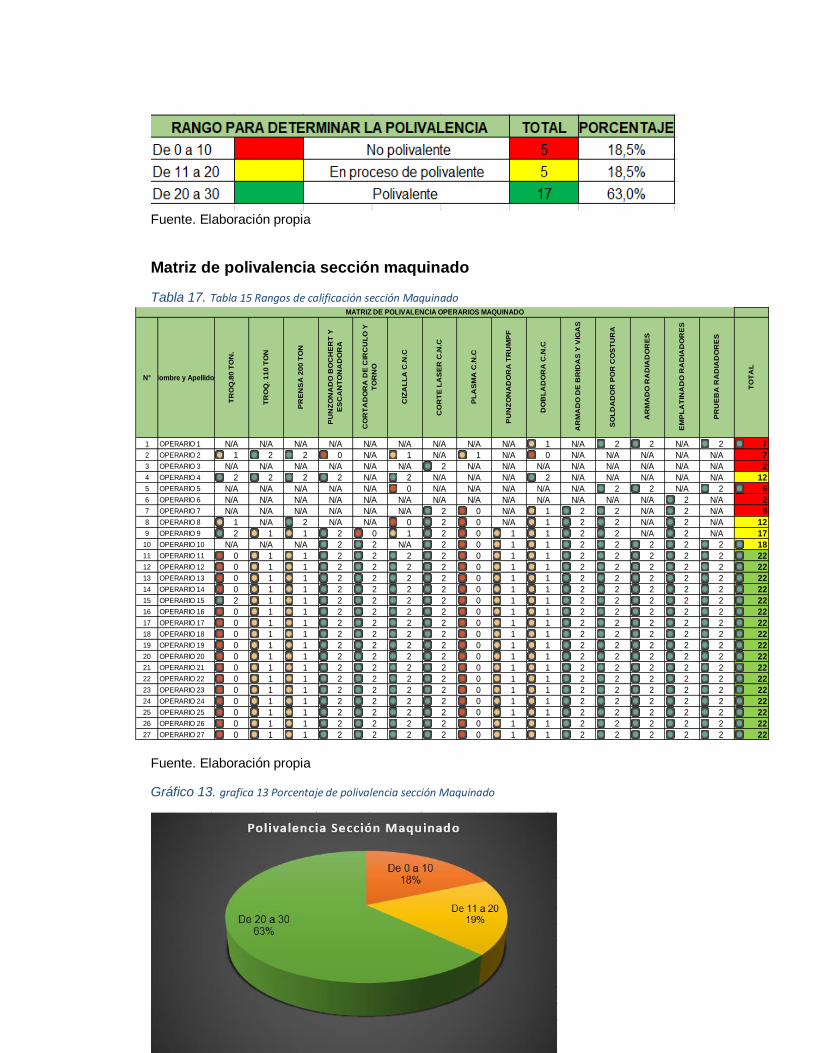
81
N° Nombre y Apellidos
TR
OQ
.80
TO
N.
TR
OQ
. 1
10
TO
N
PR
EN
SA
20
0 T
ON
PU
NZ
ON
AD
O B
OC
HE
RT
Y
ES
CA
NT
ON
AD
OR
A
CO
RT
AD
OR
A D
E C
IRC
UL
O Y
TO
RN
O
CIZ
AL
LA
C.N
.C
CO
RT
E L
AS
ER
C.N
.C
PL
AS
MA
C.N
.C
PU
NZ
ON
AD
OR
A T
RU
MP
F
DO
BL
AD
OR
A C
.N.C
AR
MA
DO
DE
BR
IDA
S Y
VIG
AS
SO
LD
AD
OR
PO
R C
OS
TU
RA
AR
MA
DO
RA
DIA
DO
RE
S
EM
PL
AT
INA
DO
RA
DIA
DO
RE
S
PR
UE
BA
RA
DIA
DO
RE
S
TO
TA
L
1 OPERARIO 1 N/A N/A N/A N/A N/A N/A N/A N/A N/A 1 N/A 2 2 N/A 2 7
2 OPERARIO 2 1 2 2 0 N/A 1 N/A 1 N/A 0 N/A N/A N/A N/A N/A 7
3 OPERARIO 3 N/A N/A N/A N/A N/A N/A 2 N/A N/A N/A N/A N/A N/A N/A N/A 2
4 OPERARIO 4 2 2 2 2 N/A 2 N/A N/A N/A 2 N/A N/A N/A N/A N/A 12
5 OPERARIO 5 N/A N/A N/A N/A N/A 0 N/A N/A N/A N/A N/A 2 2 N/A 2 6
6 OPERARIO 6 N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A 2 N/A 2
7 OPERARIO 7 N/A N/A N/A N/A N/A N/A 2 0 N/A 1 2 2 N/A 2 N/A 9
8 OPERARIO 8 1 N/A 2 N/A N/A 0 2 0 N/A 1 2 2 N/A 2 N/A 12
9 OPERARIO 9 2 1 1 2 0 1 2 0 1 1 2 2 N/A 2 N/A 17
10 OPERARIO 10 N/A N/A N/A 2 2 N/A 2 0 1 1 2 2 2 2 2 18
11 OPERARIO 11 0 1 1 2 2 2 2 0 1 1 2 2 2 2 2 22
12 OPERARIO 12 0 1 1 2 2 2 2 0 1 1 2 2 2 2 2 22
13 OPERARIO 13 0 1 1 2 2 2 2 0 1 1 2 2 2 2 2 22
14 OPERARIO 14 0 1 1 2 2 2 2 0 1 1 2 2 2 2 2 22
15 OPERARIO 15 2 1 1 2 2 2 2 0 1 1 2 2 2 2 2 22
16 OPERARIO 16 0 1 1 2 2 2 2 0 1 1 2 2 2 2 2 22
17 OPERARIO 17 0 1 1 2 2 2 2 0 1 1 2 2 2 2 2 22
18 OPERARIO 18 0 1 1 2 2 2 2 0 1 1 2 2 2 2 2 22
19 OPERARIO 19 0 1 1 2 2 2 2 0 1 1 2 2 2 2 2 22
20 OPERARIO 20 0 1 1 2 2 2 2 0 1 1 2 2 2 2 2 22
21 OPERARIO 21 0 1 1 2 2 2 2 0 1 1 2 2 2 2 2 22
22 OPERARIO 22 0 1 1 2 2 2 2 0 1 1 2 2 2 2 2 22
23 OPERARIO 23 0 1 1 2 2 2 2 0 1 1 2 2 2 2 2 22
24 OPERARIO 24 0 1 1 2 2 2 2 0 1 1 2 2 2 2 2 22
25 OPERARIO 25 0 1 1 2 2 2 2 0 1 1 2 2 2 2 2 22
26 OPERARIO 26 0 1 1 2 2 2 2 0 1 1 2 2 2 2 2 22
27 OPERARIO 27 0 1 1 2 2 2 2 0 1 1 2 2 2 2 2 22
MATRIZ DE POLIVALENCIA OPERARIOS MAQUINADO
Fuente. Elaboración propia
Matriz de polivalencia sección maquinado
Tabla 17. Tabla 15 Rangos de calificación sección Maquinado
Fuente. Elaboración propia
Gráfico 13. grafica 13 Porcentaje de polivalencia sección Maquinado
82
Fuente. Elaboración propia
Esta matriz aporta en gran manera para el conocimiento de sus superiores para
identificar el número de los operarios capacitados para realizar diferentes funciones,
ya que debido a la complejidad en el manejo de la maquinaria C.N.C. (control
numérico computarizado). En este caso es una problemática debido a la
capacitación tan específica y estricta que se debe implementar para que los
operarios queden bien capacitados, para de esta manera optimizar al máximo la
mano de obra y además reducir la accidentalidad que enfrenta esta sección.
La gráfica nos ayuda a concluir la cantidad de operarios polivalentes (color verde),
que se cuenta con 17 colaboradores que equivale a un 63%, se cuenta con 5
operarios que equivale a un 18% ( color amarillo) en proceso de polivalencia, estas
personas aún no están capacitadas debido a la complejidad en el manejo de estas
máquinas de alta tecnología y las convencionales que presentan alto riesgo en su
operación y los colaboradores que no son polivalentes son 5 que equivale al 18%
del personal (color rojo) en estos operarios se debe de hacer un trabajo intenso de
capacitación para de esta manera optimizar al 100% la mano de obra de esta
sección.
Sección pintura
La sección de pintura cuenta con 30 operarios donde se realizan operaciones
aplicación de pintura electrostática, lavado con granalla y aplicación de pintura
liquida. En esta área se pinta el producto final para ser distribuido debido a los
pedidos que se tiene en la compañía.
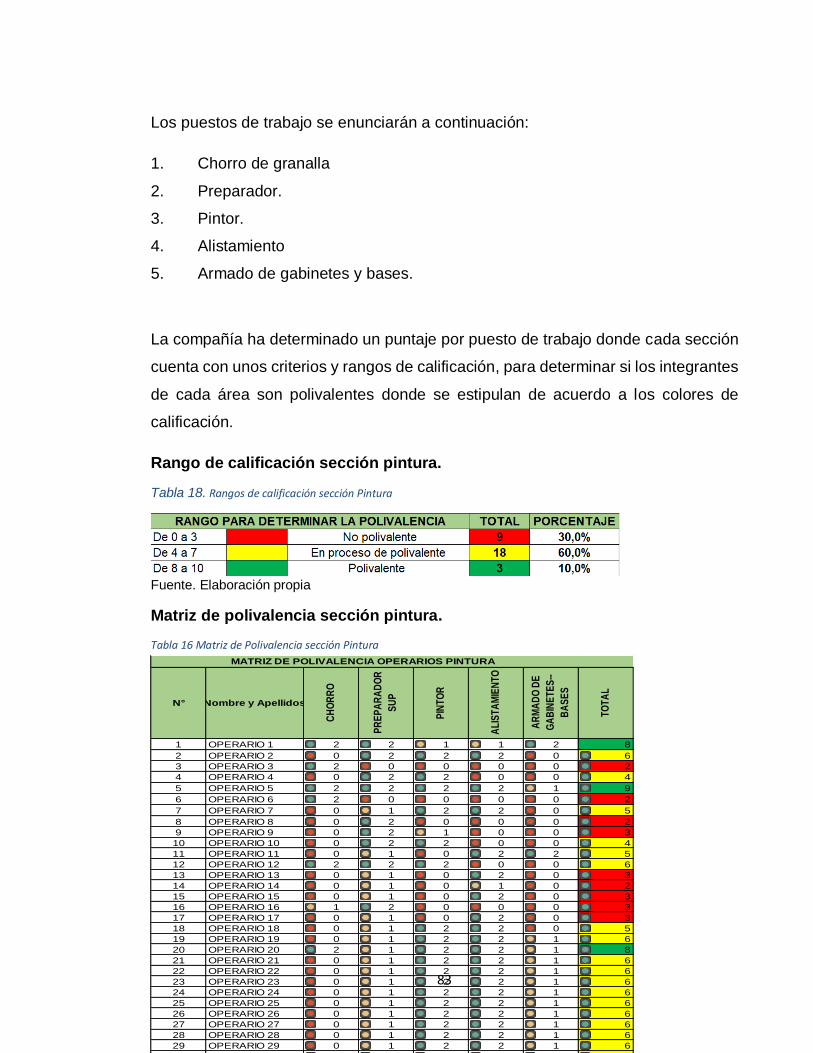
83
N° Nombre y Apellidos
CH
OR
RO
PR
EP
AR
AD
OR
SU
P
PIN
TO
R
AL
IST
AM
IEN
TO
AR
MA
DO
DE
GA
BIN
ET
ES
--
BA
SE
S
TO
TA
L
1 OPERARIO 1 2 2 1 1 2 8
2 OPERARIO 2 0 2 2 2 0 6
3 OPERARIO 3 2 0 0 0 0 2
4 OPERARIO 4 0 2 2 0 0 4
5 OPERARIO 5 2 2 2 2 1 9
6 OPERARIO 6 2 0 0 0 0 2
7 OPERARIO 7 0 1 2 2 0 5
8 OPERARIO 8 0 2 0 0 0 2
9 OPERARIO 9 0 2 1 0 0 3
10 OPERARIO 10 0 2 2 0 0 4
11 OPERARIO 11 0 1 0 2 2 5
12 OPERARIO 12 2 2 2 0 0 6
13 OPERARIO 13 0 1 0 2 0 3
14 OPERARIO 14 0 1 0 1 0 2
15 OPERARIO 15 0 1 0 2 0 3
16 OPERARIO 16 1 2 0 0 0 3
17 OPERARIO 17 0 1 0 2 0 3
18 OPERARIO 18 0 1 2 2 0 5
19 OPERARIO 19 0 1 2 2 1 6
20 OPERARIO 20 2 1 2 2 1 8
21 OPERARIO 21 0 1 2 2 1 6
22 OPERARIO 22 0 1 2 2 1 6
23 OPERARIO 23 0 1 2 2 1 6
24 OPERARIO 24 0 1 2 2 1 6
25 OPERARIO 25 0 1 2 2 1 6
26 OPERARIO 26 0 1 2 2 1 6
27 OPERARIO 27 0 1 2 2 1 6
28 OPERARIO 28 0 1 2 2 1 6
29 OPERARIO 29 0 1 2 2 1 6
30 OPERARIO 30 0 1 2 2 1 6
MATRIZ DE POLIVALENCIA OPERARIOS PINTURA
Los puestos de trabajo se enunciarán a continuación:
1. Chorro de granalla
2. Preparador.
3. Pintor.
4. Alistamiento
5. Armado de gabinetes y bases.
La compañía ha determinado un puntaje por puesto de trabajo donde cada sección
cuenta con unos criterios y rangos de calificación, para determinar si los integrantes
de cada área son polivalentes donde se estipulan de acuerdo a los colores de
calificación.
Rango de calificación sección pintura.
Tabla 18. Rangos de calificación sección Pintura
Fuente. Elaboración propia
Matriz de polivalencia sección pintura.
Tabla 16 Matriz de Polivalencia sección Pintura

84
Fuente. Elaboración propia
Gráfico 14. grafica 14 Porcentaje de polivalencia sección Pintura
Fuente. Elaboración propia
La matriz de polivalencia en la sección de pintura nos ayuda a identificar que en
esta sección hay un gran déficit de operarios polivalentes, ya que solo 3 personas
que equivale a un 10% son polivalentes (color verde), esto representa una gran
problemática ya que la optimización de la mano de obra está muy por debajo de lo
esperado. Podemos definir el trabajo intenso que se espera en capacitación para la
mayoría del personal que está en proceso polivalente son 18 operarios (color
amarillo), que equivale a un 60% del personal activo y 9 colaboradores que equivale
a un 30% (color rojo). Se espera que el 90% del personal se convierta en polivalente
para de esta manera aumentar la productividad en esta sección y ser aplicado en
las demás secciones de la planta metalmecánica.
6.4.3 Propuesta de entrenamiento para empleados de la planta metalmecánica
Con los resultados obtenidos al elaborar las matrices de polivalencia, se identifican
cuáles son las necesidades de entrenamiento y se determina el tiempo de acuerdo
al número de operarios a capacitar, así:
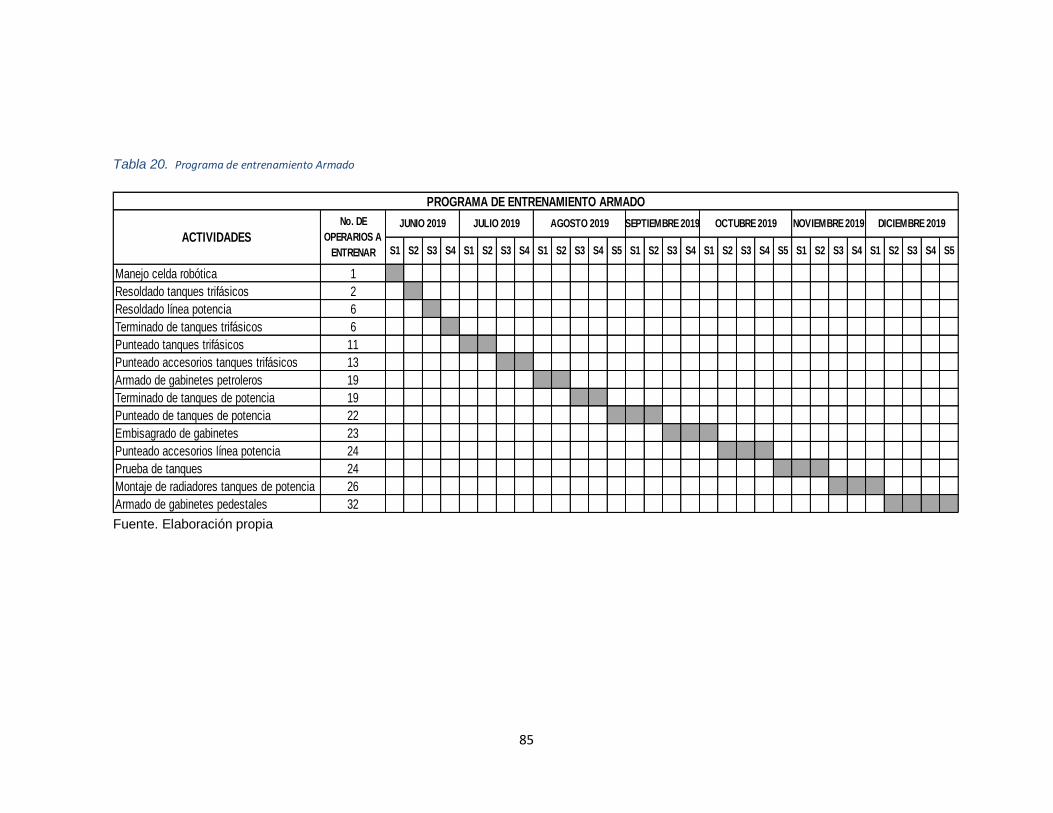
85
S1 S2 S3 S4 S1 S2 S3 S4 S1 S2 S3 S4 S5 S1 S2 S3 S4 S1 S2 S3 S4 S5 S1 S2 S3 S4 S1 S2 S3 S4 S5
Manejo celda robótica 1
Resoldado tanques trifásicos 2
Resoldado línea potencia 6
Terminado de tanques trifásicos 6
Punteado tanques trifásicos 11
Punteado accesorios tanques trifásicos 13
Armado de gabinetes petroleros 19
Terminado de tanques de potencia 19
Punteado de tanques de potencia 22
Embisagrado de gabinetes 23
Punteado accesorios línea potencia 24
Prueba de tanques 24
Montaje de radiadores tanques de potencia 26
Armado de gabinetes pedestales 32
AGOSTO 2019 SEPTIEMBRE 2019 OCTUBRE 2019 NOVIEMBRE 2019 DICIEMBRE 2019
ACTIVIDADES
No. DE
OPERARIOS A
ENTRENAR
JUNIO 2019 JULIO 2019
PROGRAMA DE ENTRENAMIENTO ARMADO
Tabla 20. Programa de entrenamiento Armado
Fuente. Elaboración propia
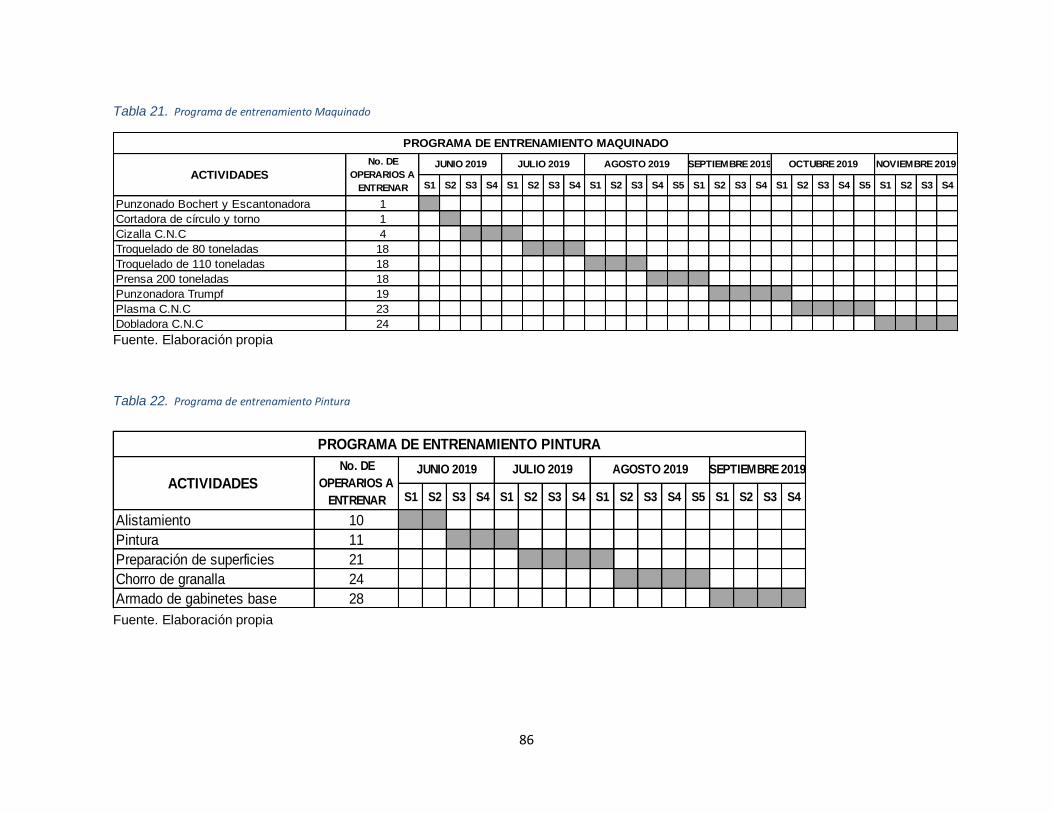
86
S1 S2 S3 S4 S1 S2 S3 S4 S1 S2 S3 S4 S5 S1 S2 S3 S4
Alistamiento 10
Pintura 11
Preparación de superficies 21
Chorro de granalla 24
Armado de gabinetes base 28
PROGRAMA DE ENTRENAMIENTO PINTURA
ACTIVIDADES
No. DE
OPERARIOS A
ENTRENAR
JUNIO 2019 JULIO 2019 AGOSTO 2019 SEPTIEMBRE 2019
Tabla 21. Programa de entrenamiento Maquinado
Fuente. Elaboración propia Tabla 22. Programa de entrenamiento Pintura
Fuente. Elaboración propia
S1 S2 S3 S4 S1 S2 S3 S4 S1 S2 S3 S4 S5 S1 S2 S3 S4 S1 S2 S3 S4 S5 S1 S2 S3 S4
Punzonado Bochert y Escantonadora 1
Cortadora de círculo y torno 1
Cizalla C.N.C 4
Troquelado de 80 toneladas 18
Troquelado de 110 toneladas 18
Prensa 200 toneladas 18
Punzonadora Trumpf 19
Plasma C.N.C 23
Dobladora C.N.C 24
PROGRAMA DE ENTRENAMIENTO MAQUINADO
ACTIVIDADES
No. DE
OPERARIOS A
ENTRENAR
JUNIO 2019 JULIO 2019 AGOSTO 2019 SEPTIEMBRE 2019 OCTUBRE 2019 NOVIEMBRE 2019

87
6.5 PLAN DE TRABAJO PARA PREVENCIÓN DE ACCIDENTALIDAD
6.5.1 Propuesta de plan de prevención de accidentalidad con operarios
polivalentes
Luego de realizar la planeación para el entrenamiento de polivalencias de los
operarios de la planta metalmecánica; se observa que todo el programa de
entrenamiento se podrá desarrollar en el segundo semestre del año 2019 para las
actividades de armado, maquinado y pintura. Ahora es necesario determinar un plan
preventivo para adaptar los operarios a las actividades diferentes al cargo para el
cual fueron contratados (aplicación de entrenamiento de polivalencia) y generar el
control necesario para garantizar el cumplimiento en cada una de las etapas, para
finalmente evaluar al trabajador en la práctica y definir las especialidades en que se
podrán seguir desempeñando. Esta propuesta podrá ser aplicada a partir del año
2020 en la planta metalmecánica.
Tabla 23. Plan de prevención de accidentalidad con operarios polivalentes
ACTIVIDAD OBJETIVO DE LA
ACTIVIDAD
RESPONSABLE FRECUENCIA
Conformar comité de
líderes
El comité de líderes
construirá ideas y
mejoras para las
actividades
desarrolladas en cada
sección
Jefe de cada
sección Mensual
Entrenamiento a
líderes sobre riesgos
de cada sección
Difundir los riesgos de
las actividades
desarrolladas en cada
sección para que se
tengan en cuenta al
momento de rotar el
personal polivalente
Responsable del
Sistema de Gestión
de Seguridad y
Salud en el Trabajo
Mensual
Planeación de la
producción
Identificar las
necesidades de las
actividades para
Jefe de Producción Semanal

88
programar operarios
polivalentes
Revisión de
competencias del
personal polivalente
Detectar los operarios
con las competencias
necesarias para
mayor control del
riesgo por
desconocimiento de la
labor
Jefe de Producción
Responsable del
Sistema de Gestión
de Seguridad y
Salud en el Trabajo
Semanal
Asignación de
operarios
polivalentes
Detectar los operarios
para cada una de las
actividades requeridas
de acuerdo al plan de
producción
Jefe de Producción Diario
Socialización de
riesgos a
trabajadores
Retroalimentar a los
operarios asignados
para la producción,
sobre los riesgos de
las actividades a
realizar diferentes a su
cargo
Responsable del
Sistema de Gestión
de Seguridad y
Salud en el Trabajo
Diario
Evaluación a
operarios
Verificar los
conocimientos de los
operarios en las
actividades
polivalentes y su
desempeño en estas
actividades
Jefe de Producción Diario
Retroalimentación a operarios
Socializar a cada operario sobre sus destrezas técnicas y conocimientos sobre las actividades polivalentes que está desarrollando nuevas.
Jefe de Producción Diario
Fuente. Elaboración propia
6.5.2 Propuesta de indicadores para seguimiento del plan de prevención de
accidentalidad
Luego de diseñar la propuesta de prevención de accidentalidad al utilizar operarios
polivalentes en las diferentes actividades de las secciones de armado, maquinado
y pintura, se plantean los siguientes indicadores, que le permitirán a la planta

89
metalmecánica establecer si el programa de polivalencia es provechoso para la
disminución de los accidentes laborales, así:
Tabla 24. Indicadores de accidentalidad
INDICADOR FÓRMULA
Horas hombre trabajadas Horas Hombre Trabajadas * Factor de
conversión de semana a mes * año *
número de trabajadores.
HHH (8 horas * 6 días a la semana)
FCSM (4,29)
AÑO (12 meses)
Días perdidos por incapacidad de
origen ocupacional
Días de incapacidad otorgados a los
trabajadores accidentados
Índice de frecuencia de accidente de
trabajo
Total de accidentes en año * K/HHT
año.
Índice de severidad de accidente de
trabajo
No. De días perdidos y cargados por AT
en el año * K/HHT año
Índice de lesión incapacitante de
accidente de trabajo
ILIAT = IFAT * ISAT/1000
(ILIAT: Índice de lesión incapacitante de
accidente de trabajo – IFAT: Índice de
frecuencia de accidente de trabajo –
ISAT: Índice de severidad de accidente
de trabajo)
Fuente. Elaboración propia

90
7. CONCLUSIONES
• En la planta metalmecánica la rotación del personal en los pasados años fue la
principal causante de la accidentalidad, pero, aunque se ha mejorado con el
proceso de inducción; falta mejorar el fortalecimiento de las competencias de los
operarios de planta.
• La compañía cuenta con diferentes certificaciones nacionales e internacionales
entre ellas el OHSAS 18001 pero no ha logrado mitigar los riesgos en su mayoría,
por no contar con una metodología para el análisis de accidentes, ni identificación
de riesgos y planteamiento de controles.
• Se puede concluir que los controles estipulados por el área de salud y seguridad
en el trabajo y los jefes de sección no han dado el resultado que se espera para la
prevención e la accidentalidad.
• A la planta metalmecánica le falta implementar más programas de capacitación en
los operarios, para generar polivalencia laboral y así contribuir a la reducción del
riesgo de accidentalidad en los operarios.
• La planta metalmecánica cuenta con todas las instalaciones idóneas para el
proceso, pero aún falta que los colaboradores comprendan un poco el riesgo al
cual están expuestos; y que se brinde capacitación en la prevención de los
mismos.

91
8. RECOMENDACIONES
• Se recomienda a la planta metalmecánica la aplicación de la metodología
propuesta para la investigación de accidentes, y la metodología de identificación de
peligros y riesgos; y socializarla a todos los empleados con el fin de que conozcan
los riesgos a los cuales se encuentran expuestos y cómo actuar en el momento en
que se llegara a materializar alguno de ellos.
• Implementar los programas de polivalencia laboral propuestos para cada sección
con los integrantes de las mismas para de esta manera prevenir accidentes
laborales.
• Realizar controles a los operarios de la planta metalmecánica, a través de
auditorías internas semanales para cada sección como vigilancia de la utilización
de los elementos de protección en los operarios.
• Formar a los operarios recién ingresados al proceso, de una manera segura y
óptima para la ejecución de dichas labores; fomentando el autocuidado en la parte
operacional durante la manipulación de las máquinas y equipos.
• Realizar retroalimentación constante con los operarios de la planta metalmecánica,
a través de pruebas teóricas y prácticas en sus diferentes puestos de trabajo, de tal
forma que se garantice la total identificación de los riesgos a los cuales están
expuestos.

92
BIBLIOGRAFIA
[1] G. A. Z. Duque, Diseño del sistema de gestión de seguridad y salud en el
trabajo para la empresa Hierros de Occidente S.A.S, Pereira: Universidad
Tecnológica de Pereira, 2017.
[2] A. E. O. Duque y D. González Quinterio, Flexibilidad laboral: una concepción
desde las áreas de gestión humana en organizaciones colombianas,
Manizales: Universidad de Manizales, 2014.
[3] F. R. M. U. Ricardo Alzate, Validación de un instrumento para evaluar el
proceso de rehabilitación ocupacional en Colombia, Medellín: Universidad
de Antioquia, 2016.
[4] L. P. E. Lara y N. M. P. Duarte, Caracterización de la accidentalidad laboral
en manos en una empresa del sector eléctrico de Barranquilla en el período
2014-2016 como base para el diseño de un modelo de gestión para la
prevención y control de factores de riesgo en las manos del personal,
Barranquilla: Universidad Libre Seccional Barranquilla, 2017.
[5] J. J. Vásquez, Uso de guías para la reducción de accidentes en una
empresa alimenticia, México: Universidad Autónoma del Estado de México,
2017.
[6] F. M. Zurita, Implementación de un plan de seguridad y salud ocupacional
para Molemotor S.A., Guayaquil, Ecuador: Universidad de Guayaquil,
Ecuador, 2014.
[7] F. Á. Heredia, «Salud Ocupacional,» Bogotá, Ecoe Ediciones, 2006.

93
[8] N. I. 45001, «Gestión Calidad,» [En línea]. Available:
https://calidadgestion.wordpress.com/category/salud-y-seguridad-
ocupacional.. [Último acceso: 17 Abril 2018].
[9] M. d. C. B. M. S. y. A. G. Gómeez, La norma OHSAS 18001 y su
implementación, Icontec, 2010.
[10] U. N. p. l. G. d. R. d. Desastres, «Implementación de los procesos de gestión
del riesgo,» [En línea]. Available:
http://portal.gestiondelriesgo.gov.co/Documents/Proyectos-
Inversion/2015/proyecto_implementacion_procesos_gr_2015_2018.pdf.
[Último acceso: 10 Septiembre 2018].
[11] G. d. T. Humano, «Gestión del Talento Humano,» [En línea]. Available:
https://valerojulio.files.wordpress.com/2012/09/libro-gestion-del-talento-
humano-chiavenato.pdf . [Último acceso: 19 Abril 2018 ].
[12] J. R. Valencia, «Administración moderna del personal,» México D.F.,
Cengage Learning Editores S.A., 2007.
[13] M. L. d. l. S. O. e. Colombia, «Repositorio UTP,» [En línea]. Available:
http://repositorio.utp.edu.co/dspace/bitstream/handle/11059/8431/658382Z9
4d.pdf?sequence=1&isAllowed=y.;
https://www.minsalud.gov.co/Paginas/Norm_Leyes.aspx#InplviewHash8124f
488-2530-4037-9cc8-da5150e. [Último acceso: 27 Abril 2018].
[14] Scribd, «Flexibilidad y polivalencia laboral,» [En línea]. Available:
https://es.scribd.com/doc/26730004/Flexibilidad-y-Polivalencia-Laboral.
[15] N. Invernizzi, «Trabajo polivalente y conocimientos sobre la producción.
Tendencias en la industria brasilera,» Revista Iberoamericana de Ciencia,
Tecnología, Sociedad e Innovación, nº 3, 2002.

94
[16] S. d. P. Ford, «Reseña histórica Henry Ford,» [En línea]. Available:
http://sistemadeproduccionford.blogspot.com.co/. [Último acceso: 22 Abril
2018].
[17] B. Santander, «Banco Santander,» [En línea]. Available:
https://www.bancosantander.es/es/empresas-advance/actualidad-y-
pymestv/actualidad/actualidad/detalle-
noticia?p_p_id=W000_hidden_WAR_W000_hiddenportlet&p_p_lifecycle=1&
p_p_state=normal&p_p_mode=view&p_p_col_id=column-
10&p_p_col_count=1&_W000_hidden_WAR_W00.

95
ANEXOS
ANEXO 1
PROCEDIMIENTO DE REPORTE E INVESTIGACIÓN DE ACCIDENTES E
INCIDENTES DE TRABAJO.
1. OBJETO Definir la metodología que se debe seguir cuando ocurra un accidente o un incidente de trabajo en la planta metalmecánica y los pasos para realizar el reporte y la investigación.
2. ALCANCE
Este procedimiento es aplicable a todos los accidentes e incidentes de trabajo que se presentan en la planta metalmecánica.
Es responsabilidad del comité paritario de seguridad y salud en el trabajo de, vigilar que se cumplan los criterios definidos en este procedimiento.
3. REFERENCIAS NORMATIVAS
• Decreto 1295 de 1994
• Resolución 1401 de 2007
• Decreto 1072 de 2015 (Capítulo 6)
• MA002 Manual del Sistema de Gestión de la Seguridad y Salud en el Trabajo. 4. DEFINICIONES:
4.1 INCIDENTE DE TRABAJO: Suceso acaecido en el curso del trabajo o en relación con este, que tuvo el potencial de ser un accidente, en el que hubo personas involucradas sin que sufrieran lesiones o se presentaran daño a la propiedad y/o pérdida en los procesos.
4.2 INVESTIGACIÓN DE ACCIDENTE E INCIDENTE: Proceso sistemático de determinación y ordenación de causas, hechos o situaciones que generaron o favorecieron la ocurrencia del accidente o incidente, que se realiza con el objeto de prevenir su repetición, mediante el control de los riesgos que lo produjeron.
96
4.3 CAUSAS BÁSICAS: Causas reales que se manifiestan detrás de los síntomas; razones por las cuales ocurren los actos y condiciones subestándares o inseguros; factores que una vez identificados permiten un control administrativo significativo. Las causas básicas ayudan a explicar por qué se cometen actos subestándares o inseguros y por qué existen condiciones subestándares o inseguras. 4.4 CAUSAS INMEDIATAS: Circunstancias que se presentan justamente antes del contacto; por lo general son observables o se hacen sentir. Se clasifican en actos subestándares o actos inseguros (comportamientos que podrían dar paso a la ocurrencia de un accidente o incidente) y condiciones subestándares o condiciones inseguras (circunstancias que podrían dar paso a la ocurrencia de un accidente o incidente).
4.5 ACCIDENTE GRAVE: Aquel que trae como consecuencia amputación de cualquier segmento corporal; fractura de huesos largos (fémur, tibia, peroné, húmero, radio y cúbito); trauma craneoencefálico; quemaduras de segundo y tercer grado; lesiones severas de mano, tales como aplastamiento o quemaduras; lesiones severas de columna vertebral con compromiso de médula espinal; lesiones oculares que comprometan la agudeza o el campo visual o lesiones que comprometan la capacidad auditiva.
5 DESARROLLO Cuando ocurre un suceso repentino no deseado, que desencadene en un accidente o en un incidente de trabajo, el Responsable del SG-SST debe identificar y clasificar el tipo de suceso. 5.5.1 Accidentes de trabajo: Si corresponde a accidente de trabajo se procede de la siguiente forma: ✓ Analizar la posibilidad de prestar atención de primeros auxilios por parte del personal de la brigada de emergencias. ✓ En el caso en que el accidentado no requiera traslado a centro asistencial, debe asistir a una consulta médica por la EPS y se procede con los respectivos reportes. ✓ En caso de que el accidentado necesite traslado a centro asistencial, se tendrá en cuenta si es una urgencia vital; cuando se considere como esta, debe ser trasladado al centro asistencial más cercano, de lo contrario será trasladado al centro asistencial adscrito a la ARL. ✓ En el centro asistencial se procede a la atención médica necesaria y se realiza el reporte al Responsable SG-SST y la llamada a la línea efectiva de la ARL.

97
✓ Posteriormente se informa al Responsable SG-SST quien diligencia el formato del reporte a la ARL, con un plazo máximo de dos días hábiles.
✓ El jefe inmediato en conjunto con los integrantes del comité paritario de seguridad y salud en el trabajo y el responsable del SG-SST, realizan las investigaciones pertinentes con el fin de definir las acciones correctivas, preventivas y de mejora necesarias a través del formato FO010 Análisis de causas accidentes, incidentes y/o eventos adversos ✓ Los resultados de dichas investigaciones pueden ser requeridos por la ARL; si la ARL envía recomendaciones, estas se deben tener en cuenta en la definición de las acciones correctivas, preventivas y de mejora necesarias. 5.5.2 Incidentes de trabajo:
Si corresponde a incidente de trabajo se procede de la siguiente forma:
✓ El empleado debe reportar al subcomité de Accidentes e Incidentes de Trabajo en el formato FO009 Reporte de accidentes, incidentes y/o eventos adversos. ✓ En conjunto con el comité paritario de seguridad y salud en el trabajo se llevan a cabo las investigaciones necesarias a través del formato FO010 Análisis de causas accidentes, incidentes y/o eventos adversos ✓ Los resultados de estas investigaciones son utilizados por el responsable del SG-SST con el fin de realizar acciones correctivas, preventivas y de mejora. 6. ACTIVIDADES CRÍTICAS Investigación de los accidentes e incidentes de trabajo. 7. FORMATOS
Formato para análisis de causas accidente, incidentes y/o eventos adversos

98
ELBORADO POR: FECHA:
FORMATO PARA ANÁLISIS DE CAUSAS ACCIDENTE, INCIDENTES Y/O EVENTOS
ADVERSOS
CAUSAS
En el desarrollo del Diagrama se identifican las cauas de los cuatro aspectos que intervienen en el
trabajo, como son: materiales, maquinaria, mano de obra, métodos y medio ambiente.
ESPINA DE PESCADO
PROBLEMA
EFECTOS

99
FECHA: HORA:
QUE? COMO? QUIEN? CUANDO? DONDE?
El oportuno aviso de la ocurrencia de un incidente y/o evento adverso nos permitirá desarrollar programas de
prevención tendientes a disminuir los riesgos inherentes al desempeño de las funciones por parte de los
empleados
AREA:
FORMATO PARA REPORTE DE INCIDENTES Y/O EVENTOS ADVERSOS
C. CLASIFICACIÓN DE LA SITUACIÓN OCURRIDA
(DILIGENCIAR POR EL COMITÉ DE INVESTIGACIÓN DE ACCIDENTES / INCIDENTES)
NOMBRE DEL EMPLEADO QUE REPORTA:
NOMBRE DEL EMPLEADO QUE TOMA EL REPORTE:
NUMERO DE IDENTIFICACIÓN:
NUMERO DE IDENTIFICACIÓN:
A. OBSERVACIÓNY DESCRIPCIÓN DEL INCIDENTE Y/O EVENTO ADVERSO OCURRIDO
B. ACCIONES A REALIZAR
(DILIGENCIAR POR EL COMITÉ DE INVESTIGACION DE ACCIDENTES / INCIDENTES)
EVENTO ADVERSO NO PREVENIBLE (DAÑO PERO NO ERROR):
EVENTO ADVERSO PREVENIBLE (ERROR Y DAÑO):
INCIDENTE (ERROR PERO NO DAÑO):
Formato para reporte de incidentes y/o eventos adversos

100
ANEXO 2
METODOLOGÍA PARA LA IDENTIFICACIÓN DE PELIGROS, EVALUACIÓN Y
VALORACIÓN DE LOS RIESGOS
1. OBJETO Establecer la metodología para identificar, prevenir, evaluar, valorar y controlar los peligros y riesgos. 2. ALCANCE
Esta metodología aplica al control de peligros y riesgos que se presentan en el área metalmecánica de una empresa ubicada en la ciudad de Pereira.
3. REFERENCIAS NORMATIVAS
• Decreto 1072 de 2015 (Capítulo 6)
• GTC 45 Guía para la identificación de los peligros y la valoración de los riesgos en seguridad y salud ocupacional. 4. GLOSARIO
• ANÁLISIS DEL RIESGO: Proceso para comprender la naturaleza del riesgo y determinar el nivel de riesgo.
• CONSECUENCIA: Resultado de un evento
• CONTROL: Medida que modifica al riesgo
• CRITERIOS DEL RIESGO: Términos de referencia frente a los cuales se evalúa la importancia de un riesgo
• EVALUACIÓN DEL RIESGO: Proceso de comparación de los resultados del análisis del riesgo con los criterios del riesgo, para determinar si el riesgo, su magnitud o ambos son aceptables o tolerables.
• FUENTE DEL RIESGO: Elemento que solo o en combinación tiene el potencial intrínseco de originar un riesgo

101
• GESTIÓN DEL RIESGO: Actividades coordinadas para dirigir y controlar una organización con respecto al riesgo.
• IDENTIFICACIÓN DEL RIESGO: Proceso para encontrar, reconocer y describir le riesgo.
• NIVEL DE RIESGO: Magnitud de un riesgo o de una combinación de riesgos, expresada en términos de la combinación de las consecuencias y su probabilidad.
• PROBABILIDAD: Oportunidad de que algo suceda
• RIESGO: Efecto de incertidumbre sobre los objetos
• VALORACIÓN DEL RIESGO: Proceso para encontrar, reconocer y describir el riesgo. 5. DESARROLLO
5.1 RECONOCIMIENTO DEL PROCESO Se realiza visita a la planta metalmecánica con el fin de obtener información de los procesos y actividades realizadas, con el fin de identificar los peligros, evaluar y valorar los riesgos y elaborar la matriz. En esta etapa se identifica:
• Proceso
• Actividad
• Clasificación de actividad en rutinaria o no rutinaria
5.2 IDENTIFICACIÓN DEL PELIGRO
• Se procede con la descripción y clasificación del peligro, de acuerdo a la siguiente tabla.

102
• Los efectos posibles descritos reflejan consecuencias a corto plazo como los de seguridad (accidentes de trabajo), y las de largo plazo como las enfermedades (salud-pérdida de audición).
• Los controles existentes se clasifican en fuente, medio e individuo.
Biológico Físico Químicos Psicosocial BiomecánicasCondiciones de
SeguridadFenómenos naturales
VirusRuido (de impacto,
intermitente, continuo)
Polvos orgánicos
inorgánicos
Gestión Organizacional (estilo
de mando, pago,
contratación, participación,
inducción y capacitación,
bienestar social, evaluación
del desempeño, manejo de
cambios).
Postura (prolongadas,
mantenida, forzada y
anti gravitacional)
Mecánico (elementos o
partes de maquinas,
herramientas, equipos,
piezas a trabajar,
materiales proyectados
sólidos o fluidos)
Sismo
Bacterias
Iluminación (luz visible
por exceso o
deficiencia)
Fibras
Características de la
organización del trabajo
(comunicación, tecnología,
organización del trabajo,
demandas cualitativas y
cuantitativas de la labor).
EsfuerzoEléctrico (alta y baja
tensión, estática)Terremoto
HongosVibración (cuerpo
entero, segmentaria)
Líquidos (nieblas y
rocíos)
Características del grupo
social de trabajo (relaciones,
cohesión, calidad de
interacciones, trabajo en
equipo).
Movimiento repetitivo
Locativo (sistema y
medios de
almacenamiento),
superficies de trabajo
(irregulares,
deslizantes, con
diferencia del nivel),
condiciones de orden y
aseo, (caídas de objeto)
Vendaval
RicketsiasTemperaturas extremas
(calor y frio)Gases y vapores
Condiciones de la tarea
(carga mental, contenido de
la tarea, demandas
emocionales, sistemas de
control, definición de roles,
monotonía, etc.)
Manipulación de cargasTecnológico (explosión,
fuga, derrame, incendio)Inundación
ParásitosPresión atmosférica
(normal y ajustada)
Humos metálicos, no
metálicos
Interfase persona - tarea
(conocimientos, habilidades
en relación con la demanda
de la tarea, iniciativa,
autonomía y reconomiento,
identificación de la persona
con la tarea y la organización
Accidentes de tránsitoPrecipitaciones, (lluvias,
granizadas, heladas)
Picaduras
Radiaciones ionizantes
(rayos x, gama, beta y
alfa)
Material Particulado
Jornada de trabajo (pausas,
trabajo nocturno, rotación,
horas extras, descansos)
Públicos (robos,
atracos, asaltos,
atentados, de orden
público, etc.)
Mordeduras
Radiaciones no
ionizantes (laser,
ultravioleta, infrarroja,
radiofrecuencia,
microondas)
Trabajos en alturas
Fluidos o excrementos Espacios confinados
DE
SC
RIP
CIÓ
N
CLASIFICACIÓN
Tener en cuenta únicamente los peligros de fenómenos naturales que afectan la seguridad y bienestar de las personas en el desarrollo de una actividad. En el plan de emergencia
de cada empresa, se considerarán todos los fenómenos naturales que pudieran afectarla.

103
Nivel de exposición Valor de NE Significado
Continua (EC) 4
La situación de exposición se presenta sin interrupción o
varias veces con tiempo prolongado durante la jornada
laboral
Frecuente (EF) 3La situación de exposición se presenta varias veces
durante la jornada laboral por tiempos cortos
Ocasional (EO) 2
La situación de exposición se presenta alguna vez
durante la jornada laboral y por un período de tiempo
corto
Esporádica (EE) 1La situación de exposición se presenta de manera
eventual
Determinación del nivel de exposición
Nivel de deficiencia Valor de ND Significado
Muy Alto (MA) 10
Se ha (n) detectado peligro (s) que determina(n) como
posible la generación de incidentes o la eficacia del
conjunto de medidas preventivas existentes respecto al
riesgo es nula o no existe, o ambos.
Alto (A) 6
Se ha (n) detectada algún (os) peligro (s) que pueden dar
lugar a incidentes signif icativa(s), o la eficacia del conjunto
de medidas preventivas existentes es moderada, o ambos.
Medio (M) 2
Se han detectado peligros que pueden dar lugar a
incidentes poco signif icativas o de menor importancia, o la
eficacia del conjunto de medidas preventivas existentes es
moderada, o ambas.
Bajo (B)No se asigna
valor
No se ha detectado peiigro o la eficacia del conjunto de
medidas preventivas existentes es alta, o ambas. El riesgo
está controlado. Estos peligros se clasif ican directamente
en el nivel de riesgo y de intervención cuatro (IV)
Determinación del nivel de deficiencia
5.3 VALORACIÓN DEL RIESGO 5.3.1 Evaluación del riesgo La evaluación de los riesgos corresponde al proceso de determinar la probabilidad de que ocurran eventos específicos y la magnitud de sus consecuencias; para determinar esto, es necesario calificar el nivel de deficiencia.

104
4 3 2 1
10 MA-40 MA-30 A-20 A-10
6 MA-24 A-18 A-12 M-6
2 M-8 M-6 B-4 B-2
Nivel de
deficiencia
(ND)
Determinación del nivel de probabilidad
Nivel de
probabilidad
Nivel de Exposición (NE)
Nivel de probabilidad Valor de NP Significado
Muy Alto (MA) Entre 40 y 24
Situación deficiente con exposición continua o muy
deficiente con exposición frecuente. Normalmente la
materialización del riesgo ocurre con frecuencia
Alto (A) Entre 20 y 10
situación deficiente con exposición frecuente u ocasioanal,
o bien situación muy deficiente con exposición ocasional o
esporádica. La materialización del riesgo es posible que
suceda varias veces en la vida laboral.
Medio (M) Entre 8 y 6
Situación deficiente con exposición esporádica o bien
situación mejorada con exposición continuada o frecuente.
Es posible que suceda el daño alguna vez.
Bajo (B) Entre 4 y 2
Situación mejorable con exposición ocasional o
esporádica, o situación sin anomalía destacable con
cualquier nivel de exposición. No es esperable que se
materialice el riesgo, aunque puede ser concebible.
Significado de los diferentes niveles de probabilidad

105
40-24 20*10 8*6 4*2
100I
4000 – 2400
I
2000 - 1200
I
800-600
II
400-200
60I
2400 – 1440
I
1200 – 600
II
480-360 III
12025
I
1000 – 600
II
500 – 250
II
200-150
III
100-50
10II
400 - 240 III 100
III
80-60
III 40
IV 20
Nivel de riesgo
NR = NP X NC
Nivel de probabilidad (NP)
Nivel de
consecue
ncias (NC)
II 200
II 240
Significado
Daños personales
Mortal o catastrófico
(M)100 Muerte (s)
Muy grave (MG) 60Lesiones o enfermedades graves irreparables
(incapacidad permanente parcial o invalidez)
Grave (G) 25Lesiones o enfermedades con incapacidad laboral
temporal (ILT)
Leve (L) 10 Lesiones o enfermedades que no requieren incapacidad
Determinación del nivel de consecuencia
Nivel de
consecuenciasValor NC
Nota Para evaluar el nivel de consecuencias, tenga en cuenta la consecuencia
directa mas grave que se pueda presentar en la actividad valorada.

106
Nivel de riesgo
I
II
III
IV
Significado
No aceptable
Explicación
Mejorable
Aceptable
Situación Crítica, corrección urgente.
Corregir o adoptar medidas de control
Mejorar el Control Existente
No intervenir, salvo que un análisis más preciso lo
justifique.
No aceptable o aceptable con
control especifico
Nivel de riesgoValor de
NRSignificado
I 4000 - 600
Situación crítica. Suspender actividades hasta
que él riesgo esté bajo control. Intervención
urgente.
II 500 – 150Corregir y adoptar medidas de control de
inmediato.
III 120 – 40Mejorar si es posible. Sería conveniente justificar
la intervención y su rentabilidad.
IV 20
Mantener las medidas de control existentes, pero
se deberían considerar soluciones o mejoras y
se deben hacer comprobaciones periódicas para
asegurar que el riesgo aún es aceptable.
Significado del nivel de riesgo
5.3.2 Aceptabilidad del riesgo Después de haber evaluado el nivel de los riesgos, se decide si acepta o no el riesgo mediante la siguiente calificación:
107
5.4 CRITERIOS PARA ESTABLECER CONTROLES Después de haber realizado la identificación de peligros y valoración de riesgos, se procede a establecer:
• Número de trabajadores expuestos
• Tiempo de exposición
• Peor consecuencia
• Existencia de requisito legal asociado.
5.5 TRATAMIENTO DE (LOS) RIESGO (S) Se define la forma de tratar los riesgos, de acuerdo a lo siguiente:
• Eliminación: Modificar un diseño para eliminar el peligro, por ejemplo, introducir dispositivos mecánicos de alzamiento para eliminar el peligro de manipulación manual.
• Sustitución: Reemplazar por un material menos peligroso o reducir la energía del sistema (por ejemplo, reducir la fuerza, el amperaje, la presión, la temperatura, etc.).
• Controles de ingeniería: Instalar sistemas de ventilación, protección para las máquinas, enclavamiento, cerramientos acústicos, etc.
• Controles Administrativos, Señalización, Advertencia: Instalación de alarmas, procedimientos de seguridad, inspecciones de los equipos, controles de acceso, capacitación del personal.
• Equipo y/o Elementos de Protección Personal e Individual: Gafas de seguridad, protección auditiva, máscaras faciales, sistemas de detención de caídas, respiradores y guantes.
5.6 MANTENIMIENTO Y ACTUALIZACIÓN La empresa anualmente deberá identificar y valorar los peligros; teniendo en cuenta que cuando ocurran accidentes de trabajo mortales, eventos catastróficos y/o cambios en los procesos, en las instalaciones, en la maquinaria o en los equipos, se debe repetir la identificación y valoración.


















