![1. TRATAMIENTO BIOLÓGICO DE AGUAS RESIDUALES. · Fig. 1.2. Proceso de Lodos Activados típico [Grady, C.P.L., Jr., et al., 1999]. La eficiencia del proceso de lodos activados depende](https://static.fdocuments.ec/doc/165x107/5e4c65fb93c8697d3173b722/1-tratamiento-biolgico-de-aguas-fig-12-proceso-de-lodos-activados-tpico.jpg)
Producto Final Anexo No. 9 Espesamiento de Lodos · espesamiento por gravedad de lodos separados se...
20
CAR ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI Producto Final – Anexo No. 9 Espesamiento de Lodos
Transcript of Producto Final Anexo No. 9 Espesamiento de Lodos · espesamiento por gravedad de lodos separados se...

CAR
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
Producto Final – Anexo No. 9
Espesamiento de Lodos
Producto Final Julio 2011
Anexo No. 9
CAR
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
TABLA DE CONTENIDO
ESPESAMIENTO DE LODOS
Introducción ......................................................................................................................................... 1
1. Criterios de Diseño .......................................................................................................................... 2
2. Planos Relacionados ...................................................................................................................... 3
3. Tecnologías de Espesamiento ........................................................................................................ 3
Flotación por Aire Disuelto ......................................................................................................... 4
3.1. Espesamiento por Gravedad .................................................................................................... 5
3.2 Espesamiento de los Lodos Activados de Desecho (WAS) ..................................................... 10
3.2.1 Centrífugas ....................................................................................................................... 10
3.2.2. Espesadores de banda por gravedad ............................................................................ 12
4. Evaluación de los Costos ............................................................................................................. 14
5. Estrategias de Operación ............................................................................................................ 17

Producto Final Julio 2011
Anexo No. 9
CAR
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
LISTA DE TABLAS
Tabla No. 1 Generación de Lodos (Tpd) ......................................................................................... 2
Tabla No. 2 Tiempo de Retención Hidráulico de los Digestores Anaerobios (Días) ....................... 2
Tabla No. 3 Ventajas y Desventajas de las Diferentes Metodologías de Espesamiento de Lodos
(1) ............................................................................................................................................... 3
Tabla No. 4 Criterios de Diseño para Espesadores por Gravedad ................................................. 6
Tabla No. 5 Requerimientos de Los Espesadores por Gravedad ................................................... 7
Tabla No. 6 Distribución de lodos primarios a condiciones de operación normal ........................... 8
Tabla No. 7 Espesador por gravedad - Criterios de Diseño ............................................................ 8
Tabla No. 8 Resultados de la operación WAS para Centrífugas de eje horizontal ....................... 11
Tabla No. 9 Aporte de los vendedores en términos de desempeño ............................................. 12
Tabla No. 10 Espesador de Banda por Gravedad (GBT) Criterios de Diseño WAS Lodos
Activados Secundarios ........................................................................................................... 13
Tabla No. 11 Costos laborales anuales del espesamiento WAS ................................................ 15
Tabla No. 12 Análisis de Costos ($US) – Espesamiento WAS ..................................................... 16

Producto Final Julio 2011
Anexo No. 9
CAR Página 9-1
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
Introducción El objetivo del espesamiento es aumentar la eficiencia y reducir el tiempo del proceso en los digestores, y de esta manera reducir los costos de los tanques de digestión anaerobia de tal manera que la operación de las unidades de espesamiento de lodos tengan los parámetros de diseño aceptables para asegurar el óptimo desempeño en cualquier tipo de condición. Los sólidos resultantes en la actual PTAR El Salitre - Fase I, son removidos y capturados en los tanques de sedimentación primaria. Los lodos primarios sedimentados son bombeados a dos tanques de espesamiento por gravedad. La concentración de lodo espesado de los espesadores por gravedad es de 5% de concentración (lodo seco). El actual desempeño de los tanques de espesamiento por gravedad es adecuado. Las limitaciones observadas en el proceso existente consisten en que los tanques de sedimentación primaria no están diseñados para acumular ni ejercer un espesamiento inicial de los sólidos sedimentados. Los Lodos primarios son transferidos rápidamente hacia los espesadores por gravedad. En el sistema actual, el agua residual cruda es descargada desde el sistema interceptor al canal de aguas negras antes de ser bombeada a la planta de tratamiento. Algunos sólidos se sedimentan en el canal y entonces son resuspendidos antes de entrar a la planta. Las condiciones sépticas de los sólidos resuspendidos en el afluente impiden los procesos de sedimentación por gravedad. Este inconveniente se solucionará en el futuro con la implementación de las nuevas obras. Los lodos primarios espesados son bombeados a tanques de digestión anaerobia. El tiempo de retención promedio en los digestores está alrededor de los 20 días. Los procesos de espesamiento concentran los lodos primarios con lo que se reduce el requerimiento en volumen y se incrementa la eficiencia de los procesos de estabilización de digestión anaerobia. Con la expansión de la Planta, el proceso de Lodos Activados Convencionales será utilizado para tratar cargas orgánicas solubles, el material orgánico soluble será convertido a biomasa. Los lodos residuales y la biomasa generada de los procesos de tratamiento secundario de Lodos Activados, es llamada, Lodos Activados de Desecho (WAS, Waste Activated Sludge, por sus siglas en inglés). Típicamente WAS consiste en un flujo de sólidos diluidos (0,7 a 1,5 % en sólidos), difíciles de ser espesados por los procesos convencionales de sedimentación por gravedad. En plantas mecánicas de gran tamaño son utilizados para espesar los lodos activados con el fin de reducir costos de los procesos de estabilización. El proceso de estabilización de lodos seleccionado para la PTAR El Salitre Fase II consiste en la digestión anaerobia mesofílica (35ºC). El espesamiento es requerido tanto para los lodos primarios como para los lodos de desecho para reducir los costos globales de los digestores.

Producto Final Julio 2011
Anexo No. 9
CAR Página 9-2
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
1. Criterios de Diseño
La Tabla No.1, muestra las cargas de lodos calculadas para la expansión de la PTAR El
Salitre en su Fase II.
Tabla No. 1 Generación de Lodos (Tpd)
Valor de Diseño(1)
Máximo mensual(2)
Lodos Primarios 119,3 147,9
Lodos de Desecho (WAS) 146,8 171,3
Lodos Totales 266,1 319,2
Nota: (1) La simulación del Biowin está basada por encima de un caudal de 7m3/s , 300
mg/L DBO y 285 mg/L SST
(2)Máximo mensual = 1,25 del Valor de Diseño
La digestión anaerobia requiere de un alto desempeño. El objetivo es reducir la
concentración de sólidos en el lodo que entra a los digestores a un 5%, para alcanzar los
siguientes criterios (Ver Tabla No. 2).
Tabla No. 2 Tiempo de Retención Hidráulico de los Digestores Anaerobios (Días)
Operación Normal 20
Máximo Mensual 15
Producto Final Julio 2011
Anexo No. 9
CAR Página 9-3
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
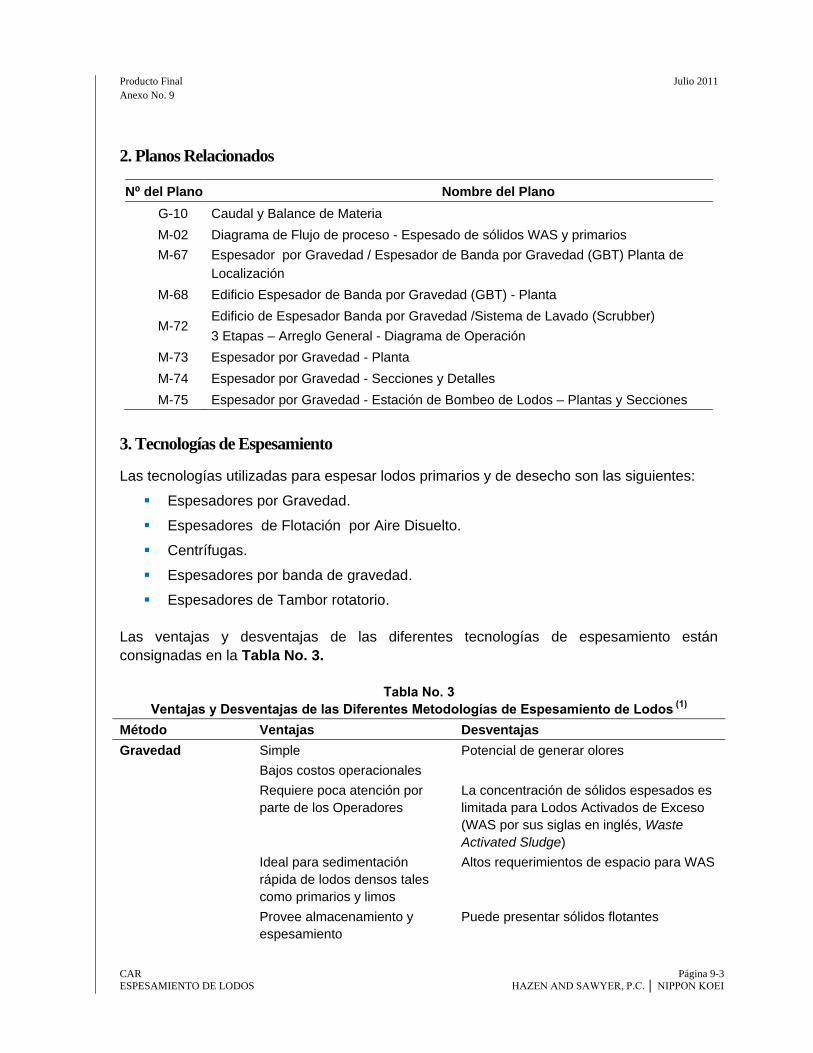
2. Planos Relacionados
N⁰ del Plano Nombre del Plano
G-10 Caudal y Balance de Materia
M-02
M-67
Diagrama de Flujo de proceso - Espesado de sólidos WAS y primarios
Espesador por Gravedad / Espesador de Banda por Gravedad (GBT) Planta de
Localización
M-68 Edificio Espesador de Banda por Gravedad (GBT) - Planta
M-72 Edificio de Espesador Banda por Gravedad /Sistema de Lavado (Scrubber)
3 Etapas – Arreglo General - Diagrama de Operación
M-73 Espesador por Gravedad - Planta
M-74 Espesador por Gravedad - Secciones y Detalles
M-75 Espesador por Gravedad - Estación de Bombeo de Lodos – Plantas y Secciones
3. Tecnologías de Espesamiento
Las tecnologías utilizadas para espesar lodos primarios y de desecho son las siguientes:
Espesadores por Gravedad.
Espesadores de Flotación por Aire Disuelto.
Centrífugas.
Espesadores por banda de gravedad.
Espesadores de Tambor rotatorio.
Las ventajas y desventajas de las diferentes tecnologías de espesamiento están
consignadas en la Tabla No. 3.
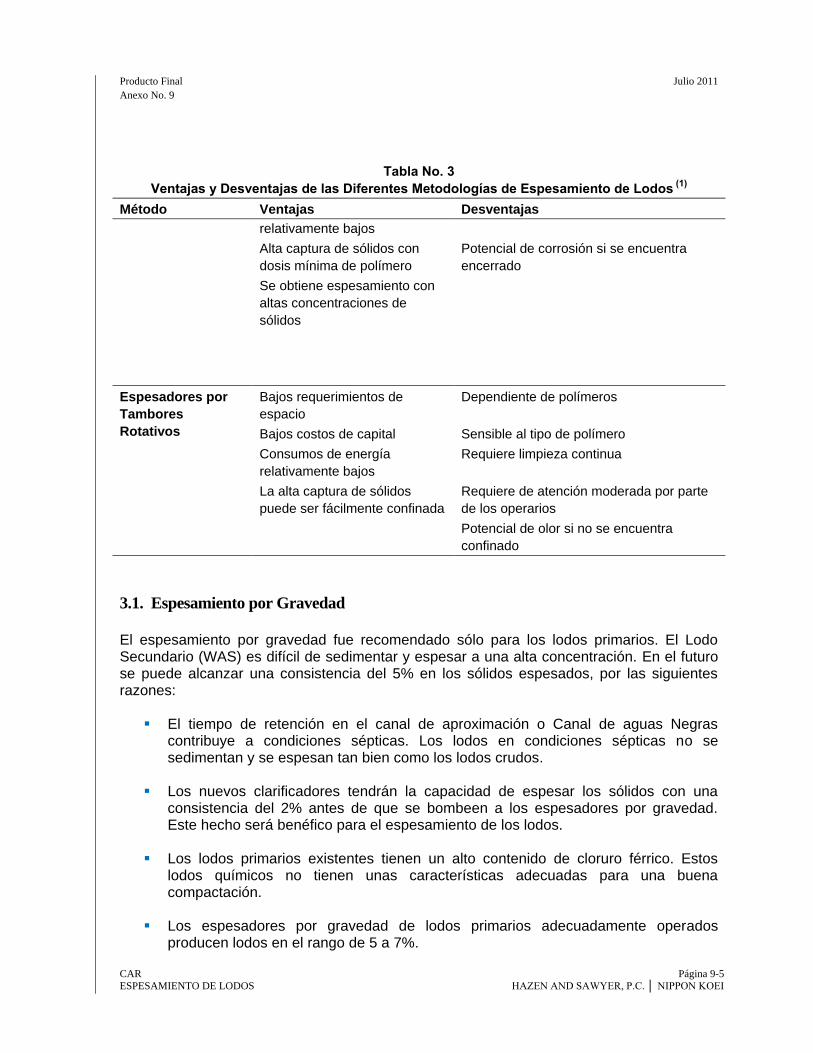
Tabla No. 3
Ventajas y Desventajas de las Diferentes Metodologías de Espesamiento de Lodos (1)
Método Ventajas Desventajas
Gravedad Simple Potencial de generar olores
Bajos costos operacionales
Requiere poca atención por
parte de los Operadores
La concentración de sólidos espesados es
limitada para Lodos Activados de Exceso
(WAS por sus siglas en inglés, Waste
Activated Sludge)
Ideal para sedimentación
rápida de lodos densos tales
como primarios y limos
Altos requerimientos de espacio para WAS
Provee almacenamiento y
espesamiento
Puede presentar sólidos flotantes
Producto Final Julio 2011
Anexo No. 9
CAR Página 9-4
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
Tabla No. 3
Ventajas y Desventajas de las Diferentes Metodologías de Espesamiento de Lodos (1)
Método Ventajas Desventajas
Generalmente no se requieren
químicos de acondicionamiento
Mínimo consumo de energía
Flotación por
Aire Disuelto Efectivo para WAS Consumos de energía relativamente altos.
Funcionará sin químicos de
acondicionamiento a cargas
reducidas
La concentración de sólidos espesados es
limitada
Componentes de los equipos
relativamente simples
Olores Potenciales
Altos requerimientos de espacio
comparado a otros métodos mecánicos
Requiere de atención moderada por parte
de los operarios
Potencial de corrosión si se encuentra
encerrado
Requiere adición de polímero para obtener
altas concentraciones de sólidos o para
casos de incrementos de carga
Centrífuga Bajos requerimientos de
espacio
Costos capitales y consumo de energía
relativamente altos
Capacidad de controlar la
ejecución de procesos
Sofisticados requerimientos de
mantenimiento
Efectivo para WAS Es más apropiado para operaciones
continuas
Los procesos confinados
minimizan la limpieza y los
olores
Requiere de atención moderada por parte
de los operarios
Funcionará sin químicos de
acondicionamiento
Se obtiene espesamiento con
altas concentraciones de
sólidos
Espesamiento por
Bandas de
Gravedad
Bajos requerimientos de
espacio
Requiere limpieza continua
Capacidad de controlar la
ejecución de procesos
Dependiente de polímeros
Costos de capital relativamente
bajos
Requiere de atención moderada por parte
de los operarios
Consumos de energía Olores potenciales
Producto Final Julio 2011
Anexo No. 9
CAR Página 9-5
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
Tabla No. 3
Ventajas y Desventajas de las Diferentes Metodologías de Espesamiento de Lodos (1)
Método Ventajas Desventajas
relativamente bajos
Alta captura de sólidos con
dosis mínima de polímero
Potencial de corrosión si se encuentra
encerrado
Se obtiene espesamiento con
altas concentraciones de
sólidos
Espesadores por
Tambores
Rotativos
Bajos requerimientos de
espacio
Dependiente de polímeros
Bajos costos de capital Sensible al tipo de polímero
Consumos de energía
relativamente bajos
Requiere limpieza continua
La alta captura de sólidos
puede ser fácilmente confinada
Requiere de atención moderada por parte
de los operarios
Potencial de olor si no se encuentra
confinado
3.1. Espesamiento por Gravedad
El espesamiento por gravedad fue recomendado sólo para los lodos primarios. El Lodo Secundario (WAS) es difícil de sedimentar y espesar a una alta concentración. En el futuro se puede alcanzar una consistencia del 5% en los sólidos espesados, por las siguientes razones:
El tiempo de retención en el canal de aproximación o Canal de aguas Negras contribuye a condiciones sépticas. Los lodos en condiciones sépticas no se sedimentan y se espesan tan bien como los lodos crudos.
Los nuevos clarificadores tendrán la capacidad de espesar los sólidos con una
consistencia del 2% antes de que se bombeen a los espesadores por gravedad. Este hecho será benéfico para el espesamiento de los lodos.
Los lodos primarios existentes tienen un alto contenido de cloruro férrico. Estos
lodos químicos no tienen unas características adecuadas para una buena compactación.
Los espesadores por gravedad de lodos primarios adecuadamente operados
producen lodos en el rango de 5 a 7%.

Producto Final Julio 2011
Anexo No. 9
CAR Página 9-6
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
En la Tabla No. 4 se resumen los criterios de diseño para el espesamiento de los lodos primarios
Tabla No. 4 Criterios de Diseño para Espesadores por Gravedad
Lodo Primario Lodo Secundario
Carga de Sólidos(1)
lbs ST/día-pie2 kg/hr/m
2 lbs ST/día-pie
2 kg/hr/m
2
Valor de Diseño 20,0 4,1 4,0 1,2
Carga Mensual Máxima 30,0 6,1 6,0 1,8
Carga Hidráulica(1)
galones/día-pie2 m
3/m
2-día galones/día-pie
2 M
m
3/m
2-día
Valor de Diseño 500 20,38 150 6,11
Carga Mensual Máxima 700 28,53 200 8,15
Concentración de
Alimentación, %ST 1,4% 1,0%
Concentración de Lodo
Espesado, %ST 5,0% 2,5%
(1) Valor de los controles de diseño.
Para estas condiciones, los controles de la carga de sólidos y el área requerida para espesamiento por gravedad de lodos separados se muestran en la Tabla No. 5, para lodos activados convencionales. Los tanques de espesamiento por gravedad presentan un diámetro típico de 29m (Ver Plano M-73, M-74). El tamaño de los espesadores es limitado debido a que grandes diámetros incrementan el tiempo de retención de sólidos, lo cual puede presentar condiciones anóxicas y anaeróbicas en los tanques generando gasificación y problemas de flotación. El área calculada por unidad para un diámetro de 29 m es de 660,5 m2. La Figura No. 1 presenta el esquema general del espesamiento de lodos.

Producto Final Julio 2011
Anexo No. 9
CAR Página 9-7
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
Figura No. 1
Espesamiento del Lodo
La planta existente tiene dos espesadores por gravedad con un diámetro de 29 metros para el procesamiento de los lodos primarios. Un tercer espesador por gravedad de 29 m de diámetro se proporcionará para manejar sólo lodos primarios (Ver Plano M-02). Los once (11) espesadores por gravedad requeridos adicionalmente de acuerdo a la Tabla No. 5 para espesar Lodos Activados de Desecho a una concentración de 2,5% no son recomendables debido a las limitaciones de área y a un rendimiento deficiente. Se requiere de Espesadores mecánicos adicionales para espesar los WAS de concentración de 2,5 % a valores finales entre 4,5 a 5,0 %. Lo que demuestra que es más rentable espesar mecánicamente Lodos Activados de Desecho en un solo proceso.
Tabla No. 5
Requerimientos de Los Espesadores por Gravedad
Lodos primarios WAS
Cargas
Valor de Diseño (TPD)
119,3
146,8
Máximo Mensual (TPD) 147,9 171,3
Área Superficial Requerida (m2) 1.212 5.097
Número de tanques de diámetro de 29m 3 11
Area superficial Total (m2) 1.981,56 7.266

Producto Final Julio 2011
Anexo No. 9
CAR Página 9-8
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
Los lodos primarios espesados en los espesadores por gravedad, tendrán una concentración de 5 % de sólidos en peso seco. Debido al excelente resultado del espesamiento de los lodos primarios y sus características, el 4 % de los lodos puede ser espesado a 8 % (+/-) con espesamiento mecánico durante las condiciones pico de carga de lodos. El costo adicional para el espesamiento mecánico de lodos primarios del 4 al 8% es marginal. En una operación normal los lodos primarios se distribuirán de acuerdo a lo consignado en la Tabla No. 6.
Tabla No. 6
Distribución de lodos primarios a condiciones de operación normal
Clarificadores Primarios Espesadores por Gravedad
Clarificadores Existentes (1 – 8) Espesadores Existentes (2 unidades)
Nuevos Clarificadores (9 – 14) Nuevos Espesadores (1 unidad)
En la Tabla No. 7 se resumen los siguientes criterios de carga para los espesadores por gravedad.
Tabla No. 7 Espesador por gravedad - Criterios de Diseño
Parámetro
A. Espesadores por Gravedad Existentes
Fuente de Lodos: 8 Tanques Primarios Existentes
Carga de Lodos
Valor de Diseño (TPD) 68,0
Máximo Mensual (TPD) 84,3
Número de tanques 2
Diámetro (m) 29
Área Superficial Total (m2) 1321
Carga Másica
Valor de Diseño (kg/hr/m2) 2,14
Máximo Mensual (kg/hr/m2) 2,65

Producto Final Julio 2011
Anexo No. 9
CAR Página 9-9
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
Tabla No. 7 Espesador por gravedad - Criterios de Diseño
Parámetro
B. Nuevo Espesador por Gravedad
Fuente de Lodos: 6 Nuevos Tanques Primarios
Caudal de Lodos
Valor de Diseño (m3/d)
Máximo Mensual (m3/d)
9.531,5
11.914,4
Carga de Lodos
Valor de Diseño (TPD) 51,3
Máximo Mensual (TPD) 63,6
Número de tanques 1
Diámetro (m) 29
Área Superficial Total (m2) 660,52
Carga Hidráulica
Valor de Diseño (m3/m
2-día)
Máximo Mensual (m3/m
2-día)
14,43
18,03
Carga Másica
Valor de Diseño (kg/hr/m2) 3,23
Máximo Mensual (kg/hr/m2) 4,01
Concentración de lodo espesado % ST 5 – 6 %
C. Dos Espesadores en Operación (1 fuera de operación)
Carga Másica
Valor de Diseño (kg/hr/m2) 3,76
Máximo Mensual (kg/hr/m2) 4,66
Concentración de lodo espesado % ST 4,5 – 5,5 %

Producto Final Julio 2011
Anexo No. 9
CAR Página 9-10
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
3.2 Espesamiento de los Lodos Activados de Desecho (WAS)
Las dos tecnologías más viables para espesar los lodos de desecho generados de los procesos de lodos activados son los espesadores por bandas de gravedad o centrífugas. Estas dos tecnologías son evaluadas en los siguientes numerales.
3.2.1 Centrífugas El espesamiento utilizando la tecnología centrífuga es similar a la de espesamiento por gravedad con excepción de que las centrífugas pueden aplicar una fuerza de 500 a 3.000 veces mayor que la de la gravedad. La fuerza centrífuga hace que las partículas de sólidos suspendidos se desplacen a través del líquido hacia o lejos del eje de rotación de la centrífuga, dependiendo de la diferencia entre las densidades del líquido y los sólidos. El aumento de la velocidad de sedimentación y la mínima distancia que existe entre las partículas sedimentadas representa una capacidad relativamente alta de centrifugado. Desde los comienzos de 1920, las centrífugas han sido utilizadas para espesar los lodos de desecho. Las centrífugas de eje horizontal son las más ampliamente usadas en esta aplicación. Las variables que afectan el espesamiento en dichas unidades están agrupadas en tres categorías básicas: Rendimiento, procesos y diseño. El rendimiento se mide por la concentración de sólidos espesados y los sólidos suspendidos recuperados en el centro. La recuperación está calculada como los lodos secos espesados en un porcentaje de lodos secos de alimentación.
Las variables de los procesos que afectan el espesamiento incluyen el caudal de
alimentación, la velocidad rotacional de las centrífugas, la velocidad diferencial del
transportador en relación con el bowl, la profundidad del tanque, el uso de químicos, las
propiedades fisicoquímicas de los líquidos, y los sólidos suspendidos (por ejemplo, tamaño
y forma de la partícula, densidad de la partícula, temperatura, y viscosidad del líquido).
Estas variables son las herramientas que los operadores de las plantas de tratamiento
deben usar para optimizar el desempeño de las centrífugas.
Los componentes principales de una centrífuga son el bowl y el rodillo. El bowl está montado horizontalmente y regresa rápidamente para crear una fuerza centrífuga, el rodillo es montado dentro de los platos y transportan los sólidos desde un extremo del bowl al otro. El bowl consta de la transportadora con tornillo de acero inoxidable, montado sobre un eje hueco. Este puede ser un diseño abierto montado en el eje a través de radios o un diseño cerrado montado directamente al eje. El rollo completo se monta en el interior del bowl y puede girar de forma independiente. Hay un número limitado de fabricantes de centrífugas y ellos típicamente vigilan su evaluación y las tecnologías de expansión. Criterios de diseño de espesadores con tecnología centrífuga aceptados ampliamente no existen. En su lugar los ingenieros de diseño generalmente confían en la experiencia, ensayos de laboratorio y pruebas piloto para estimar el rendimiento de las centrifugas. Los sólidos de alimentación rara vez están disponibles para la experimentación.

Producto Final Julio 2011
Anexo No. 9
CAR Página 9-11
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
Los diseñadores deben tomar decisiones basadas en experiencias pasadas con sólidos similares e iguales condiciones. Por ejemplo los espesadores de tipo centrífugo son utilizados para espesar los lodos de desecho (WAS) en las plantas de tratamiento de Nueva York. Los resultados de la operación típica de lodos activados pueden observarse en la Tabla No. 8.
Tabla No. 8
Resultados de la operación WAS para Centrífugas de eje horizontal
Ubicación Tipo de Lodos Activados
Concentración de Lodos activados con alimenta ción (mg/L)
Indice volumétri co de sólidos
Caudal de alimenta ción, (L/min)
Concentra ción de sólidos espesados ( %)
Captura de sólidos (%)
Usos del Políme ro, g Políme ro Activo/Kg de sólidos secos
Atlantic City, New Jersey
Convencional
3.000
100
1.230
10
95
2,5
Naples, Florida
Convencional 10.000-15.000
70-80 380 6 90-92 Ninguno
MilwaukeeWisconsinJones Island
Convencional
6.000-8.000
80-150
1.100-1.900
3-5,5
92-93
--
Littleton, Colorado
Convencional 6.000-8.000
100-300 570-1.100
6-9 88-95 3-3.5
Lakeview, Ontario (Canada)
Convencional 7.560 80-120 840 4,7 77 Ninguno
Fuente: MOP 08, 2010
Los criterios de diseño específicos no son posibles para los espesadores de tipo centrífugo
debido a todas las variaciones tanto para las características de los sólidos como para los
diseños de las centrífugas.
Muchos proveedores internacionales de centrífugas fueron contactados. La información en la selección de los equipos, características, dimensión y precios accesibles se solicitaron a cada fabricante. El aporte de los vendedores en términos de desempeño se encuentra consignado en la Tabla No. 9.

Producto Final Julio 2011
Anexo No. 9
CAR Página 9-12
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
Tabla No. 9 Aporte de los vendedores en términos de desempeño
Espesamiento WAS
Carga WAS 182 TPD Concentración de alimentación 1,0% Caudal 212 L/s Sólidos Espesados 4,5% Captura de sólidos con químicos 95% Operación 24 h/día – 7 día/semana
3.2.2. Espesadores de banda por gravedad
Este tipo de espesadores fue introducido en 1980. Un espesador de bandas por gravedad es un filtro prensa de banda con una modificación en la zona superior de drenaje por gravedad que permite que el agua drene a través del movimiento, una banda fabricada en malla, la cual coagula y flocula los sólidos (Ver Plano M-68 y M-69). Originalmente fue diseñado para ser un método de tratamiento previo de deshidratación, pero las mejoras posteriores han hecho que sea más conveniente para el espesamiento de los lodos. Los espesadores de banda por gravedad, actualmente son utilizados para tratar lodos digeridos aerobia o anaeróbicamente, lodos primarios, lodos de desecho y lodos mezclados que inicialmente contienen entre 0,4% y 8% de sólidos. En este tipo de tecnología se puede mejorar el resultado de espesamiento en un porcentaje superior al 0,5% si se aplican polímeros en rangos entre 3 a 5 g/Kg (peso seco), logrando concentrar el material y evitando una pérdida excesiva de lodo. Durante el tratamiento de lodos de desecho municipales y biosólidos, los espesadores por bandas de gravedad pueden producir un material que contenga más de un 6% de sólidos. Esta tecnología está ganando popularidad debido a sus bajos requerimientos de espacio, bajo consumo energético y moderados costos de capital. El constante desarrollo tecnológico tanto para el rendimiento, como del uso de polímeros hace que este proceso tenga menores costos de operación. La experiencia ha mostrado que los espesadores de banda por gravedad, trabajan bien con muchos tipos de lodos de aguas residuales y son menos afectados por los problemas de operación de la planta que muchos otros procesos de espesamiento. La operación se puede ajustar para espesar los Lodos Activados de Desecho a través de pequeñas modificaciones en la dosis de polímero, tasas de carga hidráulica y tasa de carga de lodos. La experiencia en la operación demuestra que algunos espesadores de banda por gravedad pueden tratar los Lodos Activados de Desecho con 0,7 a 1,5% de sólidos, a una tasa de carga hidráulica superior a los 1500 L/m.min (400 gpm/m) y una tasa de carga de lodos superior a 500 Kg/m/h (1100 lb/h/m). Las operaciones de optimización y el incremento de la dosis de polímero, algunas veces puede producir un material espesado que contiene 8% de sólidos, sin embargo, estos pueden ser difíciles de bombear y tratar en procesos aguas abajo, por lo que los espesadores de banda por gravedad típicamente están diseñados para llevar hasta un máximo de concentración de 5-6% de lodos espesados.

Producto Final Julio 2011
Anexo No. 9
CAR Página 9-13
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
Los componentes de un espesador de banda por gravedad son:
Bombas de lodos de alimentación y control de caudal de alimentación.
Sistema de Polímeros y control de alimentación.
Espesador de banda por gravedad.
Suministro de agua de lavado para la banda.
Bombas de lodos espesados.
Control de olores.
Los criterios de diseño para un espesador de banda por gravedad para espesar lodos
activados de desecho se presenta a continuación en la Tabla No. 10.
Tabla No. 10
Espesador de Banda por Gravedad (GBT) Criterios de Diseño WAS Lodos Activados Secundarios
WAS
Criterios de
Diseño
WAS
Rendimiento
Típico (2)
Concentración de alimentación (% Sólidos) 0,7-1,0% 0,4-1,5%
Carga de Lodos (kg/h/m) 341 300-540
Carga Hidráulica (m3/minuto/m) 0,95 -
Dosificación de Polímero (g/kg) - 3-5
Concentración Final (% Sólidos) 5,0% 4-6%
Máxima Carga Mensual WAS (TPD) 171,3 -
Ancho de la Banda del Espesador de banda por gravedad (m) 3 -
Máxima Capacidad del Espesador de banda por gravedad
(cada uno en kg/h)
1040 -
Número de espesadores de banda por gravedad requeridos 7 - (2)Typical performance of gravity belt thickeners (reprinted with permission from AshbrookSimon-Hartley,
Houston, Texas) MOP-8, 2010.
Un total de 8 espesadores de banda por gravedad (3 m de ancho) serán implementados para el espesamiento de los sólidos de los Lodos activados de desecho, de los cuales uno de ellos estará considerado como unidad fuera de servicio (Ver Planos M-67, M-68, M-69). Esta selección está basada para una operación continua de 24h/día, durante 7 días. El Consorcio tiene gran cantidad de diseños de este tipo y experiencia en cuanto a la operación de estas plantas e instalaciones en otros lugares. Los ingenieros por lo general definen los criterios de diseño de los procesos estableciendo qué características son significativas en una aplicación dada y determinando cómo ellos afectan los rendimientos del proceso.

Producto Final Julio 2011
Anexo No. 9
CAR Página 9-14
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
Las estaciones de bombeo RAS/WAS pueden observarse en los Planos M- 62, M-63 y M-64) La tecnología de espesamiento de bandas por gravedad para concentrar los WAS es la alternativa más efectiva a nivel económico.
4. Evaluación de los Costos
Una comparación de los costos fue preparada para el espesamiento de los WAS usando
espesadores de tipo centrífugo o espesadores de banda por gravedad (Ver Tabla No. 11).
La primera cotización la presentó una empresa reconocida a nivel internacional en la
construcción y el montajede espesadores de banda por gravedad de 3m. El precio del
presupuesto por unidad fue de $252.000 cada uno, F.O.B. Puerto de Houston Texas. La
unidad fue completamente montada y probada antes de ser enviada.
Los parámetros usados en la evaluación de costos son los siguientes:
Factor de instalación de la unidad de espesamiento = 1,1
Costos estructurales del edificio = $300/m2
Bombas de alimentación y bombeo mecánico = $300.000
Instalado Eléctrico/Instrumentación = $1.000 por HP
Control de olores: la cotización del sistema de control de olor para el edificio del
espesamiento de los WAS (60.000 CFM capacidad) fue $ 685.000.
Los costos de la instalación total fueron estimados en $ 685.000 x 1,2 = $822.000
para las instalaciones de GBT.
o El control de olores de la instalación de centrifugas más pequeñas fueron
estimados en $ 490.00.
20% Administración y utilidades.
20% Imprevistos.
Los costos anuales fueron estimados de la siguiente forma:
$0, 12 por kw/hr.
Costos de polímeros de $1,50/libras.

Producto Final Julio 2011
Anexo No. 9
CAR Página 9-15
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
Los costos de los químicos para el control de olores fueron estimados en $ 82.000/
año para los GBT y $68,000/año para centrífugas. Los costos de los químicos
locales deben ser confirmados.
Costos de mantenimiento de los equipos de un 5%.
Los costos de mano de obra se muestran en la Tabla No. 11
Tabla No. 11
Costos laborales anuales del espesamiento WAS
Centrífuga GBT
Costos
Unitarios
(Horas)
Personal
Total
Costos
Anuales
($US)
Personal
Total
Costos
Anuales
Operadores $11.00 7 $176,176 14 $352,353
Mantenimiento $14.00 4 $128,128 6 $`92,192
Administración,
Soporte, servicios de
Laboratorio
$14.00 4 $128,128 4 $128,128
Costos laborales
Anuales
$304,560 $672,672
(1) Para cada estación que ha sido operada 24 horas por dia, 7 dias a la semana, un minimo de 7 empleados de tiempo completo son requeridos. (2 )Las tasas unitarias de mano de obra basadas en los costos incurridos por el Acueducto incluyen un 1,56 de beneficios. (3)Esto es asumiendo que un empleado es pagado por contratación directa, tiempo de vacaciones y prestaciones sociales calculados por encima de los 2.228 horas/año.
En la Tabla No. 12 los dos sistemas son evaluados en términos de costos de capital,
costos anuales de operación y mantenimiento (O& M) y los costos anuales totales en
condiciones de diseño (Valor de diseño).

Producto Final Julio 2011
Anexo No. 9
CAR Página 9-16
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
Tabla No. 12
Análisis de Costos ($US) – Espesamiento WAS
Centrífuga Espesadores de banda por
gravedad
Costos de capital
Equipos $5.600.000 $2.016.000
Instalación de los equipos a
0,1
$560.000 $202.000
Instalación $376.000 $630.000
Mecánico $300.000 $300.000
Eléctrico & Instrumentación $1.320.000 $400.000
Control de Olores $685.000 $822.000
$8.841.000 $4.370.000
20% administración y
utilidades
$1.768.000 $874.000
20% Imprevistos $1.768.000 $874.000
Costos de Capital $12.377.000 $6.118000
Costos de capital anuales
(20 años con un interés
del10% y CRF = 0,1175)
$1.454.000 $719.000
Costos anuales de O& M
Eléctrico $555.000 $192.000
Polímeros a 2lb/Ton $160.000 $160.000
Químicos para el control de
olores
$68.000 $82.000
Mantenimiento $280.000 $100.000
Mano de obra $305.000 $673.000
Costos de O&M manual $1.368.000 $1.207.000
Costos Anuales Totales $2.822.000 $1.926.000

Producto Final Julio 2011
Anexo No. 9
CAR Página 9-17
ESPESAMIENTO DE LODOS HAZEN AND SAWYER, P.C. │ NIPPON KOEI
De acuerdo a lo expuesto anteriormente, la tecnología de espesamiento por bandas de gravedad para concentrar los WAS es la alternativa más efectiva a nivel económico.
5. Estrategias de Operación
Se sugiere bombear todo el lodo primario desde los nuevos clarificadores hasta los nuevos espesadores por las siguientes razones:
Llos nuevos clarificadores primarios espesarán los lodos primarios entre una concentración de 1,50 a 1,75 en porcentaje de sólidos. La carga hidráulica para el espesador es reducida lo cual mejoraría el rendimiento.
El personal de la planta tendrá la flexibilidad para dividir o redireccionar los lodos primarios a cualquiera de los tres espesadores o desviar los lodos primarios (si es necesario) directamente a la instalación de espesamiento de lodos mecánicamente en respuesta a las necesidades operacionales o a las condiciones de choque.
En el edificio de espesadores de banda por gravedad se instalarán 8 unidades GBT
de 3 m para el espesamiento de los WAS. Siete (7) unidades serán necesarias para manejar la carga máxima mensual. Una unidad (1) GBT estará en stand by.