
PRODUCTO DE IMITACIÓN QUESO
117
OBTENCIÓN DE UN QUESO IMITACIÓN BAJO EN GRASA EMPLEANDO TRES ALTERNATIVAS DE FORMULACIÓN JENNY XIMENA DEL SOCORRO VALENCIA CHIMBÍ CARLOS EDUARDO HERNÁNDEZ ARIZALA UNIVERSIDAD DE LA SALLE FACULTAD DE INGENIERIA DE ALIMENTOS BOGOTÁ D.C. 2006
Transcript of PRODUCTO DE IMITACIÓN QUESO

1
OBTENCIÓN DE UN QUESO IMITACIÓN BAJO EN GRASA
EMPLEANDO TRES ALTERNATIVAS DE FORMULACIÓN
JENNY XIMENA DEL SOCORRO VALENCIA CHIMBÍ
CARLOS EDUARDO HERNÁNDEZ ARIZALA
UNIVERSIDAD DE LA SALLE
FACULTAD DE INGENIERIA DE ALIMENTOS
BOGOTÁ D.C.
2006
2
OBTENCIÓN DE UNQUESO IMITACIÓN BAJO EN GRASA
EMPLEANDO TRES ALTERNATIVAS DE FORMULACIÓN
JENNY XIMENA DEL SOCORRO VALENCIA CHIMBÍ
CARLOS EDUARDO HERNÁNDEZ ARIZALA
Trabajo de grado para optar al título de Ingeniero de Alimentos
Director
MAURICIO SILVA MONTEJO
Químico
UNIVERSIDAD DE LA SALLE
FACULTAD DE INGENIERIA DE ALIMENTOS
BOGOTÁ D.C.
2006
3
Nota de aceptación:
______________________________
______________________________
______________________________
______________________________
______________________________
______________________________
_____________________________________
Firma del presidente del jurado
____________________________________
Firma del jurado
____________________________________
Firma del jurado
Bogotá, D.C.

4
A Dios autor de la vida,
fuente suprema de inspiración y sabiduría.
A Rosalba, mi madre, guía consejera y amiga.
A mi familia especialmente a mis tías Gladys y Emilce, por su apoyo invaluable.
A César y a Samuel, esposo e hijo,
Ilusiones y amores de cada día.
XIMENA

5
A Dios por darme la vida,
por ser mi guía espiritual y apoyo,
y por acompañarme en logros tan importantes como este.
A mi padre por su dedicación, esfuerzo, ejemplo,
amor y compañía en todos los instantes de mi vida.
A mi madre por su amor, paciencia y sus sabios consejos.
A mi hermana por su comprensión y apoyo.
A mis abuelas, por que aportan a mi vida alegría y amor.
A mi novia por su amor, compañía, dedicación y apoyo,
los cuales son pilares importantes para mi vida.
CARLOS EDUARDO

6
A nuestra alma mater Institución que cimentó el conocimiento
para el servicio a los demás.
A nuestros profesores por compartir con nosotros sus conocimientos
y experiencias.
A todos los que hicieron posible lograr esta meta.
LOS AUTORES

7
AGRADECIMIENTOS
Los autores expresan sus agradecimientos a: MAURICIO SILVA MONTEJO, director del proyecto, por su compañía y asesoría durante la ejecución del proyecto. LUZ MIRYAM MONCADA, Química Esp., especialista en ciencia de Alimentos por su asesoría en la culminación del proyecto. Dr. RAFAEL IGNACIO PAREJA, Decano de la Facultad de Zootecnia. Por facilitar las instalaciones de la planta de lácteos para llevar a cabo la parte experimental del proyecto. LAIONEL SÁNCHEZ, Auxiliar planta de Lácteos. Por facilitar el préstamo de equipos y materiales y por su valiosa colaboración. ROSARIO SANTOS, Coordinadora de Laboratorio de Microbiología. Por el préstamo de materiales y reactivos, por su paciencia y colaboración. JUAN CARLOS POVEDA, Encargados de Laboratorio de Química. Por el préstamo de materiales y reactivos, por su paciencia y colaboración. Y a todas las personas que de una u otra forma hicieron parte importante en la realización del presente trabajo.
8
TABLA DE CONTENIDO Pág. INTRODUCCIÓN 21 OBJETIVO GENERAL 22 Objetivos específicos 22 1. REVISION DE LITERATURA 23 1.1 Productos de imitación en la industria quesera 23 1.1.1. Queso imitación 23 1.1.2. Queso filled 23 1.1.3. Características requeridas 24 1.1.4. Ventajas 25 1.1.5. Materias primas 26 1.1.5.1 Proteína 26 1.1.5.2 Caseínatos 27 1.1.5.3 La grasa 27 1.1.5.4 Agua 29 1.1.5.5 Sal 29 1.1.5.6 Emulsificantes 29 1.1.5.7 Acido 30 1.1.5.8 Estabilizantes 30 1.1.5.9 Colorantes 30 1.1.5.10 Saborizantes 31 1.2 PROCESO DE ELABORACIÓN DE UN QUESO IMITACIÓN 31 1.3 SONDEO DE MERCADOS 32 1.3.1Definición 32 1.4 EVALUACIÓN SENSORIAL 33 1.4.1 Aspectos generales de la evaluación sensorial 33 1.4.2 Área de prueba 35 1.4.3 Jueces 36 1.4.4 Horario de la prueba 37 1.4.5 Muestras 37 1.4.6 Atributos a evaluar en un queso imitación 37 1.5 ESTUDIO DE VIDA ÚTIL 38

9
1.6 PRUEBA DE VIDA UTIL ACELERADA 39 2. MATERIALES Y METODOS 41 2.1 SONDEO DE MERCADO 41 2.2 LOCALIZACIÓN 42 2.3 DESCRIPCIÓN DE LA MATERIA PRIMA 42 2.3.1 Queso campesino 42 2.3.2 Queso doble crema 42 2.3.3 Caseinato de sodio 42 2.3.4 Mantequilla 42 2.3.5 Proteína aislada de soya al 90% 43 2.3.6 Saborizante 43 2.3.7 Colorante 43 2.3.8 Agua esterilizada 43 2.4 PRE-EXPERIMENTACION 43 2.5 DISEÑO EXPERIMENTAL 45 2.6 DESCRIPCIÓN DEL PROCESO 46 2.6.1 Troceado 48 2.6.2 Rallado 48 2.6.3 Fundido 48 2.6.4 Mezclado 49 2.6.5 Moldeado 49 2.6.6 Empacado 49 2.6.7 Almacenamiento 50 2.7 ANÁLISIS FISICO-QUÍMICO DE MATERIA PRIMA Y PRODUCTO TERMINADO 50 2.7.1 Determinación de humedad 50 2.7.2 Determinación de materia grasa 50 2.7.3 Determinación del contenido de proteína 50 2.7.4 Determinación de cenizas 50 2.8 ANÁLISIS MICROBIOLOGICO DE MATERIA PRIMA Y PRODUCTO TERMINADO 51 2.8.1Determinación de coliformes totales NMP 51 2.8.2 Determinación de coliformes fecales 51

10
2.8.3 Recuento de Mohos y levaduras 51 2.8.4 Recuento de microorganismos aerobios mesófilos 51 2.8.5 Recuento de Staphylococcus aureus 51 2.8.6 Presencia de Lysteria 51 2.8.7 Presencia de Salmonella 51 2.9 ANALISIS ESTADISTICO DE PRUEBAS MICROBIOLOGICAS DE MATERIA PRIMA Y PRODUCTO TERMINADO. 52 2.10. FUNDAMENTO DEL BALANCE DE MATERIA Y ENERGIA 52 2.11 EVALUACIÓN SENSORIAL 53 2.11.1 Procedimiento 53 2.11.2 Análisis de datos 54 2.12 DETERMINACIÓN DEL PERIODO DE VIDA ÚTIL 54 2.13 COSTOS DIRECTOS DE PRODUCCIÓN 57 3. RESULTADOS Y ANÁLISIS 58 3.1 SONDEO DE MERCADOS 58 3.2 RESULTADOS DE LA CARACTERIZACIÓN FISICO-QUÍMICA DE LA MATERIA PRIMA 63 3.3 RESULTADOS DE LA CARACTERIZACIÓN MICROBIOOLOGICA DE LA
MATERIA PRIMA 64 3.4 RESULTADOS DE LA CARACTERIZACIÓN FISICO-QUÍMICA DE LOS
QUESOS IMITACIÓN 66 3.4.1 Humedad 66 3.4.2 Proteína 67 3.4.3 Grasa 68 3.5 RESULTADOS DE LA CARACTERIZACIÓN MICROBIOLOGICA DE LOS
QUESOS IMITACIÓN 71 3.6 BALANCE DE MATERIA 72 3.6.1 Balance de las formulaciones 72 3.6.1.1 Balance global para el tratamiento 1 72 3.6.1.2 Balance global para el tratamiento 2 74 3.6.1.3 Balance global para el tratamiento 3 76
11
3.6.2 Formulación para los quesos imitación 77 3.6.3 Balance de materia del proceso 78 3.6.4 Rendimiento 82 3.7 BALANCE DE ENERGÍA 83 3.7.1 Determinación del Cp para el queso doble crema a 20ºC 84 3.7.2 Determinación del Cp para el queso campesino a 20ºC 84 3.7.3 Determinación del Cp para el tratamiento 1 entre 50ºC y 85ºC 85 3.7.4 Determinación del Cp para el tratamiento 2 entre 50ºC y 85ºC 85 3.7.5 Determinación del Cp para el tratamiento 3 entre 50ºC y 85ºC 86 3.8 DETERMINACIÓN DE COSTOS DIRECTOS 86 3.9 ANÁLISIS DE LA EVALUACIÓN SENSORIAL 90 3.10 PREDICCIÓN DE LA VIDA ÚTIL 98 4. CONCLUSIONES 101 5. RECOMENDACIONES 103 BIBLIOGRAFÍA 104 ANEXOS 106
12
LISTA DE CUADROS
Pág. Cuadro 1. Formulación típica de los quesos análogos. 25
Cuadro 2. Características del aceite vegetal. 27
Cuadro 3. Temperaturas aceleradas para diferentes alimentos. 40
Cuadro 4. Variantes de la cantidad de proteína de los quesos imitación. 45
Cuadro 5. Parámetros de la encuesta de la Evaluación sensorial. 53
Cuadro 6. Codificación de las muestras. 54
Cuadro 7. Control de vida útil del producto. 58
Cuadro 8. Composición fisicoquímica del queso doble crema 64
Cuadro 9. Composición fisicoquímica del queso campesino 64
Cuadro 10. Características microbiológicas del queso doble crema 64
Cuadro 11. Características microbiológicas del queso campesino 65
Cuadro 12. Características microbiológicas del caseinato de sodio 65
Cuadro 13. Composición fisicoquímica de los tratamientos 66
Cuadro 14. Porcentajes de humedad. 67
Cuadro 15. Porcentaje de proteína de los quesos imitación. 67
Cuadro 16. Análisis de varianza para los porcentajes de proteína. 68
Cuadro 17. Porcentaje de grasa de los quesos imitación. 69
Cuadro 18. Análisis de varianza para los porcentajes de grasa. 69
Cuadro 19. Cuadro comparativo propiedades físico-químicas 70
Cuadro 20. Composición físico-químico de los quesos imitación. 69
Cuadro 21. Características microbiológicas del queso imitación a partir de queso
doble crema 71
Cuadro 22. Características microbiológicas del queso imitación a partir de queso
campesino 71
13
Cuadro 23. Características microbiológicas del queso imitación a partir de
caseinato de sodio. 72
Cuadro 24. Formulaciones para el queso imitación. 77
Cuadro 25. Balance de materia del proceso para el tratamiento 1. 78-79
Cuadro 26. Balance de materia del proceso para el tratamiento 2. 80
Cuadro 27. Balance de materia del proceso para el tratamiento 3. 81-82
Cuadro 28. Rendimiento del proceso. 83
Cuadro 29. Determinación de costos directos 87
Cuadro 30. Determinación de costos a partir de 1 Kg de materia prima tratamiento
1 88
Cuadro 31. Determinación de costos a partir de 1 Kg de materia prima tratamiento
2 88
Cuadro 32. Determinación de costos a partir de 1 Kg de materia prima tratamiento
3 89
Cuadro 33. Comparación de costos de los tratamientos con algunos quesos
comerciales 90
Cuadro 34. Estadísticos descriptivos para la variable calificación 92
Cuadro 35. ¿Indique su opinión del queso imitación que esta probando según el
rango? (Campesino) 93
Cuadro 36. ¿Indique su opinión del queso imitación que esta probando según el
rango? (Con queso doble crema) 95
Cuadro 37. ¿Indique su opinión del queso imitación que esta probando según el
rango? (con caseinato) 96
Cuadro 38. Prueba de Kruskal Wallis 97
Cuadro 39. Resultados del análisis organoléptico en el estudio de vida útil. 98-99
Cuadro 40. Resultados del estudio de vida útil tomando un rango de Q10 entre 2 y
5 100
14
LISTA DE GRÁFICOS
Pág. Gráfica 1. Frecuencia de consumo de queso 59
Gráfica 2. Consumo de productos de soja 60
Gráfica 3. Aceptación del queso imitación en el mercado 61
Gráfica 4. Contenido de humedad del queso imitación 62
Gráfica 5. Contenido de grasa del queso imitación 62
Gráfica 6. Género de los encuestados 91
Gráfica 7. Rango de edad de los encuestados 94
Grafica 8. Opinión del queso imitación según el rango para queso campesino 95
Gráfica 9. Opinión del queso imitación según el rango para queso doble crema 96
Gráfica 10.Opinión del queso imitación según el rango para caseinato de sodio 91
15
LISTA DE FIGURAS
Pág.
Figura 1. Proceso de elaboración de un queso imitación. 31
Figura 2. Proceso de elaboración del queso imitación a partir de queso doble
crema 46
Figura 3. Proceso de elaboración del queso imitación a partir de queso campesino
47
Figura 4. Proceso de elaboración del queso imitación a partir de caseinato de
sodio 48
Figura 5. Diagrama de bloques para el balance de materia del proceso, para el
tratamiento 1. 79
Figura 6. Diagrama de bloques para el balance de materia del proceso, para el
tratamiento 2. 81
Figura 7. Diagrama de bloques para el balance de materia del proceso, para el
tratamiento 3. 82
16
LISTA DE ANEXOS
Anexo 1. Diseño encuesta para estudio de mercados.
Anexo 2. Diseño encuesta para evaluación sensorial.
Anexo 3. Requisitos microbiológicos para queso fresco.
Anexo 4. Ficha técnica para caseinato de sodio.
Anexo 5. Marmita manual.
Anexo 6. Máquina empacado al vacío.
Anexo 7. Presentación de las muestras para la evaluación sensorial.
Anexo 8. Ficha técnica de la proteína aislada de soja
Anexo 9. Ficha técnica del monoestearato de glicerilo.
Anexo 10. Ficha técnica de polifosfatos.
Anexo 11. Ficha técnica de la carragenina
Anexo 12. Ficha técnica del colorante.
Anexo13. Ficha técnica del saborizante.
Anexo 14. Foto pasta de queso a partir de queso campesino.
Anexo 15. Foto pasta de queso a partir de queso doble crema.
Anexo 16. Foto pasta de queso a partir de caseinato de sodio.
Anexo 17. Foto empaque para las pastas de queso.
17
GLOSARIO
CASEÍNA: Caseína, grupo de proteínas que se producen por precipitación cuando
la leche se acidifica. La caseína constituye casi el 80% del total de las proteínas
presentes en la leche de vaca, y el 3% de su peso. Es el ingrediente principal del
queso. Si se deseca, es un polvo amorfo de color blanco, inodoro e insípido. La
caseína se disuelve mal en agua y muy bien en álcalis o ácidos fuertes.
SOYA: Soja (también conocida como soya), nombre común de una leguminosa
anual y de las semillas que forma. Se cree que la soja procede del Sureste
asiático; en la actualidad se cultiva en muchos otros lugares. La planta es erguida,
pubescente, de 0,5 a 1,5 m de altura, con grandes hojas trifoliadas, flores
pequeñas de color blanco o púrpura y vainas cortas que encierran entre una y
cuatro semillas. Cuando la planta alcanza la madurez, entre 100 y 150 días
después de la plantación, según la variedad, el lugar y el clima, las hojas viran al
amarillo y se caen y las vainas adquieren en poco tiempo color tostado y se secan.
Las semillas, casi esféricas, suelen ser de color amarillo claro, y también negro,
castaño o verde en ciertas variedades raras. El hilo o cicatriz es negro, castaño o
amarillo. Las semillas contienen alrededor de un 20% de aceite y un 40% de
proteínas
COLOIDE: suspensión de partículas diminutas de una sustancia, llamada fase
dispersada, en otra fase, llamada fase continua, o medio de dispersión.
QUESO IMITACIÓN O ANALOGO: el queso imitación es el producto que se
obtiene de la mezcla de la proteína de la leche, normalmente en forma de
caseinato o caseinatos, junto con proteína de soya, agua, aceite o grasa vegetal,
saborizante, sal, ácidos comestibles, colorantes y estabilizantes.

18
QUESO FILLED: Se prepara a partir de los mismos ingredientes del queso natural
a excepción de la grasa la cual es reemplazada por la grasa vegetal.
19
RESUMEN
La importancia de este proyecto radica en generar dentro de la industria láctea un
producto nuevo bajo la formulación de un queso imitación con las particularidades
de un queso normal, siendo para el consumidor un producto beneficioso en su
dieta ya que posee la característica de tener un bajo contenido de grasa,
convirtiéndose en una alternativa nutricional para quienes buscan mejorar sus
hábitos alimenticios y por ende su salud. El producto conserva un buen contenido
proteico con bajo costo tanto para el productor como para el consumidor.
Adicionalmente a esto se puede utilizar como ingrediente para la elaboración de
algunas recetas tradicionales.
El queso imitación se desarrollo a partir de tres formulaciones empleando materias
primas (queso doble crema, queso campesino, caseinato de sodio mas
mantequilla) a los cuales se les determinó humedad, grasa, cenizas, proteína, las
características microbiológicas y sensoriales, además de la vida útil a
temperaturas de refrigeración (3ºC).
Este producto se obtuvo bajo formulaciones donde se tuvo en cuata aspecto como
el contenido de grasa y la cantidad de proteína que se obtiene en el queso
imitación empleando porcentajes del 18 % aproximadamente de grasa, 25 % de
proteína y el 55 % de humedad. Características como el sabor y el color se
potenciaron mediante la adición de saborizantes y colorantes de queso artificiales,
finalmente la materia grasa se normalizó con mantequilla en el caso del caseinato
de sodio.
Las principales características fisicoquímicas para el queso imitación a partir de
queso doble crema fueron: pH (5.6) humedad (55%), grasa (18 %), proteína (25
%). Para el queso imitación a partir de queso campesino se obtuvo: pH (5.6),
20
humedad (55 %), grasa (18 %), proteína (25 %). Y para el queso imitación a
partir de caseinato de sodio: pH (5.4) , humedad (55 %), grasa (18 %), proteína
(25 %).
En la parte sensorial, los quesos imitación fueron evaluadas por los consumidores
mediante una prueba de grado de satisfacción, empleando una escala hedónica
de 5 puntos, donde la de mayor aceptación fue el queso imitación elaborado a
partir de queso campesino con un 72.28 % con calificación de 5 (le agrada
mucho), sobre las otras muestras.
Para la determinación de la vida útil del producto se empleó el método de pruebas
de la aceleración de la estabilidad en las cuales el producto es almacenado en las
condiciones elevadas de la tensión de la temperatura, manteniendo constante el
pH y la humedad. Además se les realizó una evaluación sensorial donde se
evaluaron características como el color, sabor, olor y la textura aspectos
fundamentales para la aceptación o el rechazo de la vida útil del queso imitación
por esta razón el tiempo determinado para este estudio fue de 30 días hasta que
el producto alcanzo variaciones al día 10 en sus características sensoriales a
temperatura acelerada de 10 ºC, ninguna variación durante 90 días a temperatura
de refrigeración de 3ºC.
El rendimiento del proceso fue del 87 % aproximado para los tres tratamientos;
obteniéndose un costo directo de fabricación en precio por kilogramo de $ 6940
para el queso imitación a partir de queso doble crema, $ 7734 para el queso
imitación con queso campesino y de $ 12715 para el queso imitación elaborada a
partir de caseinato de sodio.
21
INTRODUCCIÓN
Actualmente en algunos países existen productos de queso imitación que son
elaborados a partir de la mezcla de proteína láctea y proteína de soya con la
incorporación de otros aditivos tales como: agua, grasa vegetal, estabilizantes,
emulsificantes, saborizantes y colorantes, sometidos estos ingredientes a un
proceso de fusión, obteniéndose así un producto muy parecido al queso normal.
“En virtud de que la elaboración de queso imitación es relativamente simple, en
comparación con la producción de queso normal, los costos necesarios de
procesamiento resultan mínimos”1. Debido a la ausencia de este tipo de productos
en nuestro país, se dio la opción de un queso imitación que satisficiera el gusto del
consumidor colombiano y a la vez se pudieran utilizar en este tipo de productos
quesos tales como el campesino y queso doble crema producidos en Colombia.
Para la realización de esta investigación se evaluaron aspectos tales como el
contenido de grasa, proteína, humedad los cuales determinaban las
características fisicoquímicas finales del queso imitación. Posteriormente se
realizó análisis microbiológico.
Una vez establecida las formulaciones del queso imitación se evaluó el grado de
satisfacción de esta para determinar la aceptación del producto por parte del
consumidor. Seguido de esto se establecieron aspectos como la vida útil
rendimiento y los costos directos de producción, para calcular la rentabilidad y
competitividad de este nuevo producto en el mercado.
1 www.aces.uiuc.edu/asamex/lacteo14.html . Consultada el 5 de diciembre de 2005.
22
OBJETIVO GENERAL
Elaborar una formulación de un queso imitación bajo en grasa, rico en proteína,
con mezcla de proteína láctea y proteína vegetal.
OBJETIVOS ESPECÍFICOS
Realizar un sondeo de mercado con el fin de determinar la viabilidad del
producto.
Desarrollar tres (3) formulaciones de un queso imitación.
Caracterizar fisicoquímicamente las materias primas y el producto terminado.
Analizar microbiológicamente la materia prima a utilizar y el producto terminado.
Realizar un balance de materia y energía del producto obtenido.
Calcular costos directos de producción.
Efectuar una prueba de producto para evaluar la satisfacción de este en los
consumidores.
Evaluar el periodo de vida útil del producto final.
23
1. REVISIÓN DE LITERATURA
1.1 PRODUCTOS DE IMITACIÓN EN LA INDUSTRIA QUESERA.
Dos tipos de queso imitación están legalmente aceptados: uno se designa como
queso filled y el otro como queso imitación.
1.1.1 Queso imitación
El queso imitación es el producto que se obtiene de la mezcla de la proteína de la
leche, normalmente en forma de caseinato o caseinatos, junto con proteína de
soya, agua, aceite o grasa vegetal, saborizante, sal, ácidos comestibles,
colorantes y estabilizantes. También es posible agregar otros aditivos, tales como
emulsificantes o conservantes. Se añade ácido láctico u otros ácidos de grado
alimenticio para dar un pH entre 5.8 y 5.9. Luego, haciendo un balance apropiado
y una adición secuencial de los ingredientes se obtiene un producto con
características físicas y funcionales similares a las establecidas para los quesos
convencionales.
1.1.2 Queso filled.
Se prepara a partir de los mismos ingredientes del queso natural a excepción de la
grasa la cual es reemplazada por la grasa vegetal según la FDA el acta para filled
cheese regida por la International Revenue Service define como filled ¨…a los
quesos elaborados con adición de aceite vegetal o cualquier otra grasa o aceite.
24
Este incluye también los quesos fabricados a partir de leche entera o descremada
o los que se les adiciona mantequilla…”2
1.1.3 Características requeridas
Según Bell los productos de queso análogo deben poseer las siguientes
características para ser aprobados por el servicio de nutrición y alimentos (food
and nutrition service):
Ingredientes:
Los ingredientes utilizados deben ser de grado alimenticio
Lípidos de origen animal o vegetal
Lípidos con un máximo del 50 % de ácidos graso saturados
Proteínas de origen animal o vegetal.
Propiedades físicas y funcionales
Sabor: libre de sabores extraños
Fusión: al colocar 15 gramos de producto desmenuzado sobre una tajada de pan,
debe fundir en tres minutos a 260ºC perdiendo la identidad del fragmento y
adquiriendo una consistencia suave.
Características de tajado: al cortar 21 gramos de producto en trozos de 3 – 0.5 “ X
3-05 “ estos no deben quebrarse desmoronarse, doblarse, ni pegarse el ensayo
se realiza a 4.4ºC
2 Food and Drug Administration, FOOD ADITIVES. Code of Federal Regulations, U.S. Government printing office, Washington D.C., Title 21, No. 12101. 1989.
25
Textura y consistencia: a 4.4ºC una muestra cilíndrica debe ser firme, tener poca
elasticidad, ser suave y no presentar manchas. No debe ser seco, harinoso ni
pastoso.
Especificaciones nutricionales: debe cumplir con los requisitos establecidos para
composición e ingredientes.
Cuadro 1. Formulación típica de los quesos análogos.
COMPONENTE PESO (gramos)
Caseinato de sodio 245.00
Agua 475.00
Aceite vegetal 260.00
Emulsificantes 5.00
Fosfato de sodio 1.00
Cloruro de sodio 2.00
Color y sabor Trazas Fuente: BELL P.J., Preparation of simulated cheese. U.S. pattente No. 3.922.374
1.1.4 Ventajas
Las mayores ventajas del queso análogo son el menor contenido de colesterol y el
costo mas bajo.
Otra ventaja es que la materia prima se encuentra en estado sólido lo cual
proporciona, una mayor facilidad para controlar las condiciones de
almacenamiento.

26
1.1.5. Materias primas
En términos generales, el queso imitación contiene los siguientes Ingredientes,
cuya variación en tipos, proporciones y procesadores permite fabricar quesos
suaves o duros, o incluso quesos para untar ó quesos tipo crema.
1.1.5.1. Proteína
El producto que mas se utiliza es el caseinato de sodio, aunque algunas veces se
prefiere el caseinato de potasio por motivos dietéticos, el caseinato de calcio
presenta unas características diferentes. Estos productos son muy solubles en
agua y no presentan ningún sabor, siempre que el pH durante la fabricación no
haya sido en ningún momento superior a 7.
Para fabricar un producto que tenga las propiedades de un queso normal,
características aceptables de elasticidad y fundido, por lo menos un 50% de la
proteína utilizada deberá ser de origen lácteo, ya sea en forma de caseína o
caseinatos. El balance se puede alcanzar mediante el empleo de proteínas de
soya, en forma de aislados, concentrados, tofu y leches secadas por aspersión,
leche fresca de soya o tofu fresco licuado, ya que estos derivados de la soya
poseen todas las características para suministrar al queso imitación como
producto una composición nutricional que aporte en una alimentación balanceada
para proporcionar un desarrollo saludable al consumidor, ya que contribuye en
“los beneficios de este grano en la prevención de enfermedades crónicas de tipo
cardiovascular, cáncer, osteoporosis, diabetes y control de la obesidad”3
3 VALENCIA R., Ruben y GARZON A., Vitaliano. Potencialidades de la soya y usos en la alimentación humana y animal. Boletín técnico 13. Villavicencio, Colombia. 1999.
27
La pureza de la proteína; en otras palabras, el porcentaje total de proteína
presente en el producto, determina la cantidad a utilizar para lograr una
concentración en particular. Por ejemplo, un aislado de proteína de soya, con 90%
de pureza, se utilizará a un nivel del 22.2% para obtener el 20% de proteína. Un
concentrado de proteína al 65% se empleará a nivel del 30.8% para alcanzar el
mismo grado de contenido proteínico.
Por lo general, las aplicaciones que precisan de un 20% de proteína, o más,
requieren productos de bajo peso molecular; de otra manera, se puede generar
una viscosidad excesiva y formación de grano. El contenido total de proteína
deberá situarse entre el 15 y 30%.
1.1.5.2. Caseínatos
Obtención
En la fabricación proteica principal de la leche de vaca es la caseína se encuentra
en cantidades que varían entre 2.4 y 3%, en forma de miscelas las cuales
contienen calcio, fósforo inorgánico, magnesio y citrato además del prótido
caseína este sistema coloidal denominado complejo caseinato trifosfocalcico se
mantiene en estado de estabilidad coloidal bajo condiciones naturales y a un pH
de 6.7 aprox. , pero se desestabiliza fácilmente mediante la influencia de factores
como: variación de la acidez, presencia de sustancias químicas, temperaturas muy
bajas o altas adición de enzimas (cuajo o renina, pepsina, pancreatina, proteásas
vegetales), sometiendo la leche a una acidificación (tratamiento con ácido
muriático, sulfúrico o láctico), la caseína precipita en forma de pequeños granos
produciéndose en este proceso una descalcificación parcial.
28
La fabricación de caseinato sódico a partir de leche descremada se realiza sobre
la base de la coagulación continuada de la caseína, para la producción de
caseinato sódico se utiliza como materia prima caseína desecada o caseína recién
precipitada en hidróxido sódico con subsiguiente desecación de la dispersión
coloidal. El caseinato sódico contiene hasta el 90 % de proteína caracterizándose
por sus propiedades emulsionantes, fijadoras de agua y de otro tipo. Se utiliza
para el enriquecimiento proteico de los alimentos. Para el estudio se utilizó
caseinato de sodio, ficha técnica anexo 4.
1.1.5.3. La grasa
Por lo general se emplean grasas vegetales, aunque también se puede utilizar
grasa butírica. En lo que respecta a las características adecuadas de sabor,
textura y fundido, los puntos de fusión irán de los 36ºC a los 46ºC. Dependiendo
del tipo de pasta de queso, el contenido de grasa será de un 18%
aproximadamente.
Cuadro 2. Características del aceite vegetal.
Punto de fusión 36ºC
Índice de refracción 1.4602
R (Rojo lovibond) 3.2
Y (amarillo lovibond) 33
Índice de peroxido 0
Ácidos grasos libres 0.02 %
Punto de cristalización 26.8 ºC
Crise Negativo Fuente: BELL P.J., Preparation of simulated cheese. U.S. pattente No. 3.922.374
29
También se utilizan mezclas de aceite vegetal hidrogenado que contenga
emulsificantes tales como mono y di-glicéridos, los cuales previenen la exudación
del producto empacado. Si el aceite no los contiene se debe agregar en una
proporción que varia entre 0.4 y 0.6 % dependiendo del contenido final de grasa y
de sólidos en el queso análogo.
Cuya variación en tipos, proporciones y procesadores permite fabricar quesos
suaves o duros, o incluso quesos para untar ó quesos tipo crema.
1.1.5.4. Agua
Dependiendo del tipo de queso, el nivel de contenido de agua será de entre un
40% (pastas duras) a un 60% (pastas blandas).
1.1.5.5. Sal
Normalmente se añade un 2% de sal, por peso del producto final.
1.1.5.6. Emulsificantes
La función de estos aditivos es estabilizar las mezclas de dos o más líquidos
inmiscibles causando reducción en la tensión superficial, y producir que estas
fases logren un contacto más estrecho y se estabilicen; ya que el queso contiene
lecitina como emulsificante, se puede incorporar esta sustancia en niveles del 0.4
al 0.6% por peso de la grasa. Una alternativa en la formulación serían los mono y
diglicéridos, con el fin de prevenir el goteo en el empaque de la pasta de queso.

30
1.1.5.7. Ácido
Para mejorar el sabor y la duración del tiempo de almacenamiento del queso,
puede ser aconsejable reducir el pH hasta niveles de 5.0 al 5.5; esto se hace
mediante la aplicación de un ácido adecuado, como lo son el ácido ascórbico,
cítrico o láctico.
1.1.5.8. Estabilizantes
Los aditivos de este grupo se emplean para que los aceites y grasas se puedan
mezclar con agua y formar emulsiones dando una textura cremosa y suave a los
alimentos. El estabilizador más usado para este tipo de productos, es el
carragenato, puesto que una de sus propiedades más importantes es su
reactividad con las proteínas especialmente con las de la leche, para el caso de
preexperimentación y producto final el carragenato será el estabilizante a utilizar
debido a que las propiedades descritas se ajustan a las características de la pasta
de queso. También se han utilizado con buen éxito estabilizadores tales como la
goma arábiga: ya que dos de sus características principales son su alta solubilidad
en agua (hasta 50%) y la baja viscosidad que desarrolla; goma guar: debido a que
carece de grupos ionizables, lo cual la hace prácticamente inalterable a los
cambios de pH, y posee de cinco a ocho veces el poder espesante del almidón;
gelatina, almidón y fosfatos.
1.1.5.9. Colorantes
La oleorresina de páprika colorantes artificiales o el anato, o la combinación de
estos, proporcionan un buen color natural.
31
1.1.5.10. Saborizantes.
Actualmente existe en el comercio un gran número de compuestos, tanto
sintéticos como naturales, que se emplean para elaborar sabores para quesos
tipo Cheddar, suizo, americano y otros, empleando para la obtención del queso
imitación “sabor a queso.” teniendo como principal función acentuar el sabor.
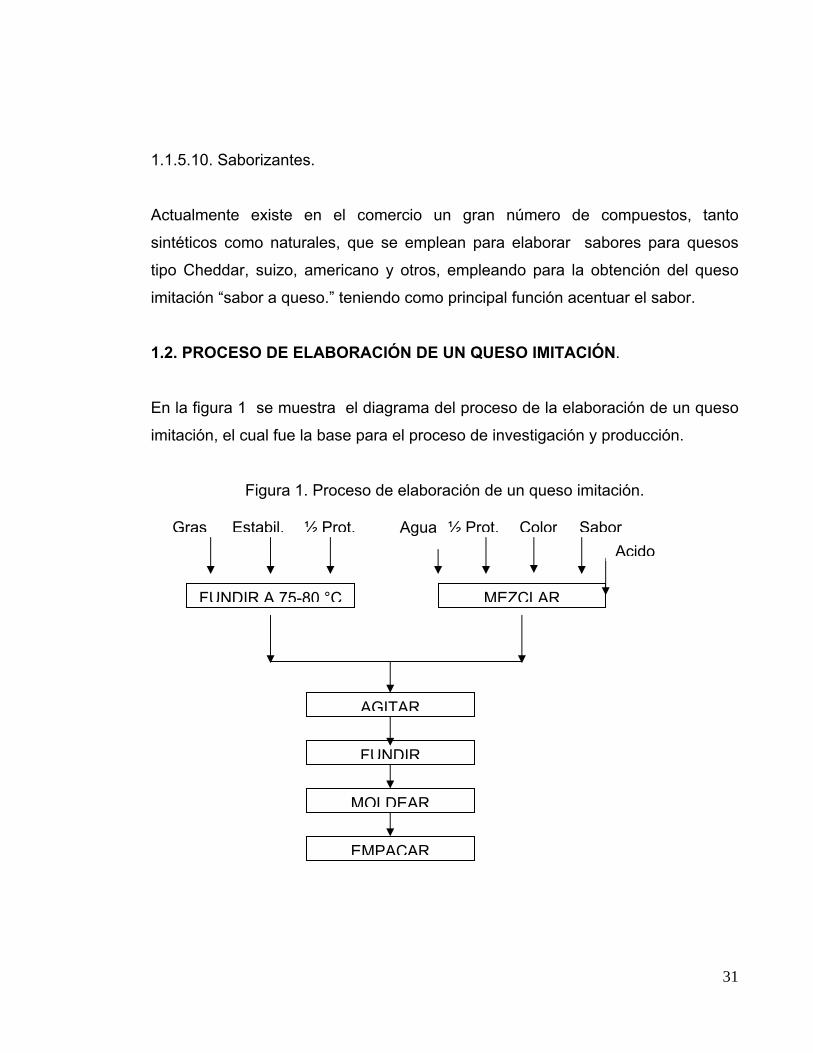
1.2. PROCESO DE ELABORACIÓN DE UN QUESO IMITACIÓN.
En la figura 1 se muestra el diagrama del proceso de la elaboración de un queso
imitación, el cual fue la base para el proceso de investigación y producción.
Figura 1. Proceso de elaboración de un queso imitación.
FUNDIR A 75-80 °C MEZCLAR
Gras ½ Prot.Estabil. SaborColorAgua ½ Prot.Acido
AGITAR
FUNDIR
MOLDEAR
EMPACAR
32
En una tina, se dispersan en grasa derretida a 75-80ºC el estabilizante y la mitad
de las proteínas. En otra tina se dispersa en el agua la otra mitad de las proteínas,
aplicando agitación, se añade lentamente el colorante, el saborizante y el ácido.
Se ajusta el pH, se unen las dos mezclas se funde a la temperatura indicada
(hasta 80ºC) y se vierte en recipientes.
Otro método consiste en disolver la sal en el agua, a temperatura ambiente. Se
dispersa el estabilizante en la solución salina, mientras se revuelve la mezcla.
Hecho esto, se disuelven las proteínas en el agua. Se deberá calentar la mezcla a
75-80ºC y revolver hasta obtener una consistencia suave. Posteriormente, se
calienta la grasa a una temperatura de 75-80ºC y se agrega a la mezcla de
proteína y agua. Al terminar este paso, se agrega el saborizante, el colorante y el
ácido. Se ajusta el nivel de pH y se vierte en recipientes.
El proceso de fusión debe ir acompañado de agitación constante. La fusión se
hace con el fin de mezclar íntimamente todos los ingredientes y obtener un queso
imitación homogéneo, además de pasterizar la pasta y lograr una fluidez y textura
adecuadas.
1.3 SONDEO DE MERCADOS
1.3.1 Definición
Es una exploración de mercados, es la identificación, recopilación, análisis y
difusión de la información de manera sistemática y objetiva con el propósito de
mejorar las decisiones relacionadas con la identificación, solución de problemas y
oportunidades de mercadotecnia; en el sondeo se utiliza el método científico, en la
recopilación y en el análisis de datos para probar ideas o hipótesis previas. Es el
inicio de la investigación de mercados ya que esta es objetiva, e intenta

33
proporcionar información precisa que refleje la condición real y debe realizarse de
manera imparcial, debe estar libre de tendencias; se realiza por dos razones para
identificar y para resolver problemas. Para identificar problemas se utilizan
investigaciones de segmentación, de producto, de precios, de promociones y de
distribución y para resolver los problemas se deben utilizar investigaciones de
potencial de mercados, de participación de mercado, de la imagen en el mercado,
de las características del mercado, de análisis de ventas, de proyección y sobre
las tendencias de la industria. La investigación de mercados es un proceso el cual
se resume en seis pasos los cuales son: definición del problema, desarrollo del
planteamiento del problema, formulación de un diseño de investigación, trabajo de
campo o recopilación de datos, preparación y análisis de datos y la preparación y
presentación de los informes.4
1.4 EVALUACIÓN SENSORIAL
1.4.1. Aspectos generales de la evaluación sensorial
Por medio del análisis sensorial podemos determinar aspectos como el análisis e
interpretación de propiedades las cuales son apreciadas por los sentidos, por lo
tanto este tipo de evaluación permite a los seres humanos evaluar consiente e
inconscientemente los alimentos al observarlos o consumirlos; sin embargo las
sensaciones que motivan este rechazo o aceptación varían con el tiempo y el
entorno en el que se perciban. Los tipos de análisis sensoriales son:
• Análisis organoléptico
o Emocional y subjetiva
o Intereses particulares 4 NARESH K Maholtra. Investigación de mercados un enfoque práctico. 2 a Ed. Editorial Pearson Educación año 1997.
34
o influencias ambientales
• Análisis sensorial
o Ambiente controlado
o Métodos estandarizados
o Personas entrenadas
En las diferentes formas de evaluación sensorial, los sentidos cumplen una
función en la evaluación sensorial, así:
• Olfato: permite percibir el olor y el aroma; las sustancias olorosas de los
objetos generalmente son volátiles y llegan a las fosas nasales como medio
externo de todo el sistema nasal del cual se conducen células y terminales
nerviosas que reconocen los diversos olores y transmiten al cerebro la
sensación olfativa y los aromas se detectan después de tener el alimento en la
boca por lo que el medio de transmisión es la membrana mucosa del paladar.
• Gusto: permite percibir los sabores básicos que son: el salado, el amargo,
el dulce, el ácido o agrio, y el umami (producido por sustancias de tipo
glutamato); la sensación del gusto es el resultado del efecto de la interacción
entre moléculas hidrosolubles y los receptores localizados en la lengua y la
cavidad bucal.
• Vista: permite percibir el color y otros atributos presentes en la evaluación
sensorial como la apariencia, la forma, la superficie, el tamaño y el brillo.
• Tacto: permite percibir la temperatura tanto del objeto como del medio, el
peso, las características de superficie y detecta los atributos de textura, por
35
medio de los dedos, la palma de la mano, la lengua, las encías, la parte interior
de las mejillas, la garganta y el paladar.
• Oído: percibe los sonidos, los cuales permiten describir atributos de textura.
1.4.2 Área de prueba.
El área elegida para la realización de la prueba debe ser tranquila, aireada, libre
de olores extraños. Las cabinas asignadas a los jueces deberán ser
independientes Los sitios seleccionados para las pruebas sensoriales, conocidos
como paneles pueden ser internos o externos y cada uno cumple con las
siguientes características:
• Internos
o Ambiente confortable y limpio
o Adecuada iluminación
o Ausencia de olores y ruidos
o Espacios individuales
o Temperatura agradable (se recomienda entre 20-22ºC)
• Externos:
o Centros comerciales
o Parques
o Escuelas
o Espacios públicos
En este proyecto de grado se desarrolló un nuevo producto y la opinión y la
aceptación del consumidor es clave, para esto la prueba de aceptación es básica.
36
La prueba de aceptación suele responder a requerimientos de mercado y
normalmente pretenden apreciar las tendencias de consumo, es decir se quiere
saber si un determinado producto es el idóneo para el consumo en un grupo de
población, si es competitivo con otros ya existentes o si alguna de las
características llega a producir fatiga tras un cierto consumo.
1.4.3 Jueces
En una prueba sensorial se pueden encontrar los siguientes tipos de jueces:
jueces expertos especializados, jueces expertos y jueces inexpertos.
“Los jueces inexpertos son personas sin percepción fina y sin experiencia. Los
jueces expertos y los jueces expertos especializados son personas seleccionadas
por su capacidad para llevar a cabo una prueba sensorial, por su perspicacia,
sensibilidad y por su gran entendimiento.
La diferencia que se da entre un juez experto y un juez experto especializado se
da en que para ser un juez experto es preciso un grado elevado de sensibilidad
sensorial y contar con experiencia en la metodología con capacidad de efectuar un
juicio fiable de diversos productos por medio del análisis sensorial, mientras que
el juez experto especializado posee una experiencia probada como especialista en
el producto, en su proceso de fabricación o de comercialización que es capaz de
efectuar el análisis sensorial del producto y evaluar o prever los efectos debido a
la variación en materias primas, formulaciones, condiciones de fabricación, de
almacenamiento, de envejecimiento, etc.”5
5 CYTED, Programa Iberoamericano de ciencia y tecnología para el desarrollo. Curso Taller: Vida Útil Sensorial de Alimentos. Marzo 2004.
37
Los panelistas pueden ser elegidos al azar o bien seleccionados por aspectos
concretos como edad, sexo, capacidad económica, hábitos sociales o de
consumo, entre otros. A estos individuos se les puede abordar en la calle, citarlos
en un estudio o sala donde se les harán las pruebas o darles el producto para que
toda la familia lo ensaye en su propio domicilio y cada una de estas circunstancias
definirá un tipo de comportamiento, que a su vez podrá ser influido por las
explicaciones previas a la precuenta o preguntas claves de la prueba
1.4.4 Horario de la prueba
Para el desarrollo de la prueba se debe manejar un horario que no sea muy
cercano a las comidas ni tampoco que los panelistas degusten la prueba cuando
tengan hambre, por lo tanto se recomienda efectuar las pruebas en la mañana en
un horario alrededor de las 10.00 a 11.00 am. Y en tarde alrededor de las 17.00 a
las 18.00 pm.
1.4.5 Muestras
La cantidad de muestra no debe ser en exceso ni que falte, se aconseja que este
entre los veinte (20) a veintiocho (28) gramos, debe servirse a la temperatura a la
cual se consume el alimento. Los jueces no deben probar más de cinco muestras
del producto ya que podría ocasionar fatiga o hastío y se obtendría un resultado
no confiable.
1.4.6 Atributos a evaluar en un queso imitación.
Los principales atributos que se evalúan en un queso imitación son:
38
- Atributos de apariencia, en esta cualidad se tiene en cuenta la apariencia
interior y exterior del producto; atributos exteriores se tiene en cuenta la forma,
tamaño, peso y corteza; en los atributos internos, el color, brillo, humedad y/o
grasa.
- En los atributos de textura se visualizan aspectos como la dureza, adherencia,
elasticidad, granulosidad, cohesividad, solubilidad en la boca.
- En los atributos olfato-gustativos, se evalúan características de olor, aroma,
sabor, gusto residual y persistencia global la cual es la continuación de la
percepción olfato-gustativa.6
1.5 ESTUDIO DE VIDA ÚTIL
Según CYTED6 un estudio de vida útil consiste en realizar en el tiempo, una serie
de controles pre-establecidos, de acuerdo a una frecuencia fijada previamente,
hasta alcanzar el deterioro elegido como limitante o los límites prefijados.
Ellis7, en 1994 definió la vida útil de un alimento como el tiempo que transcurre
entre la producción/envasado del producto y el punto en el cual se vuelve
inaceptable bajo determinadas condiciones ambientales.
Según los estudios de Warner8 en 1995 la finalización de la vida útil de alimentos
puede deberse a que el consumo implique un riesgo para la salud del consumidor,
o porque las propiedades sensoriales se han deteriorado hasta hacer que el 6 CYTED, Programa Iberoamericano de ciencia y tecnología para el desarrollo. Curso Taller: Vida Útil Sensorial de Alimentos. Marzo 2004 7 ELLIS, citado por PERSIS, David and PERSIS, Sambramoniam. The Stability an shelf life of food- Kilcast. CRC Press, Woodhead Publisisng limited. 2000 8 ELLIS, citado por PERSIS, David and PERSIS, Sambramoniam. The Stability an shelf life of food- Kilcast. CRC Press, Woodhead Publisisng limited. 2000
39
alimento sea rechazado. En este último caso la evaluación sensorial es el principal
método de evaluación, ya que no existen métodos instrumentales o químicos que
reemplacen adecuadamente a nuestros sentidos.
Durante la vida útil de un producto existen muchos factores que probablemente
afectan sus calidad sensorial y, en último término su aceptación por el consumidor;
dentro de estos factores se encuentran la temperatura, luz, empaque y
almacenamiento, acorde con los estudios realizados por Carpenter et al 20029,
los cuales deben medirse bajo parámetros que se establecen por cada
investigador en el cuál es necesario efectuar un “análisis preciso de los factores de
calidad, …, y la valoración de la evaluación de los parámetros de calidad mediante
criterios razonables”10
1.6 PRUEBA DE VIDA ÚTIL ACELERADA.
Para esta prueba en necesario utilizar una metodología la cuál es usada para
productos nuevos o modificaciones que se le hagan a los productos ya existentes,
dado que permite determinar la vida útil sin la necesidad de tener que esperar un
determinado de tiempo prolongado en el cuál comienzan las reacciones de
degradación de cada producto.
Como objetivo de esta prueba es almacenar el producto terminado y empacado a
elevadas temperaturas, a el cuál se debe examinar periódicamente hasta el final
de la vida útil y a la vez conocer las pérdidas de los factores de calidad;
posteriormente estos resultados se extrapolan a las condiciones normales de
almacenamiento empleando la ecuación de Arrhenius.
9 CARPENTER, Roland; LYON, D. y HASDELL, T. análisis sensorial en el desarrollo y control de la calidad de alimentos. Zaragoza: Acribia, 2002. p,4. 10 LABUZA, T.P. Application of chemical kinetics to deterioration of foods. J.Chem. Educ. 1984.

40
En la determinación de vida útil por método acelerado de un producto hay que
tener en cuenta los siguientes pasos:
1. Determinar los constituyentes del alimento, conocer el proceso de
elaboración y tener en cuenta las condiciones de almacenamiento,
establecer los parámetros físico-químicos y/o biológicos que afecten
significativamente el alimento, para así definir el índice de pérdida de
calidad al evaluar.
2. Seleccionar el empaque apropiado para la prueba, el cual debe adecuarse
a las características del producto.
3. Definir las temperaturas elevadas de almacenamiento a ensayar, por medio
de la siguiente tabla:
Cuadro 3. Temperaturas aceleradas para diferentes alimentos.
TIPO DE PRODUCTO TEMPERATURA A PROBAR (ºC)
TEMPERATURA DE CONTROL (ºC)
ENLATADOS,
ENVASADOS
25,30,35,40
4
DESHIDRATADOS 25,30,35,40,45 -18
REFRIGERADOS 5,10,15,20 0
CONGELADOS -5,-10,-15 <-40
Fuente: Labuza 1984
4. Estimar el tipo de la prueba y frecuencia del muestreo conducida a cada
temperatura.
5. Determinar el punto final de la vida útil. El cuál se realiza estableciendo un
límite crítico del factor de calidad que se esta evaluando y sensorialmente.

41
2. MATERIALES Y MÉTODOS
2.1 SONDEO DE MERCADOS
El sondeo de mercado se realizó en un Centro comercial de la zona noroccidente
de la ciudad (Bogota D.C.), con una población circundante perteneciente a los
Barrios Bochica, Bolivia, Quintas de Santa Bárbara, Ciudadela Colsubsidio,
pertenecientes al estrato 3; con una muestra de cien personas escogidas al azar,
en horas de la tarde, entre 1:00 pm. y las 5:00 pm., a las cuales se les preguntó a
través de una encuesta sobre sus gustos y preferencias acerca del consumo de
queso, aspectos importantes para el desarrollo de este trabajo de tesis.
Para la realización de esta prueba, se diseñó una encuesta (Ver anexo 1.) a cada
persona se le realizaron cinco preguntas acerca de su frecuencia en el consumo
de queso, tipos de queso que consume, gustos y preferencias por el consumo en
productos de soya, en que tipos de productos o de que forma, los ha consumido y
sobre la aceptación de un nuevo producto un queso imitación con alto contenido
de proteína, y su respuesta acerca de las características de este producto, como
el contenido de humedad, cantidad de grasa, textura.
Por medio de esta encuesta determinamos la aceptación de un nuevo producto
con la característica de poseer un contenido de proteína (láctea y de soya) mayor,
se observó las opiniones de los futuros consumidores acerca de la textura,
humedad, que podría tener este producto.

42
2.2 LOCALIZACIÓN
El proyecto en el cuál se elaboró el queso imitación a partir de tres formulaciones,
se desarrolló en la planta piloto de lácteos de la Universidad de La Salle, sede
Floresta. Bogotá D.C.
2.3 DESCRIPCIÓN DE LA MATERIA PRIMA
Para la elaboración del queso imitación a partir de tres formulaciones se
emplearon las siguientes materias primas.
2.3.1 Queso campesino.
El cuál se adquirió de la empresa Lácteos San Andrés, ubicada en el Municipio de
Ubaté, Cundinamarca.
2.3.2 Queso doble crema.
Se adquirió de la empresa Lácteos San Andrés, ubicada en el Municipio de Ubaté,
Cundinamarca.
2.3.3 Caseinato de sodio.
Se adquirió de CIMPA LTDA., empresa dedicada a la producción, distribución de
insumos y materia prima para la industria alimentaria, situada en Bogotá D.C.
2.3.4 Mantequilla.
Se empleó mantequilla de la marca COLANTA.
43
2.3.5. Proteína aislada de soya al 90 %.
Se empleo proteína aislada de soya de la marca TECNAS Ltda., central de
insumos y materias primas para la industria alimentaria ubicada en Bogotá. D.C.
2.3.6. Saborizante
Saborizante a queso adquirido de DISAROMAS Ltda., situada en la ciudad de
Bogotá D.C. la cuál es una productora nacional de aromas, fragancias y
colorantes, este saborizante se emplea en una proporción de 0.3% al 3% del peso
final del producto.
2.3.7. Colorante
Colorante Tuska Amarillo huevo, obtenido de CIMPA LTDA, empresa dedicada a
la producción, distribución de insumos y materia prima para la industria
alimentaria situada en la ciudad de Bogota, D.C.
2.3.8. Agua esterilizada
Adquirida de la planta piloto de lácteos.
2.4 PREEXPERIMENTACIÓN
Se realizaron ensayos preliminares con el fin de determinar la mejor proporción de
proteína con la cuál contó el queso imitación a partir de las tres formulaciones,
esto con la finalidad de presentar al consumidor un producto el cuál posee las
características de cortado y sabor agradable, para esto se empleo queso doble
44
crema, queso campesino, caseinato de sodio, proteína aislada de soya al 90 %,
mantequilla, saborizante, colorante, agua y sal.
Para estandarizar la cantidad de materia prima a utilizar se tuvo en cuenta el
porcentaje aproximado de grasa en el producto final el cual se estimó alrededor
del 18%, al igual que la cantidad de proteína estimada en un principio al 30% y
determinando por medio de la experimentación en un 25% aproximado, humedad
alrededor del 55% aproximado, teniendo en cuenta las características de las
materias primas para obtener las tres formulaciones.
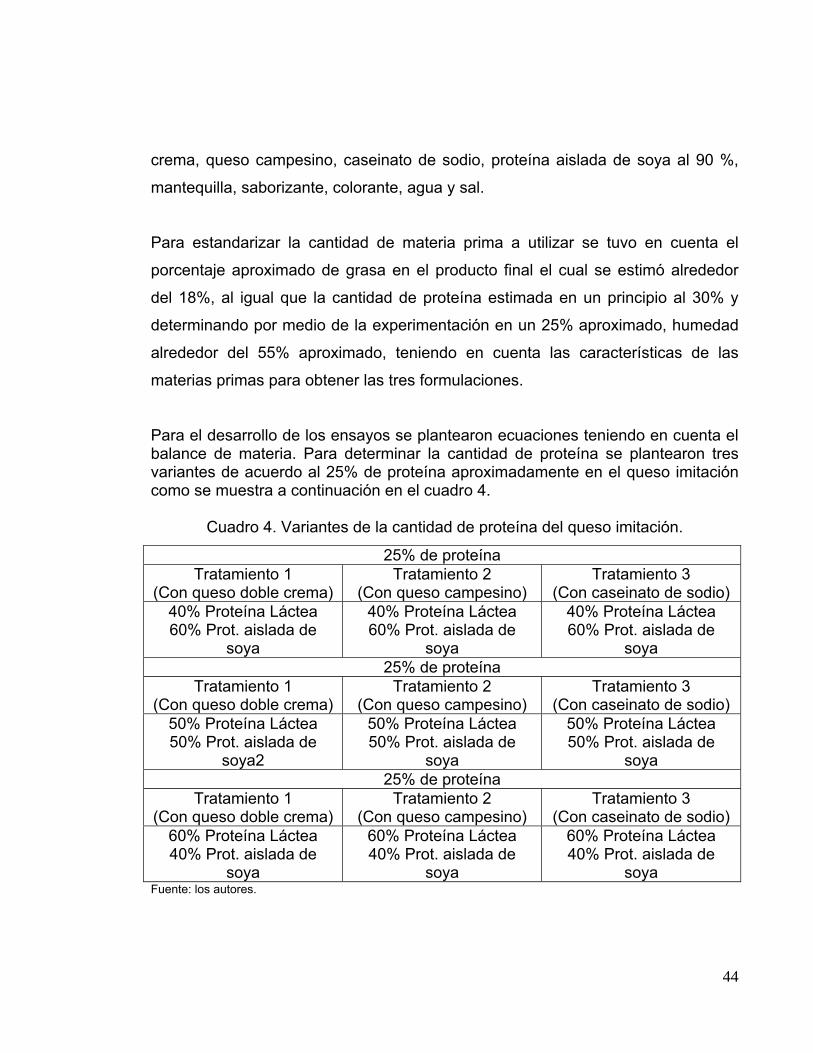
Para el desarrollo de los ensayos se plantearon ecuaciones teniendo en cuenta el balance de materia. Para determinar la cantidad de proteína se plantearon tres variantes de acuerdo al 25% de proteína aproximadamente en el queso imitación como se muestra a continuación en el cuadro 4.
Cuadro 4. Variantes de la cantidad de proteína del queso imitación.
25% de proteína Tratamiento 1
(Con queso doble crema) Tratamiento 2
(Con queso campesino) Tratamiento 3
(Con caseinato de sodio) 40% Proteína Láctea 60% Prot. aislada de
soya
40% Proteína Láctea 60% Prot. aislada de
soya
40% Proteína Láctea 60% Prot. aislada de
soya 25% de proteína
Tratamiento 1 (Con queso doble crema)
Tratamiento 2 (Con queso campesino)
Tratamiento 3 (Con caseinato de sodio)
50% Proteína Láctea 50% Prot. aislada de
soya2
50% Proteína Láctea 50% Prot. aislada de
soya
50% Proteína Láctea 50% Prot. aislada de
soya 25% de proteína
Tratamiento 1 (Con queso doble crema)
Tratamiento 2 (Con queso campesino)
Tratamiento 3 (Con caseinato de sodio)
60% Proteína Láctea 40% Prot. aislada de
soya
60% Proteína Láctea 40% Prot. aislada de
soya
60% Proteína Láctea 40% Prot. aislada de
soya Fuente: los autores.
45
El cuadro anterior muestra como al realizar análisis de tipo olfato-gustativo se
determinó que la mejor proporción de proteína obtenida para cada uno de los
quesos imitación a partir de las tres formulaciones fue la que tuvo un total de 50%
proteína láctea, 50% de proteína aislada de soya al 90% de pureza. A partir del
25% de proteína total del queso imitación.
2.5 DISEÑO EXPERIMENTAL
Se adopto un diseño experimental completamente aleatorizado con tres
tratamientos y tres réplicas, así:
Tratamiento 1: Proteína láctea aportada por el queso doble crema con 50% y 50%
de proteína vegetal aportada por la proteína aislada de soya, sobre un total del
25% de la proteína total del queso imitación.
Tratamiento 2: Proteína láctea aportada por el queso campesino con 50% y 50%
de proteína vegetal aportada por la proteína aislada de soya, sobre un total del
25% de la proteína total del queso imitación.
Tratamiento 3: Proteína láctea aportada por el caseinato de sodio con 50% y 50%
de proteína vegetal aportada por la proteína aislada de soya, sobre un total del
25% de la proteína total del queso imitación.
A todos los tratamientos se les adicionó el 2.8% de estabilizantes, 0.5% de
emulsionantes, 0.1% de saborizante y 0.1% de colorante.
La masa total por cada réplica fue de 5 Kilogramos.
46
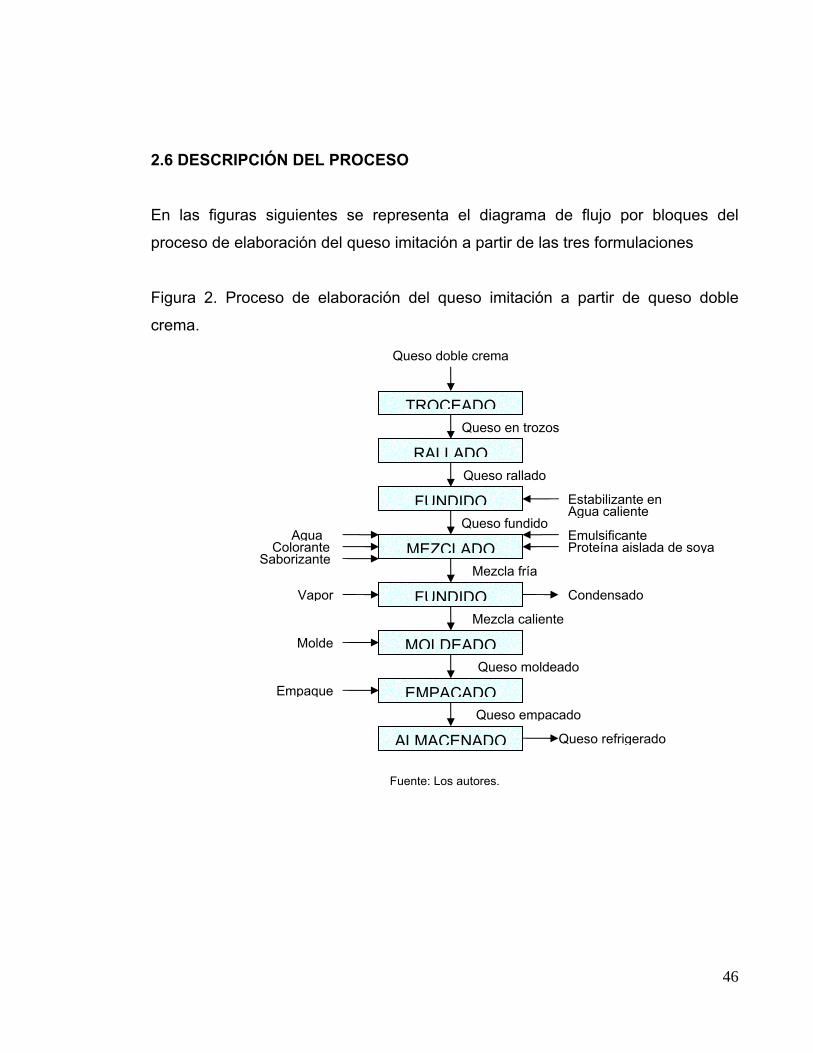
2.6 DESCRIPCIÓN DEL PROCESO
En las figuras siguientes se representa el diagrama de flujo por bloques del
proceso de elaboración del queso imitación a partir de las tres formulaciones
Figura 2. Proceso de elaboración del queso imitación a partir de queso doble
crema.
Fuente: Los autores.
TROCEADO
RALLADO
FUNDIDO
MOLDEADO
ALMACENADO
EMPACADO
Queso doble crema
Queso en trozos
Queso rallado
MEZCLADOAgua
ColoranteSaborizante
FUNDIDO
Estabilizante enAgua caliente
Emulsificante Proteína aislada de soya
Mezcla fría
Mezcla caliente
Queso moldeado
Queso empacado
Queso refrigerado
Vapor Condensado
Molde
Empaque
Queso fundido
47
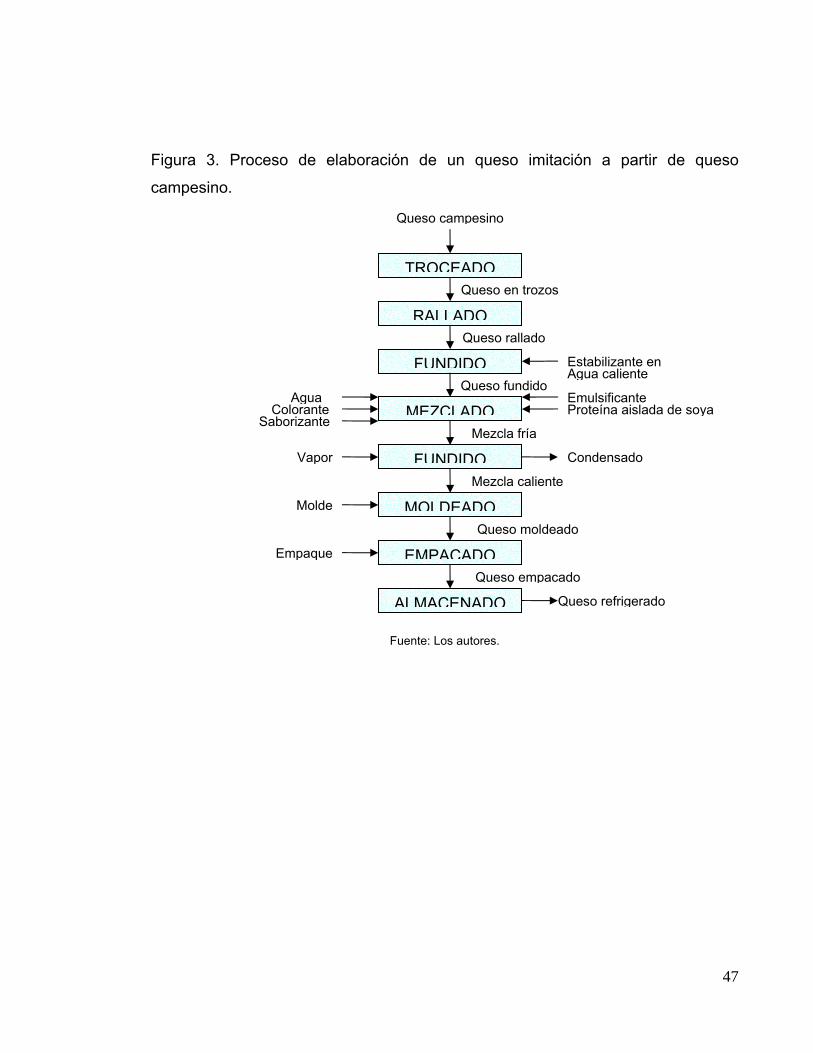
Figura 3. Proceso de elaboración de un queso imitación a partir de queso
campesino.
Fuente: Los autores.
TROCEADO
RALLADO
FUNDIDO
MOLDEADO
ALMACENADO
EMPACADO
Queso campesino
Queso en trozos
Queso rallado
MEZCLADOAgua
ColoranteSaborizante
FUNDIDO
Estabilizante enAgua caliente
Emulsificante Proteína aislada de soya
Mezcla fría
Mezcla caliente
Queso moldeado
Queso empacado
Queso refrigerado
Vapor Condensado
Molde
Empaque
Queso fundido
48
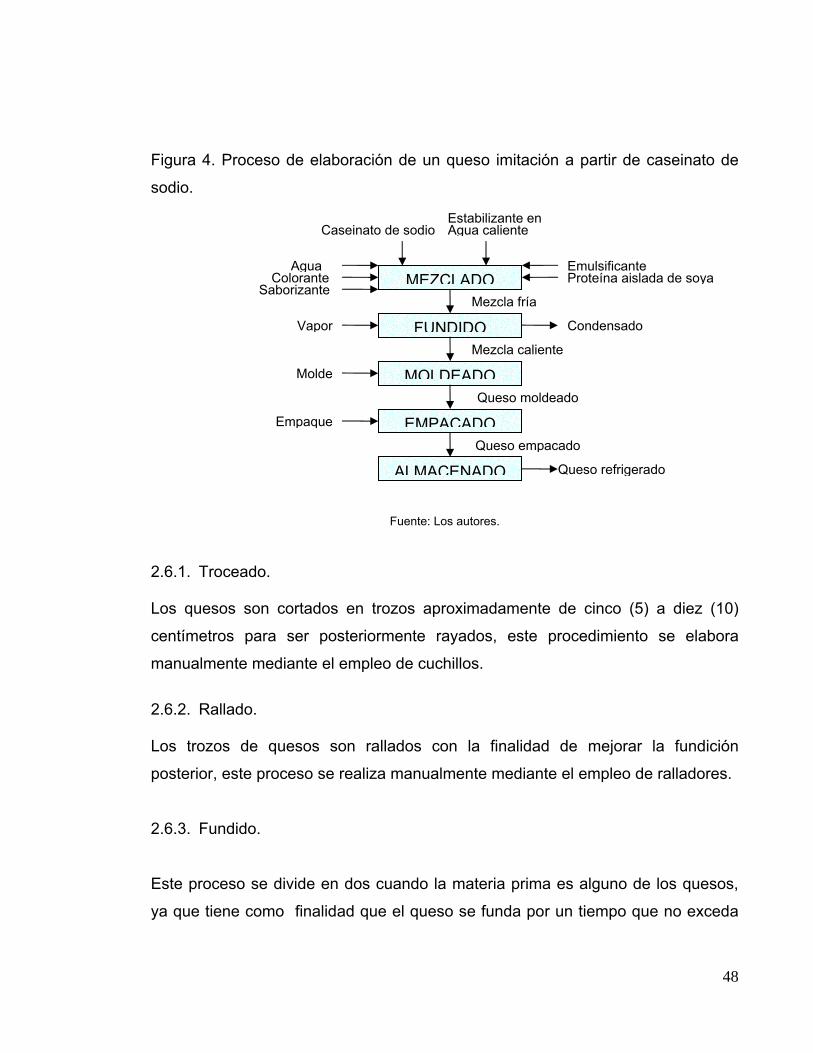
Figura 4. Proceso de elaboración de un queso imitación a partir de caseinato de
sodio.
Fuente: Los autores.
2.6.1. Troceado. Los quesos son cortados en trozos aproximadamente de cinco (5) a diez (10)
centímetros para ser posteriormente rayados, este procedimiento se elabora
manualmente mediante el empleo de cuchillos.
2.6.2. Rallado. Los trozos de quesos son rallados con la finalidad de mejorar la fundición
posterior, este proceso se realiza manualmente mediante el empleo de ralladores.
2.6.3. Fundido.
Este proceso se divide en dos cuando la materia prima es alguno de los quesos,
ya que tiene como finalidad que el queso se funda por un tiempo que no exceda
MOLDEADO
ALMACENADO
EMPACADO
Caseinato de sodio
MEZCLADOAgua
ColoranteSaborizante
FUNDIDO
Estabilizante enAgua caliente
Emulsificante Proteína aislada de soya
Mezcla fría
Mezcla caliente
Queso moldeado
Queso empacado
Queso refrigerado
Vapor Condensado
Molde
Empaque

49
los 3 minutos y forme una masa homogénea con la adición del estabilizante en 20
mililitros de agua caliente la temperatura de la marmita no debe exceder los 45ºC;
y posterior al mezclado en las tres formulaciones donde la mezcla que proviene
del proceso de mezclado la cuál se mantiene por un tiempo de ocho (8) a diez (10)
minutos a una temperatura de 85ºC con agitación constante a una velocidad alta.
Esta operación se realiza en una marmita manual cerrada provista de agitador de
dos velocidades. (Ver anexo 5.).
2.6.4. Mezclado.
Cada una de las materias primas se pesa de acuerdo con la formulación en una
balanza analítica y en balanza de triple brazo. Todos los ingredientes se mezclan
hasta formar una masa homogénea y se procede a incorporarlo en la marmita.
2.6.5. Moldeado.
Al concluir el proceso de fusión, la mezcla que está homogénea y a una
temperatura interna de 85ºC, es envasada en moldes rectangulares de acero
inoxidable los cuales fueron envueltos en capas de plástico para evitar que el
queso imitación se adhiriera a las paredes del molde, se deja enfriar por un tiempo
de 5 a 10 horas aproximadamente.
2.6.6. Empacado.
El queso imitación es retirado del molde y empacado al vacío en bolsas de
material flexible usando la máquina de empacado al vacío. (Ver anexo 6).

50
2.6.7. Almacenamiento.
El queso imitación es almacenado a una temperatura de 4ºC, hasta la realización
de los respectivos análisis.
2.7. ANÁLISIS FÍSICO-QUÍMICO DE MATERIA PRIMA Y PRODUCTO TERMINADO
Para la evaluación de los parámetros físico-químicos de las materias primas
(queso doble crema y queso campesino) y del producto terminado (tratamientos 1,
2 y 3; los respectivos quesos imitación) se efectuaron las pruebas descritas por las
organizaciones correspondientes las cuales fueron:
2.7.1. Determinación de humedad: se realizó según el método descrito en la
AOAC, capítulo 33. p.58. del año 1991
2.7.2. Determinación de materia grasa: se elaboró adaptando el método de Van
Gulik descrito en la norma ISO 3433. Cheese-Determination fat content Van Gulik
method. 1ª edición. 1975.
2.7.3. Determinación del contenido de proteína: se realizo por el método de
Kjeldahl Wilfarth-Gunning descrito en la AOAC. Oficial method 920.123. Nitrogen
in cheese. Chapter 33.p58.
2.7.4. Determinación de cenizas: se realizo siguiendo el método propuesto por la
AOAC, Oficial method 935.42. Ash of cheese. Chapter 33.p58.
51
2.8 ANÁLISIS MICROBIOLÓGICO DE MATERIA PRIMA Y PRODUCTO TERMINADO
El análisis microbiológico de la materia prima y del producto terminado se realizó
según la metodología propuesta por el INVIMA (Instituto Nacional de Vigilancia de
Medicamentos y Alimentos), estas pruebas se llevaron como indicadores de la
calidad que presentaban las cuales fueron:
2.8.1 Determinación de coliformes totales NMP.
2.8.2 Determinación de coliformes fecales (prueba de Mac-Kenzie).
2.8.3 Recuento de mohos y levaduras.
2.8.4 Recuento de microorganismos aerobios mesófilos.
2.8.5 Recuento de Staphylococcus aureus.
2.8.6. Presencia de Lysteria
2.8.7 Presencia de Salmonella
Al haber obtenido los resultados se compararon con los debidos parámetros
microbiológicos de la norma para quesos: NTC 750 en lo correspondiente a
materia prima.
52
2.9 ANÁLISIS ESTADISTICO DE PRUEBAS MICROBIOLÓGICAS DE MATERIA PRIMA Y PRODUCTO TERMINADO.
Para el análisis estadístico de estos datos se realiza análisis de varianza utilizando
las debidas herramientas (Excel) y si resulta que la hipótesis nula es rechazada
se aplicará la prueba de Duncan, para determinar cuales tratamientos presentan
diferencias significativas.
2.10 FUNDAMENTO DEL BALANCE DE MATERIA Y ENERGÍA
Para realizar el balance de materia de cada uno de los quesos imitación obtenidos
en los tres tratamientos se determina que las cantidades de materia prima que se
utilizan y la cantidad de producto terminado, esto se hace con la finalidad de
cuantificar las perdidas que se presenta durante el proceso y poder obtener así el
rendimiento final del producto.
Al realizar el balance de energía se tiene en cuenta el calor ganado por el queso
ya que este es igual al calor cedido. Para el balance de energía hay que tener
presente dos aspectos de vital importancia los cuales son:
1) Calcular el calor necesario para que el queso estando en un estado sólido
llegue hasta una determinada temperatura en el cuál comienza fundirse.
2) Calcular el calor necesario para que el queso estando en la temperatura a
la cual comienza a fundirse llegue hasta una determinada temperatura de
fusión la cuál será la requerida en el proceso.
Para el cálculo del calor específico se tienen en cuenta en las pruebas físico-
químicas de determinación del porcentaje de: Grasa, Proteína, Humedad y
cenizas de cada uno de los quesos imitación (para los tres tratamientos).

53
2.11 EVALUACIÓN SENSORIAL
2.11.1 Procedimiento.
Al hacer la prueba de evaluación sensorial se aplica la prueba de grado de
satisfacción con cien (100) consumidores, la prueba se realiza en las horas de la
mañana, entre las 9:30 a.m. y las 12:00 m. para ello se crea un formato de
encuesta (Ver anexo 2.), donde se utiliza una escala hedónica de cinco puntos. El
cual presenta los siguientes parámetros:
Cuadro 5. Parámetros de la encuesta de la Evaluación sensorial.
5 Le agrada mucho
4 Le agrada
3 Le es indiferente
2 Le desagrada
1 Le desagrada mucho Fuente. Los autores.
Al realizar esta prueba, es necesario crear un diseño de presentación de las
muestras (Ver anexo 7.), con este diseño se busca que cada panelista al que se le
presentan las muestras tenga un orden diferente, y así se obtiene resultados más
confiables. A cada panelista se le presentan 3 muestras, las cuales son todas del
mismo tamaño en un plato de icopor, el cuál exhibe un número aleatorio
correspondiente a la codificación de cada muestra, seguidamente se entrega el
formato de encuesta, a cada panelista se le explica que después de haber
probado la muestra coma un poco de galleta sin sal y agua, con la finalidad de
neutralizar el sabor de la muestra que habría probado y así hacer más confiable
los datos que se obtienen.
54
Para la codificación de las muestras presentadas a cada panelista, se exponen
así:
Cuadro 6. Codificación de las muestras.
Muestra Corresponde al tratamiento
397 Tratamiento 1
799 Tratamiento 2
449 Tratamiento 3
Fuente: los autores.
2.11.2 Análisis de datos.
El análisis de los datos generados por la prueba de evaluación sensorial se
denomina pruebas no paramétricas, lo cuál quiere decir que el panelista no
supone conocimiento de ninguna clase acerca de las distribuciones de las
poblaciones, este análisis se realiza aplicando la prueba de Kruskal-Wallis o
“Prueba número de Kruskal-Wallis, la cuál es una generalización de la prueba de
la suma de rangos en nuestro caso para K>2 muestras. Este se utiliza para probar
la hipótesis nula Ho en la cual K muestras independientes son de poblaciones
idénticas”10. Las diferencias significativas que se presentan entre las muestras, se
evaluan mediante la aplicación de la prueba de rangos de Wilcoxon.
2.12 DETERMINACIÓN DEL PERIODO DE VIDA ÚTIL
La vida útil se estima comúnmente usando dos tipos de prueba de la estabilidad:
pruebas en tiempo real y pruebas aceleradas. La estabilidad en tiempo real es
una prueba donde el producto se almacena en las condiciones recomendadas y se
supervisa hasta que falla la especificación. En las pruebas aceleradas de la 10 WALPOLE, Ronald; MYERS, Raymond y MYERS, Sharon. Probabilidad y estadística para ingenieros. 6edición. México: Pearson educación, 1998. p.623
55
estabilidad, el producto se almacena en condiciones elevadas de temperatura,
humead y pH.
Este estudio de vida útil se realiza con el fin de conocer el tiempo en el que el
producto va a conservar sus características organolépticas iniciales. Para
empezar este estudio se parte de las condiciones de almacenamiento a las que se
va encontrar expuesto el producto y el tipo de empaque en el que se encuentre,
para esto se realiza un plan de trabajo para cumplir el objetivo propuesto así:
• Objetivo:
Estimar la vida útil de los quesos imitación bajos en grasa empleando tres
alternativas de formulación por medio de la vida útil acelerada.
• Metodología.
Presentación de las muestras: el queso imitación es empacado al vacío de 100g
este es un producto que se mantiene refrigerado a 3ºC.
Para el desarrollo de este proceso se emplea la técnica de envejecimiento
acelerado la cual se basa en cambios rápidos de las reacciones químicas
implicadas en la deterioración del producto siguiendo el modelo de la reacción de
Arrhenius.( Ecuación 1) el modelo indica que un aumento o la disminución de 10ºC
de la temperatura de un proceso homogéneo, da lugar aproximadamente a dos o
más cambios en las reacciones del producto.
t/10Q10^TIen vida acelerada Vida
Δ= (Ecuación 1)
Siendo:
Q10= el cambio de la proporción al aumentar 10 ºC en la temperatura.
56
Vida en T1 = número de días en que duran las características del producto a
una T= 10ºC.
ΔT= diferencia de temperaturas (T ambiente y T de aceleración).
• Definición de temperaturas:
Se establecen dos temperaturas: refrigeración (3ºC) y de aceleración (10ºC); esta
última temperatura se asume porque según Lynn A. Kuntz los rangos de
temperatura a usar en este tipo de estudios son: -6.66ºC a 0ºC para los productos
congelados; 7.22ºC a 10ºC para los productos refrigerados ; y 29ºC a 48ºC para
los productos a temperatura ambiente,11 con un control cada dos días, dando así
un total de 7 controles para cada temperatura. en cada control se realizan
muestras por triplicado y se evalúan las características organolépticas del
producto.
• Resultados:
Para esto se emplea la ecuación de Q10 desarrollada por Ted, Labuza.12 Ver
(Ecuación 1).
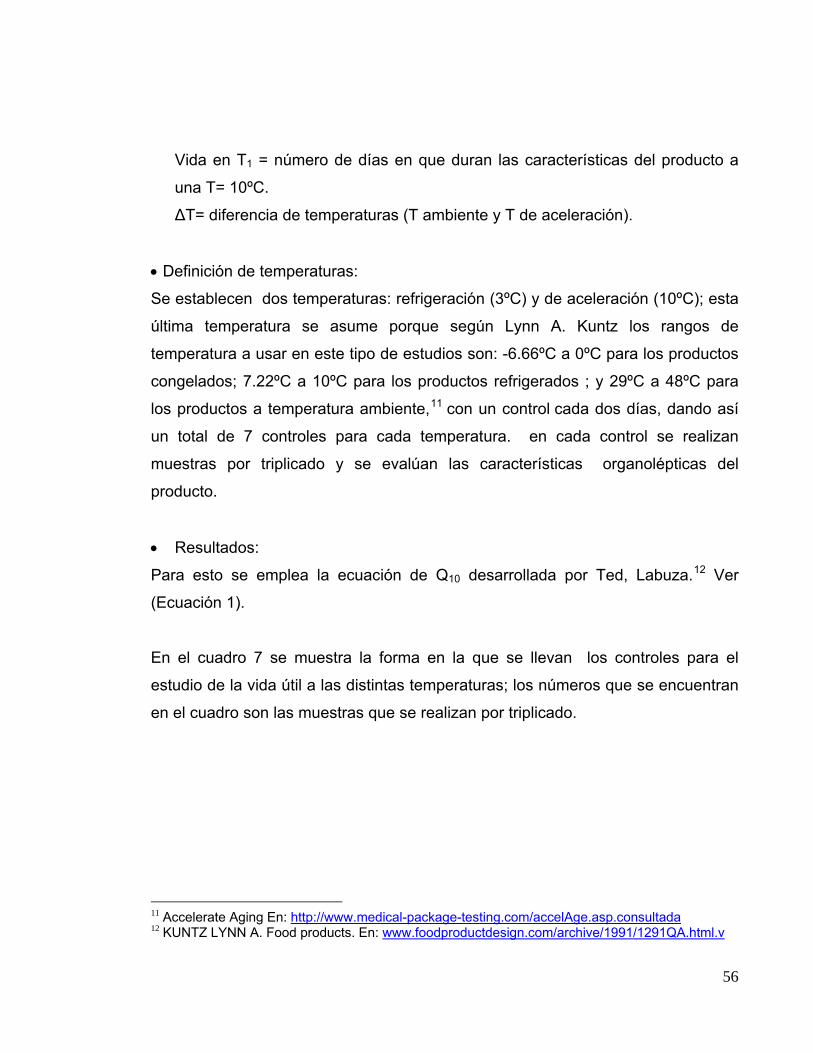
En el cuadro 7 se muestra la forma en la que se llevan los controles para el
estudio de la vida útil a las distintas temperaturas; los números que se encuentran
en el cuadro son las muestras que se realizan por triplicado.
11 Accelerate Aging En: http://www.medical-package-testing.com/accelAge.asp.consultada 12 KUNTZ LYNN A. Food products. En: www.foodproductdesign.com/archive/1991/1291QA.html.v
57
Cuadro 7. Control de vida útil del producto.
Controles TªC Acelerada Refrigeración
1 1-2-3 1-2-3
2 4-5-6 4-5-6
3 7-8-9 7-8-9
4 10-11-12 10-11-12
5 13-14-15 13-14-15
6 16-17-18 16-17-18
7 19-20-21 19-20-21
Muestra en uso 4-5-6 7-8-9 Fuente: los autores
Las muestras fueron enumeradas de 1 a 21 para poder llevar un adecuado control
de las muestras y evitar confusiones.
2.13. COSTOS DIRECTOS DE PRODUCCIÓN
Para evaluar los costos directos de producción es necesario poseer los costos
comerciales por unidad de materia prima utilizada para el proceso y así teniendo
en cuanta la cantidad de materia prima utilizada da como resultado los costos
directos de producción.
58
3. RESULTADOS Y ANÁLISIS
Los siguientes resultados muestran lo referente al sondeo de mercado, las
características fisicoquímicas y microbiológicas de la materia prima empleada y
del producto terminado. Así como los balances de materia y energía de cada una
de las etapas del proceso para poder dar un concepto acerca del rendimiento, los
costos de producción directos, al igual que la evaluación sensorial del producto
terminado y el análisis de vida útil.
3.1 SONDEO DE MERCADOS
El sondeo de mercados se realizó en un Centro comercial de la zona
noroccidente de la ciudad (Bogota D.C.), con una población circundante
perteneciente a los Barrios Bochica, Bolivia, Quintas de Santa Bárbara, Ciudadela
Colsubsidio, pertenecientes al estrato 3; con una muestra de cien personas
escogidas al azar, en horas de la tarde, entre 1:00 pm. Y las 5:00 pm., a las
cuales se les preguntó a través de una encuesta sobre sus gustos y preferencias
acerca del consumo de queso, aspectos importantes para el desarrollo de este
trabajo de tesis.
Para la realización de esta prueba, se creó un diseño de encuesta (Ver anexo 1.) a
cada persona se le realizaron cinco preguntas acerca de su frecuencia en el
consumo de queso, tipos de queso que consume, gustos y preferencias por el
consumo en productos de soya, en que tipos de productos o de que forma, los ha
consumido y sobre la aceptación de un nuevo producto un queso imitación con
alto contenido de proteína, y su respuesta acerca de las características de este
producto, como el contenido de humedad, cantidad de grasa, textura.
59
La encuesta que se realiza (Ver anexo 1) da como resultado los siguientes datos:
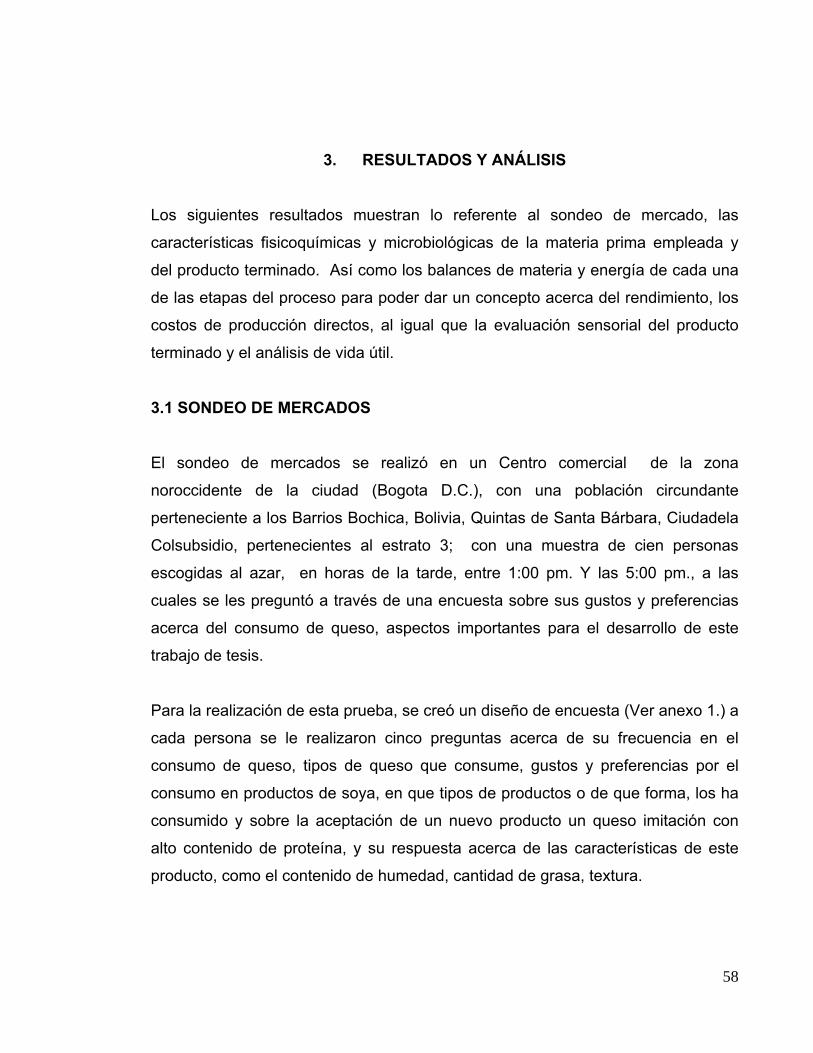
La respuesta que los encuestados da a la pregunta ¿Con que frecuencia consume
queso?, se muestra en el siguiente gráfico:
Gráfica 1. Frecuencia de consumo de queso
40%
13%17%
30%
Una vez por semana
Cada dos días
Cada tercer día
Todos los días
Fuente: los autores
Dando como resultado que un cuarenta por ciento (40%) de los encuestados
consume una vez por semana, el treinta por ciento (30%) todos los días, el
diecisiete por ciento (17%) cada tercer día, y el trece por ciento (13%) restante lo
consume cada dos días. Esto nos indica la gran posibilidad de mercado para el
desarrollo y comercialización de nuestro producto.
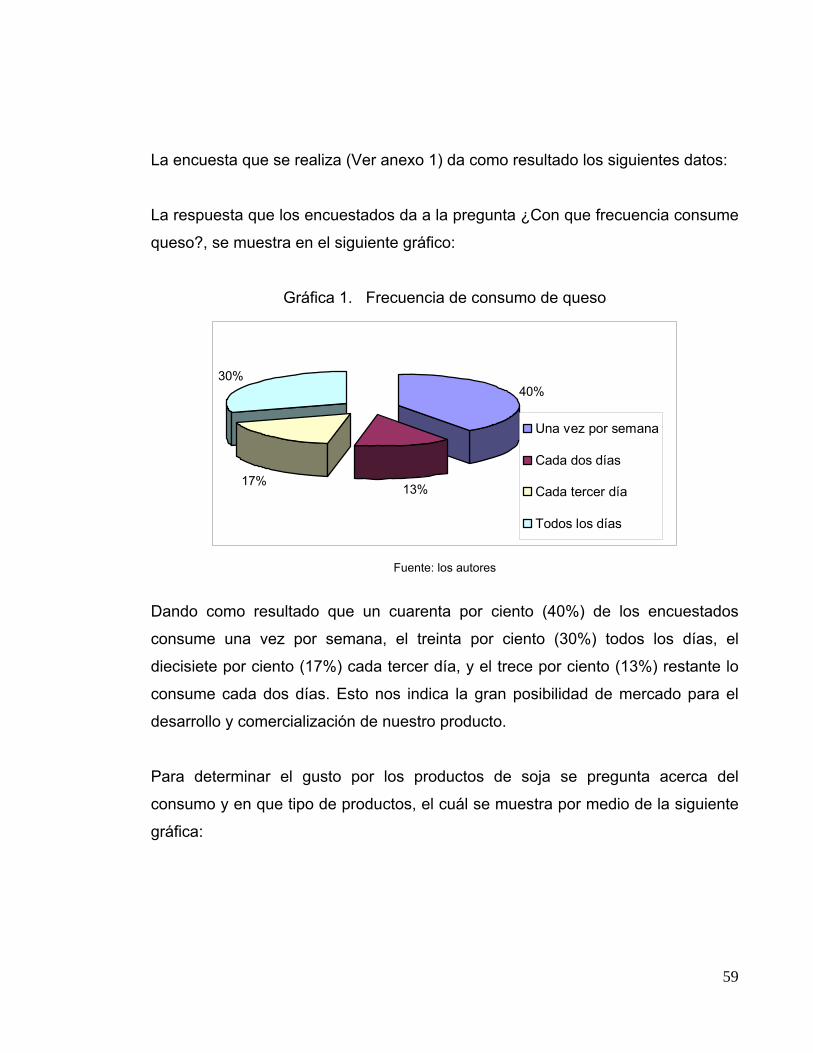
Para determinar el gusto por los productos de soja se pregunta acerca del
consumo y en que tipo de productos, el cuál se muestra por medio de la siguiente
gráfica:
60
Gráfica 2. Consumo de productos de soja
Fuente: los autores.
Dando como resultado que el setenta y dos por ciento (72%) ha consumido soja
en productos de panificación, lácteos, confitería, entre otros, y el veinte ocho por
ciento restante, no los consume, los cuales se basaban en la característica del
sabor residual que poseen estos productos, otra explicación en la que se basan
era que estos productos no le llamaban la atención, o por desconocimiento total de
estos productos
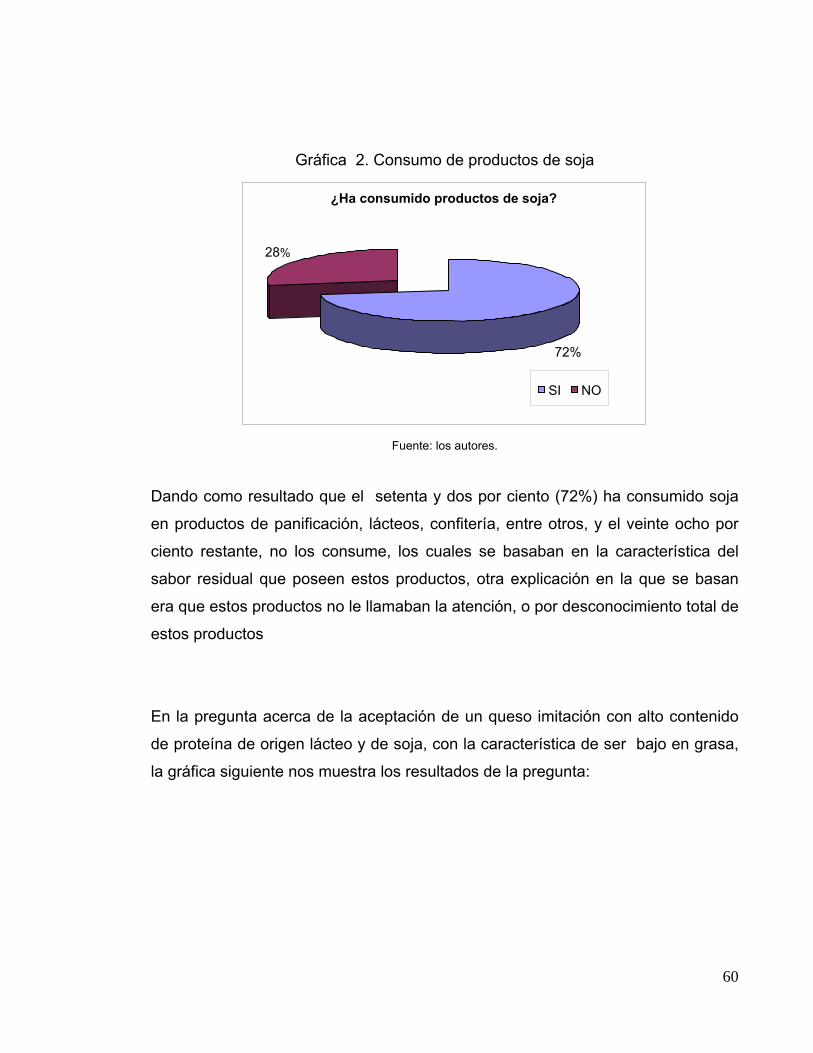
En la pregunta acerca de la aceptación de un queso imitación con alto contenido
de proteína de origen lácteo y de soja, con la característica de ser bajo en grasa,
la gráfica siguiente nos muestra los resultados de la pregunta:
¿Ha consumido productos de soja?
72%
28%
SI NO
61
Gráfica 3. Aceptación del queso imitación en el mercado.
Fuente: los autores
Esta pregunta nos arroja como resultado que un setenta y siete por ciento (77%)
de los encuestados aceptan el queso imitación y un veinte tres por ciento (23%)
que no le gustaría consumirlo.
En las personas que contestan: SI, les gustaría encontrar esta clase de productos
en el mercado, sugieren que este producto no presente sabor a soja tan
pronunciado como los productos existentes en el mercado, ya que ese es un
defecto que hace que no sea de su total agrado.
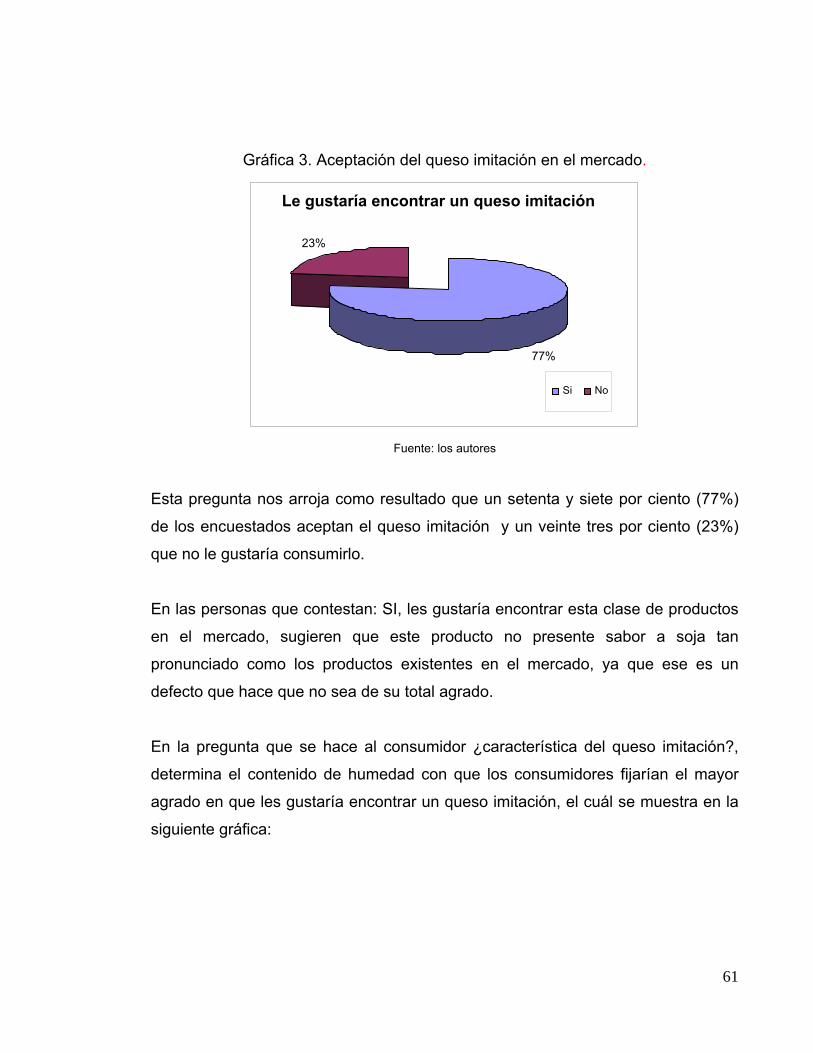
En la pregunta que se hace al consumidor ¿característica del queso imitación?,
determina el contenido de humedad con que los consumidores fijarían el mayor
agrado en que les gustaría encontrar un queso imitación, el cuál se muestra en la
siguiente gráfica:
Le gustaría encontrar un queso imitación
77%
23%
Si No
62
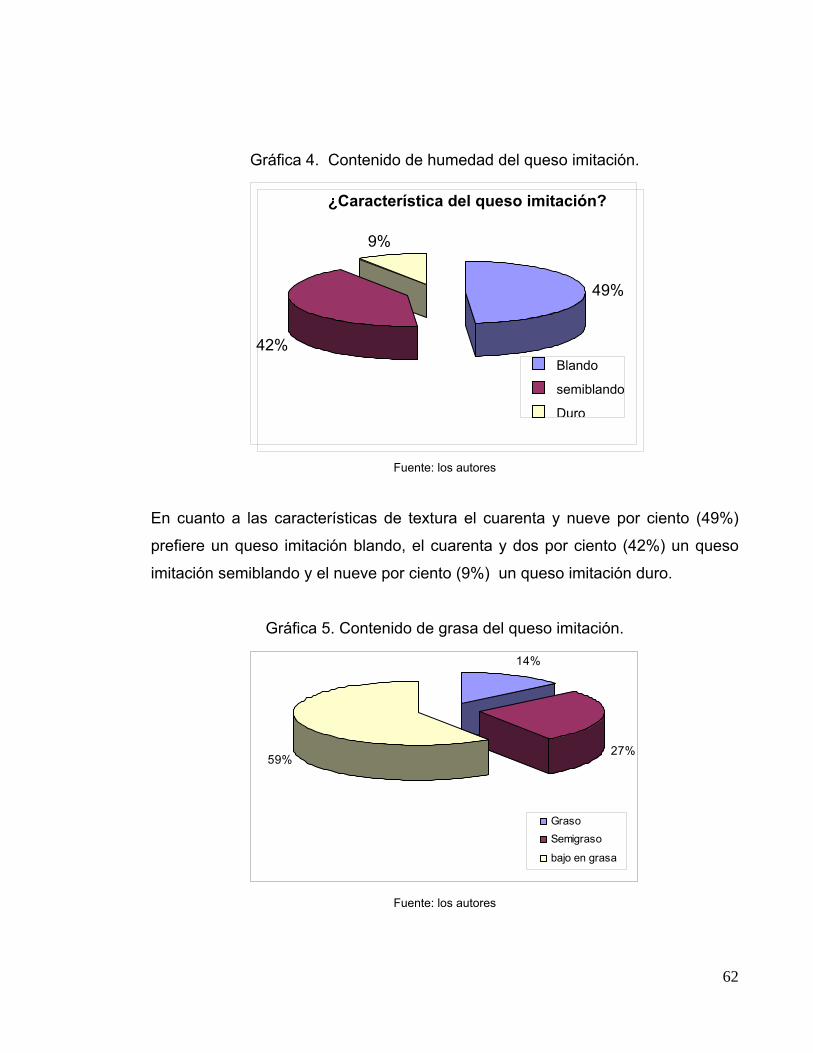
Gráfica 4. Contenido de humedad del queso imitación.
Fuente: los autores
En cuanto a las características de textura el cuarenta y nueve por ciento (49%)
prefiere un queso imitación blando, el cuarenta y dos por ciento (42%) un queso
imitación semiblando y el nueve por ciento (9%) un queso imitación duro.
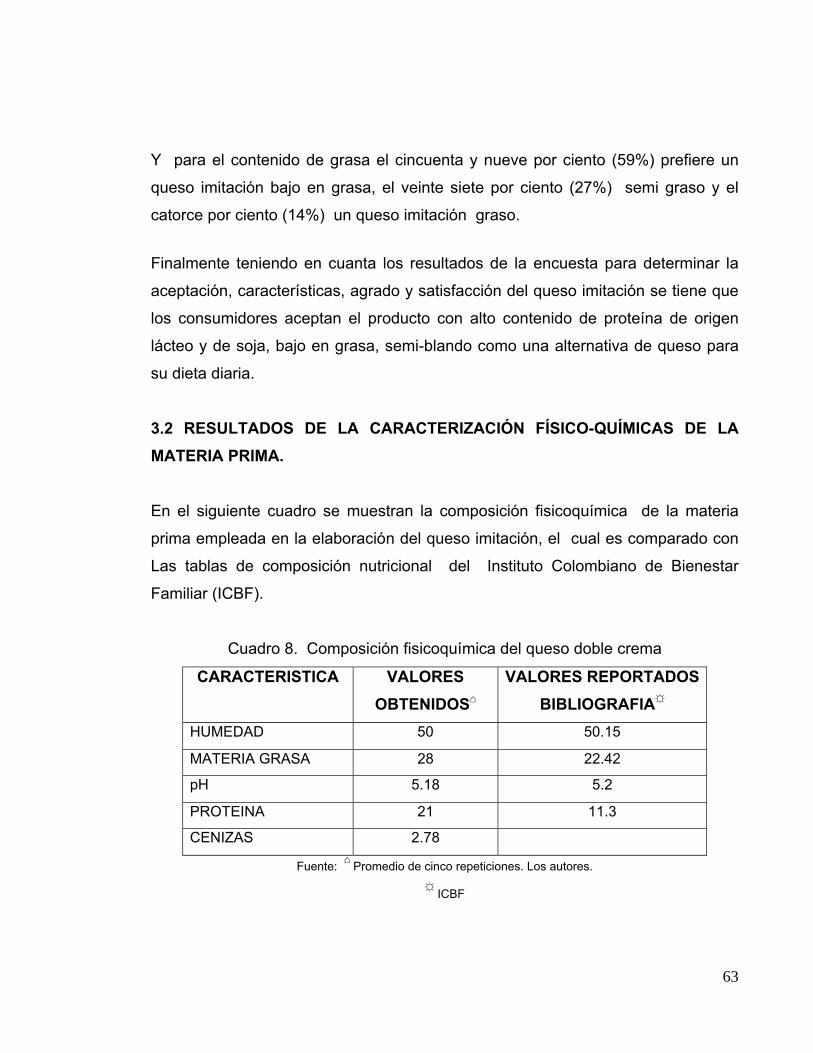
Gráfica 5. Contenido de grasa del queso imitación.
14%
27%59%
GrasoSemigraso
bajo en grasa
Fuente: los autores
¿Característica del queso imitación?
49%
42%
9%
Blando
semiblando Duro
63
Y para el contenido de grasa el cincuenta y nueve por ciento (59%) prefiere un
queso imitación bajo en grasa, el veinte siete por ciento (27%) semi graso y el
catorce por ciento (14%) un queso imitación graso.
Finalmente teniendo en cuanta los resultados de la encuesta para determinar la
aceptación, características, agrado y satisfacción del queso imitación se tiene que
los consumidores aceptan el producto con alto contenido de proteína de origen
lácteo y de soja, bajo en grasa, semi-blando como una alternativa de queso para
su dieta diaria.
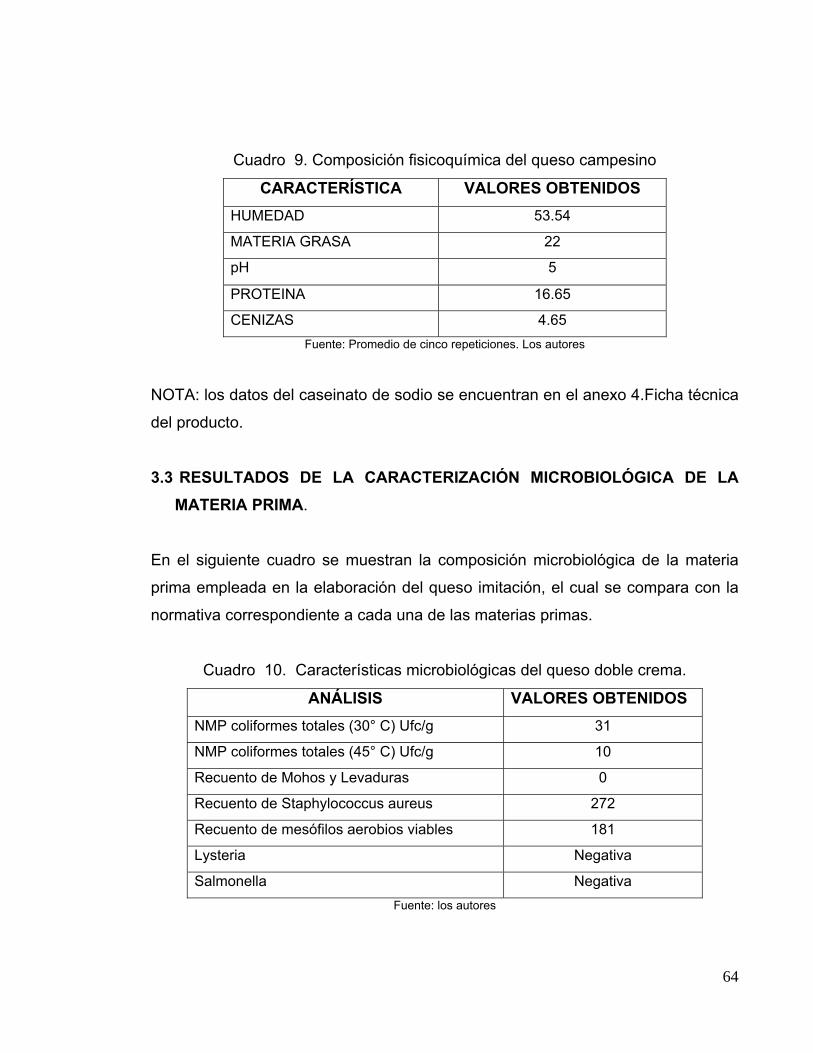
3.2 RESULTADOS DE LA CARACTERIZACIÓN FÍSICO-QUÍMICAS DE LA MATERIA PRIMA.
En el siguiente cuadro se muestran la composición fisicoquímica de la materia
prima empleada en la elaboración del queso imitación, el cual es comparado con
Las tablas de composición nutricional del Instituto Colombiano de Bienestar
Familiar (ICBF).
Cuadro 8. Composición fisicoquímica del queso doble crema
CARACTERISTICA VALORES OBTENIDOS⌂
VALORES REPORTADOSBIBLIOGRAFIA☼
HUMEDAD 50 50.15
MATERIA GRASA 28 22.42
pH 5.18 5.2
PROTEINA 21 11.3
CENIZAS 2.78
Fuente: ⌂ Promedio de cinco repeticiones. Los autores.
☼ ICBF
64
Cuadro 9. Composición fisicoquímica del queso campesino
CARACTERÍSTICA VALORES OBTENIDOS HUMEDAD 53.54
MATERIA GRASA 22
pH 5
PROTEINA 16.65
CENIZAS 4.65 Fuente: Promedio de cinco repeticiones. Los autores
NOTA: los datos del caseinato de sodio se encuentran en el anexo 4.Ficha técnica
del producto.
3.3 RESULTADOS DE LA CARACTERIZACIÓN MICROBIOLÓGICA DE LA MATERIA PRIMA.
En el siguiente cuadro se muestran la composición microbiológica de la materia
prima empleada en la elaboración del queso imitación, el cual se compara con la
normativa correspondiente a cada una de las materias primas.
Cuadro 10. Características microbiológicas del queso doble crema.
ANÁLISIS VALORES OBTENIDOS NMP coliformes totales (30° C) Ufc/g 31
NMP coliformes totales (45° C) Ufc/g 10
Recuento de Mohos y Levaduras 0
Recuento de Staphylococcus aureus 272
Recuento de mesófilos aerobios viables 181
Lysteria Negativa
Salmonella Negativa Fuente: los autores

65
El cuadro anterior muestra que las condiciones del queso doble crema son aptas
para el desarrollo del proyecto ya que los valores obtenidos en los análisis se
encuentran dentro de la normativa teniendo así un producto de buena calidad.
Cuadro 11. Características microbiológicas del queso campesino.
ANÁLISIS VALORES OBTENIDOS NMP coliformes totales (30° C) Ufc/g 31
NMP coliformes totales (45° C) Ufc/g Negativa
Recuento de Mohos y Levaduras 0
Recuento de Staphylococcus aureus 494
Recuento de mesófilos aerobios viables 786
Lysteria Negativa
Salmonella Negativa Fuente: los autores
En el cuadro 11 vemos que las condiciones del queso campesino, son las de un
producto de buena calidad ofreciendo así materia prima apta para la
experimentación y elaboración del queso imitación.
Cuadro 12. Características microbiológicas del caseinato de sodio
ANÁLISIS VALORES OBTENIDOS NMP coliformes totales (30° C) Ufc/g 0
NMP coliformes totales (45° C) Ufc/g Negativa
Recuento de Mohos y Levaduras 0
Recuento de Staphylococcus aureus 35
Recuento de mesófilos aerobios viables 75
Lysteria Negativa
Salmonella Negativa Fuente: los autores

66
El caseinato por tratarse de un producto en polvo, no presentó ninguna alteración
en cuanto al crecimiento de microorganismos que puedan afectan el buen
desarrollo de la experimentación.
3.4 RESULTADOS DE LA CARACTERIZACIÓN FISICO-QUIMICA DE LOS QUESOS IMITACIÓN
3.4.1 Humedad.
En el siguiente cuadro se muestra los informes obtenidos al promediar los de las
tres replicas por cada tratamiento que se experimenta.
Cuadro 13. Composición fisicoquímica de los tratamientos
TRATAMIENTO REPLICA 1 2 3
1 47,5156 46,0903 44,2357 2 46,4457 46,6681 42,1564 3 48,5523 49,8577 48,2259
PROMEDIO 47,5045 47,5387 44,8727 Fuente: los autores
Por medio del cuadro anterior se puede observar que el porcentaje de humedad
fue muy similar en los tres tratamientos.
Para el análisis estadístico de los porcentajes de humedad de los tratamientos se
presenta en el siguiente cuadro:
67
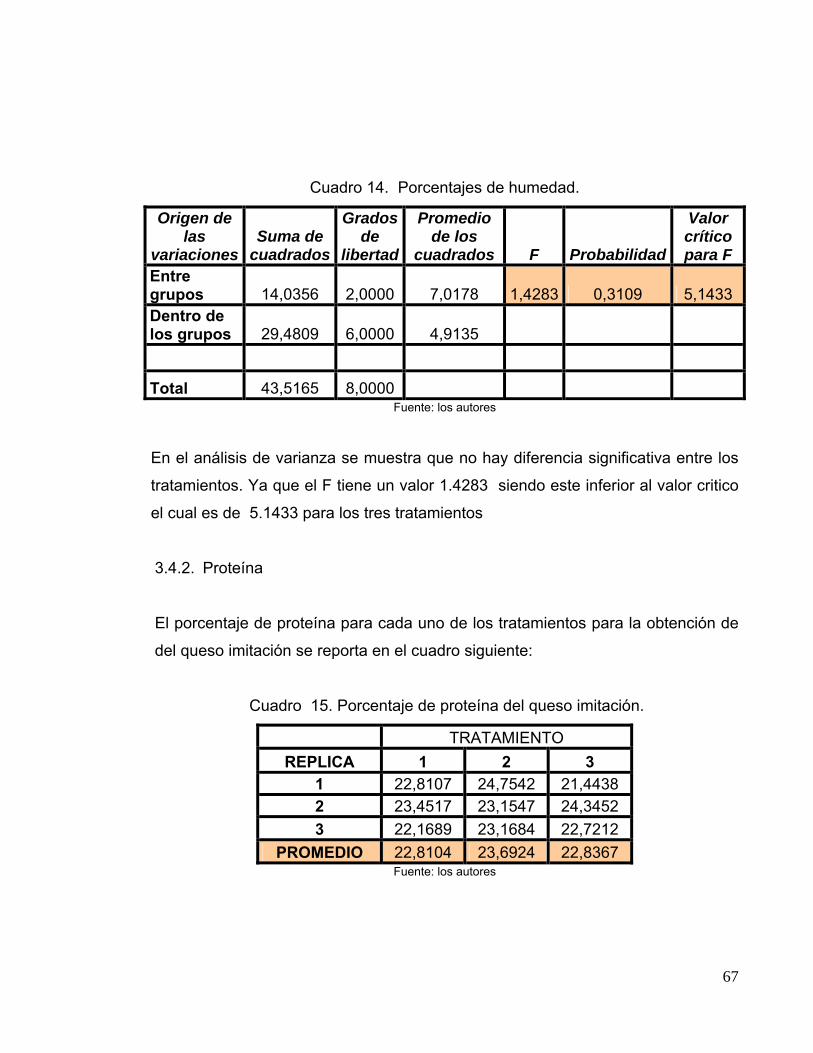
Cuadro 14. Porcentajes de humedad.
Origen de las
variaciones Suma de
cuadrados
Grados de
libertad
Promedio de los
cuadrados F Probabilidad
Valor crítico para F
Entre grupos 14,0356 2,0000 7,0178 1,4283 0,3109 5,1433 Dentro de los grupos 29,4809 6,0000 4,9135
Total 43,5165 8,0000 Fuente: los autores
En el análisis de varianza se muestra que no hay diferencia significativa entre los
tratamientos. Ya que el F tiene un valor 1.4283 siendo este inferior al valor critico
el cual es de 5.1433 para los tres tratamientos
3.4.2. Proteína
El porcentaje de proteína para cada uno de los tratamientos para la obtención de
del queso imitación se reporta en el cuadro siguiente:
Cuadro 15. Porcentaje de proteína del queso imitación.
TRATAMIENTO REPLICA 1 2 3
1 22,8107 24,7542 21,4438 2 23,4517 23,1547 24,3452 3 22,1689 23,1684 22,7212
PROMEDIO 22,8104 23,6924 22,8367 Fuente: los autores
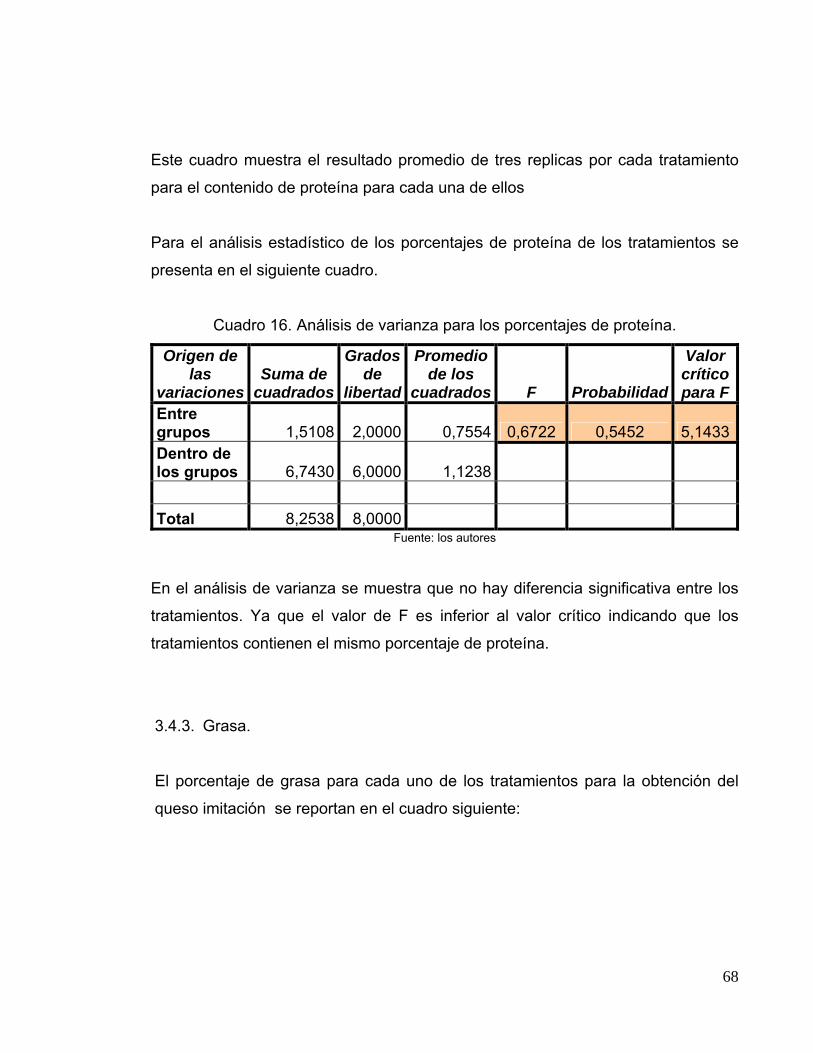
68
Este cuadro muestra el resultado promedio de tres replicas por cada tratamiento
para el contenido de proteína para cada una de ellos
Para el análisis estadístico de los porcentajes de proteína de los tratamientos se
presenta en el siguiente cuadro.
Cuadro 16. Análisis de varianza para los porcentajes de proteína.
Origen de las
variacionesSuma de
cuadrados
Grados de
libertad
Promedio de los
cuadrados F Probabilidad
Valor crítico para F
Entre grupos 1,5108 2,0000 0,7554 0,6722 0,5452 5,1433Dentro de los grupos 6,7430 6,0000 1,1238 Total 8,2538 8,0000
Fuente: los autores
En el análisis de varianza se muestra que no hay diferencia significativa entre los
tratamientos. Ya que el valor de F es inferior al valor crítico indicando que los
tratamientos contienen el mismo porcentaje de proteína.
3.4.3. Grasa.
El porcentaje de grasa para cada uno de los tratamientos para la obtención del
queso imitación se reportan en el cuadro siguiente:
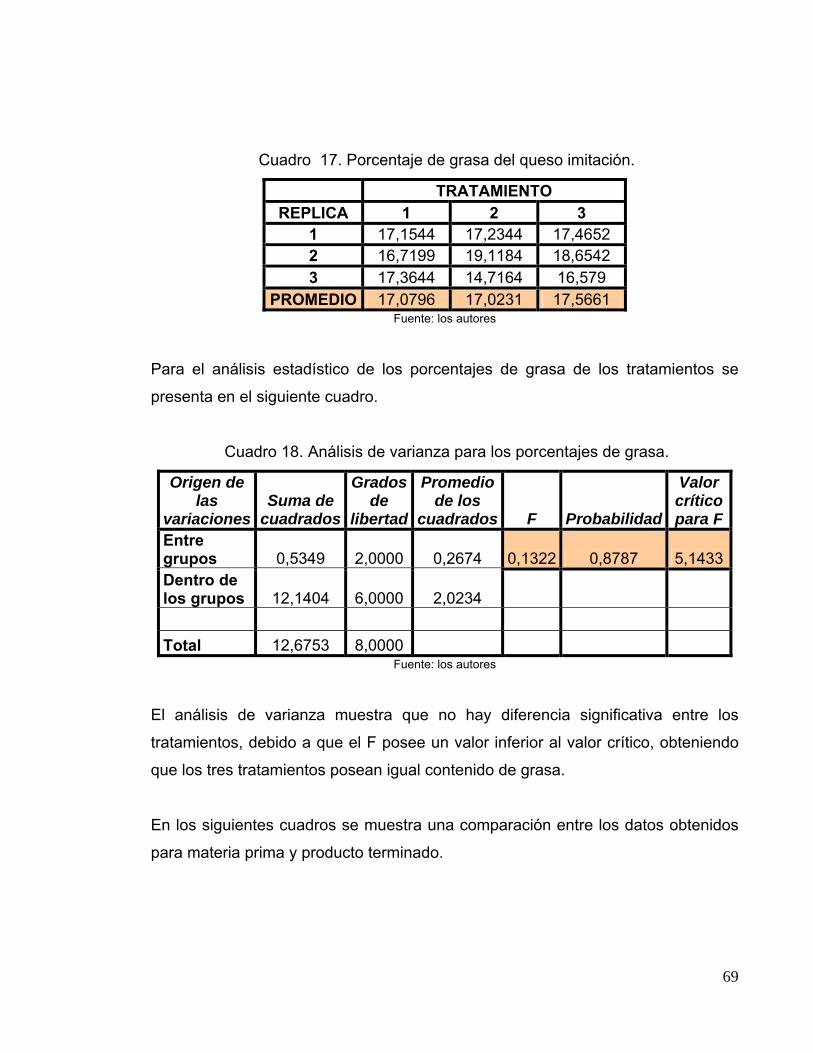
69
Cuadro 17. Porcentaje de grasa del queso imitación.
TRATAMIENTO REPLICA 1 2 3
1 17,1544 17,2344 17,4652 2 16,7199 19,1184 18,6542 3 17,3644 14,7164 16,579
PROMEDIO 17,0796 17,0231 17,5661 Fuente: los autores
Para el análisis estadístico de los porcentajes de grasa de los tratamientos se
presenta en el siguiente cuadro.
Cuadro 18. Análisis de varianza para los porcentajes de grasa.
Origen de las
variaciones Suma de
cuadrados
Grados de
libertad
Promedio de los
cuadrados F Probabilidad
Valor crítico para F
Entre grupos 0,5349 2,0000 0,2674 0,1322 0,8787 5,1433Dentro de los grupos 12,1404 6,0000 2,0234 Total 12,6753 8,0000
Fuente: los autores
El análisis de varianza muestra que no hay diferencia significativa entre los
tratamientos, debido a que el F posee un valor inferior al valor crítico, obteniendo
que los tres tratamientos posean igual contenido de grasa.
En los siguientes cuadros se muestra una comparación entre los datos obtenidos
para materia prima y producto terminado.

70
Cuadro 19. Cuadro comparativo propiedades fisicoquímicas.
CARACTERÍSTICA VALORES
OBTENIDOS QUESO DOBLE
CREMA
VALORES OBTENIDOS
QUESO CAMPESINO
VALORES OBTENIDOS
CASEINATO DE SODIO
HUMEDAD 50 53.54 6
MATERIA GRASA 28 22 1.8
pH 5.18 5 6.5
PROTEÍNA 21 16.65 92
CENIZAS 2.78 4.65 4.5
Fuente: los autores
Cuadro 20. Composición físico-química del queso imitación
CARACTERÍSTICA
TRATAMIENTO 1
TRATAMIENTO 2
TRATAMIENTO 3
HUMEDAD 47,5045 47,5387 44,8727 MATERIA GRASA 17,0796 17,0231 17,5661 pH 5.3 5.4 5.4
PROTEÍNA 22,8104 23,6924 22,8367 CENIZAS 4.3115 4.7307 3.9043
Fuente: los autores
Comparando los cuadros 19 y 20 vemos que se reduce el contenido de grasa y
humedad con respecto a la materia prima y el producto terminado, aumentado el
contenido de proteína, ofreciendo así un producto con mejores características para
el consumidor.

71
3.5 RESULTADOS DE LA CARACTERIZACIÓN MICROBIOLÓGICA DEL QUESO IMITACIÓN.
A continuación se presenta los datos obtenidos en la caracterización
microbiológica para la materia prima a emplear en el desarrollo de los tres
tratamientos para la obtención del queso imitación.
Cuadro 21. Características microbiológicas del queso imitación a partir de queso
doble crema.
ANÁLISIS VALORES OBTENIDOSNMP coliformes totales (30° C) Ufc/g 10
NMP coliformes totales (45° C) Ufc/g Negativa
Recuento de Mohos y Levaduras 77
Recuento de Staphylococcus aureus 35
Recuento de mesófilos aerobios viables 0
Lysteria Negativa
Salmonella Negativa Fuente: los autores
Cuadro 22. Características microbiológicas del queso imitación a partir de queso
campesino
ANÁLISIS VALORES OBTENIDOS NMP coliformes totales (30° C) Ufc/g 0
NMP coliformes totales (45° C) Ufc/g Negativa
Recuento de Mohos y Levaduras 181
Recuento de Staphylococcus aureus 35
Recuento de mesófilos aerobios viables 9
Lysteria Negativa
Salmonella Negativa Fuente: los autores

72
Cuadro 23. Características microbiológicas del queso imitación a partir de
caseinato de sodio.
ANÁLISIS VALORES OBTENIDOSNMP coliformes totales (30° C) Ufc/g 30
NMP coliformes totales (45° C) Ufc/g Negativa
Recuento de Mohos y Levaduras 136
Recuento de Staphylococcus aureus 77
Recuento de mesófilos aerobios viables 63
Lysteria Negativa
Salmonella Negativa Fuente: los autores
Los cuadros anteriores muestran que el queso imitación obtenido es de buena
calidad. Teniéndose como referencia la normativa de quesos fundidos ya que en
el proceso de elaboración se alcanzan temperaturas de 85ºC, y se aclara que no
existe en nuestro país normativa para esta clase de productos.
3.6 BALANCE DE MATERIA
Las formulaciones fueron halladas a partir de la caracterización de las materias
primas y la estandarización de la fórmula, teniendo como base los parámetros
deseados.
3.6.1 Balance de las formulaciones
3.6.1.1. Balance Global para tratamiento 1 con queso doble crema.
X + Y +Z = 100; siendo:
X =kg de queso doble crema
73
Y= kg de agua a adicionar
Z =Kg de proteína aislada de soya
Balance de componentes:
aX +bY +cZ = 18% grasa aproximada del queso imitación.
dX + eY + fZ = 55% humedad aproximada del queso imitación.
gX + hY + iZ = 25% proteína aproximada del queso imitación.
Donde:
a = proporción materia grasa de queso doble crema (28%).
b= proporción materia grasa de agua (0%).
c= proporción materia grasa proteína aislada de soya (1%).
d= proporción materia húmeda de queso doble crema (50%).
e= proporción materia húmeda del agua (100%).
f= proporción materia húmeda de la proteína aislada de soya (6%).
g= proporción de proteína del queso doble crema (21%).
h= proporción de proteína de la grasa de agua (0%)
i= proporción de proteína de la proteína aislada de soya (90%).
Balance de materia Grasa:
0.28*X+ 0*Y+ 0.01*Z = 18
X = (18 – 0.01 * Z)/0.28
X = 64.2857 – 0.0357 * Z (1)
Balance de materia húmeda:
0.50*X + 0.06*Z + 1*Y = 55
Y = 55 – 0.06*Z – 0.5*(64.2857 – 0.0357*Z)
Y = 22.8571 – 0.0421*Z (2)

74
Balance proteico:
0.21*X + 0*Y + 0.90*Z = 25
Z = (25 – 0.21*X)/ 0.90
Z = 27.7777 - 0.2333*X (3)
Reemplazo la ecuación (3) en la (1).
X = 64.2857 – 0.0357*(27.7777 – 0.2333*X)
X = 64.2857 – 0.9916 + 8.3288 x 10 – 3 *X
X - 8.3288 x 10 – 3 *X = 63.2941
X = 63.2941/ 0.9916
X = 63.830 Kg de queso doble crema.
Z = 27.7777 - 0.2333 * 63.830
Z = 12.904 Kg de agua.
Y = 100 -63.830 – 12.904
Y = 23.266 Kg de proteína aislada de queso.
3.6.1.2. Balance global para tratamiento 2 con queso campesino
W+ Y +Z = 100; siendo:
W =kg de queso campesino
Y= kg de agua a adicionar
Z =Kg de proteína aislada de soya
Balance de componentes:
aW +bY +cZ = 18% grasa aproximada del queso imitación
dW + eY + fZ = 55% humedad aproximada del queso imitación
75
gW + hY + iZ = 25% proteína aproximada del queso imitación
Donde:
a = proporción materia grasa del queso campesino.
b= proporción materia grasa de agua.
c= proporción materia grasa proteína aislada de soya.
d= proporción materia húmeda del queso campesino.
e= proporción materia húmeda del agua.
f= proporción materia húmeda de la proteína aislada de soya.
g= proporción de proteína del queso campesino.
h= proporción de proteína de la grasa de agua.
i= proporción de proteína de la proteína aislada de soya.
Balance de materia Grasa:
0.22* W + 0*Y+ 0.01*Z = 18
W = (18 – 0.01 * Z)/0.22
X = 81.8181 – 0.0454 * Z (1)
Balance de materia húmeda:
0.5354*W + 0.06*Z + 1*Y = 55
Y = 55 – 0.06*Z – 0.5354*(81.8181 – 0.0454*Z)
Y = 11.199 – 0.036*Z (2)
Balance proteico:
0.1665*W + 0*Y + 0.90*Z = 25
Z = (25 – 0.1665*W)/ 0.90
Z = 27.7777 - 0.185*W (3)
Reemplazo la ecuación (3) en la (1).
76
W = 81.8181 – 0.045*(27.7777 – 0.185*W)
W = 81.8181 – 1.2499 + 8.3258 x 10 – 3 *W
W - 8.3258 x 10 – 3 *W = 80.561
X = 80.561/ 0.9916
X = 81.2434 Kg de queso doble crema.
Z = 27.7777 - 0.185 * 81.2434
Z = 12.7469 Kg de agua.
Y = 100 -80.561 - 12.7469
Y = 6.0097 Kg de proteína aislada de queso.
3.6.1.3. Balance Global para tratamiento 3 con caseinato de sodio14
V+U+ Y +Z = 100; siendo:
V=kg de caseinato de sodio
U= kg de mantequilla
Y= kg de agua a adicionar
Z =Kg de proteína aislada de soya
Balance de componentes:
aV+ bU + cY +dZ =18% grasa aproximada del queso imitación
eV + fU + gY + hZ = 55% humedad aproximada del queso imitación
iV + jU + kY + lZ = 25% proteína aproximada del queso imitación
14 Para este balance de materia fue necesario utilizar el programa Wims el cuál se encuentra en la página de Internet: wins.unice.fr/wims/wims.cgi
77
Donde:
a = proporción materia grasa del caseinato de sodio
b= proporción materia grasa de la mantequilla.
c= proporción materia grasa del agua.
d= proporción materia grasa de la proteína aislada de soya.
e = proporción materia húmeda del caseinato de sodio
f= proporción materia húmeda de la mantequilla.
g= proporción materia húmeda del agua.
h= proporción materia húmeda de la proteína aislada de soya.
i = proporción de la proteína del caseinato de sodio
j= proporción de proteína de la mantequilla.
k= proporción de proteína del agua.
l= proporción de proteína de la proteína aislada de soya.
V = 28.4091 – 1.0227*r1 Kg de Caseinato de sodio.
U = 21.8673 + 0.0066*r1 Kg de mantequilla.
Y = 48.9019 + 2.8409x10 – 5 *r1 Kg de Agua
Z = *r1 Kg de proteína aislada de soya
3.6.2 Formulaciones para el queso imitación.
El resultado de las formulaciones para el queso imitación se muestra en el
siguiente cuadro:

78
Cuadro 24. Formulaciones para el queso imitación
TRATAMIENTO MATERIA PRIMA 1 2 3 Unidades
Queso doble crema 3,1915 Kg Queso campesino 4,0280 Kg Caseinato 1,1648 Kg Proteína aislada de soya 0,6450 0,6370 0,2500 Kg Agua 1,1630 0,3000 2,4451 Kg Mantequilla 1,1000 Kg Carragenina 0,0400 0,0400 0,0400 Kg Polifosfatos 0,0250 0,0250 0,0250 Kg Monoestearato de glicerilo 0,1000 0,1000 0,1000 Kg Colorante 0,0050 0,0050 0,0050 Kg Saborizante 0,5000 0,5000 0,5000 mL/Kg
Fuente: los autores
3.6.3 Balance de materia del proceso.
A continuación se describe el balance de materia en el cuál se describe en que
momento entran los debidos ingredientes, en que parte del proceso, y se relaciona
las perdidas presentadas durante la elaboración de cada uno de los tratamientos
por medio de los cuadros y de los diagrama de bloques.
Cuadro 25. Balance de materia del proceso para el tratamiento 1.
MATERIA PRIMA Entrada Salida Unidades Queso doble crema 3,1915 Kg Perdidas en el troceado 0,0080 Kg Perdidas en el rayado 0,0500 Kg Perdidas en la 1ra Fundición 0,0900 Kg Agua evaporada 0,1000 Kg Proteína aislada de soya 0,6450 Kg Agua 1,1630 Kg Carragenina 0,0400 Kg Polifosfatos 0,0250 Kg
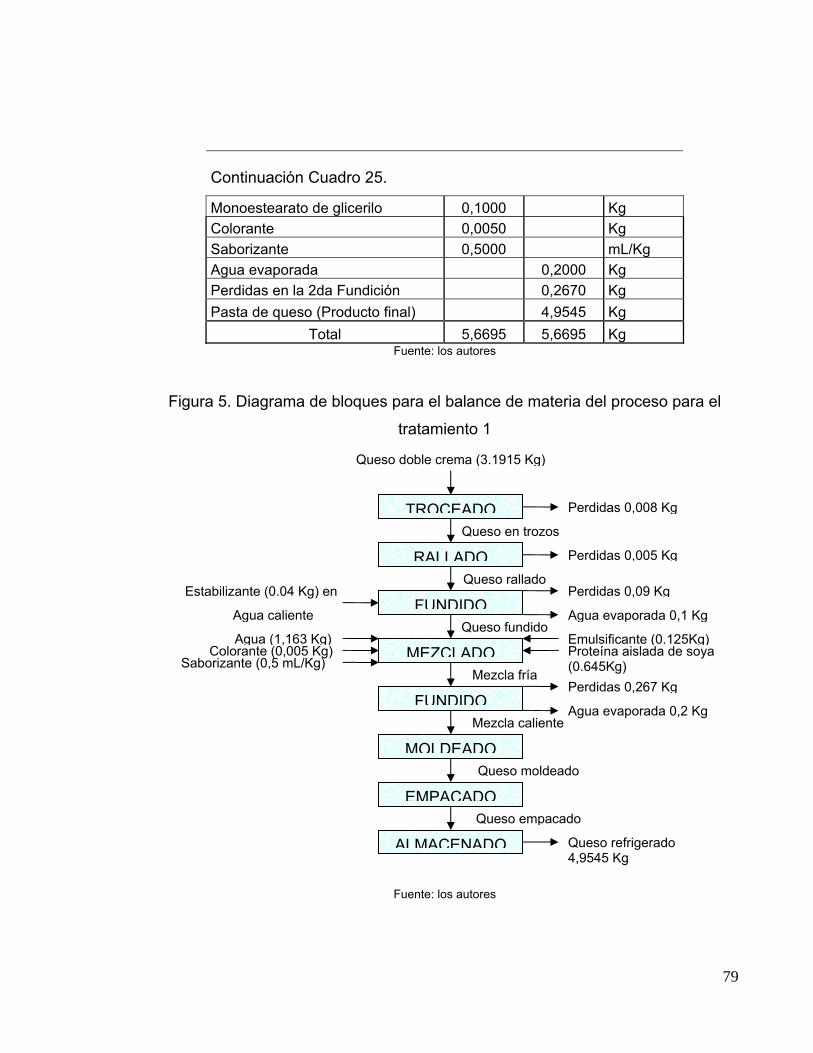
79
Continuación Cuadro 25. Monoestearato de glicerilo 0,1000 Kg Colorante 0,0050 Kg Saborizante 0,5000 mL/Kg Agua evaporada 0,2000 Kg Perdidas en la 2da Fundición 0,2670 Kg Pasta de queso (Producto final) 4,9545 Kg
Total 5,6695 5,6695 Kg Fuente: los autores
Figura 5. Diagrama de bloques para el balance de materia del proceso para el
tratamiento 1
Fuente: los autores
TROCEADO
RALLADO
FUNDIDO
MOLDEADO
ALMACENADO
EMPACADO
Queso doble crema (3.1915 Kg)
Queso en trozos
Queso rallado
MEZCLADOAgua (1,163 Kg)
Colorante (0,005 Kg)Saborizante (0,5 mL/Kg)
FUNDIDO
Estabilizante (0.04 Kg) en
Agua caliente
Emulsificante (0.125Kg)Proteína aislada de soya (0.645Kg) Mezcla fría
Mezcla caliente
Queso moldeado
Queso empacado
Queso refrigerado 4,9545 Kg
Queso fundido
Perdidas 0,008 Kg
Perdidas 0,005 Kg
Perdidas 0,09 Kg
Perdidas 0,267 Kg
Agua evaporada 0,2 Kg
Agua evaporada 0,1 Kg
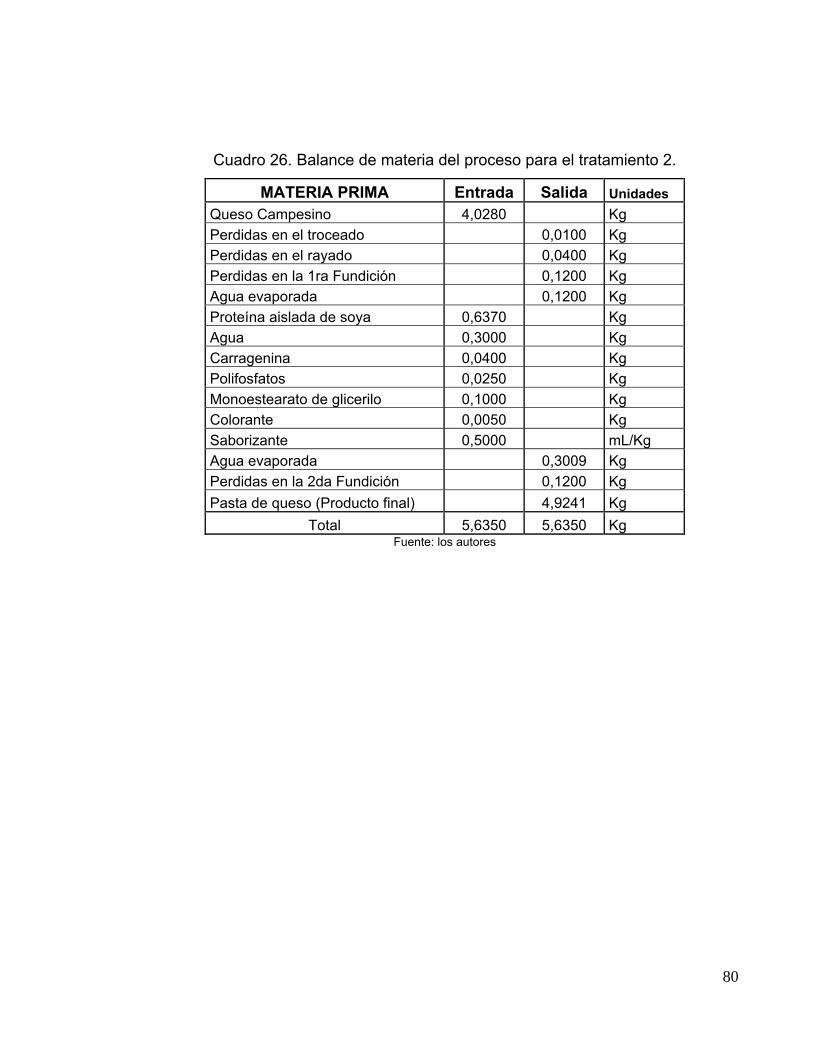
80
Cuadro 26. Balance de materia del proceso para el tratamiento 2.
MATERIA PRIMA Entrada Salida Unidades Queso Campesino 4,0280 Kg Perdidas en el troceado 0,0100 Kg Perdidas en el rayado 0,0400 Kg Perdidas en la 1ra Fundición 0,1200 Kg Agua evaporada 0,1200 Kg Proteína aislada de soya 0,6370 Kg Agua 0,3000 Kg Carragenina 0,0400 Kg Polifosfatos 0,0250 Kg Monoestearato de glicerilo 0,1000 Kg Colorante 0,0050 Kg Saborizante 0,5000 mL/Kg Agua evaporada 0,3009 Kg Perdidas en la 2da Fundición 0,1200 Kg Pasta de queso (Producto final) 4,9241 Kg
Total 5,6350 5,6350 Kg Fuente: los autores
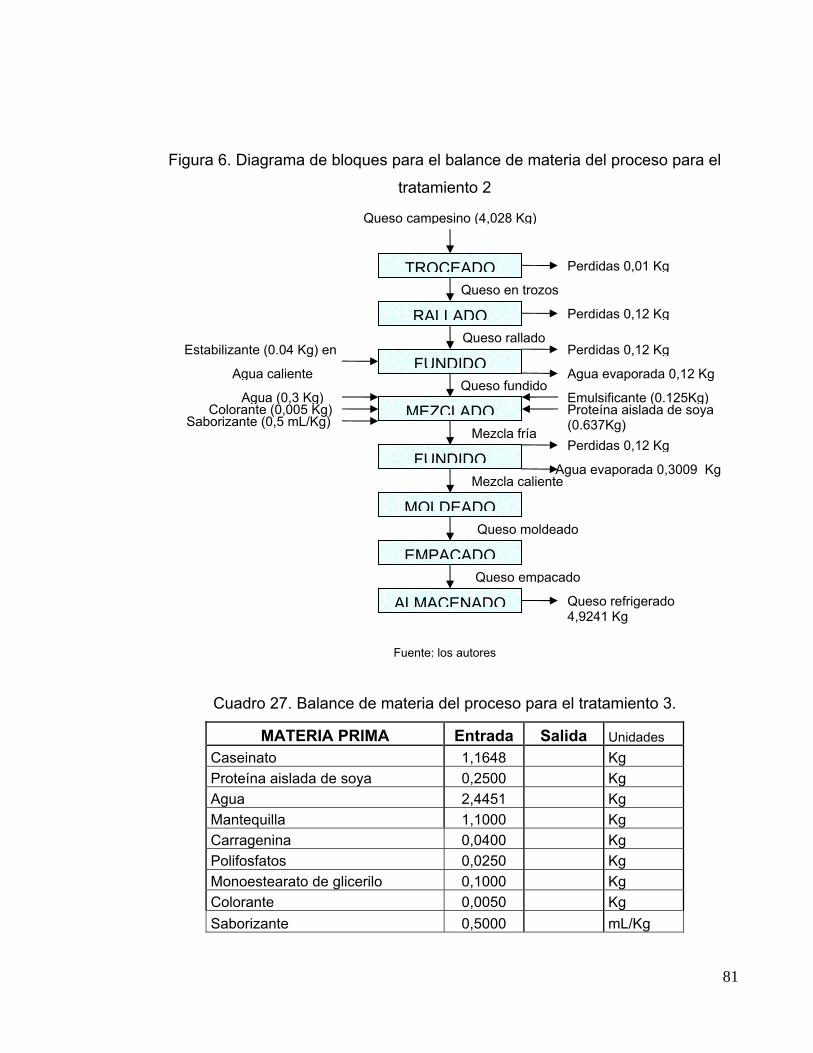
81
Figura 6. Diagrama de bloques para el balance de materia del proceso para el
tratamiento 2
Fuente: los autores
Cuadro 27. Balance de materia del proceso para el tratamiento 3.
MATERIA PRIMA Entrada Salida Unidades Caseinato 1,1648 Kg Proteína aislada de soya 0,2500 Kg Agua 2,4451 Kg Mantequilla 1,1000 Kg Carragenina 0,0400 Kg Polifosfatos 0,0250 Kg Monoestearato de glicerilo 0,1000 Kg Colorante 0,0050 Kg Saborizante 0,5000 mL/Kg
TROCEADO
RALLADO
FUNDIDO
MOLDEADO
ALMACENADO
EMPACADO
Queso campesino (4,028 Kg)
Queso en trozos
Queso rallado
MEZCLADOAgua (0,3 Kg)
Colorante (0,005 Kg)Saborizante (0,5 mL/Kg)
FUNDIDO
Estabilizante (0.04 Kg) en
Agua caliente
Emulsificante (0.125Kg)Proteína aislada de soya (0.637Kg) Mezcla fría
Mezcla caliente
Queso moldeado
Queso empacado
Queso refrigerado 4,9241 Kg
Queso fundido
Perdidas 0,01 Kg
Perdidas 0,12 Kg
Perdidas 0,12 Kg
Perdidas 0,12 Kg
Agua evaporada 0,3009 Kg
Agua evaporada 0,12 Kg

82
Continuación Cuadro 27 Agua evaporada 0,3250 Kg Perdidas en la Fundición 0,2949 Kg Pasta de queso (Producto final) 5,0100 Kg
Total 5,6299 5,6299 Kg Fuente: los autores
Figura 7. Diagrama de bloques para el balance de materia del proceso para el
tratamiento 3.
Fuente: los autores
3.6.4. Rendimiento.
100 oRendimient ×=PMPPPT
PPT: Peso del producto terminado
PMP: Peso de la materia prima
MOLDEADO
ALMACENADO
EMPACADO
Caseinato de sodio (1,1648 Kg)
MEZCLADOAgua (2,4451 Kg)
Colorante (0,005 Kg)Saborizante (0,5 mL/Kg)
FUNDIDO
Estabilizante (0.04 Kg) en Agua caliente
Emulsificante (0,125 Kg)Proteína aislada de soya (0,25 Kg) Mezcla fría
Mezcla caliente
Queso moldeado
Queso empacado
Queso refrigerado 5,01 Kg
Perdidas 0,2949 Kg
Agua Evaporada 0,325 Kg
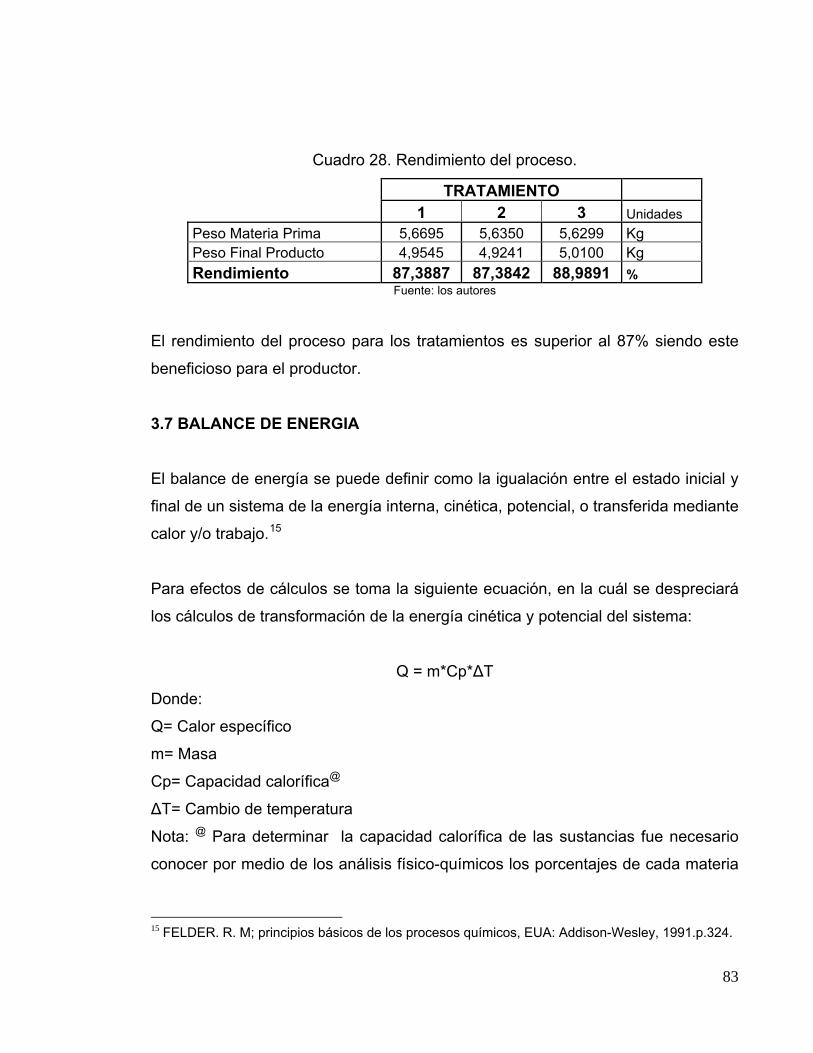
83
Cuadro 28. Rendimiento del proceso.
TRATAMIENTO 1 2 3 Unidades Peso Materia Prima 5,6695 5,6350 5,6299 Kg Peso Final Producto 4,9545 4,9241 5,0100 Kg Rendimiento 87,3887 87,3842 88,9891 %
Fuente: los autores
El rendimiento del proceso para los tratamientos es superior al 87% siendo este
beneficioso para el productor.
3.7 BALANCE DE ENERGIA
El balance de energía se puede definir como la igualación entre el estado inicial y
final de un sistema de la energía interna, cinética, potencial, o transferida mediante
calor y/o trabajo.15
Para efectos de cálculos se toma la siguiente ecuación, en la cuál se despreciará
los cálculos de transformación de la energía cinética y potencial del sistema:
Q = m*Cp*ΔT
Donde:
Q= Calor específico
m= Masa
Cp= Capacidad calorífica@
ΔT= Cambio de temperatura
Nota: @ Para determinar la capacidad calorífica de las sustancias fue necesario
conocer por medio de los análisis físico-químicos los porcentajes de cada materia
15 FELDER. R. M; principios básicos de los procesos químicos, EUA: Addison-Wesley, 1991.p.324.

84
prima y del producto terminado, y los datos fueron calculados por el programa de
computación de la página de Internet: www.upv.es/dtalim/herraweb.htm .
3.7.1 Determinación del calor para el queso doble crema a 20ºC
Composición del queso doble crema: Agua 50%, grasa 28%, proteína 21%,
cenizas 2.7868%.
Cº KgJ 3109.7245 crema doble queso Cp =
( ) Cº 2050Cº Kg
J 7245.3109 Kg 3.1915crema doble queso Q −××=
KJ 297.7405 crema doble queso Q =
s360KJ 297.7405 crema doble queso Q =
sKJ8270.0crema doble queso Q =
3.7.2 Determinación del calor para el queso campesino a 20ºC.
Composición del queso campesino: Agua 53.54%, grasa 22%, proteína 16.65%,
cenizas 4.1519%.
Cº KgJ 3063.8957 campesino queso Cp =
( ) Cº 2050Cº Kg
J 8957.3063 Kg 0280.4campesino queso Q −××=
KJ 370.2411 campesino queso Q =
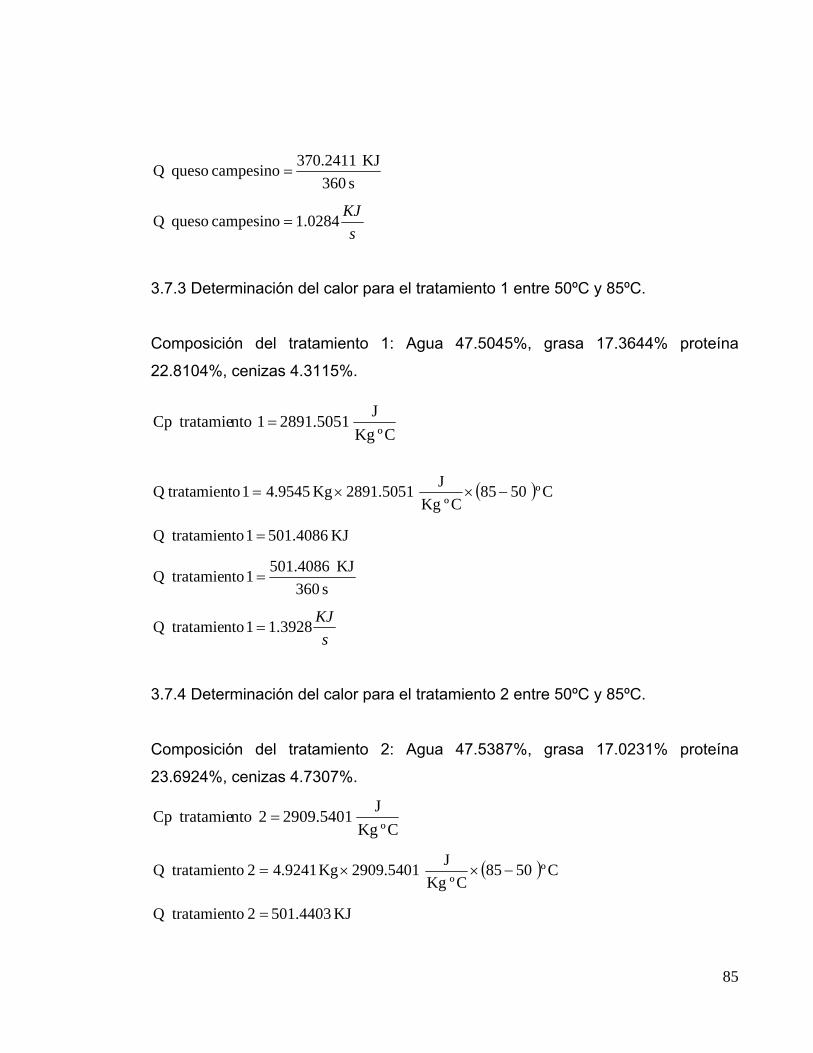
85
s360KJ 370.2411 campesino queso Q =
sKJ0284.1campesino queso Q =
3.7.3 Determinación del calor para el tratamiento 1 entre 50ºC y 85ºC.
Composición del tratamiento 1: Agua 47.5045%, grasa 17.3644% proteína
22.8104%, cenizas 4.3115%.
( ) Cº 5085Cº Kg
J 5051.2891 Kg 9545.41 to tratamienQ −××=
KJ 501.4086 1 nto tratamieQ =
s 360KJ 501.4086 1 nto tratamieQ =
sKJ3928.11 nto tratamieQ =
3.7.4 Determinación del calor para el tratamiento 2 entre 50ºC y 85ºC.
Composición del tratamiento 2: Agua 47.5387%, grasa 17.0231% proteína
23.6924%, cenizas 4.7307%.
( ) Cº 5085Cº Kg
J 5401.2909 Kg 9241.42 nto tratamieQ −××=
KJ 501.4403 2 nto tratamieQ =
Cº KgJ 2891.5051 1 nto tratamieCp =
Cº KgJ 2909.5401 2 nto tratamieCp =
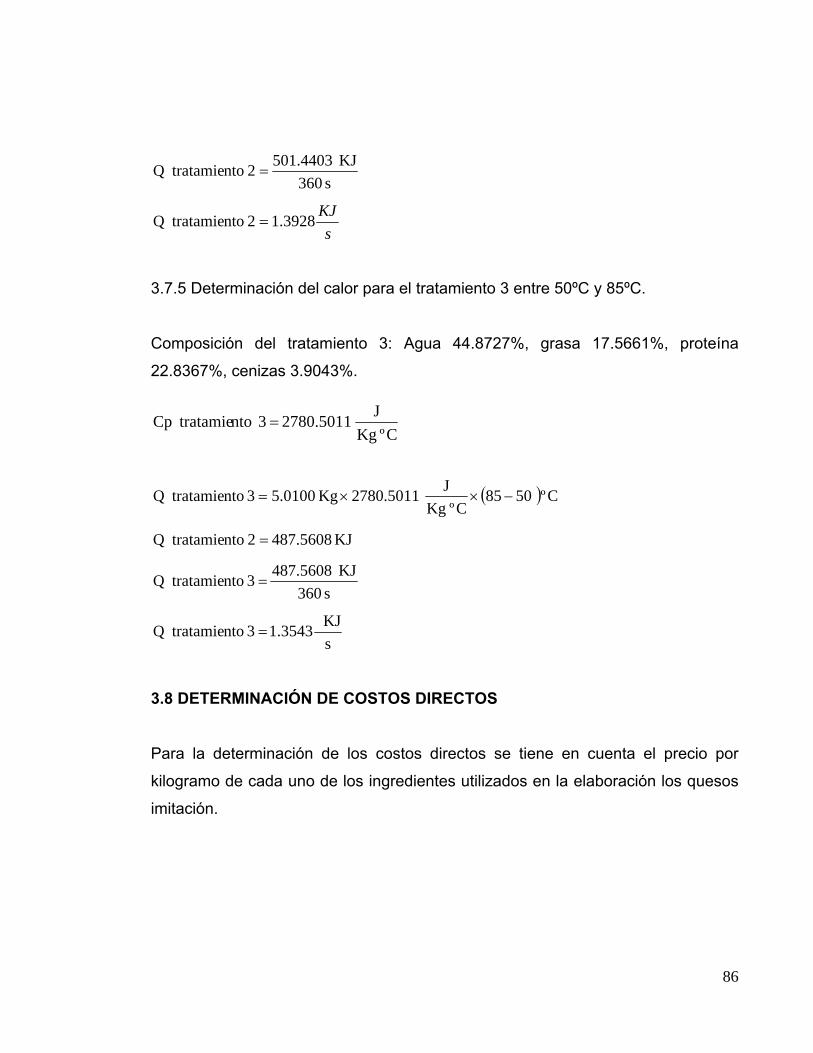
86
s 360KJ 501.4403 2 nto tratamieQ =
sKJ3928.12 nto tratamieQ =
3.7.5 Determinación del calor para el tratamiento 3 entre 50ºC y 85ºC.
Composición del tratamiento 3: Agua 44.8727%, grasa 17.5661%, proteína
22.8367%, cenizas 3.9043%.
( ) Cº 5085Cº Kg
J 5011.2780 Kg 0100.53 nto tratamieQ −××=
KJ 487.5608 2 nto tratamieQ =
s 360KJ 487.5608 3 nto tratamieQ =
sKJ 1.3543 3 nto tratamieQ =
3.8 DETERMINACIÓN DE COSTOS DIRECTOS
Para la determinación de los costos directos se tiene en cuenta el precio por
kilogramo de cada uno de los ingredientes utilizados en la elaboración los quesos
imitación.
Cº KgJ 2780.5011 3 nto tratamieCp =
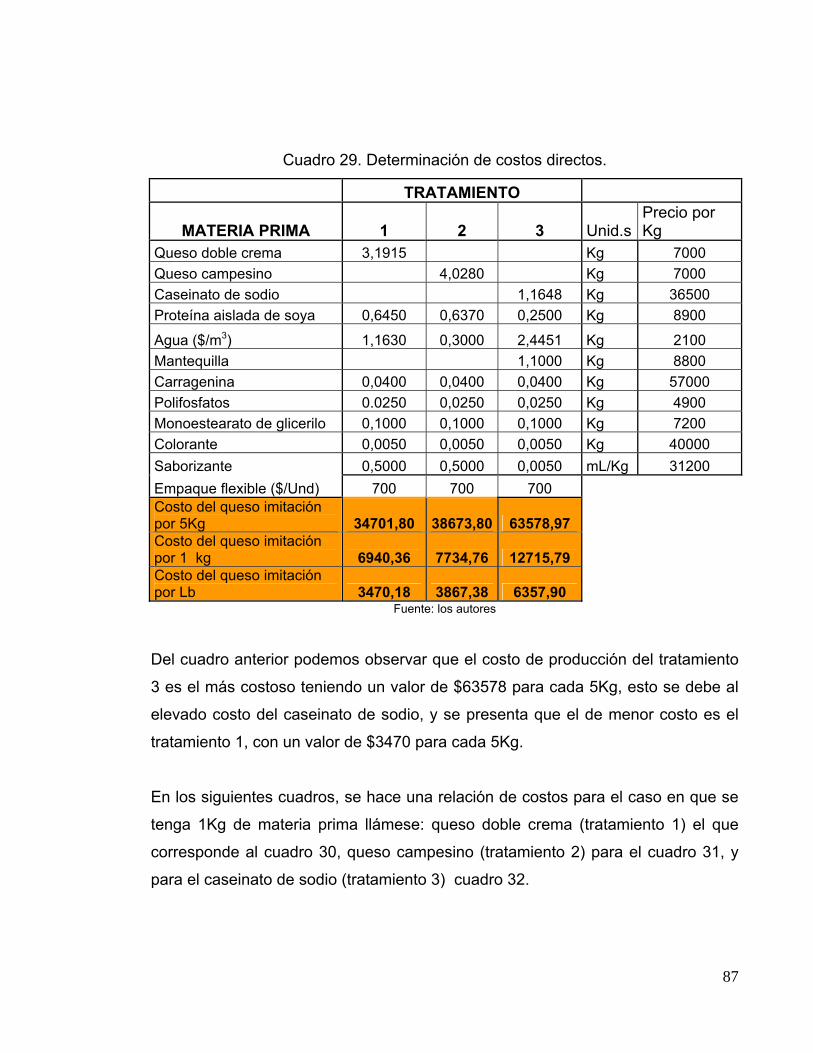
87
Cuadro 29. Determinación de costos directos.
TRATAMIENTO
MATERIA PRIMA 1 2 3 Unid.s Precio por Kg
Queso doble crema 3,1915 Kg 7000 Queso campesino 4,0280 Kg 7000 Caseinato de sodio 1,1648 Kg 36500 Proteína aislada de soya 0,6450 0,6370 0,2500 Kg 8900
Agua ($/m3) 1,1630 0,3000 2,4451 Kg 2100 Mantequilla 1,1000 Kg 8800 Carragenina 0,0400 0,0400 0,0400 Kg 57000 Polifosfatos 0.0250 0,0250 0,0250 Kg 4900 Monoestearato de glicerilo 0,1000 0,1000 0,1000 Kg 7200 Colorante 0,0050 0,0050 0,0050 Kg 40000 Saborizante 0,5000 0,5000 0,0050 mL/Kg 31200 Empaque flexible ($/Und) 700 700 700 Costo del queso imitación por 5Kg 34701,80 38673,80 63578,97 Costo del queso imitación por 1 kg 6940,36 7734,76 12715,79 Costo del queso imitación por Lb 3470,18 3867,38 6357,90
Fuente: los autores
Del cuadro anterior podemos observar que el costo de producción del tratamiento
3 es el más costoso teniendo un valor de $63578 para cada 5Kg, esto se debe al
elevado costo del caseinato de sodio, y se presenta que el de menor costo es el
tratamiento 1, con un valor de $3470 para cada 5Kg.
En los siguientes cuadros, se hace una relación de costos para el caso en que se
tenga 1Kg de materia prima llámese: queso doble crema (tratamiento 1) el que
corresponde al cuadro 30, queso campesino (tratamiento 2) para el cuadro 31, y
para el caseinato de sodio (tratamiento 3) cuadro 32.

88
Cuadro 30. Determinación de costos a partir de 1 kg de materia prima,
Tratamiento 1.
Para 5
Kg Apartir deCosto M.P
MATERIA PRIMA de P.F $ 1Kg de Q.D.C $ por Kg
Queso doble crema 3.1915 $ 22,340.50 1.0000 $ 7,000.00 $ 7,000.00 Proteína aislada de soya 0.6450 $ 5,740.50 0.2021 $ 1,798.68 $ 8,900.00 Agua 1.1630 $ 2,442.30 0.3644 $ 765.25 $ 2,100.00 Carragenina 0.0400 $ 2,280.00 0.0125 $ 714.40 $ 57,000.00Polifosfatos 0.0250 $ 122.50 0.0078 $ 38.38 $ 4,900.00 Monoestearato de glicerilo 0.1000 $ 720.00 0.0313 $ 225.60 $ 7,200.00 Colorante 0.0050 $ 200.00 0.0016 $ 62.67 $ 40,000.00Saborizante mL/Kg 0.5000 $ 156.00 0.0016 $ 48.88 $ 31,200.00 5.6695 $ 34,001 1.7764 $ 10,653
Fuente: los autores
Cuadro 31. Determinación de costos a partir de 1kg de materia prima,
Tratamiento 2.
Para 5 Kg Apartir de Costo M.P MATERIA PRIMA de P.F $ 1Kg de Q.Cam $ por Kg
Queso campesino 4.0280 $ 28,196.00 1.0000 $ 7,000.00 $ 7,000.00 Proteína aislada de soya 0.6370 $ 5,669.30 0.1581 $ 1,407.47 $ 8,900.00 Agua 0.3000 $ 630.00 0.0745 $ 156.41 $ 2,100.00 Carragenina 0.0400 $ 2,280.00 0.0099 $ 566.04 $ 57,000.00Polifosfatos 0.0250 $ 122.50 0.0062 $ 30.41 $ 4,900.00 Monoestearato de glicerilo 0.1000 $ 720.00 0.0248 $ 178.75 $ 7,200.00 Colorante 0.0050 $ 200.00 0.0012 $ 49.65 $ 40,000.00Saborizante mL/Kg 0.5000 $ 156.00 0.0012 $ 38.73 $ 31,200.00 5.6350 $ 37,973.80 1.3990 $ 9,427.46
Fuente: los autores
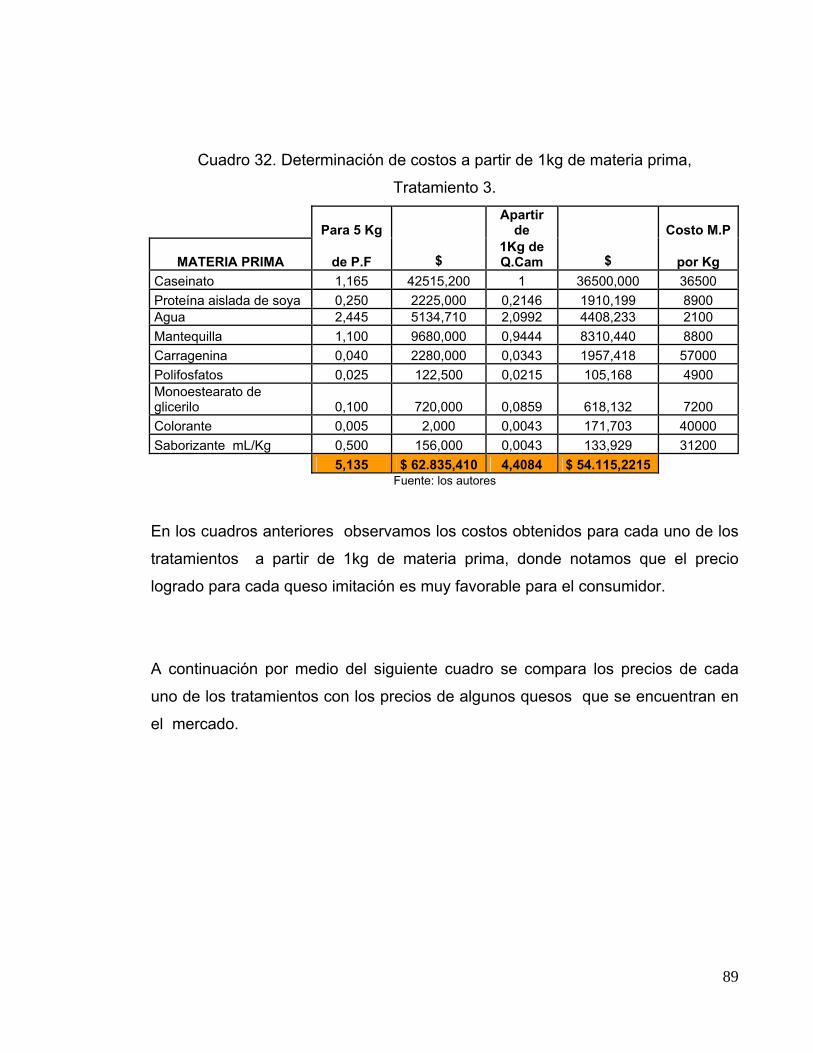
89
Cuadro 32. Determinación de costos a partir de 1kg de materia prima,
Tratamiento 3.
Para 5 Kg Apartir
de Costo M.P
MATERIA PRIMA de P.F $ 1Kg de Q.Cam $ por Kg
Caseinato 1,165 42515,200 1 36500,000 36500 Proteína aislada de soya 0,250 2225,000 0,2146 1910,199 8900 Agua 2,445 5134,710 2,0992 4408,233 2100 Mantequilla 1,100 9680,000 0,9444 8310,440 8800 Carragenina 0,040 2280,000 0,0343 1957,418 57000 Polifosfatos 0,025 122,500 0,0215 105,168 4900 Monoestearato de glicerilo 0,100 720,000 0,0859 618,132 7200 Colorante 0,005 2,000 0,0043 171,703 40000 Saborizante mL/Kg 0,500 156,000 0,0043 133,929 31200 5,135 $ 62.835,410 4,4084 $ 54.115,2215
Fuente: los autores
En los cuadros anteriores observamos los costos obtenidos para cada uno de los
tratamientos a partir de 1kg de materia prima, donde notamos que el precio
logrado para cada queso imitación es muy favorable para el consumidor.
A continuación por medio del siguiente cuadro se compara los precios de cada
uno de los tratamientos con los precios de algunos quesos que se encuentran en
el mercado.
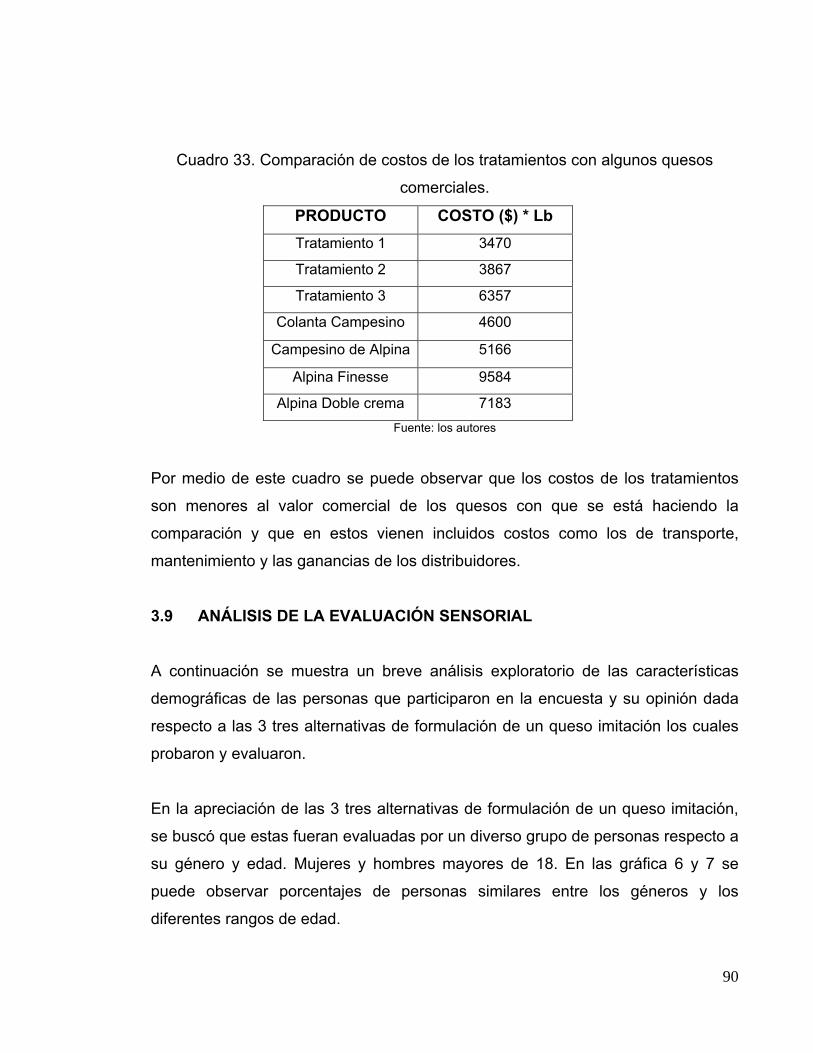
90
Cuadro 33. Comparación de costos de los tratamientos con algunos quesos
comerciales.
PRODUCTO COSTO ($) * Lb Tratamiento 1 3470
Tratamiento 2 3867
Tratamiento 3 6357
Colanta Campesino 4600
Campesino de Alpina 5166
Alpina Finesse 9584
Alpina Doble crema 7183 Fuente: los autores
Por medio de este cuadro se puede observar que los costos de los tratamientos
son menores al valor comercial de los quesos con que se está haciendo la
comparación y que en estos vienen incluidos costos como los de transporte,
mantenimiento y las ganancias de los distribuidores.
3.9 ANÁLISIS DE LA EVALUACIÓN SENSORIAL
A continuación se muestra un breve análisis exploratorio de las características
demográficas de las personas que participaron en la encuesta y su opinión dada
respecto a las 3 tres alternativas de formulación de un queso imitación los cuales
probaron y evaluaron.
En la apreciación de las 3 tres alternativas de formulación de un queso imitación,
se buscó que estas fueran evaluadas por un diverso grupo de personas respecto a
su género y edad. Mujeres y hombres mayores de 18. En las gráfica 6 y 7 se
puede observar porcentajes de personas similares entre los géneros y los
diferentes rangos de edad.

91
Gráfica 6. Género de los encuestados.
Género de los encuestados:
51% 49%
0%
20%
40%
60%
80%
100%
Femenino Masculino
Fuente: los autores
Gráfica 7. Rango de edad de los encuestados.
Fuente: los autores
Rango de edad de los encuestados:
17%24% 25%
18% 16%
0%
20%
40%
60%
80%
100%
18 - 25 26 - 35 36 - 45 46 - 55 Mayores de55
Rango edad
Porcentaje
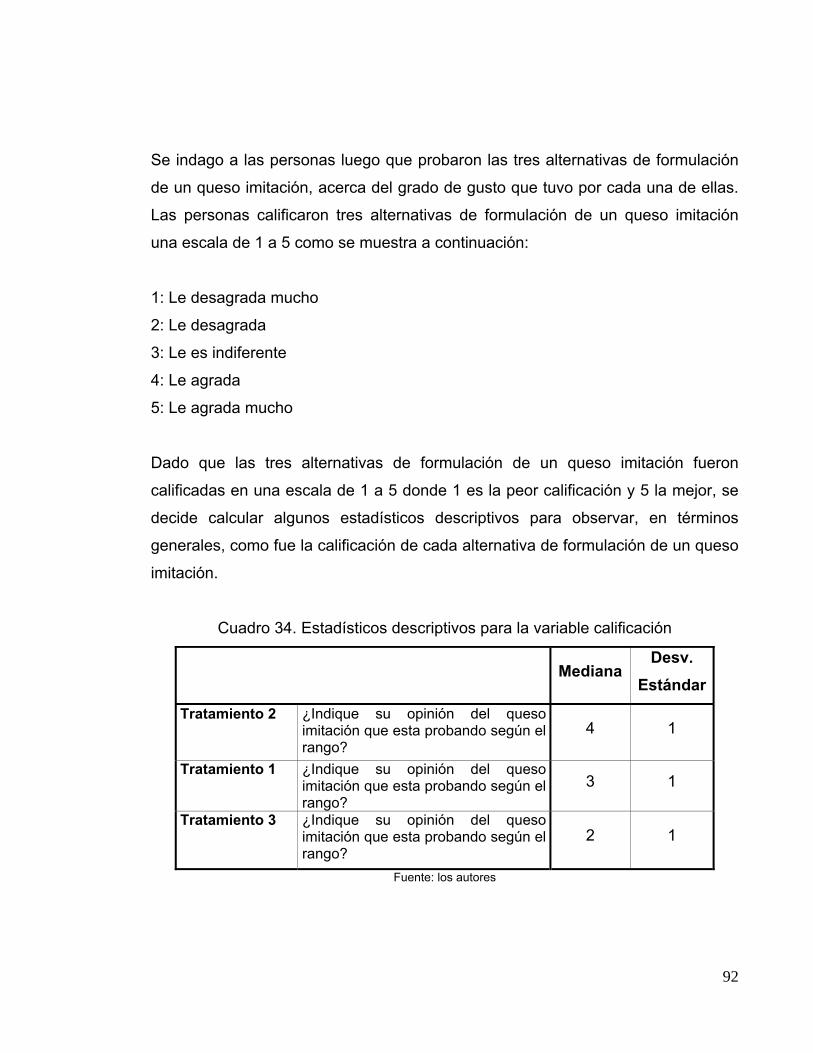
92
Se indago a las personas luego que probaron las tres alternativas de formulación
de un queso imitación, acerca del grado de gusto que tuvo por cada una de ellas.
Las personas calificaron tres alternativas de formulación de un queso imitación
una escala de 1 a 5 como se muestra a continuación:
1: Le desagrada mucho
2: Le desagrada
3: Le es indiferente
4: Le agrada
5: Le agrada mucho
Dado que las tres alternativas de formulación de un queso imitación fueron
calificadas en una escala de 1 a 5 donde 1 es la peor calificación y 5 la mejor, se
decide calcular algunos estadísticos descriptivos para observar, en términos
generales, como fue la calificación de cada alternativa de formulación de un queso
imitación.
Cuadro 34. Estadísticos descriptivos para la variable calificación
Mediana
Desv. Estándar
Tratamiento 2 ¿Indique su opinión del queso imitación que esta probando según el rango?
4 1
Tratamiento 1 ¿Indique su opinión del queso imitación que esta probando según el rango?
3 1
Tratamiento 3 ¿Indique su opinión del queso imitación que esta probando según el rango?
2 1
Fuente: los autores
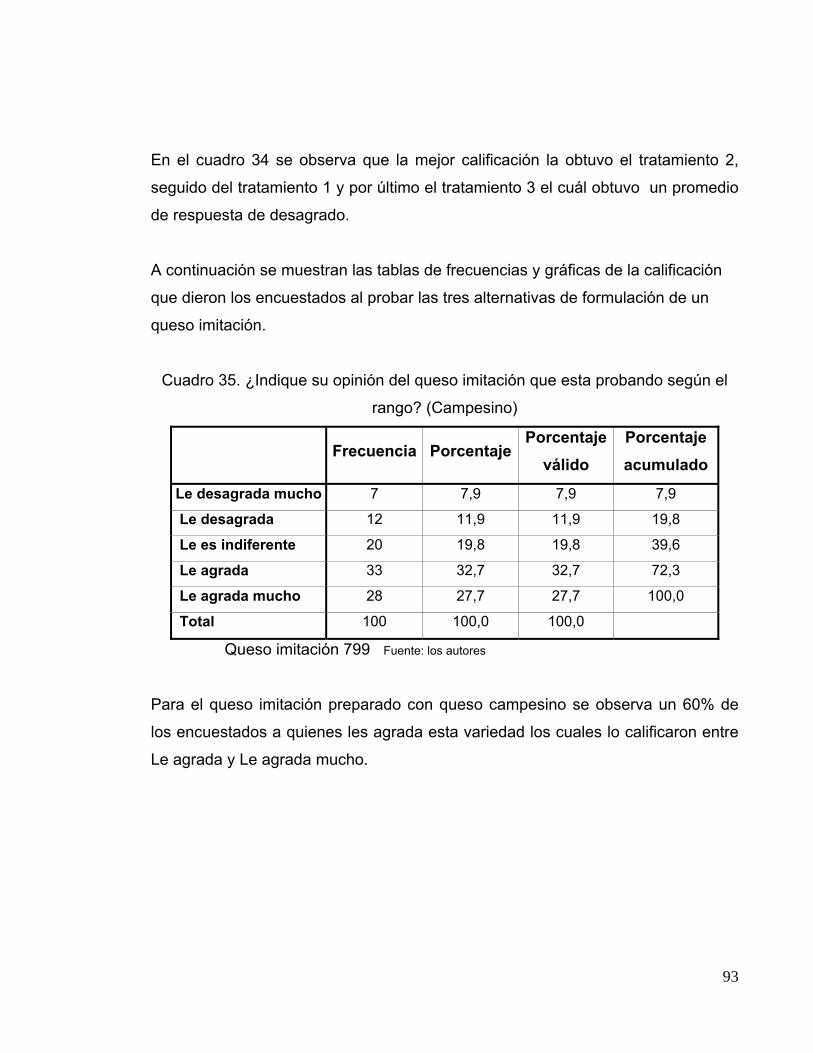
93
En el cuadro 34 se observa que la mejor calificación la obtuvo el tratamiento 2,
seguido del tratamiento 1 y por último el tratamiento 3 el cuál obtuvo un promedio
de respuesta de desagrado.
A continuación se muestran las tablas de frecuencias y gráficas de la calificación
que dieron los encuestados al probar las tres alternativas de formulación de un
queso imitación.
Cuadro 35. ¿Indique su opinión del queso imitación que esta probando según el
rango? (Campesino)
Frecuencia Porcentaje
Porcentaje válido
Porcentaje acumulado
Le desagrada mucho 7 7,9 7,9 7,9
Le desagrada 12 11,9 11,9 19,8
Le es indiferente 20 19,8 19,8 39,6
Le agrada 33 32,7 32,7 72,3
Le agrada mucho 28 27,7 27,7 100,0
Total 100 100,0 100,0
Queso imitación 799 Fuente: los autores
Para el queso imitación preparado con queso campesino se observa un 60% de
los encuestados a quienes les agrada esta variedad los cuales lo calificaron entre
Le agrada y Le agrada mucho.
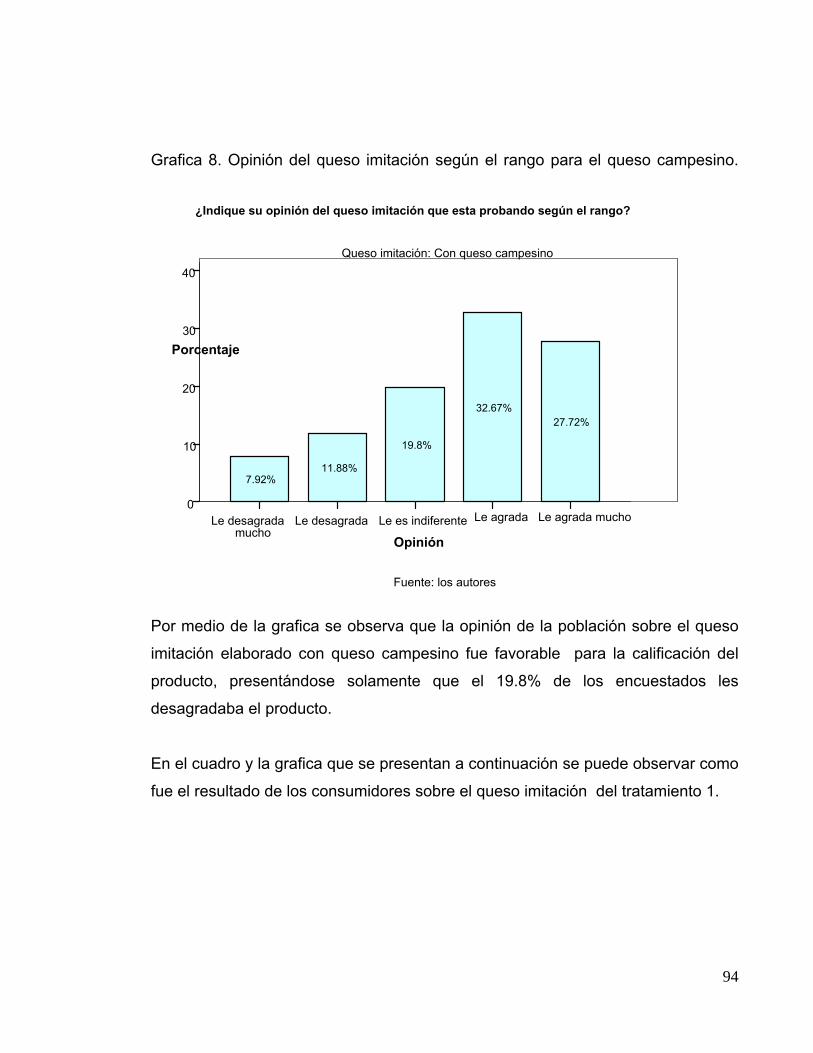
94
Grafica 8. Opinión del queso imitación según el rango para el queso campesino.
Fuente: los autores
Por medio de la grafica se observa que la opinión de la población sobre el queso
imitación elaborado con queso campesino fue favorable para la calificación del
producto, presentándose solamente que el 19.8% de los encuestados les
desagradaba el producto.
En el cuadro y la grafica que se presentan a continuación se puede observar como
fue el resultado de los consumidores sobre el queso imitación del tratamiento 1.
Le agrada mucho Le agradaLe es indiferenteLe desagradaLe desagrada mucho
Opinión
40
30
20
10
0
Porcentaje
27.72% 32.67%
19.8%
11.88%7.92%
Queso imitación: Con queso campesino
¿Indique su opinión del queso imitación que esta probando según el rango?

95
Cuadro 36. ¿Indique su opinión del queso imitación que esta probando según el
rango? (Con queso doble crema)
Frecuencia Porcentaje
Porcentaje válido
Porcentaje acumulado
Le desagrada mucho 18 18,8 18,8 18,8
Le desagrada 26 25,7 25,7 44,6
Le es indiferente 27 26,7 26,7 71,3
Le agrada 20 19,8 19,8 91,1
Le agrada mucho 9 8,9 8,9 100,0
Total 100 100,0 100,0
Queso imitación = 397 Fuente: los autores
Gráfica 9. Opinión del queso imitación según el rango para queso doble crema
Fuente: los autores
Le agrada mucho Le agradaLe es indiferente
Le desagradaLe desagrada mucho
Opinión
30
25
20
15
10
5
0
Porcentaje
8.91%
19.8%26.73%25.74%
18.81%
Pasta: Con queso doble crema¿Indique su opinión del queso imitación que esta probando según el rango?
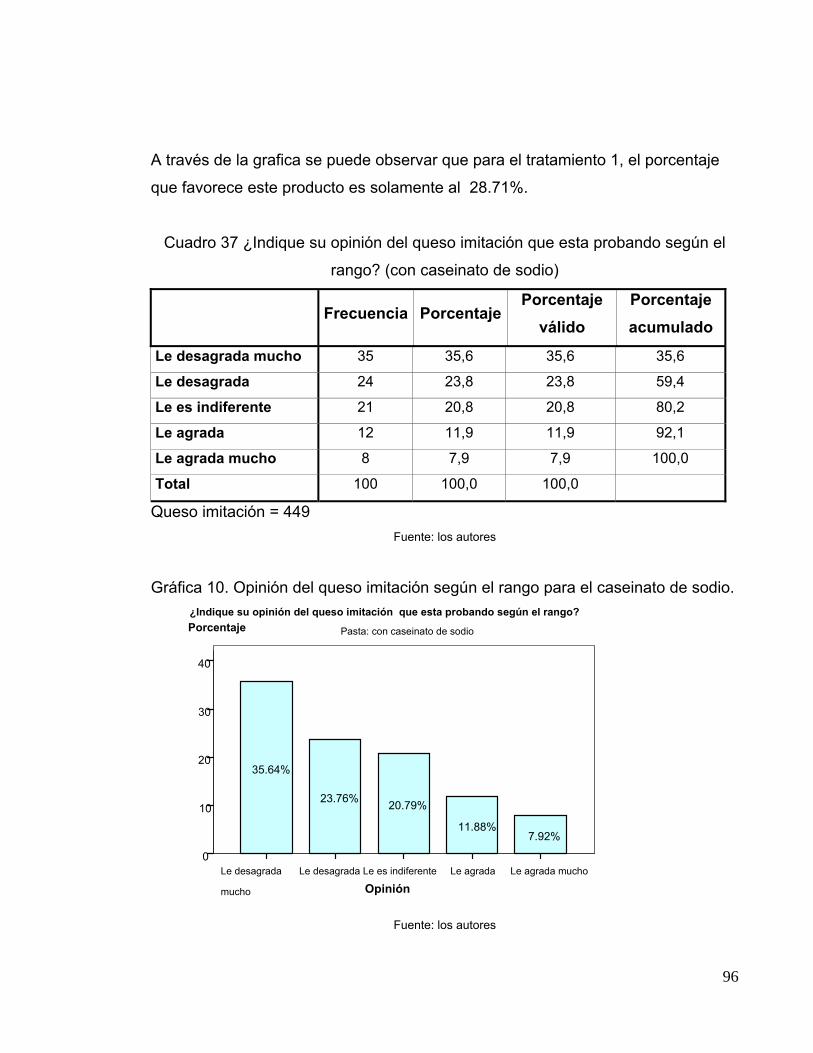
96
A través de la grafica se puede observar que para el tratamiento 1, el porcentaje
que favorece este producto es solamente al 28.71%.
Cuadro 37 ¿Indique su opinión del queso imitación que esta probando según el
rango? (con caseinato de sodio)
Frecuencia Porcentaje
Porcentaje válido
Porcentaje acumulado
Le desagrada mucho 35 35,6 35,6 35,6
Le desagrada 24 23,8 23,8 59,4
Le es indiferente 21 20,8 20,8 80,2
Le agrada 12 11,9 11,9 92,1
Le agrada mucho 8 7,9 7,9 100,0
Total 100 100,0 100,0
Queso imitación = 449 Fuente: los autores
Gráfica 10. Opinión del queso imitación según el rango para el caseinato de sodio.
Fuente: los autores
Le agrada mucho Le agradaLe es indiferenteLe desagradaLe desagrada
mucho Opinión
40
30
20
10
0
Porcentaje
7.92%11.88%
20.79%23.76%
35.64%
Pasta: con caseinato de sodio
¿Indique su opinión del queso imitación que esta probando según el rango?
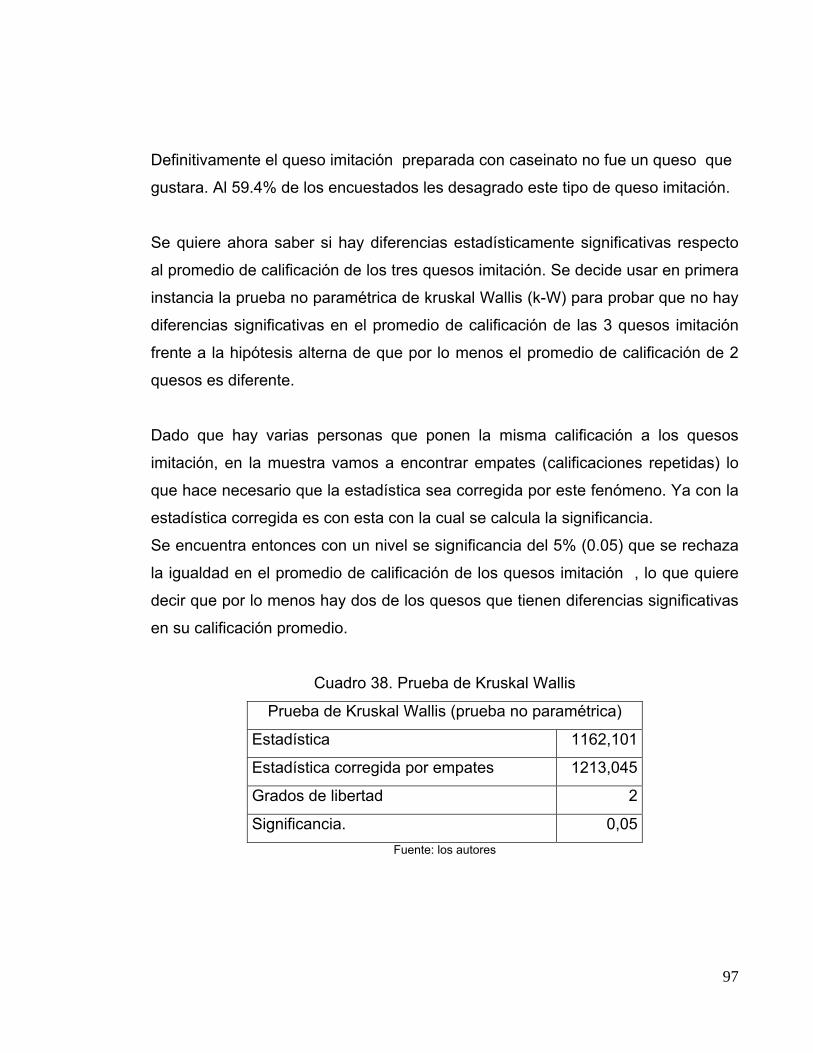
97
Definitivamente el queso imitación preparada con caseinato no fue un queso que
gustara. Al 59.4% de los encuestados les desagrado este tipo de queso imitación.
Se quiere ahora saber si hay diferencias estadísticamente significativas respecto
al promedio de calificación de los tres quesos imitación. Se decide usar en primera
instancia la prueba no paramétrica de kruskal Wallis (k-W) para probar que no hay
diferencias significativas en el promedio de calificación de las 3 quesos imitación
frente a la hipótesis alterna de que por lo menos el promedio de calificación de 2
quesos es diferente.
Dado que hay varias personas que ponen la misma calificación a los quesos
imitación, en la muestra vamos a encontrar empates (calificaciones repetidas) lo
que hace necesario que la estadística sea corregida por este fenómeno. Ya con la
estadística corregida es con esta con la cual se calcula la significancia.
Se encuentra entonces con un nivel se significancia del 5% (0.05) que se rechaza
la igualdad en el promedio de calificación de los quesos imitación , lo que quiere
decir que por lo menos hay dos de los quesos que tienen diferencias significativas
en su calificación promedio.
Cuadro 38. Prueba de Kruskal Wallis
Prueba de Kruskal Wallis (prueba no paramétrica)
Estadística 1162,101
Estadística corregida por empates 1213,045
Grados de libertad 2
Significancia. 0,05 Fuente: los autores
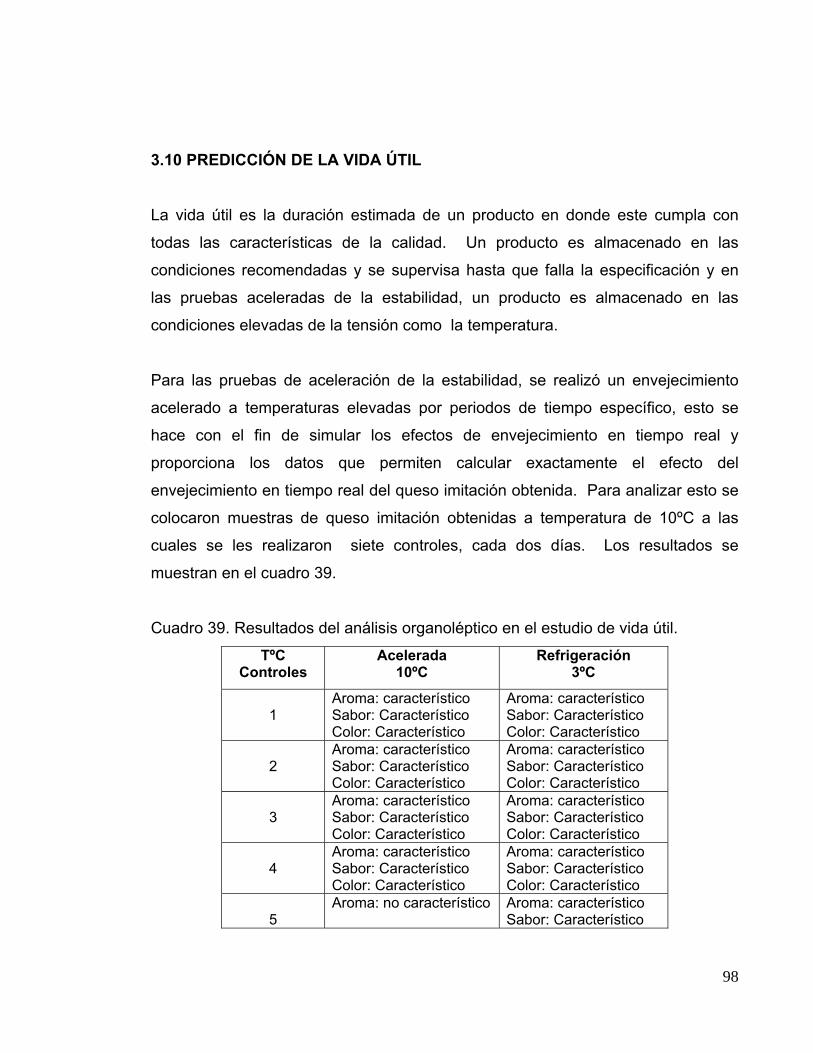
98
3.10 PREDICCIÓN DE LA VIDA ÚTIL
La vida útil es la duración estimada de un producto en donde este cumpla con
todas las características de la calidad. Un producto es almacenado en las
condiciones recomendadas y se supervisa hasta que falla la especificación y en
las pruebas aceleradas de la estabilidad, un producto es almacenado en las
condiciones elevadas de la tensión como la temperatura.
Para las pruebas de aceleración de la estabilidad, se realizó un envejecimiento
acelerado a temperaturas elevadas por periodos de tiempo específico, esto se
hace con el fin de simular los efectos de envejecimiento en tiempo real y
proporciona los datos que permiten calcular exactamente el efecto del
envejecimiento en tiempo real del queso imitación obtenida. Para analizar esto se
colocaron muestras de queso imitación obtenidas a temperatura de 10ºC a las
cuales se les realizaron siete controles, cada dos días. Los resultados se
muestran en el cuadro 39.
Cuadro 39. Resultados del análisis organoléptico en el estudio de vida útil.
TºC Controles
Acelerada 10ºC
Refrigeración 3ºC
1
Aroma: característico Sabor: Característico Color: Característico
Aroma: característico Sabor: Característico Color: Característico
2
Aroma: característico Sabor: Característico Color: Característico
Aroma: característico Sabor: Característico Color: Característico
3
Aroma: característico Sabor: Característico Color: Característico
Aroma: característico Sabor: Característico Color: Característico
4
Aroma: característico Sabor: Característico Color: Característico
Aroma: característico Sabor: Característico Color: Característico
5
Aroma: no característico
Aroma: característico Sabor: Característico
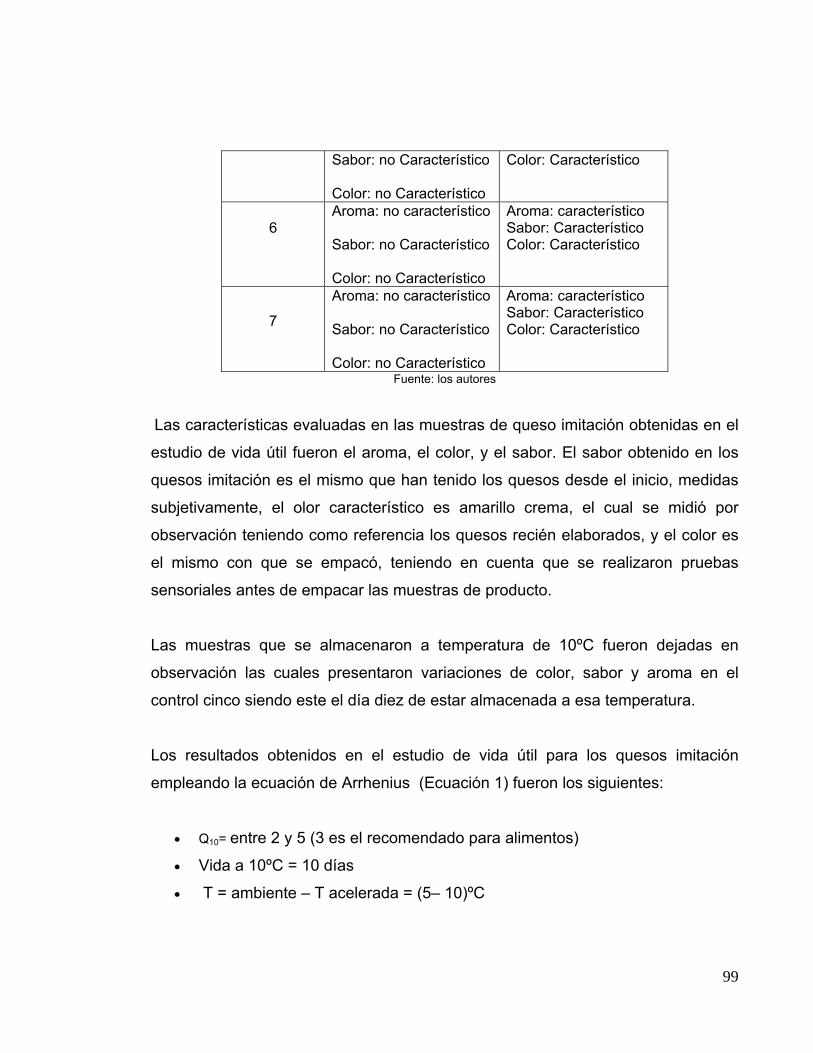
99
Sabor: no Característico Color: no Característico
Color: Característico
6
Aroma: no característico Sabor: no Característico Color: no Característico
Aroma: característico Sabor: Característico Color: Característico
7
Aroma: no característico Sabor: no Característico Color: no Característico
Aroma: característico Sabor: Característico Color: Característico
Fuente: los autores
Las características evaluadas en las muestras de queso imitación obtenidas en el
estudio de vida útil fueron el aroma, el color, y el sabor. El sabor obtenido en los
quesos imitación es el mismo que han tenido los quesos desde el inicio, medidas
subjetivamente, el olor característico es amarillo crema, el cual se midió por
observación teniendo como referencia los quesos recién elaborados, y el color es
el mismo con que se empacó, teniendo en cuenta que se realizaron pruebas
sensoriales antes de empacar las muestras de producto.
Las muestras que se almacenaron a temperatura de 10ºC fueron dejadas en
observación las cuales presentaron variaciones de color, sabor y aroma en el
control cinco siendo este el día diez de estar almacenada a esa temperatura.
Los resultados obtenidos en el estudio de vida útil para los quesos imitación
empleando la ecuación de Arrhenius (Ecuación 1) fueron los siguientes:
• Q10= entre 2 y 5 (3 es el recomendado para alimentos)
• Vida a 10ºC = 10 días
• T = ambiente – T acelerada = (5– 10)ºC
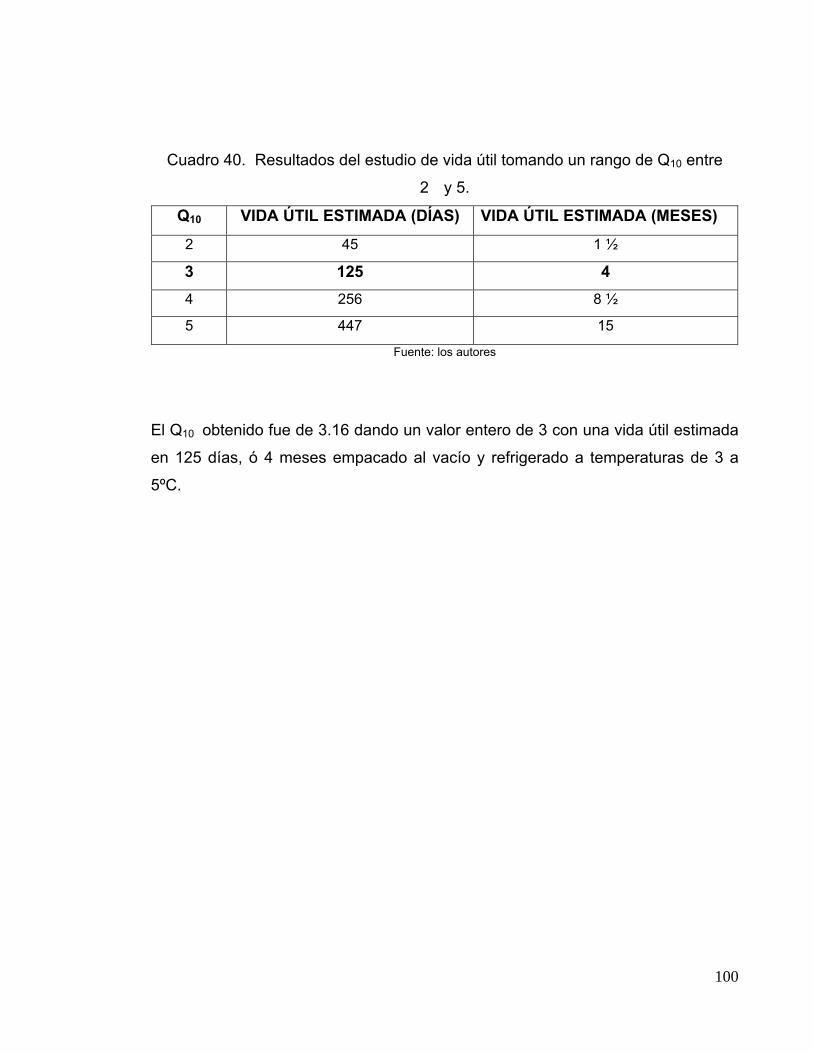
100
Cuadro 40. Resultados del estudio de vida útil tomando un rango de Q10 entre
2 y 5.
Q10 VIDA ÚTIL ESTIMADA (DÍAS) VIDA ÚTIL ESTIMADA (MESES)
2 45 1 ½
3 125 4 4 256 8 ½
5 447 15
Fuente: los autores
El Q10 obtenido fue de 3.16 dando un valor entero de 3 con una vida útil estimada
en 125 días, ó 4 meses empacado al vacío y refrigerado a temperaturas de 3 a
5ºC.

101
4. CONCLUSIONES
Los resultados obtenidos en el análisis de mercado permitieron desarrollar las
alternativas de formulación de un queso imitación, ya que dichos análisis
generaron gran aceptación por parte del consumidor.
El queso imitación bajo en grasa obtenido a partir de queso campesino se
caracterizó por tener un contenido promedio de humedad del 47.53%, materia
grasa del 17.023%, proteína de 23.69%, parámetros que se ajustan a lo
estandarizado en la formulación. Siendo este el de mayor aceptación por el
consumidor por presentar mejores características sensoriales.
El queso campesino que resulta apto para la elaboración del queso imitación debe
adaptarse a los parámetros fisicoquímicos y microbiológicos establecidos por la
norma correspondiente.
El rendimiento de las tres alternativas de formulación de un queso imitación fue del
87% aproximada para estos, presentándose las principales pérdidas en el proceso
de fusión (fundir) de la materia prima (queso) debido al agua evaporada y a las
mermas que se presentó en el proceso.
La vida útil calculada con el Q10 es de 3, que es lo recomendado para alimentos
para el queso imitación fue de 3.10 meses a temperaturas de 3 – 5ºC, empacadas
al vacío.
Los resultados obtenidos a partir de las otros ensayos realizados con porcentajes
en relación de proteína láctea - proteína de soya (40 -60)% fueron desechados
debido a que los quesos imitación presentaron textura muy blanda lo que indicaba
un alto contenido de humedad lo cuál perjudicaría al producto en su vida útil y se
102
dificultaba al momento del corte, al ser empacada no era compacta y presentaba
demasiada adhesividad a las paredes del empaque; y en relación de proteína
láctea - proteína de soya (60-40 )% fue muy dura presentando una formación de la
pasta muy compacta que dificultaba al momento de cortar.
Los quesos imitación se pueden elaborar a partir de queso doble crema o queso
campesino que presenten defectos de comercialización, como roturas en el
empaque, que este próximo a la fecha de vencimiento, que presente bajo peso,
etc.

103
5. RECOMENDACIONES
• Se recomienda realizar estudios de mercado en diferentes zonas para
conocer la aceptación del producto en todo el país.
• Se recomienda emplear otro tipo de saborizantes diferentes al sabor
tradicional a queso, esto con el fin de enmascarar el sabor a proteína de soya.
• Se recomienda elaborar un diseño de planta usando los equipos adecuados
para la elaboración de quesos.
• Se recomienda realizar un estudio de factibilidad para la industrialización de
este producto.
• Se recomienda realizar un análisis nutricional para determinar la calidad
funcional del valor nutricional de los quesos imitación.

104
6. BIBLIOGRAFÍA
BELL P.J. ; WINN J.D.; Sand R E. ; Cornellus D.L. PREPARATION DE
SIMULATED CHEESE, U.S. pattente No. 3.922.374.
Food and Drug Administration, FOOD ADITIVES. Code of Federal Regulations,
U.S. Government printing office, Washington D.C., Title 21, No. 12101.
FELDER. R. M; principios básicos de los procesos químicos, EUA: Addison-
Wesley, 1911.p.324.
HUGHES, Christopher. Guía de aditivos. 1ed. Zaragoza, España : Acribia,
1994. 190p.
INSTITUTO DE CIENCIA Y TECNOLOGÍA DE ALIMENTOS (ICTA) Y JUNTA DEL
ACUERDO DE CARTAGENA. Manual de elaboración de queso doble crema.
Bogotá : Universidad Nacional de Colombia, 1989.
INVIMA. Manual de técnicas de análisis para control de calidad microbiológico de
alimentos para consumo humano. Bogotá, Colombia, 1998. 111p.
KOSIKOWSKI V; Frank y MISTRY V., Vikram. Cheese and fermeted milk foods.
3 ed. Virginia, USA : S.V. Kosikowski, 1997. 2 v.
LABUZA, T.P. Application of chemical kinetics to deterioration of foods. J. Chem.
Educ, 1984.
NARESH K Maholtra. Investigación de mercados un enfoque práctico. 2 a Ed. Editorial Pearson Educación año 1997.

105
NEIRA B., Esperanza y LOPEZ T., Janet. Guía técnica para la elaboración de
productos lácteos. 2 ed. Bogotá, Colombia : Julio Lopez Torres, 2001. p. 99-
101.
SPREER, Edgar. Lactólogia industrial, : Leche, preparación y elaboración,
maquinas, instalaciones y aparatos. 2ed. Zaragoza, España : Acribia, 1991.
VALENCIA R., Ruben y GARZON A., Vitaliano. Potencialidades de la soya y
usos en la alimentación humana y animal. Boletín técnico 13. Villavicencio,
Colombia. 1999.
WALPOLE, Ronald; MYERS, Raymond y MYERS, Sharon. Probabilidad y
estadística para ingenieros. 6ed. México : Pearson educación, 1998. 739p.
htpp://www.aces.uiuc.edu/asamex/lacteo14.html.
http://patft.uspto.gov/netacgi/nphParser?Sect1=PTO2&Sect2=HITOFF&p=1&u=%2
Fnetahtml%2FPTO%2Fsearchbool.html&r=13&f=G&l=50&co1=AND&d=PTXT&s1
=%22simulated+cheese%22&OS="simulated+cheese"&RS="simulated+cheese"
http://www.upv.es/dtalim/herraweb.htm

106
ANEXOS

107
ANEXO 1. Formato encuesta estudio de mercados. EDAD: 18 A 25 ____ FECHA: _____________
26 A 35 ____ 36 A 45 ____ SEXO: F ____ M____ 46 A 55 ____ Mayor de 55 ____
1. ¿USTED ES CONSUMIDOR DE QUESO? SI___ NO___ ¿CON QUE FRECUENCIA?
- Una vez por semana ____ - Cada dos días ____ - Cada tercer día ____ - Todos los días ____
2. ¿QUE TIPO DE QUESO CONSUME?
- Campesino ____ - Doble crema ____ - Otros ____ ¿Cual?_____________________________
3. ¿HA CONSUMIDO PRODUCTOS DE SOJA? SI___ NO___
¿EN QUE FORMA? - Lácteos ____ - Panadería ____ - Confitería ____ - Otros ____
4. LE GUSTARÍA ENCONTRAR EN EL MERCADO UN QUESO IMITACION (QUESO) CON ALTO CONTENIDO DE PROTEÍNA (LACTEA Y SOJA)?
SI ____ NO _____ si su respuesta es si, responda la siguiente pregunta ¿COMO LE GUSTARÍA QUE FUERAN LAS CARACTERÍSTICAS DE UN QUESO IMITACION? a. b.
- Blando ____ graso ____ - semi blando ____ semi graso ____ - duro ____ bajo en grasa ____
Muchas gracias.
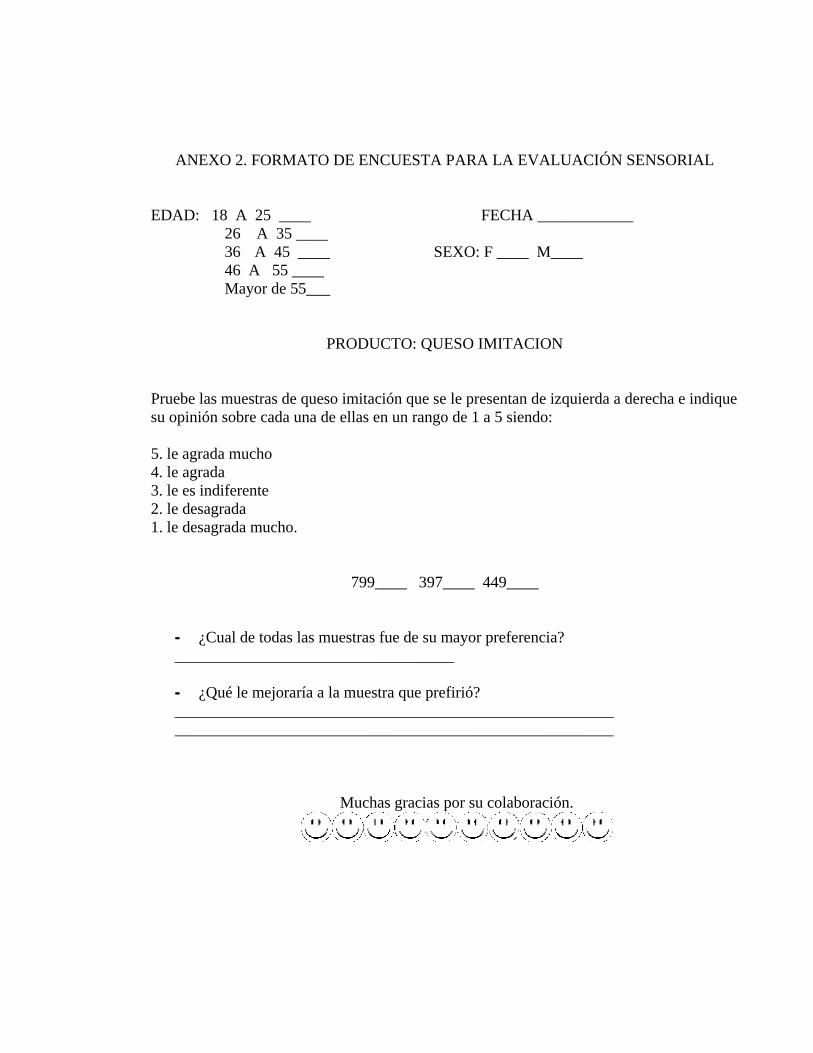
108
ANEXO 2. FORMATO DE ENCUESTA PARA LA EVALUACIÓN SENSORIAL
EDAD: 18 A 25 ____ FECHA ____________ 26 A 35 ____ 36 A 45 ____ SEXO: F ____ M____ 46 A 55 ____ Mayor de 55___
PRODUCTO: QUESO IMITACION Pruebe las muestras de queso imitación que se le presentan de izquierda a derecha e indique su opinión sobre cada una de ellas en un rango de 1 a 5 siendo: 5. le agrada mucho 4. le agrada 3. le es indiferente 2. le desagrada 1. le desagrada mucho.
799____ 397____ 449____
- ¿Cual de todas las muestras fue de su mayor preferencia? ___________________________________ - ¿Qué le mejoraría a la muestra que prefirió? _______________________________________________________ _______________________________________________________
Muchas gracias por su colaboración.
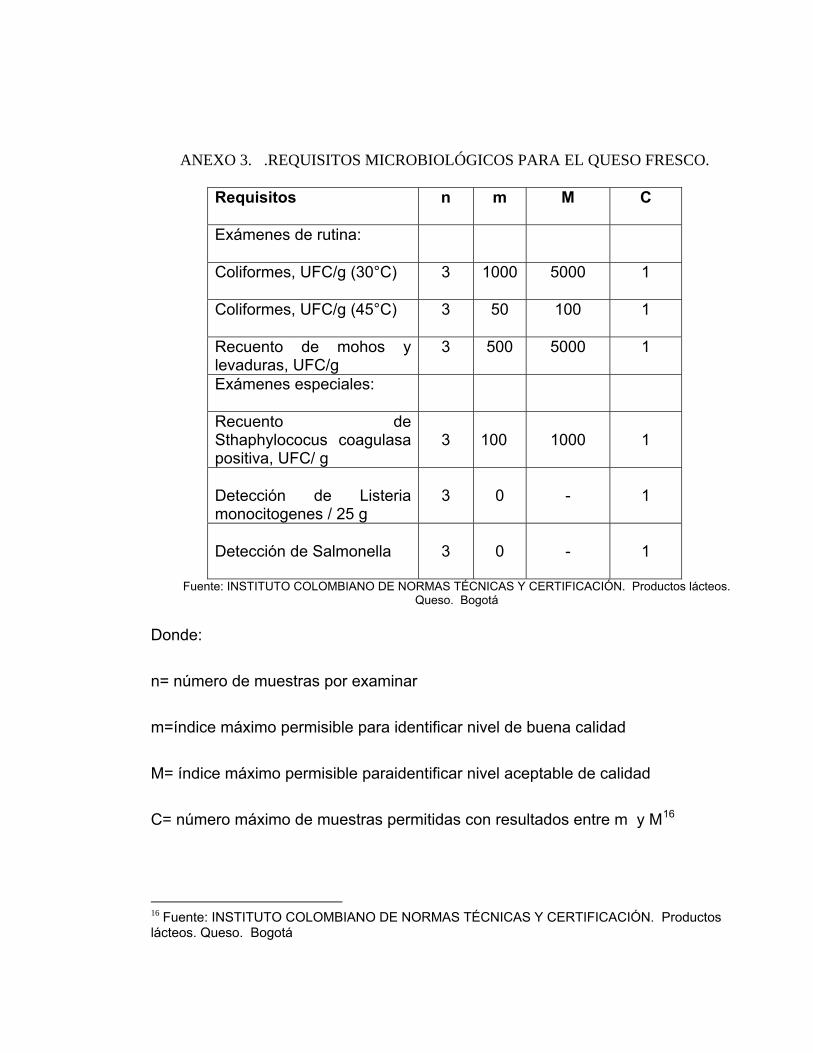
109
ANEXO 3. .REQUISITOS MICROBIOLÓGICOS PARA EL QUESO FRESCO.
Requisitos
n m M C
Exámenes de rutina:
Coliformes, UFC/g (30°C)
3 1000 5000 1
Coliformes, UFC/g (45°C)
3 50 100 1
Recuento de mohos y levaduras, UFC/g
3 500 5000 1
Exámenes especiales:
Recuento de Sthaphylococus coagulasa positiva, UFC/ g
3
100
1000
1
Detección de Listeria monocitogenes / 25 g
3
0
-
1
Detección de Salmonella
3
0
-
1
Fuente: INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN. Productos lácteos. Queso. Bogotá
Donde:
n= número de muestras por examinar
m=índice máximo permisible para identificar nivel de buena calidad
M= índice máximo permisible paraidentificar nivel aceptable de calidad
C= número máximo de muestras permitidas con resultados entre m y M16
16 Fuente: INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN. Productos lácteos. Queso. Bogotá

110
…. De las clases de queso. Según el contenido de grasa. Según el contenido de grasa láctea en el extracto seco. Los quesos se clasifican en: a) Rico en grasa b) Graso c) Semigraso d) Semimagro e) Magro El artículo 45 de la Resolución 2310 de 1986, quedara así: De las características del queso. Los quesos deben presentar las siguientes características: FISICOQUIMICAS
b. MICROBIOLOGICAS: 1 Queso Fresco: Exámenes de rutina

111
Exámenes especiales:
2. 3. Queso Fundido Exámenes especiales
Exámenes especiales:
Resolución 1804 de 1989 Por la cual se modifica la Resolución No 02310 de 1986, (24 de Febrero)

112
ANEXO 7. DISEÑO DE PRESENTACIÓN DE LAS MUESTRAS.
MUESTRAS
TRATAMIENTO 1 TRATAMIENTO 2 TRATAMIENTO 3
397 799 499
PRESENTACION:
397 799 499
397 499 799
499 799 397
499 397 799
799 499 397
799 397 499
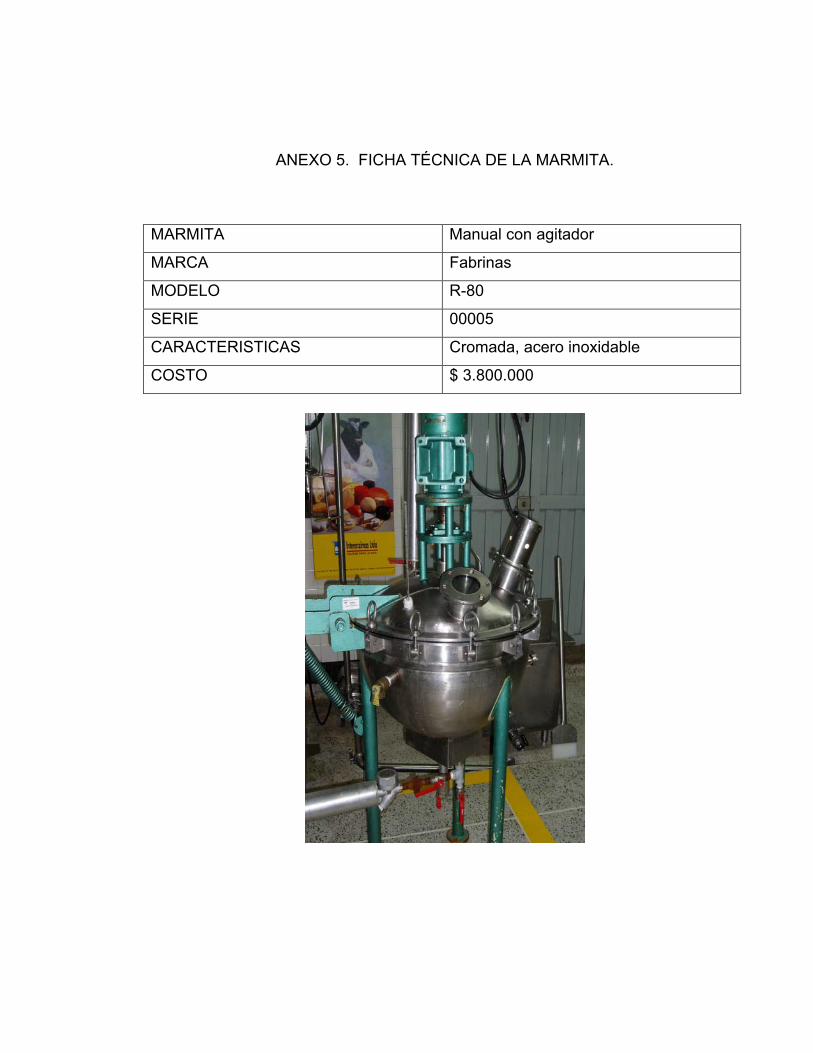
113
ANEXO 5. FICHA TÉCNICA DE LA MARMITA.
MARMITA Manual con agitador
MARCA Fabrinas
MODELO R-80
SERIE 00005
CARACTERISTICAS Cromada, acero inoxidable
COSTO $ 3.800.000
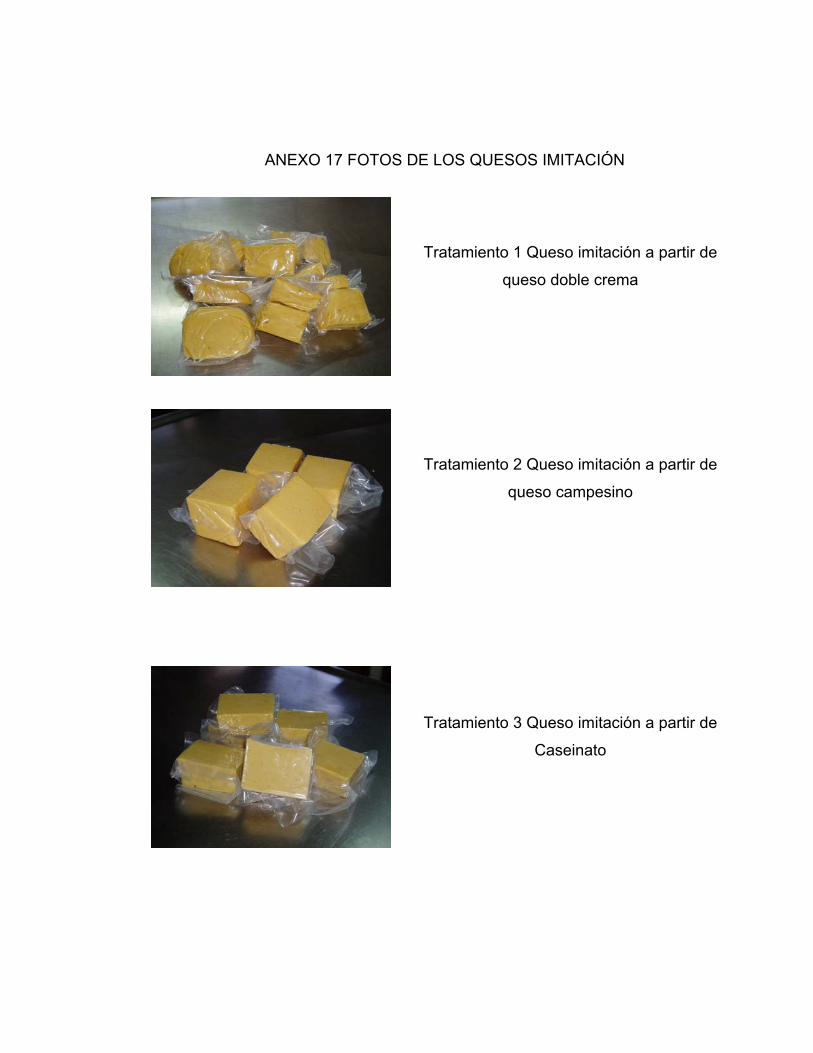
114
ANEXO 17 FOTOS DE LOS QUESOS IMITACIÓN
Tratamiento 1 Queso imitación a partir de
queso doble crema
Tratamiento 2 Queso imitación a partir de
queso campesino
Tratamiento 3 Queso imitación a partir de
Caseinato
115
ANEXO 14. QUESO IMITACIÓN A PARTIR DE QUESO CAMPESINO
116
ANEXO 15. QUESO IMITACIÓN A PARTIR DE QUESO DOBLE CREMA.
117
ANEXO 16. QUESO IMITACIÓN A PARTIR DE CASEINATO DE SODIO


















