PRODUCCIÓN MÁS LIMPIA PARA UNA FÁBRICA DE...
52
PRODUCCIÓN MÁS LIMPIA PARA UNA FÁBRICA DE ADITIVOS. PARA EL CONCRETO Y PARA LA FABRICACIÓN DE PISOS INDUSTRIALES. SUMARIO CAPíTULO I 1. INTRODUCCIÓN A UN SISTEMA DE PRODUCCIÓN MÁS LIMPIA Producción Más Limpia (P + L) Significado Beneficios 1.2. Aprobación de la Gerencia CAPÍTULO II 2. SITUACIÓN INICIAL DE LA PLANTA Descripción de los Procesos Diagrama de Flujo del Proceso Balance de Materia Identificación de Operaciones Generadoras de Residuos Evaluación Previa Evaluación Técnica Evaluación Ambiental Indicadores de Seguimiento Concentración de Material Particulado COV’s 2.7. Conclusiones del Estado Inicial de la Planta CAPÍTULO III 3. ELABORACIÓN E IMPLEMENTACIÓN DE LOS PROYECTOS DE PRODUCCIÓN MÁS LIMPIA Proyecto de Producción Más Limpia Área de Polvos 3.1.1 Generar Opciones minimización de residuos. 3.1.2 Seleccionar opciones viables Proyecto de Producción Más Limpia Centro de Masillas y en el Área de Pinturas 3.2.1 Generar Opciones minimización de residuos. 3.2.2 Seleccionar opciones viables Proyecto de Producción Más Limpia Área de Bitúmenes Generar Opciones minimización de residuos. Seleccionar opciones viables Proyecto de Producción Más Limpia Área de Aditivos Generar Opciones minimización de residuos.
Transcript of PRODUCCIÓN MÁS LIMPIA PARA UNA FÁBRICA DE...

PRODUCCIÓN MÁS LIMPIA PARA UNA FÁBRICA DE ADITIVOS. PARA EL CONCRETO Y PARA LA
FABRICACIÓN DE PISOS INDUSTRIALES. SUMARIO CAPíTULO I
1. INTRODUCCIÓN A UN SISTEMA DE PRODUCCIÓN MÁS LIMPIA
Producción Más Limpia (P + L) Significado Beneficios
1.2. Aprobación de la Gerencia CAPÍTULO II
2. SITUACIÓN INICIAL DE LA PLANTA Descripción de los Procesos Diagrama de Flujo del Proceso Balance de Materia Identificación de Operaciones Generadoras de Residuos Evaluación Previa Evaluación Técnica Evaluación Ambiental Indicadores de Seguimiento Concentración de Material Particulado COV’s
2.7. Conclusiones del Estado Inicial de la Planta CAPÍTULO III 3. ELABORACIÓN E IMPLEMENTACIÓN DE LOS PROYECTOS DE
PRODUCCIÓN MÁS LIMPIA Proyecto de Producción Más Limpia Área de Polvos
3.1.1 Generar Opciones minimización de residuos. 3.1.2 Seleccionar opciones viables
Proyecto de Producción Más Limpia Centro de Masillas y en el Área de Pinturas
3.2.1 Generar Opciones minimización de residuos. 3.2.2 Seleccionar opciones viables
Proyecto de Producción Más Limpia Área de Bitúmenes Generar Opciones minimización de residuos. Seleccionar opciones viables Proyecto de Producción Más Limpia Área de Aditivos Generar Opciones minimización de residuos.

3.4.2 Seleccionar opciones viables Proyecto de Producción Más Limpia Área de Limpiadores 3.5.1 Generar Opciones minimización de residuos.
3.5.2 Seleccionar opciones viables Proyecto de Producción Más Limpia Planta de Tratamiento de Aguas Residuales y Planta de Lodos
3.6.1 Generar Opciones minimización de residuos. 3.6.2 Seleccionar opciones viables
CAPÍTULO IV 4. EQUIPOS
Diseño, Tamaño y Localización de los Equipos Construcción de los Equipos Limpieza y Mantenimiento de los Equipos
CAPÍTULO V 5. ESTUDIOS Y EVALUACIONES POST- IMPLEMENTACIÓN DEL
SISTEMA DE PRODUCCIÓN MÁS LIMPIA Indicadores de Seguimiento Concentración de Material Particulado COV’s Conclusiones del Estado Post-Implementación del Sistema de Producción Más Limpia
CAPÍTULO VI 6. MONITOREOS Y PLANES DE SEGUIMIENTO PREVIO A LA
IMPLEMENTACIÓN DE LA NORMA ISO 14000 Norma ISO 14000 Introducción a la norma ISO 14000 Tratamiento contable de la Implementación de las normas ISO 14000 Monitoreos y Planes de Seguimiento previos a la Implementación de la norma ISO 14000
CAPÍTULO VII 7. ANEXOS Glosario Bibliografía

CAPÍTULO I
1. INTRODUCCIÓN A UN SISTEMA DE PRODUCCIÓN MÁS LIMPIA
Producción Más Limpia (P + L) A el final de la década de los ochenta, las agencias ambientales de los Estados Unidos y Europa reconocieron que el marco que se había llevado hasta ese momento de controlar la basura industrial y la contaminación podría ser mejorado creando instalaciones industriales que tengan mayor control sobre la contaminación de prevención en la fuente, así como tratarla después de que fuera creada. Varios estudios importantes en compañías que eran consideradas bien manejadas y eficientes, al crear una instalación industrial con un sistema de producción más limpia lograban reducir la contaminación mejorando a la vez su eficacia. En las compañías de esos tiempos en el primer mundo y aún en nuestros días en algunas compañías del tercer mundo, se delegaba la gerencia de la contaminación a los ingenieros del control de la contaminación, y la función de estos era tratar los desechos buscando cumplir con la normativa del gobierno del país en que la industria estaba situada. Mejorar la eficacia y los diseños de producto de proceso no es el trabajo tradicional de ingenieros ambientales, así que poco o nada se hacia a fin de ahorrar la costosa cantidad de desechos. En ese momento no se era conciente de cuanto realmente cuesta crear toda esa basura, incluso si no pagaban el tratamiento (caso que era más común en los países en vía de desarrollo). Luego se supo que es mucho más económico rediseñar el proceso de producción previniendo la contaminación en la fuente, que crear desechos y tratarlos. En los años noventas Estados Unidos mediante su agencia de protección del medio ambiente decidió dar el nombre de “Pollution Prevention” o el P2 al acto nacional de la prevención de la contaminación, el mismo que fue pasado por el congreso. Estableció que P2 era la prioridad superior para proteger el ambiente contra la contaminación. El tratamiento sigue siendo crítico, pero cada esfuerzo se debe hacer para prevenir desechos antes de que tengan que ser tratadas. El reciclaje no es P2, él está encontrando otro uso para algo que se ha convertido en ya un desecho. Al mismo tiempo en Europa, el programa del ambiente de Naciones Unidas (UNEP), en la oficina de la tecnología, la industria y del ambiente en París, hizo observaciones similares sobre la necesidad de la prevención y la llamó “Cleaner Production”, o el CP, y con la promoción fuerte de UNEP,

éste se convirtió en el término usado alrededor del mundo excepto en Norteamérica. En español, “Cleaner Production” es Producción más Limpia (P + L). No hay diferencia verdadera entre el CP y P2, pues ambos conceptos se han ampliado para incluir el ciclo vital completo de productos y de procesos. Hoy en día en América Latina, Asia, Oceanía y África existen también centros de producción más limpia. La prevención rentable a través de la gerencia mejorada de la eficacia y de negocio es realmente la única manera de reducir la contaminación de la industria.
Significado El significado básico de Producción Más Limpia es el de prevenir la contaminación, buscando beneficios económicos a través del mejoramiento de la productividad y competitividad de las empresas.
Beneficios La implementación de medidas de Producción Más Limpia (PML), representa el mejoramiento productivo y competitivo, y acerca a la industria al cumplimiento de las normas ambientales vigentes. Para tal fin, las medidas se enmarcan dentro de los siguientes ejes: uso racional de energía, uso racional del agua, buenas prácticas de producción, mantenimiento industrial, procesos de automatización, elaboración de planes de manejo ambiental y análisis de medidas de intervención (indicadores).
Aprobación de la Gerencia Se puede ayudar a cualquier compañía perceptiblemente a reducir la generación de desechos y contaminación de recursos mediante un análisis sistemático de las fuentes de desechos. Pero esto tiene que ser hecho con un equipo de la producción, de la administración, y de especialistas ambientales. Luego de que el proceso del gravamen de este rediseño llegó a ser establecido, la gerencia hace una comisión de la política para reducir los desechos generados y la contaminación en la fuente. Forman un equipo y un inventario de todas las entradas y desechos que se crean, con un foco especial en productos químicos tóxicos. Usando las entradas de procesos e identificando los desechos producidos se analizan las oportunidades que reduzcan esa generación de desechos mejorando la eficacia del proceso de fabricación. Luego de este análisis se ponen en ejecución las que son técnico y económicamente factibles.

CAPÍTULO II
2. SITUACIÓN INICIAL DE LA PLANTA
Descripción de los Procesos Los procesos que se involucrarán en los cambios para lograr una producción más limpia son los enumerados a continuación:
Área de Mezclado de Masilla Área de Pinturas Área de Bitúmenes Área de Aditivos Área de Polvos Área de Limpiadores Planta de Tratamiento de Aguas Residuales y Planta de Lodos
Area de Mezclado de Masillas La utilidad de los productos que se procesan en esta área es la de ser aplicados en paredes ya sea sin enlucir o ya enlucidas para tapar fisuras y evitar así filtraciones en este caso las masillas no dan un acabado el cual permite luego de la aplicación el uso de pinturaso morteros para enlucir; otro uso de estas masillas como las llamadas masas de corrida es para dar un acabado final a la superficie y tambien cumplen la función de tapar fisuras. Esta área se usa esporádicamente, y se la utiliza para mezclas pequeñas y en Batches. El proceso de producción consiste en la mezcla de agua con diferentes cargas tales como Carbonato de Calcio. Dioxido de Titanio, etc. además de celulósicos y la resina en este caso varia en diferentes tipos de latex según la masilla a producirse, además de aditivosw como antiespumantes y biocidas en este caso el formaldehído. Ciertos tipos de masillas llevan cargas como arenas sílicas de diferentes clases de mallas que dan texturas o acabados diferentes al producto final.

Área de Pinturas El principal uso de pinturas es para r es para dar recubrimientos a las superficies sobre las que se aplca para diferentes fines tales como impermeabilización, proteccion de agentes externos como suciedad, temperatura e incluso agentes quimicos abrasivos. El proceso de elaboración de pinturas se hace de la siguiente manera: - Se pesan las materias primas. - Se coloca el agua en el tanque de la mezcla. - Se agregan las cargas (CaCO3. TiO2, Talco) mientras se agita en
el interior del tanque. - Se agrega la resina acrilica (esta varia según el uso que se le de a
la pintura, hay resinas acrilicas estirenadas, vinilicas, etc) - Con agitación constante se agrega el coalescentes, dispersantes, y
antiespumantes. - Se agrega un 75% del total del biocida que se utilizará. - Se agreagan los celulósicos el cual debe ser previamente disuelto
en agua y asegurarse que no forme grumos. - Según la clase de pintura se agregan pigmentos o arena sílice que
cumple la funcion de dar textura a la misma. - Dejar en agitación durante 45 minutos. - Sacar muestra para control de calidad. - De ser un producto de calidad óptima se procede al empacado.
Área de Bitúmenes El uso que se le da a los bitumenes asfalticos es muy variados y se enumeran asi: - Selladores de juntas en calles de hormigón armado. - Pinturas asfálticas las cuales sirven para impermeabilizar losas o
peredes exteriores de piscinas o lugares que contengan agua. - Cemento Asfáltico el cual se utiliza en mezclas con arena y piedra
para diferentes reparaciones de calles asfálticas. - Asfalto frio listo para aplicaciones en baches y que no requieren de
la adicción de ningun producto extra. El proceso de elaboración de bitumenes asfálticos se lleva a cabo de la siguiente manera: - Se pesan las materias primas. - Se agrega la solución de asfalto al tanque de mezcla. - Según el uso de del bitumen se agrega alguna resina latex. - Se agregan las cargas (carbonatos, TiO2, Talco). - Agregar espesantes celulósicos. - Mezclar durante 45 minutos. - Tomar muestra.

- De ser un producto de óptima calidad se procede a empacarlo. Cabe señalar que en este proceso se necesita energia extra ya que para una buena dispersión es necesario calentar la solución asfáltica.
Área de Aditivos para el Concreto. El uso que se da a los aditivos es de que en pequeñaqs proporciones den cualidades y cambios especificos al hormigón que se utilizará en obras civiles sin perjudicar la calidad del mismo. Hay aditivos para diferentes necesidades y se clasifican así: - Retardantes.- Sirven para retrasar el tiempo de fraguado del
hormigón es utilizado cuando la mezcla debe viajar un tramo significativo en tiempo desde el lugar de origen hasta la obra donde se usar. Se utilizan diferentes retardantes en la industria los mas eficaces son la melaza, el azúcar o diferentes ácidos orgánicos.
- Acelerantes.- Se usan para acelerar el tiempo de raguado de la mezcla. Esto quita densidad y espesor al concreto. Los aceleranttes mas utiliuzados son Cloruro de sodio, cloruros de sodio, etc.
- Plastificantes.- Sirven para darle mayor maleabilidad al hormigón cuando la obra lo requiere sin alterar la dureza y la fortalece que tendra el concreto ya en obra. Los plastificantes tambien sirven como fluidificantes e incluso como ahorradores de cemento. Se clasifican en: 1ra Generación : ahorro del 45% en cemento
2da Generación : ahorro del 75% en cemento 3ra Generación : ahorro del 100% en cemento.
En los de 1ra generacion la sustancia activa son los lignosulfonatos los cuales son un producto intermedio de la producción de papel; en los de 2da generación se usa el naftalen y en los de 3ra generacion se usan los policarbóxilicos los cuales pueden ser ácidos o ésteres. La reacción quimica que se dan on la mezcla cementicias varia según el activo a usar. Otros aditivos que se usan son impermeabilizantes de hormigón, desmoldantes, curadores e inhibidotes de corrosion. El proceso de producción varia según el aditivo pero generalmente es asi: - Calentamiento del agua a utilizar - Se pesan las materias primas - Se agrega el agua al tanque de mezclado - Se adiciona la sustancia activa - Se agregan los humectantes. - Los reguladores de pH. - Se adiciona el biocida (formaldehído). - Se deja mezclano por 45 minutos. - Se toma la muestra y se lleva a control de calidad.
En aditivos tales como los curadores o desmoldantes se utiliza hidrocarburos livianos y en ellos va disuelto sustancias parafínicas. Los curadores llevan en su composición cargas tales TiO2 y talco. Área de Polvos En esta área se producen diferentes clases de producto que se comercializan en polvo tales como empaste, morteros para enlucir y impermeabilizantes para cisternas fuentes y piscinas. La fabricación en esta área se hace de la siguiente manera: El Carbonato de Calcio se encuentra almacenado en un silo, del cual por sistema neumático es transportado por medio de una banda transportadora a una tolva balanza, lugar en donde el operador procede en forma manual a añadir otras materias primas previamente pesadas. En el momento de la adición de las materias primas en polvo hay dispersión en de los materiales en el ambiente, el cual afecta las mucosas y los ojos produciendo irritación, además de haber perdida innecesaria de materias primas. En la producción de productos tales como los morteros para enlucir y los impermeabilizantes de piscinas o fuentes se usa cemento en lugar de carbonatos y ciertos tipos de pigmentos además de granaya en el caso de productos usados en piscinas y fuentes.
Área de Limpiadores Este producto se maquila en el mismo tanque de produccón de pinturas pero como este producto se realiza con una frecuencia 1 batch/3 meses, no se ha tomado medidas representativas para este producto. El proceso de producción es: - Se pesan previamente las materias primas. El acido que se utiliza
se pesa en al tanque que lo contiene y se le saca la tar. Se procede el peso de esta manera ya que el ácido al contacto con el ambiente comienza a producir vapores os cuales son tóxicos.
- Se agrega el agua al tanque de mezcla - Se agrega las materias primas que son polvos. - Se agrega el ácido y se deja mezclar por aproximadamente 25
minutos. -
Planta de Tratamiento de Aguas Residuales y Planta de Lodos El caudal máximo a tratar es de 1,8 m3/hr. El proceso es tipo Batch. Está compuesto por las siguientes etapas:
Pretratamiento (Separación de Sólidos Presedimentados) Tratamiento Primario (trampa de grasa, sedimentador primario) Tratamiento Secundario (sedimentador secundario) Tratamiento Biológico Tratamiento de Lodos (reactor aeróbico) Filtro de Arena
El afluente llega a un tanque receptor, el cual está provisto de una pequeña malla o rejilla para retener los sólidos gruesos, luego pasa por una trampa de grasa en donde son separados grasa y aceites, se le inyecta aire a través de difusotes instalados en el fondo, el siguiente paso es el sedimentador primario, en donde se agrega Sulfato de Aluminio como coagulante y Cal para regular el pH, también se inyecta aire, pero no de manera permanente, sino cuando hay cierto volumen considerable de agua; de esta manera, en esta etapa se consigue eliminar los sólidos suspendidos , luego de 30 minutos, una vez que los sólidos se han sedimentado, el agua es trasladada por medio de una bomba eléctrica de succión al reactor biológico, en donde la aireación es constante las 24 horas y el tratamiento que se realiza es a base de microorganismos (bacterias), eliminando así la materia orgánica disuelta, el tiempo de permanencia del agua en el reactor es de 7 horas; luego de transcurrido el tiempo, el agua pasa al sedimentador secundario, en donde los lodos (biomasa) obtenidos son separados y llevados al reactor aeróbico, donde se les da su respectivo tratamiento y el agua del sedimentador secundario irá a su etapa final de tratamiento que es un filtro de arena, para luego ser descargada a una cisterna, en donde se procede a la toma de muestra para realizarle los análisis respectivos al agua. Esta agua tratada, la cual cumple con los parámetros de la norma de calidad ambiental y de descarga de efluentes, es descargada por un colector de aguas lluvias al cuerpo receptor.

2.2 Diagrama de Flujo de los Procesos Área de Masillas
Pesado de Materias Primas
Mezclado
Cargas
Resinas
Humectante
AGUA
TiO2 CaCO3
Resina Acrílica Resina Vinílica
MonoEtilenglicol
Aditivos
Biocida
Espesante Celulósicos
Antiespumante
Formol
HydroxiEtilCelulosa
Control de calidad
ENVASADO
Mezclado 45 min.
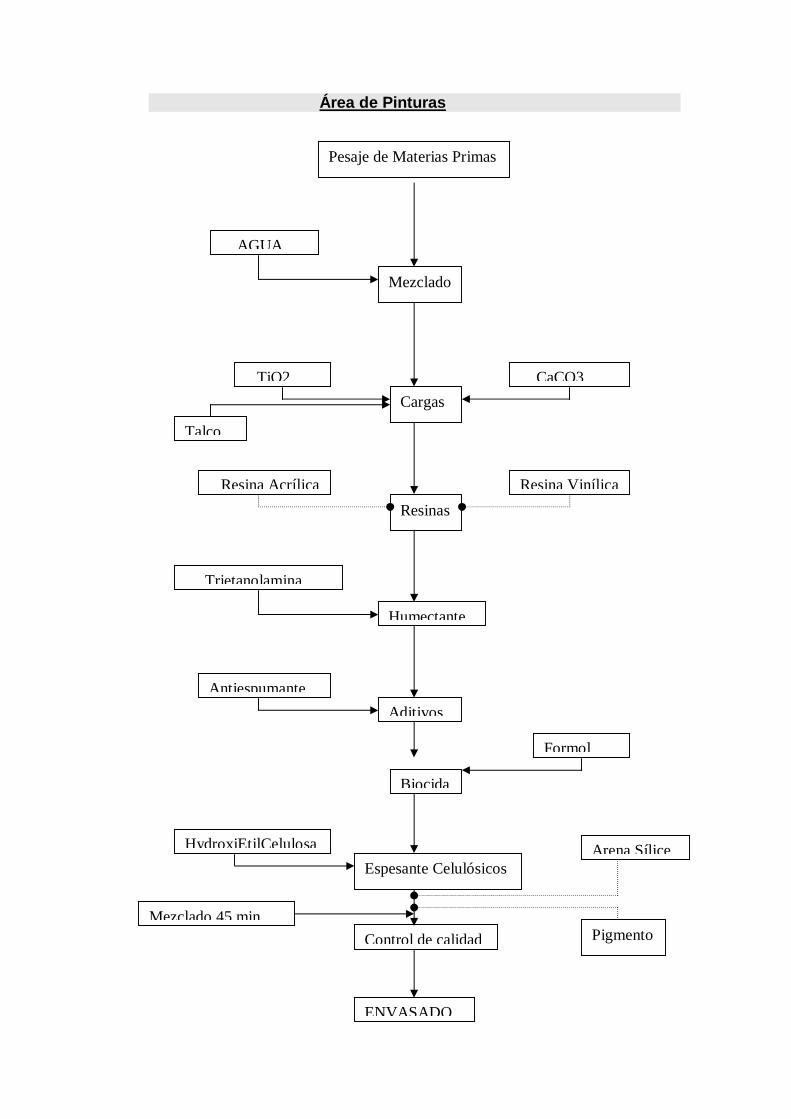
Área de Pinturas
Mezclado
Cargas
Resinas
Humectante
AGUA
TiO2 CaCO3
Resina Acrílica Resina Vinílica
Trietanolamina
Aditivos
Biocida
Espesante Celulósicos
Antiespumante
Formol
HydroxiEtilCelulosa
Control de calidad
ENVASADO
Mezclado 45 min.
Pesaje de Materias Primas
Talco
Arena Sílice
Pigmento

* Las lineas punteadas son componentes que varían según el tipo de pintura a fabricar ya que no todas tienen la misma utilidad y el acabado que estas den es diferente
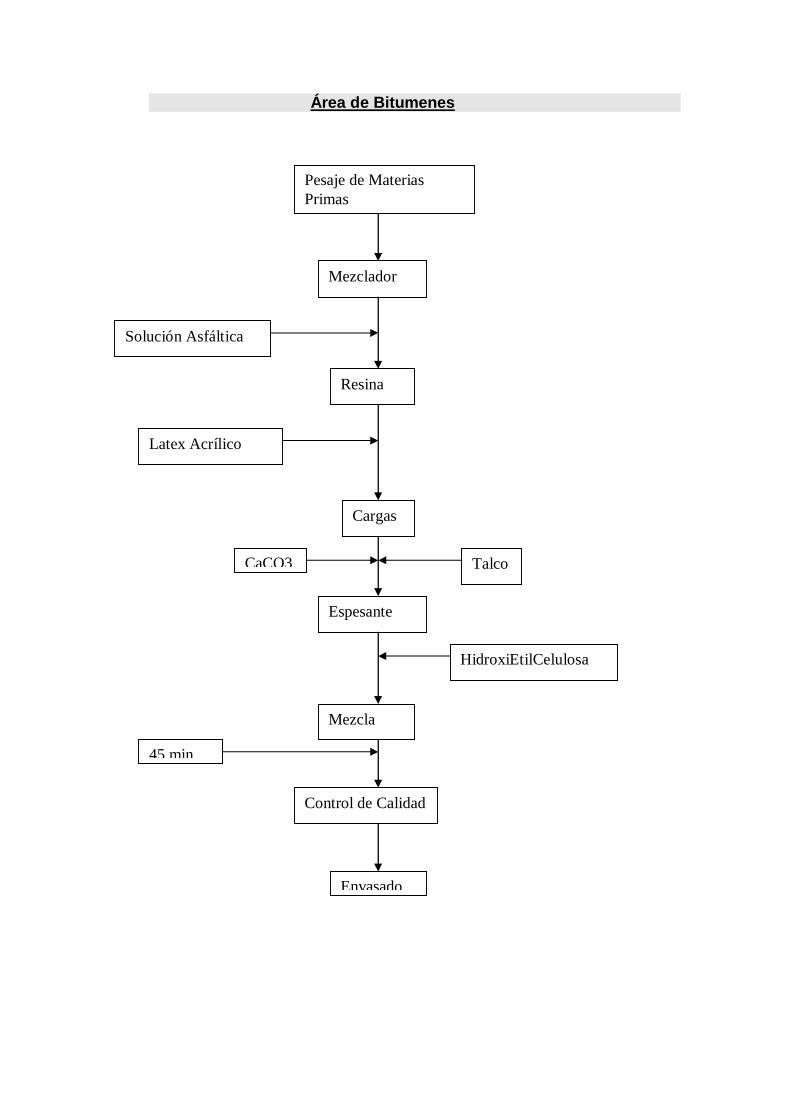
Área de Bitumenes
Pesaje de Materias Primas
Mezclador
Resina
Cargas
Mezcla
Espesante
Control de Calidad
Solución Asfáltica
Latex Acrílico
Talco CaCO3
HidroxiEtilCelulosa
Envasado
45 min.

Área de Aditivos Plastificante
Calentamiento de Agua
Pesaje de Materias Primas
Mezclador
Plastificante
Sustancia Activa
Aditivos
Biocida
Control de calidad
Envasado
80°C - 90°C
Agua Caliente
Lignosulfonato
Naftaleno
Policarbóxilicos
Acelerante Retardante
Humectante Antiespumante - Espumante
Formol Regulador de pH
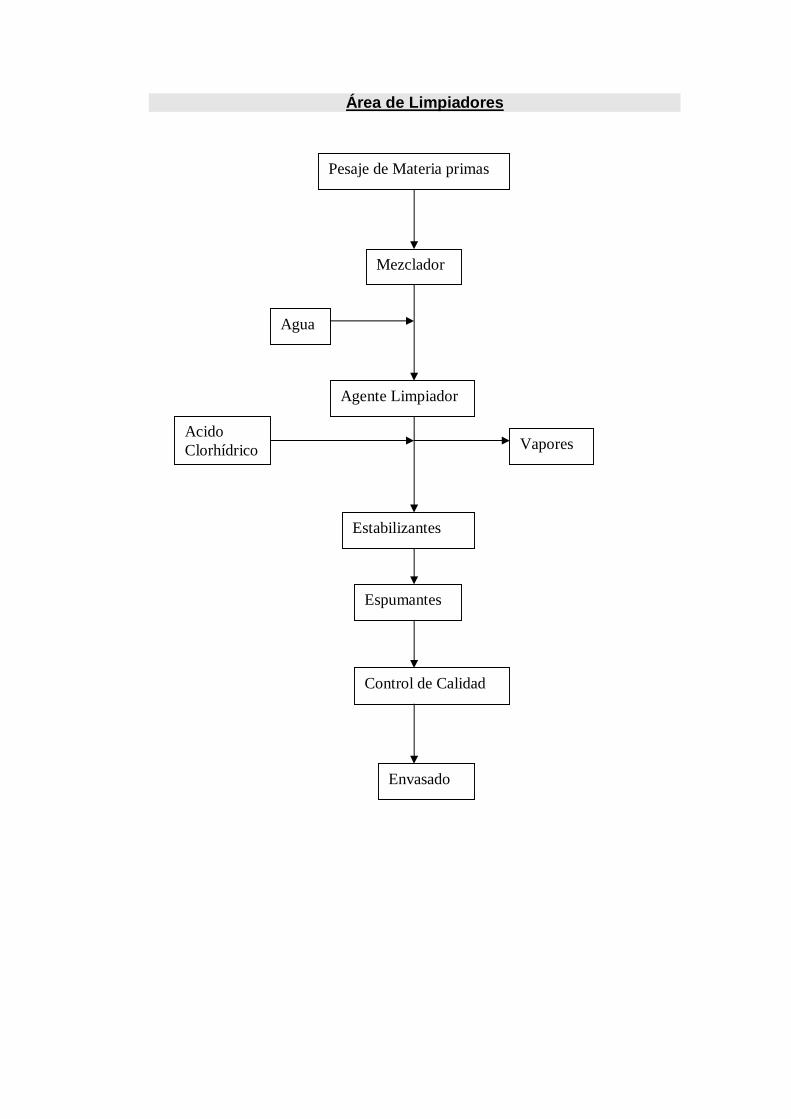
Área de Limpiadores
Pesaje de Materia primas
Mezclador
Agente Limpiador
Estabilizantes
Agua
Vapores Acido Clorhídrico
Espumantes
Control de Calidad
Envasado
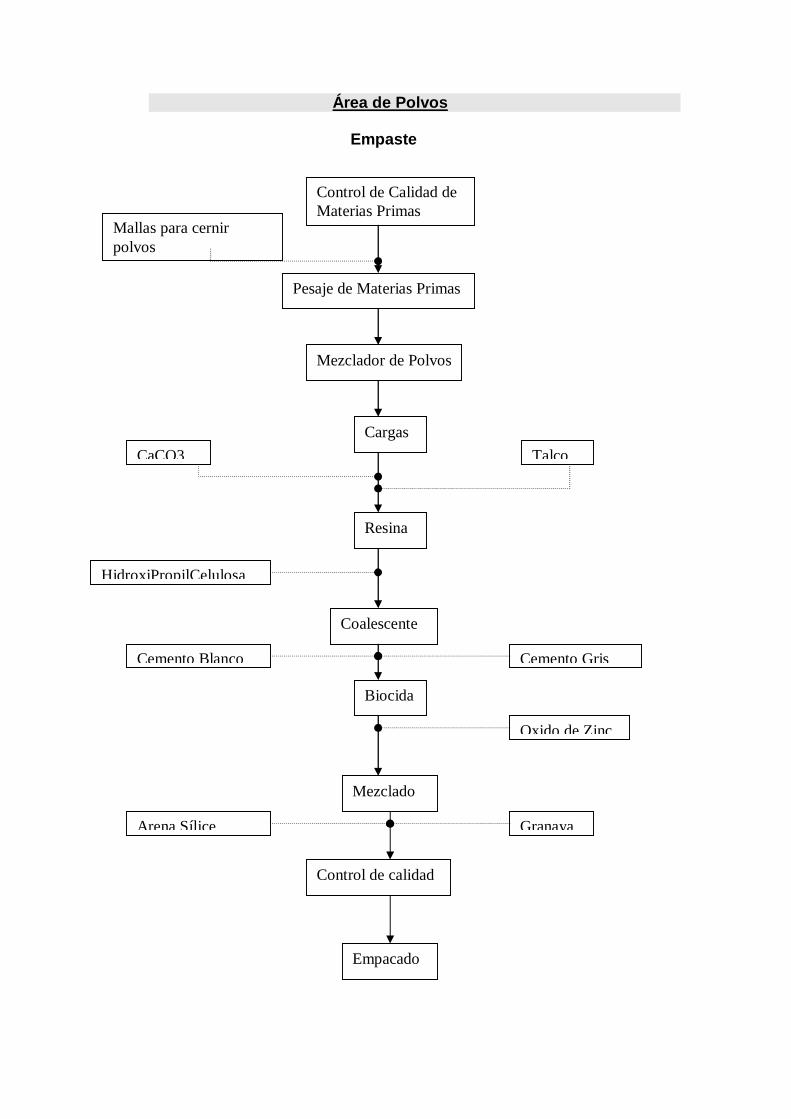
Área de Polvos Empaste
Pesaje de Materias Primas
Mezclador de Polvos
Cargas
Resina
Coalescente
Biocida
Mezclado
Empacado
Control de calidad
Control de Calidad de Materias Primas
Mallas para cernir polvos
CaCO3 Talco
HidroxiPropilCelulosa
Cemento Gris Cemento Blanco
Oxido de Zinc
Arena Sílice Granaya

2.3 Balance de Materia Masillas
E = S Agua 16% +Cargas17% Total 33% Mezcla 5 Minutos Premezcla 33% +Resina Acrilica34% Total 67% Mezcla 5 Minutos Premezcla 67% +Resina Vinilica 27.3 % Total 94.3% Mezcla 5 Minutos Premezcla 94.3% +Anti espumante 0.5% +Biocida 1% + Humectante 2.7% Total 98.5% Mezcla 5 Minutos Premezcla 98.5% +Agua 1% +Espesante Celulósico 0.5% Total 100% Balance de Energia La mezcla no necesita calentamiento previo pero para una prduccion de 200 kg de Producto se necesita un motor de 5 HP con 7500 rpm para conseguir una correcta dispersión de las cargas y no quede grumoso el producto final
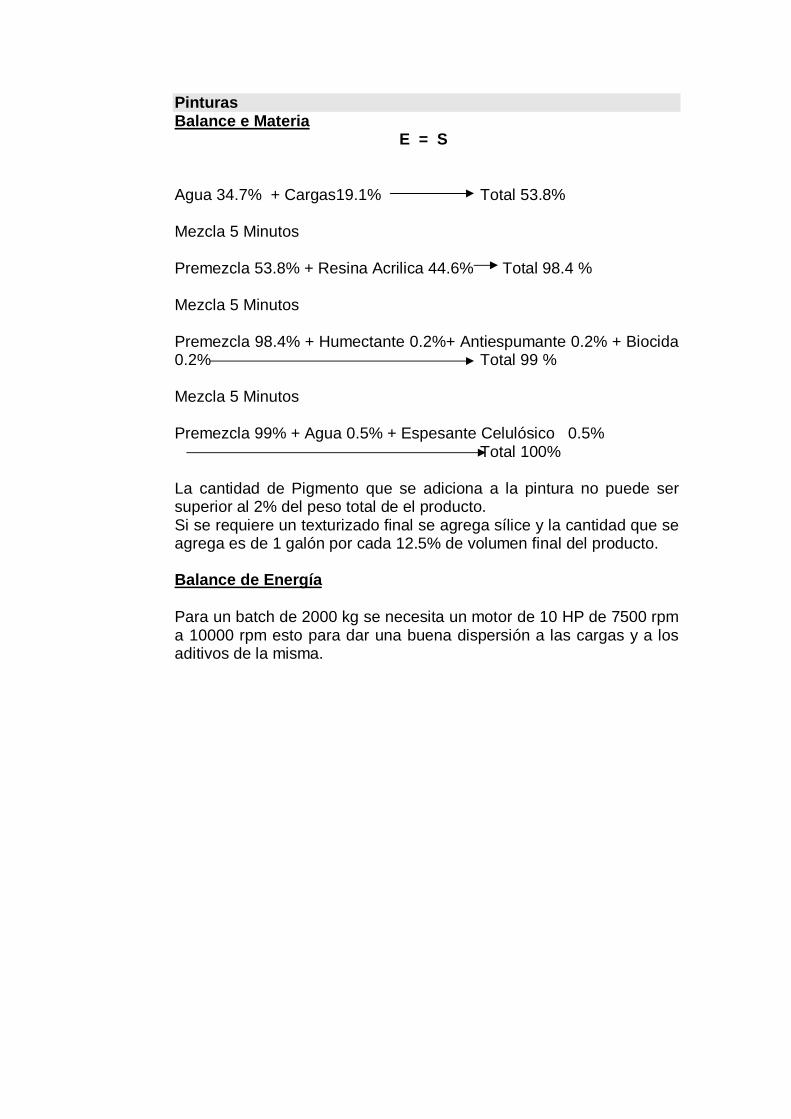
Pinturas Balance e Materia E = S
Agua 34.7% + Cargas19.1% Total 53.8% Mezcla 5 Minutos Premezcla 53.8% + Resina Acrilica 44.6% Total 98.4 % Mezcla 5 Minutos Premezcla 98.4% + Humectante 0.2%+ Antiespumante 0.2% + Biocida 0.2% Total 99 % Mezcla 5 Minutos Premezcla 99% + Agua 0.5% + Espesante Celulósico 0.5% Total 100% La cantidad de Pigmento que se adiciona a la pintura no puede ser superior al 2% del peso total de el producto. Si se requiere un texturizado final se agrega sílice y la cantidad que se agrega es de 1 galón por cada 12.5% de volumen final del producto. Balance de Energía Para un batch de 2000 kg se necesita un motor de 10 HP de 7500 rpm a 10000 rpm esto para dar una buena dispersión a las cargas y a los aditivos de la misma.

Bitúmenes Balance de Materia Pintura Asfáltica Solución Asfáltica 68.8% + Cargas 10.7% Total 79.5% Mezcla 10 Minutos Premezcla 79.5% + Resina Acrílica 20.5 Total 100% La utilización de la resina acrílica en esta clase de pintura es para mejorar la impermeabilización final de la pintura ya que el látex forma una capa en la internase entre la superficie y la pintura y en los espacios que quedan en la pintura el latex los ocupa impidiendo que la humedad penetre hasta la superficie que se quiere proteger. Balance de Energía Para realizar una correcta del asfalto liquido se requiere de motores de gran caballaje ya que la viscosidad del asfalto liquido es de 10 poises pero esta disminuye cuando la temperatura de la solución aumenta. Se requieren motores de aproximadamente 5 HP y 7000 rpm para la correcta dispersión de las cargas que tiene la pintura. Q = m * Cp * ∆T Q = 137.6 kg * 8.2 Kcal / Kg * (60 –24 ) °C Q = 27019 Kcal Esta es la cantidad de energia necesaria para aumentar la temperatura de 137 kg se solución. Una ventaja que presentan los proveedores de materias primas es que ya se vende solución asfáltica con baja viscosidad y con la misma calidad y desempeño por lo que se agilita la manejabilidad de este producto.

Aditivos Balance de Materia Agua 57% + Humectante 0.2% Total 57.2% Mezcla Premezcla 57.2% + Plastificante 38.6% Total 95.8 % Mezcla Premezcla 95.8 % + S.A. 4% + Regulador pH 0.19 % Total 100% Balance de Energia Como estos productos se despachan directamente a hormigoneras o a obras civiles se producen en cantidades superiores a los 3000 kg por lo que los motores que se utilizan son de 10 HP y superiores a las 8000 rpm lo que supone una fuerza considerable, ademas que se debe conseguir la dispersión total de las materia primas.
Q = m * Cp * ∆T Q = 1707.6 kg * 1 Kcal / Kg * (90 – 24)°C Q = 112707 kcal Es la cantidad de energia para calendar 1.7 tn. de agua potable.

Limpiador Balance de Materia Agua 62% + Ácido 36 % Total 98% Mezcla Premezcla 98% + Estabilizantes 1.5% Total 99.5% Mezcla Premezcla 99.5% + Espumante 0:5% Total 100% Balance de Energía Al ser totalmente soluble el ácido en el agua la mezcla es casi instantanea por lo que el motor a utilizar debe ser de apenas 1 HP y 80 rpm ya que una alta velocidad aumenta la cantidad de vapores que desprende la mezcla y produce mucha espuma y alarga el tiempo de reposo de la mezcla.

2.4 Identificación de Operaciones Generadores de Residuos
Generadores de agua residual: Todas con excepcion de la mezcla de polvos. Se genera agua residual ya q hay q limpiar los tamques y equipos utilizados en el mezclado. - Generadores de material particulado
Seccion de recubrimientos Seccion de aditivos para el concreto
Seccion de morteros y empastes. - Generadores de vapores.
Sseccion de limpiadores - Generadores de ruido
Todas las secciones debido al ruido de los motores. - Generadores COV´S
El producto que representa mayor problema es el formaldehído el cual es usado como preservantes en toda la linea re recubrimientos y aditivos para el concreto. Esta sustancia es altamente toxica y tiene consecuencias cancerigenas y mutagénicas.

2.5. Evaluación Previa Área de Polvos En el área de mezclado de masillas existe gran cantidad de material partículado que se dispersa hacia la atmósfera en el momento de agregar las materias primas (polvos). Esto ocasiona molestias respiratorias en los operadores y desperdicio de materia prima. Centro de Masillas
En esta área de la planta se presenta material partículado, con esto tenemos perdida de la materia prima y molestias respiratorias en los obreros. Además la dispersión del formol (biocida) también irrita las mucosas de los operarios y los intoxica. Área de Pinturas
En el área de pinturas se usa como biocida el formol, el cual tiene efectos muy nocivos para la salud, entre sus efectos nocivos esta el ser cancerigeno. Además se utiliza solvente, el mismo que al ser vertido se volatiliza. Área de Bitúmenes En el área de pinturas asfálticas se presenta dispersión de las materias primas en polvo al ambiente. Area de Aditivos
Aquí hay dispersión de los polvos a utilizar además de volatilización del biocida.
Planta de Tratamiento de Aguas Residuales y Planta de Lodos
Existe un pH inadecuado en el agua residual, este pH causa problemas en el reactor biológico de la planta de tratamiento.

Producto de la planta de tratamiento obtenemos un efluente que presenta coloración inadecuada, y un precipitado (lodos) no suficiente- mente secos.

2.5.1. Evaluación Técnica
Área de Polvos En esta área se presenta desperdicio de materia prima, perdida que se refleja en los costos y en el precio del producto. Centro de Masillas Se presenta material partículado en la atmósfera al momento de verter el espesante (polvo) lo cual significa un alza en los costos de producción por perdida de materia prima. También se presenta dispersión del formaldehído al ambiente y esto intoxica a los operarios.
Área de Pinturas El biocida utilizado (formol) da excelentes resultados como preservante de las pinturas producidas. Hasta ahora no se presenta en grandes cifras en el ambiente de la planta mientras se produce pero si afecta a las bacterias del reactor biológico de la planta de tratamiento de aguas residuales. El solvente utilizado en este proceso también se pierde en la atmósfera ocasionando perdida de materia prima y por tanto perjudica económicamente a la compañía. Área de Bitúmenes En el área de bitúmenes o pinturas asfálticas se presenta material partículado por dispersión al momento de verter las materias primas (polvos) al mezclador. Área de Aditivos Aquí hay una perdida de materia prima la cual se disipa al ambiente generando un impacto ambiental pero ademas de esto afectando la salud de los obreros generando enfermedades tales como fibrosis pulmonar o afecciones a las vias respiratorias. Otro producto que genera problemas es el formaldehído por su rapida volatilización.

Planta de Tratamiento de Aguas Residuales y Planta de Lodos En la planta de tratamiento de aguas residuales se presenta un alto pH y una clarificación del efluente no óptima. Debido al formol utilizado en los procesos del centro de masillas, y del área de pinturas el pH del efluente de la planta afecta a las bacterias del reactor biológico. La planta de lodos no presenta el secado esperado de los lodos.

2.5.2. Evaluación Ambiental Área de Polvos, Centro de Masillas, Área de Aditivos y Área de Bitúmenes
El material partículado cumple con la norma establecida por el ministerio de ambiente, pero por pequeña que sea la exposición al polvo se presentaran molestias respiratorias en los operarios, que son quienes están mayormente expuestos.
Área de Pinturas La constante exposición formol, biocida utilizado como preservante, puede causar a largo plazo cáncer en los operarios de esta área. La norma permite utilizarlo pero existe ya la tendencia de la industria en general a cambiar productos nocivos por productos que no atenten contra la salud y en muchos casos biodegradables. Planta de Tratamiento de Aguas Residuales y Planta de Lodos El agua efluente de la planta de tratamiento no presenta parámetros fuera de los establecidos en la norma ambiental dictada por el ministerio de ambiente para descargas a cuerpos de agua naturales. Los lodos no contienen elementos nocivos al suelo según la norma que rige del ministerio de ambiente, ente que rige la zona de ubicación de la planta.

2.6. Indicadores de Seguimiento
2.6.1. Concentración de Material Partículado
A continuación se presenta el monitoreo inicial de material partículado a cada sector de la planta donde se presenta dicho material disperso.
2.6.2. COV’s
Aquí se presenta el estudio inicial de COV’s (contenido de orgánicos volátiles) en el área de pinturas y en el área de bitúmenes.
2.4.3. Conclusiones del Estado Inicial de la Planta
El estado Inicial de la Planta, puede examinarse bajo dos aspectos: ambientalmente y técnicamente. Ambientalmente cumple con los diferentes parámetros establecidos en la norma vigente del ministerio de ambiente (ente que rige la zona). Viendo la situación en forma técnica existe desperdicio de materias primas en polvo y desperdicio de materias primas que son volátiles, este desperdicio se puede disminuir notablemente con la implementación del sistema de Producción Más Limpia. La planta además tiene entre sus materias primas el formol, biocida de máxima efectividad pero de mucho riesgo para la salud de quien lo manipula. La planta de tratamiento de aguas residuales, no clarifica bien el agua del efluente . Los lodos resultantes no salen suficientemente secos; aunque tanto el agua , como los lodos cumplen con las normas ambientales que rigen en la zona.
CAPÍTULO III 3. ELABORACIÓN E IMPLEMENTACIÓN DE LOS PROYECTOS DE
PRODUCCIÓN MÁS LIMPIA Proyecto de Producción Más Limpia Área de Polvos
3.1.1. Generar Opciones minimización de residuos. El material particulado se genera en el área de polvos tiene diferentes maneras de ser atrapado y evitar que se disipe a la ambiente. Colocacion de una campana q atrape los polvos generados y
estos puedan ser devueltos al proceso. Para el problema referente al material particulado la solución
con equipos sería la ubicación de cortinas de lona que cubriera toda la zona.
3.1.2 Selección de Opciones Viables
En el área de polvos, se sugiere confinar el área, a fin de que exista menor área de dispersión de material partículado. El confinamiento del área puede hacerse con cortinas corredizas de lona. Con el área ya confinada se sugiere esperar luego de cada producción el tiempo necesario para que los polvos se asienten y, entonces proceder a su recolección mediante una máquina aspiradora. Con esto será menor la dispersión de los polvos y por ende menor el desperdicio, y menor el costo que genera este desperdicio.

Proyecto de Producción Más Limpia Centro de Masillas y el Área de Pinturas
3.2.1 Generar Opciones de Minimización de Residuos El material particulado se genera en el área de Masillas tiene diferentes maneras de ser atrapado y evitar que se disipe a la ambiente.
Previa humectación de polvos para q al momento de ser
adicionados no generen polvos. Colocacion de una campana q atrape los polvos generados y
estos puedan ser devueltos al proceso.
Para el problema referente al material particulado la solución
con equipos sería la ubicación de cortinas de lona que cubriera toda la zona
3.2.2 Selección de Opciones Viables Para controlar el material partículado generado, se propone confinar el área con cortinas corredizas de lona, que permitiran que el área de dispersión de polvos sea menor y se podrá recolectar este desperdicio utilizando una máquina aspiradora luego de que el material se asiente en el piso. Para controlar la dispersión del formaldehído (formol o metanal), químico de peligro toxico para los operadores, se sugiere utilizar un biocida menos volátil, que tenga la misma o superior sinergia que el formol, sin que el cambio de biocida perjudique al producto final. Se recomienda el uso de un biocida sinergizado que en su composición contenga gluteraldehido, que es un potente biocida pero en la concentración en que se utiliza para la fabricación de este tipo de productos no es nocivo a los operarios, ni al ambiente. Al utilizarse tan poca dosis de gluteraldehido obteniendo los mismos resultados que usando el formol además de proteger al personal de producción y no tener perdidas de materia prima, se ahorrara en costos de materia prima.

Proyecto de Producción Más Limpia Área de Bitúmenes Generar Opciones de Minimización de Residuos
El material particulado se genera en el área de Bitumenes tiene diferentes maneras de ser atrapado y evitar que se disipe a la ambiente.
Colocacion de una campana q atrape los polvos generados y estos puedan ser devueltos al proceso. Para el problema referente al material particulado la solución con equipos sería la ubicación de cortinas de lona que cubriera toda la zona.
3.3.2. Selección de Opciones Viables
En esta área de pinturas asfálticas se sugiere
emplear cortinas corredizas de lona a fin de confinar el área de dispersión del material partículado. Y esperar el tiempo adecuado para que el material partículado se asiente y puedan proceder a recolectarlo utilizando una máquina aspiradora.

Proyecto de Producción Más Limpia Área de Aditivos En esta area tiene que haber un cuidado especial ya que a diferencia del material particulado que se disipa en las otras áreas que son CaCO3, TiO2 o talco acá es lignosulfonatos y naftalenos los cuales debido a su finura son de alto riesgo para la salud ya que el sistema para atrapar agentes externos que tiene el sistema respiratorio en la nariz que consiste en pequeños vellos y en mucosidades no tienen efecto, asi que estos polvos ingresan hasta los pulmones generando enfermedades degenerantes en tdo el sistema como las fibrosis pulmonares.
Generar Opciones de Minimización de Residuos
El material particulado se genera en el área de Aditivos tiene diferentes maneras de ser atrapado y evitar que se disipe a la ambiente. Previa humectación de polvos para q al momento de ser adicionados no generen polvos. Colocacion de una campana q atrape los polvos generados y estos puedan ser devueltos al proceso. Para el problema referente al material particulado la solución con equipos sería la ubicación de cortinas de lona que cubriera toda la zona. Colocar un serpentir alrededor de la parte del tanque mezclador que no esta con liquido la cual tiene colocado a lo largo toberas por las que sale agua en pequeñas gotas y que se quedan suspendidas en el aire y al momento de echar el polvo, las npequeñas cantidades que alcancen a quedar suspendidas sean atrapadas por el agua y por el aumento de peso caigan hasta la solucion que se formo en el tanque.

Selección de Opciones Viables En esta área de aditivos se sugiere emplear cortinas corredizas de lona a fin de confinar el área de dispersión del material partículado. Y esperar el tiempo adecuado para que el material partículado se asiente y puedan proceder a recolectarlo utilizando una máquina aspiradora.

Proyecto de Producción Más Limpia Área de Limpiadores. En esta área es urgente un cambio en el metodo de producción ya que el vapor producido es proveniente del a´cido clorhidrico y es cloro el cual altamente irritante para los ojos, la piel y las mucosas del sistema respiratorio y las membranas que cubren la boca.
Generar Opciones de Minimización de Residuos
El proceso de elaboración del limpiador necesita de la mezcla del acido muriatico con el agua y esta mezcla produce gran cantidad dse vapor ya que el cloro es muy volátil incluso al momento de abrir el recipiente que lo contiene se desprende vapores toxicos por lo que no hay ninguna manera de minimizar la cantidad d vapor durante el proceso Instalar una campana para la extracción del vapor al momento de generarlo y enviar a un sistema de lavado de vapores en el cual se mezclaria con agua y vaya de vuelta al proceso eliminado asi las perdidas por vapores. Cambiar la seccion del proceso a un lugar donde alla mayor ventilación y asi el vapor no se concentre y afecte la salud de los operarios.
Selección de Opciones Viables
La opción mas conveniente en el plano económico es la de trasladar el area de maquilado a una seccion que tenga una mejor ventilación sea dentro o fuera de la misma planta. Una buena opción es delegar la responsabilidad de la producción a una pequeña lanta que se encargue de maquilar el limpiador ya que esto no representa peligros para la fabrica antes es un beneficio ya que este no es producto que se produzca con mucha frecuencia.
3.6. Proyecto de Producción Más Limpia Planta de Tratamiento de

Aguas Residuales y Planta de Lodos En esta zona tambien es necesaria una solución para los problemas existentes ya que el producto de esta planta es agua tratada la cual es depositada en un cuerpo hidrico que esta en contacto con personas.
3.6.1. Generar Opciones de Minimización de Residuos
Para reducir la cantidad de agua será necesario adicionar a este un limpiador que a su vez no afecte al proceso q se realiza en la planta de tratamientos. * Este limpiador deberá ser biodegradable con un pH muy cercano al neutro y con poca producción de espuma. Reducir los ciclos de limpieza de5 a 3 por semana aunque esto tal vez afecte la calidad del producto elaborado. Cambiar El Biocida que se utiliza en los productos ya que este altera el pH y no permite el correcto funcionamiento de la planta de tratamiento.
3.6.2. Selección de Opciones Viables
Al cambiar el formol (que altera el pH en el reactor biológico, matando las bacterias que allí se encuentran), por el biocida sinergizado, no existirá alteración del pH necesario para la vida de las bacterias del reactor, debido a su baja concentración de uso en el proceso de producción. Para obtener un secado óptimo de los lodos generados se recomienda hacer una era de secado. Con esto se obtendrán lodos menos húmedos y agua sin coloración, la misma que puede ser clorada y utilizada en limpieza de pisos y de las cortinas corredizas implementadas en las áreas donde se presenta material partículado, y para riego de jardines.
CAPÍTULO IV
4. EQUIPOS
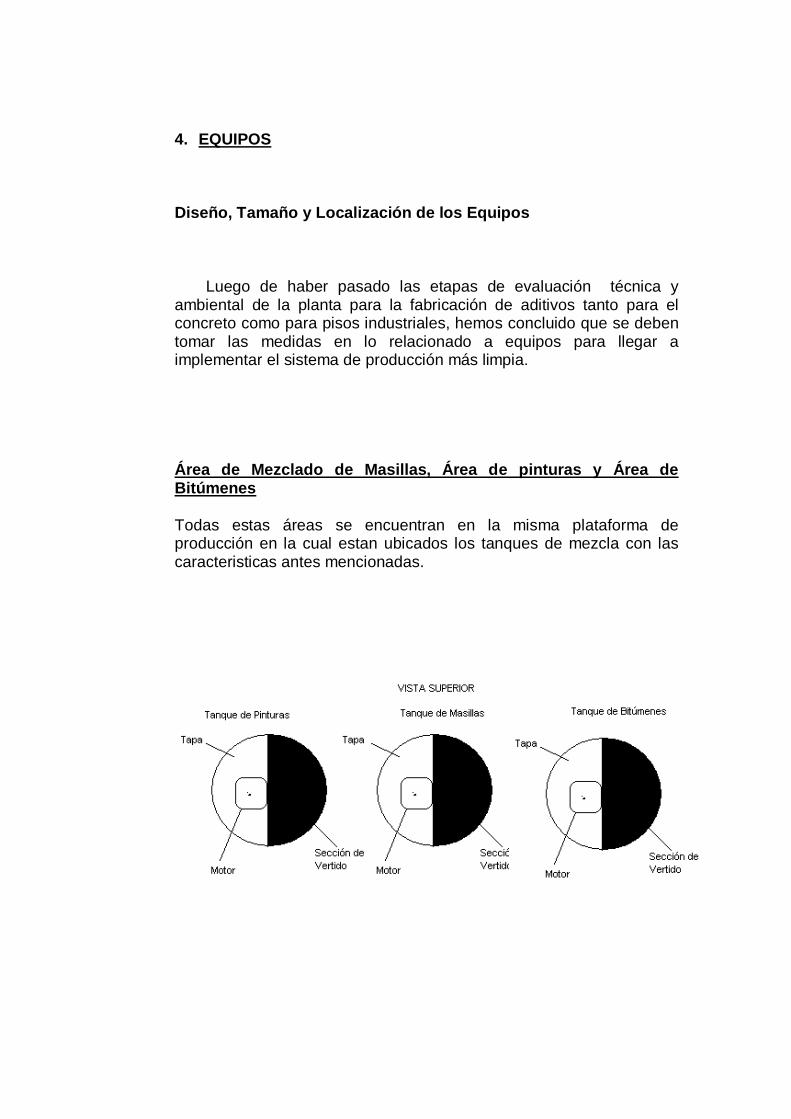
Diseño, Tamaño y Localización de los Equipos Luego de haber pasado las etapas de evaluación técnica y ambiental de la planta para la fabricación de aditivos tanto para el concreto como para pisos industriales, hemos concluido que se deben tomar las medidas en lo relacionado a equipos para llegar a implementar el sistema de producción más limpia. Área de Mezclado de Masillas, Área de pinturas y Área de Bitúmenes Todas estas áreas se encuentran en la misma plataforma de producción en la cual estan ubicados los tanques de mezcla con las caracteristicas antes mencionadas.

Para el problema referente al material particulado la solución con equipos sería la ubicación de cortinas de lona que cubriera toda la zona de los 3 tanques de mezcla y en la parte superior una capa de lona para evitar que escape polvo por esta zona; como el material que se depositara en el suelo es el mismo (CO3Ca, TiO2, talco) para los 3 productos este podrá ser recogido con una aspiradora y reutilizado en cualquiera de los productos. Las cortina será con persianas de 2.5 mt. de altura y cada persiana tendrá un ancho de 10 cm. El cual es para permitir el libre ingreso del operario a la sección de trabajo; se ubicaran persianas e todo la palataforma para asi cubrir toda la sección.

Área de Aditivos Aquí para evitar la disipación del material particulado al momento de la adición de la materia prima es la de un serpentin con atomizadotes de agua los cuales se accionan al momento de tirar los polvos y el las particulas de agua suspendidas atraparan el polvo evitando que este ingrese al sistema respiratorio de los obreros. Área de Pinturas
Se innovará las formulaciones usando un biocida no volátil a fin de evitar la construcción de equipos de lavado de gases. Para controlar el material partículado se confinara el área con cortinas corredizas de lona y una vez asentado el material partículado se procederá a recogerlo usando una máquina aspiradora. En el siguiente Anexo se puede apreciar que reemplazando el formol por el biocida cinergizado, se obtiene la misma calidad en el producto terminado, ya que el nivel de aerobios y anaerobios es prácticamente nulo. Área de Bitúmenes

Se pondrán cortinas corredizas de lona a fin de confinar el área, luego de asentarse el material partículado por acción de la gravedad, se lo recogerá mediante una máquina aspiradora. Planta de Tratamiento de Aguas Junto a la planta de tratamiento de aguas residuales se construirá una era de secado de 1x10 mts. El agua efluente de esta era será limpia y se clorará a fin de utilizarla para la limpieza de los pisos de la fábrica.
Construcción de los Equipos
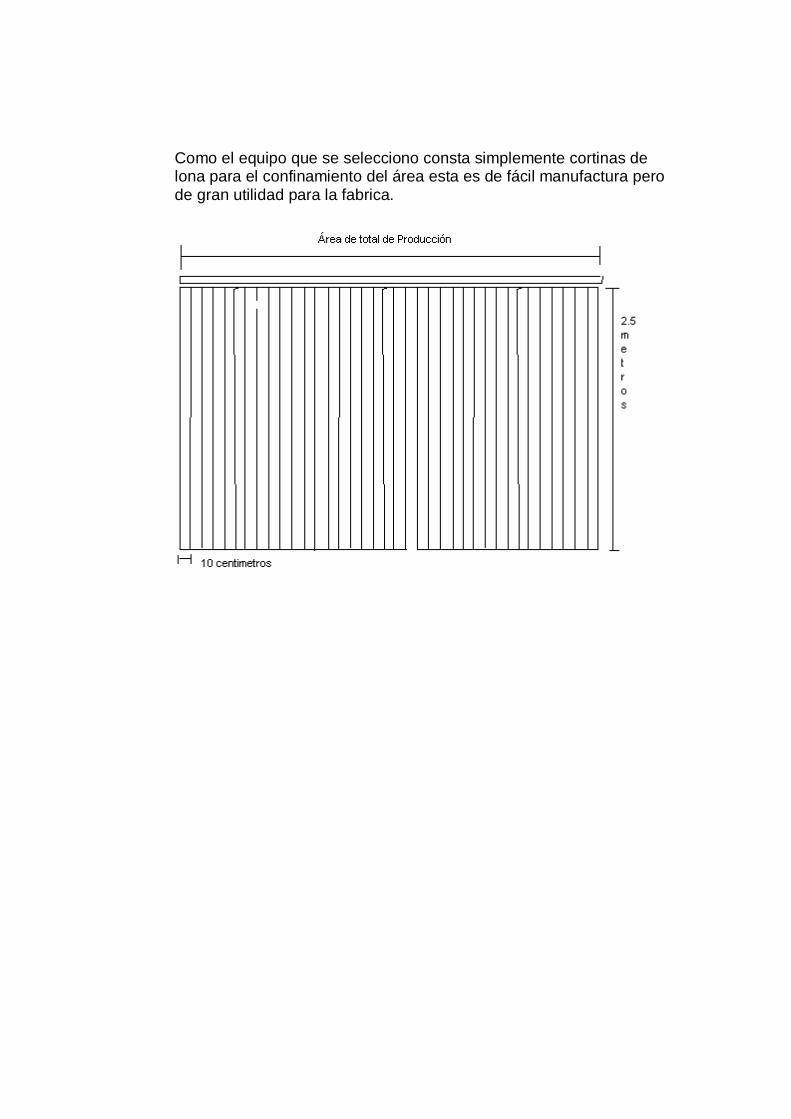
Como el equipo que se selecciono consta simplemente cortinas de lona para el confinamiento del área esta es de fácil manufactura pero de gran utilidad para la fabrica.
Limpieza y Mantenimiento de los Equipos
La limpieza de las cortinas en las parte que esta expuesta a el CaCO3, TiO2 y Talco estas deben ser limpiadas con agua la cual debe tener detergente neutro para desprender totalmente los residuos de estos polvos ademas que si no se realiza una correcta limpieza el TiO2 forma un apelicula resbaladiza sobre la superficie que se encuentre. En las ubicadas en la parte de polvos se debe tener un mayor cuidado ya que parte de los polvos consisten en cemneto gris, cemento blanco los cuales se endurecen y pueden desarrar las persianas de la cortina. Otros polvos como los celulosicos o las resinas en polvo forman películas las cuales dan mal aspecto ademas que pueden descomponerse por el efecto de las bacterias y producir mal olor. En lo referente a las ubicadas en la zona de aditivos se deben limpiar con agua la la cual su pH se ha alterado y con algo de temperatura ya que los plastificantes cuando se secan forman películas plásticas de gran adherencia con la superficie en la que se encuentran.
CAPÍTULO V

5. ESTUDIOS Y EVALUACIONES POST- IMPLEMENTACIÓN DEL
SISTEMA DE PRODUCCIÓN MÁS LIMPIA
Indicadores de Seguimiento
Concentración de Material Particulado
La concentración de material particulado a disminuido luego de la implementación de la producción más limpia. Lo cual beneficia a la compañía en ahorro de materias primas, además con menos material particulado disperso, se perjudica menos las vías respiratorias de los operarios de este proceso.
COV’s

En esta medición final de COV´s, se encontro que los niveles disminuyeron. Con lo cual, se nota es efecto beneficioso para la compañía, ya que sus obreros estarán menos expuestos. Con el uso del biocida cinergizado el daño al ambiente es significativamente menor.

Conclusiones del Estado Post-Implementación del Sistema de Producción Más Limpia Evaluados todos los indicadores, luego de la implantación del Sistema de Producción más Limpia, se puede concluir que el sistema ha sido efectivo; la planta genera menos desperdicios, contamina menos el ambiente y tiene una mayor responsabilidad respecto a la salud de sus operadores.
CAPÍTULO VI 6. MONITOREOS Y PLANES DE SEGUIMIENTO PREVIO A LA
IMPLEMENTACIÓN DE LA NORMA ISO 14000 Norma ISO 14000
La Organización Internacional de Normalización, en el mes de Octubre de 1996, hizo la promulgación de la serie de estándares internaciona- les para la gestión ambiental, a los cuales se les dio la codificación ISO 14000. La adopción de ISO 14000 llegará a ser una realidad para compañías que buscan el desarrollo de sus negocios y su mantenimiento en la vanguardia del mercado global.
Introducción a la norma ISO 14000
La certificación ISO 14000 probablemente se ha convertido en un requisito de facto para compañías compitiendo por contratos y que quieren mantener su posición en el mercado europeo y otras partes del mundo.
Las demandas provenientes del mercado son la razón más poderosa para obtener ISO 14000 que la potencial presión por parte de los organismos reguladores. Compañías extranjeras por ejemplo, puede que requieran la certificación ISO 14001 como prerrequisito para hacer negocios con empresas estadounidenses. Esto ha ocurrido a gran escala en el caso de ISO 9000, y es probable que ocurra igualmente con ISO 14000. Por ejemplo, así como ha demostrado la controversia producida por la captura de delfines en la pesca del atún y el uso de recipientes de poliestireno por McDonald's, hay una creciente demanda por parte de los consumidores y compradores de que las empresas sean más responsables con el medio ambiente. Compañías registradas bajo ISO 14000 pueden que ganen una posición ventajosa promocionando sus productos a un público cada vez más concientizado en los temas ambientales. Además, la certificación ISO 14000 puede ser presentada por una empresa como prueba de una política ambiental positiva en el caso de sufrir un incidente, limitando la responsabilidad legal de la organización; las agencias reguladoras y el público posiblemente estarán más dispuestos a perdonar a una compañía que cuente con un SGA.

Aparte de eliminar el miedo a perder competitividad, hay una serie de beneficios financieros que acompañan a la implementación de ISO 14000. Así como los sistemas de control de calidad que las compañías pusieron en practica con ISO 9000, el desarrollo de un SGA eficaz puede tener beneficios de fondo. Teniendo un sistema de gestión de riesgo ambiental y de auditoría internacionalmente reconocido, las compañías pueden reducir su responsabilidad y las probabilidades de un accidente ambiental costoso. Las auditorías ambientales también pueden hacer incrementar la eficacia al descubrir prácticas ambientales poco efectivas en áreas tales como la gestión de producción y de residuos. Finalmente, la adopción de un sistema de gestión ambiental estándar y verificado objetivamente puede ahorrar tiempo y dinero a las empresas al reducir el número de auditorías ambientales duplicativas requeridas por agencias reguladoras o contratistas y facilitar los procesos de obtención de permisos y licencias.
Tratamiento contable de la Implementación de las normas ISO 14000
El costo de la puesta en marcha de ISO 14000 y su certificación puede variar de gran forma dependiendo en el tamaño de la empresa y la naturaleza de sus operaciones.
Aunque ISO 14000 es un conjunto de estándares diferente, el cuadro de dirección requerido es muy similar en estructura al de ISO 9000 y sus costes son comparables.
Estos gastos de ejecución pueden ser reducidos de muchas formas. Para la compañía por contar ya con un SGA en marcha, el costo de ajustar su sistema a los estándares ISO 14000 puede ser mínimo..
Los ahorros identificables que resultan del cumplimiento de las normas ISO 14000 a corto plazo son difíciles. A largo plazo, sin embargo, el ahorro acumulado gracias a una eficacia de operación mayor y menos accidentes ambientales son significantes y en la mayoría de los casos sobrepasaran los gastos de su ejecución. Más aún, y aunque difícil de cuantificar, las mejoras en cuanto a la competitividad en un mercado en el que los consumidores tienen más consciencia sobre el medio ambiente y las relaciones más cooperativas con las agencias reguladoras ambientales probablemente se traducirán en beneficios. En resumen, los beneficios financieros de ISO 14000 a largo plazo con frecuencia superan los gastos de su ejecución.
Al tener ya implementado un sistema de Producción más Limpia se abaratan los costos en la implementación de las normas ISO 14000 y es más rápida la certificación de la compañía, más aún ya contando con la certificación de la ISO 9000.

Monitoreos y Planes de Seguimiento previos a la Implementación de la norma ISO 14000
Para poder implementar y poner en funcionamiento la norma ISO 140000, la compañía requiere definir su estructura y las responsabilidades de cada uno de sus miembros. El personal deberá formarse y sensibilizarse debidamente en la responsabilidad medioambiental. El sistema de gestión ambiental debe ser documentado y actualizado siempre que sea requerido, y deben ser bien controlados el manejo de está información y la parte operacional, mediante auditorias internas y externas. Es imprescindible elaborar planes de contingencia y preparar una rápida capacidad de respuesta.
Como la compañía tiene certificación ISO 9000, le será más fácil adecuarse e implementar las normas ISO 14000.

CAPÍTULO VII 7. ANEXOS
Glosario Bibliografía













![[2016.08.24][aditivos] Proyecto Aditivos - informe final](https://static.fdocuments.ec/doc/165x107/5a6565ca7f8b9a6b498b484f/20160824aditivos-proyecto-aditivos-informe-final.jpg)