Procesos Propiedades Transformación Mecánicas, Físicas y ......Criterio de Griffith (para...
82
Materiales de Ingeniería – E. Donoso Procesos Propiedades Transformación Mecánicas, Físicas y Síntesis y Funcionales Teoría y Estructura y Diseño Caracterización Eduardo Donoso C.
Transcript of Procesos Propiedades Transformación Mecánicas, Físicas y ......Criterio de Griffith (para...

Materiales de Ingeniería – E. Donoso
Procesos PropiedadesTransformación Mecánicas, Físicas y Síntesis y Funcionales
Teoría y Estructura y Diseño Caracterización
Eduardo Donoso C.
Materiales de Ingeniería – E. Donoso
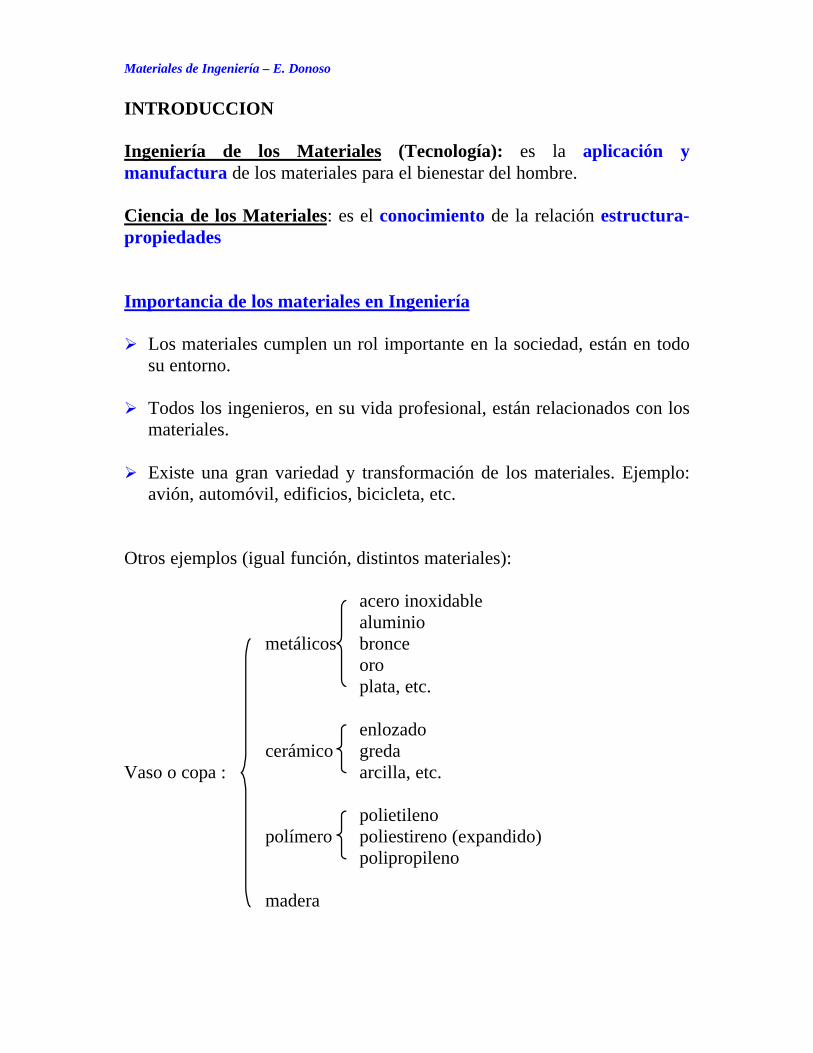
INTRODUCCION
Ingeniería de los Materiales (Tecnología): es la aplicación ymanufactura de los materiales para el bienestar del hombre.
Ciencia de los Materiales: es el conocimiento de la relación estructura-propiedades
Importancia de los materiales en Ingeniería
Ø Los materiales cumplen un rol importante en la sociedad, están en todosu entorno.
Ø Todos los ingenieros, en su vida profesional, están relacionados con losmateriales.
Ø Existe una gran variedad y transformación de los materiales. Ejemplo:avión, automóvil, edificios, bicicleta, etc.
Otros ejemplos (igual función, distintos materiales):
acero inoxidablealuminio
metálicos bronceoroplata, etc.
enlozadocerámico greda
Vaso o copa : arcilla, etc.
polietilenopolímero poliestireno (expandido)
polipropileno
madera

Materiales de Ingeniería – E. Donoso
Fig. I-2. Para una misma función, diferentes materiales.
Cual material usar para una función específica?
DISEÑO Y SELECCIÓN DE MATERIALES(Factores inseparables)
Problema: (Función del Ingeniero) Elección del material más idóneo deentre muchos disponibles, para satisfacer los requerimientos deun diseño específico y producir a un costo aceptable.
Materiales
Diseño Fabricación

Materiales de Ingeniería – E. Donoso
En un diseño se debe considerar:
1. Requerimientos funcionales propiedades →→ microestructura
2. Degradación que el materialexperimenta en servicio.
3. Facilidad de fabricación
4. Factores económicos ( a menor costo posible)
Parámetros que deben considerarse en la Selección de Materiales
1. Propiedades mecánicas (módulo elástico, resistencia a la fluencia,resistencia máxima, dureza, ductilidad, tenacidad, resistencia a la fatiga,etc.)
2. Propiedades físicas (propiedades eléctricas y magnéticas, dilatación yconductividad térmica, etc.)
3. Densidad o masa específica
4. Costos, C: En la mayoría de los casos se considera que:
C materiales ≈ ½ C producciónC materiales: se especifica en $/unidad de masa ($/tonelada) ó$/unidad de volumen ($/m3)
Materiales de Ingeniería – E. Donoso
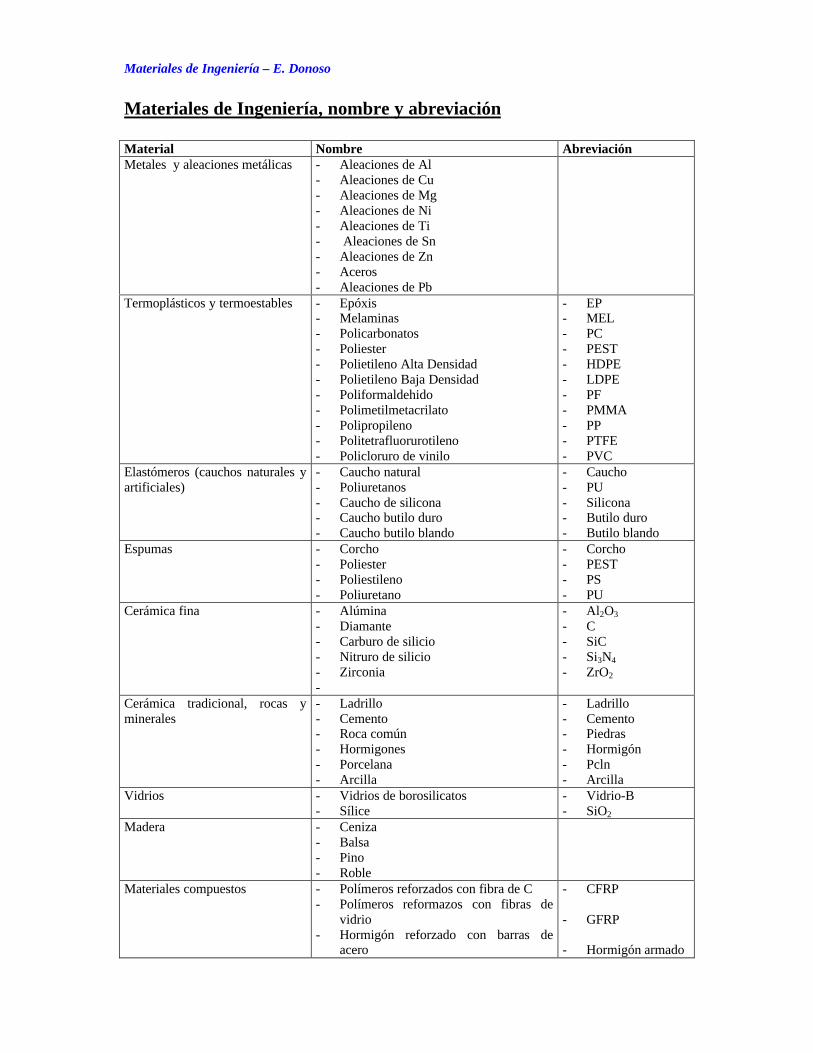
Materiales de Ingeniería, nombre y abreviación
Material Nombre AbreviaciónMetales y aleaciones metálicas - Aleaciones de Al
- Aleaciones de Cu- Aleaciones de Mg- Aleaciones de Ni- Aleaciones de Ti- Aleaciones de Sn- Aleaciones de Zn- Aceros- Aleaciones de Pb
Termoplásticos y termoestables - Epóxis- Melaminas- Policarbonatos- Poliester- Polietileno Alta Densidad- Polietileno Baja Densidad- Poliformaldehido- Polimetilmetacrilato- Polipropileno- Politetrafluorurotileno- Policloruro de vinilo
- EP- MEL- PC- PEST- HDPE- LDPE- PF- PMMA- PP- PTFE- PVC
Elastómeros (cauchos naturales yartificiales)
- Caucho natural- Poliuretanos- Caucho de silicona- Caucho butilo duro- Caucho butilo blando
- Caucho- PU- Silicona- Butilo duro- Butilo blando
Espumas - Corcho- Poliester- Poliestileno- Poliuretano
- Corcho- PEST- PS- PU
Cerámica fina - Alúmina- Diamante- Carburo de silicio- Nitruro de silicio- Zirconia-
- Al2O3
- C- SiC- Si3N4
- ZrO2
Cerámica tradicional, rocas yminerales
- Ladrillo- Cemento- Roca común- Hormigones- Porcelana- Arcilla
- Ladrillo- Cemento- Piedras- Hormigón- Pcln- Arcilla
Vidrios - Vidrios de borosilicatos- Sílice
- Vidrio-B- SiO2
Madera - Ceniza- Balsa- Pino- Roble
Materiales compuestos - Polímeros reforzados con fibra de C- Polímeros reformazos con fibras de
vidrio- Hormigón reforzado con barras de
acero
- CFRP
- GFRP
- Hormigón armado
Materiales de Ingeniería – E. Donoso
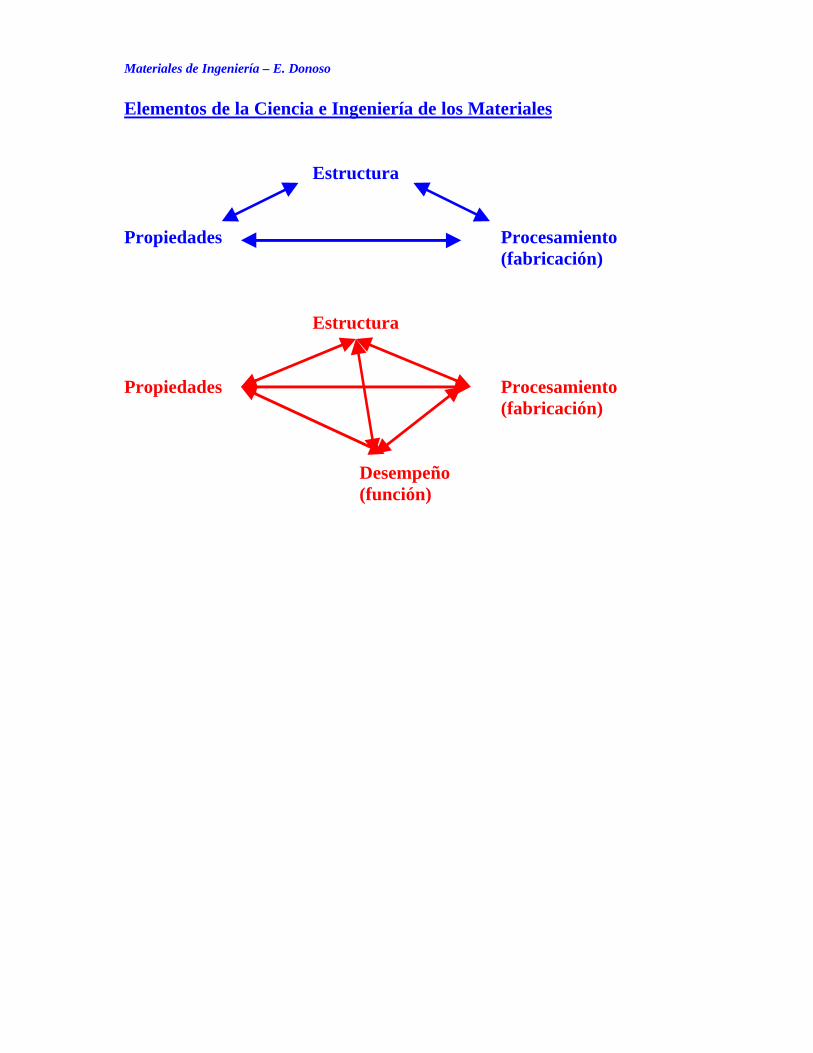
Elementos de la Ciencia e Ingeniería de los Materiales
Estructura
Propiedades Procesamiento(fabricación)
Estructura
Propiedades Procesamiento(fabricación)
Desempeño(función)
6
Materiales de Ingeniería – E. Donoso
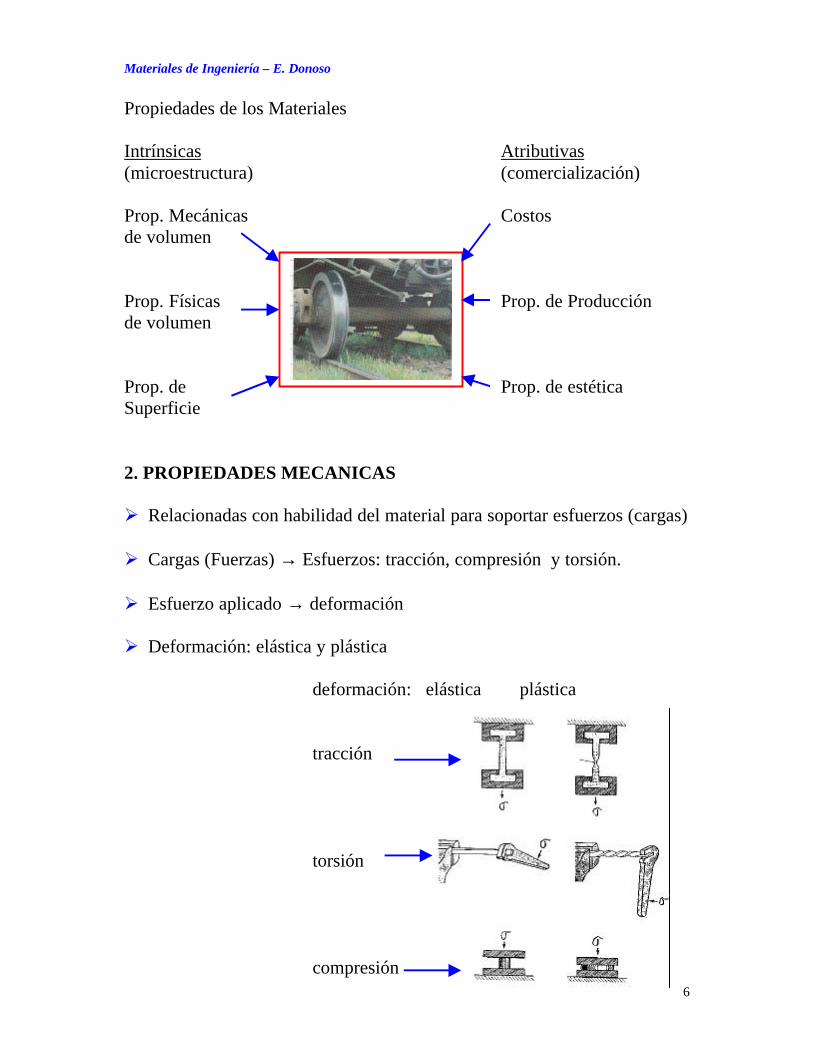
Propiedades de los Materiales
Intrínsicas Atributivas(microestructura) (comercialización)
Prop. Mecánicas Costosde volumen
Prop. Físicas Prop. de Producciónde volumen
Prop. de Prop. de estéticaSuperficie
2. PROPIEDADES MECANICAS
Ø Relacionadas con habilidad del material para soportar esfuerzos (cargas)
Ø Cargas (Fuerzas) → Esfuerzos: tracción, compresión y torsión.
Ø Esfuerzo aplicado → deformación
Ø Deformación: elástica y plástica
deformación: elástica plástica
tracción
torsión
compresión

7
Materiales de Ingeniería – E. Donoso
Ø Coeficiente de Poisson (ν) F
z y
∆ly
∆lx x
εx = - ∆lx/lox
εy = - ∆ly/loy
εz = ∆lz/loz ∆lz
νν = - εεx/εεz = - εεy/εεz F
Ø Módulo de corte o cizalle (G)
F Ao
θesfuerzo de corte: ττ = F/Ao
deformación de corte: γγ = tg θθ
Módulo de corte, rigidez o cizalle:
G = µµ = ττ/γγ
Tensión-compresión σ tensión pendiente E
a) elástico lineal(acero) área Ue
ε E : módulo de elasticidad (Young)
compresión 0eU dεσ ε= ∫
(energía elástica almacenada/unidad de vol)
8
Materiales de Ingeniería – E. Donoso
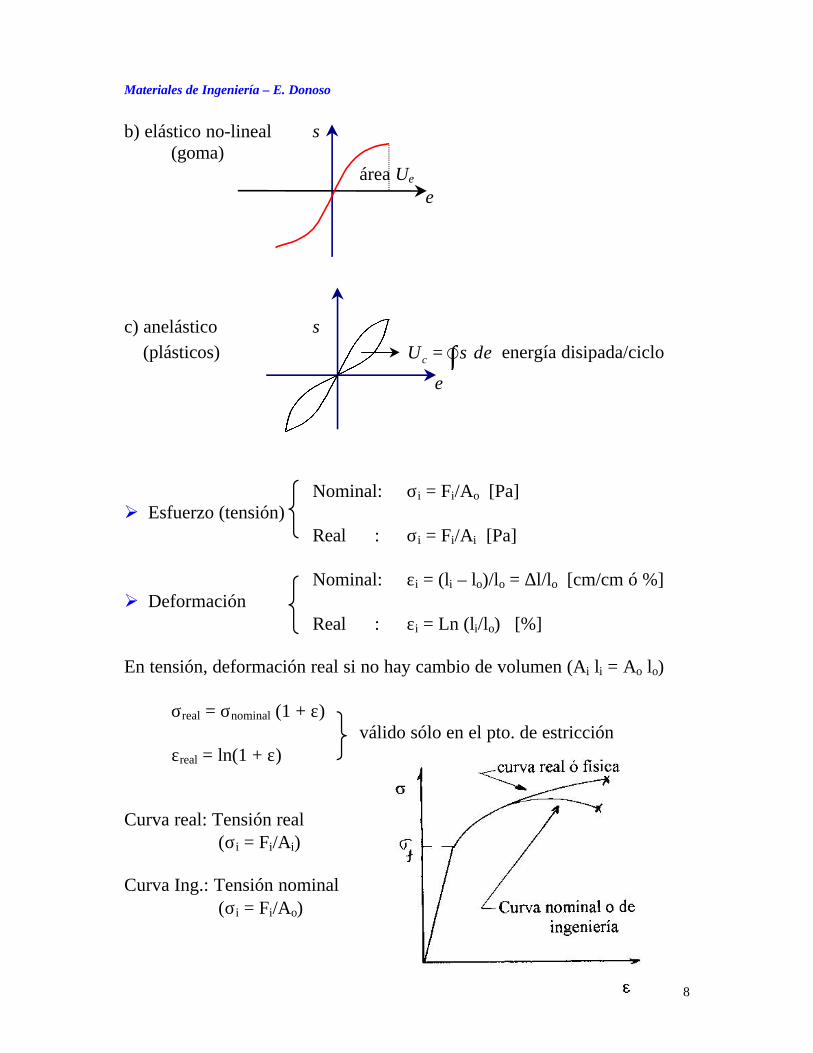
b) elástico no-lineal σ (goma)
área Ue
ε
c) anelástico σ (plásticos) cU dσ ε= ∫Ñ energía disipada/ciclo
ε
Nominal: σi = Fi/Ao [Pa]Ø Esfuerzo (tensión)
Real : σi = Fi/Ai [Pa]
Nominal: εi = (li – lo)/lo = ∆l/lo [cm/cm ó %]Ø Deformación
Real : εi = Ln (li/lo) [%]
En tensión, deformación real si no hay cambio de volumen (Ai li = Ao lo)
σreal = σnominal (1 + ε)válido sólo en el pto. de estricción
εreal = ln(1 + ε)
Curva real: Tensión real(σi = Fi/Ai)
Curva Ing.: Tensión nominal(σi = Fi/Ao)

9
Materiales de Ingeniería – E. Donoso
Curvaesfuerzo-deformación
def. plástica no unif.
Def. plástica unif.
def. elástica
Ø Rango elástico: σσ = E εε ⇒ E: módulo de elasticidad o Young4.5 x 104 MPa (Mg) ≤ E ≤ 40.7 x 104 MPa (W)
Ø Rango plástico uniforme: σσ = K δδn
Ø Límite elástico o plástico: σσf
Ø Resistencia máxima (a la tensión): σσmáx.
Ø Resistencia a la rotura: σσr
Ø Deformación total ( a la rotura): εεT
Deformación elástica lineal σ
εDeformación elástica no lineal σ
E tangente en σ2
σ2
σ1
E secante entre 0 y σ1
ε

10
Materiales de Ingeniería – E. Donoso
Ø Módulo de elasticidad: resistencia del material a la deformaciónelástica.Formas de obtener E:
a) mediante la curva esfuerzo-deformación (pendiente a la zonaelástica)
σ
E
ε
b) mediante la distancia de equilibrio de los átomos
F f(E) E = f(pendiente a dG/dx=0)
x
xequilibrio
c) E es función de la frecuencia natural de vibración atómica: l
d
wfrecuencia de oscilación: f [ciclos/s]
1/24
3
1 3
2 4
Edf
l w
ππ
=
d) E a partir de la velocidad (v) del sonido del material
V = (E/ρ)1/2 ρ: densidad del material
Se usan piezo-eléctricos al comienzo y final de la barra

11
Materiales de Ingeniería – E. Donoso
e) A partir de una barra empotrada, de sección cuadrada
l t
δ δ : deflección elástica
F3
4
4l F
Etδ =
Ø Límite de fluencia, a partir de curvas σ - ε, para distintos materiales:material frágil (Fe fundido), material dúctil con punto de cedencia(transición elastoplástico) (acero bajo C), material dúctil (Al).
Ductilidad (fragilidad)(cantidad de def. plástica en el puntode ruptura)
Alargamiento relativo = ∆∆l/lo x 100 [%]∆l = lf - lo
Reducción de área = ∆∆A/Ao x 100 [%]∆A = Ao - Af
f : final
Resiliencia
Capacidad del material para absorber energía elástica cuando esdeformado y cederla cuando se deja de aplicar la tensión.
Módulo de resiliencia:
∫∫== yr dU εε εεσσ0 σf
m = EPara deformación elástica lineal: área = Ur (J/m3)
Ur = ½ σσf εεy = σσf2/2E εy

12
Materiales de Ingeniería – E. Donoso
Tenacidad: Energía requerida para romper el material.[Joule], [J/m], [J/m2]
Dureza: Resistencia a la deformación plástica localizada (superficie)
Prueba Punzón Huella Carga N° durezaBrinell Esfera de acero o
carburo, 10 mm D
d d
P 2PBHN= πD(D-√D2-d2)
RockwellACD
BFG
Cono de punta dediamante
Esfera de acero
t
t
60150100
10060
150
R = 100 –500*t
R = 130 – 500*t

13
Vickers Pirámide dediamante
diagonales d
P HV = A*P/d2
A = constante
Mohs Rayadores 1 talco2 yeso3 calcio4 espatoflúor5 apatito6 feldespato7 cuarzo8 topacio9 corindón10 diamante
Fig. Comparación entre las distintas técnicas de ensayos

Materiales de Ingeniería – E. Donoso
3. DESEMPEÑO DE LOS MATERIALES EN SERVICIO
3.1 Creep (fluencia lenta)
a) Deformación elástico-plástico en sólidos → independiente de tε = f(σ)
b) Deformación por creep en sólidos → depende de t y Tε = f(σ, t, T)
Ø Deformación lenta y continua de un material sometido a esfuerzo ytemperatura constante.
Curva típica de creep
deformación drástica(disminución del área)
deformación casi uniforme(deslizamiento)
ajustes plásticos (límites de granoy vacancias)
deformación elástica (e)
Rapidez de deslizamiento = dεε/dt (pendiente al tramo II)(o deformación por fluencia)
La rapidez de deslizamiento varía con la tensión y la temperatura

Materiales de Ingeniería – E. Donoso
i) Variación de dε/dt con la tensión σ:dεε/dt = Cσσn
ln(dε/dt)n ≈ 3 a 8
n ≈ 1 (σ bajos)
ln(σ)ii) la temperatura T: dεε/dt = A exp(-Q/RT)
ln(dε/dt)- (Q/R)
Q: energía de activación del creep
1/Tcreep comienza a la temperatura Tc = f(TM)
- metales: Tc > 0.3 a 0.4 TM
- cerámicos: Tc > 0.4 a 0.5 TM
a) T° superiores a 0,3 TM (T° de fusión) ⇒ creep es importantea) T° bajas (entre 0,3 y 0,7 TM): creep por ascenso de dislocaciones.b) T° altas (mayor que 0,7 TM): Creep por difusión atómica dentro del
grano
De las ecuaciones anteriores:
⇒⇒ dεε/dt = Bσσn exp(-Q/RT)
donde B (Cte. del creep), n y Q son función del material y puedenevaluarse experimentalmente.

Materiales de Ingeniería – E. Donoso
3.2 Fractura
Ø Dúctil (a y b)
Ø Frágil (c)
a) Fractura dúctil: ocurre deformación plástica (puede llegar a 100% dereducción de área)
Se produce por coalescenciade microalveolos
c) Fractura frágil: ocurre con poca o ninguna deformación plástica.
Ø Se produce por propagación de grietas (por sucesiva y repetida rotura deenlaces atómicos a lo largo de planos cristalinos).
Ø Dependiendo por donde se propaga la grieta, la fractura es:Trasgranular (a través de los granos)Intergranular (a lo largo de los bordes de grano)

Materiales de Ingeniería – E. Donoso
Fractura: transgranular Fractura intergranular
Criterio de Griffith (para fracturas frágiles)
Ø Debido a las microgrietas (intensifican los esfuerzos), el material sefractura cuando la energía de deformación es suficiente paraproporcionar energía de superficie (γ) que crea nuevas superficies defractura.
Ø σσruptura real <<<< σσruptura teórico
Esfuerzo de fractura de Griffith (σG)
2/12
==
aE
G ππγγ
σσ γ: energía de superficie
E: módulo de elasticidada: mitad de la longitud de la fractura

Materiales de Ingeniería – E. Donoso
3.3 Fatiga
a) vagón de ferrocarril
b) rotor de generador
c) fuselaje de avión
Ø Ocurre en materiales sometidos a esfuerzos cíclicos (carga dinámica)Ø Resistencia a la fatiga (σFT) < Resistencia a la tensión (σT)
i) Curvas σσ - εε: tracción-compresión:σ
tracción
∆σ = σmáx. - σmín.
∆εp ε
compresión
∆εp = C/Nfb rango de deformación plástica
donde: Nf es el N° de ciclos a la falla del material C y b son constantes (b varía entre 0,5 y 0,6)
ii) Tensiones cíclicas: 1ciclo
Tensión máxima: σσmáx.
Tensión mínima: σσmín.
Amplitud: σσa = (σσmáx. - σσmín.)/2
Tensión media: σσm = (σσmáx.+σσmín.)/2
Razón de esfuerzos: R = σσmín./σσmáx.

Materiales de Ingeniería – E. Donoso
iii) Curvas S-N
Ø Las propiedades de fatiga de los materiales pueden ser determinadas apartir de los ensayos de fatiga:
Ø Se somete el material a ciclos alternos, con σm = 0 → se dibuja la curvaS-N (tensión – número de ciclos)
Límite de fatiga (≈ ½ σT): tensiónlímite, por debajo el cual no ocurrerotura por fatiga.
Resistencia a la fatiga: tensión queproduce rotura después de un ciertonúmero de ciclos.
Vida a fatiga, Vf: número de ciclospara producir rotura a una tensiónespecífica.
iv) Mecanismos de fatiga
El proceso de fractura por fatiga está caracterizado por 3 etapas:
a) Nucleación de la grieta (formación de una grieta pequeña porconcentración de esfuerzos) → Ni
b) Propagación de grieta (la grieta avanza gradualmente en cada ciclo decarga) → Np
c) Rotura final (ocurre rápidamente, una vez que la grieta ha alcanzado untamaño crítico)
El número total de ciclos, hasta la rotura, NT = Ni + Np

Materiales de Ingeniería – E. Donoso
L : largo de la grieta L dL/dN
N : Número de ciclos
Velocidad de propagación: dL/dN
dL/dN = C (∆∆K)m Ni Np N
∆K : factor de intensidad de esfuerzos
(∆K = (2σa √L)(w/w-L); = Yσmáx. √πL)
Mecanismos depropagación de la grieta
a) carga cero
b) carga de tracción
c) carga de tracción máxima
d) carga de compresión
e) carga de compresión máxima
f) carga de tracción
Materiales de Ingeniería – E. Donoso
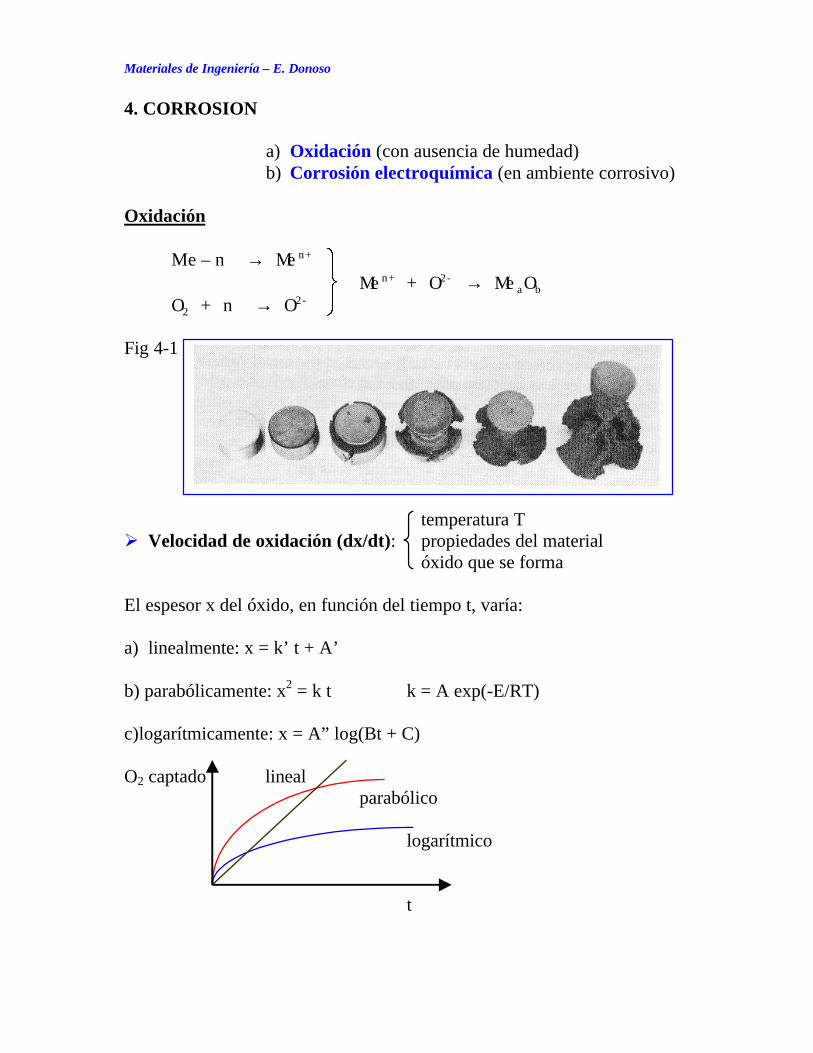
4. CORROSION
a) Oxidación (con ausencia de humedad)b) Corrosión electroquímica (en ambiente corrosivo)
Oxidación
Me – n� → Men+
Men+ + O2- → MeaObO2 + n� → O2-
Fig 4-1
temperatura TØ Velocidad de oxidación (dx/dt): propiedades del material
óxido que se forma
El espesor x del óxido, en función del tiempo t, varía:
a) linealmente: x = k’ t + A’
b) parabólicamente: x2 = k t k = A exp(-E/RT)
c)logarítmicamente: x = A” log(Bt + C)
O2 captado linealparabólico
logarítmico
t

Materiales de Ingeniería – E. Donoso
Ø Mecanismos de oxidación: (función de la razón R)
R = volumen de óxido/volumen de metal = Md/(amD) Pilling-Bedworth
M y D: peso molecular y densidad del óxido MeaOb, respectivamentem y d: peso atómico y densidad del metal Me, respectivamentea: N° de átomos del Me por molécula de óxido
Si: R < 1 Tipo 1, el óxido producido es poroso, el O2 difunde a través delos poros reaccionando en la interfase metal-óxido (metalesalcalinos)
R ≥ 1 Tipos 2-4, el óxido es más denso y el mecanismo de formaciónpuede ser:
(i) Reacción de oxidación ocurre en interfase aire-óxido(ii) Reacción de oxidación ocurre en interfase metal-óxido(iii) Mecanismo combinado de los dos anteriores.
Fig 4-2
Materiales de Ingeniería – E. Donoso
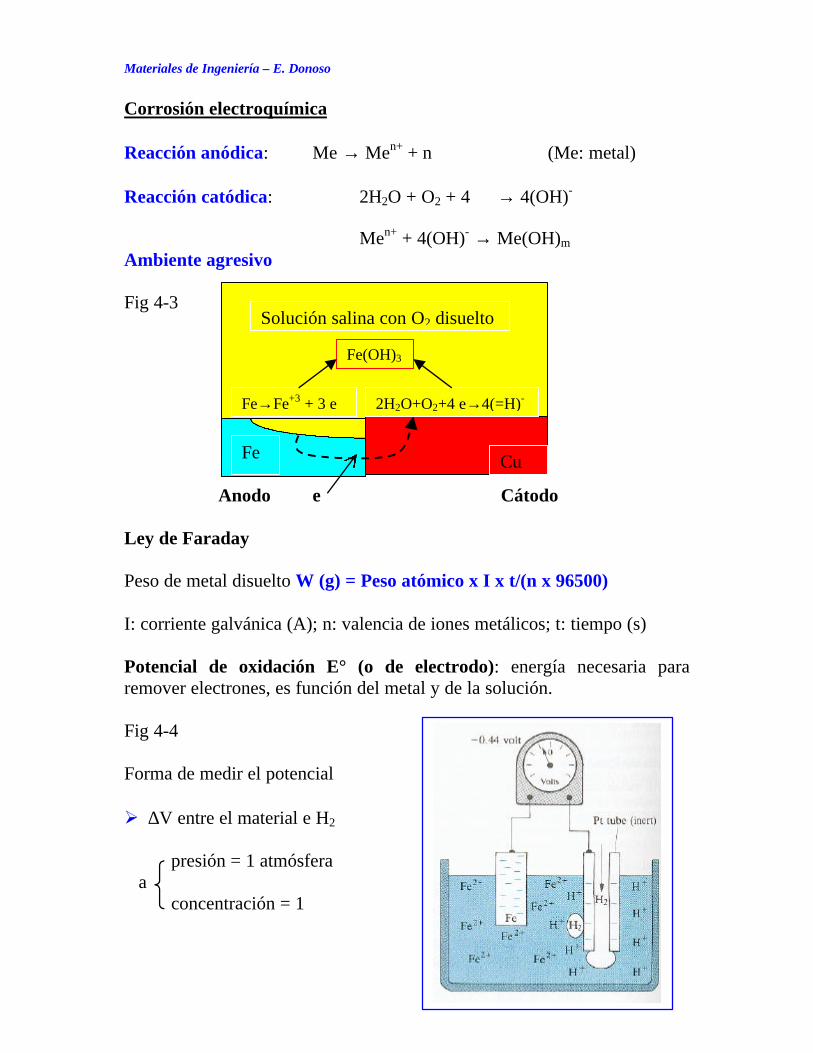
Corrosión electroquímica
Reacción anódica: Me → Men+ + n� (Me: metal)
Reacción catódica: 2H2O + O2 + 4 � → 4(OH)-
Men+ + 4(OH)- → Me(OH)m
Ambiente agresivo
Fig 4-3
Anodo e Cátodo
Ley de Faraday
Peso de metal disuelto W (g) = Peso atómico x I x t/(n x 96500)
I: corriente galvánica (A); n: valencia de iones metálicos; t: tiempo (s)
Potencial de oxidación E° (o de electrodo): energía necesaria pararemover electrones, es función del metal y de la solución.
Fig 4-4
Forma de medir el potencial
Ø ∆V entre el material e H2
presión = 1 atmósfera a
concentración = 1
Solución salina con O2 disuelto
Fe CuCu
Fe→Fe+3 + 3 e 2H2O+O2+4 e→4(=H)-
Fe(OH)3
Materiales de Ingeniería – E. Donoso
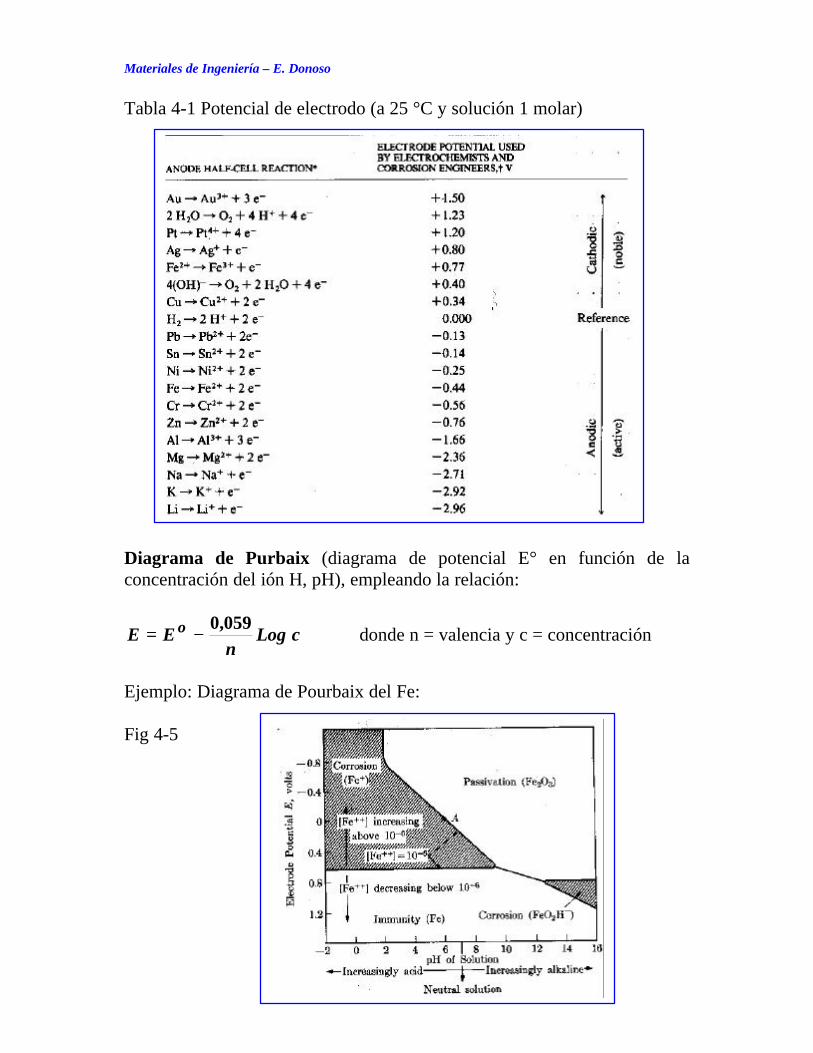
Tabla 4-1 Potencial de electrodo (a 25 °C y solución 1 molar)
Diagrama de Purbaix (diagrama de potencial E° en función de laconcentración del ión H, pH), empleando la relación:
cLogn
EE o 059,0−−== donde n = valencia y c = concentración
Ejemplo: Diagrama de Pourbaix del Fe:
Fig 4-5

Materiales de Ingeniería – E. Donoso
i) Zona de inmunidad del Fe: [Fe++] < 10-6 (cantidad de Fe que sedisuelve es despreciable) → E = 0,44 – 0,059/2 Log10-6 = 0,62 V.
ii) Zona de corrosión electroquímica normal: [Fe++] > 10-6
(cantidad de Fe que se disuelve comienza a ser apreciable)iii) Zona de pasivación: 2Fe++ + 3H2O → Fe2O3 + 6H+ + 2 �iv) Zona de corrosión: Fe + 2H2O → FeO2H
- + 3H+ + 2 �
Tipos de corrosión (Celdas galvánicas)
La mayor parte de la corrosión es el resultado de celdas galvánicas y lascorrientes eléctricas que la acompañan.
i) Composición (depende del E° de los materiales, uno actuarácomo ánodo y el otro como cátodo)
Fig 4-6: Acero galvanizado (Fe – Zn) Acero estañado (Fe – Sn)
Eo (Zn) = - 0,76 Eo (Fe) = - 0,44 Eo (Sn) = - 0,14
ii) Esfuerzos (E° de un metal deformado en frío es más activo queuno no deformado)
Fig 4-7

Materiales de Ingeniería – E. Donoso
Fig 4-8
Los átomos de los bordes degrano tienen energía más alta→ actúan como ánodo
iii) Concentración (zonas menos aireadas actuarán como ánodo, yaque en la reacción catódica hay consumo de O2)
Reacción catódica : 2H2O + O2 + ne → n(OH)-
Fig 4-9
Métodos de protección contra la corrosión
i) Superficies protectoras (aislar el metal del medio corrosivo)
Ø materiales orgánicos: pinturas, barnicesØ materiales metálicos: cobrizado, niquelado, plateado, etc.Ø materiales cerámicos inertes: esmalte, vidrio, enlozado, etc.Ø recubrimientos por conversión química: ortofosfato ácido de zinc.

Materiales de Ingeniería – E. Donoso
ii) Protección por pasivación (el material reacciona con otroelemento y crea una superficie protectora)
Ejemplos: Fe (en la zona de pasivación del diagrama de Pourbaix, formaFe2O3), Al (reacciona con el O2 forma Al2O3), acero inoxidable(reacciona con el Cr y forma (CrO4)
2-).
Fig. 4-10Acero inoxidable (CrO4)
2-
(CrO4)2-
(CrO4)2-
(CrO4)2-
(CrO4)2-
(CrO4)2-
iii) Anodos de sacrificio (material con E° más activo para protegeruno de E° menos activo)
Fig 4-11
iv) Protección catódica -voltaje aplicado (el metal se trasforma encátodo por efecto de la fuente de electrones)
Fig 4-12
v) Control del medio corrosivo.
Fe
Cr
2e

27
Materiales de Ingeniería – E. Donoso
5. ALEACIONES
Acero ⇒ ≤ 2 % C (1.4 % C)
Ferrosas
Fundiciones ⇒ > 2 % C (2.5 a 4.5)
ALEACIONES Latón (Cu-30 Zn)
Cobre Bronces (Cu-10 Sn,
No ferrosas Cu-11 Al, etc.)
Aluminio (duraluminio)MagnesioTitanio, etc.
ALEACIONES FERROSAS
Aceros:Bajo en C (< 0.25 % C)
Ø Baja aleación (sin elementos aleantes) Medio en C (0.25 a 0.6 % C)Alto en C (0.6 y 1.4 % C)
Ø Alta aleación (con elementos aleantes: Cr, W, etc.)
Diagrama Fe-C
(aceros s/aleantes)
28
Materiales de Ingeniería – E. Donoso
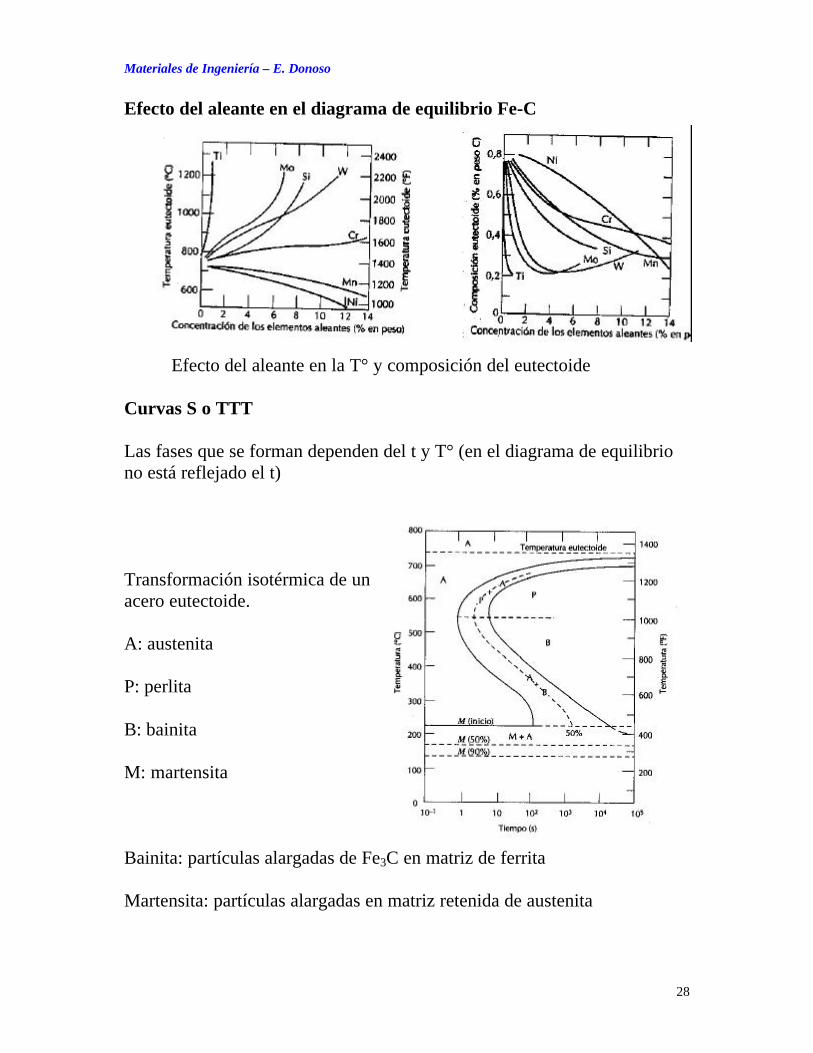
Efecto del aleante en el diagrama de equilibrio Fe-C
Efecto del aleante en la T° y composición del eutectoide
Curvas S o TTT
Las fases que se forman dependen del t y T° (en el diagrama de equilibriono está reflejado el t)
Transformación isotérmica de unacero eutectoide.
A: austenita
P: perlita
B: bainita
M: martensita
Bainita: partículas alargadas de Fe3C en matriz de ferrita
Martensita: partículas alargadas en matriz retenida de austenita

29
Materiales de Ingeniería – E. Donoso
Tratamientos térmicos de los Aceros
Autenita (γγ)
Recocido Normalizado Temple
Perlita ó Bainita Martensitaferrita (αα) + perlita ócementita (Fe3C) + perlita
Revenido
Martensita revenida
Influencia del tratamientotérmico y % de carbón en laspropiedades mecánicas

30
Materiales de Ingeniería – E. Donoso
Identificación de los Aceros
Ø Según composición química: (Instituto americano del hierro y el acero- AISI, Sociedad de Ingeniería de Automoción - SAE)
Ejemplo: E 2 5 1 2
Horno eléctrico Acero al Ni Contenido de Ni Contenido de C
* Prefijos utilizados indica el proceso de elaboración del acero: A Acero aleado Siemens Martin B Acero al Carbono Bessemer ácido C Acero al carbono Siemens Martin básico D Acero al carbono Siemens Martin ácido E Acero al carbono o aleado, Horno Eléctrico
* Primer número indica baja o alta aleación y tipo de elemento aleante: 1 Aceros al carbono
2 Aceros al níquel3 Aceros al cromo-níquel4 Aceros al molibdeno5 Aceros al cromo6 Aceros al cromo vanadio
* Para los aceros al carbono, el segundo número indica el tipo de acero:
10 Aceros al carbono de construcción general11 Aceros de fácil mecanización, ricos en azufre12 Aceros de fácil mecanización, ricos en S y P13 Aceros al manganeso
N° AISI (SAE) Descripción Ejemplo
10XX Aceros bajo aleación con 0,XX % C 1010, 1020, 104525XX Aceros al Ni, con 5 % Ni y 0,XX% de C. 2512, 254051XX Aceros al Cr, con 1 % Cr y 0,XX% de C 5120
31
Materiales de Ingeniería – E. Donoso
Ø Según resistencia mecánica en tracción:
A37-24H A44-28ES A63-42ES
i) Las letras significan: A : Acero ES: Estructural H : Para hormigón
ii) El primer valor es la resistencia a la tracción (kgf/mm2)
iii) El segundo valor es el límite de fluencia (kgf/mm2)
Fundiciones:
Ø Gris : 2.5 a 4.0 % C y 1.0 a 3.0 % Si; grafito aparece como escamas oláminas dentro de la matriz de ferrita o perlita.
Ø Dúctil (esferoidal): Fundición gris más Mg y/o Cs; grafito aparece comoesferoides
Ø Blanca: Bajo C con menos del 1 % Si; enfriada a alevadas velocidadesel C aparece como cementita en evz de grafito.
Ø Maleable: Fundición blanca calentada a altas temperaturas (800 –900°C), por tiempos largos, se descompone la cementita y forma grafitoen racimos o rocetas dentro de la matriz de ferrita o perlita.
32
Materiales de Ingeniería – E. Donoso
Proceso de producción del acero
Ø Materias primas (minerales de Fe, combustibles, fundentes)Magnetita (Fe3O4 + ganga)
Minerales de Fe Hematites (Fe2O3 + ganga)Limonita (2Fe2O3 + ganga)Siderita (FeCo3 + ganga)
Ganga ⇒⇒ SiO2, Al2O3, CaO, MgO, etcImpurezas ⇒ S, P, As, Si, Mn, etc.Fundente ⇒⇒ CaOCombustible ⇒ coque y carbón vegetal
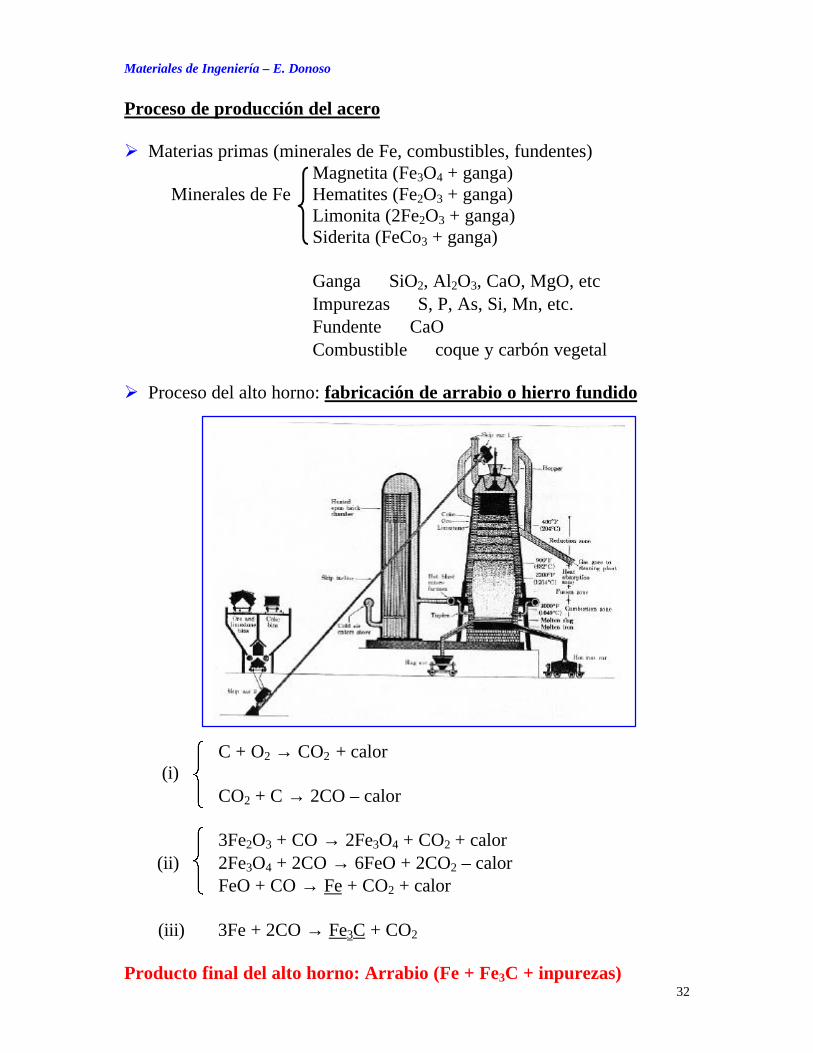
Ø Proceso del alto horno: fabricación de arrabio o hierro fundido
C + O2 → CO2 + calor (i)
CO2 + C → 2CO – calor
3Fe2O3 + CO → 2Fe3O4 + CO2 + calor (ii) 2Fe3O4 + 2CO → 6FeO + 2CO2 – calor
FeO + CO → Fe + CO2 + calor
(iii) 3Fe + 2CO → Fe3C + CO2
Producto final del alto horno: Arrabio (Fe + Fe3C + inpurezas)

33
Materiales de Ingeniería – E. Donoso
Ø Fabricación de aceros
Convertidores (se sopla aire u oxígeno)
Fe + ½ O2 → FeO + calor(i) 2FeO + Si → 2Fe + SiO2 + calor
FeO + Mn → Fe + MnO + calor
(ii) FeO + C → CO + Fe – calorCO + ½ O2 → CO2
(iii) FeO + Mn → Fe + MnO2FeO + Si → 2Fe + SiO2
Horno Siemens-Martin, hornos eléctricos, etc.

34
Materiales de Ingeniería – E. Donoso
Ø Etapas del Siemens Martin
Fe + ½ O2 → FeO + calor(i) 2FeO + Si → 2Fe + SiO2 + calor
FeO + Mn → Fe + MnO + calor
(iv) FeO + C → CO + Fe – calorCO + ½ O2 → CO2
5FeO + 2P → P2O5 + 5 Fe + calor
(iii) P2O5 + 4 CaO → (CaO)4P2O5 defosforaciónFeS + CaO → FeO + CaS desulfuración
Ø Se obtiene Acero libre de Si, Mn, P y S
COBRE y ALEACIONES DE COBRE
Tipos de cobre
• Cobre TÉRMICO: Obtenido a partir de minerales sulfurosos, que se concentranpara obtener una mata rica en cobre y azufre, el azufre se elimina por oxidación alfuego (99.85 % de cobre).
• Cobre refinado DE ALTA CONDUCTIVIDAD: Se obtiene al reducir elcontenido de impurezas, mejorando las condiciones de refinación (99.9 % de cobre).
• Cobre ELECTROLÍTICO: Cobre térmico refinado electrolíticamente (99.9 %de cobre).
• Cobre EXENTO DE OXÍGENO: Con un mínimo de cobre del 99.95%.• Cobre DESOXIDADO CON FÓSFORO: Cobre refundido con adición de
fósforo (poderoso desoxidante).
Aleaciones de cobre
• Aleaciones cobre-cadmio y cobre-cadmio-estaño. Aplicaciónes:conductores de líneas de ferrocarriles eléctricos, líneas telefónicas, cables, electrodosy mordazas para máquinas de soldar por resistencia, etc.
• Aleaciones cobre-cromo. Aplicaciones: electrodos y para máquinas de soldarpor resistencia, rotores de generadores eléctricos, elementos de ciclotrones, etc.
35
Materiales de Ingeniería – E. Donoso
• Aleaciones cobre-berilio y cobre-berilio-cobalto. Aplicaciones: enherramientas y piezas para trabajos en presencia de materiales explosivos oinflamables, para que no produzcan chispa; en membranas y muelles diversos, etc.
• Aleaciones cobre-níquel-silicio. Aplicaciones: en piezas de contactoseléctricos, soportes de aisladores, cables portadores y de puesta a tierra, tornillos dealta resistencia, etc.
• Aleaciones cobre-silicio-manganeso. Aplicaciones: en fundas paraconductores eléctricos, cajas y accesorios para la industria eléctrica,etc.
• Cuproníqueles (CuNi10, CuNi20, CuNi25, CuNi30): El contenido de níquelvaria entre el 5% y el 44%. Propiedades: excelente resistencia a la corrosión,resistencia que aumenta con el contenido de níquel. Aplicaciones: enintercambiadores de calor (condensadores, refrigeradores, recalentadores,destiladores,etc.), revestimientos, paredes de recipientes, piezas moldeadas comocuerpos de bombas o de válvulas, etc.
• Alpacas (CuNi10Zn27, CuNi12Zn24, CuNi15Zn21, CuNi18Zn27,CuNi20Zn18): Aleaciones de cobre, níquel y zinc, a veces se añade plomo (alpacascon plomo), para facilitar el maquinado. Propiedades: inoxidabilidad, resistenciamecánica elevada y facilidad de elaboración. Aplicaciones: en piezas para equipos detelecomunicaciones, en instrumentos de precisión, relojería, en llaves y bulones, etc.
• Latones: Aleaciones de cobre y zinc (5% a 46%de Zn). Propiedades: buenaresistencia a la corrosión y su aptitud para tratamientos superficiales (barnicestransparentes, pátinas, recubrimientos diversos). Aplicaciones: chapas, bandasplanas o enrolladas, barras, tubos y alambres. El uso específico depende de lacomposición de Zn: CuZn5 (fabricación de discos para monedas e insignias, enbisutería de fantasía, en fulminantes y fundas de balas); CuZn10 (quincallería,arquitectura y cartuchería, en fundas de balas y anillos de refuerzo; CuZn15 (enbisutería de fantasía y decoración, guía de ondas, casquillos de lámparas, aparatoseléctricos, tornillos laminados, tubos flexibles, tubos de intercambiadores de calor,decoración arquitectónica); CuZn20 (artículos de decoración, instrumentosmusicales, fuelles y membranas manométricas, telas metálicas); CuZn28-37(estuches y casquillos para artillería e infantería piezas embutidas complicadas,instrumentos de música, radiadores de automóvil, casquillos de lámparas,reflectores, tornillería); CuZn40 (en la arquitectura y cerrajería, en placas decondensadores e intercambiadores de calor).
• Latones con Plomo. Latón con adición entre 1 a 3 % de Pb. Aplicaciones: piezasroscadas para electrotecnia, conexiones macho y hembras para circuitos eléctricos,tornillos, tuercas, remaches, fabricación de engranajes, accesorios decorativos yarquitectónicos, etc.
• Latones de alta resistencia. Latones con adición de Sn, Al, Mn, Fe, Ni, Si, etc,para aumentar las propiedades mecánicas y aumentar la resistencia a la corrosión.

36
Materiales de Ingeniería – E. Donoso
Su uso depende del aleante: . CuZn27Al5Fe2Mn2 (engranajes, cojinetes para bajavelocidad y grandes cargas, placas-guía para bancos de trefilar, hélices);CuZn39AlFeMn y CuZn39FeMnSn (ejes de hélices, turbinas de bombas, husillos deválvulas, bombas miniaturas para agua, tuberías para aire comprimido e hidráulica,piezas forjadas, perfiles extruídos y piezas maquinadas, perfiles arquitectónicos).
• Cuproaluminios. Aleaciones de cobre y aluminio (5% a 11% de Al).Propiedades: maleabilidad en frío cuando el contenido de Al es inferior al 8%, y encaliente cuando es superior, soldables entre sí, resistencia a la corrosión en medioscomo el agua de mar y aguas ácidas, resistentes a la corrosión intergranular,amagnéticos, etc. Aplicaciones: en construcción naval, cuerpos de bombas, ejes debombas, hélices, cadenas, aplicaciones decorativas, como medallas y monedas,placas, estatuas, rejas, pasamanos de escaleras, accesorios para chimeneas, ceniceros,bisutería de fantasía, etc.
• Bronces. Aleaciones de cobre y estaño (2 % al 25 % de Sn). Propiedades: buenamaleabilidad, resistencia a la corrosión, buenas propiedades mecánicas y elásticas.Aplicaciones: , alambres, perfiles, tubos, fuelles, piezas embutidas, tubos paraintercambiadores de calor, tornillos y remaches formados en frío, muelles planos oespirales, membranas, tubos Bourdon, cepillos, etc.
• Bronces con Plomo. Excelentes metales anti-fricción (bujes o de cojinetesmacizos, en combinación con una capa-soporte de acero). Si el % de Pb es alto (15 a20 %), resisten muy bien la corrosión en las instalaciones que producen o utilizanácido sulfúrico.
Proceso de producción del cobre
• Materias primas (minerales sulfurosos y óxidos de cobre)
Pirita (Cu2S•Fe2S3 + ganga)Minerales sulfurosos Calcosina (Cu2S + ganga)
Bornita (Cu5FeS4 + ganga)
Oxidos de cobre Cuprita (Cu2O + ganga)
Vía Seca (minerales sulfurosos)
(i) Trituración o molienda (libera las partículas de la ganga)
(ii) Concentración : Mediante la flotación (mineral sulfuroso + agua +petróleo + aire ⇒ el mineral flota y la ganga se deposita en el fondodel baño). Se obtiene el concentrado de cobre.

37
Materiales de Ingeniería – E. Donoso
Proceso de producción del Cu mediante vía seca (minerales sulfurados)
(iii) Tostación: parte del concentrado se oxida mediante gases calientes:Cu2S + ½ O2 → Cu2O + SO2.
(iv) Fusión: Se utiliza un horno reverbero (o eléctrico, flash, etc) parafundir el concentrado de cobre. Se obtiene la mata o eje (mezcla desulfuro de Cu y sulfuro de Fe) y la escoria (ganga, fundente y óxidode Fe).

38
Materiales de Ingeniería – E. Donoso
(v) Conversión: obtención de Cu blister (2 % de impurezas). Se utilizaun convertidor donde se agrega eje o mata y oxígeno (aire).
Horno convertidor
a) Cu2S + 2FeS + 3O2 → Cu2S + 2FeO + 2SO2
FeO + SiO2 → FeSiO3
b) 2Cu2S + 3O2 → 2 Cu2O + 2SO2
2Cu2O + Cu2S → 6 Cu + SO2
(vi) Afino térmico: fusión en horno reverbero, se oxidan las impurezas yel cobre oxidado se reduce a Cu metálico por pertigado (introducciónde varas de madera verde en el baño)
(vii) Electrorefinación: utilización de celdas electrolíticas (ánodo: Cuimpuro; cátodo: Cu de alta pureza; electrolito: solución de H2SO4)para obtener Cu de alta pureza (99,99 %Cu).
Celda electrolítica
39
Materiales de Ingeniería – E. Donoso
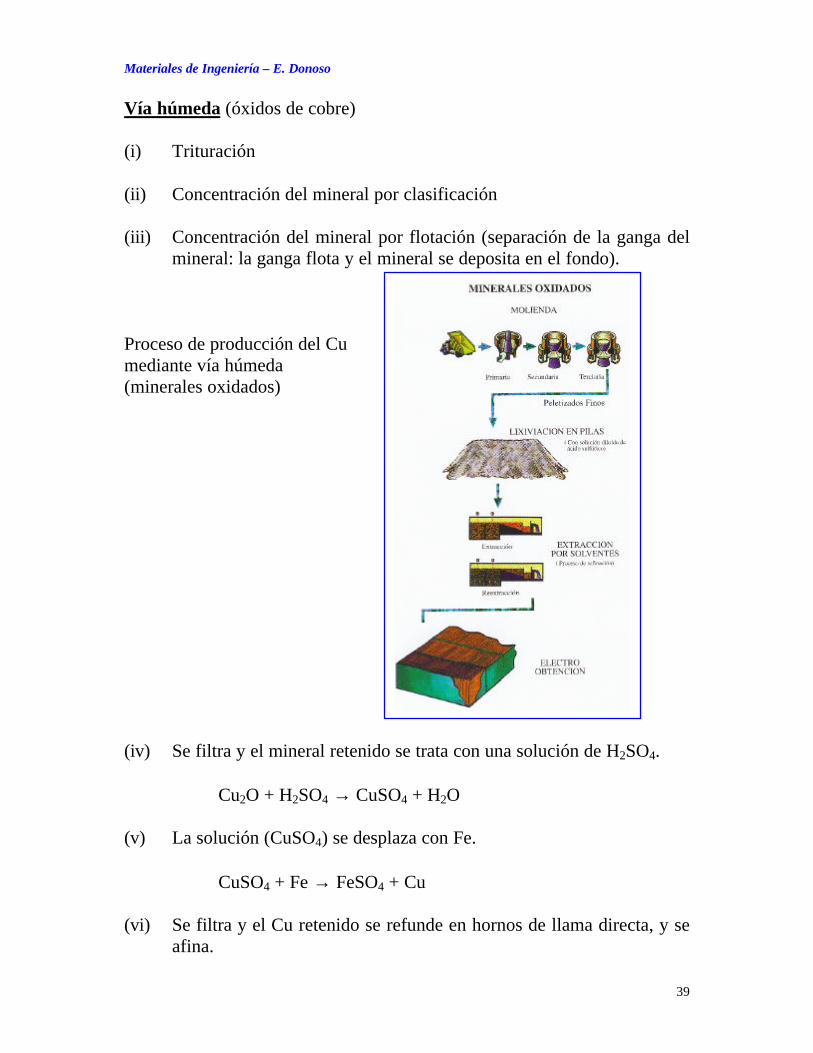
Vía húmeda (óxidos de cobre)
(i) Trituración
(ii) Concentración del mineral por clasificación
(iii) Concentración del mineral por flotación (separación de la ganga delmineral: la ganga flota y el mineral se deposita en el fondo).
Proceso de producción del Cumediante vía húmeda(minerales oxidados)
(iv) Se filtra y el mineral retenido se trata con una solución de H2SO4.
Cu2O + H2SO4 → CuSO4 + H2O
(v) La solución (CuSO4) se desplaza con Fe.
CuSO4 + Fe → FeSO4 + Cu
(vi) Se filtra y el Cu retenido se refunde en hornos de llama directa, y seafina.
40
Materiales de Ingeniería – E. Donoso
PROCESOS DE MANUFACTURA DE METALES Y ALEACIONESMETALICAS
Ø Generalmente se utilizan más de una técnica para terminar unproducto
Ø Sólo se presentarán las principales técnicas de conformado metálico. Nose tratará en este punto las técnicas con arranque de virutas(mecanizado).
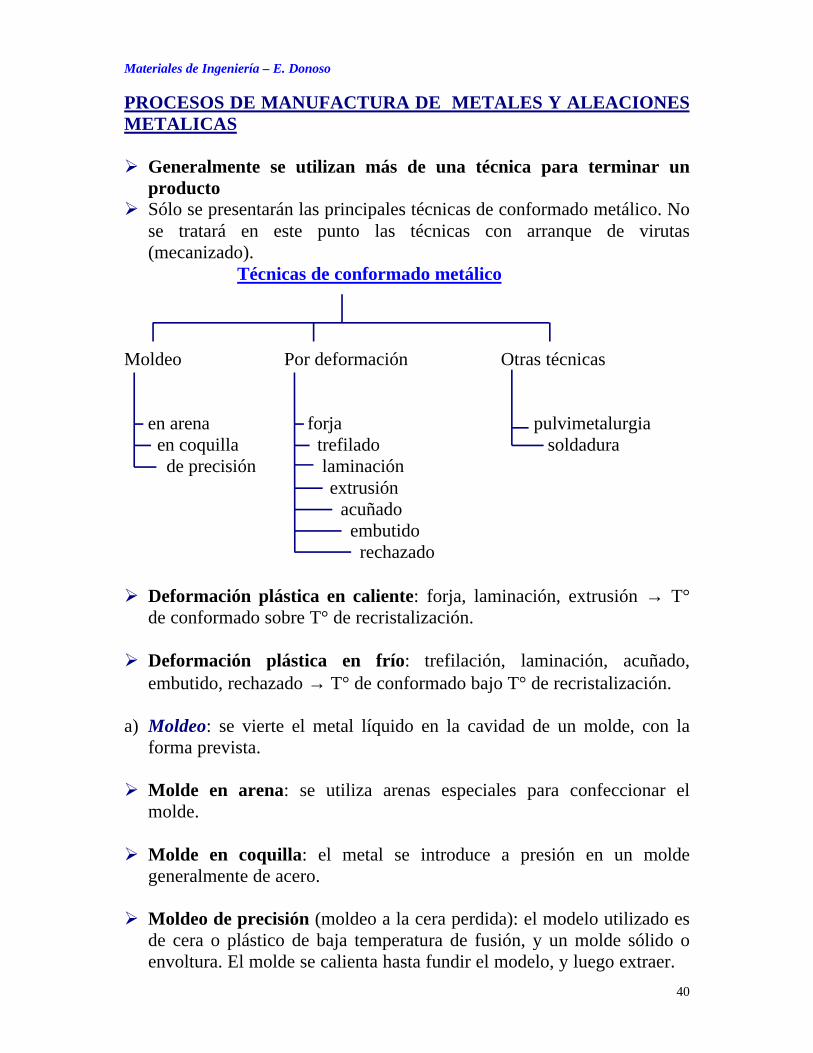
Técnicas de conformado metálico
Moldeo Por deformación Otras técnicas
en arena forja pulvimetalurgia en coquilla trefilado soldadura de precisión laminación
extrusión acuñado embutido
rechazado
Ø Deformación plástica en caliente: forja, laminación, extrusión → T°de conformado sobre T° de recristalización.
Ø Deformación plástica en frío: trefilación, laminación, acuñado,embutido, rechazado → T° de conformado bajo T° de recristalización.
a) Moldeo: se vierte el metal líquido en la cavidad de un molde, con laforma prevista.
Ø Molde en arena: se utiliza arenas especiales para confeccionar elmolde.
Ø Molde en coquilla: el metal se introduce a presión en un moldegeneralmente de acero.
Ø Moldeo de precisión (moldeo a la cera perdida): el modelo utilizado esde cera o plástico de baja temperatura de fusión, y un molde sólido oenvoltura. El molde se calienta hasta fundir el modelo, y luego extraer.

41
Materiales de Ingeniería – E. Donoso
a) modelob) tapa superior moldec) molde completod) molde más alma
b) Por deformación plástica: la deformación se realiza mediante fuerzas otensiones externas, cuya magnitud debe ser superior al límite de fluenciadel material, e inferior al esfuerzo de ruptura.
Ø Forja: deformación en caliente; se martillea una pre-forma o se aplica lafuerza a dos semimatrices en cuyo interior está alojado el material, demanera que ocupe la cavidad de la matriz.
Forja con martillo o matriz
almaalimentación

42
Materiales de Ingeniería – E. Donoso
Ø Extrusión: deformación en caliente; mediante compresión, por esfuerzoaplicado a un embolo, se obliga al material a pasar a través de unorificio, de geometría pre-determinada.
a) extrusión directab) extrusión indirecta
Ø Laminación: deformación en caliente o en frío; se hace pasar elmaterial entre dos rodillos, al aplicar una fuerza de compresión entreambos rodillos el espesor del material disminuye.
Deformación del material mediante laminación
Ø Trefilado: deformación en frío; se hace pasar un alambre o barra através de un orificio (matriz), mediante un esfuerzo de tracción aplicadoen el extremo de salida, con el fin de disminuir su diámetro y/o dar unageometría determinada.
dado o matriz
barra o alambre P
dado o matriz
43
Materiales de Ingeniería – E. Donoso
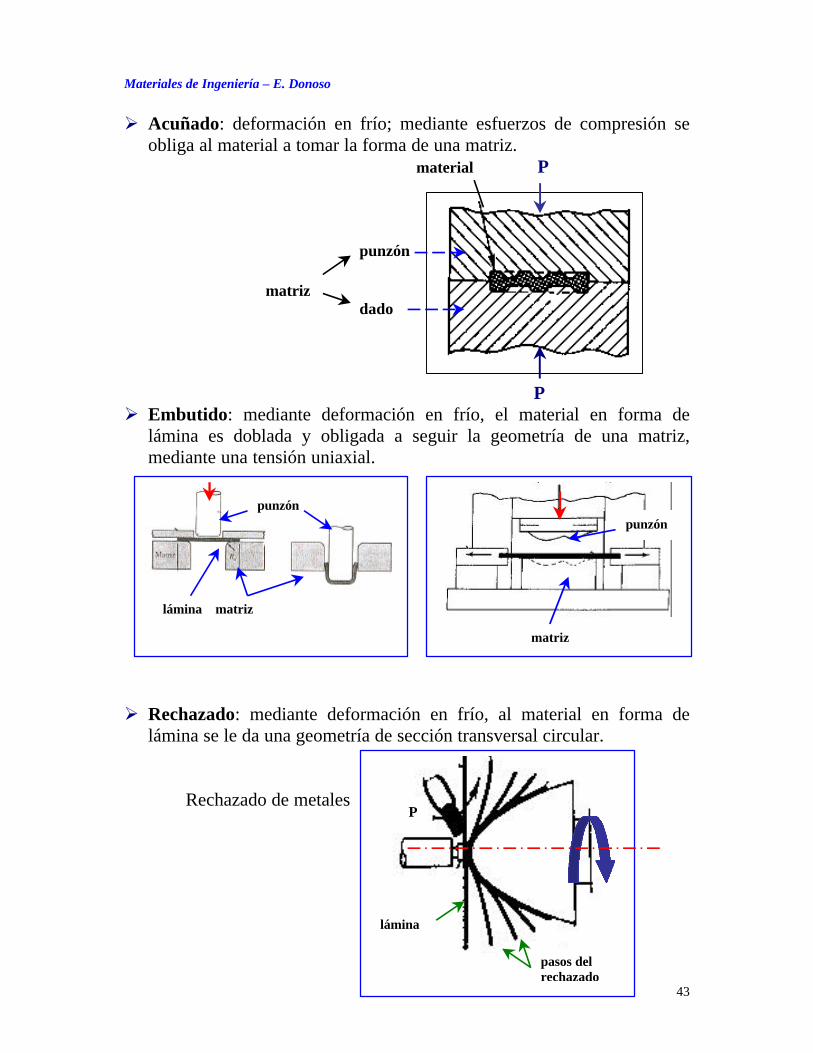
Ø Acuñado: deformación en frío; mediante esfuerzos de compresión seobliga al material a tomar la forma de una matriz.
material P
punzón
matrizdado
PØ Embutido: mediante deformación en frío, el material en forma de
lámina es doblada y obligada a seguir la geometría de una matriz,mediante una tensión uniaxial.
Ø Rechazado: mediante deformación en frío, al material en forma delámina se le da una geometría de sección transversal circular.
Rechazado de metales
matriz
punzón
P
pasos delrechazado
lámina
punzón
lámina matriz

44
Materiales de Ingeniería – E. Donoso
Ø Fabricación de tubos
Por doblado
Por laminación
Por extrusión
Materiales de Ingeniería – E. Donoso
6. MATERIALES CERÁMICOS
6.1 Estructura de los cerámicos
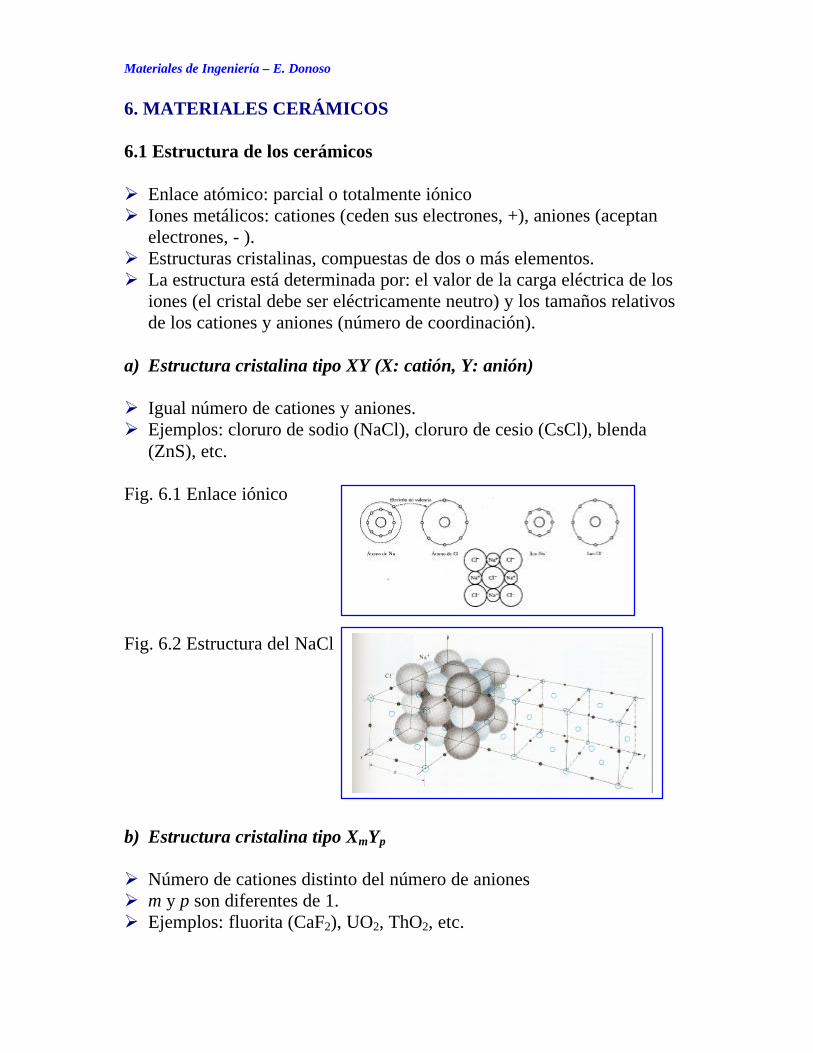
Ø Enlace atómico: parcial o totalmente iónicoØ Iones metálicos: cationes (ceden sus electrones, +), aniones (aceptan
electrones, - ).Ø Estructuras cristalinas, compuestas de dos o más elementos.Ø La estructura está determinada por: el valor de la carga eléctrica de los
iones (el cristal debe ser eléctricamente neutro) y los tamaños relativosde los cationes y aniones (número de coordinación).
a) Estructura cristalina tipo XY (X: catión, Y: anión)
Ø Igual número de cationes y aniones.Ø Ejemplos: cloruro de sodio (NaCl), cloruro de cesio (CsCl), blenda
(ZnS), etc.
Fig. 6.1 Enlace iónico
Fig. 6.2 Estructura del NaCl
b) Estructura cristalina tipo XmYp
Ø Número de cationes distinto del número de anionesØ m y p son diferentes de 1.Ø Ejemplos: fluorita (CaF2), UO2, ThO2, etc.

Materiales de Ingeniería – E. Donoso
Fig. 6.3 Flurita (CaF2)
(Ca2+, F-)
c) Estructura cristalina tipo XmZnYp
Ø Dos tipos de cationes (X y Z) y un anión (Y)Ø Ejemplos: perouskita (BaTiO3), SrZrO3, SrSnO3, espinela (MgAl2O4,
FeAl2O4).
Fig. 6.4 Perouskita (BaTiO3)Ti4+
O2-
Ba+2
d) Densidad ρρ de los cerámicos cristalinos
(( ))Ac
XY
NV
AAn ∑∑ ∑∑++==ρρ
n: N° de ionesΣAY, ΣAX: suma de pesos atómicos de cationes y aniones, respectivamenteVc: volumen de la celda unitaria NA: N° de Avogadro (&,023 x 1023 iones/mol).
Materiales de Ingeniería – E. Donoso
6.2 Cerámicas formadas por silicatos
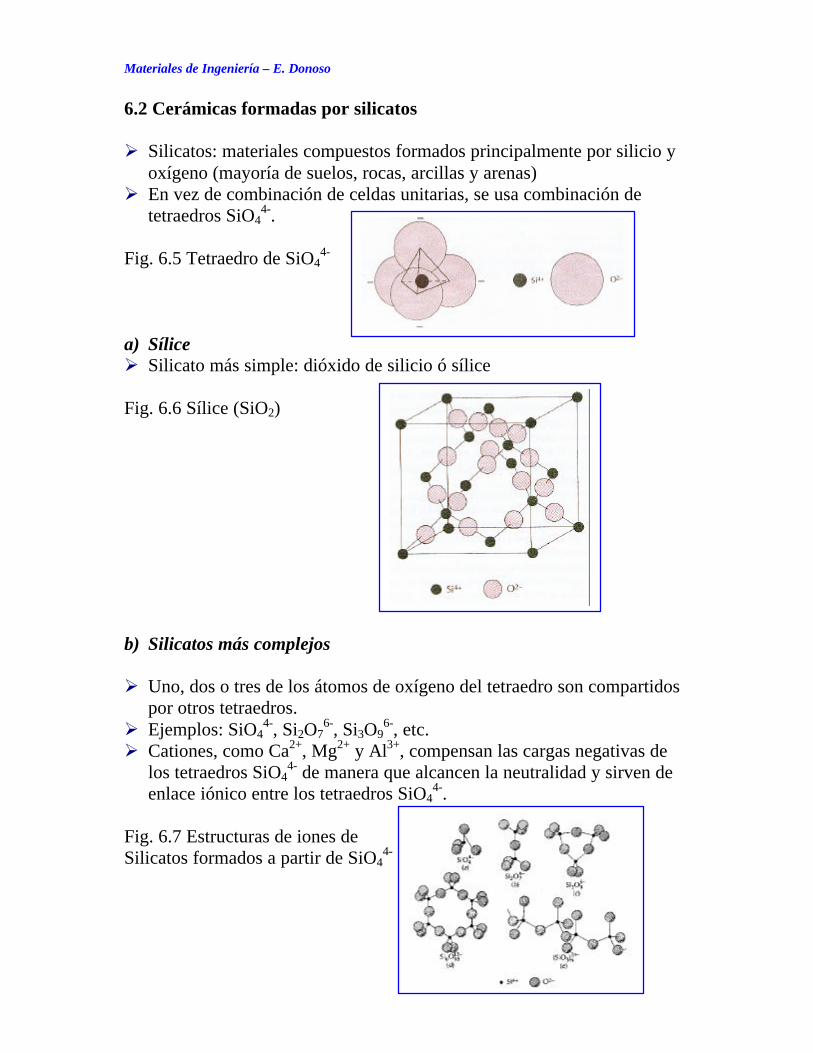
Ø Silicatos: materiales compuestos formados principalmente por silicio yoxígeno (mayoría de suelos, rocas, arcillas y arenas)
Ø En vez de combinación de celdas unitarias, se usa combinación detetraedros SiO4
4-.
Fig. 6.5 Tetraedro de SiO44-
a) SíliceØ Silicato más simple: dióxido de silicio ó sílice
Fig. 6.6 Sílice (SiO2)
b) Silicatos más complejos
Ø Uno, dos o tres de los átomos de oxígeno del tetraedro son compartidospor otros tetraedros.
Ø Ejemplos: SiO44-, Si2O7
6-, Si3O96-, etc.
Ø Cationes, como Ca2+, Mg2+ y Al3+, compensan las cargas negativas delos tetraedros SiO4
4- de manera que alcancen la neutralidad y sirven deenlace iónico entre los tetraedros SiO4
4-.
Fig. 6.7 Estructuras de iones deSilicatos formados a partir de SiO4
4-
Materiales de Ingeniería – E. Donoso
c) Vidrios de sílice
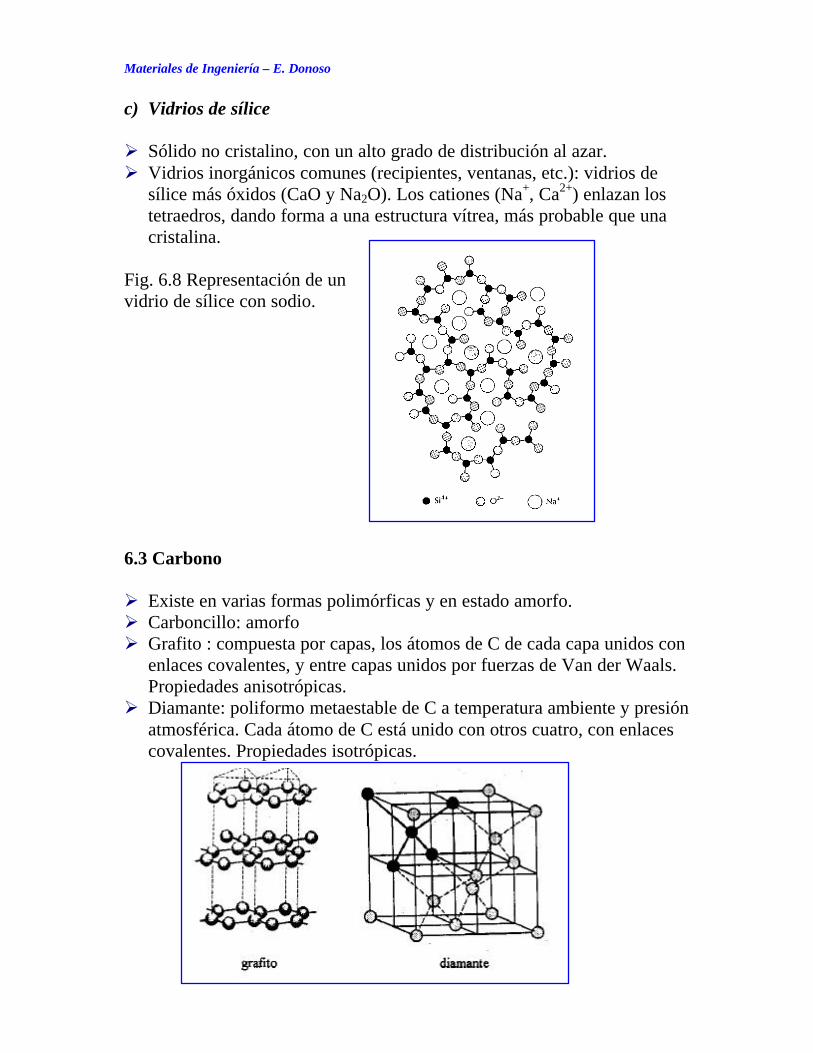
Ø Sólido no cristalino, con un alto grado de distribución al azar.Ø Vidrios inorgánicos comunes (recipientes, ventanas, etc.): vidrios de
sílice más óxidos (CaO y Na2O). Los cationes (Na+, Ca2+) enlazan lostetraedros, dando forma a una estructura vítrea, más probable que unacristalina.
Fig. 6.8 Representación de unvidrio de sílice con sodio.
6.3 Carbono
Ø Existe en varias formas polimórficas y en estado amorfo.Ø Carboncillo: amorfoØ Grafito : compuesta por capas, los átomos de C de cada capa unidos con
enlaces covalentes, y entre capas unidos por fuerzas de Van der Waals.Propiedades anisotrópicas.
Ø Diamante: poliformo metaestable de C a temperatura ambiente y presiónatmosférica. Cada átomo de C está unido con otros cuatro, con enlacescovalentes. Propiedades isotrópicas.

Materiales de Ingeniería – E. Donoso
6.4 Propiedades mecánicas de los cerámicos
a) Tenacidad de fractura
Ø Fractura frágilØ Tenacidad de fractura KIC: capacidad de un cerámico para resistir la
fractura, cuando se ha formado una grieta.
aYK IC ππσσ==
Y: parámetro adimensional, función de la geometría de la probeta y de lagrieta.σ: tensión aplicadaa: longitud de una grieta superficial o mitad de una grieta interna.
b) Módulo de ruptura σσmr
Ø σmr: resistencia a la flexión, tensión a la fractura en ensayo de flexión.
Fig. 6.10 Ensayo de flexiónpor tres puntos
M: momento de flexión máx.c: distancia desde el centro de la probeta a las fibras externasI: momento de inercia
i) Sección rectangular: 2f
mrbd2
LF3==σσ
ii) Sección circular: 3f
mrR
LF3ππ
==σσ
Ff: carga de fracturaL: distancia entre puntos de apoyo
Materiales de Ingeniería – E. Donoso
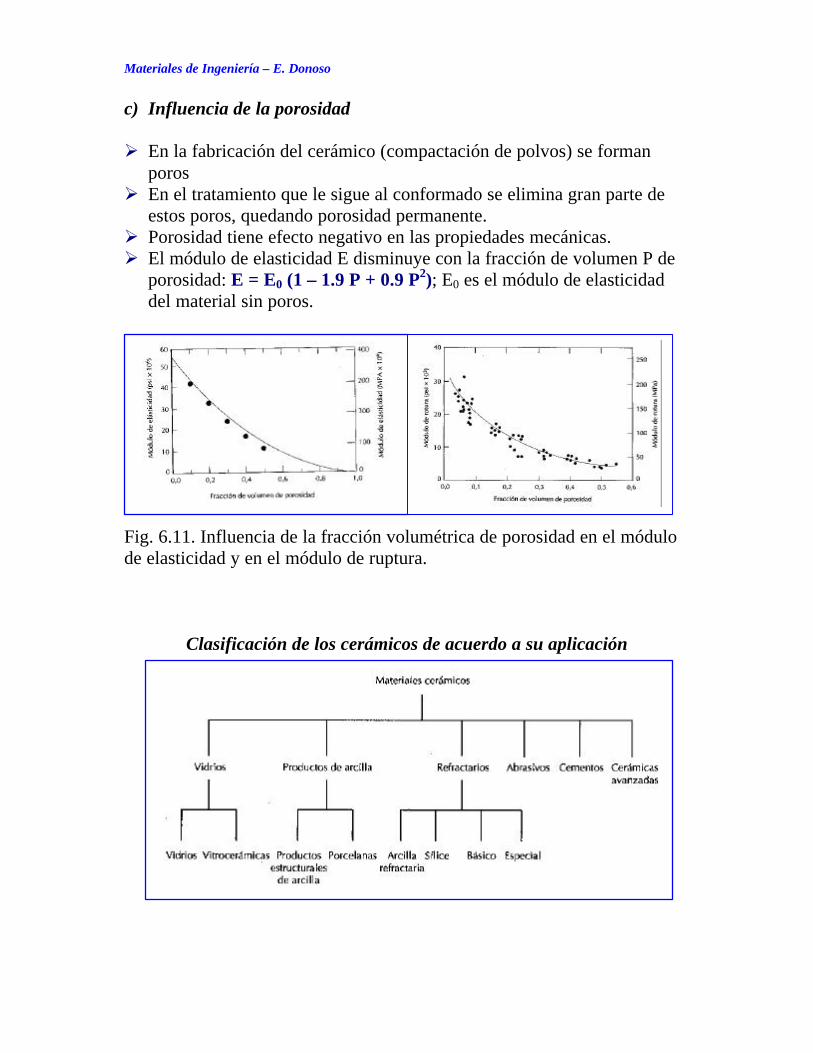
c) Influencia de la porosidad
Ø En la fabricación del cerámico (compactación de polvos) se formanporos
Ø En el tratamiento que le sigue al conformado se elimina gran parte deestos poros, quedando porosidad permanente.
Ø Porosidad tiene efecto negativo en las propiedades mecánicas.Ø El módulo de elasticidad E disminuye con la fracción de volumen P de
porosidad: E = E0 (1 – 1.9 P + 0.9 P2); E0 es el módulo de elasticidaddel material sin poros.
Fig. 6.11. Influencia de la fracción volumétrica de porosidad en el módulode elasticidad y en el módulo de ruptura.
Clasificación de los cerámicos de acuerdo a su aplicación

Materiales de Ingeniería – E. Donoso
Arcillas y porcelanas
Ø Arcillas: aluminosilicatos (alúmina, Al2O3, y sílice, SiO2) más agua.Ejemplos: ladrillos de construcción, baldosas, tuberías de aguaresiduales.
Ø Porcelanas: aluminosilicatos, adquieren el color blanco después de lacocción a altas temperaturas. Ejemplos: alfarería, vajillas, artículossanitarios, etc.
Ø Estructura de las arcillas y porcelanas: caolinita Al2(Si2O5)(OH)4
Refractarios
Ø Mezcla de Al2O3, SiO2, MgO, Fe2O3, CaO, y a veces Cr2O3, TiO2.
Ø Capacidad de soportar altas temperaturas sin fundir ni descomponerse,no reaccionan cuando son expuestos a medios agresivos. Capacidad deproducir aislamiento térmico.
Ø Ejemplos: revestimientos de hornos.
Ø Arcillas refractarias: mezclas de arcillas refractarias de alta pureza(alúmina y sílice), con un 25 a 45 % de alúmina)
Ø Refractarios de sílice: principal ingrediente es la sílice.
Ø Refractarios básicos: refractarios ricos en periclasa (MgO calcinada).
Ø Refractarios especiales: óxidos de alta pureza, como alúmina, sílice,magnesia, circona (ZrO2), mullita (3Al2O3-2SiO2); otros son compuestosde carburos (por ejemplo SiC), carbón y grafito.

Materiales de Ingeniería – E. Donoso
Técnicas de conformado de los materiales cerámicos
Fig. 6.14 Prensado ysoplado de vidrio parafabricar una botella.

Materiales de Ingeniería – E. Donoso
6.15. Moldeo y Sinterización
Ø Molienda dematerias primas
Ø Tamizado
Ø Mezcla de polvoscon agua u otrosingredientes

54
Materiales de Ingeniería – E. Donoso
7. CEMENTOS Y HORMIGONES
7.1 CEMENTOSCementos simples (sulfato de calcio, morteros de yeso, etc.)
Materiales cementantesCementos complejos (cemento portland, etc.)
Cementos portland: mezcla de clínker (molido) + 2 a 3% de yeso
§ Materias primas:- cal (CaO) → C- sílice (SiO2) → S- alúmina (Al2O3) → A- óxido de hierro (Fe2O3) → F
§ Proceso:a) molienda y mezcla, en proporciones adecuadas, de las materias primas.b) mezcla se somete a temperaturas entre 1400 y 1650 °C en un hornorotatorio.
c) producto obtenido: clinkerd) el clinker se enfría, se mezcla con yeso (CaSO4•2H2O), y se pulveriza
Ø Composición química: consta de 4 componentes:
Componente Fórmula química Abreviaturasilicato tricálcico 3CaO•SiO2 C3Ssilicato dicálcico 2CaO•SiO2 C2Saluminato tricálcico 3CaO•Al2O3 C3Aferroaluminato tetracálcico 4CaO•Al2O3•Fe2O3 C4AF
C3S C2SFigs. Estructura del clinker

55
Materiales de Ingeniería – E. Donoso
Ø Endurecimiento del cemento: endurece al reaccionar el C3S y C2S con el agua(reacción de hidratación), produciendo el silicato tricálcico hidratado (gel coloidalde partículas de menos de 1 µm) e hidróxido de calcio (material cristalino)
Reacciones de hidratación:
2(3Ca•SiO2) + 6H2O → 3CaO•2SiO2•3H2O + 3Ca(OH)2 + calor{ 2 C3S + 6 H →→ C3S2H3 + 3 CH }
2(2Ca•SiO2) + 4H2O → 3CaO•2SiO2•3H2O + Ca(OH)2 + calor{ 2 C2S + 4 H →→ C3S2H3 + CH }
gel coloidal H = agua
agua
cemento reacción inicial
gel coloidal cemento agua residual
Fig. Resistencia a la compresiónde los componentes del cementoen función del tiempo de curado
0
10
20
30
40
50
60
0 20 40 60 80 100
tiempo, días
Res
iste
ncia
com
pres
ión,
Mpa
C3S
C2S
C3A+CSH2
C4AF+CSH2

56
Materiales de Ingeniería – E. Donoso
Grado (resistencia mecánica)Tiempo defraguado
(h)
Tiempo defraguado
(h)
Resistencia acompresión
(kg/cm2)
Resistencia acompresión
(kg/cm2)
Resistenciaa flexión(kg/cm2)
Resistenciaa flexión(kg/cm2)
I.F. F.F. 7 días 28 días 7 días 28 díasCorriente ≥ 1 ≤ 12 ≥ 180 ≥ 250 ≥ 35 ≥ 45Alta resistencia ≥ 3/4 ≤ 10 ≥ 250 ≥ 350 ≥ 45 ≥ 55* I.F.: Inicio de fraguado F.F.: Fin de fraguado.
Tipos de cementos portland:
Tipo de cemento Composición, % en peso *C3S C2S C3A C4AF
Común 55 20 12 9Moderado (calor y resistencia al sulfato) 45 30 7 12Endurecimiento rápido 65 10 12 8Bajo calor de hidratación 25 50 5 13Resistente al sulfato 40 35 3 14* Las diferencias corresponden a yeso y a componentes como MgO, sulfatos alcalinos, etc.
Otros Tipos de cementos:
Ø Cementos puzolánicos: Inicialmente se usó puzolana (arcillas y esquistoscalcinados) mezclada con cal. Actualmente se añade en fábrica al clínker portland,junto al yeso
Ø Cementos siderúrgicos: se emplea escoria de alto horno (enfriada bruscamente conexceso de agua) como adición al clínker.
Clasificación
Componentes (%)
Portland PortlandSiderúrgicos
Siderúrgicos PortlandPuzolánicos
Puzolánicos
Materias extrañas ≤ 3 ≤ 3 ≤ 3 ≤ 3 ≤ 3Clinquer ≥ 93 ≥ 63 18 - 70 ≥ 63 43 - 70Puzolana - - - ≤ 30 30 - 50Escoria - ≤ 30 30 - 75 - -Sulfato (SO3) ≤ 4 ≤ 4 ≤ 4 ≤ 4 ≤ 4

57
Materiales de Ingeniería – E. Donoso
Fabricación del Cemento
I. Materia prima: (1) Caliza proveniente de la mina. (2) Planta trituradora, se reduce detamaño el mineral. (3) tren calero, deposita el mineral en las tolvas. (4) Tolvas de acceso a lafábrica.
II. Tratamiento de crudos: (5) Cancha de ingredientes primarios, se mantiene el mineralseparado (alta y baja ley). (6) Dosificación y mezcla, donde después pasa a los molinossecadores. (7) Silos de crudo, antes de ingresar a los silos el polvo seco es homogeneizado.
III. Sinterización: (8) Hornos rotatorios, por la derecha entra el crudo y por la izquierda sale elsinterizado y entra el combustible y el aire (la temperatura aumenta a medida que el materialavanza hacia su salida). (11) Combustible, carbón de piedra molido y seco. (9) y (10)Tratamiento del combustible (es este caso carbón).
IV. Ingredientes finales: (12) Enfriadores, donde se descarga el producto del horno:CLINKER. (14) Cancha de ingredientes finales, además del clinker acá se encuentran lasadiciones como la puzolana, yeso crudo, etc. (13) Acceso de adiciones.
V. Molienda final: (15) Molienda del clinker granulado grueso más las adiciones y aditivos.(16) Silos de almacenamiento del cemento.
VI. Envasado del cemento y despacho (17) a (20).
58
Materiales de Ingeniería – E. Donoso
7.2 HORMIGON ó Concreto
§ Materias primas: - cemento (7 – 15 % en volumen)- Arena (24 – 30 % en vol.)- Agregados (31 – 50 % en vol.)- Agua (14 – 21 % en vol.)
• Agregados: materiales inertes como arena, grava y piedras que se mezclan con elcemento. Su función es actuar como material de relleno (60 a 80 % del volumentotal).
- agregado fino: arena → agregado que pasa por completo una malla N° 4 (4,75mm), y retiene casi por completo una malla N° 200 (75 µm)
- agregado grueso: grava y piedras → material retenido en la malla N° 4 (4,75 mm)
Ø Factores a considerar en una mezcla de hormigón:
- Trabajabilidad del hormigón: debe ser capaz de fluir o sercompactado a la forma del recipiente.
- Resistencia y durabilidad: debe tener requerimientosespecíficos de resistencia y durabilidad.
- Economía y producción: debe considerarse el costo deproducción.
Ø Otros factores:
- El reforzamiento es mayor, mientras más pequeñas y uniformes sean las partículas,aunque la resistencia óptima se logra (empaquetamiento denso del agregado y buencontacto de las intercaras) con partículas de dos diferentes tamaños; partículas finasde arena deben ocupar los espacios vacíos entre partículas de grava.
- Deficiencia de H2O ⇒ unión incompleta entre el cemento y el agregado.
- Exceso de H2O ⇒ aumento de la porosidad
• Mortero: mezcla de: cemento + agua + agregado fino
• Hormigón o concreto: mezcla de: cemento + agua + agregado grueso
59
Materiales de Ingeniería – E. Donoso
• Módulo de elasticidad del hormigón, EH
−−
= += +
1
a cH
a c
V VE
E E
- Ea, Ec: módulos de elasticidad del agregado y cemento respectivamente. - Va, Vc: fracciones volumétricas del agregado y cemento respectivamente.
Tipos de hormigones:
• Hormigón armado: hormigón reforzado con barras de acero. Debido a su bajaresistencia a la tracción del hormigón, estos esfuerzos son transferidos desde elhormigón a las barras de acero.
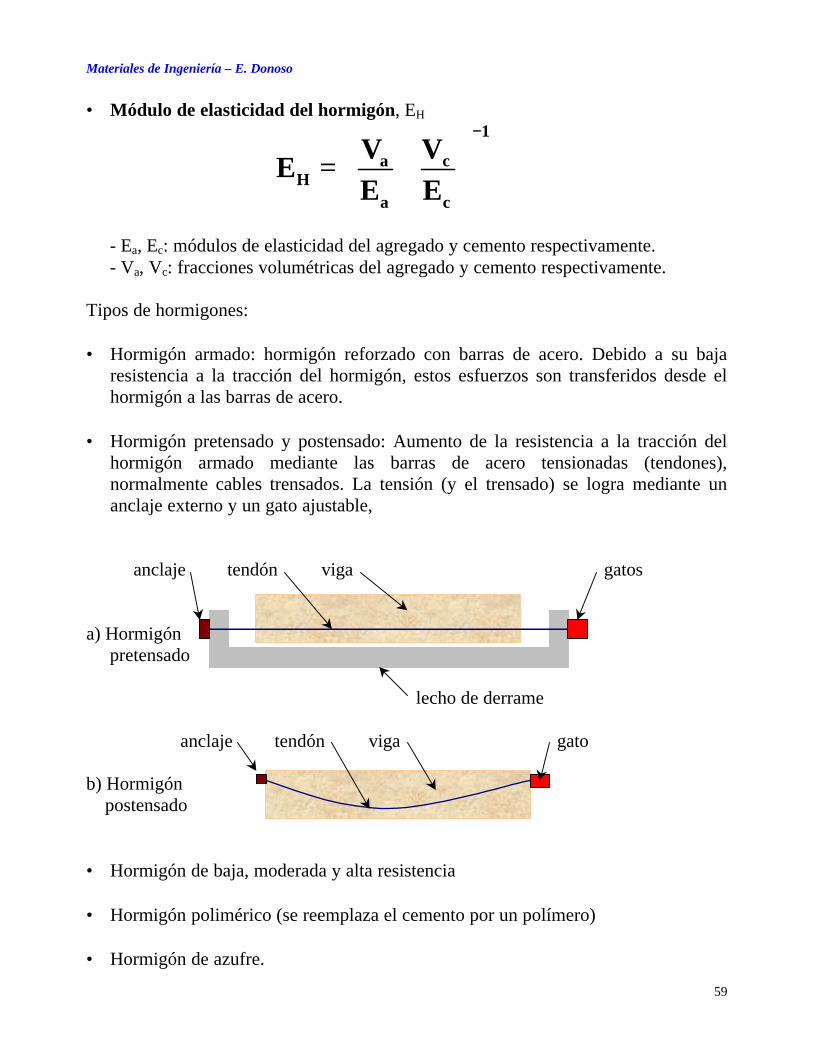
• Hormigón pretensado y postensado: Aumento de la resistencia a la tracción delhormigón armado mediante las barras de acero tensionadas (tendones),normalmente cables trensados. La tensión (y el trensado) se logra mediante unanclaje externo y un gato ajustable,
anclaje tendón viga gatos
a) Hormigón pretensado
lecho de derrame
anclaje tendón viga gato
b) Hormigón postensado
• Hormigón de baja, moderada y alta resistencia
• Hormigón polimérico (se reemplaza el cemento por un polímero)
• Hormigón de azufre.

58
Materiales de Ingeniería – E. Donoso C.
8. POLÍMEROS
Polímero → estructuras moleculares de alto peso molecular, construidaspor repeticiones de unidades más pequeñas, meros (monómeros).
H H H H H H H H C C C C C C C C cloruro de polivinilo (PVC) H Cl H Cl H Cl H Cl
unidad monomérica
Clasificación de las moléculas poliméricas:
Características moleculares
Química Tamaño Forma Estructura
unidad peso cadena plegadamonomérica molecular doblada
lineal ramificada entrecruzada reticulada
estados isoméricos
estereoisoméricos isoméricos geométricos
isotáctico sindiotáctico atáctico Cis Trans
Tamaño: Peso molecular medio Mw = ∑wi Mi

59
Materiales de Ingeniería – E. Donoso C.
Estructura Molecular
a) Polímeros lineales:(polietileno, cloruro depolivinilo, poliestireno, etc.)
** cada círculo representauna unidad monomérica
b) Polímeros ramificados:(cloruro de polivinilo, poliestireno)
c) Polímeros entrecruzados:(caucho)
d) Polímeros reticulados:(epoxy)
Estados Isoméricos
a) Estereoisomería H H H H H H H H
- Isotáctica: C C C C C C C C
H R H R H R H R

60
Materiales de Ingeniería – E. Donoso C
H H H R H H H R
- Sindiotáctica: C C C C C C C C H R H H H R H H
H H H H H R H H
- Atáctica: C C C C C C C C H R H R H H H R
b) Isomería geométrica (configuraciones de la cadena en unidadesmonoméricas que tienen doble enlaces entre átomos de carbón).
Ejemplo: Isopropeno:
CH3 H CH3 CH2
C = C C = C
CH2 CH2 CH2 H
Cis (cis-isopropeno, caucho) Trans (tras-isopropeno, gutapercha)
Peso Molecular, Mn y Mw
- Peso molecular medio numérico, Mn: se distribuyen las cadenas en unaserie de intervalos de tamaño, y luego se determina la fracción delnúmero total de cadenas correspondiente a cada intervalo de tamaño.
Mn = ∑xi Mi
Mi, xi corresponden al peso molecular y a la fracción del número total decadenas correspondiente al intervalo de tamaño i, respectivamente.
- Peso molecular medio másico, Mw: peso de la fracción de moléculasincluidas dentro de varios intervalos de tamaños.
61
Materiales de Ingeniería – E. Donoso C
Mw = ∑wi Mi
wi corresponde al peso de la fracción de moléculas situadas dentro delcorrespondiente intervalo de tamaños.
Principales tipos de polímeros
Termoplásticos: se deforman por calor (polietileno-PE,polipropileno-PP, nylon, cloruro de polivinilo-PVC, etc.)
a) Plásticos:Termoestables: forma permanente se obtiene por reacciónquímica (resina epoxy, poliester-fibra de vidrio, fenol-folmaldehido-bakelita, etc.)
b) Elastómeros: cauchos, deformación elástica no lineal (poli-isopropeno-goma natural, policloropropeno-neoprene, etc.)
c) Naturales: celulosa, proteinas, etc.
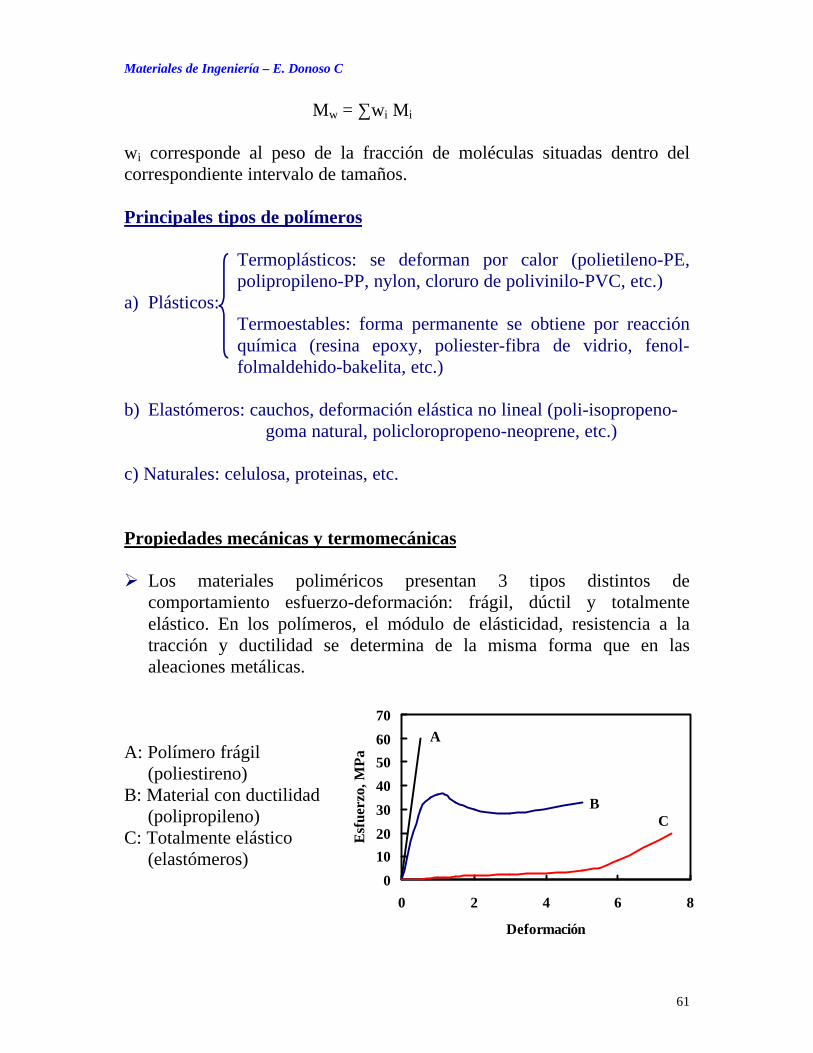
Propiedades mecánicas y termomecánicas
Ø Los materiales poliméricos presentan 3 tipos distintos decomportamiento esfuerzo-deformación: frágil, dúctil y totalmenteelástico. En los polímeros, el módulo de elásticidad, resistencia a latracción y ductilidad se determina de la misma forma que en lasaleaciones metálicas.
A: Polímero frágil (poliestireno)B: Material con ductilidad (polipropileno)C: Totalmente elástico (elastómeros)
0
10
20
30
40
50
60
70
0 2 4 6 8
Deformación
Esf
uerz
o, M
Pa
A
BC

62
Materiales de Ingeniería – E. Donoso C
Ø Influencia de la Temperatura:
Ejemplo:
Metacrilatode metilo
Cristalinidad polimérica:
Ø Ordenamiento (empaquetamiento) de cadenas moleculares para produciruna disposición atómica ordenada.
Estructura cristalina y lacelda unidad del polietileno, ysu relación con la estructura dela cadena molecular.
Ø Substancia moleculares constituidas por pequeñas moléculas soncristalinas al estado sólido y amorfas al estado líquido (agua, metano,etc.)
Ø Moléculas poliméricas, por su tamaño y complejidad, son generalmentesemicristalinas con regiones cristalinas dispersas dentro de un materialamorfo.
0
20
40
60
80
0 0.1 0.2 0.3 0.4
Deformación
Esf
uer
zo, M
Pa
4°C
20°C
30°C40°C
50°C
60°C 1.3

63
Materiales de Ingeniería – E. Donoso C
Grado de cristalinidad, %: desde completamente amorfo a casi totalmentecristalinas (95 %)
(( ))(( ))
c s a
s c a
% cristalinidad 100ρ ρ − ρρ ρ − ρ
= ×= ×ρ ρ − ρρ ρ − ρ
ρs, ρa y ρc corresponden a las densidades del polímero al que se deseamedir la cristalinidad, del polímero totalmente amorfo y del polímerototalmente cristalino, respectivamente.
El grado de cristalinidad depende de:- velocidad de enfriamiento durante la solidificación- configuración de la cadena
Técnicas de conformado
El procedimiento a utilizar depende de: tipo de material (termoplástico,elastómero, etc.), de la temperatura de ablandamiento, la estabilidad delmaterial, la geometría y el tamaño del producto.
Ø Conformado de plásticos:- moldeo por compresión- moldeo por transferencia- moldeo por inyección- moldeo por extrusión- moldeo por soplado- colada
Ø Conformado de elastómeros:
- Vulcanización: proceso de entrecuzamiento conseguida mediante unareacción química no reversible. Generalmente se agrega azufre alelastómero en caliente; los átomos de S unen cadenas vecinas formandoel entrecruzamiento.

64
Materiales de Ingeniería – E. Donoso C
a) Extrusión de termoplásticos
b) Soplado de termoplásticos aire comprimido
preforma producto soplado
matriz
c) Inyección de termoplásticos
presión
d) Moldeo por transferencia de termoestables
preforma no polímero fundido polimero inyectado polimerizado sin polimerizar empieza a polimerizarse
material polimérico
producto extruido
material poliméricomolde
cámara de calentamiento producto final

65
Materiales de Ingeniería – E. Donoso C
e) Compresión de termoestables
placa punzón
guías
calentamiento yenfriamiento
material a moldearcavidad del molde
émbolo
molde
calentamiento yenfriamiento

106
Materiales de Ingeniería – E Donoso C.
9. MATERIALES COMPUESTOS
Ø Material multifase, donde las fases son químicamente distintas yseparadas por una superficie.
Ø Combinación de dos o más materiales para dar una combinación depropiedades, que no ser pueden obtener con los constituyentesindividuales. Se espera alta resistencia y baja densidad (relaciónresistencia-peso).
Ø Posibles combinaciones:
Ø Compuestos que trabajen a una temperatura menor a 200 °C,generalmente usan como matriz un polímero.
Ø Compuestos que trabajen a temperaturas mayores, usualmente usancomo matriz un metal. Estos son fabricados por un proceso de polvos,por infiltración de fibras o partículas en el metal fundido, ó mediantemezcla de materiales particulados en la fundición.
Ø A temperaturas altas los compuestos cerámicos tienen un uso potencial.Fibras cerámicas adentro de un compuesto cerámico a menudo puedenabsorber la energía durante la propagación de grietas, disminuyendo elcrecimiento de ellas.
Ø Matriz: es la fase continua y que rodea a la otra fase
Ø Fase dispersa: es la fase de refuerzo, dentro de la matriz.
metal
metal
polímeropolímero cerámico cerámico

107
Materiales de Ingeniería – E Donoso C.
Tipos de fases dispersas:
reforzadas con partículas partículas grandesconsolidado por dispersión
reforzados con fibras contínuas (alineadas)Compuestos discontínuas (cortas) alineadas
al azar estructural laminares
paneles sandwich
Propiedades de los compuestos son función de:
c) propiedades de las fases constituyentesb) proporciones relativas (fracción de volumen)c) geometría de la fase dispersa
fracción de tamañovolumen
forma distribución
orientación

108
Materiales de Ingeniería – E Donoso C.
Regla de las mezclas
Ø Predice que el módulo elástico del compuesto (Ec) está comprendidoentre un máximo y un mínimo y es función de la fracción de volumen(V).
Máximo: ffmmc VEVEE ++== m : matriz
f: fase dispersa
Mínimo:mffm
pmc VEVE
EEE
++==
donde: Vm = 1 – Vf
Relación resistencia-peso:
Ø Resistencia específica: RE = σ/ρ
Ø Módulo específico: ME = E/ρ
σ: límite de fluenciaρ: densidadE: módulo de elasticidad

109
Materiales de Ingeniería – E Donoso C
9.1. MATERIALES COMPUESTOS REFORZADOS CONPARTÍCULAS
Ø El grado de aumento de las propiedades de la matriz depende de lafuerza de cohesión en la interfase matriz-partícula.
Ø En la mayoría de los compuestos, la fase dispersa es más dura yresistente que la matriz (más blanda y dúctil). Las partículas tienden arestringir el movimiento de la matriz.
Ø Las propiedades mecánicas aumentan al incrementarse la cantidad departículas.
9.1.1 Reforzados con partículas grandes (>> 1 µµm)
Ø Las interacciones matriz-partícula se describen mediante la mecánicacontinua, y no a nivel atómico o molecular.
Ø El módulo elástico del compuesto, Ec, está comprendido entre unmínimo y un máximo, según la regla de las mezclas.
Máximo: ffmmc VEVEE ++== m : matriz
f: fase dispersa
mínimo:mffm
pmc VEVE
EEE
++== Vm = 1 – Vf
Ejemplo: Partículas de W enuna matriz de Cu.
Ø Densidad del compuesto, ρc = Vmρm + Vf1ρf1 + Vf2ρf2 + ….. + Vfnρfn ,cuando hay n constituyentes.
110
Materiales de Ingeniería – E Donoso C
Ejemplos:
i) Hormigón
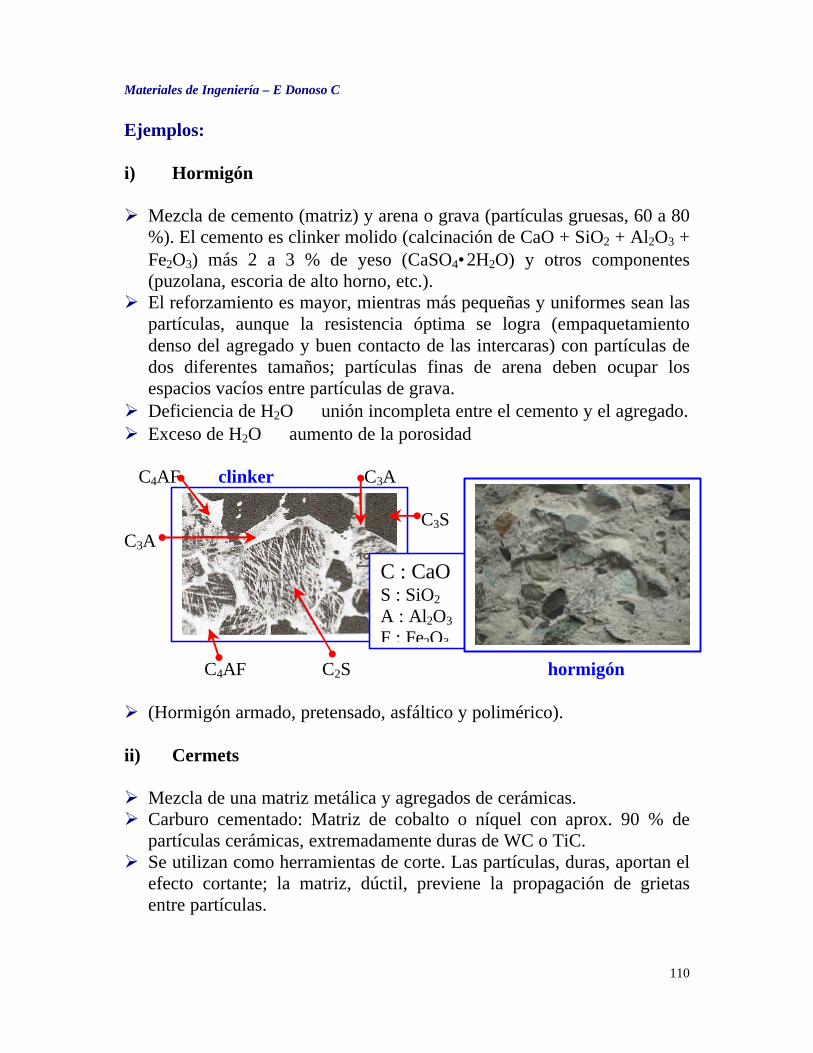
Ø Mezcla de cemento (matriz) y arena o grava (partículas gruesas, 60 a 80%). El cemento es clinker molido (calcinación de CaO + SiO2 + Al2O3 +Fe2O3) más 2 a 3 % de yeso (CaSO4•2H2O) y otros componentes(puzolana, escoria de alto horno, etc.).
Ø El reforzamiento es mayor, mientras más pequeñas y uniformes sean laspartículas, aunque la resistencia óptima se logra (empaquetamientodenso del agregado y buen contacto de las intercaras) con partículas dedos diferentes tamaños; partículas finas de arena deben ocupar losespacios vacíos entre partículas de grava.
Ø Deficiencia de H2O ⇒ unión incompleta entre el cemento y el agregado.Ø Exceso de H2O ⇒ aumento de la porosidad
C4AF clinker C3A
C3SC3A
C4AF C2S
C4AF C2S hormigón
Ø (Hormigón armado, pretensado, asfáltico y polimérico).
ii) Cermets
Ø Mezcla de una matriz metálica y agregados de cerámicas.Ø Carburo cementado: Matriz de cobalto o níquel con aprox. 90 % de
partículas cerámicas, extremadamente duras de WC o TiC.Ø Se utilizan como herramientas de corte. Las partículas, duras, aportan el
efecto cortante; la matriz, dúctil, previene la propagación de grietasentre partículas.
C : CaOS : SiO2
A : Al2O3
F : Fe2O3
111
Materiales de Ingeniería – E Donoso C
iii) Caucho con negro de humo
Ø Mezcla de plásticos reforzados con partículas de negro de humo(partículas esféricas de carbón, producidas por combustión incompletadel gas natural u otros derivados del petróleo).
Ø La adición del negro de humo, partículas entre 20 y 50 nm, aumenta latenacidad y la resistencia a la tracción, torsión y desgaste.
Ø Los neumáticos para autos contienen entre el 15 y 30 % en volumen denegro de humo.
9.1.2 Reforzados con partículas dispersas (<< 1 µµm)
Ø Las partículas tienen un diámetro aproximado entre 10 y 100 nm
Ø Las interacciones matriz-partícula se pueden describir a nivel atómico omolecular.
Ø El endurecimiento de la matriz se produce debido a la interacción de laspartículas con las dislocaciones (mecanismo de corte o de Orowan).
Ø El incremento de la resistencia del compuesto, cuando las partículas sonincoherentes con la matriz, está inversamente relacionado con elespaciado entre partículas (dp). El esfuerzo de corte necesario para quelas dislocaciones se muevan a través de las partículas (Orowan) esfunción de este espaciado: τ = (Gmb)/dp; Gm es el módulo de cizalle dela matriz y b el vector de Burger.
Ø La fase dispersa puede ser metálica o no metálica (óxidos).
Ø El endurecimiento de la matriz por dispersión es menor que porprecipitación, pero se mantiene a elevadas temperaturas, en cambio laprecipitación desaparece por tratamientos térmicos (crecimiento delprecipitado o disolución de éstas).
Ø Ejemplos: Níquel con toria dispersa (Ni más 3 % vol. de ThO2). Cuendurecido con TiC, TiN, TiO2 y/o Al2O3. Polvo de aluminiosinterizado (SAP), matriz metálica de Al con pequeñas escamasdispersas de aluminio recubiertas con alúmina.

112
Materiales de Ingeniería – E Donoso C
Carburo de tugsteno en una matriz de Co.
Partículas de Ti02 en una matriz de cobre

113
Materiales de Ingeniería – E Donoso C
9.2. MATERIALES COMPUESTOS ESTRUCTURALES
Ø Sus propiedades dependen de los materiales constituyentes y de lageometría de los mismos.
9.2.1 Materiales Compuestos Laminares
Ø Se arreglan los componentes en series de capas alternadasØ Cuando se aplican cargas, los esfuerzos resultantes son proporcionales a
los módulos elásticos y de corte de los constituyentes.Ø También pueden aparecen esfuerzos internos debido a las contracciones
o expansiones de las diferentes láminas (diferentes relaciones dePosisson).
Ø En esfuerzos transversales, se producen esfuerzos de corte entre lassuperficies de contacto.
(b) Al-grafito Ti
(a)
(a) Compuesto laminar por capas de maderas con las fibras alternadas.(b) Compuesto de capas alternadas de aluminio con fibras de grafito, las
cuales están orientadas a 90 ° una de otra.
Ø Regla de las mezclas:i) Propiedades paralelamente al laminado:
- Densidad : ρc = ΣVi ρi
- Conductividad eléctrica: σc = ΣVi σi
- Conductividad térmica : kc = ΣVi ki
- Módulo de elasticidad : Ec = ΣVi Ei

114
Materiales de Ingeniería – E Donoso C
ii) Propiedades perpendicularmente al laminado:- Densidad : ρc = ΣVi ρi
- Conductividad eléctrica: 1/σc = ΣVi/ σi
- Conductividad térmica : 1/kc = ΣVi/ ki
- Módulo de elasticidad : 1/Ec = ΣVi/ Ei
V: fracción volumétrica
9.2.2 Materiales Compuestos tipo Sandwich
Ø Material compuesto por dos láminas externas o caras, de mayorresistencia, y entre ellas una capa de material menos denso (núcleo), debaja rigidez y baja resistencia.
caras externas
Ø Las láminas externas pueden estar constituidas por madera enchapada,aleaciones de aluminio, plásticos reforzados con fibras, titanio, acero,etc., y en el núcleo se pueden usar polímeros espumosos, cauchossintéticos, cementos inorgánicos, madera, papel, etc.
Ø Las funciones del núcleo son: separar las caras externas, resistir ladeformación perpendicular al plano de la cara, y dar cierto grado deresistencia a la cizalladura a lo largo de los planos perpendiculares a lascaras.
núcleo
adhesivo

115
Materiales de Ingeniería – E Donoso C
9.3. Materiales Compuestos Reforzados con Fibras
Ø Aumentan las propiedades mecánicas (resistencia al esfuerzo, fatiga,rigidez) y la relación resistencia-peso al introducir fibras fuertes, rígidasy frágiles.
Ø La matriz transmite la fuerza a las fibras, otorgando al compuestoductilidad y tenacidad, donde las fibras soportan la mayor parte de lafuerza aplicada.
9.3.1 Influencia de la longitud de la fibra
Ø Al aplicar un esfuerzo de tracción, en los extremos de la fibra no haytransmisión de carga desde la matriz, se genera un patrón dedeformación.
σ matriz
σ
fibra σ
Ø Existe una longitud de fibra crítica (lc) para aumentar la resistencia yrigidez del compuesto:
c
f
c
dl
ττσσ
=
σf: resistencia a la tracción de la fibra; d: diámetro de la fibraτc : esfuerzo de corte de la matriz (resistencia de la unión fibra-
matriz)
116
Materiales de Ingeniería – E Donoso C
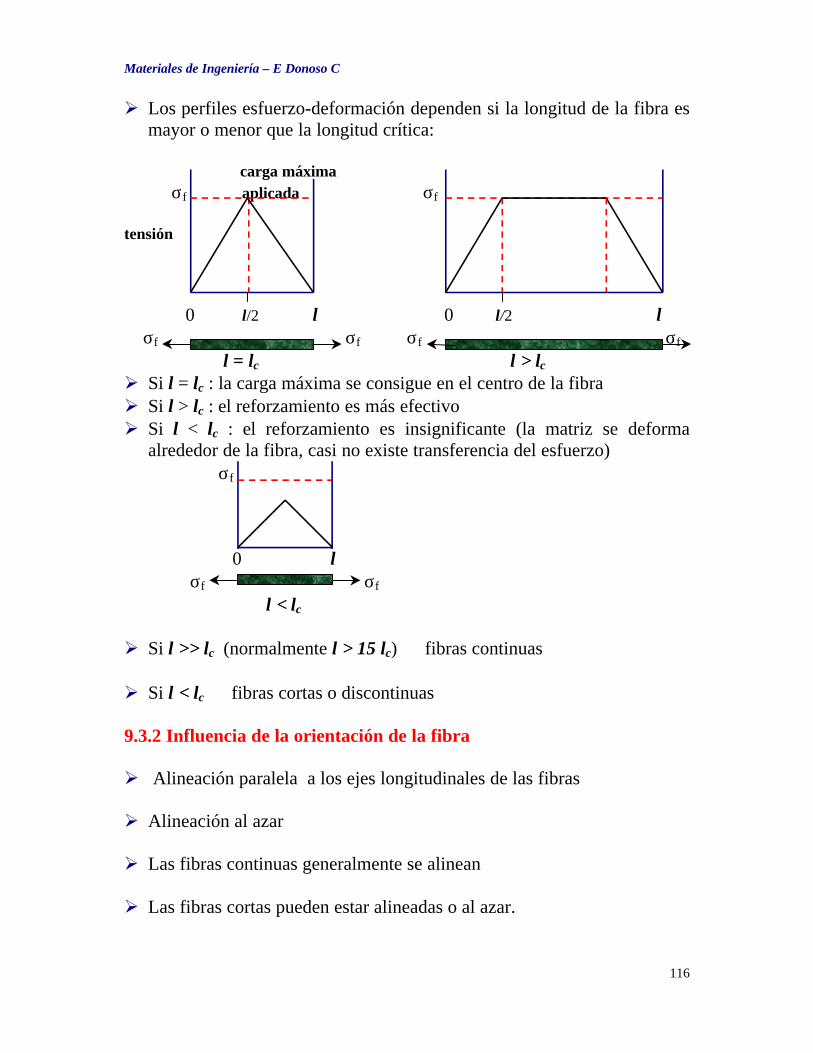
Ø Los perfiles esfuerzo-deformación dependen si la longitud de la fibra esmayor o menor que la longitud crítica:
carga máximaσf aplicada σf
tensión
0 l/2 l 0 l/2 l σf σf σf σf
l = lc l >> lcØ Si l = lc : la carga máxima se consigue en el centro de la fibraØ Si l > lc : el reforzamiento es más efectivoØ Si l < lc : el reforzamiento es insignificante (la matriz se deforma
alrededor de la fibra, casi no existe transferencia del esfuerzo)σf
0 l σf σf
l << lc
Ø Si l >>>> lc (normalmente l >> 15 lc) ⇒ fibras continuas
Ø Si l << lc ⇒ fibras cortas o discontinuas
9.3.2 Influencia de la orientación de la fibra
Ø Alineación paralela a los ejes longitudinales de las fibras
Ø Alineación al azar
Ø Las fibras continuas generalmente se alinean
Ø Las fibras cortas pueden estar alineadas o al azar.

117
Materiales de Ingeniería – E Donoso C
a) Fibras continuas alineadas
b) Fibras cortas al azar
c) Fibras ortogonales
d) Fibras en capas múltiples
9.3.3 Material compuesto con fibras continuas
Ø Las propiedades del compuesto se esquematizan como:- Densidad : ρρc = Vm ρρm + Vf ρρf
- Conductividad eléctrica: σσc = Vm σσm + Vf σσf
- Conductividad térmica : kc = Vm km + Vf kf
- Deformación, se puede considerar: εεc = εεm = εεf
- Con respecto al módulo de elasticidad:
Ø Si la carga se aplica paralelamente a las fibras continuasunidireccionales:
Ec = Vm Em + Vf Ef
Ø Si el esfuerzo aplicado es muy grande (la curva esfuerzo-deformaciónno es lineal) Ec = Vf Ef
Ø Si la carga se aplica perpendicularmente a las fibras continuas:1/Ec = Vm/Em + Vf/Ef
Ø Para cargas longitudinales, la relación entre la fuerza soportada por lamatriz (Fm) y la fibra (Ff) pude expresarse como:
mm
ff
m
f
VE
VE
F
F=

118
Materiales de Ingeniería – E Donoso C
9.3.4 Material compuesto con fibras discontinuas (cortas)
Ø Fibras dispuestas al azar, es más difícil predecir las propiedades delcompuesto.
Ø Las propiedades pueden resumirse como:
- Resistencia a la fractura: σσc = (l ττc Vf)/d + σσm Vm
- Módulo de elasticidad : Ec = K Ef Vf + Em Vm K: parámetro de eficiencia de la fibra
Ø Algunos métodos de fabricación:
Pultrusión: fibras continuas se impregnan con una resina termoestable ydespués se hace pasar por moldes-matriz.
Cintas: fibras indiviluales ypreformadas con resina polimérica.El calor y la presión completanel proceso de polimerización.
Unión y soldadura por deformación yfusión: Compresión en caliente paraunir capas de cintas. La difusión deátomos de la matriz llena los huecosen la interfase, produciendo compuestoscompactos.