Procesos de Union Para Materiales Ceramicos
35
ASOCIACIÓN ESPAÑOLA DE SOLDADURA Y TECNOLOGÍAS DE UNIÓN -CURSO DE FORMACIÓN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 P P R R O O C C E E S S O O S S D D E E U U N N I I O O N N P P A A R R A A M M A A T T E E R R I I A A L L E E S S C C E E R R Á Á M M I I C C O O S S Y Y M M A A T T E E R R I I A A L L E E S S C C O O M M P P U U E E S S T T O O S S Actualizado por: Cristina Jiménez FUNDACIÓN INASMET Septiembre 2004
-
Upload
rodrigo-cariz -
Category
Documents
-
view
51 -
download
0
Transcript of Procesos de Union Para Materiales Ceramicos
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA-
TTeemmaa 11..1188
PPRROOCCEESSOOSS DDEE UUNNIIOONN PPAARRAA MMAATTEERRIIAALLEESS CCEERRMMIICCOOSS YY MMAATTEERRIIAALLEESS CCOOMMPPUUEESSTTOOSS
AAccttuuaalliizzaaddoo ppoorr:: CCrriissttiinnaa JJiimmnneezz
FFUUNNDDAACCIINN IINNAASSMMEETT
Septiembre 2004
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -1-
NDICE
1. INTRODUCCIN
2. UNIN DE CERMICAS
2.1. Introduccin a las cermicas 2.2. Procesos de unin de materiales cermicos
2.2.1. Unin Mecnica 2.2.2. Soldadura en Fase Slida o Soldadura por Difusin
2.2.2.1. Preparacin superficial 2.2.2.2. Utilizacin de intercapas 2.2.2.3. Temperatura 2.2.2.4. Presin 2.2.2.5. Atmsferas 2.2.2.6. Ventajas e inconvenientes 2.2.2.7. Propiedades mecnicas
2.2.3. Soldadura Fuerte 2.2.3.1. Mojabilidad de las cermicas 2.2.3.2. Preparacin superficial y aportes 2.2.3.3. Metalizacin de la superficie 2.2.3.4. Utilizacin de un metal de aporte activo 2.2.3.5. Problemas que se plantean en las uniones metal-cermica
2.2.4. Soldadura Blanda o Soldering 2.2.5. Adhesivos
2.3. Aplicaciones 2.3.1. Elctricas-Electrnicas 2.3.2. Biomdicas 2.3.3. Estructurales
2.4. Equipos y accesorios 2.4.1. Soldadura por Difusin 2.4.2. Soldadura por Brazing
2.5. Ensayos de las uniones 2.5.1. Ensayos destructivos
2.5.1.1. Ensayos metalogrficos 2.5.1.2. Ensayos mecnicos 2.5.1.3. Ensayos no destructivos
3. UNIN DE MATERIALES COMPUESTOS (MC)
3.1. Unin de MCs de matriz metlica (CMM) 3.1.1. Introduccin a los CMMs 3.1.2. Soldabilidad de los CMMs 3.1.3. Procesos de soldeo de los CMS
3.1.3.a. Soldeo por friccin de los CMMs 3.1.3.b. Soldeo por difusin de los CMMs 3.1.3.c. Unin adhesiva y mecnica 3.1.3.d. Soldeo TIG y MIG 3.1.3.e. Soldeo por resistencia 3.1.3.f. Soldeo blando y fuerte 3.1.3.g. Soldeo lser 3.1.3.h. Soldeo por haz de electrones
3.2. Unin de MCs de matriz polimrica (MCP)
3.2.1. Introduccin 3.2.2. Procesos de Soldeo de Materiales Polimricos Compuestos
3.2.2.a. Mtodos Externos 3.2.2.b. Mtodos Internos
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -2-
1. INTRODUCCIN
Los metales y las cermicas son dos grupos de materiales utilizados desde hace muchos aos debido a sus excelentes propiedades. Mientras que los materiales metlicos estn presentes en la mayor parte de las aplicaciones ingenieriles, los cermicos se emplean en aplicaciones en las que se hace uso de sus propiedades de aislamiento elctrico y/o trmico o su estabilidad a alta temperatura.
Aunque los metales y aleaciones constituyen un grupo de materiales de amplio empleo, los esfuerzos de los metalurgistas para disponer de materiales que a muy alta temperatura de servicio presenten una elevada resistencia mecnica, y en especial, una baja fluencia, ha conducido desde hace muchos aos al desarrollo de los materiales compuestos.
Asimismo, de un modo similar a lo ocurrido con los materiales compuestos metlicos el desarrollo de los materiales compuestos de matriz polimrica o cermica obedece a un empuje por parte de los diferentes sectores en bsqueda de materiales que consigan optimizar ciertas propiedades.
Tanto los materiales cermicos como los compuestos estn entre los denominados nuevos materiales, los cuales representan uno de los grupos que mayor campo de desarrollo y aplicacin industrial en un futuro inmediato. Ahora bien, la aplicacin de estos materiales, en las nuevas tecnologas y procesos plantea, en numerosas ocasiones, la necesidad de una unin soldadura entre los diferentes materiales, tanto de composicin similar como disimilar.
As, por ejemplo, la unin entre metales y cermicas puede permitir obtener sistemas tecnolgicos donde se conjugan la alta resistencia, menor reactividad, y mayor refractividad de los materiales cermicos con una alta tenacidad, mejor conductividad elctrica y trmica de los materiales metlicos.
2. UNIN DE CERMICAS
2.1.- Introduccin a las cermicas
Los materiales cermicos son inorgnicos y no metlicos. La fabricacin de las piezas cermicas se realiza en dos fases: en la primera, se les da la forma deseada (pieza en verde); en la segunda, se les calienta a alta temperatura, con o sin aplicacin de presin, para conseguir, de este modo, la densidad final de la pieza.
Las propiedades de las cermicas son:
Alta resistencia, tanto a temperatura ambiente como a elevada temperatura. Por ejemplo, el carburo de silicio presenta una carga de rotura de unos 200 MPa a una temperatura de 1.530 C.
Alta relacin resistencia/peso.
Alta resistividad elctrica.
Excelente resistencia a la oxidacin y a la corrosin.
Excelente resistencia al desgaste.
Alta dureza.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
Bajo coeficiente de expansin trmica.
Los materiales cermicos de mayor inters son las cermicas avanzadas, las cuales, se distinguen de las tradicionales en que stas se procesan, mediante sinterizacin de polvos, para obtener unas excelentes propiedades basadas en el control de la distribucin de partculas y de la pureza obtenida, reduciendo generalmente al mnimo posible la porosidad final en el material. Como cermicas estructurales ms importantes, hoy en da, se pueden citar: nitruro de silicio (Si3N4), carburo de silicio (SiC), la circonia (ZrO2), almina (Al2O3) y los sialones, que son continuacin de los anteriores formados por (nitruro de silicio, nitruro de aluminio y alumina). Adems, en los ltimos aos se han desarrollado materiales cermicos compuestos en los que en una matriz de almina se distribuyen whiskers de SiC o en una matriz de SiC se distribuyen partculas de diboruro de titanio (TiB2).
Resulta conveniente, antes de empezar a estudiar los procesos, observar los campos de temperatura de aplicacin de cada una de stas cermicas.
SiC
Si3N4
SiC
En desarrollo
Si3N4
MetalZrO2
Tensin
Temp. C
1200
Tamb.
1100
SiC
Si3N4
SiC
En desarrollo
Si3N4
MetalZrO2
SiC
Si3N4
SiC
En desarrollo
Si3N4
MetalZrO2
Tensin
Temp. C
1200
Tamb.
1100
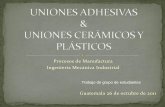
FIGURA 1
CAMPOS DE APLICACIN DE MATERIALES SEGN TEMPERATURAS Y SOLICITACIONES
De la figura 1, que presenta un mapa con los campos de aplicacin de los diversos materiales segn T en servicio y solicitaciones mecnicas, se puede extraer la siguiente informacin:
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -3-
A temperatura ambiente, y prxima a ella, los metales estn empezando a sustituir a la circonia.
Al ir aumentando la temperatura y para tensiones bajas y medias se emplean Si3N4 y SiC, utilizando el nitruro de silicio para altas temperaturas.
Por encima de 1.100 C no pueden emplearse metales, a menos que estn refrigerados.
Por encima de los 1.200 C se emplea carburo de silicio.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -4-
2.2.- Procesos de unin de materiales cermicos
En los ltimos aos se estn desarrollando diferentes metodologas con objeto de optimizar el resultado de las uniones de cermicas, especialmente de las uniones de stas con los materiales metlicos. La unin metal-cermica es compleja debido a la presencia de notables diferencias en cuanto a sus propiedades fsicas y qumicas. Aunque se hayan conseguido bastantes uniones, la mayora han sido desarrolladas y patentadas por los sectores industriales elctrico-electrnico y aerospacial. Por ello, el conocimiento cientfico que se sigue teniendo de ellas es bastante limitado.
Propiamente, la unin metal-cermica comenz a ser objeto de atencin generalizada a partir de 1950 con el empleo de las cermicas como materiales aislantes.
Existen varios procesos consolidados para la unin de cermicas con metales. Estos son:
1. Unin por procedimientos mecnicos (remaches, pasadores,...).
2. Adhesivos.
3. Soldadura en fase slida soldadura por difusin.
4. Soldadura fuerte o brazing.
Aunque en la lista anterior no se han incluido, existen experiencias de unin de cermicas mediante procesos de fusin aplicando el soldeo por haz lser, haz de electrones o por arco elctrico. Sin embargo, dichas uniones requieren el uso de tcnicas de precalentamiento a muy alta temperatura y se producen, en muchas ocasiones, agrietamientos o alto nivel de porosidad.
Tambin existe un gran inters en la aplicacin de las microondas para la realizacin de uniones de cermicas. Las vemtajas del proceso incluyen la posibilidad de un calentamiento localizado con niveles bajos de energa consumida, el calentamiento selectivo de materiales y la posibilidad de control en tiempo real del proceso. A pesar de las interesantes ventajas de esta tcnica est an en fase de desarrollo. Las aplicaciones potenciales incluyen las uniones entre cermicas y entre cermicas y metales.
De los procesos consolidados, la soldadura fuerte o brazing y la soldadura por difusin son los que permiten llegar a uniones ms ntimas, y son, a su vez, los que mayor esfuerzo requieren, tanto para desarrollar la tecnologa como para conocer los mecanismos involucrados en los procesos.
De forma general se puede decir que para la obtencin de uniones soldadas satisfactorias se exige:
1. El logro de un ntimo contacto de las piezas a unir, bien directamente, o bien, indirectamente, a travs de una lmina o un recubrimiento intermedio.
2. Que entre las superficies en contacto se establezca una intercara de reaccin.
3. Que esta intercara sea capaz de resistir las tensiones residuales, que se presentan en la junta, generadas durante el enfriamiento de la pieza desde la temperatura de soldadura hasta la temperatura ambiente.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -5-
Uno de los problemas principales de las uniones metal-cermica es la diferencia de coeficientes de expansin trmica que existen entre ellas. Generalmente, los materiales cermicos tienen un coeficiente de expansin trmico inferior a los de los metales.
2.2.1. Unin Mecnica
La unin mecnica no difiere de la tcnica aplicada a otros materiales. Sin embargo, la unin ha de ser ajustada para el sistema que se est fabricando y las propiedades fsico-qumicas de los materiales unidos. Lo primero que hay que hacer al pensar en una unin mecnica es disear la unin, de forma que las cargas se distribuyan uniformemente. El material de amarre depende de la temperatura, carga, ambiente qumico y grado de humedad requerido. Los amarres son necesarios si:
a) Las uniones deben ser ajustadas.
b) La unidad de carga de cualquier parte de cermica excede de 50% de la tensin de rotura.
c) Si se espera vibracin.
d) Si se van a producir variaciones de temperatura notables.
Esta tcnica no produce un contacto ntimo entre ambos metales, sino una sujecin de tipo mecnica, mediante agentes externos inertes (tornillos, grapas, etc.). En la actualidad son utilizados tanto en aplicaciones tradicionales, como ocurre en la unin de refractarios de altos hornos, como en nuevos usos de industrias de alta tecnologa (plaquetas aislantes de la lanzadera espacial).
2.2.2.- Soldadura en Fase Slida o Soldadura por Difusin
La soldadura por difusin en lneas generales, se produce cuando dos superficies son puestas en contacto ntimo a una presin, una temperatura y durante un tiempo determinado. Al no producirse una fusin de ninguna de las partes este proceso se incluye dentro del grupo de procesos de soldeo en estado slido.
Para conseguir un buen contacto de las superficies es necesario que las superficies a unir tengan un estado de preparacin adecuado, incluida una esmerada limpieza, y se pongan en contacto ntimo con el fin de que se establezca un enlace interatmico entre ellas. En el caso de unin entre cermicas esto pasa por un pulido cuidadoso de ambas partes; en el caso de la unin metal-cermicas la puesta en ntimo contacto de las partes a unir se logra mediante la aplicacin de presin, y el logro de la unin implica someter al material a una temperatura elevada que provoque la plastificacin de las partes a lo largo de la intercara, especialmente, en el caso de la parte metlica.
Los factores o parmetros que influyen en la realizacin de una soldadura por difusin son:
Preparacin superficial. Utilizacin de intercapas. Temperatura. Presin. Atmsfera. Tiempo.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
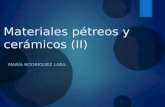
FIGURA 2
PROCESO DE UNIN POR DIFUSIN PARA EL CASO DE LOS METALES
En el caso de unin entre metal y cermica la presin a aplicar suele ser relativamente baja, del orden de 0.4-2 kg/mm2, mientras que, para el caso de las uniones cermica-cermica la presin puede ser 0.1-10 kg/mm2 ; en el caso de la unin metal-cermica la temperatura del proceso est comprendida entre 0.5 Tm y 0.98 Tm (siendo Tm la temperatura de fusin del metal en K), con lo que se consigue una interdifusin de cada material a travs de la intercara.
Las cermicas estructurales (SiC, Al2O3, Si3N4 o ZrO2) no se deforman excepto a muy alta temperatura, superior al 50% de la temperatura de fusin de los materiales a unir, por lo que resulta difcil la unin por difusin de la mayora de las cermicas de alto punto de fusin, especialmente, sin el empleo de aporte. En este caso se debe garantizar el contacto ntimo entre las dos superficies por medio del pulido cuidadoso de ambas superficies dada la escasa capacidad de deformacin de estos materiales.
En el caso de la unin metal-cermica la superficie del metal plastificar hasta alcanzarse el contacto ntimo entre el metal y la cermica, eliminndose los huecos existentes inicialmente en la intercara entre ambos. En la soldadura por difusin, a diferencia de lo que acaece en la soldadura por fusin, no es necesario que haya una proximidad de las temperaturas de fusin de las partes a unir, lo que posibilita la soldadura metal-cermica en metales tan variados como : aluminio, cobre, niobio, hierro,...
El proceso de plastificacin mostrado en la figura 2 afectar nicamente a la parte metlica, del modo que se describe a continuacin:
1. Una vez puestas en contacto las superficies del metal y de la cermica se produce primeramente una deformacin plstica de los picos de las rugosidades debido a las altas tensiones producidas en los puntos de encuentro.
2. A continuacin se produce la deformacin del metal y la reduccin de los huecos presentes en la intercara.
3. En la ltima etapa se produce la disminucin de los huecos y se forma la unin.
Tal y como fue adelantado, un aspecto singularmente importante en las uniones metal-cermica radica en la diferencia entre sus coeficientes de expansin trmica. Esta diferencia puede provocar la generacin de tensiones que produzcan un fallo prematuro de la unin. La solucin a este problema pasa por el empleo de
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -6-
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -7-
intercapas de materiales con coeficientes de expansin trmica intermedios a los de los materiales a unir y que, adems, presenten mdulos elsticos bajos.
Un ejemplo de unin por difusin es el caso de la unin de almina a cobre haciendo uso de una intercara de oro
Una variacin de la unin por difusin convencional consiste en la generacin de una fase lquida en la interface entre ambas partes. Un ejemplo se puede encontrar en la unin de almina y cobre. El proceso se desarrolla en una atmsfera ligeramente oxidada, lo cual genera la formacin de un eutctico lquido de menor punto de fusin al cobre, cuando este ltimo se oxida. El lquido formado reacciona con la almina y la fase formada produce la unin entre ambos materiales.
2.2.2.a. Preparacin superficial
La preparacin superficial tiene una influencia determinante en la calidad de la junta ya que para establecer la unin una de las primeras consideraciones a tener en cuenta es un adecuado contacto entre las superficies. Por ello, tanto la rugosidad superficial de las partes a unir como la limpieza superficial son aspectos determinantes para la consecucin de una buena unin.
2.2.2.b. Utilizacin de intercapas
Uno de los principales problemas en las uniones metal-cermica radica en la diferencia entre los coeficientes de expansin trmicos del metal y de la cermica. Normalmente, los metales tienen coeficientes de expansin trmica muy superiores a los de las cermicas. En la siguiente tabla se muestran algunos valores de coeficientes de expansin trmica de diversos materiales.
Material Coef. (10-6 oK-1) Si3N4Al2O3 ZrO2 SiC
410 INOX Cu Al Mo Ti
2,5 7,9 7,5 4,3 14 17
23,5 5,1 7,1
TABLA 1
COEFICIENTES DE EXPANSIN TRMICA DE DIFERENTES MATERIALES
El problema que pueda existir por esta diferencia de coeficiente est relacionado con la generacin de tensiones residuales que pueden llevar al fracaso de la unin. Para solventar este problema se suelen introducir capas intermedias. Estas intercalas suelen ser lminas finas de diferentes materiales, generalmente, dctiles, o bien materiales que tengan coeficientes de expansin trmica intermedios entre los de metal y la cermica.
En la siguiente tabla se recogen ejemplos de distintas condiciones de trabajo y los valores de resistencia mecnica obtenidos para la almina utilizando distintos materiales como intercapa.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -8-
Refractario Metal Ta (oC) t (min) P (Kg/mm) Atm. Kg/mm Alumina Cu 1025 15 0,95 H2 15,3 Alumina Fe 1375 2 0,08 H2 22 Alumina Cu 980 25 0,9 Vaco 4,6 Alumina Al 600 18 0,9 Vaco 9,0 Alumina Ta 1400 240 1 Vaco 2,7 Alumina Nb 1535 60 1 Vaco 12
TABLA 2
DISTINTAS CONDICIONES DE TRABAJO Y LOS VALORES DE RESISTENCIA MECNICA PARA LA ALMINA UTILIZANDO DISTINTOS MATERIALES COMO INTERCAPA
Otra de las posibilidades, antes comentada, consiste en el empleo de un material (metal) intermedio que tenga un coeficiente de expansin trmica intermedia entre los dos constituyentes. De esta forma se persigue obtener un gradiente de dilatacin trmica.
Cermica/(Metal Intercapa)/(Metal)
C = Mi < M
Ejemplos de uniones metal-cermica empleando intercapas son los siguientes:
Acero inoxidable y otros metales con almina: se puede emplear una capa de aluminio.
Aleaciones frreas y cermicas pueden emplear oro como intercapa.
A modo de resumen puede decirse que la soldadura por difusin es un procedimiento eficaz por lograr buenas uniones de cermica con metales dctiles, tales como Cu y Ni y bastante buena con Ti, Nb, Kovar y acero. Una de las principales ventajas de las uniones soldadas por difusin, a diferencia de las obtenidas mediante soldadura fuerte, es que pueden trabajar stas a Tas ms elevadas, y pueden llegar a tener una resistencia mecnica hasta 1 1/2 veces superior.
2.2.3.c. Temperatura
La temperatura es uno de los factores que ms influyen en las uniones metal-cermica, debido a la diferencia entre los coeficientes de expansin trmicos entre ambos materiales. Los ciclos de calentamiento y enfriamiento deben ser muy lentos, especialmente, en el caso de los enfriamientos. Las velocidades lentas deben mantenerse hasta que el horno alcance aproximadamente 200 C. Cuando se ha alcanzado esta temperatura, la velocidad de enfriamiento puede aumentarse.
2.2.4.d. Presin
La presin es una variable fundamental para conseguir un buen contacto entre las superficies a soldar. sta se pueden aplicar bien de forma constante durante todo el proceso de unin, bien de forma variable de manera que durante el calentamiento de la probeta sta sea alta, con el fin de conseguir en los primeros momentos de la unin un perfecto contacto de las superficies. Esta presin podra disminuirse una vez alcanzada la interdifusin entre los materiales.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -9-
2.2.5.e. Atmsferas
Las atmsferas a utilizar durante el proceso de soldadura por difusin suelen ser nitrgeno, argn, o vaco, aunque H2 se ha empleado en algunas ocasiones. Estas atmsferas se utilizan para evitar cualquier posible contaminacin. De todas ellas la ms comn y efectiva suele ser la utilizacin de vaco.
2.2.6.f. Ventajas e inconvenientes
Como ventajas se pueden sealar:
a. Las piezas soldadas por difusin son capaces de soportar cargas elevadas ya que la unin que se forma es una unin interatmica.
b. Puede soportar altas temperaturas.
Por otra parte, existen una serie de inconvenientes en las uniones metal-cermica:
a. Es un proceso caro ya que requiere un equipo adecuado y unas preparaciones exquisitas.
b. Estn estudiadas solo un nmero pequeo de combinaciones.
2.2.7.g. Propiedades mecnicas
La valoracin de la resistencia de la unin se hace mediante ensayos convencionales y mediante ensayos relacionados con la mecnica de la fractura.
Los ensayos que normalmente se realizan son los convencionales de traccin, cizalla y flexin. Sin embargo, la resistencia final est muy influida por la concentracin de tensiones que se forma en la interface o en la cermica cercana a la junta. Los defectos tpicos van a ser poros, grietas y faltas de unin entre ambas superficies.
La caracterizacin de las uniones metal-cermica debe efectuarse por aplicacin de los mtodos de ensayo de la mecnica de la fractura y que nos van a permitir evaluar la resistencia de la unin. En mecnica de la fractura el parmetro de fractura KIc permite evaluar la resistencia a la fractura del material objeto de ensayo. Este parmetro en el caso de las cermicas suele determinarse, en general, ensayando probetas de flexin con tres o cuatro puntos de carga, estas probetas suelen estar normalmente entalladas. Un problema que se encuentra al caracterizar uniones metal-cermica radica en que las cermicas no son istropas y son heterogneas.
En cuanto a las propiedades mecnicas de las juntas, debe sealarse que como en todo sistema frgil son tres los factores que ms influyen:
Existencia previa de grietas.
Resistencia a la propagacin de grietas.
Tensiones residuales.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
De los tres factores indicados anteriormente queda por analizar el de las tensiones residuales. El clculo de las mismas en las uniones metal-cermica se suele realizar por el mtodo de clculo por elementos finitos. En la siguiente figura tenemos representado el mapa de tensiones residuales resultante en una junta de una unin nitruro de silicio con acero.
FIGURA 3
MAPA DE DEFORMACIN EN LA JUNTA
Como se explic anteriormente el mtodo ms utilizado para reducir las tensiones residuales consiste en el empleo de insertos entre el metal y la cermica. La funcin principal de estos insertos es la de absorber deformndose las tensiones generadas.
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -10-
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
FIGURA 4
MAPA DE TENSIONES RESIDUALES. LA FLECHA INDICA EL ESFUERZO DE TRACCIN MXIMO QUE APARECE EN EL SI3 N4
2.2.3.- Soldadura fuerte
Este proceso es uno de los ms empleados para realizar las uniones metal-cermica o cermica-cermica. El braseado de las cermicas es un proceso complejo ya que los metales de aporte ms comunes no mojan a la mayora de las cermicas, es decir, el metal de aporte lquido no se extiende a travs de las superficies cermicas.
El mojado se define con unas condiciones de procesado en las que el ngulo de contacto entre el lquido (aporte) y el slido (cermica) es inferior a 90. Como ejemplo, para el caso de la almina el ngulo de contacto con el Cu es 148, para el Ni 120 con el Cu-2Ti 142 y con el Cu-25Ti 15, lo cual demuestra, en este ltimo caso, la importancia del empleo de un aporte adecuado que sea capaz de reaccionar con la cermica, como veremos posteriormente.
Atendiendo al problema de la mojabilidad de las cermicas la obtencin de una unin metal cermica se puede realizar mediante:
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -11-
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -12-
a. Metalizacin de la cermica, proceso que producir una mejora en mojado de las cermicas.
b. Utilizar metales de aporte activos especiales que pueden reaccionar con las superficies cermicas.
Antes que nada se va a exponer en que consiste la mojabilidad de las cermicas.
2.2.3.a. Mojabilidad de las cermicas
Las cermicas son generalmente materiales refractarios, frgiles y que tienen bajos coeficientes de expansin trmica comparados con los metales.
El mojado y adhesin de un metal de aporte con el substrato cermico est afectado por distintos factores: qumicos, mecnicos y geomtricos.
Factores qumicos: Influyen actividades qumicas de los distintos metales
constituyentes. Factores mecnicos: Pueden considerarse como relacin entre los coeficientes de
expansin trmica.
En concreto, la mojabilidad se relaciona con el perfil que una gota de metal fundido adopta cuando se deposita sobre una superficie horizontal. Cuando una gota de lquido se deposita en una superficie slida, sin que tenga lugar una reaccin qumica, la resultante de varias fuerzas intermoleculares provoca que la gota tenga una forma particular. En la figura siguiente se muestra el aspecto de un mal mojado (izquierda) y de un buen mojado (derecha).
FIGURA 5
MUESTRA DE UN MAL MOJADO (IZQUIERDA) O DE UN BUEN MOJADO (DERECHA)
La siguiente tabla muestra los ngulos de mojado de distintas cermicas con algunos aportes:
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -13-
No-Mojado Mojado MgO-Cu Al2O3-Cu TiN-Cu BeO-Ni MgO-Ni
Al2O3-Cu ZrN-Cu C-Cu
B4C-Cu CaO-Ni
160 155 155 152 152 148 148 140 136 135
HfC-Cu ThO2-NiZrO2-Ni ZrC-Cu SiO2-Ni ZrB2-CuUC-Cu TiC-Cu TiO2-Ni
132 132 130 127 125 123 113 112 105
B4C-Ni TaC-Cu NbC-Cu NiO-Cu SiC-Ni CoO-Ni
Fe3O4-CuVC-Cu
Cr3C2-CuZrB2-Ni TiB2-Ni
87 78 70 68 65 58 57 50 47 42 38
Cr2N-Cu WC-Cu ZrC-Ni TiC-Ni
Mo2C-Cu NbC-Ni VC-Ni TaC-Ni
Cr3C2-Ni Mo2C-Ni WC-Ni
36 30 30 23 18 18 17 16 0 0 0
TABLA 3
NGULOS DE CONTACTO DE MATERIALES CERMICOS
2.2.3.b. Preparacin superficial y aportes
La seleccin de un aporte adecuado resulta crtico para el buen servicio de la unin. En lneas generales los requisitos que se deben pedir a un material de aporte son:
a. Debe ser dctil.
b. Debe fluir adecuadamente.
c. Debe mojar al metal y a la cermica a la misma temperatura.
d. La unin debe mostrar buena resistencia mecnica.
Una vez aclarado el concepto de mojabilidad, es necesario hablar de las dos posibilidades que existen en unir cermico y metal cermica y cermica.
a. Metalizacin de la superficie.
b. Utilizacin de un metal de aporte activo.
2.2.3.b.1. Metalizacin de la superficie
El proceso ms comnmente utilizado para el braseado de Al2O3 es el proceso denominado Moli-Manganeso. Este mtodo consistente en la sinterizacin de polvos metlicos de Mo y MoO3 y de Mn y MnO3. Este proceso ha sido, y sigue siendo, ampliamente utilizado para obtener uniones soldadas almina-metal y conduce a la obtencin de uniones hermticas precisas.
El procedimiento implica, en una primera etapa, la aplicacin de un recubrimiento metlico sobre la superficie de la almina que quede firmemente adherido a la cermica. Para ello, se prepara una pasta con una mezcla de polvo de molibdeno y manganeso. En una segunda etapa se calienta el recubrimiento para adherirlo al sustrato. Un ejemplo consiste en la aplicacin de polvos de composicin 80% Mo y 20% Mn disueltos en un disolvente orgnico a la superficie de la almina. Se somete el material a un calentamiento
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -14-
entre 1250-1600 C en atmsfera de H2 con lo que se densifica la capa metlica y se produce la unin de sta con el sustrato cermico Al2O3.
Esta prctica es vlida para alminas que contienen ms de un 5% de slice. Con las alminas con bajo contenido en slice, como en el caso de las alminas de 98% de pureza, se agrega al molibdeno un polvo de xido activador, como CaO, SiO2. TiO2 o mezclas de xido que en estado lquido mojan tanto el metal como la cermica.
Habitualmente, se aplica sobre la superficie metlica as obtenida, un recubrimiento depsito de Ni, de modo que la cermica quede preparada para la soldadura fuerte con los metales de aporte normalmente empleados. Posteriormente, se produce el braseado con aportes convencionales tipo BAg-8, BAu-1 o BAu-4.
Aunque el proceso de braseado Mo-Mn requiere un nmero de fases superior al de otras tcnicas, es el ms utilizado debido a las siguientes razones: es el ms conocido, es automatizable, permite un margen en los parmetros de proceso y puede llevarse a cabo en diferentes atmsferas.
A pesar de la importancia relativa del braseado de almina por el proceso Mo-Mn este proceso est limitado al braseado de la almina. Para otros casos se proponen otras tcnicas que se resumen a continuacin aunque resultan menos conocidas. En primer lugar se pueden metalizar las superficies cermicas mediante la deposicin en fase vapor aunque necesita un equipo mucho ms costoso.
Otra alternativa es la utilizacin de TiH como activador. Este proceso es necesario realizarlo en un horno de vaco para evitar la oxidacin. El hidruro es aplicado en forma de polvo antes de realizar el braseado en un horno de vaco; ste se disocia entre 350-550C y puede formar un recubrimiento de titanio en la superficie de la cermica que facilite el mojado por los metales de aporte convencionales. El problema que presenta esta metalizacin es que es un proceso relativamente caro. Por lo tanto el mtodo ms ventajoso desde el punto de vista de operatividad es el que permite realizar la soldadura en un solo paso, es decir, sin necesidad de metalizar las superficies. Esto se logra mediante la utilizacin de metales de aporte activos.
2.3.2.b.2. Utilizacin de un metal de aporte activo
La justificacin del empleo de este tipo de aporte se encuentra en lo siguiente: al poner en contacto un metal en estado lquido que contiene un elemento que forma xidos ms estables que los que se encuentran en la superficie con la que ste est en contacto, se produce el mojado de la superficie. El titanio es un metal que cumple el criterio descrito anteriormente y pequeas adiciones de ste producen el mojado de superficies cermicas como Al2O3, SiC, Si3N4 o los sialones. Unos ejemplos de aleaciones de braseado activas son: Ag-4Ti, Ag-26,5Cu-3Ti, Ti-33Ni, Ti-15Cu-15Ni. Como se puede observar todas ellas presentan cierta cantidad de titanio en su composicin.
2.2.3.c. Problemas que se plantean en las uniones metal-cermica
Las uniones de diferentes materiales cermicos y metalicos no hacen ms que aumentar los problemas metalrgicos. La capa activa intermedia tiene que reaccionar con ambos materiales bien sean ambos cermicos o bien cermico y metlico.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
En la siguiente figura tenemos las partes componentes de una unin metal-cermica.
METAL CERMICA METAL CERMICA
intercara
FIGURA 6
MUESTRA DEL PROCESO DE UNIN CERMICA-METAL: ANTES DE LA UNIN (IZQUIERDA); DESPUS DE LA UNIN (DERECHA).
Adems del problema de las diferentes bandas y microestructuras localizadas en la interface, en la cual se localizan las zonas de difusin, se presenta el problema de las diferencias de coeficientes de expansin trmica entre los tres materiales con los que se realiza la unin (piezas cermicas, metal y cermica, y metal de aporte).
Cuando se realizan las uniones utilizando probetas de pequeo dimetro este problema puede pasar desapercibido. El verdadero problema empieza cuando aumenta el tamao de las piezas. La tensin residual aparece cerca de la intercara y de la superficie libre en la cermica. Esta tensin disminuye gradualmente, conforme nos alejamos de la intercara.
Con objeto de compensar estas diferencias de coeficientes de expansin trmica para evitar las tensiones residuales y la degeneracin prematura de la unin se han propuesto diferentes alternativas:
Se puede decir que la mayora de los autores estn de acuerdo en utilizar metales dctiles (Cu, Al, Ni) como intercapas. Una alternativa defendida por otros autores consiste en el empleo de distintas capas de metales que adapten dichos coeficientes de expansin, produciendo una variacin gradual de los mismos.
Un aspecto ya comentado anteriormente es el empleo de ciclados trmicos lentos.
Asimismo, en algunos de los casos son aplicables tratamientos trmicos posteriores.
2.2.4. Soldadura Blanda o Soldering
El braseado de las cermicas tambin se puede realizar a baja temperatura, lo que se denominar soldadura blanda o soldering. Las aleaciones que se suelen utilizar son del tipo Sn-Pb-Zn-Sb o Au-In. Particularmente, en la industria electrnica.
2.2.5. Adhesivos
Existen numerosos adhesivos orgnicos e inorgnicos y sellantes que hacen efectiva una unin metal-cermica o una unin cermica-cermica. Estos adhesivos se agrupan dentro de dos categoras generales: polmeros y cermicas orgnicas.
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -15-
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -16-
Polmeros silicona.- La mayora de los adhesivos de silicona vulcanizan a temperatura ambiente y son de un componente. Estos curan por el efecto de la humedad ambiental.
Este tipo de materiales absorben choque, vibracin, luz ultravioleta, ozono...
Completamente curadas las siliconas tienen alta resistencia a temperatura ambiente y pueden resistir temperatura del orden de 170C e incluso de 260C cuando se exponen durante cortos perodos de tiempo.
Debido a la baja resistencia de la silicona, es mejor clasificarla como sellante que como un adhesivo.
Resinas epoxi.- Estas tienen muy buena resistencia mecnica, la mayora siguen manteniendo sus propiedades en condiciones de humedad. Los adhesivos epoxi permiten realizar uniones estructurales, con buen comportamiento a diferentes tipos de esfuerzos.
La mayora de los adhesivos epoxi bicomponentes curan por reaccin qumica, la cual puede ser acelerada mediante temperatura.
La mayora de los epoxis pueden soportar temperaturas de hasta 200C en servicio continuo, manteniendo un porcentaje significativo de sus propiedades mecnicas.
No conviene utilizar las resinas epoxi a temperaturas superiores a 250C durante largos perodos de tiempo.
Poliamidas son una familia de polmeros ms resistentes al calor y al fuego. Estos adhesivos generalmente contienen polvo de Aluminio para dar caractersticas de expansin trmica del sustrato metlico y mejorar la disipacin de calor.
Estas pueden operar en aire continuamente a 260C y permitir temperaturas de servicio desde temperaturas criognicas hasta 450C. Para unin a altas temperatura deben utilizarse los cementos adhesivos cermicos. Estos son posibles en dos formas bsicas.
- Cementos secados al aire.
- Cementos secados qumicamente.
Los cementos secados al aire secan por evaporacin de (disolvente). Los secados qumicamente curan mediante una reaccin qumica que no necesita ser expuesta al aire.
A su vez los secados mediante reaccin qumica se pueden clasificar en dos tipos:
- Exotrmicos.- Producen calor durante el secado.
- No exotrmicos.- No crean calor durante la reaccin qumica.
Existen muchos tipos de cementos cermicos. Los principales son base almina y silicatos, resisten temperaturas hasta 1100C y son resistentes a cidos exceptuando cido flurordrico.
2.2.6. Aplicaciones
Dentro de las aplicaciones ms habituales es estos materiales se pueden destacar:
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -17-
2.2.6.a. Elctricas-electrnicas
Las uniones metal-cermica son requeridas en un amplio rango de componentes elctricos. Estos incluyen pasamuros aislantes para sistemas de vaco, tubos de rayos X...
Para aplicaciones elctricas/electrnicas la metalizacion y las tcnicas de soldadura por braseado son las ms adecuadas para produccin industrial. La desventaja es que la capa metalizada suele tener mala conductividad elctrica y trmica.
Los pasamuros son el ejemplo ms conocido. Estos presentan un cilindro de almina (aislante), al cual se le conectan anillos de cobre cuya funcin es servir de sellado mecnico en la unin del pasamuros con el sistema de vaco.
Como en el caso anterior, la mayora de estos componentes necesitan la unin del Cu con un aislante trmico (cermica), normalmente Al2O3. La unin del Cu con Al2O3 es sensible a los niveles de impurezas del Cu, y especialmente, al O2, y por ello ha de controlarse la atmsfera durante el proceso de unin (% de O2). De este modo, se puede obtener una resistencia de 124 MPa utilizando un Cu electroltico, que puede contener del orden de 0,04% de O2 como impureza (atmsfera de argn). Suelen ser ms frgiles las uniones realizadas con Cu libre de O2. La adicin de cierta cantidad de O2 mejora considerablemente la resistencia de la unin. Este resultado indica que el mecanismo Cu-Al2O3 que la formacin de la espinela CuAl2O3 se alcance cuando se produce la reaccin CuO + Al2O3.
Otra tcnica para unir cobre con Al2O3 conocida como unin eutctica tiene un mecanismo totalmente diferente. Exige la formacin de una fase eutctica Cu Cu2O en la intercara la cual moja la cermica formando una unin resistente. Este proceso requiere una temperatura mnima de unin de 1065 C.
2.2.6.b. Biomdicas
Actualmente, el nmero de implantes prtesis va aumentando. Estas prtesis pueden incluir cermicas, particularmente, Al2O3. Los metales que se suelen utilizar incluyen Inox, Ti y aleac. de Ti y metales nobles como Pt o Ir.
2.2.6.c. Aplicaciones Estructurales
Actualmente, el empleo de uniones donde se requieren caractersticas como resistencia a la corrosin o resistencia a altas temperaturas est continuamente aumentando, como ocurre con los motores que se ven sometidos a requerimientos ms elevados. Las principales cermicas de inters son Al2O3, N3Si y SiC. Generalmente, se utiliza Cu con Al2O3 cuando se hace necesario obtener una unin resistente con aleaciones frreas.
2.2.7. Equipos de Soldadura
2.2.7.a. Soldadura por Difusin
La mayora de los equipos experimentales utilizados han sido diseados para una soldadura concreta. El equipo de soldadura por difusin debe constar de:
1. Prensa, o dispositivo para la realizacin de presin.
2. Un horno, es decir, una fuente de calor adecuada.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -18-
3. Este horno debe ser capaz de realizar los ensayos en atmsferas en vaco. Un sistema de vaco convencional puede consistir en un sistema de vaco formado por una bomba rotatoria y una difusora que permita realizar vacos tericos del orden del 10-5 mbar.
A la hora de disear un equipo de soldadura por difusin el tema que ms preocupa es la aplicacin de la presin de soldadura. Normalmente se recurre a sistemas hidrulicos. En determinadas ocasiones, cuando las piezas a soldar poseen formas geomtricas complicadas y la realizacin de presin es difcil se suelen utilizar HIP.
Por otra parte, al tener que realizar la soldadura en atmsferas controladas es necesario que el sistema sea una cmara sellada, hecho que encarece mucho este equipo. Normalmente, la atmsfera que ms se utiliza es de vaco.
2.2.7.b. Soldadura por Brazing
El equipo ms habitualmente empleado para los procesos de braseado es el horno de vaco o en atmsfera controlada. El calentamiento por induccin no se emplea, normalmente, dadas la escasa conductividad trmica y elctrica de las cermicas ms habituales.
Durante el proceso de soldadura se ha de controlar que la velocidad de calentamiento sea uniforme a ambos lados de la unin. Esto se puede conseguir mediante la estabilizacin de la temperatura justo debajo de la de fusin del aporte, subiendo la temperatura, posteriormente, de una manera muy lenta. Por otra parte, el enfriamiento ha de ser muy lento con objeto de reducir al mnimo posible las tensiones residuales.
Por tanto, el equipo de braseado ha de ofrecer las siguientes caractersticas: posibilidad de hacer el vaco o atmsfera controlada y de permitir un control adecuado de la temperatura en diferentes zonas as como un calentamiento/enfriamiento uniforme, y lento, durante el proceso de braseado.
2.2.8. Caracterizacin de las Uniones
2.2.8.a. Ensayos destructivos
La evaluacin de estas uniones requiere una combinacin de ensayos metalogrficos y mecnicos.
2.2.8.a.1. Ensayos metalogrficos
El primer problema comienza en el pulido y corte de la probeta, cuando es necesario prepararla para su observacin metalogrfica. Las diferentes caractersticas de ambos materiales, la fragilidad de las cermicas y la ductilidad de los materiales, hace que sean necesarias preparaciones ms cuidadosas.
La mayora de los autores coinciden al elegir las tcnicas de microscopa electrnica de barrido (SEM) y ESCA-AUGER como las ms adecuadas:
El SEM permite diferenciar compuestos, realizar mapeados y lineas de composicin a travs de la junta realizada, lo cual permite analizar la profundidad de la capa de interdifusin formada.
ESCA-AUGER nos mejora las posibilidades del anterior, mejor resolucin, conocimiento del estado qumico y nos puede llegar a dar un perfil de profundidad. Este proceso resulta especialmente crtico en el caso del estudio de procesos de difusin.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -19-
2.2.8.a.2. Ensayos mecnicos
Los ensayos de traccin, doblado y de tenacidad se han aplicado habitualmente para la caracterizacin de uniones entre cermicas y de cermicas con metales. Sin embargo, la falta de uniformidad de los resultados provoca que estos sean muy difciles de comparar.
En cuanto a los ensayos de traccin, existe una gama muy amplia de probetas diseadas por los distintos autores as como una gama amplia de velocidades de ensayo. Los ensayos de plegado pueden ser en 3 4 puntos, dependiendo de la unin a evaluar. Para la evaluacin de uniones metal-cermico se emplean tanto los ensayos de 3 como de 4 puntos.
2.2.8.b. Ensayos no destructivos
Inspeccin ultrasnica.- Uno de los mtodos no destructivos mejores a la hora de evaluar las uniones metal-cermico es el mtodo de inspeccin ultrasnica.
B-C-T- SCAN: No detecta los mismos defectos que el equipo de ultrasonidos, pero tiene como ventaja y a su vez de diferencia en que no le hace falta un contacto fsico directo entre el palpador y la muestra. Las muestras no requieren una preparacin especial.
3.- UNIN DE MATERIALES COMPUESTOS (MC)
Los Materiales Compuestos (MC), han despertado un gran inters y expectacin en el campo de la Ciencia y la Tecnologa de los nuevos materiales estructurales avanzados. Se trata de combinaciones de dos o ms materiales que se presentan como fases separadas, y que se combinan para formar estructuras con las propiedades deseables de cada uno de los constituyentes.
Los MC surgen por la necesidad de diferentes industrias de disponer de materiales con propiedades superiores a las ofrecidas por los materiales simples y homogneos. El sector principalmente motor de este desarrollo fue, y es, el sector aerospacial, aunque ya se hace notar el de automocin con mayor fuerza.
De forma general, se puede decir que los MC estn constituidos por una fase continua, la matriz, reforzada por una fase dispersa compuesta de fibras (continuas o discontinuas) o partculas.
Los MCs los podemos clasificar en funcin de la matriz del material, distinguindose as materiales compuestos:
De matriz polimrica.
De matriz metlica.
De matriz cermica.
Todos ellos se van a recoger en el presente captulo aunque se prestar ms atencin a los MCs de matriz metlica, recogindose ms ampliamente la unin de MCs de matriz polimrica en el tema 1.17, por la similitud de los mtodos de unin con los materiales polimricos homogneos, no cubrindose los procesos de unin de los materiales compuestos cermicos debido a su similitud con los empleados en la unin de cermicas, descritos en el apartado anterior.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -20-
3.1.- Unin de MCs de matriz metlica (CMM)
3.1.1.- Introduccin a los CMMs
Los Materiales Compuestos de Matriz Metlica o Composites de Matriz Metlica (CMM), se caracterizan porque la fase de matriz continua es siempre metlica. Su esencia, y la de su tecnologa, radica en las posibilidades de modificar las propiedades de la matriz mediante la adicin, o generacin in situ, de partculas finas o fibras resistentes. Para conseguir una combinacin eficaz de las propiedades que presentan cada una de las fases individualmente, es necesario que la fase reforzante tenga una adecuada distribucin, orientacin y fraccin volumtrica.
Estos materiales presentan una serie de caractersticas fsicas y mecnicas completamente nuevas, en comparacin con los metales homogneos y sus aleaciones, de manera que pueden ser utilizados satisfactoriamente para resolver importantes problemas tcnicos, especialmente, en la industria aeronutica e ingeniera de automocin.
La utilizacin de CMM posibilita un incremento de la resistencia, rigidez y resistencia al impacto, as como una reduccin del peso de muchas estructuras.
Los primeros estudios sobre los compuestos de matriz metlica comenzaron en la dcada de los sesenta, paralelamente al desarrollo de los de matriz polimrica, debido a la necesidad de trabajar a mayores temperaturas y en ambientes ms agresivos. La ausencia de una gama amplia de fibras, as como la alta reactividad de las mismas con las matrices, llev a la paralizacin de este desarrollo inicial. El tema fue retomado en los aos setenta, en EE.UU. y Japn principalmente, a travs de diferentes programas de investigacin.
Actualmente, las matrices ms utilizadas son Al, Ti, Mg y sus respectivas aleaciones, aunque tambin en otras aplicaciones se emplean matrices de cobre, hierro, nquel y tungsteno. En cuanto a las matrices, las aleaciones de aluminio de las series 2xxx, 6xxx, 7xxx y, actualmente, las de Al-Li (AA 8090), son las ms comnmente utilizadas para la fabricacin de estos materiales. Adems, en estos ltimos aos, el desarrollo de nuevas aleaciones con caractersticas superplsticas (Al-Li) o resistentes a elevada temperatura, estn permitiendo un gran avance y aplicacin de estos materiales.
Por otra parte, los refuerzos incluyen principalmente cermicas como carburos de silicio (SiC), almina (Al2O3), carburo de titanio (TiC) o carburo de boro (B4C); otros materiales menos usados son el grafito, el diboruro de titanio (Ti2B), o filamentos metlicos de boro, acero o tungsteno.
La seleccin del tipo de material depende de las propiedades deseadas en el composite, su compatibilidad con la matriz y el proceso de procesado de ese composite. Una ventaja relacionada con el proceso de fabricacin consiste en la posibilidad de modelar las propiedades finales mediante el control del procesado del CMM, es decir, mediante el control de la cantidad de refuerzo y su distribucin dentro del material se pueden controlar ciertas propiedades finales del CMM.
La forma del refuerzo tiene una importante influencia en las propiedades resultantes del CMM final. Dentro de los CMM se pueden considerar tres grandes grupos de acuerdo con la morfologa de las fases reforzantes:
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -21-
1.- CMM reforzados con fibras continuas.
2.- CMM reforzados con fibras discontinuas (whiskers y fibras cortas).
3.- CMM reforzados con partculas dispersas.
Las fibras, a veces denominadas filamentos, tienen una alta relacin longitud/dimetro. Se emplean como refuerzos continuos en productos laminados y tubos. El resultado es la generacin de propiedades anisotrpicas en la direccin de la fibra y el resto del material; con objeto de reducir esta anisotropa se pueden emplear fibrados en diferentes direcciones como, por ejemplo, 0/45/90/135.
Las partculas dispersas representan el extremo opuesto a las fibras continuas y permiten obtener propiedades isotrpicas a un coste mucho ms reducido que en el caso de las fibras. El mtodo de procesado es similar al empleado en el procesado de la matriz metlica.
El grupo de partculas intermedio entre las dispersas y el de las fibras continuas incluye las fibras cortas y los whiskers. De este modo sus propiedades resultan intermedias, en particular, la anisotropa/isotropa de las propiedades resulta intermedia entre los otros tipos de refuerzos.
La designacin adoptada por ANSI (35.5-1992) de los CMMs ha adoptado la designacin definida por la Aluminum Association en la cual:
Matriz/Refuerzo/Volumen/Forma
siendo:
Matriz la designacin del metal o aleacin de la matriz.
Refuerzo frmula qumica del refuerzo
Volumen (%) porcentaje en volumen (sin incluir %)
Forma letra f (para fibras o filamentos); c (fibras cortas); w (whiskers); p (partculas).
De este modo la denominacin 6061/Al2O3/10p, designara una matriz de 6061 reforzada con un 10% de partculas de almina.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -22-
Los sistemas ms conocidos y sus posibles aplicaciones se muestran a continuacin:
MATRIZ FIBRA APLICACIN POTENCIAL
Aluminio
Grafito Boro Almina Carburo de Silicio
Satlites, misiles, helicpteros. Alabes de compresores y soportes estructurales. Piezas de automocin. Estructuras a elevadas temperaturas.
Magnesio Grafito Boro Almina
Satlites y estructuras espaciales. Antenas. Transmisiones de helicptero.
Plomo Grafito Almina Acumuladores elctricos. Acumuladores elctricos.
Cobre Grafito Contactos y soportes elctricos.
Titanio Boro Carburo de SilicioComponentes de motores a altas temperaturas. dem.
Superaleaciones Carburo de SilicioMolibdeno Componentes de motores a altas temperaturas. dem.
TABLA 4
APLICACIN DE DIFERENTES CMM
3.1.2.- Soldabilidad de los CMMs
La tecnologa de fabricacin de composites de matriz metlica es bastante conocida. Sin embargo, solamente se puede encontrar un pequeo nmero de publicaciones acerca de uniones de CMM. En primer lugar, este hecho est de acuerdo con el extendido punto de vista, segn el cual es necesario disear componentes de CMM sin utilizar procesos de soldadura; por otro lado, debido al alto coste de las investigaciones cientficas y al carcter militar de muchas de ellas, se evita la difusin de los resultados obtenidos al aplicar los procesos de soldeo en los CMMs.
As mismo, una dificultad aadida en la fabricacin de objetos para nuevas aplicaciones, especialmente en la industria aeronutica, sera el hecho de que no solamente es necesario tratar con uniones CMM-CMM, sino tambin con uniones de CMMs con otro tipo de materiales (aluminio, acero, titanio, etc.).
Los principales problemas que se presentan en la soldabilidad de CMMs pueden ser descritos como sigue:
1) Una gran diferencia de los puntos de fusin entre el agente de refuerzo (pudiendo alcanzar los 2500 C) y la matriz (aproximadamente 600 C - 1700 C).
2) Grandes diferencias en los coeficientes de expansin trmica entre la matriz y el refuerzo, lo cual genera la formacin de fuertes tensiones trmicas.
3) La combinacin en el compuesto de materiales con diferente elasticidad lleva, durante la deformacin en la soldadura en estado slido (incluso sin precalentamiento), a la formacin de esfuerzos normales de diferentes niveles en estos materiales, as como esfuerzos a cortadura en la interfase. Por ejemplo, en los CMMs reforzados con fibra, la deformacin plstica de la matriz puede destruir o cambiar la configuracin de la fibra provocando de esta manera la degradacin de la resistencia del CMM.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -23-
4) La diferente capacidad y conductividad calorfica de los componentes lleva a cambios en las condiciones de solidificacin de la soldadura.
5) En contraste con los materiales convencionales, la resistencia de los CMM depende de la continuidad de las fibras. La ruptura de esta continuidad, tpica en las uniones de CMMs, es difcil de compensar mediante los mtodos tradicionales de unin.
6) Incluso en los casos en los que la temperatura seleccionada en el proceso de soldadura sea inferior al punto de fusin de la matriz, la duracin del efecto calorfico puede ser elevada y, en consecuencia, se originaran reacciones qumicas en las intercaras matriz-refuerzo provocando la prdida de su resistencia por formacin de fases frgiles.
La degradacin de la resistencia del CMM, debida a la formacin de fases dbiles en la intercara fibra/matriz, se puede observar en los compuestos con matriz de aluminio sometidos a una temperatura elevada. Por ejemplo, en compuestos Al/B se forma AlB2 con un calentamiento superior a 700 K; las fibras de carbono tambin reaccionan con la matriz de aluminio en compuestos Al/C formando fases frgiles de Al4C3 en la intercara a temperaturas de aproximadamente 850 K. De cara a evitar la reaccin, entre la fibra y la matriz, se recurre al revestimiento de fibras con carburos tales como SiC, TiC o ZrC. Estos revestimientos retardan la reaccin en la interfase, aunque todava puede ser posible la formacin de estas fases frgiles en procesos con calentamientos prolongados.
Puesto que la deformacin plstica de la matriz causa la destruccin o un cambio en la configuracin de las fibras, las tcnicas que requieran una gran cantidad de deformacin (unin por presin en estado slido y soldeo por friccin) no son generalmente apropiadas para los CMM reforzados con fibras. Sin embargo, el soldeo por friccin rotativa podra ser aplicado con xito en el caso de CMM reforzado con fibras cortas o partculas compuestas por xidos.
En los ltimos aos se ha desarrollado el proceso de soldeo por friccin-agitacin, friccin-lineal o FSW, el cual es adecuado para la unin de CMMs de aluminio que tengan partculas dispersas. Dado que la temperatura alcanzada en el proceso es inferior a la de fusin de la matriz y a la de las partculas no se degenera el material gravemente. Si bien este proceso es adecuado, es preciso seguir trabajando para el control del mismo y para el aumento de vida til de las herramientas dado que durante el procesado de estos materiales se produce la abrasin de la herramienta por parte de las partculas reforzantes.
Aunque, el soldeo por difusin puede minimizar la deformacin plstica durante el proceso de unin, en la intercara de la junta se requiere an una significativa deformacin plstica para conseguir una completa unin atmica; esta deformacin podra causar daos y destruccin en la fibra, en detrimento del CMM en la zona de unin.
El proceso de soldeo por soldadura fuerte resulta ser el ms desarrollado para la unin de este tipo de materiales, producindose la unin entre la matriz del CMM y el segundo material (CMM u otro).
Los procesos de soldeo que funden el material lo degeneran, destruyendo el efecto de los refuerzos. Por tanto, no suelen resultar adecuados para la unin de este tipo de materiales.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -24-
3.1.3.- Procesos de soldeo de los CMMs
La diversidad de mtodos de soldeo y la infinidad de posibilidades en cuanto a la composicin de estos materiales, hace prcticamente imposible la elaboracin de una regla general de comportamiento de las uniones en los CMM.
Lo que s resulta generalmente cierto es que si bien la resistencia de las uniones soldadas por procesos de soldeo por fusin puede llegar a ser comparable a la de la matriz sin refuerzo, la eficiencia de la unin ser normalmente inferior. Por otra parte, dado que la zona de fusin carece de refuerzo, la rigidez en dicha zona ser inferior, y la ductilidad puede ser superior.
La mayor parte de las experiencias existentes emplean el aluminio y sus aleaciones como matriz. Por este motivo, este apartado se ceir a exponer de manera generalizada resultados reportados para el caso de composites de matriz de aluminio reforzados con partculas de SiC o Al2O3, utilizando, para ello, los siguientes procesos de soldeo:
SOLDEO POR FUSIN
MTODOS DE UNIN EN ESTADO SEMISLIDO
MTODOS DE UNIN EN ESTADO SLIDO
Soldeo TIG y MIG
Soldeo por resistencia
Soldeo Laser (LBW)
Soldeo por haz de electrones (EBW)
Soldeo fuerte (brazing)
Soldeo blando (soldering)
Unin por difusin
Unin por friccin
Unin adhesiva
Unin mecnica
TABLA 5
PROCESOS DE SOLDEO PARA CMMS
3.1.3.a- Soldeo por friccin de los CMMs
La soldadura por friccin rotativa, enmarcada dentro de los procesos en estado slido, consiste en aplicar un rozamiento continuo entre las intercaras de unin manteniendo uno de los componentes fijo en contacto con otro sometido a un movimiento de rotacin, todo ello bajo la accin de una presin axial (presin de friccin), la cual, genera un calentamiento en la intercara con el consiguiente reblandecimiento del material (sin llegar a alcanzar el punto de fusin). En un momento dado, el material comienza a fluir plsticamente, formndose un rebosamiento del mismo en la junta. Despus de un tiempo predeterminado se suspende la friccin, mantenindose una presin de forja, que puede ser ligeramente mayor que la presin inicial, para consolidar la soldadura.
Teniendo en cuenta los resultados positivos obtenidos con este proceso de soldeo para la unin de metales con una gran diferencia en sus puntos de fusin (p.e. Al y W), se pens en la utilizacin de esta tcnica en uniones disimilares metal/cermica. Concretamente se realizaron investigaciones en uniones de aleaciones de aluminio con Al2O3 y ZrO2, logrando una alta resistencia.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -25-
Los ltimos estudios realizados en este rea han demostrado que los procesos en estado slido pueden ser utilizados con xito en la unin de una gran variedad de materiales compuestos de matriz metlica. Las principales ventajas de los procesos de soldadura en estado slido frente a los de fusin se resumiran en que:
No se forman fases fundidas.
La formacin de fases frgiles no tiene lugar.
Se evitan los problemas de viscosidad y segregacin de partculas tales como Al2O3 o SiC.
Aunque en el caso de soldadura por friccin se observa que la resistencia de la zona de unin es menor que la del material base, se puede conseguir una recuperacin de propiedades mediante un adecuado tratamiento trmico de solubilizacin seguido de un envejecimiento artificial.
Para ilustrar este proceso se presentan los resultados obtenidos en una serie de ensayos realizados por el TWI. Se utiliz el proceso de friccin rotativa con movimiento continuo, realizndose dos uniones, una de 2618/SiC con 2618/SiC y la otra de A357/SiC con la aleacin sin reforzar 6082.
Los ensayos iniciales que se llevaron a cabo tuvieron la finalidad de encontrar parmetros que lograran una buena unin. Se consigui un amplio rango de condiciones satisfactorias para el soldeo, y como era de esperar fueron necesarias mayores presiones de forja para la unin de CMM-CMM que para la que contena la aleacin sin refuerzo. Las condiciones ptimas para ambos casos aparecen en la siguiente tabla.
Material Velocidad de
rotacin (r.p.m.) Presin de
friccin (MPa) Presin de
forja (MPa) Tiempo de
soldeo (s) Desplazamiento
total (mm)
2618/SiC 950 172 260 4.4 8.5
A357/SiC con 6082 1460 80.7 104 1.5 4
TABLA 6
PARMETROS PARA SOLDEO POR FRICCIN DE 2618/SIC Y A357/SIC CON 6082
Cuando se soldaban barras de 2618/SiC se produca una zona de deformacin plstica muy limitada y, como generalmente ocurre en este proceso, siendo la calidad de la unin buena, sin la presencia visible de grietas. La soldadura entre la barra de 6082 y la fundicin A357/SiC presentaba unas caractersticas interesantes, ya que aunque visualmente se apreciaba la zona de rebosamiento habitual en estas uniones, se observaba que proceda del material 6082 y no de la fundicin.
En el caso de la primera junta, en la regin de unin, las partculas de SiC se disgregaron debido a la constante abrasin a la que se ven sometidas en la intercara. En el caso de la fundicin A357/SiC la dispersin de las partculas es mucho ms uniforme en las cercanas de la intercara y, es tambin interesante remarcar la capacidad de penetracin de las partculas de SiC en el material 6082, que puede superar las 200 micras. As mismo, un cuidadoso examen de las microestructuras evidenci que no se haba producido ninguna reaccin entre las partculas y la matriz.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -26-
Por otra parte, el proceso de soldeo por friccin lineal (FSW) que ha aparecido en 1991 presenta unas elevadas posibilidades para ser aplicado en uniones de este tipo de materiales que presentan partculas dispersas en la matriz. Se han conseguido uniones sanas con buenas caractersticas mecnicas. Sin embargo, es preciso desarrollar herramientas adecuadas para soportar las enormes solicitaciones a las que son sometidas durante el desarrollo de las uniones, en particular, debidas al efecto de desgaste de las mismas por efecto de las partculas dispersas en el material compuesto.
3.1.3.b- Soldeo por difusin de los CMMs
La soldadura por difusin es un proceso en estado slido por medio del cual se consigue la coalescencia de dos o ms materiales, de igual o diferente naturaleza, al poner en contacto sus superficies y someterlas a una elevada temperatura, mientras se les aplica una presin interfacial durante un determinado intervalo de tiempo. La temperatura de soldadura es siempre inferior al punto de fusin de los materiales y la presin aplicada debe ser lo suficientemente baja como para evitar que se produzca una deformacin macroscpica elevada.
Aunque la difusin es una tcnica esencial en la formacin primaria de CMMs, los intentos para usar este mtodo en procesos secundarios de fabricacin no han conseguido buenos resultados. En particular, todos los intentos de unin de CMM de matriz de aluminio han producido uniones de muy baja eficiencia. La gran deformacin y/o las altas temperaturas requeridas para la unin, en favor de la eliminacin de la capa refractaria de almina, son las responsables de la prdida de propiedades de la unin.
En una bsqueda de mejora de estas propiedades, se vio cmo la utilizacin de intercapas metlicas conseguan incrementar la resistencia en la zona de soldadura. Entre los metales insertados en materiales compuestos de matriz de aluminio, la plata y el cobre que forman un eutctico reaccionando con el aluminio a la temperatura de procesado, han resultado muy efectivos. Las aleaciones de Al-Si, con una temperatura de fusin menor que el aluminio, tambin pueden ser utilizadas como materiales intermedios.
3.1.3.c- Unin adhesiva y mecnica
Los composites de matriz metlica tienen la posibilidad de ser unidos mediante ajuste mecnico, unin adhesiva o incluso una combinacin de ambos. Tericamente, todos los materiales compuestos deberan poder ser unidos mediante tcnicas adhesivas. Sin embargo, muchos fabricantes evitan su utilizacin en uniones que trabajan soportando fuertes cargas, con lo que las fijaciones mecnicas son todava muy utilizadas en estos casos.
Hay muchos ejemplos de uniones en estructuras, donde la capa de adhesivo es el principal elemento soporte de carga. A pesar de esto, la utilizacin de adhesivos, es an una tecnologa vanguardista dentro de la industria. Los diseos de estructuras que contienen uniones adhesivas deben determinarse utilizando una combinacin de experiencia prctica y un anlisis detallado de esfuerzos dependiendo del coste, composicin e importancia del componente.
La cualificacin de un diseo que garantice la seguridad del componente en condiciones crticas de trabajo, se realiza mediante ensayos con un prototipo a escala bajo condiciones parecidas a las de servicio.
Las uniones adhesivas constituyen una tcnica de fabricacin para muchas aplicaciones en las cuales, mtodos de unin tales como soldeo por fusin, riveteado y difusin no son eficaces. Por un lado, los procesos de soldeo convencionales por fusin tienen la tendencia de separar la matriz del refuerzo en el bao fundido; el riveteado, as como otras tcnicas de uniones mecnicas, produce grandes
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -27-
concentraciones de tensiones que pueden provocar una pobre resistencia a fatiga as como problemas de corrosin; la unin por difusin no es satisfactoria para secciones finas o intrincadas.
Ante todos estos inconvenientes las ventajas tpicas que presentan los adhesivos incluyen:
La posibilidad de unir lminas estrechas, materiales disimilares y secciones intrincadas.
ejora de la eficiencia estructural, con la utilizacin con frecuencia de un menor nmero de piezas.
Superior resistencia a fatiga en comparacin con construcciones empernadas.
Las uniones adhesivas, generalmente, presentan buenas caractersticas de amortiguacin, y combinadas con plsticos reforzados pueden ser efectivas en la reduccin de ruido o vibraciones.
Los adhesivos actan como sellantes, ya que reducen la corrosin electroqumica y la penetracin de humedad.
Evitan los problemas con el mecanizado de los agujeros para tornillos, los cuales actan como puntos de fuerte concentracin de tensiones en los composites.
Sin embargo, la necesidad de un cuidadoso diseo y preparacin del rea de unin que asegure una buena mojabilidad, la baja resistencia a esfuerzos de pelado y la degradacin por humedad en la intercara composite/adhesivo puede limitar su utilizacin en campos especficos. Adems, los adhesivos tienen las mismas limitaciones que cualquier grupo de polmeros, siendo sus propiedades dependientes de la temperatura, tiempo y porcentaje de carga.
Con frecuencia, las uniones adhesivas son requeridas para soportar largos perodos de tiempo en ambientes agresivos, los cuales, pueden incluir una combinacin de altas temperaturas y humedad. Trabajos recientes incluyen una investigacin en los cambios asociados al comportamiento al impacto y a traccin con perodos de inmersin en agua, as como comportamiento a fatiga. En todos estos casos se estudi el comportamiento de uniones de CMM sometidas a varios pretratamientos qumicos.
Las uniones mecnicas presentan las ventajas de un fcil montaje y desmontaje, pequea o ninguna preparacin de las intercaras y adems ofrecen buenas propiedades en ciclos trmicos o en condiciones de elevada humedad. Sus principales desventajas son: aumento del peso, concentracin de tensiones, y baja rigidez de la unin. La unin mecnica es a menudo ms efectiva en uniones con una relativa seccin gruesa, porque las cargas pueden ser transmitidas a lo largo de todo el espesor.
Los fallos que se producen en las uniones mecnicas pueden ser por traccin, cortadura u otro tipo de cargas que tenga que soportar la unin. Ha de tenerse en cuenta que los elementos de cierre (tornillos, ribetes etc.) debilitan el composite.
Dentro de las aplicaciones de ingeniera son muy comunes las uniones tubulares, particularmente en las industrias aerospacial y del automvil. Componentes de inters incluyen ejes, elementos de suspensin y tubos sometidos a torsin. Como consecuencia existen diseos patentados para cubrir una serie de aplicaciones especficas.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -28-
3.1.3.d- Soldeo TIG y MIG
Estos procesos de soldeo, por tratarse de mtodos por fusin, presentan un gran nmero de problemas que ya se han descrito (formacin de fases dbiles, deformacin de la matriz, reacciones entre matriz/fibra...), a los cuales se pueden sumar:
Descomposicin o disolucin de fibras debido a las altas temperaturas durante la soldadura.
Formacin de grietas y poros dada la pobre mojabilidad entre la fibra y el bao fundido.
Por otra parte, debido a la mayor viscosidad de los baos de fusin de los CMCs respecto a los materiales de la matriz y debido a la diferente conductividad trmica de ambos materiales, se produce una variacin en la forma del bao de fusin final. Por otra parte, debido a la reduccin de conductividad trmica y elctrica respecto a la matriz, las uniones permiten, para los mismos parmetros elctricos, un aumento de la penetracin o de la velocidad. Sin embargo, la menor fluidez puede repercutir en un atrapamiento mayor de gases en la zona de fusin y por otra parte, el movimiento de las partculas puede conducir a que stas se acumulen en ciertas zonas y se produzca una unin muy heterognea.
Un repaso a las investigaciones realizadas hasta el momento, indica que los resultados obtenidos sobre la soldadura de materiales compuestos de matriz de aluminio reforzados con partculas discontinuas, dependen en gran medida de las caractersticas de la matriz y del aporte.
La mayora de las investigaciones se han realizado con materiales de matriz de la serie 6xxx, aleacin muy soldable y que admite el tratamiento trmico posterior a la soldadura por ser endurecible. Por ejemplo, cuando se sueldan CMMs, cuya matriz sea 6061, se pueden emplear aportes tipo ER4043 o ER5356 en funcin del tipo de refuerzo de la matriz.
En trminos de equipamiento y consumibles, el soldeo por arco para CMMs de aluminio es substancialmente similar al empleado en aleaciones convencionales de aluminio. Si consideramos que en la mayor parte de los casos se trata con porcentajes del 70 al 95% de matriz de aluminio, parece lgico que las reglas bsicas en la seleccin de equipamiento y metal de aporte no presenten grandes variaciones. El gas de proteccin, generalmente, es argn, y el metal de aporte se elige en funcin de la matriz y de los requerimientos en servicio de la unin soldada. En el caso de las matrices de titanio el grado de proteccin exigido es an mayor.
Duralcan Ltd ha ensayado el soldeo de aleaciones endurecibles de aluminio reforzado con almina mediante TIG con aporte ER5356 (5% Mg), obteniendo buenos resultados en materiales con matriz de AA2024 y AA2219. Tambin otros investigadores han conseguido realizar uniones sanas en el soldeo TIG de AA6061/Al2O3/25p.
Tambin se ha conseguido soldar los CMMs de matriz de titanio mediante este proceso. En las pruebas se puede conseguir unir con adecuada resistencia. Sin embargo, se producen fases intermetlicas que quedan embebidas en la zona de fusin que pueden ser crticas para algunas aplicaciones.
El proceso MIG, sin embargo, es el ms utilizado en la produccin de soldaduras debido a su fcil automatizacin y a su elevada razn de deposicin. Por este ltimo motivo, mientras que para espesores finos se utiliza preferentemente el proceso TIG, en uniones con espesores mayores de 3 mm generalmente se prefiere utilizar soldeo MIG. Duralcan Ltd realiz una serie de soldaduras en chapa de 3 mm de W6A.20A (composite de matriz A6061 con un refuerzo de 20% de Al2O3), mediante soldeo MIG con un aporte de
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -29-
ER5356, obteniendo unos valores de resistencia similares a los de aluminio convencional. Por otro lado, despus de realizar un tratamiento trmico post-soldeo se consigui incrementar la resistencia de la soldadura en detrimento del alargamiento.
3.1.3.e- Soldeo por resistencia
En los procesos de soldeo por resistencia el calor se genera por medio de una corriente elctrica de elevada intensidad que se hace circular con ayuda de dos electrodos, durante un corto espacio de tiempo, a travs de las superficies que se desean soldar. Los metales que constituyen la unin ofrecern una resistencia al paso de corriente y, por tanto, se generar un calor, que ser mximo en la intercara de las piezas (zona de unin) ya que la resistencia al paso de la corriente tambin es mxima en dicha zona.
Este proceso ha sido aplicado principalmente en CMMs de matriz de aluminio. El perodo de aportacin de calor es reducido y, por lo tanto, las posibles reacciones entre la matriz y la fibra se minimizan. Por otro lado, la formacin de poros y grietas normalmente se controlan mediante la presin ejercida durante el proceso de soldeo. Adems, si las condiciones de soldeo son apropiadamente seleccionadas, es posible obtener uniones con la suficiente resistencia.
Recientemente se public un artculo en el cual se aplicaba soldadura por resistencia con la tcnica de soldeo por puntos para uniones de CMMs de aluminio reforzados con partculas de SiC. Los composites de aluminio se sueldan por puntos utilizando condiciones similares a las empleadas para aleaciones convencionales de aluminio. Sin embargo, generalmente, estos materiales requieren menos intensidad elctrica durante el soldeo, debido a un incremento en su resistividad asociado a la adicin de partculas. Dado que esta tcnica precisa de un corto perodo de calentamiento, de unos 0.1s, la reaccin entre la matriz y la fibra puede ser prcticamente eliminada, evitando as la formacin de Al4C3. Observaciones microestructurales han revelado que las uniones producidas con esta tcnica no contienen ni defectos, tales como poros o grietas, ni reacciones entre la matriz y la fibra.
3.1.3.f- Soldeo blando y fuerte
La soldadura blanda y fuerte pueden ser enmarcadas dentro de los procesos denominados de estado semi-slido, ya que tienen la caracterstica comn de que nicamente se produce la fusin del material de aporte, a menos de 450 C en el caso de soldadura blanda (soldering) y a ms de 450 C en el caso de la fuerte (brazing). De este modo se evita la fusin del CMM.
Soldadura blanda
La soldadura blanda presenta la ventaja de que al trabajar a bajas temperaturas previene la formacin de reacciones entre matriz y fibra, en el caso de los CMMs con refuerzo de fibra.
En un trabajo de la Facultad de Ciencias Qumicas de Madrid, se realizaron una serie de pruebas con aleaciones de Al/Cu (2xxx) reforzadas con diferentes proporciones de partculas de SiC, obteniendo las siguientes conclusiones:
Es posible la soldadura de CMMs de matriz de la serie 2xxx y refuerzos de SiC mediante soldadura blanda con aporte de aleaciones ricas en Zn, eliminndose los problemas de fusin intergranular que se generan con otros aportes.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -30-
La mojabilidad de los aportes estudiados disminuye conforme aumenta la proporcin de refuerzo en la matriz, independientemente del aporte empleado.
Soldadura fuerte
El braseado o soldadura fuerte ha sido aplicada a CMMs con matriz de aluminio y tambin en uniones disimilares con aleaciones de titanio usando aleaciones de Al-Si como materiales de aporte.
En un artculo presentado por el mismo equipo, se realiz un estudio de soldabilidad fuerte de diferentes CMMs de matriz de aluminio reforzados con partculas de almina, mediante un aporte de Al-Si. A continuacin se presentan los resultados que se desprenden de estos ensayos:
La mojabilidad de aportes de AL-Si sobre CMM de aluminio (6xxx y 7xxx) es aceptable para temperaturas en el intervalo 580-590C. Los mayores problemas se presentan en los materiales con mayor porcentaje de refuerzo al reducirse la mojabilidad.
l tipo de matriz del CMM determina la microestructura final del bao fundido y el grado de dilucin.
3.1.3.g- Soldeo lser (LBW)
El soldeo lser, (conocido como LBW iniciales de Lser Beam Welding), es un proceso de unin que produce la fusin y la subsiguiente unin de dos superficies mediante el calor obtenido por el impacto de un haz coherente de fotones. En este proceso, es posible enfocar el haz en el material y, por lo tanto, controlar el aporte de energa y el rea en la que ste incide. La zona de reaccin es pequea, consiguiendo adems un mnimo impacto en la microestructura. Cuando un haz de lser incide en la superficie de una muestra, parte del haz es absorbido y el resto es reflejado dependiendo de la capacidad de absorcin del material. La energa absorbida causa el calentamiento en la superficie del material, producindose la fusin del mismo si se aplica energa suficiente.
Un aumento en el aporte de calor produce una mayor evaporacin de los constituyentes. La presin de vapor de estos constituyentes y los gradientes de la tensin de la superficie en la regin fundida producen la formacin de una cavidad de vapor o keyhole. El keyhole es una cavidad ocupada por vapor o plasma, formado dentro del material directamente debajo del haz y comportndose como un cuerpo negro, absorbiendo toda la energa incidente del haz de lser. Como resultado, se crea una fuente de calor dentro del material y la energa es distribuida de forma lineal por todo el espesor.
El keyhole es estrecho y las velocidades de enfriamiento en las regiones a su alrededor son muy elevadas, lo cual produce una zona afectada muy pequea, siendo sta la mayor ventaja del proceso de soldeo por lser.
La efectividad de una soldadura lser depende inicialmente de la capacidad de absorcin de la radiacin por el material a soldar, siendo el aluminio, uno de los materiales ms difciles de unir. A 600C ms de un 97% de la energa lser CO2 es reflejada y no es por lo tanto utilizada para el calentamiento del material. Sin embargo, las partculas de carburo de silicio tienen valores de emisividad muy altos, con lo cual la adicin de estas partculas a la aleacin de aluminio puede mejorar significativamente la absorcin de energa y, por consiguiente, la eficacia efectividad de la unin por lser.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -31-
Con vistas a limitar la formacin de carburos de aluminio durante el soldeo por fusin se ha recurrido a procesos, tales como el soldeo lser, donde tienen lugar ciclos trmicos muy rpidos. En diferentes estudios, utilizando tanto lser de CO2 (pulsado y continuo) como de Nd YAG (pulsado), los rpidos ciclos trmicos utilizados por estos procesos hacen posible una distribucin uniforme del refuerzo y un tamao de grano fino. Sin embargo, a pesar de que los experimentos han demostrado que la microestructura del Al4C3 puede ser modificada variando los parmetros del proceso, parece que el soldeo lser es incapaz de producir soldaduras libres de Al4C3.
Por otra parte, se dispone de un reducido nmero de estudios publicados acerca del soldeo lser en composites de matriz aluminio reforzados con almina. Al igual que el SiC, el refuerzo de Al2O3 tambin es el principal encargado de absorber la energa del lser. Se ha utilizado el proceso lser de CO2 en un composite 6061/Al2O3/20p producido por pulvimetalrgia. En vez de conseguir una unin, en los intentos iniciales de soldeo de diferentes probetas se produjo un corte de las mismas. Sin embargo, con la utilizacin de hilo de aporte 5083 y 4047, se consiguieron soldaduras aceptables.
Kawali y Viegelahn investigaron la posibilidad de soldeo de una aleacin de aluminio 6061 reforzada con un 20% de partculas de Al2O3 y producida va lingote de fundicin. Se encontraron con problemas similares que atribuyeron a la formacin de un plasma inestable sobre el bao de fusin. Para eliminar la presencia de este plasma, se procedi a colocar una pequea boquilla de gas cerca del rea de soldadura, logrndose de esta forma soldaduras sanas con una distribucin uniforme de refuerzo. Se comprob as mismo que la calidad de las soldaduras estaba estrechamente relacionada con la direccin de flujo del gas aportado en relacin a la direccin de soldeo y al posicionamiento de la boquilla del mismo. Basndonos en este estudio se puede considerar que el LBW ofrece posibilidades en la unin de CMMs de aluminio reforzados con almina.
3.1.3.h- Soldeo por haz de electrones (EBW)
El soldeo por haz de electrones, (conocido como EBW, iniciales de Electron Beam Welding), utiliza como fuente de calor un haz de electrones altamente acelerado que se focaliza para hacerlo incidir sobre una zona muy localizada de la pieza con lo que se pueden alcanzar densidades energticas elevadas, permitiendo altas velocidades de soldadura en grandes espesores.
El soldeo por haz de electrones parece tener un gran potencial para la unin de algunos CMM de matriz de aluminio con refuerzo de SiC. Como el LBW, el proceso de EBW produce unos ciclados trmicos muy bruscos. Sin embargo, las interacciones fsicas entre haz-material son diferentes para ambos procesos. El calor durante el LBW es el resultado de la absorcin de fotones por parte del sustrato, mientras que en el caso del EBW ocurre por la transferencia de la energa cintica de los electrones al colisionar contra los tomos del sustrato.
Un trabajo comparativo entre ambos procesos (LBW y EBW) para el caso de una fundicin A356Al/SiC/15p revel que mediante la utilizacin del EBW se conseguan uniones muy buenas y una formacin de Al4C3 en un orden de magnitud menor que en el caso de LBW. Las soldaduras por ambos procesos se realizaron con idntico aporte trmico, velocidad de soldeo y dimetro de haz focalizado. Adems, gracias al empleo de EBW se lograron soldaduras sanas con una distribucin uniforme del refuerzo y un tamao de grano fino. Las soldaduras por EBW, realizadas a menor velocidad contenan algo ms de Al4C3.
Parece quedar demostrado que los diferentes mecanismos de transmisin de energa afectan a la microestructura final de la soldadura en el A356 Al/SiC/15p y, por lo tanto, a las propiedades de la misma.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -32-
Desafortunadamente, el proceso por haz de electrones no es factible para todos los compuestos de aluminio reforzados con SiC ya que, por ejemplo, en el caso de un 2014Al/SiC/15p de laminacin, en vez de unir el material lo que se consigue es cortarlo. Por otro lado, se desconoce si este problema era debido al proceso de fabricacin (pulvimetalrgia) o si era inherente al material.
3.2.- Unin de MCs de matriz polimrica (CMp)
3.2.1.- Introduccin
Como con el resto de los materiales compuestos el origen de los mismos est en la bsqueda de alternativas a los tradicionales homogneos. Los materiales polimricos compuestos surgen como alternativa a las aleaciones de aluminio debido a los problemas de corrosin y fatiga de estos.
Bsicamente, los materiales compuestos polimricos se clasifican en funcin del refuerzo:
por partculas.
por fibras.
por laminas.
En todos ellos, la matriz ejerce el efecto de mantener juntas, cohesiva y adhesivamente, los refuerzos, y distribuir los esfuerzos aplicados al material. Los materiales ms empleados para las matrices sern: resinas epoxi, poliamidas, polister o termoplsticos.
El proceso de unin por fusin de los materiales compuestos termoplsticos se logra por medio de un proceso de difusin de las molculas de la matriz y se distingue en funcin de la naturaleza de la matriz: termoplstica o termoestable.
En el caso de los plsticos termoestables no pueden ser unidos mediante procesos de soldeo por fusin, por lo que nicamente pueden unirse mecnicamente, mediante adhesivos o por una unin hbrida de ambos.
En el caso de los polmeros termoplsticos, adems de los mtodos anteriores, pueden emplearse los de soldadura. Los procesos de soldeo utilizables para la unin de los materiales termoplsticos son los mismos que se pueden emplear para la soldadura de los materiales compuestos. Los procesos se clasifican en funcin de la localizacin del calentamiento:
Externo: por medio de gas caliente, chapa caliente, implantes calentados inductivamente o por resistencia, por infrarrojos o mediante lser.
Internamente, generndose el calor en el interior, por microondas, friccin, vibracin o ultrasonidos.
La unin por soldadura tiene ventajas sobre la unin por adhesivo o mecnica ya que:
La unin mecnica introduce agujeros que pueden conducir a la generacin de concentradores de tensin, debilitando as el material.
En la unin por adhesivos han de emplearse adhesivos compatibles con el material a ser unido.
-
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.18 -33-
En la unin por soldadura se distinguen las siguientes etapas:
1. Preparacin superficial en la que se limpien adecuadamente las superficies a unir.
2. Calentamiento y fusin de las superficies a unir. En general son ms eficientes los calentamientos localizados. Adems, el efecto de las fibras puede alterar la distribucin del calor en la superficie y puede ser preciso aplicar presin durante el calentamiento.
3. Aplicacin de presin con objeto de permitir un contacto ntimo que habilite el proceso de difusin. La viscosidad del material vara en funcin de la cantidad de refuerzo por lo que es recomendable el empleo de una zona rica en resina en la zona cercana a la junta a ser unida.
4. Proceso de difusin y formacin de nuevos enlaces moleculares.
5. Enfriamiento y resolidificacin de los materiales.
3.2.2.- Procesos de Soldeo de Materiales Polimricos Compuestos
Tal y como se ha adelantado en el apartado anterior las uniones por fusin de los materiales termoplsticos se clasifican en funcin de la localizacin del calentamiento entre mtodos externos e internos. En ambos casos, las tcnicas son similares a las empleadas para la unin de los materiales polimricos de tipo termoplstico.
3.2.2.a.- Mtodos Externos
Los mtodos externos fueron adelantados en el apartado anterior: por medio de gas caliente, chapa caliente, implantes