Procesos Con Resinas
14
INSTITUTO TECNOLÓGICO DE COSTA RICA Escuela de Ciencia e Ingeniería de los Materiales Tecnologia de la Fundición Trabajo de Investigación “Moldeo con resinas” Profesor: Jose Alberto Ramírez Picado Estudiantes: Carlos Monge Mata Fabián Ugalde Vargas Grupo: 01
-
Upload
steven-castillo-hernandez -
Category
Documents
-
view
43 -
download
0
description
Procesos Con Resinas
Transcript of Procesos Con Resinas
INSTITUTO TECNOLÓGICO DE COSTA RICA
Escuela de Ciencia e Ingeniería de los Materiales
Tecnologia de la Fundición
Trabajo de Investigación
“Moldeo con resinas”
Profesor: Jose Alberto Ramírez Picado
Estudiantes:
Carlos Monge Mata
Fabián Ugalde Vargas
Grupo: 01
28 de Agosto del 2012
Procesos con resinas (resin holding)
Resina o ligante químico
Es un material químico utilizado para mantener unidos los granos de arena y darles a estos una forma deseada de manera que sirvan para la elaboración de moldes y núcleos o machos que a su vez serán utilizados para el proceso de colado de metales en el proceso de fundición.
Existen diferentes formas de clasificar las resinas, esta clasificación es generalmente hecha teniendo en cuenta la manera en la que son curadas y se endurecen cuando se hacen los moldes con estas, los tipos de resinas más conocidos son los siguientes:
1. Termo estables (hot box)
Hot Box
El proceso de caja caliente es un proceso de endurecimiento en caliente y consiste en la introducción de una mezcla húmeda (resina + endurecedor), en un molde o en cajas de moldeo, cuando se tiene formado el molde, se eleva la temperatura hasta 220 C. La mezcla puede prepararse en cualquier tipo de mezcladora. Los endurecedores (catalizadores) permanecen inactivos a temperatura ambiente y se descomponen rápidamente al elevar la temperatura del molde, liberando los ácidos necesarios para que se produzca la reacción de policondensación. También se puede adicionar si se desea, un “conservador”, el cual minimiza el pegado del molde a la caja y aumenta la vida útil del molde y la fluidez de la mezcla húmeda.
Como indica el nombre en este proceso se debe aplicar calor para que la resina reaccione y de al molde o al macho y a la vez hace que este se endurezca y tome las propiedades necesarias. Esta tecnología inició utilizando los sistemas furánicos, debido a que su reacción de polimerización es muy rápida en presencia de calor, esto fue una de las principales razones porque se desarrollaron los furanos como un sistema de resina de caja caliente, para tener una alternativa al proceso Shell (Croning)
En la actualidad el proceso de caja caliente no solo utiliza resinas furánicas si no también resinas fenólicas y combinaciones de ambas (furánicas y fenólicas)
Secuencia del proceso:
El proceso de caja caliente tiene una secuencia de soplado, curado y extracción. Primero se mezcle el catalizador con la arena por un minuto, después de este tiempo se adiciona la resina y se mezcla por otro minuto. Una vez lista, la mezcla es introducida por medio de aire a presión al herramental (caja de machos o molde)
previamente calentado, la mezcla comienza a reaccionar al momento de entrar en contacto con el herramental caliente, el tiempo de curado dependerá de la resistencia requerida por el macho para poder ser extraído del herramental sin fracturarse. La temperatura de trabajo para el proceso de caja caliente es de 180 a 280°C; esta temperatura depende de la formulación de la resina utilizada para fabricar los moldes.
La reacción de curado de las resinas de caja caliente se realiza por acción de calor y de un catalizador. La resina forma una red sólida tridimensional a partir de la resina líquida. La reacción tiene tres etapas las cuales son:
• La adición inicial del formaldehido al fenol para formar metilfenoles.• Crecimiento de la cadena mediante condensaciones• Reticulación.
La combinación de la temperatura de operación de caja así como el tipo de catalizador hacen que la resina se polimerice de manera correcta para formar el molde. Por lo tanto, la selección del catalizador es muy importante para el correcto funcionamiento de la resina de caja caliente y debe ser compatible con las propiedades de la arena.
Este proceso tiene un costo más elevado que el proceso de caja fría (Cool Box) y se debe principalmente al costo de energía para elevar la temperatura de los herramentales así como a los costos de fabricación de las cajas y sopladoras de caja caliente.
Variables en el proceso:
En este proceso de caja caliente, se debe tener en cuenta siempre la temperatura que se le debe aplicar al molde, esto porque si se le aplica muchas temperatura, se podría generar una degradación completa de la resina, y no un curado como se espera, además de esto, si no se llega a la temperatura adecuada, o sea si se deja por debajo de la temperatura optima para el proceso, puede suceder que la reacción no se lleve a cabo totalmente, lo cual disminuye las condiciones del molde elaborado, de modo que no es resistente.
Ejemplos de resinas termoestables:
Las resinas fenólicas exentas de nitrógeno, que generalmente se usan para elaboración de machos en pasos de agua y de aceite en la industria automotriz.
Algunas ventajas de las resinas termoestables:
Estas resinas, aunque necesitan de calentamiento considerable para ser curadas y por ende que los moldes puedan ser utilizados, presentan la gran ventaja de que desarrollan una gran resistencia mecánica, de manera que estos son generalmente
utilizados para piezas pequeñas pero de gran resistencia y responsabilidad, además para la elaboración de machos que deben soportar grandes cargas durante el colado.
Maquinaria de elevación de temperatura en moldes
Pistola de inyección de aire caliente para calentar los moldes de arena

2. Gasificantes (gas molding) (Cool Box)
Gas molding
Este es el sistema conocido como de caja fría, en donde se mezcla una resina con el agregado en este caso arena de sílice, y luego se hace pasar una corriente a través del molde formado de manera que este se endurece. Con este sistema se pueden fabricar tanto moldes como también machos para los moldes.
En este caso generalmente, las resinas que se presentan son silicatos. Las soluciones de silicato son soluciones alcalinas que tienen un pH de 9 a 11 y están formadas de SiO2 y M2O cuya fórmula es xSiO2yM2O, M puede ser sodio (Na), potasio (K) o litio (Li), la principal diferencia entre las soluciones de silicatos se encuentra en la relación entre estos dos compuestos SiO2 y M2O la cual puede variar desde 2:1 hasta 3:1 y tiene una influencia directa sobre las propiedades de la solución y de los corazones.
El incrementar la concentración de silicato en la solución tiene diferentes efectos como el aumento de la viscosidad de la solución y la resistencia mecánica de los corazones, aumenta la resistencia a la humedad y la resistencia térmica de los corazones
Secuencia del proceso:
Para las mezclas de moldeo Gasificantes, se sigue una secuencia en la que, se mezcla la arena con la resina o el silicato que se desee, se debe batir la mezcla durante algunos minutos para dar uniformidad, luego se pueden añadir a la mezcla agentes desmoronantes y otros a aditivos para mejorar la calidad superficial de la pieza que se desea obtener, una vez que se tiene la mezcla, se procede a elaborar el moldeo, y cuando se tiene la forma deseada se hace pasar una corriente de gas a través del molde para que se dela reacción necesaria y se endurezca el molde.
Variables que pueden afectar:
Este es un proceso de moldeo muy sencillo, el cual consta de pocos pasos y en en realidad bastante barato, las únicas situaciones que se pueden presentar en este caso, es en la concentración que pueda tener el silicato, ya que a mayor concentración de este, mayor será el endurecimiento del molde, pero teniendo una vida útil de apenas unas horas o días, por lo que se debe utilizar el molde apenas se fabrica, mientras que si la concentración del silicato es más baja, se endurecerá menos el molde, pero tendrá una vida útil de varios meses por lo que incluso pueden ser almacenados los moldes producidos. Además de esto, lo otro que puede afectar el proceso es el hecho de no pasar una corriente de gas suficiente para que se dé el endurecimiento total del molde.
Las variables que si deben de tomar en cuenta para un buen control del proceso, son las presión y la velocidad de entrada del gas catalizador al molde, esto porque si existe mucha presión o mucha velocidad, se podría presentar un erosionado del molde y por consiguiente una destrucción del mismo.
Algunos de los procedimientos utilizados son:
• Caja fría con uretano fenólico
• Proceso S02 (Furan/S02)
• Proceso de curado por radical libre.
• Proceso de caja fría con éster fenólico.
• Sistema de silicato de sodio/C02
Moldeo al CO2 (Silicato de Sodio)
Para este tipo de moldeo el sistema más conocido es el del moldeo al CO2, o moldeo con Silicato de Sodio.
El moldeo al CO2 es un método de endurecimiento de moldes de arena y sus respectivos machos sin la necesidad de cocción de los mismos. Para lo cual se emplea arena silicosa y un aglomerante de silicato de sodio, dichos moldes se elaboran de la misma manera que los moldes de moldeo en verde y al terminarse, se hace pasar por el molde una corriente de dióxido de carbono, lo cual genera una reacción química que produce un gel de sílice el cual logra el endurecimiento requerido del molde.
Para una mejor explicación de este proceso, lo que sucede es que al pasar una corriente de CO2 por el molde con silicato de sodio, el silicato se deshidrata, lo cual hace que la viscosidad del mismo aumente y que se empiece unir más fuertemente a la arena, este proceso se da cuando se termina de deshidratar y se forma un gel de Sílice que será el aglomerante principal del proceso. Este proceso se rige por la siguiente ecuación:
nNa20.mSiO2a.xH2O + CO2 2CO3 + mSi02 .xH2O
Aplicaciones:
La técnica de moldeo gasificante es muy útil para la elaboración de moldes en los cuales se ocupa que estén listos para utilizarse rápidamente, además de esto, la técnica de moldeo es relativamente barata, ya que no necesita de grandes equipos ni tampoco de energía para producir los moldes, también es muy útil para producción de grandes cantidades de moldes, la única desventaja es que estos deben ser utilizados rápidamente para evitar su degradación, por lo que se puede producir una gran cantidad de estos solo si es necesario.
3. Autofraguantes (Cool Box) (No Bake)
Cool box
Este proceso se basa en el curado a temperatura ambiente de dos o más componentes aglutinantes después de que éstos son combinados con la arena. Cuando el curado del sistema de aglutinantes comienza, inmediatamente después todos los componentes son combinados. Por un periodo de tiempo inicial después del mezclado inicial, la mezcla de arena es trabajable y fluido para permitir rellenar el molde. Después de un período de tiempo adicional, la mezcla de arena cura hasta el punto donde puede ser removida desde la caja. La diferencia de tiempo entre el rellenado y el destapado de la caja puede cambiar de unos pocos minutos a varias horas, dependiendo del sistema de aglutinante usado, el tipo de arena, agentes de curado y temperatura de la arena.
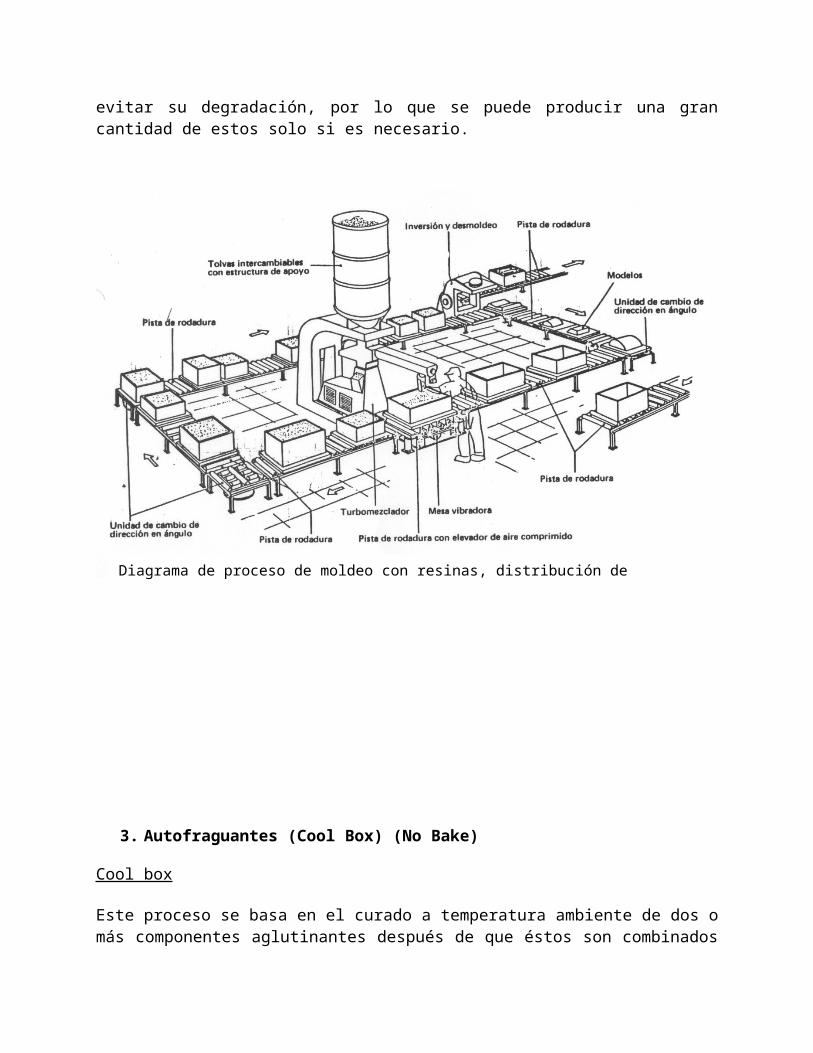
Diagrama de proceso de moldeo con resinas, distribución de planta y equipos utilizados
Este proceso es también conocido como sistema no bake, porque no se necesita de aplicación de calor en el proceso de curado de la resina, y se da la reacción con el catalizador al poner en contacto este con la resina, y no se necesita un gaseado, solo se mezclan y la reacción se da por la combinación de ambos.
En el sistema de caja fría se puede clasificar en dos tipos:
- Caja fría: en este moldeo, la arena se mezcla con la resina, y luego de esto se inyecta al molde un gas catalizador que efectuara la reacción química de endurecimiento. Se conocen también como gas molding
- No Horneados: este caso es igual al caja fría, solo que el catalizador que se inyecta al sistema es un liquido
Secuencia del proceso:
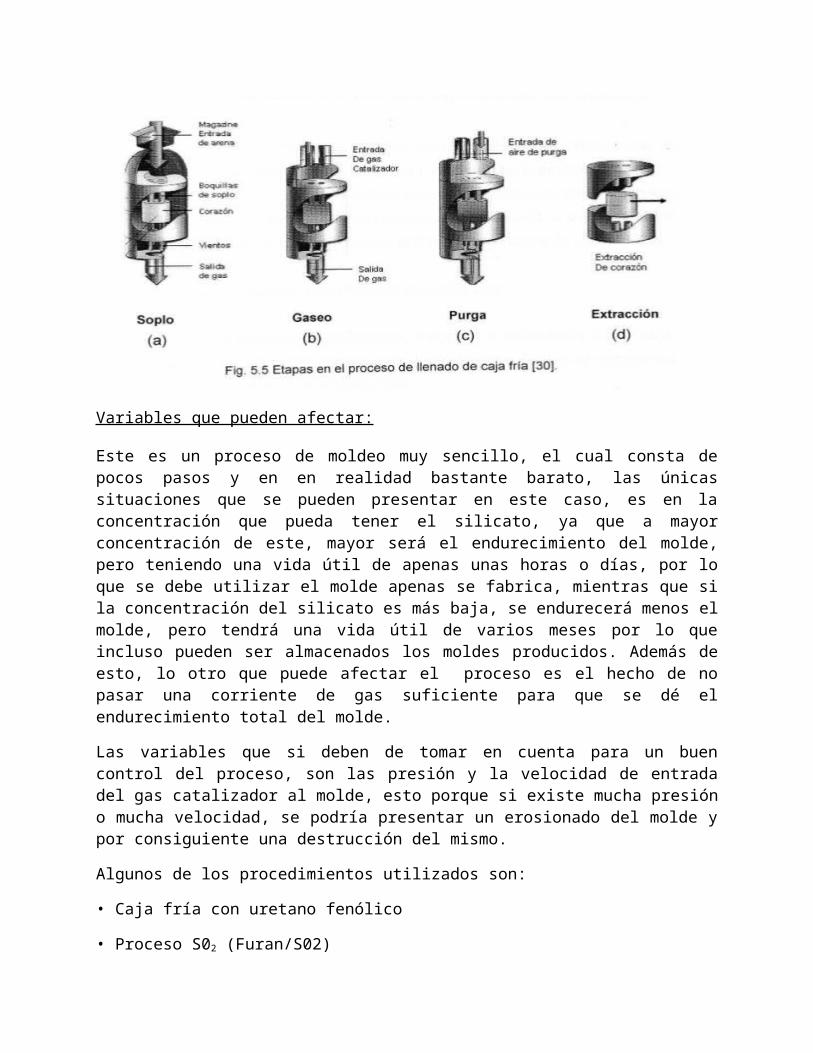
Los procesos de caja fría cumplen la secuencia de soplado, inyección, purga y extracción del molde o macho. La arena es mezclada con resina, es soplada dentro de la caja (herramental) de machos, después un líquido catalizador se introduce a la caja y se hace pasar a través de la mezcla arena - resina, causando el curado instantáneo de la misma.Posteriormente, se pasa una corriente de aire (purga), que arrastra el exceso de catalizador y de esta forma el corazón está listo para ser extraído de la caja y ser usado.
El proceso de caja fría no requiere incrementar la temperatura del herramental para el curado, esto significa una mayor precisión dimensional, basado en el hecho de que las cajas no sufren expansión ni contracción térmica, además la fluidez de mezcla arena resina facilita el soplado de los moldes, aún en formas geométricas complicadas. El tamaño de los moldes y machos fabricados en caja fría está limitado sólo por la capacidad que tengan los equipos
Variables a controlar en el proceso:
Control de la arena: el control de esta es muy necesario en el proceso de formación de machos y moldes ya que esta representa casi un 99% de la mezcla que se utiliza, dentro de los factores a controlar en la arena están:
- Forma de la partícula: la forma de la partícula afecta las propiedades de físicas de los moldes, ya que un gran más redondo será más compacto pero también generara mayor permeabilidad al molde, además necesitara menos resina para ser recubierto que un gran con puntas.
- Granulometría: característica que indica el tamaño y distribución de la arena, esta identifica a la arena como gruesa o fina, la arena fina tendrá menor arena superficial, lo cual genera una mayor permeabilidad, pero también genera que
no pueda existir un buen acomodo por lo que la resistencia disminuye, con esto se nota que se debe tener una arena intermedia, no muy fina ni muy gruesa.
- Temperatura de la arena: se debe asegurar que al trabajar con la arena, se haga dentro del rango optimo de trabajo que está entre los 18 y 26 C, si se trabaja a mayor temperatura, puede generar que la resina reaccione más rápido de lo debido, provocando una disminución de la vida útil del molde.
- Humedad de la arena: la presencia de más de un 2% de humedad en la arena, degrada las propiedades de la resina, disminuyendo así las características deseadas de los moldes. El principal efecto es la disminución de la resistencia de los moldes.
Dentro de los moldeos en caja fría más destacados se encuentran los siguientes con algunas ventajas de cada uno:
- Ácido furánico catalizador (furan Acid Catatyzed): Utiliza alcohol (furfuryl alcohol) como materia prima básica para este tipo de aglutinante. Puede ser modificado con aditivos (urea, fenol, formaldehído, entre otros). Provee alta precisión dimensional y un alto grado de resistencia en la interfase arena/metal donde se producen defectos del moldeo.
- Ácido Fenólico Catalizador: Las resinas fenólicas provienen de la(s) reacción(es) de condensación de fenol (es) y aldehídos). Estas resinas tienen una apariencia clara a café oscuro y sus viscosidades pueden cambiar de medias a altas. Mezcladas con arena, estas resinas tienen una fluidez adecuada para rellenare los moldes. Una, de sus desventajas de este ácido catalizador es relativamente pobre en estabilidad. Estas resinas tienen una duración menor a meses.
- Otras resinas que pueden ser analizadas en las tres diferentes tablas son:
• Ester alcalino fenólico curado, de gran resistencia a la erosión• Ester-silicato catalizado• Uretano fenólico• Isocianato polyon, para aleaciones ligeras • Fosfato de alúmina, para altas producciones de ferrosas y no ferrosas.
Entre las ventajas en general que se pueden destacar de estas resinas están el hecho de que se reducen los costos por no necesitan una fuente de generación de calor, con estos es más sencillo la elaboración de moldes de cualquier tamaño por la sencillez de
su equipo de elaboración, además de esto, este tipo de resinas no necesitan tener un contenedor de gas a alta presión porque se utiliza un líquido catalizador.
Área de elaboración de moldes con moldeo de caja fría (no bake), se nota la maquinaria sencilla
Altas producciones de moldes por facilidad de moldeo de caja fría