
Proceso Smaw
46
UNIVERSIDAD NACIONAL DE TRUJILLO Escuela de Ingeniería de Materiales Curso: Tecnología y Unión de los Materiales Integrantes: • Alayo Reyna, Franck • Bocanegra León, Boenick • Cotrina Quiroz, Richard • Medina Castillo, Juan Manuel • Ramos Geldres, Yolanda •Terrones Abanto, Sofía • Vera Cerna, Osmandy Docente: Ing. Jorge Vera Alvarado
-
Upload
andree-castillo-chavez -
Category
Documents
-
view
41 -
download
1
description
procesos de soldadura smaw, saw.
Transcript of Proceso Smaw

UNIVERSIDAD NACIONAL DE TRUJILLO
Escuela de Ingeniería de Materiales
Curso: Tecnología y Unión de los Materiales
Integrantes: • Alayo Reyna, Franck• Bocanegra León, Boenick• Cotrina Quiroz, Richard• Medina Castillo, Juan Manuel• Ramos Geldres, Yolanda•Terrones Abanto, Sofía • Vera Cerna, Osmandy
Docente: Ing. Jorge Vera Alvarado
PROCESO DE SOLDADURA POR ARCO REVESTIDO
(SMAW)
PROCESO DE SOLDADURA POR ARCO REVESTIDO
(SMAW)

I.- INTRODUCCIÓN
La soldadura tiene un misión muy importante en la industria y tiene tal diversidad de aplicaciones que será difícil de mencionar una industria metal mecánica en donde no utilicen soldadura .
La AWS (American Welding Society) tiene una lista de más de 90 procesos diferente para soldadura y corte.
1.DEFINICIONES:1.DEFINICIONES:
1.1 SMAW:1.1 SMAW:
La característica más importante de la soldadura con electrodos
revestidos, en inglés Shield Metal Arc Welding (SMAW) o Manual
Metal Arc Welding (MMAW), es que el arco eléctrico se produce
entre la pieza y un electrodo metálico recubierto.
El recubrimiento protege el interior del electrodo hasta el momento
de la fusión. Con el calor del arco, el extremo del electrodo funde y se
quema el recubrimiento, de modo que se obtiene la atmósfera
adecuada para que se produzca la transferencia de metal fundido
desde el núcleo del electrodo hasta el baño de fusión en el material
base.
II.- MAQUINAS DE SOLDARII.- MAQUINAS DE SOLDAR
2.1.- CORRIENTE ELÉCTRICA2.1.- CORRIENTE ELÉCTRICA
•Se puede usar corriente alterna (ca) o bien corriente continua (cc)
•Dependiendo de la fuente de potencia y del electrodo escogido.
•El tipo específico de corriente utilizada influye en el rendimiento del electrodo (ventajas y limitaciones )
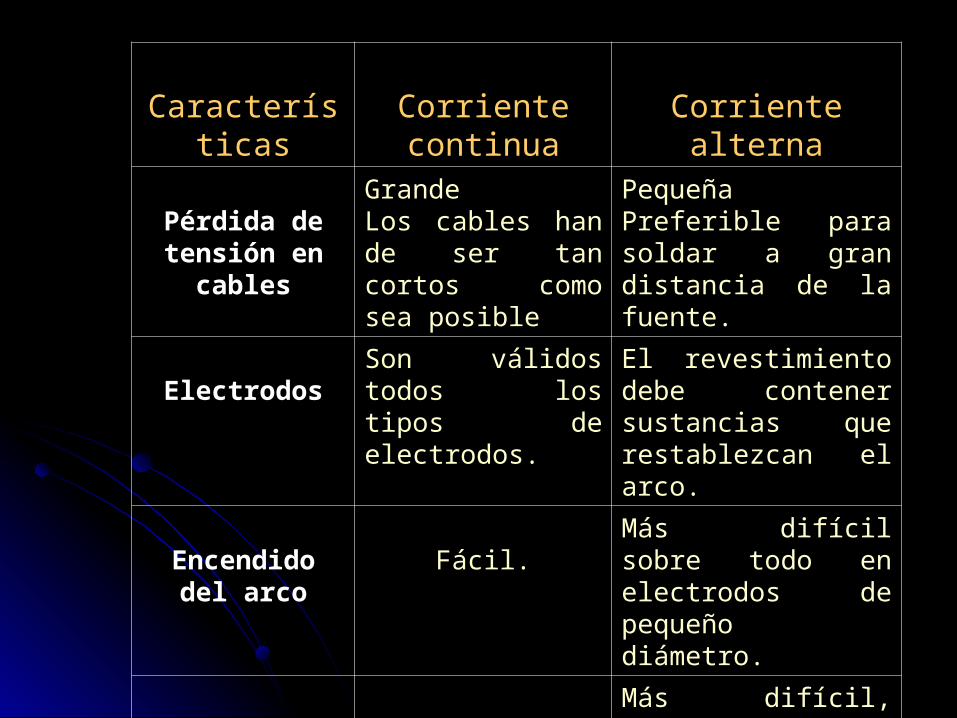
Características
Corriente continua
Corriente alterna
Pérdida de tensión en cables
GrandeLos cables han de ser tan cortos como sea posible
PequeñaPreferible para soldar a gran distancia de la fuente.
ElectrodosSon válidos todos los tipos de electrodos.
El revestimiento debe contener sustancias que restablezcan el arco.
Encendido del arco
Fácil.Más difícil sobre todo en electrodos de pequeño diámetro.
Mantenimiento del arco
Fácil.Más difícil, excepto cuan se utilizan electrodos de gran rendimiento.
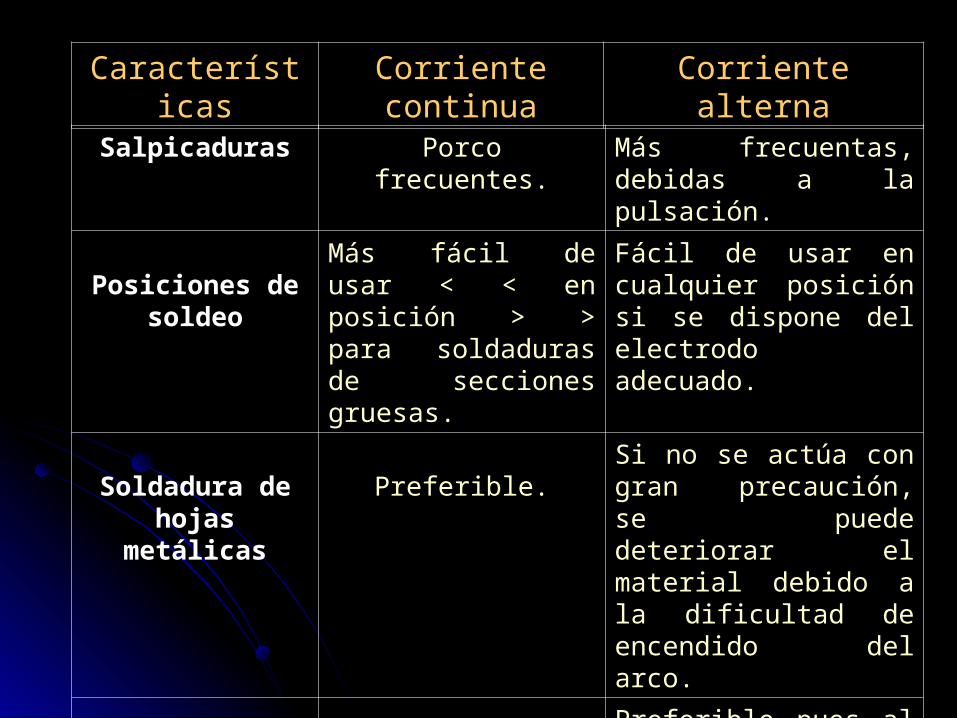
Salpicaduras Porco frecuentes. Más frecuentas, debidas a la pulsación.
Posiciones de soldeo
Más fácil de usar < < en posición > > para soldaduras de secciones gruesas.
Fácil de usar en cualquier posición si se dispone del electrodo adecuado.
Soldadura de hojas metálicas
Preferible.Si no se actúa con gran precaución, se puede deteriorar el material debido a la dificultad de encendido del arco.
Soldaduras de secciones gruesas
Rendimiento bajo.Preferible pues al poder utilizar un mayor diámetro del electrodo y más intensidad de corriente, se logran altas tasas de rendimiento
Características Corriente continua Corriente alterna
2.2.- MÁQUINAS DE SOLDARMáquinas estáticas
a. Transformadorasb. Rectificadorasc. Transformadoras - retificadoras
Máquinas rotativasa. de motor eléctricob. de motor de combustión interna pudiendo ser:
- Gasolina - Petróleo (diesel)
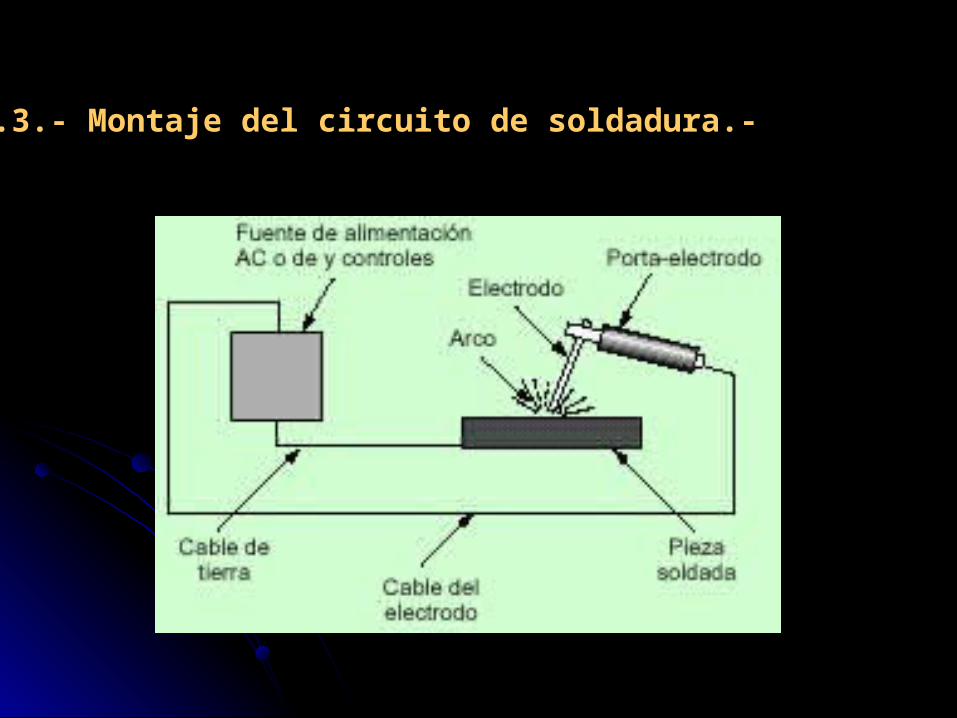
2.3.- Montaje del circuito de soldadura.-

EL ARCO ELECTRICOEL ARCO ELECTRICO
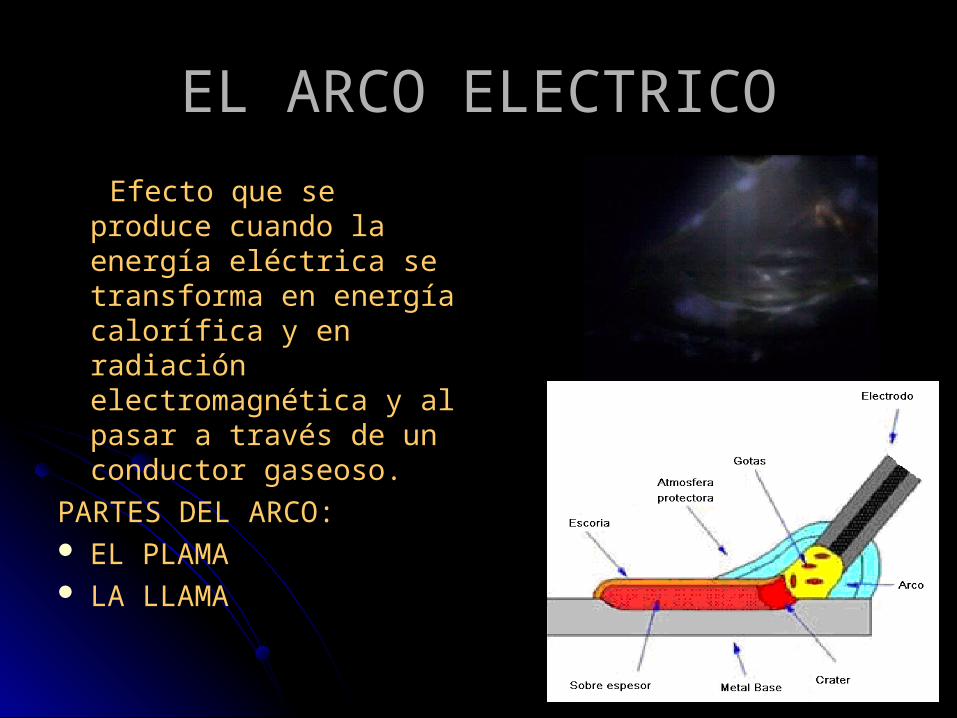
Efecto que se produce cuando la energía eléctrica se transforma en energía calorífica y en radiación electromagnética y al pasar a través de un conductor gaseoso.
PARTES DEL ARCO: EL PLAMA LA LLAMA
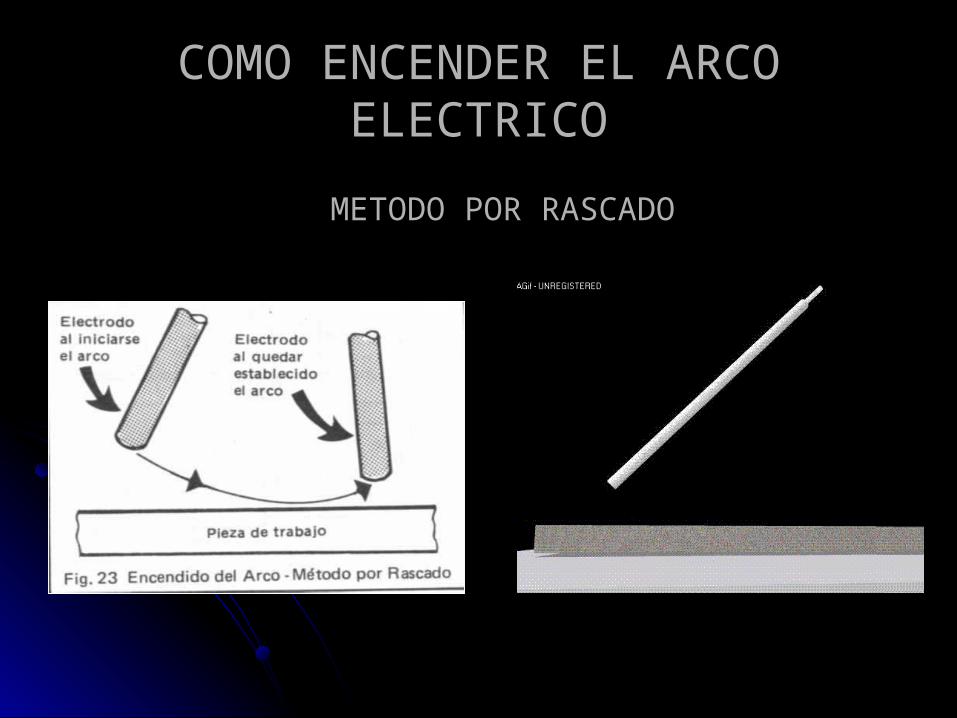
COMO ENCENDER EL ARCO COMO ENCENDER EL ARCO ELECTRICOELECTRICO
METODO POR RASCADOMETODO POR RASCADO
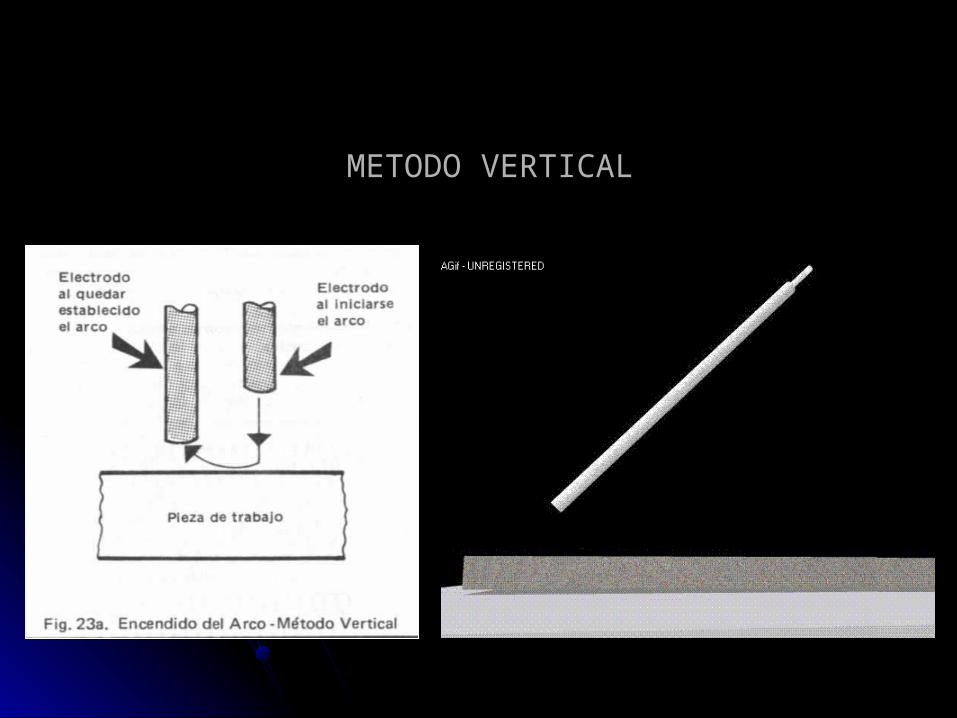
METODO VERTICALMETODO VERTICAL
EL PLASMA:EL PLASMA: Electrones que realizan el transporte de la corriente,
transforman la energía cinética en energía calorífica.
Átomos gaseosos que se van ionizando al perder electrones y estabilizándose al ganarlos produciendo gran cantidad de calor y emitiendo radiación.
Productos de la fusión de los metales
LA LLAMA:LA LLAMA:
Zona que envuelve al plasma y tiene una temperatura mas baja
que el, estando formada por átomos que se disocian y recombinan desprendiendo calor y por la combustión del revestimiento de los
electrodos.
LAS CARACTERISTICAS PRINCIPALES SON:LAS CARACTERISTICAS PRINCIPALES SON:
Gran desprendimiento de calor,(de hasta 5000ºC) funde
instantáneamente los metales, tanto de las piezas como el
electrodo (aportación) que tiene un punto de fusión bastante mas
bajo y permite realizar soldaduras en piezas desde un milímetro
hasta grandes espesores.
Emisión de radiaciones, que obligan a tomar medidas de seguridad
en el cuerpo y la vista para evitar daños.
FUNCIONAMIENTO DEL SISTEMA DE FUNCIONAMIENTO DEL SISTEMA DE SOLDADURA SMAW:SOLDADURA SMAW:
POLARIDAD: POLARIDAD: La corriente continua (C.C.) fluye siempre en
un solo sentido y tiene una polaridad constante; la corriente alterna
(C.A.) fluye la mitad del tiempo en un sentido y la otra mitad en
sentido opuesto cambiando de polaridad 120 veces por segundo
con corriente de 60 ciclos.
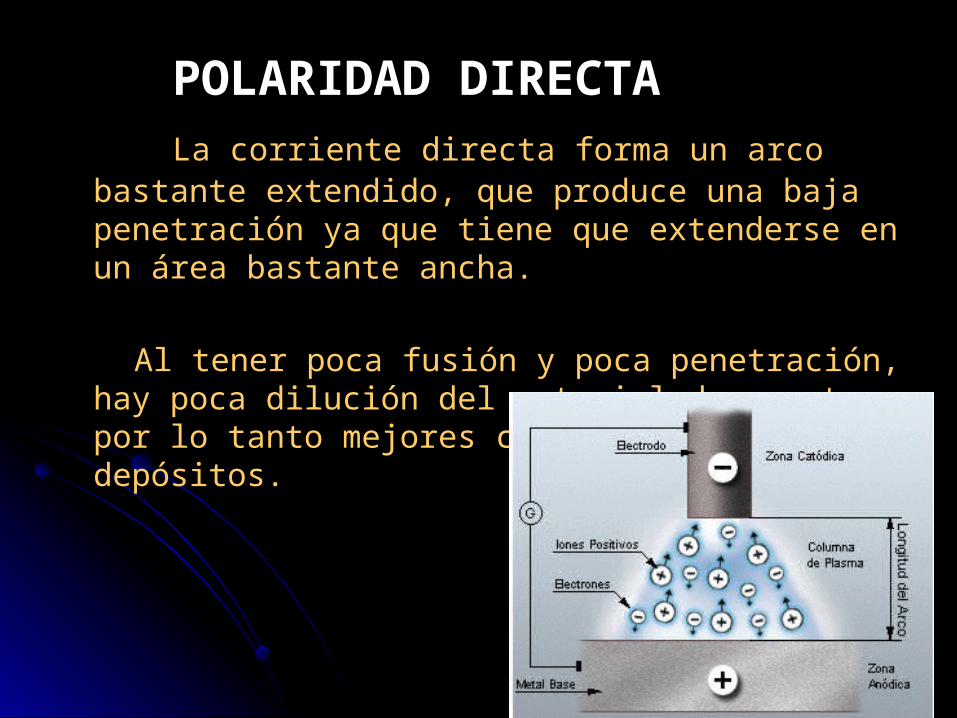
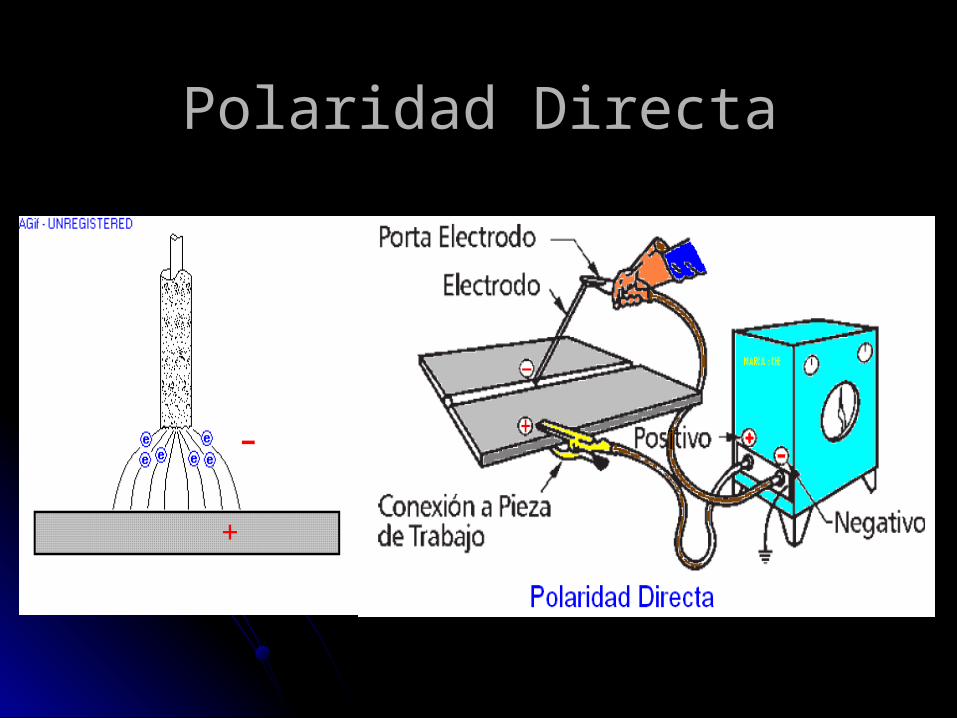
POLARIDAD DIRECTAPOLARIDAD DIRECTA
La corriente directa forma un arco bastante extendido, que produce una baja penetración ya que tiene que extenderse en un área bastante ancha.
Al tener poca fusión y poca penetración, hay poca dilución del material de aporte y por lo tanto mejores características de depósitos.
-
+
Polaridad DirectaPolaridad Directa
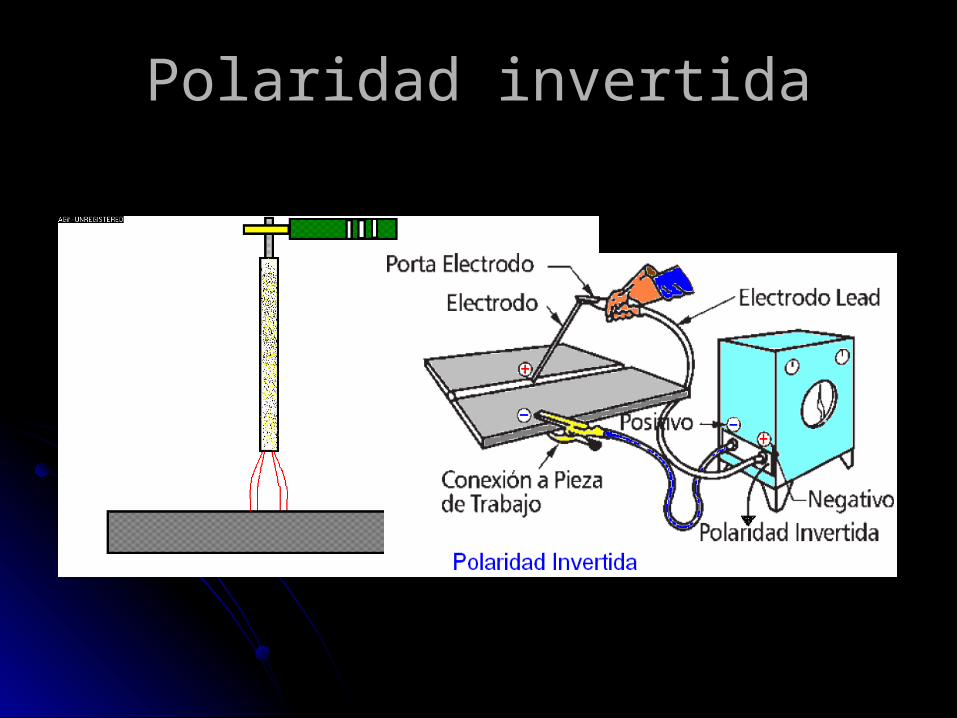
Polaridad invertidaPolaridad invertida
E
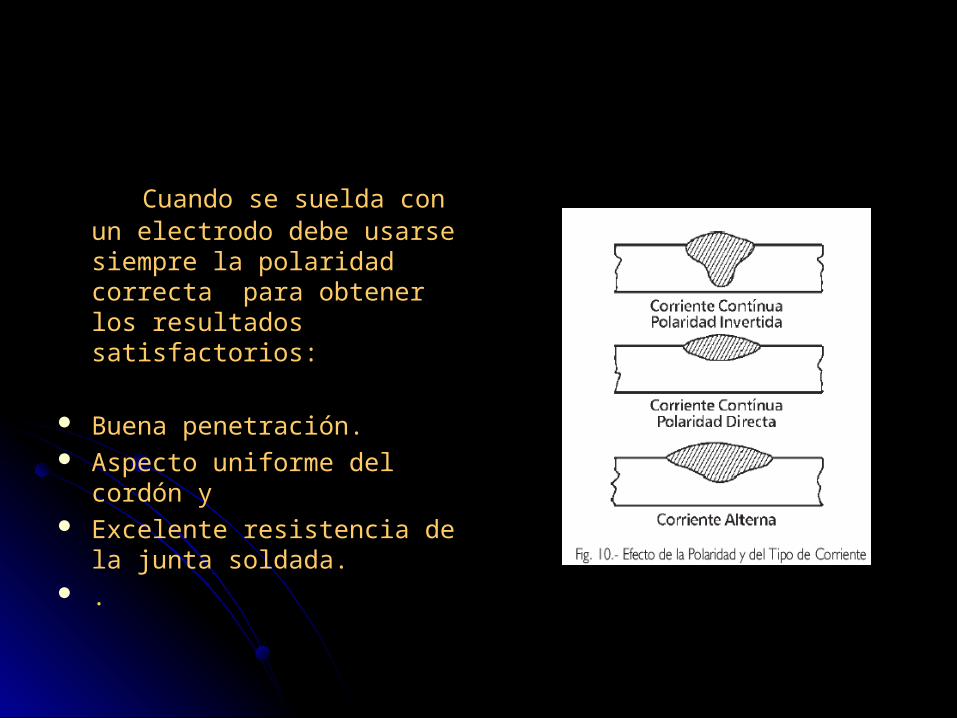
Cuando se suelda con un electrodo debe usarse siempre la polaridad correcta para obtener los resultados satisfactorios:
Buena penetración. Aspecto uniforme del cordón y Excelente resistencia de la
junta soldada. .
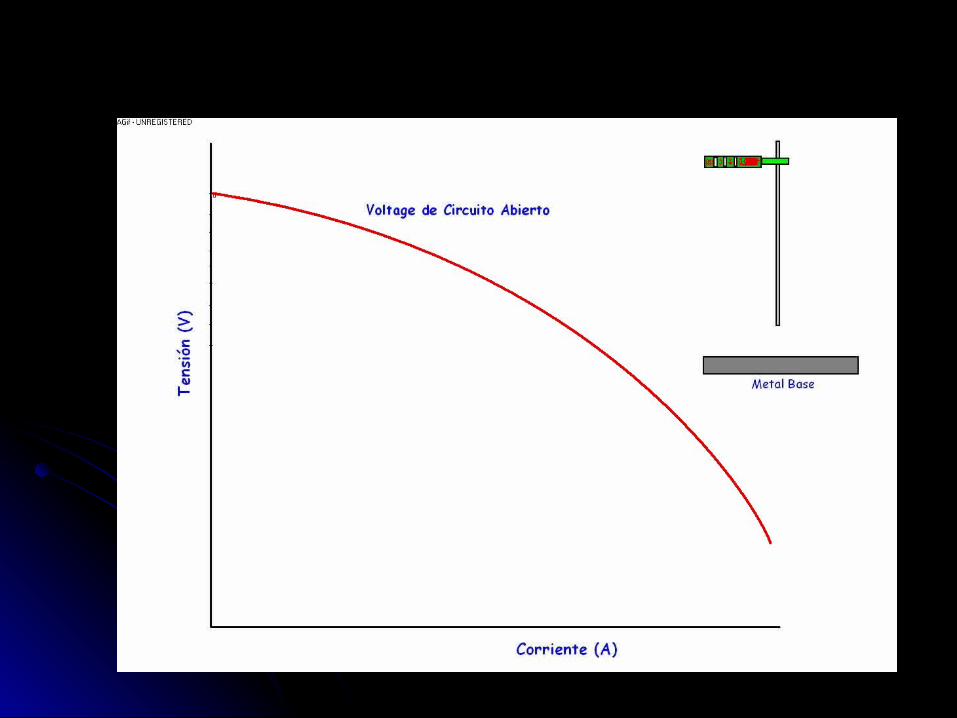
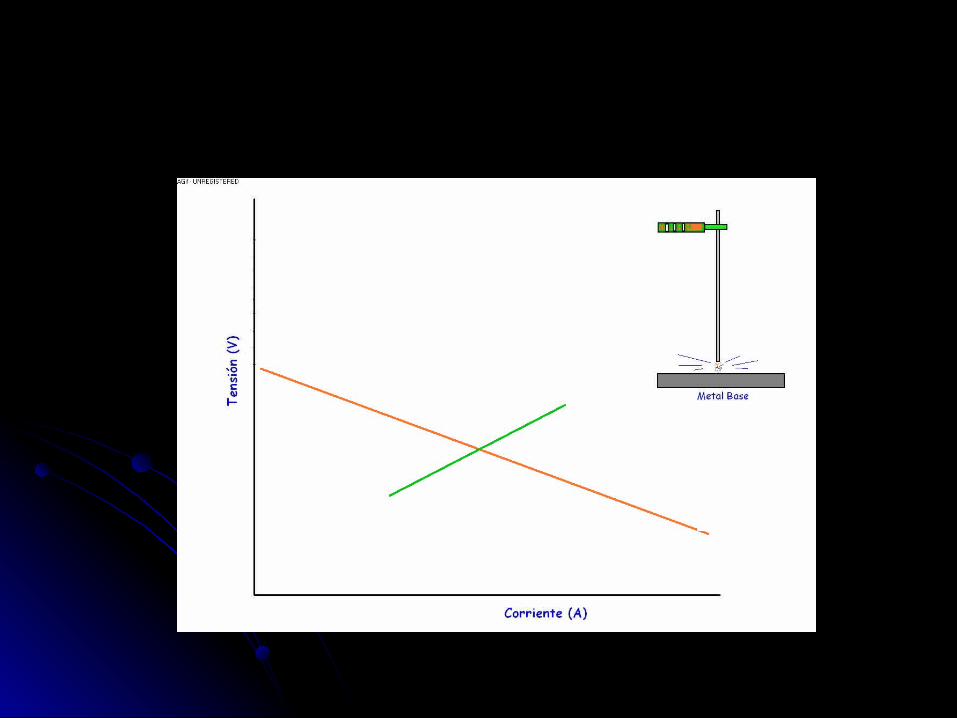
Voltaje de Circuito Abierto.
El voltaje de circuito abierto es el voltaje establecido en la fuente de potencia, es decir, es el voltaje que hay entre los terminales de la maquina cuando no se esta soldando, y esta en un rango de 50 a 100 voltios. voltios.
Voltaje del arco. Es el voltaje entre el
electrodo y el metal base durante la soldadura y varía entre 17 y 40 voltios



ELECTRODOSELECTRODOS
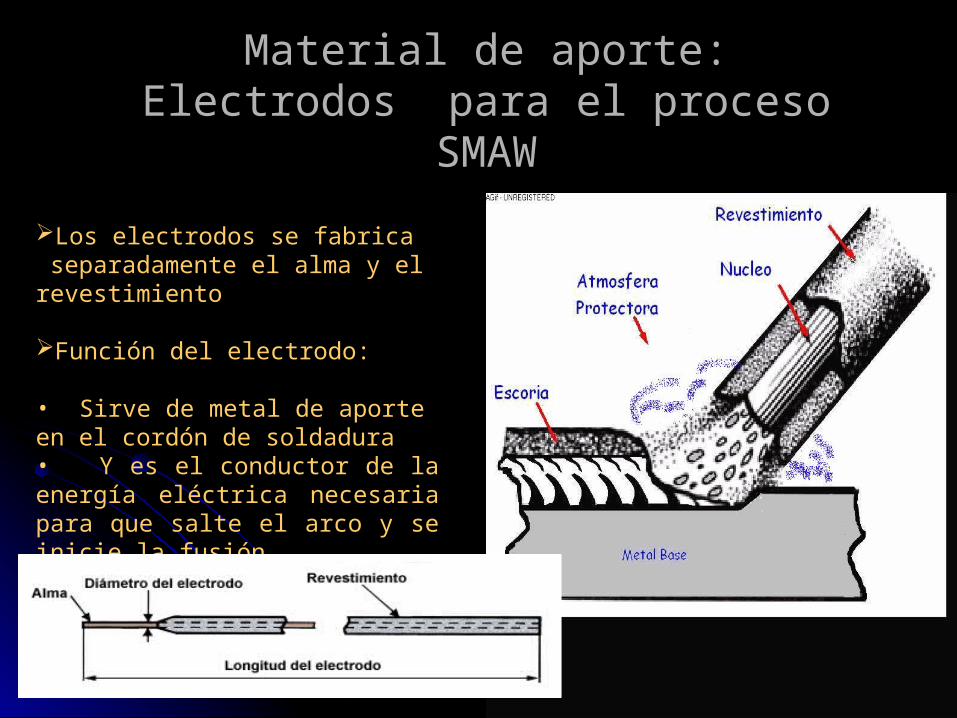
Material de aporte:Material de aporte:Electrodos para el proceso SMAWElectrodos para el proceso SMAW
Los electrodos se fabrica separadamente el alma y el revestimiento
Función del electrodo:
• Sirve de metal de aporte en el cordón de soldadura • Y es el conductor de la energía eléctrica necesaria para que salte el arco y se inicie la fusión.
Debe ser de fácil encendido y mantenimiento del arcoPenetración buena en el material.Pocas pérdidas por chisporroteo o formación de escorias.Gran rapidez de fusión.Su precio debe ser razonable
CARACTERISTICAS DE UN BUEN ELECTRODO
Tipos de Electrodos
1.- Electrodos Desnudos : - Formados por un hilo metálico de sección circular de
composición química apropiada, generalmente parecida a la del metal base a soldar.
- se utiliza con corriente continua. - Dificultad de cebado y manejo y estabilidad del arco.2.- Electrodos Revestidos : - Delgado, cuando el espesor del revestimiento está
entre el 4 y 10% del diámetro del alma. - Medios, cuando el espesor está entre el 10 y el 40%. - Gruesos, cuando el espesor es mayor del 40%.
Tipos de Electrodos según su Revestimiento
1.- Electrodos bajos en hidrógeno2.- Electrodos oxidantes3.- Electrodos Ácidos 4.- Electrodos ácidos de rutilo 4.1 Electrodos de rutilo grueso 4.2 Electrodos de rutilo medio 5.- Electrodos básicos6.- Electrodos Celulósicos 7.- Electrodos de gran rendimiento
8.- Electrodos bajos en hidrógeno
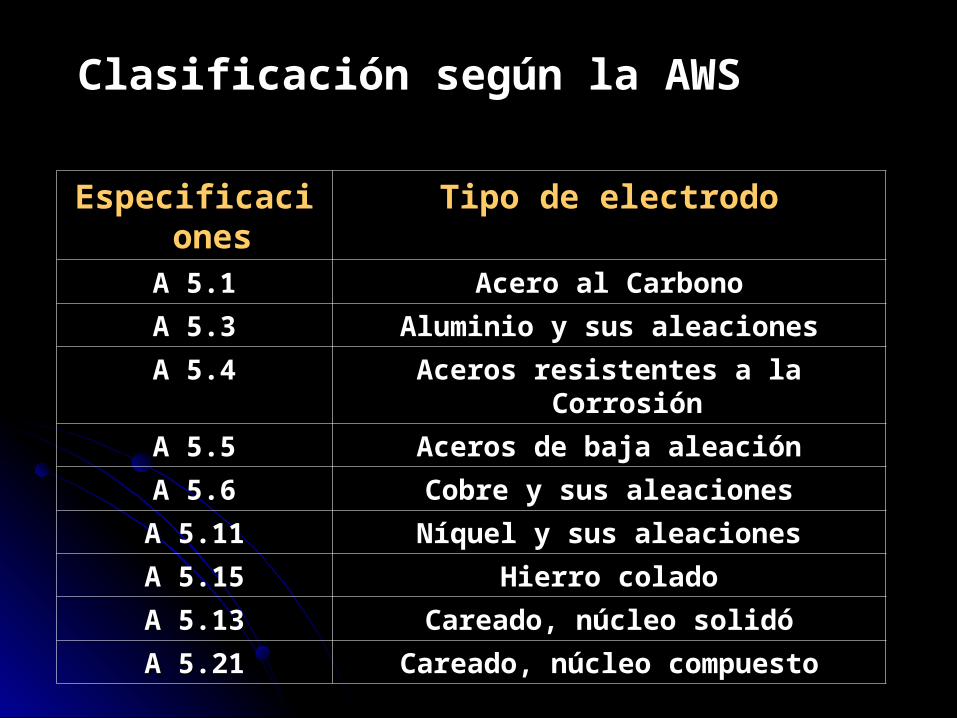
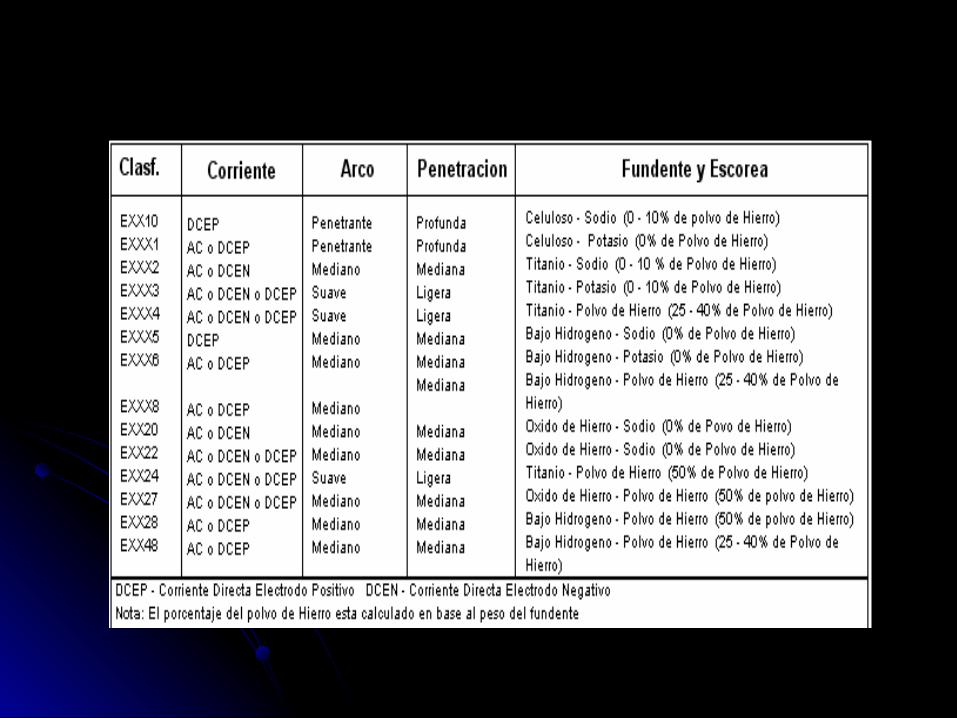
Clasificación según la AWS
Especificaciones Tipo de electrodo de electrodo
A 5.1A 5.1 Acero al CarbonoAcero al Carbono
A 5.3A 5.3 Aluminio y sus aleacionesAluminio y sus aleaciones
A 5.4A 5.4 Aceros resistentes a la CorrosiónAceros resistentes a la Corrosión
A 5.5A 5.5 Aceros de baja aleaciónAceros de baja aleación
A 5.6A 5.6 Cobre y sus aleacionesCobre y sus aleaciones
A 5.11A 5.11 Níquel y sus aleacionesNíquel y sus aleaciones
A 5.15A 5.15 Hierro coladoHierro colado
A 5.13A 5.13 Careado, núcleo solidóCareado, núcleo solidó
A 5.21A 5.21 Careado, núcleo compuestoCareado, núcleo compuesto
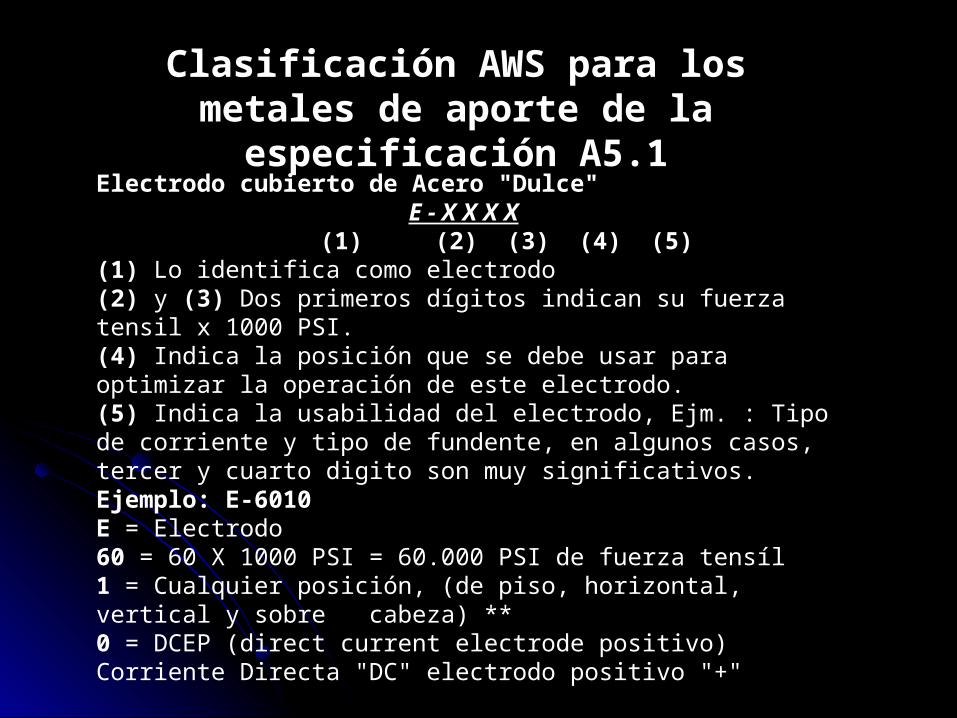
Clasificación AWS para los metales de aporte de la especificación A5.1
Electrodo cubierto de Acero "Dulce" E - X X X X
(1) (2) (3) (4) (5)(1) Lo identifica como electrodo(2) y (3) Dos primeros dígitos indican su fuerza tensil x 1000 PSI.(4) Indica la posición que se debe usar para optimizar la operación de este electrodo.(5) Indica la usabilidad del electrodo, Ejm. : Tipo de corriente y tipo de fundente, en algunos casos, tercer y cuarto digito son muy significativos.Ejemplo: E-6010E = Electrodo60 = 60 X 1000 PSI = 60.000 PSI de fuerza tensíl1 = Cualquier posición, (de piso, horizontal, vertical y sobre cabeza) **0 = DCEP (direct current electrode positivo) Corriente Directa "DC" electrodo positivo "+"

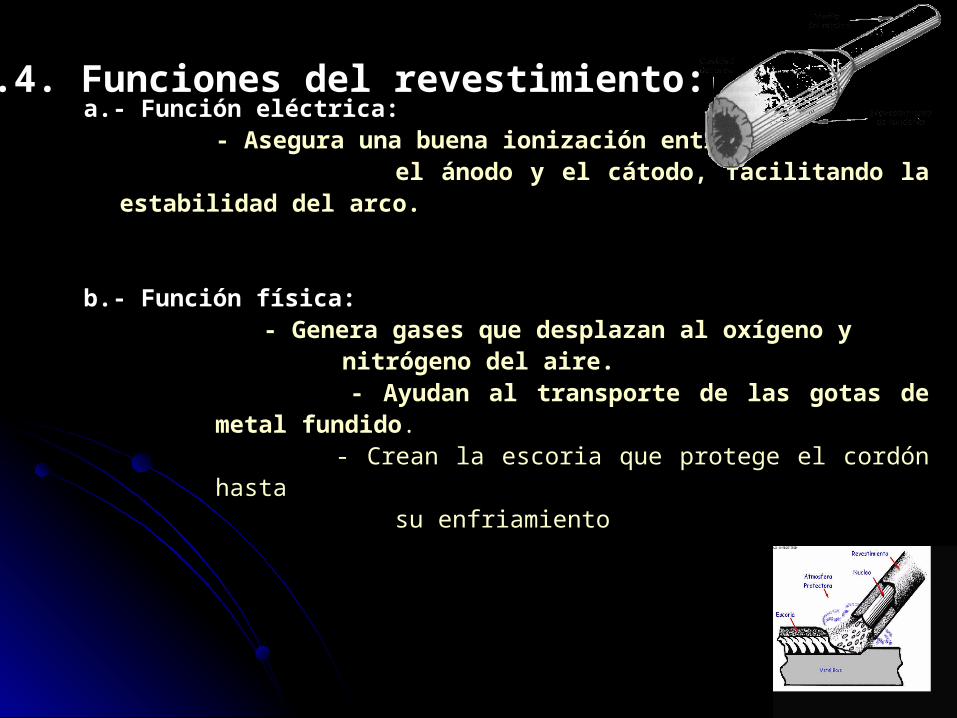
3.4. Funciones del revestimiento:
a.- Función eléctrica: - Asegura una buena ionización entre
el ánodo y el cátodo, facilitando la estabilidad del arco.
b.- Función física:- Genera gases que desplazan al oxígeno y
nitrógeno del aire. - Ayudan al transporte de las gotas de metal fundido. - Crean la escoria que protege el cordón hasta
su enfriamiento
c.- Función metalúrgica:
- Aportan elementos que se perdieron del metal base y de la varilla por evaporación y combustión.
- Incorporan elementos aleantes al baño de fusión para mejorar tenacidad o ductilidad de la unión.
PULSAR AQUI
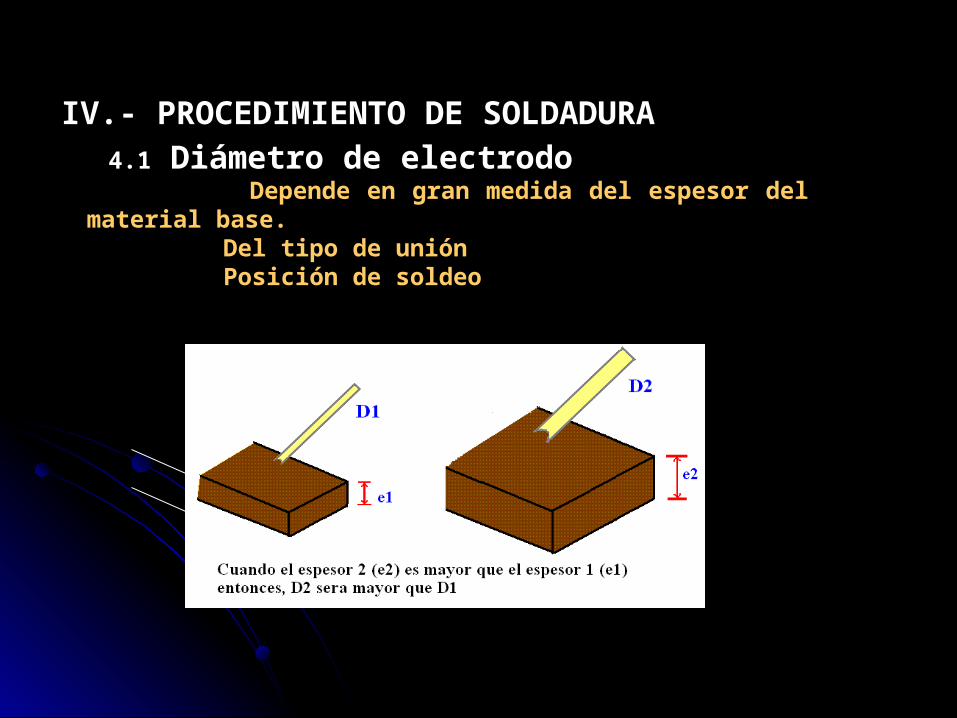
IV.- PROCEDIMIENTO DE SOLDADURA
4.1 Diámetro de electrodo Depende en gran medida del espesor del material base. Del tipo de unión Posición de soldeo
4.2 Longitud de Arco Distancia entre la punta derretida del núcleo del electrodo a
la superficie del charco de soldadura
La longitud de arco correcta varía con : Clasificación del electrodo Diámetro del electrodo y
composición de su revestimiento. El amperaje y la posición de
soldadura.
Se controla con la variación de la longitud de arco.
L.A. : Long de Arco
CUANDO :- L.A. es largo entonces la tension aumenta y disminuye el calor de aporte, el arco se expande y la penetración disminuye.
CUANDO :- L.A. es pequeña, la tensión cae y aumenta el
calor de aporte, el arco se contrae y la penetración aumenta.
4.3 Calor de Aporte
4.4.-Velocidad de Recorrido
Es la rapidez con que el electrodo se desplaza a los largo de launión.
Los factores que determinan cual debe ser la velocidad dedesplazamiento correcta son:
• Tipos de corriente de soldadura, Amperaje y polaridad.
• Posición de soldadura.• Rapidez de fusión del electrodo.• Espesor del material.• Condición de la superficie del metal base.• Tipo de unión.• Manipulación del electrodo.
Un aumento de la velocidad de recorrido reduce el ancho de la franja de soldadura y aumenta a penetración.
Mas allá de este punto, el incremento de la velocidad de recorrido puede reducir la penetración, causar un deterioro de la superficie de la franja y producir un socavamiento en los bordes de la soldadura, dificultar la eliminación de escoria y gases atrapados (porosidad) en el metal de soldadura
Si la velocidad de recorrido es baja, se incrementa el aporte de calor y en consecuencia la anchura de la zona térmicamente afectada y se reduce la rapidez de enfriamiento de la soldadura.

FINFIN


![PROCESO BÁSICO SMAW Modulo I [Modo de compatibilidad]](https://static.fdocuments.ec/doc/165x107/5488ee77b479591a7f8b459f/proceso-basico-smaw-modulo-i-modo-de-compatibilidad-558464f9c87db.jpg)














![SMAW, Lincoln[1].pdf](https://static.fdocuments.ec/doc/165x107/55cf9821550346d03395c636/smaw-lincoln1pdf.jpg)