Procedimientos de Soldadura
2
~ ESPECIFICACION DE PROCEDIMIENTO DE I. lOGE IERIA DE FIRST MECHS.A.C. SOLDADURA (WPS) fl.v. Portadadd Sol 856-Lima36 EOJAYO".A.C RUC20504749682 De acuerdo aJ c6digo estructuraJ AWS 01.1 WPS: FIRSTIWPS·05 REVISION: 0 I EMISION: 13/0212012 HOJA: 1de 1 Nombre dela Compania: FIRST MECH S.AC Revision: 2 Fecha: 13 - Febrero - 2012 Proceso(s) de soldadura: GMAW Tipo: Manual 0 Semi-automatico It! Soporte PQR W(s): Precalificado DISENO DE LA JUNTA USADA Autorizado por. LUIS AVILA Tipo: JUNTA A TOPE B·U3-GF Simple It! Doble 0 POSICION Backing Si It! No 0 Posicion a tope: Vertical (3G) Filete: Material de respaldo: -- Progresion vertical: Ascendente lXI Descendente 0 Abertura de raiz: Omm Tolerancia: +1.6- 0 mm CARACTERiSTICAS ELECTRICAS Cara de Raiz: Omm Tolerancia: +1.6-0mm Angulo de bisel: 60° Tolerancia: +10° Modo de transferencia (GMAW): Cortocircuito 0 Backgoing: Si 0 No It! Globular 0 Spray It! Metodo: ••• Corriente: ACO DCEPIt! DCEN 0 Pulsado 0 METAL BASE Otro - Especificacion del material: ASTMA36 Electrodo de Tungsteno (GTAW): - Tipo 0 Grado: ... Tamano: - Espesor: A tope 4.5-12mm Filete: - Tipo: - Diametro (tubo): - Diametro (tuba):-- TECNICA METAL DE APORTE Arrastre u oscilacion: Oscilacion Especificacion AWS: A5.18 Pasada simple 0 multiple (por cara): Multiple Clasificacion AWS: ER70S-6 Numero de electrodos: 1 Diametro: 0.8mm Espaciado de electrodos: PROTECCION Longitudinal: - Fundente: - Gas: Ar-C02 Lateral: - Composicion: 80%Ar 20%C02 Angulo: - Fundente- electrodo - Distancia de contacto del tuba a la piela de trabajo: 10mma20mm (clase): Ratio de alimentacion: 20-25 LPM Martillado: -- Tamano de Tobara de gas: 5/8 Limpieza entre pasadas: Escobillado PRECALENTAMIENTO TRA TAMIENTO TERMICO POST SOLDADURA Temperatura de precalentamiento, minima: Ambiente 15°C Temperatura: - Temperatura entre pases, minima Ambiente 15°C Tiempo: - PROCEDIMIENTO DE SOLDADURA Metal de aporte Corriente Velocidad Detalles de la B-U3-GF Pase 0 Proceso Diam. Tipoy Voltaje de avance capa (s) Clase (mm) polaridad Amperaje (cm/min) ta_j T, 1 GMAW ER70S-6 0.8 DCEP 185-215 24-25 10-12 ~ 2·n GMAW ER70S-6 0.8 DeEP 185-215 24- 26 15-20 ) 1,= - l - I ~~_\ t CERTIFICAMOS: LOS DATOS PARA EL PROCESO DE SOLDADURA SON CORRECTOS Y CUMPLEN CON LOS REQUERIMIENTOS DEL CODIGO DE REFERENCIA AWSD1.1- STRUCTURAL WELDING CODE -STEEL ~ ' ~ " Ju,nFlfH I I JJ. i 06101 W QCtEXPj10111201Z ~
-
Upload
paola-avila-macassi -
Category
Documents
-
view
239 -
download
7
Transcript of Procedimientos de Soldadura

~
ESPECIFICACION DE PROCEDIMIENTO DE I.lOGE IERIA DEFIRST MECH S.A.C. SOLDADURA (WPS)fl.v. Portadadd Sol 856-Lima36 EOJAYO".A.C
RUC20504749682 De acuerdo aJc6digo estructuraJ AWS 01.1WPS: FIRSTIWPS·05 REVISION: 0 I EMISION: 13/0212012 HOJA: 1 de 1
Nombre de la Compania: FIRST MECH S.AC Revision: 2 Fecha: 13 - Febrero - 2012
Proceso(s) de soldadura: GMAW Tipo: Manual 0 Semi-automatico It!
Soporte PQR W(s): Precalificado
DISENO DE LA JUNTA USADA Autorizado por. LUIS AVILA
Tipo: JUNTA A TOPE B·U3-GF
Simple It! Doble 0 POSICION
Backing Si It! No 0 Posicion a tope: Vertical (3G) Filete:Material de respaldo: -- Progresion vertical: Ascendente lXI Descendente 0
Abertura de raiz: Omm Tolerancia: +1.6- 0 mm CARACTERiSTICAS ELECTRICAS
Cara de Raiz: Omm Tolerancia: +1.6-0mm
Angulo de bisel: 60° Tolerancia: +10° Modo de transferencia (GMAW): Cortocircuito 0Backgoing: Si 0 No It! Globular 0 Spray It!
Metodo: ••• Corriente: ACO DCEPIt! DCEN 0 Pulsado 0
METAL BASE Otro -
Especificacion del material: ASTMA36 Electrodo de Tungsteno (GTAW): -Tipo 0 Grado: ... Tamano: -Espesor: A tope 4.5-12mm Filete: - Tipo: -
Diametro (tubo): - Diametro (tuba):-- TECNICA
METAL DE APORTE Arrastre u oscilacion: Oscilacion
Especificacion AWS: A5.18 Pasada simple 0 multiple (por cara): Multiple
Clasificacion AWS: ER70S-6 Numero de electrodos: 1
Diametro: 0.8mm Espaciado de electrodos:
PROTECCION Longitudinal: -Fundente: - Gas: Ar-C02 Lateral: -
Composicion: 80%Ar 20%C02 Angulo: -Fundente- electrodo - Distancia de contacto del tuba a la piela de trabajo: 10mma20mm(clase):
Ratio de alimentacion: 20-25 LPM Martillado: --Tamano de Tobara de gas: 5/8 Limpieza entre pasadas: Escobillado
PRECALENTAMIENTO TRA TAMIENTO TERMICO POST SOLDADURA
Temperatura de precalentamiento, minima: Ambiente 15°C Temperatura: -Temperatura entre pases, minima Ambiente 15°C Tiempo: -
PROCEDIMIENTO DE SOLDADURAMetal de aporte Corriente Velocidad Detalles de la B-U3-GF
Pase 0Proceso Diam. Tipoy Voltaje de avance
capa (s) Clase(mm) polaridad
Amperaje(cm/min) ta_j T,
1 GMAW ER70S-6 0.8 DCEP 185-215 24-25 10-12
~
2·n GMAW ER70S-6 0.8 DeEP 185-215 24- 26 15-20 ) 1,= - l- I
~~_\ t
CERTIFICAMOS: LOS DATOS PARA EL PROCESO DE SOLDADURA SON CORRECTOS Y CUMPLENCON LOS REQUERIMIENTOS DEL CODIGO DE REFERENCIA AWSD1.1- STRUCTURAL WELDINGCODE -STEEL
~'
~
" Ju,nFlfH I I
JJ. i 06101W QCtEXPj10111201Z ~
Arrastre u oscilaci6n:
Pasada simple 0 multiple (por cara):
Numero de electrodos:
Espaciado de electrodos:
Longitudinal:
Lateral:
Angulo:Distancia de contaclo del tuba a la pieza de trabajo:
Martillado:
Limpieza entre pasadas: Escobillado
TRATAMIENTO TERMICO POST SOLDADURA
Temperatura:
Tiempo:
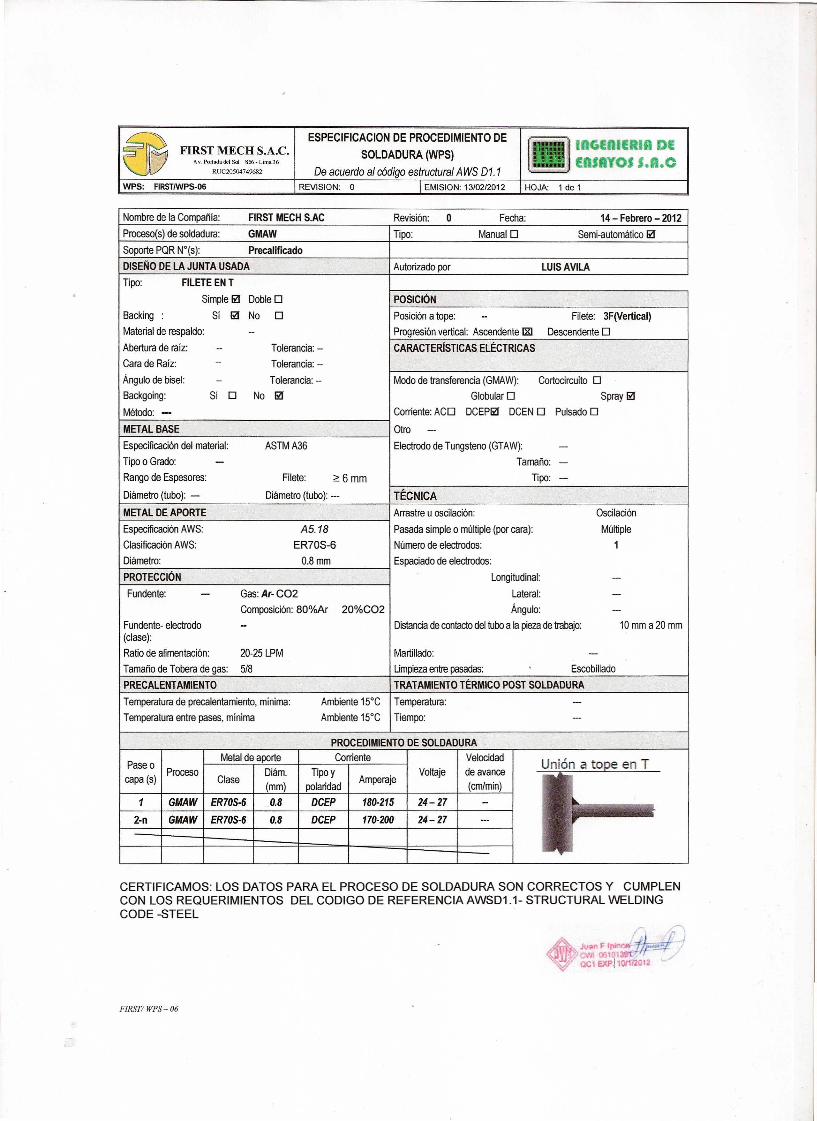
ESPECIFICACION DE PROCEDIMIENTO DE
SOLDADURA (WPS)
De acuerdo al c6digo estructural AWS 01.1REVISION: 0 EMISION:13/02/2012
Nombre de la Compania: FIRST MECH S.AC
Proceso(s) de soldadura: GMAW
Soporte PQR W(s): Precalificado
DISENO DE LA JUNTA USADA
Tipo: FILETE EN T
Simple iii Doble 0
Si iii No 0
Revisi6n: 0
Tipo:
Fecha:
Manual 0
POSICION
Posici6n a tope:
Progresi6n vertical: Ascendente I2iI
CARACTERiSTICAS ELECTRlCAS
Backing
Material de respaldo:
Abertura de raiz:
Cara de Raiz:
Angulo de bisel:
Backgoing:
Metodo: --
METAL BASE
Tolerancia: -
Tolerancia: -
Tolerancia: -
No iii
Modo de transferencia (GMAW):
Globular 0
Conriente: ACO DCEPIiI DCEN 0
OtroElectrodo de Tungsteno (GTAW):
Tamano:
Especificaci6n del material:
Tipo 0 Grado:
Rango de Espesores:
Diametro (tubo): -
METAL DE APORTE
Especificaci6n AWS:
Clasificaci6n AWS:
Diametro:
PROTECCION
Fundente:
Filete: ;;:: 6 mm
Diametro (tuba): --
A5.18
ER70S-6
0.8mm
Gas: Ar-C02
Composici6n: 80%Ar 20%C02Fundente- electrodo(clase):
Ratio de alimentaci6n:
Tamano de Tobera de gas:
PRECALENT AMIENTO
Temperatura de precalentamiento, minima:
Temperatura entre pases, minima
20-25 LPM
5/8
Ambiente 15°C
Ambiente 15°C
PaseoMetal de aporte
capa (s)Proceso
ClaseDiam.(mm)
1 GMAW ER70S-6 0.82-0 GMAW ER70S-6 0.8
PROCEDIMIENTO DE SOLDADURAConriente Velocidad
Tipo y Voltaje de avanceAmperaje
polaridad (cm/min)
DCEP 180-215 24- 27
DCEP 170-200 24 - 27
14 - Febrero - 2012
Semi-automatico iii
Filete: 3F(Vertical)
Descendente 0
Cortocircuito 0
Spray iii
Pulsado 0
Oscilaci6n
Multiple
1
CERTIFICAMOS: LOS DATOS PARA EL PROCESO DE SOLDADURA SON CORRECTOS Y CUMPLENCON LOS REQUERIMIENTOS DEL CODIGO DE REFERENCIA AWSD1.1- STRUCTURAL WELDINGCODE -STEEL
JU2nFI"lr1--' ~«~m~'>C'< 0610~/V OCt EXP! 1(l/ 12012 ~