Procedimiento de Soldadura 1
1
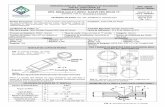
ESPECIFICACIÓN DE PROCEDIMIENTO DE SoLDADURA (EPS) ASME SECCIÓN IX cÓDtco: F-052 EOrCrÓru: r I REV.:0 FECHA: NOVIEMBRE 2014 Esoecificación de Procedimiento de Soldadura EPS N'002 Sooortado por RCP N'002/08 Revisión N" Fecha: Proceso de Soldadura: SMAW Tipo de proceso: Manual (X) Semiautomático Automático Cliente: CONSTRUCTORA NORBERTO ODEBRECH. S.A. Contrato: Localidad: IEL TIGRE PARIAGUAN. CARRETERA CENTRAL DE LOS LLANOS. ESTADO ANZOATEGUI Uniones DETALLES DE PREPARACION DE LA JUNTA Diseño de unión: !,-?Ol$ - l¡J ('.{r|ADAS ¡\-. Fl-7lllfl * fil f AltfAIlAS f{{ll{F0l ^r}A Resoaldo: Si No X Tipo de Material de Respaldo Metal: No Metal: Metal No Fundente: Otros (Especifique): No Aplica Esecificación del Material Base. N" P: I Hasta N' P: 1 N" de Gruoo: 1 Hasta N" de Gruoo: 1 Tipo y Grado de Material Base: ASTM A-283 Grado A a Tipo v Grado de Material Base: ASTM A-283 Grado A Espesor de Material en milímetros: En Ranura: 16 mm A Filete: N/A Rango díametro de tubería en milímetros: N/A Especificación de Material de Aporte. N' de Esoecificación SFA: AWS - A5.1 AWS. A5.1 Clasificación AWS: E-6010 (414Moa\ E-7018 (480,20 Mpa) N" F: 3 4 N'A: 1 1 Diámetro de material de aporte en milímetros: 2,5 mm (.3.132"\ 3,18 mm (1/8") Espesor de material deoositado en milímetros: 10 mm 10 mm Otros: No de hoia de especificaciones AWS/SFA: A5.1 N/A N/A Ranoo de espesor de material deoositado en milímetros: N/A N/A Posiciones: Observaciones: Aplicar flameado sobre la olaca a soldar de Posicion (es) de ranura o bisel: 4 G 20 a 30 "C por encima de la temperatura ambiente Avance de la soldadura: Descendiente en elcordón f ratamientos Térmicos Post-Soldadura: de raí2. Ascendente en el cordón de relleno. Ranoo de Temoeratura: NO Precalentamiento: Ranqo de Tiempo: NO Temperatura de Precalentamiento mín: N/A Observaciones: Insoeccionar cordones mediante técnica de insoec. Temoeratura de Precalentamiento máx: N/A ción visual durante la soldadura. Inspeccionar cordones de relleno Temperatura entre pases máx: mediante la técnica de Líouido Penetrante. Escrito por:.,1r h icamo{\ue ,Nn ".," hoja son verdaderos y han sido comprobados de acuerdo al código I I lx fOi.ion 2O1O y ta especificación AWS B2.1 edición 2005 am CoHrí ufollr till Empresa: ROYPA, S.A. Aceptado por: MaoliRon Lugar: El Tigre, estado Anzoátegui Fecha: 15-11-2014
-
Upload
hernan-j-rea -
Category
Documents
-
view
227 -
download
7
description
hoja de calificacion de procedimiento
Transcript of Procedimiento de Soldadura 1
-
ESPECIFICACIN DE PROCEDIMIENTO DESoLDADURA (EPS)
ASME SECCIN IX
cDtco:F-052
EOrCrru: r I REV.:0FECHA: NOVIEMBRE 2014
Esoecificacin de Procedimiento de Soldadura EPS N'002Sooortado por RCP N'002/08 Revisin N" Fecha: Proceso de Soldadura: SMAW
Tipo de proceso: Manual (X) Semiautomtico AutomticoCliente: CONSTRUCTORA NORBERTO ODEBRECH. S.A.Contrato:Localidad: IEL TIGRE PARIAGUAN. CARRETERA CENTRAL DE LOS LLANOS. ESTADO ANZOATEGUIUniones DETALLES DE PREPARACION DE LA JUNTADiseo de unin: !,-?Ol$ - lJ ('.{r|ADAS
\-. Fl-7lllfl * fil f AltfAIlAS
f{{ll{F0l ^r}A
Resoaldo: Si No XTipo de Material de Respaldo
Metal: No Metal:Metal No Fundente:Otros (Especifique):
No Aplica
Esecificacin del Material Base.N" P: I Hasta N' P: 1 N" de Gruoo: 1 Hasta N" de Gruoo: 1Tipo y Grado de Material Base: ASTM A-283 Grado A a Tipo v Grado de Material Base: ASTM A-283 Grado AEspesor de Material en milmetros: En Ranura: 16 mm A Filete: N/ARango dametro de tubera en milmetros: N/AEspecificacin de Material de Aporte.N' de Esoecificacin SFA: AWS - A5.1 AWS. A5.1Clasificacin AWS: E-6010 (414Moa\ E-7018 (480,20 Mpa)N" F: 3 4N'A: 1 1Dimetro de material de aporte en milmetros: 2,5 mm (.3.132"\ 3,18 mm (1/8")Espesor de material deoositado en milmetros: 10 mm 10 mmOtros: No de hoia de especificaciones AWS/SFA: A5.1 N/A N/ARanoo de espesor de material deoositado en milmetros: N/A N/APosiciones: Observaciones: Aplicar flameado sobre la olaca a soldar dePosicion (es) de ranura o bisel: 4 G 20 a 30 "C por encima de la temperatura ambienteAvance de la soldadura: Descendiente en elcordn f ratamientos Trmicos Post-Soldadura:de ra2. Ascendente en el cordn de relleno. Ranoo de Temoeratura: NOPrecalentamiento: Ranqo de Tiempo: NOTemperatura de Precalentamiento mn: N/A Observaciones: Insoeccionar cordones mediante tcnica de insoec.Temoeratura de Precalentamiento mx: N/A cin visual durante la soldadura. Inspeccionar cordones de rellenoTemperatura entre pases mx: mediante la tcnica de Louido Penetrante.
Escrito por:.,1r
h
icamo{\ue ,Nn ".,"
hoja son verdaderos y han sido comprobados de acuerdo al cdigoI I lx fOi.ion 2O1O y ta especificacin AWS B2.1 edicin 2005
am CoHr ufollrtill Empresa: ROYPA, S.A.
Aceptado por: MaoliRon
Lugar: El Tigre, estado Anzotegui Fecha: 15-11-2014