
PRIMERA GUIA DE MEJORA
22
Sistema de Gestión de la Calidad Servicio Nacional de Aprendizaje – SENA REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios GUIA DE MEJORA Fecha: junio de 2011 Página 1 de 22 GUIA DE MEJORA APRENDIZ: VICTOR HERNAN VARGAS HUGO MONTES BOTELLO JHANK CARLOS RODRIGUEZ MIGUEL SANCHEZ RUBEN REYES Presentado a: Instructor HERNANDO GOMEZ PALENCIA TECNOLOGIA EN MANTENIMIENTO ELECTRONICO E INSTRUMENTAL INDUSTRIAL FICHA N 0 =28409 SAN JOSE DE CUCUTA, 17 DE MAYO DE 2011
-
Upload
jesmely-daviana -
Category
Documents
-
view
226 -
download
3
description
En esta guia se describe los procedimientos que deben de tenerse en cuenta a la hora de realizar un mantenimiento.
Transcript of PRIMERA GUIA DE MEJORA

Sistema de Gestión de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 1 de 22
GUIA DE MEJORA
APRENDIZ:
VICTOR HERNAN VARGAS
HUGO MONTES BOTELLO
JHANK CARLOS RODRIGUEZ
MIGUEL SANCHEZ
RUBEN REYES
Presentado a:
Instructor HERNANDO GOMEZ PALENCIA
TECNOLOGIA EN MANTENIMIENTO ELECTRONICO E INSTRUMENTAL
INDUSTRIAL
FICHA N0=28409
SAN JOSE DE CUCUTA, 17 DE MAYO DE 2011

Sistema de Gestión de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 2 de 22
ACTIVIDADES Y EVIDENCIAS DE APRENDIZAJE
ACTIVIDAD DE APRENDIZAJE 1
I. Realice en grupo los siguientes proyectos y socialícelos con sus compañeros. En una fábrica de hilos la hiladora empezó a enredar las fibras por lo cual tuvo que ser detenida, ocasionando pérdidas por la producción no realizada. La máquina tiene un control con base en compuertas digitales que ya no se consiguen en el mercado. El gerente de la fábrica le pide que realice un estudio para determinar si la hiladora debe ser remplazada o re potenciada. Seleccione las variables que usted considera afectan la decisión y los criterios para tomarla, presente las recomendaciones del caso. Comparta sus reflexiones primero. RECOMENDACIONES A TENER EN CUENTA ANTE UNA MAQUINAR IA 1. Se observa en que estado se encuentra la maquina. 2. Revisar si el equipo, cuenta con una ficha de técnica y una hoja de vida, si no cuenta con ella, proceder a realizarla para así lograr tener un buen conocimiento de la maquina y poder hacerle su respectivo mantenimiento. 3. Revisar si la maquina en la cual se va a laborar tiene protocolo de seguridad, mantenimiento y funcionamiento. Ya que estos nos permiten conocer más a fondo la maquina y gracias a ellos, hace que la labor para el operario sea más confiable y segura. 4. Se procede a desarrollarse una orden de trabajo donde quede identificada la maquina a trabajar y las revisiones que se efectúen en dicho equipo. 5. Teniendo en cuenta los puntos anteriores, se procede a realizar una revisión detallada de dicha maquina. 6. Realizando un estudio detallado, se identifica la posible falla de la maquina. 7. Al identificarse la falla, se investiga cual puede ser la posible fuente de generación de esta. 8. Una vez encontrado el dispositivo que genera una interrupción o mal funcionamiento, se procede a realizar el reporte de los dispositivos o trajeas que se deban sustituir. 9. Para dar por terminando el mantenimiento, se entrega un reporte de servicios, en donde se especifica que dispositivos o tarjetas se cambiaron.
Sistema de Gestión de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 3 de 22
PROTOCOLO DE VERIFICACION DE UNA MAQUINA 1. Se procede a hacerle una respectiva limpieza a la maquina. 2. Hablar con el operario, para saber si la maquina había sufrido interrupciones antes y si estas se presentan periódicamente o diariamente. 3. Revisar el protocolo que establece la empresa y se tienen en cuenta. 4. Tomar las respectivas precauciones para empezar con su respectiva reparación. 5. Inspeccionar la maquina y se anotan o se tienen en cuenta las fallas que se puedan ver a simple vista. 6. Verificar si los parámetros eléctricos de la maquina, se ajustan a los especificados en esta. 7. Se deben tener en cuenta las conexiones de la maquina para no cometer ninguna clase de error. 8. Revisar la hoja de vida de la maquina ya que nos ayuda a conocerla mas detalladamente. 9. Se realiza el protocolo de seguridad y mantenimiento como se indique, si los tiene, en caso de no tenerlos es muy importante realizarlos para el equipo. 10. Revisar las normas de seguridad, teniéndolas en cuenta procedemos a destapar dicha maquina. 11. Examinar tarjeta por tarjeta, desde la fuente, la parte de control y de potencia, para poder ubicar la posible falla. 12. En la parte industrial se recomienda revisar los equipos que allí operen para prevenir fallas a largo plazo. 13. Es muy importante sobre todo para el operario, tener una buena interpretación de los tableros de control de la maquina, para de esta forma evitar posibles accidentes de trabajo o interrupciones en la maquina. 14. Aplicar un mantenimiento preventivo a la maquina y si es necesario hacerle el mantenimiento correctivo. 15. Se recomienda al final entregar un reporte de servicio de la maquina en la cual se estuvo trabajando.

Sistema de Gestión de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 4 de 22
16. Se le realizan unas ultimas pruebas de funcionamiento a la maquina. 17. Ya estando seguro se procede a entregar la maquina en buenas condiciones.
1. Establezca un procedimiento que permita recoger la información necesaria para detectar si una máquina presenta fallas o ha bajado su rendimiento.
El procedimiento debe consultar el historial de mantenimiento y aplicar herramientas estadísticas para obtener un diagnóstico más acertado. Es muy importante no esperar hasta que la maquina presente una falla, para realzarle su respectiva corrección, si no realizarle un seguimiento periódico, en donde nos preguntemos: Cuando hay una falla.
• Cuando el equipo no enciende. • Cuando a pesar de que funciona no cumple su función
satisfactoriamente. • Cuando su funcionamiento es poco confiable debido a las fallas
esporádicas y presenta riesgos
Causas
• Que haya presentado una imperfección en alguna de sus tarjetas, afectando el funcionamiento de estas. .
• Errores en el control de Calidad, mantenimiento y reparación. • Factores ambientales, sobrecargas.
Generalmente una falla es el resultado de uno o más de los anteriores factores.
Para verificar como hacer seguimiento a una maquina se debe tener en cuenta el protocolo de verificación de maquinaria, descrito anteriormente. FACTORES DEL MANTENIMIENTO CORRECTIVO POR AVERÍAS O FALLAS: Los factores más importantes a considerar son los siguientes.
• Organización técnico-administrativa • Suministro de repuestos a través del almacén de recambios y el taller
auxiliar • Herramientas y útiles para efectuar los trabajos
Sistema de Gestión de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 5 de 22
• Formación y calidad del personal profesional para la detección de averías.
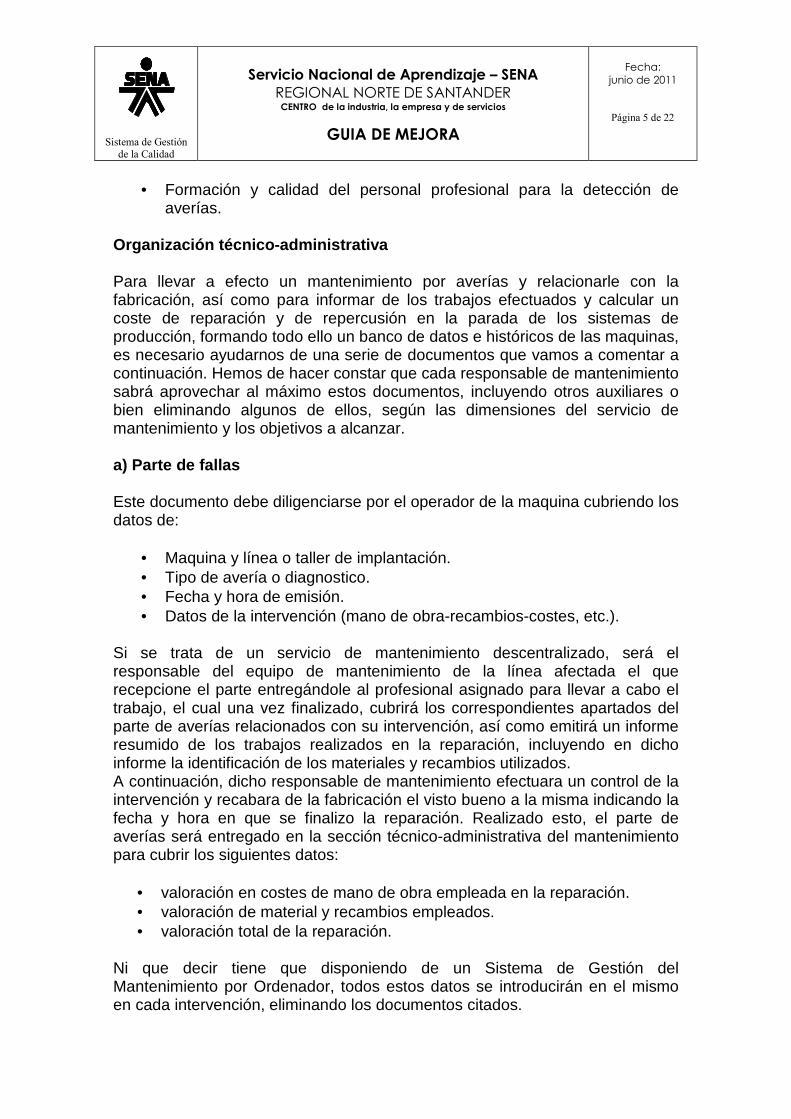
Organización técnico-administrativa Para llevar a efecto un mantenimiento por averías y relacionarle con la fabricación, así como para informar de los trabajos efectuados y calcular un coste de reparación y de repercusión en la parada de los sistemas de producción, formando todo ello un banco de datos e históricos de las maquinas, es necesario ayudarnos de una serie de documentos que vamos a comentar a continuación. Hemos de hacer constar que cada responsable de mantenimiento sabrá aprovechar al máximo estos documentos, incluyendo otros auxiliares o bien eliminando algunos de ellos, según las dimensiones del servicio de mantenimiento y los objetivos a alcanzar. a) Parte de fallas Este documento debe diligenciarse por el operador de la maquina cubriendo los datos de:
• Maquina y línea o taller de implantación. • Tipo de avería o diagnostico. • Fecha y hora de emisión. • Datos de la intervención (mano de obra-recambios-costes, etc.).
Si se trata de un servicio de mantenimiento descentralizado, será el responsable del equipo de mantenimiento de la línea afectada el que recepcione el parte entregándole al profesional asignado para llevar a cabo el trabajo, el cual una vez finalizado, cubrirá los correspondientes apartados del parte de averías relacionados con su intervención, así como emitirá un informe resumido de los trabajos realizados en la reparación, incluyendo en dicho informe la identificación de los materiales y recambios utilizados. A continuación, dicho responsable de mantenimiento efectuara un control de la intervención y recabara de la fabricación el visto bueno a la misma indicando la fecha y hora en que se finalizo la reparación. Realizado esto, el parte de averías será entregado en la sección técnico-administrativa del mantenimiento para cubrir los siguientes datos:
• valoración en costes de mano de obra empleada en la reparación. • valoración de material y recambios empleados. • valoración total de la reparación.
Ni que decir tiene que disponiendo de un Sistema de Gestión del Mantenimiento por Ordenador, todos estos datos se introducirán en el mismo en cada intervención, eliminando los documentos citados.

Sistema de Gestión de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 6 de 22
b) Ficha de historial de averías En esta ficha figuraran los datos técnicos y económicos de las diferentes intervenciones realizadas para reparar averías de cada máquina o equipo, así como los recambios que se han ido utilizando en todas las intervenciones. En la oficina de mantenimiento se abrirá un fichero conteniendo una ficha por maquina, sobre la cual se irán cubriendo los siguientes datos recogidos de los diferentes partes de averías:
• Fecha y numero del parte de averías. • Ubicación donde estuvo localizada la avería. • Detalle de los trabajos realizados, • Horas de parada de maquina o instalación. • Horas de intervención. • Importe de la mano de obra empleada. • Importe de los materiales y recambios empleados. • Importe total de cada reparación.
Razón social: PARTE DE AVERIAS Nº FABRICACION
De_ _ _ _ _ _ _ _ línea _ _ _ _ _ _ _ _a Mantenimiento Tipo de avería_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Código de urgencia (real)_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ __ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Maquina: Marca: Código:

Sistema de Gestión de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 7 de 22
MANTENIMIENTO
Informe de la reparación:
EMISION
RECEPCION
REPARACION
OBSERVACIONES
IMPUTACION
Fecha Fecha Fecha Hora Hora Hora Firma Firma Firma
Anverso ↑
Reverso ↑
COSTE DE LA REPARACION
IMPUTACION:
Nº DE OPERARIO DIA CATEGORIA TIEMPO Pts. MO
MATERIALES Pts MAT.
Total horas mano MO
Total Materiales
Total Reparación

Sistema de Gestión de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 8 de 22
No obstante, con un sistema informatizado de la gestión del mantenimiento (GMAO), podemos centralizar toda esta información como señalaremos en su capítulo correspondiente. c) Suministro de repuestos Hay casos en que la reparación puede consistir en un simple ajuste o puesta a punto de algún componente o conjunto de la maquina o equipo afectado, sin necesidad de sustituir dicho elemento. Pero en la mayoría de los casos, tanto si la reparación es por rotura o desgaste como si es preventiva-predictiva, ha de

Sistema de Gestión de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 9 de 22
reemplazarse el elemento averiado por uno nuevo, aunque el primero pueda ser recuperado o reconstruido. Para documentar esta utilización del elemento de recambio podemos utilizar un vale de materiales similar al de la figura III-5, presentándole en el almacén de recambios. d) Taller auxiliar de apoyo logístico Es evidente que la disponibilidad inmediata de la pieza de recambio para sustituir en buen estado a la averiada, reducirá el tiempo de reparación de la avería y, como consecuencia, el tiempo de parada del equipo afectado. La máxima previsión contra las paradas por averías seria, teóricamente, la existencia de un almacén con todos y cada uno de los elementos existentes en la maquinaria que se encuentra en producción. No cabe duda que conseguir este optimo grado de seguridad es imposible y antieconómico, ya que representarla tener invertido un capital inmovilizado muy fuerte y corresponde a una teoría enfrentada a las tendencias actuales. Debido a esto, el almacén ha de disponer de los repuestos tanto estándares como específicos de los diferentes equipos productivos sujetos a posibles desgastes o roturas, mientras que para los desgastes o roturas no previstas, un servicio de mantenimiento ha de disponer de un taller auxiliar propio o contratado que ayude a la construcción de los repuestos solicitados y sin existencias en almacén. Los talleres auxiliares de mantenimiento son una de las bases para lograr una reparación organizada o un mantenimiento preventivo bien planificado. Los factores a considerar para la creación de un taller auxiliar propio son los siguientes:
• El conjunto del taller debe producir con costes mínimos dentro de la máxima calidad.
• La maquinaria debe limitarse al mínimo necesario para una adecuada atención a los problemas de mantenimiento y ha de ser de la máxima calidad para garantizar los trabajos solicitados.
• No ha de intentarse fabricar repuestos específicos de maquinas e instalaciones, los cuales pueden ser suministrados por los propios fabricantes de dicha maquinaria.
• Los talleres auxiliares de mantenimiento deben estar ubicados junto al almacén de piezas de recambio y de materiales en bruto, debiendo ser esta situación en posición geográfica lo mas coincidente con el centro de gravedad de la maquinaria productiva.
• Deben estar preparados para efectuar grandes revisiones en los sistemas productivos.
Sistema de Gestión de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 10 de 22
2. Consulte sobre las herramientas de solución de problemas: 5w, lluvia de
ideas, análisis de Pareto, diagrama causa efecto, análisis de correlación.
METODO DE FALLAS 5W Es un método para conocer más a fondo el uso y posterior funcionamiento de un equipo A fin de cuentas esta estrategia se busca principalmente para saber todo lo que en si se podría necesitar en un equipo Es que para que un informe sea considerado completo debe responder a una lista de verificación de cinco preguntas, cada una de las cuales comprende una palabra interrogativa en inglés
• what: Que • who: Quien • where: Donde • when: Cuando • why: Por que
Sistema de Gestión de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 11 de 22
LLUVIA DE IDEAS
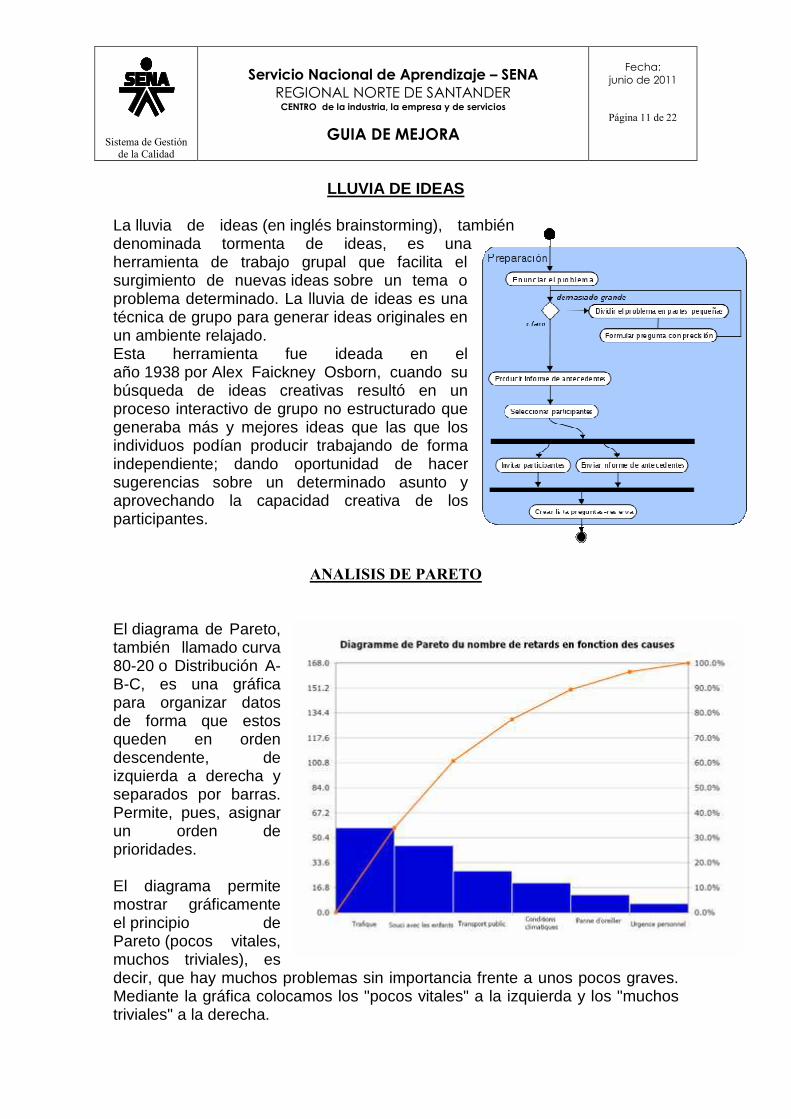
La lluvia de ideas (en inglés brainstorming), también denominada tormenta de ideas, es una herramienta de trabajo grupal que facilita el surgimiento de nuevas ideas sobre un tema o problema determinado. La lluvia de ideas es una técnica de grupo para generar ideas originales en un ambiente relajado. Esta herramienta fue ideada en el año 1938 por Alex Faickney Osborn, cuando su búsqueda de ideas creativas resultó en un proceso interactivo de grupo no estructurado que generaba más y mejores ideas que las que los individuos podían producir trabajando de forma independiente; dando oportunidad de hacer sugerencias sobre un determinado asunto y aprovechando la capacidad creativa de los participantes.
ANALISIS DE PARETO
El diagrama de Pareto, también llamado curva 80-20 o Distribución A-B-C, es una gráfica para organizar datos de forma que estos queden en orden descendente, de izquierda a derecha y separados por barras. Permite, pues, asignar un orden de prioridades. El diagrama permite mostrar gráficamente el principio de Pareto (pocos vitales, muchos triviales), es decir, que hay muchos problemas sin importancia frente a unos pocos graves. Mediante la gráfica colocamos los "pocos vitales" a la izquierda y los "muchos triviales" a la derecha.
Sistema de Gestión de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 12 de 22
El diagrama facilita el estudio comparativo de numerosos procesos dentro de las industrias o empresas comerciales, así como fenómenos sociales o naturales, como se puede ver en el ejemplo de la gráfica al principio del artículo. Hay que tener en cuenta que tanto la distribución de los efectos como sus posibles causas no es un proceso lineal sino que el 20% de las causas totales hace que sean originados el 80% de los efectos.
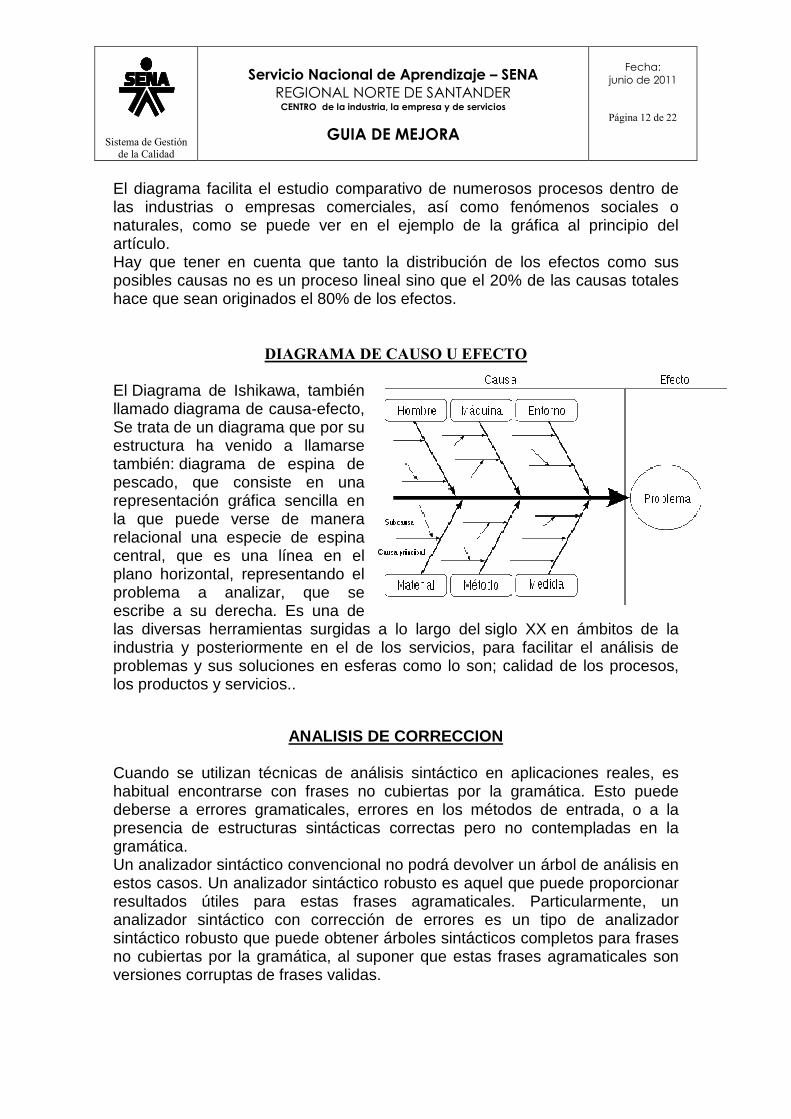
DIAGRAMA DE CAUSO U EFECTO
El Diagrama de Ishikawa, también llamado diagrama de causa-efecto, Se trata de un diagrama que por su estructura ha venido a llamarse también: diagrama de espina de pescado, que consiste en una representación gráfica sencilla en la que puede verse de manera relacional una especie de espina central, que es una línea en el plano horizontal, representando el problema a analizar, que se escribe a su derecha. Es una de las diversas herramientas surgidas a lo largo del siglo XX en ámbitos de la industria y posteriormente en el de los servicios, para facilitar el análisis de problemas y sus soluciones en esferas como lo son; calidad de los procesos, los productos y servicios..
ANALISIS DE CORRECCION
Cuando se utilizan técnicas de análisis sintáctico en aplicaciones reales, es habitual encontrarse con frases no cubiertas por la gramática. Esto puede deberse a errores gramaticales, errores en los métodos de entrada, o a la presencia de estructuras sintácticas correctas pero no contempladas en la gramática. Un analizador sintáctico convencional no podrá devolver un árbol de análisis en estos casos. Un analizador sintáctico robusto es aquel que puede proporcionar resultados útiles para estas frases agramaticales. Particularmente, un analizador sintáctico con corrección de errores es un tipo de analizador sintáctico robusto que puede obtener árboles sintácticos completos para frases no cubiertas por la gramática, al suponer que estas frases agramaticales son versiones corruptas de frases validas.

Sistema de Gestión de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 13 de 22
3. Con ayuda de su orientador seleccionen una máquina sobre la cual trabajar (Es bueno recoger la información sobre la operación de la máquina desde el principio porque va a ser útil en varias subactividades). Con base en ella aplique el procedimiento desarrollado en el primer punto.
El equipo al cual se le realizo este procedimiento, es un torno cnc, en el cual se hacen piezas, como se muestra:
ETA0001
PROTOCOLO DE MANTENIMIENTO
PÁGINA 1_DE_2
EDICIÓN: 01 ELABORÓ: M.E.I.I FECHA: 01/06/2011 NOMBRE DEL EQUIPO: TORNO CNC N° INVENTARIO: 062592 FABRICANTE: EMCO CAPACIDAD: 755Kg
MODELO: EM17D LINEA: INDUSTRIAL
PRESIÓN DE TRABAJO:
PROCEDIMIENTO RESPONSABLES
� Realizar una respectiva limpieza de toda la maquina
� Dialogar con el personal de mantenimiento u operario, para saber con que frecuencia falla o si es la primera vez que presenta problemas la maquina.
� Consultar el historial, hoja de vida, ficha técnica
para poder saber que reparaciones se le han realizado antes, en caso de no tenerlas es muy importante realizar estos documentos.
� Estudiar el manual de la maquina, para llegar a
tener aun más claro el funcionamiento de la maquina.
� Se procede a conectar el equipo.
� En caso de encender se revisa cual función es la
que no realiza correctamente, si en vez de eso la maquina no inicia hay que examinar todo el equipo.
� Se inspecciona internamente el equipo.
Instructor
Aprendiz autorizado

Sistema de Gestión de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 14 de 22
� Mirar el estado en que se encuentran los cables
de alimentación.
� Revisar fusibles, varistores, ya que muchas veces estos se abren debido a sobrecargas.
� Revisar si hay anomalías en la tarjeta de la
fuente.En caso de no haberlas se procede a realizar un seguimiento en las demás tarjetas(control,potencia,etc)
� Hacer las mediciones pertinentes para comparar
estos con la ficha técnica de la maquina
� Energizar el equipo para hacer mediciones en caliente
� Apaga el equipo y desconecte los conectores y
mida elemento por elemento � Conectar los elementos de nuevo � Volver a medir los parámetros � Detectada la falla proceder a corregirla de
inmediato � Luego se procede a cerrar la maquina y luego a
dejarla en funcionamiento
� Por ultimo se realiza un reporte de servicios en donde se especifica la falla que tenia la maquina y que elementos o dispositivos se sustituyeron.
FECHA 01/06/2011
REALIZÓ
M.E.I.I
REVISÓ
Ing. Hernand
o Gómez
OBSERVACIONES:

Sistema de Gestión
de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 15 de 22
4. Seleccione una herramienta de solución de problemas y proponga una metodología de solución para el estado de la máquina. Lleve a plenaria su propuesta.
La herramienta que se va aplicar, es CAUSA-EFECTO , en la cual vamos a emplear para describir una falla con sus posibles causas. FALLA: MOTOR PRINCIPAL NO FUNCIONA EN UN TORNO CNC.
Motor
Principal No
Funciona
Cable de poder
Corto o abierto
Transformador
Humedad, Sobrecarga
Fusible
Sobrecorriente
Puente Rectificador
Diodos Defectuosos
Fuente de alimentación
Amperímetro
Se abre circuito
Señalización
Tarjeta de potencia
Transistor Fuga, Corto, Abierto
Condensador Corto, Abierto o Fuga
Bobina de arranque
Potencia Memoria Resetee
Botón de emergencia
Mal uso por parte del operario
Tarjeta de control Elementos defectuosos
Malas conexiones
Control

Sistema de Gestión
de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 16 de 22
0102030405060708090
1ertrim.
2dotrim.
3ertrim.
4totrim.
AnomaliasTrabajoMantenimiento
Con base en la máquina del punto anterior elabore: 1. Un informe con el análisis de los resultados estadísticos de problemas de la
maquinaría en la producción. En la siguiente grafica se puede observar el periodo de los parámetros como anomalías que se presentaron durante el tiempo de uso, su trabajo y los mantenimientos que se le hicieron.
Además, de haberse realizado el estudio anterior, se analizaron las posibles fallas las cuales puede afectar el funcionamiento de la maquina, durante los primeros cuatro trimestres:

Sistema de Gestión
de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 17 de 22
TABLA DE FALLA EN EL EQUIPO
0
20
40
60
80
100
1ertrim.
2dotrim.
3ertrim.
4totrim.
ELECTRICO
ELECTRONICO
MECANICO
2. Un informe sobre el análisis de daños crónicos o esporádicos encontrados
en una máquina de acuerdo con los procedimientos establecidos. En esta tabla podemos ver algunas fallas que ocurrieron en el torno cnc, aparte de un plan de mantenimiento que aplicaremos a esta maquina:
BITACORA FORMATO BTSA9030

Sistema de Gestión
de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 18 de 22
PLAN DE MANTENIMIENTO DEL TORNO CNC
3. Un registro del seguimiento periódico de funcionamiento a 2 componentes
electrónicos. Parte: Tarjeta de potencia Fecha: 20 de agosto de 2010 Observaciones: tarjeta en buen funcionamiento. Comentarios: dejamos la tarjeta y la maquina en buen funcionamiento. Parte: tarjeta de potencia Fecha: 20 de septiembre 2010 Observaciones: realizamos mantenimiento preventivo (limpieza-puesta a punto) Comentarios: dejamos la tarjeta y la maquina en buen funcionamiento. Parte: tarjeta de potencia Fecha: 20 de diciembre 2010 Observaciones: realizamos mantenimiento correctivo (cambio de diodos en fuga y condensadores en mal estado “reventado”) Comentarios: dejamos la tarjeta y la maquina en buen funcionamiento y los materiales dañados depositados en su lugar correspondiente.

Sistema de Gestión
de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 19 de 22
Parte: tarjeta de alimentación Fecha: 15de enero 2011 Observaciones: encontramos fallas en la red eléctrica por ausencia de energía. Comentarios: encendimos la planta eléctrica para colocar en funcionamiento la maquina, mientras regresaba la energía eléctrica. Parte: tarjeta de alimentación Fecha: 30 de abrir 2011 Observaciones: encontramos una sobre corriente y un sobre voltaje la cual hizo que se abrieran los fusibles y los varistorés la cual paro la maquina. Comentarios: realizando un manteniendo correctivo el cual dejamos la maquina en buen estado y un perfecto funcionamiento. Parte: tarjeta de alimentación Fecha: 25de mayo 2011 Observaciones: encontramos el transformador dañado. Comentarios: realizamos el cambio del transformador que sus causas fueron oxidación por húmeda en el entorno. 4. Dos piezas analizadas en su vida útil de su diseño contra el tiempo real de
trabajo. Los Leds Los LED son dispositivos semiconductores de estado sólido lo cual los hace robustos, fiables, de larga duración y a prueba de vibraciones, que pueden convertir la energía eléctrica directamente en luz. El interior de un LED es un pequeño semiconductor encapsulado en un recinto de resina de epoxi. Se considera que a aproximadamente a las 50.000 horas, es cuando su flujo decae por debajo del 70% de la inicial, eso significa aproximadamente 6 años en una aplicación de 24 horas diarias 365 días/año.
Esto permite una reducción enorme de costes de mantenimiento ya que no se necesita reemplazarlas, por lo que el Coste de Iluminación es mucho menor.
Asimismo, por su naturaleza el encendido se produce instantáneamente al 100% de su intensidad sin parpadeos ni periodos de arranque, e independientemente de la temperatura. A diferencia de otros sistemas no se degrada por el número de encendidos.
El futuro del ser humano será más brillante ya que el empleo común de los LED supondrá ahorro en energía, costes y tiempo.

Sistema de Gestión
de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 20 de 22
Rasgos y ventajas de los LED
Los rasgos inherentes de los LED lo definen para ser la mejor alternativa a fuentes de iluminación convencionales, y proporcionar una más amplia gama de uso.
Pequeño tamaño
Un LED puede ser sumamente pequeño y proporcionar un haz de luz de altas prestaciones lumínicas.
Consumo de electricidad bajo
Los LED tienen un consumo de electricidad muy bajo. Generalmente, un LED está diseñado para funcionar en la corriente 2-3.6V, 0.02-0.03A, esto significa que no necesita más de 0.1w para funcionar.
Vida larga
Con funcionamiento a una tensión nominal, la corriente y el ambiente adecuados los LED disfrutan de una larga vida aproximadamente 100,000 horas.
Alta eficacia luminosa y baja emisión de calor
Los LED puede convertir casi toda la energía usada en luz, y por lo tanto el rendimiento de los mimos se traduce en una muy alta eficacia luminosa y baja emisión de calor. Uno de los mejores LED en el mercado actual emite 321m/w, que es casi dos veces tan eficiente como una bombilla de filamento de tungsteno equivalente.
Sistema de Gestión
de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 21 de 22
Protección de medio ambiente
Los LED están fabricados con materiales no tóxicos a diferencia de las lámparas fluorescentes con el mercurio que contienen y que plantean un peligro de contaminación. Los LED pueden ser totalmente reciclados.
Irrompible
El dispositivo electro luminiscente de los LED esta completamente encajado en un recinto de resina epoxi, lo hace mucho más robusto que la lámpara de filamentos convencional y el tubo fluorescente; no hay ninguna parte móvil dentro del recinto de epoxi sólido, es más resistente a vibraciones o impactos. Esto hace que los LED sean altamente resistentes.
5. Un proyecto identificando problemas de una máquina y proponiendo soluciones.
Maquina a analizar: Torno CnC PROBLEMAS: Motor No enciende: falta de mantenimiento y malas conexiones. Nivelación : Se refiere a nivelar la bancada y para ello se utilizará un nivel de precisión. Concentricidad del cabezal : Se realiza con un reloj comparador y haciendo girar el plato a mano, se verifica la concentricidad del cabezal y si falla se ajusta y corrige adecuadamente.

Sistema de Gestión
de la Calidad
Servicio Nacional de Aprendizaje – SENA
REGIONAL NORTE DE SANTANDER CENTRO de la industria, la empresa y de servicios
GUIA DE MEJORA
Fecha:
junio de 2011
Página 22 de 22
Comprobación de redondez de las piezas : Se mecaniza un cilindro a un diámetro aproximado de 100 mm y con un reloj comparador de precisión se verifica la redondez del cilindro. Alineación del eje principal : Se fija en el plato un mandril de unos 300 mm de longitud, se monta un reloj en el carro longitudinal y se verifica si el eje está alineado o desviado. Alineación del contrapunto : Se consigue mecanizando un eje de 300 mm sujeto entre puntos y verificando con un micrómetro de precisión si el eje ha salido cilíndrico o tiene conicidad. Soluciones:
• BUEN USO DE LA MAQUINA NO SOMETERLA A SOBREESFUERZO POR EJEMPLO COLOCARLA A TRABAJAR CON UN MATERIAL QUE SEA MUY DURO Y QUE LA MAQUINA NO SEA CAPAZ DE TRABAJARLA.
• CADA VEZ DE UN TRABAJO TERMINADO REALIZAR LIMPIEZA DE PARTES SOBRANTES.
• REALIZAR LOS MANTENIMIENTOS ADECUADOS DESPUES DE CIERTAS HORAS DE TRABAJO.
• VERIFICAR LAS CONEXIONES CORRECTAR DE TARJETAS Y MOTORES.
• PERSONAL CAPACITADO PARA EL BUEN FUNCIONAMIENTO Y TRABAJO DEL TORNO CNC.
CONCLUSIONES: Es muy importante, tener un procedimiento de mantenimiento, funcionamiento de una maquina ya que seguir estos protocolos, hace la tarea ma fácil a la hora de aplicarlos a un equipo, pues brinda seguridad y confianza al encargado de ejecutarlos.


















