
Presentacion Dimaic Ajustes
60
ConMed Chihuahua Six Sigma Green Belt Training – 2st.Wave Chihuahua, Mexico March 2014
-
Upload
macias-oscar-macias -
Category
Documents
-
view
46 -
download
1
Transcript of Presentacion Dimaic Ajustes
ConMed Chihuahua
Six Sigma Green Belt
Training – 2st.WaveChihuahua, Mexico
March 2014
ProjectAdjustments Reduction In Resin 1003791
on Suction Tubing area. Team Members …
• Oscar Macias GB leader• Jose Luis Sanchez• Adely Marinelarena• Gildardo Parra - Champion • Victor Rodriguez• Ricardo Lopez• Moises Ortega
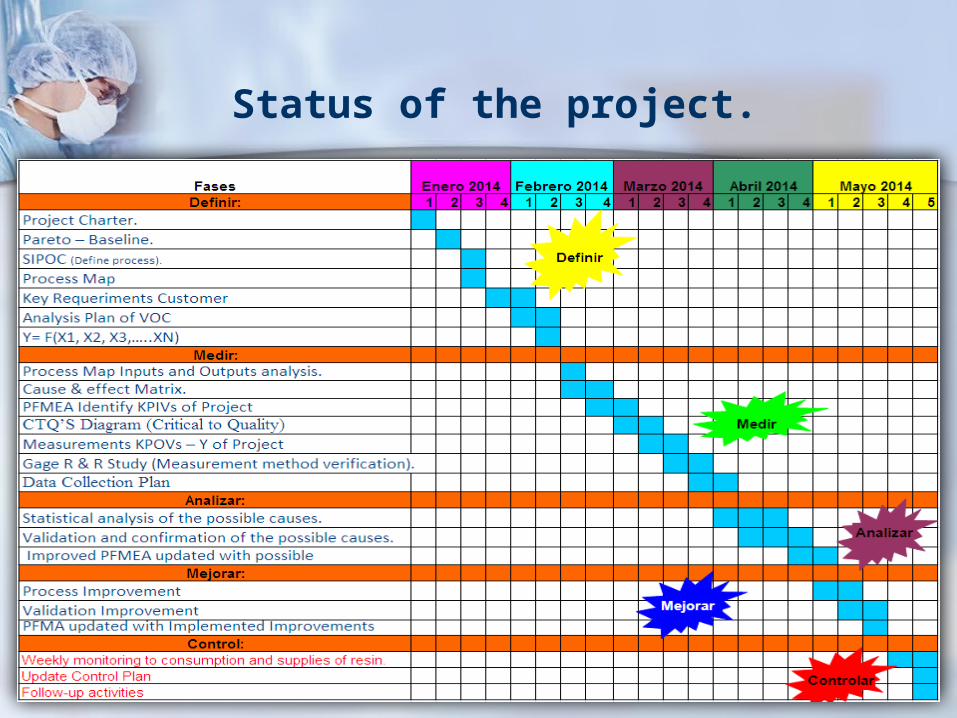
Status of the project.

Define
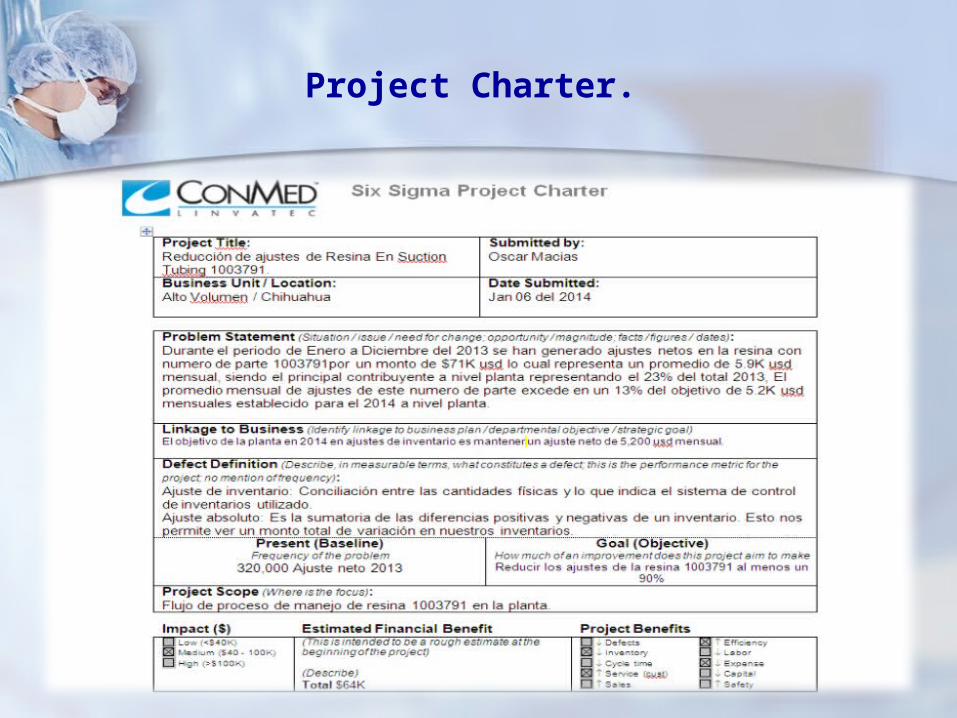
Project Charter.
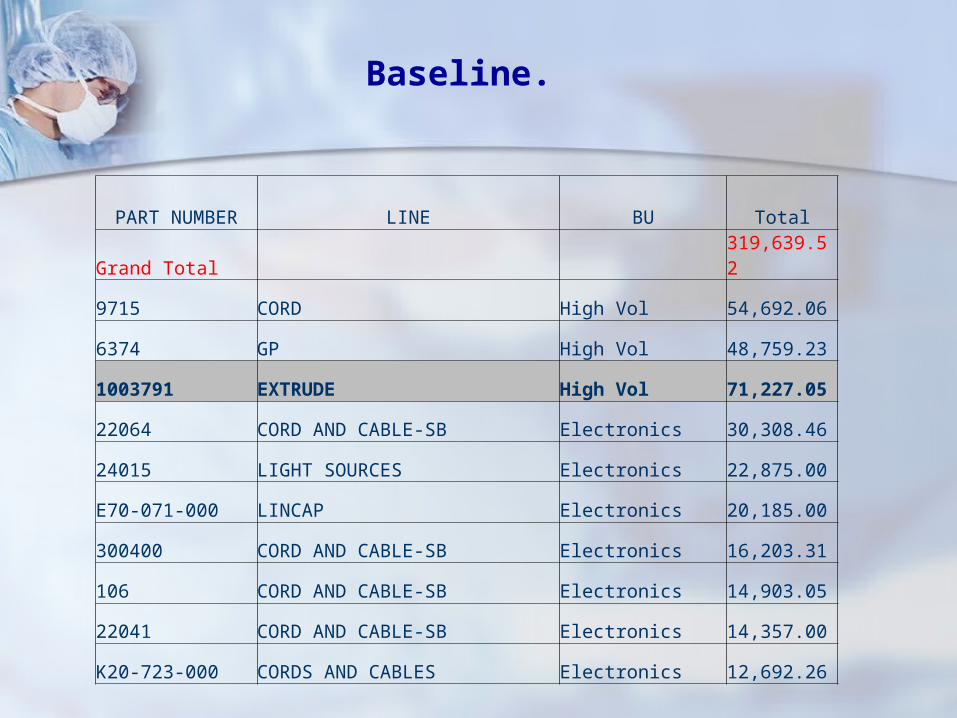
Baseline.
PART NUMBER LINE BU Total
Grand Total 319,639.52
9715 CORD High Vol 54,692.06
6374 GP High Vol 48,759.23
1003791 EXTRUDE High Vol 71,227.05
22064 CORD AND CABLE-SB Electronics 30,308.46
24015 LIGHT SOURCES Electronics 22,875.00
E70-071-000 LINCAP Electronics 20,185.00
300400 CORD AND CABLE-SB Electronics 16,203.31
106 CORD AND CABLE-SB Electronics 14,903.05
22041 CORD AND CABLE-SB Electronics 14,357.00
K20-723-000 CORDS AND CABLES Electronics 12,692.26
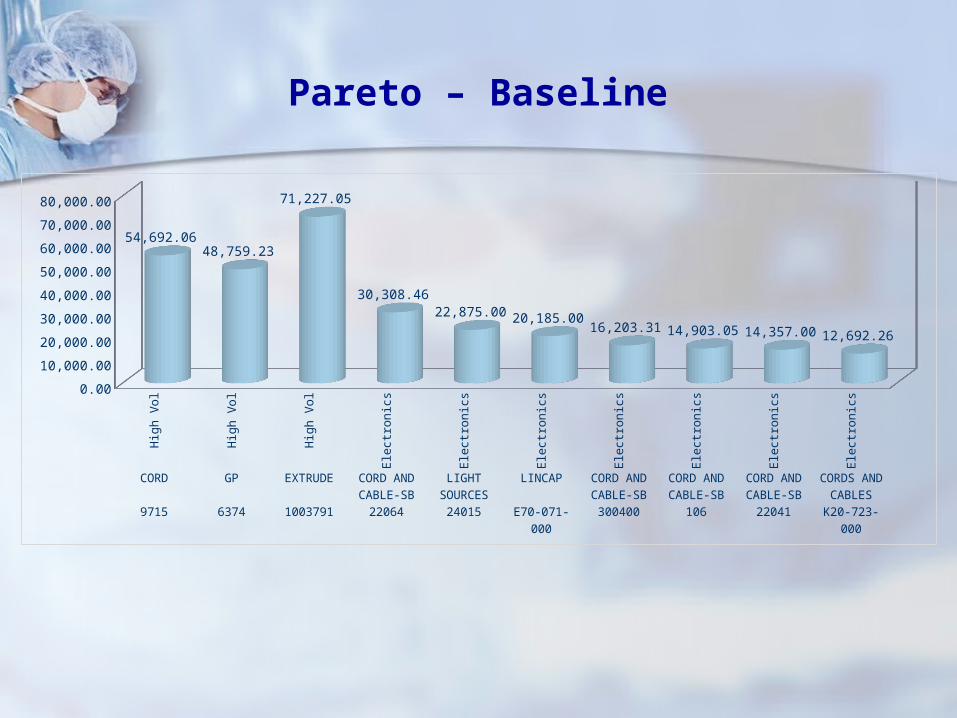
Pareto – Baseline
High Vol High Vol High Vol Electronics Electronics Electronics Electronics Electronics Electronics ElectronicsCORD GP EXTRUDE CORD AND
CABLE-SBLIGHT
SOURCESLINCAP CORD AND
CABLE-SBCORD AND CABLE-SB
CORD AND CABLE-SB
CORDS AND CABLES
9715 6374 1003791 22064 24015 E70-071-000
300400 106 22041 K20-723-000
0.00
10,000.00
20,000.00
30,000.00
40,000.00
50,000.00
60,000.00
70,000.00
80,000.00
54,692.0648,759.23
71,227.05
30,308.4622,875.00 20,185.00
16,203.31 14,903.05 14,357.00 12,692.26
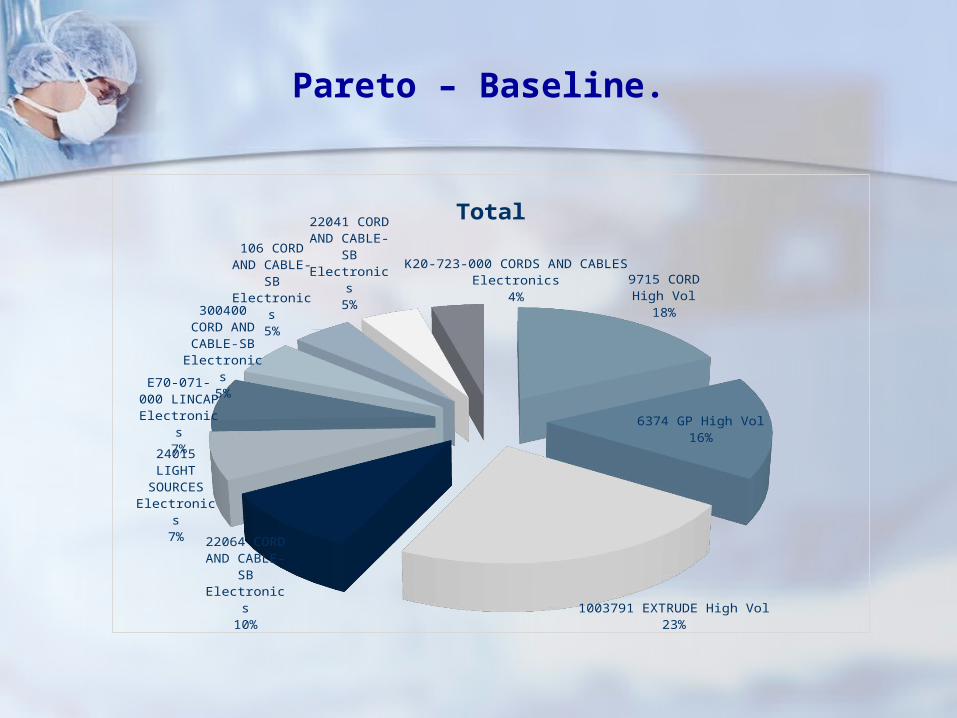
Pareto – Baseline.
9715 CORD High Vol
18%
6374 GP High Vol16%
1003791 EXTRUDE High Vol23%
22064 CORD AND CABLE-SB Electron-
ics10%
24015 LIGHT SOURCES
Electronics7%
E70-071-000 LINCAP Elec-
tronics7%
300400 CORD AND CABLE-SB Electronics
5%
106 CORD AND CABLE-SB Electron-
ics5%
22041 CORD AND CABLE-SB Electron-
ics5%
K20-723-000 CORDS AND CABLES Electronics
4%
Total
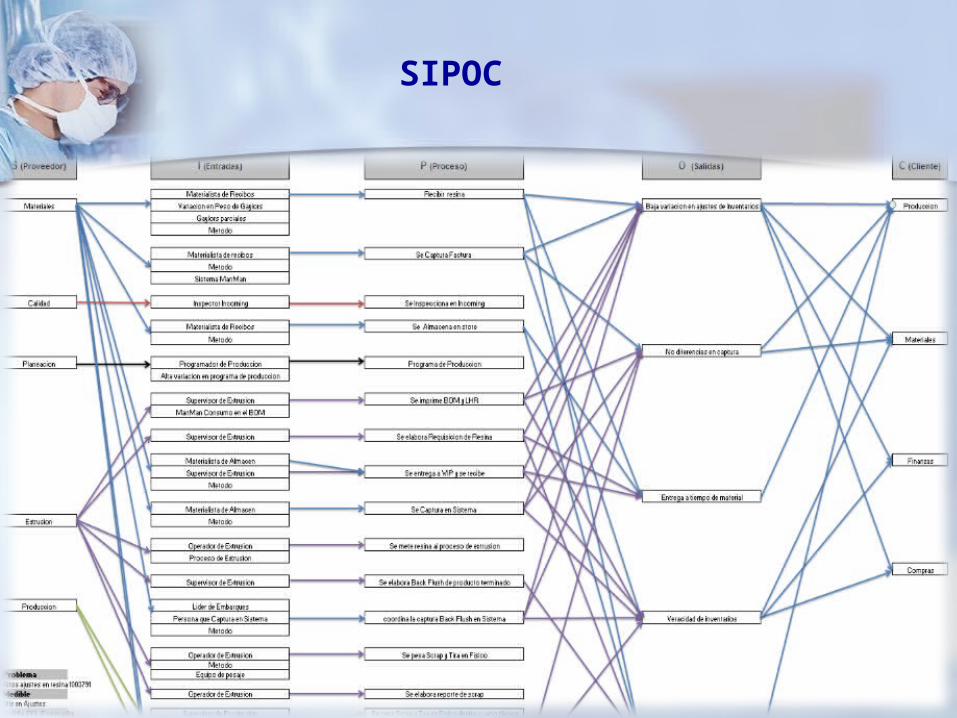
SIPOC
Y = Minimize Adjustments to 90%
Y= X1, X2, X3, ………………Xn
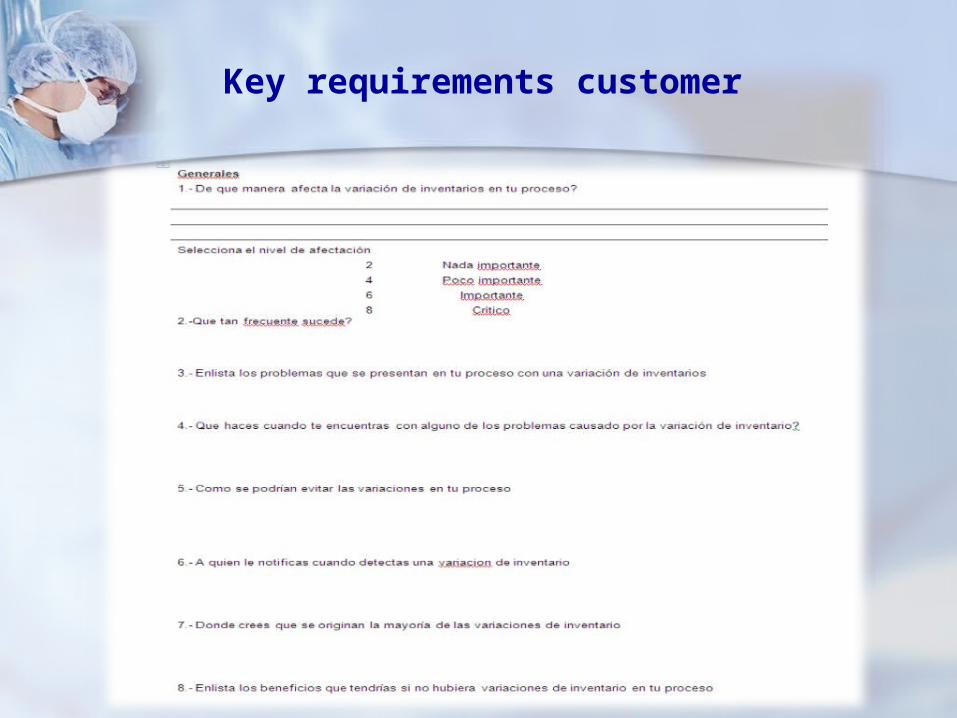
Key requirements customer
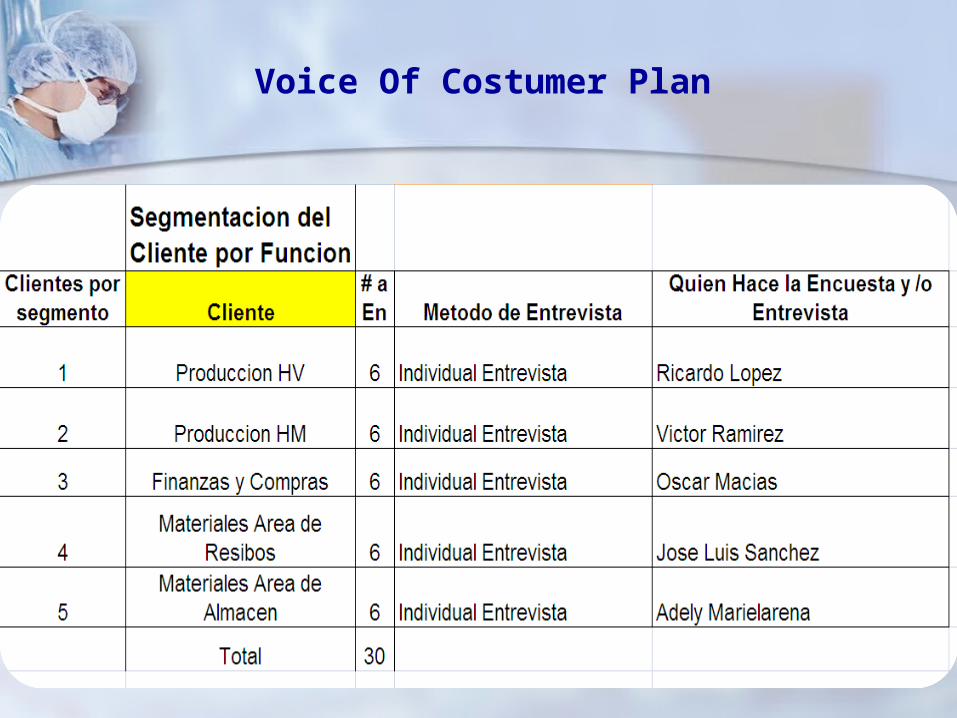
Voice Of Costumer Plan
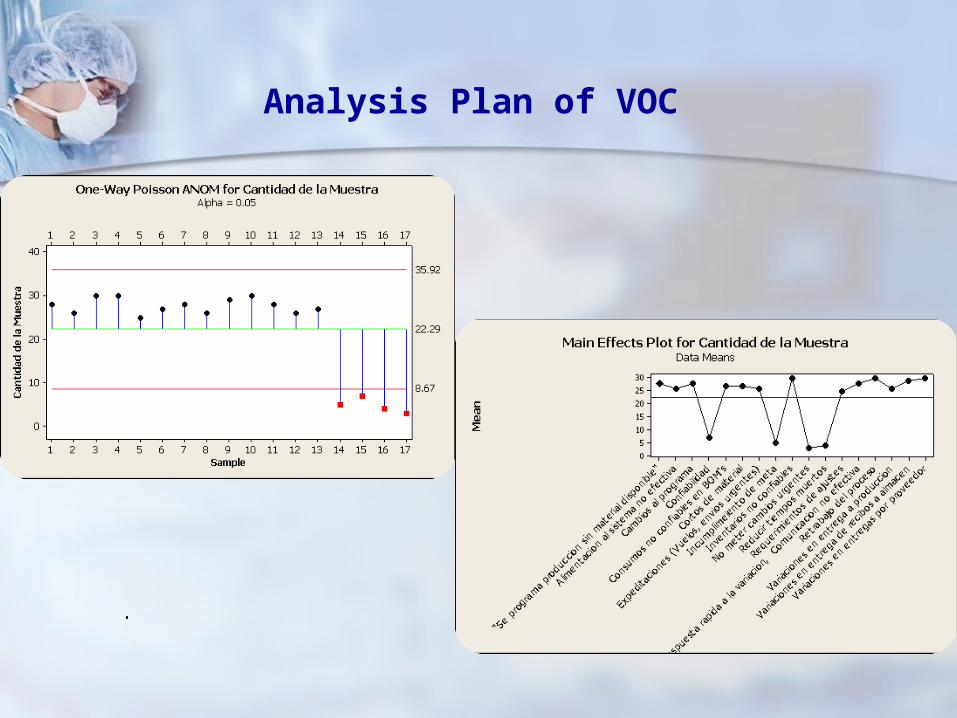
Analysis Plan of VOC
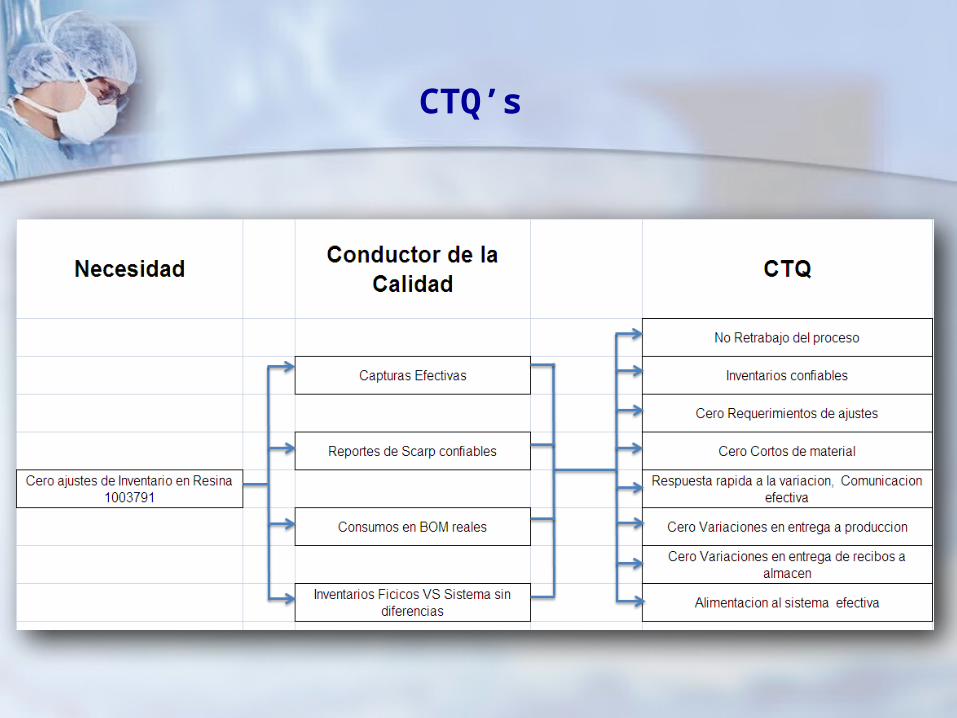
CTQ’s

Measurement
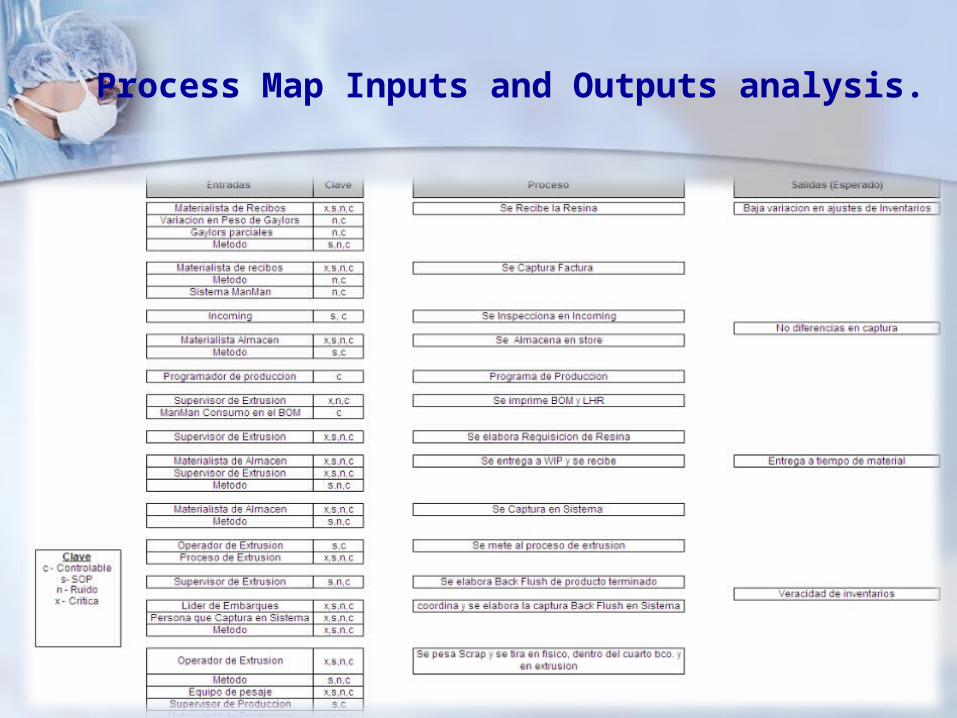
Process Map Inputs and Outputs analysis.
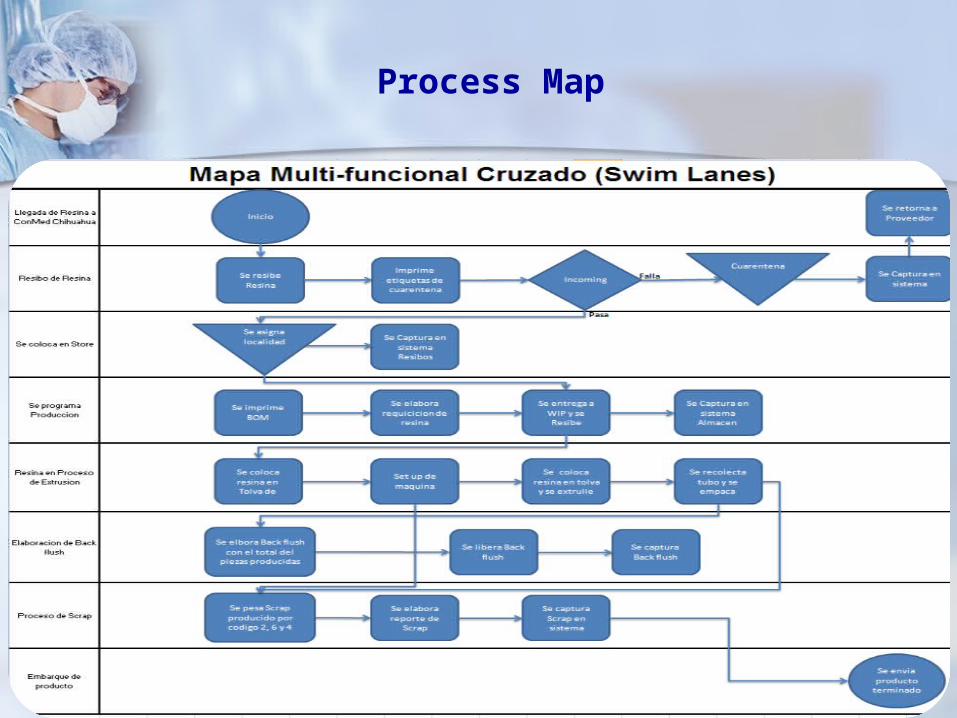
Process Map
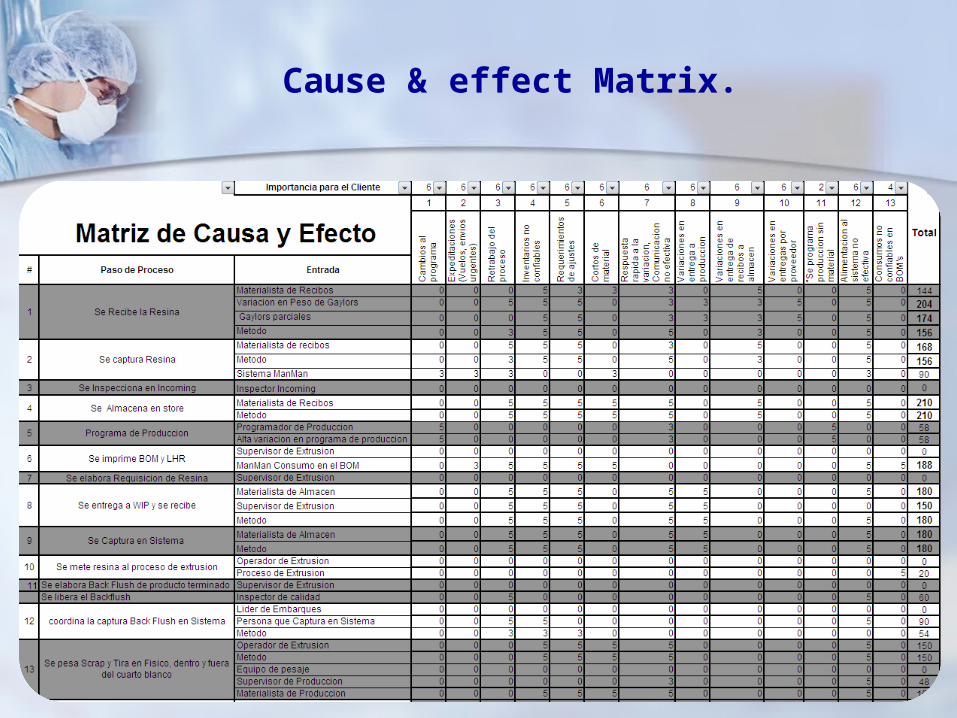
Cause & effect Matrix.
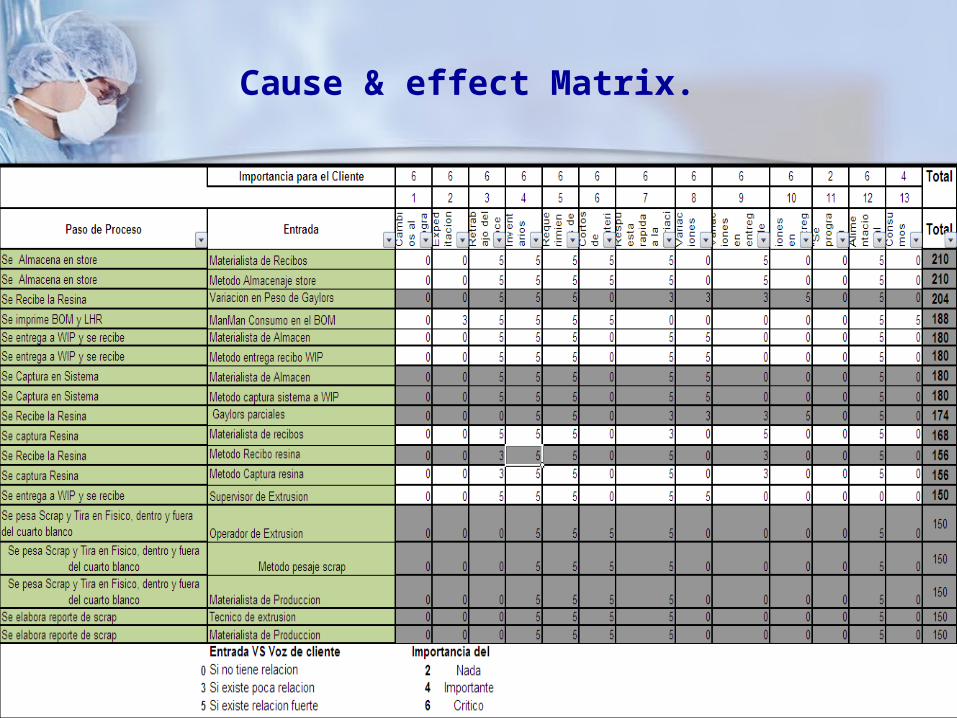
Cause & effect Matrix.
Mat
eria
lista
de
R...
Met
odo
Alm
acen
a...
Varia
cion
en P
es...
Man
Man
Con
sum
...
Mat
eria
lista
de
...
Met
odo
entre
ga ..
.
Mat
eria
lista
de
...
Met
odo
capt
ura
...
Gay
lors
par
ciale
s
Mat
eria
lista
de
r...
Met
odo
Recib
o r..
.
Met
odo
Capt
ura
...
Supe
rviso
r de
Ex...
Oper
ador
de
Ext..
.
Met
odo
pesa
je s.
..
Mat
eria
lista
de
...
Tecn
ico d
e ex
tru...
Mat
eria
lista
de
...
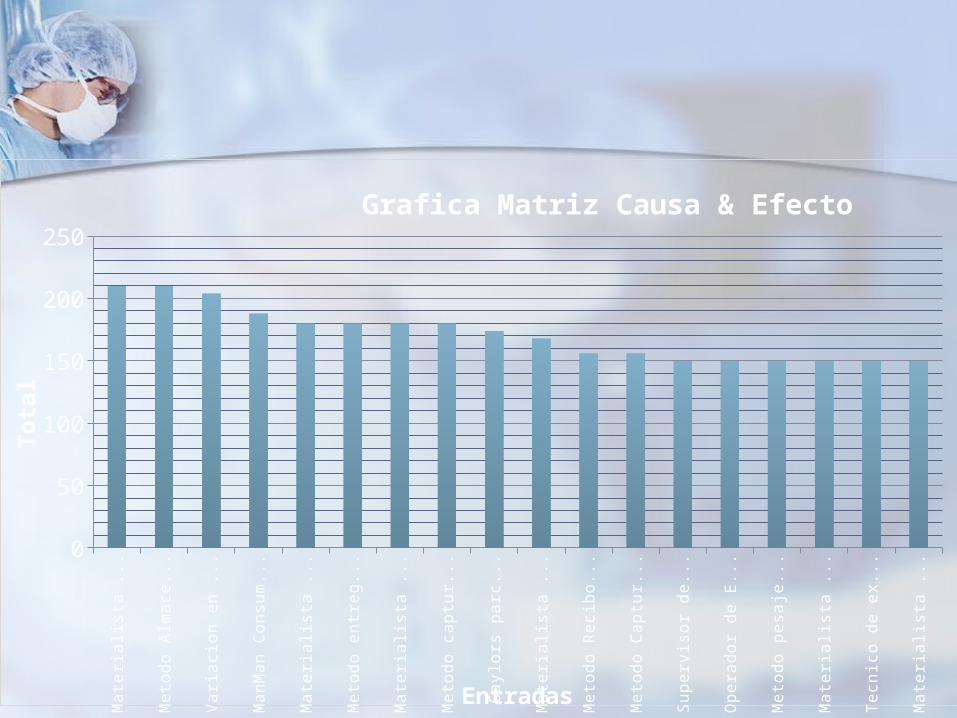
0
50
100
150
200
250Grafica Matriz Causa & Efecto
Entradas
Tota
l
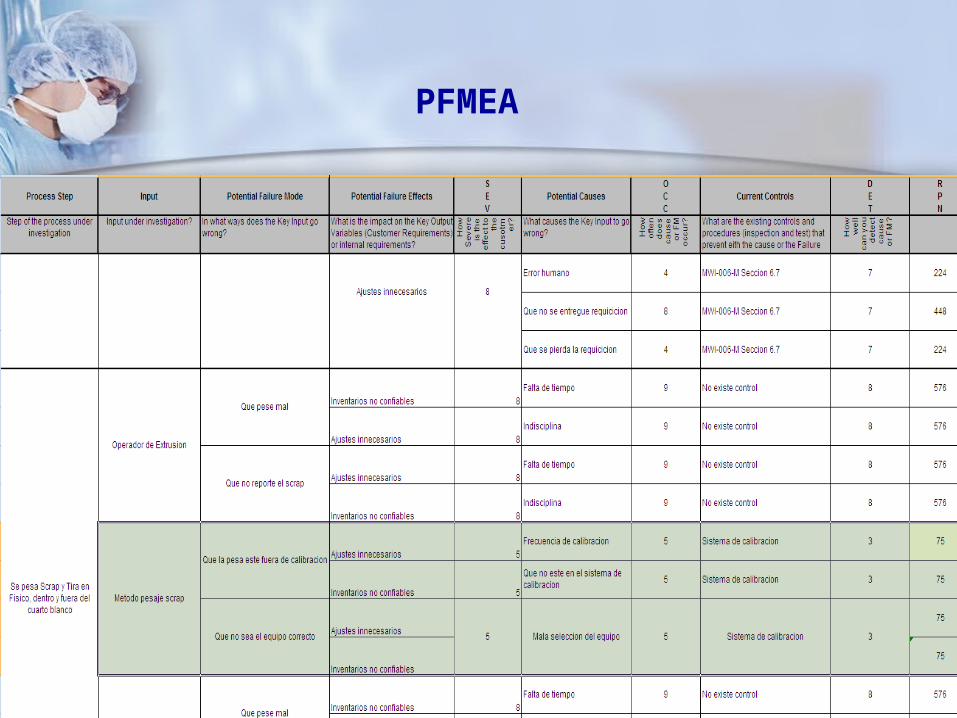
PFMEA
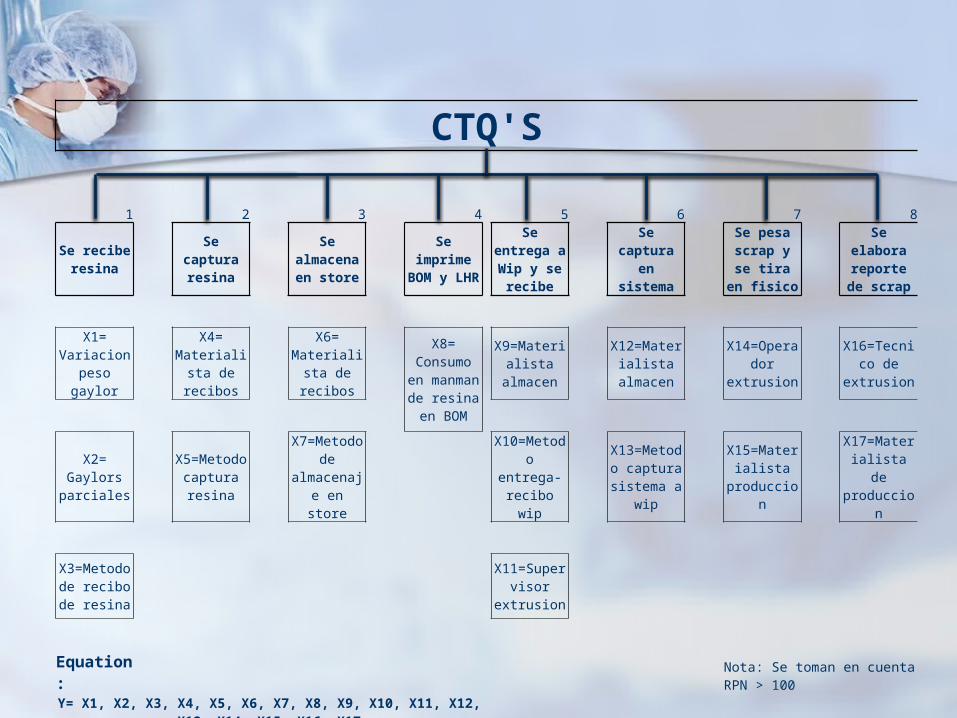
CTQ'S
1 2 3 4 5 6 7 8
Se recibe resina
Se captura resina
Se almacena en store
Se imprime BOM y LHR
Se entrega a Wip y se
recibeSe captura en
sistemaSe pesa scrap
y se tira en fisico
Se elabora reporte de
scrap
X1= Variacion
peso gaylor
X4= Materialist
a de recibos
X6= Materialist
a de recibos
X8= Consumo
en manman de resina en BOM
X9=Materialista
almacen
X12=Materialista
almacen
X14=Operador
extrusion
X16=Tecnico de
extrusion
X2= Gaylors
parciales
X5=Metodo captura
resina
X7=Metodo de
almacenaje en store
X10=Metodo entrega-recibo wip
X13=Metodo captura sistema a
wip
X15=Materialista
produccion
X17=Materialista de
produccion
X3=Metodo de recibo de resina
X11=Supervisor
extrusion
Equation:
Nota: Se toman en cuenta RPN > 100
Y= X1, X2, X3, X4, X5, X6, X7, X8, X9, X10, X11, X12, X13, X14, X15, X16, X17
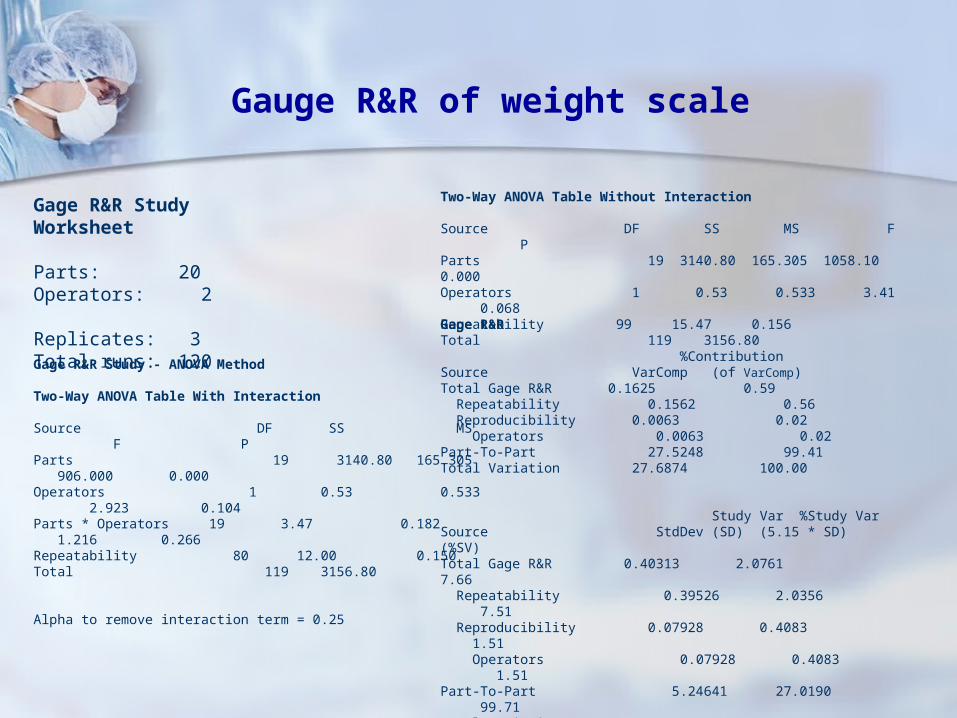
Gauge R&R of weight scale
Gage R&R Study Worksheet
Parts: 20 Operators: 2
Replicates: 3 Total runs: 120
Gage R&R Study - ANOVA Method Two-Way ANOVA Table With Interaction
Source DF SS MS F PParts 19 3140.80 165.305 906.000 0.000Operators 1 0.53 0.533 2.923 0.104Parts * Operators 19 3.47 0.182 1.216 0.266Repeatability 80 12.00 0.150Total 119 3156.80
Alpha to remove interaction term = 0.25
Two-Way ANOVA Table Without Interaction
Source DF SS MS F PParts 19 3140.80 165.305 1058.10 0.000Operators 1 0.53 0.533 3.41 0.068Repeatability 99 15.47 0.156Total 119 3156.80
Gage R&R
%ContributionSource VarComp (of VarComp)Total Gage R&R 0.1625 0.59 Repeatability 0.1562 0.56 Reproducibility 0.0063 0.02 Operators 0.0063 0.02Part-To-Part 27.5248 99.41Total Variation 27.6874 100.00
Study Var %Study VarSource StdDev (SD) (5.15 * SD) (%SV)Total Gage R&R 0.40313 2.0761 7.66 Repeatability 0.39526 2.0356 7.51 Reproducibility 0.07928 0.4083 1.51 Operators 0.07928 0.4083 1.51Part-To-Part 5.24641 27.0190 99.71Total Variation 5.26188 27.0987 100.00
Number of Distinct Categories = 18
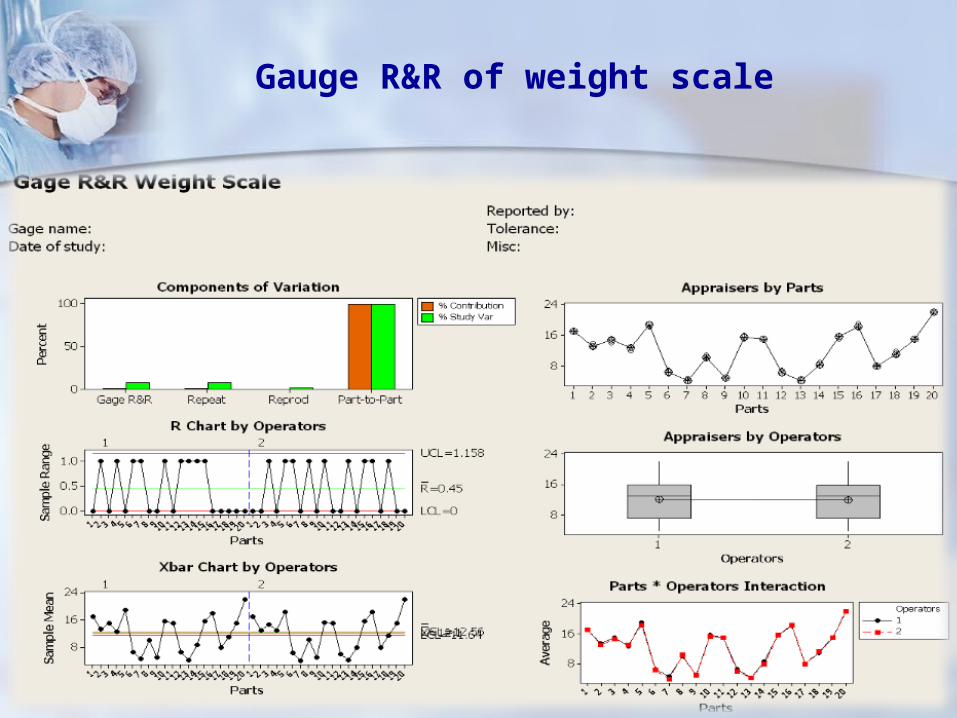
Gauge R&R of weight scale
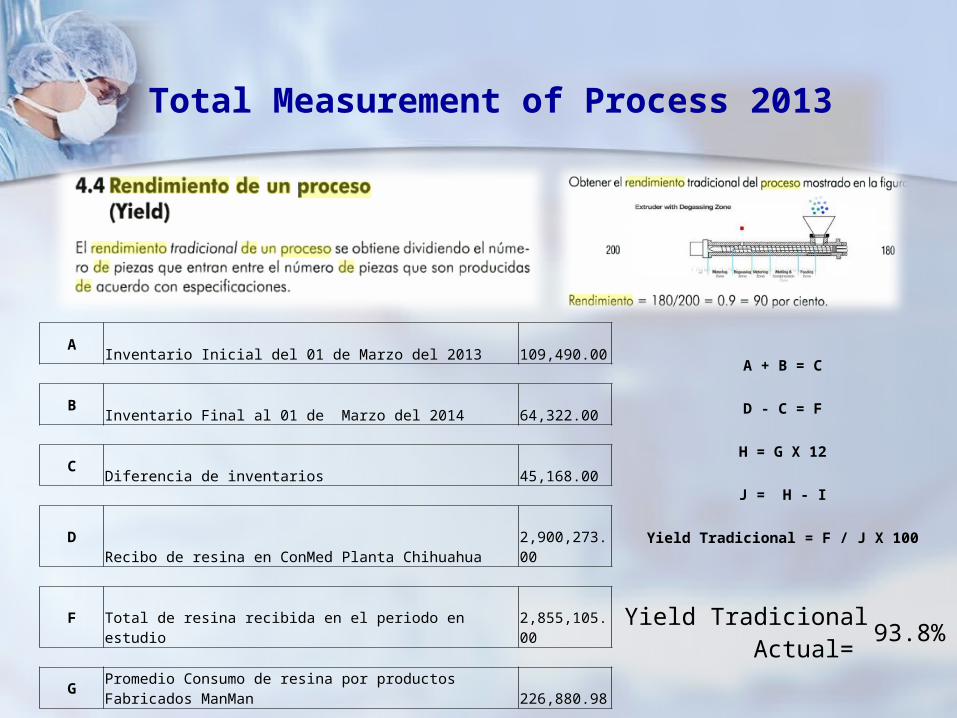
Total Measurement of Process 2013
A Inventario Inicial del 01 de Marzo del 2013 109,490.00
B Inventario Final al 01 de Marzo del 2014 64,322.00
C Diferencia de inventarios 45,168.00
D Recibo de resina en ConMed Planta Chihuahua 2,900,273.00
F Total de resina recibida en el periodo en estudio 2,855,105.00
G Promedio Consumo de resina por productos Fabricados ManMan 226,880.98
H Consumo Total de resina por productos Fabricados ManMan 2,722,571.76
I Scrap Reportado en sistema en el periodo de tiempo en estudio 45,473.57
J Consumo Manman - Scrap 2,677,098.19
Yield Tradicional Actual= 93.8%
A + B = C
D - C = F
H = G X 12
J = H - I
Yield Tradicional = F / J X 100
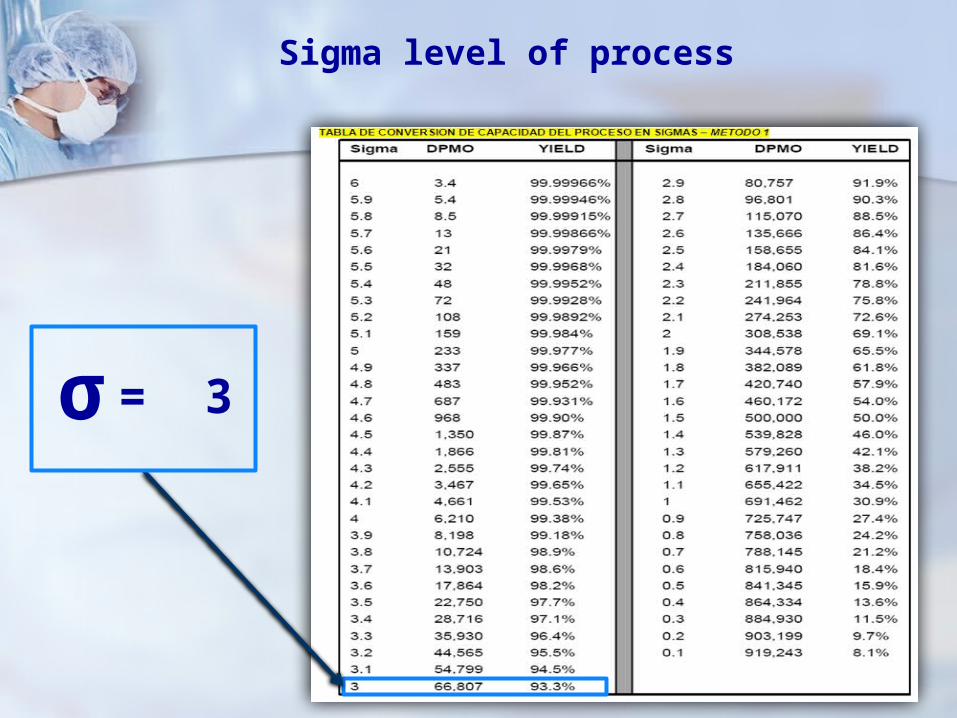
Sigma level of process
σ
= 3
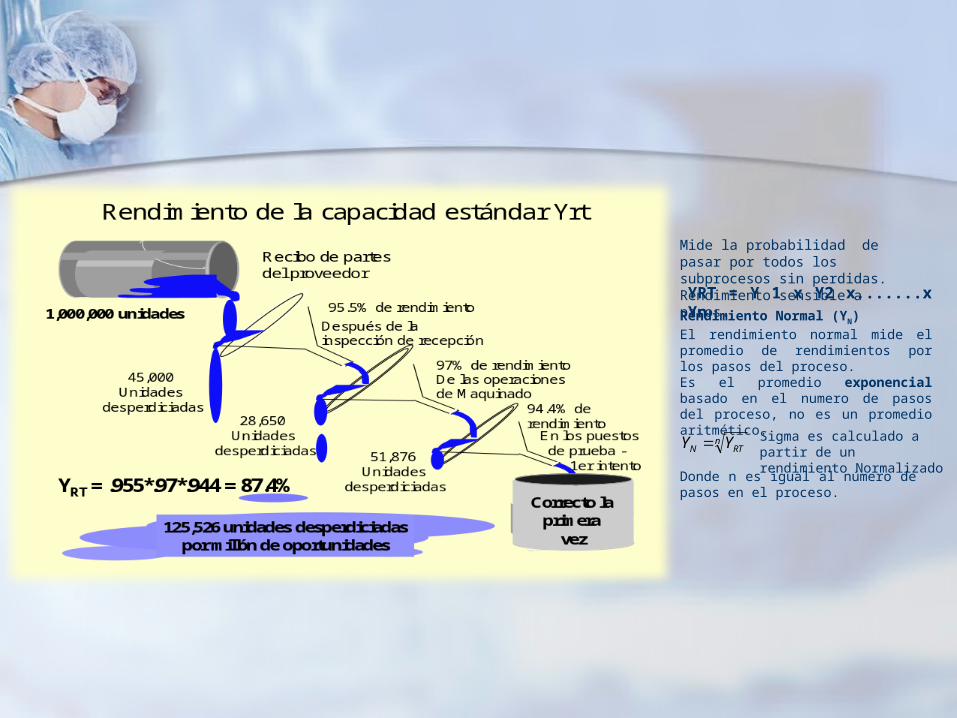
YRT = Y 1 x Y2 x.......x YnRendimiento Normal (YN)El rendimiento normal mide el promedio de rendimientos por los pasos del proceso. Es el promedio exponencial basado en el numero de pasos del proceso, no es un promedio aritmético.
nRTN YY
Donde n es igual al número de pasos en el proceso.
Sigma es calculado a partir de un rendimiento Normalizado
Mide la probabilidad de pasar por todos los subprocesos sin perdidas. Rendimiento sensible a pasos.
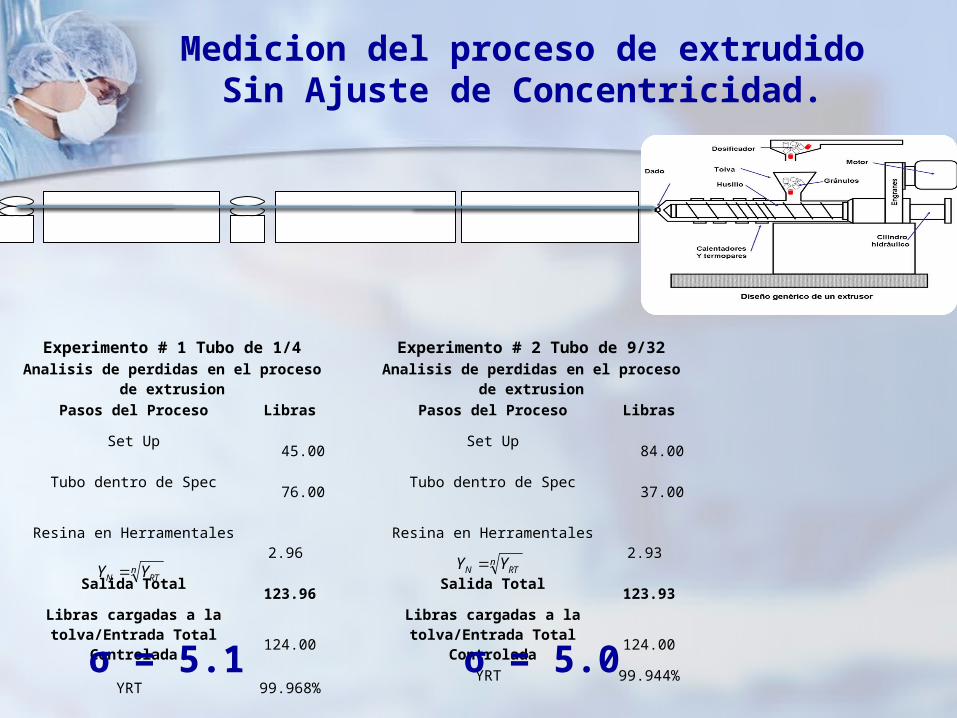
Medicion del proceso de extrudido Sin Ajuste de Concentricidad.
Experimento # 1 Tubo de 1/4Analisis de perdidas en el proceso de extrusion
Pasos del Proceso LibrasSet Up 45.00
Tubo dentro de Spec 76.00 Resina en Herramentales 2.96
Salida Total 123.96
Libras cargadas a la tolva/Entrada Total Controlada 124.00
YRT 99.968%
N = 3YN 99.984%
nRTN YY
Experimento # 2 Tubo de 9/32Analisis de perdidas en el proceso de extrusion
Pasos del Proceso LibrasSet Up 84.00
Tubo dentro de Spec 37.00 Resina en Herramentales 2.93
Salida Total 123.93 Libras cargadas a la tolva/Entrada
Total Controlada 124.00
YRT 99.944%
N = 3
YN 99.972%
nRTN YY
σ = 5.1 σ = 5.0
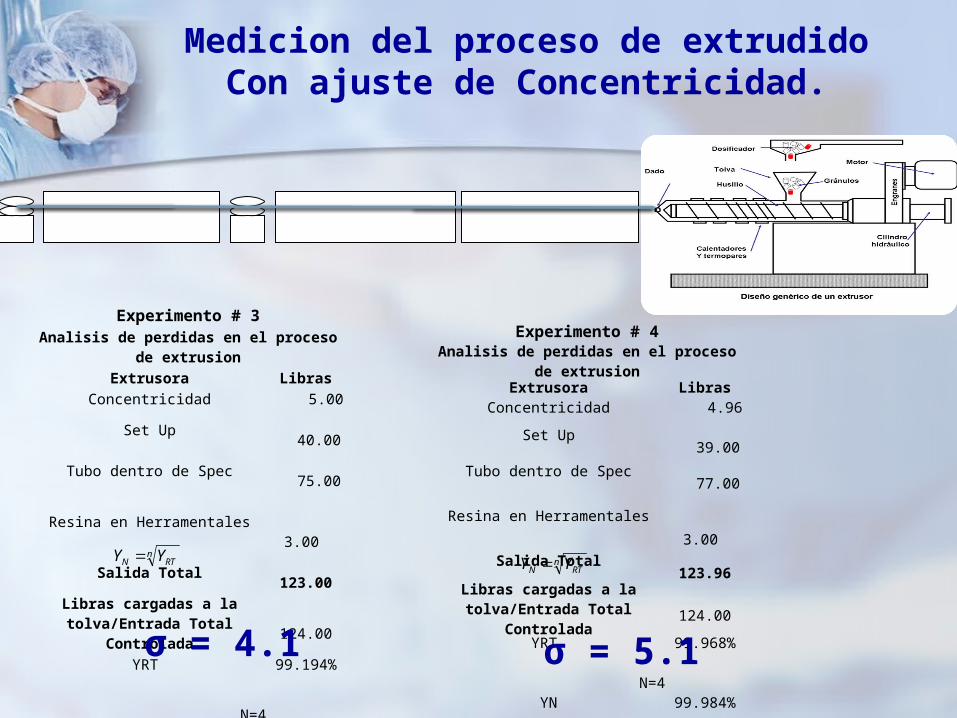
Medicion del proceso de extrudido Con ajuste de Concentricidad.
Experimento # 3Analisis de perdidas en el proceso de extrusion
Extrusora LibrasConcentricidad 5.00
Set Up 40.00 Tubo dentro de Spec 75.00
Resina en Herramentales 3.00 Salida Total 123.00
Libras cargadas a la tolva/Entrada Total Controlada 124.00
YRT 99.194%
N=4
YN 99.596%
nRTN YY
σ = 4.1
Experimento # 4Analisis de perdidas en el proceso de extrusion
Extrusora LibrasConcentricidad 4.96
Set Up 39.00 Tubo dentro de Spec 77.00
Resina en Herramentales 3.00 Salida Total 123.96
Libras cargadas a la tolva/Entrada Total Controlada 124.00
YRT 99.968%
N=4YN 99.984%
nRTN YY
σ = 5.1
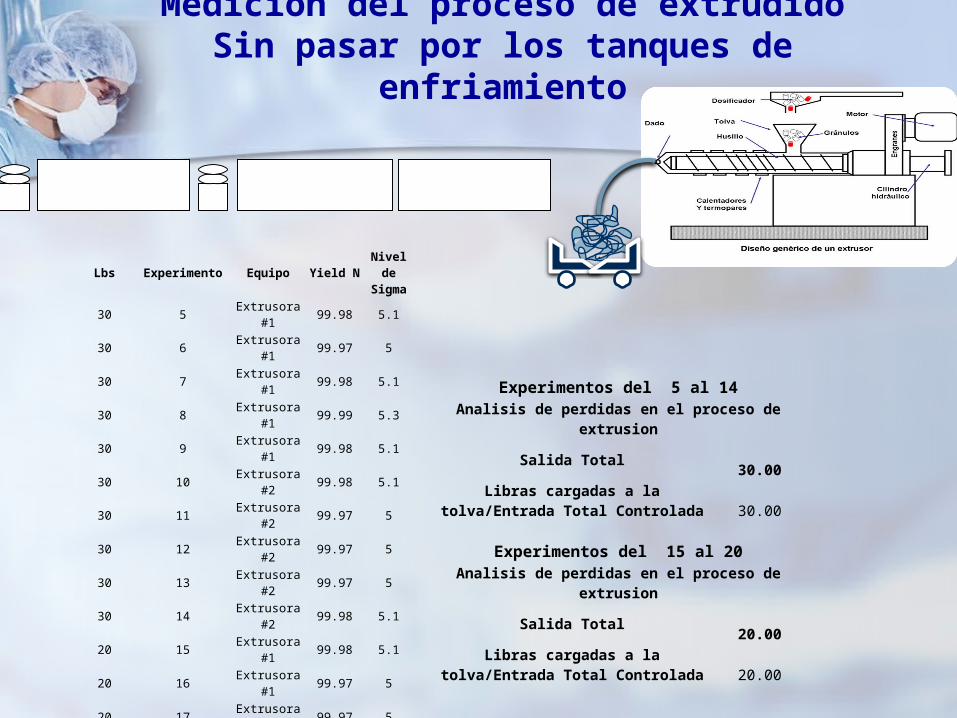
Medicion del proceso de extrudido Sin pasar por los tanques de
enfriamiento
Experimentos del 5 al 14Analisis de perdidas en el proceso de extrusion
Salida Total 30.00 Libras cargadas a la tolva/Entrada Total
Controlada 30.00
Experimentos del 15 al 20Analisis de perdidas en el proceso de extrusion
Salida Total 20.00 Libras cargadas a la tolva/Entrada Total
Controlada 20.00
Lbs Experimento Equipo Yield N Nivel de Sigma
30 5 Extrusora #1 99.98 5.130 6 Extrusora #1 99.97 5
30 7 Extrusora #1 99.98 5.1
30 8 Extrusora #1 99.99 5.330 9 Extrusora #1 99.98 5.130 10 Extrusora #2 99.98 5.130 11 Extrusora #2 99.97 5
30 12 Extrusora #2 99.97 5
30 13 Extrusora #2 99.97 530 14 Extrusora #2 99.98 5.120 15 Extrusora #1 99.98 5.1
20 16 Extrusora #1 99.97 5
20 17 Extrusora #1 99.97 520 18 Extrusora #1 99.98 5.120 19 Extrusora #1 99.98 5.120 20 Extrusora #2 99.98 5.120 21 Extrusora #2 99.99 5.320 22 Extrusora #2 99.98 5.120 23 Extrusora #2 99.99 5.320 24 Extrusora #2 99.99 5.3
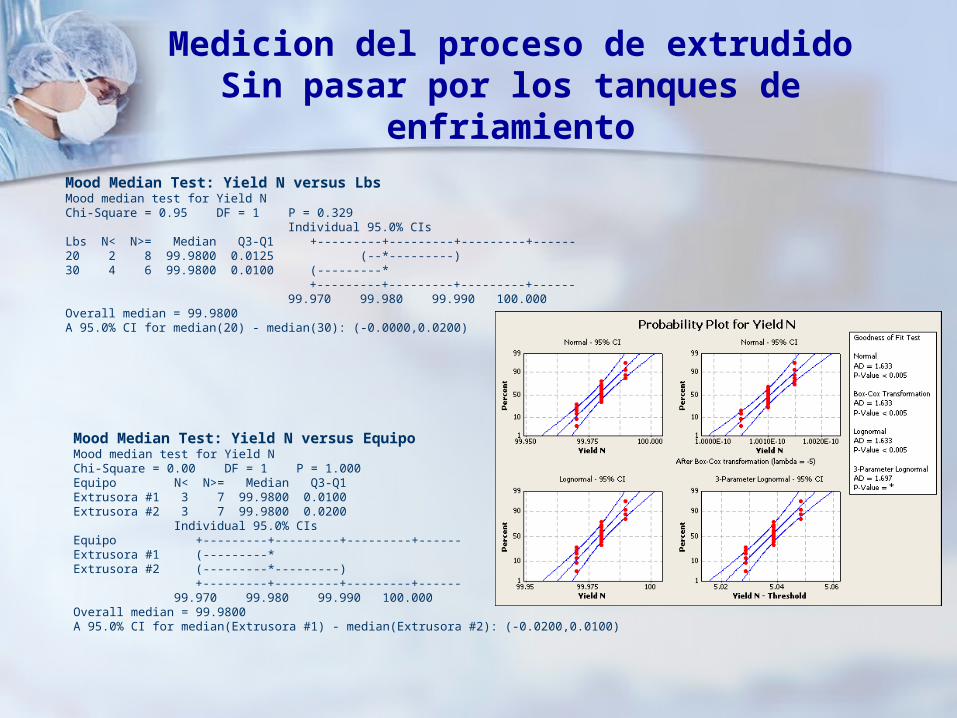
Medicion del proceso de extrudido Sin pasar por los tanques de
enfriamiento
Mood Median Test: Yield N versus Equipo Mood median test for Yield NChi-Square = 0.00 DF = 1 P = 1.000Equipo N< N>= Median Q3-Q1Extrusora #1 3 7 99.9800 0.0100Extrusora #2 3 7 99.9800 0.0200 Individual 95.0% CIsEquipo +---------+---------+---------+------Extrusora #1 (---------*Extrusora #2 (---------*---------) +---------+---------+---------+------ 99.970 99.980 99.990 100.000Overall median = 99.9800A 95.0% CI for median(Extrusora #1) - median(Extrusora #2): (-0.0200,0.0100)
Mood Median Test: Yield N versus Lbs Mood median test for Yield NChi-Square = 0.95 DF = 1 P = 0.329 Individual 95.0% CIsLbs N< N>= Median Q3-Q1 +---------+---------+---------+------20 2 8 99.9800 0.0125 (--*---------)30 4 6 99.9800 0.0100 (---------* +---------+---------+---------+------ 99.970 99.980 99.990 100.000Overall median = 99.9800A 95.0% CI for median(20) - median(30): (-0.0000,0.0200)
Analyze
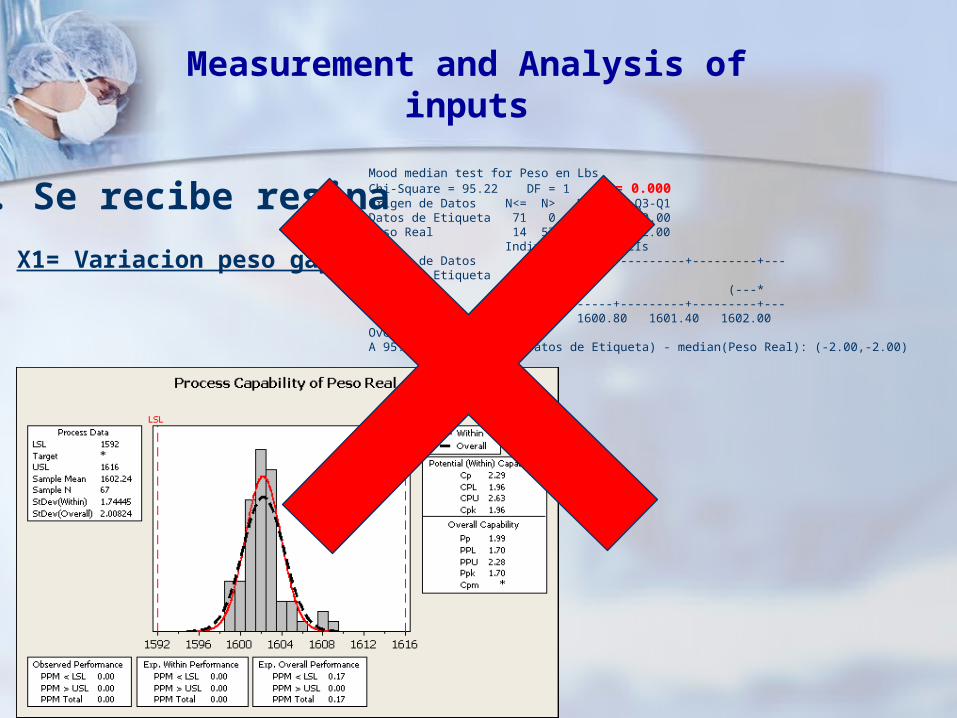
Measurement and Analysis of inputs
1. Se recibe resinaX1= Variacion peso gaylor
Mood median test for Peso en LbsChi-Square = 95.22 DF = 1 P = 0.000Origen de Datos N<= N> Median Q3-Q1Datos de Etiqueta 71 0 1600.00 0.00Peso Real 14 57 1602.00 2.00 Individual 95.0% CIsOrigen de Datos ---+---------+---------+---------+---Datos de Etiqueta *Peso Real (---* ---+---------+---------+---------+--- 1600.20 1600.80 1601.40 1602.00Overall median = 1600.00A 95.0% CI for median(Datos de Etiqueta) - median(Peso Real): (-2.00,-2.00)
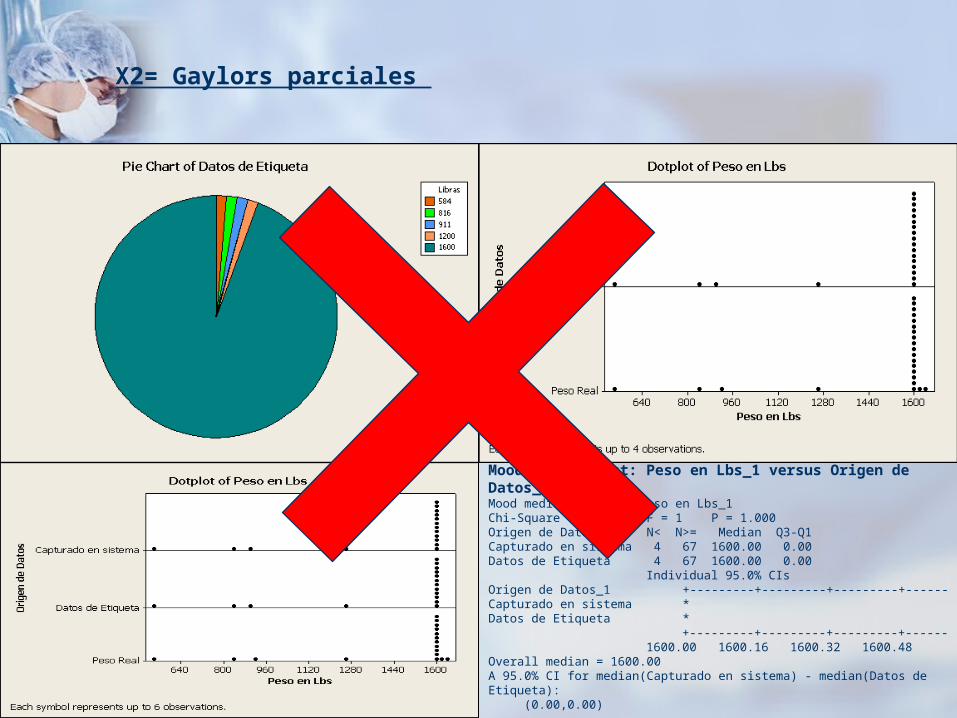
X2= Gaylors parciales
Mood Median Test: Peso en Lbs_1 versus Origen de Datos_1 Mood median test for Peso en Lbs_1Chi-Square = 0.00 DF = 1 P = 1.000Origen de Datos_1 N< N>= Median Q3-Q1Capturado en sistema 4 67 1600.00 0.00Datos de Etiqueta 4 67 1600.00 0.00 Individual 95.0% CIsOrigen de Datos_1 +---------+---------+---------+------Capturado en sistema *Datos de Etiqueta * +---------+---------+---------+------ 1600.00 1600.16 1600.32 1600.48Overall median = 1600.00A 95.0% CI for median(Capturado en sistema) - median(Datos de Etiqueta): (0.00,0.00)
X3=Metodo de recibo de resina
Si hay un método de recibos, pero encontramos un inconveniente por falta de espacio en almacén la caja de tráiler con la resina tarda en bajarse de una a dos semanas y a veces se recibe antes de descargarla de la caja de tráiler, lo cual es un posible riesgo ya que en el sistema va a traer una fecha anterior a la fecha de descarga lo cual puede provocar confusiones en cantidades.
No es causa ya que al entrar al aéreas de recibos se imprime una etiqueta con cantidad y numero de lote interno para control de los gaylors. Sin embargo se encontró un incumplimiento al procedimiento de recibos
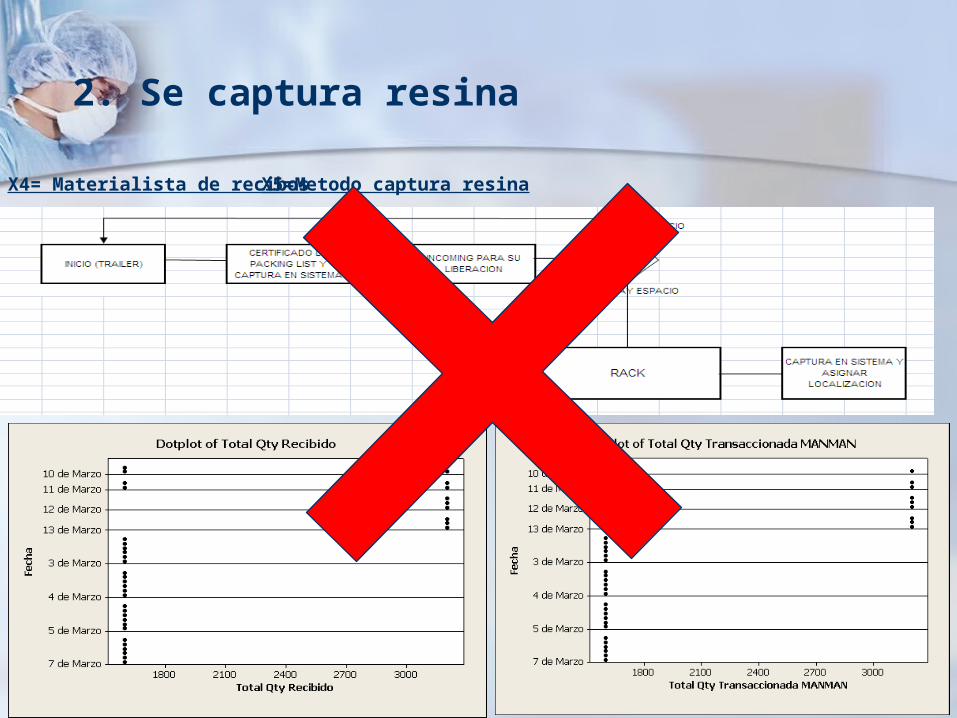
2. Se captura resina
X4= Materialista de recibosX5=Metodo captura resina
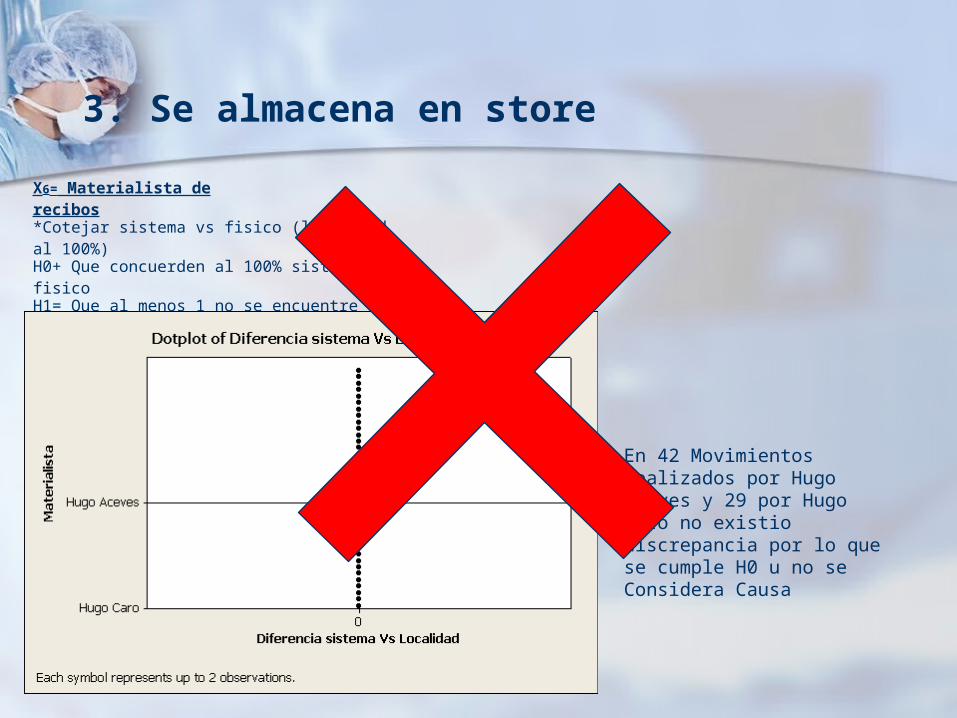
3. Se almacena en store
X6= Materialista de recibos*Cotejar sistema vs fisico (localidad al 100%)H0+ Que concuerden al 100% sistema vs fisicoH1= Que al menos 1 no se encuentre en la localidad
En 42 Movimientos realizados por Hugo Aceves y 29 por Hugo Caro no existio discrepancia por lo que se cumple H0 u no se Considera Causa
X7=Metodo de almacenaje en store
*Evaluar procedimiento vs personas
*Evaluar procedimiento vs mapeo del proceso de captura VSM (Value Stream Mapping)
Alcance: Desde recibos a store
H0+ Que concuerden al 100% sistema vs fisicoH1= Que al menos 1 no se encuentre en la localidad
Se cumple Ho por lo que no se considera Causa
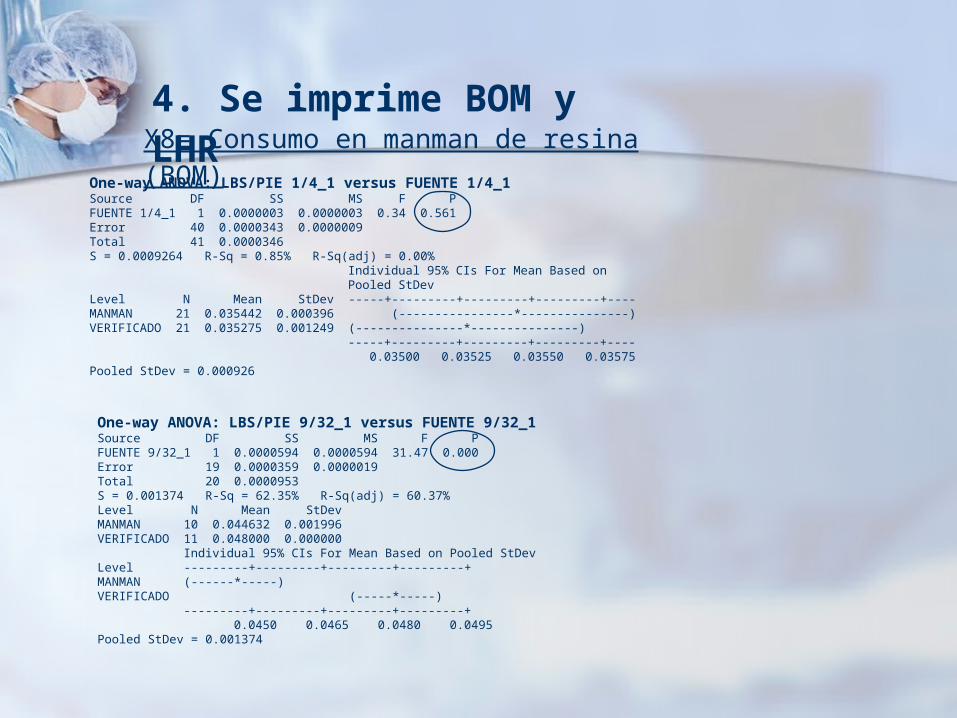
4. Se imprime BOM y LHRX8= Consumo en manman de resina (BOM)
One-way ANOVA: LBS/PIE 1/4_1 versus FUENTE 1/4_1 Source DF SS MS F PFUENTE 1/4_1 1 0.0000003 0.0000003 0.34 0.561Error 40 0.0000343 0.0000009Total 41 0.0000346S = 0.0009264 R-Sq = 0.85% R-Sq(adj) = 0.00% Individual 95% CIs For Mean Based on Pooled StDevLevel N Mean StDev -----+---------+---------+---------+----MANMAN 21 0.035442 0.000396 (----------------*---------------)VERIFICADO 21 0.035275 0.001249 (---------------*---------------) -----+---------+---------+---------+---- 0.03500 0.03525 0.03550 0.03575Pooled StDev = 0.000926
One-way ANOVA: LBS/PIE 9/32_1 versus FUENTE 9/32_1 Source DF SS MS F PFUENTE 9/32_1 1 0.0000594 0.0000594 31.47 0.000Error 19 0.0000359 0.0000019Total 20 0.0000953S = 0.001374 R-Sq = 62.35% R-Sq(adj) = 60.37%Level N Mean StDevMANMAN 10 0.044632 0.001996VERIFICADO 11 0.048000 0.000000 Individual 95% CIs For Mean Based on Pooled StDevLevel ---------+---------+---------+---------+MANMAN (------*-----)VERIFICADO (-----*-----) ---------+---------+---------+---------+ 0.0450 0.0465 0.0480 0.0495Pooled StDev = 0.001374
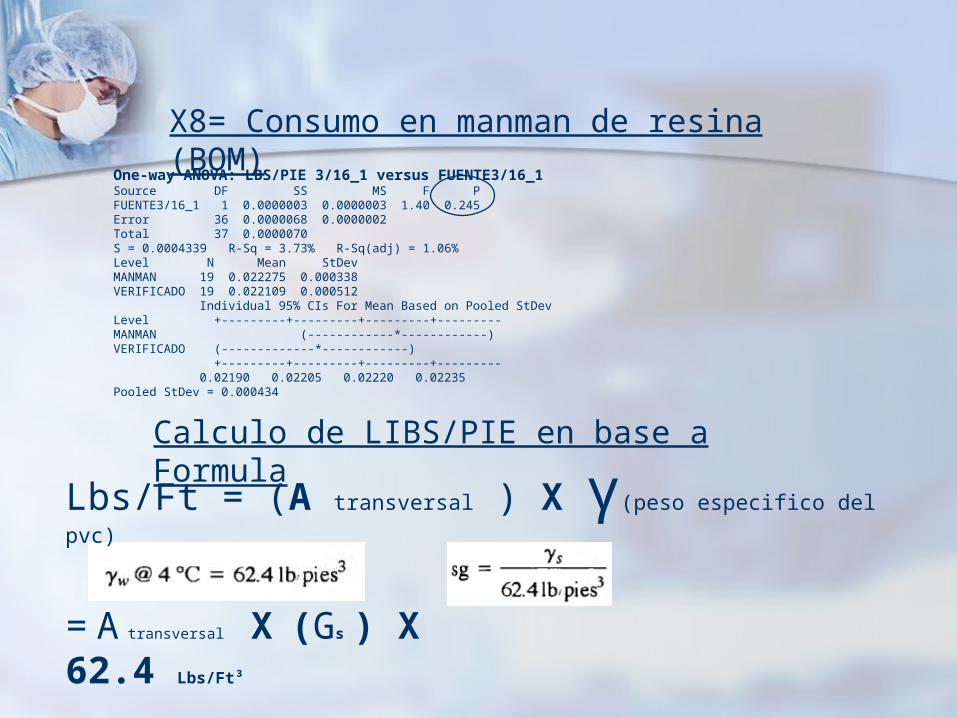
One-way ANOVA: LBS/PIE 3/16_1 versus FUENTE3/16_1 Source DF SS MS F PFUENTE3/16_1 1 0.0000003 0.0000003 1.40 0.245Error 36 0.0000068 0.0000002Total 37 0.0000070S = 0.0004339 R-Sq = 3.73% R-Sq(adj) = 1.06%Level N Mean StDevMANMAN 19 0.022275 0.000338VERIFICADO 19 0.022109 0.000512 Individual 95% CIs For Mean Based on Pooled StDevLevel +---------+---------+---------+---------MANMAN (------------*------------)VERIFICADO (-------------*------------) +---------+---------+---------+--------- 0.02190 0.02205 0.02220 0.02235Pooled StDev = 0.000434
X8= Consumo en manman de resina (BOM)
Calculo de LIBS/PIE en base a FormulaLbs/Ft = (A transversal ) X γ(peso especifico del pvc)
= A transversal X (Gs ) X 62.4 Lbs/Ft³
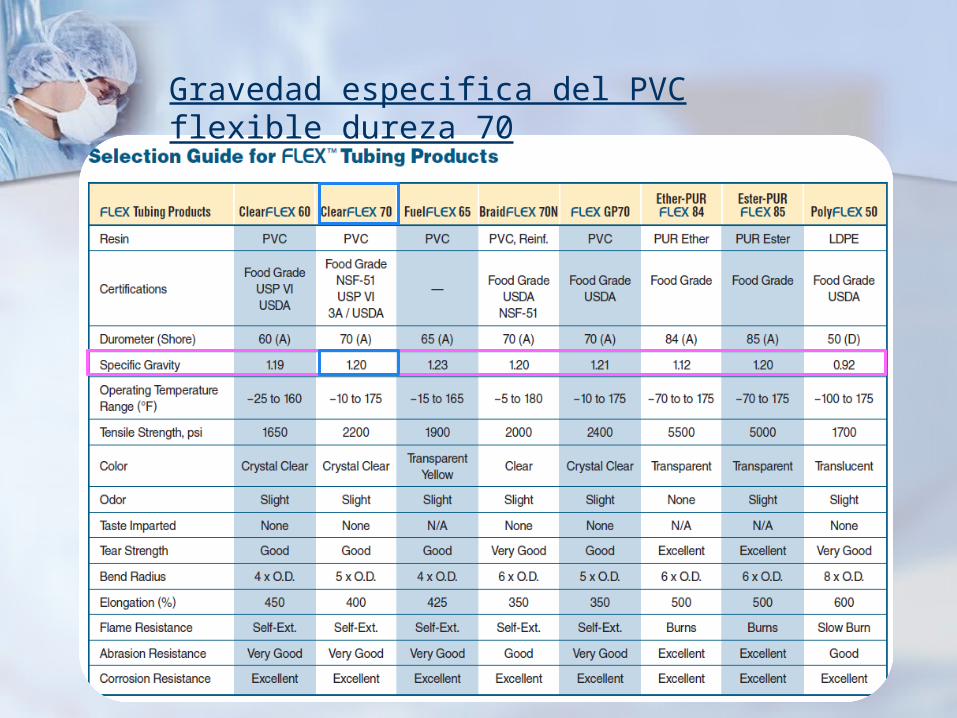
Gravedad especifica del PVC flexible dureza 70
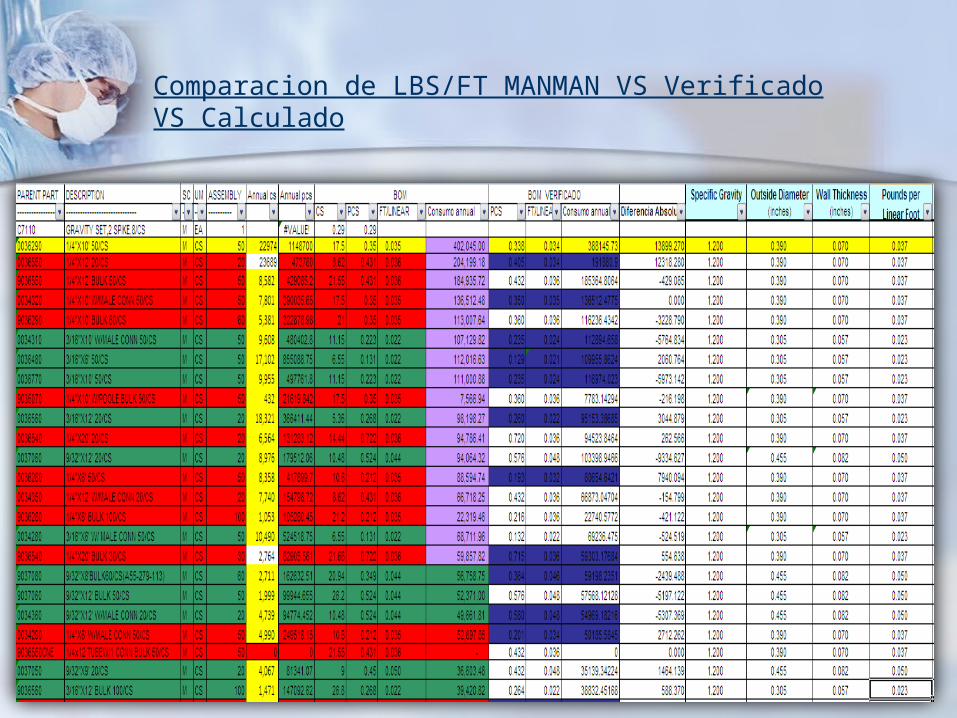
Comparacion de LBS/FT MANMAN VS Verificado VS Calculado
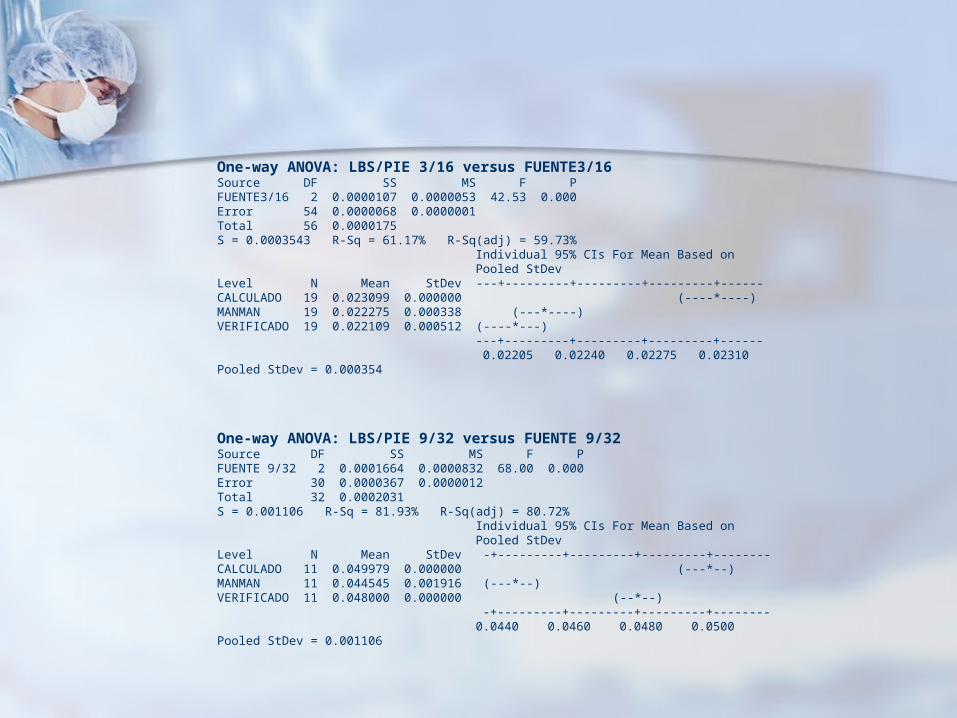
One-way ANOVA: LBS/PIE 3/16 versus FUENTE3/16 Source DF SS MS F PFUENTE3/16 2 0.0000107 0.0000053 42.53 0.000Error 54 0.0000068 0.0000001Total 56 0.0000175S = 0.0003543 R-Sq = 61.17% R-Sq(adj) = 59.73% Individual 95% CIs For Mean Based on Pooled StDevLevel N Mean StDev ---+---------+---------+---------+------CALCULADO 19 0.023099 0.000000 (----*----)MANMAN 19 0.022275 0.000338 (---*----)VERIFICADO 19 0.022109 0.000512 (----*---) ---+---------+---------+---------+------ 0.02205 0.02240 0.02275 0.02310Pooled StDev = 0.000354
One-way ANOVA: LBS/PIE 9/32 versus FUENTE 9/32 Source DF SS MS F PFUENTE 9/32 2 0.0001664 0.0000832 68.00 0.000Error 30 0.0000367 0.0000012Total 32 0.0002031S = 0.001106 R-Sq = 81.93% R-Sq(adj) = 80.72% Individual 95% CIs For Mean Based on Pooled StDevLevel N Mean StDev -+---------+---------+---------+--------CALCULADO 11 0.049979 0.000000 (---*--)MANMAN 11 0.044545 0.001916 (---*--)VERIFICADO 11 0.048000 0.000000 (--*--) -+---------+---------+---------+-------- 0.0440 0.0460 0.0480 0.0500Pooled StDev = 0.001106
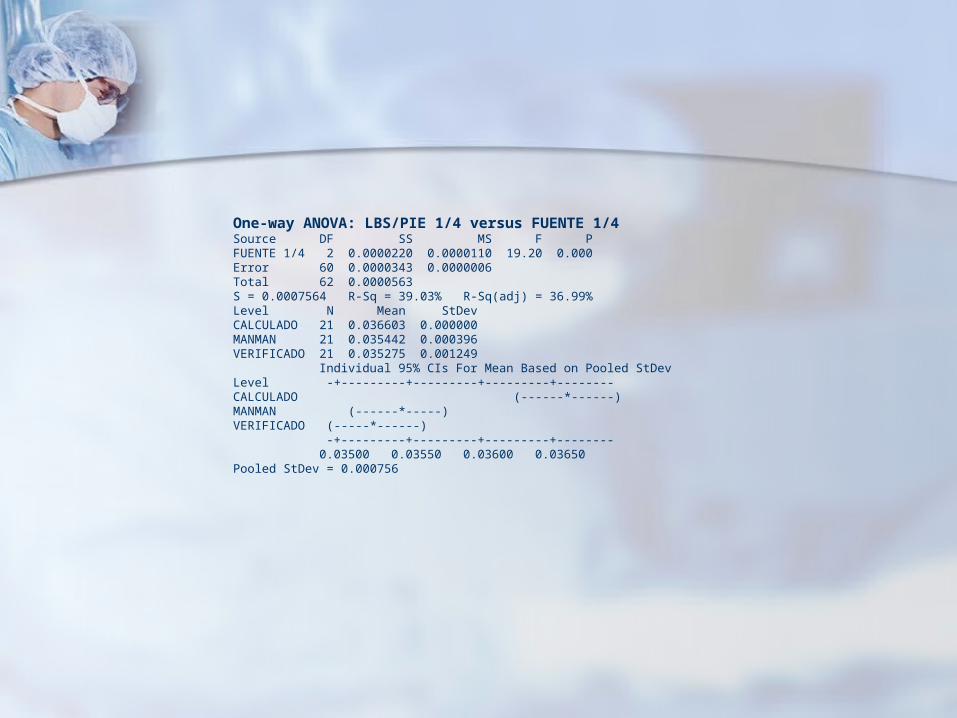
One-way ANOVA: LBS/PIE 1/4 versus FUENTE 1/4 Source DF SS MS F PFUENTE 1/4 2 0.0000220 0.0000110 19.20 0.000Error 60 0.0000343 0.0000006Total 62 0.0000563S = 0.0007564 R-Sq = 39.03% R-Sq(adj) = 36.99%Level N Mean StDevCALCULADO 21 0.036603 0.000000MANMAN 21 0.035442 0.000396VERIFICADO 21 0.035275 0.001249 Individual 95% CIs For Mean Based on Pooled StDevLevel -+---------+---------+---------+--------CALCULADO (------*------)MANMAN (------*-----)VERIFICADO (-----*------) -+---------+---------+---------+-------- 0.03500 0.03550 0.03600 0.03650Pooled StDev = 0.000756
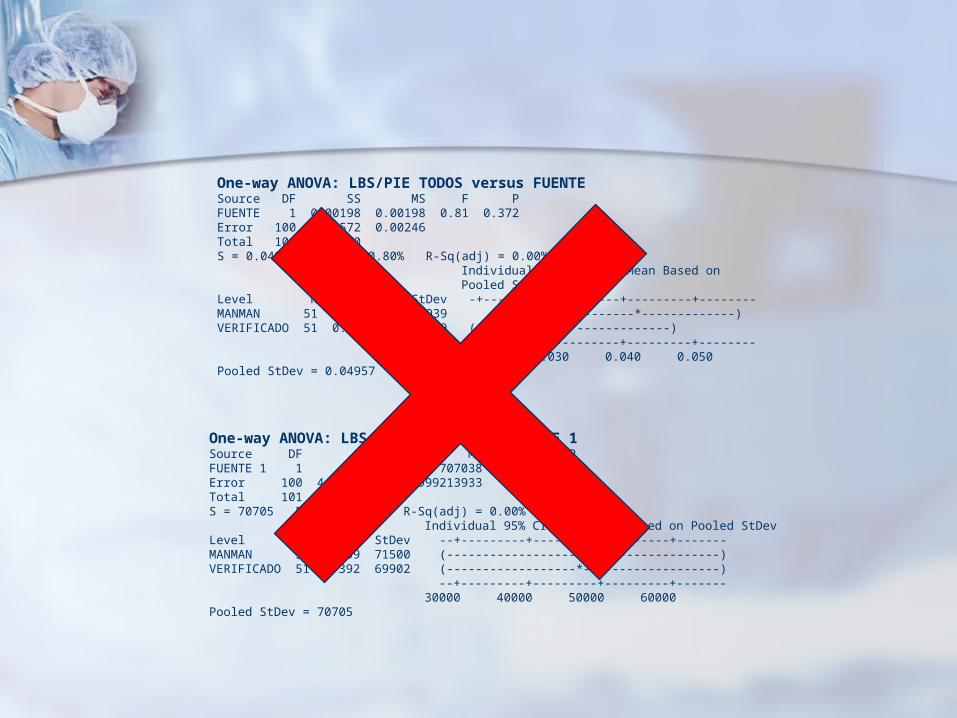
One-way ANOVA: LBS/PIE TODOS versus FUENTE Source DF SS MS F PFUENTE 1 0.00198 0.00198 0.81 0.372Error 100 0.24572 0.00246Total 101 0.24770S = 0.04957 R-Sq = 0.80% R-Sq(adj) = 0.00% Individual 95% CIs For Mean Based on Pooled StDevLevel N Mean StDev -+---------+---------+---------+--------MANMAN 51 0.04192 0.06939 (-------------*-------------)VERIFICADO 51 0.03311 0.00999 (-------------*-------------) -+---------+---------+---------+-------- 0.020 0.030 0.040 0.050Pooled StDev = 0.04957
One-way ANOVA: LBS/CONSUMO versus FUENTE 1 Source DF SS MS F PFUENTE 1 1 707038 707038 0.00 0.991Error 100 4.99921E+11 4999213933Total 101 4.99922E+11S = 70705 R-Sq = 0.00% R-Sq(adj) = 0.00% Individual 95% CIs For Mean Based on Pooled StDevLevel N Mean StDev --+---------+---------+---------+-------MANMAN 51 47559 71500 (-------------------*------------------)VERIFICADO 51 47392 69902 (------------------*-------------------) --+---------+---------+---------+------- 30000 40000 50000 60000Pooled StDev = 70705
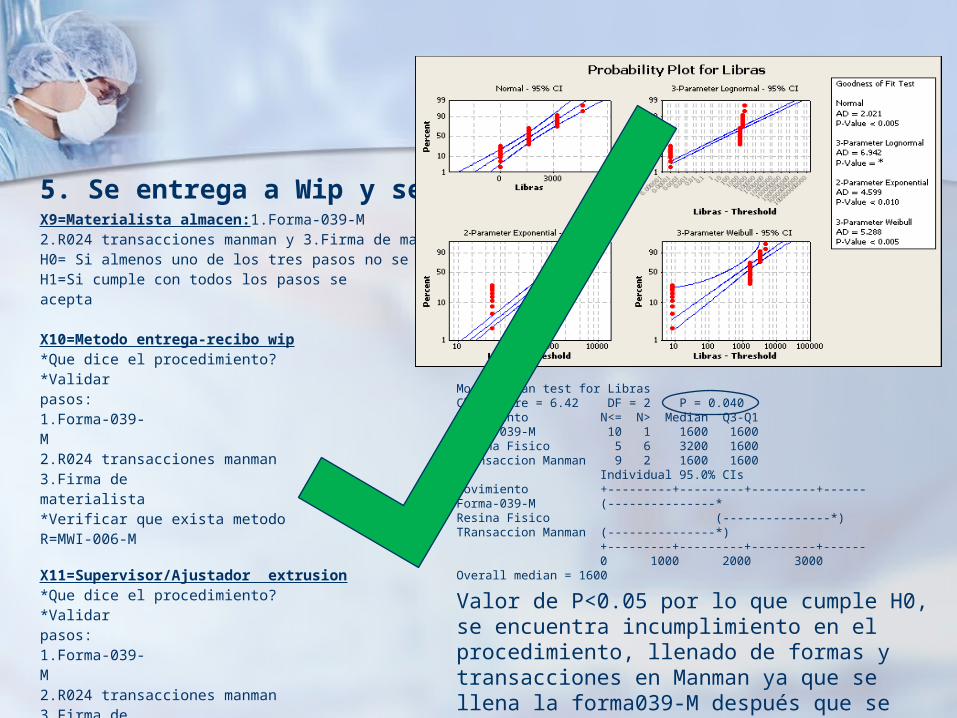
5. Se entrega a Wip y se recibeX9=Materialista almacen:1.Forma-039-M2.R024 transacciones manman y 3.Firma de materialistaH0= Si almenos uno de los tres pasos no se sigue se rechazaH1=Si cumple con todos los pasos se acepta
X10=Metodo entrega-recibo wip*Que dice el procedimiento?*Validar pasos:1.Forma-039-M2.R024 transacciones manman3.Firma de materialista*Verificar que exista metodoR=MWI-006-M
X11=Supervisor/Ajustador extrusion*Que dice el procedimiento?*Validar pasos:1.Forma-039-M2.R024 transacciones manman3.Firma de materialista*Llenado de forma inicial*Revisar fisico con documentacion*Hoja rosa FirmadaH0= Si almenos uno de los tres pasos no se sigue se rechazaH1=Si cumple con todos los pasos se acepta
Valor de P<0.05 por lo que cumple H0, se encuentra incumplimiento en el procedimiento, llenado de formas y transacciones en Manman ya que se llena la forma039-M después que se entrego el material
Mood median test for LibrasChi-Square = 6.42 DF = 2 P = 0.040Movimiento N<= N> Median Q3-Q1Forma-039-M 10 1 1600 1600Resina Fisico 5 6 3200 1600TRansaccion Manman 9 2 1600 1600 Individual 95.0% CIsMovimiento +---------+---------+---------+------Forma-039-M (---------------*Resina Fisico (---------------*)TRansaccion Manman (---------------*) +---------+---------+---------+------ 0 1000 2000 3000Overall median = 1600
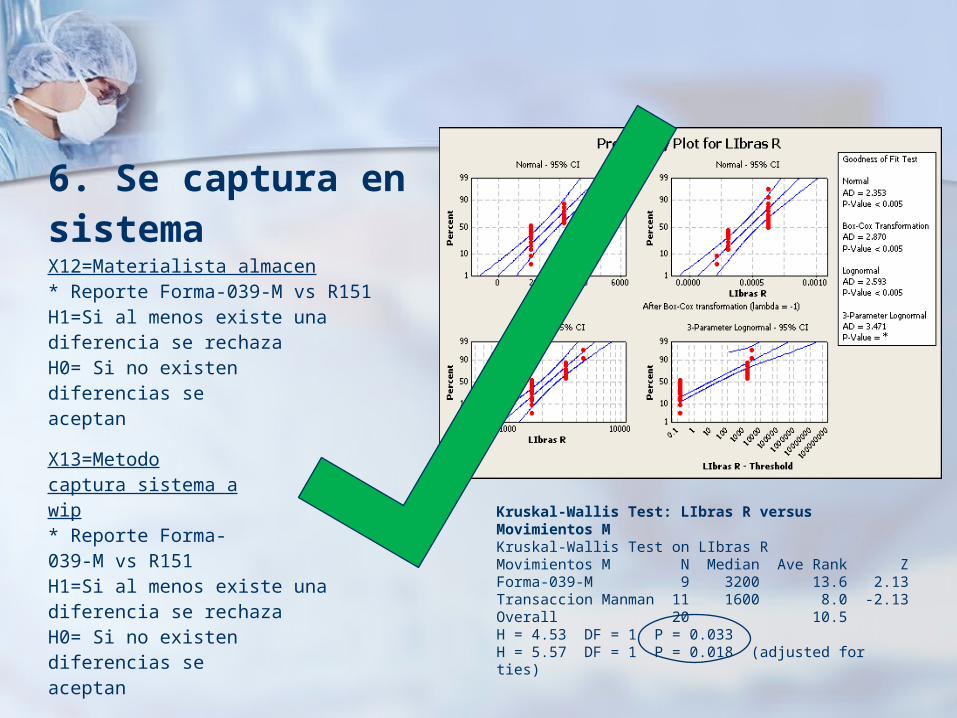
6. Se captura en sistemaX12=Materialista almacen* Reporte Forma-039-M vs R151H1=Si al menos existe una diferencia se rechazaH0= Si no existen diferencias se aceptan
X13=Metodo captura sistema a wip* Reporte Forma-039-M vs R151H1=Si al menos existe una diferencia se rechazaH0= Si no existen diferencias se aceptan Kruskal-Wallis Test: LIbras R versus Movimientos M
Kruskal-Wallis Test on LIbras RMovimientos M N Median Ave Rank ZForma-039-M 9 3200 13.6 2.13Transaccion Manman 11 1600 8.0 -2.13Overall 20 10.5H = 4.53 DF = 1 P = 0.033H = 5.57 DF = 1 P = 0.018 (adjusted for ties)
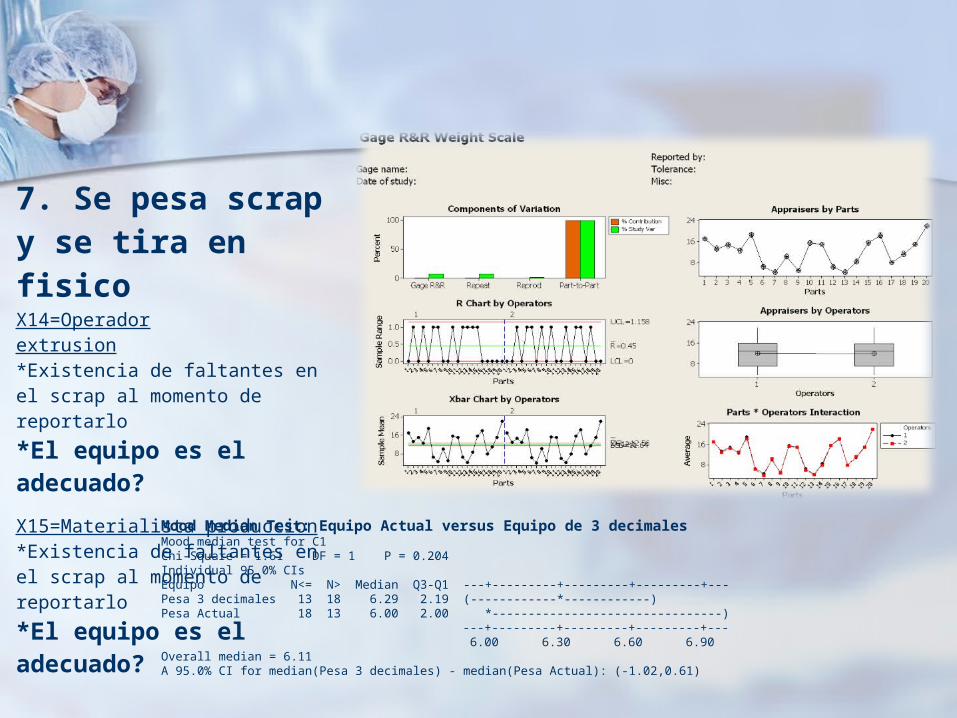
7. Se pesa scrap y se tira en fisicoX14=Operador extrusion*Existencia de faltantes en el scrap al momento de reportarlo*El equipo es el adecuado?
X15=Materialista produccion*Existencia de faltantes en el scrap al momento de reportarlo*El equipo es el adecuado?Mood Median Test: Equipo Actual versus Equipo de 3 decimales
Mood median test for C1Chi-Square = 1.61 DF = 1 P = 0.204Individual 95.0% CIsEquipo N<= N> Median Q3-Q1 ---+---------+---------+---------+---Pesa 3 decimales 13 18 6.29 2.19 (------------*------------)Pesa Actual 18 13 6.00 2.00 *--------------------------------) ---+---------+---------+---------+--- 6.00 6.30 6.60 6.90Overall median = 6.11A 95.0% CI for median(Pesa 3 decimales) - median(Pesa Actual): (-1.02,0.61)
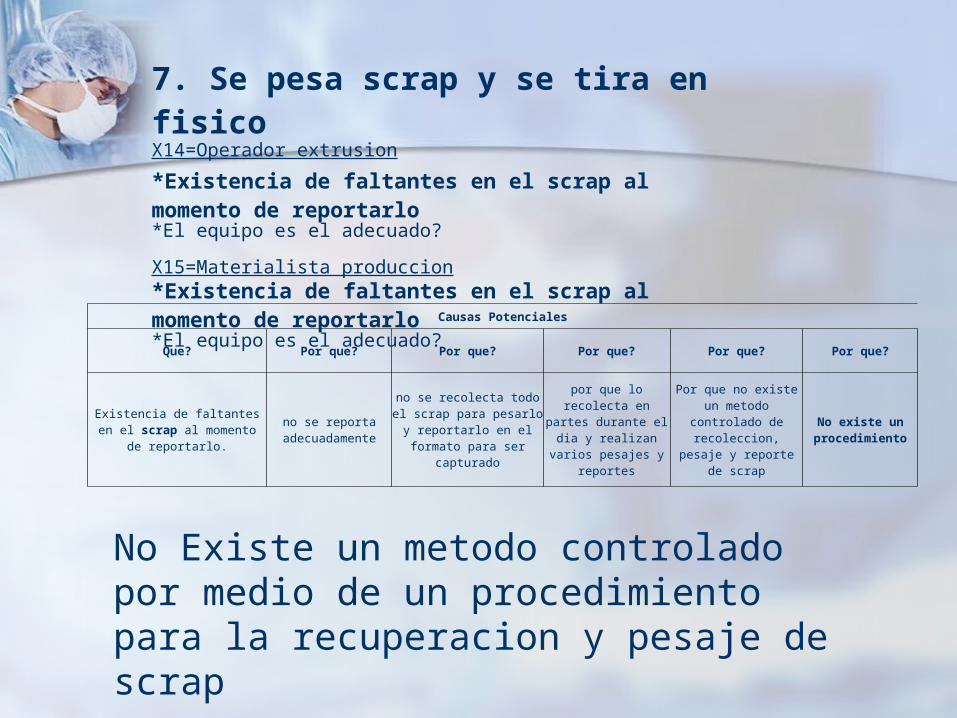
No Existe un metodo controlado por medio de un procedimiento para la recuperacion y pesaje de scrap
Causas Potenciales
Que? Por que? Por que? Por que? Por que? Por que?
Existencia de faltantes en el scrap al momento de reportarlo.
no se reporta adecuadamente
no se recolecta todo el scrap para pesarlo y
reportarlo en el formato para ser capturado
por que lo recolecta en partes durante el dia y realizan varios pesajes
y reportes
Por que no existe un metodo controlado de recoleccion, pesaje y
reporte de scrap
No existe un procedimiento
7. Se pesa scrap y se tira en fisicoX14=Operador extrusion*Existencia de faltantes en el scrap al momento de reportarlo*El equipo es el adecuado?
X15=Materialista produccion*Existencia de faltantes en el scrap al momento de reportarlo*El equipo es el adecuado?
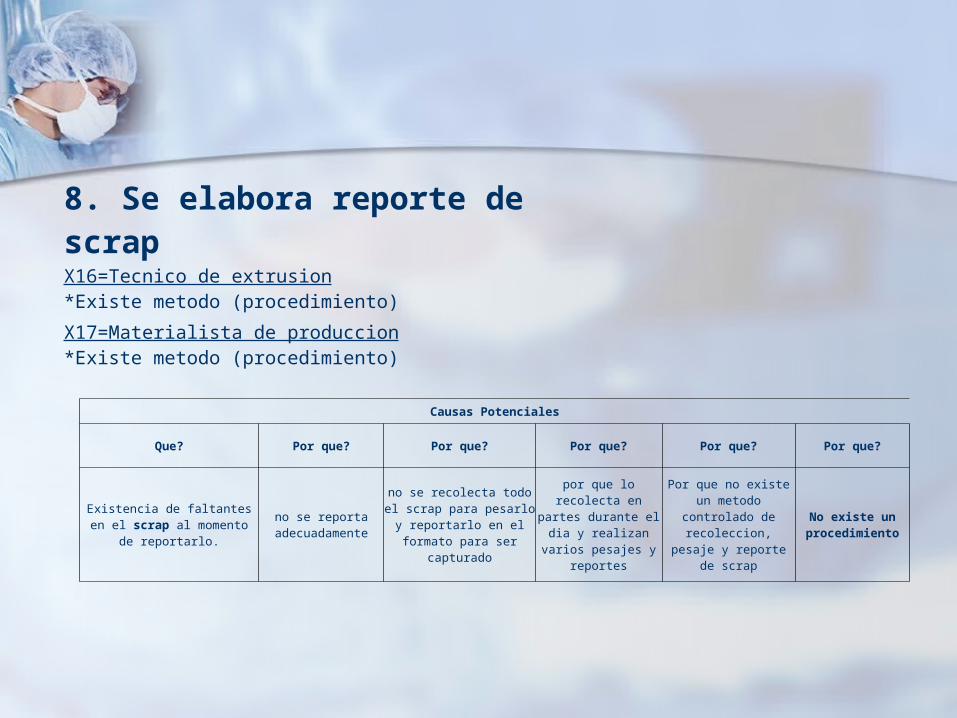
8. Se elabora reporte de scrapX16=Tecnico de extrusion*Existe metodo (procedimiento)
X17=Materialista de produccion*Existe metodo (procedimiento)
Causas Potenciales
Que? Por que? Por que? Por que? Por que? Por que?
Existencia de faltantes en el scrap al momento de reportarlo.
no se reporta adecuadamente
no se recolecta todo el scrap para pesarlo y
reportarlo en el formato para ser capturado
por que lo recolecta en partes durante el dia y realizan varios pesajes
y reportes
Por que no existe un metodo controlado de recoleccion, pesaje y
reporte de scrap
No existe un procedimiento
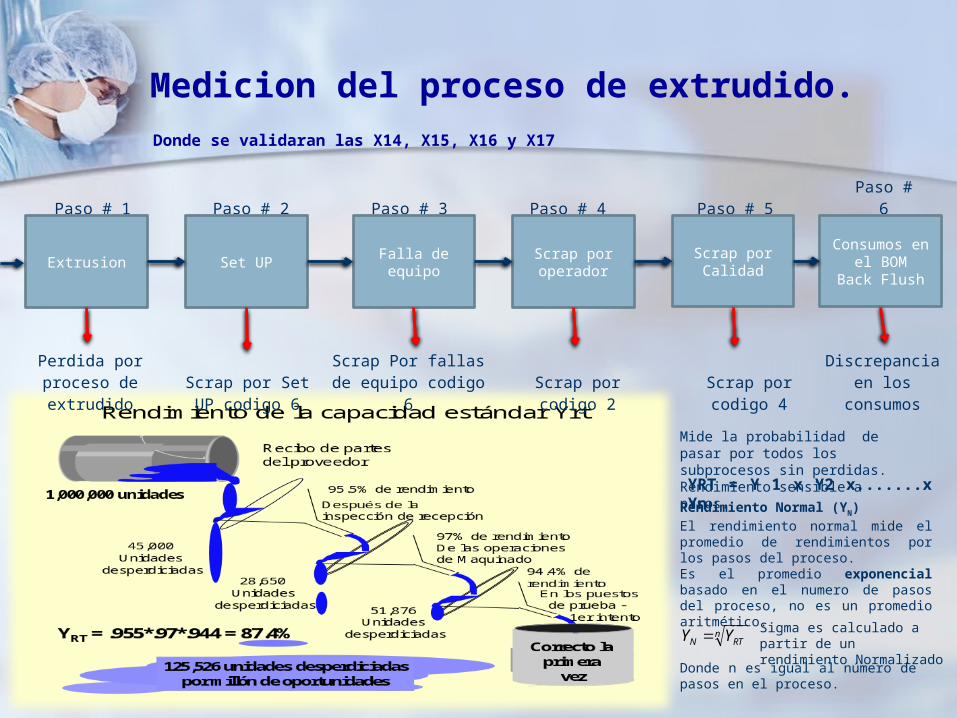
Paso # 1 Paso # 2 Paso # 3 Paso # 4 Paso # 5 Paso # 6
Medicion del proceso de extrudido.Donde se validaran las X14, X15, X16 y X17
Consumos en el BOM
Back FlushExtrusion Set UP Falla de
equipoScrap por operador
Scrap por Calidad
Perdida por proceso de extrudido
Scrap por Set UP codigo 6
Scrap Por fallas de equipo codigo 6
Scrap por codigo 2
Scrap por codigo 4
Discrepancia en los consumos
YRT = Y 1 x Y2 x.......x YnRendimiento Normal (YN)El rendimiento normal mide el promedio de rendimientos por los pasos del proceso. Es el promedio exponencial basado en el numero de pasos del proceso, no es un promedio aritmético.
nRTN YY
Donde n es igual al número de pasos en el proceso.
Sigma es calculado a partir de un rendimiento Normalizado
Mide la probabilidad de pasar por todos los subprocesos sin perdidas. Rendimiento sensible a pasos.
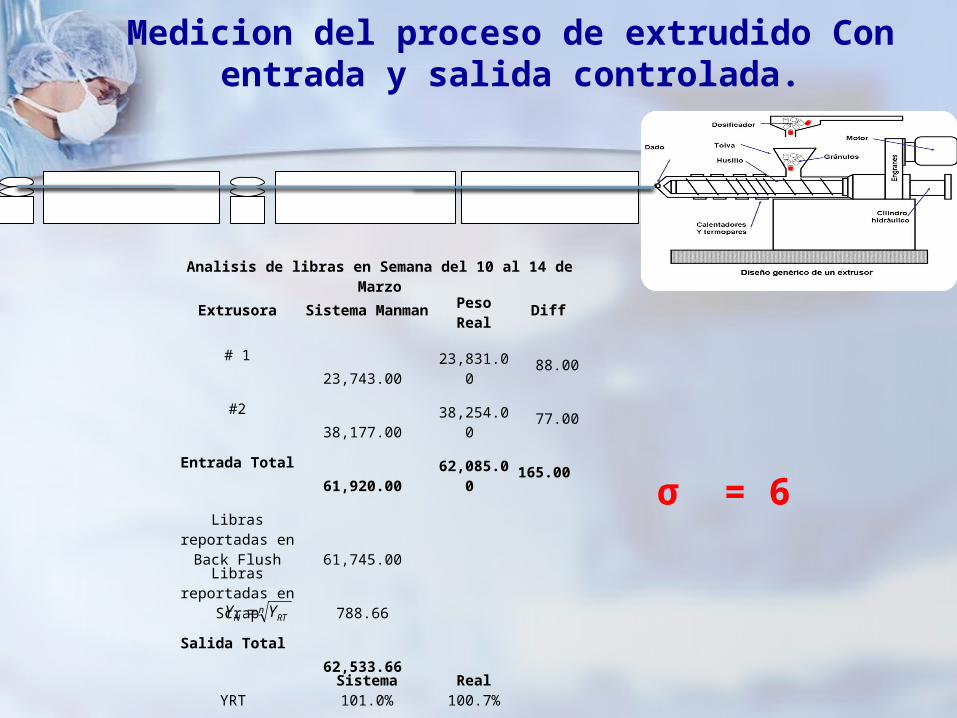
Medicion del proceso de extrudido Con entrada y salida controlada.
nRTN YY
σ = 6
Analisis de libras en Semana del 10 al 14 de MarzoExtrusora Sistema Manman Peso Real Diff
# 1 23,743.00 23,831.00 88.00
#2 38,177.00 38,254.00 77.00
Entrada Total 61,920.00 62,085.00 165.00
Libras reportadas en Back Flush
61,745.00
Libras reportadas en Scrap
788.66
Salida Total 62,533.66
Sistema RealYRT 101.0% 100.7%
YN 100.5% 100.4%
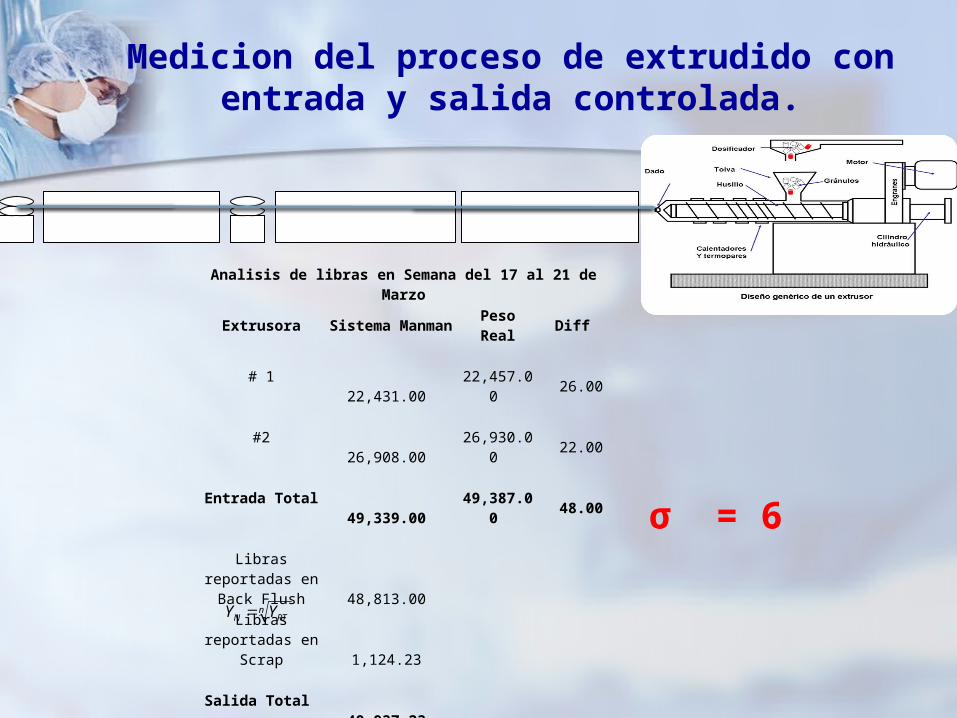
Medicion del proceso de extrudido con entrada y salida controlada.
Analisis de libras en Semana del 17 al 21 de MarzoExtrusora Sistema Manman Peso Real Diff
# 1 22,431.00 22,457.00 26.00
#2 26,908.00 26,930.00 22.00
Entrada Total 49,339.00 49,387.00 48.00
Libras reportadas en Back Flush
48,813.00
Libras reportadas en Scrap
1,124.23
Salida Total 49,937.23
Sistema RealYRT 101.2% 101.1%
YN 100.6% 100.6%
σ = 6
nRTN YY
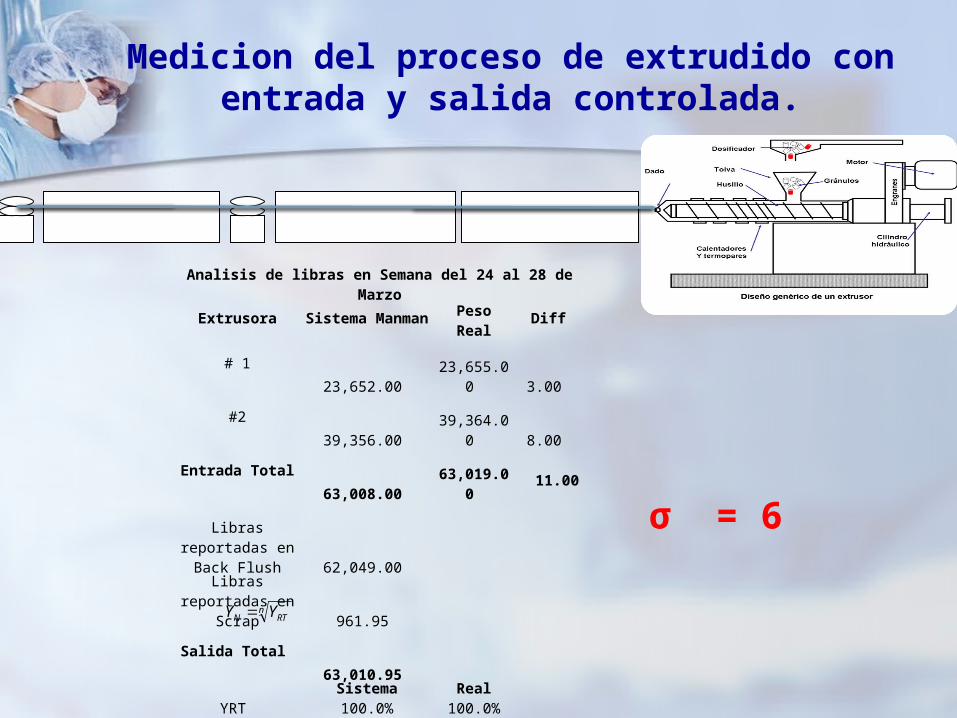
Medicion del proceso de extrudido con entrada y salida controlada.
σ = 6
nRTN YY
Analisis de libras en Semana del 24 al 28 de MarzoExtrusora Sistema Manman Peso Real Diff
# 1 23,652.00 23,655.00 3.00
#2 39,356.00 39,364.00 8.00
Entrada Total 63,008.00 63,019.00 11.00
Libras reportadas en Back Flush
62,049.00
Libras reportadas en Scrap
961.95
Salida Total 63,010.95
Sistema RealYRT 100.0% 100.0%
YN 100.0% 100.0%
X14, X15, X16 y X17
Se comprueba Que.

Improve
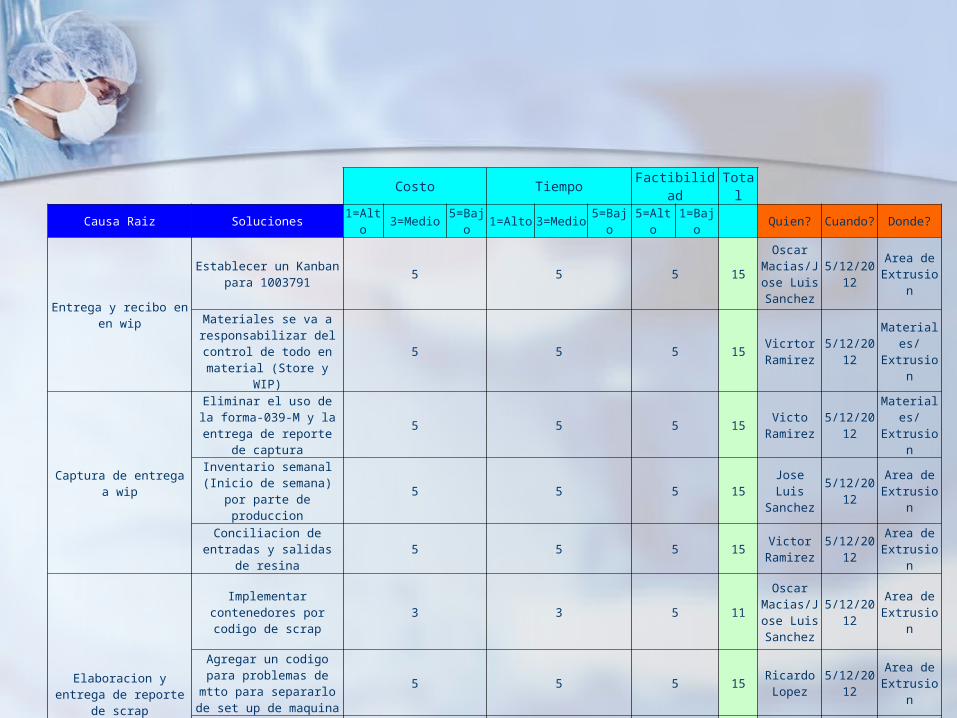
Costo Tiempo Factibilidad Total
Causa Raiz Soluciones 1=Alto 3=Medio 5=Bajo 1=Alto 3=Medio 5=Bajo 5=Alto 1=Bajo Quien? Cuando? Donde?
Entrega y recibo en en wip
Establecer un Kanban para 1003791 5 5 5 15
Oscar Macias/Jos
e Luis Sanchez
5/12/2012 Area de Extrusion
Materiales se va a responsabilizar del control
de todo en material (Store y WIP)
5 5 5 15 Vicrtor Ramirez 5/12/2012 Materiales/
Extrusion
Captura de entrega a wip
Eliminar el uso de la forma-039-M y la entrega de
reporte de captura5 5 5 15 Victo
Ramirez 5/12/2012 Materiales/Extrusion
Inventario semanal (Inicio de semana) por parte de
produccion5 5 5 15 Jose Luis
Sanchez 5/12/2012 Area de Extrusion
Conciliacion de entradas y salidas de resina 5 5 5 15 Victor
Ramirez 5/12/2012 Area de Extrusion
Elaboracion y entrega de reporte de scrap
Implementar contenedores por codigo de scrap 3 3 5 11
Oscar Macias/Jos
e Luis Sanchez
5/12/2012 Area de Extrusion
Agregar un codigo para problemas de mtto para separarlo de set up de
maquina
5 5 5 15 Ricardo Lopez 5/12/2012 Area de
Extrusion
Entrenar al personal responsable de cada
codigo para que se hagan cargo de forma correcta de
su scrap
5 5 5 15 Team 5/12/2012 Materiales/Extrusion
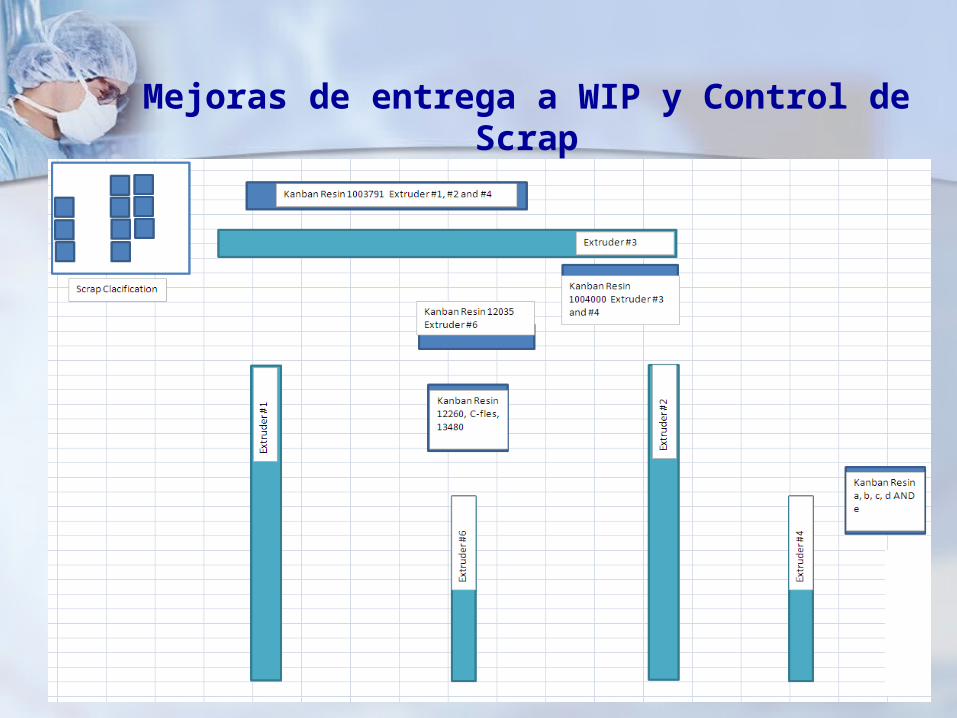
Mejoras de entrega a WIP y Control de Scrap
Questions?


















