Preguntas Cortas
11
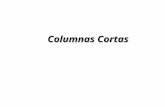
1. El esquema de la figura (sacado de un catálogo de MITSUBISHI) representa un cilindrado exterior. Pon el nombre de los ángulos señalados. 2. En el cuadro siguiente, el apartado “Mecanizados que hace”, muestra los esquemas de los trabajos que hace esta herramienta: ¿cómo los llamarías? 3. En el cuadro siguiente, el apartado “Fotos de la herramienta”, nos describe cómo es la herramienta. Señala sobre las fotos el (los) filo (s) y pon allí el nombre a los planos. 4. En el cuadro siguiente, en “Observación al microscopio. Análisis químico puntual”, señala el filo y el nombre del (de los) plano (s) en la foto. Con los datos qué puedes averiguar sobre pieza, herramienta, proceso de corte y mecanismos de desgaste de la herramienta (Nota: los análisis químicos omiten los elementos menos relevantes).
description
P.veron
Transcript of Preguntas Cortas
1. El esquema de la figura (sacado de un catálogo de MITSUBISHI) representa un cilindrado exterior. Pon el nombre de los ángulos señalados.
2. En el cuadro siguiente, el apartado “Mecanizados que hace”, muestra los esquemas de los trabajos que hace esta herramienta: ¿cómo los llamarías? 3. En el cuadro siguiente, el apartado “Fotos de la herramienta”, nos describe cómo es la herramienta. Señala sobre las fotos el (los) filo (s) y pon allí el nombre a los planos. 4. En el cuadro siguiente, en “Observación al microscopio. Análisis químico puntual”, señala el filo y el nombre del (de los) plano (s) en la foto. Con los datos qué puedes averiguar sobre pieza, herramienta, proceso de corte y mecanismos de desgaste de la herramienta (Nota: los análisis químicos omiten los elementos menos relevantes).
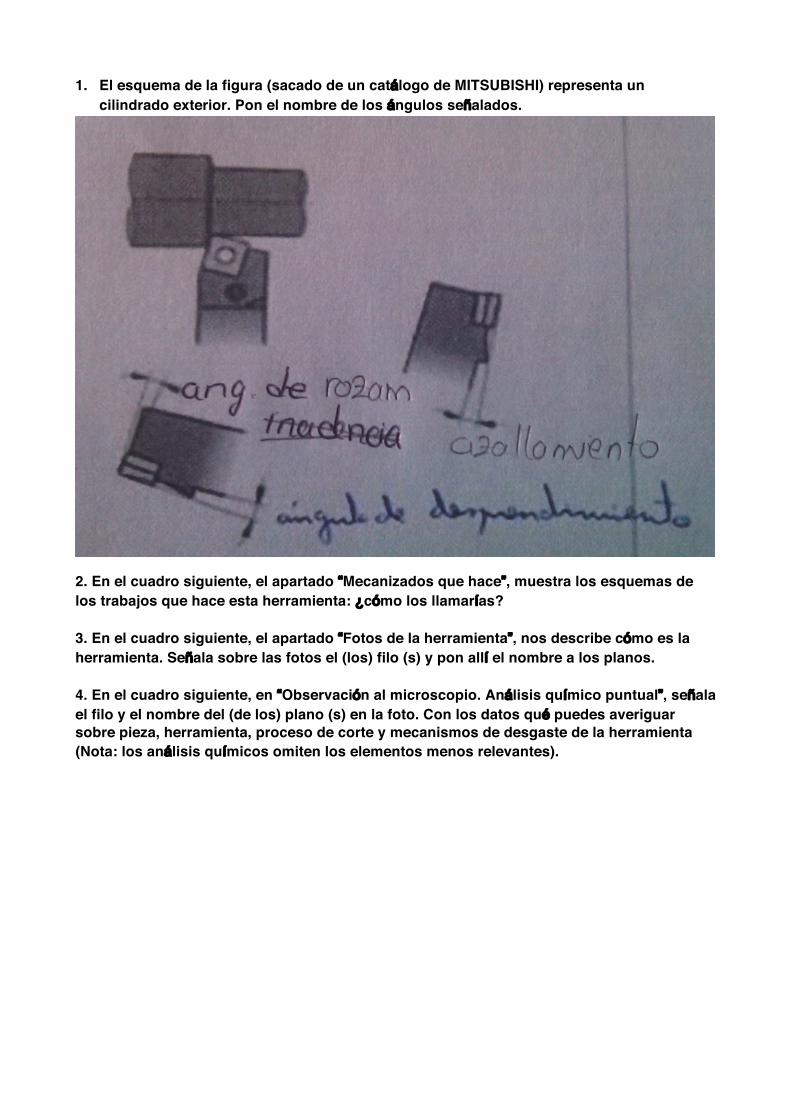
5. Operación que se está realizando. Nombre de la máquina herramienta correspondiente. ¿La herramienta es enteriza? ¿Se afilará tras su uso?
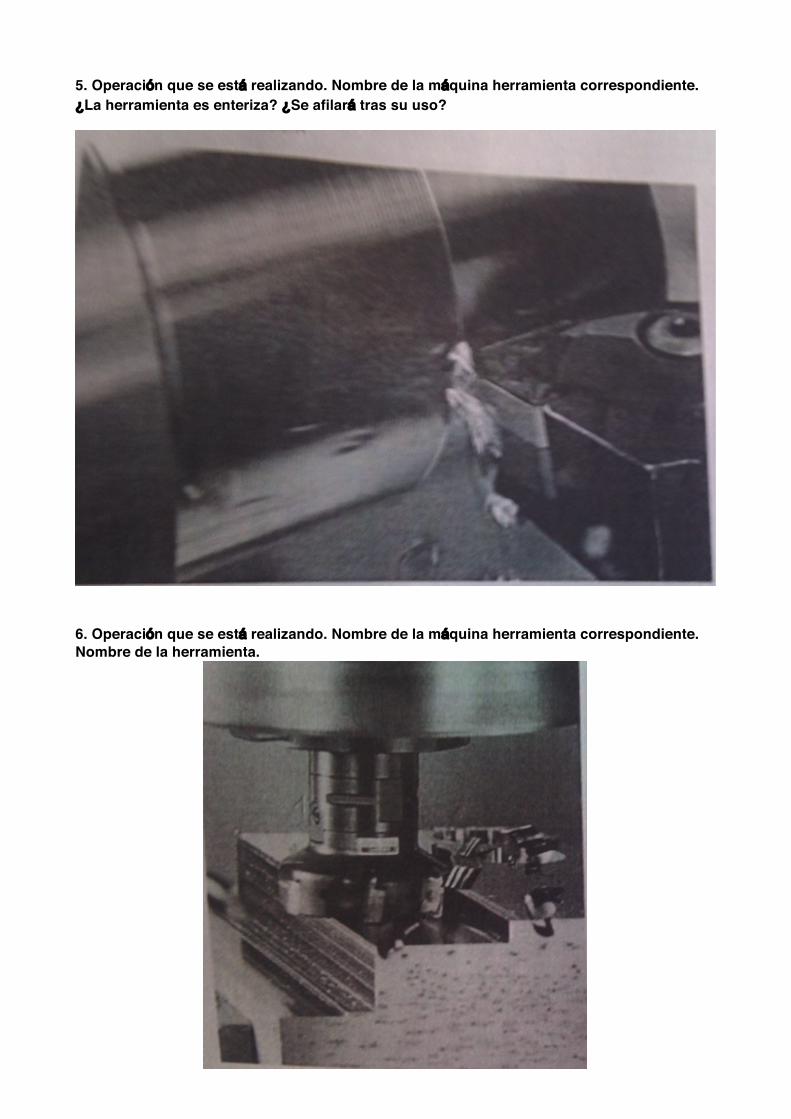
6. Operación que se está realizando. Nombre de la máquina herramienta correspondiente. Nombre de la herramienta.
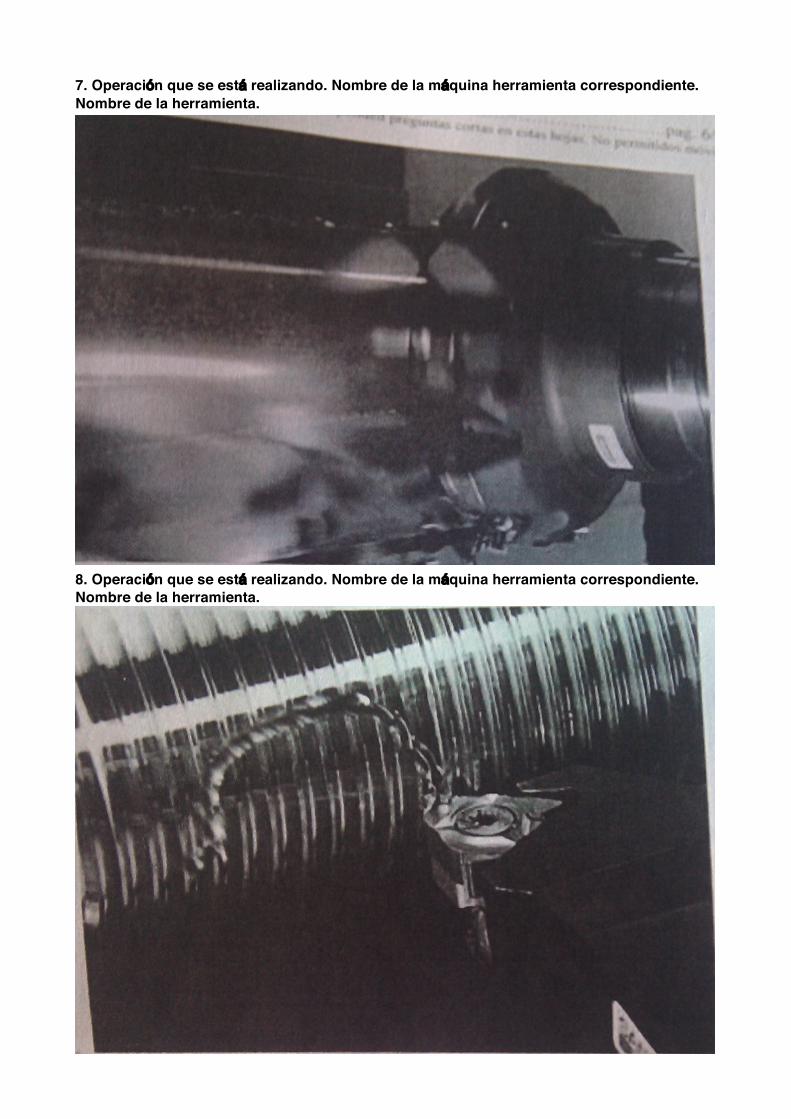
7. Operación que se está realizando. Nombre de la máquina herramienta correspondiente. Nombre de la herramienta.
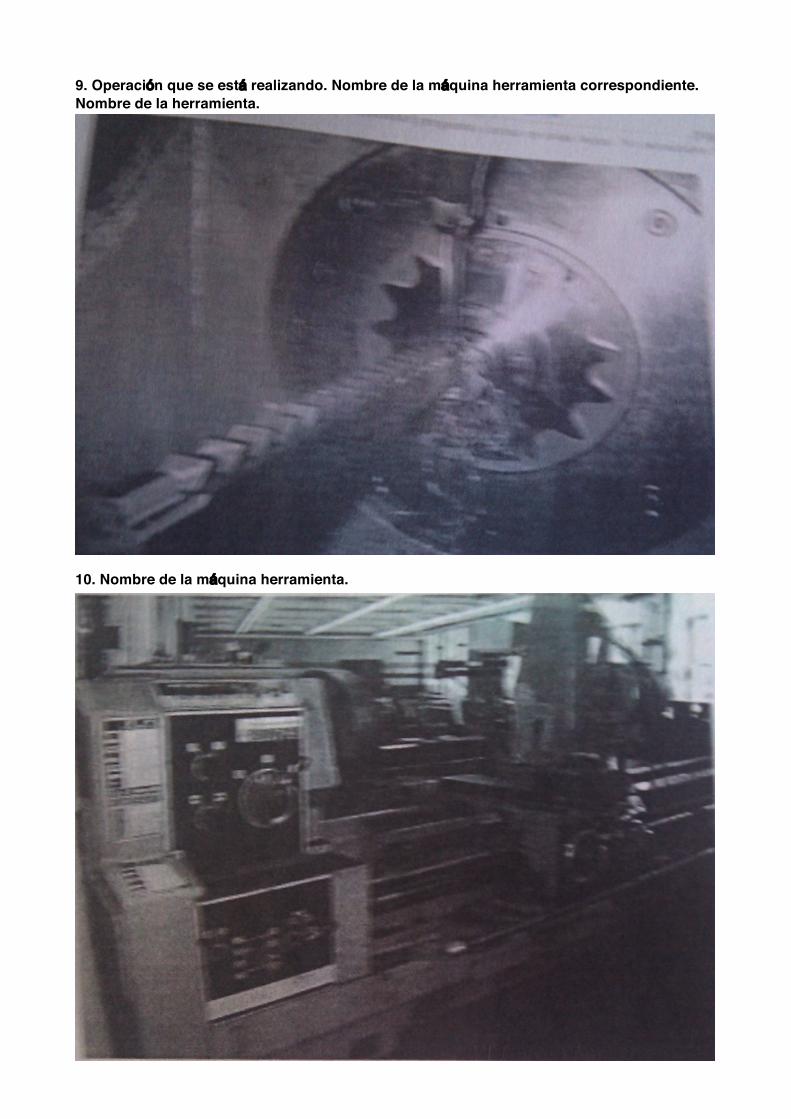
8. Operación que se está realizando. Nombre de la máquina herramienta correspondiente. Nombre de la herramienta.
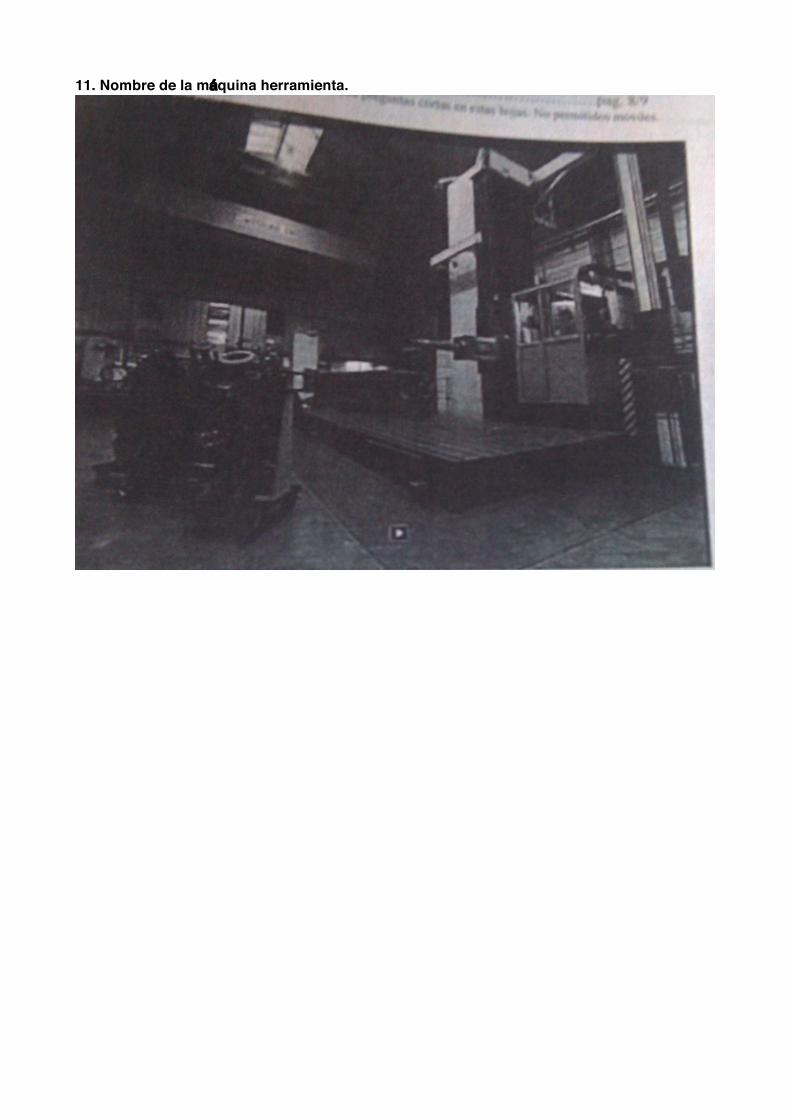
9. Operación que se está realizando. Nombre de la máquina herramienta correspondiente. Nombre de la herramienta.
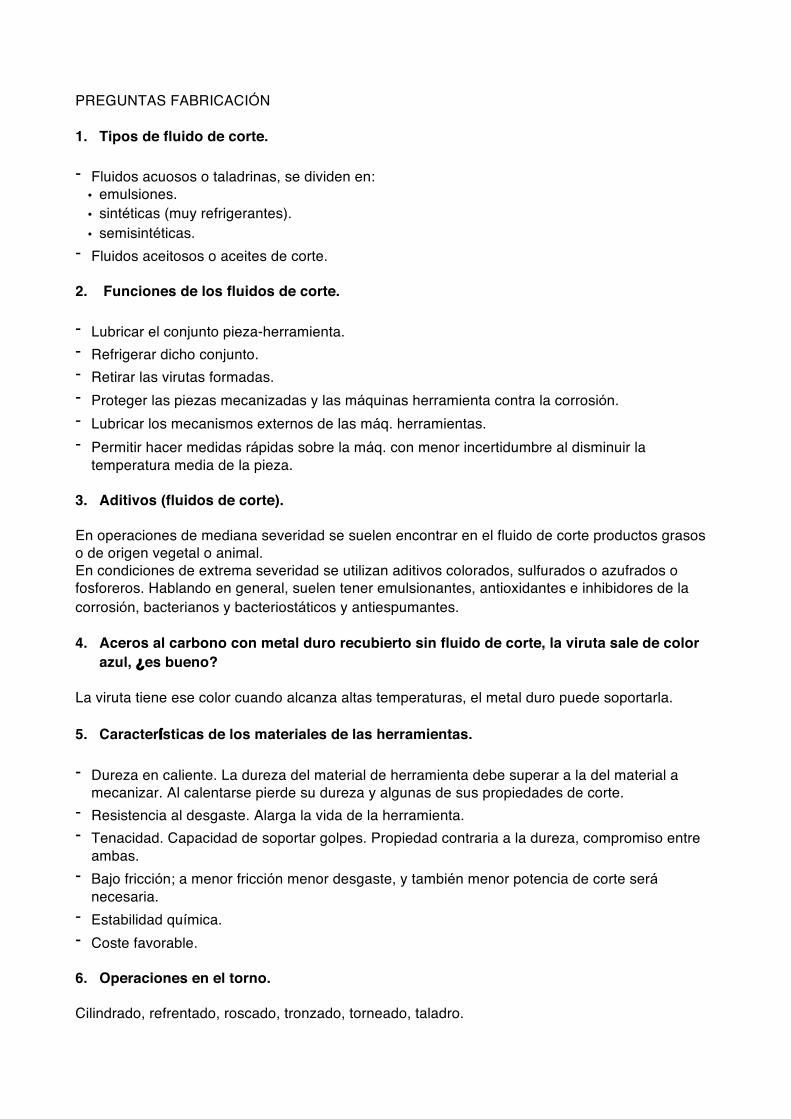
10. Nombre de la máquina herramienta.
11. Nombre de la máquina herramienta.
PREGUNTAS FABRICACIÓN 1. Tipos de fluido de corte. - Fluidos acuosos o taladrinas, se dividen en:
• emulsiones. • sintéticas (muy refrigerantes). • semisintéticas.
- Fluidos aceitosos o aceites de corte. 2. Funciones de los fluidos de corte. - Lubricar el conjunto pieza-herramienta. - Refrigerar dicho conjunto. - Retirar las virutas formadas. - Proteger las piezas mecanizadas y las máquinas herramienta contra la corrosión. - Lubricar los mecanismos externos de las máq. herramientas. - Permitir hacer medidas rápidas sobre la máq. con menor incertidumbre al disminuir la
temperatura media de la pieza. 3. Aditivos (fluidos de corte). En operaciones de mediana severidad se suelen encontrar en el fluido de corte productos grasos o de origen vegetal o animal. En condiciones de extrema severidad se utilizan aditivos colorados, sulfurados o azufrados o fosforeros. Hablando en general, suelen tener emulsionantes, antioxidantes e inhibidores de la corrosión, bacterianos y bacteriostáticos y antiespumantes. 4. Aceros al carbono con metal duro recubierto sin fluido de corte, la viruta sale de color
azul, ¿es bueno? La viruta tiene ese color cuando alcanza altas temperaturas, el metal duro puede soportarla. 5. Características de los materiales de las herramientas. - Dureza en caliente. La dureza del material de herramienta debe superar a la del material a
mecanizar. Al calentarse pierde su dureza y algunas de sus propiedades de corte. - Resistencia al desgaste. Alarga la vida de la herramienta. - Tenacidad. Capacidad de soportar golpes. Propiedad contraria a la dureza, compromiso entre
ambas. - Bajo fricción; a menor fricción menor desgaste, y también menor potencia de corte será
necesaria. - Estabilidad química. - Coste favorable. 6. Operaciones en el torno. Cilindrado, refrentado, roscado, tronzado, torneado, taladro.

7. Pasar de un agujero cuadrado a uno hexagonal, ¿herramienta? Brochadora. 8. ¿Qué se utiliza para mecanizar ranuras? Fresadora. 9. ¿Cómo se extrae una broca que ha quedado atascada? Por electroerosión. 10. ¿Qué ocurre con la tensión de cizalladura cuando se reduce el avance? ¿Por qué? Si el avance disminuye, entonces aumenta ya que tiene que soportar el mismo esfuerzo en una menor superficie. 11. ¿Por qué se produce el rozamiento en seco de los materiales? Se produce entre dos superficies en contacto sin lubricación y es la suma de su rugosidad y adhesión mutua. 12. Mecanizado de materiales cerámicos. Chorro de agua con abrasión 13. ¿Por qué se produce calor en los procesos con arranque de viruta? Porque se basa en la deformación plástica, la mayor parte de la cual se transforma en calor. 14. Ventajas del corte oblicuo. La viruta se aleja de la zona de corte cuando el ángulo de inclinación es positivo. El ángulo de inclinación negativo se utiliza en algunos casos de viruta discontinua y mecanizado de materiales duros. 15. Ordena las plaquetas de metal duro de mayor a menor resistencia según la forma.
16. ¿Qué herramienta tiene más necesidad de fluido de corte, la de acero rápido o metal
duro? En general, necesita más fluido de corte una herramienta de acero rápido ya que resiste peor las altas temperaturas y tiene más tendencia al filo superpuesto.
17. Ley de Taylor. La ley de Taylor establece la relación que existe entre la velocidad y el tiempo de vida útil de la herramienta, considerando que los demás parámetros de corte permanecen constantes (avance, profundidad de corte, etc.) Vx Tn=cte; n=0.2 en metales duros; n=0.125 en acero rápido. Depende del material de la herramienta Donde V es la velocidad en metros por minuto; y T la vida de la herramienta en minutos. 18. Distribución de temperatura durante operación de corte. Distribución de calor durante el
corte. En la operación de corte, la mayor parte del calor de los llevan las virutas ya que son los que se someten a deformación plástica. La mayor temperatura se alcanza en la zona de contacto entre la viruta y la herramienta en la cara de desprendimiento. Esta temperatura nos influencia en la vida de la herramienta y en consecuencia la economía de la operación de corte. Habrá que controlar los parámetros de corte para controlar el valor de esta temperatura. El parámetro que nos afecta a la temperatura es la velocidad de corte, seguido del avance y de la profundidad de corte. 19. ¿Qué materiales y en qué espesores cortan con oxicorte, plasma, laser, punzonado y
chorro de agua? - Oxicorte (acero bajo en carbono, acero medio al carbono). Espesor entre 5 y 600 mm. - Punzonado (acero bajo en carbono, acero medio al carbono, acero inoxidable, aluminio).
Espesor entre 0,04 y 12 mm. - Plasma (acero bajo en carbono, acero medio al carbono, acero inoxidable, aluminio). Espesor
entre 3 y 100 mm. - Laser (acero bajo en carbono, acero medio al carbono, acero inoxidable, aluminio). Espesor de
los aceros bajo en carbono y medio al carbono entre 0,025 y 20 mm; espesor del acero inoxidable entre 0,025 y 10 mm; y espesor del aluminio entre 0,025 y 5 mm.
A la hora de elegir entre punzonado, láser y chorro de agua, lo más recomendable es utilizar hasta los 12 mm de espesor el punzonado, de 12 a 20 mm el láser, y chorro para los demás. 20. ¿qué es el desgaste por cráter en la herramienta? Causas. El desgaste por cráter consiste en la aparición de un cráter de profundidad en la cara de desprendimiento de la herramienta. Este cráter aparece en las herramientas de metal duro debido al fenómeno de difusión y en las herramientas de acero rápido puede aparecer por abrasión. 21. Relación entre ángulo de desprendimiento, ángulo de cizallamiento y ángulo de
rozamiento (Teoría de Ernest y Merchand, Lee-Shaffer) Influencia del fluido de corte.
• Ernest y Merchand: el ángulo de cizallamiento, φ, es tal que hace mínimo el trabajo de formación de la viruta.
Ángulo de desprendimiento: γ Ángulo de rozamiento: β tg (β) = γ
φ + β - γ = π/4 que es obtenida a través de la teoría de la plasticidad. • Fórmula de Lee-Shaffer: basada en la teoría de la plasticidad. La deformación tiene lugar
en los planos de deslizamiento, donde tiene su valor máximo. El plano de cizalladura es un plano de deslizamiento, los cuales forman un ángulo de 90º entre sí, 45º con las superficies libres de tensiones y (45º - β) con la cara de desprendimiento.
Conclusiones:
1- Usar herramientas con mayor ángulo de desprendimiento γ, el ángulo de cizalladura crece, lo que disminuye el área plano cizalladura y también la fuerza de corte. También disminuirá la potencia de corte necesaria.
2- El uso de fluidos de corte eficaces supone una disminución del ángulo de rozamiento. También aumenta φ y disminuye la potencia de corte.
22. Enumera procesos de corte para una chapa de acero al carbono de 8 m x 4 m y 70 mm
de espesor. Oxicorte, plasma, chorro de agua y abrasión. 23. En un taller se mecaniza con herramientas de metal duro y la viruta tiene color azul. En
otro taller se mecaniza con herramientas de acero rápido y fluido de corte, también la viruta sale con color azul. Comentar.
La herramienta de metal duro aguanta bien la temperatura y mantiene su dureza hasta los 800-1200 ºC por lo que no necesita fluido de corte y la viruta sale azul. La herramienta de acero rápido no aguanta tanto la temperatura alta, es necesario usar fluido de corte. El hecho de que salga la viruta azul nos indica que se están alcanzando temperaturas muy elevadas y que es necesario utilizar fluido de corte para refrigerar, porque en el caso de acero rápido no es conveniente que salga azul. 24. ¿Qué porcentajes de los costees de mecanizado supone el uso de fluidos de corte? El uso de fluido de corte supone un 15% de los costes del mecanizado frente al 3% del coste de la herramienta. 25. ¿Qué es el desgaste por cráter? Consiste en la aparición de un cráter de profundidad excesiva en la cara de desprendimiento de la herramienta. Éste cráter aparece en la herramienta de metal duro por difusión y en las herramientas de acero rápido por abrasión. 26. Corte sin arranque de viruta. Oxicorte. En el oxicorte, el material se secciona gracias a una reacción química entre el oxígeno puro aportado y el metal. Primero se dirige una llama de precalentamiento a un punto de material para elevar su temperatura a la de ignición. En ese instante se inyecta un chorro de oxígeno puro a presión que quema al metal en dicho punto (reacción muy exotérmica). Los productos de combustión (deberán ser líquidos), son retirados por la velocidad y presión del chorro de oxígeno. El gas para el precalentamiento suele ser acetileno (menor tiempo para perforar la chapa; ideal para cortar chapa fina), propano, MAPP, propileno o metano (tiempo de perforación mayor).
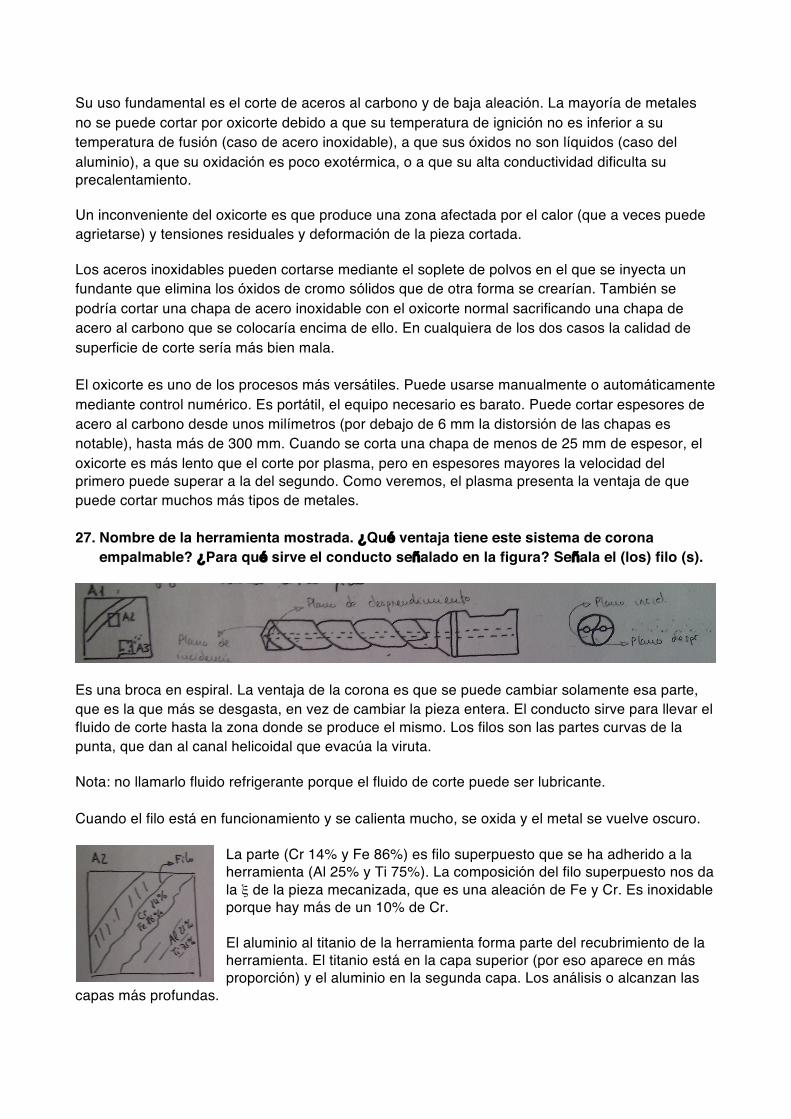
Su uso fundamental es el corte de aceros al carbono y de baja aleación. La mayoría de metales no se puede cortar por oxicorte debido a que su temperatura de ignición no es inferior a su temperatura de fusión (caso de acero inoxidable), a que sus óxidos no son líquidos (caso del aluminio), a que su oxidación es poco exotérmica, o a que su alta conductividad dificulta su precalentamiento. Un inconveniente del oxicorte es que produce una zona afectada por el calor (que a veces puede agrietarse) y tensiones residuales y deformación de la pieza cortada. Los aceros inoxidables pueden cortarse mediante el soplete de polvos en el que se inyecta un fundante que elimina los óxidos de cromo sólidos que de otra forma se crearían. También se podría cortar una chapa de acero inoxidable con el oxicorte normal sacrificando una chapa de acero al carbono que se colocaría encima de ello. En cualquiera de los dos casos la calidad de superficie de corte sería más bien mala. El oxicorte es uno de los procesos más versátiles. Puede usarse manualmente o automáticamente mediante control numérico. Es portátil, el equipo necesario es barato. Puede cortar espesores de acero al carbono desde unos milímetros (por debajo de 6 mm la distorsión de las chapas es notable), hasta más de 300 mm. Cuando se corta una chapa de menos de 25 mm de espesor, el oxicorte es más lento que el corte por plasma, pero en espesores mayores la velocidad del primero puede superar a la del segundo. Como veremos, el plasma presenta la ventaja de que puede cortar muchos más tipos de metales. 27. Nombre de la herramienta mostrada. ¿Qué ventaja tiene este sistema de corona
empalmable? ¿Para qué sirve el conducto señalado en la figura? Señala el (los) filo (s).
Es una broca en espiral. La ventaja de la corona es que se puede cambiar solamente esa parte, que es la que más se desgasta, en vez de cambiar la pieza entera. El conducto sirve para llevar el fluido de corte hasta la zona donde se produce el mismo. Los filos son las partes curvas de la punta, que dan al canal helicoidal que evacúa la viruta. Nota: no llamarlo fluido refrigerante porque el fluido de corte puede ser lubricante. Cuando el filo está en funcionamiento y se calienta mucho, se oxida y el metal se vuelve oscuro.
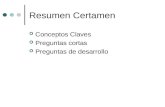
La parte (Cr 14% y Fe 86%) es filo superpuesto que se ha adherido a la herramienta (Al 25% y Ti 75%). La composición del filo superpuesto nos da la ξ de la pieza mecanizada, que es una aleación de Fe y Cr. Es inoxidable porque hay más de un 10% de Cr. El aluminio al titanio de la herramienta forma parte del recubrimiento de la herramienta. El titanio está en la capa superior (por eso aparece en más proporción) y el aluminio en la segunda capa. Los análisis o alcanzan las
capas más profundas.

El fluido de corte tiene aditivos de Azufre que dejan los restos en la herramienta. La viruta es continua. El material mecanizado es un material dúctil. La herramienta tiene filo superpuesto de Fe y Cr. Se usaba fluido de corte con aditivos de elevada presión. La herramienta tiene un recubrimiento de NTi y otra interna de Al2O3.




![Mercantil II Posibles Preguntas Cortas 1 y 2PP[1]](https://static.fdocuments.ec/doc/165x107/55cf9721550346d0338fdb35/mercantil-ii-posibles-preguntas-cortas-1-y-2pp1-5681cbc27e54d.jpg)