PPAP 4a. Ed.pdf
69
PROCESO DE APROBACIÓN DE PARTES PARA PRODUCCIÓN (PPAP) 4 a EDICIÓN
-
Upload
paulo-lira -
Category
Documents
-
view
1.454 -
download
18
Transcript of PPAP 4a. Ed.pdf

PROCESO DE APROBACIÓN DE PARTES PARA PRODUCCIÓN
(PPAP) 4a EDICIÓN

PRÓLOGO A LA CUARTA EDICIÓN
Efectiva 1° de junio de 2006, la cuarta edición PPAP sustituye a la tercera edición PPAP, a menos que seespecifique otra cosa por el cliente. Proceso de Aprobación de Partes para Producción (PPAP) es actualizado en la cuarta edición para incorporar el enfoque de procesos orientados al cliente asociado con ISO/TS 16949:2002 y otros cambios que figuran a continuación para actualizar los requerimientos. El propósito de PPAP continúa siendo proveer las evidencias de que todos los registros de diseño de ingeniería del cliente y requerimientos especificados son adecuadamente comprendidos por la organización y que el proceso de manufactura tiene el potencial para producir consistentemente productos que cumplan con estos requisitos durante una corrida de producción real, en la cuota de producción establecida. La 4ª edición de PPAP incluye los siguientes cambios:
Alineación de PPAP con ISO/TS 16949:2002 del proceso de enfoque, incluyendo: o La alineación de la orden de los requerimientos PPAP con el desarrollo de productos
automotrices y procesos de manufactura. o Inclusión de un ejemplo del flujo del proceso para PPAP.
Reubicación de las instrucciones especificas del cliente adecuadas a los sitios web, (ej. OEM y IAOB, www.iaob.org) para cumplir los requerimientos actuales.
Actualización de los requisitos de camiones OEM y su traslado al apéndice H. Se revisó el formato PSW (Part Submission Warrant),Certificados de emisión de partes, para:
o Proporcionar un flujo más lógico para la parte/diseño, descripción de los espacios del formato.
o Hacer aplicable los espacios en dirección del proveedor a localidades internacionales del cliente.
o Incluye informes de materiales IMDS (Sistema Internacional de Datos de Materiales) que indican el estado del reporte.
La actualización de los requerimientos específicos de PPAP incluyen: o Reportes de materiales y los requisitos de identificación para polímeros en el registro de
diseño. o Capacidad/Habilidad del proceso, uso de índices (Cpk y Ppk) o La definición y aprobación del catálogo de partes y la definición de la caja negra de las
partes. Se modifican las notificaciones hechas por el cliente y emisión de requerimientos alineados con
los requerimientos OEM (ej. 1.3.3 para PPAP tercera edición modificada). Clarificaciones de apéndices C,D y E igualados con los requerimientos de informe para PPAP. Apéndice revisado para neumáticos para permitir la especificación del OEM de la aplicabilidad y
para eliminar duplicaciones con los permisos ya propuestos en los requerimientos de PPAP. Nota: el apéndice de neumáticos no es aplicable a los proveedores de neumáticos a Ford Motor Company.
Se reorganiza y actualiza el apéndice F, para enfatizar en la importancia de la lista de verificación del material a granel. Nota: Ford Motor Company requiere que todas las organizaciones proveedoras de material a granel a cumplir con PPAP.
Glosario revisado para ser coherente con la actualización en el texto.
PPAP hace referencia a los siguientes manuales: Planeación Avanzada de Calidad del Producto (APQP) y Plan de Control (CP), Análisis de Modos y Efectos de Fallas Potenciales (AMEF), Análisis de Sistemas de Medición (MSA) y Control Estadísticos del Procesos (SPC). Estos manuales son autoría de Daimler Chrysler Corporation, Ford Motor Company y General Motors Corporation y están disponibles a través del grupo de acción de la industria automotriz (AIAG) en www.aiag.org. El grupo de trabajo de los requerimientos de calidad a proveedores agradece y reconoce la contribución de las numerosas personas y a sus respectivas compañías que participaron en el proceso de revisión.

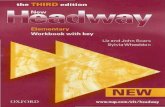
Proceso PPAP, Ejemplo de Diagrama de Flujo
ORGANIZACIÓN
Dueño del proyecto
& Equipo
Reunión de Información
Registros Tabla 4.1 PPAP
Ítems Requeridos
para el llenado de PPAP
Llenado de PSW
Aprobación de PSW
Emisión (o re-emisión) del
Certificado PPAP
Cambios Iniciales del Proveedor
Orden de Compra del Cliente/ Requerimientos Específicos del Cliente
Requerimientos del Diseño de la Parte
del Cliente
Requerimientos del Diseño del Proceso
del Cliente
Especificaciones del
Cliente
Requerimientos de Logística del Cliente
Registro de Aprobación
PSW
Recepción y Aprobación de
una Emisión PSW
Validación del Proceso
[PSO/Corrida en la
cotización
Cambios Iniciales del cliente a la Parte, Especificaciones, etc.
NOTAS: 1.- Actividades mostradas que no siempre están presentes 2.- Registros que pueden ser mostrados en diversos lugares de almacenamiento

TABLA DE CONTENIDO Introducción………………………………………………………………………………………... Propósito…………………………………………………………………………………………….. Aplicación……………………………………………………………………………………………. Enfoque………………………………………………………………………………………………
1 1 1 1
SECCIÓN 1 – GENERAL………………………………………………………………………….. 2 1.1 Emisión de PPAP……………………………………………………………………........... 2 SECCIÓN 2 - REQUERIMIENTOS DEL PROCESO DE PPAP............................................ 2 2.1 Corridas de Producción Significativas.......................................................................... 3 2.2 Requerimientos de PPAP............................................................................................. 3 2.2.1 Registros de Diseño................................................................................................... 3 2.2.2 Documentos de Cambios de Ingeniería Autorizados................................................ 4 2.2.3 Aprobaciones de Ingeniería por el cliente……………................................................ 4 2.2.4 Análisis de Modos y Efectos de Fallas de Diseños (AMEF de Diseño)..................... 5 2.2.5 Diagramas de Flujo de los Procesos.......................................................................... 5 2.6 Análisis de Modos y Efectos de Fallas de Procesos (AMEF de Procesos)………….... 5 2.2.7 Plan de Control……………......................................................................................... 5 2.2.8 Estudios de Análisis de Sistemas de Medición……………………….......................... 6 2.2.9 Resultados Dimensionales……………………………………………………………….. 6 2.2.10 Registro de Material /Resultados de Pruebas de desempeño................................. 6 2.2.11 Estudios de Procesos Iniciales………….................................................................. 7 2.2.12 Documentación de Laboratorio Calificado............................................................... 10 2.2.13 Reportes de Aprobación de Apariencia (AAR)......................................................... 10 2.2.14 Partes Muestra para Producción.............................................................................. 11 2.2.15 Muestras Maestra..................................................................................................... 11 2.2.16 Ayudas para Chequeo............................................................................................. 11 2.2.17 Requerimientos Específicos de los Clientes............................................................ 12 2.2.18 Certificado de Emisión de Parte (PSW)................................................................... 12 SECCION 3 - REQUERIMIENTOS DE EMISIONES Y NOTIFICACIONES A LOS CLIENTES…… 13 3.1 Notificaciones a los Clientes.......................................................................................... 13 3.2 Emisiones a Clientes..................................................................................................... 15 SECCION 4 - NIVELES DE EVIDENCIA DE EMISIONES A LOS CLIENTES...................... 16 4.1 Niveles de Emisiones..................................................................................................... 16 SECCION 5 – ESTADO DE EMISIÓN DE PARTE …………………………………………….. 18 5.1 General……………………………………………………………………………….............. 18 5.2 Estado del PPAP por el Cliente…………………………………………………………….. 18 5.2.1 Aprobación………………..………………………………………………………………… 18 5.2.2 Aprobación provisional……………………………………………………………………. 5.2.3 Rechazo……………………………………………………………………………………..
18 18
SECCION 6 – RETENCIÓN DE REGISTROS……………………………………………......... 19 APENDICES APENDICE A – Llenado de certificado de emisión de partes (PSW)…………………………………… 20 APENDICE B – Llenado de Reporte de Aprobación de apariencia……………………………………... 23 APENDICE C – Resultados dimensionales, Aprobación de la Parte de Producción………………….. 26 APENDICE D – Resultados de Prueba de Material, Aprobación de la Parte de Producción………… 27 APENDICE E – Resultado de Pruebas de Desempeño, Aprobación de la parte de Producción……. 28 APENDICE F – Material a Granel – Requerimientos específicos……………………………………….. 29 APENDICE G – Neumáticos – Requerimientos Específicos……………………………………………... 50 APENDICE H – Industria Camionera – Requisitos Específicos……...………………………………….. 52 GLOSARIO………………………………………………………………………………………….. 61

PPAP- 4:2006
INTRODUCCIÓN Propósito El Proceso de Aprobación de Partes para la Producción (PPAP) define los requerimientos para la aprobación de la producción de partes, incluyendo producción y materiales de volumen a granel (ver glosario). El propósito de PPAP es determinar si todo el registro de diseño de ingeniería y requerimientos de especificaciones del cliente están correctamente entendidos por la organización y que el proceso de manufactura tenga el potencial de producir productos y que consistentemente cumplan los requerimientos al conocerlos durante una corrida de producción en el programa de producción al costo cotizado. Aplicación El PPAP debe aplicarse en sitios internos y externos de la organización (ver Glosario) que proveen piezas de la producción, partes de servicio, materiales de producción, o materiales de volumen a granel. Para materiales de volumen a granel, el PPAP no es requerido a menos que sea especificado por el representante autorizado del cliente. Una organización que provee un catálogo estándar de producción o partes de servicio debe cumplir con un PPAP a menos que formalmente no sea requerido por el representante autorizado del cliente. NOTA 1: Ver los requerimientos específicos del cliente para información adicional. Todas las preguntas acerca del PPAP deberán ser dirigidas al representante autorizado del cliente. NOTA 2: Un cliente puede no requerir un requerimiento PPAP para una organización. Tales casos pueden ser solo emitidos por un representante autorizado del cliente. NOTA 3: Una organización o proveedor solicitante de no cumplir un requerimiento de PPAP deben contactar al representante autorizado del cliente. La organización o proveedor deben obtener la documentación de renuncias del representante autorizado del cliente. NOTA 4: El catalogo de partes (ejemplo, tornillos) están identificados y/o ordenados por especificaciones funcionales o por estándares industriales reconocidos. Enfoque La palabra “Debe” indica requerimientos mandatarios. La palabra “Debería” indica una recomendación. Los párrafos marcados con “NOTA” son guías para entendimiento o aclaración de los requerimientos asociados. La palabra “debería” aparece en una NOTA sólo como guía. Para los propósitos de PPAP, los términos y definiciones figuran en ISO/TS 16949 y aplican en el glosario.
1

PPAP- 4:2006
SECCIÓN I - GENERALIDADES 1.1 Presentación de PPAP La organización debe obtener aprobaciones totales (ver sección 5.2.1) del área o función de aprobaciones de productos de los clientes para: 1. una nueva parte o producto (ej., una parte, material o color específico no suministrado
previamente a algún cliente particular).
2. la corrección de alguna discrepancia en alguna parte emitida previamente.
3. producto modificado por un cambio de ingeniería con respecto a registros de diseño, especificaciones o materiales.
4. cualquier situación requerida por la sección 3. NOTA: Si existe alguna pregunta relativa a la necesidad de una aprobación de una parte para producción, contactar al representante autorizado del cliente. SECCIÓN 2 - REQUERIMIENTOS DEL PROCESO DE PPAP 2.1 Corridas de Producción Significativas Partes de producción, los productos para PPAPs deben tomarse de corridas de producción significativas. Estas corridas de producción deben ser desde una hasta ocho horas de producción, y de una cantidad específica de producción de un total como mínimo de 300 partes consecutivas, a menos que se especifique otra cosa por el representante autorizado de los clientes. Estas corridas de producción significativas deben fabricarse en el sitio de producción, en un rango de producción (ver glosario) usando el herramental, calibradores, procesos, materiales y operadores de producción. Las partes de cada uno de los procesos de producción, ej., líneas de ensamble y/o celdas de trabajo repetidas, cada posición de un dado, molde, herramental o patrón con cavidades múltiples, debe ser medida y probada con un cierto número de partes representativas. Para materiales a granel: No se requiere un número específico de “parte”. La muestra emitida debe ser tomada de una forma que se asegure sea representativa de la operación en “estado estable” del proceso mismo. NOTA: Para material a granel, el historial de producción de productos actuales puede a menudo ser usada para estimar las habilidades o desempeños iniciales de los procesos de productos nuevos o similares. En los casos en los que no haya historial de producción de producto o material granel o no exista tecnología alguna, puede aplicarse un plan de contención hasta que un nivel de producción suficiente haya demostrado la habilidad o desempeño, a menos que se especifique otra cosa por el cliente.
2

PPAP- 4:2006
2.2 Requerimientos de PPAP La organización debe cumplir con todos los requerimientos PPAP especificados (2.2.1 – 2.2.18). La organización debe conocer todos los requerimientos PPAP especificados por el cliente. Las partes de producción deben satisfacer todos los registros de diseño de ingeniería y requerimientos especificados por el cliente (incluyendo seguridad y requerimientos legales). Los requerimientos PPAP para material volumen/granel están definidos por una lista de material granel previamente llenada (ver apéndice F). Si la especificación de alguna de la parte no es conocida, la organización deberá documentar sus esfuerzos de solución del problema y debe contactar al representante autorizado del cliente, para determinar la acción correctiva apropiada. NOTA: Los ítems o registros de 2.2.1 no necesariamente aplican a cada número de parte de algún cliente y para cada proveedor. Por ejemplo, algunas partes no cuentan con requerimientos de apariencia, otras no cuentan con requerimientos de color y piezas plásticas pueden tener partes polímeras con requerimientos de marcaje. A fin de determinar con certeza los ítems que deben incluirse, consultar los registros de diseño, ej., dibujo de la parte, documentos o especificaciones de ingeniería relevantes por el representante autorizado del cliente. 2.2.1 Registros de Diseño La organización debe contar con todos los registros de diseño de los productos vendibles, incluyendo registros de diseño para componentes o detalles de productos vendibles. Cuando el registro de diseño está en formato electrónico, ejemplo, datos matemáticos CAD/CAM, el proveedor debe producir una copia (ejemplo, diagramas, hojas de tolerancias y dimensionamiento geométrico (GD&T), dibujos) para identificar las mediciones tomadas. NOTA 1: Para cualquier producto, parte o componente vendible, sólo habrá un registro de diseño independientemente de quien tenga la responsabilidad del diseño. El registro puede referirse a otros documentos haciéndolos parte del registro de diseño. NOTA 2: Un solo registro de diseño puede representar múltiples partes o conjunto de ensambles, ejemplo, un sub-ensamble con varias configuraciones de barrenado para diferentes aplicaciones. NOTA 3: Para partes identificadas como caja negra (ver glosario), el registro de diseño especifica exigencias de funcionamiento y la interfase. NOTA 4: Para partes identificadas en el catálogo de partes, el registro de diseño puede componerse solo de una especificación funcional o un estándar industrial. NOTA 5: Para material a granel, el registro de diseño puede incluir la identificación de materias primas, formulaciones, pasos de proceso y parámetros, y las especificaciones finales de producto o criterios de aceptación. Si no aplican resultados dimensionales, entonces las exigencias o requerimientos CAD/CAM no son tampoco aplicables.
3

PPAP- 4:2006
2.2.1.1 Reporte de Especificación de Material de Parte. La organización debe proporcionar evidencia de que la especificación del material o sustancia reportada que es requerida por el cliente ha sido terminada para la parte y que el registro de datos cumple con todos los requisitos específicos del cliente. NOTA: Se puede acceder a la lista de materiales reportados dentro del IMDS (Sistema Internacional de Datos de Materiales) u otro método o sistema especificado por el cliente. IMDS está disponible a través de la siguiente dirección: http://www.mdsystem.com/index.jsp. 2.2.1.2 Marcaje de partes polímeras Donde sea aplicable la organización debe identificar las partes polímeras con los símbolos de ISO los cuales son especificados en ISO 11469, “Plásticos- Genéricos Identificación y marca de productos plásticos” y/o ISO 1629, “hules – Nomenclatura.” Los siguientes criterios de peso son importantes para determinar si el requisito de marcaje es aplicable:
• Partes plásticas con un peso de al menos 100g (usando ISO 11469/1043-1) • Partes de elastómero con un peso de al menos 200g (usando ISO 11469/1629)
NOTA: Las referencias de nomenclatura y abreviación de apoyo para el uso de ISO11469 están contenidas en ISO1043-1 Para polímeros básicos y en ISO1043-2 para rellenos y refuerzos. 2.2.2 Documentos de Cambios de Ingeniería Autorizados La organización debe contar con los documentos de cambios de ingeniería autorizados, que todavía no se hayan registrado en los documentos de diseño pero que ya estén incorporados en el producto, parte o herramental. 2.2.3 Aprobaciones de Ingeniería, por el cliente Cuando se especifique por el cliente, la organización debe contar con evidencias de aprobaciones de Ingeniería del cliente. NOTA: Para materiales a granel, este requerimiento se cumple con la firma en el espacio de “Aprobación por Ingeniería” de la Lista de Verificación de Requerimientos de Materiales a granel (Apéndice F) y/o su inclusión en una lista de materiales aprobados por el cliente. 2.2.4 Análisis de modo y efecto de fallas de diseño. (AMEF Diseño) si la organización es responsable de diseño de producto. La organización responsable de diseño de producto debe desarrollar un AMEF de diseño en conformidad y fiel a los requerimientos del cliente ( ej. AMEF Manual de análisis de modo y efecto de falla potencial). NOTA 1: Un reporte AMEF de diseño puede ser aplicado a una familia de partes o materiales. NOTA 2: Para materiales a granel ver apéndice F.
4

PPAP- 4:2006
2.2.5 Diagrama(s) de flujo de proceso. La organización debe tener un diagrama de flujo de proceso en un formato específico que describa claramente los pasos y la secuencia del proceso de producción, como es apropiado, y las necesidades que el cliente especifica, requisitos y expectativas (ej, APQP, Manual de referencia de Planeación Avanzada de la Calidad del Producto y Plan de Control). Para materiales a volumen/granel, un equivalente a un diagrama de flujo del proceso es una descripción de flujo de proceso. NOTA: Los diagramas de flujo de proceso para familias de partes similares son aceptables si las nuevas partes han sido revisadas en concordancia por la organización. 2.2.6 Análisis de modo y efecto de fallas de proceso. (AMEF de proceso) La organización debe desarrollar un AMEF de proceso en conformidad y fiel a los requisitos especificados por el cliente, (ej. Manual de Analisis de Modo y Efecto de Fallas Potenciales). NOTA 1: Un reporte de AMEF de proceso puede ser aplicado a una familia de proceso de manufactura de partes o materiales similares si son aprobados por la organización. NOTA 2: Para materiales a granel, ver apéndice F.
2.2.7 Plan de control La organización debe tener un plan de control que defina todos los métodos utilizados para el control de procesos y cumpla con los requerimientos del cliente (ej. manual de referencia para Plan de Control y Planeación Avanzada de Calidad del Producto). NOTA 1: Planes de Control para “familias” de partes son aceptables si las nuevas partes han sido similares y aprobadas por la organización. NOTA 2: El Plan de Control aprobado puede ser requerido por ciertos clientes. 2.2.8 Estudios de Análisis de Sistemas de Medición. La organización debe tener estudios de Análisis de Sistemas de Medición aplicables, ej. Calibrador R&R, tendencia, linealidad, estabilidad, para todo los calibradores nuevos o usados, mediciones, y pruebas de equipo. (Ver el manual de referencia de Análisis de Sistemas de Medición, MSA). NOTA 1: Los criterios de aceptación de el calibrador R&R están definidos en el manual de referencia de Análisis de Sistemas de Mediciones. NOTA 2: Para materiales a granel, El Análisis de Sistemas de Medición podría no aplicar. El acuerdo del cliente puede ser obtenido en requerimientos actuales.
5

PPAP- 4:2006
2.2.9 Resultados Dimensionales. La organización debe proporcionar evidencia de que las verificaciones dimensionales requeridas por el registro de diseño y el Plan de Control han sido completadas y que los resultados indican cumplimiento con los requerimientos especificados. La organización debe tener los resultados dimensionales para cada proceso de manufactura, ej. Celdas o líneas de producción y todas las cavidades, moldes, modelos o dados (ver 2.2.18). La organización debe registrar, con los resultados actuales: todas las dimensiones (excepto dimensiones de referencia), características y especificaciones como están anotados en el registro de diseño y el Plan de Control. La organización debe indicar la fecha del registro de diseño, los niveles de cambio y cualquier documento de cambio de ingeniería autorizado que aun no este incorporado en el registro de diseño, en el cual la parte fue hecha. La organización debe registrar el cambio de nivel, fecha de dibujo, nombre de la organización y el número de parte en todos los documentos auxiliares (ej., hojas de resultados de layout complementarias, sketches (representaciones ), trazos, corte de secciones, resultados de puntos de inspección de CMM, Hojas de tolerancia y dimencionamientos geométricos, u otros dibujos auxiliares usados en conjunto con el dibujo de la parte). Copias de los materiales auxiliares deben de acompañar los resultados dimensionales de acuerdo a la tabla de requerimientos de retención/emisión. Un trazo debe ser incluido cuando es necesario el uso de un comparador óptico para la inspección. El proveedor debe identificar una de las partes medidas como muestra maestra (ver 2.2.15). NOTA 1: Los resultados dimensionales enlistados en el Apéndice C, un gráfico, hojas de dimensiones y tolerancias geométricas [GD&T], o una impresión revisada donde los resultados están escritos legiblemente en una parte del dibujo, incluyendo cortes de secciones y trazos que podrían ser utilizados para este propósito. NOTA 2: Generalmente, los resultados dimensionales no aplican para materiales a granel. 2.2.10 Registros de material/ Resultados de desempeño La organización debe contar con los registros de material y/o los resultados de desempeño para pruebas especificadas en el registro de diseño o Plan de Control. 2.2.10.1 Resultados de pruebas de material La organización debe ejecutar las pruebas para todas las partes y materiales del producto, cuando se especifiquen requerimientos de pruebas químicas, físicas o metalúrgicas en el registro de diseño o Plan de Control. Los resultados de prueba de material deben de indicar e incluir:
• El registro de diseño de cambio de nivel de las partes probadas. • Documentos de cualquier cambio de ingeniería que no haya sido incorporado en el
registro de diseño; • El número, fecha, y cambio de nivel de las especificaciones de las cuales las partes
fueron probadas; • La fecha en la cual la prueba ocurrió; • La cantidad probada. • Los resultados actuales;
6

PPAP- 4:2006
• El nombre del proveedor de material y, cuando sea requerido por el cliente, el código asignado por el cliente al proveedor.
NOTA: Los resultados de prueba de material pueden ser presentados en cualquier formato. Un ejemplo es mostrado en el Apéndice D. Para productos con especificaciones de material desarrollado por el cliente y lista de proveedores aprobadas por el cliente, el proveedor debe procurar materiales y/o servicios (ej., dibujos, cromar, y soldar) de una lista de proveedores. 2.2.10.2 Resultados de desempeño El proveedor debe ejecutar pruebas para todas las parte (s) o material (s) de producto cuando requerimientos funcionales están especificados por el registro de diseño o el Plan de Control. La representación de resultados debe indicar e incluir:
• El registro de diseño del cambio de nivel de las partes probadas. • Cualquier documento de autorización de cambio de ingeniería que no esté aun
incorporado en el registro de diseño. • El número, fecha y cambio de nivel de las especificaciones, las cuales fueron provadas
en la parte; • La fecha en la cual la prueba fue realizada; • La cantidad probada • Los resultados actuales
NOTA: La representación de resultados de prueba puede ser representada en cualquier formato apto. Un ejemplo es mostrado en el Apéndice E. 2.2.11 Estudios de Procesos Iniciales 2.2.11.1 Generalidades El nivel de capacidad o desempeño de procesos iniciales debe ser determinado y aceptado previo a la emisión de las características designadas por el cliente o la organización. La organización debe obtener concurrencia del cliente en el índice para una estimación de capacidad de proceso inicial antes de la emisión. La organización debe mostrar un análisis de sistema de medición para entender cómo un error de medición afecta el estudio de mediciones. (Ver 2.2.8) NOTA 1: Donde no han sido identificadas las características especiales, el cliente se reserva el derecho de requerir la demostración de capacidad de procesos iniciales en otras características. NOTA 2: El propósito de este requerimiento es determinar si el proceso de producción es probable producir un producto que satisfaga los requerimientos del cliente. El estudio de proceso inicial es enfocado a variables de datos no asignadas. Errores de ensamble, pruebas fallidas, defectos de acabado son ejemplos de datos asignados, los cuales son importantes entender, pero no es cubierto en este estudio inicial. Entender la representación de características monitoreadas por datos asignados requerirá más datos recolectados en tiempo
7

PPAP- 4:2006
extra. A menos que sea aprobado por un representante autorizado del cliente, el dato asignado no es aceptable para emisiones de PPAP. NOTA 3: Cpk y Ppk son descritas abajo. Otros métodos más apropiados para ciertos procesos o productos deben ser sustituidos con previa aprobación por un representante autorizado del cliente. NOTA 4: el estudio de proceso inicial es de corto plazo y no predecirá los efectos de tiempo y variación en gente, materiales, métodos, equipos, sistemas de medición y ambientales. Igualmente por esos estudios de corto plazo es importante colectar y analizar los datos en el orden producido utilizando gráficas de control. NOTA 5: Para estas características que pueden ser estudiadas usando gráficas barra X - R , un estudio que debe ser basado en un mínimo de 25 subgrupos conteniendo por lo menos 100 lecturas de las partes consecutivas de una corrida producción significante. (Ver 2.1). Los requerimientos del estudio inicial del proceso con un historial pueden ser reemplazados por un término más largo del mismo proceso o similar, con la concurrencia del cliente. Para cierto proceso, las herramientas analíticas alternativas muestran como gráficas con rango de movimiento e individuales pueden ser apropiadas y permitidas con previa aprobación por el representante autorizado del cliente. 2.2.11.2 Índices de Calidad
Los estudios iniciales de procesos debieran resumirse en índices de habilidad o desempeño, conforme apliquen.
NOTA 1: Los resultados de estudios iniciales de procesos dependen del propósito de los estudios mismos, el método de adquisición de los datos, el muestreo, la cantidad de datos, las evidencias del control estadístico, etc. Ver manual de referencia del Control Estadístico de los Procesos para información adicional entendiendo los principios básicos de la estabilidad estadística y medidas de procesos (índices). Para referencia de los términos listados a continuación, contactar al representante autorizado del cliente. Cpk- índice de habilidad para procesos estables. El cálculo de sigma es con base a las variaciones entre subgrupos (R(barra)/d2 o S(barra)/c4). Cpk es un indicador de habilidad de proceso basado en el proceso de variación en cada subgrupo dentro de un conjunto de datos. Cpk no incluye el efecto de variación de procesos entre los subgrupos. Cpk es un indicador de cómo un proceso puede ser bueno, si la variación de procesos entre subgrupos fue eliminada. Por tanto el uso de Cpk, sólo puede ser un indicador incompleto del desarrollo de proceso. Para más información, ver el manual de referencia del Control Estadístico del Proceso. Ppk- Indice de Desempeño. El cálculo de sigma se basa en la variación total (desviación estándar [ecuación de la raíz cuadrada de los promedios] de todos los datos individuales y la muestra, “s”). Ppk es un indicador de desempeño de proceso basado en la variación del proceso a través del conjunto completo de datos. Al contrario de Cpk, Ppk no limita a la variación entre subgrupos. De cualquier manera, Ppk no puede aislar la variación de un subgrupo desde la variación de otros subgrupos. Cuando es calculado el mismo conjunto de datos Cpk y Ppk pueden ser comparados al analizar las fuentes de la variación del proceso. Para más información, usar el manual de referencia del Control de Proceso Estadístico. Estudios iniciales de proceso. El propósito de los estudios iniciales de procesos es entender la variación de los procesos y no sólo lograr un valor específico del índice. Cuando estén disponibles datos históricos o existan datos iniciales suficientes para plasmar una gráfica de control (al menos
8

PPAP- 4:2006
100 lecturas individuales), puede calcularse el Cpk cuando el proceso esté estable. Para procesos crónicamente inestables y con resultados que cumplan con especificaciones y bajo un patrón predecible, debiera usarse el Ppk. Cuando no haya suficientes datos disponibles (<100 lecturas) contactar al representante autorizado del cliente para la aprobación de partes para desarrollar un plan adecuado. NOTA 2: Para estudios iniciales de procesos que impliquen más que un proceso en funcionamiento, métodos estadísticos adicionales apropiados o aproximados, pueden ser requeridos. NOTA 3: Para material a granel la organización debiera obtener un acuerdo con el cliente en relación a técnicas apropiadas para estudios iniciales de procesos, y si éstos se requieren, a fin de determinar un cálculo efectivo de habilidad. 2.2.11.3 Criterios de Aceptación para Estudios Iniciales
La organización debe usar los siguientes criterios de aceptación para evaluar los resultados de estudios iniciales de procesos, para aquellos procesos mismos que se estime estén estables:
Resultados Interpretación
Índice >1.67 El proceso cumple actualmente con los criterios de aceptación.
1.33 < (Índice) < 1.67 El proceso es actualmente aceptable. Contactar al representante autorizado del cliente para revisar los resultados del estudio. Valor Índice < 1.33 El proceso no cumple actualmente con los criterios de aceptación. Contactar al representante autorizado del cliente para revisar los resultados del estudio. NOTA 1: Conocer los criterios de aceptación del estudio inicial del proceso es uno de los requerimientos del cliente para dirigir una emisión de PPAP aprobada. NOTA 2: Ver 2.2.11.1 y 2.2.11.2 2.2.11.4 Procesos Inestables
Dependiendo de la naturaleza de cierta inestabilidad, un proceso no estable puede no cumplir con los requerimientos de los clientes. La organización debe identificar, evaluar y, cuando sea posible, eliminar las causas especiales de variación, previas a la emisión de un PPAP. El proveedor debe notificar al representante autorizado del cliente de los procesos no estables que existan y debe emitir un plan de acciones correctivas al cliente, previo a cualquier emisión. NOTA: El materiales a granel, los procesos con causas especiales predecibles, las especificaciones de salida conocidas y los planes de acción correctiva, pueden no ser requeridos por el cliente. 2.2.11.5 Procesos con Especificación Unilateral o Distribución Anormales La organización debe determinar con el representante autorizado del cliente criterios de aceptación alternativos para procesos con especificación unilateral o distribuciones anormales.
9

PPAP- 4:2006
NOTA 1: Los criterios de aceptación mencionados previamente (2.2.11.3) asumen normalidad y especificaciones bilaterales (con una meta en el centro). Cuando esto no sea verdadero, el uso de éste análisis puede resultar información no confiable. Los criterios de aceptación alternativos pudieran requerir de un tipo diferente de índice o algún método de transformación de los datos. El enfoque debe ser a entendido a la razón de la anormalidad (e. j., ¿es estable en el tiempo?) y a la administración de las variaciones. Consultar el manual de referencia de Control de Proceso Estadístico SPC, para futuras consultas.
2.2.11.6 Acciones a Tomar Cuando No Se Satisfacen Los Criterios de Aceptación La organización debe contactar al representante autorizado del cliente, si el criterio de aceptación (2.2.11.3) no puede ser logrado para la fecha de emisión PPAP requerida. La organización debe emitir al representante autorizado del cliente para aprobación, un plan de acción correctiva y un Plan de Control modificado normalmente proporcionando una inspección al 100%. Los esfuerzos de reducción de variación deben continuar hasta que los criterios sean alcanzados, o hasta que la aprobación del cliente sea aceptada. NOTA 1: Las metodologías de inspección al 100% están sujetas a revisión y asistencia por el cliente. NOTA 2: Para materiales a granel, la inspección al 100% significa una evaluación de una muestra (s) de producto de un proceso continuo o un lote homogéneo, el cual es representativo de toda la corrida de producción. 2.2.12 Documentación de Laboratorio Calificado La inspección y prueba para PPAP debe ser representada por un laboratorio calificado como es definido por los requerimientos del cliente (e. j., un laboratorio acreditado). El laboratorio calificado (interno o externo a la organización) debe tener un registro de su alcance y mostrar la documentación que acredita que lo acredite como calificado para el tipo de mediciones o pruebas que dirige. Cuando un laboratorio comercial externo es usado, la organización debe emitir el resultado de la prueba en un membrete de laboratorio o en el formato de reporte normal de laboratorio. El nombre del laboratorio que desarrolló las pruebas, la fecha (s) de las pruebas y debe ser identificada la normalización utilizada para correr las pruebas. 2.2.13 Reportes de Aprobación de Apariencia (AAR) Un Reporte de Aprobación de Apariencia (AAR) debe completarse por separado para cada parte o serie de partes para alguna emisión que se requiera, si el producto/parte en cuestión tiene requerimientos de apariencia en los registros de diseño. A la terminación satisfactoria de los criterios requeridos, la organización debe registrar la información requerida en el AAR. El AAR terminado y completo y las partes/productos para producción representativos deben emitirse a la localización especificada por el cliente para recibir disposiciones. Los AAR (completos y con la disposición de las partes y la firma del cliente) deben acompañar al PSW al momento de la emisión final y con base al nivel de emisión solicitado. Para cualquier requerimiento adicional, ver los requerimientos específicos del cliente. NOTA 1: Generalmente un RAA aplica para partes con requerimientos de apariencia de color, grano o superficie.
10

PPAP- 4:2006
NOTA 2: Ciertos clientes pueden no requerir entradas en todos los campos para RAAs. Ver Apéndice B para instrucciones a detalle en el llenado y terminación de un RAA. 2.2.14 Partes Muestra para Producción La organización debe ofrecer muestras de productos conforme lo especificado por el cliente. 2.2.15 Muestra Maestra La organización debe retener una muestra master para el mismo periodo conforme los registros de aprobación de la parte para producción, o a) hasta que una nueva muestra maestra se fabrique para el mismo número de parte del cliente para aprobación por el cliente mismo, o b) cuando se requiera una muestra maestra por los registros de diseño, Plan de Control o criterios de inspección, como una referencia o patrón a ser usado. La muestra maestra debe ser identificada como tal, y debe mostrarse la fecha de aprobación por el cliente sobre la muestra misma. La organización debe retener una muestra maestra para cada posición de un dado, molde, herramental o patrón de cavidades múltiples, o para cada proceso de producción, a menos que se especifique otra cosa por los clientes. NOTA 1: Cuando el tamaño de la parte genere dificultades en el almacenamiento de la muestra maestra, los requerimientos de retención de la muestra pueden modificarse o ser denegados por escrito por el representante autorizado del cliente. El propósito de la muestra maestra es dar apoyo en la definición del estándar de producción, especialmente cuando los datos son ambiguos o los detalles son insuficientes como para replicar totalmente la parte con respecto a su estado de aprobación original. NOTA 2: Muchas propiedades de materiales a granel dependen por naturaleza del tiempo, y si se requiere una muestra maestra, puede consistir en los registros de manufactura, los resultados de pruebas y certificados de análisis de ingredientes clave, para la aprobación de muestras emitidas. (Ver apéndice F). 2.2.16 Ayudas para Chequeo Si es solicitado por algún cliente, la organización debe emitir con la emisión del PPAP cualquier ayuda para chequeo de algún componente o ensamble especifico de la parte en cuestión. La organización debe certificar que todos los aspectos de ayudas para chequeo concuerden con los requerimientos dimensionales de la parte en cuestión. La organización debe documentar todos los cambios de diseño liberados por ingeniería que hayan sido incorporados en las ayudas para chequeo para el tiempo de la emisión. La organización debe ofrecer mantenimiento preventivo a todas las ayudas para chequeo para la vida de la parte en cuestión (ver Glosario – “Parte Activa”). Deben conducirse estudios de análisis de sistemas de medición, ej., R&R de calibradores, exactitud, sesgo, linealidad y estudios de estabilidad, para cumplimiento con los requerimientos de los clientes. (ver sección 2.2.8 y manual de referencia de Análisis de Sistemas de Medición). NOTA 1: Las ayudas para chequeo pueden incluir dispositivos, calibradores, modelos, plantillas o dispositivos específicos al producto que se presenta.
11

PPAP- 4:2006
NOTA 2: Las ayudas para chequeo, etc. Generalmente no aplican a materiales a granel. Si las ayudas para chequeo son usadas para materiales a granel, la organización debe contactar al representante autorizado del cliente respecto a este requerimiento. 2.2.17 Requerimientos Específicos de los Clientes la organización debe contar con registros de cumplimiento de todos los requerimientos específicos de los clientes que le apliquen. Para materiales a granel, los requerimientos específicos aplicables de los clientes deben documentarse con la Lista de Verificación de Requerimientos de Materiales a granel. 2.2.18 Certificado de Emisión de Partes (PSW) A la terminación de todos los requerimientos PPAP, la organización debe registrar la información requerida en el Certificado de Emisión de Partes (PSW). Debe completarse un PSW por separado para cada número de parte por cliente, a menos que se haya acordado otra cosa por el representante autorizado del cliente. Si las partes de producción son fabricadas de más de una cavidad, molde, herramental, dado, patrón o proceso de producción, ej., línea o celda, la organización debe completar una evaluación dimensional (ver sección 2.2.9) sobre cada una de las partes. Las cavidades específicas, moldes, líneas, etc., deben entonces ser identificadas en la línea “Molde/Cavidad/Proceso de Producción” en el PSW, o con un anexo al PSW. La organización debe verificar que todos los resultados dimensionales y de pruebas muestren cumplimiento con los requerimientos del cliente y que toda la documentación requerida esté disponible y que para los niveles 2, 3 y 4 se incluya con la emisión apropiadamente. El personal responsable y oficial de la organización debe aprobar el PSW y ofrecer información del contacto NOTA 1: Puede utilizarse un certificado por número de parte por cliente, para sumarizar muchos cambios, siempre y cuando dichos cambios se documenten adecuadamente, y la emisión cumpla con los requerimientos de tiempo en programa del cliente. NOTA 2: Los PSW pueden emitirse electrónicamente en cumplimiento con los requerimientos del cliente. 2.2.18.1 Peso de la Parte (Masa) La organización debe registrar los pesos de las partes conforme son embarcadas en el PSW, medidos y expresados éstos en kilogramos con cuatro lugares decimales significativos (0.0000), a menos que se especifique otra cosa por los clientes. Los pesos no deben incluir protectores para embarque, ayudas para ensamble o materiales de empaque. Para determinar los pesos de las partes, la organización debe pesar en forma individual diez partes seleccionadas éstas en forma aleatoria y reportar el peso promedio. Debe medirse al menos una parte para cada cavidad, herramental, línea o proceso a ser utilizados en la elaboración de los productos. NOTA: Estos pesos son usados sólo para análisis del peso de los vehículos y no afecta al proceso de aprobación. Cuando no haya algún requerimiento de algún producto o servicio de al menos diez partes, la organización debiera utilizar el número de partes que se le requieran para
12

PPAP- 4:2006
el cálculo del peso promedio de la parte en cuestión. Para materiales a granel, el espacio o campo de pesos de las partes no aplica. SECCIÓN 3 - REQUERIMIENTOS DE NOTIFICACIONES Y EMISIONES A LOS CLIENTES 3.1 Notificaciones a los Clientes
La organización debe notificar al representante autorizado del cliente cualquier cambio planeado de diseño, procesos o ubicación. Se muestran algunos ejemplos en la siguiente tabla (ver tabla 3.1)
NOTA: La organización es responsable de notificar al representante autorizado del cliente de todos los cambios de diseño de la parte y/o proceso de manufactura.
Sobre la notificación y aprobación del cambio propuesto por el representante autorizado del cliente y un cambio posterior en la implementación, la emisión de PPAP es requerida, a no ser de otra manera especificado.
Tabla 3.1
Ejemplos de cambio que requieren notificación
Clarificación
1. Uso de otra construcción o material que haya sido usado en partes o productos aprobados previamente.
Por ejemplo, otra construcción que se haya documentado en alguna desviación (permiso) o incluido como una nota sobre registros de diseño y no se haya cubierto por algún cambio de ingeniería, como es descrito en la Tabla 3.2 #3.
2. Producción a partir de herramentales nuevos o modificados (excepto en herramentales perecederos), dados, moldes patrones, etc., incluyendo herramental adicional o de reemplazo.
Este requerimiento aplica solo a herramentales que debido a su forma o función única, puede esperarse que tengan cierta influencia en la Integridad del producto final. No es una intención el describir herramentales estándar (nuevos o reparados), tales como aparatos de medición estándar, motores (manuales o automático), etc.
3. Producción seguida de algún restablecimiento o reajuste del herramental o equipo existente.
Restablecimiento significa la reconstrucción y/o modificación de un herramental o máquina o para incrementar la capacidad, desempeño o hacer cambios en su función existente. Esto no debe confundirse con el mantenimiento, reparación o reemplazo normal de partes, etc., para el cual no se espere ningún cambio en el desempeño y métodos posteriores a la verificación que se hayan establecido. Reajuste es definido como una actividad que cambia la secuencia del flujo del proceso/producto, a partir del diagrama del flujo del proceso documentado (incluyendo la adición de un nuevo proceso). Ajustes menores del equipo de producción
13

PPAP- 4:2006
pueden requerirse para cumplir con requerimientos de seguridad, tales como, instalación de cubiertas de protección, eliminación de riesgos potenciales de ESD, etc.
4. Producción de herramental y equipo transferido de alguna planta diferente o de alguna planta adicional.
Herramental y/o equipo de proceso de producción es transferido entre edificios o instalaciones y en una o más localizaciones.
5. Cambios de proveedor para partes, materiales no equivalentes o servicios (ej., tratamientos térmicos, revestimientos)
La organización responsable de la aprobación de materiales y servicios de proveedores.
6. Producto fabricado después de que el herramental haya estado inactivo por un volumen de producción equivalente a doce meses o más.
Para productos que se hayan fabricado después de que el herramental haya estado inactivo por doce meses o más: Se requiere una notificación cuando la parte no haya contado con una orden de compra activa y el herramental hay estado inactivo por un volumen de producción equivalente a doce meses o más. La única excepción es cuando la parte sea de bajo volumen, ej., servicios o vehículos especiales. Sin embargo, un cliente puede especificar ciertos requerimientos de PPAPs para servicios de partes.
7. Cambios en los productos y procesos relativos a componentes de las partes o productos para producción fabricados internamente o manufacturados por proveedores.
Cualquier cambio que afecte los requerimientos del Cliente en cuanto a adecuación al uso, forma, funcionamiento, desempeño y/o durabilidad requiere de una notificación al cliente mismo.
8. Cambios en prueba/métodos de inspección – nueva técnica (sin efecto sobre los criterios de aceptación)
Para cambios en algún método de prueba, la organización debiera contar con evidencias de que el nuevo método ofrece resultados equivalentes al anterior método.
Adicionalmente para materiales a granel: 9. Nueva fuente de materia prima de un proveedor nuevo o existente. 10. Cambios en los atributos de apariencia del producto.
Normalmente se esperaría que estos cambios tuvieran un efecto en el desempeño del producto.
14

PPAP- 4:2006
3.2 Emisión al Clientes La organización debe emitir una aprobación de un PPAP, previo al embarque para la primera producción, para las siguientes situaciones, a menos que el representante autorizado del cliente haya denegado éste requerimiento (ver tabla 3.2). NOTA: En las situaciones descritas abajo, la notificación previa o comunicación con el representante autorizado del cliente, es asumida. La organización debe revisar y actualizar, conforme sea necesario, todos los ítems que apliquen en el archivo o expediente de un PPAP, que se reflejen en el proceso de producción e independientemente de si el cliente solicita o no una emisión formal. El archivo o expediente de cada PPAP debe contener el nombre del representante autorizado del cliente de haber otorgado alguna denegación y la fecha.
Tabla 3.2 Requerimiento Clarificación
1. Una parte o producto nuevo (ej., una parte, material o color específico no suministrado previamente a un cliente).
Se requiere de la emisión para un nuevo producto (liberación inicial) o para un producto aprobado previamente que tenga un número de parte/producto (ej., sufijo) asignado al mismo. Una parte/producto o material agregado a una familia que pueda utilizar documentación PPAP de una parte aprobada previamente dentro de la misma familia de productos.
2. Corrección de una discrepancia sobre una parte previamente emitida.
Una emisión es requerida al corregir cualquier discrepancia en una parte previamente emitida. Una “discrepancia” puede ser relacionada a:
• El desempeño del producto en contra de los requerimientos del cliente.
• Cuestiones de habilidad o dimensionales • Resultados del proveedor • Aprobación provisional del reemplazo
de una parte • Pruebas, incluyendo material,
desempeño, o validación de resultados de ingeniería.
3. Cambio de ingeniería a registros de diseño, especificaciones, o materiales para producción de número (s) de parte/producto.
La emisión es requerida en cualquier cambio de ingeniería al registro del diseño para la producción del producto/parte, especificaciones o materiales.
Adicionalmente para materiales a granel 4.- nuevos procesos tecnológicos a la organización que no habían sido usados en el producto.
15

PPAP- 4:2006
SECCIÓN 4 – EMISIÓN A CLIENTES – NIVELES DE EVIDENCIA 4.1 Niveles de Emisión La organización debe emitir los datos y/o registros especificados en el nivel identificado en la tabla 4.1: Nivel 1 Sólo certificado (y para puntos de apariencia designados, un reporte
aprobado de apariencia) emitido al cliente. Nivel 2 Certificado con muestras de productos y soporte de datos limitados,
al cliente. Nivel 3 Certificado con muestras de productos y soporte de datos
completos presentados al cliente. Nivel 4 Certificado y otros requerimientos definidos por el cliente. Nivel 5 Certificado con muestras de productos y un soporte de los datos
revisados en la ubicación de manufactura de la organización . Ver tabla 4.2 de requerimientos de retención/emisión para los requerimientos exactos de retención/emisión para cada nivel de emisión. La organización debe usar el nivel 3, como nivel predispuesto para todas las emisiones a menos que se especifique otra cosa por el representante autorizado del cliente. La emisión mínima requerida para materiales a granel es el PSW y la Lista de Materiales a Granel. Para emisiones PPAP de Material a Granel, registrar “Otro” en razón de la sección emitida en PSW y especificar el “Material a Granel”. Estos indicadores que en la “Lista de Requerimientos de Material a Granel” fueron usados por el material a granel especificado en PPAP deben ser incluidos en el paquete de emisión. NOTA 1: El representante autorizado del cliente puede identificar un nivel de emisión diferente al nivel predeterminado, esto es usado con cada una de las organizaciones, o la combinación del número de parte de la organización y el cliente. Ubicaciones diferentes del cliente pueden asignar niveles diferentes emitidos a las organizaciones semejantes en cuanto a la ubicación de fabricación. NOTA 2: Todas las formas referenciadas en este documento pueden ser reemplazadas por facsímiles generados por computadora. Estos facsímiles son confirmados con el representante autorizado del cliente previo a la primera emisión.
16

PPAP- 4:2006
Tabla 4.2 Requerimientos de Retención/Emisión (Normativo)
[NOTA: Tabla 4.2 lista de requerimientos de emisión y retención. Los registros de requerimientos obligatorios y aplicables a PPAP, están definidos en el manual de PPAP y por el cliente.]
Nivel de Emisión
No.
Requerimiento Nivel 1
Nivel 2
Nivel 3
Nivel 4
Nivel 5
1. Registros de Diseños R S S * R - para detalles/componentes privilegiados R R R * R - para todos los otros detalles/componentes R S S * R 2. Documentos de Cambios de Ingeniería R S S * R 3. Aprobaciones de Ingeniería del Cliente, si se requiere R R S * R 4. AMEFs de Diseños R R S * R 5. Diagramas de Flujos de Procesos R R S * R 6. AMEFs de Procesos R R S * R 7. Planes de control R R S * R 8. Estudios de Análisis de Sistemas de Med. R R S * R 9. Resultados Dimencionales R S S * R 10. Resultados de materiales, Desemp. Y Pbas. R S S * R 11. Estudios Iniciales de Procesos R R S * R 12. Documentación de Laboratorio Calificado R S S * R 13. Reportes de Aprob. de Apariencia (AARs) si aplica S S S * R 14. Producto de Muestra R S S * R 15. Muestra Maestra R R R * R 16. Ayudas para Chequeo R R R * R 17. Registros de Cumpl. con Reqs. Esp. de Cltes R R S * R 18. Certificado de Emisiones de Partes (PSW) S S S S R Lista de material a granel S S S S R
S = La organización debe emitirlo al cliente y retener una copia de los registros o ítems de documentación en las localizaciones apropiadas. R = La organización debe retenerlo en las localizaciones apropiadas y estar rápidamente disponibles al cliente bajo solicitud. * = La organización debe retenerlo en las localizaciones apropiadas y emitirlo al cliente bajo solicitud.
17

PPAP- 4:2006
SECCIÓN - 5 Estado de Emisión de Parte 5.1 Generalidades Por aprobación de una emisión, la organización debe asegurar que la producción futura continúa cumpliendo con todos los requerimientos de los clientes. NOTA: Para aquellas organizaciones que hayan sido clasificadas como “auto certificables” (emisión de PPAP nivel 1) por un cliente especifico y que sus emisiones de documentación requerida muestren aprobaciones de la organización, serán consideradas como aprobaciones de los clientes, a menos que a la organización se le haya sugerido otra cosa. 5.2 Estado del PPAP por el Cliente 5.2.1 Aprobado El status aprobado indica que la parte o material, incluyendo todos los subcomponentes, cumplen con todos los requerimientos del cliente. La organización es por tanto autorizada de embarcar cantidades de producción del producto, sujeto a las liberaciones derivadas de las actividades programadas del cliente. 5.2.2 Aprobación Provisional La aprobación provisional permite el embarque del material para requerimientos de producción en un tiempo limitado o cantidad de partes base. La aprobación provisional sólo será garantizada cuando la organización tenga:
• Claramente definido la aprobación preventiva de no cumplimiento; y • Un plan de acción preparado en acuerdo con el cliente. La reemisión de PPAP es
requerida al obtener un status de “aprobado”. NOTA 1: La organización es responsable de implementar y contener acciones para asegurar que sólo material aceptable se comienza a embarcar para el cliente. NOTA 2: Las partes con un status de “aprobación provisional” no son consideradas como aprobadas. El material cubierto por una aprobación provisional que no satisface el acuerdo del plan de acción, ya sea por la fecha de caducidad o la cantidad de embarque autorizada, será rechazado. No se autorizarán embarques adicionales a menos que una extensión de la aprobación provisional sea concedida. Para materiales a granel, la organización debe usar la forma para “Aprobación Provisional para Materiales a granel” o su equivalente (ver Apéndice F). 5.2.3 Rechazo Una aprobación rechazada significa que la emisión de PPAP no cumple con los requerimientos del cliente, basados en el lote de producción para el cual fue tomado y/o la documentación que lo acompaña. En tales casos, la emisión y/o el proceso, como es apropiado, debe ser corregida para cumplir con los requerimientos del cliente. La emisión debe ser aprobada antes de poder ser embarcadas las cantidades de producción.
18

PPAP- 4:2006
SECCIÓN 6 – RETENCIÓN DE REGISTRO Los registros de PPAP (ver 2.2) independientemente del nivel de emisión, debe ser mantenida por la cantidad de tiempo en que la parte sea más activa (ver glosario) más un año de calendario. La organización debe asegurar que el registro apropiado de un PPAP de una parte sustituida esté incluido en el archivo de PPAP, o referenciado en una nueva parte del archivo. NOTA: Un ejemplo de un registro documentado apropiado que debe ser transferido del antiguo archivo al archivo de nueva parte, sería una certificación de materiales de un proveedor de materia prima para una nueva parte que representa sólo un cambio dimensional del viejo número de parte. Esto podrá ser identificado por la realización de un “Análisis gap” para PPAP, entre los antiguos y los nuevos números de parte.
19

PPAP- 4:2006
Apéndice A - LLENADO Y TERMINACIÓN DE CERTIFICADOS DE EMISIONES DE PARTES (PSW)
INFORMACION DE LAS PARTES 1. Nombre de la Parte y 2. Número de Parte del Cliente: Nombre y Número de la Parte como ítem acabado y liberado por ingeniería. 2b. Org., Número de Parte: Número de Parte definido por la organización, en su caso. 3. Mostrado en el Número de Dibujo: El registro de diseño que especifica el número de parte del cliente a ser emitido. 4. Nivel de Cambio de Ingeniería & Fecha: Mostrar el nivel de cambio y la fecha del registro del diseño. 5. Cambios de Ingeniería Adicionales & Fecha: Listar todos los cambios de auditoria autorizados y no incorporados todavía en el registro de diseño pero que ya han sido incorporados a la parte. 6. Ítem Regulado/de Seguridad: “Si” si esto está indicado en el dibujo de la parte, de lo contrario “no”. 7. Número de Orden de Compra: Registrar este número como se encuentre en el contrato/orden de compra. 8. Peso: Registrar el peso actual en kilogramos y con cuatro decimales, salvo que se especifique otra cosa por el cliente. 9/10. No. de Ayuda para Chequeo, Fecha y Nivel de Cambio: Si es solicitado por el cliente, ingresar el número de ayuda para chequeo, el nivel de cambio y fecha. INFORMACION DE LA MANUFACTURA DEL PROVEEDOR 11. Nombre de la organización & Código proveedor/vendedor: Mostrar el nombre y código asignado a la localización de manufactura sobre la orden/contrato de compra. 12. Dirección, Región, Código Postal y País: Mostrar la dirección completa de la localización donde el producto fue manufacturado. Para “Región” , ingresar Estado, País, Provincia etc. INFORMACION EMITIDA POR EL CLIENTE: 13. Nombre del Cliente/División: Mostrar el nombre de la corporación y división o grupo de operaciones. 14. Comprador/Código del comprador: Registrar nombre y código del comprador. 15. Aplicación: Registrar el año de modelo, el nombre del vehículo o máquina,. transmisión, etc. INFORME DE MATERIALES: 16. Sustancias de interés: Registrar “Si” “No” o “a/n” IMDS/Otro formato del Cliente: Encierre “IMDS” u “Otro formato del cliente”, seleccionar la fecha en la que fue recibido la confirmación del cliente. 17. Identificación de Partes Polímeras: Seleccionar “Si” “No” o “n/a” RESULTADOS DE LA EMISIÓN 18. Para materiales a granel, adicionalmente marcar la caja apropiada, marcar “otro” y escribir “material a granel” en el espacio indicado. NIVEL DE EMISIÓN 19. Nivel de Emisión: Identificar el nivel de emisión solicitado por el cliente. RESULTADOS DE LA EMISIÓN 20. Checar los espacios apropiados para datos dimensionales, pruebas de materiales, pruebas de desempeño, evaluaciones de apariencia y estadísticos. 21. Checar el espacio apropiado. Si es o “No” ofrecer una explicación en “comentarios” en la sección inferior. 22. Moldes/Cavidades/Procesos de producción: pora instrucción ver 2.2.18 DECLARACIÓN23. ingresar el número de piezas fabricadas durante una corrida de producción significante. 24. Ingresar el tiempo (en horas) tomado para la corrida de producción significante. 25. Explicación/Comentarios: proporcionar comentarios que expliquen en los resultados de emisión cualquier desviación de la declaración. Adjuntar información adicional según sea apropiado. 26. Marcado y Numeración de Herramienta del Cliente: estando identificadas las herramientas del cliente de acuerdo con ISO/TS 16949 y cualquier especificación o requerimiento del cliente, responder “si” o “no”. Puede no ser aplicable a los proveedores internos de la OEM. 27. Firma autorizada de la organización: un responsable oficial de la organización, después de verificar que los resultados mostrados cumplen con todos los requerimientos del cliente y que toda la documentación requerida está disponible, debe aprobar la declaración y proporcionar el título, número de teléfono, número de fax y dirección de correo electrónico. SÓLO PARA USO DEL CLIENTE Dejar éste espacio en blanco.
20

PPAP- 4:2006
21

PPAP- 4:2006
22

PPAP- 4:2006
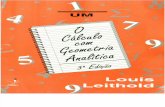
Apéndice B - Llenado y Terminación de Reportes de Aprobación de Apariencia 1. Número de parte del cliente: número de parte del cliente liberado por ingeniería. 2. Número de dibujo: uso del número de dibujo en el cual se muestra la parte si éste es diferente del número de parte. 3. Aplicación: registrar el año modelo y vehículo u otro programa en el cual la parte es usada. 4. Nombre de la parte: usar el nombre de la parte terminada sobre el dibujo. 5. Código del comprador: registrar el código para el comprador especifico de la parte. 6/7. E/C Nivel & Fecha: nivel y fecha del cambio de ingeniería y E/C para esta emisión. 8. Nombre de la organización: responsable de la organización para la emisión (si aplica incluir al proveedor). 9. Localización de manufactura: localización donde la parte fue manufacturada o ensamblada. 10. Código del proveedor/vendedor: código para la localización de la organización asignado por el cliente y donde la parte fue manufacturada o ensamblada. 11. Razón de la emisión: checar los cuadros que expliquen la razón de esta emisión 12. Fuentes de la organización e información de textura: listar todas las herramientas de superficie, fuentes de granos, tipos de granos y masters de granos y brillantez para checar la parte. 13. Evaluación la pretextura: a completarse por el representante del cliente (no usado por GM). 14. Sufijo de color: uso de un alfanumérico o numérico para identificación del color. 15. Datos de tristimulus: listado de datos numéricos (colorímetro) para la emisión de la parte y comparados con el master autorizado del cliente. 16. Número de master: registrar un alfanumérico como identificación del master (no usado por Ford). 17. Fecha del master: registrar la fecha en la cual el master fue aprobado. 18. Tipo de material: identificar el acabado superficial primero y substratos.(e.j., pintura/ABS) 19. Fuentes del material: identificar a los proveedores de la superficie primera y substratos. 20. Evaluación de color, matiz, valor, cromos, brillantez metálica y brillantez: evaluación visual por el cliente. 21. Subfijo de envío del color: afijo de número de parte del color o número del color. 22. Disposición de la parte: a ser determinado por el cliente (aprobado o rechazado). 23. Comentarios: comentarios generales por la organización o el cliente (opcional). 24. Firma y teléfono de la organización y fecha: certificación de la organización de que la
información del documento es exacta y cumple con todos los requerimientos especificados.
25. Firma del representante del cliente y fecha: firma de aprobación del cliente. LOS ESPACIOS DENTRO DE LAS LINEAS NEGRITAS SON SOLO PARA USO DEL CLIENTE.
23

PPAP- 4:2006
NOMBRE DE LA ORGANIZACION RAZÓN DE LA EMISÓN
EMISIÓN DE LA PARTE GARANTIA DE PRE-TEXTURA
NUMERO DE DIBUJO
APLICACIÓN (VEHICULOS)
CÓDIGO DE COMPRADOR
E/C NIVEL
MANUFACTURINGLOCATION
FECHA
PROVEEDOR / CODIGO DE VENDEDOR
OTRORE- EMISIÓN CAMBIO DE INGENIERÍA
PRIMER MUESTRA ESPECIAL DE PRODUCCÓN EMBARQUE
EVALUACIÓN DE APARIENCIA FUENTES DE LA ORGANIZACION E INFORMACION DE TEXTURA EVALUACIÓN DE
PRE-TEXTURA
CORRIJA Y PROCEDA
CORRIJA Y REMITA
APROVACIÓN DE TEXTURA
REPRESENTANTE AUTORIZADO DEL CLIENTE FIRMA Y FECHA
EVALUACIÓN DE COLOR SUBFIJO COLOR DATO TRISTMULUS
DL* Da* Db* DE* CMC
NÚMERO MAESTRO
FECHA MAESTRA
TIPO DE MATERIAL
FUENTE MATERIAL
MATIZ
RED YEL GRN BLU
VALOR CROMO BRILLO BRILLANTEZ METÁLICA
LIGHT DARK GRAY CLEAN HIGH LOW HIGH LOW
SUFIJO DEENVIO DE COLOR
DISPOSICIÓN DE PARTE
COMENTARIOS
FIRMA DE LA ORGANIZACIÓN
NO. DE TELÉFONO FIRMA DEL REPRESENTANTE AUTORIZADODEL CLIENTE
FECHA
March 2 0 0 6
REPORTE DE APROBACIÓN DE APARIENCIAGM Ford
FECHA
NO. DE PARTE NOMBRE DE LA PARTE
CFG-1002
1 2 3
4 5 6/7
8 9 10
11
1213
14 15 16 17 18 19
20
21
22
23
24 25
24

PPAP- 4:2006
NOMBRE DE LA ORGANIZACION RAZÓN DE LA EMISÓN
EMISIÓN DE LA PARTE GARANTIA DE PRE-TEXTURA
NUMERO DE DIBUJO
APLICACIÓN (VEHICULOS)
CÓDIGO DE COMPRADOR
E/C NIVEL
MANUFACTURINGLOCATION
FECHA
PROVEEDOR / CODIGO DE VENDEDOR
OTRORE- EMISIÓN CAMBIO DE INGENIERÍA
PRIMER MUESTRA ESPECIAL DE PRODUCCÓN EMBARQUE
EVALUACIÓN DE APARIENCIA FUENTES DE LA ORGANIZACION E INFORMACION DE TEXTURA EVALUACIÓN DE
PRE-TEXTURA
CORRIJA Y PROCEDA
CORRIJA Y REMITA
APROVACIÓN DE TEXTURA
REPRESENTANTE AUTORIZADO DEL CLIENTE FIRMA Y FECHA
EVALUACIÓN DE COLOR SUBFIJO COLOR DATO TRISTMULUS
DL* Da* Db* DE* CMC
NÚMERO MAESTRO
FECHA MAESTRA
TIPO DE MATERIAL
FUENTE MATERIAL
MATIZ
RED YEL GRN BLU
VALOR CROMO BRILLO BRILLANTEZ METÁLICA
LIGHT DARK GRAY CLEAN HIGH LOW HIGH LOW
SUFIJO DEENVIO DE COLOR
DISPOSICIÓN DE PARTE
COMENTARIOS
FIRMA DE LA ORGANIZACIÓN
NO. DE TELÉFONO FIRMA DEL REPRESENTANTE AUTORIZADODEL CLIENTE
FECHA
March 2 0 0 6
REPORTE DE APROBACIÓN DE APARIENCIAGM Ford
FECHA
NO. DE PARTE NOMBRE DE LA PARTE
CFG-1002
25

PPAP- 4:2006
DaimlerChrysler
NÚMERO DE PARTE:
PREVEEDOR/ CÓDIGO DEL VENDEDOR: NOMBRE DE LA PARTE: INSPECCIÓN DE INSTALACIONES: REGISTRO DE DISEÑO DE CAMBIO DE NIVEL:
DOCUMENTACIÓN DE CAMBIO DE INGENIERÍA:
ITEM ESPECIFICACIÓN/LIMITES
FECHA PRUEBA
PRUEBACALIDAD BIEN
MAL
DIMENSIÓN/ESPECIFICACIÓN
Production Part Approval Dimensional Test Results
ORGANIZACIÓN:
RESULTADOS DE MEDICIÓN DE LA ORGANIZACIÓN ( FECHA)
March 2 0 0 6
GM Ford
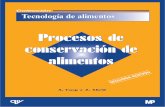
CFG-1003 Declaraciones globales respecto de la conformidad son inaceptables para cualquier resultado de la prueba.
Apéndice C - Resultados Dimensionales, Aprobación de la Parte de Producción
FECHA TÍTULOFIRMA
26

PPAP- 4:2006
DaimlerChrysler
NÚMERO DE PARTE:
PROVEEDOR/ CÓDIGO DEL VENDEDOR: NOMBRE DE LA PARTE:MATERIAL DEL PROVEEDOR: REGISTRO DE DISEÑO DEL CAMBIO DE NIVEL:PROVEEDOR ESPECÍFICO DEL CLIENTE/CÓDIGO DEL VENDEDOR: DOCUMENTACIÓN DEL CAMBIO DE INGENIERÍA:
NOMBRE DEL LABORATORIO: ESPECIFICATION /
LIMITESFECHA PRUEBA
CALIDAD
PROBADA BIEN MAL
RESULTADOS DE PRUBA DEL PROVEEDOR (FECHA)MATERIAL ESPEC. NO. / REV / FECHA
Apéndice D – Resultados de Prueba de Material, Aprobación de la Parte de Producción
Production Part Approval Test Results
ORGANIZACIÓN:
FECHA
TÍTULO
FECHA
March 2 0 0 6
GMFord
CFG-1004 Declaraciones globales respecto de la conformidad son inaceptables para cualquier resultado de la prueba.
27

PPAP- 4:2006
DaimlerChrysler
NÚMERO DE PARTE:
PROVEEDOR/ CÓDIGO DEL VENDEDOR: NOMBRE DE LA PARTE: NOMBRE DEL LABORATORIO: REGISTRO DE DISEÑO DEL CAMBIO DE NIVEL:PROVEEDOR ESPECIFICADO POR EL CLIENTE/CÓDIGO DEL PROVEEDOR: DOCUMENTACIÓN DE CAMBIO DE INGENIERÍA:
ESPECIFICACIÓN / LÍMITES
FECHAPRUEBA
CALIDADPROBADA BIEN
MAL
RESULTADOS DE PRUEBA DEL PROVEEDOR (FECHA) / CONDICIONES DE PRUEBA ESPECIFICACIÓN DE PRUEBA/ REV / FECHA
Production Part Approval Performance Test Results
ORGANIZACION:
March 2 0 0 6
GM Ford
CFG-1005 Declaraciones globales respecto de la conformidad son inaceptables para cualquier resultado de la prueba.
Apéndice E - Resultado de Pruebas de Desempeño Aprobación de la Parte de Producción
FIRMA TÍTULO FECHA
28

PPAP- 4:2006
Apéndice F - Requerimientos Específicos de Material a Granel F.1 Introducción La organización de materiales a granel debe cumplir con los requerimientos de este apéndice o usar los lineamientos aquí especificados para clarificación de un PPAP. Este documento es un requerimiento mínimo y puede ser complementado a discreción de la organización y/o cliente. F.2 Aplicación Las organizaciones son responsables de aplicar PPAP a sus proveedores de ingredientes que cuenten con características especiales designadas. Las aprobaciones de PPAPs de OEMs de un material a granel eliminan la necesidad de completar PPAPs para dicho material en otros niveles dentro de la cadena de suministros. Ejemplos de materiales a granel incluyen, pero no se limitan a: adhesivos y selladores, (soldadoras, elastómeros); químicos (enjuagantes, pulidos, aditivos, tratamientos, colores/pigmentos, solventes); recubrimientos (capas superiores, capas inferiores, primers, fosfatos, tratamientos de superficies); refrigerantes de motores (anticongelantes); tejidos; capas y laminados de capas; metales ferrosos y no ferrosos (acero a volumen, aluminio, bobinas, lingotes); fundición (arena/sílica, materiales de aleación, otros materiales); combustibles y componentes de combustible, vidrio y componentes de vidrio; lubricantes (aceites, grasas, etc.); monómeros, prepolímeros y polímeros (gomas, plásticos, resinas y sus precursores); y fluidos para desempeño (transmisión, dirección, frenos, refrigerante). F.3 Lista de Requerimientos para Materiales a Granel (ver 2.2) Para materiales de a granel, los elementos PPAP requeridos están definidos por la Lista de Requerimientos de Materiales de Volumen a Granel. Cualquier requerimiento específico del cliente debe ser documentado en la Lista de Requerimientos de Materiales en Volumen a Granel. Use la Lista de Materiales de granel como sigue:
• Fecha requerida: Para cada artículo enlistado en la lista de comprobación introduce una fecha objetivo para la terminación del elemento o introduce “NR” para No Requerido.
• Cliente o responsabilidad primaria: Es identificado por el nombre o la función del individuo quien revisará y aprobara el elemento.
• Organización o responsabilidad primaria: Es identificado por el nombre o la función del individuo quien reúna y asegure completamente el elemento a ser revisado.
• Comentarios y condiciones: Identificar cualquier información de calificación o referencias de documentos anexos que provean información específica con respecto al elemento. Por ejemplo, este podría incluir formatos específicos al ser usados por la matriz de diseño o tolerancias aceptables por los estudios de Análisis de Sistemas de Medición (MSA).
• Aprobado por: Ingresar las iniciales del representante autorizado del cliente quien ha recibido y aceptado el elemento.
• El plan estuvo de acuerdo por: Identificar a los individuos ( y sus funciones) que hicieron y acordaron sobre el plan del proyecto.
29

PPAP- 4:2006
Lista de Verificación de Requerimientos de Material a Granel Projecto:
Responsabilidad Primaria
Matriz de Diseño AMEF de Diseño Características Especiales del Producto Registro de Diseño Prototipo del Plan de Control Reporte de Aprobación de Apariencia Muestra Maestra Resultados de Prueba Resultados Dimencionales Ayudas para Chequeo Aprobación de Ingenieríal
Diagramas del Flujo del Proceso Proceso AMEF Características Especiales del Proceso Pre-lanzamiento del Plan de Control Producción del Plan de Control Análisis de Sistemas de Medición Aprobación Provicionall Validación del Producto y Proceso Estudio del Proceso Inicial Certificado de Emisión de Partes
Conexión del Plan del Cliente Requerimientos Específicos del Cliente Cambio de Documentación Concideraciones del Proveedor
Plan Acordado por: Nombre / Función Empresa / Título / Fecha
Verificación del Diseño y Desarrollo del Producto
Verificación de Diseño y Desarrollo del Proceso
Elementos que se han Completado según sea necesario
Requerido / Tarjeta Fecha
Comentarios/ Condiciones
Aprobado por / fechaCliente Organización
30

PPAP- 4:2006
F. 4 Matrices de diseño
F.4.1 Introducción
Los proveedores de materiales a granel generalmente tratan con la química y funcionalidad de los productos a diseñar. El uso de estas sugerencias llevará al mismo punto final de los AMEF de diseño completo, pero con una mayor aplicación a materiales a granel. Para materiales a volumen, debe prepararse una matriz de diseño, cuando ésta se requiera, previo al desarrollo de un AMEF de diseño. Una matriz de diseño determina las interacciones complejas de los ingredientes de la fórmula, de las características de los ingredientes, de las características del producto, de las restricciones del proceso y de las condiciones para uso del cliente. Los ítems de alto impacto pueden entonces ser analizados en forma efectiva en los AMEF de diseño.
F.4.2 Elaboración de Matrices de Diseños
Esta matriz correlaciona expectativas de los clientes con ítems de diseños de productos. Las matrices de diseño se construyen en relación al ejemplo siguiente: 1. Listar las funciones en el eje horizontal (atributos deseados/modos de fallas potenciales). 2. Listar los ítems de diseño como causas potenciales (categoría/características) en el eje vertical:
• Ingredientes de la fórmula • Características de los ingredientes • Características del producto • Restricciones del proceso • Condiciones para uso (restricciones del proceso del cliente)
3. Para cada ítem de diseño, registrar los niveles de rangos y unidades de las entradas robustas actuales. 4. Correlacionar las causas potenciales con los modos de fallas potenciales usando un número letra o símbolo que represente el impacto o fuerza de la relación. Preguntar qué sucedería si al ítem de la causa potencial se le permitiera ir fuera del rango mínimo o máximo robusto. 5. Después de la terminación de rangos en las Matrices de Diseño, revisar las categorías/características para una evaluación preliminar las características especiales. Designar cualquier característica especial en la columna 1. 6. Las causas potenciales de alto impacto negativo son transferidas a los AMEFs de diseño para análisis.
31

PPAP- 4:2006
32

PPAP- 4:2006
F.5 AMEF de Diseño (ver 2.2.4) F.5.1 Efectos de Fallas y Rangos de Severidad Los dos pasos siguientes proveen un método alternativo para identificar el efecto potencial de falla, asignando un rango de severidad. Lista de efectos de fallas
Efectos de consumo – Términos generales, identificando la pérdida experimentada por el usuario final de éste producto. (ej., el comprador del vehículo)
Efectos del cliente – términos generales identificando la pérdida experimentada por el usuario intermedio de su producto (ej. El fabricante del vehículo)
Asignación de un rango de severidad para cada efecto
Ver la definición de severidad y criterios de evaluación en el manual de referencia Análisis de Modos y Efectos de Fallas Potenciales.
La meta para cada uno de los ítems que multiplican al número prioritario de riesgo, es la diferencia entre los puntos en ésta categoría.
La siguiente figura muestra una guía para rangos de severidad. Si tu situación sólo usa una pequeña porción de la escala entonces desarrolla tu propia escala para mejorar la diferenciación. Si tu situación es mayor que dos niveles atrás del consumidor final, entonces la figura guía debería ser ajustada para reflejar los efectos que serán percibidos por el cliente de tu cliente.
33

PPAP- 4:2006
Efectos de las Fallas y Rangos de Severidad
Accionista Severidad Consumidor Problema de Seguridad del Dueño 10 (ej., comprador del Insatisfacción Mayor del Dueño (Perdida de Lealtad) 8 vehículo) Insatisfacción Moderada del Dueño (Inconveniencia) 6
Insatisfacción Menor del Dueño (Molestia) 4 Consumidor Problema de Seguridad en Planta 10 (ej., fabricante del Posible Retiro 9 vehículo) Paro de Línea 8
Costos por Garantías 7 Scrap (Desperdicio) 7 Penalización Legal 7 Retrabajo Moderado (ej.,< 20% o una rep. simple) 5 Insatisfacción en Planta 4 Retrabajo Menor (ej.,< 10% o una rep. simple) 3
F.5.2 Causa(s)/Mecanismos Potenciales de Fallas y Matrices de Diseño
Los mecanismos son generalmente descritos sobre o bajo una cierta entrada. Estas entradas definen los límites de las aprobaciones de productos y requerimientos subsecuentes para notificaciones de cambios.
F.5.3 Rangos de Probabilidad de Ocurrencia
El siguiente paso ofrece un método alternativo para asignar rangos de ocurrencia.
Rangos de Ocurrencia- La escala de rangos en el manual de referencia de Análisis de Modos y Efectos de Fallas Potenciales es difícil relacionarla con materiales a granel y generalmente resulta en números muy bajos y con diferencias pequeñas en el riesgo final. Se recomienda la siguiente matriz con un reemplazo. Ésta evalúa la frecuencia de ocurrencia con base a las evidencias observadas que el formulador tiene en los diseños.
Matriz de Ocurrencia: Formulación del Rango
de Ocurrencia Tipo de Evidencia BAJA MODERADA ALTA Experiencia Actual 1 4 7 Experiencia Similar 2 5 8
Suposición 3 6 9 Sin Soporte 10
Experiencia Actual: Obtenida de experimentación apropiada sobre el producto final específico y el modo de la falla potencial. Experiencia Similar: Basada en productos o procesos simillares y el modo de la falla potencial. Suposición: Basada en un claro entendimiento del impacto químico del material y el modo de la falla potencial.
Efectos de Fallas
FRECUENCIA
De las matrices de diseño (si éstas se usan) se enlistan las características de alto impacto negativo y las causas potenciales de las fallas asociadas a los modos de fallas potenciales mismas.
Clarificación de rangos de frecuencia:
• Alto es definido como – Fallas repetitivas • Moderado es definido como – Fallas ocasionales • Bajo es definido como – Relativamente pocas fallas
34

PPAP- 4:2006
F.5.4 Controles de Diseño Actuales Controles de Diseño: En complemento al manual de referencia de Análisis de Modos y Efectos de Fallas Potenciales, los controles de diseño de materiales a granel pueden también incluir: • Diseños de experimentos (DOEs)- Listar números de experimentos.
• Pruebas de validación y corridas de pruebas de los clientes- ej. Paneles y salpicaderas sucias referencia. (Listar números de referencia de los clientes). • Protocolos de pruebas- Listar los métodos de pruebas y procedimientos de operación estándar. • Variaciones en las especificaciones del proveedor. • Formulación de rangos de prácticas robustas. Los controles de diseño identificados por un número debieran estar disponibles de manera que el contenido relevante de dicho control pueda entenderse. F.5.5 Rangos de Probabilidad de Detección El siguiente paso ofrece un método alternativo para asignar rangos de detección. Detección de Rangos- La escala de rangos en el manual de referencia de Análisis de Modos y Efectos de Fallas Potenciales es difícil relacionar con materiales a granel y generalmente resulta en números muy bajos con pequeñas diferencias en el riesgo final. Puede usarse la siguiente matriz. Esta evalúa a la detección como la habilidad de los controles de diseño actuales de detectar realmente causas y/o modos de fallas basadas en el rango de especificación del porcentaje R&R estimado (ver el manual de referencia MSA) y la evidencia de calidad. Matriz de Detección:
Detección por Control de Diseño
Método de Prueba R&R
Evidencia de Calidad < 30% 30% - 100% > 100%DOE (Análisis de Superficies
de Respuesta) 1 2 7
Experimentos Seleccionados
3 4 8
Suposición/Experiencia 5 6 9 Sin Evidencia 10
DOE (Análisis de Superficies de Respuesta): Espacios de diseños simétricos analizados con herramientas estadísticas apropiadas. Experimentos Seleccionados: Diseño seleccionado o evaluación a escala estratégicamente hecha para desarrollar
DOE.
35

PPAP- 4:2006
Suposición/Experiencia: Información/Datos basados en productos o procesos similares. NOTA: Se sugieren los límites R&R arriba indicados a menos que se acuerde otra cosa entre el cliente y la organización. Los cálculos R&R pueden basarse inicialmente en las entradas de las matrices de diseño. F.6 AMEFs de Procesos (ver 2.2.6) Tablas de Rangos para AMEFs de Procesos RANGOS DE SEVERIDAD
Severidad del Efecto Rango Muy Alta: El modo de la falla potencial puede generar una falla en campo (9), o constituir un riesgo de seguridad o incumplimiento con alguna regulación gubernamental (10).
9 – 10
Alta: Alto grado de insatisfacción del cliente debido a la naturaleza de la falla. Puede causar serias interrupciones en el procesamiento subsecuente del producto o generar un incumplimiento en el producto con respecto a sus especificaciones de venta. Puede generar una reclamación del cliente o devolución del producto. Es muy probable que se detecte la falla durante las pruebas del producto final del cliente.
7 – 8
Moderada: la falla causa alguna insatisfacción en el cliente y puede generar alguna reclamación del cliente mismo o limitación en la vida de anaquel. El cliente puede requerir hacer modificaciones o ajustes a su proceso para disponer del material. Es muy probable que el problema se detecte como parte de la inspección recibo o previo a su uso (4). El problema se detecta durante el procesamiento (5). El problema se detecta en pasos subsecuentes al procesamiento (6)
4 – 6
Baja: Falla que causa sólo una ligera molestia al cliente. El cliente avisa sólo de un ligero deterioro o inconveniencia con el producto o el procesamiento del producto mismo.
2 –3
Menor: Se espera en forma razonable la naturaleza de una falla menor que no causaría algún efecto real en el producto o en su procesamiento por el cliente. Probablemente el cliente ni siquiera note la falla.
1
RANGOS DE OCURRENCIA
Frecuencia de las Fallas Rango Muy Alta: La falla es casi inevitable. Se desarrollan pasos adicionales para tratar las fallas. 9 – 10 Alta: Procesos similares han experimentado fallas repetitivas. El proceso no está en control estadístico.
7 – 8
Moderada: Procesos similares han experimentado fallas ocasionales, pero no en altas proporciones. El proceso está en control estadístico.
4 – 6
Baja: Procesos similares han experimentado fallas aisladas. 3 Muy Baja: Procesos casi idénticos sólo han experimentado fallas aisladas. 2 Remota: Falla poco probable. No existen fallas asociadas con procesos casi idénticos. El proceso está en control estadístico.
1
RANGOS DE DETECCIÓN
Probabilidad y Ubicación en el Proceso en que el Defecto es Detectado Rango Certeza Absoluta de No Detecciones: Los controles no detectan o pueden detectar la existencia de algún defecto.
10
Muy Baja: Los controles de la organización probablemente no detecten la existencia del defecto, pero el defecto puede detectarse por el cliente.
9
36

PPAP- 4:2006
Baja: Los controles pueden detectar la existencia del defecto, pero la detección puede no ocurrir sino hasta el empaque.
7 – 8
Moderada: Es probable que los controles detecten la existencia de alguna falla, pero hasta que se hayan completado las pruebas de aceptación del lote. Las pruebas con un alto grado de variabilidad tendrán un rango más alto.
5 - 6
Alta: Los controles cuentan con una buena probabilidad de detectar la existencia de algún defecto antes de que se haya completado el proceso de manufactura. Se utilizan pruebas de proceso para monitorear el proceso de manufactura.
3 – 4
Muy Alta/Anticipada: Certeza casi total de que los controles detecten la existencia de algún defecto antes de que el producto se desplace al siguiente paso en su proceso de manufactura. Las materias primas importantes son controladas a través de especificaciones de la organización.
1 - 2
F.7 Características Especiales F.7.1 Introducción Si las características/atributos de los productos pueden tener un variación normal que resulte de un movimiento fuera de su rango robusto conforme fue diseñado y el cual resulte en un impacto significativo, éstos deben ser designados como especiales y deben ser controlados por métodos o mecanismos especiales. Características Especiales – Tabla de Clarificación
Clarificación Ejemplo 1 Características Especiales
Para Materiales a Granel, una ocurrencia frecuente es la transformación de material a granel a producto final Las diferencias entre características de material a granel (propiedades del producto suministrado) y los atributos finales (propiedades del producto transformado) debiera entenderse Durante la fase de diseño, las características del producto pueden ser controles para los atributos del producto final. (Esto no implica que sean características de control). Durante la manufactura de material a granel, los parámetros de proceso son las características de control Durante la transformación de material a granel a producto final, tanto las características del material a granel como los atributos del producto final pueden ser controlados por las características de control del proceso del cliente.
Ilustraciones de flujos de materiales seguidas a lo largo del producto final (ej., % de sólidos de Resina A, % de UVA esperado). Estas no necesariamente se espera que sean Características Especiales. Ejemplos de características del producto son: viscosidad, % de sólidos de NV, % de Resina “A”. Ejemplos de atributos de producto final son: apariencia, construcción de capa, seguridad bajo FMVSS, durabilidad Ejemplos de parámetros del proceso durante la manufactura (características de control) son: temperatura, presión, proporción de mezcla, protocolo de pruebas. Ejemplos de parámetros del proceso en transformación por el cliente (características de control) son: flujo del fluido, temperatura/humedad, presión de aire.
2 Símbolos para Características Especiales Identificadas por los Clientes
La organización pueden usar sus propios símbolos internos para designar Características Especiales en sus propios documentos de trabajo Para Características Especiales
La organización puede elegir el usar “S” (Seguridad), o “sp” (especial) o “K” (Clave), etc.
37

PPAP- 4:2006
Identificadas por los clientes, se usan los símbolos específicos de los clientes para la documentación requerida por los clientes mismos y las etiquetas de envío requeridas
Se usa el escudo, la delta o diamante designado por los clientes cuando se requiera para identificación por los clientes mismos.
F.7.2 Elaboración de Características Especiales Para clarificaciones, la siguiente figura intenta demostrar el flujo de características especiales de la serie de suministros.
Ilustración del flujo de materiales hasta el producto final:
Ítem A (Pintura) Ítem B (Pintura) Ítem C (Sellado)dor (Nivel II) Proveedor (Nivel II) Proveedor (Nivel II)
del Matl. a Vol. Características del Matl. a Vol. Características del Matl. a Vol. (Materia Prima) (Materia Prima)
de Solidos de Resina "A" Prueba de Pureza de UVA Viscosidad del Polimero
dor (Nivel II) Proveedor (Nivel II) Proveedor (Nivel II) de Ctl. En Manfra Características de Ctl. en Manfra Características de Ctl. en Manfra
mperatura de S. de Resina Tiempo de Reposo en R. Final Propor. de Alim. en Final
Proveedor (Nivel I) Proveedor (Nivel I) Proveedor (Nivel I) Características del Prod. a Vol. Características del Prod.a Vol. Características del Prod.a Vol. Viscosidad de Pintura % de UVA esperado % de Polímero en sellado
Proveedor (Nivel I) Proveedor (Nivel I) Proveedor (Nivel I) Características de Ctl. En Manfra Característica de Ctl.en Manfra Característica de Ctl.en Manfra
Propor. de Mezcla en Tanque Calibracion de Escala Propor. de Alim. de Polímero
Característica de Control por Característica de Control por Característica de Control por Transformacion del Cliente Transformación del Cliente Transformación del Cliente% de Reducción del Solvente Flujo del Fluido (p/ C. de Capa) Tamaño de
Extrusión
Atributo Final del Producto Atributo Final del Producto Atributo Final del Producto C. de Capa; Libre de Bolsas Durabilidad Excelente Sellado Libre de Fugas
ProveeCaracterísticas (Materia Prima)%
ProveeCaracterísticas
Te
38

PPAP- 4:2006
F.8 Planes de Control (ver 2.2.7) F.8.1 Introducción Los planes de control de materiales a granel sirven como un mecanismo para: • Resaltar características especiales del producto/proceso y sus controles. • Integrar fuentes de métodos de control, instrucciones y límites de Especificaciones/tolerancias y reverenciándolas en un documento. Adicionalmente, estos planes de control no tienen la intención de reproducir límites de especificaciones y/o tolerancias que existan en otras fuentes de control tales como instrucciones de trabajo y protocolos de pruebas. F.8.2 Elaboración de Planes de Control Hacer referencia al formato de Plan de Control especificado por el cliente (ej. referenciados en el manual de APQP, Planeaciones Avanzadas de Calidad de los Productos y CP, Planes de Control.)
• Prototipos (cuando se requieran)- Listado de pruebas, evaluaciones y sus especificaciones/tolerancias asociadas para evaluar una formulación experimental o de desarrollo. Este puede ser un Plan de Control para un producto específico.
• Prelanzamiento- Documentación de las características de control del producto/proceso,
los controles del proceso que afecten características especiales, las pruebas asociadas y los sistemas de medición empleados durante el incremento del producto y previo a la producción normal.
• Producción- Documentación de las características de control del producto/proceso, controles del proceso que afecten características especiales, pruebas asociadas y sistemas de medición empleados durante la producción normal. Pueden incluirse ítems adicionales a discreción de la organización.
Los Planes de Control de prelanzamientos y producciones pueden aplicarse a familias de productos o procesos específicos.
39

PPAP- 4:2006
F.9 Estudios de Análisis de Sistemas de Medición (MSA) (ver 2.2.8) Los materiales a volumen a menudo requieren un procesamiento adicional después de algún muestreo a fin de hacer algunas mediciones. Las mediciones son a menudo de origen destructivo y esto previene el volver a hacer pruebas en las muestras mismas. La variabilidad en las mediciones es a menudo mucho más grande para propiedades importantes en la industria de procesos (ej., viscosidad y pureza) que en propiedades medidas en la industria mecánica (ej., dimensiones). Las mediciones pueden contabilizarse en un 50% o más de la variación total observada. A menudo se siguen métodos de prueba estandarizados (ej,. ASTM, AMS, ISO). La organización no requiere de reverificar sesgos, linealidades, estabilidades y R&R de calibradores. Debieran aplicarse estudios MSA para cualquier método de prueba asociado con características especiales, y no para cada producto individual medido por el método de prueba en cuestión. Por tanto, los estudios MSA debieran conducirse lo más ampliamente posible sobre todos los productos que usen un método de prueba particular. Si la variabilidad resultante no es aceptable, debieran conducirse estudios en un grupo o clase de productos más cerrada o tomarse acciones para mejorar el método de prueba.
F.10 Estudios Iniciales de Procesos para Características Especiales (ver 2.2.11) La manufactura de materiales a volumen es de industrias que se extienden en una gran variedad de procesos de producción, desde productos de alto volumen hasta productos especializados y fabricados en pequeñas cantidades, no más de una o dos veces por año. A menudo el proceso de producción está completo o puesto ya en operación una vez que se han probado suficientes muestras. Para el tiempo en que el producto se vuelva a hacer, puede ser que el personal y/o equipo ya han cambiado. También, éstos procesos cuentan con una gran cantidad de variables de entrada, variables de control y una gran variedad de variaciones del producto mismo. No existen linealidades – significando por ejemplo que la repetición de los cambios en una entrada particular no necesariamente repiten los cambios en un resultado. Los efectos y relaciones entre todas estas variables y controles no son generalmente conocidos sin error. Los procesos múltiples son generalmente interconectados y algunas veces con ciclos de retroalimentación. Existen también consideraciones de tiempo y retrasos en los tiempos de reacción. Además, las mediciones de las variables componentes son generalmente menos precisas que las mediciones de las partes componentes, de tal forma que en muchos casos deben usarse variables correlacionadas. F.11 Muestras Maestras (ver 2.2.15) F.11.1 Introducción Los requerimientos para muestras maestras o un equivalente debieran ser acordados entre el cliente y la organización. Muestras Físicas: Algunos materiales a granel son estables y no cambian en un periodo de tiempo extenso (ej., éstos no cambian de manera significativa su composición física o química,
40

PPAP- 4:2006
si son almacenados apropiadamente por décadas). En este caso, una muestra física sirve como muestra maestra. Reporte de Muestras Analíticas: Otros materiales a granel cambian en el tiempo, pero pueden ser cuantificados por técnicas analíticas apropiadas. En éste caso el reporte analítico (ej., espectros ultravioleta o infrarojos, análisis espectrométricos por absorción atómica o masa cromatografica de gases) es una muestra maestra apropiada. Reporte de Muestras de Manufactura: Cuando los materiales a maestra no pueden identificarse de manera distintiva o cambian en el tiempo, debiera generase un reporte de muestras de manufactura. El reporte debiera incluir la información requerida para fabricar una corrida de “un tamaño de producción normal” (lote), y de acuerdo con el “plan de control para producción” final que dé soporte al certificado de emisión de partes (PSW). Este reporte ofrece un “Intento de auditoría” a la información que puede ser almacenada en varios documentos y/o sistemas electrónicos. La siguiente es la información básica sugerida para realizar esta tarea: • La cantidad de producto fabricada. • Los resultados de desempeño importantes. • Las materias primas utilizadas (incluyendo fabricante, # de lote, y registros de propiedades
importantes). • El equipo crítico requerido para fabricar el material a granel. • Reportes de muestras analíticas, conforme se describe previamente, sobre el material
como fue producido. • Ticket de la cantidad usado para manufacturar el material a granel.
41

PPAP- 4:2006
F.11.2 Ejemplos de Reportes de Muestras Maestras en la Manufactura de Pintura Las siguientes figuras muestran ejemplos de reportes de muestras maestras en la manufactura de pintura:
MFG. DATEProducto Name: formula Date
TESTING INFORMACIONNAME
Operador Initials
Add in order, with mixing
Crosslinker
ContainersFilteringLabeling
Paint Mfg Master Sample Record - Batch / Lof Mfg. Record
Equip. ID.: _______
Test Method Specifications
NumberProducto Code:
Lbs/Gals Req́ d.:_____________________________
MFG. LOCATION:
10.50 - 10.7057 - 61%
30 - 40 Secs
Resin A
Wt/Gallon% Non Volatile
Viscosity
TM001TM004TM003
Resin B
Control temperature of mix. Not to exceed 105°F. Temperature recorded =__________
Date/TimeLot/Tank #Amt. LoadedAmt.Ingredients
12/05/1997 10:25:00 a.m.
FILLING INSTRUCTIONS
100 lbs 100Lbs AC250
42

PPAP- 4:2006
Reporte de Muestras Master en la Manfra. de Pintura - Resultados de Pruebas de Productos Código del Producto: xxR-yyyyy Nombre del Producto: Cubierta de base blanca Localización de la Manufactura: Planta #1 Fecha Lote # Tamaño del
Lote Peso/Galones TM001
% No Volátil TM004
Viscosidad TM003
Iniciales Notas
Galones 10.50 – 10.70 57 – 61% 30 – 40 Secs
12/5/97
1x97 1000 10.59 59.6 34 OK
Reporte de Muestras Maestras en la Manufactura de Pintura-Certificado de Análisis de ingredientes
Certificado de Análisis
Nombre del Material: Resina formadora de capa No. De Lote/Batch: AB345 Código del Material: Resina A Requerimientos de Especificaciones Resultado de Min. Max. Lote/Batch Propiedad % No Volátil 57% 61% 58.8% (TM 004) pH 7 7.3 7.2 (TM005) Firma del Certificado: Fecha: F.12 Certificados de Emisiones de Partes (CFG-1001) [ver 2.2.18]
Un Certificado de Emisión de Partes PSW, debe emitirse para aprobación cuando lo requiera el cliente. Si algún cliente acuerda no requerir un PPAP, no es necesario preparar algún certificado. La información requerida para certificados de emisiones que no aplique a materiales a granel (ej., pesos de las partes, mediciones dimensionales) no es necesario que se suministren.
Para aquellas organizaciones que hayan sido clasificadas como “auto certificables” por un cliente específico, la emisión de un certificado firmado por la organización solamente debe ser evidencia de aprobación de un PPAP, a menos que a la organización se le recomiende otra cosa. Para todas las demás organizaciones, las evidencias de aprobaciones de PPAP deben ser un certificado firmado por el cliente y la organización u otros documentos de aprobación del cliente.
43

PPAP- 4:2006
F.13 Aprobaciones Provisionales (ver sección 5.2.2) La mayoría de los productos logran una aprobación total previo a su uso inicial. En los casos en que no pueda obtenerse una aprobación total, puede otorgarse una “aprobación provisional de material a granel”. Se muestra un formato para esto en la página; pueden usarse otros formatos.
LLENADO Y TERMINACION DEL FORMATO PARA APROBACIONES PROVISIONALES DE MATERIAL A VOLUMEN/GRANEL. 1. NOMBRE DE LA ORGANIZACIÓN: Nombre asignado a la localización de manufactura de
la organización. 2. NOMBRE DEL PRODUCTO: Nombre del producto designado por la organización- y
conforme es identificado en los documentos liberados de ingeniería del cliente. 3. CÓDIGO DEL PROVEEDOR/VENDEDOR: Código (# de D.U.N.S. o un equivalente)
asignado a la localización de manufactura conforme se muestre en la orden de compra del cliente.
4. ESPECIFICACIONES DE INGENIERÍA: Especificaciones identificadas por el cliente y a través de las cuales el producto es aprobado y liberado.
5. LOCALIZACIÓN DE MANUFACTURA: Dirección física de la localización de manufactura conforme es mostrado en la orden de compra del cliente .
6. # DE PARTE: Número de parte del cliente. 7. # DE CAMBIO DE INGENIERÍA: Nivel o número de revisión que identifica la fórmula. 8. FECHA DE FÓRMULA: Fecha de liberación de ingeniería de la fórmula identificada ésta en
el ítem #7. 9. FECHA DE RECIBIDO: Sólo para uso del cliente. 10. RECIBIDO POR: Sólo para uso del cliente (representante del cliente). 11. NIVEL DE EMISIÓN: Nivel de emisión (1-5) en que la organización le es requerido
conforme es definido por el cliente. 12. FECHA DE EXPIRACIÓN: Fecha en que la aprobación provisional expira. 13. CÓDIGO DE RASTREO: Sólo para uso del cliente. 14. FECHA DE RE-EMISIÓN: Fecha en que la organización vuelve a emitir una aprobación
para producción. 15. STATUS: Para cada ítem, registrar el código apropiado (NR- no se requiere, A- Aprobado,
I- Provisional). 16. CANTIDAD ESPECIFICA DE MATERIAL AUTORIZADO: Se utiliza cuando la aprobación
provisional especifica una cantidad particular de volumen de producto. 17. AUTORIZACIÓN DE PRUEBA PARA PRODUCCIÓN: Liberación de ingeniería del cliente
autorizando el uso del producto en las instalaciones del cliente mismo. 18. RAZÓN(ES) PARA UNA APROBACIÓN PROVISIONAL: Indicar la razón para una solicitud
provisional. 19. ASPECTOS A RESOLVER, FECHA DE CUMPLIMIENTO ESPERADA: Para cada ítem
marcado como “I” en #15, ofrecer detalles explicativos relativos a aspectos del problema y determinar una fecha para la resolución del problema mismo.
20. ACCIONES A LOGRAR DURANTE EL PERIODO PROVISIONAL, FECHA DE EFECTIVIDAD: Lo que se va hacer para asegurar contención del producto defectuoso, fecha de implantación de las acciones y criterios de terminación necesarios para finalizar la necesidad de continuar con dichas acciones o sus elementos individuales.
21. FECHA DE REVISIÓN DE AVANCES: Actualización de avances en la resolución del problema, generalmente en el punto medio de la fecha de expiración dentro del periodo provisional.
44

PPAP- 4:2006
22. FECHA EN QUE EL MATERIAL SE REQUIERE EN PLANTA: Fecha en que el material se requiere en la localización del cliente.
23. ¿ACCIONES A TOMAR PARA ASEGURAR QUE EMISIONES FUTURAS CUMPLIRAN CON TODOS LOS REQUERIMIENTOS DE UN PPAP BAJO FECHAS PROMESA DE MUESTRAS? ¿Por qué no volverá a suceder otra vez?
24. ORGANIZACIÓN: Personal responsable y autorizado oficial de la organización para asegurar el cumplimiento de las acciones y fechas arriba mencionadas.
25. INGENIERÍA DEL PRODUCTO: Firma, nombre y teléfono del ingeniero de producto y fecha.
26. INGENIERÍA DE MATERIALES: Firma, nombre y teléfono del ingeniero de materiales y fecha.
27. INGENIERÍA DE CALIDAD: Firma, nombre y teléfono del ingeniero de calidad y fecha. 28. NÚMERO DE APROBACION PROVISIONAL: Sólo para uso del cliente.
45

PPAP- 4:2006
46

PPAP- 4:2006
NOMBRE DE LA ORGANIZACIÓN: NOMBRE DEL PRODUCTO:CÓDIGO DE PROVEEDOR: ESP. ING.:LOCALIZACIÓN DE MANUF.: # DE PARTE: # CAMBIO DE ING.: FECHA DE FÓRMULA:RECEIVED DATE: RECIBIDO POR:NIVEL DE EMISIÓN: FECHA DE EXPIRACIÓN:CÓDIGO DE RASTREO: FECHA DE RE-EMISIÓN:
ESTADO: (NR - N o R equerido , A - A probado,P - IProvisionalMatriz de Diseño D AMEF: Características Especiales del Producto Aprobación de IngenieríaPlan de Control P AMEF: Caaracterísticas Especiales del Proceso Diagrama de Flujo del ProcesoResultados de Prueba Estudio de Proceso: Resultados Dimencionales Muestra Maestra Estudios de Sistemas de M edición: Reporte de Aprobación de Apariencia
CANTIDAD ESPECÍFICA DE MATERIAL AUTORIZADO (SI APLICA):AUTORIZCIÓN DE PRUEBA PARA PRODUCCIÓN:RAZONES PARA UNA APROBACIÓN PROVICIONAL:
ACCIONES A LOGRAR DURANTE EL PERIODO PROVISIONAL, FECHA DE EFECTIVIDAD:
FECHA DE REVISIÓN DE AVANCES: FECHA DEL MATERIAL EN LA PLANTA: QUÉ ACCIONES SE ESTÁN LLEVANDO A CABO PARA ASEGURAR QUE LAS FUTURAS EMISIONES SE AJUSTARÁN A LOS REQUERIMIENTOS PPAP PARA MATERIAL A GRANEL PARA LA FECHA DE LA MUESTRA PROMETIDA?
PROVEEDOR (FIRMA DE AUTORIZACIÓN) TÉLEFONO: (NOMBRE DE IMPRESIÓN) FECHA:
APROBACIÓN DEL CLIENTE: TELÉFONO: FECHA:
ING. DEL PRODUCTO (FIRMA)
(NOMBRE DE IMPRESIÓN) ING. DE MATERIALES. (FIRMA)
(NOMBRE DE IMPRESIÓN) ING. DE CALIDAD (FIRMA)
(NOMBRE DE IMPRESIÓN) NO. DE APROBACIÓN PROVISIONAL:
FORMATO DE APROBACIÓN PROVISIONAL PARA MATERIAL A GRANEL
ASPECTOS A RESOLVER, FECHA DE CUMPLIMIENTO ESPERADA
47

PPAP- 4:2006
F. 14 Conexión de la Planta con el cliente F.14.1 Responsabilidades de los Clientes La conexión con la planta de los clientes es una responsabilidad compartida entre la organización de materiales a granel y el cliente. Esta conexión define la interacción entre los pasos de procesamiento específicos de la planta del cliente con las características especiales y los atributos del producto final del material a granel. Esta interacción es especialmente significativa cuando los materiales a granel conllevan transformaciones químicas o físicas. Tres componentes clave en la conexión con la planta de los clientes son el desarrollo de una matriz de proceso con el cliente (ver ejemplo siguiente), la determinación de características especiales a partir de la matriz de procesos del cliente y la preparación de un plan de control que dirija en forma sistemática acciones correctivas. Es altamente recomendable, para materiales a granel, conducir los pasos bosquejados en esta sección de “conexión con la planta de los clientes”. NOTA: No es intención de un PPAP el comprometer información privilegiada.
F.14.2 Clarificaciones sobre la Conexión con la Planta del Cliente Lo siguiente aplica para materiales que son transformados de material a granel (ej., lata de pintura) a producto final (ej., capa de pintura curada). Esto puede no aplicar a todos los materiales a granel (ej., líquido de limpiadores, aceite del motor, etc.). Se reconoce que la organización tiene la responsabilidad de enviar el producto al cliente con las características del material a granel bajo acuerdo entre la organización y el cliente. El impacto en la transformación de materiales a granel por la planta del cliente sobre atributos del producto final puede tomarse en cuenta para el proceso de aplicación del cliente mismo. Durante la transformación de producto granel a producto final, tanto las características del producto granel como los atributos del producto final pueden ser impactados por los controles de proceso del cliente. Un PPAP no requiere un AMEF de procesos o un Plan de Control para el proceso del cliente. Dado que ciertos productos son frecuentemente dos productos en si (producto a granel y terminado), existe una cierta responsabilidad compartida para los atributos del producto final. Por ejemplo, el porcentaje de sólidos y la viscosidad de un recubierto de material a granel el cual impacte en los atributos de construcción de la capa de recubrimiento final, pueden ser afectados por un porcentaje de reducción de solvente en el cuarto de mezclas del cliente. El parámetro de proceso de reducción del porcentaje puede entonces ser controlado para orientarse al control de la construcción de capa. Los pasos del proceso en las plantas del cliente pueden desarrollarse en matrices contra características especiales (determinadas éstas en forma conjunta entre la organización y el cliente). Cuando un alto impacto sea evidente, estos pasos del proceso pueden ser analizados bajo la metodología de AMEF de procesos.
Las características especiales pueden entonces ser determinadas e incluidas en un Plan de Control por el proceso del cliente. Estos ítems de características de control especiales pueden ser monitoreados y mejorados continuamente.
48

PPAP- 4:2006
F.14.3 Lineamientos sobre la Conexión con la Planta del Cliente El siguiente es un conjunto de lineamientos recomendados por la planta del cliente en la implantación de controles de procesos para materiales a granel.
1. Integrar equipos multifuncionales de personal de los clientes para cada área de proceso del cliente mismo. Incluir representantes la organización en cada equipo.
2. Seleccionar coordinadores para cada equipo- éstos son los dueños del proceso del cliente (ej., jefe de ingeniería de procesos, supervisor del área, etc.)
3. Definir manejos del cliente, pasos de aplicación y parámetros del proceso en cada área que sean críticos.
4. Revisar los ítems de la matriz de diseño y el AMEF de diseño de la organización para la aplicación de áreas o funciones que hayan sido designadas como características especiales. Revisar también los atributos del producto final para ítems que requieran ser controlados
5. Del número 4, desarrollar una lista de características y atributos especiales. 6. Construir una matriz de proceso del cliente, usando el número 3 como la parte superior
y el numero 5 como el lado de la matriz misma. 7. Ejecutar un AMEF de proceso del cliente, orientándose a las áreas de proceso del
cliente de alto impacto y que impacten en las características especiales. (Realizar AMEF de proceso de acuerdo a apéndice F).
8. Determinar las características especiales a partir de la matriz de procesos y el AMEF de procesos del cliente. (ej. Flujo del fliudo de pintura/ distancia de pistolas, etc.)
9. Preparar un plan de control para cada área de proceso del cliente que pueda ser afectada. El plan (utilizar los lineamientos de APQP de DaimlerChrysler, Ford y GM) puede contener como mínimo todos los pasos del proceso que contengan características especiales.
10. Monitorear y registrar todas las características especiales por medios apropiados (gráficas de control, listas de verificación, etc.).
11. Asegurar la estabilidad de las características especiales y su mejoramiento continuo cuando sea posible.
Ejemplo de una Matriz de Procesos del Cliente.
Manejo de los Clientes, Pasos de Aplicación y Parámetros de Procesos Características y Atributos Especiales
% de Red. de Pintura
Flujo del
Fluido
P. auto- mati- zadora
p. de aire
p. de detalle
pistola a distancia
Pistola de caja de agua
Temp. de
Cabina
Humedad de
Cabina
Temp. de
cocción
Cheq. de Secado polvo
1 1 2 2 3 1 3 1 3 1
Colocación de película
3 3 2 2 2 3 1 1 1 1
escurrida 2 3 2 2 1 3 1 1 1 2 Partículas 2 3 3 2 1 2 1 3 1 3 Piel de naranja 3 2 3 2 2 2 1 1 2 2 Falla oculta 1 3 1 1 1 3 1 1 1 1 Adhesión 1 1 1 1 1 1 1 1 3
Rangos de Impacto: 3 = Alto, 2 = Medio, 1 = Bajo
49

PPAP- 4:2006
Apéndice G - Llantas – Requerimientos específicos G.1 Introducción y Aplicación Una organización que provee llantas debe cumplir con los requerimientos de PPAP. Éste apéndice es usado como lineamiento para la clarificación de requerimientos, a menos que sea especificado de otro modo por el representante autorizado del cliente OEM. Pruebas de rendimientos basadas en los requerimientos de diseño por cada OEM para seleccionar la construcción de una llanta (aprobación técnica) reduce la necesidad de repetir todas las pruebas durante PPAP. Las pruebas de especificación PPAP están especificadas por cada OEM. G.2 Lineamientos para Requerimientos PPAP (Referencia a la sección 2.1) Corrida de producción significante (2.1) A menos de que se especifique otra cosa por algún OEM, el tamaño de una corrida de producción para partes de un PPAP es un mínimo de 30 llantas. NOTA 1: La definición anterior aplica a todos los usos de “corridas significativas de producción” dentro del proceso PPAP. NOTA 2: El desarrollo común del diseño de una nueva llanta involucra múltiples construcciones de pequeñas cantidades de llantas. Más diseños son básicos para el proceso de la organización. Para la industria llantera el PPAP es comúnmente completado con un molde o moldes iniciales, y con suficiente avance de los requerimientos del cliente para grandes volúmenes de producción. NOTA 3: El PPAP para la industria llantera generalmente es reducido a las 8 horas de tiempo bruto desde la aprobación del proceso de producción como se a especificado en el Plan de Control de la organización. Un PPAP no es requerido para moldes adicionales que son traídos en la línea en el proceso de producción aprobado. Todos los moldes adicionales deben de estar certificados por criterio de la organización interna y debe ser documentado. NOTA 4: Para llantas, el herramental es definido como el molde de llanta. Esta definición de herramental aplica a todos los usos de “herramental” dentro del proceso de PPAP. Resultados De Prueba De Material (Referencia 2.2.10.1) La prueba sólo es aplicable a llantas terminadas y no a materia prima. La industria llantera no requiere pruebas físicas, químicas o metalúrgicas. Los resultados de pruebas materiales no son requeridos para el PPAP. Características Especiales (Referencia 2.2.10.1)
50

PPAP- 4:2006
La uniformidad de la llanta (variación de fuerza) y el balanceo están designados como características especiales. Reporte de Aprobación de Apariencia (AAR) (Referencia 2.2.13) El AAR no es aplicable. Muestra Maestra (ver 2.2.15 y 2.2.9) Las muestras maestras no son retenidas. Diagramas de Flujo del Proceso Ver PPAP 2.2.5 Ayudas de Verificación (ver 2.2.16) Las ayudas de verificación no son requeridas. Certificado de Emisión de PPAP (ver 2.2.18) Reporte de actividades múltiples, moldes, líneas, etc. En el PSW no es requerido para llantas. Pesos de parte (masas) (referencia 2.2.18.1) El PPAP para llantas debe ser pesado a los dos lugares decimales (xx.xx). El promedio es reportado en el PSW a cuatro decimales (xx.xxxx). G 3. Emisión al cliente - niveles de evidencia (referencia a sección 4) requerimientos de retención/emisión (referencia a tabla 4.2) Registros de ítems emitidos (S) y retenidos (R) son mantenidos en localizaciones apropiadas designadas por la organización.
51

PPAP- 4:2006
Apéndice H – Industria Camionera – Requerimientos Específicos Introducción Una organización que suministra a un OEM de camiones afiliado, debe cumplir con los requerimientos que se estipulan en éste apéndice, o usar la guía aquí mencionada para entendimiento de PPAP. Los requerimientos en éste apéndice son mínimos y pueden ser suplementados en la discreción de la organización y/o del cliente. Aplicabilidad (ver página 1) Los siguientes requerimientos adicionales son agregados:
• El cliente tiene derecho a cuestionar un PPAP en cualquier tiempo para recalificar un componente de producción.
• Característica de Proceso Base o Número de Parte de componentes generados, son calificados como puntos de PPAP usando la configuración que más satisfaga para calificar el número de parte maestra. Todas las otras configuraciones pueden ser aprobadas con la emisión de un PSW ligado al nuevo número de parte con el número de parte maestra.
• Para materiales a granel y partes de catálogo estándar, la organización debe formalmente calificar su producto a su registro de diseño y someter un PSW cuando sea requerido por el cliente.
Corrida de Producción Significante (ver 2.1) Es importante que sean producidas las cantidades adecuadas de partes durante ésta corrida para confirmar la calidad y la capacidad del proceso de producción en un rango previo a la producción completa. Es reconocido que en aplicaciones de bajo volumen, los tamaños de la muestra tan pequeños como a 30 piezas puede ser utilizado para los estudios preliminares de capacidad del proceso. Cuando la corrida significante de producción se está desempeñando, todos los aspectos de variabilidad dentro del proceso de producción deben ser consideradas y probadas donde sea practicable, ej., ajuste de variabilidad u otro proceso potencial relacionado con el tema identificado dentro del AMEF. Los tamaños de muestra deben ser discutidos y acordados anticipadamente en el proceso de APQP. Si los volúmenes proyectados son menos de 30 muestras, no son alcanzables para la producción, la aprobación de PPAP entonces puede ser temporalmente concedida. Un reporte dimensional inspeccionado al 100% en sus características especiales, es requerido durante el periodo temporal. Una vez producidas consecutivamente 30 muestras de producción, medido, calculado y aceptado el índice de calidad, el PPAP aprobado temporalmente cambia a aprobado. Resultados Dimensionales (ver 2.2.9) dimencionales La organización debe presentar, como una parte del PPAP, una copia del dibujo con cada dimensión de prueba, y/o especificación especificada con un único número. Éstos números únicos deben ser integrados dentro de la hoja de pruebas o resultados dimensionales como sea aplicable, y los resultados actuales ingresados dentro de las hojas apropiadas. La
52

PPAP- 4:2006
organización también debe identificar la zona impresa para cada característica enumerada tanto como sea aplicable. Material de Prueba (ver 2.2.10.1) La organización debe también presentar un Reporte y Plan de Verificación de Diseño completo que totalice el desempeño apropiado y los resultados de prueba funcionales. Índices de Calidad (ver 2.2.11.2) Cuando las características especiales especificadas por el cliente y el uso anual estimado es menos que 500 piezas, la organización debe documentarlo en su Plan de Control que podrán ser:
• Inspección de desarrollo al 100% y registro de resultados O • Manejo de un estudio de capacidad de proceso inicial con un mínimo de producción de
30 piezas y mantener las gráficas de control de SPC de las características durante la producción.
Para características especiales que pueden ser estudiadas usando datos variables, la organización debe utilizar una de las siguientes técnicas para estudiar la estabilidad del proceso:
• Gráficas barra X - R, n=5, mínimo 6 subgrupos O • Individuos X – Rangos móviles, mínimo 30 datos
Al realizar el Estudio Inicial del Proceso, los datos se deben representar gráficamente tomando partes consecutivas de la producción de pruebas de funcionamiento. Estos estudios pueden ser aumentados o sustituidos por los resultados a largo plazo por un proceso igual o similar ejecutado en el mismo equipo, con previo consentimiento del cliente. Muestra Maestra (ver 2.2.15) La muestra maestra se debe mantener después de una aprobación PPAP, cuando sea especificado por el cliente. Certificado de Emisión de Parte (ver 2.2.18) Cuando sea especificado por el cliente, la organización debe usar el PSW para industria camionera (ver el PSW de la industria de camiones para que continué). Peso de la Parte (masa) (ver 2.2.18) La organización podría registrar el peso de la parte emitida en PSW, expresado en kilogramos a cuatro cifras significativas (ej., 1000 kg, 100.o kg, 10.00 kg y 1.000 kg) a menos que se especifique otra cosa por el cliente. Para determinar el peso de la parte, la organización deberá seleccionar al azar 10 partes, calcular y registrar el peso medio. Al menos una parte deberá ser medida de cada cavidad, herramienta, línea o proceso utilizado en la realización de productos.
53

PPAP- 4:2006
Notificación del Cliente (Ver 3.1) La organización debe notificar al cliente cualquier previsto del diseño y los cambios en los procesos. Posteriormente, el cliente podrá optar por requerir una emisión para su aprobación PPAP. Las organizaciones pueden suministrar a camiones suscritos a OEMS que son requeridos a completar el cambio de proceso del producto, notificando para asesorar el próximo proceso o cambio de los productos de propiedad. Llenado del Certificado de Emisión de Parte INFORMACIÓN DE PARTE 1.- Nombre de Parte: liberación de ingeniería terminada y nombre de la parte del ítem. 2.- Número (s) de Parte del Cliente: liberación de ingeniería terminada y nombre de la parte del ítem. 3.- Nivel de Revisión de la Parte: si aplica. 4.- Número de orden de Compra de la Herramienta: si aplica. 5.- Nivel de Cambio del Dibujo de Ingeniería y fecha de Aprobación: mostrar el nivel de cambio y la fecha para emisión. 6.- Cambios de Ingeniería Adicionales: incluir todos los documentos de cambios de ingeniería autorizados y fechas de aprobación que todavía no se incorporan en el dibujo, pero el cual será incorporado en la parte. 7.- Número de Dibujo Mostrado: el registro de diseño que especifica el número de parte del cliente siendo sometido. 8.- Número de Orden de Compra: entregar éste número como se encuentra en la orden de compra. 9.- Peso de la Parte: dar el peso actual en kilogramos para cuatro sitios significativos. 10.- Ayudas para Chequeo: dar el número de ayudas para chequeo, si uno es usado para inspección dimensional y 11.- Su nivel de cambio de ingeniería y fecha de aprobación. INFORMACIÓN DE MANUFACTURA DE LA ORGANIZACIÓN 12.- Nombre y Código de la organización: mostrar el código asignado para la locación de manufactura en la orden de compra. 13.- Dirección de la Organización de Manufactura: mostrar la dirección completa de la ubicación donde el producto fue manufacturado. INFORMACIÓN EMITIDA 14.- Nombre/División del Cliente: mostrar el nombre corporativo y división o grupo de operaciones. 15.- Nombre del Contacto: dar el nombre de su cliente contacto. 16.- Aplicación: dar el año modelo, nombre del vehículo, o motor, transmisión etc. 17.- Checar que sea la caja apropiada para indicar sustancias peligrosas/ISO reporte de marcaje. RAZÓN DE EMISIÓN 18.- Checar la Caja Apropiada: agregar detalles de explicación en la “otra” sección. NIVEL DE EMISIÓN REQUERIDO 19.- Identificar el nivel de emisión requerido por tú cliente. Checar los ítems emitidos si un nivel 4 es requerido. DECLARACIÓN 20.- Explicación/Comentarios: proporcionar cualquier detalle explicatorio en los resultados de la emisión; la información adicional puede ser adjunta como apropiada.
54

PPAP- 4:2006
21.- Dar el número o código que identifique el molde específico, cavidad y/o proceso de producción usado para la manufactura de las partes muestra. 22.- El Proveedor Oficial Responsable: después de verificar los resultados a todos los clientes y requerimientos y toda la documentación requerida sea disponible, deberá ser aprobada la declaración y el título estipulado, número de teléfono, dirección de correo y número de fax. SÓLO PARA EL USO DEL CLIENTE: Dejar en blanco.
55

PPAP- 4:2006
56

PPAP- 4:2006
57

PPAP- 4:2006
Llenado del proceso/notificación cambio de producto 1.- A: Nombre del Cliente Contacto. 2.- Cliente: Nombre del Cliente. 3.- Número de Parte de la Organización: el número de parte vendible que sufre un producto o el cambio de proceso. 4.- Nivel de Revisión de Ingeniería: la organización revisa el nivel y fecha. 5.- Número de Parte del Cliente: número de parte del cliente (sí aplica) 6.- Nivel de Revisión de Ingeniería: el cliente revisa el nivel y la fecha. 7.- Número de Orden de Compra: número de orden de compra del cliente. 8.- Aplicación: poner el año modelo, nombre del vehículo o motor, transmisión, etc. 9.- Seguridad y/o Regulación Gubernamental: los componentes tienen seguridad y/o asociación con la regulación de gobierno? (si/no) INFORMACIÓN DE MANUFACTURA DE LA ORGANIZACIÓN 10.- Nombre: salida del nombre y dirección de la compañía a la que será manufacturado el componente. 11.- Código: número asignado al cliente para la organización que será vendido el componente. 12.- Planta (s) afectadas del Cliente: lista de plantas del cliente donde el producto es usado. 13.- Tipo de Cambio: checar todas las propiedades que pueden ser afectadas por el cambio. 14.- Designar Responsabilidades: checar si la organización o clientes tienen responsabilidades asignadas. 15.- Cambio de Organización que pueden Afectar al Terminar el Ítem: checar las cajas solicitadas para el cambio de producto. 16.- Fecha de Llenado/Emisión PPAP Esperado: estimar la fecha en que la organización tendrá sus calificaciones terminadas. 17.- Descripción Detallada del Cambio: describir la información específica de los cambios del producto de la organización o cambio de proceso. 18.- Fecha Planeada de Implantación: salida la fecha planeada para ser la producción con los cambios. DECLARACIÓN 19.- Explicación/Comentarios: incluir y adicionar explicación o comentarios aquí. 20.- Nombre: nombre de la persona que está de acuerdo con la declaración y someter PPCN. 21.- Título: título del negocio de la persona que firma la declaración. 22.- Número de Teléfono del Negocio: número de teléfono donde la persona firma la declaración y puede ser rechazada. 23.- Número de Fax del Negocio: número de fax de la persona que firma la declaración. 24.- Dirección de Correo: dirección de correo electrónico de la persona de firma la declaración. 25.- Fecha: fecha de firma de PPCN.
58

PPAP- 4:2006
To: Organization Part Number: Engineering Revision Level: Dated:
Customer Part Number: Engineering Revision Level: Dated::Purchase Order Number: Safety and/or government regukation: Application:
Name: Code:Street Addres: City, State & Zip: Change Type (check all that apply)
Dimensional Customer Plants Affected: Materials
Functional Desing Responsability: Customer Organization Appearance
Organization Change That May Affect End Item:
Product Change Engineering Drawing Change New or Revised Subcomponent
Expected PPAP Completion/Submission Date: DETAILED DESCRIPTION OF PRODUCT/PROCESS CHANGE:
Planned Date Of Implementation:
DECLARATION:
Explanation/Comments:
NAME: TITLE:
BUSINESS PHONE NO: E-MAIL:
PRODUCT / PROCESS CHANGE NOTIFICATION Complete this form and email to your customer organization whenever customer notification is requiered by the PPAP Manual in Table 3.1. Your customer will respond back and acknowledgement and may request additional change clarification or PPAP submission requirements.
Customer:
ORGANIZATION MANUFACTURING INFORMATION
THE-1002
I hereby certify that representative samples will be manufectured using the revised product and/or process and verified, where
appropriate, for dimensional change, appearance change, physical property change, fuctionally for performance and durability. I also certify that documented avidence of such compliance is on file and available for customer review.
FAX NO:
DATE:
NOTE: Please submit this notification at least 6 weeks prior to the planned change implementation!
March 2 0 0 6
1 4
2
3 6 5
7
13
9 8
12
11 10
14
15
16
17
18
20
19
21
22 24 25
23
59

PPAP- 4:2006
60

PPAP- 4:2006
GLOSARIO ALCANCE DEL LABORATORIO es la calidad del registro que contiene lo siguiente:
• Las pruebas específicas, evaluaciones y calibraciones de laboratorio de una organización que tiene la capacidad y competencia para llevarlas a cabo.
• Una lista del equipo que utiliza para llevar a cabo lo anterior • Una lista de los métodos y estándares que emplean para llevar a cabo lo mencionado.
ANÁLISIS DE MODOS Y EFECTOS DE FALLAS (AMEF) es un grupo sistemático de actividades destinadas a: (a) reconocer y evaluar la falla potencial de un producto/proceso y los efectos de esa falla, (b) identificar acciones que puedan eliminar o reducir la posibilidad de que ocurra una falla, y (c) documentar todo el proceso. Es complementario al proceso de definición de lo que un proceso de diseño debe hacer para satisfacer al cliente. Manual de referencia Análisis de Modos y Efectos de Fallas.
APROBADO se utiliza en PPAP en el sentido de que las partes, materiales, y/o documentación relacionada (o emisión de registros a, o revisados por, el cliente) cumplen con todos los requerimientos del cliente. Después de la aprobación total o aprobación provisional, la organización es autorizada para enviar los productos según lo estipulado por el cliente. CAJA NEGRA se refiere a una parte (e.j., un ensamble, dispositivo eléctrico, dispositivo mecánico, o módulo de control) donde la responsabilidad del diseño pertenece a la organización o al proveedor. Los requerimientos de la Caja Negra son generalmente limitados a éstas características/ítems requeridos para la conexión de interfase del cliente y los requerimientos funcionales requeridos. “O.D.D” (Outside Desing and Development); “D.D.E” (Diseño y Desarrollo Externo) tiene el significado equivalente. CALIBRACIÓN es un conjunto de operaciones para comparar valores tomados de una pieza de inspección, medición y equipos de pruebas o un calibrador a un estándar conocido bajo condiciones especificadas.
CARACTERÍSTICAS ESPECIALES son características de los productos o parámetros de procesos de fabricación que pueden afectar la seguridad o el cumplimiento del reglamento, en ajuste, función, rendimiento o el posterior procesamiento de los productos. Referente a requerimientos específicos del cliente.
CERTIFICADO – ver Certificado de Emisión de una Parte.
CERTIFICADO DE EMISIÓN DE UNA PARTE (PSW) es un documento estándar de la industria requerida para todos los productos revisados o herramental nuevo, en el cual la organización confirma que las inspecciones y pruebas sobre partes para producción cumplen con los requerimientos de los clientes. CLIENTE es el destinatario de la organización o del proveedor del producto o servicio. CONFORMIDAD significa que la parte o material cumple con las especificaciones y requerimientos de los clientes. CONTROL – ver CONTROL ESTADISTICO.
61

PPAP- 4:2006
CONTROL ESTADÍSTICO es la condición de un proceso en el cual todas las causas especiales de variación han sido eliminadas y sólo se mantienen causas comunes de variación. Ver manual de Control Estadístico del Proceso.
CORRIDA DE PRODUCCION SIGNIFICATIVA ver PPAP, 2.1.
DATOS DE ATRIBUTOS son datos cualitativos que pueden ser contados para registro y análisis. Algunos ejemplos incluyen la presencia o ausencia de alguna etiqueta requerida y la instalación de todos los sujetadores requeridos.
DATOS DE VARIABLES son datos cuantitativos donde las mediciones son usadas para análisis. Algunos ejemplos incluyen diámetro de un tornillo en milímetros, esfuerzo de cierre de una puerta en Newtons, la concentración de un electrolito en porcentaje o el troque de un sujetador en newton-metros.
DATOS MATEMATICOS DE CAD/CAM es una forma de registro de diseño con el cual toda la información dimensional necesaria para definir un producto es transferida electrónicamente. Cuando este registro de diseño es usado, la organización es responsable de obtener algún dibujo para transferir los resultados de alguna inspección dimensional.
DIAGRAMA DE FLUJO DEL PROCESO es una gráfica que representa el flujo del proceso. DIBUJO APROBADO es un dibujo de ingeniería firmado por el ingeniero y liberado a través del sistema del cliente. DIBUJO CHECADO es un dibujo de ingeniería liberado con los resultados de mediciones actuales registrados por la organización y en forma adicional a cada dimensión del dibujo y otros requerimientos. DIBUJO MARCADO es un dibujo de ingeniería modificado, firmado y fechado por el ingeniero del cliente (debe incluirse el número de cambio de ingeniería).
EMISIÓN DE APROBACION DE UNA PARTE PARA PRODUCCIÓN está basada en las cantidades especificadas de las partes o materiales para producción, tomadas éstas de corridas de producción significativa y hecha con el herramental, procesos y tiempos de ciclo de la producción misma. Estas partes o materiales emitidas para la aprobación de partes para producción son verificadas por la organización en el cumplimiento de todos los requerimientos especificados en los registros de diseño.
ESPECIFICACIONES son requerimientos especificados en un documento.
NOTA: para PPAP, cada característica del producto, como las especificaciones de ingeniería deben cumplir con los requisitos. La medición actual y los resultados de prueba son requeridos. Las especificaciones no deberían ser confundidas con los límites de control las cuales representan “la voz de los procesos”
ESTUDIO INICIAL DE PROCESOS hacer referencia al manual de Control Estadístico de los Procesos. GRÁFICAS DE CONTROL ver manual de referencia del Control Estadístico de los Procesos. HABILIDAD es el rango total de variación inherente en un proceso estable. (Ver manual de referencia del Control Estadístico de los Procesos).
62

PPAP- 4:2006
HERRAMENTAL es definido como una parte o sección de la maquinaria de proceso, específica a un componente o subensamble. Los herramentales (o herramental) son usados en la maquinaria de proceso para transformar materia prima en partes o ensambles terminados.
HERRAMENTAL DE PRODUCCION REGULAR es el herramental con el cual el fabricante pretende fabricar productos para producción. HERRAMENTALES PERECEDEROS son piezas de taladros, cortadores, insertos, etc. para fabricar un producto y los cuales son consumidos en el proceso. ÍNDICES DE CALIDAD Son medidas de habilidad o desarrollo para cada uno de los productos o procesos, tales como Cpk o Ppk. Ver manual de referencia del Control Estadístico de los Procesos. ÍTEM DE APARIENCIA es un producto visible, una vez que el vehículo se ha completado. Ciertos clientes identificarán la apariencia en los dibujos de ingeniería. En estos casos, se requiere una aprobación especial para apariencia (color, grano, textura, etc.) previo a la emisión de una parte para producción. LABORATORIO es una instalación que puede incluir pruebas químicas, metalúrgicas, dimensionales, físicas, eléctricas y de fiabilidad o validación de pruebas.
LABORATORIO ACREDITADO es aquel que ha sido revisado y aprobado por un organismo de acreditación reconocido nacionalmente, o un cliente revisado y aprobado por un organismo conforme a ISO/IEC Guía 58 para calibración o la acreditación de prueba de laboratorio para ISO/IEC 17025 o equivalente nacional.
LISTA DE FUENTES APROBADAS es una lista de la organización y proveedores aceptada por los clientes. El utilizar algún producto de algún proveedor aprobado no libera a la organización de la responsabilidad directa por la calidad de dicho producto. LISTA DE VERIFICACIÓN DE REQUERIMIENTOS DE MATERIAL A GRANEL el cliente define los requerimientos PPAP para material a granel. (ver Apéndice F) MATERIAL A GRANEL es una sustancia (ej., algún sólido, líquido o gas) tales como los adhesivos, selladores, químicos, recubrimientos, tejidos, lubricantes, etc. Un material a granel puede llegar a ser un material para producción si se le emite a éste un número de parte para producción por el cliente (ver MATERIAL PARA PRODUCCION). MATERIAL PARA PRODUCCIÓN es un material al que se le ha publicado un número de parte para producción por el cliente y es enviado directamente al cliente. MATERIALES APROBADOS son materiales regulados o bien especificaciones estándar (ej., SAE, ASTM, DIN, ISO) o por especificaciones del cliente. MEDIO AMBIENTE DE PRODUCCIÓN es la localización de manufactura dentro del área de producción, la cual incluye el herramental de producción, calibradores, el proceso, los materiales, los operadores, el medio ambiente y los ajustes del proceso, ej., alimentaciones, velocidades, tiempos de ciclo, presiones, temperaturas, velocidad de línea establecida. El medio ambiente es definido como todas las condiciones alrededor del proceso o aquellas que afectan la manufactura y calidad de una parte o producto. El medio ambiente varía para cada sitio, pero generalmente incluye: orden y limpieza, alumbrado, ruido, HVAC, controles de ESD y riesgos de seguridad relativos al orden y limpieza.
63

PPAP- 4:2006
NIVEL DE EMISIÓN se refiere al nivel de evidencia requerido para la emisión de PPAP (ver PPAP, 4.1). ORGANIZACIÓN son los proveedores de: a) materiales de producción b) producción o servicio de parte c) ensambles, o d) tratamiento térmico, soldadura, pintura, galvanizado o de otros servicios de acabado, directamente al OEM u otros clientes requieren este documento. PARTE ACTIVA es aquella que se ha suministrado actualmente a algún cliente para aplicaciones en servicios o equipo original. La parte se mantiene activa hasta que se otorgue la autorización de desperdicio o scrap de herramental por el área o función apropiada del cliente. Para partes con herramental que no es propiedad de los clientes o situaciones donde partes múltiples son hechas del mismo herramental, se requiere una confirmación escrita del área de compras del cliente para desactivar una parte. NOTA: Para material a granel, “la parte activa” se refiere al contrato del material a granel , y no a las partes que sean producidas en forma subsecuente de dicho material. PARTE PARA PRODUCCIÓN es una parte manufacturada en un sitio de producción usando el herramental de producción, calibradores, procesos, materiales, operadores, medio ambiente y ajuste de los procesos, ej., alimentaciones/velocidades/tiempos de ciclo/presiones/temperaturas. PLANEACIÓN DE CALIDAD es un proceso estructurado para definir los métodos (ej., mediciones, pruebas) que serán usados en la fabricación de un producto o familia de productos (ej., partes, materiales). La planeación de calidad cubre los conceptos de prevención de defectos y mejoramiento continuo en contraste con la detección de defectos (ver manual de referencia de Planeaciones Avanzadas de Calidad de Productos y Planes de Control; APQP). PLANES DE CONTROL son descripciones escritas del sistema para controlar partes, materiales a granel y procesos de producción. Los planes son escritos por la organización para abordar las características importantes y requerimientos de ingeniería de un cierto producto. Cada parte debe contar con un plan de control, pero en muchos casos, pueden aplicarse planes de control por “familias” a un cierto número de partes producidas que usen un proceso común. Hacer referencia al manual de Planeación Avanzada de la Calidad de Productos y Planes de Control, ISO/TS 16949, y requerimientos específicos del cliente. PROCESO es un conjunto de actividades que interactúan entre sí o que transforma insumos en productos. NOTA 1: El diagrama de flujo del proceso debe enfocarse a la manufactura del proceso, incluido el retrabajo y reparación. NOTA 2: Los diagramas de flujo de proceso se puede aplicar a cualquier aspecto de la empresa.
PROCESOS ESTABLES son procesos que están en control estadístico. Ver el manual de Control de Proceso Estadístico.
PRODUCTO/PARTE VENDIBLE se refiere a un producto/parte especificado en un contrato entre un cliente y la organización.
64

PPAP- 4:2006
PROVEEDORES son los proveedores de materiales de producción, o de partes de producción o de servicios, ensambles, tratamiento térmico, soldadura, pintura, acabado chapado o de otros servicios directamente a una organización que suministra a la OEM de otros clientes que requieren este documento. RANGO DE ROBUSTEZ EN EL DISEÑO son los límites dentro de los cuales los parámetros pueden variar asegurando aun que el producto cumple con los requerimientos de adecuación para su uso.
REGISTRO DE CALIDAD es un documento que indica que los resultados o las evidencias proporcionadas de actividades fueron realizadas, ej., resultados de pruebas, resultados de auditorias internas y datos de calibración.
REGISTRO DE DISEÑO es el dibujo, especificaciones y/o datos electrónicos (CAD) de alguna parte usada para transferir información necesaria para fabricar un producto.
REPRESENTANTES AUTORIZADOS DE CLIENTES es la persona o personas con la autoridad para aprobar en nombre del cliente.
NOTA: El proceso del cliente debe identificar la autoridad de aprobación. SITIO es una locación/ubicación en la cual los procesos de fabricación de valor agregado ocurren. TASA DE PRODUCCIÓN es el número acordado de piezas producidas en un periodo de tiempo previsto para atender a los clientes o fabricación de los volúmenes de producción requeridos – con la consideración de otras combinaciones de productos y la disponibilidad de la máquina. NOTA: De acuerdo con la tasa de producción, por lo general es especificado en el acuerdo de compra. VALIDACIÓN es la confirmación por examen y suministro de evidencias objetivas de que los requerimientos particulares para un uso específico y esperado se cumplen. VERIFICACIÓN es la confirmación por examen y suministro de evidencias objetivas de que los requerimientos especificados se han cumplido.
65