Porta Folio de fundicion
43
ESCUELA SUPERIOR POLITECNICA DE CHIMBORAZO FACULTAD DE MECANICA ESCUELA DE INGENIERIA INDUSTRIAL ASIGNATURA: PROCESOS INDUSTRIALES PORTAFOLIO POR: BYRON LAMIÑA CODIGO: 980 RIOBAMBA – ECUADOR 1
-
Upload
boby-alfred -
Category
Documents
-
view
8 -
download
0
description
fundicion, pasos par ala fundicion
Transcript of Porta Folio de fundicion

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 1/43
ESCUELA SUPERIOR POLITECNICA DE
CHIMBORAZO
FACULTAD DE MECANICA
ESCUELA DE INGENIERIA INDUSTRIAL
ASIGNATURA:
PROCESOS INDUSTRIALES
PORTAFOLIO
POR:
BYRON LAMIÑA
CODIGO:
980
RIOBAMBA – ECUADOR
1
7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 2/43
MODELOS
1.- GENERALIDADES.-
Para hacer una pieza hay que preparar, con materiales adecuados, un
molde reproducción en negativo de la misma y rellenar este molde con
metal fundido. El metal al enfriarse y solidificarse, tiene la configuración
exacta de la pieza, aunque sus dimensiones son algo menores.
Para obtener un molde hay que emplear un moldeo, el moldeo es un factor
de mucha importancia en el proceso de fabricación y transmite sus
características al producto final por esta razón debe poseer propiedades
determinadas.
2.- PROPIEDADES DE LOS MODELOS.-
.- F!"#"$$ $% $%&'(#$%(.- El modelo debe ser de fácil extracción, fiada
la dirección de la abertura del molde y de extracción del modelo !"ig. # y $%,
debe procurarse que este <imo tenga las caras paralelas al plano de
separación del molde gradualmente decreciente hacia el interior, es decir,
que sus lados sean ligeramente cónicos, para evitar que al ser extraídos
arrastre consigo el material del molde.
Esto se expresa igualmente diciendo que una recta paralela a la dirección
de extracción del modelo trazado de cualquier punto de su superficie debe
atravesar solamente el material del molde y formar con la pared adyacente
del modelo un ángulo de salida '. Está claro que desde el punto de vista no
todas las piezas pueden realizarse en fundición sin modificar su estructura.
2
7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 3/43
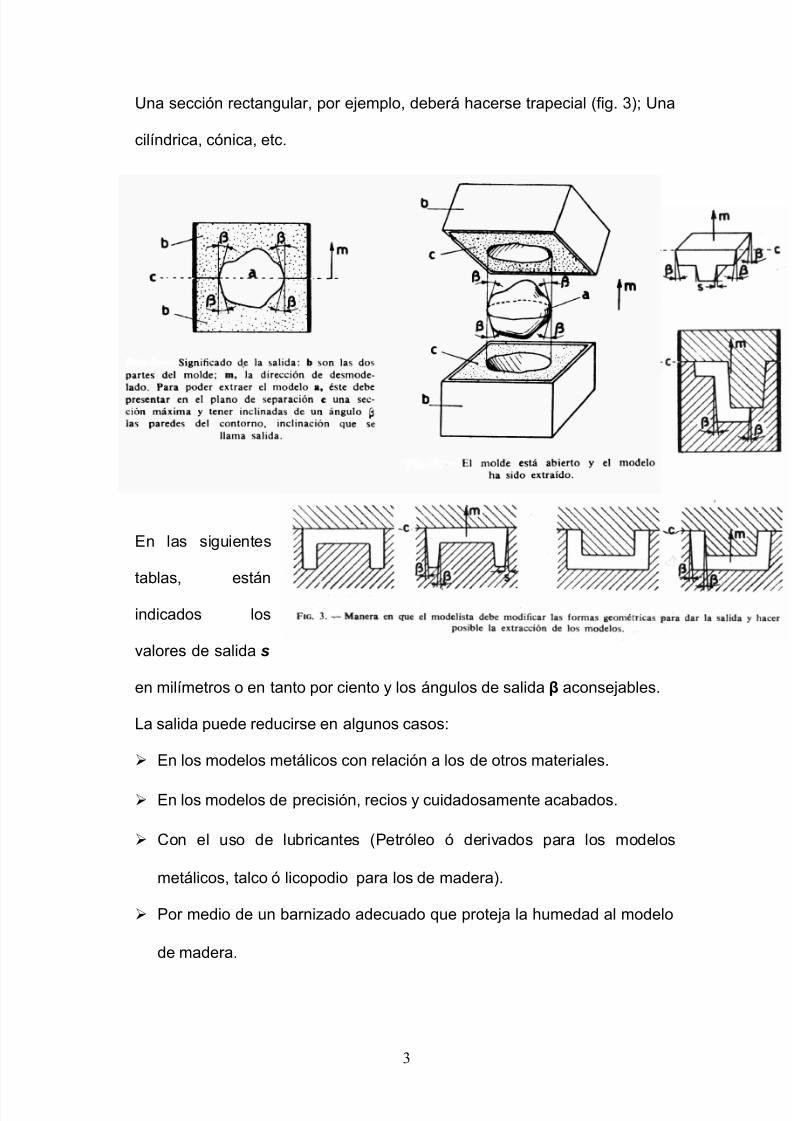
(na sección rectangular, por eemplo, deberá hacerse trapecial !fig. )%* (na
cilíndrica, cónica, etc.
En las siguientes
tablas, están
indicados los
valores de salida s
en milímetros o en tanto por ciento y los ángulos de salida ) aconseables.
+a salida puede reducirse en algunos casos
En los modelos metálicos con relación a los de otros materiales.
En los modelos de precisión, recios y cuidadosamente acabados.
-on el uso de lubricantes !Petróleo ó derivados para los modelos
metálicos, talco ó licopodio para los de madera%.
Por medio de un barnizado adecuado que protea la humedad al modelo
de madera.
3

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 4/43
Por redondeamiento de las aristas entrantes y salientes, con lo que se
evita la fragilidad del moldeo.
4

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 5/43
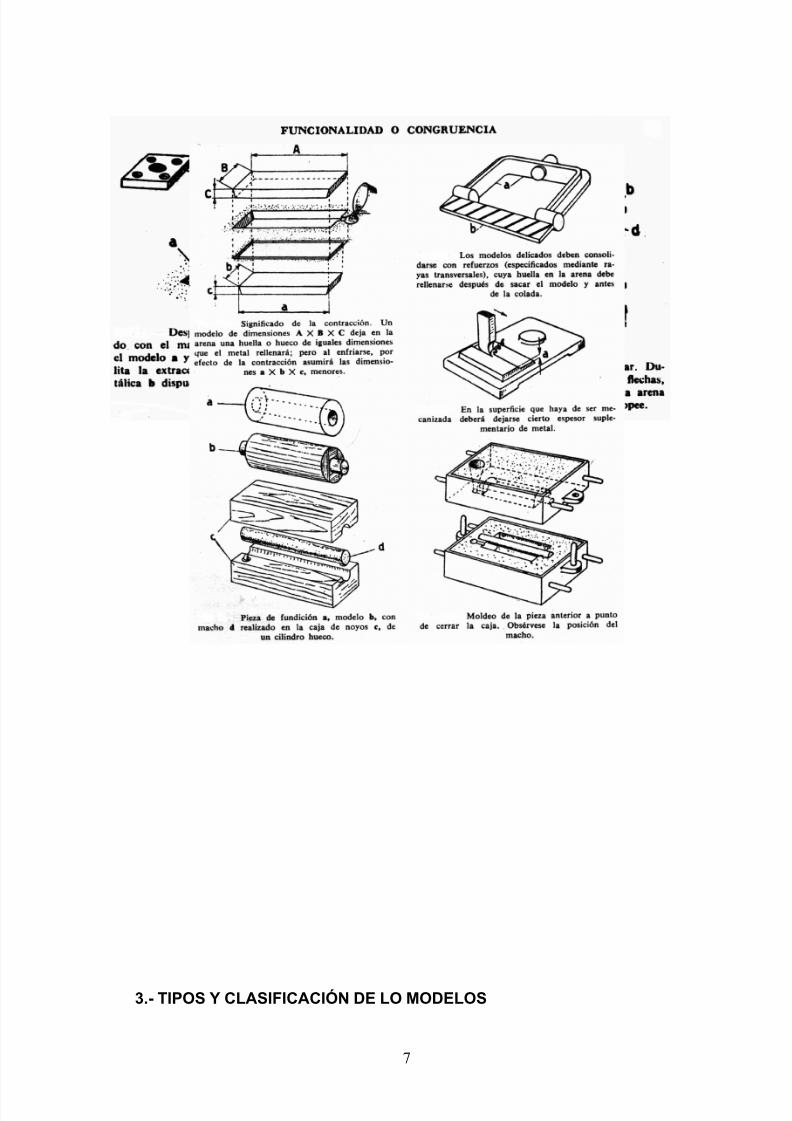
*.- C(+,!!"+.- a sabemos que el metal líquido al calentarse se dilata y
al enfriarse se contrae. El metal por lo tanto, al reproducir la forma del molde
en el cual ha sido colado tendrá unas dimensiones algo menores.
/eniendo en cuenta este fenómeno que se denomina contracción, el modelo
debe construirse de acuerdo con el grado de contracción del metal que se
emplea en la colada. +a tabla 000 indica los valores medios de contracción de
fundición de las aleaciones más corrientes.
-omo eemplo podemos poner al hierro fundido, en cada metro lineal de
hierro fundido debemos aumentar #1mm., entonces el modelo debería de
ser de #1#1mm. !tambi2n el molde%, para que la pieza al enfriarse quede de
#111mm.
5

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 6/43
!.- F/+!"(+#"$$ ( !(+/%+!".- +os modelos deben ser funcionales y
congruentes prácticos, precisos, duraderos y &tiles.
P!,"!(&.- +os modelos deben barnizarse con diversas coloraciones seg&n
la clase de metal que se emplee en el colado. +a tabla 03 da los colores
unificados que se usan. !/abla (40 56) 7 565%.
P%!"&(&.- 8i se quiere obtener piezas precisas, se necesita que el modelo
tambi2n sea exacto y que conserven estas cualidades mientras esten en
uso e incluso durante su almacenamiento. +os modelos de madera, deben
tener un secado conveniente, los modelos delicados deben consolidarse
con refuerzos, nervaduras, etc.
D/$%(&.- los criterios de proyección y construcción de un modelo son
distintos seg&n haya de servir para una sola pieza, para algunas decenas ó
para varios millones.
+as propiedades de exactitud son las que determinan el tipo de construcción
y el material a emplearse.
,"#%&.- -uando la pieza a de ser mecanizada en una o más superficies
debe darse al modelo en espera suplementario o de mecanizado, que
puede ir de ) a 9mm. cuando son piezas aun más precisas puede ir
menos, cuando son piezas grandes de acero puede alcanzar a los
centímetros.
+as propiedades que pueden poseer los modelos son grandes, ya que en
cada caso de los modelos varía. Para todos estos casos de modelos debe
existir una estrecha relación con el proyectista, el modelista y el fundidor.
6
7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 7/43
3.- TIPOS Y CLASIFICACI4N DE LO MODELOS
7

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 8/43
+os modelos constan de dos partes, los modelos exteriores o propiamente
dichos, los modelos para interiores, machos o mayor en este caso se realiza
las partes huecas de las piezas o vaciados.
/enemos* pues dos tipos gen2ricos de modelos
.- :odelos exteriores o modelos propiamente dichos.
*.- :odelos interiores o caas de machos.
+as piezas a obtener es maciza, entonces tendremos
:odelos al natural enteros, llamados tambi2n a toda vista.
:odelos al natural divididos en dos o más partes.
8

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 9/43
9
7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 10/43
CAPITULO III
3.1 MATERIALES Y MEZCLAS PARA MOLDEAR
NOCIONES GENERALES.
M,%"#%& 5 '(#$%. Para elabora los moldes y machos de fundición
se utilizan materiales para moldear, los cuales se dividen
convencionalmente en materiales iniciales para moldear, mezclas de moldeo
y para machos de fundición, composiciones auxiliares para moldear.
+os materiales iniciales para moldear se dividen en dos grupos
6 +os principales la base refractaria de la mezcla !arena cuarzosa, etc.%, los
aglutinantes !arcilla, resinas, otras sustancias aglutinantes%*
*6 los auxiliares, por eemplo, diversos aditivos !carbón, aserrín, etc.%, que le
dan a la mezcla de moldeo o para machos propiedades determinadas.
A%+& $% '(#$%(
10
7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 11/43
+as propiedades tecnológicas de las mezclas de moldeo y para machos
dependen en sumo grado de las propiedades de las arenas de moldeo que
se emplean para su composición.
E'5#%( $% #& %+&. Para el moldeo de arena sin secar de piezas de
fundición peque;as y medias se utilizan las arenas semigrasas, magras y
cuarzosas 8<#=>, 8<#>, <$>, :<5>, y otras. Para el moldeo en arena sin
secar y seca de molduras de acero se utilizan las arenas de cuarzo -<$,
-<#=, -15 y otras. Para el moldeo de molduras de aleaciones no ferrosas
se emplean las arenas 8<#=, 8<#, y para mezclas para machos las arenas
-<#=, -1$.
+as arenas cuarzosas concentradas -on#-, -on$-, etc. se utilizan para la
elaboración de machos de mezclas con resinas furánicas. El empleo de
arenas con un contenido de hasta $? de arcilla, empeora la solidez de las
mezclas para machos en seco.
Para disminuir la rugosidad de la superficie de las molduras, en lugar de
arena cuarzosa se utilizan materiales para moldear de gran poder
refractario arena de zirconio, olivinita, cromita, magnesita,
+a arena de zirconio @r80<5 t2rmica y alta densidad, no se adhiere a la
superficie de las molduras. 8u temperatura de fusión es mayor de $511A -.
+a chamota )>l$<).8i<$ es una arcilla refractaria previamente tostada
!antes de la sintetización%, tiene un elevado poder refractario #=61 7 #6B1A-.
+a chamota se emplea para elaborar moldes secos de grandes molduras de
acero.
11
7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 12/43
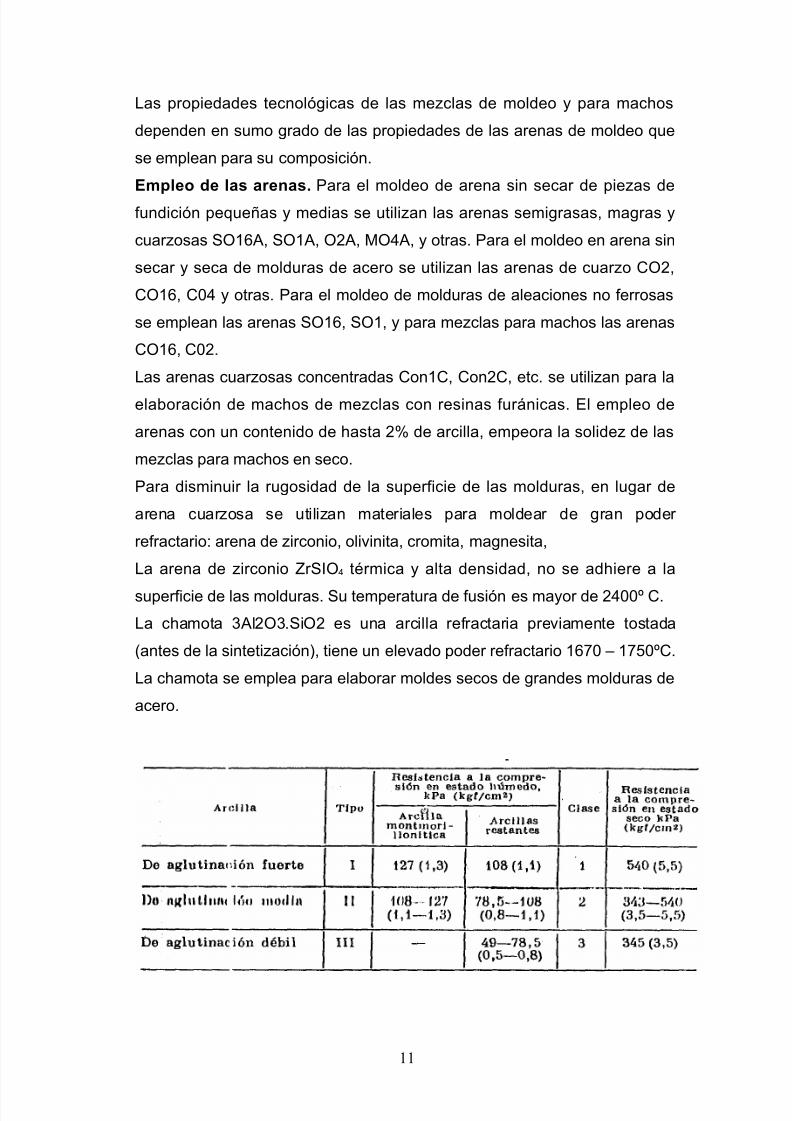
Cependencia del m2todo de moldeo y el material de las molduras. Por
eemplo, para molduras de fundición con un espesor da las peredas #1 D#B
mm y peque;as de acero nodular en arena sin sacar, se recomienda
emplear las arcillas do las marcas 0000F#)/ # para las molduras restantes
con un %&5%&( $( #& 5%$%& '7( $% 20'' # '(#$% %+ %+ &"+
&%! las arcillas de las marcas 000F0) y para el moldeo en arena
seca D las arcillas de las marcas 0000F0$ !/#D /)%.
3.2 CLASIFICACI4N DE LAS ARENAS
U+ 5"'% !#&""!!"+ $% #& %+& $% #& %+& +,/#%& 5/%$%
*&&% %+ &/ !(+,%+"$( $% !"## &% $"&,"+/%+ !#&%&:
1. >renas arcillosas o tierra grasa, cuyo contenido de arcilla es superior al
#9?.
2. >renas arcillosas o tierras semigrasas, cuyo contenido de arcilla va del 9
al #9? .
3. >renas arcillosas o tierras magras, cuyo contenido de arcilla va del B al
9?.
. >renas silíceas, cuyo contenido de arcilla es inferior al B?.este ultimo
caso, la arcilla esta considerada como una impureza.
L &%/+$ !#&""!!"+ 5/$% ;!%&% ,%+$"%+$( # (' $%#
+(.
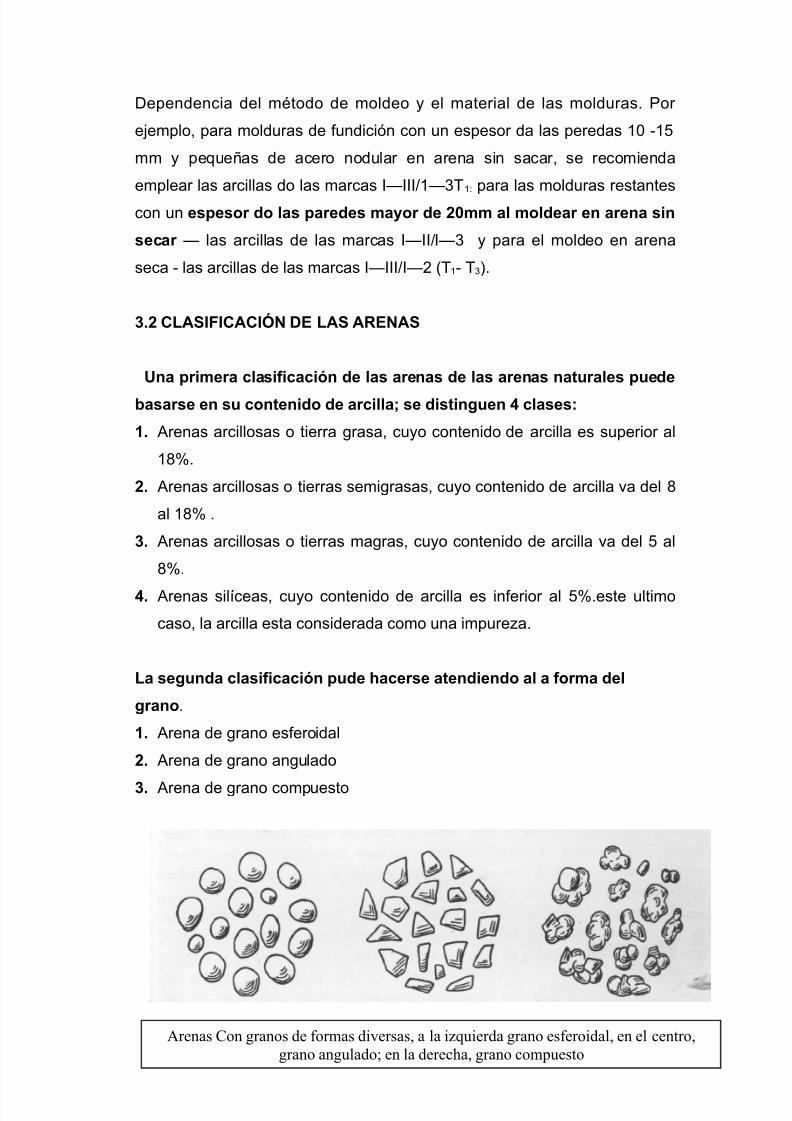
1. >rena de grano esferoidal
2. >rena de grano angulado
3. >rena de grano compuesto
12
Arenas Con granos de formas diversas, a la izquierda grano esferoidal, en el cenro,grano angulado! en la derec"a, grano com#ueso
7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 13/43
"inalmente, en relación con las dimensiones del grano, pueden distinguirse
1. >rena de grano grueso
2. arena de grano medio
3. >rena de grano fino
+as arenas de fundición tienen un origen com&n. +a roca madre de la cual
derivan es el granito, compuesto de feldespato, cuarzo y mica.
4o puede utilizarse siempre la arena tal como llega de los depósitos, sino
que deben someterse a algunos procesos de modificación, que se
efectuaran despu2s de una serie de pruebas adecuadas para el estudio de
sus características. +os casos mas importantes de modificación de las
arenas se presentan cuando se procede a la mezcla de arenas de tipo
diverso !sea para variar la distribución de grano, sea para rebaar o reforzar
la arena% o bien a la adición de aglomerante.
En el primer caso se trabaan arenas naturales y en el segundo arenas
sint2ticas o aglomeradas que se obtiene partiendo de arenas silíceas lo
mas puras posible, a las cuales se a;aden, en diversos porcentaes,
substancias aglutinantes.
C!,%<&,"!& "&"(#"!& $% # %+
Entre sus características fisicoquímicas tenemos
1. A+#"&"& =/<'"!(.Desta establece la composición de las arenas en su
contenido de cuarzo, arcilla y feldespato.
2. C(+,%+"$( !"##(&(.Ddetermina el porcentae de arcilla
3. F(' $% #(& +(&
. D"'%+&"+ $% #(& +(& 7 &/ $"&,"*/!"+.DPara determinar el
tama;o de los granos de una arena se efect&an el análisis granulom2trico.
Para este obeto se procede, previamente, a la separación de los materiales
arcillosos por medio de la levigación, despu2s de lo cual el residuo lavado
compuesto solamente de granos de sílice se dea secar , se pesa!#11gr, por
eemplo% y se hace pasar por una serie de cedazos metálicos de mallas
decrecientes,
8e pesan cantidades de arenas contenidas en cada cedazo, y se establece
el reparto porcentual de los granos, que puede representarse en undiagrama.
13

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 14/43
+as series unificadas de cedazos más usadas son las americanas de la
A.F.S. !>merican "oundrymenGs 8ociety%, constituida por ## cedazos
numerados correlativamente, cada uno de los cuales se caracteriza por un
determinado tama;o de malla, y las "ischer, compuestas de 6 cedazos
correspondientes a las normas alemanas C04 !/abla30%.
14

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 15/43
-on los datos obtenidos por el análisis granulom2trico es posible calcular
un n&mero convencional que manifieste el tama;o de las clases de los
granos que predominan en la arena examinada. Esta se obtiene dividiendo
la suma de los productos de la suma de porcentaes contenidos en cada
cedazo por un factor fio por el porcentae total de los granos. 0ndicando con
p#, p$, p)... los porcentaes contenidos en cada cedazo* con ∝#, ∝$, ∝), los
factores correspondientes a la tabla y con P el porcentae total* el índice de
grosor " será
iH piI∝#Jp$I∝$Jp)I∝)J.........FP
El n&mero obtenido nos da el valor medio de los granos de la muestra.
-on estos datos se puede completar la clasificación de las arenas, seg&n eltama;o de sus granos, del modo siguiente.
6 A%+ '/7 /%& índice >.".8 inferior a #9 !granos comprendidos
entre # y $ mm%
*6 A%+ /%& índice >.".8 comprendido entre #9 y )B !granos
comprendidos entre 1,B y # mm%
!6 A%+ '%$" índice comprendido entre )B y =1 !granos comprendidos
entre 1.$B y 1.B mm%
$6 A%+ "+ índice >.".8 comprendida entre =1 y #B1
!granos comprendidos entre 1,#1 y 1.$B mm%
%6 A%+ "+<&"' índice >.".8. mayor de #B1!granos inferiores a
1,#1 mm%
15

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 16/43
3.3 CARACTER>STICAS T?CNICAS DE LAS ARENAS
@. P%'%*"#"$$: se denomina así a la facilidad que ofrece una arena de
dearse atravesar por el aire y los gases que se desprenden cuando se
realiza la colada !aire de cavidad y gases%.
+a permeabilidad es muy importante ya si es escasa la evacuación de los
gases es muy difícil, provocando la ebullición del metal líquido dando como
defecto las sopladuras en las piezas fundidas.
+a permeabilidad se determina por los huecos que quedan entre los granos
de arena. En consecuencia depende de la forma, del tama;o y la
distribución de los granos y es siempre mayor en la formación de granos
gruesos, los granos de forma angulosa son más permeables que los
redondos.
+a permeabilidad tambi2n depende de la humedad. Kasta 5D=? aumenta, a
mayores porcentaes disminuye. <tra de las causas para que disminuya la
permeabilidad es la excesiva compresión de arena
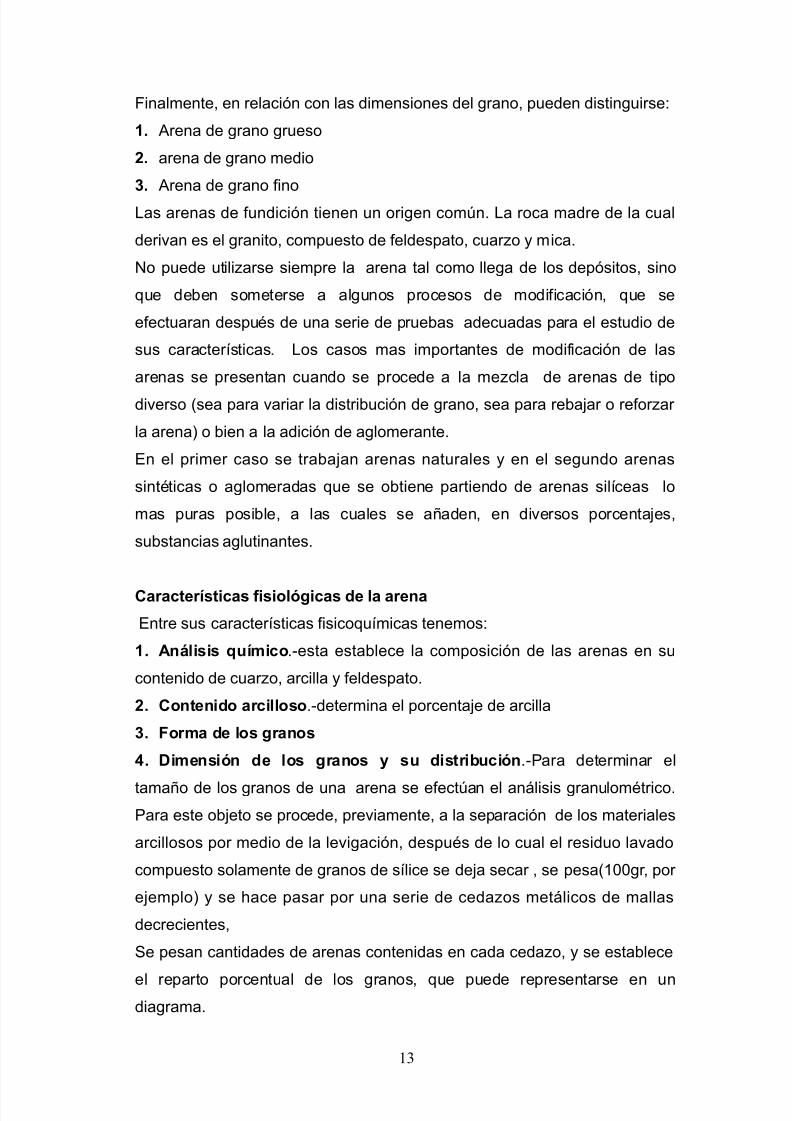
. R%!,"%$$: +a refractariedad de una arena se determina por la
temperatura a que pueda someterse sin presentar signos de fusión. -omo
ya hemos dicho, la refractariedad viene asegurada por la arena de sílice,
cuando existe la presencia de otros elementos cambia sus características.
/ambi2n influyen la forma y el tama;o de los granos. +os angulosossinterizan más fácilmente que los esf2ricos, y los finos más que los gruesos.
16
$a arena de granos angulosos%a la derec"a& 'iene m(s volumen de "uecosque los granos redondeados ), #or lo ano, es m(s #ermea*le

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 17/43
El grado de refractariedad que se exige de una arena de fundición, depende
del metal que deba colarse, las arenas para acero debe resistir
temperaturas de #)B1 a#511L-* y las arenas de metales no ferrosos de 9B1
a #511L-.
. C(;%&"+: es la propiedad de una arena de soportar los esfuerzos de
tracción y flexión para que resistan, sin deshacerse, en el acto de la colada.
+a cohesión depende del porcentae de arcilla y de agua, que sirve de
ligamento entre los granos. 8e establece la cohesión con cuatro pruebas
compresión, flexión, tracción y corte. +a resistencia a la cortadura
corresponde al índice de plasticidad. Existe un valor óptimo de agua en el
cual se tiene la resistencia máxima. /ambi2n influye la forma de los granos
los angulosos tienen menor resistencia que los redondos !mayor área de
contacto%. El tama;o de grano influye, pues la cohesión es más alta con
granos o muy gruesos, o muy finos. >demás influye la distribución de los
granos !índice de finura%. (na arena muy uniforme presenta menor cohesión
que otra distribuida en un mayor n&mero de mallas !cedazos%.
8. D%&#"'"%+,( 7 '("#"$$: es la característica gracias a la cual se
llenan todos los huecos del modelo y se desliza hacia su superficie, y no
necesariamente en la dirección de atacado. Esta característica es
importante cuando se debe escoger una arena para el moldeo a máquina.
Es mayor cuanto más fina sea la arena !menor el tama;o de la arena% y
menor la cohesión o resistencia en verde.
3.. PREPARACI4N DE LAS ARENAS DE MOLDEO
+as arenas de moldeo pueden dividirse en dos categorías
6 >rena para moldeo en verde
*6 >rena para moldeo en seco
6.-A%+& 5 '(#$%( %+ %$%.-8e confecciona moldes en los que se
efect&a la colada sin someterla a ning&n secado.
En este caso tenemos de ventaa que es más económico y permite la
producción en serie y un empleo menor de utensillos !caas de moldeo%.
*6.-A%+& 5 '(#$%( %+ &%!(.-Estas arenas antes del colado necesitan
ser secadas cuya finalidad es aumentar la cohesión de la arena con elobeto de aumentar la acción mecánica del metal fundido, aumentar la
17

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 18/43
permeabilidad y reducir los vol&menes de los gases que se producen en el
momento del colado, con este sistema es ventaoso ya que se puede colar
piezas grandes.
Por la elevada temperatura que esta sometida en el momento del colado la
arena sufre dos importantes fenómenos
El agua de combinación del aglutinante arcilloso se evapora y la arcilla
pierde una parte de su poder aglutinante.
(na parte de los granos de sílice por efecto del cambio brusco de
temperatura se rompen.
3.@. AGLOMERANTES Y AGLUTINANTES
+os aglutinantes se introducen en las mezclas de moldeo y para machos
con el obetivo de ligar los granos de arena, y darles resistencia en estado
h&medo y seco a las mezclas de moldeo y para machos.
+os aglutinantes deben satisfacer las siguientes exigencias
#. Cistribuirse uniformemente por la superficie de las arenas de moldeo al
preparar las mezclas de moldeo y para machos.
$. >segurar la suficiente resistencia en estado h&medo y seco.
). Carle a la mezcla plasticidad para que 2sta lleno todas las cavidades del
moldo.
5. 4o adherirse al modelo y a la caa de machos al elaborar los machos y
moldes.
B. "avorecer al rápido secado del macho y el molde y no absorber la
humedad durante el montae del molde y almacenamiento de los machos
en el depósito.
=. 4o desprender muchos gases durante el secado y vaciado del metal en
el molde, asegurar la compresibilidad del molde y el macho.
6. 4o disminuir el poder refractario de la mezcla de moldeo y para machos
y no aumentar la costra de fundición en las molduras.
9. "avorecer la fácil extracción del macho de la moldura.
M. 4o ser nocivo para los operarios !o sea, no da;ar los manos y no
desprender gases nocivos%, ser de bao costo y no escasos.
18

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 19/43
#.D >glutinantes inorgánicos de tipo arcilloso >rcillas
Nentonitas
$.D>glutinante inorgánicos cementosos -emento
8ilicatos
).D>glutinantes orgOnicos -ereales
+ignina
:elaza
>lquitrán
esina
>ceite
1. A#/,"++,%& "+(+"!(& $% ,"5( !"##(&(.-
L !"## dependen de las dimensiones y de la forma de las
escamas cristalinas de que esta compuesta cuando son mas peque;as
mayores son las propiedades y por lo tanto el poder aglutinante. Por lo tanto
se puede afirmar la cohesión de una arena aglutinada no depende
solamente de la cantidad, sino tambi2n del tama;o, en cambio el contenido
de arena tiene una notable influencia en la plasticidad.
L *%+,(+",. Es un eemplo de arcilla coloidal, esta se diferencia de
la arcilla en que tiene una capacidad de absorción mucho mas elevada que
la arcilla. En el agua se hincha hasta #= veces su volumen primitivo y su
poder aglutinante es de $D6 veces mayor el que la arcilla.
+a bentonita se emplea en una proporción del 2 # del peso de arena
!seca%, se a;ade despu2s del 3 # $% / y se amasa, como fiador de
la humedad se a;ade $%,"+ 1-2.
2.-E+,% #(& #/,"++,%& "+(+"!(&.
19

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 20/43
E# !%'%+,( P,#+$. Que va del 9 al #1?.El endurecimiento de este
tipo de moldes se efect&a por fraguado del cemento.
S"#"!,( $% &($"( es debido a su descomposición por efecto del -1$
se endurece alterando sensiblemente la permeabilidad y el punto desinterización o vitrificación de la mezcla. +a disgregabilidad de esta mezcla
se facilita a;adiendo serrín o harina de moldeo, aproximadamente un $?, El
silicato de sodio va de 9R#11?
3.-C&" ,($(& #(& #/,"++,%& (+"!(&. >umentan la cohesión de la
arena verde y arde a baa temperatura se adiciona a la arena sílice en
cantidades que van de del 1-3 y pueden ser de diversos tipos.
D%,"+ el cual se extrae del almidón de granos.
+os aglutinantes cereales se utilizan generalmente para hacer que se pierda
la humedad de la superficie del molde. educen la evaporación del agua y
permite trabaar la arena con un porcentae de humedad mas bao del que
se necesita cuando usamos otros aglutinantes. > elevadas temperaturas
arden mas rápidamente, por eso disminuye la resistencia de la arena que
resulta mas disgregable, es tambi2n perudicial para la permeabilidad de la
arena ,este efecto se da ya que al arder produce gases en mayor cantidad
de los que produce la arcilla o la bentonita , pero estos producen gases solo
por acción del agua.
+a dextrina se a;ade en proporción del 2 # 2.@ con un 2 $% /, se
obtiene cohesiones en verde de )B a 5B grFcm$.+os machos se han de
cocerse de 1800 200C $/+,% 2 ;(&.
L #"+"+ es un subproducto de la fabricación de la celulosa, tiene
características similares a la de la melaza, subproducto de la elaboración de
az&car de remolacha con la diferencia que esta no permite al igual que el
az&car de ca;a.
+a lignina acostumbra emplearse en unión de aglutinantes arcillosos, por
los mismos motivos por los que se emplean los cereales, es decir para
evitar el secado rápido y la formación de costras en la superficie de los
moldes de los machos confeccionados con arena verde.
20

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 21/43
+a lignina se a;ade en la proporción del 2.@ # 3 con muy poco agua,
obteni2ndose cohesiones en verde de #11gFcm$ y cohesión en seco de )1D
)$SgFcm$* se !/%!% 220C $/+,% 1.@ 3 ;(&.
E# #=/",+ es un subproducto de la destilación de la hulla, es un
aglomerante que da una elevada resistencia en seco, por lo cual se emplea
especiadamente para arenas destinadas a moldear machos grandes, es
muy resistente a la absorción de la humedad, a diferencia de los
aglutinantes cereales que son giroscópicos, por otra parte tiene la la ventaa
de ser muy económico
8e a;ade en una proporción del 2 con la misma cantidad de agua y un a
proporción de humedad del 2 $% /, obteni2ndose cohesiones en verde
de cerca de 5BgFcm$ y de $B a B1 SgFcm$ en seco . S% !/%!% $% 230
20C $/+,% 2 ;(&.
L %&"+ 4aturales o sint2ticas desarrollan su acción aglutinante
cuando se someten al calor. Por otra parte al igual que el alquitrán, retardan
la perdida de la resistencia del molde seco expuesto a una atmósfera
h&meda.
Entre las resinas naturales tenemos la del pino, que se extra e con
solventes de la madera o tratando al vapor la misma madera finamente
triturada.
D% #& %&"+& &"+,,"!&, citaremos una categoría especial, de las resinas
,%'( %+$/%!"*#%& que a diferencia de las otras, en vez de ablandarse
con el calentamiento endurece en el enfriamiento sucesivo, se endurecen en
forma permanente con exposiciones a temperatura relativamente baas de
100 1@0C.
L(& !%",%& se emplean especialmente en la preparación de arena
para noyos .El prototipo de esta categoría es el aceite de linaza, que
responde muy bien a las exigencias de la fundición, pero que es muy caro
por lo que se tiende a sustituirlo por otros aceites vegetales.
+os aceites contienen escasa cohesión a las arenas verdes, y en general es
necesario emplearlos untamente con otros aglutinantes !dextrina o arcilla%.
8e a;aden en preparación del 1.@ # 2 con un 2 $% /, obteni2ndose
cohesión de )1 a )B gFcm$ en verde y en seco d5e 5B a BB1gFcm$. >lgunas
21
7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 22/43
veces se sustituye un 1.B? de aceite por un ##? de arcilla o de dextrina
para meorar la cohesión en verde. S% !/%!% 220 20C $/+,% $% 2
;(&..
C(+&"$%!"(+%& $%"$& $%# %&,/$"( $% #& %+& 7 #(&
#('%+,%&
1. +as arenas arcillosas son las más resistentes pero son menos
permeables.
2. El tama;o del grano tiene cierta influencia sobre la cohesión.
3. +as arenas más finas ofrecen, en igualdad de condiciones, mayor
cohesión, pero son menos permeables.
. +as arenas más ricas en óxido de hierro son más resistentes* el óxido de
hierro no influye sobre la permeabilidad.
@. -ada tipo de arcilla favorece ciertas propiedades !cohesión en seco, en
verde, duración% pero las arcillas no influyen sobre la permeabilidad* en
otras palabras, si la fineza de la arena y el contenido de arcilla son
constantes, la permeabilidad no cambia al cambiar el tipo de arcilla.
. El contenido de humedad influye sobre la cohesión de la arena* cada
arena requiere de un contenido óptimo de humedad, lo mismo que para
obtener la permeabilidad óptima. En general, a una cohesión óptima
corresponde óptima permeabilidad.
. 8i la arena seca a #1BL-, luego se restablece la humedad y las
propiedades de las mezclas resultan meores* este meoramiento no se
verifica respecto a la permeabilidad.
8. El uso disminuye la cohesión de la arena, pero ciertas arenas se
degradan menos rápidamente que otras. -on el uso se reduce tambi2n
la permeabilidad.
9. +as arenas para el formado !moldeo% en seco se degradan más
rápidamente que las que son para moldeo en verde* lo mismo sucede
con la permeabilidad.
10.El secado de los moldes aumenta la cohesión de la arena y su
permeabilidad.
22

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 23/43
11. . +a trituración aumenta la fuerza de cohesión y disminuye la
permeabilidad.
12.8i se prolonga la trituración, la cohesión tiende a permanecer constante o
a disminuir y la permeabilidad se reduce.
13.El mezclado con aparatos continuos provoca una ligera diferencia en
menos del valor de la cohesión respecto a aquel obtenido con la mezcla
efectuada con las mezclas tradicionales. Pero el primer modo de mezcla
mantiene mayor permeabilidad.
1.El mayor grado de apertura aumenta la cohesión y disminuye la
permeabilidad.
1@.+a forma del grano tiene poca influencia sobre la cohesión* pero si la
forma es esf2rica la cohesión disminuye y la permeabilidad aumenta.
1.+a uniformidad dimensional de los granos y de su forma tiene poca
influencia sobre la cohesión.
1.Es de preferirse la arena que contiene la meor arcilla en proporciones lo
más reducidas posible.
18.8i dos arenas, una a grano grueso y otra a grano fino, tuvieran
permeabilidad igual, se necesitaría siempre recordar que entre más
peque;o es el grano menores son los espacios entre grano y grano y
más fuerte la fricción de los gases que los atraviesan.
19.+a arena fina hace más lisa la superficie de las piezas.
20.-uando el contenido de agua que absorbe la arcilla es superado, la
arcilla se deshace, se hace licuosa y pierde su resistencia.
21.8on de preferirse las arenas que requieren el menor contenido de arcilla
y el menor contenido de agua.
22.Ceformabilidad es la aptitud para variar la forma* depende del porcentae
de arcilla y de la humedad, además de la forma de los granos !es mayor
en granos angulares%.
23."luencia es la aptitud de transmitir a trav2s de una masa las presiones
aplicadas en su superficie. Entre mayor sea esta, menor es la presión
necesaria para moldear. Es mayor en arenas redondas. +a meor
plasticidad corresponde al grado adecuado de la humedad !5 a = por
ciento% y corresponde a la densidad mínima.
23
7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 24/43
2.Permeabilidad se denomina así a la facilidad que ofrece una arena de
dearse atravesar por el aire y los gases que se desprenden cuando se
realiza la colada !aire de cavidad y gases%.
2@."orma de los granos los granos redondos dan meor permeabilidad que
los angulosos.
2.Tranulometría entre más finos sean los granos, menor será la
permeabilidad.
2.-ontenido de arcilla cuanto mayor sea el porcentae de arcilla, más
acoplados y soldados quedarán unos granos contra otros y menor será la
permeabilidad.
28.0ntensidad de apisonado cuanto mayor sea el apisonado menor será la
permeabilidad.
3.. NEGROS BARNICES DE FUNDICI4N GRAFITOS
Centro de los negros de fundición podemos citar los siguientes.
6 4egro mineral o de mezcla
*6 4egro de estufa o de recubrimiento
!6 Trafito
El principal obeto de su empleo es compensar la dilatación y crear una capa
aislante entre la arena del molde y el metal fundido
.-6 N%( '"+%# ( $% '%!#.-
8e a;ade normalmente a la arena verde en la proporción del 3-. El negro
mineral no es más que un polvo de hulla pulverizada de llama larga, con
muchos materiales volátiles, que es mezcla a la arena en el momento de su
elaboración.
El material por la elevada temperatura que se produce en el molde, en el
momento de la colada, arde. +os productos de la combustión así formados.
<xido de carbono -<
>nhídrido carbónico -<$
>nhídrido sulfuroso 8<$
3apor de agua K$<
-onstituyen un velo protector entre el metal y la superficie de la arena.
Es evidente que esta acción aislante es mayor cuanto mayor sea el
contenido de materiales volátiles en el carbón de origen, en cambio el
24
7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 25/43
contenido de cenizas debe ser el más bao posible ya que disminuye la
refractariedad.
+a solución ideal consiste en emplear un negro de granulometría similar a la
de la arena con la cual se emplea, o poco más fina.
+as características aconseables para un buen negro mineral son los
siguientes
-ontenido de materiales volátiles )B? como mínimo
-ontenido de carbono fio B1DBB? como mínimo
-ontenido de ceniza #1? como máximo
*6E# +%( $% %&,/.- E# negro de estufa o de recubrimiento se emplea
para barnizar las superficies de los moldes y de los machos. +a finalidad de
su empleo y su modo de actuar son los mismos del negro mineral.
El negro de recubrimiento se emplea generalmente para moldes en seco y
por ello tambi2n se lo llama negro de estufa. Esta constituida por una
suspensión fluida de grafito, negro vegetal!es decir polvo de carbono de
le;a% y arcilla, obtenida en un tambor de mezcla con un agitador de paletas.
El barniz así obtenido se extiende con una brocha sobre la superficie del
molde antes de someterlo al secado.
(na mezcla que buenos resultados en la práctica es la siguiente
4egro de le;a vegetal fuerte carbonizado a mas de B11L- H 6B?
Trafito!61? de carbono% H #B?
>rcilla refractaria H#1?
>gua la suficiente para formar un barniz bastante fluido
!6.-E# ",(. 8e emplea grafito en polvo aplicando en seco sobre la
superficie del molde.
El valor de grafito es tanto mayor cuanto mayor es el contenido de carbono
fio, un buen grafito debe contener cerca de 0 $% !*(+( "J( /+ 2@
$% !%+"& 7 /+ @ $% ',%"#%& (#,"#%&. En sustitución de grafito se
puede emplear negro mineral.
+os negros descritos se utilizan com&nmente en fundición de hierro, bronce
y cobre. En la fundición de acero, para moldes en seco, se emplean
barnices a base de harina de sílice con aglutinante arcilloso !por eemplo )?
de bentonita%. El elemento aglutinante suele a;adirse en proporciones muybaas, para garantizar la máxima refractariedad del barniz.
25

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 26/43
3. DIAGRAMA DE PREPARACI4N DE ARENAS
26

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 27/43
6.-D%&,%(+$(.-+a arena usada procede del desmoldeo en masa
heterog2nea reagrupada en terrones compactos en los puntos que
estuvieron en contacto directo con el metal.
+a desterronadora nos sirve para pasar al estado de gránulos los terrones
despu2s de la fundida.
*6.-S%5$( '+,"!(.D+as arena usadas contienen rebabas, escamas
y trozos de metal, sobre todo clavos de los que se emplea para reforzar el
moldeo en las zonas mas d2biles. 0ncluso para proteger las manos de los
moldeadores que manipulan la arena. /odos estos materiales se separan de
la arena con un separador magn2tico.
27
+eserronadoa de cilindros aracadora de mandu*ulas
-e#arador magn.icode #ar/culas de "ierro
7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 28/43
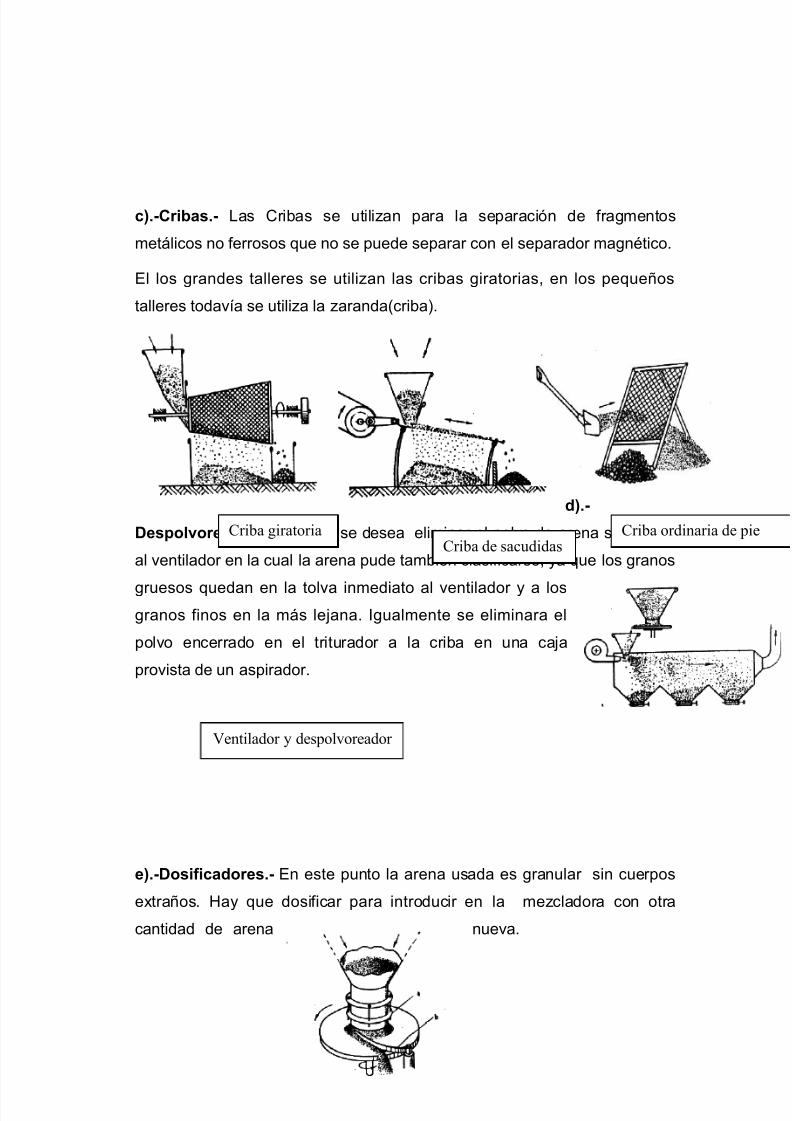
!6.-C"*&.- +as -ribas se utilizan para la separación de fragmentos
metálicos no ferrosos que no se puede separar con el separador magn2tico.
El los grandes talleres se utilizan las cribas giratorias, en los peque;os
talleres todavía se utiliza la zaranda!criba%.
$6.-
D%&5(#(%$(.- -uando se desea eliminar el polvo de arena se recurre
al ventilador en la cual la arena pude tambi2n clasificarse, ya que los granos
gruesos quedan en la tolva inmediato al ventilador y a los
granos finos en la más leana. 0gualmente se eliminara el
polvo encerrado en el triturador a la criba en una caa
provista de un aspirador.
%6.-D(&""!$(%&.- En este punto la arena usada es granular sin cuerpos
extra;os. Kay que dosificar para introducir en la mezcladora con otra
cantidad de arena nueva.
28
Cri*a giraoriaCri*a de sacudidas
Cri*a ordinaria de #ie
enilador ) des#olvoreador

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 29/43
6.-C"#"+$(& '%!#$(%&.- -uanto mayor eficiente sea la mezcladora,
tanto menos será la cantidad de aglutinante necesario para tener un
cohesión determinada y por lo tanto la permeabilidad será tambi2n mayor.
En la mezcladora, untamente con la arena usada, se carga siempre arena
nueva y, en la arena arcillosa, la cantidad precisa de agua, &" %&,
$%&,"+$ '(#$% %+ %$% &% K$% ,'*"+ +%( '"+%#.
-uando se prepara arena silícea aglomerado para machos se a;ade los
aglutinantes, con agua o sin ella y sin negro.
+a arena, despu2s de una elaboración de 5 a #1 minutos se descarga a
mano .En las maquinas de funcionamiento continuo la descarga se efect&a
automáticamente.
6.-D%&"+,%$(.-Cespu2s de haber pasado por la mezcladora la arena
queda regenerada, es decir, cada grano esta recubierto de arcilla h&meda
o de aglutinante* para separar los granos uno de otro se hace pasar la arena
por un desintegrador.
Estas maquinas se basan todas en el mismo principio* lanzar al espacio por
un medio cualquiera.
29
+osificador
ezcladora de aresa fia) rodillos giraorios ezcladora de aresa giraoria,
con rodillos anc"os

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 30/43
;6.- S%!$(.- >quí termina la fase de preparación de las arenas. 8e coge
una muestra para la comprobación definitiva de sus características y la
arena pasa al departamento de moldeo.
El plan de preparación expuesto es general. En las prácticas puede
modificarse, suprimiendo o alterando algunas operaciones, Por eemplo
1. Para las arenas verdes se suprimes la rotura de los terrones y la
eliminación del polvo y se prepara una arena &nica de moldeo y de
relleno.
2. Para arenas secas se prepara la arena de moldeo y seguir el plan
anterior. +a arena de relleno se prepara aparte, cribando la arena usad,
a;adiendo arena nueva y agua y desintegrando la mezcla en el lugar de
trabao.
3. Para la arena silícea aglomerante se emplea una nueva, seleccionada,
se seca y se mezcla con el aglutinante en una mezcladora especial fig
91.
30
-ecador coninuocom*inado con una cri*a
+esinegrador Cenr/fugoesinegrador de cina
7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 31/43
CAPITULO IV
$AAC + $+-
. 1. N(!"(+%& %+%#%&
Este proceso se denomina moldeo, se realiza en las secciones de moldeo
del taller de fundición. +os machos se elaboran en la sección de machos y
son enviados al armado del molde en la sección de moldeo. +a elaboración
de moldes, machos y el armado del molde son las etapas más importantes
en la fabricación de molduras. En dependencia del grado de mecanización
se diferencian tres tipos de moldeo a mano, a máquina y automático.
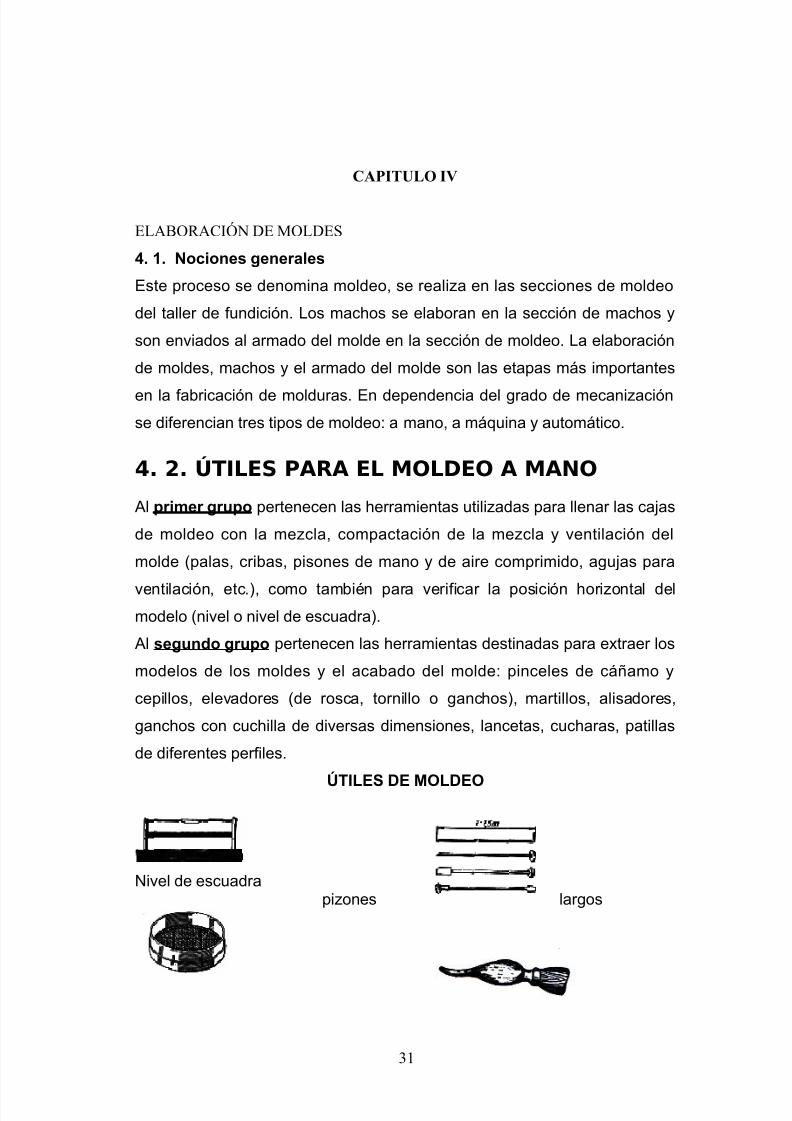
4. 2. ÚTILES PARA EL MOLDEO A MANO
>l 5"'% /5( pertenecen las herramientas utilizadas para llenar las caas
de moldeo con la mezcla, compactación de la mezcla y ventilación del
molde !palas, cribas, pisones de mano y de aire comprimido, aguas para
ventilación, etc.%, como tambi2n para verificar la posición horizontal del
modelo !nivel o nivel de escuadra%.
>l &%/+$( /5( pertenecen las herramientas destinadas para extraer los
modelos de los moldes y el acabado del molde pinceles de cá;amo y
cepillos, elevadores !de rosca, tornillo o ganchos%, martillos, alisadores,
ganchos con cuchilla de diversas dimensiones, lancetas, cucharas, patillas
de diferentes perfiles.
TILES DE MOLDEO
4ivel de escuadra pizones largos
31

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 32/43
-riba redonda
Pincel
Pizones
Tanchos
Pala
Pulverizadores.
Pisones de aire comprimido
Espátulas
32
7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 33/43
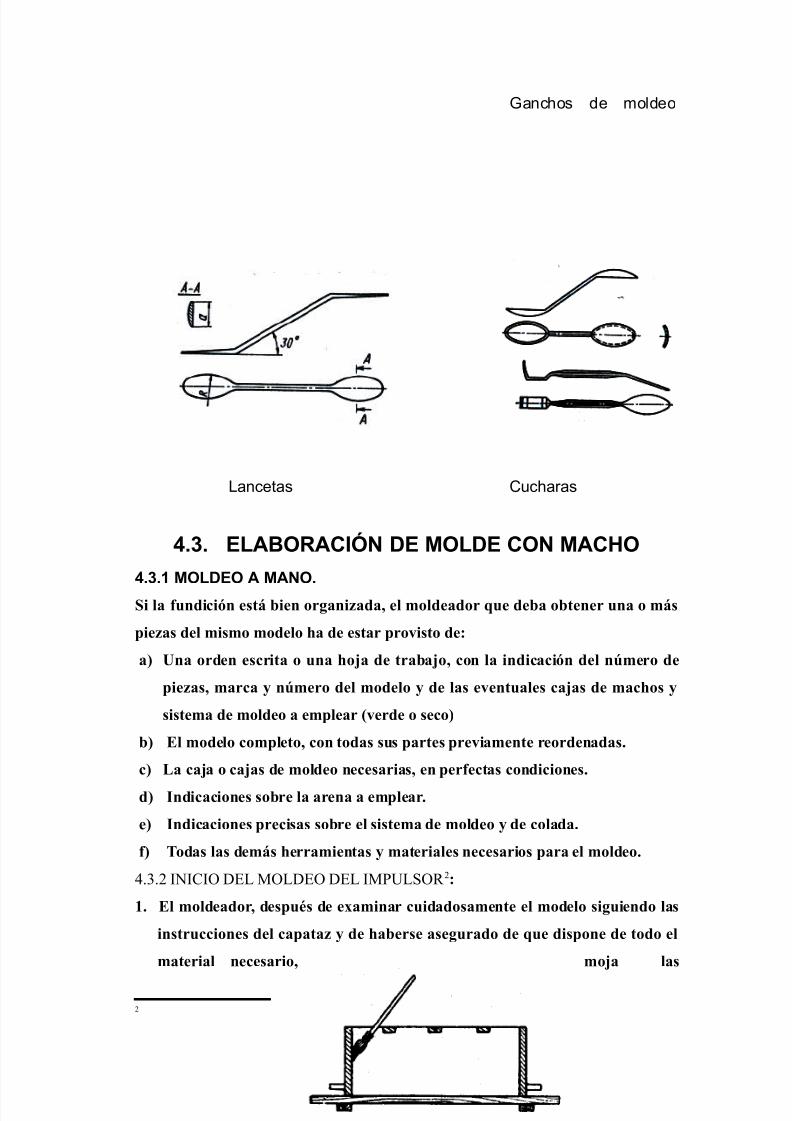
Tanchos de moldeo
+ancetas -ucharas
.3. ELABORACI4N DE MOLDE CON MACHO
.3.1 MOLDEO A MANO.
Si la fundición está bien organizada, el moldeador ue deba obtener una o más
!iezas del mismo modelo "a de estar !ro#isto de$
a% Una orden escrita o una "o&a de traba&o, con la indicación del n'mero de
!iezas, marca ( n'mero del modelo ( de las e#entuales ca&as de mac"os (
sistema de moldeo a em!lear )#erde o seco%
b% *l modelo com!leto, con todas sus !artes !re#iamente reordenadas+
c% La ca&a o ca&as de moldeo necesarias, en !erfectas condiciones+
d% Indicaciones sobre la arena a em!lear+
e% Indicaciones !recisas sobre el sistema de moldeo ( de colada+
f% Todas las demás "erramientas ( materiales necesarios !ara el moldeo+
432 C +$ $+ +$ :;$- 2$
+ *l moldeador, des!u-s de e.aminar cuidadosamente el modelo siguiendo las
instrucciones del ca!ataz ( de "aberse asegurado de ue dis!one de todo el
material necesario, mo&a las
2
33

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 34/43
!aredes interiores de la ca&a de moldeo, !ara asegurar la ad"esión de la
arena de moldeo, con una sus!ensión de arcilla en agua+
/+ Coloca el modelo sobre un tablero, o sobre un !lano de traba&o , o sobre una
falsa ca&a )en el caso de ue el modelo no sea !lano%, en la cual, con arena de
fundición o, si se uiere "acer más estable, con (eso o un conglomerado de
cemento o materiales similares, "abrá formado !re#iamente un lec"o ca!az
de sostener el modelo en la !osición deseada+
0+ 1is!one la ca&a ( modelo inferior,
de moldeo corres!ondiente, de&ando suficiente es!acio !ara los canales de
colada+
2+ Con un cedazo cubre el modelo de arena fina o arena !ara modelo, ( la
com!rime a su alrededor con la mano en un es!esor de !ocos cent3metros
!ara los moldes !eue4os "asta llegar de 5 a 6 cm !ara los grandes+
34
7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 35/43
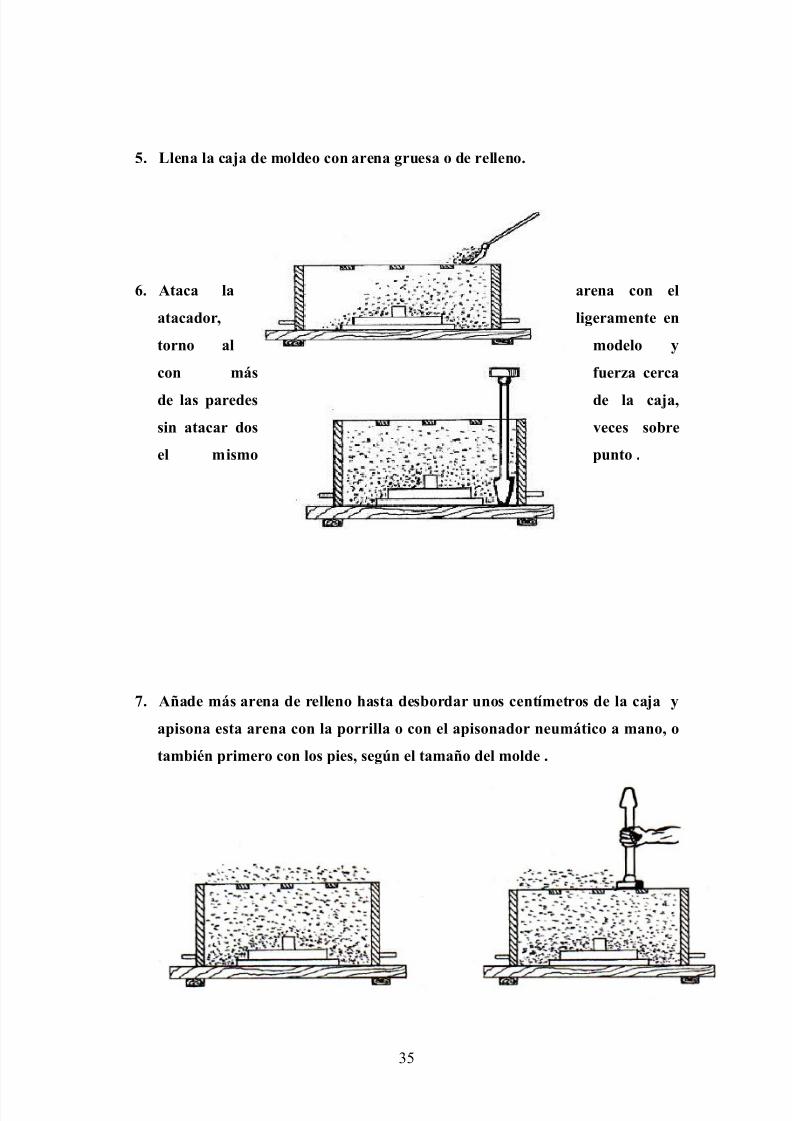
5+ Llena la ca&a de moldeo con arena gruesa o de relleno+
7+ Ataca la arena con el
atacador, ligeramente en
torno al modelo (
con más fuerza cerca
de las !aredes de la ca&a,
sin atacar dos #eces sobre
el mismo !unto +
8+ A4ade más arena de relleno "asta desbordar unos cent3metros de la ca&a (
a!isona esta arena con la !orrilla o con el a!isonador neumático a mano, o
tambi-n !rimero con los !ies, seg'n el tama4o del molde +
35

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 36/43
9+ Allana la su!erficie su!erior de la ca&a arrastrando una rasueta sobre los
bordes de la misma ( uitando la arena sobrante+ Con la agu&a de dar gases
!inc"a el molde en los !untos ( dirección adecuados, !rocurando acercarse
al modelo, !ero sin tocarlo, a fin de no !roducir da4os en el mismo+
:+
Pre!ara un lec"o de arena sobre la ca&a
inferior ( un tablero au.iliar sobre la misma, le#anta la ca&a moldeada con el
modelo ( el tablero ( le da #uelta, asentándola , !rocurando ue se a!o(e
uniformemente en toda su su!erficie en forma "orizontal ( retirando el
tablero de a!o(o+
6+
;uita el tablero o la falsa ca&a,
descubre los bordes del modelo ( las contrasalidas )si las tiene% ( !rocede al
acabado del !lano de se!aración del molde, alisándolo con la !aleta o con la
es!átula+
36

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 37/43
+ Se coloca si la "a( la otra !arte del modelo, si este es di#idido se moldea las
!iezas corres!ondientes a las !artes ue !resentan contrasalida+
/+ Se es!ol#orea con gris o
!ol#o de s3lice seco el !lano de se!aración del molde+
0+ Se so!la con el fuelle de mano o el so!lador de aire com!rimido el e.ceso de
!ol#o aislante asentado sobre el modelo+
2+ Coloca la ca&a su!erior, centrándola mediante !asadores de registro+
37
7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 38/43
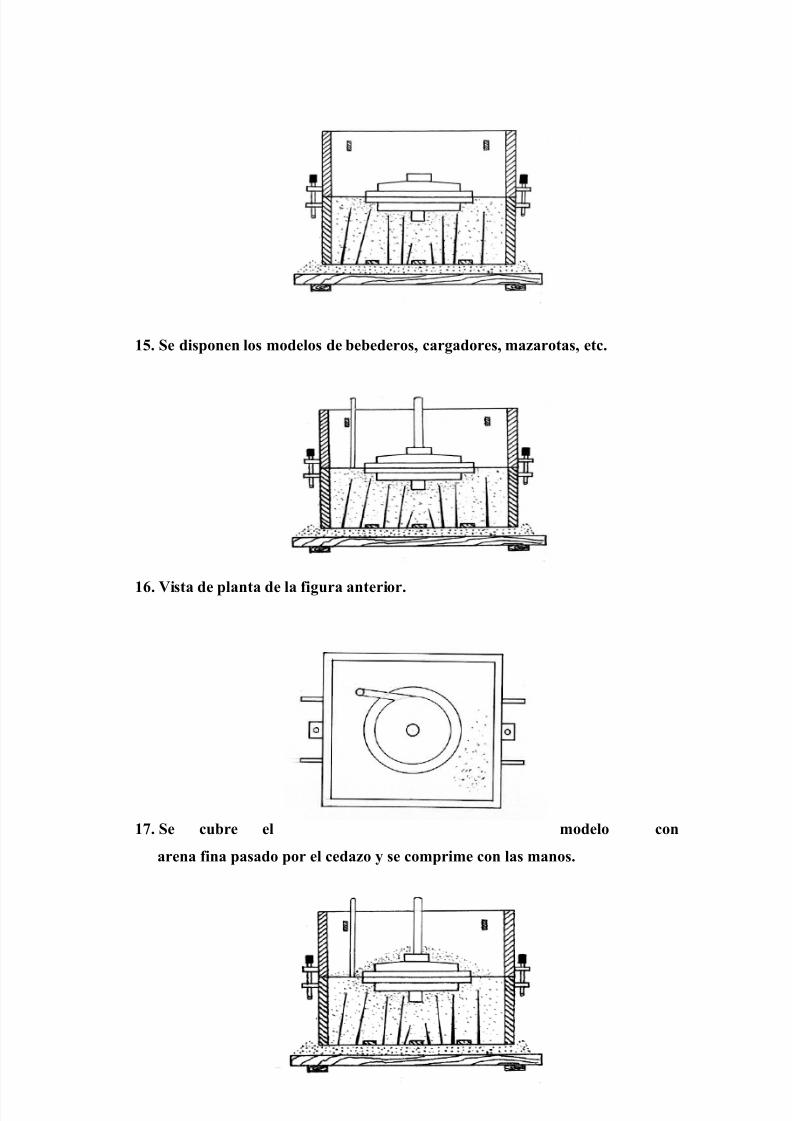
5+ Se dis!onen los modelos de bebederos, cargadores, mazarotas, etc+
7+ Vista de !lanta de la figura anterior+
8+ Se cubre el modelo con
arena fina !asado !or el cedazo ( se com!rime con las manos+
38

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 39/43
9+ Se colocan ganc"os ( armaduras de a!o(o donde se necesitan, !re#iamente
mo&ados en agua arcillosa, se llena con arena fina !ara ue tenga igual
consistencia ( "omogeneidad, se #uel#e a colmar, se a!isona con el
a!isonador, se elimina el e.ceso de arena con la rasueta, se dan gases como
el la ca&a inferior+
:+ *.trae los modelos del bebedero ( los cargadores, etc++
/6+ Se le#anta la ca&a
su!erior guiándose !or los !asadores de registro, se le da #uelta ( se coloca al
lado de la inferior sobre un lec"o de
arena+
39

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 40/43
/+Se sacan las diferentes !artes
del modelo, tanto de la ca&a
inferior como de la su!erior+
//+ Con la es!átula corta los canales
ue comunican el molde con los
bebederos de colada ( con loscargadores, formando los
embudos ( asientos !ara los
filtros+
23 Se re!asan las !aredes del molde, %a& se restitu(e la arena remo#ida, %*& se
refuerzan las aristas ( las !arte su&etas a erosión, %c& se alisan las medias
ca4as ( las aristas con alisadores, %d& si la colada es en seco se barniza
)!intura%, con una !istola de !intar, con negro de estufa+
a
*
40

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 41/43
c d
/2+ Se asegura la salida de gases !ara los mac"os, tanto en la ca&a inferior como
la su!erior+
/5+ Si se funde en seco el molde se a de secarse en la estufa, con un so!lete a gas
o gasolina+
/7+ Se colocan el mac"o ) secado a su #ez% ( se realiza un sello "erm-tico entre el
mac"o ( la ca&a corres!ondiente, en este caso la ca&a su!erior, con un
cordoncillo de "arina de trigo con agua )masa !ara !an%, la misma ue
e#itará el ingreso de material "acia el gascificador del mac"o+
41

7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 42/43
/8+ Se cierra el molde siguiendo la gu3a de los !asadores e introduciendo
lentamente la ca&a su!erior+
/9+ Se cierra las ca&as tanto su!erior como inferior, asegurando ue el molde
este com!letamente lim!io, ( re#isar los bebederos ( masarotas as3 como
tambi-n el cierre !erfecto+
/:+ Une las ca&as con gra!as ( bulones, las carga con los !esos !re#istos !ara
contrarrestar la !resión metalóstatica ( ta!a con arcilla las &unturas de las
ca&as !or su !arte e.terior+
42
7/18/2019 Porta Folio de fundicion
http://slidepdf.com/reader/full/porta-folio-de-fundicion 43/43
.3.3. MOLDEO A MUINA
El moldeo a máquina se emplea principalmente en la producción en serie y
en gran escala. En la producción en peque;os lotes y unitaria la utilización
del moldeado a máquina es posible al emplearse utillae de los modelos de
rápida sustitución.