Plantas de Aprovechamiento de residuos sólidos “Mitos” y “Realidades”
6-1
SECCIÓN 6
PLANIFICACIÓN Y DISEÑO DE LAS PLANTAS DETRATAMIENTO DE RESIDUOS PELIGROSOS
La planificación y diseño de una planta de tratamiento de residuos peligrosos (PTRP) esun complemento necesario de las plantas comunes de tratamiento de efluentes (PCTE) (véase lasección 5). La finalidad de una PTRP es brindar una alternativa segura frente a la disposiciónincontrolada de residuos industriales peligrosos líquidos y sólidos. Otro propósito de las PTRP esdirigir las descargas tóxicas de las industrias lejos de una PCTE para evitar interferencias en losprocesos de tratamiento de sus plantas. Una PTRP es una planta centralizada que sirve a unazona geográfica relativamente grande, incluidas varias pequeñas empresas (PYME) paraaprovechar las economías de escala que permiten el uso de opciones de tratamiento de residuospeligrosos, tales como la incineración que está más allá de la capacidad técnica y financiera delas PYME individuales. Si bien este capítulo hace énfasis en el tratamiento centralizado, no debesubestimarse la posibilidad de establecer procesos de tratamiento para residuos de tipo específicoen las mismas industrias. Por ejemplo, se dispone de unidades de destilación relativamentepequeñas para la recuperación de solventes y algunas PYME pueden aprovechar esta opción paraminimizar sus residuos.
Esta sección se centra en la planificación y diseño de una PTRP e incluye informaciónsobre las principales alternativas de tratamiento de residuos peligrosos disponibles. En elvolumen II se ha desarrollado un ejercicio para estimar la generación de residuos de unaindustria de utensilios de madera laqueada y el análisis de las correspondientes tecnologías detratamiento.
6.1 PRINCIPIOS DEL DISEÑO
En realidad, una PTRP centralizada es solo una parte de un sistema más amplio quepuede incluir: (1) un sistema de recolección (por vía terrestre, ferroviaria o una combinación deambos) para acopiar residuos de PYME individuales (y empresas más grandes), (2) centros detransferencia donde puedan identificarse y combinarse residuos con características similares, (3)un sistema para el transporte de residuos voluminosos desde los centros de transferencia hasta laplanta centralizada de tratamiento, (4) una PTRP diseñada para manejar una gran variedad deresiduos peligrosos y (5) un relleno sanitario seguro para la disposición de residuos solidificadosy otros residuos del tratamiento (por ejemplo, ceniza de incineradores y lodos residuales).
Las diferencias principales entre el diseño de una PTRP y una PCTE son: (1) las PTRPsolo usan sistemas de recolección móvil y nunca sistemas de alcantarillado y (2) los sistemas detratamiento en las PTRP necesitan ser lo suficientemente flexibles como para manejar residuoscon características variables debido a la diversidad de fuentes industriales.
6-2
6.1.1 Características y volumen de los residuos sólidos y líquidos
La sección 3 brinda información básica sobre los tipos de residuos que una PTRP puedemanejar. La obtención de información acerca de las características y volumen de cada empresapuede no ser factible debido al gran número de PYME involucradas. Las auditorías detalladas aempresas seleccionadas al azar en una categoría industrial específica pueden servir de base paracalcular las características y volumen total de residuos para esa categoría, siempre que se cuentecon un inventario de todas las empresas existentes. Los esfuerzos deben concentrarse en laidentificación del volumen de residuos en las categorías principales del cuadro A-2 de la hoja detrabajo A en el volumen II (es decir, residuos de cianuro, lodos y soluciones con metalespesados, solventes halogenados y no halogenados). Para la selección del método de tratamiento ydiseño de los parámetros de operación, es importante tener una idea del rango de concentraciónde los principales residuos (es decir, porcentaje de sustancias orgánicas, concentracionesmáximas de metales en aguas residuales, etc.).
6.1.2 Recolección y transporte
Para transportar los residuos de las PYME a una PTRP, los sistemas móviles son máseficientes en función de los costos que los sistemas de tuberías por las siguientes razones:
§ Se debe recolectar sólidos y líquidos, por lo que se requiere la recolección móvil aunsi hubiera un sistema de tuberías instalado.
§ Cuando diferentes efluentes (solventes gastados, aguas residuales contaminadas)tienen que manejarse por separado, los sistemas múltiples de recolección por tuberíasresultan excesivamente costosos.
§ Los sistemas móviles pueden servir con mayor facilidad a las PYME alejadas que unared de tuberías.
§ Los sistemas de tuberías que transportan residuos peligrosos requieren materiales deconstrucción más costosos.
Así como el pretratamiento antes de la descarga al alcantarillado es esencial para elfuncionamiento efectivo de una PCTE, la separación de residuos peligrosos en las PYME esesencial para la operación efectiva de una PTRP. La separación maximiza las oportunidades derecuperación y reciclaje de residuos, tales como solventes y metales, y minimiza los riesgospotenciales de mezclar residuos incompatibles. Generalmente, los efluentes en las PYME sealmacenan en tanques de retención que pueden vaciarse en tanques portátiles para su transporte auna PTRP; mientras que los residuos sólidos pueden almacenarse en cilindros u otroscontenedores que pueden ser transportados o posiblemente reusados.
Las aguas residuales de lodo diluido en grandes cantidades se transportan de manera máseconómica por medio de camiones cisternas de inducción al vacío. La capacidad de los camionescisternas varían entre 1.000 y 6.000 galones. Una manera más económica de almacenar ytransportar volúmenes pequeños de residuos (menos de 500 galones) consiste en almacenarlos en

6-3
cilindros y transportarlos en camiones de plataforma. Un cilindro industrial estándar tiene 55galones de capacidad y se usa especialmente cuando en una sola planta se generan volúmenespequeños de residuos diferentes e incompatibles.
Durante el diseño de una PTRP, se elaboran mapas de transporte que muestran laubicación de las PYME en relación con las carreteras, vías ferroviarias y rutas navegables. Loselementos específicos del diseño de un sistema de recolección y transporte incluyen: 1)selección del material del contenedor adecuado de acuerdo con el tipo de residuo que serátransportado; 2) elección del tipo y tamaño de los vehículos para que sean compatibles con lasrutas de transporte disponibles; 3) determinación del número de vehículos que garantice larecolección según el volumen de residuos generados con un margen de seguridad para losretrasos y mantenimiento y 4) desarrollo de procedimientos operativos seguros para hacer elseguimiento, manejo y transporte de materiales peligrosos.
6.1.3 Centros o estaciones de transferencia
Una PTRP capaz de manejar la amplia variedad de residuos peligrosos generados en unaregión puede estar muy alejado de muchas PYME como para permitir un transporte eficiente ydirecto al centro. Los centros de transferencia permiten la clasificación y mezcla preliminar deresiduos compatibles, lo que facilita su proceso y tratamiento al llegar a la PTRP. Elalmacenamiento de residuos en centros de transferencia también facilita la compensación devolúmenes de diferentes tipos de residuos para garantizar posteriormente la operación eficientede la PTRP.
La ubicación es una consideración clave en el diseño de los centros de transferencia.Estos deben estar cerca de las principales rutas de transporte (líneas ferroviarias, carreteras) parafacilitar el transporte de grandes volúmenes de residuos del centro de transferencia a la PTRP.Un centro de transferencia debe tener un área de terreno suficiente para almacenartemporalmente los residuos que se encuentran en los contenedores y quizás almacenar un mayorvolumen de varios tipos de efluentes. Otros elementos importantes del diseño incluyen: (1)diseño de instalaciones para el análisis químico de residuos a fin de clasificarlos y probar sucompatibilidad (véase la sección 6.1.4), y (2) diseño de sistemas de contención para proteger alos trabajadores del centro y poblaciones vecinas de la exposición a materiales peligrosos.
6-4
6.1.4 Caracterización y clasificación de los residuos recibidos
Los residuos que se reciben en una PTRP deben caracterizarse y clasificarse conexactitud para evitar riesgos al mezclar residuos incompatibles y asegurar que el volumen de losresiduos no exceda los límites de diseño de los procesos de tratamiento. Los riesgos potencialesde mezclar residuos peligrosos incompatibles incluyen:
§ explosiones§ incendios§ generación de gases inflamables§ generación de gases tóxicos§ generación de calor§ solubilidad de toxinas.
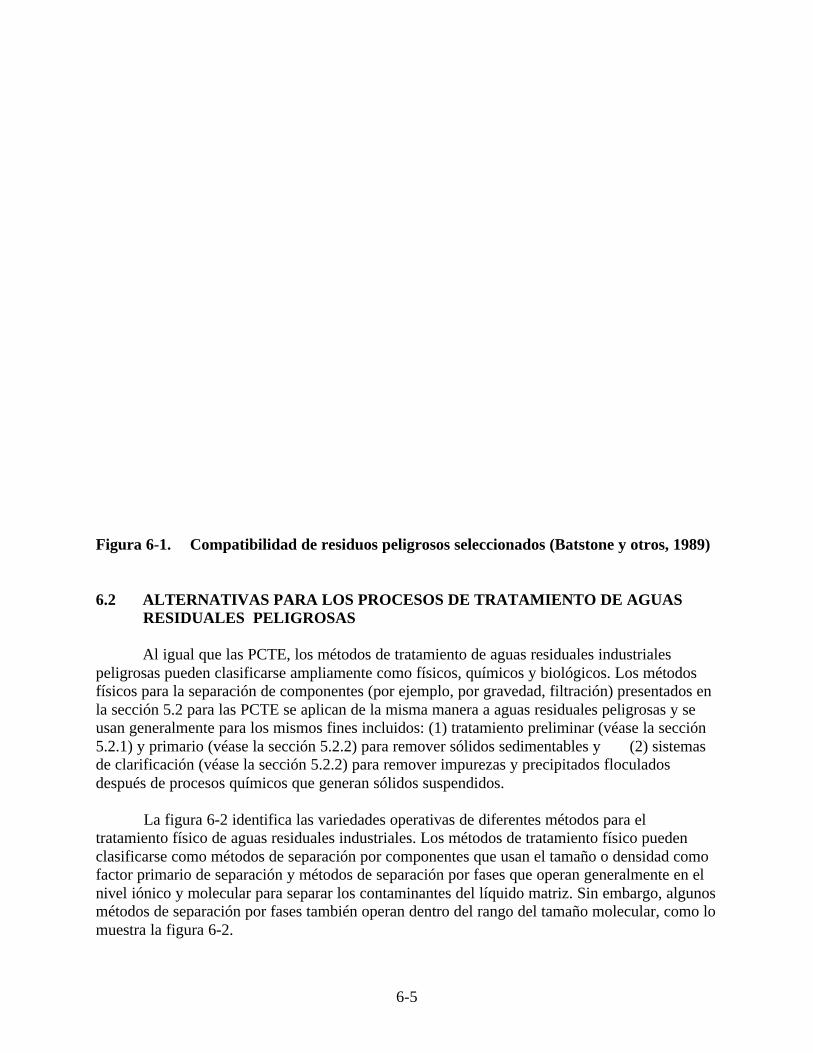
La figura 6-1 identifica combinaciones potencialmente incompatibles de 12 tipos deresiduos peligrosos. La compatibilidad es importante cuando se mezclan distintos residuos paracrear lotes grandes que serán tratados por un proceso específico. La compatibilidad también esde interés cuando se diseñan instalaciones para el almacenamiento de residuos. El diseño debeminimizar la posibilidad de descargas accidentales de residuos incompatibles.
Generalmente, para las pruebas de compatibilidad se usan pruebas de selección que norequieren un equipo de laboratorio complejo ni costoso. Estas pruebas se aplican usualmentedurante la recolección cuando los efluentes se mezclan en el contenedor de transporte o en loscentros de transferencia. Una PTRP debe contar con un laboratorio capaz de realizar análisisprecisos de una amplia variedad de sustancias orgánicas e inorgánicas. Los análisis delaboratorio permiten identificar residuos que exceden las especificaciones para los procesos detratamiento continuo. Los residuos fuera de las especificaciones deben tratarse con un métodoalternativo o modificarse mediante la mezcla con otros residuos hasta que cumplan con lasespecificaciones. Los análisis de laboratorio también se usan para caracterizar los residuos queson tratados mediante procesos químicos discontinuos a fin de determinar los productosquímicos requeridos para completar las reacciones.
La Agencia de Protección Ambiental de los Estados Unidos (EPA) (1984a) brindaorientación detallada sobre la formulación de planes para el análisis de residuos. El apéndice Acontiene varias listas de verificación que pueden ser útiles para formular planes de análisis deresiduos y una lista de métodos simples de la American Society for Testing and Material(ASTM) para seleccionar las características de los residuos. El apéndice E también incluye unabibliografía con las referencias principales sobre métodos para el análisis químico de residuos yaguas residuales.
6-5
Figura 6-1. Compatibilidad de residuos peligrosos seleccionados (Batstone y otros, 1989)
6.2 ALTERNATIVAS PARA LOS PROCESOS DE TRATAMIENTO DE AGUASRESIDUALES PELIGROSAS
Al igual que las PCTE, los métodos de tratamiento de aguas residuales industrialespeligrosas pueden clasificarse ampliamente como físicos, químicos y biológicos. Los métodosfísicos para la separación de componentes (por ejemplo, por gravedad, filtración) presentados enla sección 5.2 para las PCTE se aplican de la misma manera a aguas residuales peligrosas y seusan generalmente para los mismos fines incluidos: (1) tratamiento preliminar (véase la sección5.2.1) y primario (véase la sección 5.2.2) para remover sólidos sedimentables y (2) sistemasde clarificación (véase la sección 5.2.2) para remover impurezas y precipitados floculadosdespués de procesos químicos que generan sólidos suspendidos.
La figura 6-2 identifica las variedades operativas de diferentes métodos para eltratamiento físico de aguas residuales industriales. Los métodos de tratamiento físico puedenclasificarse como métodos de separación por componentes que usan el tamaño o densidad comofactor primario de separación y métodos de separación por fases que operan generalmente en elnivel iónico y molecular para separar los contaminantes del líquido matriz. Sin embargo, algunosmétodos de separación por fases también operan dentro del rango del tamaño molecular, como lomuestra la figura 6-2.

6-6
Esta sección se centra en los métodos de tratamiento físicos de separación por fases yquímicos que se usan comúnmente para tratar aguas residuales industriales peligrosas. Lamayoría de los procesos químicos tratados en esta sección también son apropiados para elpretratamiento de aguas residuales en las PYME antes de su descarga a un PCTE. Cuando seusan en el lugar, los residuos que se transportarían para el tratamiento en una PTRP seríanprincipalmente los residuos (efluentes y lodos concentrados) generados por estos procesos.Cuando las aguas residuales tóxicas no han sido pretratadas ni descargadas a una PCTE, éstasdeben recolectarse y transportarse a una PTRP donde se usarán los mismos procesos detratamiento o similares. La ventaja del pretratamiento de aguas residuales industriales en el lugares que se puede enviar un volumen mucho menor de residuos más concentrados a la PTRP.
Los métodos físicos de separación por fases tratados en esta sección incluyen:
§ Separación por aire (sección 6.2.1)§ Adsorción por carbón (sección 6.2.2)§ Ósmosis inversa (sección 6.2.3)§ Ultrafiltración (sección 6.2.3)§ Extracción por dióxido de carbono líquido (sección 6.2.3)
Figura 6-2. Variedades operativas de métodos para el tratamiento de aguas residualesindustriales (Fresenius y otros, 1989)
6-7
Los métodos de tratamiento químico presentados en esta sección incluyen:
§ Neutralización (sección 6.2.4)§ Precipitación química (sección 6.2.5)§ Destrucción de cianuro (sección 6.2.6)§ Reducción de cromo (sección 6.2.7)§ Recuperación electrolítica (sección 6.2.8)§ Intercambio de iones (sección 6.2.9)§ Ozonización (sección 6.2.10).
La descripción de estos materiales se extrajeron en gran parte del Development documentfor proposed effluent limitations guidelines and standards for the centralized waste treatmentindustry, de la EPA. Este informe contiene muchos datos útiles sobre el rendimiento de losmétodos de tratamiento usados en el tratamiento centralizado de residuos industriales.
Los métodos de tratamiento biológico aplicables a las aguas residuales tóxicas se tratanbrevemente en la sección 6.2.11. El apéndice B presenta referencias que incluyen informaciónmás detallada sobre el diseño para procesos específicos.
6.2.1 Separación por aire
La separación por aire es un método efectivo de tratamiento para remover compuestosorgánicos volátiles disueltos de las aguas residuales. La remoción se realiza al pasar grandesvolúmenes de aire a través de una corriente agitada de aguas residuales. El proceso produce unacorriente de gases contaminados que, según las normas de emisión de aire, generalmenterequieren el tratamiento mediante un equipo de control de la contaminación del aire.
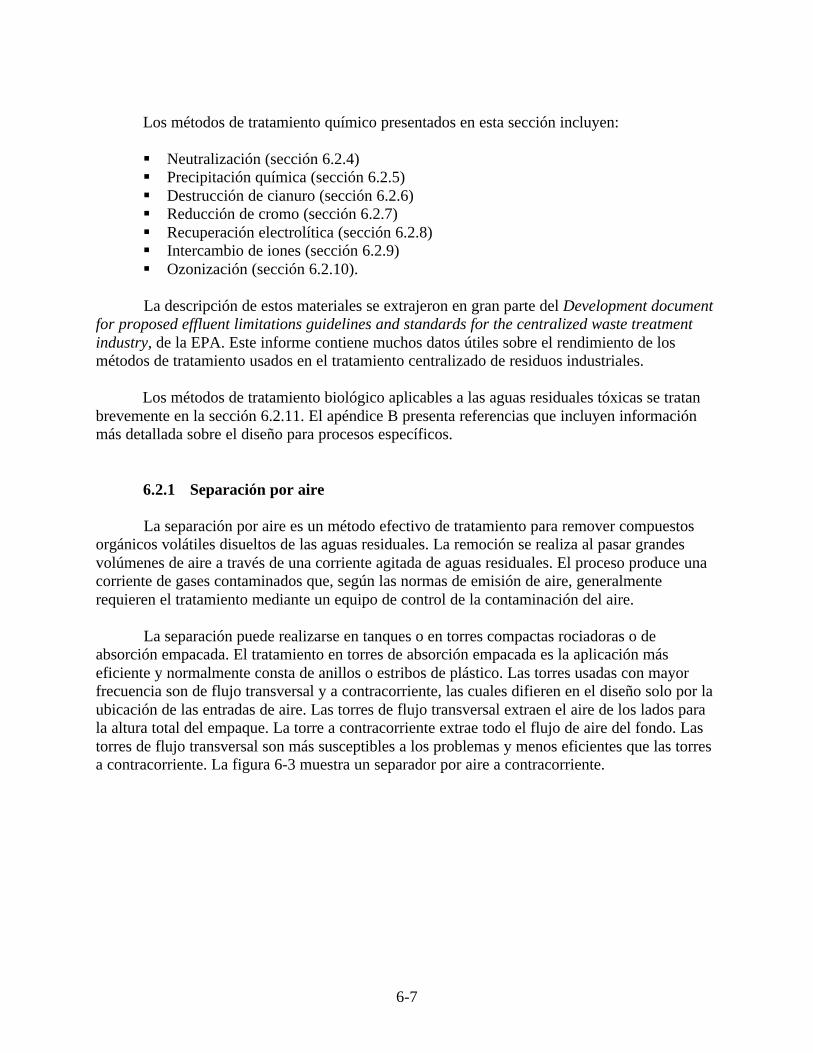
La separación puede realizarse en tanques o en torres compactas rociadoras o deabsorción empacada. El tratamiento en torres de absorción empacada es la aplicación máseficiente y normalmente consta de anillos o estribos de plástico. Las torres usadas con mayorfrecuencia son de flujo transversal y a contracorriente, las cuales difieren en el diseño solo por laubicación de las entradas de aire. Las torres de flujo transversal extraen el aire de los lados parala altura total del empaque. La torre a contracorriente extrae todo el flujo de aire del fondo. Lastorres de flujo transversal son más susceptibles a los problemas y menos eficientes que las torresa contracorriente. La figura 6-3 muestra un separador por aire a contracorriente.
6-8
Figura 6-3. Diagrama del sistema de separación por aire (EPA, 1995)
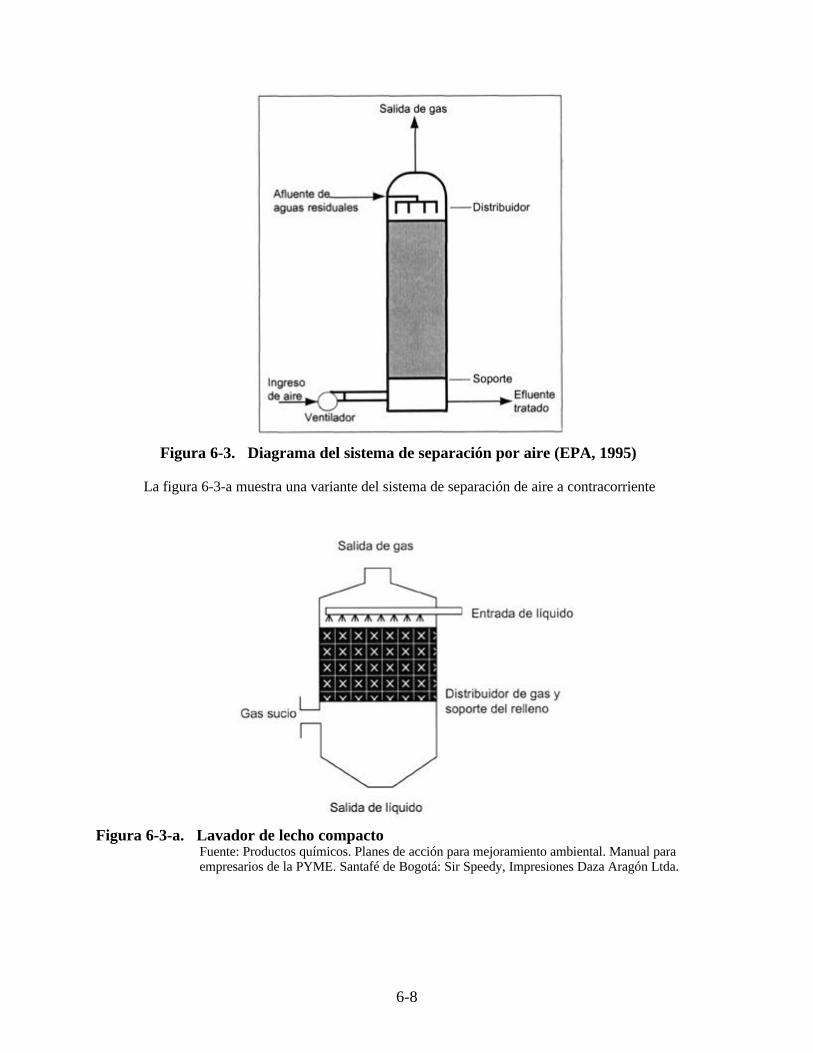
La figura 6-3-a muestra una variante del sistema de separación de aire a contracorriente
Figura 6-3-a. Lavador de lecho compactoFuente: Productos químicos. Planes de acción para mejoramiento ambiental. Manual paraempresarios de la PYME. Santafé de Bogotá: Sir Speedy, Impresiones Daza Aragón Ltda.
6-9
Así mismo, el factor clave en la transferencia de masa de la separación por aire es ladiferencia de concentración entre el aire y el líquido. Los contaminantes se transfieren de lacorriente de aguas residuales más concentrada a la corriente de aire menos concentrada hastalograr un equilibrio; esta relación de equilibrio se conoce como la ley de Henry. La separación deun contaminante se expresa como la constante de la ley de Henry, que depende de su volatilidady solubilidad.
Los separadores por aire están diseñados de acuerdo con las características de loscontaminantes que van a removerse. Los contaminantes orgánicos pueden dividirse en tresrangos generales de separación (bajo, medio y alto) según sus constantes de la ley de Henry. Elgrupo de separación baja, con constantes de 10-3 (mg/m3 aire)/(mg/m3 agua) y menores, no esremovido de manera efectiva mediante la separación por aire. Los contaminantes del grupomedio (10-1 a 10-3) y alto (mayor que 10-1) sí se separan efectivamente. Los contaminantes conconstantes menores requieren mayor altura de la columna, material de empaque, presión,temperatura y una limpieza más frecuente que los contaminantes con una mayor capacidad deseparación.
Las temperaturas bajas afectan el proceso de separación por aire. A temperaturasinferiores, los separadores por aire son menos eficientes y pueden congelarse dentro de la torre.Por este motivo, según la ubicación de la torre, puede requerirse el precalentamiento de las aguasresiduales y aire. La columna y los materiales de empaque deben limpiarse con frecuencia paragarantizar niveles bajos de efluentes.
La separación por aire ha resultado ser un proceso efectivo para la remoción decontaminantes volátiles de las aguas residuales. Generalmente, está limitado a lasconcentraciones de afluentes de sustancias orgánicas menores de 100 mg/L. Los sistemas biendiseñados y operados pueden lograr más de 99% de remoción.
6.2.2 Adsorción de carbón
La adsorción de carbón activado es una tecnología de tratamiento para la remoción decontaminantes orgánicos de aguas residuales. La mayoría de aplicaciones usa carbón activadogranulado (CAG) en reactores de columna. Algunas veces, el carbón activado en polvo (CAP) seusa solo o con otro proceso, por ejemplo, con el tratamiento biológico. El método usado conmayor frecuencia es el CAG; sin embargo, en la figura 6-4 se presenta el diagrama de un sistemade CAG de lecho fijo con flujo descendente.
6-10
Figura 6-4. Diagrama de un sistema de adsorción de carbón (EPA, 1995)
El mecanismo de adsorción es una combinación de interacciones físicas, químicas yelectrostáticas entre el carbón activado y el adsorbido, aunque la atracción es básicamente física.El carbón activado puede obtenerse de muchas fuentes de carbono, incluidos el carbón, coque,turba, madera y cáscaras de coco.
El parámetro clave del diseño es la capacidad de adsorción, es decir, una medición de lamasa de contaminantes adsorbidos por masa unitaria de carbón, que depende del compuestoadsorbido, tipo de carbón usado, diseño del proceso y condiciones de operación. En general, lacapacidad de adsorción es inversamente proporcional a la solubilidad adsorbida. Las sustanciasorgánicas no polares, de alto peso molecular y baja solubilidad son adsorbidas fácilmente,mientras que las sustancias orgánicas de bajo peso molecular y alta solubilidad, son adsorbidasde manera más lenta. La adsorción se ve afectada por la competitividad entre los compuestos. Elcarbón puede preferir adsorber un compuesto en vez de otro y la competencia resulta en uncompuesto adsorbido que a su vez es desorbido por el carbón.
En un sistema de lecho fijo se remueven grandes cantidades de contaminantes a medidaque las aguas residuales fluyen a través del lecho. En el área superior del lecho, loscontaminantes se adsorben de manera más rápida. A medida que se eleva la cantidad de aguasresiduales que fluye por el lecho, esta zona de rápida adsorción se incrementa hasta llegar alfondo del lecho. En ese punto, se llenan todos los sitios de adsorción disponibles y el carbón se
6-11
agota. Esta condición puede detectarse por el aumento de la concentración de contaminantes delefluente del lecho, lo que se denomina ruptura.
Generalmente, los sistemas de CAG comprenden varios lechos operados en serie. Esediseño permite la extracción del primer lecho, mientras los otros aún tienen capacidad de tratarefluentes de calidad aceptable. El carbón en el primer lecho se reemplaza y el segundo lecho seconvierte en el lecho principal. La tubería del sistema de CAG está diseñada para permitir elcambio de orden de los lechos.
Una vez que se agota el carbón, puede removerse y regenerarse. Generalmente, se usacalor o vapor para revertir el proceso de adsorción. Los compuestos orgánicos ligeros sevolatilizan mientras que los compuestos orgánicos pesados se pirolizan. El carbón agotadotambién puede regenerarse a través del contacto con un solvente que disuelva los contaminantesadsorbidos. Según el tamaño y economía del sistema, algunas plantas pueden optar por disponerel carbón agotado en lugar de regenerarlo. Para aplicaciones muy grandes, como en el caso deuna PTRP, se puede justificar la construcción de una planta de regeneración en el terreno. Paraaplicaciones pequeñas resulta más eficiente en función de los costos usar un servicio devendedores para entregar el carbón regenerado y remover el agotado. Estos vendedorestransportan el carbón agotado a sus plantas centralizadas para regenerarlos.
La adsorción de CAG es una tecnología ampliamente usada para tratar aguas residuales.Usualmente, la demanda química de oxígeno (DQO) de los residuos puede reducirse a menos de10 mg/L y la demanda biológica de oxígeno (DBO) a menos de 2 mg/L. La eficiencia deremoción está en un rango de 30 a 90%.
Algunas veces, el bajo rendimiento de los sistemas de CAG es el resultado de laadsorción competitiva entre compuestos residuales. El cloruro de metileno contaminante se usacon frecuencia para medir la competencia de adsorción en un sistema de CAG, ya que esfácilmente adsorbido y desorbido por los compuestos competitivos. Por consiguiente, las tasasbajas de remoción de cloruro de metileno muestran los efectos de la adsorción competitiva. Elaceite y grasa pueden perjudicar el rendimiento del CAG al revestir las partículas de carbón, loque inhibe el proceso de adsorción. Un límite comúnmente aplicado para cargas de aceite y grasaen un sistema de CAG es 10 mg/L. Los sólidos suspendidos también afectan el rendimiento delCAG porque obstruyen el lecho, lo que produce una pérdida excesiva de carga. Un límite decarga comúnmente usado para sólidos suspendidos totales (SST) en un sistema de CAG es de 50mg/L. En los Estados Unidos, se observó un bajo rendimiento de las unidades de CAG en lasplantas centralizadas de tratamiento de residuos, posiblemente debido a la dificultad inherente delas unidades operativas de adsorción de carbón para diferentes residuos (EPA, 1995).
6.2.3 Otras tecnologías de tratamiento físico
En los Estados Unidos, otras tecnologías de tratamiento físico usadas con menorfrecuencia en el tratamiento centralizado de residuos incluyen:

6-12
§ ósmosis inversa§ ultrafiltración§ extracción de dióxido de carbono líquido.
La ósmosis inversa (OI) es un proceso para separar sólidos disueltos del agua. Se usageneralmente para tratar aguas residuales aceitosas o que contienen metales. La OI se aplicacuando las moléculas de sustancias disueltas tienen aproximadamente el mismo tamaño que lasmoléculas de solventes. Para realizar la separación se usa una membrana semi-permeable ymicroporosa y presión. Por lo general, los sistemas de OI se usan normalmente como procesos depulimento al final del proceso industrial, antes de la descarga final de las aguas residualestratadas.
La ósmosis es la difusión de un solvente (como el agua) a través de una membranasemipermeable, de una solución menos concentrada a una solución más concentrada. En elproceso de ósmosis inversa se aplica una presión mayor que la presión osmótica normal a lasolución más concentrada (los residuos tratados), lo que fuerza el agua purificada a través de lamembrana hacia la corriente menos concentrada, lo que se denomina el filtrado. Las sustanciasdisueltas de bajo peso molecular (por ejemplo, sales y algunos tensoactivos) no pasan a través dela membrana. Se les conoce como concentrado. El concentrado recircula a través de la unidadmembranosa hasta que se reduce el flujo filtrado. El filtrado puede descargarse o pasar a otraunidad de tratamiento. El concentrado se conserva y se mantiene para su posterior tratamiento odisposición. La figura 6-5a presenta un sistema de OI .
El rendimiento de un sistema de OI depende de la concentración de sólidos disueltos ytemperatura del afluente de aguas residuales, la presión aplicada y el tipo de membrana. Laspropiedades claves de la membrana de OI que deben considerarse son la selección del agua sobrelos iones, tasa de permeabilidad y durabilidad. Los módulos de OI están disponibles conmembranas de diversas configuraciones, tales como espiral, tubular, fibra hueca, placa yarmazón. Además de las membranas, otros elementos esenciales para la instalación de una OIson las bombas, tuberías, instrumentos y tanques de almacenamiento. El mayor costo deoperación se debe al reemplazo de membranas.
La EPA (1995) presenta datos sobre el rendimiento de una unidad simple con unareducción promedio de 87,4% en la concentración de aceite y grasa. El aluminio, bario, calcio,cromo, cobalto, hierro, magnesio, manganeso, níquel y titanio se redujeron en más de 98%.
La ultrafiltración (UF) se usa para el tratamiento de aguas residuales del acabado demetales y residuos aceitosos. Puede remover sustancias con pesos moleculares mayores de 500,incluidos sólidos suspendidos, aceite y grasa, moléculas orgánicas grandes y metales pesadoscomplejos. La UF se usa cuando las moléculas de sustancias disueltas son 10 veces más grandesque las moléculas solventes y son menores que medio micrón. El tratamiento centralizado deresiduos usa la UF para tratar emulsiones de aceite con agua que contienen aceite soluble einsoluble. Generalmente, el aceite insoluble se remueve de la emulsión mediante la separaciónpor gravedad con ayuda de la adición química. Luego, el aceite soluble se remueve a través de laUF. Las aguas residuales aceitosas que contienen 0,1 a 10% de aceite pueden ser tratadas de
6-13
manera efectiva mediante la UF. Por lo general, un sistema de UF se usa como una tecnología detratamiento en la planta, ya que trata la emulsión de aceite con agua antes de que se mezcle conotras aguas residuales. Un sistema de UF es similar a la ósmosis inversa (véase la figura 6-5a);solo difiere en las características de la membrana y en que el UF se diseña con un rociador deagua, que opera como un lavador a contracorriente para limpiar la membrana.
En la UF, una membrana semipermeable y microporosa realiza la separación. Las aguasresiduales se envían a través de los módulos de membrana bajo presión. El agua y las sustanciasdisueltas de bajo peso molecular (por ejemplo, sales y algunos tensoactivos) pasan a través de lamembrana y se remueven. La membrana rechaza el aceite emulsionado y los sólidossuspendidos, que se remueven como concentrado. El concentrado recircula por la unidadmembranosa hasta reducir el flujo del filtrado. El filtrado puede descargarse o pasar a otra unidadde tratamiento. El concentrado se conserva para su posterior tratamiento o disposición.
Figura 6-5. Otras tecnologías de tratamiento físico: (a) ósmosis inversa, (b) extracción dedióxido de carbono líquido o sistema de extracción limpia (EPA, 1995)
6-14
La consideración básica del diseño en la UF es la selección de las membranas. El tamañode los poros de la membrana se elige según el tamaño de las partículas del contaminante que va aser removido. Otros parámetros de diseño que deben considerarse son la concentración desólidos, viscosidad, temperatura del afluente de aguas residuales y permeabilidad y espesor de lamembrana.
La EPA de los Estados Unidos (1995) presenta datos sobre el rendimiento de un sistemade UF que trata aguas residuales aceitosas. El sistema removió 87,5% del aceite y grasa efluentesy 99,9% de los SST. La remoción de varios contaminantes orgánicos y metálicos excedió 90%.
La extracción de dióxido de carbono líquido (CO2) se usa para extraer y recuperar loscontaminantes orgánicos de residuos acuosos. Una aplicación autorizada y comercial de estatecnología, el "sistema de extracción limpia (SEL)”, se usa en el tratamiento centralizado deresiduos. Si bien el proceso es efectivo para la remoción de sustancias orgánicas, tales comohidrocarburos, aldehídos, cetonas, nitrilos, compuestos halogenados, fenoles, ésteres yheterocíclicos, no lo es para la remoción de algunos compuestos que son muy solubles en agua,tales como glicol de etileno y alcoholes de bajo peso molecular. Puede ser una alternativa para eltratamiento de residuos que por lo general eran incinerados.
Los residuos ingresan a la parte superior de una torre de extracción a presión que contieneplacas perforadas, donde se contacta con un flujo a contracorriente de CO2 licuado. Loscontaminantes orgánicos en los residuos se disuelven en el CO2; luego, ese extracto pasa a unseparador que vuelve a destilar el CO2. El destilado de vapor de CO2 se comprime y se vuelve ausar. Luego, las sustancias orgánicas concentradas en el fondo del separador pueden disponerse orecuperarse. Las aguas residuales tratadas que salen del extractor tienen presión reducida y, encaso sea necesario cumplir con los estándares de disposición, puede tratarse posteriormente parala remoción de sustancias orgánicas residuales. La figura 6-5b presenta el diagrama de un SEC.
Los datos operativos piloto para una unidad de SCE comercial muestran alta remoción decompuestos orgánicos de cloroformo, 1,2-dicloroetano, etilbenceno, cloruro de metileno ytolueno, con tasas que generalmente exceden 99% (la remoción de fenoles fue la más deficiente,con 83%). La EPA probó una unidad de operación de SEC y encontró tasas de remociónsignificativamente inferiores que varían entre 48 y 88%.
6.2.4 Neutralización
Generalmente, los residuos corrosivos ácidos (pH menor que 2) y residuos corrosivosalcalinos (pH mayor que 12,5) requieren neutralización antes de usar los siguientes procesos detratamiento para limitar la corrosión del equipo y mejorar la eficiencia del tratamiento. Confrecuencia, se requiere la neutralización o ajuste de pH para residuos no clasificados comocorrosivos a fin de optimizar procesos químicos como la precipitación (véase la sección 6.2.5) yel tratamiento biológico.
6-15
Los principales procesos de neutralización incluyen (1) mezcla de residuos ácidos yalcalinos, (2) uso de materiales alcalinos para neutralizar ácidos (piedra caliza, cal y sodacáustica) y (3) uso de reactivos ácidos para neutralizar residuos alcalinos (ácido sulfúrico, ácidoclorhídrico, ácidos carbónicos y dióxido de carbono líquido). El cuadro 6-1 presenta un resumensobre estos procesos que incluyen:
§ los residuos aplicables§ etapa de desarrollo§ rendimiento§ residuos generados§ costo.
El método más simple y menos costoso consiste en mezclar residuos ácidos y alcalinos,siempre que sean compatibles. Generalmente, los residuos que contienen cianuro requierentratamiento para destruirlo (véase la sección 6.2.6) antes de la neutralización. Normalmente,existe una compensación entre el costo de los reactivos, el lapso requerido para la neutralizacióny el volumen de lodo generado por el proceso. Por lo general, los métodos menos costososrequieren mayor tiempo para la neutralización debido a concentraciones más diluidas dereactivos. Los reactivos menos costosos, tales como piedra caliza, cal y ácido sulfúrico tambiéntienden a producir mayor volúmen de lodos.
La selección del método de neutralización requiere evaluar la compatibilidad de losresiduos y los reactivos disponibles. La selección también requiere balancear el costo de losreactivos frente a la velocidad de neutralización y el costo de disposición de lodos. La sección6.4.2 trata las opciones adicionales para el tratamiento y uso de residuos corrosivos.
6.2.5 Precipitación química
La precipitación química se usa para remover compuestos metálicos de las aguasresiduales. En el proceso de precipitación química, los iones metálicos solubles y ciertos anionesse convierten en formas insolubles que se precipitan de la solución. Los metales precipitados seremueven posteriormente de las aguas residuales mediante filtración líquida o clarificación. Lasinteracciones químicas, temperatura, pH, solubilidad y efectos de la mezcla afectan elrendimiento del proceso.

6-16
Cuadro 6-1 Resumen de las tecnologías de neutralización (Wilk y otros, 1988)
Proceso Residuosaplicables
Etapa dedesarrollo Rendimiento Residuos generados Costo
Neutralizaciónmutua deácidos/álcalies
Todos losresiduos ácidosalcalinoscompatiblessalvo cianuro
Bien desarrollada Generalmente más lento quelas tecnologías comparablesdebido a las concentracionesdiluidas de reactivos. Lamezcla de residuosincompatibles puede generarresiduos peligrosos
Variable, depende de lacantidad de insolubles yproductos contenidos en losresiduos
Menos costoso que lasotras tecnologías deneutralización
Piedra caliza Los residuosácidos diluidoscon menos de5,000 mg/L deácidos mineralesfuertes con bajasconcentracionesde sales ácidas
Bien desarrollada Requiere piedras de 0,074 mmo menos.Requiere 45 minutos o más detiempo de retención.Solo puede neutralizarresiduos ácidos a pH 6,0.Debe aerearse para remover elCO2 producido
Generará grandes cantidadesde lodo cuando reaccione conresiduos que contienen sulfato.Las piedras que pasan por unamalla de 200 se sulfatarán, sevolverán inactivas y seagregarán al lodo
Más eficiente enfunción de los costospara el tratamiento deresiduos concentrados.Puede ser eficiente enfunción de los costospara el tratamiento deresiduos ácidosdiluidos
Cal Todos losresiduos ácidos
Bien desarrollada Requiere entre 15 y 30minutos de tiempo deretención. Debe aguarse a unaconcentración de 10 a 35% desólidos antes de su uso. Puedesub (por debajo de pH 7) osobre (por encima de pH 7)neutralizarse
Generará grandes cantidadesde lodo similar a la piedracaliza
Más costoso que lapiedra caliza triturada(malla de 200)
Soda cáustica Todos losresiduos ácidos
Bien desarrollada Requiere entre 3 y 15 minutosde tiempo de retención. Enforma líquida, es fácil demanejar y aplicar. Puede sub osobre neutralizarse incluso apH 13 o superior
Los productos reactivosgeneralmente son solubles, sinembargo, los lodos no sedeshidratan tan fácilmentecomo la cal o piedra caliza
Más costoso que todoslos reactivos alcalinosusados (cinco veces elcosto de la cal)
Ácidosulfúrico
Todos losresiduosalcalinos salvocianuro
Bien desarrollada Requiere entre 15 y 30minutos de tiempo deretención. De forma líquida,pero presenta riesgo dequemaduras. Altamentereactivo y ampliamentedisponible
Generará grandes cantidadesde lodo de yeso cuandoreaccione con residuosalcalinos que contienen calcio
Menos costoso quetodos los reactivosácidos usados
Ácidoclorhídrico
Todos losresiduosalcalinos
Biendesarrollada,pero pocas vecesaplicadas debidoal alto costo delresiduo
Requiere entre 5 y 20 minutosde tiempo de retención. Enforma líquida presenta riesgosde quemadura y humos. Másreactivo que el sulfuro
Los productos reactivosgeneralmente son solubles
Aproximadamente eldoble de costoso que elsulfuro sobre una baseequivalente deneutralización
Ácidoscarbónicos,dióxido decarbonolíquido
Todos losresiduos, salvocianuro
Tecnologíaincipiente
Tiempo de retención de 1 a 1½ minuto. En forma líquida,debe vaporizarse antes de suuso. Solo puede neutralizarresiduos alcalinos a un pHfinal de 8.3
Formará precipitado decarbonato de calcio cuandoreaccione con residuosalcalinos que contienen calcio
Entre 3 a 4 veces máscostoso que el sulfuro.Por ello se limita aaplicaciones que seanmás de 200 toneladasde reactivos al año ocon una tasa de flujomayor a 100.000 gpd
Se puede usar diversos productos químicos como precipitadores, incluido elhidróxido de sodio (NaOH), cal (Ca(OH)2), ceniza de soda, sulfuro, sulfato ferroso y ácido. La
6-17
precipitación del hidróxido es efectiva para la remoción de metales, tales como antimonio,arsénico, cromo, cobre, plomo, mercurio, níquel y cinc. La precipitación de sulfuro remueveprincipalmente mercurio, plomo y plata.
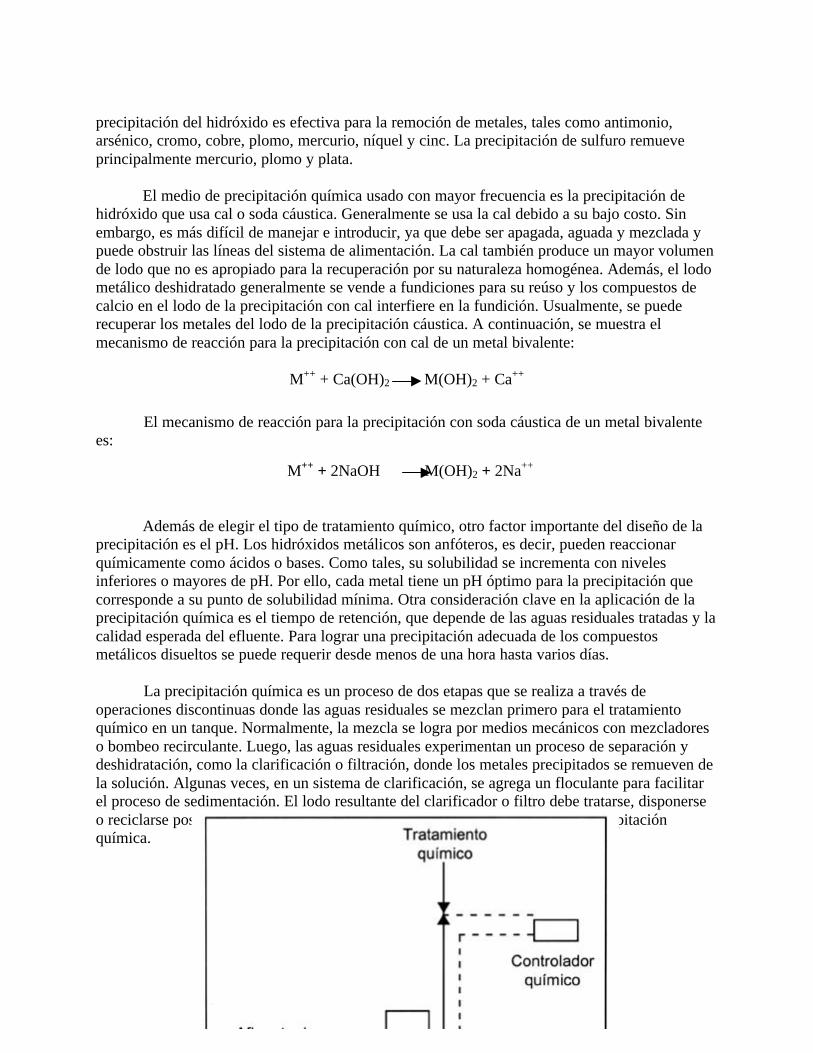
El medio de precipitación química usado con mayor frecuencia es la precipitación dehidróxido que usa cal o soda cáustica. Generalmente se usa la cal debido a su bajo costo. Sinembargo, es más difícil de manejar e introducir, ya que debe ser apagada, aguada y mezclada ypuede obstruir las líneas del sistema de alimentación. La cal también produce un mayor volumende lodo que no es apropiado para la recuperación por su naturaleza homogénea. Además, el lodometálico deshidratado generalmente se vende a fundiciones para su reúso y los compuestos decalcio en el lodo de la precipitación con cal interfiere en la fundición. Usualmente, se puederecuperar los metales del lodo de la precipitación cáustica. A continuación, se muestra elmecanismo de reacción para la precipitación con cal de un metal bivalente:
M++ + Ca(OH)2 M(OH)2 + Ca++
El mecanismo de reacción para la precipitación con soda cáustica de un metal bivalentees:
M++ + 2NaOH M(OH)2 + 2Na++
Además de elegir el tipo de tratamiento químico, otro factor importante del diseño de laprecipitación es el pH. Los hidróxidos metálicos son anfóteros, es decir, pueden reaccionarquímicamente como ácidos o bases. Como tales, su solubilidad se incrementa con nivelesinferiores o mayores de pH. Por ello, cada metal tiene un pH óptimo para la precipitación quecorresponde a su punto de solubilidad mínima. Otra consideración clave en la aplicación de laprecipitación química es el tiempo de retención, que depende de las aguas residuales tratadas y lacalidad esperada del efluente. Para lograr una precipitación adecuada de los compuestosmetálicos disueltos se puede requerir desde menos de una hora hasta varios días.
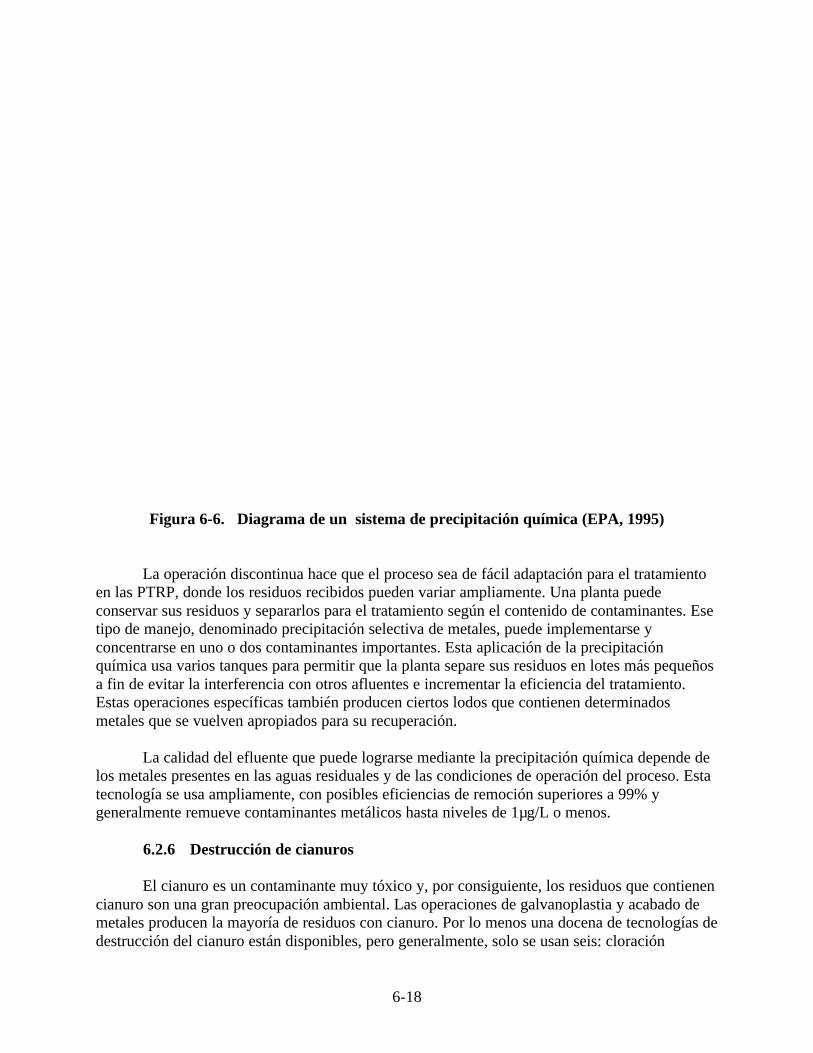
La precipitación química es un proceso de dos etapas que se realiza a través deoperaciones discontinuas donde las aguas residuales se mezclan primero para el tratamientoquímico en un tanque. Normalmente, la mezcla se logra por medios mecánicos con mezcladoreso bombeo recirculante. Luego, las aguas residuales experimentan un proceso de separación ydeshidratación, como la clarificación o filtración, donde los metales precipitados se remueven dela solución. Algunas veces, en un sistema de clarificación, se agrega un floculante para facilitarel proceso de sedimentación. El lodo resultante del clarificador o filtro debe tratarse, disponerseo reciclarse posteriormente. En la figura 6-6 se muestra un sistema típico de precipitaciónquímica.
6-18
Figura 6-6. Diagrama de un sistema de precipitación química (EPA, 1995)
La operación discontinua hace que el proceso sea de fácil adaptación para el tratamientoen las PTRP, donde los residuos recibidos pueden variar ampliamente. Una planta puedeconservar sus residuos y separarlos para el tratamiento según el contenido de contaminantes. Esetipo de manejo, denominado precipitación selectiva de metales, puede implementarse yconcentrarse en uno o dos contaminantes importantes. Esta aplicación de la precipitaciónquímica usa varios tanques para permitir que la planta separe sus residuos en lotes más pequeñosa fin de evitar la interferencia con otros afluentes e incrementar la eficiencia del tratamiento.Estas operaciones específicas también producen ciertos lodos que contienen determinadosmetales que se vuelven apropiados para su recuperación.
La calidad del efluente que puede lograrse mediante la precipitación química depende delos metales presentes en las aguas residuales y de las condiciones de operación del proceso. Estatecnología se usa ampliamente, con posibles eficiencias de remoción superiores a 99% ygeneralmente remueve contaminantes metálicos hasta niveles de 1µg/L o menos.
6.2.6 Destrucción de cianuros
El cianuro es un contaminante muy tóxico y, por consiguiente, los residuos que contienencianuro son una gran preocupación ambiental. Las operaciones de galvanoplastia y acabado demetales producen la mayoría de residuos con cianuro. Por lo menos una docena de tecnologías dedestrucción del cianuro están disponibles, pero generalmente, solo se usan seis: cloración
6-19
alcalina, ozonización, ozonización con irradiación, hidrólisis electrolítica, oxidación conperóxido de hidrógeno y precipitación (Weathington, 1988). El método usado con mayorfrecuencia es la cloración alcalina con cloro gaseoso o hipoclorito de sodio.
La figura 2-9 presenta el diagrama de un sistema de cloración alcalina. La cloraciónalcalina puede destruir el cianuro de hidrógeno disuelto libre y puede oxidar todos los cianurossimples y algunos cianuros inorgánicos complejos; sin embargo, no puede oxidar de maneraefectiva complejos estables de hierro, cobre ni cianuro de níquel. La adición de calor al procesode cloración alcalina puede facilitar la destrucción total de cianuros.
En la cloración alcalina con cloro gaseoso, el proceso de oxidación se logra mediante laadición directa de cloro (Cl2) como oxidante e hidróxido de sodio (NaOH) para mantener losniveles de pH (véase la figura 2-9). El mecanismo de reacción es:
NaCN + Cl2 + 2NaOH NaCNO + NaCl + H202NaCNO + 3Cl2 + 6NaOH 2NaHCO3 + N2 + 6NaCl + 2H20
La destrucción de cianuros se realiza en dos etapas. La reacción primaria es la oxidaciónparcial de cianuro a cianato con un pH superior a 9. En la segunda etapa, el pH se reduce alrango de 8 a 8,5 para la oxidación de cianato a nitrógeno y dióxido de carbono (comobicarbonato de sodio). Cada parte de cianuro requiere 2,73 partes de cloro para convertirlo acianato y 4,1 partes adicionales de cloro para oxidar el cianato a nitrógeno y dióxido de carbono.Se requiere al menos 1,125 partes de hidróxido de sodio para controlar el pH en cada etapa.
La cloración alcalina también puede realizarse con hipoclorito de sodio (NaOCl) comooxidante. La oxidación de residuos de cianuro que usan hipoclorito de sodio es similar al procesode cloro gaseoso. El mecanismo de reacción es:
NaCN + NaOCl NaCNO + NaCl2NaCNO + 3NaOCl + H2O 2NaHCO3 + N2 + 3NaCl
Con esta tecnología, se puede lograr una destrucción eficiente de cianuros superior a99%, pero puede variar en gran medida según las formas de cianuro presente.
6.2.7 Reducción de cromo
La reducción es una reacción química mediante la cual se transfieren electrones de unproducto químico a otro. La reducción química en el tratamiento de aguas residuales se aplicaespecialmente para la reducción de cromo hexavalente a cromo trivalente. Este pretratamiento seusa comúnmente en la industria de curtido de pieles (véase la sección 2.3.3) y en lagalvanoplastia (véase la sección 2.3.5). La reducción permite la precipitación del cromotrivalente de la solución junto con otras sales metálicas. El dióxido de azufre, bisulfito de sodio,
6-20
metabisulfito de sodio y sulfato ferroso son agentes reductores fuertes usados con frecuencia enel tratamientos de aguas residuales industriales. Aquí se tratan dos tipos de reducción de cromo:
§ reducción mediante metabisulfito de sodio o bisulfito de sodio§ reducción mediante dióxido de azufre gaseoso.
La figura 2-9 muestra el diagrama de un sistema de reducción de cromo que usa dióxidode azufre gaseoso.
Las reacciones de la reducción de cromo son favorecidas con un pH bajo de 2 a 3. Enniveles de pH por encima de 5, la tasa de reducción es lenta. Los agentes oxidantes, como eloxígeno disuelto y hierro férrico, interfieren con el proceso de reducción al consumir el agentereductor. Después del proceso de reducción, el cromo trivalente se remueve medianteprecipitación química.
Básicamente, la reducción de cromo que usa metabisulfito de sodio (Na2S2O5) y bisulfitode sodio (NaHSO3) es similar. El mecanismo para la reacción que usa bisulfito de sodio comoagente reductor es:
3NaHSO3 + 3H2SO4 + 2H2Cro4 Cr2(SO4)3 + 3NaHSO4 + 5H2O
La cantidad adecuada de bisulfito de sodio permite que el cromo hexavalente se reduzca acromo trivalente; el ácido sulfúrico se usa para reducir el pH de la solución. La cantidad demetabisulfito de sodio requerido para reducir el cromo hexavalente se presenta como tres partesde bisulfito de sodio por parte de cromo, mientras que la cantidad de ácido sulfúrico es una partepor parte de cromo. El tiempo de retención es de aproximadamente 30 a 60 minutos.
Un segundo proceso usa dióxido de azufre (SO2) como agente reductor. El mecanismo dereacción es:
3SO2+ 3H2O 3H2SO3
3H2SO3 + 2H2CrO4 Cr2(SO4)3 + 5H2O
El cromo hexavalente se reduce a cromo trivalente mediante el dióxido de azufre y se usaácido sulfúrico para reducir el pH de la solución. La cantidad de dióxido de azufre requerido parareducir el cromo hexavalente se presenta como 1,9 partes de dióxido de azufre por parte decromo, mientras que la cantidad de ácido sulfúrico es una parte por parte de cromo. Con un pHde 3, el tiempo de retención es aproximadamente 30 a 45 minutos.
La EPA (1995) informó una eficiencia en la reducción de cromo hexavalente de 99,99%para el proceso con dióxido de azufre en una planta centralizada. Otra planta que usa el procesode reducción de cromo con metabisulfito de sodio experimentó un aumento en la concentraciónhexavalente, lo cual indica que es importante controlar cuidadosamente el proceso para lograr losobjetivos del tratamiento.
6-21
6.2.8 Recuperación electrolítica
La recuperación electrolítica se usa para metales de las aguas residuales. Es unatecnología común en las industrias de galvanoplastia, minería y electrónica para recuperar cobre,cinc, plata, cadmio, oro y otros metales pesados. El níquel no se recupera totalmente debido a subajo potencial estándar.
El proceso de recuperación electrolítica usa una reacción oxidante y reductora. Loselectrodos conductores (ánodos y cátodos) están inmersos en las aguas residuales que contienenmetales y reciben energía. En el cátodo, un ion metálico se reduce a su forma elemental (reacciónque consume electrones). A su vez, en el ánodo se forman gases tales como oxígeno, hidrógeno onitrógeno (reacción que produce electrones). Una vez que el revestimiento metálico del cátodoalcanza el espesor deseado, puede removerse y recuperarse. Luego, el cátodo recubierto de metalpuede usarse como ánodo.
El equipo consta de un reactor electroquímico con electrodos, un sistema de salida degases, bombas recirculantes y una fuente de energía. La figura 6-7 presenta el diagrama de unsistema de recuperación electrolítica. Los reactores electroquímicos están diseñados comúnmentepara producir altas tasas de flujo a fin de aumentar la eficiencia del proceso.
Un sistema convencional de recuperación electrolítica es efectivo para la recuperación demetales de aguas residuales con concentraciones relativamente altas. Una adaptaciónespecializada de la recuperación electrolítica, denominada electrólisis superficial prolongada(ESP), opera efectivamente con bajos niveles de concentración. El sistema de ESP usa una celdaespiral que contiene un cátodo a través del cual pasa un flujo con una estructura muy abierta, porello, ofrece una menor resistencia al flujo de fluidos. Esto también brinda una mayor superficiede electrodos. A menudo, los sistemas de ESP se usan para la recuperación de cobre, plomo,mercurio, plata y oro.
6.2.9 Intercambio de iones
El intercambio de iones se usa generalmente para la remoción de metales pesados de losresiduos con concentraciones relativamente bajas, tales como aguas residuales de lagalvanoplastia. Una ventaja clave del proceso de intercambio de iones es que permite larecuperación y reúso de contaminantes metálicos. El intercambio de iones también puedediseñarse para que sea selectivo frente a ciertos metales y brindar una remoción efectiva de lasaguas residuales con altos niveles de contaminantes. Una desventaja es que algunas sustanciasorgánicas pueden obstruir las resinas.
En un sistema de intercambio de iones, las aguas residuales pasan a través de un lecho deresina. La resina contiene grupos limitados de carga iónica en su superficie, que se intercambianpor iones de la misma carga en las aguas residuales. Las resinas se clasifican según el tipo, ya
6-22
sean catiónicos o aniónicos; la selección depende del contaminante que tenga que removerse.Una resina usada comúnmente es el poliestireno copolimerizado con divinilbenceno.
El proceso de intercambio de iones comprende cuatro etapas: tratamiento, lavado porcontracorriente, recuperación y enjuague. Durante la etapa de tratamiento, las aguas residualespasan a través del lecho de la resina. El proceso de intercambio de iones continúa hasta que sedescubre el contaminante. Luego, la resina se lava para volver a clasificar el lecho y remover lossólidos suspendidos. Durante la etapa de recuperación, la resina entra en contacto con unasolución ácida o alcalina que contiene el ion originalmente presente en la resina. Esto “invierte”el proceso de intercambio de iones y remueve los iones metálicos de la resina. Luego, se enjuagael lecho para remover la solución regeneradora residual. La solución regeneradora contaminadaque se obtiene, debe procesarse posteriormente para su reúso o disposición. Según el tamaño yeconomía del sistema, algunas plantas deciden remover la resina usada y reemplazarla por unaresina regenerada fuera de la planta en lugar de regenerarla en la planta.
El equipo para el intercambio de iones varía desde sistemas simples y de bajo costo talescomo suavizadores domésticos de agua, hasta aplicaciones industriales grandes y continuas. Laconfiguración usada con mayor frecuencia es una resina de lecho fijo en columna vertical, dondela resina se regenera en el lugar. La figura 6-8 muestra el diagrama de este tipo de sistema. Estossistemas pueden diseñarse de manera que el flujo regenerador sea concurrente o contracorrienteal flujo del tratamiento. Un diseño de contracorriente, si bien es más complejo de operar, brindaun tratamiento más eficiente. Los lechos pueden contener un solo tipo de resina para eltratamiento selectivo o una mezcla para brindar una desionización más completa de los residuos.A menudo, los lechos individuales que contienen diferentes resinas se ordenan en serie, lo quehace que la regeneración sea más fácil que en un sistema de lechos mezclados.
6-23
Figura 6-7. Diagrama de un sistema de recuperación electrolítica (EPA, 1995)
El intercambio de iones es muy efectivo en el tratamiento de aguas residuales quecontienen bajas concentraciones de metales. Se aplica comúnmente para la recuperación deácidos crómicos, con un rendimiento comprobado de 99,5%. La remoción de cobre de las aguasdel enjuague del acabado de metales también puede ser mayor de 99% y la remoción de níquelvaría de 82 a 96%.
6.2.10 Ozonización
El ozono (03) es una gas de color azul que se genera por el paso del aire a través de uncampo electrico de potencial elevado (10.000 a 20.000 v). El ozono se emplea para desinfectar elagua residual por sus propiedades oxidantes.
En el tratamiento de aguas residuales industriales normalmente se debe disponer de unaserie de unidades o cámaras de contacto con el ozono a fin de garantizar la oxidación de loscompuestos contaminantes, así como de los virus y bacterias. Si el agua residual contienematerial floculado y se desea realizar una desinfección con ozono, es conveniente emplear unsistema de contacto por turbina. En efecto, las burbujas producidas por un sistema de difusoresporosos no pueden crear una turbulencia suficiente para disgregar la materia aglomerada nipermitir al ozono una oxidación completa de las bacterias y virus. La estimación de la dosis deozono casi siempre requiere de un ensayo previo en el laboratorio.

6-24
Figura 6-8. Diagrama de un sistema de intercambio de iones (EPA, 1995)
6.2.11 Tratamiento biológico
Los procesos convencionales de tratamiento biológico para aguas residuales se tratan enla sección 5.3. Generalmente, estos procesos requieren pretratamiento de las aguas residualesindustriales para reducir las concentraciones de metales pesados y sustancias orgánicas tóxicas aniveles que no afecten el rendimiento del tratamiento biológico.
Si las PCTE o las plantas convencionales de tratamiento de aguas residuales pueden tratarel volumen de sustancias orgánicas no peligrosas en los efluentes industriales, es poco probableque los métodos de tratamiento biológico sean un componente importante en una PTRP. Si laPTRP recibe un volumen significativo de aguas residuales industriales no peligrosas consustancias orgánicas, las opciones de tratamiento serían similares a las de las PCTE (sección5.3). La elección del proceso de tratamiento biológico en cuanto a requisitos de mantenimiento,bien pueden ser diferentes para una PTRP comparada con una PCTE.
Los sistemas de contactor biológico rotatorio (CBR) (véase la sección 5.3.4) son elproceso convencional de tratamiento biológico más adecuado para el tratamiento específico deaguas residuales industriales que contienen hasta 1% de sustancias orgánicas solubles, incluidossolventes, sustancias orgánicas halogenadas, acetona, alcoholes, fenoles, ftalatos, amoníaco yproductos del petróleo. Los CBR también pueden tratar cianuros inorgánicos (EPA, 1992).
La biodegradación de la pasta aguada es un proceso de tratamiento donde se crea unapasta aguada mediante la combinación de lodo y agua, y luego se biodegrada de manera aerobia
6-25
por medio de un reactor independiente o estanque aereado revestido. El proceso es similar alproceso convencional de lodo activado o a un estanque aereado, excepto que el sistema puedemanejar suelos o lodos altamente contaminados con concentraciones de contaminantes quevarían entre 2.500 y 250.000 mg/kg. Las aplicaciones principales de esta tecnología son eltratamiento de alquitrán de hulla, residuos de la refinería, hidrocarburos, residuos preservantes dela madera y lodos orgánicos y clorados. Los parámetros operativos requeridos para el procesoson similares para los lodos activados. Al igual que los lodos activados, la presencia de metalespesados puede inhibir el metabolismo microbiano de la pasta aguada.
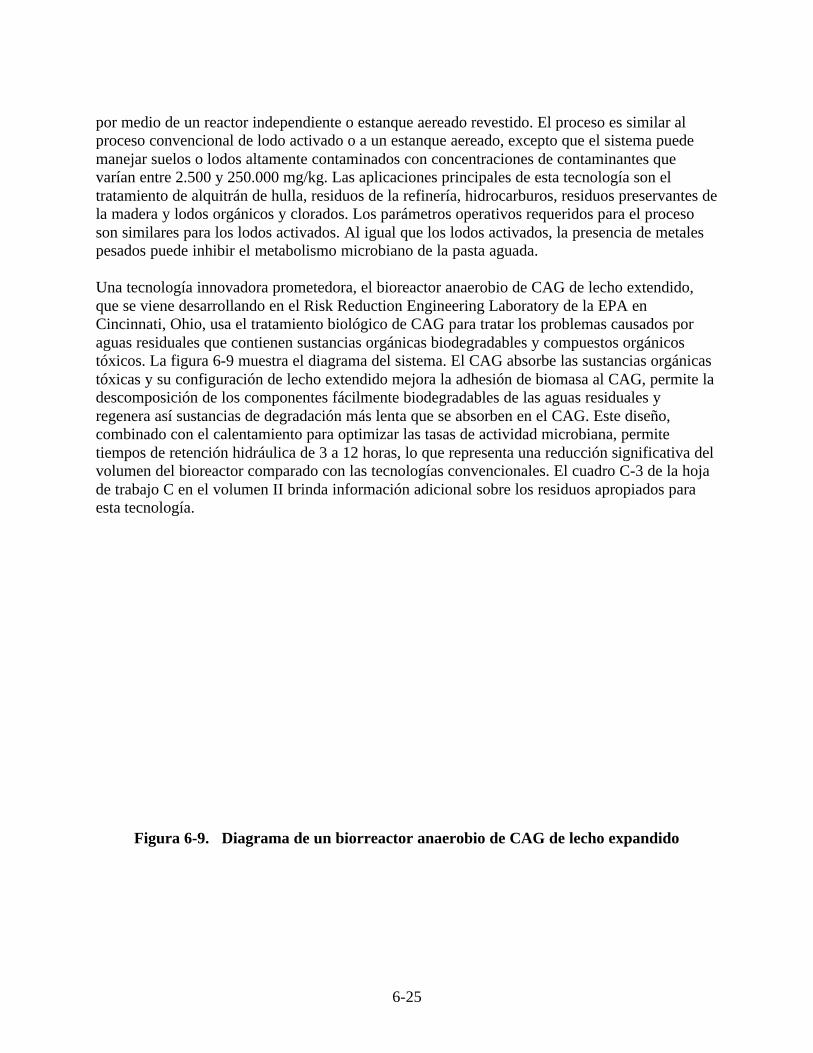
Una tecnología innovadora prometedora, el bioreactor anaerobio de CAG de lecho extendido,que se viene desarrollando en el Risk Reduction Engineering Laboratory de la EPA enCincinnati, Ohio, usa el tratamiento biológico de CAG para tratar los problemas causados poraguas residuales que contienen sustancias orgánicas biodegradables y compuestos orgánicostóxicos. La figura 6-9 muestra el diagrama del sistema. El CAG absorbe las sustancias orgánicastóxicas y su configuración de lecho extendido mejora la adhesión de biomasa al CAG, permite ladescomposición de los componentes fácilmente biodegradables de las aguas residuales yregenera así sustancias de degradación más lenta que se absorben en el CAG. Este diseño,combinado con el calentamiento para optimizar las tasas de actividad microbiana, permitetiempos de retención hidráulica de 3 a 12 horas, lo que representa una reducción significativa delvolumen del bioreactor comparado con las tecnologías convencionales. El cuadro C-3 de la hojade trabajo C en el volumen II brinda información adicional sobre los residuos apropiados paraesta tecnología.
Figura 6-9. Diagrama de un biorreactor anaerobio de CAG de lecho expandido
6-26
6.3 OTRAS ALTERNATIVAS DE PROCESOS DE TRATAMIENTO DE RESIDUOSPELIGROSOS
Los métodos alternativos de tratamiento para residuos peligrosos pueden clasificarseampliamente como:
§ tecnologías de solidificación y estabilización (véase la sección 6.3.1)§ tecnologías de tratamiento térmico.
La incineración (véase la sección 6.3.2) es el método de tratamiento térmico usado conmayor frecuencia, pero existen otros tratamientos térmicos disponibles (véase la sección 6.3.3).El uso de la solidificación y estabilización y el tratamiento térmico (en especial la incineración)es una parte integral de una PTRP.
6.3.1 Solidificación y estabilización (SyE)
En general, la solidificación se refiere a las técnicas que incorporan residuos peligrosos aun material sólido de alta integridad estructural. Es conveniente que durante la solidificación sefije el residuo peligroso con la matriz. La fijación es un tipo de solidificación que involucra unafijación física o química del material. La encapsulación puede referirse a partículas finas deresiduos (microencapsulación) o un bloque o contenedor grande de residuos(macroencapsulación). La estabilización se refiere a las técnicas para tratar residuos peligrososmediante su transformación a una forma menos soluble, móvil o tóxica.
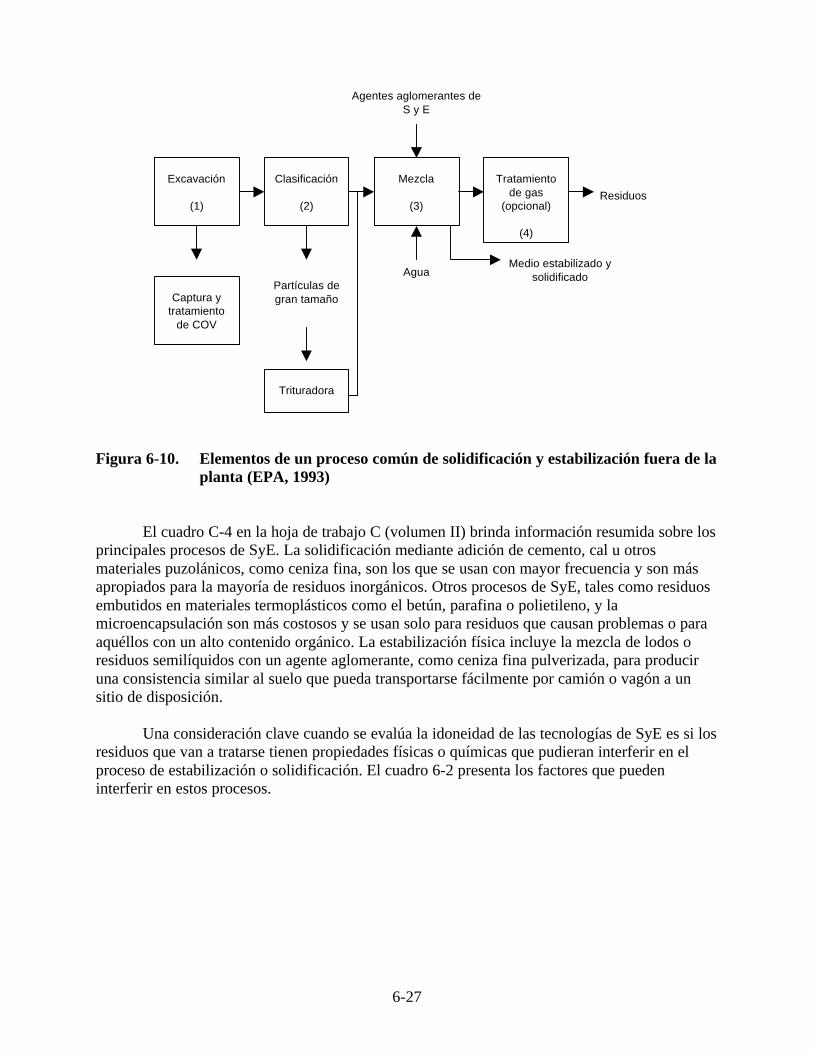
Los procesos de SyE en la planta se aplican a los residuos o suelos contaminados en ellugar mientras que los procesos de SyE fuera de la planta incluyen el tratamiento en el tanque.Los procesos de SyE fuera de la planta tienen mayores probabilidades de usarse en una PTRP.La figura 6-10 presenta los elementos de un sistema de tratamiento en el tanque. Los elementosclaves incluyen la separación y trituración de partículas grandes y la etapa de mezclado donde seagregan agentes aglomerantes y agua. En una PTRP, es muy probable que las tecnologías de SyEse usen para dos tipos de residuos: (1) residuos sólidos tal como se reciben (por ejemplo,plásticos, resinas, alquitranes y lodos que no son apropiados para el tratamiento con otrosprocesos) y (2) para residuos sólidos y lodos generados de otros procesos de tratamiento en laplanta como una etapa del tratamiento final. La etapa final del manejo de residuos tratados porSyE suele incluir su disposición en un relleno sanitario seguro.
6-27
Figura 6-10. Elementos de un proceso común de solidificación y estabilización fuera de laplanta (EPA, 1993)
El cuadro C-4 en la hoja de trabajo C (volumen II) brinda información resumida sobre losprincipales procesos de SyE. La solidificación mediante adición de cemento, cal u otrosmateriales puzolánicos, como ceniza fina, son los que se usan con mayor frecuencia y son másapropiados para la mayoría de residuos inorgánicos. Otros procesos de SyE, tales como residuosembutidos en materiales termoplásticos como el betún, parafina o polietileno, y lamicroencapsulación son más costosos y se usan solo para residuos que causan problemas o paraaquéllos con un alto contenido orgánico. La estabilización física incluye la mezcla de lodos oresiduos semilíquidos con un agente aglomerante, como ceniza fina pulverizada, para produciruna consistencia similar al suelo que pueda transportarse fácilmente por camión o vagón a unsitio de disposición.
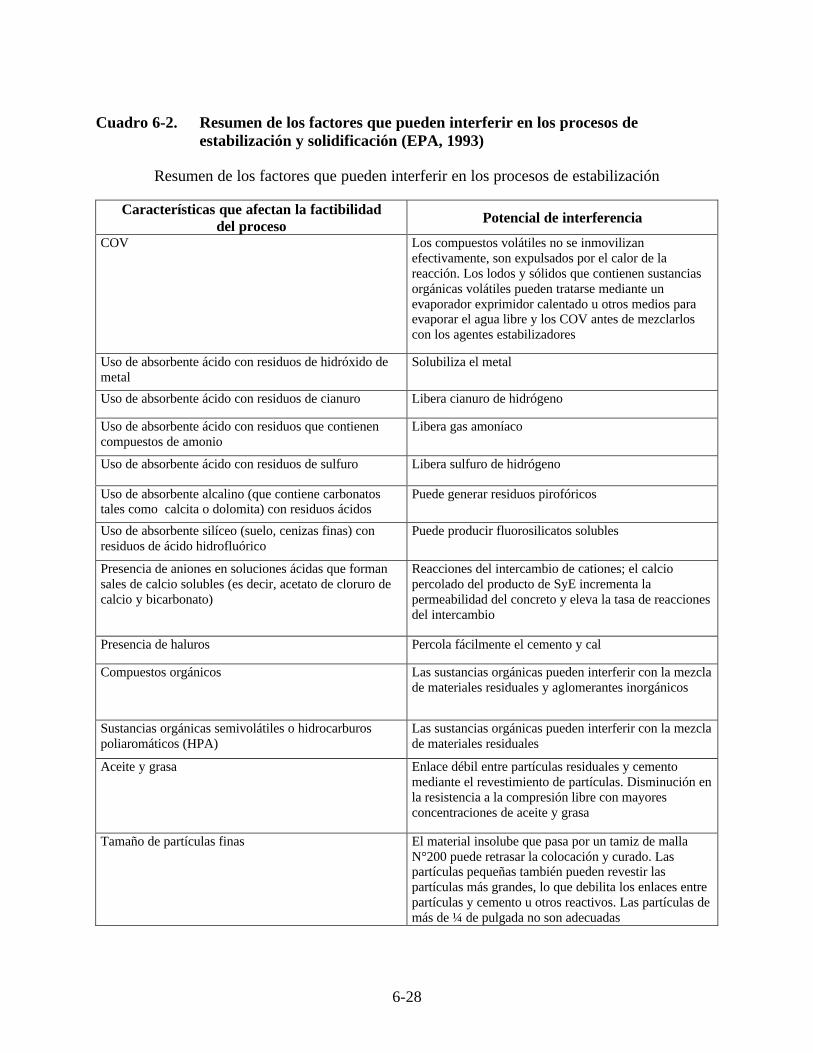
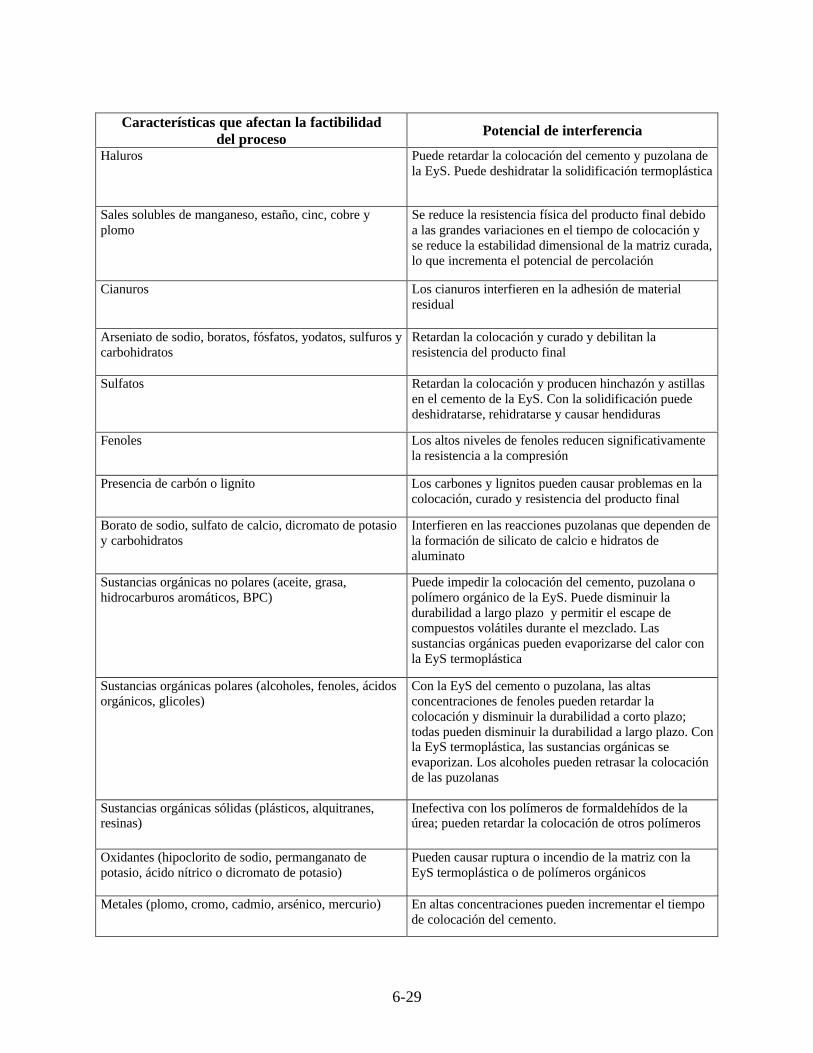
Una consideración clave cuando se evalúa la idoneidad de las tecnologías de SyE es si losresiduos que van a tratarse tienen propiedades físicas o químicas que pudieran interferir en elproceso de estabilización o solidificación. El cuadro 6-2 presenta los factores que puedeninterferir en estos procesos.
Agentes aglomerantes deS y E
Excavación
(1)
Clasificación
(2)
Mezcla
(3)
Tratamientode gas
(opcional)
(4)
Residuos
AguaMedio estabilizado y
solidificadoPartículas degran tamaño
Trituradora
Captura ytratamiento
de COV
6-28
Cuadro 6-2. Resumen de los factores que pueden interferir en los procesos deestabilización y solidificación (EPA, 1993)
Resumen de los factores que pueden interferir en los procesos de estabilización
Características que afectan la factibilidaddel proceso
Potencial de interferencia
COV Los compuestos volátiles no se inmovilizanefectivamente, son expulsados por el calor de lareacción. Los lodos y sólidos que contienen sustanciasorgánicas volátiles pueden tratarse mediante unevaporador exprimidor calentado u otros medios paraevaporar el agua libre y los COV antes de mezclarloscon los agentes estabilizadores
Uso de absorbente ácido con residuos de hidróxido demetal
Solubiliza el metal
Uso de absorbente ácido con residuos de cianuro Libera cianuro de hidrógeno
Uso de absorbente ácido con residuos que contienencompuestos de amonio
Libera gas amoníaco
Uso de absorbente ácido con residuos de sulfuro Libera sulfuro de hidrógeno
Uso de absorbente alcalino (que contiene carbonatostales como calcita o dolomita) con residuos ácidos
Puede generar residuos pirofóricos
Uso de absorbente silíceo (suelo, cenizas finas) conresiduos de ácido hidrofluórico
Puede producir fluorosilicatos solubles
Presencia de aniones en soluciones ácidas que formansales de calcio solubles (es decir, acetato de cloruro decalcio y bicarbonato)
Reacciones del intercambio de cationes; el calciopercolado del producto de SyE incrementa lapermeabilidad del concreto y eleva la tasa de reaccionesdel intercambio
Presencia de haluros Percola fácilmente el cemento y cal
Compuestos orgánicos Las sustancias orgánicas pueden interferir con la mezclade materiales residuales y aglomerantes inorgánicos
Sustancias orgánicas semivolátiles o hidrocarburospoliaromáticos (HPA)
Las sustancias orgánicas pueden interferir con la mezclade materiales residuales
Aceite y grasa Enlace débil entre partículas residuales y cementomediante el revestimiento de partículas. Disminución enla resistencia a la compresión libre con mayoresconcentraciones de aceite y grasa
Tamaño de partículas finas El material insolube que pasa por un tamiz de mallaN°200 puede retrasar la colocación y curado. Laspartículas pequeñas también pueden revestir laspartículas más grandes, lo que debilita los enlaces entrepartículas y cemento u otros reactivos. Las partículas demás de ¼ de pulgada no son adecuadas
6-29
Características que afectan la factibilidaddel proceso
Potencial de interferencia
Haluros Puede retardar la colocación del cemento y puzolana dela EyS. Puede deshidratar la solidificación termoplástica
Sales solubles de manganeso, estaño, cinc, cobre yplomo
Se reduce la resistencia física del producto final debidoa las grandes variaciones en el tiempo de colocación yse reduce la estabilidad dimensional de la matriz curada,lo que incrementa el potencial de percolación
Cianuros Los cianuros interfieren en la adhesión de materialresidual
Arseniato de sodio, boratos, fósfatos, yodatos, sulfuros ycarbohidratos
Retardan la colocación y curado y debilitan laresistencia del producto final
Sulfatos Retardan la colocación y producen hinchazón y astillasen el cemento de la EyS. Con la solidificación puededeshidratarse, rehidratarse y causar hendiduras
Fenoles Los altos niveles de fenoles reducen significativamentela resistencia a la compresión
Presencia de carbón o lignito Los carbones y lignitos pueden causar problemas en lacolocación, curado y resistencia del producto final
Borato de sodio, sulfato de calcio, dicromato de potasioy carbohidratos
Interfieren en las reacciones puzolanas que dependen dela formación de silicato de calcio e hidratos dealuminato
Sustancias orgánicas no polares (aceite, grasa,hidrocarburos aromáticos, BPC)
Puede impedir la colocación del cemento, puzolana opolímero orgánico de la EyS. Puede disminuir ladurabilidad a largo plazo y permitir el escape decompuestos volátiles durante el mezclado. Lassustancias orgánicas pueden evaporizarse del calor conla EyS termoplástica
Sustancias orgánicas polares (alcoholes, fenoles, ácidosorgánicos, glicoles)
Con la EyS del cemento o puzolana, las altasconcentraciones de fenoles pueden retardar lacolocación y disminuir la durabilidad a corto plazo;todas pueden disminuir la durabilidad a largo plazo. Conla EyS termoplástica, las sustancias orgánicas seevaporizan. Los alcoholes pueden retrasar la colocaciónde las puzolanas
Sustancias orgánicas sólidas (plásticos, alquitranes,resinas)
Inefectiva con los polímeros de formaldehídos de laúrea; pueden retardar la colocación de otros polímeros
Oxidantes (hipoclorito de sodio, permanganato depotasio, ácido nítrico o dicromato de potasio)
Pueden causar ruptura o incendio de la matriz con laEyS termoplástica o de polímeros orgánicos
Metales (plomo, cromo, cadmio, arsénico, mercurio) En altas concentraciones pueden incrementar el tiempode colocación del cemento.

6-30
Características que afectan la factibilidaddel proceso
Potencial de interferencia
Nitratos, cianuros Incrementan el tiempo de colocación, disminuyen ladurabilidad para la EyS que contiene cemento
Sales solubles de magnesio, estaño, cinc, cobre y plomo Pueden causar hinchazón y agrietamiento de la matrizorgánica que está más expuesta a la percolación
Condiciones ambientales y residuales que disminuyen elpH de la matriz
Deterioro eventual de la matriz
Floculantes (cloruro férrico) Interfieren con la colocación de cemento y puzolanas
Sulfatos solubles > 0,01% en suelo o 150 mg/L en agua El cemento puede estar expuesto al azufre
Sulfatos solubles > 0.5% en suelo o 2000 mg/L en agua El cemento puede estar seriamente expuesto al azufre
Aceite, grasa, plomo, cobre, cinc y fenol Nocivo para la resistencia y durabilidad del cemento ylos enlaces de cal y ceniza fina, y ceniza fina y cemento
Hidrocarburos alifáticos y aromáticos Incrementa el tiempo de colocación del cemento
Sustancias orgánicas cloradas En altas concentraciones pueden incrementar el tiempode fijación y disminuir la durabilidad del cemento
Sales y complejos metálicos Incrementa el tiempo de colocación y disminuye ladurabilidad del cemento o de la arcilla-cemento
Ácidos inorgánicos Disminuye la durabilidad del cemento (Portland tipo I)o de la arcilla-cemento
Bases inorgánicas Disminuye la durabilidad de la arcilla-cemento; ladurabilidad del cemento Portland tipo III y IV puedediminuir por KOH y NaOH
6.3.2 Incineración
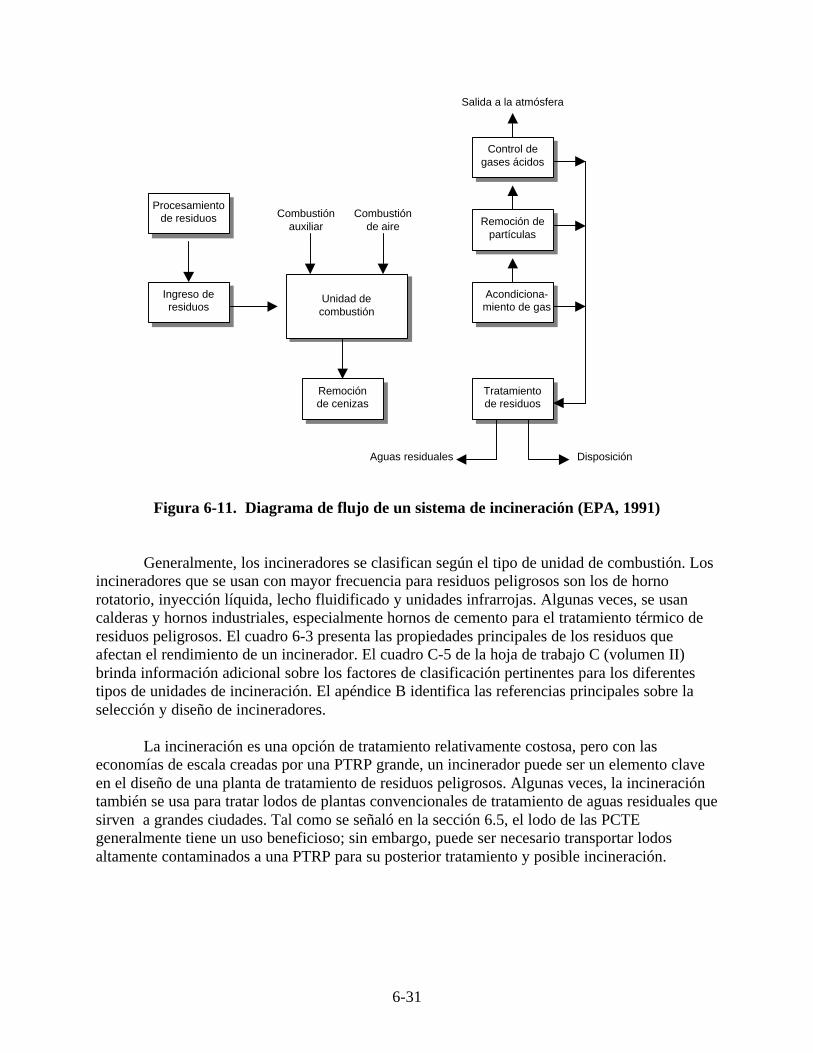
La incineración es el método más usado para el tratamiento térmico de las sustanciasorgánicas líquidas y sólidas y lodos contaminados con substancias tóxicas. La figura 6-11muestra un diagrama de flujo con los elementos claves de un sistema de incineración: (1)procesamiento de residuos, que incluye selección, reducción de tamaño y mezcla de residuos; (2)un sistema de ingreso de residuos; (3) una unidad de combustión; (4) equipo de control de lacontaminación del aire para recoger/tratar productos de combustión incompleta, emisionesparticuladas y gases ácidos, y (5) plantas para el manejo y disposición de ceniza residual de launidad de combustión, y partículas y aguas residuales del sistema de control de contaminacióndel aire.
6-31
Figura 6-11. Diagrama de flujo de un sistema de incineración (EPA, 1991)
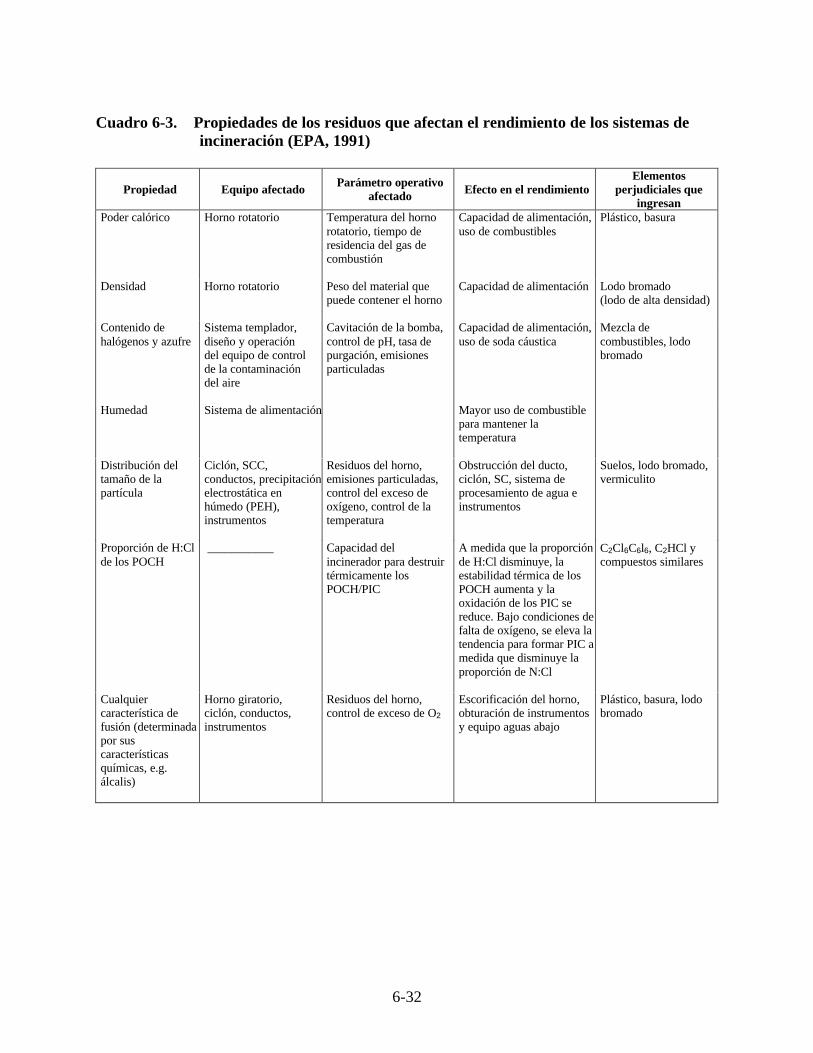
Generalmente, los incineradores se clasifican según el tipo de unidad de combustión. Losincineradores que se usan con mayor frecuencia para residuos peligrosos son los de hornorotatorio, inyección líquida, lecho fluidificado y unidades infrarrojas. Algunas veces, se usancalderas y hornos industriales, especialmente hornos de cemento para el tratamiento térmico deresiduos peligrosos. El cuadro 6-3 presenta las propiedades principales de los residuos queafectan el rendimiento de un incinerador. El cuadro C-5 de la hoja de trabajo C (volumen II)brinda información adicional sobre los factores de clasificación pertinentes para los diferentestipos de unidades de incineración. El apéndice B identifica las referencias principales sobre laselección y diseño de incineradores.
La incineración es una opción de tratamiento relativamente costosa, pero con laseconomías de escala creadas por una PTRP grande, un incinerador puede ser un elemento claveen el diseño de una planta de tratamiento de residuos peligrosos. Algunas veces, la incineracióntambién se usa para tratar lodos de plantas convencionales de tratamiento de aguas residuales quesirven a grandes ciudades. Tal como se señaló en la sección 6.5, el lodo de las PCTEgeneralmente tiene un uso beneficioso; sin embargo, puede ser necesario transportar lodosaltamente contaminados a una PTRP para su posterior tratamiento y posible incineración.
Salida a la atmósfera
Control degases ácidos
Remoción departículas
Acondiciona-miento de gas
Tratamientode residuos
Aguas residuales Disposición
Remociónde cenizas
Unidad decombustión
Ingreso deresiduos
Procesamientode residuos Combustión
auxiliarCombustión
de aire
6-32
Cuadro 6-3. Propiedades de los residuos que afectan el rendimiento de los sistemas deincineración (EPA, 1991)
Propiedad Equipo afectadoParámetro operativo
afectado Efecto en el rendimientoElementos
perjudiciales queingresan
Poder calórico Horno rotatorio Temperatura del hornorotatorio, tiempo deresidencia del gas decombustión
Capacidad de alimentación,uso de combustibles
Plástico, basura
Densidad Horno rotatorio Peso del material quepuede contener el horno
Capacidad de alimentación Lodo bromado(lodo de alta densidad)
Contenido dehalógenos y azufre
Sistema templador,diseño y operacióndel equipo de controlde la contaminacióndel aire
Cavitación de la bomba,control de pH, tasa depurgación, emisionesparticuladas
Capacidad de alimentación,uso de soda cáustica
Mezcla decombustibles, lodobromado
Humedad Sistema de alimentación Mayor uso de combustiblepara mantener latemperatura
Distribución deltamaño de lapartícula
Ciclón, SCC,conductos, precipitaciónelectrostática enhúmedo (PEH),instrumentos
Residuos del horno,emisiones particuladas,control del exceso deoxígeno, control de latemperatura
Obstrucción del ducto,ciclón, SC, sistema deprocesamiento de agua einstrumentos
Suelos, lodo bromado,vermiculito
Proporción de H:Clde los POCH
___________ Capacidad delincinerador para destruirtérmicamente losPOCH/PIC
A medida que la proporciónde H:Cl disminuye, laestabilidad térmica de losPOCH aumenta y laoxidación de los PIC sereduce. Bajo condiciones defalta de oxígeno, se eleva latendencia para formar PIC amedida que disminuye laproporción de N:Cl
C2Cl6C6l6, C2HCl ycompuestos similares
Cualquiercaracterística defusión (determinadapor suscaracterísticasquímicas, e.g.álcalis)
Horno giratorio,ciclón, conductos,instrumentos
Residuos del horno,control de exceso de O2
Escorificación del horno,obturación de instrumentosy equipo aguas abajo
Plástico, basura, lodobromado
6-33
6.3.3 Otras tecnologías de tratamiento térmico
Otras tecnologías de tratamiento térmico incluyen una variedad de métodos que usancalor (pero no oxidación primaria por combustión directa de aire como en la incineración) pararemover o destruir los contaminantes orgánicos. Las tecnologías disponibles incluyen:
§ pirólisis§ oxidación húmeda de aire§ desabsorción térmica.
La oxidación supercrítica del agua es una tecnología emergente de tratamiento térmicoque ha sido objeto de considerables pruebas piloto y de demostración.
La pirólisis es un proceso térmico que, en una atmósfera con deficiencia de oxígeno,transforma los materiales orgánicos peligrosos en componentes gaseosos y en un residuo sólido(coque) que contiene carbono fijo y ceniza. Al enfriarse, los componentes gaseosos se condensany dejan un residuo de aceite y alquitrán. La pirólisis se aplica a una amplia variedad residuosorgánicos del suelo y lodo, incluidos los bifenilos policlorados (BPC), dioxinas y furanos.
La oxidación húmeda de aire usa temperatura y presión elevadas para oxidar lassustancias orgánicas disueltas o finamente divididas. Su aplicación principal es el tratamiento deresiduos que, por estar demasiado diluidos (menos de 5% de sustancias orgánicas), no pueden sertratados económicamente mediante incineración y que por su nivel contaminante no puedenrecibir tratamiento biológico. Esta tecnología también puede usarse para tratar aguas residualescon plaguicidas, con fenoles, azufre orgánico y cianuro. No es apropiada para sustanciasorgánicas aromáticas halogenadas o para tratar grandes volúmenes de residuos.
La desabsorción térmica se usa para separar físicamente los contaminantes volátiles yalgunos semivolátiles del suelo, sedimentos, lodos y lecho filtrante mediante el calentamiento aaltas temperaturas para volatilizar los contaminantes orgánicos. Luego, las sustancias orgánicasdesarbsorbidas en el gas se tratan mediante incineración en un postincinerador, se condensan enun condensador simple o de múltiples etapas o se capturan en lechos de adsorción de carbono.Generalmente, los sistemas térmicos de desabsorción se clasifican en sistemas de temperaturabaja (200 a 600 °F ó 93 a 215 °C) o temperatura alta (600 a 1.000 °F ó 315 a 538 °C).
La diferencia principal entre ambos es que los sistemas de temperatura baja tienen comoobjetivo a los compuestos orgánicos volátiles, mientras que los sistemas de temperatura alta secentran en las sustancias orgánicas semivolátiles.
La oxidación del agua supercrítica (OASP) usa oxidantes (aire, oxígeno o peróxido dehidrógeno) para descomponer las sustancias orgánicas en residuos acuosos que están por encimadel punto crítico del agua (364°C, 221 atmósferas). Al inicio, se puede requerir combustibleadicional para los residuos diluidos, pero generalmente los residuos con una DQO mayor que15.000 mg/L son autosuficientes. La OSCA puede usarse para efluentes, lodos y residuos sólidosde pasta aguada.
6-34
El cuadro C-5 en la hoja de trabajo C (volumen II) brinda información adicional sobreestos métodos de tratamiento térmico y varias tecnologías innovadoras de tratamiento térmico(reactor eléctrico, vidrio fundido, sal fundida y calefacción térmica por radiofrecuencia), asícomo referencias más detalladas.
6.4 SELECCIÓN DE PROCESOS DE TRATAMIENTO
Las consideraciones principales para la selección de procesos de tratamiento de residuospeligrosos en las PTRP incluyen:
§ El medio donde está el residuo. A menudo, las aguas residuales, líquidos orgánicos,lodo y sólidos que contienen el mismo tipo de contaminante pueden requerirdiferentes procesos de tratamiento (véase la sección 6.4.1).
§ Tipo de contaminante. Las propiedades físicas y químicas de los contaminantes en unresiduo afectan el tratamiento disponible. Por ejemplo, la precipitación es untratamiento químico que se aplica principalmente para sustancias inorgánicas talescomo metales y cianuros. Por otro lado, los métodos de separación por aire ytratamiento térmico son más adecuados para el tratamiento de aguas residuales ysólidos contaminados con sustancias orgánicas volátiles y semivolátiles. El hecho deque los residuos contaminados orgánicos sean o no halogenados también puede influiren la conveniencia de una opción específica de tratamiento. Generalmente, losresiduos orgánicos e inorgánicos mixtos son los más difíciles de tratar, ya que amenudo requieren diferentes etapas de tratamiento. Las opciones de tratamiento pararesiduos corrosivos se tratan en la sección 6.4.2, los residuos de solventes en lasección 6.4.3 y los otros contaminantes en la sección 6.4.4.
§ Concentración de contaminantes. La operación exitosa de algunos procesos detratamiento depende de la concentración de contaminantes en los residuos. La sección6.4.1 brinda información sobre diversas aplicaciones de las técnicas de tratamientocomo función de la concentración de sustancias orgánicas en efluentes.
§ Volumen de residuos. Algunos métodos de tratamiento, como la incineración,requieren grandes volúmenes de residuos para ser eficientes en función de los costos.Otros métodos, como la oxidación húmeda de aire (véase la sección 6.3.3), son másadecuados para volúmenes pequeños de residuos. La eficiencia del proceso requiereuna combinación razonable entre el volumen de residuos con el que un proceso puedefuncionar eficientemente y el volumen de residuos que va a tratarse.
§ Variabilidad de residuos. Generalmente, los procesos continuos de tratamiento sonmás eficientes cuando no varía la tasa de flujo ni la composición química de losresiduos. A menudo, los tanques de compensación (véase la sección 5.2.1) se usan
6-35
para controlar la variabilidad de los procesos continuos de tratamiento. Los procesosdiscontinuos son adecuados para residuos cuya composición química es variable.
§ Disponibilidad. Generalmente, la importancia del rendimiento confiable de lastecnologías de tratamiento limita la elección de tecnologías a aquellas desarrolladascomercialmente. La prueba y desarrollo de tecnologías innovadoras y emergentespuede ser posible, pero quizás no como una característica central de una secuencia detratamiento que maneje grandes volúmenes de residuos.
§ Costo. Probablemente, el costo es el factor principal al momento de elegir entre dos omás opciones de tratamiento que cumplan con todos los otros criterios. Tal como seseñaló en la sección 5.4.2, la evaluación de costos del tratamiento requiere considerarel costo total y la importancia relativa del costo de la inversión y los de operación ymantenimiento.
§ Residuos. La mayoría de procesos de tratamiento produce residuos que puedenrequerir tratamiento adicional (por ejemplo, remoción de gases) o disposición (porejemplo, ceniza, lodos). El tipo y volumen de residuos generados debe considerarse almomento de seleccionar una tecnología de tratamiento.
Los tipos de residuos recibidos en una PTRP dependen de los procesos industrialesespecíficos usados por las industrias que envían residuos a la planta. Existen numerosas opcionesde tratamiento apropiadas para determinado tipo de residuos. La hoja de trabajo A en el volumenII describe un procedimiento para identificar las características de los residuos y las opciones detratamiento para categorías industriales específicas.
El procedimiento de selección descrito en la hoja de trabajo A puede aplicarse a laselección de opciones potenciales de tratamiento para las PCTE y PTRP. Los criterios para laselección de opciones de pretratamiento en la planta para las PYME antes de la descarga deresiduos son similares a los criterios para las PYME tratados en la sección 5.4.1. Generalmente,una PTRP mezcla residuos similares provenientes de muchas fuentes individuales. Una etapaimportante en el proceso de selección de opciones es determinar los tipos principales de residuosque la planta manejará mediante la combinación de estos residuos.
6.4.1 Opciones de medios específicos
El cuadro 6-4 presenta las opciones potenciales de tratamiento para diversos tipos deresiduos peligrosos líquidos y sólidos para (1) minimización de residuos, (2) pretratamiento, y(3) tratamiento y disposición. El cuadro 6-4 indica que las opciones de tratamiento a menudodependen de las concentraciones de los residuos. Por lo tanto, las opciones identificadas para elreciclaje de líquidos inorgánicos concentrados difieren de aquellas para el tratamiento de líquidosinorgánicos diluidos, excepto por la electrodiálisis. La figura 6-12 identifica los rangosaproximados de aplicación de las técnicas de tratamiento disponibles comercialmente (línea
6-36
corrida) como una función de la concentración de sustancias orgánicas en los efluentes. Laslíneas pespunteadas indican las extensiones potenciales de las tecnologías disponibles y latecnología emergente de oxidación supercrítica del agua.
Las opciones de pretratamiento para diversos medios residuales identificados en el cuadro6-4 son métodos físicos, muchos de los cuales se tratan en las secciones 5.2.1 y 5.2.2. Losprincipales métodos de pretratamiento químico incluyen neutralización, destrucción de cianuro yreducción de cromo. Los métodos de tratamiento y disposición que se presentan en el cuadro 6-4se tratan en las secciones 6.2 y 6.3.
El cuadro 6-5 es una matriz que muestra la aplicación potencial de 17 tecnologías detratamiento para tipos generales de contaminantes en tres medios: (1) residuos acuosos, (2)líquidos orgánicos y (3) lodos y suelos. Si bien este cuadro se desarrolló para la selección detecnologías in situ a fin de remediar áreas contaminadas, todas las categorías de tratamientopodrían usarse en una PTRP.
6.4.2 Residuos corrosivos
La neutralización de residuos corrosivos se trata en la sección 6.2.4. El cuadro 6-6 brindala siguiente información sobre ocho tecnologías de tratamiento para la recuperación y reúso deresiduos corrosivos:
§ tipo de residuo que recibe tratamiento§ etapa del desarrollo de la tecnología§ rendimiento§ residuos generados§ costo.
Generalmente, es más conveniente aplicar estas tecnologías en la misma planta industrial debidoa los problemas que ocasiona el transporte de residuos corrosivos a una PTRP.Lamentablemente, las limitaciones financieras probablemente restringirían el uso de estastecnologías a las EPE.

6-37
Cuadro 6-4. Alternativas para el manejo de residuos peligrosos (Wilk y otros, 1988)
Objetivo del manejode residuos
Tipos de residuosaplicables
Alternativa potencial para el manejo/tratamiento de residuos
Minimización deresiduos
Reducción en la fuente Todos Sustitución de materiasprimasReformulación de productos
Rediseño del procesoSeparación de residuos
Reciclaje Líquidos orgánicosconcentrados (e.g.soluciones de niquelado,etching)
CristalizaciónIntercambio de iones
Evaporización/ destilaciónElectrodiálisis
Extracción de solventesDescomposición térmica
Líquidos inorgánicosdisueltos (e.g. enjuaguesniquelados)
Intercambio de ionesElectrodiálisis
Ósmosis inversa Diálisis Donnan/Transporte pareado
Líquidos orgánicosconcentrados (e.g.solventes con ácidos,álcalis)
Neutralización y posterior recuperación por destilación, eliminación por vapor o usocomo combustible
Intercambio de residuos Líquidos concentrados Reciclaje Reúso durante el procesocon menosespecificaciones de materiaprima
Neutralización mutua
Líquidos inorgánicosdisueltos
Neutralización mutua
Pretratamiento Líquido con sólidos TamizadoDestilaciónCentrifugación
SedimentaciónFlotaciónCompensación
FiltraciónSedimentación
Líquido –dos fases DecantaciónExtracción
FlotaciónDestilación
CentrifugaciónCompensación
Líquido o lodo con cianuro Destrucción de cianuromediante cloración
Líquido o lodo con cromohexavalente
Reducción de cromo
Lodo Filtración al vacíoOtros tipos de deshidratación
Filtros prensa Centrifugación
Sólidos en grandescantidades
Desmenuzadoras Trituradores Trituradores
Neutralización Residuos ácidos Piedra caliza Cal Soda cáusticaResiduos alcalinos Ácido sulfúrico Ácido clorhídrico Ácido carbónico (CO2)Todos Neutralización mutua
Tratamiento ydisposición
Líquidos que contienenmetales
Precipitación y clarificación
Líquidos que contienenresiduos orgánicos
Adsorción
Líquidos que contienensustancias orgánicasdisueltas
Tratamiento biológicoEliminación por aire
Oxidación químicaIncineración
Ozonización
Líquidos orgánicosconcentrados
DestilaciónExtracciónIncineración
Eliminación por vaporFluidos supercríticosUso de combustible
EvaporizaciónOxidación húmeda delaire
Lodos inorgánicos ysólidos
Solidificación Encapsulación Relleno sanitario
Lodos orgánicos y sólidos Incineración Oxidación húmeda del aire

6-38
Figura 6-12. Rangos aproximados de aplicabilidad de las técnicas de tratamiento comouna función de la concentración de sustancias orgánicas en los efluentes(Breton y otros, 1987)
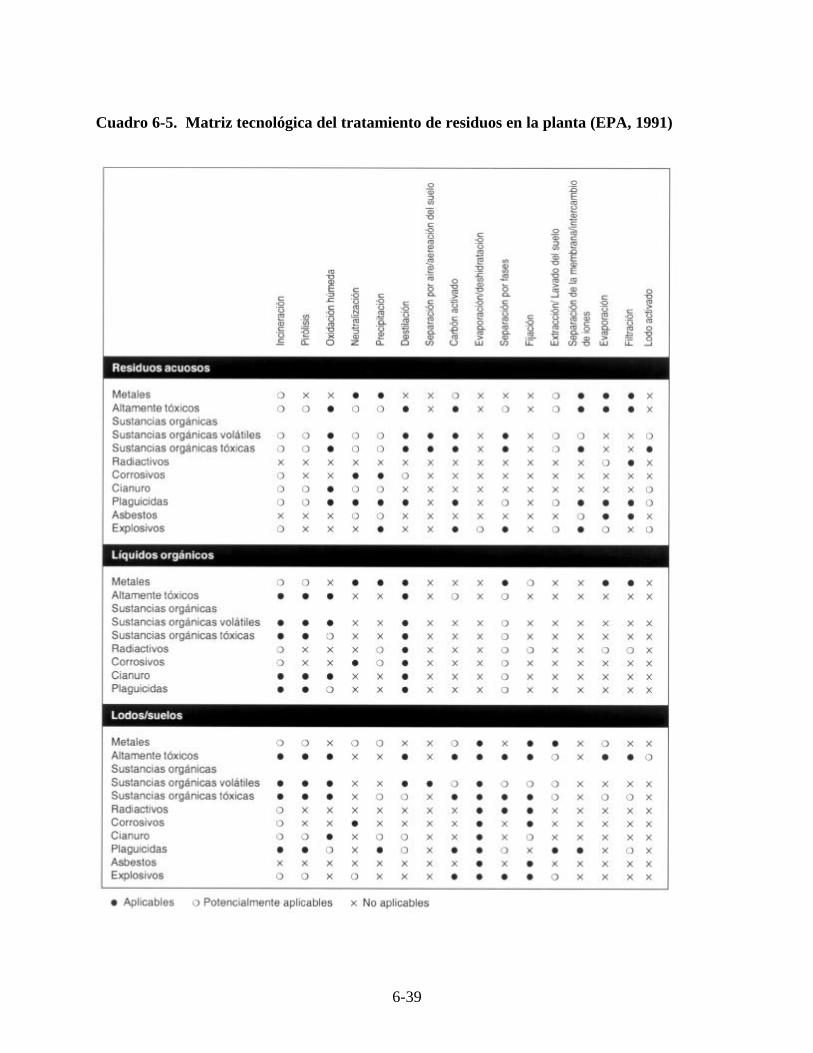
6-39
Cuadro 6-5. Matriz tecnológica del tratamiento de residuos en la planta (EPA, 1991)
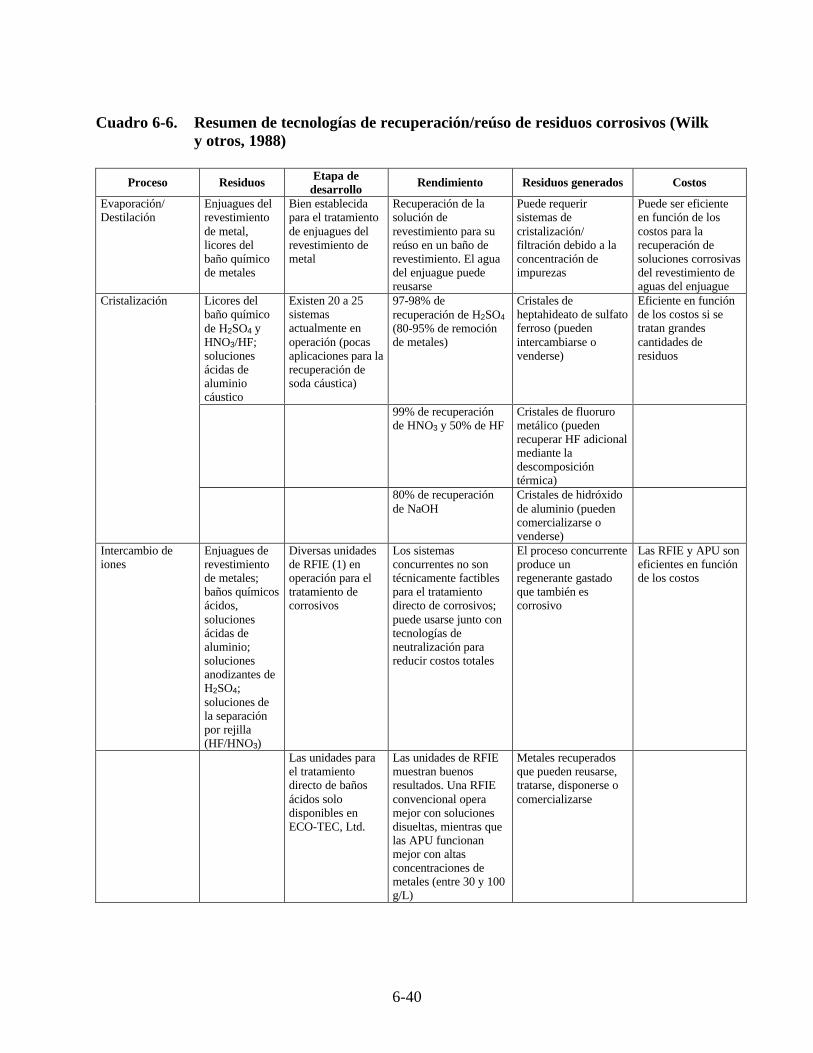
6-40
Cuadro 6-6. Resumen de tecnologías de recuperación/reúso de residuos corrosivos (Wilk y otros, 1988)
Proceso Residuos Etapa dedesarrollo
Rendimiento Residuos generados Costos
Evaporación/Destilación
Enjuagues delrevestimientode metal,licores delbaño químicode metales
Bien establecidapara el tratamientode enjuagues delrevestimiento demetal
Recuperación de lasolución derevestimiento para sureúso en un baño derevestimiento. El aguadel enjuague puedereusarse
Puede requerirsistemas decristalización/filtración debido a laconcentración deimpurezas
Puede ser eficienteen función de loscostos para larecuperación desoluciones corrosivasdel revestimiento deaguas del enjuague
Licores delbaño químicode H2SO4 yHNO3/HF;solucionesácidas dealuminiocáustico
Existen 20 a 25sistemasactualmente enoperación (pocasaplicaciones para larecuperación desoda cáustica)
97-98% derecuperación de H2SO4
(80-95% de remociónde metales)
Cristales deheptahideato de sulfatoferroso (puedenintercambiarse ovenderse)
Eficiente en funciónde los costos si setratan grandescantidades deresiduos
99% de recuperaciónde HNO3 y 50% de HF
Cristales de fluorurometálico (puedenrecuperar HF adicionalmediante ladescomposicióntérmica)
Cristalización
80% de recuperaciónde NaOH
Cristales de hidróxidode aluminio (puedencomercializarse ovenderse)
Intercambio deiones
Enjuagues derevestimientode metales;baños químicosácidos,solucionesácidas dealuminio;solucionesanodizantes deH2SO4;soluciones dela separaciónpor rejilla(HF/HNO3)
Diversas unidadesde RFIE (1) enoperación para eltratamiento decorrosivos
Los sistemasconcurrentes no sontécnicamente factiblespara el tratamientodirecto de corrosivos;puede usarse junto contecnologías deneutralización parareducir costos totales
El proceso concurrenteproduce unregenerante gastadoque también escorrosivo
Las RFIE y APU soneficientes en funciónde los costos
Las unidades parael tratamientodirecto de bañosácidos solodisponibles enECO-TEC, Ltd.
Las unidades de RFIEmuestran buenosresultados. Una RFIEconvencional operamejor con solucionesdisueltas, mientras quelas APU funcionanmejor con altasconcentraciones demetales (entre 30 y 100g/L)
Metales recuperadosque pueden reusarse,tratarse, disponerse ocomercializarse
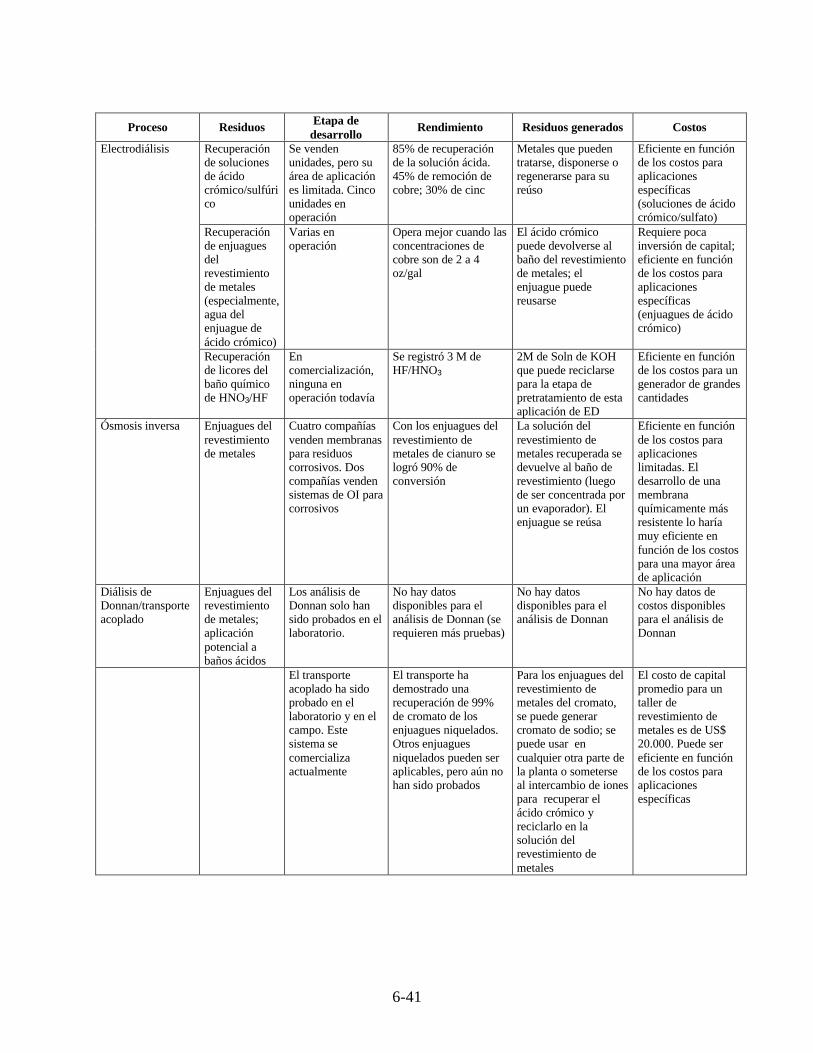
6-41
Proceso Residuos Etapa dedesarrollo
Rendimiento Residuos generados Costos
Recuperaciónde solucionesde ácidocrómico/sulfúrico
Se vendenunidades, pero suárea de aplicaciónes limitada. Cincounidades enoperación
85% de recuperaciónde la solución ácida.45% de remoción decobre; 30% de cinc
Metales que puedentratarse, disponerse oregenerarse para sureúso
Eficiente en funciónde los costos paraaplicacionesespecíficas(soluciones de ácidocrómico/sulfato)
Recuperaciónde enjuaguesdelrevestimientode metales(especialmente,agua delenjuague deácido crómico)
Varias enoperación
Opera mejor cuando lasconcentraciones decobre son de 2 a 4oz/gal
El ácido crómicopuede devolverse albaño del revestimientode metales; elenjuague puedereusarse
Requiere pocainversión de capital;eficiente en funciónde los costos paraaplicacionesespecíficas(enjuagues de ácidocrómico)
Electrodiálisis
Recuperaciónde licores delbaño químicode HNO3/HF
Encomercialización,ninguna enoperación todavía
Se registró 3 M deHF/HNO3
2M de Soln de KOHque puede reciclarsepara la etapa depretratamiento de estaaplicación de ED
Eficiente en funciónde los costos para ungenerador de grandescantidades
Ósmosis inversa Enjuagues delrevestimientode metales
Cuatro compañíasvenden membranaspara residuoscorrosivos. Doscompañías vendensistemas de OI paracorrosivos
Con los enjuagues delrevestimiento demetales de cianuro selogró 90% deconversión
La solución delrevestimiento demetales recuperada sedevuelve al baño derevestimiento (luegode ser concentrada porun evaporador). Elenjuague se reúsa
Eficiente en funciónde los costos paraaplicacioneslimitadas. Eldesarrollo de unamembranaquímicamente másresistente lo haríamuy eficiente enfunción de los costospara una mayor áreade aplicación
Diálisis deDonnan/transporteacoplado
Enjuagues delrevestimientode metales;aplicaciónpotencial abaños ácidos
Los análisis deDonnan solo hansido probados en ellaboratorio.
No hay datosdisponibles para elanálisis de Donnan (serequieren más pruebas)
No hay datosdisponibles para elanálisis de Donnan
No hay datos decostos disponiblespara el análisis deDonnan
El transporteacoplado ha sidoprobado en ellaboratorio y en elcampo. Estesistema secomercializaactualmente
El transporte hademostrado unarecuperación de 99%de cromato de losenjuagues niquelados.Otros enjuaguesniquelados pueden seraplicables, pero aún nohan sido probados
Para los enjuagues delrevestimiento demetales del cromato,se puede generarcromato de sodio; sepuede usar encualquier otra parte dela planta o someterseal intercambio de ionespara recuperar elácido crómico yreciclarlo en lasolución delrevestimiento demetales
El costo de capitalpromedio para untaller derevestimiento demetales es de US$20.000. Puede sereficiente en funciónde los costos paraaplicacionesespecíficas
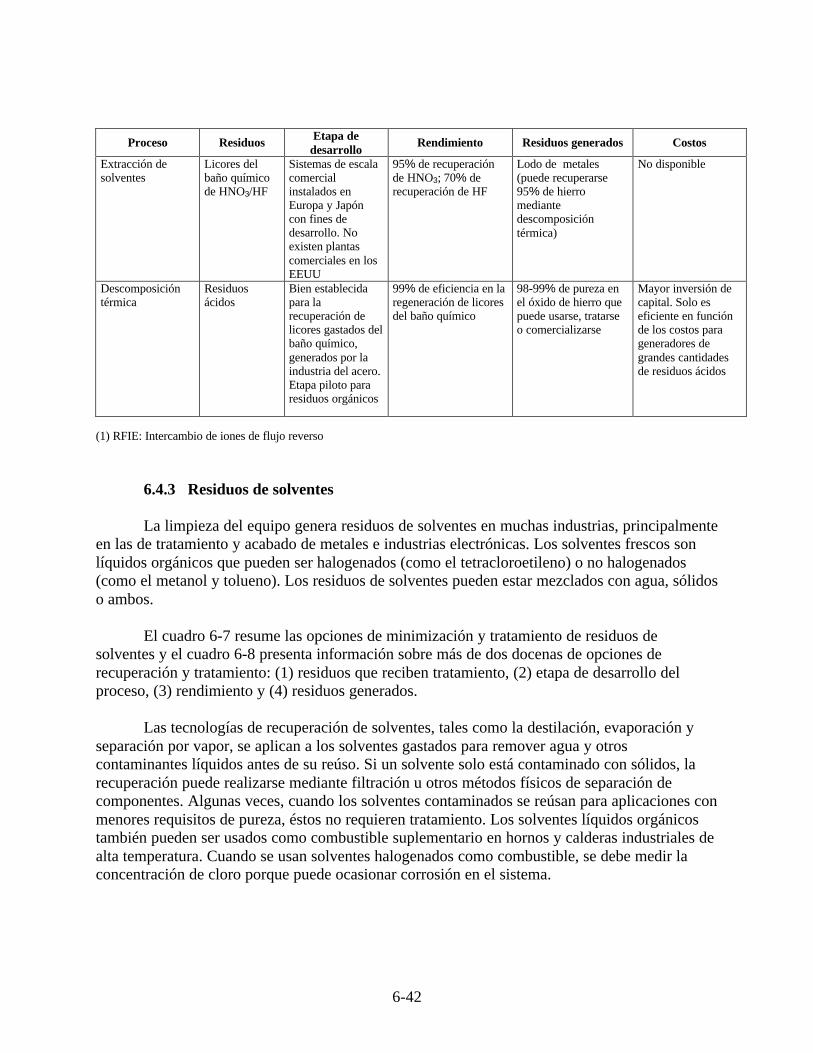
6-42
Proceso Residuos Etapa dedesarrollo
Rendimiento Residuos generados Costos
Extracción desolventes
Licores delbaño químicode HNO3/HF
Sistemas de escalacomercialinstalados enEuropa y Japóncon fines dedesarrollo. Noexisten plantascomerciales en losEEUU
95% de recuperaciónde HNO3; 70% derecuperación de HF
Lodo de metales(puede recuperarse95% de hierromediantedescomposicióntérmica)
No disponible
Descomposicióntérmica
Residuosácidos
Bien establecidapara larecuperación delicores gastados delbaño químico,generados por laindustria del acero.Etapa piloto pararesiduos orgánicos
99% de eficiencia en laregeneración de licoresdel baño químico
98-99% de pureza enel óxido de hierro quepuede usarse, tratarseo comercializarse
Mayor inversión decapital. Solo eseficiente en funciónde los costos parageneradores degrandes cantidadesde residuos ácidos
(1) RFIE: Intercambio de iones de flujo reverso
6.4.3 Residuos de solventes
La limpieza del equipo genera residuos de solventes en muchas industrias, principalmenteen las de tratamiento y acabado de metales e industrias electrónicas. Los solventes frescos sonlíquidos orgánicos que pueden ser halogenados (como el tetracloroetileno) o no halogenados(como el metanol y tolueno). Los residuos de solventes pueden estar mezclados con agua, sólidoso ambos.
El cuadro 6-7 resume las opciones de minimización y tratamiento de residuos desolventes y el cuadro 6-8 presenta información sobre más de dos docenas de opciones derecuperación y tratamiento: (1) residuos que reciben tratamiento, (2) etapa de desarrollo delproceso, (3) rendimiento y (4) residuos generados.
Las tecnologías de recuperación de solventes, tales como la destilación, evaporación yseparación por vapor, se aplican a los solventes gastados para remover agua y otroscontaminantes líquidos antes de su reúso. Si un solvente solo está contaminado con sólidos, larecuperación puede realizarse mediante filtración u otros métodos físicos de separación decomponentes. Algunas veces, cuando los solventes contaminados se reúsan para aplicaciones conmenores requisitos de pureza, éstos no requieren tratamiento. Los solventes líquidos orgánicostambién pueden ser usados como combustible suplementario en hornos y calderas industriales dealta temperatura. Cuando se usan solventes halogenados como combustible, se debe medir laconcentración de cloro porque puede ocasionar corrosión en el sistema.

6-43
Cuadro 6-7. Alternativas del manejo de residuos de solventes para la disposición en elterreno (Breton y otros, 1987)
Objetivo delmanejo deresiduos
Residuos quereciben tratamiento
Alternativa potencial para el manejo de residuos
Minimización de residuos
Reducción en lafuente
Todos Sustitución demateria primaReformulación delproducto
Rediseño del procesoSeparación de residuos
Reciclaje Todos Recuperación Reúso (como combustible o solvente del proceso)
Pretratamiento
Líquidos con sólidos TamizadoFlotación
SedimentaciónDecantación
FiltraciónCentrifugación
Destilación
Líquido – dos etapas DecantaciónDestilación
Flotación Centrifugación Extracción
Lodos Filtración al vacío Filtro-prensa Centrifugación Otro tipo dedeshidratación
Sólidos voluminosos Desmenuzadoras Trituradores demartillo
Trituradores
Compuestos debaja/alta viscosidad
Mezclado
Tratamiento
Físico Líquidos DestilaciónSeparación porvapor
EvaporaciónSeparación por aire
FraccionamientoAdsorción decarbón
ExtracciónAdsorción deresinas
Químico Líquidos Oxidación húmeda deaireOtras oxidacionesquímicas
Oxidación del agua supercrítica Clorinólisis
OzonizaciónDecloración
Biológico Líquidos Lodo activado Estanque aereado Filtro percoladorIncineración Todos Inyección de líquidos Horno rotatorio Lecho fluidificado Desprovisto de
aireOtrostérmicos
Todos PirólisisSistemas de plasma
Vidrio fundidoReactor eléctrico
Lecho de flujocirculanteSal fundida
Postratamiento
Líquidos orgánicos Decantación Deshidratación Fraccionamiento Destruccióntérmica
Sólidos/lodos Solidificación Encapsulación Destruccióntérmica
Líquidos acuosos Adsorción de carbónOzonización
Adsorción de resinasOtras oxidaciones
Separación poraire
Tratamientobiológico
El tratamiento térmico es la primera opción de tratamiento para los residuos de solventesconcentrados que no se pueden recuperar. El cuadro 6-8 presenta cuatro opciones de incineracióny otras siete tecnologías térmicas; de éstas, solo la pirólisis (véase la sección 6.3.3) se encuentradisponible comercialmente. La mayoría de opciones de tratamiento físico y químico presentadasen el cuadro 6-9 son para residuos acuosos contaminados con concentraciones relativamentebajas de solventes. La figura 6-12 puede usarse como una guía para la identificación detecnologías potenciales según la concentración de solventes y otras sustancias orgánicas en lasaguas residuales.
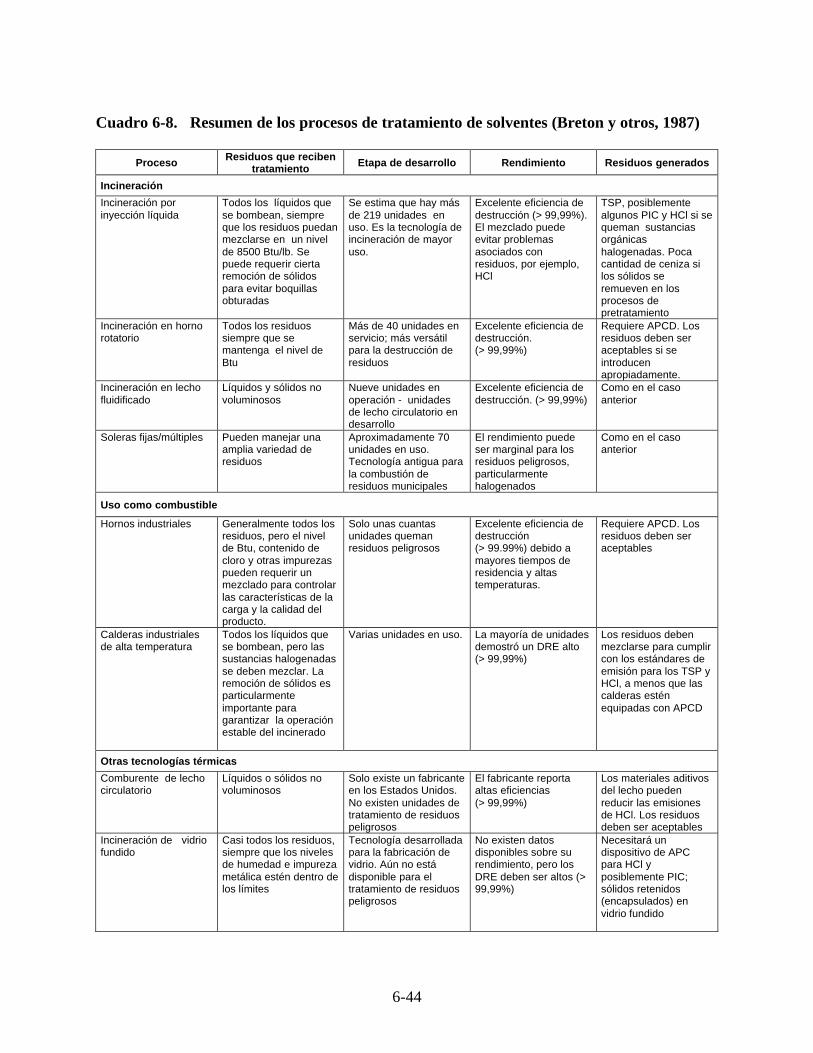
6-44
Cuadro 6-8. Resumen de los procesos de tratamiento de solventes (Breton y otros, 1987)
Proceso Residuos que recibentratamiento Etapa de desarrollo Rendimiento Residuos generados
Incineración
Incineración porinyección líquida
Todos los líquidos quese bombean, siempreque los residuos puedanmezclarse en un nivelde 8500 Btu/lb. Sepuede requerir ciertaremoción de sólidospara evitar boquillasobturadas
Se estima que hay másde 219 unidades enuso. Es la tecnología deincineración de mayoruso.
Excelente eficiencia dedestrucción (> 99,99%).El mezclado puedeevitar problemasasociados conresiduos, por ejemplo,HCl
TSP, posiblementealgunos PIC y HCl si sequeman sustanciasorgánicashalogenadas. Pocacantidad de ceniza silos sólidos seremueven en losprocesos depretratamiento
Incineración en hornorotatorio
Todos los residuossiempre que semantenga el nivel deBtu
Más de 40 unidades enservicio; más versátilpara la destrucción deresiduos
Excelente eficiencia dedestrucción.(> 99,99%)
Requiere APCD. Losresiduos deben seraceptables si seintroducenapropiadamente.
Incineración en lechofluidificado
Líquidos y sólidos novoluminosos
Nueve unidades enoperación - unidadesde lecho circulatorio endesarrollo
Excelente eficiencia dedestrucción. (> 99,99%)
Como en el casoanterior
Soleras fijas/múltiples Pueden manejar unaamplia variedad deresiduos
Aproximadamente 70unidades en uso.Tecnología antigua parala combustión deresiduos municipales
El rendimiento puedeser marginal para losresiduos peligrosos,particularmentehalogenados
Como en el casoanterior
Uso como combustible
Hornos industriales Generalmente todos losresiduos, pero el nivelde Btu, contenido decloro y otras impurezaspueden requerir unmezclado para controlarlas características de lacarga y la calidad delproducto.
Solo unas cuantasunidades quemanresiduos peligrosos
Excelente eficiencia dedestrucción(> 99.99%) debido amayores tiempos deresidencia y altastemperaturas.
Requiere APCD. Losresiduos deben seraceptables
Calderas industrialesde alta temperatura
Todos los líquidos quese bombean, pero lassustancias halogenadasse deben mezclar. Laremoción de sólidos esparticularmenteimportante paragarantizar la operaciónestable del incinerado
Varias unidades en uso. La mayoría de unidadesdemostró un DRE alto(> 99,99%)
Los residuos debenmezclarse para cumplircon los estándares deemisión para los TSP yHCl, a menos que lascalderas esténequipadas con APCD
Otras tecnologías térmicas
Comburente de lechocirculatorio
Líquidos o sólidos novoluminosos
Solo existe un fabricanteen los Estados Unidos.No existen unidades detratamiento de residuospeligrosos
El fabricante reportaaltas eficiencias(> 99,99%)
Los materiales aditivosdel lecho puedenreducir las emisionesde HCl. Los residuosdeben ser aceptables
Incineración de vidriofundido
Casi todos los residuos,siempre que los nivelesde humedad e impurezametálica estén dentro delos límites
Tecnología desarrolladapara la fabricación devidrio. Aún no estádisponible para eltratamiento de residuospeligrosos
No existen datosdisponibles sobre surendimiento, pero losDRE deben ser altos (>99,99%)
Necesitará undispositivo de APCpara HCl yposiblemente PIC;sólidos retenidos(encapsulados) envidrio fundido
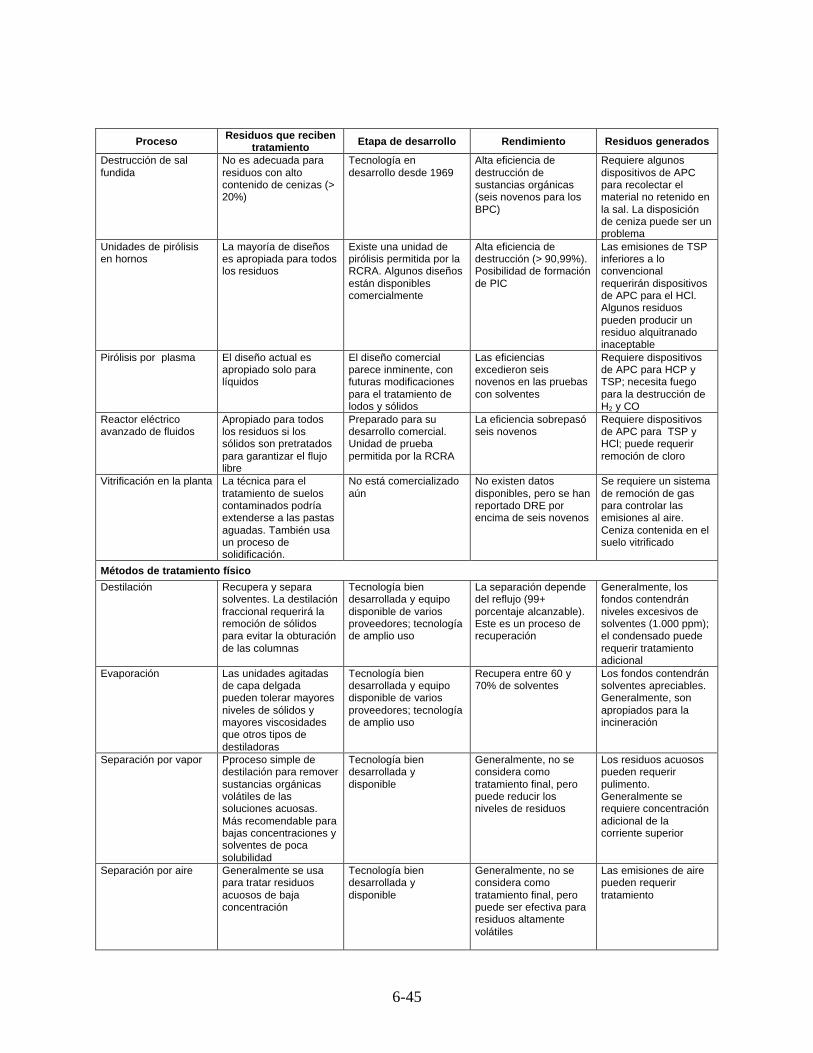
6-45
Proceso Residuos que recibentratamiento Etapa de desarrollo Rendimiento Residuos generados
Destrucción de salfundida
No es adecuada pararesiduos con altocontenido de cenizas (>20%)
Tecnología endesarrollo desde 1969
Alta eficiencia dedestrucción desustancias orgánicas(seis novenos para losBPC)
Requiere algunosdispositivos de APCpara recolectar elmaterial no retenido enla sal. La disposiciónde ceniza puede ser unproblema
Unidades de pirólisisen hornos
La mayoría de diseñoses apropiada para todoslos residuos
Existe una unidad depirólisis permitida por laRCRA. Algunos diseñosestán disponiblescomercialmente
Alta eficiencia dedestrucción (> 90,99%).Posibilidad de formaciónde PIC
Las emisiones de TSPinferiores a loconvencionalrequerirán dispositivosde APC para el HCl.Algunos residuospueden producir unresiduo alquitranadoinaceptable
Pirólisis por plasma El diseño actual esapropiado solo paralíquidos
El diseño comercialparece inminente, confuturas modificacionespara el tratamiento delodos y sólidos
Las eficienciasexcedieron seisnovenos en las pruebascon solventes
Requiere dispositivosde APC para HCP yTSP; necesita fuegopara la destrucción deH2 y CO
Reactor eléctricoavanzado de fluidos
Apropiado para todoslos residuos si lossólidos son pretratadospara garantizar el flujolibre
Preparado para sudesarrollo comercial.Unidad de pruebapermitida por la RCRA
La eficiencia sobrepasóseis novenos
Requiere dispositivosde APC para TSP yHCl; puede requerirremoción de cloro
Vitrificación en la planta La técnica para eltratamiento de sueloscontaminados podríaextenderse a las pastasaguadas. También usaun proceso desolidificación.
No está comercializadoaún
No existen datosdisponibles, pero se hanreportado DRE porencima de seis novenos
Se requiere un sistemade remoción de gaspara controlar lasemisiones al aire.Ceniza contenida en elsuelo vitrificado
Métodos de tratamiento físico
Destilación Recupera y separasolventes. La destilaciónfraccional requerirá laremoción de sólidospara evitar la obturaciónde las columnas
Tecnología biendesarrollada y equipodisponible de variosproveedores; tecnologíade amplio uso
La separación dependedel reflujo (99+porcentaje alcanzable).Este es un proceso derecuperación
Generalmente, losfondos contendránniveles excesivos desolventes (1.000 ppm);el condensado puederequerir tratamientoadicional
Evaporación Las unidades agitadasde capa delgadapueden tolerar mayoresniveles de sólidos ymayores viscosidadesque otros tipos dedestiladoras
Tecnología biendesarrollada y equipodisponible de variosproveedores; tecnologíade amplio uso
Recupera entre 60 y70% de solventes
Los fondos contendránsolventes apreciables.Generalmente, sonapropiados para laincineración
Separación por vapor Pproceso simple dedestilación para removersustancias orgánicasvolátiles de lassoluciones acuosas.Más recomendable parabajas concentraciones ysolventes de pocasolubilidad
Tecnología biendesarrollada ydisponible
Generalmente, no seconsidera comotratamiento final, peropuede reducir losniveles de residuos
Los residuos acuosospueden requerirpulimento.Generalmente serequiere concentraciónadicional de lacorriente superior
Separación por aire Generalmente se usapara tratar residuosacuosos de bajaconcentración
Tecnología biendesarrollada ydisponible
Generalmente, no seconsidera comotratamiento final, peropuede ser efectiva pararesiduos altamentevolátiles
Las emisiones de airepueden requerirtratamiento

6-46
Proceso Residuos que recibentratamiento Etapa de desarrollo Rendimiento Residuos generados
Extracción líquido-líquido
Generalmenteapropiada solo paralíquidos con bajocontenido de sólidos
Tecnología biendesarrollada para elproceso industrial
Puede lograrseparaciones altamenteeficientes para ciertascombinaciones deresiduos de solventes
Se debe monitorear lasolubilidad de lossolventes en la faseacuosa
Adsorción de carbón Apropiado para residuosacuosos con bajasconcentraciones desólidos
Tecnología biendesarrollada; se usacomo pulimento
Puede lograr bajosniveles de solventesresiduales en el efluente
El carbón adsorbidodebe procesarsedurante laregeneración. Elcarbón gastado y lasaguas residualestambién puedenrequerir tratamiento
Adsorción de resinas Apropiado para residuoscon bajo contenido desólidos. Recuperaciónapreciable de solventes
Tecnología biendesarrollada enindustrias paracombinacionesespeciales de resinas ysolventes. No se hademostrado suaplicación en residuos
Puede lograr bajosniveles de solventes enel efluente
Las resinas adsorbidasdeben procesarsedurante laregeneración
Procesos de tratamiento químico
Oxidación de airehúmedo
Apropiada para líquidosacuosos y posiblementepara pastas aguadas.Hasta 15% deconcentración desolventes
Tecnología de altatemperatura y presión,ampliamente usadacomo pretratamientopara lodos municipales,solo existe un fabricante
Pretratamiento para eltratamiento biológico.Algunos compuestosresisten la oxidación
Algunos residuospueden requerirtratamiento adicional
Oxidación supercríticadel agua
Para líquidos y pastasaguadas que contienenconcentracionesóptimas deaproximadamente 10%de solvente
Las condicionessupercríticas puedenimponer demandas enla confiabilidad delsistema. Disponiblecomercialmente desde1987
Las condicionessupercríticas alcanzanalta eficiencia dedestrucción(> 99,99%) para todoslos componentes
Los residuos norepresentanproblemas. Loshalógenos puedenneutralizarse en elproceso
Ozonización La oxidación con ozono(posiblemente ayudadapor los UV) esapropiada parasoluciones acuosasdiluidas con bajocontenido de sólidos
Actualmente, se usacomo una etapa depulimento para aguasresiduales
Para la mayoría deresiduos, no se puedelograr niveles desolventes residuales conun bajo rango de ppm
Puede ocurrircontaminación residual;se requeriráprocesamientoadicional de gas
Otros procesos deoxidación química
Los agentes oxidantespueden ser altamentereactivos paracomponentesespecíficos en lasolución acuosa
La tecnología deoxidación está biendesarrollada paracianuros y otrasespecies (fenoles) peroaún no tiene un usogeneral
Para la mayoría deresiduos no es posiblelograr niveles desolventes residuales enun bajo rango de ppm
Puede ocurrircontaminación residual;se requeriráprocesamientoadicional
Clorólisis Apropiado paracualquier residuo líquidoclorado
El proceso genera unproducto (por ejemplo,tetracloruro de carbono).Disponibilidad pocoprobable
No disponible Las emisiones de aire yaguas residuales nofueron significativas
Decloración Suelos secos y sólidos No desarrolladacompletamente
Eficiencia dedestrucción por encimade 99% para la dioxina
Puede ocurrircontaminación residual
Métodos de tratamientobiológico
Tecnología aerobiaapropiada para residuosdiluidos, si bien algunoscomponentes seránresistentes
Los tratamientosconvencionales se hanusado por años
Puede usarse comotratamiento final pararesiduos específicos,puede ser unpretratamiento paraespecies resistentes
Puede ocurrircontaminación residual;generalmente,requeriráprocesamientoadicional

6-47
Cuadro 6-9. Matriz de aplicación de los procesos de aguas residuales industriales (McArdle y otros, 1987)
6-48
6.4.4 Otras opciones para contaminantes específicos
El cuadro 6-9 es una matriz que identifica la aplicabilidad de 19 tecnologías físicas,químicas y biológicas para el tratamiento de las siguientes características de las aguas residuales:(1) sólidos suspendidos, (2) aceite, grasa y líquidos inmiscibles, (3) pH, (4) sólidos disueltostotales, (5) metales, (6) cianuros, (7) sustancias orgánicas volátiles, (8) sustancias orgánicassemivolátiles, (9) plaguicidas y BPC y (10) agentes patógenos.
El cuadro 6-10 es una matriz similar que clasifica la eficiencia potencial de 16tecnologías de tratamiento térmico, químico, físico y biológico para ocho tipos de contaminantesorgánicos y ocho tipos de contaminantes inorgánicos en suelos y lodo. Si bien esta matriz se creópara seleccionar tecnologías in situ, todas las tecnologías fuera de la planta (11 de las 16) seaplican igualmente al tratamiento de residuos peligrosos en una PTRP.
El cuadro 6-11 es una matriz que clasifica la efectividad de 6 tecnologías para eltratamiento de 11 tipos principales de contaminantes peligrosos. Estos 11 grupos se desarrollaronpara el programa Superfund de la EPA a fin de facilitar las pruebas de tratamiento de materialesen sitios no controlados de residuos peligrosos. Las nueve categorías de contaminantes orgánicosrepresentan una clasificación más detallada que la presentada en otros cuadros de esta guía. Elcuadro B-5 en la hoja de trabajo B en el volumen II, presenta una lista más completa detecnologías de tratamiento aplicables a estos posibles grupos relacionados con grupos de residuosde plaguicidas.
Finalmente, el cuadro C-8 en la hoja de trabajo C (en el volumen II) es una matriz parala selección de más de 50 tecnologías de tratamiento en relación con los siguientes cinco gruposprincipales de contaminantes: (1) compuestos orgánicos volátiles (COV),(2) compuestos orgánicos semivolátiles (COSV), (3) combustibles (hidrocarburos del petróleo),(4) sustancias inorgánicas y (5) explosivos. En la hoja de trabajo C se brinda información sobreel uso de esta matriz.
Si bien las matrices en los cuadros 6-5, 6-9, 6-10, 6-11 y C-9 son similares, cada unacontiene información significativa que no se trata en otra matriz.

6-49
Cuadro 6-10. Guía para la selección de tecnologías de tratamiento de contaminantes en suelos y lodos (EPA, 1988)

6-50
Cuadro 6-11. Efectividad prevista para el tratamiento de sólidos contaminados(Offut y Knapp, 1990)
6-51
6.4.5 Opciones para industrias específicas
El cuadro 6-12 es una matriz que identifica la aplicación de 27 posibles tecnologías detratamiento y control para 34 industrias. Este cuadro facilita la preparación de una listapreliminar de posibles tecnologías de tratamiento para una industria específica. El cuadro resultamás efectivo que el procedimiento descrito en la hoja de trabajo A (volumen II), pero no debereemplazar al proceso más detallado de selección.
6.4.6 Procesos más frecuentes de tratamiento
Generalmente, las PTRP necesitan tener la capacidad de tratar la amplia variedad deresiduos peligrosos que generan los procesos industriales, a menos que la producción de unaregión sea tan especializada que no se produzcan ciertas categorías de residuos peligrosos.Comparados con las PCTE, los procesos de tratamiento en las PTRP deben manejar líquidosconcentrados, lodos y residuos sólidos que requieren tratamiento físico, químico y térmico, ytambién tecnologías de EyS. Si una PTRP también recibe grandes cantidades de aguas residualesindustriales, entonces los procesos de tratamiento biológico pueden ser significativos y la PTRPtambién funcionaría como una PCTE.
El cuadro 6-13 resume los resultados de una encuesta realizada en 1994 por la EPA sobre85 plantas centralizadas de tratamiento de residuos en los Estados Unidos para identificar lostipos de tecnologías de tratamiento que se usan actualmente. Todas esas plantas tratanbásicamente efluentes industriales. Las 22 tecnologías del cuadro 6-13 se clasifican como (1)pretratamiento físico, (2) separación física de fases, (3) químicas, (4) biológicas y (5)deshidratación de lodos.
El método de pretratamiento que se usa con mayor frecuencia es la compensación (81plantas) junto con la clarificación/floculación (35 plantas) y separación por gravedad (18plantas). Los métodos de tratamiento físico más usados son la filtración con medios granulares(tanto con arena como con medios múltiples) y la adsorción de carbón.
La precipitación es el tratamiento químico más usado con múltiples aplicaciones en unasola planta. Un poco menos de la mitad de las plantas usó la destrucción de cianuro y reducciónde cromo.
El lodo activado fue el tratamiento biológico más común en plantas con operaciones insitu que producían residuos de manera constante como para justificar el tratamiento biológico.

6-52
Cuadro 6-12. Posibles tecnologías de tratamiento y control para 34 industrias (Saltzberg yCushnie, 1985)
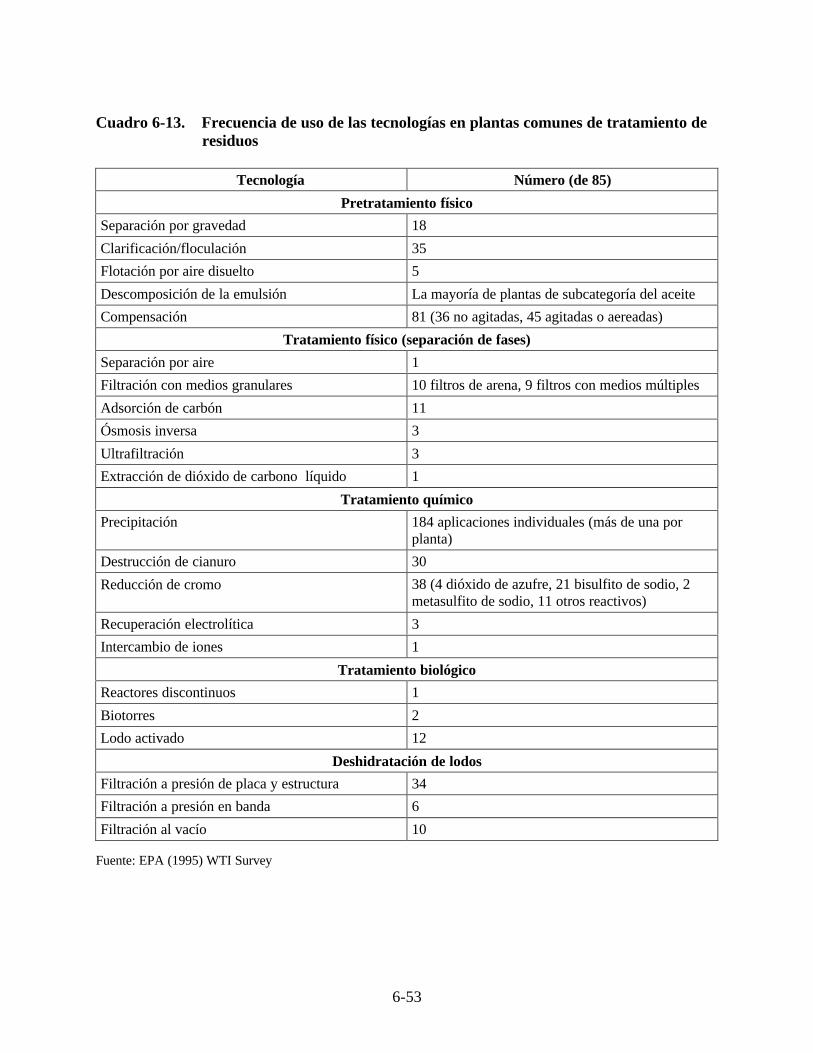
6-53
Cuadro 6-13. Frecuencia de uso de las tecnologías en plantas comunes de tratamiento de residuos
Tecnología Número (de 85)
Pretratamiento físico
Separación por gravedad 18
Clarificación/floculación 35
Flotación por aire disuelto 5
Descomposición de la emulsión La mayoría de plantas de subcategoría del aceite
Compensación 81 (36 no agitadas, 45 agitadas o aereadas)
Tratamiento físico (separación de fases)
Separación por aire 1
Filtración con medios granulares 10 filtros de arena, 9 filtros con medios múltiples
Adsorción de carbón 11
Ósmosis inversa 3
Ultrafiltración 3
Extracción de dióxido de carbono líquido 1
Tratamiento químico
Precipitación 184 aplicaciones individuales (más de una porplanta)
Destrucción de cianuro 30
Reducción de cromo 38 (4 dióxido de azufre, 21 bisulfito de sodio, 2metasulfito de sodio, 11 otros reactivos)
Recuperación electrolítica 3
Intercambio de iones 1
Tratamiento biológico
Reactores discontinuos 1
Biotorres 2
Lodo activado 12
Deshidratación de lodos
Filtración a presión de placa y estructura 34
Filtración a presión en banda 6
Filtración al vacío 10
Fuente: EPA (1995) WTI Survey
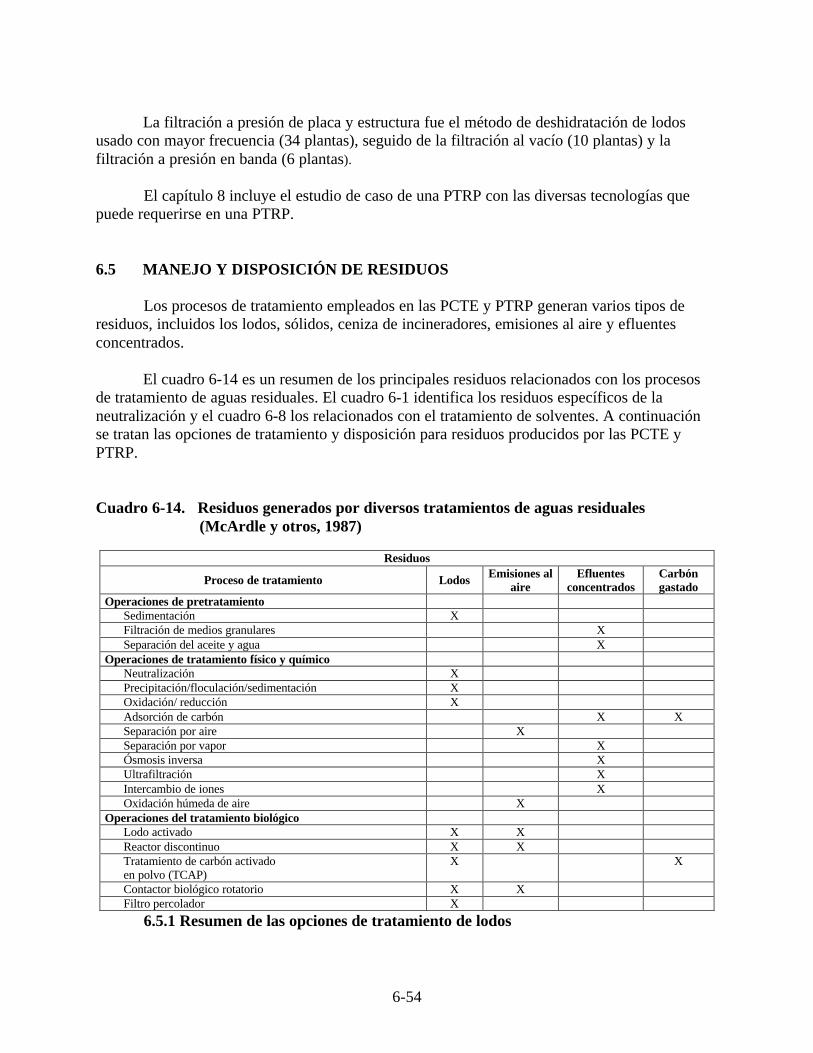
6-54
La filtración a presión de placa y estructura fue el método de deshidratación de lodosusado con mayor frecuencia (34 plantas), seguido de la filtración al vacío (10 plantas) y lafiltración a presión en banda (6 plantas).
El capítulo 8 incluye el estudio de caso de una PTRP con las diversas tecnologías quepuede requerirse en una PTRP.
6.5 MANEJO Y DISPOSICIÓN DE RESIDUOS
Los procesos de tratamiento empleados en las PCTE y PTRP generan varios tipos deresiduos, incluidos los lodos, sólidos, ceniza de incineradores, emisiones al aire y efluentesconcentrados.
El cuadro 6-14 es un resumen de los principales residuos relacionados con los procesosde tratamiento de aguas residuales. El cuadro 6-1 identifica los residuos específicos de laneutralización y el cuadro 6-8 los relacionados con el tratamiento de solventes. A continuaciónse tratan las opciones de tratamiento y disposición para residuos producidos por las PCTE yPTRP.
Cuadro 6-14. Residuos generados por diversos tratamientos de aguas residuales(McArdle y otros, 1987)
Residuos
Proceso de tratamiento Lodos Emisiones alaire
Efluentesconcentrados
Carbóngastado
Operaciones de pretratamiento Sedimentación X Filtración de medios granulares X Separación del aceite y agua XOperaciones de tratamiento físico y químico Neutralización X Precipitación/floculación/sedimentación X Oxidación/ reducción X Adsorción de carbón X X Separación por aire X Separación por vapor X Ósmosis inversa X Ultrafiltración X Intercambio de iones X Oxidación húmeda de aire XOperaciones del tratamiento biológico Lodo activado X X Reactor discontinuo X X Tratamiento de carbón activado en polvo (TCAP)
X X
Contactor biológico rotatorio X X Filtro percolador X
6.5.1 Resumen de las opciones de tratamiento de lodos
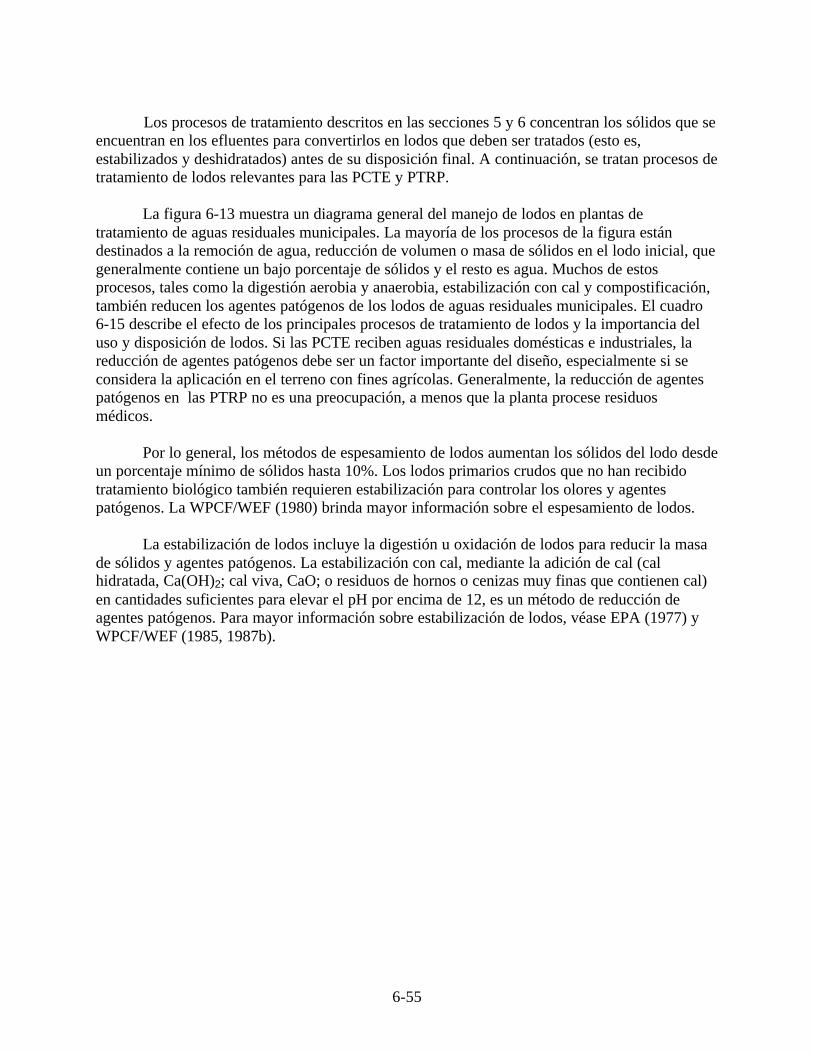
6-55
Los procesos de tratamiento descritos en las secciones 5 y 6 concentran los sólidos que seencuentran en los efluentes para convertirlos en lodos que deben ser tratados (esto es,estabilizados y deshidratados) antes de su disposición final. A continuación, se tratan procesos detratamiento de lodos relevantes para las PCTE y PTRP.
La figura 6-13 muestra un diagrama general del manejo de lodos en plantas detratamiento de aguas residuales municipales. La mayoría de los procesos de la figura estándestinados a la remoción de agua, reducción de volumen o masa de sólidos en el lodo inicial, quegeneralmente contiene un bajo porcentaje de sólidos y el resto es agua. Muchos de estosprocesos, tales como la digestión aerobia y anaerobia, estabilización con cal y compostificación,también reducen los agentes patógenos de los lodos de aguas residuales municipales. El cuadro6-15 describe el efecto de los principales procesos de tratamiento de lodos y la importancia deluso y disposición de lodos. Si las PCTE reciben aguas residuales domésticas e industriales, lareducción de agentes patógenos debe ser un factor importante del diseño, especialmente si seconsidera la aplicación en el terreno con fines agrícolas. Generalmente, la reducción de agentespatógenos en las PTRP no es una preocupación, a menos que la planta procese residuosmédicos.
Por lo general, los métodos de espesamiento de lodos aumentan los sólidos del lodo desdeun porcentaje mínimo de sólidos hasta 10%. Los lodos primarios crudos que no han recibidotratamiento biológico también requieren estabilización para controlar los olores y agentespatógenos. La WPCF/WEF (1980) brinda mayor información sobre el espesamiento de lodos.
La estabilización de lodos incluye la digestión u oxidación de lodos para reducir la masade sólidos y agentes patógenos. La estabilización con cal, mediante la adición de cal (calhidratada, Ca(OH)2; cal viva, CaO; o residuos de hornos o cenizas muy finas que contienen cal)en cantidades suficientes para elevar el pH por encima de 12, es un método de reducción deagentes patógenos. Para mayor información sobre estabilización de lodos, véase EPA (1977) yWPCF/WEF (1985, 1987b).
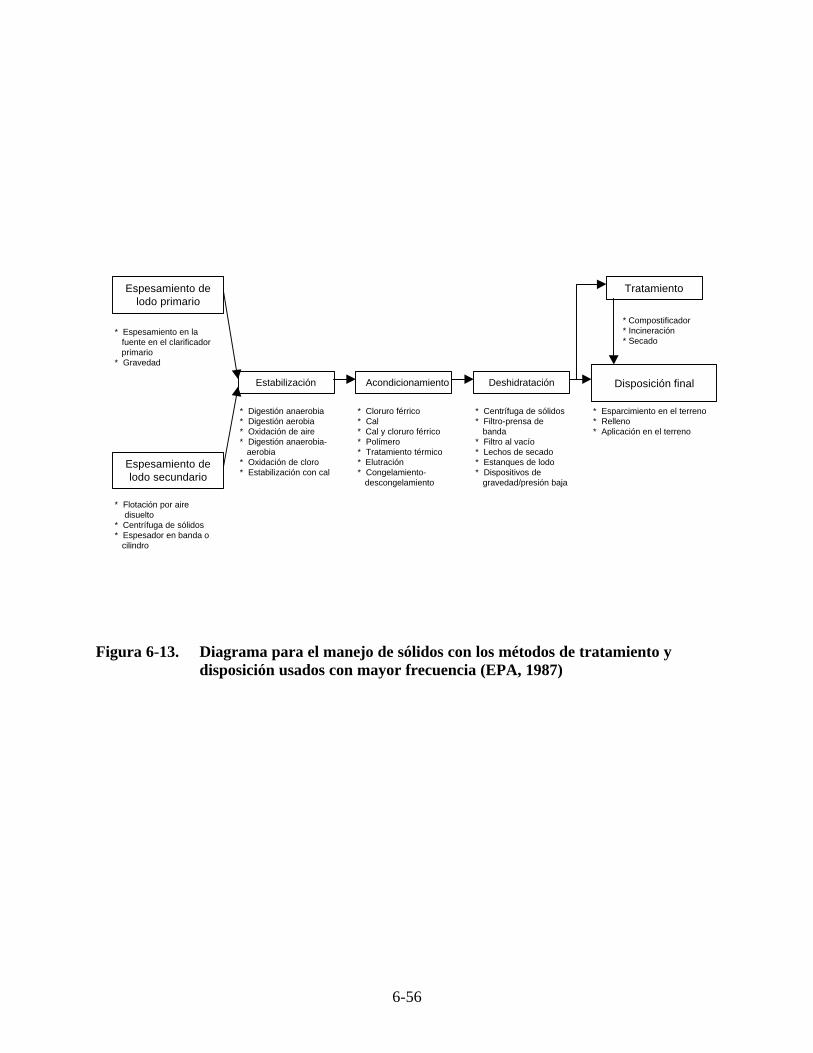
6-56
Figura 6-13. Diagrama para el manejo de sólidos con los métodos de tratamiento ydisposición usados con mayor frecuencia (EPA, 1987)
Espesamiento delodo primario
Espesamiento delodo secundario
Estabilización Acondicionamiento Deshidratación
Tratamiento
Disposición final
* Compostificador* Incineración* Secado
* Espesamiento en la fuente en el clarificador primario* Gravedad
* Digestión anaerobia* Digestión aerobia* Oxidación de aire* Digestión anaerobia- aerobia* Oxidación de cloro* Estabilización con cal
* Cloruro férrico* Cal* Cal y cloruro férrico* Polímero* Tratamiento térmico* Elutración* Congelamiento- descongelamiento
* Centrífuga de sólidos* Filtro-prensa de banda* Filtro al vacío* Lechos de secado* Estanques de lodo* Dispositivos de gravedad/presión baja
* Esparcimiento en el terreno* Relleno* Aplicación en el terreno
* Flotación por aire disuelto* Centrífuga de sólidos* Espesador en banda o cilindro
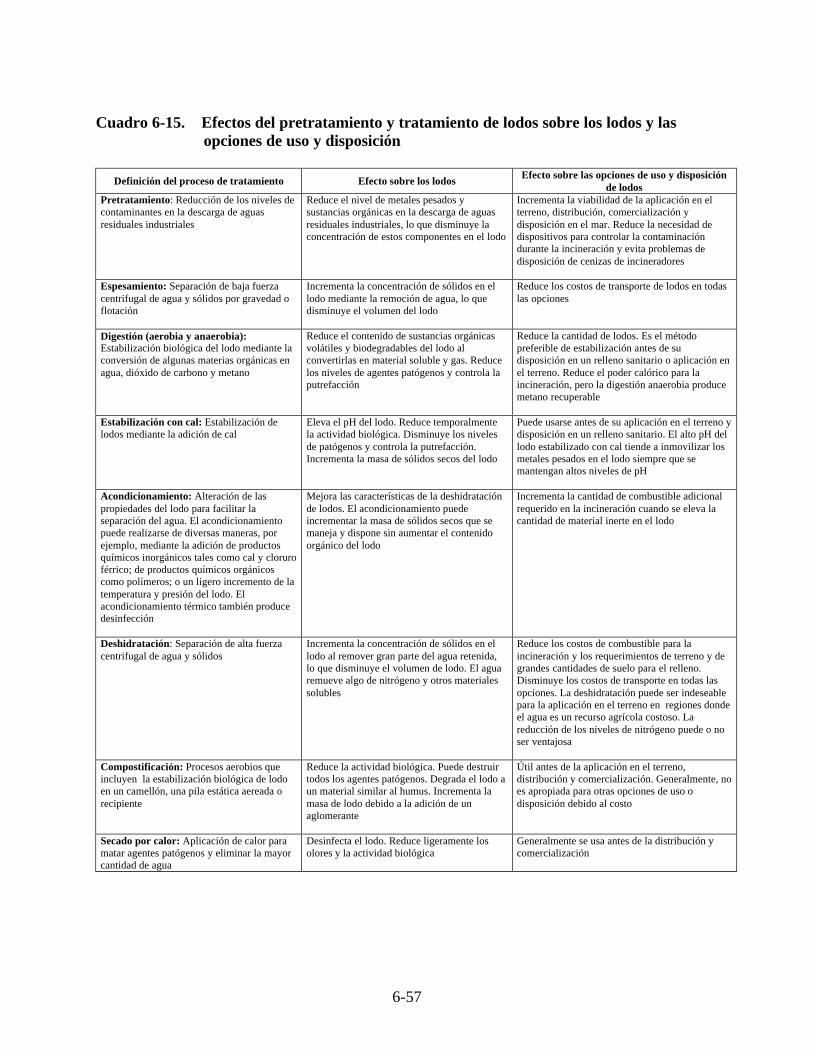
6-57
Cuadro 6-15. Efectos del pretratamiento y tratamiento de lodos sobre los lodos y las opciones de uso y disposición
Definición del proceso de tratamiento Efecto sobre los lodos Efecto sobre las opciones de uso y disposiciónde lodos
Pretratamiento: Reducción de los niveles decontaminantes en la descarga de aguasresiduales industriales
Reduce el nivel de metales pesados ysustancias orgánicas en la descarga de aguasresiduales industriales, lo que disminuye laconcentración de estos componentes en el lodo
Incrementa la viabilidad de la aplicación en elterreno, distribución, comercialización ydisposición en el mar. Reduce la necesidad dedispositivos para controlar la contaminacióndurante la incineración y evita problemas dedisposición de cenizas de incineradores
Espesamiento: Separación de baja fuerzacentrifugal de agua y sólidos por gravedad oflotación
Incrementa la concentración de sólidos en ellodo mediante la remoción de agua, lo quedisminuye el volumen del lodo
Reduce los costos de transporte de lodos en todaslas opciones
Digestión (aerobia y anaerobia):Estabilización biológica del lodo mediante laconversión de algunas materias orgánicas enagua, dióxido de carbono y metano
Reduce el contenido de sustancias orgánicasvolátiles y biodegradables del lodo alconvertirlas en material soluble y gas. Reducelos niveles de agentes patógenos y controla laputrefacción
Reduce la cantidad de lodos. Es el métodopreferible de estabilización antes de sudisposición en un relleno sanitario o aplicación enel terreno. Reduce el poder calórico para laincineración, pero la digestión anaerobia producemetano recuperable
Estabilización con cal: Estabilización delodos mediante la adición de cal
Eleva el pH del lodo. Reduce temporalmentela actividad biológica. Disminuye los nivelesde patógenos y controla la putrefacción.Incrementa la masa de sólidos secos del lodo
Puede usarse antes de su aplicación en el terreno ydisposición en un relleno sanitario. El alto pH dellodo estabilizado con cal tiende a inmovilizar losmetales pesados en el lodo siempre que semantengan altos niveles de pH
Acondicionamiento: Alteración de laspropiedades del lodo para facilitar laseparación del agua. El acondicionamientopuede realizarse de diversas maneras, porejemplo, mediante la adición de productosquímicos inorgánicos tales como cal y cloruroférrico; de productos químicos orgánicoscomo polímeros; o un ligero incremento de latemperatura y presión del lodo. Elacondicionamiento térmico también producedesinfección
Mejora las características de la deshidrataciónde lodos. El acondicionamiento puedeincrementar la masa de sólidos secos que semaneja y dispone sin aumentar el contenidoorgánico del lodo
Incrementa la cantidad de combustible adicionalrequerido en la incineración cuando se eleva lacantidad de material inerte en el lodo
Deshidratación: Separación de alta fuerzacentrifugal de agua y sólidos
Incrementa la concentración de sólidos en ellodo al remover gran parte del agua retenida,lo que disminuye el volumen de lodo. El aguaremueve algo de nitrógeno y otros materialessolubles
Reduce los costos de combustible para laincineración y los requerimientos de terreno y degrandes cantidades de suelo para el relleno.Disminuye los costos de transporte en todas lasopciones. La deshidratación puede ser indeseablepara la aplicación en el terreno en regiones dondeel agua es un recurso agrícola costoso. Lareducción de los niveles de nitrógeno puede o noser ventajosa
Compostificación: Procesos aerobios queincluyen la estabilización biológica de lodoen un camellón, una pila estática aereada orecipiente
Reduce la actividad biológica. Puede destruirtodos los agentes patógenos. Degrada el lodo aun material similar al humus. Incrementa lamasa de lodo debido a la adición de unaglomerante
Útil antes de la aplicación en el terreno,distribución y comercialización. Generalmente, noes apropiada para otras opciones de uso odisposición debido al costo
Secado por calor: Aplicación de calor paramatar agentes patógenos y eliminar la mayorcantidad de agua
Desinfecta el lodo. Reduce ligeramente losolores y la actividad biológica
Generalmente se usa antes de la distribución ycomercialización
6-58
El acondicionamiento de lodos incluye el tratamiento físico (calor, congelamiento-descongelamiento) o químico para reducir el contenido de humedad y modificar lascaracterísticas del lodo y aumentar así la efectividad de procesos posteriores de deshidratación.La AWF/WEF (1988) brinda mayor información sobre el acondicionamiento de lodos.
La deshidratación de lodos aumenta el contenido de sólidos hasta el punto en que el lodopuede ser manejado como un sólido para determinado uso o disposición (véase la sección6.5.1.1). El contenido de sólidos en los lodos deshidratados varía ampliamente según lascaracterísticas del lodo y el método de deshidratación usado, pero comúnmente está entre 20 y50%. El cuadro 6-16 presenta los criterios de selección operativos para los procesos dedeshidratación de lodos basados en el tamaño de la planta. Para mayor información sobre ladeshidratación de lodos municipales, remítase a la EPA (1987) y WPCF/WEF (1983, 1987a). Lasiguiente sección brinda información adicional sobre los métodos de deshidratación usadosgeneralmente en plantas de tratamiento de residuos peligrosos.
6.5.1.1 Deshidratación de lodos en una PTRP
Los procesos de tratamiento de residuos peligrosos tales como sedimentación,neutralización, precipitación y oxidación/reducción producen lodos que generalmente debendeshidratarse antes de su tratamiento o disposición. Esta sección describe tres sistemas dedeshidratación que comúnmente se usan en plantas de tratamiento de residuos industriales en losEstados Unidos (véase el cuadro 6-13):
§ filtración a presión de placa y estructura§ filtración al vacío§ filtración a presión en banda.
Filtración a presión de placa y estructura
Una filtro-prensa de placa y estructura consta de varias placas de filtro conectadas a una estructura ypresionadas entre un extremo fijo y uno móvil (figura 6-14a). La tela de filtrar se coloca en la parte delantera decada placa. El lodo se bombea en la unidad bajo presión mientras se presionan las placas. Los sólidos se retienen enlas cavidades del filtro-prensa y empiezan a adherirse a la tela hasta formar una torta. El agua o filtrado pasa por latela de filtrar y drena al fondo de la prensa. El afluente del lodo se bombea al sistema hasta llenar las cavidades. Seaplica presión a las placas hasta detener el flujo o filtrado. Al final del ciclo se libera la presión y se separan lasplacas. La torta de filtro cae en una tolva ubicada debajo de la prensa. Luego, puede disponerse en un rellenosanitario. La tela de filtrar se lava antes de iniciar el próximo ciclo. La ventaja clave de la filtración a presión deplaca y estructura es que puede producir una torta más seca que otros métodos de deshidratación de lodos y el hechode ser un proceso discontinuo es una ventaja cuando se deben manejar lodos de diferentes residuos por separado. Sinembargo, debido a la operación discontinua, un filtro-prensa de placa y estructura requiere más mano de obra.
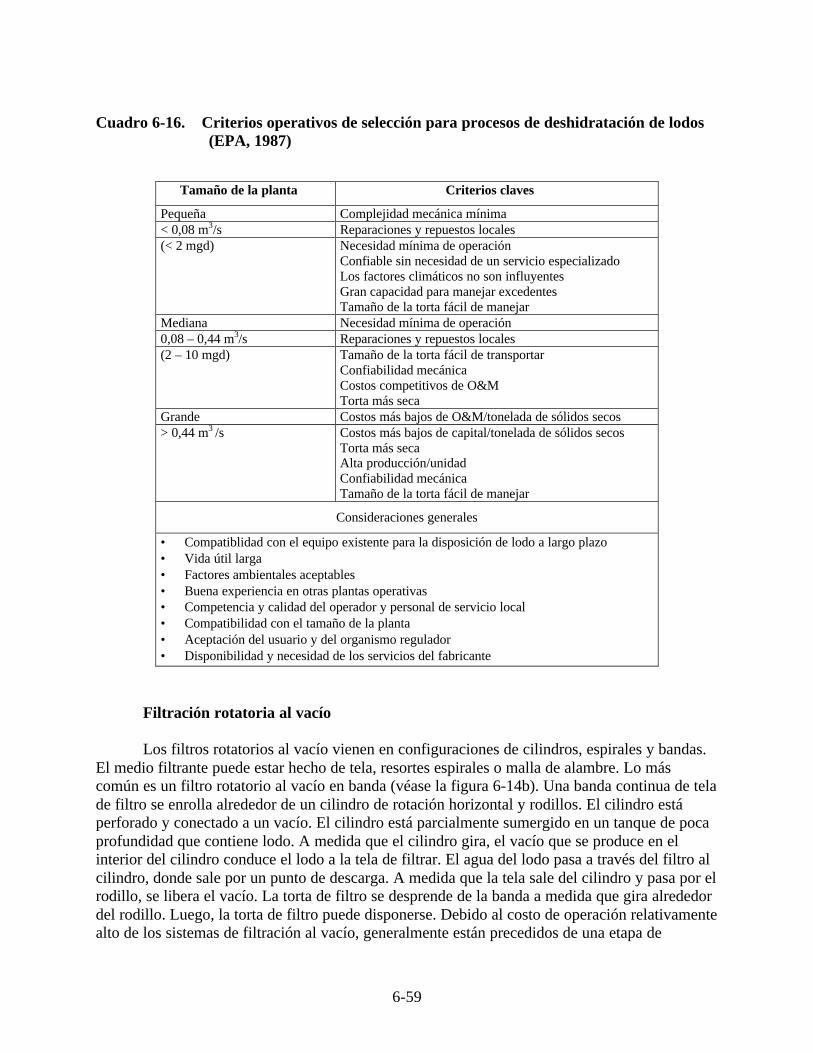
6-59
Cuadro 6-16. Criterios operativos de selección para procesos de deshidratación de lodos(EPA, 1987)
Tamaño de la planta Criterios claves
Pequeña Complejidad mecánica mínima< 0,08 m3/s Reparaciones y repuestos locales(< 2 mgd) Necesidad mínima de operación
Confiable sin necesidad de un servicio especializadoLos factores climáticos no son influyentesGran capacidad para manejar excedentesTamaño de la torta fácil de manejar
Mediana Necesidad mínima de operación0,08 – 0,44 m3/s Reparaciones y repuestos locales(2 – 10 mgd) Tamaño de la torta fácil de transportar
Confiabilidad mecánicaCostos competitivos de O&MTorta más seca
Grande Costos más bajos de O&M/tonelada de sólidos secos> 0,44 m3 /s Costos más bajos de capital/tonelada de sólidos secos
Torta más secaAlta producción/unidadConfiabilidad mecánicaTamaño de la torta fácil de manejar
Consideraciones generales
• Compatiblidad con el equipo existente para la disposición de lodo a largo plazo• Vida útil larga• Factores ambientales aceptables• Buena experiencia en otras plantas operativas• Competencia y calidad del operador y personal de servicio local• Compatibilidad con el tamaño de la planta• Aceptación del usuario y del organismo regulador• Disponibilidad y necesidad de los servicios del fabricante
Filtración rotatoria al vacío
Los filtros rotatorios al vacío vienen en configuraciones de cilindros, espirales y bandas.El medio filtrante puede estar hecho de tela, resortes espirales o malla de alambre. Lo máscomún es un filtro rotatorio al vacío en banda (véase la figura 6-14b). Una banda continua de telade filtro se enrolla alrededor de un cilindro de rotación horizontal y rodillos. El cilindro estáperforado y conectado a un vacío. El cilindro está parcialmente sumergido en un tanque de pocaprofundidad que contiene lodo. A medida que el cilindro gira, el vacío que se produce en elinterior del cilindro conduce el lodo a la tela de filtrar. El agua del lodo pasa a través del filtro alcilindro, donde sale por un punto de descarga. A medida que la tela sale del cilindro y pasa por elrodillo, se libera el vacío. La torta de filtro se desprende de la banda a medida que gira alrededordel rodillo. Luego, la torta de filtro puede disponerse. Debido al costo de operación relativamentealto de los sistemas de filtración al vacío, generalmente están precedidos de una etapa de

6-60
espesamiento que reduce el volumen de lodo que va a deshidratarse. Es un proceso continuo ypor lo tanto requiere menos atención por parte del operador.
Filtración a presión en banda
La filtración a presión en banda usa la gravedad seguida de compresión mecánica y fuerzacortante para producir una torta de lodo. Los filtros de prensa en banda son sistemas continuosusados comúnmente para deshidratar lodos del tratamiento biológico. La mayoría deinstalaciones de filtros en banda van precedidas de una etapa de floculación donde se agreganpolímeros para crear un lodo con la fuerza suficiente como para resistir la compresión entre lasbandas sin ser expulsados. La figura 6-14c muestra un típico filtro-prensa en banda. Durante laoperación de las prensas, el lodo se introduce a la primera banda de tela filtrante. El lodo seespesa por gravedad a medida que el agua drena a través de la banda. Conforme avanza la bandaque contiene lodo hacia la segunda banda móvil, el lodo se comprime entre ellas. La presiónaumenta porque ambas bandas pasan sobre y debajo de una serie de rodillos. El giro de lasbandas alrededor de los rodillos corta la torta, lo cual extiende el proceso de deshidratación.Luego de pasar por los rodillos, las bandas se separan y la torta se desprende. La banda dealimentación se lava antes de llegar al punto de ingreso de lodos. Luego, la torta desprendidapuede disponerse. Las ventajas de un sistema de filtración en bandas son los pocosrequerimientos de mano de obra y bajo consumo de energía. Una desventaja es que las prensasdel filtro en banda producen un filtrado de calidad deficiente y requieren un volumenrelativamente alto de agua para lavar la banda.
6.5.2 Opciones de uso final y disposición de lodos
Los lodos residuales que quedan luego de la remoción de todos los componentesreciclables se deshidratan tanto como sea posible antes de su disposición final. Para producir unlodo cuya consistencia sea más fácil de manejar y transportar al lugar de disposición final, sepuede requerir una estabilización adicional mediante la adición de un agente aglomerante (véasela sección 6.3.1). Las opciones de disposición final de lodos incluyen usos beneficiosos talescomo (1) aplicación en el terreno y (2) distribución y comercialización del lodo compostificado ousos no beneficiosos tales como (1) disposición en un relleno, (2) incineración (véase la sección6.3.2) y (3) disposición en el mar.
6-61
Figura 6-14. Sistemas seleccionados de deshidratación de lodos: (a) filtración a presión de placa y estructura, (b) filtración al vacío y (c) filtración a presión en
banda (EPA, 1995)
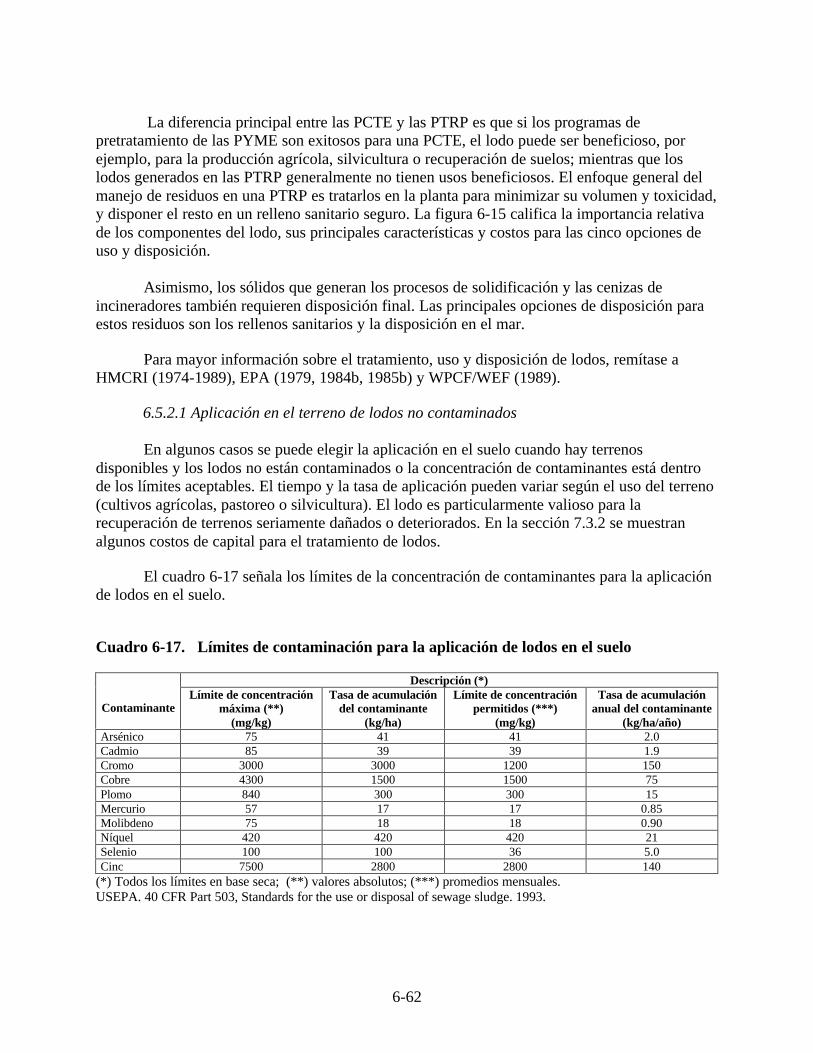
6-62
La diferencia principal entre las PCTE y las PTRP es que si los programas depretratamiento de las PYME son exitosos para una PCTE, el lodo puede ser beneficioso, porejemplo, para la producción agrícola, silvicultura o recuperación de suelos; mientras que loslodos generados en las PTRP generalmente no tienen usos beneficiosos. El enfoque general delmanejo de residuos en una PTRP es tratarlos en la planta para minimizar su volumen y toxicidad,y disponer el resto en un relleno sanitario seguro. La figura 6-15 califica la importancia relativade los componentes del lodo, sus principales características y costos para las cinco opciones deuso y disposición.
Asimismo, los sólidos que generan los procesos de solidificación y las cenizas deincineradores también requieren disposición final. Las principales opciones de disposición paraestos residuos son los rellenos sanitarios y la disposición en el mar.
Para mayor información sobre el tratamiento, uso y disposición de lodos, remítase aHMCRI (1974-1989), EPA (1979, 1984b, 1985b) y WPCF/WEF (1989).
6.5.2.1 Aplicación en el terreno de lodos no contaminados
En algunos casos se puede elegir la aplicación en el suelo cuando hay terrenosdisponibles y los lodos no están contaminados o la concentración de contaminantes está dentrode los límites aceptables. El tiempo y la tasa de aplicación pueden variar según el uso del terreno(cultivos agrícolas, pastoreo o silvicultura). El lodo es particularmente valioso para larecuperación de terrenos seriamente dañados o deteriorados. En la sección 7.3.2 se muestranalgunos costos de capital para el tratamiento de lodos.
El cuadro 6-17 señala los límites de la concentración de contaminantes para la aplicaciónde lodos en el suelo.
Cuadro 6-17. Límites de contaminación para la aplicación de lodos en el suelo
Descripción (*)
ContaminanteLímite de concentración
máxima (**)(mg/kg)
Tasa de acumulacióndel contaminante
(kg/ha)
Límite de concentraciónpermitidos (***)
(mg/kg)
Tasa de acumulaciónanual del contaminante
(kg/ha/año)Arsénico 75 41 41 2.0Cadmio 85 39 39 1.9Cromo 3000 3000 1200 150Cobre 4300 1500 1500 75Plomo 840 300 300 15Mercurio 57 17 17 0.85Molibdeno 75 18 18 0.90Níquel 420 420 420 21Selenio 100 100 36 5.0Cinc 7500 2800 2800 140
(*) Todos los límites en base seca; (**) valores absolutos; (***) promedios mensuales.USEPA. 40 CFR Part 503, Standards for the use or disposal of sewage sludge. 1993.

6-63
Figura 6-15. Factores importantes que afectan las opciones de uso y disposición de lodos:(a) componentes de los lodos, (b) características de los lodos y (c) factoresde costo

6-64
Para mayor información sobre la aplicación en el terreno de lodos de aguas residualesremítase a HMCRI (1974-1989), EPA (1983, 1994) y WPCF/WEF (1989).
6.5.2.2 Distribución y comercialización
La compostificación de lodo orgánico no contaminado genera un producto estable quepuede empacarse y comercializarse. La compostificación requiere la mezcla del lododeshidratado con un agente aglomerante y una fuente de carbón, como viruta de madera, corteza,cáscaras de arroz, paja y otros materiales similares, y descomposición húmedo-aerobia adicional.Para mayor información sobre la compostificación de lodos, remítase a Benedict y otros (1987),HMCRI (1974-1989) y EPA (1985a).
6.5.2.3 Disposición en el relleno
Los rellenos sanitarios modernos están sujetos a reglamentos que se están volviendo másestrictos y como consecuencia, brindarán mejor protección ambiental en el futuro. Existentecnologías específicas relacionadas con los rellenos, que incluyen los sistemas de revestimiento,de recolección y tratamiento de lixiviado, control y recuperación de gases en el relleno, técnicasmejoradas de clausura, el cuidado posclausura y el monitoreo. Todas estas tecnologías se tratan acontinuación. Si los rellenos se planifican y operan adecuadamente, pueden usarse a la larga confines recreativos y como espacios abiertos. Batstone y otros (1989) tratan sobre losrequerimientos técnicos para la disposición segura de residuos peligrosos en rellenos. El cuadroB-1 en el apéndice B presenta las referencias principales sobre el diseño de rellenos deseguridad.
Ubicación de un relleno
La ubicación de un relleno para residuos peligrosos incluye el análisis de varios factoresrelacionados con las opciones de ubicación. Debido a intereses ambientales, se debe realizar uncuidadoso análisis científico y de ingeniería durante la evaluación del sitio potencial. Debido aposibles impactos, se debe evaluar la geología superficial y subterránea, hidrogeología ynaturaleza ambiental de los alrededores. Se deben proteger los recursos de aguas subterráneas yse debe preservar la integridad de los suelos. Generalmente, al inicio de las etapas deplanificación se realiza una investigación hidrogeológica sustancial y predicción de lascantidades de lixiviado. Cuando se ubica un relleno nuevo, se debe considerar factores logísticos,tales como rutas de acceso, distancia y tiempo del transporte.
Componentes de un relleno de residuos peligrosos
6-65
Las celdas son las principales unidades de construcción de los rellenos. Durante lasoperaciones diarias, los residuos se limitan a áreas definidas donde se expanden y comprimen alo largo del día. Al término del día (o varias veces al día), los residuos se cubren con una capadelgada de suelo, que también se compacta. Esta unidad de residuos compactados y cubiertos sedenomina celda. Varias celdas adyacentes (todas a la misma altura) reciben el nombre de fila. Unrelleno consta de una serie de filas.
Los componentes de un relleno de residuos peligrosos incluyen:
§ base§ diques§ sistemas de revestimiento del suelo
- revestimiento de poca permeabilidad- revestimiento de membrana flexible (RMF)- sistemas de recolección de lixiviados
§ sistemas de cobertura final.
Base
La base del relleno de residuos peligrosos debe proveer una estructura estable para loscomponentes del relleno. Asimismo, la base debe brindar un contacto satisfactorio con elrevestimiento sobrepuesto y otros componentes del sistema. Además, la base debe resistir lasedimentación, compresión y levantamientos causados por la presión interna o externa a fin deevitar la distorsión o ruptura de los componentes del relleno.
Diques
La finalidad de un dique en un relleno sanitario para residuos peligrosos es actuar comouna pared que resista las fuerzas laterales de los residuos almacenados. Un dique es la extensiónsuperficial de la base y soporta los componentes sobrepuestos del relleno. Por lo tanto, los diquesdeben diseñarse, construirse y mantenerse con suficiente estabilidad estructural para evitar suruptura. Los diques también pueden usarse para separar celdas con diferentes residuos dentro deun relleno grande.
Los diques pueden estar hechos del mismo suelo que se comprime hasta lograr una fuerzaespecífica. También pueden usarse otros materiales, siempre que su diseño se adapte a laspropiedades particulares de los materiales seleccionados y se sigan los procedimientosadecuados. El diseño del dique puede incluir capas y estructuras de drenaje si las condicionesgarantizan el control de la filtración. Si bien el sistema de revestimiento debe evitar la filtraciónmediante el dique, éste debe diseñarse para mantener su integridad en caso de que elrevestimiento se rompa y ocurra una filtración.
Sistemas de revestimiento
La función principal de un sistema de revestimiento es minimizar y controlar el flujo delixiviado del sitio al ambiente, especialmente hacia las aguas subterráneas. Los revestimientos
6-66
están hechos de suelos de poca permeabilidad (generalmente arcillas) o materiales sintéticos (porejemplo, plástico). Los rellenos pueden estar diseñados con más de un revestimiento y puedenusarse combinaciones de tipos de revestimientos (denominados revestimientos compuestos).
Actualmente, en los Estados Unidos se usan dos tipos de revestimiento. Tal como semuestra en la figura 6-16, un sistema individual consta de un revestimiento y un sistema derecolección de lixiviado. Un sistema doble incluye dos revestimientos (primario y secundario)con un sistema primario de recolección de lixiviado por encima del revestimiento primario (partesuperior) y un sistema secundario de detección de fugas y recolección de lixiviado entre los dosrevestimientos, como se aprecia en la figura 6-17.
Figura 6-16. Diagrama de un sistema individual de revestimiento de arcilla para unrelleno (EPA, 1988)
6-67
Figura 6-17. Diagrama del sistema de doble revestimiento y detención de fugas para unrelleno (EPA, 1988)
El término “sistema de revestimiento” incluye el revestimiento, el sistema de recolecciónde lixiviado y cualquier otro componente estructural especial, tal como las capas filtrantes o derefuerzo. Los componentes principales de ambos sistemas son los siguientes:
• revestimientos para suelo de poca permeabilidad• revestimientos de membrana flexible (RMF)• sistemas de recolección y remoción de lixiviado (SRRL).
Revestimientos para suelo de poca permeabilidad. La finalidad del revestimiento paraun suelo de poca permeabilidad depende del diseño global del sistema de revestimiento. En casosde revestimientos individuales hechos de suelo o sistemas de doble revestimiento conrevestimientos secundarios, el propósito es evitar la migración de componentes a través delmismo. En caso de que los revestimientos del suelo se usen como componente inferior de unrevestimiento compuesto, el suelo sirve como lecho protector para el componente superior delRMF y minimiza la tasa de fuga a través de cualquier brecha en el componente superior delRMF. El objetivo común del revestimiento de suelos de poca permeabilidad es servir como unabase estructuralmente estable y duradera para todos los componentes sobrepuestos.
El diseño del revestimiento de poca permeabilidad depende del sitio y del material. Antesdel diseño, se deben considerar criterios básicos importantes, tales como: permeabilidad del sitio;
6-68
estabilidad frente a fallas del terreno, sedimentación, levantamiento del fondo y su integridad alargo plazo. Las enmiendas de los suelos naturales y artificiales (por ejemplo, suelo estabilizadocon cemento, bentonita, cal) pueden especificarse en un diseño del revestimiento para mejorar elrendimiento del suelo natural.
Revestimientos de membrana flexible. La finalidad de los RMF en un relleno pararesiduos peligrosos es evitar la migración de cualquier componente peligroso hacia elrevestimiento durante el período de operación de la planta, que generalmente es un periodo demonitoreo de 30 años después de su clausura. Además, los RMF deben ser compatibles con loscomponentes líquidos de los residuos, con los que pueden contactarse y tener la suficienteresistencia y espesor para resistir las fuerzas que se esperan encontrar durante la construcción yoperación.
El diseño de un sitio de disposición superficial revestido para lodos de aguas residualesrequiere ir más allá de los requerimientos de desempeño de los RMF; también requiere el diseñocuidadoso de la base que soporta los RMF. La base brinda soporte al sistema de revestimiento,incluidos los sistemas de RMF y de recolección y remoción de lixiviado. Si la base no esestructuralmente estable, el sistema de revestimiento puede deformarse, lo cual limita o evita surendimiento adecuado.
Los requerimientos del desempeño de los RMF incluyen:
• poca permeabilidad frente a componentes residuales• resistencia o compatibilidad mecánica del revestimiento• vida útil larga.
El proyectista debe especificar los criterios necesarios para cada una de estas propiedadessegún los requerimientos de ingeniería, rendimiento y condiciones específicas del sitio.
Sistemas de recolección de lixiviado. El lixiviado es el líquido infiltrado que generan losresiduos dispuestos y que contiene materiales disueltos, suspendidos o inmiscibles. La finalidadde un sistema primario de recolección de lixiviado es minimizar su carga en el revestimientosuperior durante la operación y remover los líquidos del relleno durante el período de monitoreoposclausura. El sistema de recolección de lixiviado debe mantener una carga de lixiviado demenos de 30 cm (1 pie). La finalidad de un sistema secundario de recolección de lixiviado(denominado a veces, sistema de detección de fugas) ubicado entre los dos revestimientos de unrelleno es detectar, recoger y remover rápidamente los líquidos que entran al sistema durante elperíodo de monitoreo posclausura. Si no se controla, el lixiviado del relleno puede contaminarlas aguas subterráneas y superficiales.
Generalmente, el lixiviado se recolecta del relleno sanitario a través de capas de drenajede arena, redes sintéticas de drenaje o capas de drenaje granular con tuberías plásticas yperforadas de recolección y luego se remueve a través de sumideros o tuberías de drenaje porgravedad.
6-69
Una vez que el lixiviado se ha recolectado y removido del relleno sanitario, debesometerse a algún tipo de tratamiento y disposición. Los métodos de manejo más comunes son:
§ descarga a una planta de tratamiento de aguas residuales§ tratamiento en la planta seguido de descarga§ recirculación en el relleno sanitario.
Existe una amplia literatura sobre el diseño de revestimientos y sistemas de recolecciónde lixiviado. Para mayor información sobre estos sistemas, incluidos los procedimientos deconstrucción, aspectos de control de calidad y especificaciones de materiales, remítase a lasreferencias de EPA, 1988 y EPA, 1993.
Sistemas de clausura y cobertura final del relleno
Una vez que finaliza la colocación de residuos en el relleno, la clausura es elprocedimiento que provee seguridad al sitio en relación con su uso público. La clausura buscaminimizar los riesgos ambientales, de salud pública y seguridad y prepara el sitio para el períodode posclausura. Durante el período de posclausura, el sitio debe tener la seguridad requerida paraque continúe el proceso de degradación de los residuos. Una vez que el sitio se ha estabilizado,se le da el uso final planificado.
Los sistemas de cobertura final para rellenos de residuos peligrosos están diseñados paraminimizar la migración de líquidos y formar lixiviado en el relleno clausurado y evitar lainfiltración de agua superficial en el relleno durante muchos años. Los sistemas de coberturafinal también controlan el escape de gases generados y aíslan los residuos del ambientesuperficial. Estos sistemas de cobertura se construyen en capas, siendo las más importantes lascapas de barrera. Se incluyen otras capas para proteger o mejorar el rendimiento de las capas debarrera. Se debe construir un sistema de cobertura final que implique un mantenimiento mínimo,que promueva el drenaje y minimice la erosión o abrasión de la cubierta, que se adapte a lasedimentación y el asentamiento para mantener la integridad de la cubierta y que tenga unapermeabilidad menor o igual al revestimiento del fondo.
Medidas ambientales en los rellenos
La protección de las aguas subterráneas es la medida de control ambiental más difícil ycostosa requerida en muchos rellenos de residuos peligrosos. Además, se debe evitar lacontaminación del agua superficial y la acumulación de gas metano.
Monitoreo
En todos los rellenos, se debe incluir el monitoreo del agua superficial y subterránea paragarantizar que sus componentes desempeñen su respectiva función. Al extraer muestras de pozosde aguas subterráneas ubicados cerca del relleno, se puede detectar fácilmente la presencia,grado y migración de cualquier lixiviado. El interés principal del monitoreo ambiental esasegurar que el número y ubicación de los puntos de muestreo sean adecuados para caracterizar
6-70
los niveles de contaminantes naturales (para las aguas subterráneas) y que las muestras sean lobastante frecuentes como para determinar si se cumplen los estándares de desempeño u otrosestándares de calidad ambiental.
Control de la escorrentía de aguas superficiales
La finalidad de un sistema de control consiste en recolectar y redireccionar las aguassuperficiales para minimizar la cantidad de agua que ingresa al relleno. El control puederealizarse mediante la construcción de bermas y bajíos por encima del área del relleno a fin deconducir el agua hacia las estructuras previstas para el agua de lluvia.
El manejo de aguas superficiales también es necesario en los rellenos para minimizar laerosión a las estructuras de confinamiento. El diseño de un sistema de manejo de aguassuperficiales requiere el conocimiento de los patrones de precipitación local, característicastopográficas de los alrededores, condiciones geológicas y diseño del relleno. Los sistemas demanejo de aguas superficiales no tienen que ser costosos ni complejos para ser efectivos y elequipo y materiales de construcción del sistema son los mismos que los usados para elmovimiento de suelos y construcción de la base.
Control de gases explosivos
El gas metano se origina a partir de la descomposición anaerobia de los residuosorgánicos. El metano puede migrar a través del suelo y acumularse en áreas cerradas y alrededorde los rellenos (por ejemplo, en los sótanos de edificios). La acumulación de gas metano en losrellenos puede causar incendios y explosiones que pueden poner en riesgo a los trabajadores,usuarios del sitio y ocupantes de las estructuras vecinas o pueden dañar las estructuras deconfinamiento (el metano es explosivo en espacios cerrados cuando se encuentra enconcentraciones de 5 a 15%). Sin embargo, estos riesgos pueden prevenirse mediante elmonitoreo y medidas correctivas si los niveles de metano exceden los límites especificados. Unavez que se recolecta el metano, generalmente se descarga en la atmósfera, se quema o serecupera como fuente de energía.
6.5.2.4 Disposición en el mar
En la disposición en el mar, el lodo de las aguas residuales municipales se descarga en unárea designada, ya sea por medio de tuberías de descarga o embarcaciones. Esta opción puedecausar un grave daño al ambiente marino local. Batstone y otros (1989) presentan losrequerimientos técnicos para la disposición segura de residuos peligrosos en el mar.
6.5.3 Emisiones atmosféricas
Generalmente, los procesos convencionales de tratamiento biológico aerobio no generangases nocivos. Sin embargo, el tratamiento biológico anaerobio puede producir sulfuro dehidrógeno, un gas tóxico que requiere tratamiento y metano, un gas combustible que debe

6-71
recolectarse por su valor energético o diluirse por debajo de su límite explosivo. Por lo general,el tratamiento biológico de aguas residuales que contienen sustancias orgánicas tóxicas requiererecolección y tratamiento de gases para remover los contaminantes orgánicos (véase la figura 5-6). Las tecnologías de separación por aire y calor que remueven los contaminantes en su fasegaseosa requieren tratamientos similares. Las tecnologías de incineración requieren recolecciónde particulados en los gases de chimeneas y tratamiento de los productos de combustiónincompleta y gases ácidos. Estas tecnologías de control de la contaminación del aire generanresiduos particulados sólidos que requieren disposición y efluentes que generalmente requierenun tratamiento adicional.
6.5.4 Efluentes concentrados
Los procesos tales como la ósmosis inversa y la ultrafiltración generan efluentesconcentrados. Las aguas residuales concentradas que contienen componentes inorgánicos puedentratarse posteriormente mediante precipitación y luego deshidratarse. La evaporación es unmétodo alternativo para obtener sólidos residuales de los efluentes concentrados. Generalmente,los efluentes orgánicos concentrados se incineran. Otra alternativa para los efluentesconcentrados es su disposición en pozos profundos.
6.6 REFERENCIAS
Agencia de Protección Ambiental de los Estados Unidos. 1977. Operator manual: stabilizationponds. Washington, DC: EPA. EPA/430/9-77-005.
Agencia de Protección Ambiental de los Estados Unidos. 1979. Sludge treatment and disposal(Process design manual). Washington, DC: EPA. EPA/625/1-79-011 (NTIS PB80200546).[véase también EPA (1974, 1978a)].
Agencia de Protección Ambiental de los Estados Unidos. 1983. Land application of municipalsludge (Process design manual). Washington, DC: EPA. EPA/625/1-83-016.
Agencia de Protección Ambiental de los Estados Unidos. 1984a. Waste analysis plans: aguidance manual. Washington, DC: EPA. EPA/530-SW-84-012.
Agencia de Protección Ambiental de los Estados Unidos. 1984b. Use and disposal of municipalwastewater sludge (Environmental regulations and technology). Washington, DC: EPA.EPA/625/10-84-003.
Agencia de Protección Ambiental de los Estados Unidos. 1985a. Composting of municipalwastewater sludges. Washington, DC: EPA. Seminar Publication EPA/625/4-85-014 (NTISPB88186119).

6-72
Agencia de Protección Ambiental de los Estados Unidos. 1985b. Estimating sludge managementcosts at municipal wastewater treatment facilities (manual). Washington, DC: EPA. EPA/625/6-85/010 (NTIS PB86124542).
Agencia de Protección Ambiental de los Estados Unidos. 1987. Dewatering municipalwastewater sludges (design manual). Washington, DC: EPA. EPA/625/1-87/014.
Agencia de Protección Ambiental de los Estados Unidos. 1988. Guide to technical resources forthe design of land disposal facilities. Cincinnati, OH: EPA. EPA/625/6-88/018.
Agencia de Protección Ambiental de los Estados Unidos. 1991. Issues affecting the applicabilityand success of remedial/removal incineration projects. Superfund Engineering Issue.Washington, DC: EPA. EPA/540/2-91/004.
Agencia de Protección Ambiental de los Estados Unidos. 1992. Rotating biological contactors.Washington, DC: EPA. Engineering Bulletin EPA/540/S-92/007.
Agencia de Protección Ambiental de los Estados Unidos. 1993. Solid waste disposal facilitycriteria (technical manual). Washington, DC: EPA. EPA/530/R-93/017 (NTTS PB94-100-450).
Agencia de Protección Ambiental de los Estados Unidos. 1993. 40 CFR Part 503, Standards forthe use or disposal of sewage sludge.
Agencia de Protección Ambiental de los Estados Unidos. 1994. Process design manual for landapplication of sewage sludge and domestic septage. Informe preliminar presentado por elEastern Research Group al Center for Environmental Research Information.
Agencia de Protección Ambiental de los Estados Unidos. 1995. Development document forproposed effluent limitations guidelines and standards for the centralized waste treatmentindustry. Washington, DC: EPA. PA/821-R-95-006.
Batstone, R.; Smith, J.E. Jr.; Wilson. D. 1989. The safe disposal of hazardous wastes: the specialneeds and problems of developing countries. Washington, DC: World Bank. (World BankTechnical Paper No. 93) 3 v.
Benedict, A.H.; Epstein, E.; Alpert, J. 1987. Composting municipal sludge: a technologyevaluation. EPA/600/2-87/021.
Breton, M. y otros. 1987. Technical resource document: Treatment technologies for solventcontaining wastes. Washington, DC: EPA. EPA/600/2-86/095 (NTIS PB87129821).
Fresenius, W.; Schneider, W; Böhnke, B.; Pöppinghaus, K. eds. 1989. Waste water technology:origin, collection, treatment and analysis of waste water. Nueva York, Springer-Verlag.
6-73
Hazardous Material Control Research Institute. 1974. Municipal sludge management. HMCR.Sludge/Wastewater Management Series.
Hazardous Material Control Research Institute. 1975. Municipal sludge management anddisposal. HMCRI. Sludge/Wastewater Management Series.
Hazardous Material Control Research Institute. 1977. Disposal of residues on land. HMCRI.Sludge/Wastewater Management Series.
Hazardous Material Control Research Institute. 1977. Composting of municipal residues andsludges. HMCRI. Sludge/Wastewater Management Series.
Hazardous Material Control Research Institute. 1978. Acceptable sludge disposal techniques.HMCRI. Sludge/Wastewater Management Series.
Hazardous Material Control Research Institute. 1978. Treatment and disposal of industrialwastewater. HMCRI. Sludge/Wastewater Management Series.
Hazardous Material Control Research Institute. 1978. Design of municipal sludge compostfacifities. HMCRI. Sludge/Wastewater Management Series.
Hazardous Material Control Research Institute. 1979. Municipal management impact ofindustrial toxic material on POTW sludge. HMCRI. Sludge/Wastewater Management Series.
Hazardous Material Control Research Institute. 1980. Composting of municipal and industrialsludges: design, operations, marketing, health, rules & regs. HMCRI. Sludge/WastewaterManagement Series.
Hazardous Material Control Research Institute. 1980. Municipal and industrial sludgecomposting-materials handling. HMCRI. Sludge/Wastewater Management Series.
Hazardous Material Control Research Institute. 1982. Composting of municipal and industrialsludges. HMCRI. Sludge/Wastewater Management Series.
Hazardous Material Control Research Institute. 1980; 1983. Municipal and Industrial SludgeUtilization and Disposal Proceedings Series.
Hazardous Material Control Research Institute. 1986; 1987; 1988; 1989. Municipal SewageTreatment Plant Sludge Management Proceedings Series.
McArdle, J.L.; Arozarena, M.M.; Gallagher, W.E. 1987. A handbook on treatment ofhazardous waste leachate. Washington, DC: EPA. EPA/600/S8-87/006 (NTIS PB87152328).
Offut, C.K.; Knapp, J.0. 1990. The challenge of treating contaminated superfund soil. En:Superfund '90. Silver Spring, MD: Hazardous Material Control Research Institute: 700-711.
6-74
Saltzberg, E.R.; Cushnie, J.C. Jr. 1985. Centralized waste treatment of industrial wastewater.Park Ridge, NJ: Noyes Data Corporation,
Weathington, B.C. 1988. Destruction of cyanide in wastewaters: a review and evaluation.Washington, DC: EPA. EPA/600/2-88/031 (NTIS PB88213046).
Wilk, L.; Palmer, S.; Breton, M. 1988. Technical resource document: treatment technologies forcorrosive-containing wastes. Washington, DC: EPA. EPA/600/2-87/099 (NTIS PB88131289).Volume II.
Water Pollution Control Federation; Water Environment Federation. 1980. Sludge thickening.Alexandria, VA: WPCF/WEF. MOP FD-1.
Water Pollution Control Federation; Water Environment Federation. 1983. Sludge dewatering.Alexandria, VA: WPCF/WEF. MOP 20.
Water Pollution Control Federation; Water Environment Federation. 1985. Sludge stabilization.Alexandria, VA: WPCF/WEF. MOP FD-9.
Water Pollution Control Federation; Water Environment Federation. 1987a. Operation andmaintenance of sludge dewatering systems. Alexandria, VA: WPCF/WEF. MOP OM-8.
Water Pollution Control Federation; Water Environment Federation. 1987b. Activated sludge.Alexandria, VA: WPCF/WEF. MOP OM-9.
Water Pollution Control Federation; Water Environment Federation. 1988. Sludge conditioning.Alexandria, VA: WPCF/WEF. MOP FD-14.
Water Pollution Control Federation; Water Environment Federation. 1989. Beneficial use ofwaste solids. Alexandria, VA: WPCF/WEF. MOP FD-15.

6-75


















