PLANEACIÓN Y PROGRAMACIÓN DE LA PRODUCCIÓN de Operaciones... · submontaje submontaje submontaje...
15
PLANEACIÓN Y PROGRAMACIÓN DE LA PRODUCCIÓN Programación de Piso Pull y DBR
Transcript of PLANEACIÓN Y PROGRAMACIÓN DE LA PRODUCCIÓN de Operaciones... · submontaje submontaje submontaje...

PLANEACIÓN Y PROGRAMACIÓN DE
LA PRODUCCIÓNProgramación de Piso Pull y DBR

PULL
• En este criterio de programación los centros de trabajo se cargan en el momento más tardío posible y con la cantidad requerida para despachar los pedidos de los clientes.

Ejercicio• A continuación se presentan cuatro órdenes de trabajo
con su respectivo tiempo de consumo en horas y la fecha de entrega al cliente del producto terminado. La empresa labora 7 horas productivas al día.
Orden I II III Fecha de entrega101 8 1 12 13 días102 6 3 21 5 días103 7 11 21 8 días104 5 2 10 10 días

Realice la programación PULL/MFDE, con tandas de transferencia iguales al tamaño del pedido.

Ord A1 Tcol TM O1 A2 Tcol TM O2 A3 Tcol TM O3 Ff102 3-4 -- -- 4-10 9-10 -- -- 10-13 12-13 -- -- 13-34 5
103 16-17 -- 6 17-24 23-24 -- 11 24-35 34-35 -- 1 35-56 8
104 52-53 -- 30 53-58 57-58 -- 23 58-60 59-60 -- 4 60-70 10
101 69-70 -- 12 70-78 77-78 -- 18 78-79 78-79 -- 9 79-91 13

Ord A1 Tcol TM O1 A2 Tcol TM O2 A3 Tcol TM O3 Ff102 3-4 -- -- 4-10 9-10 -- -- 10-13 12-13 -- -- 13-34 5
103 16-17 -- 6 17-24 23-24 -- 11 24-35 34-35 -- 1 35-56 8
104 52-53 -- 30 53-58 57-58 -- 23 58-60 59-60 -- 4 60-70 10
101 69-70 -- 12 70-78 77-78 -- 18 78-79 78-79 -- 9 79-91 13

DBR o Manufactura Sincronizada
En este criterio el material se carga en el momento más tardío posible para poder mantener las restricciones en funcionamiento.
• DRUM (tambor) el ritmo del proceso está gobernado por los CB.
• BUFFER (colchón) los CB y los puntos críticos deben protegerse con inventarios de seguridad.
• ROPE (cuerda) la entrada de material debe enlazarse con los CB.

OPT y la Teoría de las limitaciones
Criterios de Programación
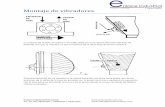
submontaje submontaje submontaje Montaje final Clientes
Programa de producción
Flujo de Componentes
Flujo de Información

Sistema DBR• Punto de Re orden: dL +IS
• Time Buffer:
• Lcb = tpcb + twcb + ta , donde tpcb es el tiempo de procesamiento, twcb es la espera, cola y transporte y ta es la estimación por alistamiento, hasta el cuello de botella.
• TB = Lcb * (1 + %v)

Ejercicio• A continuación se presentan cuatro órdenes de trabajo
con su respectivo tiempo de consumo en horas y la fecha de entrega al cliente del producto terminado. La empresa labora 7 horas productivas al día.
Orden I II III Fecha de entrega101 8 1 12 13 días102 6 3 21 5 días103 7 11 21 8 días104 5 2 10 10 días

Realice la programación DBR/MFDE, con tandas de transferencia iguales al tamaño del pedido, utilizando un buffer de 21 horas y una cuerda de 18 horas en el recurso de capacidad restringida

Criterios de Programación
Cuerda
Buffer deseado
LEAD TIME
!
TAMBOR

Ord A1 Tcol TM O1 A2 Tcol TM O2 TB A3 Tcol TM O3 Ff
102 0-1 -- -- 1-7 6-7 -- -- 7-10 9-10 -- -- 10-31 4.43
103 12-13 -- 6 13-20 19-20 -- 10 20-31 21 31-32 1 1 32-53 7.57
104 34-35 -- 15 35-40 39-40 -- 9 40-42 21 53-54 12 1 54-64 9.14
101 44-45 -- 5 45-53 52-53 -- 11 53-54 22 64-65 11 1 65-77 11

Ahora suponga que sufrimos un desperfecto en la máquina 2 en el momento de fabricar la orden 104 y su reparación nos toma 4 horas.
Cuerda
Buffer deseado
LEAD TIME
!
TAMBOR

Ahora suponga que sufrimos un desperfecto en la máquina 2 en el momento de fabricar la orden 104 y su reparación y nos toma 4 horas.
EL buffer rige la producción por lo que adelanta la cuerda y ordena a la operación 101 cargar inmediatamente para tratar de recuperar el buffer lo antes posible. En este caso se recupera rápidamente y es de esperar que para los próximos pedidos retome su nivel de 21 horas siempre y cuando no ocurra algún imponderable nuevamente!
Ord A1 Tcol TM O1 A2 Tcol TM O2 TB A3 Tcol TM O3 Ff
102 0-1 -- -- 1-7 6-7 -- -- 7-10 9-10 -- -- 10-31 4.43
103 12-13 -- 6 13-20 19-20 -- 10 20-31 21 31-32 1 1 32-53 7.57
104 34-35 -- 15 35-40 39-40 -- 9 40-46 17 53-54 8 1 54-64 9.14
101 46-47 -- 7 47-55 54-55 -- 9 55-56 20 64-65 9 1 65-77 11