PLAN DE MANTENIMIENTO PREVENTIVO Y PRODUCTIVO MAQUINARIA ...
283
PLAN DE MANTENIMIENTO PREVENTIVO Y PRODUCTIVO MAQUINARIA LÍNEA EXTERNA Y EVISCERACIÓN PLANTA BENEFICIO POLLOS EL BUCANERO S.A. OSCAR IVÁN GIRÓN MORALES UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA DEPARTAMENTO DE INGENIERÍA PROGRAMA DE INGENIERÍA MECÁNICA SANTIAGO DE CALI 2014
Transcript of PLAN DE MANTENIMIENTO PREVENTIVO Y PRODUCTIVO MAQUINARIA ...

PLAN DE MANTENIMIENTO PREVENTIVO Y PRODUCTIVO MAQUINARIA LÍNEA EXTERNA Y EVISCERACIÓN PLANTA BENEFICIO POLLOS EL
BUCANERO S.A.
OSCAR IVÁN GIRÓN MORALES
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA PROGRAMA DE INGENIERÍA MECÁNICA
SANTIAGO DE CALI 2014

PLAN DE MANTENIMIENTO PREVENTIVO Y PRODUCTIVO MAQUINARIA LÍNEA EXTERNA Y EVISCERACIÓN PLANTA BENEFICIO POLLOS EL
BUCANERO S.A.
OSCAR IVÁN GIRÓN MORALES
Proyecto de Grado Pasantía para optar el título de Ingeniero Mecánico
Director ORLANDO HUNG GONZÁLEZ
Ingeniero Mecánico MBA
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA PROGRAMA DE INGENIERÍA MECÁNICA
SANTIAGO DE CALI 2014

3
Nota de aceptación: Aprobado por el Comité de Grado en cumplimiento de los requisitos exigidos por la Universidad Autónoma de Occidente para optar al título de Ingeniero Mecánico.
NOYLAN FORERO ___________________ Jurado
CARLOS ALBERTO HERRÁN ___________ Jurado
Santiago de Cali, 16 de Julio de 2014.

4
A mi Padre Jaime, con todo mi agradecimiento y sentimiento por su apoyo incondicional durante esta etapa de mi proceso educativo profesional y humano.
5
AGRADECIMIENTOS
El autor expresa sus agradecimientos a las siguientes personas y empresas, que apoyaron el desarrollo del proyecto de grado pasantía: Al Ingeniero Carlos Herrán de la Cruz Director del Programa de Ingeniería Mecánica por su apoyo administrativo y técnico para la formulación del Proyecto.
Al Ingeniero Orlando Hung González por su asesoría y acompañamiento como Director Académico durante el proceso de formulación del Proyecto. Al Ingeniero Pedro Luis Llanos por su acompañamiento y apoyo como Asesor Externo del Proyecto, y como Jefe de Mantenimiento de la Planta de Pollos Bucanero S.A. Al Ingeniero Mauricio Payan por su acompañamiento y apoyo desde la Gerencia de la Planta de Pollos Bucanero S.A.
6
CONTENIDO
pág.
GLOSARIO 17 RESUMEN 23 INTRODUCCIÓN 24 1. RESEÑA HISTÓRICA DE LA EMPRESA 26 1.1 PLANTA INCUBACIÓN 27 1.2 PLANTA ALIMENTO BALANCEADO 27 1.3 GRANJAS DE LEVANTE 28 1.4 PLANTA BENEFICIO 28 1.5 CERTIFICACIÓN DE CALIDAD INVIMA EL SISTEMA HACCP 28 1.6 CERTIFICACIÓN BUREAU VERITAS 30 1.7 MISIÓN 30 1.8 VISIÓN 30 1.9 POLÍTICA DE CALIDAD 31 1.10 LABORATORIO DE DIAGNÓSTICO VETERINARIO Y CONTROL DE CALIDAD 31 1.10.1 Cobertura de Servicios 31 1.10.1.1 Patología General y Patología Diagnóstica 31 1.10.1.2 Microbiología General Básica 32 1.11 LOGÍSTICA Y TRANSPORTE 32
7
2. PROBLEMA DE INVESTIGACIÓN 34 2.1 PLANTEAMIENTO DEL PROBLEMA 34 2.2 FORMULACIÓN DEL PROBLEMA 35 3. JUSTIFICACIÓN 36 4. OBJETIVOS 38 4.1 OBJETIVO GENERAL 38 4.2 OBJETIVOS ESPECÍFICOS 38 5. MARCO REFERNCIAL 39 5.1 MARCO TEÓRICO 39 5.1.1 Generalidades de la gestión de mantenimiento en la empresa 41 5.1.2 Diagnóstico situacional de la planta y del plan de mantenimiento preventivo y productivo maquinaria línea externa y evisceración planta beneficio Pollos El Bucanero S.A. 42 5.1.3 Análisis de la eficiencia (OEE) de la maquinaria línea externa y evisceración 46 5.1.3.1 Datos para su análisis para a generacion grafica 50 5.1.4 Análisis estructura y programa de mantenimiento anterior al 2013 52 5.1.4.1 Organización del mantenimiento 53 5.1.4.2 Relación Maestra de Equipos. 54 5.1.4.3 Plan de Mantenimiento Preventivo 54 5.1.4.4 Actividades de Mantenimiento 55 5.1.5 Codificación de los equipos 56 5.1.6 Validación 57
8
5.1.6.1 Presencia del mantenimiento correctivo en la planta de procesos 58 5.1.7 Necesidades de sistematización de la información del programa de mantenimiento de la planta de procesos 58 5.1.8 Apartes del sistema de gestión de la calidad de la empresa para la gestión de mantenimiento preventivo 60 5.1.9 Apartes de la estructura de procesos y procedimientos de la gestión de calidad para el área de mantenimient 61 5.1.9.1 Conceptos Generales de Procesos de la Empresa 62 5.1.9.2 Representación Gráfica de los niveles de Procesos 62 6. PLAN DE MEJORAMIENTO CONTINUO PARA LA GESTIÓN MANTENIMIENTO PREVENTIVO DEL EQUIPO Y MAQUINARIA DE LA PLANTA DE PROCESAMIENTO 64 6.1 SOCIALIZACIÓN DEL COMPONENTE DE PROCESOS PARA IMPLEMENTACIÓN DEL NUEVO PROGRAMA DE MANTENIMIENTO PREVENTIVO EN LA PLANTA PROCESADORA 65 6.2 DESCRIPCIÓN DE LAS ACTIVIDADES A REALIZAR EN EL COMPONENTE DE GENTE Y CULTURA PARA EL PERSONAL DE MANTENIMIENTO BAJO INTERVENCIÓN DE LA JEFATURA DE MANTENIMIENTO 66 6.3 ESTRUCTURA A SEGUIR DEL PLAN DE MEJORAMIENTO CONTINUO ÁREA DE MANTENIMIENTO PREVENTIVO 66 6.3.1 Resultados de la planeación y programación propuestas 66 6.3.2 Planeación de repuestos 67 6.3.3 Mejoras al programa de mantenimiento realizadas 69 6.4 ORGANIZACIÓN ESTRATÉGICA PARA LA IMPLEMENTACIÓN DEL PLAN DE MEJORAMIENTO PARA EL MANTENIMIENTO PREVENTIVO Y PRODUCTIVO MAQUINARIA LÍNEA EXTERNA Y EVISCERACIÓN PLANTA BENEFICIO POLLOS EL BUCANERO S.A. 71

9
6.5 NUEVO SISTEMA DE ORDENES DE TRABAJO BAJO EL PAQUETE INFORMÁTICO DE MANTENIMIENTO PREVENTIVO ORIENTADO A LA PRODUCTIVIDAD 77 6.6 RECOLECCIÓN DE INFORMACIÓN ANTERIOR Y EL NUEVO ORDEN DE LA GESTIÓN DE MANTENIMIENTO PREVENTIVO 78 6.7 PROYECCIÓN DE COSTOS DE MANTENIMIENTO PREVENTIVO SEGÚN EL ARCHIVO MAESTRO 79 6.8 REVISIÓN Y MODIFICACIÓN DEL PROGRAMA DE MANTENIMIENTO CON REVISIÓN DE LA JEFATURA DE MANTENIMIENTO 79 6.9 ANÁLISIS DE FALLA DE REPUESTOS CON SU FRECUENCIA DE CAMBIO 81 6.10 ANÁLISIS DE CRITICIDAD DE LA MAQUINARIA DE LA PLANTA PROCESADORA 82 6.10.1 Frecuencia de Fallas 82 6.10.2 Impacto Operacional 82 6.10.3 Flexibilidad Operacional 83 6.10.4 Costo de Mantenimiento Preventivo 83 6.10.5 Impacto de Seguridad y Medio Ambiente. Enfocado a evaluar los posibles inconvenientes que se puede causar sobre las personas o medio ambiente 83 6.10.6 Criticidad, Frecuencia y Consecuencia 84 6.11 ANÁLISIS POR PARETO Y ESPINA DE PESCADO PARA DETERMINAR CAUSAS RAÍCES PARADAS EQUIPOS SEGÚN PRIORIDAD ANÁLISIS DE CRITICIDAD 100 6.12 ACCIONES PREVENTIVAS, CORRECTIVAS, Y MEJORA A LAS CAUSAS RAÍCES SEGÚN HISTÓRICO DE PARADAS BASADA EN LA METODOLOGIA RCM (MANTENIMIENTO CENTRADO EN LA CONFIABILIDAD) 105 6.12.1 Fallos Técnicos y Funcionales Maquinaria 106 6.12.2 Medidas Preventivas Maquinaria 107

10
6.13 MEJORAS A PARTIR DE LAS ACCIONES CORRECTIVAS, PREVENTIVAS Y MEJORA DE LOS EQUIPOS, CASO REPUESTO RODACHA INTERNA EN LAS MÁQUINAS DE EVISCERACIÓN 108 6.14 ELABORACIÓN DE INSTRUCTIVOS E IMPLEMENTACIÓN Y MANEJO DEL SOFTWARE DE MANTENIMIENTO. Y EL SISTEMA DE INFORMACION DE MANTENIMIENTO PREVENTIVO 109 6.15 PROCEDIMIENTOS ESTANDAR (POES) RELACIONADOS DE MAQUINAS 112 6.16 OPTIMIZACIÓN DE LA ORGANIZACIÓN DEL MANTENIMIENTO 113 6.16.1 Personal de Mantenimiento 113 6.16.2 Apoyo del Área Financiera de la Empresa 113 7. CONCLUSIONES 115 8. RECOMENDACIONES 119 BIBLIOGRAFIA 121 ANEXOS 127

11
LISTA DE CUADROS
pág. Cuadro 1. Tiempos perdidos maquinaria de colgado, desplume, limpieza de pata y evisceración 34 Cuadro 2. Análisis de la OEE 47 Cuadro 3. Datos calculo disponibilidad mantenimiento 50 Cuadro 4. Datos eficiencia línea producción UL archivo producción 50 Cuadro 5. Datos calidad 51 Cuadro 6. Datos para la grafica OEE pollos el bucanero S.A. de la linea externa y evisceracion 51 Cuadro 7. Organización de mantenimiento actual 54 Cuadro 8. Codificación de áreas de la planta 56 Cuadro 9. Codificación de equipos 57 Cuadro 10. Plan de capacitación para el personal de mantenimiento preventivo de la planta de procesamiento 65 Cuadro 11. Plan de capacitación en el componente de gente y cultura del personal de mantenimiento preventivo de la planta de procesamiento 66 Cuadro 12. Plan de mejoramiento para la planta de procesamiento 71 Cuadro 13. Frecuencia de fallas 82 Cuadro 14. Impacto Operacional 82 Cuadro 15. Flexibilidad operacional 83 Cuadro 16. Costo de mantenimiento 83 Cuadro 17. Impacto en seguridad y medio ambiente 83 Cuadro 18. Listado critico maquinaria de la planta 84

12
Cuadro 19. Priorización con criterio Pareto 102 Cuadro 20. Fallos técnicos o funcionales maquinas 106 Cuadro 21. Medidas preventivas para fallos técnicos o funcionales maquinas 107 Cuadro 22. Codificación Documentos Mantenimiento 110 Cuadro 23. POES maquinas 112
13
LISTA DE FIGURAS
pág.
Figura 1. Gráfico Unidades procesadas mensuales planta beneficio Pollos El Bucanero S.A. 44 Figura 2. Gráfico Unidades promedio diarias planta beneficio Pollos El Bucanero S.A. 44 Figura 3. Gráfico Hr Proceso mensual planta beneficio Pollos El Bucanero S.A. 45 Figura 4. Gráfico Tiempos perdidos mecánicos Pollos El Bucanero S.A. 45 Figura 5. Gráfico Tiempos perdidos operacionales Pollos El Bucanero S.A. 46 Figura 6. Modelo OEE 49 Figura 7. Gráfico Análisis de OEE línea externa y evisceración planta beneficio Pollos El Bucanero S.A. 52 Figura 8. Estructura mantenimiento Pollo El Bucanero S.A. 52 Figura 9. Codificación de los procesos 62 Figura 10. Matriz de riesgo 84 Figura 11. Gráfica Muestra de Pareto de Tiempos perdidos de la máquina extractora de víscera 101 Figura 12. Gráfico Muestra de Pareto de priorización de la falla de la máquina extractora de víscera 103 Figura 13. Muestra análisis de causas para realizar plan de acción preciso para su corrección 103 Figura 14. Registro de los planes a realizar por equipo según su trabajo 104 Figura 15. Parte estructural rodacha interna maquinaria evisceración 108
14
Figura 16. Contaminación y desgaste prematuro parte interna rodacha interna maquinaria evisceración 108 Figura 17. Modificación rodacha interna maquinaria evisceración 109
15
LISTA DE ANEXOS
pág.
Anexo A. Archivo maestro de mantenimiento de equipos de la planta 127 Anexo B. Listado maestro de equipos de la planta 128 Anexo C. Instructivo de programa de Mantenimiento 146 Anexo D. Instructivo reporte indicadores de mantenimiento planta beneficio 158 Anexo E. Instructivo ingreso personal de mantenimiento a la planta de proceso 173 Anexo F. Instructivo creación, reporte y cierre orden de trabajo en el software de mantenimiento Adsum Kallpa 175 Anexo G. Instructivo generación de órdenes de trabajo preventivas 211 Anexo H. Instructivo creación equipo software Adsum Kallpa 216 Anexo I. Instructivo No 9 creación actividad preventiva por equipo en el software Adsum Kallpa 226 Anexo J. Instructivo creación salidas de almacén (ra) software Adsum Kallpa 233 Anexo K. Instructivo ajuste mecánico y localización de averías extractora de cloaca 241 Anexo L. Instructivo ajuste mecánico cortadora de abdomen 248 Anexo M. Instructivo ajuste mecánico y localización de averías extractora de víscera 251 Anexo N. Instructivo desplumadora Linco cambio de partes 257 Anexo O. Instructivo mantenimiento bandas transportadoras 271 Anexo P. Instructivo mantenimiento motoreductor 273

16
Anexo Q. Instructivo Mantenimiento de Bombas 276 Anexo R. Instructivo revisión nivel y cambio de aceite caja reductora 279

17
GLOSARIO
ACCIÓN CORRECTIVA: acción tomada para eliminar la causa de una no conformidad detectada u otra situación indeseada. AUTORIZACIÓN: procedimiento administrativo mediante el cual el Instituto Colombiano Agropecuario, ICA, reconoce a una persona natural o jurídica, oficial o particular, como idónea y técnicamente competente para que realice actividades de Inspección, Vigilancia y Control de Calidad (IVC), propias del ICA. AUDITORÍA: examen sistemático funcionalmente independiente, mediante el cual se logra determinar si las actividades y sus consiguientes resultados se ajustan a los objetivos propuestos. BIOSEGURIDAD: son todas aquellas medidas sanitarias y preventivas que, utilizadas en forma permanente, previenen y evitan la entrada y salida de agentes infectocontagiosos en una granja de reproducción aviar o en una planta de incubación. BUENA PRÁCTICAS DE PRODUCCIÓN AVIAR (BPPA): son los principios básicos y prácticas generales de higiene y sanidad en la producción, embalaje, almacenamiento, transporte y distribución de los diferentes productos de la cadena aviar, con objeto de garantizar que todos estén en condiciones sanitarias adecuadas y se disminuyan los riesgos inherentes a la producción. DESINFECCIÓN: es el tratamiento físico-químico aplicado a las superficies limpias, con el fin de destruir los microorganismos que pueden ocasionar contaminación y reducir substancialmente el número de otros microorganismos indeseables, sin que dicho tratamiento afecte adversamente las características y calidad del producto u objeto del proceso. DISPOSITIVOS DE ENTRADA DE DATOS: son los medios con que el usuario proporciona órdenes, comandos, instrucciones y datos diversos a la computadora, para que ésta los procese. DISPOSITIVOS DE SALIDA DE DATOS: son los dispositivos que proporcionan al usuario el resultado final del procesamiento de información. Entre ellos, el monitor, la impresora y los parlantes. DISPOSITIVOS DE PROCESAMIENTO DE DATOS: son los elementos que realizan el “trabajo pesado” del equipo de cómputo. Procesan los datos instruidos
18
por el usuario; y de acuerdo con los pasos determinados de un programa, proporcionan un resultado específico. DIRECTIVA: norma técnica institucional, de estricto cumplimiento por parte de las personas naturales o jurídicas, oficiales, para la ejecución de acciones relacionadas con el registro, la supervisión y el control técnico del material genético aviar. ESTRUCTURA: es la forma como se organizan las personas para trabajar en equipo, sus líderes, definiciones de perfiles por cargo, las relaciones de mando y las áreas de trabajo dependencias. EQUIPOS CRÍTICOS: aquellos equipos que en su respectivo proceso conlleven a un paro total del flujo del mismo. GENTE Y CULTURA: son las personas que realizan las actividades en la empresa y su relación con los compañeros, usuarios, proveedores y demás actores del sector productivo. Comprende los temas de desarrollo de habilidades técnicas y competencias básicas para el trabajo según la función de cada persona de la organización, bienestar, incentivos, salud ocupacional, manual de convivencia, redes formales e informales (relaciones) entre las personas, sistemas de comunicación y coordinación, clima organizacional, cultura (valores y creencias compartidas) y acuerdos (compromisos) explícitos y tácitos. GRANJA AVÍCOLA PARA REPRODUCCIÓN: es la instalación que aloja aves dedicadas únicamente a la producción de ejemplares destinados a la reproducción, comerciales de primera generación o de huevos fértiles para incubación. HOJA DE VIDA DE LOS EQUIPOS: es aquel documento impreso o almacenado en forma magnética que guarde todos los trabajos realizados a aquellos equipos críticos, con la fecha respectiva, los repuestos usados, el nombre del técnico que realizó el trabajo, en fin con toda la información proveniente de la orden de trabajo, que diera origen al mismo. Para el caso en particular de POLLOS EL BUCANERO S.A., las hojas de vida se extraen de la misma base de datos donde se registran las órdenes de trabajo, es decir, que cada equipo no tiene su respectiva hoja de vida, sino hasta que se le extrae del sistema. HARDWARE: se le conoce al grupo de elementos físicos. La identificación y elección de los componentes físicos de una computadora personal. Los podemos clasificar como dispositivos de procesamiento, dispositivos de almacenamiento, y de entrada y de salida de datos.
19
INTERFAZ DE USUARIO: parte del sistema operativo que permite al usuario comunicarse con la computadora. Las interfaces de usuario proporcionan una interfaz de línea de comandos (texto) o una interfaz gráfica del usuario (guía). INFORME DE INSPECCIÓN: documento emitido por un organismo de inspección debidamente autorizado, en el cual se manifiesta que un producto, proceso o servicio debidamente identificado está conforme o no con una referencia normativa específica expedida por el Instituto Colombiano Agropecuario, ICA, o la entidad de control oficial. INSUMO: comprende los ingredientes, envases, empaques y rótulos utilizados en la industria avícola LIMPIEZA: es el proceso o la operación de eliminación de suciedades y materiales extraños o indeseables. LIMPIADORES: son aquellos que se emplean para retirar la suciedad. Estos deben tener las siguientes propiedades: inoloro, biodegradable, no tóxico, soluble en agua, de fácil dosificación, estable al almacenar, no corrosivo y que produzca muy poca espuma. Los más conocidos son jabones y detergentes. LÍNEAS AVIARES: son pies de cría hembras o machos, aptos para la reproducción, que tienen nombre propio o marca registrada y que se han obtenido a través de cruzamientos entre sí por un periodo no menor de cinco generaciones. Pueden ser de cuatro clases: Líneas puras: aves provenientes de líneas genéticas que mantienen sus características genotípicas y fenotípicas cuando son cruzadas al azar entre sí. Líneas abuelas: aves provenientes del cruce de líneas puras, que se utilizan en la obtención de líneas reproductoras o multiplicadoras. Líneas reproductoras o multiplicadoras: aves que se obtienen del cruce de líneas abuelas. Aves comerciales de primera generación: es el producto final del proceso de incubación de huevos fértiles, provenientes de líneas reproductoras o multiplicadoras. Pueden ser de dos tipos:

20
- Aves comerciales para producción de huevos no fértiles destinados al consumo humano. - Aves comerciales para producción de carne destinada al consumo humano. LOTE: se entiende por lote el grupo de huevos o animales de características similares de producción bajo unas mismas condiciones y que se identifican por tener el mismo código o identificación. MANTENIMIENTO PREVENTIVO: inspección, limpieza y cambio periódicos y sistemáticos de piezas, materiales y sistemas deteriorados. MANTENIMIENTO PREVENTIVO PREDICTIVO: trata de determinar el momento en el cual se deben efectuar las reparaciones mediante un seguimiento que determine el periodo máximo de utilización antes de ser reparado. MANEJO: considera todas aquellas prácticas que promueven la productividad, bienestar general y salud de las aves durante todo el proceso productivo, así como las definidas para la manipulación de huevos. Incluye las prácticas de manejo de subproductos y residuos. MANTENIMIENTO: conjunto de acciones encaminadas a la conservación de la maquinaria, equipo e instalaciones, de tal manera que permanezcan sirviendo en óptimas condiciones, para el objetivo por el cual fueron adquiridas, evitando o minimizando sus fallas durante su vida útil. MANO DE OBRA: es el factor humano el cual posee la capacitación y la experiencia encargado de las operaciones de mantenimiento que puede ser propio de la planta o contratista. MÁQUINAS: es el factor encargado de realizar transformaciones a materias primas para la obtención de un producto con un mayor valor agregado. MEDIO DE TRANSPORTE: es cualquier nave, aeronave, vagón de ferrocarril o vehículo de transporte por carretera que moviliza productos aviares, incluidos los remolques y semirremolques cuando están incorporados en un tractor u otro tipo de vehículo.
21
MONITOREO: secuencia planificada de observaciones o mediciones relacionadas con el cumplimiento de una buena práctica en particular. OEE: Indicador principal del TPM y mide la eficiencia global de los equipos. ORDEN DE TRABAJO: documento con el cual se realiza la solicitud de cualquier Departamento de la compañía al área de mantenimiento para que realicen una labor ya sea de carácter predictivo, preventivo y/o correctivo en caso de Equipos y Edificaciones. PLANTA DE INCUBACIÓN: es el establecimiento dedicado a la incubación de huevos fértiles y a la obtención de aves de un (1) día de edad. PELIGRO: un agente biológico, químico o físico que pueda comprometer la inocuidad alimentaria y/o la salud de las aves, o bien la integridad de los huevos, productos y subproductos de la industria aviar. PRODUCTOR: es toda persona natural o jurídica que representa un plantel avícola de incubación y/o una granja de reproducción, que se dedique a la producción de aves destinadas a la reproducción, comerciales de primera generación y de huevos fértiles para incubación, cumpliendo con todos los procesos técnicos y de bioseguridad a que haya lugar. PROCESOS: son los grupos de actividades y métodos de trabajo que realizan y utilizan las personas de la Secretaría de Educación para cumplir con sus objetivos y funciones. SISTEMAS DE INFORMACIÓN Y TECNOLOGÍA: corresponde a la información que requiere y genera la Secretaría para cumplir con sus objetivos, los equipos de cómputo y comunicaciones, los procedimientos de seguridad y contingencia y el software utilizado para soportar cada uno de los procesos. PRODUCTOS Y SERVICIOS: son los resultados de los procesos que realizan las personas de la empresa de acuerdo con los objetivos propuestos en su Plan de trabajo, su misión y su visión. TRABAJOS DE EMERGENCIA: son aquellos que deben ejecutarse inmediatamente para prevenir pérdidas de producción, averías serias en la maquinaria y equipos o para corregir peligros extremos en la seguridad.

22
TRABAJOS URGENTES: aquellos que durante la programación normal deben terminarse lo antes posible. TRABAJOS NORMALES: son la mayoría de los trabajos de mantenimiento. Se programan tomando en cuenta los requerimientos de producción y la disponibilidad de la fuerza de trabajo de mantenimiento1.
1 Diccionario Técnico de Mantenimiento Industrial [en línea]. Colombia: Solomantenimiento, s.f., [consultado junio de 2014]. Disponible en Internet: http://www.solomantenimiento.com.

23
RESUMEN
El objetivo general de esta Tesis y Pasantía es proponer un plan de mejoramiento de gestión de mantenimiento en empresas manufactureras proveedoras de la cadena alimenticia, mediante los parámetros fundamentales y críticos de los procesos involucrados en el sector productivo y del sistema integral de mantenimiento, basado en las diversas perspectivas del mejoramiento continuo de procesos industriales, que responda de manera competitiva a los cambios exigidos por el mercado nacional y mundial actual2. Esta aplicación se realizó en la Gerencia de la Planta de Pollos “El Bucanero” y específicamente en el área de servicios de Mantenimiento de la Planta, producto de un muestreo no probabilístico intencional, ya que cumple con los requerimientos mínimos de una matriz de evaluación, en el que se compara cantidad y diversidad de equipos, cuantificación de personal y nivel ocupacional de los activos de producción a considerar en el estudio como base piloto de la investigación para proponer una mejor organización orientada desde los procesos. Esta Pasantía se consideró dentro de un enfoque descriptivo y aplicado, las fases correspondientes están dirigidas a la evaluación actual de la gestión del mantenimiento, identificando los factores más importantes tales como la organización de la empresa y del programa, la planificación, el tipo de mantenimiento, el sistema de control de calidad, apoyo logístico, el personal involucrado y los recursos necesarios que inciden en el sistema gerencial de mantenimiento. La aplicación de la norma ISO 9001 (Norma Colombiana ISO 9001:2000. Organización Internacional para la Estandarización ISO, Sistema de Gestión de la Calidad – Requisitos) ajusta a la empresa manufacturera piloto en un 62 % de eficiencia en su gestión de mantenimiento, logrando detectar que las acciones de este departamento deben ser ejecutadas con el personal adecuado y óptimos programas de los diferentes tipos de mantenimiento. Finalmente, se generó un modelo o plan estratégico para el mejoramiento continuo de la gestión de mantenimiento basado en la orientación a la productividad3, con metodología de una matriz de programación, y selección de indicadores efectivos, producto de la identificación adecuada de los parámetros que inciden significativamente en el sistema de mantenimiento en general y en la productividad de la planta de Beneficio Maquinaria Línea Externa y Evisceración. Palabras claves: plan de mejoramiento, gestión, evisceración, sistema de gestión de la calidad, empresas manufactureras. 2 NEWBROUGH, E.T. Administración de Mantenimiento Industrial. Organización, Motivación y Control en el Mantenimiento Industrial. 10 ed. México: Editorial Diana, 1994. 3 CUATRECASAS, Luis. TPM hacia la competitividad a través de la eficiencia de los equipos de producción. España: Gestión 2000, 2002. p. 311.
24
INTRODUCCIÓN Con esta Pasantía se pretende efectuar un modelo para mejorar de forma continua y sistemática la gestión de mantenimiento, que se lleva a cabo en la empresa “Pollos El Bucanero”, en función de modelar con criterios que apuntan hacia un mejor servicio integral de mantenimiento. La gestión de mantenimiento moderna implica disponer de una metodología que involucre sistemas de información y una acción cíclica de mejoramiento constituida por auditorías e inspecciones oculares de los puntos críticos de éxito en mantenimiento, planificación justo a tiempo y a la medida, y ejecución de un plan de trabajo definido aplicando las herramientas de gestión apropiadas4. Estas observaciones conducen a una serie de interrogantes, dieron origen al trabajo de grado propuesto, entre ellas las siguientes: ¿En qué medida la empresa “Pollos El Bucanero” como empresa líder en el sector avícola colombiano, se dedica a mejorar su gestión del mantenimiento?, ¿Son considerados los factores más significativos que inciden en su gestión para mejorar la calidad de servicio y disponibilidad de equipos dentro del ámbito productivo?, ¿La evaluación de la gestión de mantenimiento permitirá mejorar la calidad de las actividades de mantenimiento?. Es importante mejorar y focalizar el grado de medición de estos factores a través de parámetros técnicos cuantitativos y económicos, para luego seleccionar el plan o programa de manutención más a la medida de los resultados programados. Bajo las nuevas teorías y enfoques de gerencia de mantenimiento en la actualidad5 se orientan las necesidades de ejecutar el mantenimiento de la maquinaria y equipos, dentro de un mejor nivel de competitividad, y así diferenciarse de la competencia desde los costos de producción y manutención, logrando asegurar la disponibilidad de los mismos, cumpliendo con la misión de la empresa. Con base en la necesidad entonces de mejorar sus niveles de productividad, y de minimizar los costos al máximo, fue necesario generar mejores estrategias para gerenciar el plan de mantenimiento propuesto, siguiendo la filosofía de la prevención, pero que garantizará el trabajo eficiente de la planta y un buen funcionamiento de las máquinas. Para ello fue preciso que se inventariaran todos los equipos que se usan para tal fin y las actividades requeridas para que durante 4 DUFFAA, S. y RAOUf. Sistema de Mantenimiento. Planeación y Control. México: Editorial Limusa, 2000. 5 DUFFUAA, S.; RAOUF, A. y DIXON CAMBELL, J. Sistemas de mantenimiento planeación y control. México: Editorial LIMUXA S.A., 2000.
25
su funcionamiento y producción, por cuanto se debe garantizar el servicio para el cual fueron adquiridas, se encuentren funcionando bien, y la preocupación de sus costos de mantenimiento correctivo, desciendan considerablemente. El mantenimiento preventivo orientado hacia la productividad es una filosofía contemporánea y moderna que exige la definición de las actividades claves de los equipos críticos, a fin de que la planta pueda garantizar su perfecto funcionamiento y la prestación del servicio para obtención de los mejores indicadores establecidos por la administración de la empresa6. Es por ello que la pasantía propuesta, y en razón a los resultados obtenidos en la planta de crianza y engorde del proyecto anterior, plantea la necesidad de iniciar un plan de mejoramiento continuo en materia de mantenimiento, con el fin de dar continuidad a la política de mantenimiento en los equipos de desplume, corte de patas y evisceración de la planta de beneficio de productos avícolas, para así dar respuesta a las necesidades requeridas de incrementar su productividad en el procesamiento, y a la estandarización de las mismas manteniendo todo el proceso dentro de los indicadores de gestión establecidos de mantenimiento y producción programados. Lograr el 3% de tiempo perdido para la línea externa y evisceración. 6 GUERRERO Álvaro Efraín y HINCAPIE Jairo Alberto, Mantenimiento preventivo en la industria, Tesis. Ingenieros. Cali: Universidad Autónoma de Occidente. Facultad de Ingeniería, 1991.
26
1. RESEÑA HISTÓRICA DE LA EMPRESA Pollos El Bucanero S.A. es una empresa del Valle del Cauca con proyección nacional, centrada en la producción y comercialización de pollo. Nació en 1986, en el municipio de Candelaria y, desde entonces, ha venido en constante crecimiento y evolución en todos los procesos de su cadena productiva, contribuyendo al desarrollo de la región y a la generación de empleo en todos los municipios del país donde tienen operación de producción y/o comercialización7. Su gran trayectoria en la producción avícola, la ha llevado a realizar un enfoque estratégico de marca que le ha generado resultados positivos, convirtiéndola en una de las organizaciones más exitosas no sólo del Valle del Cauca, sino del país. Pollos Bucanero posee su mayor núcleo productivo de 148 hectáreas en Restrepo Valle, adicionalmente contamos con otro en el municipio de Yotoco Valle, que junto con algunas granjas integradas nos garantizan 420.000 aves reproductoras. En el 2012 se estimó una producción entre granjas propias e integradas, cercana a los 46 millones de pollitos. La alta tecnología de sus plantas, sus sistemas de congelamiento y la inocuidad en todos sus procesos, garantizan que sus alimentos sean seguros y de la más alta calidad. La planta de beneficio en Villagorgona está certificada con HACCP, acreditada por el Invima, como planta clase 1 apta para exportar sus productos y la planta de Incubación en Ginebra-Valle fue la primera en Colombia en ser certificada con el ISO 9001 desde el 2001. Pollos El Bucanero cuenta con una fuerza comercial efectiva, soportada en un plan estratégico de marketing que ha impulsado a la marca a nivel nacional; su sistema de distribución, comercialización y por supuesto, la calidad de sus productos, hace que miles de hogares colombianos elijan a Bucanero como la marca de pollo que se sirve en sus mesas. Prueba de ello, ha sido el creciendo sostenido a través de los años, 347 mil millones de pesos proyectados al cierre del 2012 nos ubica como la 3ª empresa más grande del país en la industria avícola, con una fuerza laboral que asciende a 3.300 empleados. La Responsabilidad Social, es otro de sus pilares, por eso se han desarrollado políticas para el cuidado del medio ambiente que incluye una 7 POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/.
27
constante capacitación al personal y una planta de tratamiento de aguas residuales que maneja adecuadamente los líquidos resultantes de los procesos productivos. 1.1 PLANTA INCUBACIÓN La nueva planta de incubación en Ginebra Valle, fue sometida a una actualización y reconversión tecnológica en los equipos de incubación existentes, modificando las áreas de flujo de proceso y adquisición de nuevas máquinas, para convertirla en lo que es hoy: Una de las más modernas plantas de incubación de nuestro país. Se cuenta con 40 máquinas de incubación lo que nos permitirá afrontar el crecimiento de los años 2013 y 2014, estimando producir el próximo año: 51.5 millones de pollitos. 1.2 PLANTA ALIMENTO BALANCEADO Para garantizar la calidad del alimento que reciben las aves en las granjas de levante, se construyó una de las más modernas plantas procesadoras de alimentos, con capacidad para 16.000 toneladas al mes. Para la elaboración de este alimento Pollos El Bucanero utiliza materias primas de excelente calidad, cuya dieta está basada en productos de origen vegetal como lo son: el maíz y la soya con sus derivados: el gluten de maíz, aceite de soya, torta de soya y soya extruida. Para cumplir con sus requerimientos la compañía compra mensualmente 10.000 toneladas de maíz amarillo, 2.300 toneladas de frijol soya, 1.600 toneladas de torta de soya, 800 toneladas de gluten de maíz y 350 toneladas de aceite de soya, además de otros elementos menores como vitaminas y minerales. Materias primas como estas, aparte de sus cualidades nutricionales son ricas en xantofilas que le otorgan al pollo de manera natural un color amarillo característico y muy atractivo, adicionalmente la soya y el aceite de soya tienen contenidos importantes de omega 3 y 6 que le dan al pollo propiedades de un producto saludable para el ser humano de cualquier edad. Adicionalmente se construyó un laboratorio de diagnóstico veterinario y control de calidad, operado por un equipo científico experto en el tema, para asegurar la calidad e inocuidad de nuestros procesos productos.

28
1.3 GRANJAS DE LEVANTE Actualmente cuenta con 175 granjas entre propias e integradas. Este modelo mediante el cual se comparte el levante del pollo, se realiza a través de funciones divididas. Cuenta con una capacidad instalada de producción aproximada de 8.000.000 de aves por ciclos de 70 días. De ésta manera, se fomentan relaciones de gana-gana donde al avicultor se le aseguran ganancias de acuerdo al índice de productividad de su granja, entregando a la Planta de Beneficio las aves necesarias para cubrir la creciente demanda. Aporta a la producción anual del país 79 millones de kilos de carne de pollo brindando soluciones alimenticias al 8% de la población Colombiana basado en un consumo per cápita de 24 kilos. 1.4 PLANTA BENEFICIO Cuenta con una moderna infraestructura con capacidad para procesar hasta 120.000 aves por día, un área de evisceración automática con capacidad para 9.000 aves por hora, y un sistema de corte automático que permite despresar 6.000 pollos hora. Esta área está siendo ampliada y pasará de 600 mts2 a 1.375 mts2, lo que permitirá despresar 100.000 pollos diarios. La planta de procesamiento posee a su vez, uno de los más sofisticados sistemas de congelación de presas de manera individual (IQF), habilitado para congelar 1,5 Toneladas por hora. En el 2013 se realizará una importante inversión pasando a un IQF de 4 ton/hr. En el área de almacenamiento, cuenta con 12 túneles de congelación rápida, un túnel continuo de congelación con capacidad de 12 ton/hr y otro que se encuentra en construcción, 11 cuartos fríos de conservación con capacidad para 1.500 toneladas, y el respaldo de 800 toneladas de refrigeración. 1.5 CERTIFICACIÓN DE CALIDAD INVIMA EL SISTEMA HACCP La alta tecnología en nuestras plantas, los sistemas de congelamiento y la inocuidad en todos los procesos, garantizan que los alimentos procesados sean seguros y de la más alta calidad.
29
La planta de beneficio en Villagorgona está certificada con HACCP, acreditada por el Invima, como planta clase 1 apta para exportar sus productos desde el año 2007. El sistema HACCP tiene como significado "Sistema de Análisis de Peligros y de Puntos Críticos de Control"; Hazard Analysis and Critical Control Points, por sus siglas en inglés. HACCP es un sistema de administración en el que se aborda la seguridad alimentaria a través de la identificación, análisis y control de los peligros físicos, químicos, biológicos y últimamente peligros radiactivos, desde las materias primas, las etapas de proceso de elaboración hasta la distribución y consumo del producto terminado. El sistema HACCP está diseñado e implementado en la planta desde el cultivo, la cosecha, transformación y/o elaboración y distribución de alimentos para el consumo. Los programas de pre-requisitos, y se ha complementado con las Buenas Prácticas de Manufactura (GMP) como base fundamental para el desarrollo e implementación exitosa del sistema HACCP.; el cual, como sistema de seguridad alimentaria basado en sus principios, ha sido exitosamente implementado en procesadora de alimentos, tiendas de distribución, y en operaciones relacionadas con el servicio de alimentos, teniendo presente los siete principios universalmente aceptados por los organismos gubernamentales, y la empresa y la industria de alimentos alrededor del mundo, con un alto compromiso firme por la alta Dirección que proporciona a los empleados de la empresa un sentido de importancia para producir alimentos seguros así: Principio 1: Realizar un análisis de peligros. Principio 2: Determinar los puntos críticos de control PCC. Principio 3: Establecer un límite o límites críticos. Principio 4: Establecer un sistema de vigilancia del control de los PCC. Principio 5: Establecer las medidas correctivas que han de adoptarse cuando la vigilancia indica que un determinado PCC no está controlado. Principio 6: Establecer procedimientos de comprobación para confirmar que el sistema HACCP funciona eficazmente. Principio 7: Establecer un sistema de documentos sobre todos los procedimientos y los registros apropiados para estos principios y su aplicación. La planta de Incubación, ubicada en Ginebra-Valle fue la primera en Colombia en ser certificada con el ISO 9001 desde el 2010, en la actualidad ampliamos el
30
alcance de la norma en Levante de Pollo en Granjas de Administración Propia, Procesamiento En Planta de Beneficio, y Productos con Valor Agregado, Producción de Harina y Alimento Balanceado, Almacenamiento Despachos y Distribución, Gestión Comercial, Agencias (Popayán, Dosquebradas y Tuluá), Puntos de Ventas y Distribuidoras. La empresa recibió el nuevo certificado en Septiembre del 2010, ante lo cual la empresa y la pasantía en los objetivos y alcance no fueron incluidas esta temática, por cuanto ya estaba implementada. 1.6 CERTIFICACIÓN BUREAU VERITAS Esta Norma Internacional promueve la adopción de un enfoque basado en procesos cuando se desarrolla, implementa y mejora la eficacia de un sistema de gestión de la calidad, para aumentar la satisfacción de sus clientes mediante el cumplimiento de sus requisitos ISO 9000 en el año 2010. 1.7 MISIÓN “Consolidar a Pollos Bucanero S.A. en el próximo lustro, como la empresa líder en el suroccidente colombiano, generadora de soluciones alimenticias, con alto valor nutritivo para la población colombiana, manteniendo y cumpliendo con las más exigentes normas de calidad”8. 1.8 VISIÓN “Somos una organización orientada a la producción y comercialización de Pollo, aplicando modelos tecnológicos de avanzada, con los mejores procesos de calidad e inocuidad, contamos con personal calificado, comprometido con el medio ambiente y con la garantía de brindar unos productos altamente satisfactorios para nuestros clientes, asegurando un excelente resultado económico y social en beneficio de los accionista, clientes y proveedores”9.
8 Ibíd., Disponible en Internet: http://www.pollosbucanero.com/. 9 Ibíd., Disponible en Internet: http://www.pollosbucanero.com/.
31
1.9 POLÍTICA DE CALIDAD En “Pollos El Bucanero S.A.” ofrecemos el mejor pollo del mercado para satisfacer las expectativas de nuestros clientes mejorando constantemente nuestros procesos internos, promovemos el desarrollo integral de nuestros colaboradores garantizando la sostenibilidad del negocio, generamos un ambiente de trabajo seguro que cumple con los aspectos legales y reglamentarios ambientales soportados por el sistema de inocuidad HACCP10. 1.10 LABORATORIO DE DIAGNÓSTICO VETERINARIO Y CONTROL DE CALIDAD El Laboratorio cuenta con áreas especializadas para el desarrollo de actividades tendientes a los servicios de Diagnóstico Veterinario y Control de Calidad de Alimentos debidamente certificados, tanto por el Instituto Colombiano Agropecuario –ICA-, como por el Ministerio de Salud, representado por la Secretaría Departamental de Salud del Valle del Cauca. Cuenta actualmente con una nómina de profesionales altamente calificados en Diagnóstico y Control de Calidad, conformada por: 3 Médicos Veterinarios especializados en Diagnóstico General, Patología Diagnóstica e Histopatología. 3 Bacteriólogas especializadas en Microbiología Veterinaria e Inocuidad alimentaria y Serología. 1 Asistente de laboratorio experto en manejo de calidad operativa, estadística y sistemas. 3 Auxiliares de Laboratorio. 1 secretaria. 1 Ayudante de Laboratorio. 1.10.1 Cobertura de Servicios: 1.10.1.1 Patología General y Patología Diagnóstica. Necropsias, Cultivos Microbiológicos, antibiogramas, serologías, parasitología, relación e inter-relación de los hallazgos macro y micro en los casos estudiados, interpretación de resultados, consultoría básica a los clientes, orientación básica en planes de trabajos enfocados hacia el control y prevención de los disturbios nosológicos. 10 Ibíd., Disponible en Internet: http://www.pollosbucanero.com/.

32
1.10.1.2 Microbiología General Básica. Aislamientos, identificaciones y tipificaciones bacterianas de apoyo a los procesos productivos en Granjas de Reproductoras, Planta de Incubación, Granja de Engorde, Planta de Proceso, Planta de Harinas y Planta de Alimento Balanceado. El laboratorio cuenta con una planta física que llena todos los requisitos exigidos por los entes de control, equipos óptimos, insumos de la más alta calidad y de tecnología de punta. En Microbiología de Alimentos, se está trabajando los patógenos de alto riesgo por el método de Detección Molecular, lo cual permite ofrecer al cliente, resultados con un altísimo grado de sensibilidad y especificidad; así mismo se cuenta con el sistema más moderno Conteo de Colonias, al igual que los trabajos de Microbiología de Aguas. En estos tópicos todos los resultados están garantizados en un plazo máximo de 30 horas. Serologías: Elisa y HI, únicamente en la especie Aviar. Histopatologías: Es uno de los soportes técnico-científicos básicos en la Patología Diagnóstica, evaluación histológica de patologías, estudios de histológicos de casos especiales, apoyo técnico-científico a los profesionales del sector, a otros laboratorios y a empresas en general. Este servicio se ofrece para todas las especies. 1.11 LOGÍSTICA Y TRANSPORTE El área de mantenimiento de Vehículos y Transporte está orientado a garantizar mediante procedimientos eficaces la disponibilidad y confiabilidad de todo el parque automotor perteneciente a la compañía, para satisfacer todos los requisitos del sistema de calidad de la empresa cumpliendo las normas de seguridad y medioambientales maximizando así el beneficio global corporativo y basado en la filosofía del mejoramiento continuo. El área de Mantenimiento de vehículos, se creó el 3 de agosto de 2007, como necesidad de la compañía de administrar y garantizar mediante un proceso claro y efectivo de mantenimiento la disponibilidad de una flota de aproximadamente 77 unidades que por el crecimiento de POLLOS EL BUCANERO S.A., se ha venido visualizando en inversiones para suplir las diferentes necesidades de transporte

33
que visualizan las directivas de la compañía y así tener el apoyo del transporte para cada uno de los procesos que hacen parte de la cadena productiva de la compañía. Es sabido que la comunicación y el transporte es pilar para el desarrollo de cualquier proceso comercial y productivo, por lo que POLLOS EL BUCANERO S.A., en su crecimiento vertiginoso al finalizar el año 2013, posee una de las flotas más modernas y diversas que tienen las compañías que producen y distribuyen alimentos y manufactura de consumo masivo, ya que cuenta con una flota relativamente nueva, con un promedio de edad de 5,5 años y un total de 253 unidades de transporte, entre la cuales se cubren necesidades de transporte de huevo fértil, materia prima para la elaboración de alimento balanceado, el alimento terminado a cada una de las granjas, el transporte de los técnicos veterinarios que apoyan y asisten el proceso de crecimiento, levante y engorde de los pollos en granjas, el transporte del pollo en pie a la Planta de Beneficio, el transporte de subproductos a la planta de harinas, el transporte del producto terminado a las diferentes zonas del país y a nuestro cliente final, conservando la inocuidad de cada uno de nuestros procesos y la cadena de frio necesario para sus clientes sigan disfrutando del mejor pollo del país. El proceso de mantenimiento automotriz basado en políticas claras de mantenimiento preventivo y predictivo, hacen que su flota sea cada día más eficiente y productiva garantizando una disponibilidad del 96% de la flota promedio y que tienen una mantenimiento preventivo muy cercano al 80%, lo que indica un apoyo optimo a las demás áreas de la compañía que tienen vehículos en sus procesos, y garantiza tanto la satisfacción de sus clientes internos como la del cliente final que recibe el producto a tiempo y con la mejor calidad.
34
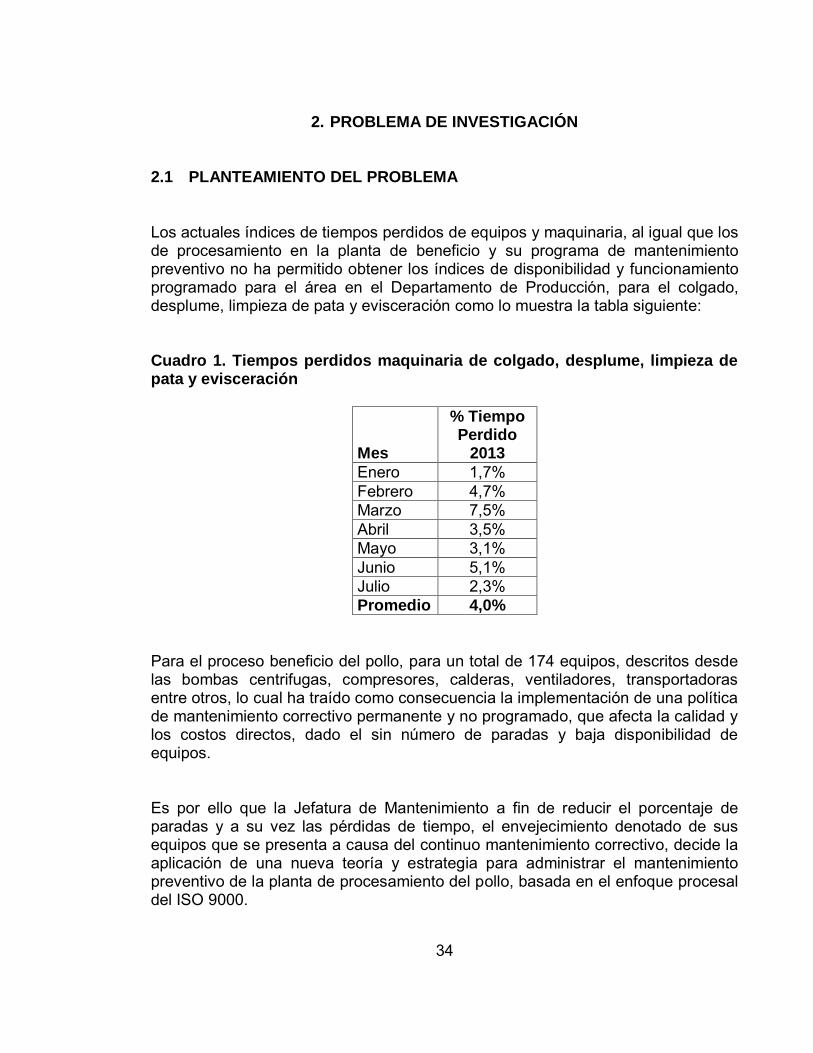
2. PROBLEMA DE INVESTIGACIÓN 2.1 PLANTEAMIENTO DEL PROBLEMA Los actuales índices de tiempos perdidos de equipos y maquinaria, al igual que los de procesamiento en la planta de beneficio y su programa de mantenimiento preventivo no ha permitido obtener los índices de disponibilidad y funcionamiento programado para el área en el Departamento de Producción, para el colgado, desplume, limpieza de pata y evisceración como lo muestra la tabla siguiente: Cuadro 1. Tiempos perdidos maquinaria de colgado, desplume, limpieza de pata y evisceración
Mes
% Tiempo Perdido
2013
Enero 1,7% Febrero 4,7% Marzo 7,5% Abril 3,5% Mayo 3,1% Junio 5,1% Julio 2,3% Promedio 4,0%
Para el proceso beneficio del pollo, para un total de 174 equipos, descritos desde las bombas centrifugas, compresores, calderas, ventiladores, transportadoras entre otros, lo cual ha traído como consecuencia la implementación de una política de mantenimiento correctivo permanente y no programado, que afecta la calidad y los costos directos, dado el sin número de paradas y baja disponibilidad de equipos. Es por ello que la Jefatura de Mantenimiento a fin de reducir el porcentaje de paradas y a su vez las pérdidas de tiempo, el envejecimiento denotado de sus equipos que se presenta a causa del continuo mantenimiento correctivo, decide la aplicación de una nueva teoría y estrategia para administrar el mantenimiento preventivo de la planta de procesamiento del pollo, basada en el enfoque procesal del ISO 9000.

35
La pasantía pretende desarrollar un proyecto de mejora continua que presenta el diseño de un plan de mantenimiento preventivo, con connotación de autonomía, con el fin de implementarlo en la maquinaria corte de patas, desplume y evisceración de la planta. Esto surgió con el interés de incrementar el índice de eficiencia de la maquinaria en la planta, que permitirá mejorar la disponibilidad, reduciendo pérdidas de tiempo y equipos, que se traducen en dinero. 2.2 FORMULACIÓN DEL PROBLEMA ¿Cómo mejorar el Programa de Mantenimiento Preventivo bajo la teoría de la orientación a la productividad, de la maquinaria de los sistemas de colgado de pollo, desplume, limpieza de pata y evisceración existente en la planta de beneficio de Pollos El Bucanero S.A. para incrementar la disponibilidad, eficiencia, y desempeño de la maquinaria del Departamento de Producción?
36
3. JUSTIFICACIÓN Desde el mejoramiento continuo de la gestión de mantenimiento en la planta, se requiere que los parámetros fundamentales y críticos de los procesos involucrados en el sector productivo y del sistema integral de mantenimiento, miren y aborden las diversas perspectivas del mejoramiento continuo que responda de manera competitiva a los cambios exigidos por el mercado nacional y mundial actual11. La necesidad de un enfoque descriptivo y aplicado, con las fases correspondientes dirigidas a la evaluación actual de la gestión del mantenimiento, es necesario identificar los factores más importantes tales como la organización de la empresa y del mantenimiento, la planificación, el tipo de mantenimiento, el sistema de control de calidad, apoyo logístico, el personal involucrado y los recursos necesarios que inciden en el sistema gerencial de mantenimiento, para dar respuesta sentida a la nueva forma de formular, implementar y mejorar el sistema administrativo de la manutención de la planta objeto. A través de la aplicación de la norma ISO 9001, se ajustará la empresa manufacturera piloto en su eficiencia productiva y en su gestión de mantenimiento, logrando detectar que las acciones de este departamento deben definitivamente ser ejecutadas con el personal adecuado y óptimos programas de los diferentes tipos de mantenimiento. Por ello, el modelo y plan estratégico para el mejoramiento continuo de la gestión de mantenimiento basado en la orientación a la productividad, es la respuesta metodológica requerida, y el establecimiento de una matriz de selección de indicadores efectivos, producto de la identificación adecuada de los parámetros que inciden significativamente en el sistema de mantenimiento en general y la productividad de la Planta de Beneficio Maquinaria Línea Externa y Evisceración. Por otra parte, dentro de la información analizada de los resultados en materia productiva, en el año 2012 en la planta de beneficio de Pollos El Bucanero S.A. las paradas mecánicas fueron en un total de 237,1 Horas con un total de proceso de 5470,7 horas esto corresponde a 4,5% con una capacidad de la planta de 9000 aves/hora, se dejaron de procesar 2.133.600 aves este mismo año, en lo corrido del año 2013 las paradas mecánicas hasta el mes de julio en están 114,3 horas que corresponden al 3,9%, originando el reproceso 1.028.400 aves aproximadamente. La maquinaria en los sistemas de colgado de pollo, desplume, 11 SEIICHI, N. Introducción al TPM. Mantenimiento Productivo Total. España: Editorial TPM Nyumon, 1991. Archivo UL Pollos El Bucanero S.A.
37
limpieza de pata y evisceración de la planta de beneficio de esos tiempos perdidos corresponde a 76% correspondiente al año 2012 y lo corrido del año 2013 con un total de 268,4 horas en tiempos perdidos. Esto es crítico para la compañía, por cuanto se hace necesario definir e intervenir los 174 equipos presentes en esa parte de la planta, ya que viene generando pérdidas, horas extras y reprocesos, en la programación del personal con que cuenta, de 400 personas aproximadamente por turno. Este requerimiento es importante ya que la meta para mantenimiento por la alta dirección está en 2,5% en tiempos perdidos. También a lo anterior, se le debe adicionar el costo de los repuestos por urgencia, el cual oscila en un aumento cercano al 25 % del valor comercial, impactando el cumplimiento de los programas de producción y de los pedidos de los clientes. Con base en lo anterior, la implementación de un plan de mantenimiento preventivo y su orientación a la productividad desde la filosofía del TPM, es una estrategia que en experiencia, puede establecer lograr un aseguramiento de la disponibilidad cercana al 97% de los equipos, lo que incrementa la productividad y ejecución cercana al 100% de programa de producción, teniendo presente su capacidad instalada, en el equipo considerado crítico. Por ser una de las áreas de producción más especializada y crítica de la empresa, la estrategia planteada en el proyecto aportaría grandes conocimientos desde la programación del mantenimiento orientado a la productividad y su sistematización, al igual que a las competencias laborales como Ingeniero Mecánico, al solucionar de manera organizada la problemática planteada. Es por ello que con la implementación del plan de mantenimiento preventivo y autónomo, se proyecta que la Planta de “Pollos El Bucanero S.A.”, reducirá las paradas no programadas, reduciendo los costos de mantenimiento en la planta de beneficio, permitiendo que la empresa pueda aumentar la disponibilidad y eficiencia de la maquinaria existente, creando una nueva forma de hacer el mantenimiento, delegando al personal de producción las actividades desde la filosofía del TPM.

38
4. OBJETIVOS 4.1 OBJETIVO GENERAL
Mejorar el Programa de Mantenimiento Preventivo bajo la teoría de la orientación a la productividad, de la maquinaria de los sistemas de colgado de pollo, desplume, limpieza de pata y evisceración existente en la planta de beneficio de Pollos El Bucanero S.A. para incrementar la disponibilidad, eficiencia, y desempeño de la maquinaria del Departamento de Producción. 4.2 OBJETIVOS ESPECÍFICOS Evaluar y mejorar los indicadores de tiempos perdidos de los equipos y maquinaria actual del beneficio del procesamiento de pollo conforme a la filosofía del TPM, del 3% establecido por la jefatura de mantenimiento de Pollos El Bucanero S.A. Definir las actividades requeridas para mantenimiento preventivo y productivo con procedimientos detallados con su costo inherente de cada actividad establecida en los sistemas centrales y los 174 equipos críticos de la planta de colgado de pollo, desplume, limpieza de pata y evisceración, teniendo presente los estándares del Sistema de Gestión de la Calidad, mediante manuales e instructivos. Apoyar el diseño y ajuste del programa de mantenimiento preventivo de la planta, mediante manuales de procesos, el análisis de fallas para moderar el tiempo improductivo y paradas no programadas, acciones correctivas de los equipos de los sistemas de colgado de pollo, desplume, limpieza de pata y evisceración de la planta de beneficio. Apoyar la sistematización del plan de mantenimiento preventivo de la planta de beneficio, mediante el software de mantenimiento Adsum Kallpa para los sistemas de colgado de pollo, desplume, limpieza de pata y evisceración, mediante la identificación de los elementos en los catálogos técnicos comerciales y los planos del sistema a mantener.
39
5. MARCO REFERNCIAL 5.1 MARCO TEÓRICO La gestión de mantenimiento moderna implica disponer de una metodología que involucre sistemas de información y una acción cíclica de mejoramiento constituida por auditorías e inspecciones oculares de los puntos críticos de éxito en mantenimiento, planificación justo a tiempo y a la medida, y ejecución de un plan de trabajo definido aplicando las herramientas de gestión apropiadas12, para mejorar y focalizar el grado de medición de la gestión, a través de parámetros técnicos cuantitativos y económicos, para luego seleccionar el plan o programa de manutención más idóneo a las necesidades, expectativas y requerimientos de las empresas. Es por ello que las nuevas teorías y enfoques de gerencia de mantenimiento en la actualidad, orientan las necesidades de ejecutar un programa de mantenimiento de la maquinaria y equipos, dentro de un mejor nivel de competitividad, y así diferenciarse en el mercado, con costos de producción y manutención justos, logrando asegurar la disponibilidad de los mismos para dar cumplimiento a la misión de la empresa. La definición de mantenimiento preventivo se diseñó para el mundo con la idea de prever y anticiparse a las fallas de las máquinas y equipos, definiendo las actividades más relevantes para cada sistema de los equipos o máquinas, desde su lubricación, revisiones de los sistemas eléctricos y partes mecánicas. Es por ello que bajo la concepción del mantenimiento preventivo y la serie de tareas planeadas previamente que se llevan a cabo para contrarrestar las causas conocidas de fallas potenciales de las funciones para que fue creado un activo, es preciso definir las actividades se pueden plantear o programar con base en el tiempo, el uso o la condición del equipo. Este tipo de mantenimiento permite realizar un diagnóstico de las partes que componen una maquina por medio de actividades de inspección en donde el personal técnico decide cuándo se debe efectuar el cambio de un componente del equipo. Bajo esa premisa se diseña el programa con frecuencias calendario o uso del equipo, para realizar cambios de sus elementos mecánicos, eléctricos entre otros, 12 DUFFAA. Óp., cit.,

40
cambio de partes, reparaciones, ajustes, cambios de aceite y lubricantes, etc., a maquinaria, equipos e instalaciones y que se considera importante realizar para evitar fallas imprevistas, dando paso a la autonomía requerida para que el personal de producción, participe y se involucre13. Con el avance de la administración moderna y el pensamiento estratégico, se definió la importancia de trazar una estructura para el diseño de gestión, incluyendo en ello las componentes de Conservación, Confiabilidad, Mantenibilidad, y un programa que contribuya a mejorar estos índices, e incrementar capacidad de gestión de cada uno de los departamentos de producción y mantenimiento, al igual que del desempeño de los empleados de los mismos, sin importar su localización en la empresa, ubicando las responsabilidades para asegurar el cumplimiento de los estándares de la calidad imperantes en los diferentes sectores productivos14. Es por ello que implementando las nuevas teorías de manutención existentes en el mundo, se generan los cambios requeridos y propuestos desde la productividad para administrar el mantenimiento y la producción de manera conjunta, para satisfacer la necesidad de pensar en realizar la planeación desde la nueva filosofía de la productividad y el concepto de autonomía, esperando con ello evitar los paros y obtener con ello una alta efectividad de la planta15. El mantenimiento enfocado a la autonomía desde la filosofía del TPM se define como un método, que engloba la participación total de todos los niveles y funciones en una organización con el objetivo de aumentar el OEE o la eficiencia global del equipamiento usado en la planta productiva. TPM podría ser considerado el resultado de la fusión Mantenimiento Productivo y la Gestión Total de la Calidad ya que los elementos principales del TPM son los empleados, los procesos y el equipamiento o máquinas. TPM saca provecho de las metodologías proactivas e innovadoras de mantenimiento y apela al conocimiento y la cooperación de los operarios, proveedores de equipos, ingeniería, y personal de apoyo para optimizar el rendimiento de la máquina. Los resultados de esta optimización del rendimiento incluyen la eliminación de averías, reducción de paradas planificadas y no planificadas, mejora de la utilización, mejor rendimiento, y mejor calidad del producto16. 13 KNEZEVIC, J. Mantenibilidad. España: Editorial Isdefe, 1996. 14 NACHIAS, J. Fiabilidad. España: Editorial Isdefe, 1995. 15 KAZANAS, H. Proceso Básicos de Manufactura. México: Editorial McGraw-Hill, 1983. 16 CUATRECASAS. Óp., cit.,
41
5.1.1 Generalidades de la gestión de mantenimiento en la empresa. La planta de Pollos El Bucanero S.A. ha venido realizando una serie de cambios importantes en la forma de programar, ejecutar el mantenimiento preventivo en sus máquinas y equipos. Desde la concepción de la teoría de la gerencia productiva de mantenimiento, realizó un proyecto inicial en el área de levante y engorde en el año 2009, liderado por los Estudiantes Edwin Pantoja, Roberto Olarte de la Universidad Autónoma de Occidente, Programa de Ingeniería Mecánica y el ingeniero Alfonso Cruz, Jefe de Mantenimiento. Dada la concepción y resultados de este proyecto pasantía, decidió entonces la gerencia, formular y extender bajo los conceptos de la productividad, modernizar y sistematizar las actividades de mantenimiento preventivo, mediante una herramienta informática moderna y contemporánea que ha sido de gran aceptación en las empresas del sector, para lograr mejores resultados en la disponibilidad y servicio de cada una de los equipos y maquinaria de la planta de procesamiento del pollo, con una estrategia de mejores costos y de carácter organizacional, para lograr una mayor competitividad en el mercado nacional, adquiriendo el paquete informático de planeación de mantenimiento. Partiendo de esta nueva orientación mundial para la manutención de equipos, se puedo evidenciar que las grandes compañías a nivel nacional e internacional han decidido implementar dentro de sus procesos y subprocesos de apoyo a la mejora de los índices de producción, programas de mantenimiento preventivo orientados a la productividad, con carácter y énfasis en la autonomía. Es por ello que analizando la nueva filosofía del TPM (Mantenimiento Productivo Total), del MP (Mantenimiento Predictivo), y del PMP (Plan de Mantenimiento Preventivo), se hizo preciso actualizar el conjunto de actividades que ejecutarán los operarios de la planta objeto y de mantenimiento de la planta, por medio de un software especializado que les permitiera realizar los cronogramas de actividades de manutención programadas, las ordenes de trabajo, y su almacenamiento para generar la información requerida para toma de decisiones gerenciales. Pero, analizados a la fecha en la planta de Pollos El Bucanero S.A. los tiempos perdidos en la planta, estos han sido críticos, ya que transcurrido de los años se han obtenido los siguientes resultados así: En el 2011el tiempo perdido fue de 227,3 Horas, en el 2012 de 237,1 Horas y lo transcurrido del 2013 es de 114,3 Horas. Estos tiempos corresponden a un 4,3% en paradas mecánicas en la planta. Ya que la meta propuesta por la alta dirección es de 3.0% Este ítem bastante considerable para la productividad de la planta y la organización de Pollos El Bucanero S.A.

42
La Jefatura de Mantenimiento en razón a estos indicadores y resultados ha decidido iniciar un cambio cultural orientado hacia el mejoramiento continuo en la forma de hacer el mantenimiento y considera que es preciso incursionar en los nuevos enfoques del mantenimiento orientado a la productividad, y desde el mantenimiento autónomo lograr mejorar los indicadores de la producción de pollo y disponibilidad de los equipos y sistemas. 5.1.2 Diagnóstico situacional de la planta y del plan de mantenimiento preventivo y productivo maquinaria línea externa y evisceración planta beneficio Pollos El Bucanero S.A. La empresa ha venido dirigiendo recientemente un proyecto para crear una estructura de mantenimiento de la planta con una base de datos de estándares de la mano de obra de ingeniería para actividades de mantenimiento de sus equipos y máquinas. Lo anterior motivados por la falta de estándares uniformes y precisos en el programa de mantenimiento vigente. La pasantía investigo con detenimiento todas las opciones disponibles antes de avanzar con el proyecto, recurriendo a enfoques sistémicos predeterminados de periodos de movimiento, datos estándar, medición del trabajo por computador y mantenimientos estándares. La idea era ilustrar un enfoque que garantice que las áreas de producción y mantenimiento empleen el mismo enfoque técnico y la misma base de datos de tiempo estándar a fin de que redunden en estándares uniformes y precisos en toda la planta maquinaria y equipos. En el presente año y a manera de antecedentes la empresa considero la necesidad potencial de incorporar estándares de tiempo para las tareas de mantenimiento de la planta, equipos y máquinas siendo un total de 190, bajo la prioridad del equipo crítico, cercano a los 174. La Jefatura de Mantenimiento generaba estándares de tiempo cuando creaban planes de trabajo para mantenimiento, los cuales eran divididos en series de tareas estimando un tiempo para cada una de ellas. Luego las tareas se imprimían en tarjetas de trabajo que el planificador utiliza para proyectar y programar el trabajo junto con otros trabajos que debían completarse como parte de un control de servicios determinado. El problema de este enfoque era que la clasificación de tareas para cada trabajo y los tiempos asignados a cada una se basaban en el conocimiento y experiencia del ingeniero jefe, el cual creaba una programación y actividades ocasionando inconsistencias en la estructura de la clasificación y los tiempos asociados al programa de mantenimiento existente. Las variaciones en los métodos venían generando una desviación en los tiempos con la base de datos positivos o negativos para las tareas de mantenimiento
43
haciendo difícil el control del cumplimiento de las actividades programadas, los costos de la programación y el mantenimiento del tiempo improductivo. Es por ello que la gerencia de la empresa decide mejorar sus sistemas de mantenimiento, a fin de mantener el liderazgo dentro del sector y avanzar con rapidez en una organización de clase mundial a través de un enfoque integral que permitiera unir las filosofías de mantenimiento preventivo y mantenimiento productivo total, dando origen al programa de mantenimiento preventivo orientado a la productividad. Al revisar y evaluar las diferentes alternativas la incoherencia de la estrategia y sistema de mantenimiento de la planta consistió en una revisión del mercado total y las ventas de la empresa elaborando así una lista sucinta de posibles sistemas, bases de datos existentes y requeridos, generando un análisis detallado de la cantidad de tareas típicas de mantenimiento de maquinaria y equipo para la planta, a fin de aplicar un sistema moderno para elaborar estándares de tiempo contra las tareas, y una versión preliminar de las especificaciones técnicas funcionales de las mismas, originando una decisión sistemática sobre la base de información precedente y los resultados esperados incluyendo criterios decisivos como consistencia, velocidad y facilidad de uso precisión de los datos generados, costos y escala de tiempo que proporcione el valor optimo seleccionando el sistema de información, el cual se adaptaba mejor a las necesidades y metas de la empresa. Ello originó el objetivo de la pasantía y la responsabilidad de capacitar a fondo en el uso de la nueva herramienta y técnicas de medición del trabajo para mantenimiento, desarrollando el sistema, obtener los datos e implementar un programa de capacitación para que el personal de producción y de mantenimiento aprendiera a usar el nuevo sistema. (Ver las Figuras del 1 al 6).

44
Figura 1. Gráfico Unidades procesadas mensuales planta beneficio Pollos El
Bucanero S.A.
Fuente: POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/. Figura 2. Gráfico Unidades promedio diarias planta beneficio Pollos El Bucanero S.A.
Fuente: POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/.

45
Figura 3. Gráfico Hr Proceso mensual planta beneficio Pollos El Bucanero S.A.
Fuente: POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/. Figura 4. Gráfico Tiempos perdidos mecánicos Pollos El Bucanero S.A.
Fuente: POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/.

46
Figura 5. Gráfico Tiempos perdidos operacionales Pollos El Bucanero S.A. +
Fuente: POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/. 5.1.3 Análisis de la eficiencia (OEE) de la maquinaria línea externa y evisceración. Con base en los parámetros del libro LEAN MANUFACTURING BUBOK17 y las necesidades de la Jefatura de Mantenimiento en la Planta de Proceso, se aplicó una de las herramientas más utilizadas alrededor de mundo como es la de análisis de la eficiencia OEE, la cual es una razón porcentual que sirve para medir la eficiencia productiva de la maquinaria industrial. Esta herramienta también es conocida como TTR (Tasa de Retorno Total) cuando se utiliza en centros de producción de proyectos. La ventaja del métrico OEE frente a otras razones es que mide, en un único indicador, todos los parámetros fundamentales en la producción industrial: la disponibilidad, la eficiencia y la calidad. Tener un OEE de, por ejemplo, el 40%, significa que de cada 100 piezas buenas que la máquina podría haber producido, sólo ha producido 40. Se dice que engloba todos los parámetros fundamentales, porque del análisis de las tres razones que forman el OEE, es posible saber si lo que falta hasta el 100% se ha perdido por disponibilidad (la maquinaria estuvo cierto tiempo parada), 17 MADRIAGA, Francisco. Lean Manufacturing Bubok, 2013.

47
eficiencia (la maquinaria estuvo funcionando a menos de su capacidad total) o calidad (se han producido unidades defectuosas). Sus inicios son inciertos aunque parece ser que fue creado por Toyota. Hoy en día se ha convertido en un estándar internacional reconocido por las principales industrias alrededor del mundo. En algunas partes del mundo es llamado también como TVC (Tiempo, Velocidad y Calidad.) Los resultados de esta medición son los siguientes. (Ver Cuadro 2 y Figura 6). Cuadro 2. Análisis de la OEE OEE Calificación Observaciones
OEE < 65% Inaceptable Muy baja competitividad
Se producen importantes pérdidas económicas
65% < OEE < 75% Regular Baja competitividad
Aceptable sólo si se está en proceso de mejora. Pérdidas económicas.
75% < OEE < 85% Aceptable Competencia ligeramente baja
Continuar la mejora para superar el 85 % y avanzar hacia la World Class. Ligeras pérdidas económicas.
85% < OEE < 95% Buena Buena competitividad
Entra en Valores World Class.
OEE > 95% Excelencia Excelente competitividad
Valores World Class.
Fuente: POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/.
El OEE en términos de la manufactura es el indicador principal de TPM y mide la eficiencia global de los equipos, En este caso el recurso disponible (dato fijo) es el tiempo planificado de un terminado proceso productivo del cual TPM requiere conocer y maximizar sus resultados: el OEE es calculado por medio de la siguiente ecuación:
Para maximizar los resultados el tiempo efectivo persigue minimiza las perdidas lo que es igual en la ecuación.
48
En el TPM desglosa las pérdidas de tiempo de la máquina o equipo en: Perdidas de disponibilidad: que es el tiempo perdido por la maquina en averías, esperas y cambios de referencia
Perdidas de rendimiento: es el tiempo perdido por la maquina en micro paradas y ciclos lentos
Y a continuación:
Perdidas de Calidad: es el tiempo perdido por maquina en fabricar piezas defectuosas desde el arranque (una vez realizado el cambio de referencia) hasta la estabilización de la producción más el tiempo perdido por fabricar piezas defectuosas durante la producción normal.
De forma alternativa el tiempo efectivo es igual al tiempo empleado en fabricar las piezas buenas a velocidad estándar.
49
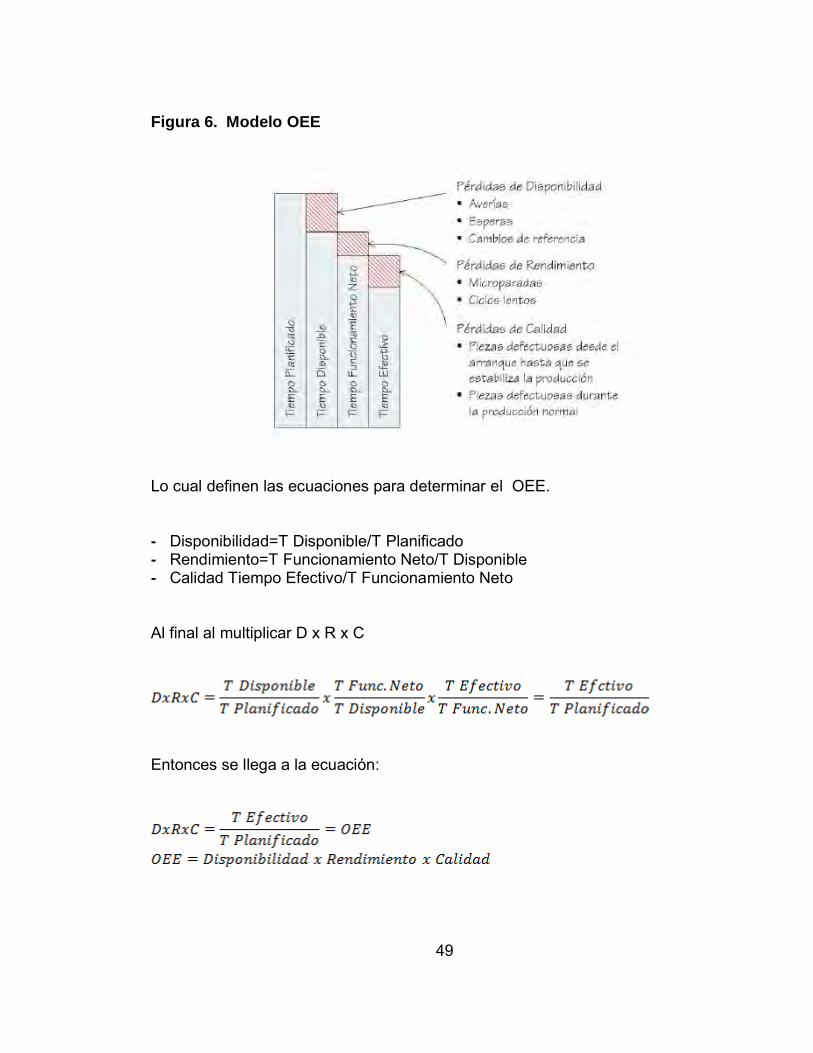
Figura 6. Modelo OEE
Lo cual definen las ecuaciones para determinar el OEE. - Disponibilidad=T Disponible/T Planificado - Rendimiento=T Funcionamiento Neto/T Disponible - Calidad Tiempo Efectivo/T Funcionamiento Neto Al final al multiplicar D x R x C
Entonces se llega a la ecuación:

50
Para este caso para determinar el OEE se utiliza el recurso de estas ecuaciones involucrando Disponibilidad que corresponde a los tiempos perdidos o para su mejor interpretación la disponibilidad por mantenimiento, operación y cambios de referencia que requiere el proceso de beneficio de pollo para la línea externa y la evisceración. Con el cual se toman los datos de rendimiento mes a mes de la línea productiva y acompañándose en los datos de calidad para así determinar el OEE en nuestra maquinaria dando resultados y tomando un panorama del estado de nuestro proceso dado en la siguiente gráfica. 5.1.3.1 Datos para su análisis para a generacion grafica Disponibilidad Cuadro 3. Datos calculo disponibilidad mantenimiento
Año Mes Horas de proceso
Paradas Program
adas
Paradas y/o
Averías TC TO
Disponibilidad
2013 Junio 400,8 10,5 60,7 390,3 340,1 87,1%
2013 Julio 440,0 32,5 48,6 407,5 391,5 96,1%
Fuente: POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/.
Eficiencia Cuadro 4. Datos eficiencia línea producción UL archivo producción
Año Mes Unidades
Producidas Unidades Teóricas
% Eficiencia
2013 Junio 2.744.782 3.014.805 91,0%
2013 Julio 3.076.663 3.611.540 85,2% Fuente: POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/.

51
Calidad Cuadro 5. Datos calidad
Año Mes
% Pollo Plum
a
% Mal Eviscerad
o
% Producto
no conforme
Cant Pollos Procesado
s
Pollos No conforme
s
Can Pollos Conforme
s
Calidad
2013 Junio 3,3% 2,0% 5,3% 2.744.782 145.473 2.599.309 94,7%
2013 Julio 3,2% 1,8% 5,0% 3.076.663 153.833 2.922.830 95,0% Fuente: POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/.
Calculo OEE Según los datos anteriores el resultado de OEE es: Cuadro 6. Datos para la grafica OEE pollos el bucanero S.A. de la linea externa y evisceracion
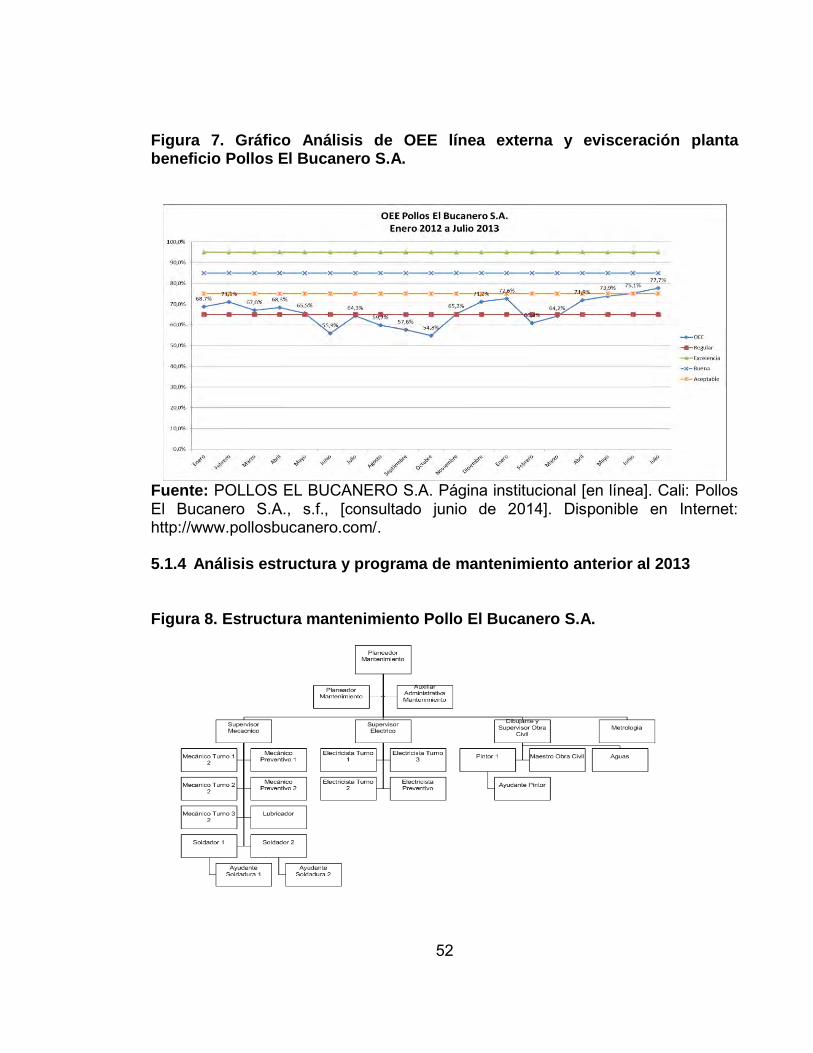
Año Mes Disponibilidad Rendimiento Calidad OEE Calificación Calificación 2
2013 Junio 87,1% 91,0% 94,7% 75,1% Aceptable Competencia ligeramente baja
2013 Julio 96,1% 85,2% 95,0% 77,7% Aceptable Competencia ligeramente baja Fuente: POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/.
52
Figura 7. Gráfico Análisis de OEE línea externa y evisceración planta beneficio Pollos El Bucanero S.A.
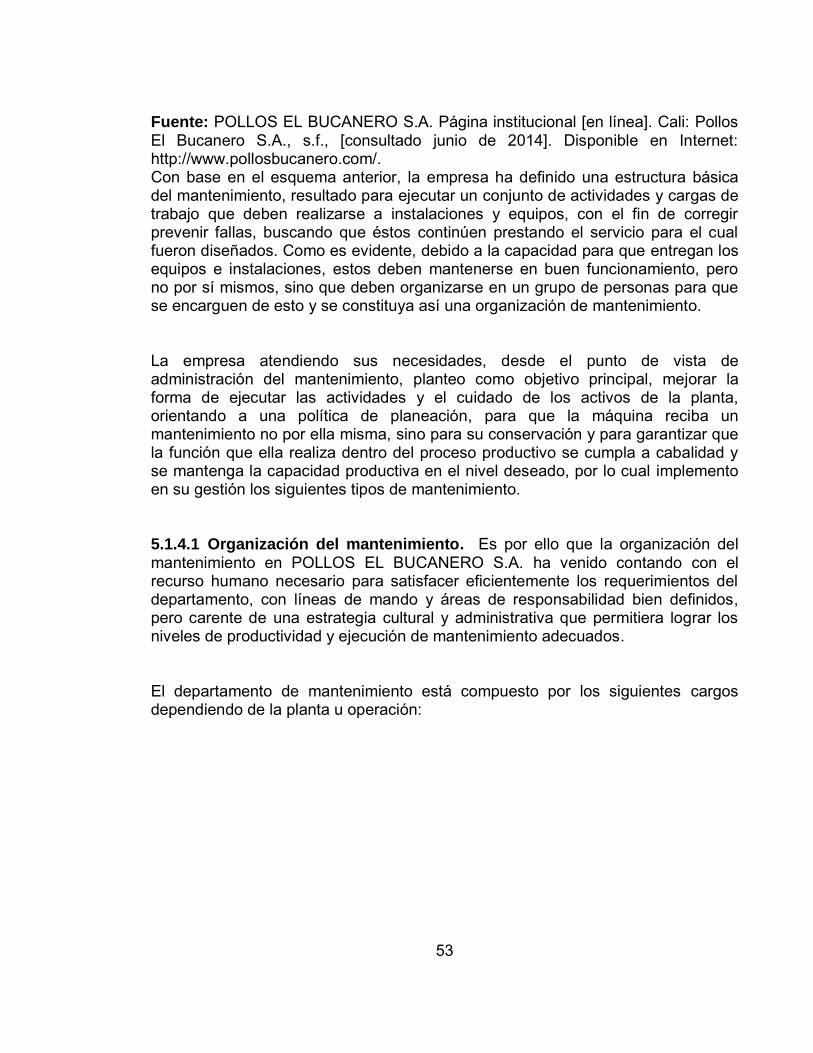
Fuente: POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/. 5.1.4 Análisis estructura y programa de mantenimiento anterior al 2013 Figura 8. Estructura mantenimiento Pollo El Bucanero S.A.
53
Fuente: POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/. Con base en el esquema anterior, la empresa ha definido una estructura básica del mantenimiento, resultado para ejecutar un conjunto de actividades y cargas de trabajo que deben realizarse a instalaciones y equipos, con el fin de corregir prevenir fallas, buscando que éstos continúen prestando el servicio para el cual fueron diseñados. Como es evidente, debido a la capacidad para que entregan los equipos e instalaciones, estos deben mantenerse en buen funcionamiento, pero no por sí mismos, sino que deben organizarse en un grupo de personas para que se encarguen de esto y se constituya así una organización de mantenimiento. La empresa atendiendo sus necesidades, desde el punto de vista de administración del mantenimiento, planteo como objetivo principal, mejorar la forma de ejecutar las actividades y el cuidado de los activos de la planta, orientando a una política de planeación, para que la máquina reciba un mantenimiento no por ella misma, sino para su conservación y para garantizar que la función que ella realiza dentro del proceso productivo se cumpla a cabalidad y se mantenga la capacidad productiva en el nivel deseado, por lo cual implemento en su gestión los siguientes tipos de mantenimiento. 5.1.4.1 Organización del mantenimiento. Es por ello que la organización del mantenimiento en POLLOS EL BUCANERO S.A. ha venido contando con el recurso humano necesario para satisfacer eficientemente los requerimientos del departamento, con líneas de mando y áreas de responsabilidad bien definidos, pero carente de una estrategia cultural y administrativa que permitiera lograr los niveles de productividad y ejecución de mantenimiento adecuados. El departamento de mantenimiento está compuesto por los siguientes cargos dependiendo de la planta u operación:

54
Cuadro 7. Organización de mantenimiento actual
CARGO
INC
UB
AC
IÓN
BE
NE
FIC
IO
RE
FR
IGE
RA
CIÓ
N
Y
DE
SP
AC
HO
S
AU
TO
MO
TR
IZ
AL
IME
NT
O
BA
LA
NC
EA
DO
HA
RIN
AS
GR
AN
JA
S
Jefe De Mantenimiento X X X X X X X Planeador De Mantenimiento X X X X Supervisor Eléctrico X Dibujante X Técnico Mecánico X X X X X X X Técnico Electricista X X X X Técnico Electrónico X Técnico Refrigeración X Oficial Obra Civil X Nota: el personal contratista al ingresar a la planta cumplirá con las mismas condiciones de trabajo y normas de la planta u operación respectiva. Los lineamientos a lo largo y ancho de la compañía son únicos y se basan en el siguiente esquema o metodología: 5.1.4.2 Relación Maestra de Equipos. Cada planta u operación cuenta con un listado maestro de equipos, bien sea en forma impresa o en forma magnética, donde se listan los equipos críticos, con sus respectivas informaciones técnicas y repuestos necesarios. Dichos listados o almacenamientos magnéticos se pueden encontrar en los computadores establecidos para planeador o jefatura de mantenimiento de cada planta de Pollos El Bucanero S.A. 5.1.4.3 Plan de Mantenimiento Preventivo. El mantenimiento de los Equipos de la empresa se basa en la inspección periódica de la maquinaria, equipo e instalaciones de la planta con el fin de prevenir condiciones que conduzcan a paros imprevistos de producción, pero de manera básica.

55
Las actividades se programan siguiendo el Cronograma Anual de Mantenimiento de los equipos críticos, almacenada en un archivo plano de Excel de mantenimiento. 5.1.4.4 Actividades de Mantenimiento. Las actividades de mantenimiento comprenden el mantenimiento Predictivo, Preventivo, Correctivo y de Instalaciones Locativas y se siguen de acuerdo con el cronograma Anual de Mantenimiento. Mantenimiento Predictivo. Este tipo de mantenimiento tiene poca aplicabilidad, y aunque se realiza con la máquina funcionando, solo incluye el análisis de vibraciones en equipos que tienen motores como los extractores, la caldera, compresores, etc. Termografías en tableros eléctricos, subestaciones, motores con potencias mayores a los 10 Hp, análisis de aceite transformador, cromatografía transformador. Este mantenimiento predictivo se realiza por medio de firmas de ingeniería. Dichas actividades están programadas en el cronograma de mantenimiento respectivo de la planta, y se ejecuta según la frecuencia y tiempo programado de su operación. Mantenimiento Preventivo y Programado. Este tipo de mantenimiento incluye las actividades de mantenimiento eléctrico, mecánico y electrónico que se programan de acuerdo al historial, catálogo o a las horas de trabajo de cada uno de los equipos. Mantenimiento eléctrico y electrónico. Inspección visual de conductores, bornes, motores y accesorios. . Revisión de puntos calientes, si los hay, ajuste de contactos o cambio de conductores. . Revisión y limpieza a contactores y tableros eléctricos. . Verificación de consumos de corriente y voltajes de los diferentes dispositivos instalados. . Limpieza de tarjetas y dispositivos electrónicos del equipo.
56
Mantenimiento Mecánico. Revisión y análisis de posibles fallas por vibración ajuste y alineación en motores y equipos en general. . Lubricación de las partes según Cronograma Anual de Mantenimiento de cada planta u operación, y de acuerdo a las diferentes rutas de lubricación existentes.
Mantenimiento Correctivo. Es el que se realiza en el momento en que la máquina presenta una falla de cualquier índole, estas actividades son generadas con una orden de trabajo.
Mantenimiento Locativo. Consiste en las adecuaciones y reparaciones que se realizan a la planta física para que pueda utilizarse adecuadamente en la fabricación y el manejo de los productos de la empresa, cumpliendo con los estándares del BPM. 5.1.5 Codificación de los equipos. La codificación de los equipos se realizó siguiendo los siguientes parámetros de nemotecnia: (Cuadros 8 y 9). B COM 00001 Numero consecutivo Ver Cuadro 8 Siglas correspondientes a equipo Ver Cuadro 9 Letra correspondiente a la planta
Cuadro 8. Codificación de áreas de la planta
PLANTA CÓDIGO
PLANTA DE BENEFICIO B PLANTA ADMINISTRATIVA CALI C PLANTA DE ALIMENTO BALANCEADO CAVASA A GRANJAS DE LEVANTE P GRANJAS REPRODUCTORAS R PLANTA DE HARINAS H INCUBACIÓN G LABORATORIO L
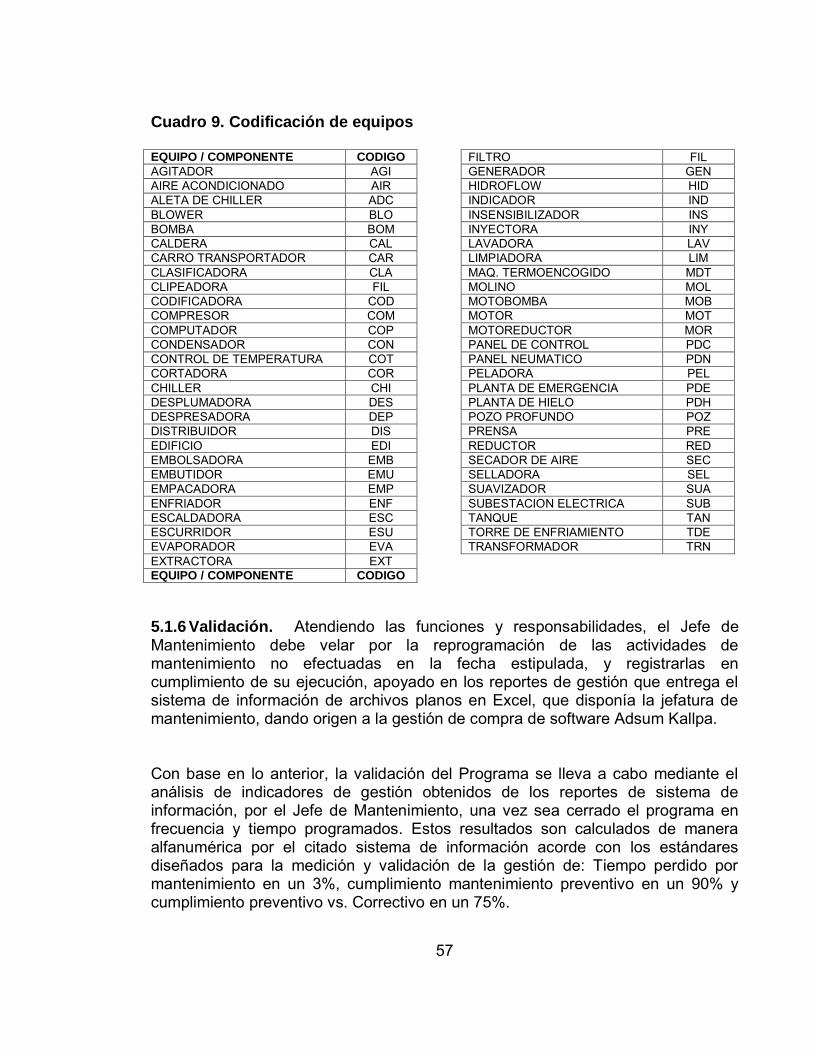
57
Cuadro 9. Codificación de equipos EQUIPO / COMPONENTE CODIGO
AGITADOR AGI AIRE ACONDICIONADO AIR ALETA DE CHILLER ADC BLOWER BLO BOMBA BOM CALDERA CAL CARRO TRANSPORTADOR CAR CLASIFICADORA CLA CLIPEADORA FIL CODIFICADORA COD COMPRESOR COM COMPUTADOR COP CONDENSADOR CON CONTROL DE TEMPERATURA COT CORTADORA COR CHILLER CHI DESPLUMADORA DES DESPRESADORA DEP DISTRIBUIDOR DIS EDIFICIO EDI EMBOLSADORA EMB EMBUTIDOR EMU EMPACADORA EMP ENFRIADOR ENF ESCALDADORA ESC ESCURRIDOR ESU EVAPORADOR EVA EXTRACTORA EXT EQUIPO / COMPONENTE CODIGO
FILTRO FIL GENERADOR GEN HIDROFLOW HID INDICADOR IND INSENSIBILIZADOR INS INYECTORA INY LAVADORA LAV LIMPIADORA LIM MAQ. TERMOENCOGIDO MDT MOLINO MOL MOTOBOMBA MOB MOTOR MOT MOTOREDUCTOR MOR PANEL DE CONTROL PDC PANEL NEUMATICO PDN PELADORA PEL PLANTA DE EMERGENCIA PDE PLANTA DE HIELO PDH POZO PROFUNDO POZ PRENSA PRE REDUCTOR RED SECADOR DE AIRE SEC SELLADORA SEL SUAVIZADOR SUA SUBESTACION ELECTRICA SUB TANQUE TAN TORRE DE ENFRIAMIENTO TDE TRANSFORMADOR TRN
5.1.6 Validación. Atendiendo las funciones y responsabilidades, el Jefe de Mantenimiento debe velar por la reprogramación de las actividades de mantenimiento no efectuadas en la fecha estipulada, y registrarlas en cumplimiento de su ejecución, apoyado en los reportes de gestión que entrega el sistema de información de archivos planos en Excel, que disponía la jefatura de mantenimiento, dando origen a la gestión de compra de software Adsum Kallpa. Con base en lo anterior, la validación del Programa se lleva a cabo mediante el análisis de indicadores de gestión obtenidos de los reportes de sistema de información, por el Jefe de Mantenimiento, una vez sea cerrado el programa en frecuencia y tiempo programados. Estos resultados son calculados de manera alfanumérica por el citado sistema de información acorde con los estándares diseñados para la medición y validación de la gestión de: Tiempo perdido por mantenimiento en un 3%, cumplimiento mantenimiento preventivo en un 90% y cumplimiento preventivo vs. Correctivo en un 75%.

58
5.1.6.1 Presencia del mantenimiento correctivo en la planta de procesos. Como su nombre lo indica, la empresa ha venido aplicando un mantenimiento encaminado a corregir las fallas que se presente en determinados momentos y equipos por su criticidad e imprevistos de sus fallas. Dado que es el equipo quien determina las paradas, el personal de mantenimiento convierte su función primordial es poner en marcha el equipo lo más rápido posible, reprogramando las actividades de mantenimiento previstas. Este mantenimiento es generalmente el empleado por la empresa, ya que las actividades se realizan en etapas cuando se presenta un problema de parada no programada en los equipos y máquinas de la planta de manera correctiva. Este tipo de mantenimiento ha presentado una serie de inconvenientes en diversas áreas de la planta de procesamiento, a saber: En el Personal. En un comienzo, cuando el equipo de trabajo era nuevo, tan solo era necesario un reducido grupo de técnicos para atender las fallas que se presentaban, pero con el transcurrir del tiempo, el desgaste del equipo fue mayor y trajo como consecuencia un incremento en el número de fallas, que ya no podían ser atendidas por el mismo grupo de personas, provocando tiempos de reparación más largos y de menor calidad por el recurso establecido. Aumentando considerablemente los costos de producción. En la Maquinaria. Las pequeñas deficiencias que no se manifestaron, con el tiempo hizo de igual forma fallar otras partes de los equipos, convirtiéndose así un arreglo pequeño en una reparación mayor que incremento los costos y aumento el tiempo de parada de los equipos Esta decisión del procedo de mantenimiento y producción corresponde a un mal manejo de en la administración del mantenimiento y sus responsabilidades según la planta y sus divisiones en el esquema administrativo, llegando a unos resultados no esperados y a un alto costo 5.1.7 Necesidades de sistematización de la información del programa de mantenimiento de la planta de procesos. Con base en el numeral anterior, se requiere concebir la reestructuración como un proceso de mejoramiento continuo de la organización y la gestión administrativa, la cual se efectúa con el objeto de garantizar en forma general la disponibilidad de equipos y máquinas, en forma
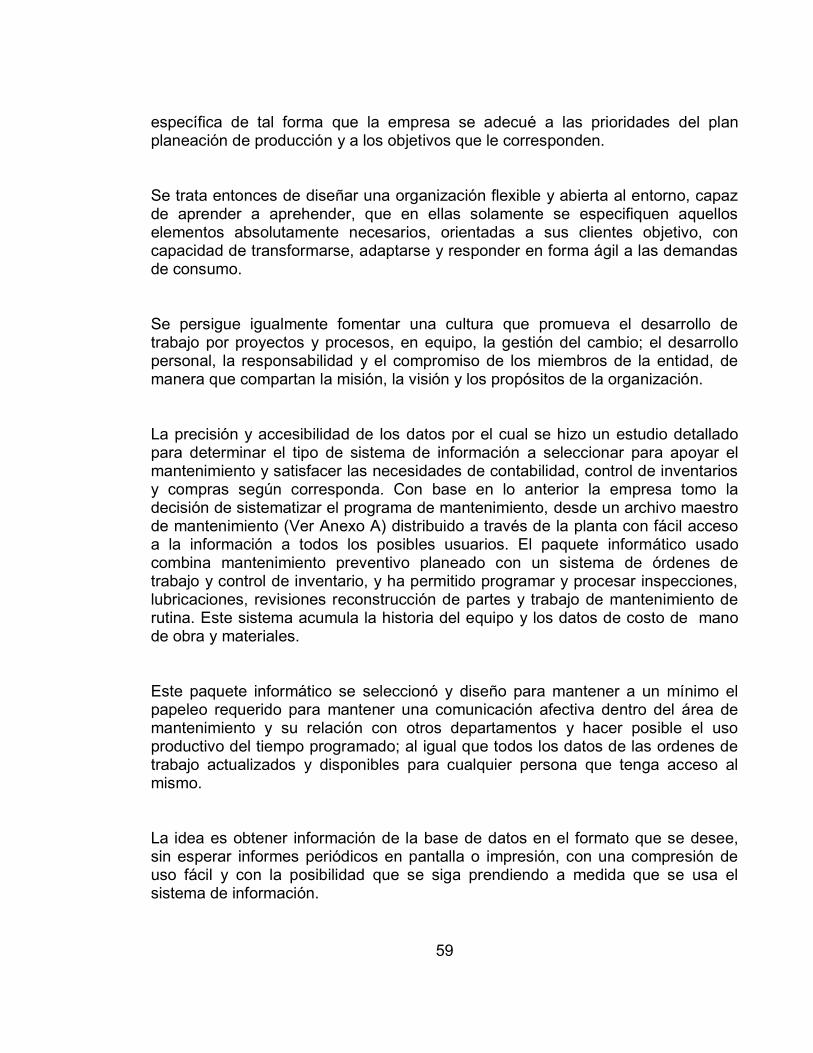
59
específica de tal forma que la empresa se adecué a las prioridades del plan planeación de producción y a los objetivos que le corresponden. Se trata entonces de diseñar una organización flexible y abierta al entorno, capaz de aprender a aprehender, que en ellas solamente se especifiquen aquellos elementos absolutamente necesarios, orientadas a sus clientes objetivo, con capacidad de transformarse, adaptarse y responder en forma ágil a las demandas de consumo. Se persigue igualmente fomentar una cultura que promueva el desarrollo de trabajo por proyectos y procesos, en equipo, la gestión del cambio; el desarrollo personal, la responsabilidad y el compromiso de los miembros de la entidad, de manera que compartan la misión, la visión y los propósitos de la organización. La precisión y accesibilidad de los datos por el cual se hizo un estudio detallado para determinar el tipo de sistema de información a seleccionar para apoyar el mantenimiento y satisfacer las necesidades de contabilidad, control de inventarios y compras según corresponda. Con base en lo anterior la empresa tomo la decisión de sistematizar el programa de mantenimiento, desde un archivo maestro de mantenimiento (Ver Anexo A) distribuido a través de la planta con fácil acceso a la información a todos los posibles usuarios. El paquete informático usado combina mantenimiento preventivo planeado con un sistema de órdenes de trabajo y control de inventario, y ha permitido programar y procesar inspecciones, lubricaciones, revisiones reconstrucción de partes y trabajo de mantenimiento de rutina. Este sistema acumula la historia del equipo y los datos de costo de mano de obra y materiales. Este paquete informático se seleccionó y diseño para mantener a un mínimo el papeleo requerido para mantener una comunicación afectiva dentro del área de mantenimiento y su relación con otros departamentos y hacer posible el uso productivo del tiempo programado; al igual que todos los datos de las ordenes de trabajo actualizados y disponibles para cualquier persona que tenga acceso al mismo. La idea es obtener información de la base de datos en el formato que se desee, sin esperar informes periódicos en pantalla o impresión, con una compresión de uso fácil y con la posibilidad que se siga prendiendo a medida que se usa el sistema de información.
60
Con la orientación empresarial hacia el TPM, el sistema de mantenimiento programado hacia la productividad ha permitido hacer posible una buena administración de mantenimiento, pues a partir de su planeación e implementación se poseen las herramientas y los datos para administrar el mismo, generando tiempo para analizar las actividades y el nivel de responsabilidad y mejoramiento de la forma de hacer las cosas, mostrando de igual el valor de los esfuerzos y su contribución a la efectividad de sus operaciones ejecutadas por el personal. También permitió regularmente programar reuniones a nivel de supervisión, creencias, técnicos y mecánicos para discutir los trabajos desde las órdenes de trabajo y que se ejecutaran según la programación; y de igual forma coordinar cuando fuera necesaria la parada de equipos para mantenimiento preventivo. Es importante también incluir la posibilidad de guardar la historia del equipo de acuerdo a las órdenes de trabajo e información útil de materiales y repuestos utilizados en la reparación, sus costos y el tipo de mantenimiento aplicado llevándolo si es requerido al cambio de la frecuencia de mantenimiento preventivo una actividad o procedimiento. (Ver Anexos D, E, F, G, y H). 5.1.8 Apartes del sistema de gestión de la calidad de la empresa para la gestión de mantenimiento preventivo. Con el fin de complementar la cultura de gestión por procesos definida por la empresa en el sistema de gestión de la calidad ISO 9000, se planteó la necesidad de crear un conjunto de manuales de política y procedimiento para el departamento de mantenimiento a fin de proporcionar una guía importante para que esté disponible con la documentación asistida por el sistema de información, alineada a la declaración de afirmación del área de mantenimiento e integrada a la misión de la empresa. Al respecto la empresa, por protección de la información solo permitió para la pasantía, utilizar algunos ejemplos de la maquinaria más crítica, reservando sus derechos de la misma, como política institucional. Desde la misión se impulsó la creación de estos manuales convertidos en procedimientos con índices y objetivos de control cuantificables mediante procedimientos y objetivos progresivos para estandarizar el mejoramiento continuo y su rendimiento frente a los objetivos y de estrategias para implementar el programa de mantenimiento en la planta. A continuación se ilustran algunos de los manuales de practica estándar los cuales describen las acciones importantes para que el personal de mantenimiento, para que se utilicen a diario conforme a la programación establecida o durante su proceso de inducción en estrecha comunicación con los supervisores y Jefe de Mantenimiento, a fin de incrementar la productividad del área, y verificar los resultados de la misma, al generar los informes de gestión los cuales miden el progreso hacia los objetivos frente al tiempo estándar, cantidad de trabajo ejecutado, retrasos y tiempo improductivo por
61
causa. Es preciso comentar que por razones ya expuestas la empresa limito la publicación de todos los manuales en razón a la protección de la información y secreto de la misma. 5.1.9 Apartes de la estructura de procesos y procedimientos de la gestión de calidad para el área de mantenimiento. La definición del Modelo de Operación por Procesos fue adoptada por la empresa en el año 2010, y define el estándar organizacional que soporta la operación de la Administración Central y plantas, armonizando con enfoque sistémico, la Misión y Visión Institucional, orientándola hacia una Organización por Procesos bajo la norma ISO 9000, los cuales en su interacción, interdependencia y relación causa-efecto garantizan una ejecución eficiente, y el cumplimiento de los objetivos de la calidad. La conformación en la Administración Central de la empresa, define el Modelo de Operación por Procesos y lo integran los Macro procesos Estratégicos, Misionales y de Apoyo cuya definición y conformación de los mismos es la siguiente: Macro procesos Estratégicos. Son aquellos que orientan, fortalecen, conducen, evalúan, hacen seguimiento y establecen directrices para la Mejora de la gestión en la Administración Central. Macro procesos misionales. Son aquellos que contribuyen directamente al cumplimiento del objeto social y la razón de ser de la entidad; su objetivo fundamental es entregar los productos y/o servicios que el entorno y los clientes, requiere para satisfacer sus necesidades. Estos procesos también se conocen como críticos o claves de la Entidad. Macro procesos de apoyo. Son aquellos que dan soporte para el buen funcionamiento y operación de los procesos estratégicos y misionales de la Entidad. La Integración de los nuevos Procesos y Subprocesos Estratégicos del Área de Mantenimiento, quedo pendiente, como una estrategia de modernización y competitividad. Una vez se implementen, definirán los recursos que se asignarán en función de la demanda y no en función de la oferta, determinando nuevas competencias y funciones a las áreas de la empresa, al personal administrativo, técnico y operarios de la planta.

62
Este Proyecto Pasantía exigió a la empresa, modernizar su capacidad técnica para ser eficiente y eficaz como área líder en la gestión administrativa y productiva, para asumir las competencias asignadas por la misma desde su cadena de valor, por lo que la construcción e implementación de los manuales para el área de mantenimiento están en proceso, y reflejó un alto sentido de responsabilidad social frente a las pretensiones de la empresa hacia su mercado objetivo. En la medida en que el área de mantenimiento cumpla a cabalidad con sus compromisos y responsabilidades consagradas en la normatividad y requisitos de la certificación del sistema de gestión de la calidad, mejorará sus resultados. 5.1.9.1 Conceptos Generales de Procesos de la Empresa. Para un mejor entendimiento y una clara organización de la documentación se ha realizado una división que nos permite visualizar los macro procesos considerados en los distintos niveles de detalle: Macro proceso: unidades o frentes de la empresa, pueden ser misionales o de apoyo y está conformado por procesos. Proceso: conjunto de actividades que se interrelacionan, para transformar recursos con el fin de obtener un producto o servicio para el cliente interno o externo. Está compuesto por subprocesos. Subproceso: grupo de actividades que forma parte del proceso.
Actividades: conjunto de tareas que componen un subproceso.
Tarea: es el paso a paso para el normal desarrollo de una actividad.
5.1.9.2 Representación Gráfica de los niveles de Procesos. En los documentos se unifican los términos macro proceso y proceso y se les denomina proceso; a los subprocesos y actividades se les denomina procedimientos, como se presenta a continuación: (Ver Figura 9). Figura 9. Codificación de los procesos

63
A cada uno de los macro procesos le ha correspondido una codificación específica, con la cual a su vez se relacionan los procesos y subprocesos. Esta codificación es tomada del documento Mapa de Procesos o Cadena de Valor que se encuentra en proceso de formulación e implementación, correspondiendo a la Pasantía aportar a los instructivos de lubricación de equipos y máquinas, y rutinas de mantenimiento con los siguientes lineamientos: Los macro procesos se identifican con su código. Los procesos se identifican manteniendo la letra del macro proceso al cual pertenecen y adicionando dos (2) dígitos en forma consecutiva. Los subprocesos se identifican manteniendo la letra del macro proceso, los dos dígitos del proceso, un punto y adicionando otros dos (2) dígitos en forma consecutiva.
Actividad 1
Proceso 1
Macroproceso
Actividad 2 Actividad 3
Subproceso 2
<PROCESO
>
Niveles de Procesos Identificación en Los documentos
Tarea 1
Tarea 2
Tarea 3
Subproceso 1
<PROCEDIMIENTO>

64
6. PLAN DE MEJORAMIENTO CONTINUO PARA LA GESTIÓN MANTENIMIENTO PREVENTIVO DEL EQUIPO Y MAQUINARIA DE LA
PLANTA DE PROCESAMIENTO Con esta Pasantía se pretende efectuar un modelo administrativo, bajo el concepto de mejora continua, para mejorar de manera óptima, competitiva y sistemática la gestión de mantenimiento, que se lleva a cabo en empresa y planta objetivo, en función de lograr los resultados esperados con criterios que apuntan hacia un mejor servicio integral de mantenimiento. La oportunidad necesaria para poder obtener el nivel de cumplimiento del programa de mantenimiento y la disponibilidad, implicó para la empresa disponer de una metodología que involucre un sistema de información pertinente, y un conjunto de acciones estándar de mejoramiento, apoyadas con auditorías internas de los puntos críticos de logro en manutención, planeación y ejecución del plan de acción definido, aplicando las estrategias apropiadas. Desde las observaciones ya planteadas en el diagnostico e introducción del documento, conducen a definir un Plan de Mejoramiento que dieron origen al trabajo de Pasantía, para que la empresa pueda mejorar su gestión del mantenimiento, desde los factores más significativos que inciden en su gestión total para mejorar la calidad de servicio de equipos y máquinas dentro del ámbito productivo, y así poder evaluar objetivamente la gestión de mantenimiento, permitiendo mejorar la calidad de las acciones de mantenimiento; focalizando el grado de medición de estos factores a través de parámetros técnicos cuantitativos y económicos, para luego seleccionar el plan más idóneo de gestión. Basándose en lo anteriormente expuesto, existe la necesidad de mejorar la gestión de mantenimiento, con lo cual, surge la siguiente interrogante: ¿Se podrá diseñar un plan de mejoramiento de la Gestión de Mantenimiento en empresas manufactureras proveedoras de la industria alimenticia y aplicada a la planta procesadora de Pollos El Bucanero S.A.? La Pasantía presenta las siguientes alternativas desde la concepción del mejoramiento continuo de su Sistema de Gestión de la Calidad.

65
6.1 SOCIALIZACIÓN DEL COMPONENTE DE PROCESOS PARA IMPLEMENTACIÓN DEL NUEVO PROGRAMA DE MANTENIMIENTO PREVENTIVO EN LA PLANTA PROCESADORA Conforme a los aportes de información y sistematización de la misma para la construcción del Programa de Mantenimiento de los equipos críticos de la planta de procesamiento, a continuación de define el paso a paso de este componente de capacitación, con base en la Norma Colombiana ISO 9001:2000. Organización Internacional para la Estandarización (ISO) Sistema de Gestión de la Calidad - Requisitos. Cuadro 10. Plan de capacitación para el personal de mantenimiento preventivo de la planta de procesamiento
Etapa
Descripción Etapa
Actividades
1 Capacitación e Implementación
de procesos
Definir estrategia Apoyo de líderes de proceso para implementación Definir estrategia de implementación Implementar metodología 5s Capacitación 5s Diseño de una estrategia de implementación del programa de 5’S Implementación de herramientas para la medición del avance en el programa de 5’S Capacitar y entrenar a líder de mantenimiento Identificar las actividades pertenecientes a los procesos a implantar Ejecutar el plan de implementación aplicando la metodología propuesta. Realizar la auditoría de procesos del área

66
6.2 DESCRIPCIÓN DE LAS ACTIVIDADES A REALIZAR EN EL COMPONENTE DE GENTE Y CULTURA PARA EL PERSONAL DE MANTENIMIENTO BAJO INTERVENCIÓN DE LA JEFATURA DE MANTENIMIENTO Cuadro 11. Plan de capacitación en el componente de gente y cultura del personal de mantenimiento preventivo de la planta de procesamiento Etapa Descripción Etapa Actividades
2 Mejoramiento Continuo
La Jefatura de Mantenimiento presentará para su aprobación a la gerencia Realización de jornadas de apropiación de cambio y fortalecimiento de la cultura del mejoramiento de Mantenimiento la Jefatura de Mantenimiento deberá reproducir el material requerido para acompañar las jornadas y organizar la logística en cada una de las áreas La Jefatura de Mantenimiento debe recopilar por escrito y en registro audiovisual, las experiencias de los participantes durante la estrategia de intervención. La Jefatura de Mantenimiento deberá suministrar a todas y cada una de las áreas de trabajo una biblioteca La Jefatura de Mantenimiento deberá suministrar a la Gerencia de Planta las memorias correspondientes a las jornadas adelantadas.
6.3 ESTRUCTURA A SEGUIR DEL PLAN DE MEJORAMIENTO CONTINUO ÁREA DE MANTENIMIENTO PREVENTIVO 6.3.1 Resultados de la planeación y programación propuestas. Atendiendo la teoría administrativa se plantearon cinco dimensiones para organizar las actividades de manera óptima el mantenimiento de las áreas y equipos objeto, relacionando la cantidad de mano de obra directa, cantidad de trabajo planeado, cantidad de emergencias, cumplimiento del programa y administración de inventarios, así18:
18 NIEBEL, B. Ingeniería Industrial. Métodos, Tiempos y Movimientos. 9 ed. México: Editorial Alfaomega, 1996.
67
Cantidad de mano de obra directa. En atención al seguimiento realizado en la presente Pasantía de Proyecto de Grado, se realizó un estudio técnico de análisis de fallas en los equipos y específicamente el tiempo perdido desde las paradas y del personal de mantenimiento, para que la gerencia tome las acciones conforme a los resultados de los índices de productividad. Cantidad de trabajo planeado. Corresponde a los trabajos que son planeados y programados de manera adecuada de mantenimiento los cuales en un periodo mínimo de tres años después de la implementación del programa de mantenimiento deberá alcanzarse una meta no inferior al 90% de trabajos planeados y programados con el consiguiente aumento de la productividad en su fuerza de mantenimiento. Cantidad de emergencias. En la realidad de la planta se ha alcanzado hasta un 70% del trabajo planeado dejando un 30% todos los trabajos de mantenimiento para ser ejecutados como de emergencia, con los correspondientes beneficios de cumplimiento de programas de producción y confiabilidad de las entregas. Cumplimiento de programas de producción. El nivel de cumplimiento de los programas de producción posee un porcentaje de confiabilidad del 80% como medida efectiva de la utilidad de la planeación de mantenimiento y siempre tener como objetivo producir con más confiabilidad. 6.3.2 Planeación de repuestos. Conforme a la programación de trabajo y de mantenimiento de igual forma será programado el uso de materiales y repuestos con el consecuente beneficio financiero para la empresa. Planeando las necesidades de mantenimiento de la planta sus equipos y máquinas, se determinó que era necesario disponer de un área de trabajo bien

68
administrada, que permitiera que las reparaciones de las grandes máquinas, equipos y sistemas se hagan sin desmontarlas, para lo cual fue necesario analizar muchos de los componentes en el taller para planeación para su reparación de manera fácil; combinando la capacidad instalada de la planta, el personal de técnicos, dotados con las herramientas para ejecutar el programa de mantenimiento sin interrumpir la producción. Es por ello que para planear el programa de mantenimiento se tuvo presente el tamaño y el tipo de trabajo de la empresa y sus factores como: Superficie básica de trabajo, bancos de trabajo, cajas de herramientas portátiles, equipos de limpieza, máquinas y herramientas básicas, grúas, almacén y materias primas, equipos eléctricos, y servicios generales como aire, gas, agua, entre otros. Aunque en el mercado hay algunas variaciones aplicables para la distribución física, aspectos como el acceso de facilidad de movimiento para desarmar y el almacenamiento de repuestos, los tiempos y movimientos dio pasó a considerar los siguientes aspectos: Seleccionar un área aparte de producción. Definir pasillos principales de acceso con lugares de trabajo en cada lado. Utilizar bancos de trabajo. Las estaciones para limpieza y las instalaciones eléctricas deben estar separadas. Se necesitan estanterías y casilleros. Las tuberías y estanterías de acero deben ser accesibles para el equipo de trabajo y herramientas. Con base en lo anterior es que se debe planear el mantenimiento y los trabajos con anticipación de tal forma que se gane tiempo durante la ejecución de actividades de mantenimiento incluso bajo el concepto de satélites para lograr así más eficiencia y efectividad en la planeación y programación. Otro tema muy importante para la planeación del mantenimiento es la selección y uso de herramientas básicas al igual que ciertos instrumentos eléctricos, con sus correspondientes diferencias en calidad y capacidad para lo cual se tuvo en cuenta los siguientes criterios de selección: Costo Calidad Diseño Tamaño

69
Confiabilidad Durabilidad Marca Proximidad de las instalaciones para reparaciones Otro factor importante es el de la demanda de trabajo y el costo, ya que la complejidad de los sistemas, equipos y máquinas y el uso de herramientas especializadas pueden incidir de manera notoria en la planeación del mantenimiento para lo cual se definieron los siguientes criterios: Costo de la herramienta Frecuencia de actividades Requisitos de espacio productivo Competencias del personal Prioridad de la actividad Es por ello que se deben aplicar otros criterios básicos y determinar las repercusiones pues la norma de planeación del mantenimiento establece tener en cuenta los siguientes factores: Edad de la maquinaria de la planta Tiempo para compras y suministros Costo del tiempo improductivo Disponibilidad del servicio externo Nivel de entrenamiento para operación de maquinaria y equipo 6.3.3 Mejoras al programa de mantenimiento realizadas. Dado que para la administración de mantenimiento se requiere definir los procesos y procedimientos se requiere de igual forma definir sus fuentes de información y comunicaciones individuales para que el trabajo se realice. Es por ello que mediante uso de aplicación de áreas, solicitudes de trabajo, planificación de órdenes de trabajo a partir de las solicitudes aprobadas, planificación y programación de órdenes de trabajo de mantenimiento preventivo, informes de tiempo, especificación e historias de equipos y generación automática de informes de rendimiento y graficas de tendencias, aplicación integrada de compras y suministros; todos estos factores brindaron el marco de trabajo para evaluar, validar y mejorar el programa de mantenimiento existente, con los elementos esenciales para crear un proceso dinámico, alcanzar los objetivos de rendimiento y mejoramiento continuo.

70
Sobre la base de esta nueva política de mantenimiento considerada sólida y con la experiencia de mantenimiento probada señalan una misión e induce la participación integrada de la administración de nivel superior, las funciones de soporte y el personal de mantenimiento. Por consiguiente la pasantía tomo como base y punto de partida los seis principios probados para organizar la función de mantenimiento, (PEROZO A. 1997) a fin de implementarlos y definirlos así: Principio de la productividad óptima: cada persona de la cuadrilla de mantenimiento tiene un trabajo concreto por realizar determinado y en tiempo definido, mediante orden de trabajo. Principio de medición y control: el almacenamiento de datos de medición del trabajo y aplicación de tiempo estándar a cada orden de trabajo. Principio de la relación cliente-servicio: el área de mantenimiento decide cómo realizar el servicio y apoya a producción para decidir cuándo se debe efectuar el trabajo, priorizando las ordenes de trabajo de tal forma que beneficie su relación con otras áreas. Principio de la cantidad optima de la cuadrilla: se define la cantidad óptima como el menor número de trabajadores que puede llegar a cabo un trabajo como un método bueno y representativo de manera segura mediante el cálculo de una cuadrilla estándar para la mayoría de trabajos de mantenimiento. Principio de la oportunidad: se hace necesario establecer puntos de control del programa de mantenimiento, de manera que se detecten a tiempo posibles retrasos para adoptar acciones correctivas. Principio de la responsabilidad por la actividad: para el control eficaz de las ordenes de trabajos asignó las responsabilidades concretas para cada actividad durante la vigencia de órdenes de trabajo, con la explicación clara y bien articulada de la misión y política para lograrla, incluyendo medidas y objetivos tangibles documentados en los manuales de mantenimiento.
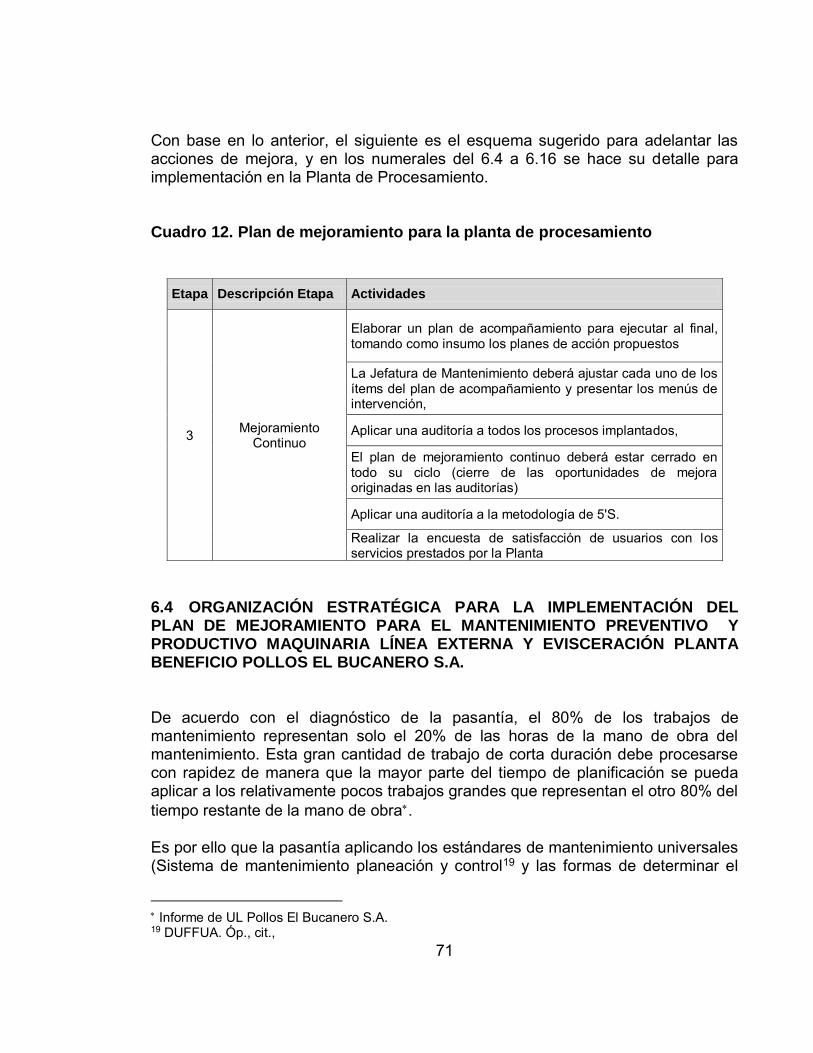
71
Con base en lo anterior, el siguiente es el esquema sugerido para adelantar las acciones de mejora, y en los numerales del 6.4 a 6.16 se hace su detalle para implementación en la Planta de Procesamiento. Cuadro 12. Plan de mejoramiento para la planta de procesamiento
Etapa Descripción Etapa Actividades
3 Mejoramiento Continuo
Elaborar un plan de acompañamiento para ejecutar al final, tomando como insumo los planes de acción propuestos
La Jefatura de Mantenimiento deberá ajustar cada uno de los ítems del plan de acompañamiento y presentar los menús de intervención,
Aplicar una auditoría a todos los procesos implantados,
El plan de mejoramiento continuo deberá estar cerrado en todo su ciclo (cierre de las oportunidades de mejora originadas en las auditorías)
Aplicar una auditoría a la metodología de 5'S.
Realizar la encuesta de satisfacción de usuarios con los servicios prestados por la Planta
6.4 ORGANIZACIÓN ESTRATÉGICA PARA LA IMPLEMENTACIÓN DEL PLAN DE MEJORAMIENTO PARA EL MANTENIMIENTO PREVENTIVO Y PRODUCTIVO MAQUINARIA LÍNEA EXTERNA Y EVISCERACIÓN PLANTA BENEFICIO POLLOS EL BUCANERO S.A. De acuerdo con el diagnóstico de la pasantía, el 80% de los trabajos de mantenimiento representan solo el 20% de las horas de la mano de obra del mantenimiento. Esta gran cantidad de trabajo de corta duración debe procesarse con rapidez de manera que la mayor parte del tiempo de planificación se pueda aplicar a los relativamente pocos trabajos grandes que representan el otro 80% del tiempo restante de la mano de obra. Es por ello que la pasantía aplicando los estándares de mantenimiento universales (Sistema de mantenimiento planeación y control19 y las formas de determinar el
Informe de UL Pollos El Bucanero S.A. 19 DUFFUA. Óp., cit.,

72
contenido del trabajo requerido para mantener y conservar las máquinas y equipos de la planta determino el contenido del trabajo en un Archivo Maestro de Mantenimiento (Ver Anexo A), en el cual se especifica la información fuente de todos los equipos y máquinas adscritas a la planta objeto, desde la mano de obra, costos de repuestos y temparios, la cual se determinó mediante la revisión de la información requerida, la consulta permanente con el personal de supervisores de la planta y visitas programadas al lugar de trabajo para obtener más información. Más sin embargo fue necesario determinar las operaciones y la aplicación de tiempos estándar para una mejor idea del contenido de trabajo midiendo este en partes más pequeñas para observar y evaluar el contenido y el tiempo20. Si bien es cierto que el trabajo de emergencia y la solución de problemas no se puede determinar antes de comenzar el trabajo, fue necesario conocer en forma global el contenido de trabajo, pero las operaciones especificas solo se pudieron predecir después del desarmado parcial y la inspección por lo cual, el programa de mantenimiento propuesto fue el resultado de un proceso de tres etapas, a fin de facilitar el cálculo del tiempo total de manera fácil así: Determinar el grupo de trabajo estándar. Agregar el tiempo de preparación de trabajo, traslado, limpieza y holguras. Multiplicar el total por el factor holgura. Desde los beneficios prácticos del Mantenimiento Productivo Total (TPM, Total Productive Maintenance) dentro de la competencia global se han tomado iniciativas complementarias como las estrategias justo a tiempo (JIT Just in time) y métodos para evaluar las capacidades del equipo, y las perspectivas del TPM de la producción de la planta. Con base en lo anterior y aplicando los métodos de dicha teoría es objetivo complementario mejorar e incrementar la productividad en mantenimiento y producción; utilizando la información y datos sobre la disponibilidad de equipo, cumplimiento de los programas de producción y mantenimiento y calidad del producto. Con estas mediciones se podrá determinar la eficiencia global del equipo y el uso óptimo de recursos dando cumplimiento al enfoque más integral al programa de mantenimiento preventivo orientado a la productividad, y al mejoramiento de la misma. Desde los estudios prácticos realizados en la pasantía y del TPM se establecieron los conocimientos técnicos mínimos para dar cabida a 20 HODSON, W. Manual del Ingeniero Industrial. México: Editorial McGraw – Hill. México, 1998.

73
esta estrategia desde los conocimientos mecánicos, eléctricos y de lubricación combinados con la experiencia en administración e ingeniería de la planta, obteniendo el tablero de indicadores de mantenimiento de la planta. (Ver Anexo C. Reporte de Indicadores de Mantenimiento Planta de Beneficio). Los requerimientos desde la planeación y ejecución del programa de mantenimiento para el retorno de la inversión, los mejoramientos específicos en el rendimiento u otras justificaciones económicas, este proceso exigirá una inversión razonable de tiempo, recursos, capacitación y paciencia dando paso a que la inversión que se realice se recupere a través de los resultados favorables en los resultados, ilustrándose así los beneficios prácticos del TPM, justificado el tiempo y el esfuerzo las utilidades financieras en general las cuales se esperan que en materia de inversión inicial se obtengan dentro de un factor de 2 a 4. Lo anterior se suma y se complementa en la inversión en cambios de procesos, herramientas, comunicación y registros mejorados lo cual también establece un diseño mejorado de tareas y disponibilidad de recurso identificando aquellas circunstancias que son óptimas para desarrollar los nivele de mejoramiento, dentro de un marco lógico para renovar en forma continua las operaciones. Ahora desde la técnica de producción también se incluye el elemento “justo a tiempo” necesario para la eficiencia operativa, la calidad y el control de costos, sin interrupciones puesto que perjudicaría la calidad, el costo y la entrega al cliente pero dentro de su definición más precisa como mantenimiento productivo con participación total y mejora total es de resaltar la participación activa de los operarios, con el énfasis en la eficacia global del equipo y más que personal formular e incluir más actividades de mantenimiento y supervisión, ingeniería, compras, administración, finanzas y mejores relaciones laborales (trabajo en equipo). Con base en lo anterior es necesaria fuera de las etapas de planeación del mantenimiento, la administración del equipo con un enfoque en toda la planta para mejorar la productividad del equipo, y así poder desarrollar las fases de administración de equipo exigidas por el TPM21, concentrando los esfuerzos para mejorar los elementos de utilización, rendimiento y posibilidad del mismo.
21 SEIICHI. Óp., cit.
74
Estas fases son esenciales para desarrollar el TPM y son las siguientes: Mejoramiento del equipo existente: Consiste en mejorar el equipo hasta su nivel máximo de rendimiento y disponibilidad para lo cual se requiere mínimo de un año y la inversión según la condición del equipo, con su correspondiente punto de equilibrio temprano en el que el ahorro excede los costos, y se requiere de la priorización para la puesta en punto de los equipos requiriendo de un estudio de factibilidad y así la administración pueda adoptar la decisión final de adoptar y financiar la instalación del TPM mediante las siguientes etapas: Etapa 1: Determinar el rendimiento y la disponibilidad del equipo existente (OEE actual) Etapa 2: Determinar el estado del equipo. Etapa 3: Determinar el mantenimiento actual (especialmente OM) Etapa 4: Analizar las pérdidas del equipo. Etapa 5: Establecer (y clasificar) las necesidades y oportunidades de mejoramiento del equipo. Etapa 6: Establecer necesidades y oportunidades de mejoramiento de montajes o recambios. Etapa 7: Ejecutar mejoramientos como se planificó y programó. Etapa 8: Verificar resultados y continuar, según corresponda. Mantenimiento del equipo mejorado o nuevo: en esta fase el equipo se debe mantener en su nivel de rendimiento máximo y disponibilidad, teniendo presente su vida útil. De igual forma el mantenimiento preventivo continuo al igual que el mantenimiento predictivo pro cuanto son útiles para detectar problemas inminentes y poder resolverlos antes de que ocurran. Es por ello que la pasantía
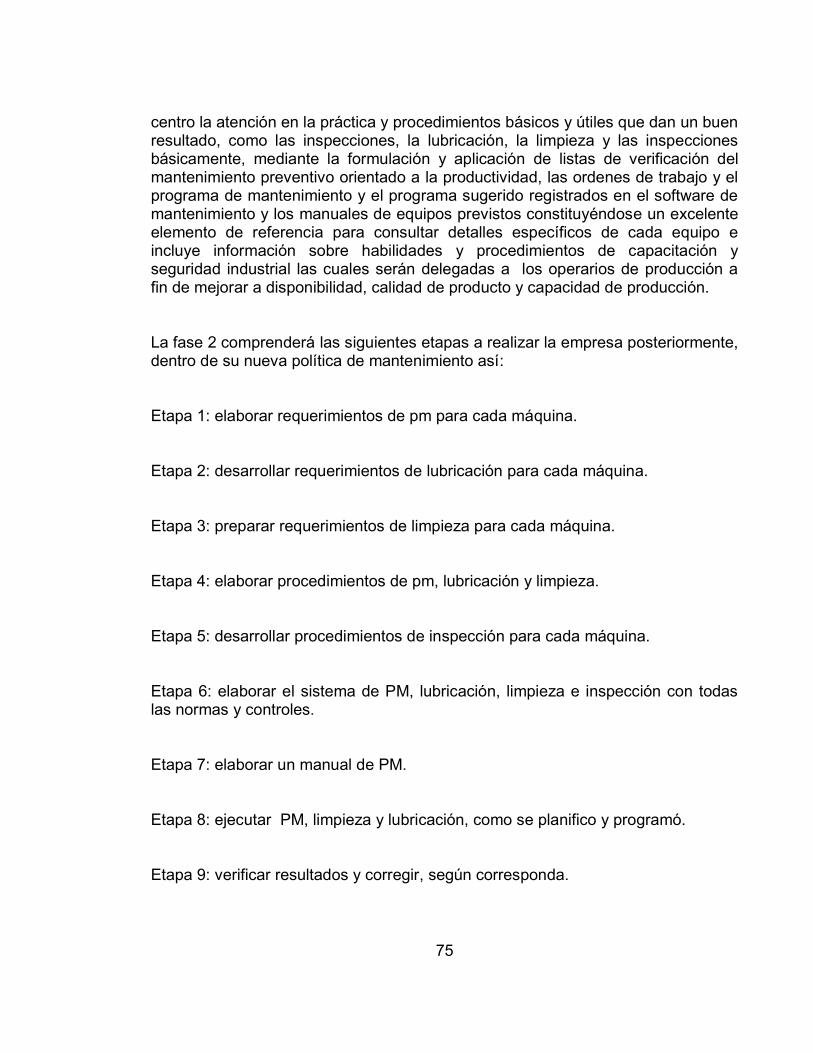
75
centro la atención en la práctica y procedimientos básicos y útiles que dan un buen resultado, como las inspecciones, la lubricación, la limpieza y las inspecciones básicamente, mediante la formulación y aplicación de listas de verificación del mantenimiento preventivo orientado a la productividad, las ordenes de trabajo y el programa de mantenimiento y el programa sugerido registrados en el software de mantenimiento y los manuales de equipos previstos constituyéndose un excelente elemento de referencia para consultar detalles específicos de cada equipo e incluye información sobre habilidades y procedimientos de capacitación y seguridad industrial las cuales serán delegadas a los operarios de producción a fin de mejorar a disponibilidad, calidad de producto y capacidad de producción. La fase 2 comprenderá las siguientes etapas a realizar la empresa posteriormente, dentro de su nueva política de mantenimiento así: Etapa 1: elaborar requerimientos de pm para cada máquina. Etapa 2: desarrollar requerimientos de lubricación para cada máquina. Etapa 3: preparar requerimientos de limpieza para cada máquina. Etapa 4: elaborar procedimientos de pm, lubricación y limpieza. Etapa 5: desarrollar procedimientos de inspección para cada máquina. Etapa 6: elaborar el sistema de PM, lubricación, limpieza e inspección con todas las normas y controles. Etapa 7: elaborar un manual de PM. Etapa 8: ejecutar PM, limpieza y lubricación, como se planifico y programó. Etapa 9: verificar resultados y corregir, según corresponda.

76
Actividades formuladas de mantenimiento para los operarios de producción: Pueden llevar a cabo la mayoría de las funciones de limpieza del equipo. Pueden ayudar en las inspecciones del equipo. Pueden colaborar con los diagnósticos del equipo. Tienen mejores conocimientos sobre el equipo de lo que en general la administración cree. Tienen un efecto directo sobre la calidad. Comprenden los problemas de producción. Pueden ser muy eficaces para mejorar el rendimiento del equipo. Suelen estar bien dispuestos a mejorar sus habilidades. En general están muy motivados para participar en todos los aspectos de producción si se les permite. Fase 3: Costo del ciclo de vida Conforme a los resultados de la implementación de las dos fases anteriores los datos proferidos permitirán especificar las necesidades de nuevos equipos que permita alcanzar niveles aún mayores de rendimiento y al mismo tiempo disminuir el costo total del equipo es decir desde el diseño y la compra hasta la instalación y mantenimiento la operación y la obsolescencia y disponibilidad del equipo. En esta fase se pretende específicamente en la reducción de costos aumento y rendimiento del equipo y mejoramiento del rendimiento financiero de la empresa. Esta fase no se definió ni se ejecutara por cuanto no está prevista en el cronograma de planeación de la empresa durante el 2013 y 2014 ya que las fases 1 y 2 se consideraron interdependientes la una de la otra para obtener los datos suficientes para implementar totalmente la filosofía del mantenimiento productivo total. Más sin embargo a continuación se comentan las etapas previstas de la fase 3 a desarrollar por la empresa. Las etapas previstas son las siguientes. Etapa 1: desarrollar especificaciones de ingeniería. Etapa 2: obtener información de operarios, basada en la experiencia actual con equipos. Etapa 3: obtener información de mantenimiento basada en la experiencia actual con equipos.

77
Etapa 4: solucionar problemas antiguos. Etapa 5: diseñar nueva tecnología. Etapa 6: diseñar instrumentos de diagnóstico. Etapa 7: diseñar el mantenimiento (equipos sin mantenimiento). Etapa 8: iniciar capacitación (operativa y de mantenimiento) en forma temprana. Etapa 9: aceptar equipo sólo si cumple las especificaciones o las excede. 6.5 NUEVO SISTEMA DE ORDENES DE TRABAJO BAJO EL PAQUETE INFORMÁTICO DE MANTENIMIENTO PREVENTIVO ORIENTADO A LA PRODUCTIVIDAD El sistema de órdenes de trabajo es clave para la administración efectiva del mantenimiento por cuanto esté al ser bien estructurado hace posible que el trabajo se adhiera a la organización predeterminando la función esencial de la planeación y programación en el mismo alcanzando mayor productividad, optimizando sus costos y auto motivando al personal de mantenimiento22. El sistema de órdenes de trabajo acompañara todo el proceso de planeación y ejecución del programa de mantenimiento el cual permitirá producir una realimentación cuantificable del comportamiento general del mantenimiento, los costos asociados y la historia del equipo mediante el suministro de una información precisa y confiable, incluso hacia el futuro y presupuesto de los gastos de mantenimiento. Este sistema permite deducir las siguientes políticas: Es un medio para solicitar el servicio de mantenimiento. Identificar y registrar el trabajo de mantenimiento que se recibe y que se termina.
22 LAVERDE, H. Visión Estratégica del Mantenimiento en una Organización, 2001.

78
Define el alcance de cada trabajo: si es una reparación rutinaria de mantenimiento preventivo, de proyectos, u otro trabajo. Permite autorizar adecuadamente la ejecución. Permite asignar prioridades a los trabajos. Permite planear y programar el trabajo. Registra los costos de materiales y mano de obra de cada trabajo. Registra el uso de herramientas especiales y otros materiales. Facilita la asignación del trabajo al personal. Produce datos para la historia de los equipos. Permite analizar los costos de mantenimiento por especialidades, por clases de equipo, por centros de costo, por edades de equipo. (Ver Anexos I, J y K). 6.6 RECOLECCIÓN DE INFORMACIÓN ANTERIOR Y EL NUEVO ORDEN DE LA GESTIÓN DE MANTENIMIENTO PREVENTIVO Con base en los estudios de la pasantía propuesta, y una vez realizados los análisis necesarios para estandarizar los procesos y procedimientos del área de mantenimiento de la planta, se decidió implementar un nuevo formato de orden de trabajo para programación del mantenimiento de las máquinas y equipos, con su correspondiente consecutivo. El número de la orden de trabajo es el punto central de identificación de toda la información del sistema. Para ser efectivo, el sistema exige el uso de órdenes de trabajo escritas con un número individual asignado a cada una de ellas. Definitivamente éste debe permitir que se incluya información sobre el tiempo de mano de obra y materiales para cada orden de trabajo. La empresa tiene su formato de orden de trabajo el cual fue estudiado detalladamente de acuerdo al uso que se le va a dar y sumista toda la información que el programa de mantenimiento necesita, la cual lleva su correspondiente consecutivo conforme a lo planeado y ejecutado, ajustado a la realidad de la empresa y será consolidada por la oficina de programación, para lo cual se definió un listado de actividades estandarizadas, y fueron debidamente registradas en el paquete informático de la planta, según manuales, históricos máquinas y frecuencias de cambio de repuestos; como también se definió el cronograma de mantenimiento preventivo con costo inherente de repuestos y cuantificación de personal de mantenimiento para el año 2013.

79
6.7 PROYECCIÓN DE COSTOS DE MANTENIMIENTO PREVENTIVO SEGÚN EL ARCHIVO MAESTRO El área de mantenimiento debe aprovecharse de la repetitividad de todas las operaciones para disminuir sus costos bajo el análisis del trabajo realizado y obtener mayor eficiencia en las próximas ejecuciones. Dentro de la teoría administrativa y administración del mantenimiento hay 8 factores principales que ayudan a controlar costos los cuales fueron aplicados así: El control adecuado de las ordenes de trabajo, el programa de mantenimiento preventivo, reporte de informes de tiempo confiables y útiles, la planeación y programación de mantenimiento, control en la mano de obra, los informes de trabajo pendientes, el control de los inventarios y los controles presupuestales23. Con base en lo anterior se igual forma se definió el costo de mantenimiento de las máquinas y equipos de la planta, los cuales se pueden proyectar mediante informes de costos de mantenimiento que se puedan y comentar hasta donde se pudo implementar según instrucciones de la Jefatura de Mantenimiento, desde el Archivo Maestro de Mantenimiento, información que fue debidamente entregada y sustentada a la misma. (Ver Anexo A). 6.8 REVISIÓN Y MODIFICACIÓN DEL PROGRAMA DE MANTENIMIENTO CON REVISIÓN DE LA JEFATURA DE MANTENIMIENTO El proyecto pasantía estableció como punto de partida el análisis de la productividad que tiene la organización en el área de mantenimiento, y proponer mediante un estudio serio las estrategias requeridas para su incremento, por cuanto se puedo determinar que solo el 35% del tiempo de trabajo del personal de mantenimiento, es utilizado realmente en las actividades programadas, y el restante se reparte entre los improductivos por desplazamientos al área de producción y al almacén de repuestos y herramientas, permisos y salidas, asistencia a reuniones, servicios de enfermería y tomar descansos entre otros. Por eso en respuesta a estas situaciones, el proyecto planteo los aspectos requeridos y necesarios para planear mejor y programar el mantenimiento del área PPM, a fin de organizar todas las actividades de una manera más eficiente y eficaz, para mejores resultados y satisfacción de todas las áreas y clientes. 23 NEWBROUGH, E.T. Administración de Mantenimiento Industrial. México: Editorial Diana, 1998. Informe UL de Pollos el Bucanero 2013.

80
Dentro del ciclo administrativo, las dimensiones de planear y programar, conducen a tomar todas las medidas necesarias para aumentar al máximo posible la efectividad de los recursos, para lo cual se hizo necesario definir los siguientes aspectos: Identificación del trabajo, mediante una Orden de Trabajo maestra. Aprobación de los Trabajos, desde el nivel requerido y monto a ejecutar, y requerimientos del Sistema de Gestión de la Calidad. Asignación del nivel de prioridad, con las connotaciones de urgencia, correctiva y programada. Estimación, referida al cálculo de los requerimientos para la ejecución de la actividad, mano de obra, repuestos, y otros costos que pudiesen asociarse. Planeación, para cada actividad inmersa en la necesidad de mantenimiento para ser ejecutada por el personal de mantenimiento con las herramientas, en el tiempo requerido, con los repuestos, planos y partes involucradas, al igual que las medidas de seguridad industrial. Pedido de materiales y repuestos, con el suficiente nivel de aprovisionamiento sea local o regional e incluso internacional, de manera oportuna y al costo mínimo del mercado. Programación del Trabajo, por parte de las partes interesadas, la fecha y hora más oportunas para no comprometer la producción. Ejecución del Trabajo, para comprobar la realización de la actividad o trabajo y su avance en los términos establecidos por el programa y la planeación. Realimentación de la Información, con el fin de medir la efectividad del trabajo.

81
Para lo anterior, se realizó un registro fotográfico y de video del proceso, equipos y maquinaria línea externa y evisceración, el cual por razones de propiedad y protección de la información no se puede ilustrar por política de la empresa, pero se deja constancia de la entrega formal del trabajo adelantado por la Pasantía durante el tiempo de la misma. Con base en lo anterior, se entregó el archivo maestro de equipos con toda la información técnica, y la recopilación de manuales de toda la maquinaria línea externa y evisceración; al igual que un listado de repuestos de cada máquina con su costo último, como consta en las listas de anexos de la misma. 6.9 ANÁLISIS DE FALLA DE REPUESTOS CON SU FRECUENCIA DE CAMBIO La pasantía con el fin de aportar al análisis casuístico de la problemática presente en la planta analizo las fallas históricas en la misma, y mediante un proceso de observación critica, sin perjuicio reformada por la experiencia y el sentido común, identificando de manera correcta las fallas en los sistemas, equipos y máquinas de la planta24. El análisis de fallas es definitivamente una habilidad que se aprende y por tanto entendiendo el nivel de observador novato y el más experimentado a seleccionar con rapidez y sencillez. Se entrega un detalle de algunos de los casos de falla más probable en la planta de procesamiento. Mediante la comparación directa con las muchas ilustraciones y fotografías de las fallas reales se identificaron muchos problemas y se señalaron con precisión los lugares probables de fallas. Lo anterior para que se pueda dar una explicación más fácil y con una interpretación y realimentación a todos los empleados del área de mantenimiento, producción y la Jefatura de Mantenimiento. La información que se derive servirá como ayuda para investigación dentro de la planta y como referencia fácilmente accesible en el campo de los equipos y maquinaria del sector avícola, los cuales se analizaron de manera seccional así: Lugar. Descripción general. Factores críticos. Identificación.
24 PEROZO, A. Análisis y Prevención de Fallas Industrial. 1997.

82
Eliminación. Precauciones. Problemas relacionados. 6.10 ANÁLISIS DE CRITICIDAD DE LA MAQUINARIA DE LA PLANTA PROCESADORA 6.10.1 Frecuencia de Fallas. Como su nombre lo indica es el número de veces que se repite un evento considerado como falla dentro de un periodo de tiempo, que para nuestro caso será de un año. Se tendrán entonces 4 posibles calificaciones para este ítem25. Cuadro 13. Frecuencia de fallas
Valor Frecuencia de Fallas
4 ALTA más de 5 fallas por año 3 PROMEDIO: 2 a 4 fallas por año 2 BAJA: 1 a 2 fallas por año 1 EXCELENTE: Menos de una falla por año
6.10.2 Impacto Operacional. Entendiéndose como los efectos causador en la producción. Cuadro 14. Impacto Operacional
Valor Impacto Operacional
10 Parada inmediata de toda la planta o corte 6 Parada inmediata de un sector de la línea productiva 4 Impacta los niveles de producción o calidad 2 Repercute en costo operacional adicionales asociados a la
disponibilidad del equipo 1 No genera ningún efecto significativo sobre la producción
25 CIED – PDVSA. Mantenimiento Centrado en Confiabilidad. Venezuela, 1999.

83
6.10.3 Flexibilidad Operacional. Definida como la posibilidad de realizar un cambio rápido para continuar la producción sin incurrir en costos o pérdidas considerables Cuadro 15. Flexibilidad operacional
Valor Flexibilidad Operacional
4 No existe opción de producción y no existe función de respaldo (Backup)
2 Existe opción de respaldo compartido 1 Existe opción de respaldo disponible
6.10.4 Costo de Mantenimiento Preventivo. Tomado todos los costos implica la labor de mantenimiento, dejando por fuera los costos inherentes a los costos de producción sufridos por la falla. Cuadro 16. Costo de mantenimiento
Valor Costo de mantenimiento
1 $0 a 1.000.000 pesos 5 $1.000.001 a $5.000.000 pesos
10 $5.000.001 a $10.000.000 pesos 20 $10.000.001 a $25.000.000 pesos
6.10.5 Impacto de Seguridad y Medio Ambiente. Enfocado a evaluar los posibles inconvenientes que se puede causar sobre las personas o medio ambiente. Cuadro 17. Impacto en seguridad y medio ambiente Valor Impacto en Seguridad y Medio Ambiente
40 Afecta la seguridad humana tanto externa como interna 32 Afecta al medio ambiente produciendo daños severos 24 Afecta las instalaciones causando dañes severos 16 Provoca daños menores (Accidentes e incidentes) personal propio 8 Provoca un impacto ambiental cuyo efecto no viola las normas ambientales 0 No provoca ningún daño a las personas, instalaciones ni ambiente
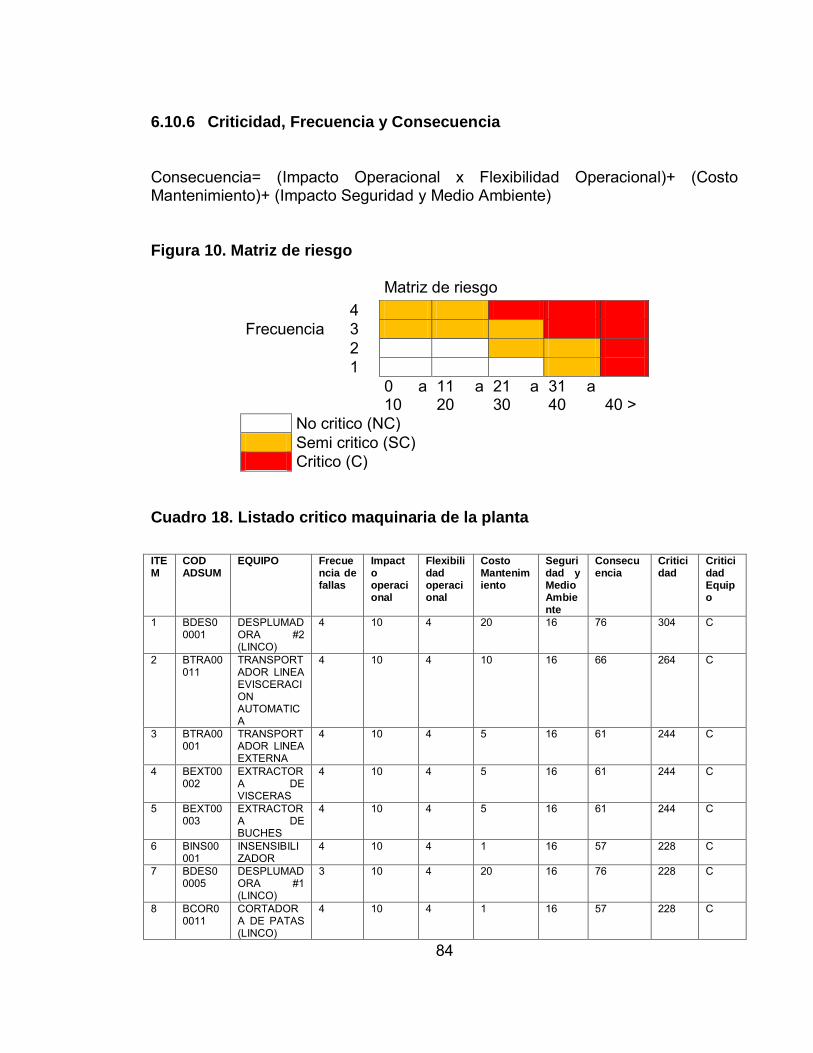
84
6.10.6 Criticidad, Frecuencia y Consecuencia Consecuencia= (Impacto Operacional x Flexibilidad Operacional)+ (Costo Mantenimiento)+ (Impacto Seguridad y Medio Ambiente) Figura 10. Matriz de riesgo
Matriz de riesgo
4 Frecuencia 3
2
1
0 a 10
11 a 20
21 a 30
31 a 40 40 >
No critico (NC) Semi critico (SC) Critico (C)
Cuadro 18. Listado critico maquinaria de la planta
ITEM
COD ADSUM
EQUIPO Frecuencia de fallas
Impacto operacional
Flexibilidad operacional
Costo Mantenimiento
Seguridad y Medio Ambiente
Consecuencia
Criticidad
Criticidad Equipo
1 BDES00001
DESPLUMADORA #2 (LINCO)
4 10 4 20 16 76 304 C
2 BTRA00011
TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
4 10 4 10 16 66 264 C
3 BTRA00001
TRANSPORTADOR LINEA EXTERNA
4 10 4 5 16 61 244 C
4 BEXT00002
EXTRACTORA DE VISCERAS
4 10 4 5 16 61 244 C
5 BEXT00003
EXTRACTORA DE BUCHES
4 10 4 5 16 61 244 C
6 BINS00001
INSENSIBILIZADOR
4 10 4 1 16 57 228 C
7 BDES00005
DESPLUMADORA #1 (LINCO)
3 10 4 20 16 76 228 C
8 BCOR00011
CORTADORA DE PATAS (LINCO)
4 10 4 1 16 57 228 C

85
Cuadro 18. (Continuación). ITEM
COD ADSUM
EQUIPO Frecuencia de fallas
Impacto operacional
Flexibilidad operacional
Costo Mantenimiento
Seguridad y Medio Ambiente
Consecuencia
Criticidad
Criticidad Equipo
9 BTRA00085
BANDA TRANSFERENCIA LINEA EXTERNA – EVISCERACION
4 10 4 1 16 57 228 C
10 BDEC00002
DESCARGADOR EVISCERACION
4 10 4 1 16 57 228 C
11 BEXT00001
EXTRACTORA DE CLOACA
4 10 2 10 16 46 184 C
12 BCAL00004
CALDERA CONTINENTAL #2
4 2 2 1 40 45 180 C
13 BESC00001
ESCALDADORA DE AVES
3 10 4 1 16 57 171 C
14 BPOZ00001
POZO PROFUNDO #1
4 10 4 1 0 41 164 C
15 BPOZ00006
POZO PROFUNDO #6
4 10 4 1 0 41 164 C
16 BCOR00005
CORTADORA DE ABDOMEN
4 10 2 5 16 41 164 C
17 BCOR00006
CORTADORA DE PESCUEZO
4 10 2 1 16 37 148 C
18 BCOR00001
DEGOLLADORA AUTOMATICA
4 4 4 1 16 33 132 C
19 BESC00002
ESCALDADORA DE PATAS
3 6 4 1 16 41 123 C
20 BESC00003
ESCALDADORA DE PATAS (LINCO)
3 6 4 1 16 41 123 C
21 BDES00002
DESPLUMADORA #4 (CANTRELL)
3 10 2 1 16 37 111 C
22 BBOM00027
BOMBA DE VACIO #1
3 10 2 1 16 37 111 C
23 BBOM00028
BOMBA DE VACIO #2
3 10 2 1 16 37 111 C
24 BBOM00029
BOMBA DE VACIO #3
3 10 2 1 16 37 111 C

86
Cuadro 18. (Continuación). ITEM
COD ADSUM
EQUIPO Frecuencia de fallas
Impacto operacional
Flexibilidad operacional
Costo Mantenimiento
Seguridad y Medio Ambiente
Consecuencia
Criticidad
Criticidad Equipo
25 BCOM00003
COMPRESOR ATLAS COPCO #3
4 10 2 1 0 21 84 C
26 BCOM00035
COMPRESOR ATLAS COPCO #4
4 10 2 1 0 21 84 C
27 BSUB00001
SUBESTACION ELECTRICA #1 34.5 KV PPTAL
1 10 4 1 40 81 81 C
28 BSUB00002
SUBESTACION ELECTRICA #2 13.2KV/220V PROCESO
1 10 4 1 40 81 81 C
29 BSUB00003
SUBESTACION ELECTRICA #3 13.2KV/440V DESPACHOS
1 10 4 1 40 81 81 C
30 BSUB00004
SUBESTACION ELECTRICA #4 13.2KV/220V SM1
1 10 4 1 40 81 81 C
31 BSUB00005
SUBESTACION ELECTRICA #5 13.2KV/220V P HARINAS
1 10 4 1 40 81 81 C
32 BSUB00006
SUBESTACION ELECTRICA #6 13,2KV /440V SM2
1 10 4 1 40 81 81 C
33 BSUB00007
SUBESTACION ELECTRICA #7 13,2KV /440V SM3
1 10 4 1 40 81 81 C

87
Cuadro 18. (Continuación). ITEM
COD ADSUM
EQUIPO Frecuencia de fallas
Impacto operacional
Flexibilidad operacional
Costo Mantenimiento
Seguridad y Medio Ambiente
Consecuencia
Criticidad
Criticidad Equipo
34 BCAL00001
CALDERA POWER MASTER #1
1 10 4 1 40 81 81 C
35 BCAL00002
CALDERA POWER MASTER #2
1 10 4 1 40 81 81 C
36 BDES00006
DESPLUMADORA #3 (LINCO)
1 10 4 20 16 76 76 C
37 BPDC00014
TABLERO CONTROL PTAP
1 10 4 1 16 57 57 C
38 BPDE00001
PLANTA DE EMERGENCIA #1 CATERPILLAR
1 10 4 1 16 57 57 C
39 BPDE00002
PLANTA DE EMERGENCIA #2 KHOLER
1 10 4 1 16 57 57 C
40 BTRA00091
BANDA TRANSPORTADORA COLGADO EVISCERACION
1 10 4 1 16 57 57 C
41 BEXT00004
EXTRACTORA DE PULMONES
1 10 4 1 16 57 57 C
42 BLIM00001
LIMPIADORA FINAL
1 10 4 1 16 57 57 C
43 BCOR00002
CORTADORA DE CABEZAS
2 4 2 1 16 25 50 C
44 BCAL00003
CALDERA CONTINENTAL #1
1 2 2 1 40 45 45 C
45 BTAN00005
TANQUE ALMACENAMIENTO AGUA PRODUCCION 30M3
1 10 4 1 0 41 41 C
46 BPDE00003
PLANTA DE EMERGENCIA #3 DMT
1 6 4 1 16 41 41 C
47 BPEL00005
PELADORA DE PATAS (LINCO)
1 6 4 1 16 41 41 C
48 BDES00003
DESPLUMADORA CANTRELL #2
1 10 2 1 16 37 37 C
49 BTRA00080
DESCARGADOR DE HUACALES (ELEVADOR)
4 1 2 1 16 19 76 SC
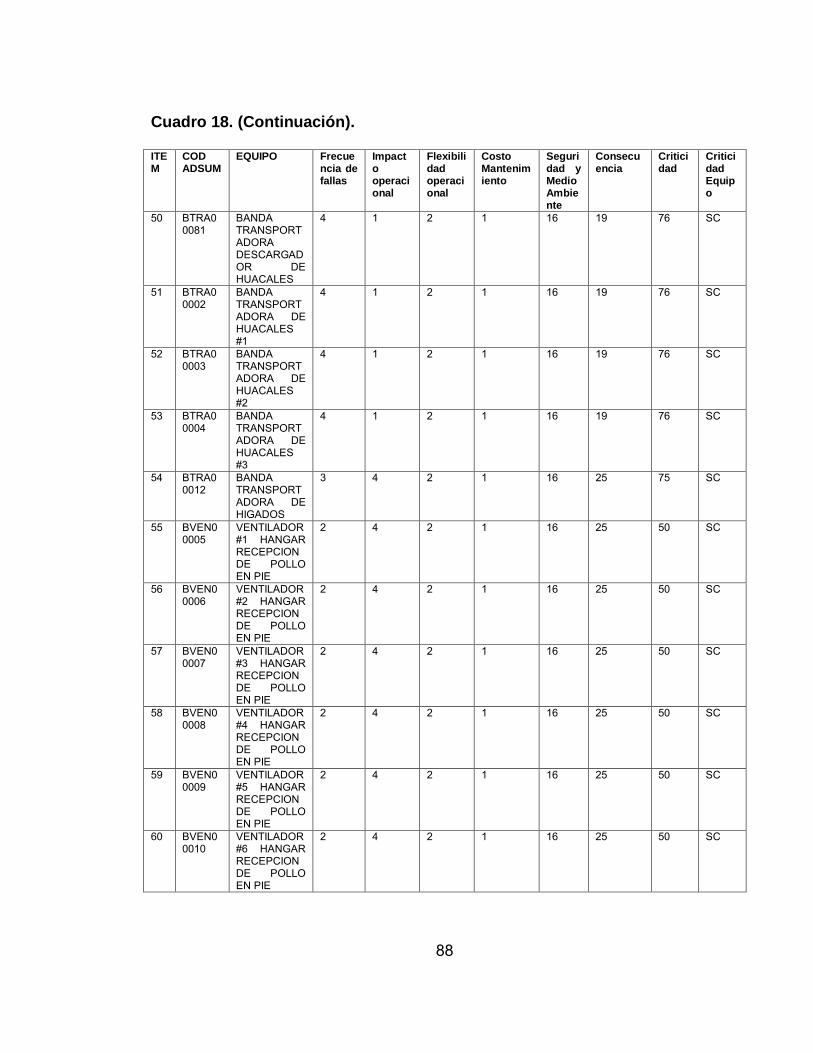
88
Cuadro 18. (Continuación). ITEM
COD ADSUM
EQUIPO Frecuencia de fallas
Impacto operacional
Flexibilidad operacional
Costo Mantenimiento
Seguridad y Medio Ambiente
Consecuencia
Criticidad
Criticidad Equipo
50 BTRA00081
BANDA TRANSPORTADORA DESCARGADOR DE HUACALES
4 1 2 1 16 19 76 SC
51 BTRA00002
BANDA TRANSPORTADORA DE HUACALES #1
4 1 2 1 16 19 76 SC
52 BTRA00003
BANDA TRANSPORTADORA DE HUACALES #2
4 1 2 1 16 19 76 SC
53 BTRA00004
BANDA TRANSPORTADORA DE HUACALES #3
4 1 2 1 16 19 76 SC
54 BTRA00012
BANDA TRANSPORTADORA DE HIGADOS
3 4 2 1 16 25 75 SC
55 BVEN00005
VENTILADOR #1 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
56 BVEN00006
VENTILADOR #2 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
57 BVEN00007
VENTILADOR #3 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
58 BVEN00008
VENTILADOR #4 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
59 BVEN00009
VENTILADOR #5 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
60 BVEN00010
VENTILADOR #6 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC

89
Cuadro 18. (Continuación). ITEM
COD ADSUM
EQUIPO Frecuencia de fallas
Impacto operacional
Flexibilidad operacional
Costo Mantenimiento
Seguridad y Medio Ambiente
Consecuencia
Criticidad
Criticidad Equipo
61 BVEN00011
VENTILADOR #7 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
62 BVEN00012
VENTILADOR #8 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
63 BVEN00013
VENTILADOR #9 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
64 BVEN00014
VENTILADOR #10 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
65 BVEN00015
VENTILADOR #11 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
66 BVEN00016
VENTILADOR #12 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
67 BVEN00017
VENTILADOR #13 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
68 BVEN00018
VENTILADOR #14 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
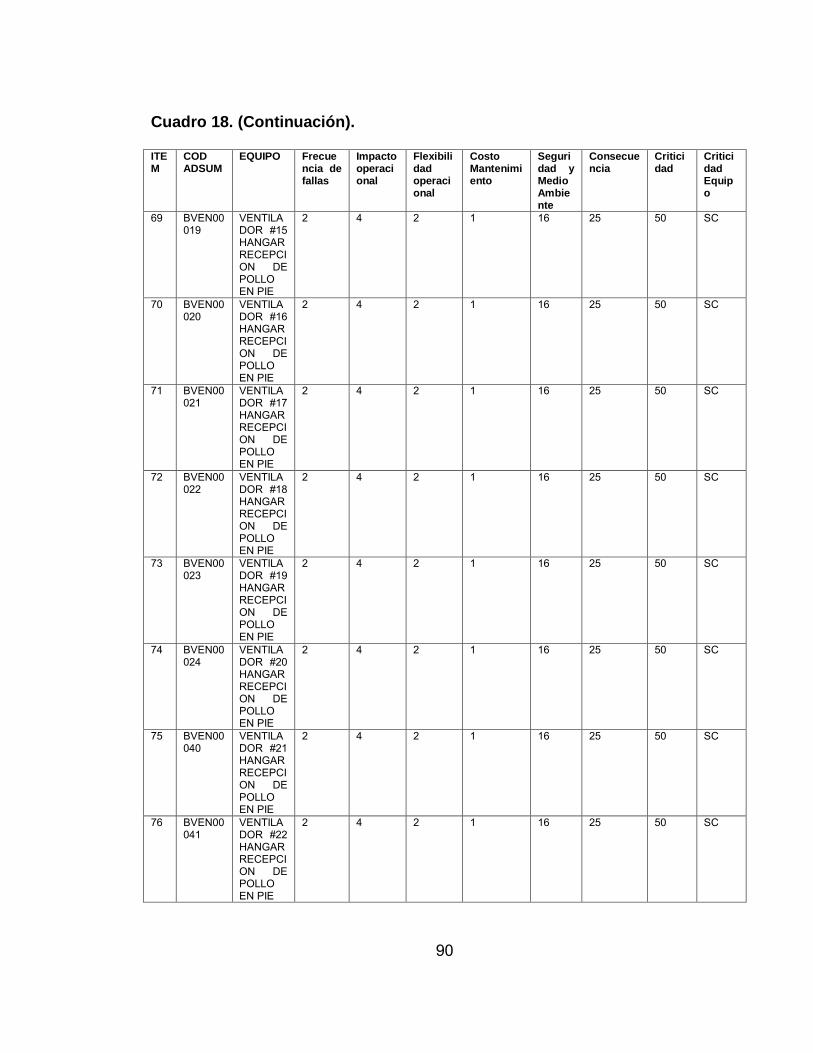
90
Cuadro 18. (Continuación). ITEM
COD ADSUM
EQUIPO Frecuencia de fallas
Impacto operacional
Flexibilidad operacional
Costo Mantenimiento
Seguridad y Medio Ambiente
Consecuencia
Criticidad
Criticidad Equipo
69 BVEN00019
VENTILADOR #15 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
70 BVEN00020
VENTILADOR #16 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
71 BVEN00021
VENTILADOR #17 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
72 BVEN00022
VENTILADOR #18 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
73 BVEN00023
VENTILADOR #19 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
74 BVEN00024
VENTILADOR #20 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
75 BVEN00040
VENTILADOR #21 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
76 BVEN00041
VENTILADOR #22 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC

91
Cuadro 18. (Continuación). ITEM
COD ADSUM
EQUIPO Frecuencia de fallas
Impacto operacional
Flexibilidad operacional
Costo Mantenimiento
Seguridad y Medio Ambiente
Consecuencia
Criticidad
Criticidad Equipo
77 BVEN00042
VENTILADOR #23 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
78 BVEN00043
VENTILADOR #24 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
79 BVEN00044
VENTILADOR #25 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
80 BVEN00053
VENTILADOR #26 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
81 BVEN00054
VENTILADOR #27 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
82 BVEN00055
VENTILADOR #28 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
83 BVEN00056
VENTILADOR #29 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
84 BVEN00057
VENTILADOR #30 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC

92
Cuadro 18. (Continuación). ITEM
COD ADSUM
EQUIPO Frecuencia de fallas
Impacto operacional
Flexibilidad operacional
Costo Mantenimiento
Seguridad y Medio Ambiente
Consecuencia
Criticidad
Criticidad Equipo
85 BVEN00058
VENTILADOR #31 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
86 BVEN00059
VENTILADOR #32 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
87 BVEN00060
VENTILADOR #33 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
88 BVEN00061
VENTILADOR #34 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
89 BVEN00062
VENTILADOR #35 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
90 BVEN00063
VENTILADOR #36 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
91 BVEN00064
VENTILADOR #37 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
92 BVEN00065
VENTILADOR #38 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
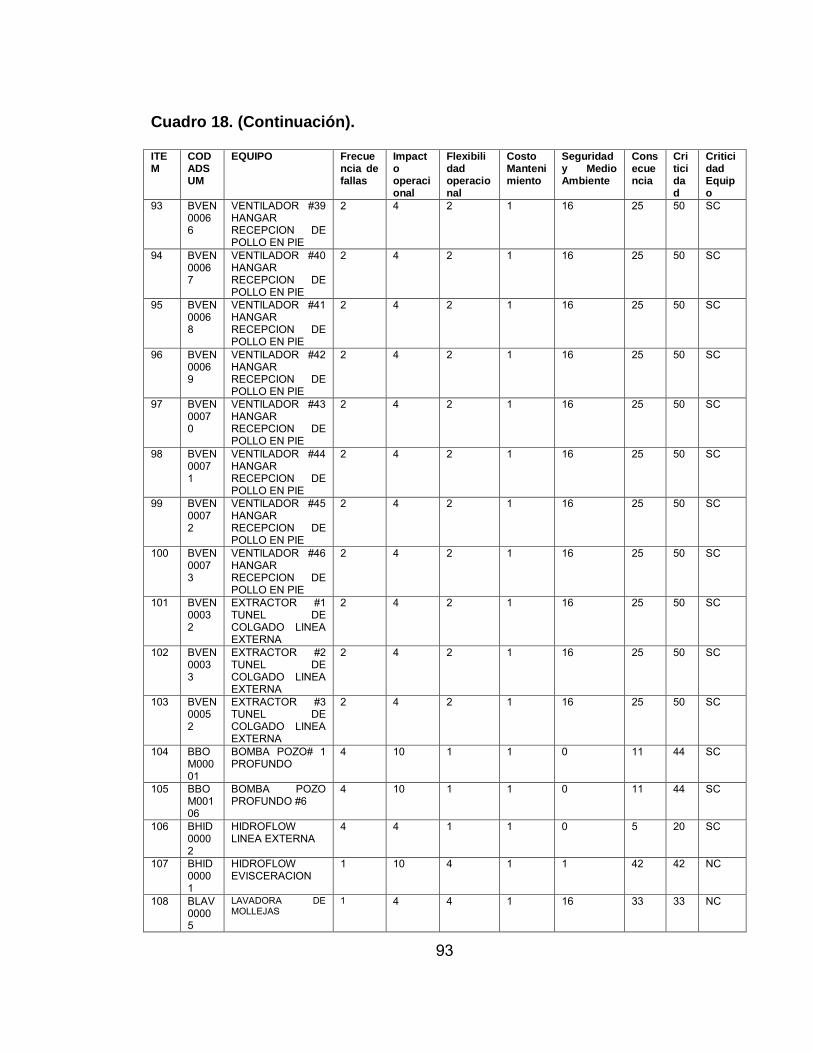
93
Cuadro 18. (Continuación). ITEM
COD ADSUM
EQUIPO Frecuencia de fallas
Impacto operacional
Flexibilidad operacional
Costo Mantenimiento
Seguridad y Medio Ambiente
Consecuencia
Criticidad
Criticidad Equipo
93 BVEN00066
VENTILADOR #39 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
94 BVEN00067
VENTILADOR #40 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
95 BVEN00068
VENTILADOR #41 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
96 BVEN00069
VENTILADOR #42 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
97 BVEN00070
VENTILADOR #43 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
98 BVEN00071
VENTILADOR #44 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
99 BVEN00072
VENTILADOR #45 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
100 BVEN00073
VENTILADOR #46 HANGAR RECEPCION DE POLLO EN PIE
2 4 2 1 16 25 50 SC
101 BVEN00032
EXTRACTOR #1 TUNEL DE COLGADO LINEA EXTERNA
2 4 2 1 16 25 50 SC
102 BVEN00033
EXTRACTOR #2 TUNEL DE COLGADO LINEA EXTERNA
2 4 2 1 16 25 50 SC
103 BVEN00052
EXTRACTOR #3 TUNEL DE COLGADO LINEA EXTERNA
2 4 2 1 16 25 50 SC
104 BBOM00001
BOMBA POZO# 1 PROFUNDO
4 10 1 1 0 11 44 SC
105 BBOM00106
BOMBA POZO PROFUNDO #6
4 10 1 1 0 11 44 SC
106 BHID00002
HIDROFLOW LINEA EXTERNA
4 4 1 1 0 5 20 SC
107 BHID00001
HIDROFLOW EVISCERACION
1 10 4 1 1 42 42 NC
108 BLAV00005
LAVADORA DE MOLLEJAS
1 4 4 1 16 33 33 NC
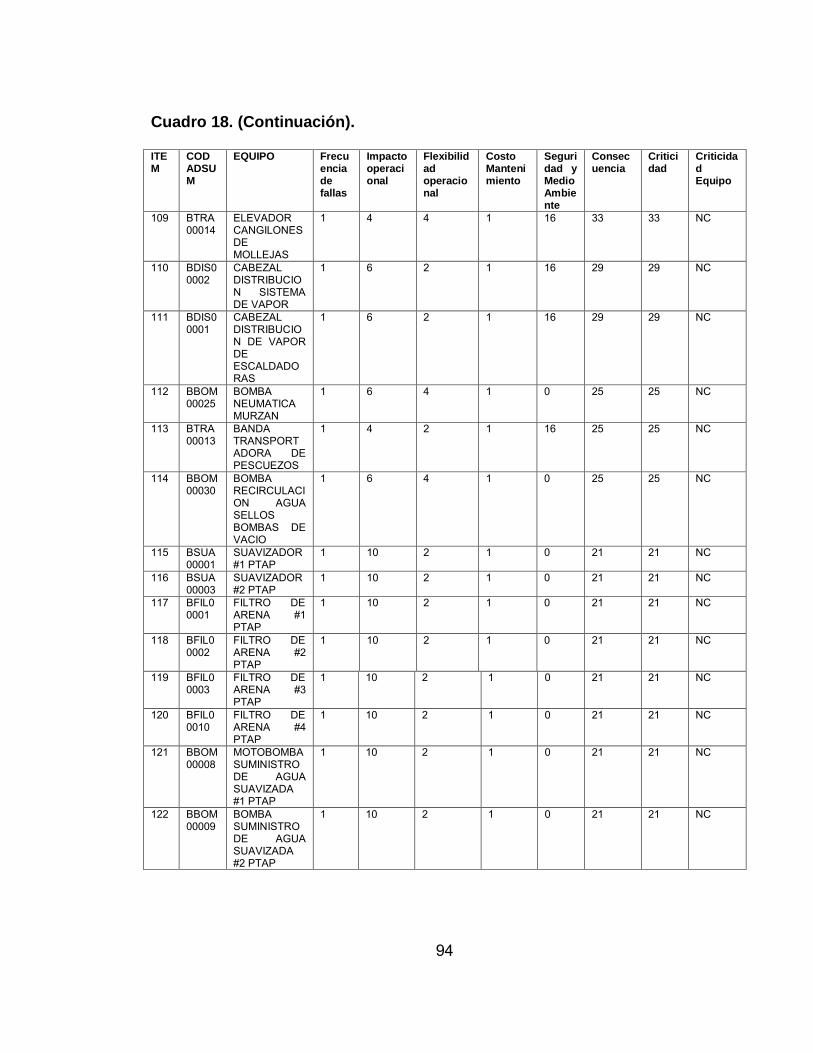
94
Cuadro 18. (Continuación). ITEM
COD ADSUM
EQUIPO Frecuencia de fallas
Impacto operacional
Flexibilidad operacional
Costo Mantenimiento
Seguridad y Medio Ambiente
Consecuencia
Criticidad
Criticidad Equipo
109 BTRA00014
ELEVADOR CANGILONES DE MOLLEJAS
1 4 4 1 16 33 33 NC
110 BDIS00002
CABEZAL DISTRIBUCION SISTEMA DE VAPOR
1 6 2 1 16 29 29 NC
111 BDIS00001
CABEZAL DISTRIBUCION DE VAPOR DE ESCALDADORAS
1 6 2 1 16 29 29 NC
112 BBOM00025
BOMBA NEUMATICA MURZAN
1 6 4 1 0 25 25 NC
113 BTRA00013
BANDA TRANSPORTADORA DE PESCUEZOS
1 4 2 1 16 25 25 NC
114 BBOM00030
BOMBA RECIRCULACION AGUA SELLOS BOMBAS DE VACIO
1 6 4 1 0 25 25 NC
115 BSUA00001
SUAVIZADOR #1 PTAP
1 10 2 1 0 21 21 NC
116 BSUA00003
SUAVIZADOR #2 PTAP
1 10 2 1 0 21 21 NC
117 BFIL00001
FILTRO DE ARENA #1 PTAP
1 10 2 1 0 21 21 NC
118 BFIL00002
FILTRO DE ARENA #2 PTAP
1 10 2 1 0 21 21 NC
119 BFIL00003
FILTRO DE ARENA #3 PTAP
1 10 2 1 0 21 21 NC
120 BFIL00010
FILTRO DE ARENA #4 PTAP
1 10 2 1 0 21 21 NC
121 BBOM00008
MOTOBOMBA SUMINISTRO DE AGUA SUAVIZADA #1 PTAP
1 10 2 1 0 21 21 NC
122 BBOM00009
BOMBA SUMINISTRO DE AGUA SUAVIZADA #2 PTAP
1 10 2 1 0 21 21 NC

95
Cuadro 18. (Continuación). ITEM
COD ADSUM
EQUIPO Frecuencia de fallas
Impacto operacional
Flexibilidad operacional
Costo Mantenimiento
Seguridad y Medio Ambiente
Consecuencia
Criticidad
Criticidad Equipo
123 BBOM00010
MOTOBOMBA SUMINISTRO DE AGUA SUAVIZADA #3 PTAP
1 10 2 1 0 21 21 NC
124 BBOM00111
BOMBA SUMINISTRO DE AGUA SUAVIZADA #4 PTAP
1 10 2 1 0 21 21 NC
125 BTAN00001
TANQUE ALMACENAMIENTO AGUA SUAVIZADA #1 30M3 PTAP
1 10 2 1 0 21 21 NC
126 BTAN00037
TANQUE ALMACENAMIENTO AGUA SUAVIZADA #2 30M3 PTAP
1 10 2 1 0 21 21 NC
127 BBOM00011
BOMBA#1 AGUA FILTRADA PTAP
1 10 2 1 0 21 21 NC
128 BBOM00012
BOMBA #2 AGUA FILTRADA PTAP
1 10 2 1 0 21 21 NC
129 BBOM00103
BOMBA #3 AGUA FILTRADA PTAP
1 10 2 1 0 21 21 NC
130 BBOM00125
BOMBA #4 AGUA FILTRADA PTAP
1 10 2 1 0 21 21 NC
131 BPDC00017
TABLERO CONTROL HANGAR POLLO EN PIE
1 4 1 1 16 21 21 NC
132 BDEC00001
DESCOLGADORA DE PATAS
1 2 2 1 16 21 21 NC
133 BDEC00005
DESCOLGADORA DE PATAS (LINCO)
1 2 2 1 16 21 21 NC
134 BCCM00006
CENTRO CONTROL EVISCERACION AUTOMATIC
1 1 4 1 16 21 21 NC

96
Cuadro 18. (Continuación). ITEM
COD ADSUM
EQUIPO Frecuencia de fallas
Impacto operacional
Flexibilidad operacional
Costo Mantenimiento
Seguridad y Medio Ambiente
Consecuencia
Criticidad
Criticidad Equipo
135
BLAV00003
LAVADORA DE CORAZONES #1
1 4 1 1 16 21 21 NC
136
BLAV00004
LAVADORA DE CORAZONES #2
1 4 1 1 16 21 21 NC
137
BPEL00002
PELADORA DE MOLLEJAS #1
1 4 1 1 16 21 21 NC
138
BPEL00003
PELADORA DE MOLLEJAS #2
1 4 1 1 16 21 21 NC
139
BPEL00004
PELADORA DE MOLLEJAS #3
1 4 1 1 16 21 21 NC
140
BPDC00020
TABLERO CONTROL BOMBAS DE VACIO EVISCERACION
1 1 4 1 16 21 21 NC
141
BCCM00004
CENTRO CONTROL MOTORES LÍNEA EXTERNA
1 1 2 1 16 19 19 NC
142
BPDC00018
TABLERO CONTROL BANDAS PLATAFORMA LINEA EXTERNA
1 1 2 1 16 19 19 NC
143
BTRA00005
BANDA TRANSPORTADORA DE CABEZAS
1 1 1 1 16 18 18 NC
144
BPDC00019
TABLERO CONTROL LAVADORA DE HUACALES
1 1 1 1 16 18 18 NC
145
BEDI00008
HANGAR RECEPCION DE POLLO EN PIE
1 4 4 1 0 17 17 NC
146
BBOM00085
MOTOBOMBA HIDROFLOW HANGAR POLLO EN PIE
1 4 4 1 0 17 17 NC
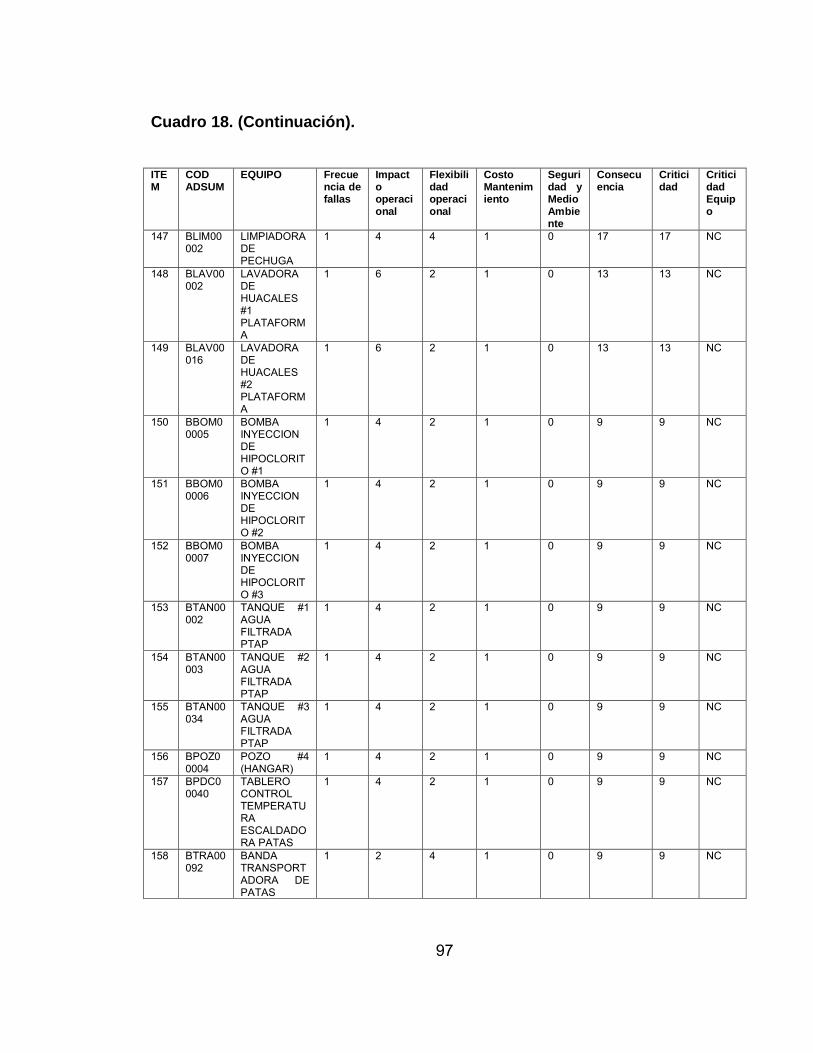
97
Cuadro 18. (Continuación). ITEM
COD ADSUM
EQUIPO Frecuencia de fallas
Impacto operacional
Flexibilidad operacional
Costo Mantenimiento
Seguridad y Medio Ambiente
Consecuencia
Criticidad
Criticidad Equipo
147 BLIM00002
LIMPIADORA DE PECHUGA
1 4 4 1 0 17 17 NC
148 BLAV00002
LAVADORA DE HUACALES #1 PLATAFORMA
1 6 2 1 0 13 13 NC
149 BLAV00016
LAVADORA DE HUACALES #2 PLATAFORMA
1 6 2 1 0 13 13 NC
150 BBOM00005
BOMBA INYECCION DE HIPOCLORITO #1
1 4 2 1 0 9 9 NC
151 BBOM00006
BOMBA INYECCION DE HIPOCLORITO #2
1 4 2 1 0 9 9 NC
152 BBOM00007
BOMBA INYECCION DE HIPOCLORITO #3
1 4 2 1 0 9 9 NC
153 BTAN00002
TANQUE #1 AGUA FILTRADA PTAP
1 4 2 1 0 9 9 NC
154 BTAN00003
TANQUE #2 AGUA FILTRADA PTAP
1 4 2 1 0 9 9 NC
155 BTAN00034
TANQUE #3 AGUA FILTRADA PTAP
1 4 2 1 0 9 9 NC
156 BPOZ00004
POZO #4 (HANGAR)
1 4 2 1 0 9 9 NC
157 BPDC00040
TABLERO CONTROL TEMPERATURA ESCALDADORA PATAS
1 4 2 1 0 9 9 NC
158 BTRA00092
BANDA TRANSPORTADORA DE PATAS
1 2 4 1 0 9 9 NC

98
Cuadro 18. (Continuación). ITEM
COD ADSUM
EQUIPO Frecuencia de fallas
Impacto operacional
Flexibilidad operacional
Costo Mantenimiento
Seguridad y Medio Ambiente
Consecuencia
Criticidad
Criticidad Equipo
159 BAIR00010
UNIDAD MANEJADORA DE AIRE EVISCERACION
1 1 4 1 1 6 6 NC
160 BEDI00010
TUNEL DE COLGADO LINEA EXTERNA
1 1 4 1 0 5 5 NC
161 BMAS00001
MASAJEADOR DE PECHUGAS
1 1 4 1 0 5 5 NC
162 BEDI00011
TUNEL DE SANGRADO
1 1 4 1 0 5 5 NC
163 BEDI00012
ZONA ESCALDADO DE AVES
1 1 4 1 0 5 5 NC
164 BEDI00013
ZONA DESPLUMADORAS
1 1 4 1 0 5 5 NC
165 BEDI00014
ZONA TRANSFERENCIA
1 1 4 1 0 5 5 NC
166 BDIS00003
DISTRIBUIDOR SISTEMA DE VACIO
1 1 4 1 0 5 5 NC
167 BTAN00010
TANQUE DE PURGA SISTEMA DE VACIO
1 1 4 1 0 5 5 NC
168 BTAN00011
TANQUE SEPARADOR SISTEMA DE VACIO
1 1 4 1 0 5 5 NC
169 BEDI00005
ZONA SUBESTACION ELECTRICA #1 34.5 KV PPTAL
1 1 1 1 1 3 3 NC
170 BEDI00003
ZONA SUBESTACION ELECTRICA #2 13.2KV/220V PROCESO
1 1 1 1 1 3 3 NC
171 BEDI00004
ZONA SUBESTACION ELECTRICA #3 13.2KV/440V DESPACHOS
1 1 1 1 1 3 3 NC
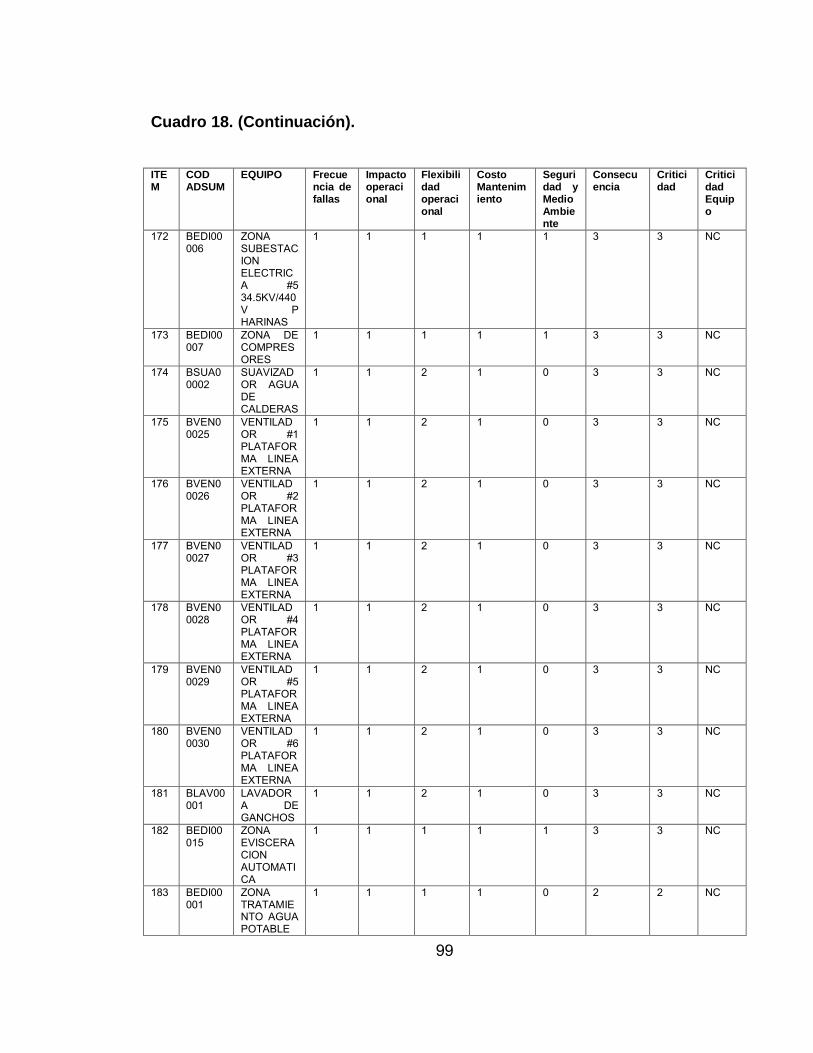
99
Cuadro 18. (Continuación). ITEM
COD ADSUM
EQUIPO Frecuencia de fallas
Impacto operacional
Flexibilidad operacional
Costo Mantenimiento
Seguridad y Medio Ambiente
Consecuencia
Criticidad
Criticidad Equipo
172 BEDI00006
ZONA SUBESTACION ELECTRICA #5 34.5KV/440V P HARINAS
1 1 1 1 1 3 3 NC
173 BEDI00007
ZONA DE COMPRESORES
1 1 1 1 1 3 3 NC
174 BSUA00002
SUAVIZADOR AGUA DE CALDERAS
1 1 2 1 0 3 3 NC
175 BVEN00025
VENTILADOR #1 PLATAFORMA LINEA EXTERNA
1 1 2 1 0 3 3 NC
176 BVEN00026
VENTILADOR #2 PLATAFORMA LINEA EXTERNA
1 1 2 1 0 3 3 NC
177 BVEN00027
VENTILADOR #3 PLATAFORMA LINEA EXTERNA
1 1 2 1 0 3 3 NC
178 BVEN00028
VENTILADOR #4 PLATAFORMA LINEA EXTERNA
1 1 2 1 0 3 3 NC
179 BVEN00029
VENTILADOR #5 PLATAFORMA LINEA EXTERNA
1 1 2 1 0 3 3 NC
180 BVEN00030
VENTILADOR #6 PLATAFORMA LINEA EXTERNA
1 1 2 1 0 3 3 NC
181 BLAV00001
LAVADORA DE GANCHOS
1 1 2 1 0 3 3 NC
182 BEDI00015
ZONA EVISCERACION AUTOMATICA
1 1 1 1 1 3 3 NC
183 BEDI00001
ZONA TRATAMIENTO AGUA POTABLE
1 1 1 1 0 2 2 NC

100
Cuadro 18. (Continuación). ITEM
COD ADSUM
EQUIPO Frecuencia de fallas
Impacto operacional
Flexibilidad operacional
Costo Mantenimiento
Seguridad y Medio Ambiente
Consecuencia
Criticidad
Criticidad Equipo
184 BEDI00143
ZONA CALDERAS
1 1 1 1 0 2 2 NC
185 BEDI00009
PLATAFORMA LINEA EXTERNA
1 1 1 1 0 2 2 NC
186 BBOM00022
BOMBA TUNEL DE SANGRADO
1 1 1 1 0 2 2 NC
187 BCDT00003
CONTROL DE TEMPERATURA ESCALDADORA DE AVES #1
1 1 1 1 0 2 2 NC
188 BCDT00004
CONTROL DE TEMPERATURA ESCALDADORA DE AVES #2
1 1 1 1 0 2 2 NC
189 BPDC00027
TABLERO CONTROL AGUA DESPLUMADORAS
1 1 1 1 0 2 2 NC
6.11 ANÁLISIS POR PARETO Y ESPINA DE PESCADO PARA DETERMINAR CAUSAS RAÍCES PARADAS EQUIPOS SEGÚN PRIORIDAD ANÁLISIS DE CRITICIDAD Con base en los requerimientos de la Jefatura de Mantenimiento se planteó el análisis propuesto, para especificar los pasos a seguir según la teoría vigente.
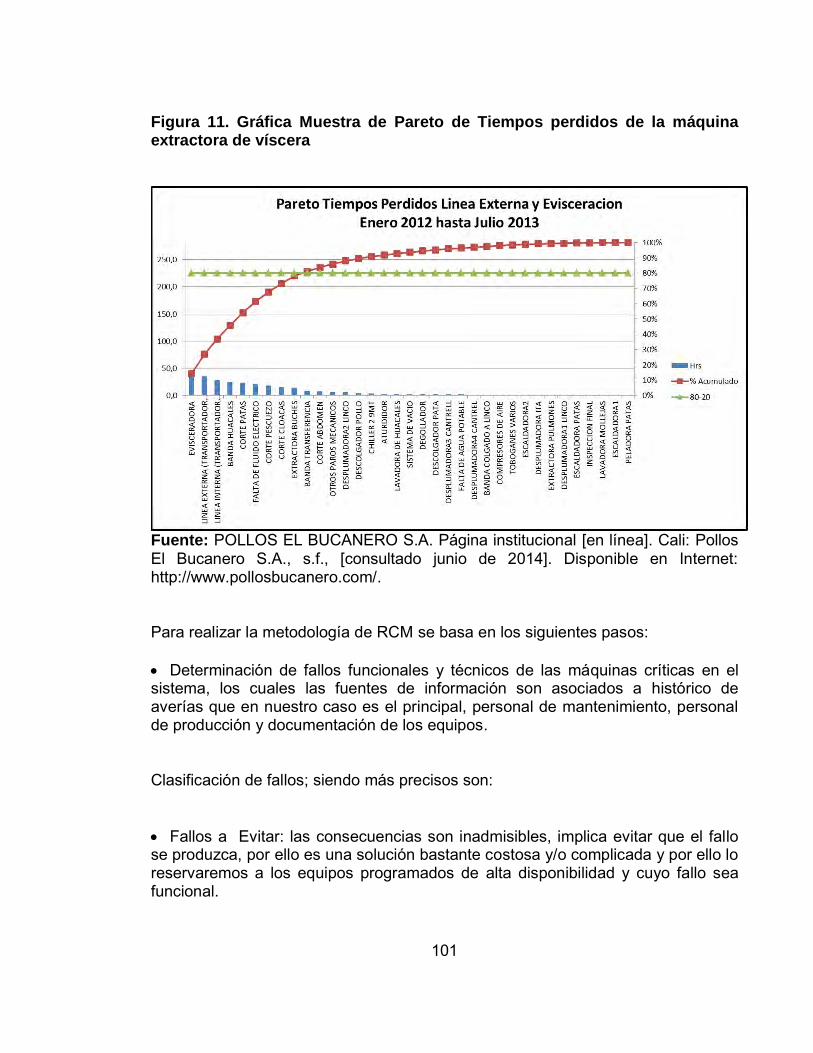
101
Figura 11. Gráfica Muestra de Pareto de Tiempos perdidos de la máquina extractora de víscera
Fuente: POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/. Para realizar la metodología de RCM se basa en los siguientes pasos: Determinación de fallos funcionales y técnicos de las máquinas críticas en el sistema, los cuales las fuentes de información son asociados a histórico de averías que en nuestro caso es el principal, personal de mantenimiento, personal de producción y documentación de los equipos. Clasificación de fallos; siendo más precisos son: Fallos a Evitar: las consecuencias son inadmisibles, implica evitar que el fallo se produzca, por ello es una solución bastante costosa y/o complicada y por ello lo reservaremos a los equipos programados de alta disponibilidad y cuyo fallo sea funcional.
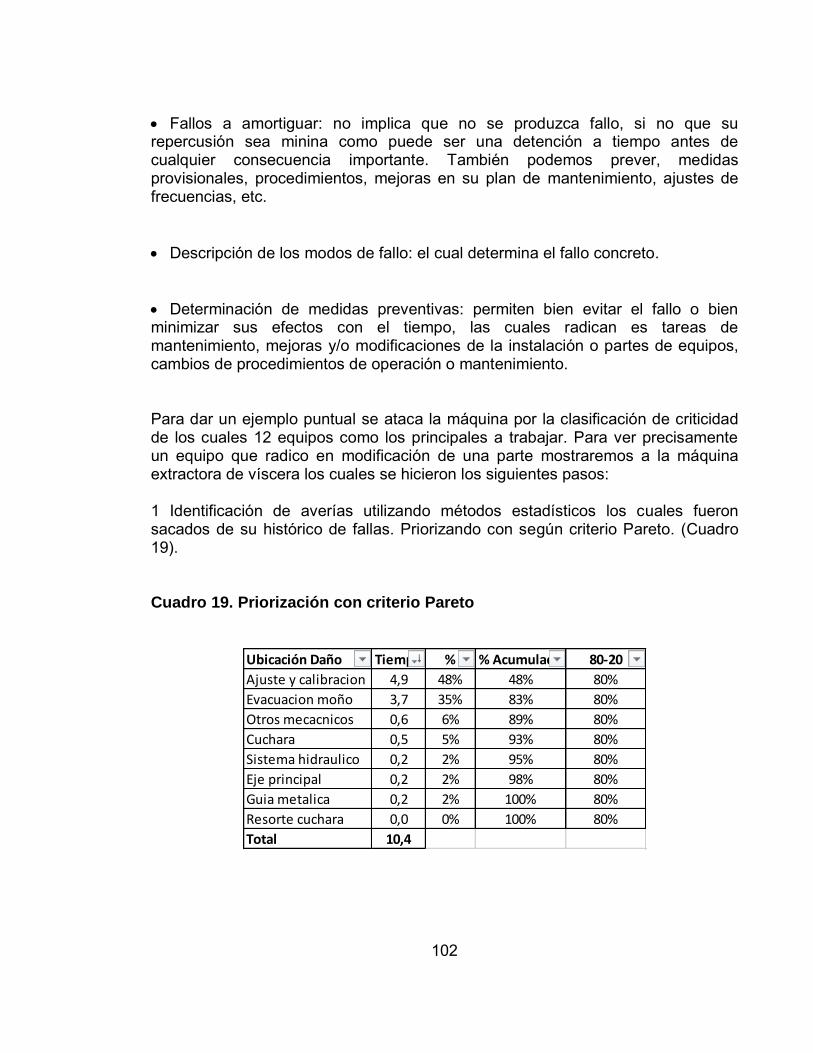
102
Fallos a amortiguar: no implica que no se produzca fallo, si no que su repercusión sea minina como puede ser una detención a tiempo antes de cualquier consecuencia importante. También podemos prever, medidas provisionales, procedimientos, mejoras en su plan de mantenimiento, ajustes de frecuencias, etc.
Descripción de los modos de fallo: el cual determina el fallo concreto. Determinación de medidas preventivas: permiten bien evitar el fallo o bien minimizar sus efectos con el tiempo, las cuales radican es tareas de mantenimiento, mejoras y/o modificaciones de la instalación o partes de equipos, cambios de procedimientos de operación o mantenimiento. Para dar un ejemplo puntual se ataca la máquina por la clasificación de criticidad de los cuales 12 equipos como los principales a trabajar. Para ver precisamente un equipo que radico en modificación de una parte mostraremos a la máquina extractora de víscera los cuales se hicieron los siguientes pasos: 1 Identificación de averías utilizando métodos estadísticos los cuales fueron sacados de su histórico de fallas. Priorizando con según criterio Pareto. (Cuadro 19). Cuadro 19. Priorización con criterio Pareto
Ubicación Daño Tiempo % % Acumulado 80-20
Ajuste y calibracion 4,9 48% 48% 80%
Evacuacion moño 3,7 35% 83% 80%
Otros mecacnicos 0,6 6% 89% 80%
Cuchara 0,5 5% 93% 80%
Sistema hidraulico 0,2 2% 95% 80%
Eje principal 0,2 2% 98% 80%
Guia metalica 0,2 2% 100% 80%
Resorte cuchara 0,0 0% 100% 80%
Total 10,4
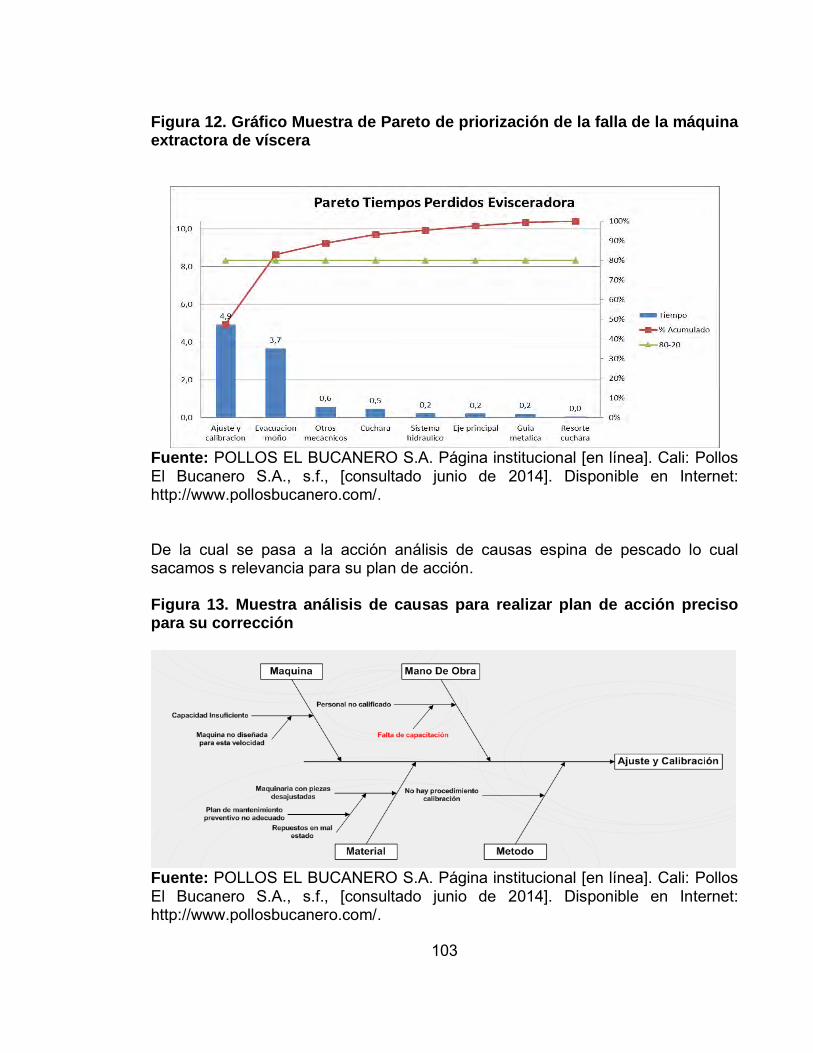
103
Figura 12. Gráfico Muestra de Pareto de priorización de la falla de la máquina extractora de víscera
Fuente: POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/. De la cual se pasa a la acción análisis de causas espina de pescado lo cual sacamos s relevancia para su plan de acción. Figura 13. Muestra análisis de causas para realizar plan de acción preciso para su corrección
Fuente: POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/.
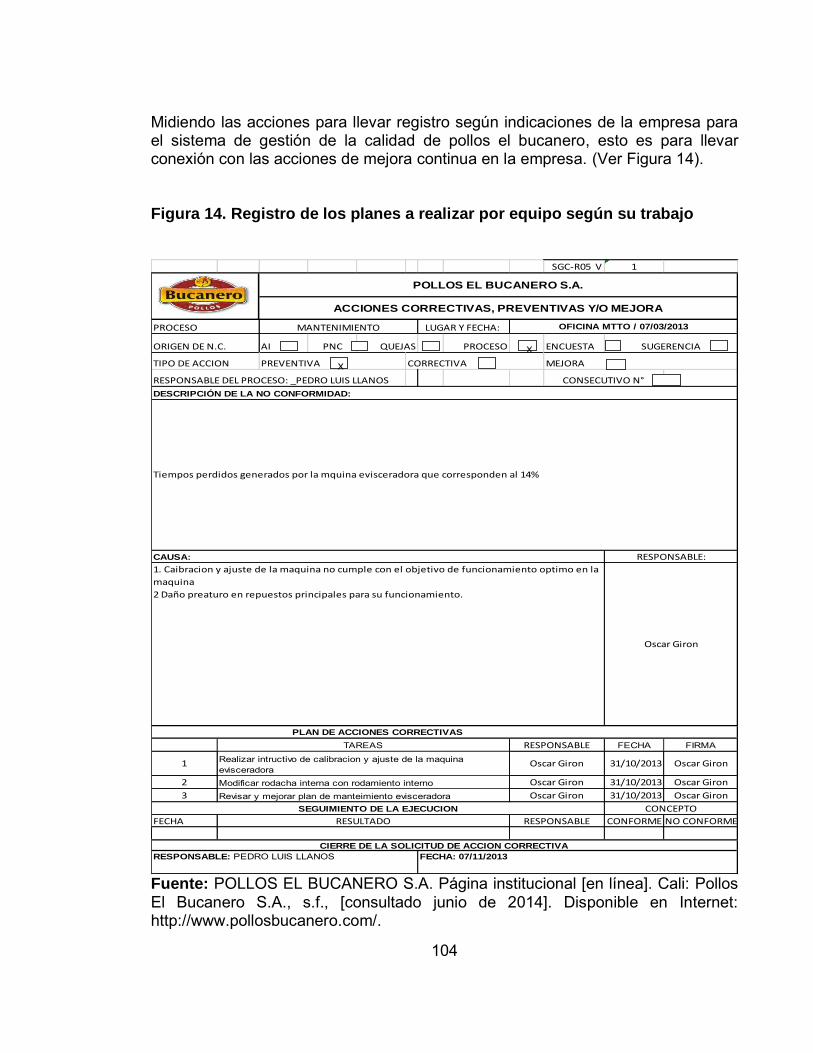
104
Midiendo las acciones para llevar registro según indicaciones de la empresa para el sistema de gestión de la calidad de pollos el bucanero, esto es para llevar conexión con las acciones de mejora continua en la empresa. (Ver Figura 14). Figura 14. Registro de los planes a realizar por equipo según su trabajo
SGC-R05 V 1
AI PNC PROCESO ENCUESTA
TIPO DE ACCION
RESPONSABLE DEL PROCESO: _PEDRO LUIS LLANOS
FECHA FIRMA
1 31/10/2013 Oscar Giron
2 31/10/2013 Oscar Giron
3 31/10/2013 Oscar Giron
FECHA CONFORME NO CONFORME
POLLOS EL BUCANERO S.A.
ACCIONES CORRECTIVAS, PREVENTIVAS Y/O MEJORA
PROCESO MANTENIMIENTO LUGAR Y FECHA: OFICINA MTTO / 07/03/2013
1. Caibracion y ajuste de la maquina no cumple con el objetivo de funcionamiento optimo en la
maquina
2 Daño preaturo en repuestos principales para su funcionamiento.
Oscar Giron
ORIGEN DE N.C. QUEJAS SUGERENCIA
PREVENTIVA CORRECTIVA MEJORA
CONSECUTIVO N°
DESCRIPCIÓN DE LA NO CONFORMIDAD:
Tiempos perdidos generados por la mquina evisceradora que corresponden al 14%
CAUSA: RESPONSABLE:
PLAN DE ACCIONES CORRECTIVAS
TAREAS RESPONSABLE
Realizar intructivo de calibracion y ajuste de la maquina evisceradora
Oscar Giron
RESPONSABLE: PEDRO LUIS LLANOS FECHA: 07/11/2013
Modificar rodacha interna con rodamiento interno Oscar Giron
Revisar y mejorar plan de manteimiento evisceradora Oscar Giron
CONCEPTO
RESULTADO RESPONSABLE
CIERRE DE LA SOLICITUD DE ACCION CORRECTIVA
SEGUIMIENTO DE LA EJECUCION
X
X
Fuente: POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/.

105
6.12 ACCIONES PREVENTIVAS, CORRECTIVAS, Y MEJORA A LAS CAUSAS RAÍCES SEGÚN HISTÓRICO DE PARADAS BASADA EN LA METODOLOGIA RCM (MANTENIMIENTO CENTRADO EN LA CONFIABILIDAD) Al tener la información se procede a la clasificación y descripción de los tipos de fallo técnicos o funcionales, descripción del fallo y su clasificación los cuales de describen a evitar o amortiguar. El cual se muestra en el cuadro a continuación:

106
6.12.1 Fallos Técnicos y Funcionales Maquinaria. (Ver Cuadro 20 y 21). Cuadro 20. Fallos técnicos o funcionales maquinas Equipo Sistema Tipo de fallo Descripcion del fallo Descripcion modo de fallo Clasificacion del fallo
DESPLUMADORA(LINCO) Motriz Tecnico No hay movimiento bocines Daño en piñones A evitar
Daño en piñon motriz A evitar
Daño en motor electrico A evitar
TRANSPORTADOR LINEA EVISCERACION AUTOMATICA Motriz Tecnico No hay movimiento transportador Falla en la cadena sistema motriz A evitar
Daño en caja reductora A evitar
Funcional Falta tension cadena Falla presion compresor A evitar
TRANSPORTADOR LINEA EXTERNA Piñon Motriz Tecnico Caida del piñon motriz falta ajuste Daño en eje y piñon A evitar
Gancho Tecnico Gancho torcido en transportador Daño en gancho A amortguar
EXTRACTORA DE VISCERAS Motriz Funcional Fallas por ajuste y calibracion Ajuste y calibracion A amortguar
Acumulacion de moño Falta capacidad maquina A amortguar
Tecnico Daño en partes motrices Desgaste partes motrices A evitar
EXTRACTORA DE BUCHES Eje motriz Funcional Se daña acople a eje motriz Sobrecarga equipo A amortguar
Tecnico Daño en cremallera Daño en cremallera motriz A amortguar
CORTADORA DE PATAS (LINCO) Motriz Tecnico Perdida ajuste bocin y ejes Daño en eje y rodamientos bocin A evitar
BANDA TRANSFERENCIA LINEA EXTERNA - EVISCERACION Banda Termoformada Tecnico Daño en banda transportadora Ruptura banda termoformada A amortguar
DESCARGADOR EVISCERACION Guia Tecnico Daño en guia metalica Daño en guia metalica A evitar
Funcional Perdida de tiempo descargador Ajuste y calibracion equipo A amortguar
EXTRACTORA DE CLOACA Motriz Tecnico Daño en piñones transmisison Daño en piñones motrices A evitar
Daño en motor electrico Daño motor electrico A evitar
Funcional Descalibracion equipo Ajuste y calibracion equipo A amortguar
ESCALDADORA DE AVES Vapor Funcional Falta de vapor escaldadora Falta de vapor escaldaora A amortguar
Mal funcionamiento control temperatura Falla sensores de temperatura A evitar
CORTADORA DE ABDOMEN Motriz Tecnico Daño en el sistema motriz abdomen Daño en piñones motrices A evitar
Funcional Se pierde tiempo por calibracion Falta de ajuste y calibracion A amortguar
CORTADORA DE PESCUEZO Sistema de corte Tecnico Daño en sistema motriz cortadora Daño en sistema corte pescuezo A evitar

107
6.12.2 Medidas Preventivas Maquinaria. Al tener las fallas a amortiguar o evitar, se procede a realizar las medidas preventivas a la maquinaria, como se muestra en el cuadro a continuación, partiendo de la descripción del modo de fallo se procede a establecer la estrategia de mantenimiento que corresponde a Tareas de mantenimiento, mejoras, procedimientos producción o procedimientos mantenimiento. Cuadro 21. Medidas preventivas para fallos técnicos o funcionales maquinas Equipo Modo de fallo Tarea Mantenimiento Mejoras Procedimiento produccion Procedimiento Mantenimiento
DESPLUMADORA(LINCO) Daño en piñones
Daño en piñon motriz
Daño en motor electrico
TRANSPORTADOR LINEA EVISCERACION AUTOMATICA Falla en la cadena sistema motriz
Daño en caja reductora
Falla presion compresor
TRANSPORTADOR LINEA EXTERNA Daño en eje y piñon Mejora diseño eje
Daño en gancho Revision medidas ganchos
EXTRACTORA DE VISCERAS Ajuste y calibracionGenerar procedimiento de
ajuste y calibracion maquina
Falta capacidad maquina Ajuste de frecuencia cambio de partes
Desgaste partes motrices Ajuste de frecuencia cambio de partes Modificacion rodacha interna
EXTRACTORA DE BUCHES Sobrecarga equipo Modificacion rodacha interna
Daño en cremallera motriz Ajuste de frecuencia cambio de partes
CORTADORA DE PATAS (LINCO) Daño en eje y rodamientos bocin Ajuste de frecuencia cambio de partes
BANDA TRANSFERENCIA LINEA EXTERNA - EVISCERACION Ruptura banda termoformada Establecer Stock banda termofirmada
Ajustar frecuencia de revision equipo
DESCARGADOR EVISCERACION Daño en guia metalica Cambio de guias por nuevas
Ajuste y calibracion equipo Ajustar frecuencia de revision equipo
EXTRACTORA DE CLOACA Daño en piñones motrices Ajuste de frecuencia cambio de partes Modificacion rodacha interna
Daño motor electrico Compra de motores importados Linco
Ajuste y calibracion equipoGenerar procedimiento de
ajuste y calibracion mecanica
ESCALDADORA DE AVES Falta de vapor escaldaoraGenerar procedimiento
para arranque maquinaria
Falla sensores de temperatura Ajustar frecuencia de revision equipo
CORTADORA DE ABDOMEN Daño en piñones motrices Ajuste de frecuencia cambio de partes
Falta de ajuste y calibracionGenerar procedimiento de
ajuste y calibracion mecanica
CORTADORA DE PESCUEZODaño en sistema corte pescuezo
Cambiar caja sistema corte cortadora de
pescuezo
Generar procedimiento
mantenimiento desplumadora
linco
Revisar y ajustar programacion
actividades mantenimiento
Revisar y ajustar programacion
actividades mantenimiento
Para dar continuidad con este ejemplo se muestra la tarea realizada de mejora en la máquina extractora de víscera.

108
6.13 MEJORAS A PARTIR DE LAS ACCIONES CORRECTIVAS, PREVENTIVAS Y MEJORA DE LOS EQUIPOS, CASO REPUESTO RODACHA INTERNA EN LAS MÁQUINAS DE EVISCERACIÓN Las rodachas utilizadas en la máquina de evisceración automática constan de un diseño simple, que es realizado por el fabricante LincoFood proveniente de Dinamarca como lo ilustra la imagen #2. Al realizar labores desde la instalación de la máquina desde el 2007. Pero fue la constate de daños por frenos causado por la contaminación y desgaste excesivo en las partes internas. Como lo ilustra la figura Figura 15. Parte estructural rodacha interna maquinaria evisceración
Figura 16. Contaminación y desgaste prematuro parte interna rodacha interna maquinaria evisceración

109
Figura 17. Modificación rodacha interna maquinaria evisceración
Fuente: POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/. 6.14 ELABORACIÓN DE INSTRUCTIVOS E IMPLEMENTACIÓN Y MANEJO DEL SOFTWARE DE MANTENIMIENTO. Y EL SISTEMA DE INFORMACION DE MANTENIMIENTO PREVENTIVO La generación y uso de información están muy extendidos en todas las empresas industriales y su objetivo es brindar un soporte a la producción de bienes y servicios dentro de la empresa. La pasantía aplica la concepción de valor agregado al producto como criterio importante para implementar un sistema de información efectivo para disponer así de una información veraz y oportuna a través de bases de datos almacenadas y con difusión a todas las instancias de la misma las cuales están integradas para proporcionar la funcionalidad necesaria,

110
facilitando a los usuarios de mantenimiento el acceso a ella, y al mismo tiempo garantizar la integridad y la seguridad de la misma26. El procesamiento de datos para mantenimiento exige de igual forma la ejecución de una sucesión sistemática de operaciones efectuadas sobre datos hasta los controles de procesos generando con ello la información necesaria para tomar decisiones. La empresa en este sentido ha venido implementando el uso de una herramienta y paquete informático “Adsum Kallpa” con los aplicativos que interesan a la Jefatura de Mantenimiento a fin de administrar las funciones del departamento de mantenimiento, los servicios públicos (agua y energía), control de procesos y el diseño del programa de mantenimiento con el fin de examinar y controlar los costos, recuperación de las inversiones desde la evaluación económica de los proyectos, permitiendo seleccionar alternativas más atractivas para la ejecución de las actividades de mantenimiento basándose en términos económicos así: Descripción, presupuesto, horas planeadas, horas totales, informes o reportes, horas de parada máquina, inventarios, entre otros, permitiéndole a la gerencia supervisar el trabajo en el departamento y proyectar el trabajo futuro. Este paquete informático precisamente se complementó a fin de hacer seguimiento a toda la planeación de las actividades de mantenimiento obteniendo los informes requeridos en las frecuencias establecidas respetando las especificaciones del programa y realimentar a la gerencia teniendo presente las necesidades, expectativas y requerimientos de la empresa, el cual fue debidamente codificado teniendo presente las especificaciones de la planta y el sistema de gestión de la calidad, ilustrado en la siguiente Tabla No 9, de codificación documentos mantenimiento. Cuadro 22. Codificación Documentos Mantenimiento No Código Nombre Documento 1 MT-MI-
PG01 Programa mantenimiento
2 MT-MI-I01
Instructivo indicadores mantenimiento
3 MT-MI-I02
Instructivo ingreso personal planta
26 GALAR D. RCM. Ingeniería Avanzada en Mantenimiento [en línea]. Colombia: Navegalia, 2001, [consultado junio de 2014]. Disponible en Internet: http://www.navegalia.com.

111
Cuadro 22. (Continuación). No Código Nombre Documento 4 MT-MI-
I03 Instructivo creación reporte y cierre orden de trabajo en el software mantenimiento adsum kallpa
5 MT-MI-I04
Instructivo generar orden de trabajo preventivas adsum kallpa
6 MT-MI-I05
Instructivo creación equipo software de mantenimiento adsum kallpa
7 MT-MI-I06
Instructivo creación actividad preventiva por equipos adsum kallpa
8 MT-MI-I07
Instructivo realizar salidas de almacén software mantenimiento adsum kallpa
9 MT-MI-I08
Instructivo cambio de aceite caja reductora
10 MT-MI-I09
Instructivo ajuste extractora de cloaca
11 MT-MI-I10
Instructivo ajuste cortadora de abdomen
12 MT-MI-I11
Instructivo ajuste evisceradora
13 MT-MI-I12
Instructivo mantenimiento desplumadora linco
14 MT-MI-I13
Instructivo mantenimiento bandas transportadoras
15 MT-MI-I14
Instructivo mantenimiento motoreductor
No Código Nombre Documento 16 MT-MI-
I15 Instructivo mantenimiento bombas
17 MT-MI-R01
Ruta de lubricación línea externa
18 MT-MI-R02
Orden de trabajo
19 MT-MI-R04
Archivo maestro
20 MT-MI-R08
ruta de lubricación evisceración
21 MT-MI-R09
Inspección (check list) línea externa
22 MT-MI-R10
Inspección (check list) Evisceración
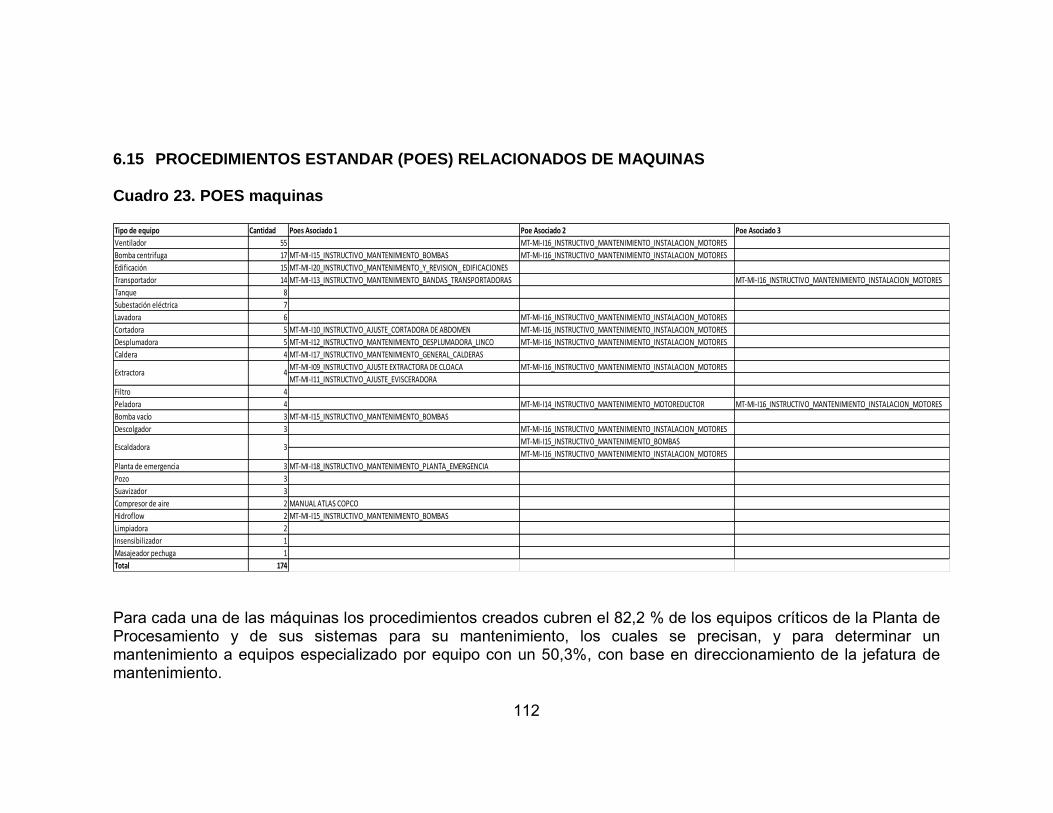
112
6.15 PROCEDIMIENTOS ESTANDAR (POES) RELACIONADOS DE MAQUINAS Cuadro 23. POES maquinas Tipo de equipo Cantidad Poes Asociado 1 Poe Asociado 2 Poe Asociado 3
Ventilador 55 MT-MI-I16_INSTRUCTIVO_MANTENIMIENTO_INSTALACION_MOTORES
Bomba centrifuga 17 MT-MI-I15_INSTRUCTIVO_MANTENIMIENTO_BOMBAS MT-MI-I16_INSTRUCTIVO_MANTENIMIENTO_INSTALACION_MOTORES
Edificación 15 MT-MI-I20_INSTRUCTIVO_MANTENIMIENTO_Y_REVISION_ EDIFICACIONES
Transportador 14 MT-MI-I13_INSTRUCTIVO_MANTENIMIENTO_BANDAS_TRANSPORTADORAS MT-MI-I16_INSTRUCTIVO_MANTENIMIENTO_INSTALACION_MOTORES
Tanque 8
Subestación eléctrica 7
Lavadora 6 MT-MI-I16_INSTRUCTIVO_MANTENIMIENTO_INSTALACION_MOTORES
Cortadora 5 MT-MI-I10_INSTRUCTIVO_AJUSTE_CORTADORA DE ABDOMEN MT-MI-I16_INSTRUCTIVO_MANTENIMIENTO_INSTALACION_MOTORES
Desplumadora 5 MT-MI-I12_INSTRUCTIVO_MANTENIMIENTO_DESPLUMADORA_LINCO MT-MI-I16_INSTRUCTIVO_MANTENIMIENTO_INSTALACION_MOTORES
Caldera 4 MT-MI-I17_INSTRUCTIVO_MANTENIMIENTO_GENERAL_CALDERAS
MT-MI-I09_INSTRUCTIVO_AJUSTE EXTRACTORA DE CLOACA MT-MI-I16_INSTRUCTIVO_MANTENIMIENTO_INSTALACION_MOTORES
MT-MI-I11_INSTRUCTIVO_AJUSTE_EVISCERADORA
Filtro 4
Peladora 4 MT-MI-I14_INSTRUCTIVO_MANTENIMIENTO_MOTOREDUCTOR MT-MI-I16_INSTRUCTIVO_MANTENIMIENTO_INSTALACION_MOTORES
Bomba vacío 3 MT-MI-I15_INSTRUCTIVO_MANTENIMIENTO_BOMBAS
Descolgador 3 MT-MI-I16_INSTRUCTIVO_MANTENIMIENTO_INSTALACION_MOTORES
MT-MI-I15_INSTRUCTIVO_MANTENIMIENTO_BOMBAS
MT-MI-I16_INSTRUCTIVO_MANTENIMIENTO_INSTALACION_MOTORES
Planta de emergencia 3 MT-MI-I18_INSTRUCTIVO_MANTENIMIENTO_PLANTA_EMERGENCIA
Pozo 3
Suavizador 3
Compresor de aire 2 MANUAL ATLAS COPCO
Hidroflow 2 MT-MI-I15_INSTRUCTIVO_MANTENIMIENTO_BOMBAS
Limpiadora 2
Insensibilizador 1
Masajeador pechuga 1
Total 174
Escaldadora
Extractora 4
3
Para cada una de las máquinas los procedimientos creados cubren el 82,2 % de los equipos críticos de la Planta de Procesamiento y de sus sistemas para su mantenimiento, los cuales se precisan, y para determinar un mantenimiento a equipos especializado por equipo con un 50,3%, con base en direccionamiento de la jefatura de mantenimiento.
113
6.16 OPTIMIZACIÓN DE LA ORGANIZACIÓN DEL MANTENIMIENTO La empresa posee una organización central en la cual todas las órdenes de trabajo se controlan desde un área central la cual ofrece un mejor control y brinda una respuesta eficiente con personal especializado para mantener la alta confiabilidad y equipos claves. Con base en los aportes de la Pasantía, se hace necesario que la empresa establezca un nuevo derrotero para reestructurar la planta de personal del área, para lo cual se sugiere los siguientes apartes27. 6.16.1 Personal de Mantenimiento. Se establece la necesidad de entrenamiento del personal por cuanto a la falta de entrenamiento hace que se deba confiar en el personal para la ejecución de sus labores ya que esto genera capacidad de administración de los trabajos y mucha motivación para que haya un grado de intereses en el mismo. Se hace entonces necesario conocer detalles de la operación, capacidad de las máquinas, lugares inseguros, calientes, movimientos repentinos de brazos articulados, procesos de instalación y montaje, tecnología disponible y sobre técnicas y políticas de mantenimiento en la empresa. Quienes deben recibir entrenamiento en mantenimiento son: 1. Los operadores de máquinas y equipos. 2. Los mecánicos electricistas y técnicos. 3. Los ingenieros. 4. Los Jefes. 6.16.2 Apoyo del Área Financiera de la Empresa. Es de destacar que el equipo financiero especialmente debe comprender la importancia y necesidad de un mantenimiento bien organizado para colaborar en consecuencia con una alta eficiencia en el almacén las compras como parte de su responsabilidad, a fin de que se pueda tener una compresión clara de las dificultades que afronta el personal de mantenimiento en la ejecución de sus actividades, montajes, desmontajes y grandes reparaciones. Con base en lo anterior se debe establecer un estudio de inventario de las capacidades existentes internamente dentro de la organización de mantenimiento, 27 SISQUELLA, F. Sistemas de Gestión Integrados y su Aplicación al Mantenimiento [en línea]. Colombia: Puntex, 2003, [consultado junio de 2014]. Disponible en Internet: http://www.puntex.com.

114
para poder utilizarlas más adelante con el desarrollo del programa del mismo, con sus correspondientes cargas de trabajo y procesos. Ello permitirá conocer los recursos disponibles dentro de la empresa y los recursos que deben ser localizados externamente para desarrollar la estrategia de capacitación en procesos y procedimientos del área de mantenimiento, la cual puede ser apoyada desde el Centro de Formación Titulada del SENA Regional Valle del Cauca y sus diferentes Centros de Formación.

115
7. CONCLUSIONES
Dado el potencial gigantesco de mejora en la efectividad de la administración del mantenimiento, se considera que la empresa ha dado un paso importante para el mejoramiento del programa de mantenimiento, para lo cual debe continuar con esta política conforme al objetivo del sistema de gestión en la administración del servicio de máquinas y equipos, recurriendo a técnicas de socialización y estandarización, en la mejora de los sistemas, y en los procedimientos pues deben recibir el énfasis pertinente. La eficiencia del departamento de mantenimiento de la empresa, y los indicadores de disponibilidad de equipos y maquinaria, establecieron un resultado del 3% en el beneficio del procesamiento, lo que fue beneficioso el trabajo de mantenimiento propuesto en la pasantía, ilustrando resultados efectivos y de menor costo. El programa de mantenimiento preventivo propuesto aportó significativamente a debitar tiempos muertos por daños y emergencias. La gerencia de la Planta ha puesto de manifiesto la importancia del mantenimiento de los 174 equipos, máquinas y edificios, para los cuales fueron definidas sus actividades de mantenimiento preventivo, mediante la aplicación del ISO 9000, y formulación de manuales a la medida de las necesidades, resaltando una mejor administración del mismo para ofrecer importantes reducciones de costos y contribuir a una mayor productividad de la planta; y ser una herramienta de mejora en toda la planta, pues se está anticipando las necesidades de reparación y haciéndolo mejor y duradero, para trabajar a plena capacidad instalada y trabajo en equipo entre las áreas de mantenimiento y producción, corroborando al final que sus objetivos son los mismos. Desde la concepción de la administración, los cambios propuestos no se han impuesto a partir de instrucciones emitidas por la gerencia de la Planta; si no al hecho de que la teoría de mantenimiento orientado a la productividad, involucró a todos los empleados de todos los niveles, y en la tarea de identificar los problemas de la planta y recomendar los cambios que hagan más efectivo el esfuerzo de mantenimiento y al mismo tiempo les permita sobresalir y mejorar, dando como resultado el programa de mantenimiento preventivo orientado a la productividad para la misma. Bajo la premisa que la gente de mantenimiento y producción conocen sus problemas del día a día, la pasantía unifico criterios para implementar un método
116
para definir claramente los problemas, formular soluciones y presentarlas a la gerencia para obtener su apoyo y los recursos necesarios para hacer los cambios sugeridos. Es por ello que el programa de mantenimiento preventivo orientado a la productividad ha ganado credibilidad, y sus objetivos fueron discutidos amplia y francamente con todo el personal antes de que el programa se iniciara, obteniendo así mucha más colaboración para que el programa funcione, con la motivación puesta de manifiesto en el proceso de cambio, una vez sea implementado. La pasantía considero un enfoque sistémico de la administración del mantenimiento, basado en la planeación y programación centralizada, reemplazando las operaciones mal organizadas de mantenimiento motivada por las crisis ilustradas en los tiempos improductivos de la planta. El nuevo programa considero cambios esenciales para hacer un trabajo excelente de mantenimiento distribuyendo los recursos de una manera más apropiada, con mayor planeación y programación del trabajo, un cuidadoso control de inventario de repuestos, experiencia técnica, uso de herramientas, entrenamiento y un sistema de información a la medida, mediante la implementación del software “Adsum Kallpa.” Analizando las mediciones de efectividad obtenidas es claro que las medidas de control aportaron el conocimiento de los progresos y resultados del programa de mantenimiento. Estas medidas son tendencias, estadísticas en las diferentes áreas claves de la administración del mantenimiento como lo son costos y mano de obra, disponibilidad del equipo, tiempo empleado en el trabajo directo, horas extras entre otros los cuales son reportados de manera mensual y como cambio positivo desde el comienzo del programa de mantenimiento preventivo orientado a la productividad, y se necesita de doce a dieciocho meses para que los indicadores alcanzados empiecen a reflejar mejoras importantes y estables en el sistema. El tiempo de producción por otra parte también debe aumentar cuando el programa de mantenimiento se implemente en un 100% y disminuya las emergencias y el consumo de repuestos sea más efectivo. Los avicultores en Colombia tienen una visión positiva de la bioseguridad, pero por lo general son escépticos en invertir en medidas de bioseguridad, debido a los altos costos inmediatos que lleva implementar un sistema como este, pero para la Planta de la empresa, es claro los beneficios futuros que se obtendrán. Los principios básicos y prácticas generales de bioseguridad están aplicados dentro de toda la cadena de producción aviar en la planta como un sistema en granjas (abuelas, reproductoras y comerciales), plantas de incubación y plantas de procesamiento de aves (plantas de beneficio). Para que el sistema siga siendo exitoso, los objetivos deben ser comprendidos y ejecutados por los diferentes actores del proceso y, ante todo, debe haber un compromiso de todos para continuar su implementación.

117
Es claro que la Pasantía realizó un plan de mejoramiento de la gestión de mantenimiento que responde a las necesidades de la planta, por lo que se ajusta a cualquier empresa nacional del sector, que contenga una organización de mantenimiento existente de diferentes dimensiones en cuanto a personal y cantidad de equipos asociados al proceso productivo. Los factores que influyen directamente en la gestión de mantenimiento de la Planta, van orientadas al tipo de las unidades estructurales de la organización, tanto general como del propio departamento de mantenimiento. Es prudente iniciar la asignación de funciones y responsabilidades del personal involucrado, la planificación y ejecución de las actividades de mantenimiento, los tipos de mantenimiento empleados para las intervenciones de los equipos y activos de la Planta, apoyo logístico y disposición de los recursos más utilizados. Todo esto, es posible alcanzarlo mediante registros históricos que generan la trazabilidad y efectividad de información para la toma de decisiones futuras con la aprobación de la Gerencia de la Planta. Se estableció un instrumento y una metodología adecuada para evaluar la gestión de mantenimiento, a través de la aplicación de la Norma ISO 9000 en la empresa para que cumpla con los requerimientos mínimos de una organización de mantenimiento adaptada a cualquier empresa manufacturera proveedora de este tipo de productos. Como quiera que los resultados obtenidos muestran que el 72 % de puntuación global de la función de mantenimiento en la empresa, es debido al bajo desempeño en el mantenimiento circunstancial, cumplimiento del mantenimiento preventivo y correctivo, deficiencia en la disposición de los recursos necesarios y personal calificado más no suficiente para la ejecución de las actividades. Los parámetros fundamentales en los procesos de mantenimiento y producción que deben ser considerados en la gestión de mantenimiento están identificados y por tanto se sugiere su estandarización como: Asistencia técnica especializada para los equipos, los cuales presentan alta criticidad en cuanto manufactura, producción y mantenimiento debido a la automatización de los procesos, complejidad del funcionamiento, logrando la mayor confiabilidad, rapidez y precisión en los mismos. Formular e implementar un plan detallado para la mejora continua en el corto, mediano y largo plazo, mediante estrategias basadas en el Mantenimiento
118
Productivo Total, Mantenimiento Centrado en Confiabilidad y Mantenimiento Clase Mundial, centrado en los esfuerzos focalizados en medir el rendimiento de los equipos y personal de trabajo basado en indicadores de gestión efectivos aplicados al sistema de mantenimiento actual de la empresa. Constante involucramiento del personal que integra la gerencia media y del nivel ejecutor del mantenimiento. La filosofía seleccionada del plan de mejoramiento de la Gestión de Mantenimiento contiene una metodología y conjunto de herramientas que enfocan el uso de los recursos de la organización asociados con personal, procesos y tecnologías efectivas para mejorar el rendimiento de los activos del proceso productivo en la planta, con índole de extenderse a cualquier otra planta o servicio industrial de la empresa Pollos El Bucanero S.A. Asimismo, se evaluó el sistema actual de mantenimiento de la empresa por medio de la norma ISO 9000, permitiendo detectar problemas como: no existe organización de mantenimiento definida y acorde a las necesidades reales, actividades como terminación de los procesos y procedimientos, la falta de planificación, control y evaluación de mantenimiento, el apoyo logístico que le da la Gerencia de Planta al Departamento de Mantenimiento es escaso y el personal de mantenimiento no es el más adecuado para la realización de las actividades. De igual manera, la Pasantía realizó la clasificación de los equipos y código funcional que permite facilitar la identificación de los equipos. Debido a la falta de mucho de los manuales, fichas técnicas e historiales de falla de los equipos es necesario realizar entrevistas estructuradas a los Supervisores de Mantenimiento con la finalidad de realizar un levantamiento de la información necesaria para crear las bases de datos necesarios en la realización del plan de mantenimiento preventivo.

119
8. RECOMENDACIONES Con el logro del plan de mejoramiento propuesto en este Trabajo de Grado, se busca el cumplimiento de la metodología empleada por la organización de mantenimiento y personal involucrado en el proceso productivo para este tipo de las empresas, y la aplicación del modelo de gestión propuesto. Pero a pesar de la implementación del software de Mantenimiento en un 100% se debe revisar su alcance y cobertura en cuanto a las necesidades de procesamiento de la información, toma de decisiones, y de ser requerido adquirir un sistema de información más robusto acorde a las necesidades del área de mantenimiento. Se deben establecer convenios de cooperación con el sector empresarial con empresas del mismo sector, educativo como el SENA, gubernamental como el Ministerio de las TICS y nacionales, que permitan el desarrollo de alianzas estratégicas, políticas y estrategias dirigidas al fortalecimiento del sistema gerencial en el área de mantenimiento, capacitación y cualificación del personal mediante procedimientos de una gestión tecnológica proporcionada y adaptada a las oportunidades de mejora de estas organizaciones de servicio de mantenimiento. Los indicadores de gestión no tienen límites de cuantificación y calificación al incrementar la complejidad de los sistemas de mantenimiento que son destinados a mejorar su servicio en el proceso productivo de cualquier empresa manufacturera seleccionada, pero son altamente significativos cuando al evaluar los parámetros y factores que inciden en los cambios de mejora. Así, estos deben ser precisamente los más adecuados y los más idóneos para que permitan a la organización de mantenimiento ser lo suficientemente competitiva según los estándares mínimos de calidad requeridos en el mercado actual. Se recomienda la implementación del sistema de gestión de mantenimiento orientado a la productividad propuesto, el cual permitirá medir la eficiencia y efectividad en la utilización de los recursos, materiales, económicos, humanos y de tiempo para lograr el mejor aprovechamiento de los equipos y la infraestructura. De igual forma adiestrar y capacitar al personal involucrado acerca de sistema de mantenimiento que se propone, de manera que pueda aprovecharse al máximo los beneficios que ofrece dicho programa. Revisar el programa de mantenimiento preventivo en forma periódica anual, para identificar cualquier desviación inclusión de nuevos equipos y máquinas, y sus actividades, surgidas en la planeación y ejecución de las actividades de los

120
mismos. Los cambios que imponga la revisión deberán realizarse de inmediato, ya que la corrección oportuna de cualquier deficiencia servirá para evitar costosas interrupciones en el proceso productivo, para lo cual es pertinentes sugerir incluir las actividades de mantenimiento predictivo en equipos de sala de máquinas, y refrigeración industrial entre otros.

121
BIBLIOGRAFIA AMÁNDOLA, L. Mantenimiento Centrado en Confiabilidad. España, 2002. AMSTEAD, B. Procesos de Manufactura. Editorial Continental. México, 1999. ARIAS GALICIA, F. Lecturas para el Curso de Metodología de la Investigación. México: Editorial Trillas, 2006. AVALLANE, E. Manual del Ingeniero Mecánico. México: Editorial McGraw Hill, 1995. BAVARESCO, A. Las Técnicas de la Investigación. 8 ed. Maracaibo, Venezuela: Editorial Imprenta Internacional, 2008. ________. Proceso Metodológico en la Investigación. 3 ed. Venezuela: Editorial Universidad del Zulia, Maracaibo, 2004. ________. Proceso Metodológico en la Investigación. 5 ed. Venezuela: Editorial Universidad del Zulia. Maracaibo, 2006. ________. Redacción de Informes. Maracaibo, Venezuela: Editorial Universidad del Zulia, 2005. BELTRAN, J. Indicadores de Gestión. 3 ed. México: Editorial McGraw – Hill, 1999. CASTAÑEDA, P. Indicadores Integrales de Gestión. Colombia: Editorial McGraw Hill, 2002. CIED – PDVSA. Mantenimiento Centrado en Confiabilidad. Venezuela, 1999.

122
COLOMBIA. Norma Colombiana ISO 9001:2000. Organización Internacional para la Estandarización (ISO) Sistema de Gestión de la Calidad - Requisitos. Diccionario Técnico de Mantenimiento Industrial [en línea]. Colombia: Solomantenimiento, s.f., [consultado junio de 2014]. Disponible en Internet: http://www.solomantenimiento.com. CUATRECASAS, Luis. TPM hacia la competitividad a través de la eficiencia de los equipos de producción. España: Gestión 2000, 2002. 311 p. DOYLE, L. Materiales y Procesos de Manufactura para Ingenieros. México: Editorial Prentice – Hall, 1996. DUFFAA, S. y RAOUf. Sistema de Mantenimiento. Planeación y Control. México: Editorial Limusa, 2000. ________. y DIXON CAMBELL, J. Sistemas de mantenimiento planeación y control. México: Editorial LIMUXA S.A., 2000. FIGUEROA, S. Mantenimiento de Motores Diesel. Mérida, Venezuela: Editorial Universidad de los Andes, 1997. FINOL, T. Proceso y Productos en la Investigación Documental. Maracaibo: Editorial EDILUZ, 1993. GARCÍA, J. Mantenimiento Industrial. Cátedra de Mantenimiento Industrial. GONZÁLEZ, A. Manual de Mantenimiento para la Pequeña y la Mediana Industria. Editorial Consejo Venezolano de la Industria /Fundación Educación Industria. Caracas, Venezuela, 1991. GONZÁLEZ, S. La Gestión de Personal y el Puesto de Trabajo. Venezuela: Editorial UNET, 2002.

123
GUERRERO Álvaro Efraín y HINCAPIE Jairo Alberto, Mantenimiento preventivo en la industria, Tesis. Ingenieros. Cali: Universidad Autónoma de Occidente. Facultad de Ingeniería, 1991. HODSON, W. Manual del Ingeniero Industrial. México: Editorial McGraw – Hill. México, 1998. IVANCEVICH, J. Administración de Recursos Humanos. Madrid: Editorial McGraw-Hill Interamericana, 2005. ________. Gestión: Calidad y Competitividad. Madrid: Editorial McGraw-Hill Interamericana, 1997. KAZANAS, H. Proceso Básicos de Manufactura. México: Editorial McGraw-Hill, 1983. KJELL B. ZANDIN, Maynard Manual del ingeniero industrial Tomo ll, México. Editorial McGraw-Hill 2005. KNEZEVIC, J. Mantenibilidad. España: Editorial Isdefe, 1996. KRAR, S. Tecnología de las Máquinas Herramientas. México: Editorial Alfaomega, 2002. LAVERDE, H. Visión Estratégica del Mantenimiento en una Organización, 2001. MADRIAGA, Francisco. Lean Manufacturing Bubok, 2013. Mantenimiento Mundial [en línea]. Colombia: Mantenimiento mundial, 2007, [consultado junio de 2014]. Disponible en Internet: http://www.mantenimientomundial.com. Manual del Mantenimiento industrial l. México: Editorial McGraw-Hill, 1987.

124
MARKS, manual del ingeniero mecánico tomo ll. México: Editorial McGraw-Hill, 1995. MAYNARD. Manual del Ingeniero Industrial. México: Editorial Mc Graw - Hill, 1986. MINTZBERG, H. Mintzberg y la Dirección. Madrid: Editorial Díaz de Santos, 1991. MORROW, L. Manual de Mantenimiento Industrial. México: Editorial McGraw - Hill, 1996. MOSQUERA, L. Apoyo Logístico para la Administración del Mantenimiento NACHIAS, J. Fiabilidad. España: Editorial Isdefe, 1995. NAVA, J. Aplicación Práctica de la Teoría de Mantenimiento. Mérida, Venezuela: Universidad de los Andes, 1999. NAVA, J. Teoría de Mantenimiento. Definiciones y Organizaciones. Mérida, Venezuela, 1992. NEWBROUGH, E.T. Administración de Mantenimiento Industrial. México: Editorial Diana, 1998. _______. Administración de Mantenimiento Industrial. Organización, Motivación y Control en el Mantenimiento Industrial. 10 ed. México: Editorial Diana, 1994. PEROZO, A. Análisis y Prevención de Fallas Industrial, 1997. _______. Análisis y Prevención de Fallas Industrial. 1997. PEROZO, A. Mantenimiento Industrial Cátedra de Mantenimiento Industrial. _______. Parámetros de Mantenimiento Industrial, 1997.
125
PEROZO, A. Planificación y Programación de Mantenimiento, 1997. POLLOS EL BUCANERO S.A. Página institucional [en línea]. Cali: Pollos El Bucanero S.A., s.f., [consultado junio de 2014]. Disponible en Internet: http://www.pollosbucanero.com/. PRADO, R. Manual de Gestión de Mantenimiento a la Medida [en línea]. España: Science, 1996, [consultado junio de 2014]. Disponible en Internet: http://www.science.oas.org/oea_gtz/LIBROS/Manten_medida/mantenimiento.htm. Programa de Mantenimiento Actual, Catálogos Técnicos de la Maquinaria y Equipos de la Planta de Colgado de Pollo, Desplume, Limpieza de Pata y Evisceración planta RAMÍREZ, T. Como hacer un Proyecto de Investigación. Caracas: Editorial Panapo, 1999. RODÁN VILORIA José, Manual de mantenimiento de instalaciones. España. Editorial PARANIFO, 2000. SARMIENTO, A. Mantenimiento Industrial Cátedra de mantenimiento Industrial. Maracaibo, Venezuela, 2007. SASIB, B. Manual de uso y Mantenimiento, 1998. SEIICHI, N. Introducción al TPM. Mantenimiento Productivo Total. España: Editorial TPM Nyumon, 1991. SERRANO, A. La gestión de Mantenimiento: Un Enfoque Completo de Calidad [en línea]. Colombia: Mantenedor, s.f., [consultado junio de 2014]. Disponible en Internet: http://www.mantenedor.com. SIERRA BRAVO, R. Análisis Estadístico Multivariable: Teoría y Ejercicios. Madrid, España: Editorial Paraninfo, 1994.
126
SIERRA BRAVO, R. Diccionario Práctico de Estadísticas y Técnicas de Investigación Científica. España: Editorial Paraninfo. Madrid, 1991. SISQUELLA, F. Sistemas de Gestión Integrados y su Aplicación al Mantenimiento [en línea]. Colombia: Puntex, 2003, [consultado junio de 2014]. Disponible en Internet: http://www.puntex.com. STONER y FREEMAN. Administración. 5 ed. México: Editorial Printice Hall Hispanoamericana. S.A., 1995. TAVARES, L. Administración Moderna de Mantenimiento. Procesados por el club de mantenimiento [en línea]. Colombia: Mantenimiento mundial, 2002, [consultado junio de 2014]. Disponible en Internet: http://www.mantenimientomundial.com.
127
ANEXOS Anexo A. Archivo maestro de mantenimiento de equipos de la planta Archivo maestro de mantenimiento de equipos de la planta

128
Anexo B. Listado maestro de equipos de la planta
Listado maestro de equipos de la planta ITEM
COD ADSUM
EQUIPO COMPONENTE
1 BPDC00014
TABLERO CONTROL PTAP
2 BPOZ00001
POZO PROFUNDO #1
3 BBOM00001
BOMBA POZO# 1 PROFUNDO
4 BMOT00001
BOMBA POZO# 1 PROFUNDO MOTOR BOMBA GRUNDFOSS POZO PROFUNDO
5 BPOZ00006
POZO PROFUNDO #6
6 BBOM00106
BOMBA POZO PROFUNDO #6
7 BMOT00556
BOMBA POZO PROFUNDO #6 MOTOR BOMBA POZO PROFUNDO #6
8 BEDI00001 ZONA TRATAMIENTO AGUA POTABLE
9 BSUA00001
SUAVIZADOR #1 PTAP
10 BSUA00003
SUAVIZADOR #2 PTAP
11 BFIL00001 FILTRO DE ARENA #1 PTAP 12 BFIL00002 FILTRO DE ARENA #2 PTAP 13 BFIL00003 FILTRO DE ARENA #3 PTAP 14 BFIL00010 FILTRO DE ARENA #4 PTAP 15 BBOM0000
5 BOMBA INYECCION DE HIPOCLORITO #1
16 BBOM00006
BOMBA INYECCION DE HIPOCLORITO #2
17 BBOM00007
BOMBA INYECCION DE HIPOCLORITO #3
18 BBOM00008
MOTOBOMBA SUMINISTRO DE AGUA SUAVIZADA #1 PTAP
19 BBOM00009
BOMBA SUMINISTRO DE AGUA SUAVIZADA #2 PTAP
20 BMOT00006
BOMBA SUMINISTRO DE AGUA SUAVIZADA #2 PTAP
MOTOR BOMBA SUMINISTRO DE AGUA SUAVIZADA #2
21 BBOM00010
MOTOBOMBA SUMINISTRO DE AGUA SUAVIZADA #3 PTAP
22 BBOM00111
BOMBA SUMINISTRO DE AGUA SUAVIZADA #4 PTAP
23 BMOT00007
BOMBA SUMINISTRO DE AGUA SUAVIZADA #4 PTAP
MOTOR BOMBA SUMINISTRO DE AGUA SUAVIZADA #4

129
ITEM
COD ADSUM
EQUIPO COMPONENTE
24
BTAN00001
TANQUE ALMACENAMIENTO AGUA SUAVIZADA #1 30M3 PTAP
25 BTAN00037
TANQUE ALMACENAMIENTO AGUA SUAVIZADA #2 30M3 PTAP
26 BBOM00011
BOMBA#1 AGUA FILTRADA PTAP
27 BMOT00008
BOMBA #1 AGUA FILTRADA PTAP
MOTOR BOMBA#1 AGUA FILTRADA PTAP
28 BBOM00012
BOMBA #2 AGUA FILTRADA PTAP
29 BMOT00009
BOMBA #2 AGUA FILTRADA PTAP
MOTOR BOMBA #2 AGUA FILTRADA PTAP
30 BBOM00103
BOMBA #3 AGUA FILTRADA PTAP
31 BMOT00537
BOMBA #3 AGUA FILTRADA PTAP
MOTOR BOMBA #3 AGUA FILTRADA PTAP
32 BBOM00125
BOMBA #4 AGUA FILTRADA PTAP
33 BMOT00658
BOMBA #4 AGUA FILTRADA PTAP
MOTOR BOMBA #4 AGUA FILTRADA PTAP
34 BTAN00002
TANQUE #1 AGUA FILTRADA PTAP
35 BTAN00003
TANQUE #2 AGUA FILTRADA PTAP
36 BTAN00034
TANQUE #3 AGUA FILTRADA PTAP
37 BTAN00005
TANQUE ALMACENAMIENTO AGUA PRODUCCION 30M3
38 BEDI00005 ZONA SUBESTACION ELECTRICA #1 34.5 KV PPTAL
39 BSUB00001
SUBESTACION ELECTRICA #1 34.5 KV PPTAL
40 BTRN00001
SUBESTACION ELECTRICA #1 34.5 KV PPTAL
TRANSFORMADOR 2500 KVA SUBESTACION ELECTRICA #1
41 BEDI00003 ZONA SUBESTACION ELECTRICA #2 13.2KV/220V PROCESO
42 BSUB00002
SUBESTACION ELECTRICA #2 13.2KV/220V PROCESO
43 BTRN00002
SUBESTACION ELECTRICA #2 13.2KV/220V PROCESO
TRANSFORMADOR 400KVA SUBESTACION ELECTRICA #2
44 BEDI00004 ZONA SUBESTACION ELECTRICA #3 13.2KV/440V DESPACHOS
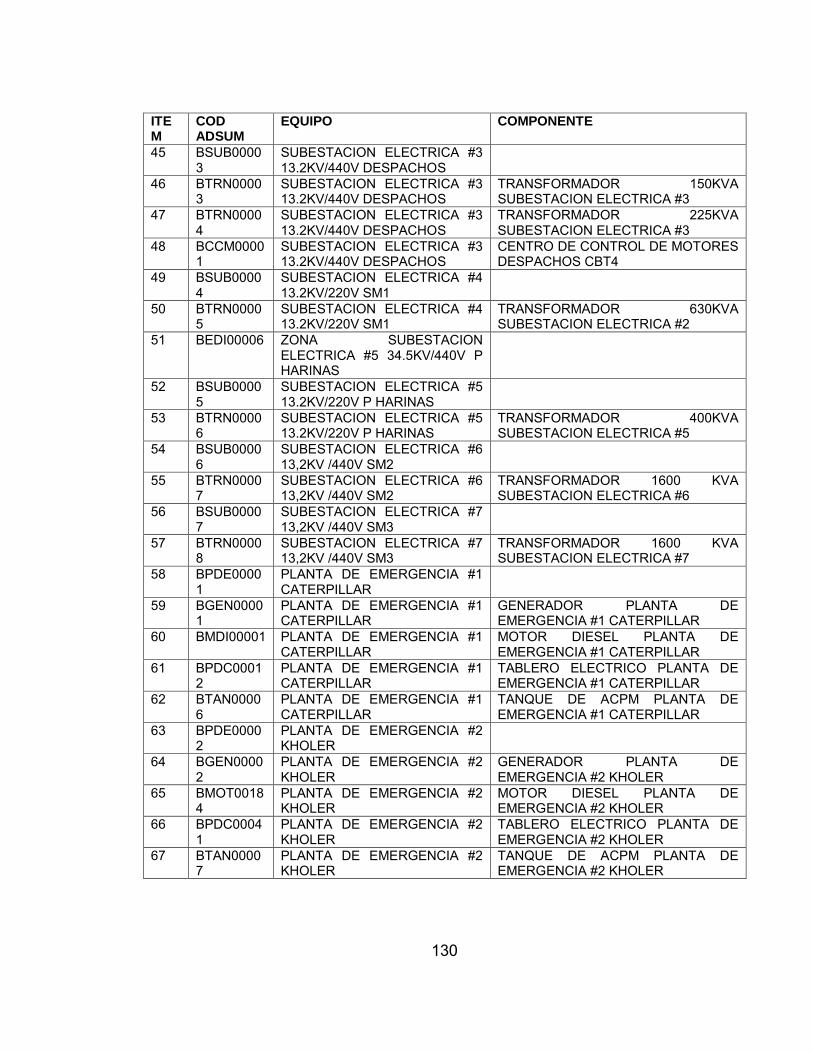
130
ITEM
COD ADSUM
EQUIPO COMPONENTE
45 BSUB00003
SUBESTACION ELECTRICA #3 13.2KV/440V DESPACHOS
46 BTRN00003
SUBESTACION ELECTRICA #3 13.2KV/440V DESPACHOS
TRANSFORMADOR 150KVA SUBESTACION ELECTRICA #3
47 BTRN00004
SUBESTACION ELECTRICA #3 13.2KV/440V DESPACHOS
TRANSFORMADOR 225KVA SUBESTACION ELECTRICA #3
48 BCCM00001
SUBESTACION ELECTRICA #3 13.2KV/440V DESPACHOS
CENTRO DE CONTROL DE MOTORES DESPACHOS CBT4
49 BSUB00004
SUBESTACION ELECTRICA #4 13.2KV/220V SM1
50 BTRN00005
SUBESTACION ELECTRICA #4 13.2KV/220V SM1
TRANSFORMADOR 630KVA SUBESTACION ELECTRICA #2
51 BEDI00006 ZONA SUBESTACION ELECTRICA #5 34.5KV/440V P HARINAS
52 BSUB00005
SUBESTACION ELECTRICA #5 13.2KV/220V P HARINAS
53 BTRN00006
SUBESTACION ELECTRICA #5 13.2KV/220V P HARINAS
TRANSFORMADOR 400KVA SUBESTACION ELECTRICA #5
54 BSUB00006
SUBESTACION ELECTRICA #6 13,2KV /440V SM2
55 BTRN00007
SUBESTACION ELECTRICA #6 13,2KV /440V SM2
TRANSFORMADOR 1600 KVA SUBESTACION ELECTRICA #6
56 BSUB00007
SUBESTACION ELECTRICA #7 13,2KV /440V SM3
57 BTRN00008
SUBESTACION ELECTRICA #7 13,2KV /440V SM3
TRANSFORMADOR 1600 KVA SUBESTACION ELECTRICA #7
58 BPDE00001
PLANTA DE EMERGENCIA #1 CATERPILLAR
59 BGEN00001
PLANTA DE EMERGENCIA #1 CATERPILLAR
GENERADOR PLANTA DE EMERGENCIA #1 CATERPILLAR
60 BMDI00001 PLANTA DE EMERGENCIA #1 CATERPILLAR
MOTOR DIESEL PLANTA DE EMERGENCIA #1 CATERPILLAR
61 BPDC00012
PLANTA DE EMERGENCIA #1 CATERPILLAR
TABLERO ELECTRICO PLANTA DE EMERGENCIA #1 CATERPILLAR
62 BTAN00006
PLANTA DE EMERGENCIA #1 CATERPILLAR
TANQUE DE ACPM PLANTA DE EMERGENCIA #1 CATERPILLAR
63 BPDE00002
PLANTA DE EMERGENCIA #2 KHOLER
64 BGEN00002
PLANTA DE EMERGENCIA #2 KHOLER
GENERADOR PLANTA DE EMERGENCIA #2 KHOLER
65 BMOT00184
PLANTA DE EMERGENCIA #2 KHOLER
MOTOR DIESEL PLANTA DE EMERGENCIA #2 KHOLER
66 BPDC00041
PLANTA DE EMERGENCIA #2 KHOLER
TABLERO ELECTRICO PLANTA DE EMERGENCIA #2 KHOLER
67 BTAN00007
PLANTA DE EMERGENCIA #2 KHOLER
TANQUE DE ACPM PLANTA DE EMERGENCIA #2 KHOLER

131
ITEM
COD ADSUM
EQUIPO COMPONENTE
68 BPDE00003
PLANTA DE EMERGENCIA #3 DMT
69 BGEN00003
PLANTA DE EMERGENCIA #3 DMT
GENERADOR PLANTA DE EMERGENCIA DMT
70 BGEN00003
PLANTA DE EMERGENCIA #3 DMT
MOTOR DIESEL PLANTA DE EMERGENCIA #3 DMT
71 BPDC00016
PLANTA DE EMERGENCIA #3 DMT
TABLERO ELECTRICO PLANTA DE EMERGENCIA #3 DMT
72 BTAN00038
PLANTA DE EMERGENCIA #3 DMT
TANQUE DE ACPM PLANTA DE EMERGENCIA #3 DMT
73 BEDI00007 ZONA DE COMPRESORES 74 BCOM0000
3 COMPRESOR ATLAS COPCO #3
75 BMOT00015
COMPRESOR ATLAS COPCO #3
MOTOR COMPRESOR ATLAS COPCO #3
76 BCOM00035
COMPRESOR ATLAS COPCO #4
77 BMOT00468
COMPRESOR ATLAS COPCO #4
MOTOR COMPRESOR ATLAS COPCO #4
78 BVAR00015
COMPRESOR ATLAS COPCO #4
VARIADOR COMPRESOR ATLAS COPCO #4
79 BEDI00143 ZONA CALDERAS 80 BSUA0000
2 SUAVIZADOR AGUA DE CALDERAS
81 BCAL00001
CALDERA POWER MASTER #1
82 BBOM00020
CALDERA POWER MASTER #1 BOMBA ALIMENTACION AGUA CALDERA POWER MASTER #1
83 BMOT00022
CALDERA POWER MASTER #1 MOTOR BOMBA ALIMENTACION AGUA CALDERA POWER MASTER #1
84 BTAN00008
CALDERA POWER MASTER #1 TANQUE DE AGUA ALIMENTACION CALDERA POWER MASTER #1
85 BVEN00003
CALDERA POWER MASTER #1 VENTILADOR TIRO FORZADO CALDERA POWER MASTER #1
86 BMOT00023
CALDERA POWER MASTER #1 MOTOR VENTILADOR TIRO FORZADO CALDERA POWER MASTER #1
87 BPDC00002
CALDERA POWER MASTER #1 PANEL DE CONTROL CALDERA POWER MASTER #1
88 BVAR00007
CALDERA POWER MASTER #1 VARIADOR DE VELOCIDAD CALDERA POWER MASTER #1
89 BCAL00002
CALDERA POWER MASTER #2
90 BBOM00021
CALDERA POWER MASTER #2 BOMBA ALIMENTACION AGUA CALDERA POWER MASTER #2
91 BMOT00024
CALDERA POWER MASTER #2 MOTOR BOMBA ALIMENTACION AGUA CALDERA POWER MASTER #2
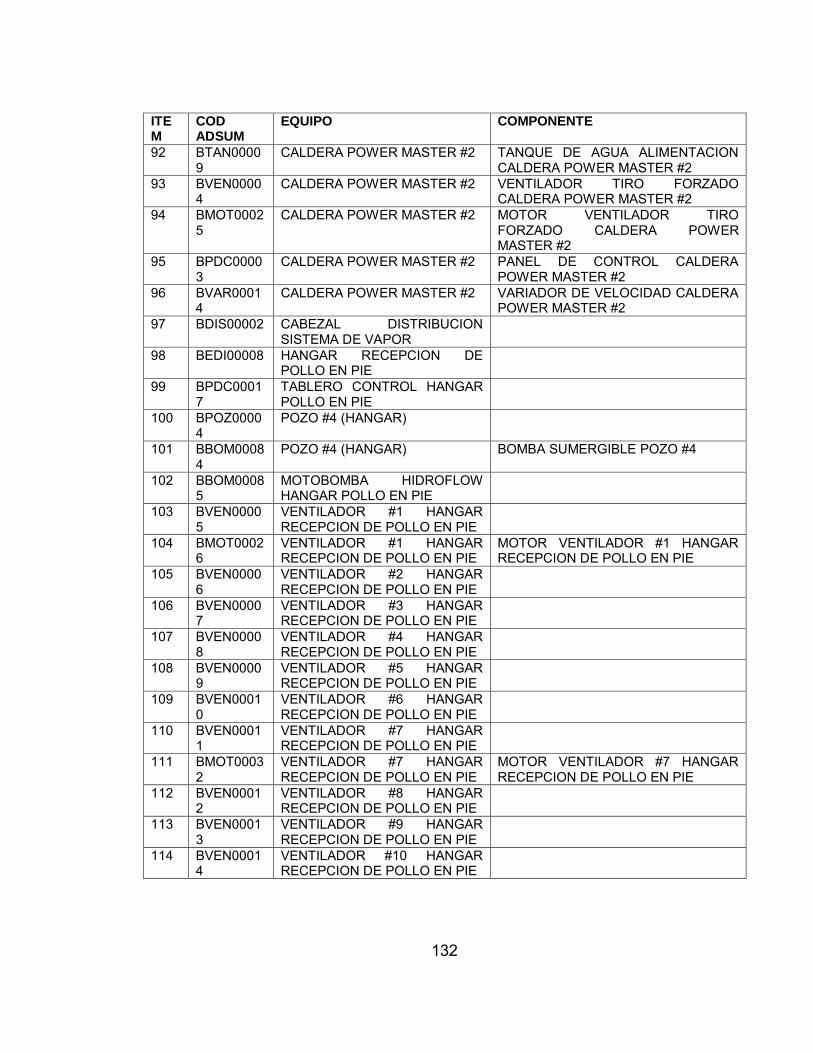
132
ITEM
COD ADSUM
EQUIPO COMPONENTE
92 BTAN00009
CALDERA POWER MASTER #2 TANQUE DE AGUA ALIMENTACION CALDERA POWER MASTER #2
93 BVEN00004
CALDERA POWER MASTER #2 VENTILADOR TIRO FORZADO CALDERA POWER MASTER #2
94 BMOT00025
CALDERA POWER MASTER #2 MOTOR VENTILADOR TIRO FORZADO CALDERA POWER MASTER #2
95 BPDC00003
CALDERA POWER MASTER #2 PANEL DE CONTROL CALDERA POWER MASTER #2
96 BVAR00014
CALDERA POWER MASTER #2 VARIADOR DE VELOCIDAD CALDERA POWER MASTER #2
97 BDIS00002 CABEZAL DISTRIBUCION SISTEMA DE VAPOR
98 BEDI00008 HANGAR RECEPCION DE POLLO EN PIE
99 BPDC00017
TABLERO CONTROL HANGAR POLLO EN PIE
100 BPOZ00004
POZO #4 (HANGAR)
101 BBOM00084
POZO #4 (HANGAR) BOMBA SUMERGIBLE POZO #4
102 BBOM00085
MOTOBOMBA HIDROFLOW HANGAR POLLO EN PIE
103 BVEN00005
VENTILADOR #1 HANGAR RECEPCION DE POLLO EN PIE
104 BMOT00026
VENTILADOR #1 HANGAR RECEPCION DE POLLO EN PIE
MOTOR VENTILADOR #1 HANGAR RECEPCION DE POLLO EN PIE
105 BVEN00006
VENTILADOR #2 HANGAR RECEPCION DE POLLO EN PIE
106 BVEN00007
VENTILADOR #3 HANGAR RECEPCION DE POLLO EN PIE
107 BVEN00008
VENTILADOR #4 HANGAR RECEPCION DE POLLO EN PIE
108 BVEN00009
VENTILADOR #5 HANGAR RECEPCION DE POLLO EN PIE
109 BVEN00010
VENTILADOR #6 HANGAR RECEPCION DE POLLO EN PIE
110 BVEN00011
VENTILADOR #7 HANGAR RECEPCION DE POLLO EN PIE
111 BMOT00032
VENTILADOR #7 HANGAR RECEPCION DE POLLO EN PIE
MOTOR VENTILADOR #7 HANGAR RECEPCION DE POLLO EN PIE
112 BVEN00012
VENTILADOR #8 HANGAR RECEPCION DE POLLO EN PIE
113 BVEN00013
VENTILADOR #9 HANGAR RECEPCION DE POLLO EN PIE
114 BVEN00014
VENTILADOR #10 HANGAR RECEPCION DE POLLO EN PIE
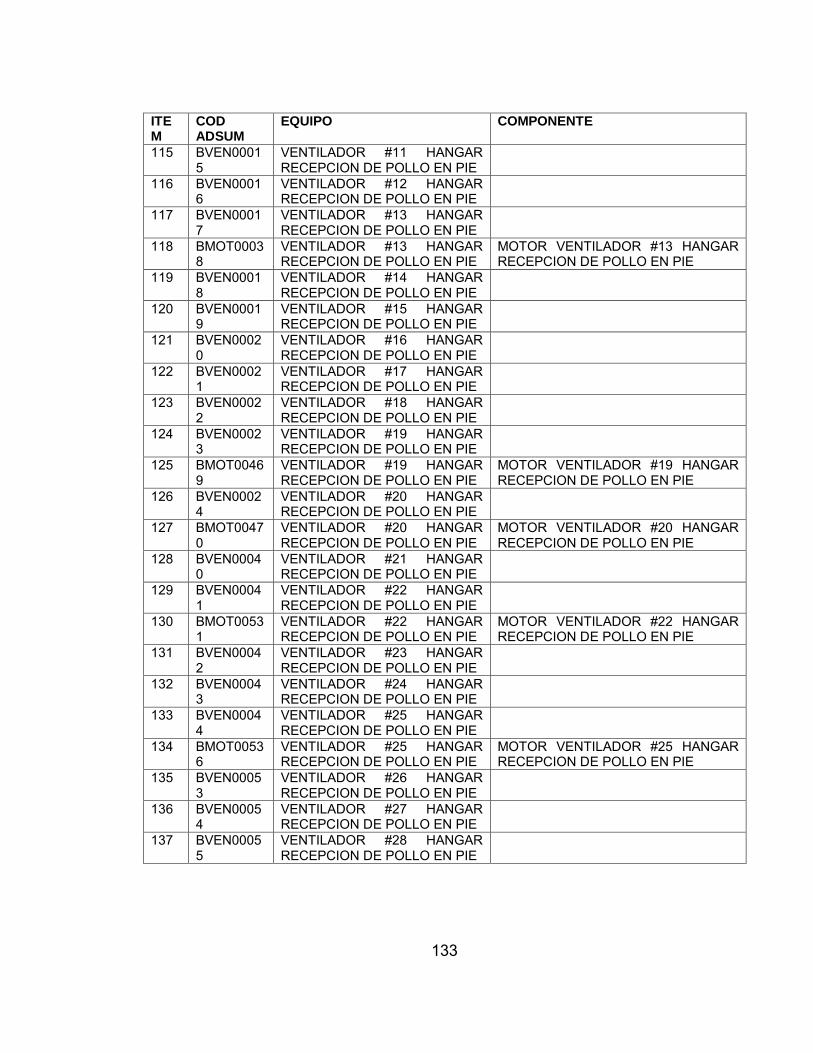
133
ITEM
COD ADSUM
EQUIPO COMPONENTE
115 BVEN00015
VENTILADOR #11 HANGAR RECEPCION DE POLLO EN PIE
116 BVEN00016
VENTILADOR #12 HANGAR RECEPCION DE POLLO EN PIE
117 BVEN00017
VENTILADOR #13 HANGAR RECEPCION DE POLLO EN PIE
118 BMOT00038
VENTILADOR #13 HANGAR RECEPCION DE POLLO EN PIE
MOTOR VENTILADOR #13 HANGAR RECEPCION DE POLLO EN PIE
119 BVEN00018
VENTILADOR #14 HANGAR RECEPCION DE POLLO EN PIE
120 BVEN00019
VENTILADOR #15 HANGAR RECEPCION DE POLLO EN PIE
121 BVEN00020
VENTILADOR #16 HANGAR RECEPCION DE POLLO EN PIE
122 BVEN00021
VENTILADOR #17 HANGAR RECEPCION DE POLLO EN PIE
123 BVEN00022
VENTILADOR #18 HANGAR RECEPCION DE POLLO EN PIE
124 BVEN00023
VENTILADOR #19 HANGAR RECEPCION DE POLLO EN PIE
125 BMOT00469
VENTILADOR #19 HANGAR RECEPCION DE POLLO EN PIE
MOTOR VENTILADOR #19 HANGAR RECEPCION DE POLLO EN PIE
126 BVEN00024
VENTILADOR #20 HANGAR RECEPCION DE POLLO EN PIE
127 BMOT00470
VENTILADOR #20 HANGAR RECEPCION DE POLLO EN PIE
MOTOR VENTILADOR #20 HANGAR RECEPCION DE POLLO EN PIE
128 BVEN00040
VENTILADOR #21 HANGAR RECEPCION DE POLLO EN PIE
129 BVEN00041
VENTILADOR #22 HANGAR RECEPCION DE POLLO EN PIE
130 BMOT00531
VENTILADOR #22 HANGAR RECEPCION DE POLLO EN PIE
MOTOR VENTILADOR #22 HANGAR RECEPCION DE POLLO EN PIE
131 BVEN00042
VENTILADOR #23 HANGAR RECEPCION DE POLLO EN PIE
132 BVEN00043
VENTILADOR #24 HANGAR RECEPCION DE POLLO EN PIE
133 BVEN00044
VENTILADOR #25 HANGAR RECEPCION DE POLLO EN PIE
134 BMOT00536
VENTILADOR #25 HANGAR RECEPCION DE POLLO EN PIE
MOTOR VENTILADOR #25 HANGAR RECEPCION DE POLLO EN PIE
135 BVEN00053
VENTILADOR #26 HANGAR RECEPCION DE POLLO EN PIE
136 BVEN00054
VENTILADOR #27 HANGAR RECEPCION DE POLLO EN PIE
137 BVEN00055
VENTILADOR #28 HANGAR RECEPCION DE POLLO EN PIE
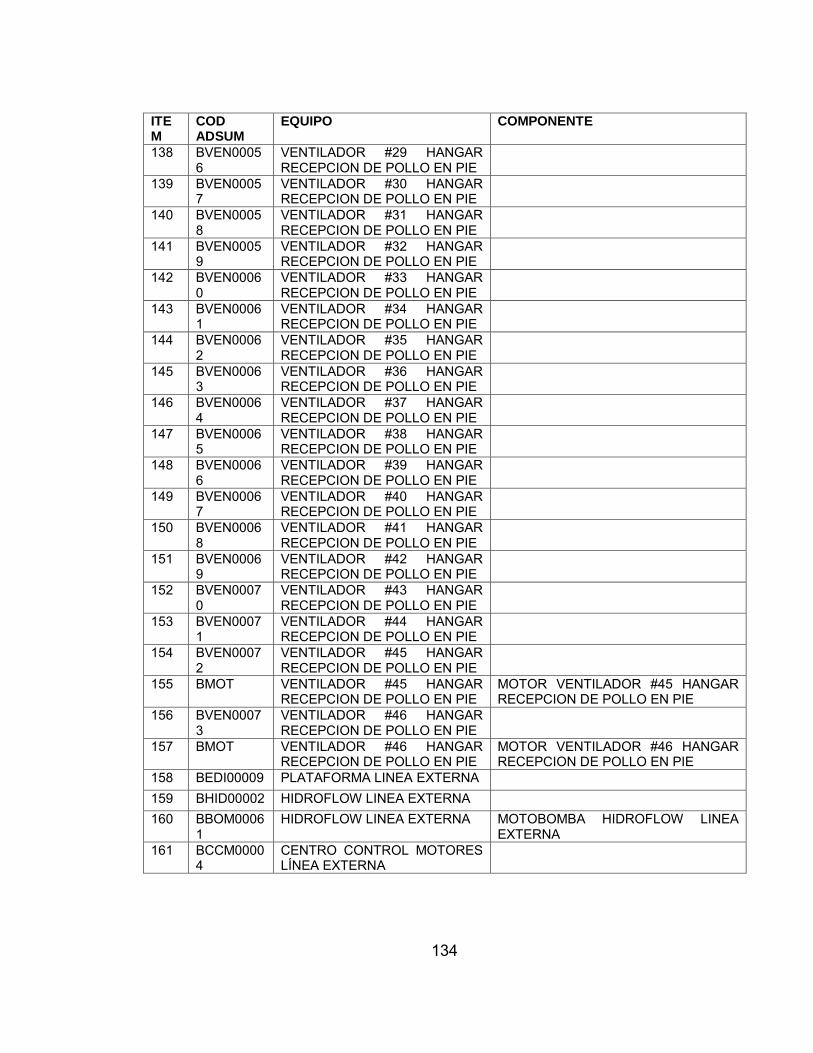
134
ITEM
COD ADSUM
EQUIPO COMPONENTE
138 BVEN00056
VENTILADOR #29 HANGAR RECEPCION DE POLLO EN PIE
139 BVEN00057
VENTILADOR #30 HANGAR RECEPCION DE POLLO EN PIE
140 BVEN00058
VENTILADOR #31 HANGAR RECEPCION DE POLLO EN PIE
141 BVEN00059
VENTILADOR #32 HANGAR RECEPCION DE POLLO EN PIE
142 BVEN00060
VENTILADOR #33 HANGAR RECEPCION DE POLLO EN PIE
143 BVEN00061
VENTILADOR #34 HANGAR RECEPCION DE POLLO EN PIE
144 BVEN00062
VENTILADOR #35 HANGAR RECEPCION DE POLLO EN PIE
145 BVEN00063
VENTILADOR #36 HANGAR RECEPCION DE POLLO EN PIE
146 BVEN00064
VENTILADOR #37 HANGAR RECEPCION DE POLLO EN PIE
147 BVEN00065
VENTILADOR #38 HANGAR RECEPCION DE POLLO EN PIE
148 BVEN00066
VENTILADOR #39 HANGAR RECEPCION DE POLLO EN PIE
149 BVEN00067
VENTILADOR #40 HANGAR RECEPCION DE POLLO EN PIE
150 BVEN00068
VENTILADOR #41 HANGAR RECEPCION DE POLLO EN PIE
151 BVEN00069
VENTILADOR #42 HANGAR RECEPCION DE POLLO EN PIE
152 BVEN00070
VENTILADOR #43 HANGAR RECEPCION DE POLLO EN PIE
153 BVEN00071
VENTILADOR #44 HANGAR RECEPCION DE POLLO EN PIE
154 BVEN00072
VENTILADOR #45 HANGAR RECEPCION DE POLLO EN PIE
155 BMOT VENTILADOR #45 HANGAR RECEPCION DE POLLO EN PIE
MOTOR VENTILADOR #45 HANGAR RECEPCION DE POLLO EN PIE
156 BVEN00073
VENTILADOR #46 HANGAR RECEPCION DE POLLO EN PIE
157 BMOT VENTILADOR #46 HANGAR RECEPCION DE POLLO EN PIE
MOTOR VENTILADOR #46 HANGAR RECEPCION DE POLLO EN PIE
158 BEDI00009 PLATAFORMA LINEA EXTERNA 159 BHID00002 HIDROFLOW LINEA EXTERNA 160 BBOM0006
1 HIDROFLOW LINEA EXTERNA MOTOBOMBA HIDROFLOW LINEA
EXTERNA 161 BCCM0000
4 CENTRO CONTROL MOTORES LÍNEA EXTERNA

135
ITEM
COD ADSUM
EQUIPO COMPONENTE
162 BVEN00025
VENTILADOR #1 PLATAFORMA LINEA EXTERNA
163 BVEN00026
VENTILADOR #2 PLATAFORMA LINEA EXTERNA
164 BVEN00027
VENTILADOR #3 PLATAFORMA LINEA EXTERNA
165 BVEN00028
VENTILADOR #4 PLATAFORMA LINEA EXTERNA
166 BVEN00029
VENTILADOR #5 PLATAFORMA LINEA EXTERNA
167 BVEN00030
VENTILADOR #6 PLATAFORMA LINEA EXTERNA
168 BMOT00051
VENTILADOR #6 PLATAFORMA LINEA EXTERNA
MOTOR VENTILADOR #6 PLATAFORMA LINEA EXTERNA
169 BPDC00018
TABLERO CONTROL BANDAS PLATAFORMA LINEA EXTERNA
170 BTRA00001
TRANSPORTADOR LINEA EXTERNA
171 BRIE000001
TRANSPORTADOR LINEA EXTERNA
RIEL TRANSPORTADOR LINEA EXTERNA
172 BRED00001
TRANSPORTADOR LINEA EXTERNA
REDUCTOR #1 SISTEMA MOTRIZ TRANSPORTADOR LINEA EXTERNA
173 BMOT00053
TRANSPORTADOR LINEA EXTERNA
MOTOR REDUCTOR #1 SISTEMA MOTRIZ TRANSPORTADOR LINEA EXTERNA
174 BRED00002
TRANSPORTADOR LINEA EXTERNA
REDUCTOR #2 SISTEMA MOTRIZ TRANSPORTADOR LINEA EXTERNA
175 BMOT00054
TRANSPORTADOR LINEA EXTERNA
MOTOR REDUCTOR #2 SISTEMA MOTRIZ TRANSPORTADOR LINEA EXTERNA
176 BRED00075
TRANSPORTADOR LINEA EXTERNA
REDUCTOR #3 SISTEMA MOTRIZ TRANSPORTADOR LINEA EXTERNA
177 BMOT00005
TRANSPORTADOR LINEA EXTERNA
MOTOR REDUCTOR #3 SISTEMA MOTRIZ TRANSPORTADOR LINEA EXTERNA
178 BTRA00080
DESCARGADOR DE HUACALES (ELEVADOR)
179 BMOR00057
DESCARGADOR DE HUACALES (ELEVADOR)
MOTOREDUCTOR DESCARGADOR DE HUACALES
180 BTRA00081
BANDA TRANSPORTADORA DESCARGADOR DE HUACALES
181 BMOR00058
BANDA TRANSPORTADORA DESCARGADOR DE HUACALES
MOTOREDUCTOR BANDA TRANSPORTADORA DESCARGADOR DE HUACALES
182 BTRA00002
BANDA TRANSPORTADORA DE HUACALES #1
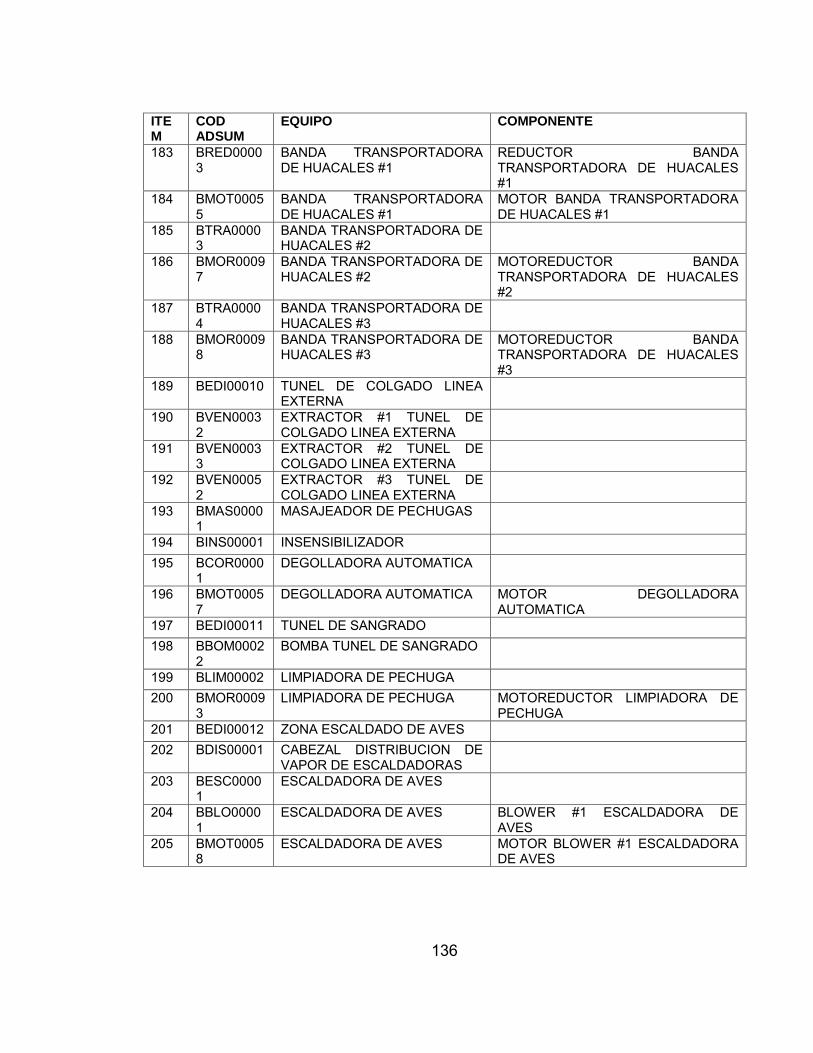
136
ITEM
COD ADSUM
EQUIPO COMPONENTE
183 BRED00003
BANDA TRANSPORTADORA DE HUACALES #1
REDUCTOR BANDA TRANSPORTADORA DE HUACALES #1
184 BMOT00055
BANDA TRANSPORTADORA DE HUACALES #1
MOTOR BANDA TRANSPORTADORA DE HUACALES #1
185 BTRA00003
BANDA TRANSPORTADORA DE HUACALES #2
186 BMOR00097
BANDA TRANSPORTADORA DE HUACALES #2
MOTOREDUCTOR BANDA TRANSPORTADORA DE HUACALES #2
187 BTRA00004
BANDA TRANSPORTADORA DE HUACALES #3
188 BMOR00098
BANDA TRANSPORTADORA DE HUACALES #3
MOTOREDUCTOR BANDA TRANSPORTADORA DE HUACALES #3
189 BEDI00010 TUNEL DE COLGADO LINEA EXTERNA
190 BVEN00032
EXTRACTOR #1 TUNEL DE COLGADO LINEA EXTERNA
191 BVEN00033
EXTRACTOR #2 TUNEL DE COLGADO LINEA EXTERNA
192 BVEN00052
EXTRACTOR #3 TUNEL DE COLGADO LINEA EXTERNA
193 BMAS00001
MASAJEADOR DE PECHUGAS
194 BINS00001 INSENSIBILIZADOR 195 BCOR0000
1 DEGOLLADORA AUTOMATICA
196 BMOT00057
DEGOLLADORA AUTOMATICA MOTOR DEGOLLADORA AUTOMATICA
197 BEDI00011 TUNEL DE SANGRADO 198 BBOM0002
2 BOMBA TUNEL DE SANGRADO
199 BLIM00002 LIMPIADORA DE PECHUGA 200 BMOR0009
3 LIMPIADORA DE PECHUGA MOTOREDUCTOR LIMPIADORA DE
PECHUGA 201 BEDI00012 ZONA ESCALDADO DE AVES 202 BDIS00001 CABEZAL DISTRIBUCION DE
VAPOR DE ESCALDADORAS
203 BESC00001
ESCALDADORA DE AVES
204 BBLO00001
ESCALDADORA DE AVES BLOWER #1 ESCALDADORA DE AVES
205 BMOT00058
ESCALDADORA DE AVES MOTOR BLOWER #1 ESCALDADORA DE AVES

137
ITEM
COD ADSUM
EQUIPO COMPONENTE
206 BBLO00002
ESCALDADORA DE AVES BLOWER #2 ESCALDADORA DE AVES
207 BMOT00059
ESCALDADORA DE AVES MOTOR BLOWER #2 ESCALDADORA DE AVES
208 BBLO00003
ESCALDADORA DE AVES BLOWER #3 ESCALDADORA DE AVES
209 BMOT00060
ESCALDADORA DE AVES MOTOR BLOWER #3 ESCALDADORA DE AVES
210 BBLO00004
ESCALDADORA DE AVES BLOWER #4 ESCALDADORA DE AVES
211 BMOT00061
ESCALDADORA DE AVES MOTOR BLOWER #4 ESCALDADORA DE AVES
212 BBLO00005
ESCALDADORA DE AVES BLOWER #5 ESCALDADORA DE AVES
213 BMOT00062
ESCALDADORA DE AVES MOTOR BLOWER #5 ESCALDADORA DE AVES
214 BCDT00003
CONTROL DE TEMPERATURA ESCALDADORA DE AVES #1
215 BCDT00004
CONTROL DE TEMPERATURA ESCALDADORA DE AVES #2
216 BEDI00013 ZONA DESPLUMADORAS 217 BPDC0002
7 TABLERO CONTROL AGUA DESPLUMADORAS
218 BDES00005
DESPLUMADORA #1 (LINCO)
219 BMOT00539
DESPLUMADORA #1 (LINCO) MOTOR #1 DESPLUMADORA #1 LINCO
220 BMOT00540
DESPLUMADORA #1 (LINCO) MOTOR #2 DESPLUMADORA #1 LINCO
221 BMOT00541
DESPLUMADORA #1 (LINCO) MOTOR #1 DESPLUMADORA #1 LINCO
222 BMOT00542
DESPLUMADORA #1 (LINCO) MOTOR #4 DESPLUMADORA #1 LINCO
223 BMOT00543
DESPLUMADORA #1 (LINCO) MOTOR #5 DESPLUMADORA #1 LINCO
224 BMOT00544
DESPLUMADORA #1 (LINCO) MOTOR #6 DESPLUMADORA #1 LINCO
225 BMOT00545
DESPLUMADORA #1 (LINCO) MOTOR #7 DESPLUMADORA #1 LINCO
226 BMOT00546
DESPLUMADORA #1 (LINCO) MOTOR #8 DESPLUMADORA #1 LINCO
227 BMOT00547
DESPLUMADORA #1 (LINCO) MOTOR #9 DESPLUMADORA #1 LINCO
228 BMOT00548
DESPLUMADORA #1 (LINCO) MOTOR #10 DESPLUMADORA #1 LINCO
229 BMOT00549
DESPLUMADORA #1 (LINCO) MOTOR #11 DESPLUMADORA #1 LINCO
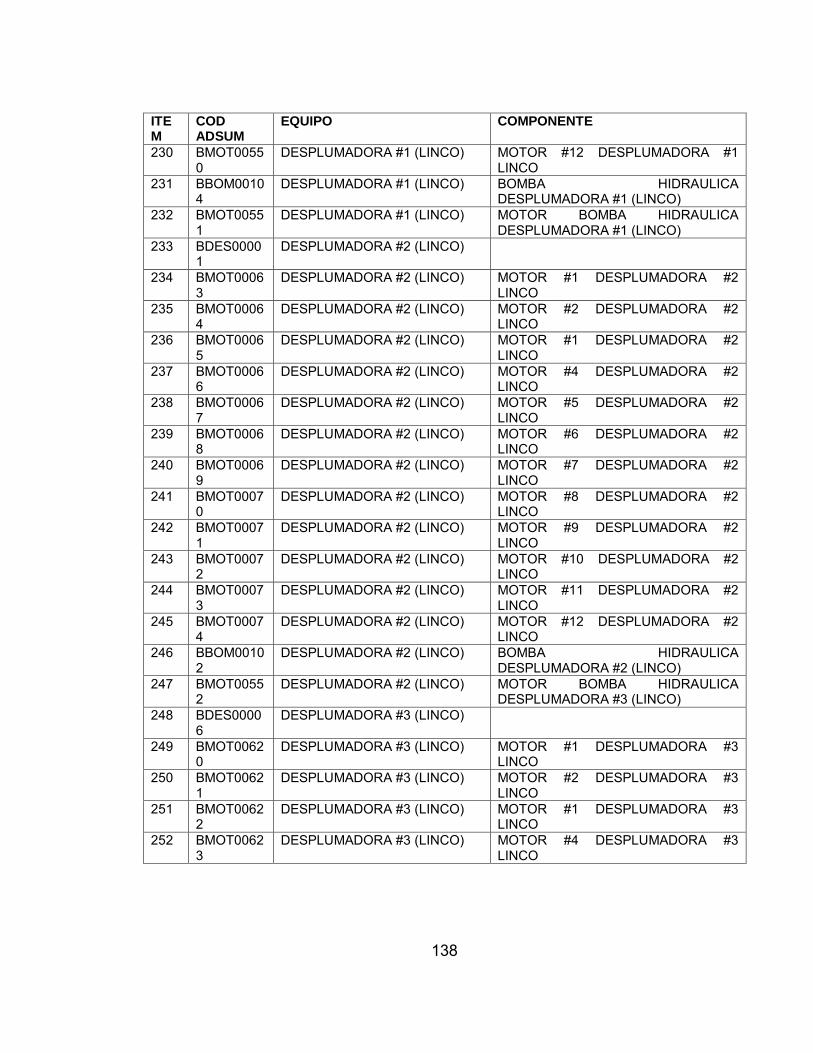
138
ITEM
COD ADSUM
EQUIPO COMPONENTE
230 BMOT00550
DESPLUMADORA #1 (LINCO) MOTOR #12 DESPLUMADORA #1 LINCO
231 BBOM00104
DESPLUMADORA #1 (LINCO) BOMBA HIDRAULICA DESPLUMADORA #1 (LINCO)
232 BMOT00551
DESPLUMADORA #1 (LINCO) MOTOR BOMBA HIDRAULICA DESPLUMADORA #1 (LINCO)
233 BDES00001
DESPLUMADORA #2 (LINCO)
234 BMOT00063
DESPLUMADORA #2 (LINCO) MOTOR #1 DESPLUMADORA #2 LINCO
235 BMOT00064
DESPLUMADORA #2 (LINCO) MOTOR #2 DESPLUMADORA #2 LINCO
236 BMOT00065
DESPLUMADORA #2 (LINCO) MOTOR #1 DESPLUMADORA #2 LINCO
237 BMOT00066
DESPLUMADORA #2 (LINCO) MOTOR #4 DESPLUMADORA #2 LINCO
238 BMOT00067
DESPLUMADORA #2 (LINCO) MOTOR #5 DESPLUMADORA #2 LINCO
239 BMOT00068
DESPLUMADORA #2 (LINCO) MOTOR #6 DESPLUMADORA #2 LINCO
240 BMOT00069
DESPLUMADORA #2 (LINCO) MOTOR #7 DESPLUMADORA #2 LINCO
241 BMOT00070
DESPLUMADORA #2 (LINCO) MOTOR #8 DESPLUMADORA #2 LINCO
242 BMOT00071
DESPLUMADORA #2 (LINCO) MOTOR #9 DESPLUMADORA #2 LINCO
243 BMOT00072
DESPLUMADORA #2 (LINCO) MOTOR #10 DESPLUMADORA #2 LINCO
244 BMOT00073
DESPLUMADORA #2 (LINCO) MOTOR #11 DESPLUMADORA #2 LINCO
245 BMOT00074
DESPLUMADORA #2 (LINCO) MOTOR #12 DESPLUMADORA #2 LINCO
246 BBOM00102
DESPLUMADORA #2 (LINCO) BOMBA HIDRAULICA DESPLUMADORA #2 (LINCO)
247 BMOT00552
DESPLUMADORA #2 (LINCO) MOTOR BOMBA HIDRAULICA DESPLUMADORA #3 (LINCO)
248 BDES00006
DESPLUMADORA #3 (LINCO)
249 BMOT00620
DESPLUMADORA #3 (LINCO) MOTOR #1 DESPLUMADORA #3 LINCO
250 BMOT00621
DESPLUMADORA #3 (LINCO) MOTOR #2 DESPLUMADORA #3 LINCO
251 BMOT00622
DESPLUMADORA #3 (LINCO) MOTOR #1 DESPLUMADORA #3 LINCO
252 BMOT00623
DESPLUMADORA #3 (LINCO) MOTOR #4 DESPLUMADORA #3 LINCO

139
ITEM
COD ADSUM
EQUIPO COMPONENTE
253 BMOT00624
DESPLUMADORA #3 (LINCO) MOTOR #5 DESPLUMADORA #3 LINCO
254 BMOT00625
DESPLUMADORA #3 (LINCO) MOTOR #6 DESPLUMADORA #3 LINCO
255 BMOT00626
DESPLUMADORA #3 (LINCO) MOTOR #7 DESPLUMADORA #3 LINCO
256 BMOT00627
DESPLUMADORA #3 (LINCO) MOTOR #8 DESPLUMADORA #3 LINCO
257 BMOT00628
DESPLUMADORA #3 (LINCO) MOTOR #9 DESPLUMADORA #3 LINCO
258 BMOT00629
DESPLUMADORA #3 (LINCO) MOTOR #10 DESPLUMADORA #3 LINCO
259 BMOT00630
DESPLUMADORA #3 (LINCO) MOTOR #11 DESPLUMADORA #3 LINCO
260 BMOT00631
DESPLUMADORA #3 (LINCO) MOTOR #12 DESPLUMADORA #3 LINCO
261 BBOM00123
DESPLUMADORA #3 (LINCO) BOMBA HIDRAULICA DESPLUMADORA #3 (LINCO)
262 BMOT00632
DESPLUMADORA #3 (LINCO) MOTOR BOMBA HIDRAULICA DESPLUMADORA #3 (LINCO)
263 BDES00002
DESPLUMADORA #4 (CANTRELL)
264 BMOT00075
DESPLUMADORA #4 (CANTRELL)
MOTOR #1 DESPLUMADORA #4
265 BMOT00076
DESPLUMADORA #4 (CANTRELL)
MOTOR #2 DESPLUMADORA #4
266 BMOT00077
DESPLUMADORA #4 (CANTRELL)
MOTOR #3 DESPLUMADORA #4
267 BMOT00078
DESPLUMADORA #4 (CANTRELL)
MOTOR #4 DESPLUMADORA #4
268 BDES00003
DESPLUMADORA CANTRELL #2
269 BMOT00079
DESPLUMADORA CANTRELL #2
MOTOR #1 DESPLUMADORA CANTRELL #2
270 BMOT00080
DESPLUMADORA CANTRELL #2
MOTOR #2 DESPLUMADORA CANTRELL #2
271 BMOT00081
DESPLUMADORA CANTRELL #2
MOTOR #3 DESPLUMADORA CANTRELL #2
272 BMOT00082
DESPLUMADORA CANTRELL #2
MOTOR #4 DESPLUMADORA CANTRELL #2
273 BCOR00002
CORTADORA DE CABEZAS
274 BTRA00005
BANDA TRANSPORTADORA DE CABEZAS
275 BMOR00049
BANDA TRANSPORTADORA DE CABEZAS
MOTOREDUCTOR BANDA TRANSPORTADORA DE CABEZAS

140
ITEM
COD ADSUM
EQUIPO COMPONENTE
276 BCOR00011
CORTADORA DE PATAS (LINCO)
277 BMOT00562
CORTADORA DE PATAS (LINCO)
MOTOR CORTADDORA DE PATAS (LINCO)
278 BDEC00001
DESCOLGADORA DE PATAS
279 BMOR00001
DESCOLGADORA DE PATAS MOTOREDUCTOR #1 DESCOLGADORA DE PATAS
280 BMOR00002
DESCOLGADORA DE PATAS MOTOREDUCTOR #2 DESCOLGADORA DE PATAS
281 BDEC00005
DESCOLGADORA DE PATAS (LINCO)
282 BMOT00563
DESCOLGADORA DE PATAS (LINCO)
MOTOR #1 DESCOLGADORA DE PATAS (LINCO)
283 BMOT00564
DESCOLGADORA DE PATAS (LINCO)
MOTOR #2 DESCOLGADORA DE PATAS (LINCO)
284 BESC00002
ESCALDADORA DE PATAS
285 BRED00005
ESCALDADORA DE PATAS REDUCTOR ESCALDADORA DE PATAS
286 BMOT00092
ESCALDADORA DE PATAS MOTORREDUCTOR ESCALDADORA DE PATAS
287 BCDT00002
ESCALDADORA DE PATAS CONTROL DE TEMPERATURA ESCALDADORA DE PATAS
288 BESC00003
ESCALDADORA DE PATAS (LINCO)
289 BRED00074
ESCALDADORA DE PATAS (LINCO)
REDUCTOR ESCALDADORA DE PATAS (LINCO)
290 BMOT00565
ESCALDADORA DE PATAS (LINCO)
MOTOR REDUCTOR ESCALDADORA DE PATAS (LINCO)
291 BBLO00011
ESCALDADORA DE PATAS (LINCO)
BLOWER ESCALDADORA DE PATAS (LINCO)
292 BMOT00566
ESCALDADORA DE PATAS (LINCO)
MOTOR BLOWER ESCALDADORA DE PATAS (LINCO)
293 BPDC00040
TABLERO CONTROL TEMPERATURA ESCALDADORA PATAS
294 BPEL00005
PELADORA DE PATAS (LINCO)
295 BMOT00567
PELADORA DE PATAS (LINCO) MOTOR PELADORA DE PATAS (LINCO)
296 BTRA00092
BANDA TRANSPORTADORA DE PATAS
297 BMOR00096
BANDA TRANSPORTADORA DE PATAS
MOTOREDUCTOR BANDA TRANSPORTADORA DE PATAS
298 BLAV00001
LAVADORA DE GANCHOS

141
ITEM
COD ADSUM
EQUIPO COMPONENTE
299 BRED00006
LAVADORA DE GANCHOS REDUCTOR LAVADORA DE GANCHOS
300 BMOT00094
LAVADORA DE GANCHOS MOTOR LAVADORA DE GANCHOS
301 BPDC00019
TABLERO CONTROL LAVADORA DE HUACALES
302 BLAV00002
LAVADORA DE HUACALES #1 PLATAFORMA
303 BESU00004
LAVADORA DE HUACALES #1 PLATAFORMA
ESCURRIDOR LAVADORA DE HUACALES #1 PLATAFORMA
304 BMOR00077
LAVADORA DE HUACALES #1 PLATAFORMA
MOTOREDUCTOR ESCURRIDOR LAVADORA DE HUACALES #1 PLATAFORMA
305 BBOM00023
LAVADORA DE HUACALES #1 PLATAFORMA
BOMBA LAVADORA DE HUACALES #1 PLATAFORMA
306 BMOT00095
LAVADORA DE HUACALES #1 PLATAFORMA
MOTOR BOMBA LAVADORA DE HUACALES #1 PLATAFORMA
307 BMOR00053
LAVADORA DE HUACALES #1 PLATAFORMA
MOTOREDUCTOR LAVADORA DE HUACALES #1 PLATAFORMA
308 BLAV00016
LAVADORA DE HUACALES #2 PLATAFORMA
309 BESU00005
LAVADORA DE HUACALES #2 PLATAFORMA
ESCURRIDOR LAVADORA DE HUACALES #2 PLATAFORMA
310 BMOR00090
LAVADORA DE HUACALES #2 PLATAFORMA
MOTOREDUCTOR ESCURRIDOR LAVADORA DE HUACALES #2 PLATAFORMA
311 BBOM00109
LAVADORA DE HUACALES #2 PLATAFORMA
BOMBA LAVADORA DE HUACALES #2 PLATAFORMA
312 BMOT00044
LAVADORA DE HUACALES #2 PLATAFORMA
MOTOR BOMBA LAVADORA DE HUACALES #2 PLATAFORMA
313 BMOR00091
LAVADORA DE HUACALES #2 PLATAFORMA
MOTOREDUCTOR LAVADORA DE HUACALES #2 PLATAFORMA
314 BEDI00014 ZONA TRANSFERENCIA 315 BBOM0002
5 BOMBA NEUMATICA MURZAN
316 BTRA00085
BANDA TRANSFERENCIA LINEA EXTERNA - EVISCERACION
317 BMOR00084
BANDA TRANSFERENCIA LINEA EXTERNA - EVISCERACION
MOTOREDUCTOR BANDA TRANSFERENCIA LINEA EXTERNA – EVISCERACION
318 BEDI00015 ZONA EVISCERACION AUTOMATICA
319 BHID00001 HIDROFLOW EVISCERACION 320 BBOM0001
4 HIDROFLOW EVISCERACION MOTOBOMBA #1 HIDROFLOW
EVISCERACION AUTOMATICA

142
ITEM
COD ADSUM
EQUIPO COMPONENTE
321 BBOM00015
HIDROFLOW EVISCERACION BOMBA #2 HIDROFLOW EVISCERACION AUTOMATICA
322 BMOT00012
HIDROFLOW EVISCERACION MOTOR BOMBA HIDROFLOW EVISCERACION AUTOMATICA
323 BBOM00113
HIDROFLOW EVISCERACION MOTOBOMBA #3 HIDROFLOW EVISCERACION AUTOMATICA
324 BPDC00001
HIDROFLOW EVISCERACION PANEL DE CONTROL HIDROFLOW EVISCERACION
325 BAIR00010 UNIDAD MANEJADORA DE AIRE EVISCERACION
326 BCCM00006
CENTRO CONTROL EVISCERACION AUTOMATICA
327 BTRA00091
BANDA TRANSPORTADORA COLGADO EVISCERACION
328 BMOR00095
BANDA TRANSPORTADORA COLGADO EVISCERACION
MOTOREDCUTOR #1 BANDA TRANSPORTADORA COLGADO EVISCERACION
329 BMOR00123
BANDA TRANSPORTADORA COLGADO EVISCERACION
MOTOREDCUTOR #2 BANDA TRANSPORTADORA COLGADO EVISCERACION
330 BTRA00011
TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
331 BSMT00004
TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
SISTEMA MOTRIZ #1 TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
332 BMOR00005
TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
MOTOREDUCTOR #1 TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
333 BSMT00005
TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
SISTEMA MOTRIZ #2 TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
334 BMOR00006
TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
MOTOREDUCTOR #2 TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
335 BSMT00006
TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
SISTEMA MOTRIZ #3 TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
336 BMOR00007
TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
MOTOREDUCTOR #3 TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
337 BSMT00007
TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
SISTEMA MOTRIZ #4 TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
338 BMOR00008
TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
MOTOREDUCTOR #4 TRANSPORTADOR LINEA EVISCERACION AUTOMATICA

143
ITEM
COD ADSUM
EQUIPO COMPONENTE
339 BVAR00010
TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
VARIADOR DE VELOCIDAD TRANSPORTADOR LINEA EVISCERACION AUTOMATICA
340 BEXT00001
EXTRACTORA DE CLOACA
341 BMOT00096
EXTRACTORA DE CLOACA MOTOR #1 EXTRACTORA DE CLOACA EVISCERACION
342 BMOT00097
EXTRACTORA DE CLOACA MOTOR #2 EXTRACTORA DE CLOACA EVISCERACION
343 BBOM00077
EXTRACTORA DE CLOACA BOMBA MANUAL HIDRAULICA EXTRACTORA DE CLOACA
344 BCOR00005
CORTADORA DE ABDOMEN
345 BUCA CORTADORA DE ABDOMEN UNIDAD CORTADORA - CORTADORA ABDOMEN
346 BUCA CORTADORA DE ABDOMEN CAJA CAMBIOS CORTADORA ABDOMEN
347 BEXT00002
EXTRACTORA DE VISCERAS
348 BBOM00086
EXTRACTORA DE VISCERAS BOMBA MANUAL HIDRAULICA EXTRACTORA DE VISCERA
349 BEXT00003
EXTRACTORA DE BUCHES
350 BCEP00001
EXTRACTORA DE BUCHES CEPILLO EXTRACTORA DE BUCHES
351 BMOT00098
EXTRACTORA DE BUCHES MOTOR CEPILLO EXTRACTORA DE BUCHES
352 BBOM00087
EXTRACTORA DE BUCHES BOMBA MANUAL HIDRAULICA EXTRACTORA DE BUCHES
353 BCOR00006
CORTADORA DE PESCUEZO
354 BMOT00099
CORTADORA DE PESCUEZO MOTOR CORTADORA DE PESCUEZO
355 BBOM00088
CORTADORA DE PESCUEZO BOMBA MANUAL HIDRAULICA CORTADORA DE PESCUEZO
356 BEXT00004
EXTRACTORA DE PULMONES
357 BBOM00089
EXTRACTORA DE PULMONES BOMBA MANUAL EXTRACTORA DE PULMONES
358 BLIM00001 LIMPIADORA FINAL 359 BBOM0009
0 LIMPIADORA FINAL BOMBA MANUAL LIMPIADORA FINAL
360 BDEC00002
DESCARGADOR EVISCERACION
361 BTRA00012
BANDA TRANSPORTADORA DE HIGADOS
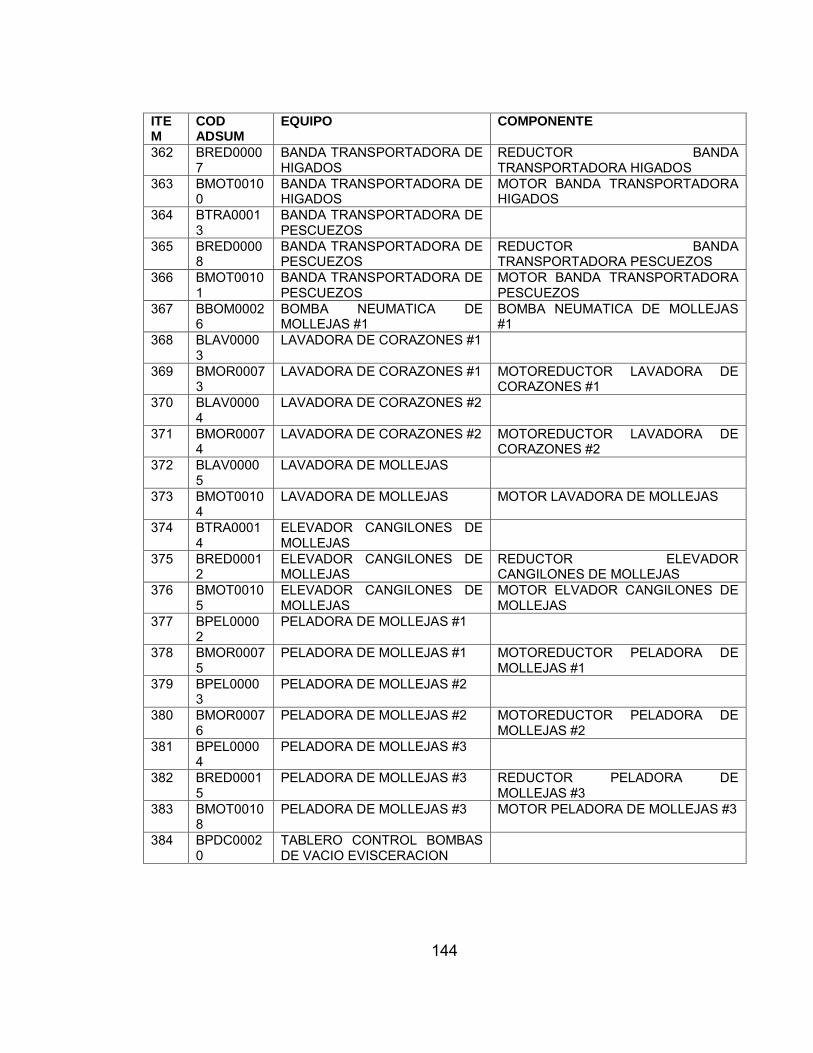
144
ITEM
COD ADSUM
EQUIPO COMPONENTE
362 BRED00007
BANDA TRANSPORTADORA DE HIGADOS
REDUCTOR BANDA TRANSPORTADORA HIGADOS
363 BMOT00100
BANDA TRANSPORTADORA DE HIGADOS
MOTOR BANDA TRANSPORTADORA HIGADOS
364 BTRA00013
BANDA TRANSPORTADORA DE PESCUEZOS
365 BRED00008
BANDA TRANSPORTADORA DE PESCUEZOS
REDUCTOR BANDA TRANSPORTADORA PESCUEZOS
366 BMOT00101
BANDA TRANSPORTADORA DE PESCUEZOS
MOTOR BANDA TRANSPORTADORA PESCUEZOS
367 BBOM00026
BOMBA NEUMATICA DE MOLLEJAS #1
BOMBA NEUMATICA DE MOLLEJAS #1
368 BLAV00003
LAVADORA DE CORAZONES #1
369 BMOR00073
LAVADORA DE CORAZONES #1 MOTOREDUCTOR LAVADORA DE CORAZONES #1
370 BLAV00004
LAVADORA DE CORAZONES #2
371 BMOR00074
LAVADORA DE CORAZONES #2 MOTOREDUCTOR LAVADORA DE CORAZONES #2
372 BLAV00005
LAVADORA DE MOLLEJAS
373 BMOT00104
LAVADORA DE MOLLEJAS MOTOR LAVADORA DE MOLLEJAS
374 BTRA00014
ELEVADOR CANGILONES DE MOLLEJAS
375 BRED00012
ELEVADOR CANGILONES DE MOLLEJAS
REDUCTOR ELEVADOR CANGILONES DE MOLLEJAS
376 BMOT00105
ELEVADOR CANGILONES DE MOLLEJAS
MOTOR ELVADOR CANGILONES DE MOLLEJAS
377 BPEL00002
PELADORA DE MOLLEJAS #1
378 BMOR00075
PELADORA DE MOLLEJAS #1 MOTOREDUCTOR PELADORA DE MOLLEJAS #1
379 BPEL00003
PELADORA DE MOLLEJAS #2
380 BMOR00076
PELADORA DE MOLLEJAS #2 MOTOREDUCTOR PELADORA DE MOLLEJAS #2
381 BPEL00004
PELADORA DE MOLLEJAS #3
382 BRED00015
PELADORA DE MOLLEJAS #3 REDUCTOR PELADORA DE MOLLEJAS #3
383 BMOT00108
PELADORA DE MOLLEJAS #3 MOTOR PELADORA DE MOLLEJAS #3
384 BPDC00020
TABLERO CONTROL BOMBAS DE VACIO EVISCERACION

145
ITEM
COD ADSUM
EQUIPO COMPONENTE
385 BBOM00027
BOMBA DE VACIO #1
386 BMOT00109
BOMBA DE VACIO #1 MOTOR BOMBA DE VACIO #1
387 BBOM00028
BOMBA DE VACIO #2
388 BMOT00110
BOMBA DE VACIO #2 MOTOR BOMBA DE VACIO #2
389 BBOM00029
BOMBA DE VACIO #3
390 BMOT00111
BOMBA DE VACIO #3 MOTOR BOMBA DE VACIO #3
391 BBOM00030
MOTOBOMBA RECIRCULACION AGUA SELLOS BOMBAS DE VACIO
392 BDIS00003 DISTRIBUIDOR SISTEMA DE VACIO
393 BTAN00010
TANQUE DE PURGA SISTEMA DE VACIO
394 BTAN00011
TANQUE SEPARADOR SISTEMA DE VACIO

146
Anexo C. Instructivo de programa de Mantenimiento
POLLOS EL BUCANERO S.A. MT-MI-PG01 Versión 03
PROGRAMA MANTENIMIENTO
Página 146 de 283
1. Introducción
La actividad productiva de las industrias está ligada al funcionamiento y capacidad de los equipos instalados, constituyéndose éstos en la base principal para el buen desarrollo de los procesos. Los equipos requieren de una vigilancia y control periódicos que permitan garantizar su buen funcionamiento sin poner en riesgo el desarrollo normal de las operaciones, lo cual redunda directamente en los costos de producción. Existen varias formas de enfrentar el mantenimiento de los equipos las cuales buscan el mismo objetivo como es el de establecer la regularidad de las diferentes actividades de mantenimiento que lleven a controlar y favorecer la vida útil de la maquinaria. El presente programa ha sido diseñado para suplir las necesidades de mantenimiento de los equipos en las Plantas de Pollos El Bucanero el cual contiene el cronograma de mantenimiento con la descripción de las actividades de los equipos críticos y elementos utilizados para el proceso, así como la forma, periodicidad y recursos utilizados para su mantenimiento. 2. Objetivos
Asegurar que los equipos críticos se instalen y mantengan de manera que se puedan emplear de acuerdo a su uso y capacidad prevista y se facilite su limpieza y desinfección. Evitar la contaminación de los productos por actividades de mantenimiento. Asegurar el empleo de prácticas seguras para el desarrollo de actividades de mantenimiento que indiquen riesgos para los operadores.
147
Optimizar los recursos de personal, equipo, herramientas, repuestos y servicios asociados para el correcto mantenimiento de equipos y edificaciones. Asegurar que las instalaciones locativas cumplen con las normas sanitarias vigentes y se mantienen en óptimo estado para elaboración de los productos. Cumplir con los mantenimientos preventivos recomendados por el fabricante con miras a reducir al mínimo la parada no programada de equipos y vehículos. Dar cumplimiento a la normatividad legal aplicable: Decreto 1500/2007, decreto 60/2002, decreto 3075/1997
3. Alcance Este documento tiene aplicabilidad en la planta de incubación, en la planta de beneficio, en despachos y distribución, en la planta de alimento balanceado, en las granjas de levante, en la planta de harinas, en los vehículos propios de la compañía. 4. Generalidades 4.1. Definiciones Mantenimiento. Conjunto de acciones encaminadas a la conservación de la maquinaria, equipo e instalaciones, de tal manera que permanezcan sirviendo en óptimas condiciones, para el objetivo por el cual fueron adquiridas, evitando o minimizando sus fallas durante su vida útil. Mano de obra. Es el factor humano el cual posee la capacitación y la experiencia encargado de las operaciones de mantenimiento que puede ser propio de la planta o contratista. Máquinas. Es el factor encargado de realizar transformaciones a materias primas para la obtención de un producto con un mayor valor agregado. Instalaciones físicas. Edificios.
148
Trabajos de emergencia. Son aquellos que deben ejecutarse inmediatamente para prevenir pérdidas de producción, averías serias en la maquinaria y equipos o para corregir peligros extremos en la seguridad. Trabajos urgentes. Aquellos que durante la programación normal deben terminarse lo antes posible. Trabajos normales. Son la mayoría de los trabajos de mantenimiento. Se programan tomando en cuenta los requerimientos de producción y la disponibilidad de la fuerza de trabajo de mantenimiento. Orden de Trabajo. Documento con el cual se realiza la solicitud de cualquier Departamento de la compañía al área de mantenimiento para que realicen una labor ya sea de carácter predictivo, preventivo y/o correctivo en caso de Equipos y Edificaciones. Equipos críticos. Aquellos equipos que en su respectivo proceso conlleven a un paro total del flujo del mismo. Hoja de vida de los equipos. Es aquel documento impreso o almacenado en forma magnética que guarde todos los trabajos realizados a aquellos equipos críticos, con la fecha respectiva, los repuestos usados, el nombre del técnico que realizó el trabajo, en fin con toda la información proveniente de la orden de trabajo, que diera origen al mismo. Para el caso en particular de POLLOS EL BUCANERO S.A, las hojas de vida se extraen de la misma base de datos donde se registran las órdenes de trabajo, es decir, que cada equipo no tiene su respectiva hoja de vida, sino hasta que se le extrae del sistema. 4.2 Responsables Cada una de las plantas cuenta con un profesional responsable de la administración y ejecución del programa de mantenimiento, como se puede observar en la TABLA No.1. Los operarios del área de mantenimiento de cada una de las plantas son los encargados de desarrollar las tareas programadas en el área.

149
Responsables
PLANTA RESPONSABLE
Incubación Jefe de mantenimiento Beneficio Jefe de mantenimiento
Despachos Jefe de mantenimiento de refrigeración y granjas de levante
Automotriz Jefe de mantenimiento automotriz Alimento balanceado Jefe de planta de alimento balanceado y harinas Harinas Jefe de planta de alimento balanceado y harinas
5. Desarrollo o Contenido El mantenimiento de la empresa, constituye un elemento clave para el logro de los objetivos de la misma. Sin un adecuado mantenimiento la maquinaria interrumpe su operación con mucha frecuencia, alterando considerablemente los programas de producción y fallándole a los clientes. En muchas ocasiones provoca cuellos de botella en las líneas, incrementando la cantidad de material en proceso, lo que implica: mayor espacio utilizado, mayor inversión inmovilizada, problemas de calidad en el producto acumulado; personal ocioso y desmotivado; mayor desperdicio de materiales y mayores costos en las reparaciones. 5.1 Organización del Mantenimiento La organización del mantenimiento en POLLOS EL BUCANERO S.A. cuenta con el recurso humano necesario para satisfacer eficientemente los requerimientos del departamento, con líneas de mando y áreas de responsabilidad bien definidos. El departamento de mantenimiento está compuesto por los siguientes integrantes dependiendo de la planta u operación que estemos hablando:
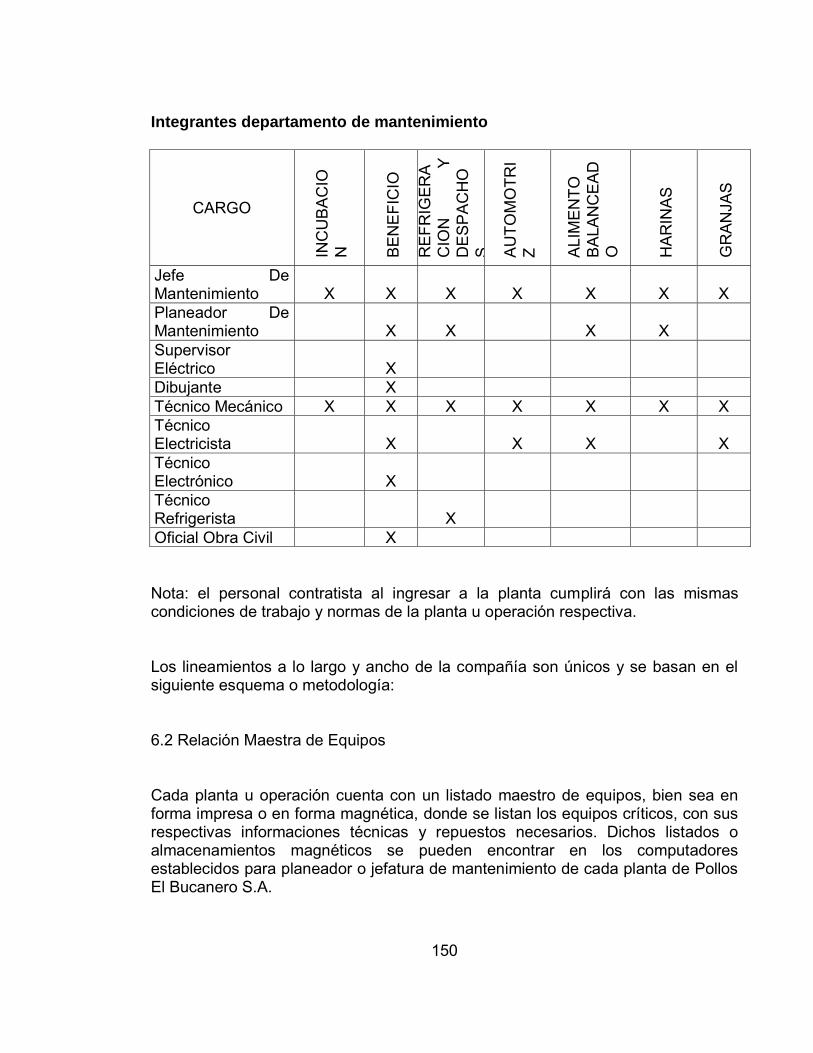
150
Integrantes departamento de mantenimiento
CARGO
INC
UB
AC
ION
BE
NE
FIC
IO
RE
FRIG
ER
AC
ION
Y
D
ES
PA
CH
OS
AU
TOM
OTR
IZ A
LIM
EN
TO
BA
LAN
CE
AD
O
HA
RIN
AS
GR
AN
JAS
Jefe De Mantenimiento X X X X X X X Planeador De Mantenimiento X X X X Supervisor Eléctrico X Dibujante X Técnico Mecánico X X X X X X X Técnico Electricista X X X X Técnico Electrónico X Técnico Refrigerista X Oficial Obra Civil X Nota: el personal contratista al ingresar a la planta cumplirá con las mismas condiciones de trabajo y normas de la planta u operación respectiva. Los lineamientos a lo largo y ancho de la compañía son únicos y se basan en el siguiente esquema o metodología: 6.2 Relación Maestra de Equipos Cada planta u operación cuenta con un listado maestro de equipos, bien sea en forma impresa o en forma magnética, donde se listan los equipos críticos, con sus respectivas informaciones técnicas y repuestos necesarios. Dichos listados o almacenamientos magnéticos se pueden encontrar en los computadores establecidos para planeador o jefatura de mantenimiento de cada planta de Pollos El Bucanero S.A.
151
6.3 Plan de Mantenimiento Preventivo El mantenimiento de los Equipos de la empresa se basa en la inspección periódica de la maquinaria, equipo e instalaciones de la planta con el fin de prevenir condiciones que conduzcan a paros imprevistos de producción. Las actividades se programan siguiendo el Cronograma Anual de Mantenimiento de los equipos críticos, que bien puede esta almacenada en software de mantenimiento. 6.4 Actividades de Mantenimiento Las actividades de mantenimiento comprenden el mantenimiento Predictivo, Preventivo, Correctivo y de Instalaciones Locativas y se siguen de acuerdo al cronograma Anual de Mantenimiento. 6.4.1 Mantenimiento Predictivo Es el mantenimiento que se realiza con la máquina funcionando e incluye análisis de vibraciones en equipos que tienen motores como los extractores, la caldera, compresores, etc. Termo grafías en tableros eléctricos, subestación, motores con potencias mayores a los 10 Hp, análisis de aceite transformador, cromatografía transformador. El mantenimiento predictivo se realiza por outsourcing. Dichas actividades están programadas en el cronograma de mantenimiento respectivo de cada planta u operación. 6.4.2 Mantenimiento Preventivo o Programado Incluye las actividades de mantenimiento eléctrico, mecánico y electrónico que se programan de acuerdo a un historial, catálogo o a las horas de trabajo de cada uno de los equipos. Nota: Limpieza del equipo hace parte del mantenimiento preventivo.
152
6.4.2.1 Mantenimiento eléctrico y electrónico . Inspección visual de conductores, bornes, motores y accesorios . Revisión de puntos calientes, si los hay, ajuste de contactos o cambio de conductores . Revisión y limpieza a contactores y tableros eléctricos . Verificación de consumos de corriente y voltajes de los diferentes dispositivos instalados . Limpieza de tarjetas y dispositivos electrónicos del equipo 6.4.2.2 Mantenimiento mecánico . Revisión y análisis de posibles fallas por vibración ajuste y alineación en motores y equipos en general. . Lubricación de las partes según Cronograma Anual de Mantenimiento de cada planta u operación, y de acuerdo a las diferentes rutas de lubricación existentes 6.4.3 Mantenimiento Correctivo Es el que se realiza en el momento en que la máquina presenta una falla de cualquier índole, estas actividades son generadas con una orden de trabajo 6.4.4 Mantenimiento Locativo Consiste en las adecuaciones y reparaciones que se realizan a la planta física para que pueda utilizarse adecuadamente en la fabricación y el manejo de los productos de la empresa. Este mantenimiento contempla:

153
. Revisión y reparación de techos . Revisión y reparación de paredes, pisos y muros . Carpintería, albañilería . Aires acondicionados . El mantenimiento Locativo se realiza a partir del Cronograma Anual de Mantenimiento, así como también a través de una Orden de trabajo generada por cualquier usuario 6.5 Lubricación El programa de lubricación se encuentra incluido dentro del cronograma Anual de Mantenimiento de la respectiva planta u operación. El Jefe de mantenimiento o a quien corresponda según la TABLA No 1 es el responsable de la verificación del cumplimiento del programa. 6.6 Mantenimiento Automotriz Para el mantenimiento de los vehículos se cuenta con un cronograma que posee las fechas aproximadas por mes en el cual se le debe realizar por cada uno de los sistemas del vehículo el mantenimiento preventivo programado recomendado por el fabricante. Se debe entregar la programación de los mantenimientos preventivos programados que no generan muchas novedades y que se han vuelto tareas recurrentes completamente presupuestadas. Se debe entregar semanalmente la programación de mantenimiento preventivo que tienen que ver con sistemas que presentan alto flujo de novedades técnicas y de reparación en común acuerdo con cada jefe de logística de la compañía que tenga a cargo vehículos (la programación está dada por mes debido a lo anteriormente mencionado). Se debe verificar en la reunión semanal de mantenimiento si la programación dada se está cumpliendo a cabalidad por parte de la jefatura de área de mantenimiento automotriz. Se debe verificar en la reunión semanal de mantenimiento si la programación dada se está cumpliendo por parte de cada una de las jefaturas de logística de la compañía, si no es así se debe informar al departamento de auditoría para que
154
realice la investigación del caso y genere la acciones correctivas y preventivas a tomar. 6.7 Código de BPM en el Área de Mantenimiento Los diferentes Técnicos de mantenimiento y el personal contratista ajeno a la compañía que preste sus servicios y tenga contacto directo en las maquinas, equipos o lugares donde se elaboran alimentos, deben adoptar las buenas prácticas higiénicas y medidas de protección adecuadas para evitar un accidente dentro de las instalaciones de la planta. Ver. El Manual de Buenas Prácticas de Manufactura ACL-AB-BPMPG01. 6.7.1 Buenas Prácticas de Manufactura para Mantenimiento. . Baño diario, mantener el cabello corto, no usar cadenas, anillos, relojes, no fumar, comer y escupir en las áreas productivas ni en el taller, cambio diario de dotación, usar la vestimenta de trabajo adecuada. Conservar limpia y no usarla en la calle. . Para una buena presentación de las manos, los operarios deberán mantener las uñas cortas y bien limpias para controlar la acumulación de suciedad, debe lavar y desinfectar las manos antes de ingresar al área de proceso, antes de manipular equipos que tienen contacto con alimentos, siguiendo las instrucciones en los avisos alusivos al lavado de manos o seguir el instructivo LAVADO DE MANOS . En caso de usar lentes, se deben asegurar a la cabeza de la persona por medio de bandas, usar calzado cerrado (botas dieléctricas) de material resistente para su seguridad. . El personal que presente afecciones de la piel o enfermedades infectocontagiosas deberá ser excluido de toda actividad de mantenimiento. . Mantener el taller de mantenimiento en perfectas condiciones de orden y aseo, mantener en excelentes condiciones de limpieza las herramientas y demás implementos de trabajo, programar las rutinas de mantenimiento empezando por las áreas y los equipos más limpios y terminando en los de mayor nivel de suciedad. . Desarrollar listados de las herramientas necesarias para realizar cada actividad típica de reparación o mantenimiento, de manera que siempre se lleven al sitio de trabajo todas las herramientas indicadas para manipular los equipos y únicamente éstas. . Evitar la acumulación de materiales caídos en desuso o sobrantes de reparaciones en todas las áreas de la empresa, no realizar arreglos provisionales ni amarres o acoples que no sean los propios de las máquinas
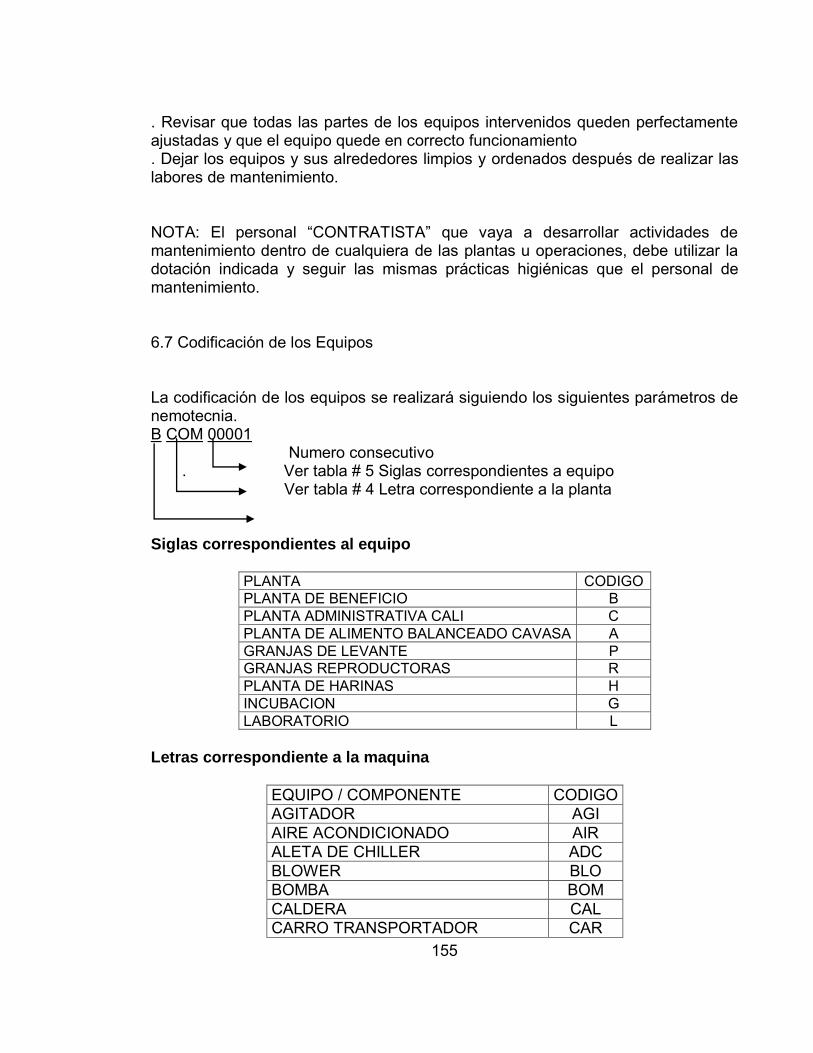
155
. Revisar que todas las partes de los equipos intervenidos queden perfectamente ajustadas y que el equipo quede en correcto funcionamiento . Dejar los equipos y sus alrededores limpios y ordenados después de realizar las labores de mantenimiento. NOTA: El personal “CONTRATISTA” que vaya a desarrollar actividades de mantenimiento dentro de cualquiera de las plantas u operaciones, debe utilizar la dotación indicada y seguir las mismas prácticas higiénicas que el personal de mantenimiento. 6.7 Codificación de los Equipos La codificación de los equipos se realizará siguiendo los siguientes parámetros de nemotecnia. B COM 00001 Numero consecutivo . Ver tabla # 5 Siglas correspondientes a equipo Ver tabla # 4 Letra correspondiente a la planta Siglas correspondientes al equipo
PLANTA CODIGO PLANTA DE BENEFICIO B PLANTA ADMINISTRATIVA CALI C PLANTA DE ALIMENTO BALANCEADO CAVASA A GRANJAS DE LEVANTE P GRANJAS REPRODUCTORAS R PLANTA DE HARINAS H INCUBACION G LABORATORIO L
Letras correspondiente a la maquina
EQUIPO / COMPONENTE CODIGO AGITADOR AGI AIRE ACONDICIONADO AIR ALETA DE CHILLER ADC BLOWER BLO BOMBA BOM CALDERA CAL CARRO TRANSPORTADOR CAR

156
CLASIFICADORA CLA CLIPEADORA FIL CODIFICADORA COD COMPRESOR COM COMPUTADOR COP CONDENSADOR CON CONTROL DE TEMPERATURA COT CORTADORA COR CHILLER CHI DESPLUMADORA DES DESPRESADORA DEP DISTRIBUIDOR DIS EDIFICIO EDI EMBOLSADORA EMB EMBUTIDOR EMU EMPACADORA EMP ENFRIADOR ENF ESCALDADORA ESC ESCURRIDOR ESU EVAPORADOR EVA EXTRACTORA EXT FILTRO FIL GENERADOR GEN HIDROFLOW HID INDICADOR IND INSENSIBILIZADOR INS INYECTORA INY LAVADORA LAV LIMPIADORA LIM MAQUINA DE TERMOENCOGIDO MDT MOLINO MOL MOTOBOMBA MOB MOTOR MOT MOTOREDUCTOR MOR PANEL DE CONTROL PDC PANEL NEUMATICO PDN PELADORA PEL PLANTA DE EMERGENCIA PDE PLANTA DE HIELO PDH POZO PROFUNDO POZ PRENSA PRE

157
REDUCTOR RED SECADOR DE AIRE SEC SELLADORA SEL SUAVIZADOR SUA SUBESTACION ELECTRICA SUB TANQUE TAN TORRE DE ENFRIAMIENTO TDE TRANSFORMADOR TRN
7. DOCUMENTOS Y REGISTROS MT-MI-R01 Ruta de inspección y/o lubricación MT-MI-R02 Orden de trabajo MT-MI-R03 Repuestos críticos MT-MI-R04 Archivo maestro MT-MI-R05 Contingencia 8. VALIDACION El Jefe velara por la reprogramación de las actividades de mantenimiento no efectuadas en la fecha estipulada. La validación del Programa se lleva a cabo mediante el análisis de indicadores de gestión efectuados por el jefe de mantenimiento y el gerente de operaciones. 9. ANEXOS No aplica ELABORADO POR REVISADO POR APROBADO POR Nombre Oscar Girón Cargo: Planeador Mantenimiento
Nombre: Pedro Luis Llanos Cargo: Jefe Mantenimiento
Nombre: Mauricio Payan Cargo: Gerente
158
Anexo D. Instructivo reporte indicadores de mantenimiento planta beneficio
POLLOS EL BUCANERO S.A. MT-MI-01 Versión 01
INSTRUCTIVO REPORTE INDICADORES DE MANTENIMIENTO
PLANTA BENEFICIO
Página 158 de 283
1. OBJETIVO
Definir el proceso detallado para la generación de indicadores de mantenimiento planta beneficio Pollos El Bucanero S.A. 2. ALCANCE Aplica a jefatura de la Planta Beneficio Pollos El Bucanero S.A. 3. FRECUENCIA
Semanal 4. RESPONSABLES - Jefe mantenimiento - Planeador de Mantenimiento 5. EQUIPOS Y/O RECURSOS - Computador con acceso a la red de Pollos el Bucanero. S.A. - Programa Internet Explorer o Firefox - Software de mantenimiento Adsum Kallpa 6. DESCRIPCION Para obtener los indicadores de mantenimiento es necesario estar conectado a la red de Pollos El Bucanero S.A. para importar el archivo Excel Control UL y paros1

159
llevado por la gerencia de la planta de beneficio. Para ello hay que seguir los siguientes pasos: Para Obtener el archivo Excel para tener los datos por parada de producción hay que buscar el equipo en la Red la función ejecutar también se puede obtener oprimiendo las tecla Windows+R. Muestra la funcion Ejecutar para ingresar a las carpetas compratidas
La dirección IP para el ingreso al compotadro en Red es: \\147.121.0.9 Al ingresar al computador en red se ingresa a la carpeta Documentos, dando doble clic.

160
Muestra la ubicación de la carpeta
Al ingresar a la carpeta compartida del equipo en red, se busca el archivo Control UL y Paros1 hay que tener en cuenta que hay que confirmar que el archivo esta actualizado preguntando en recepción a la extensión 101. Muestra ubicación del archivo control ul y paros1 en la carpeta compartida
Carpeta Documentos archivos compartidos
Ubicación archivo control ul y paros1

161
Como primer paso dar un clic en el archivo control ul y paros 1 y dejar que Windows cargue completamente la carpeta con el fin de copiar y pegar de una manera más fácil el archivo en la carpeta deseada en el computador. Al tener la carpeta cargada dar clic derecho sobre el archivo control ul y paros y selecciona la opción de copiar. Muestra el copiado del archivo control ul y paros 1
Al tener el archivo copiado nos dirigimos a una carpeta para copiar el archivo, este puede ser pegado en cualquier lugar pero se debe tener en cuenta que debe recordar su ubicación. Este se puede hacer dando clic con el boton derecho del mouse y seleccionando pegar.
Opción para copia el archivo

162
Muestra la posición de pegado del archivo control ul y paros 1
A pegar podria pasar que aparecera un mensaje para la opcion de pegado, lo mejor es copiar y reemplazar para evitar crear varios archivos generando la confucion de cual es el mas actualizado. Muestra la opción de pegado en la carpeta deseada
Selección pegar archivo ubicación deseada

163
Al selleccionar pegado debes de tener paciencia y dejar que haga su pegado completo. Muestra la descarga y pegado del archivo control ul y paros 1
Al tener el archivo ya copiado y pegado en la carpeta deseada se da doble clic y se abre el archivo para ver los tiempos perdidos y utilizacion de la linea. Se debe tener en cuenta que la hoja REPORTE PN contiene los dos tiempos en base de datos y estos solo pueden ser modificaos desde el computador origen de los datos.

164
Muestra la base de datos UL (utilización de línea)
Muestra la base de datos de tiempos perdidos operacionales y por parte de mantenimiento
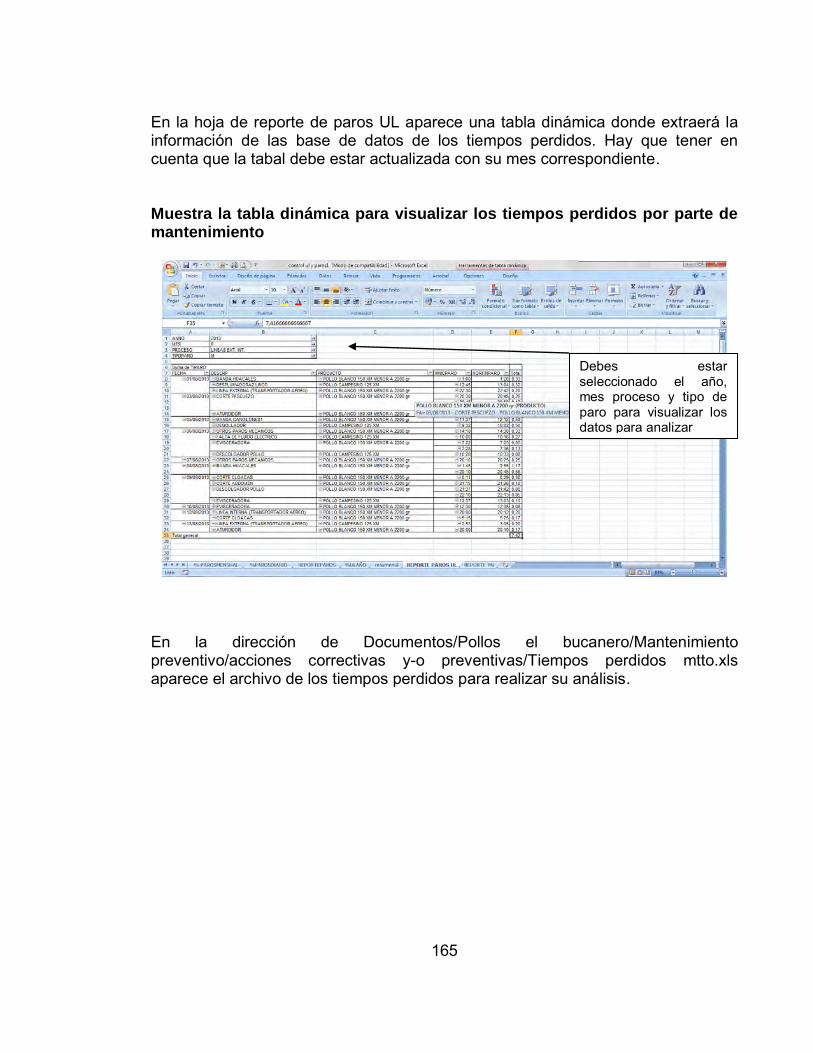
165
En la hoja de reporte de paros UL aparece una tabla dinámica donde extraerá la información de las base de datos de los tiempos perdidos. Hay que tener en cuenta que la tabal debe estar actualizada con su mes correspondiente. Muestra la tabla dinámica para visualizar los tiempos perdidos por parte de mantenimiento
En la dirección de Documentos/Pollos el bucanero/Mantenimiento preventivo/acciones correctivas y-o preventivas/Tiempos perdidos mtto.xls aparece el archivo de los tiempos perdidos para realizar su análisis.
Debes estar seleccionado el año, mes proceso y tipo de paro para visualizar los datos para analizar
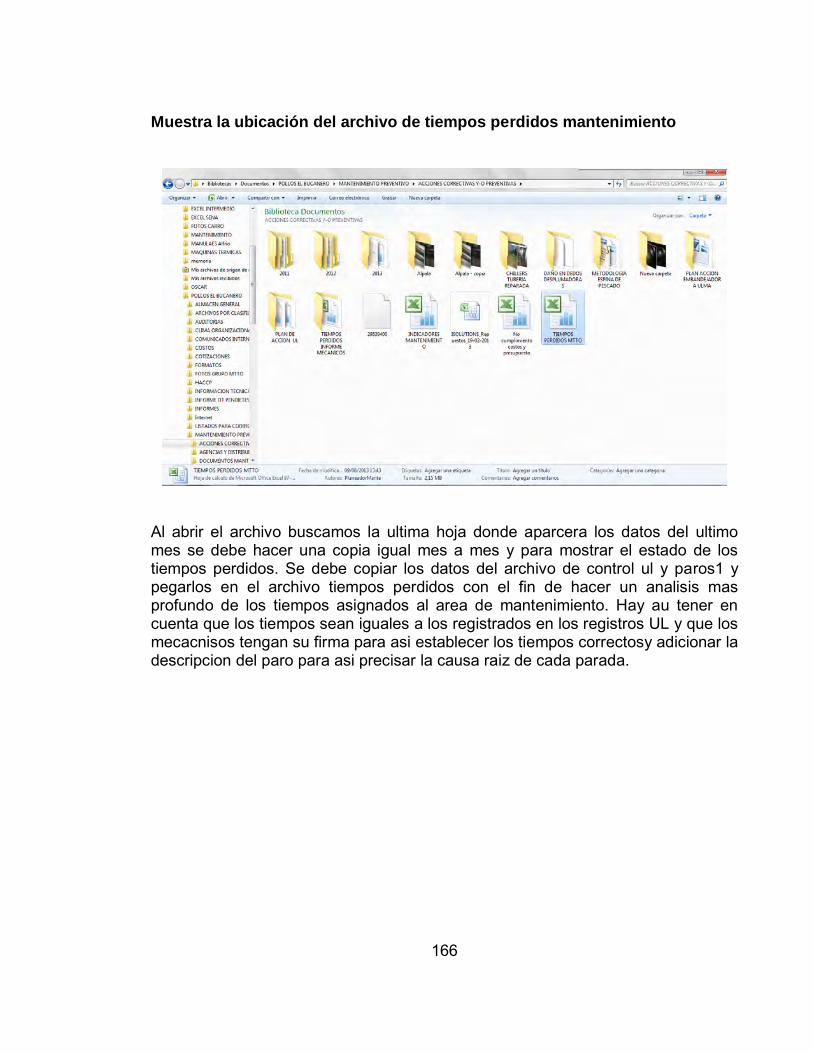
166
Muestra la ubicación del archivo de tiempos perdidos mantenimiento
Al abrir el archivo buscamos la ultima hoja donde aparcera los datos del ultimo mes se debe hacer una copia igual mes a mes y para mostrar el estado de los tiempos perdidos. Se debe copiar los datos del archivo de control ul y paros1 y pegarlos en el archivo tiempos perdidos con el fin de hacer un analisis mas profundo de los tiempos asignados al area de mantenimiento. Hay au tener en cuenta que los tiempos sean iguales a los registrados en los registros UL y que los mecacnisos tengan su firma para asi establecer los tiempos correctosy adicionar la descripcion del paro para asi precisar la causa raiz de cada parada.
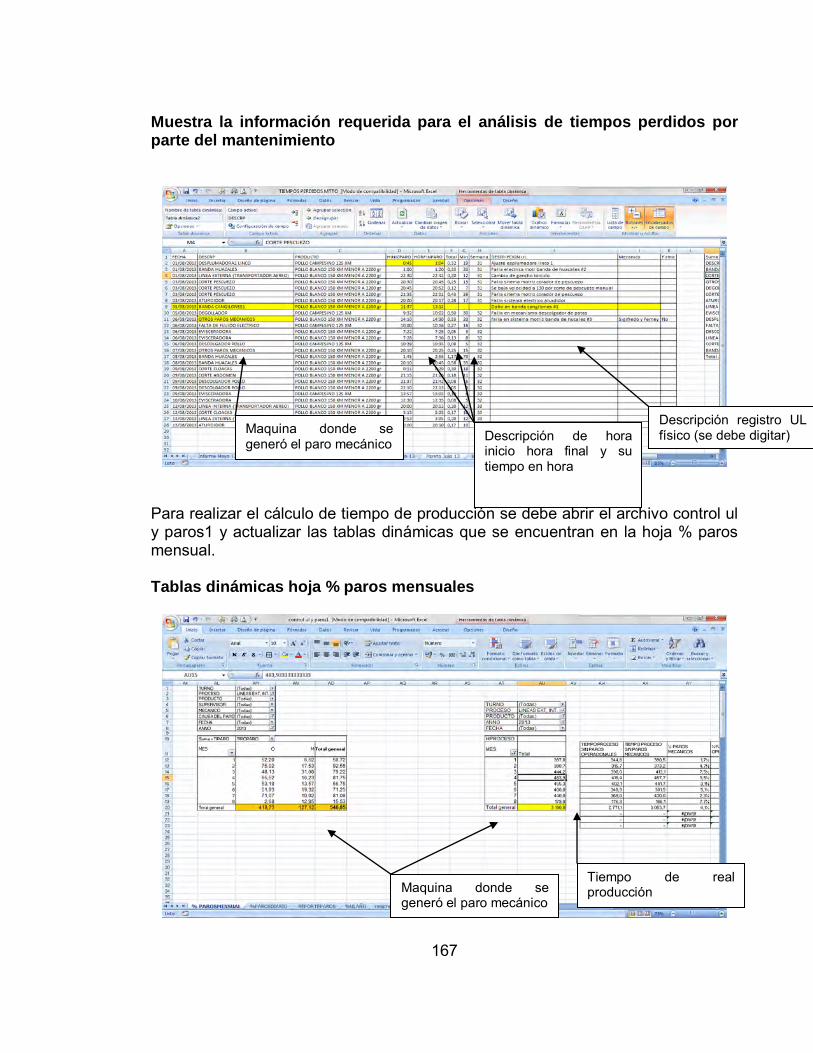
167
Muestra la información requerida para el análisis de tiempos perdidos por parte del mantenimiento
Para realizar el cálculo de tiempo de producción se debe abrir el archivo control ul y paros1 y actualizar las tablas dinámicas que se encuentran en la hoja % paros mensual. Tablas dinámicas hoja % paros mensuales
Maquina donde se generó el paro mecánico
Descripción de hora inicio hora final y su tiempo en hora
Descripción registro UL físico (se debe digitar)
Maquina donde se generó el paro mecánico
Tiempo de real producción
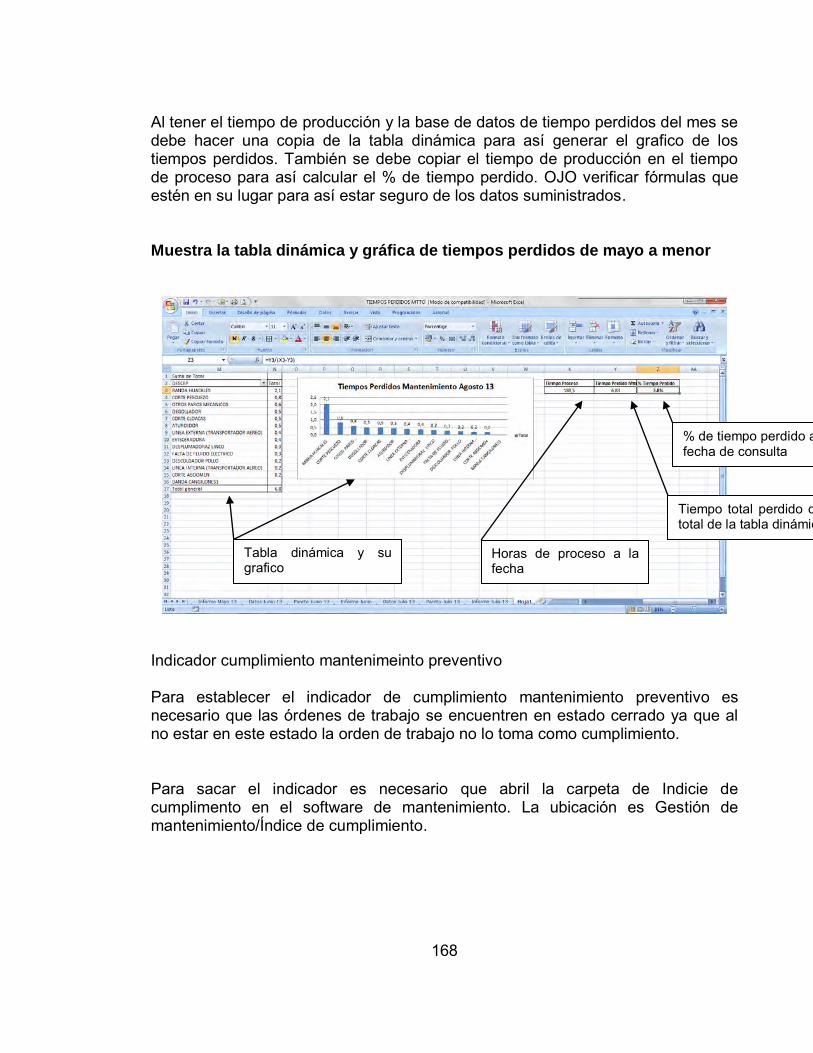
168
Al tener el tiempo de producción y la base de datos de tiempo perdidos del mes se debe hacer una copia de la tabla dinámica para así generar el grafico de los tiempos perdidos. También se debe copiar el tiempo de producción en el tiempo de proceso para así calcular el % de tiempo perdido. OJO verificar fórmulas que estén en su lugar para así estar seguro de los datos suministrados. Muestra la tabla dinámica y gráfica de tiempos perdidos de mayo a menor
Indicador cumplimiento mantenimeinto preventivo Para establecer el indicador de cumplimiento mantenimiento preventivo es necesario que las órdenes de trabajo se encuentren en estado cerrado ya que al no estar en este estado la orden de trabajo no lo toma como cumplimiento. Para sacar el indicador es necesario que abril la carpeta de Indicie de cumplimento en el software de mantenimiento. La ubicación es Gestión de mantenimiento/Índice de cumplimiento.
Tabla dinámica y su grafico
% de tiempo perdido a la fecha de consulta
Tiempo total perdido del total de la tabla dinámica
Horas de proceso a la fecha

169
Ventana ingreso índice de cumplimiento mantenimiento preventivo
Al estar en la ventana se debe seleccionar los tipos de mantenimiento, el mes y el año para establecer el cumplimiento preventivo. Selección de tipos de mantenimiento mes y año
Indicador mantenimiento preventivo
Selección Mes
Selección Año
Selección de tipos de mantenimiento

170
Al tener seleccionado los tipos de mantenimiento, mes y ao se da en aceptar y se ve en forma de tabla el cumplimiento del indicador de cumplimiento preventivo. Se debe imprimir y se debe entregar al jefe de mateniento para validar la informacion. Este indicador se debe montar en el binaps. Muestra el cumplimiento mantenimiento preventivo
Indicador Preventivo vs. Correctivo Este indicador es la validación de cómo podemos compararnos con el mantenimiento correctivo en la planta. Para sacar el indicador hay que seleccionar el ítem de índice de mantenimiento la carpeta se encuentra en Gestión de mantenimiento/Índice de mantenimiento.

171
Muestra la ubicación de índice de mantenimiento
Para establecer el índice se deben seleccionar los tipos de mantenimiento mes y año. Muestra la selección de tipos de mantenimiento, mes y año para el índice de cumplimiento Preventivo vs Correctivo
Selección de índice de mantenimiento
Selección Mes
Selección Año
Selección de tipos de mantenimiento
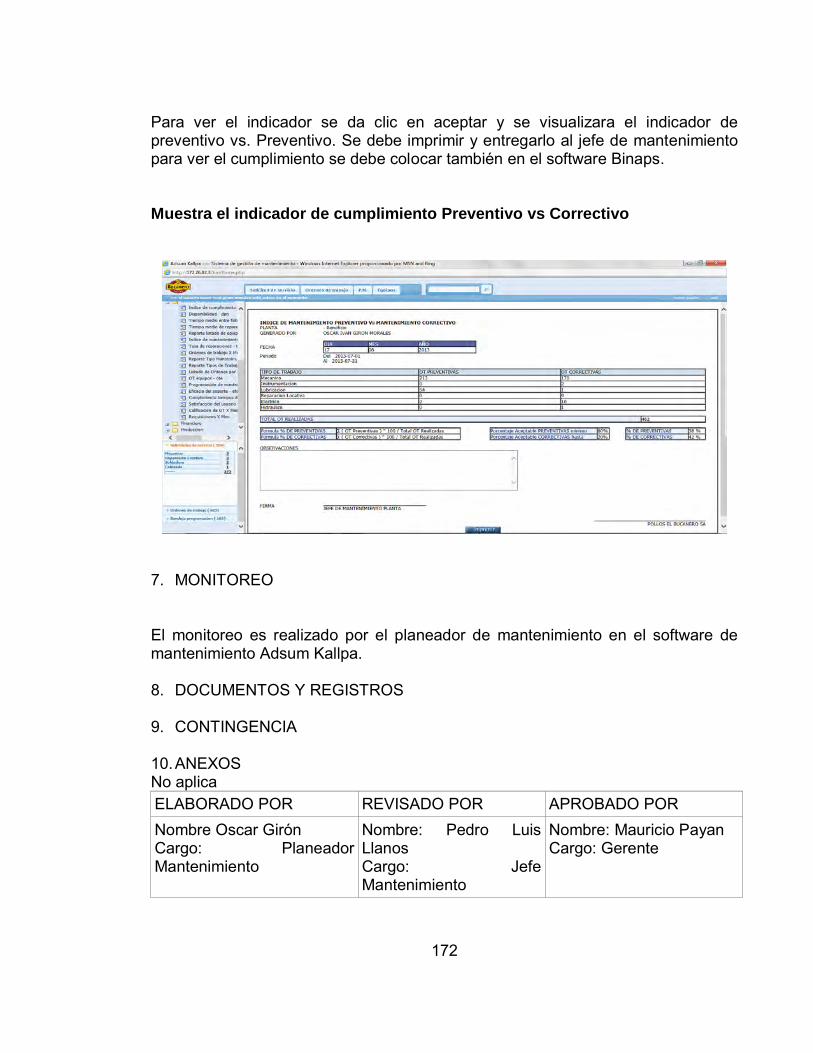
172
Para ver el indicador se da clic en aceptar y se visualizara el indicador de preventivo vs. Preventivo. Se debe imprimir y entregarlo al jefe de mantenimiento para ver el cumplimiento se debe colocar también en el software Binaps. Muestra el indicador de cumplimiento Preventivo vs Correctivo
7. MONITOREO El monitoreo es realizado por el planeador de mantenimiento en el software de mantenimiento Adsum Kallpa. 8. DOCUMENTOS Y REGISTROS 9. CONTINGENCIA 10. ANEXOS No aplica ELABORADO POR REVISADO POR APROBADO POR Nombre Oscar Girón Cargo: Planeador Mantenimiento
Nombre: Pedro Luis Llanos Cargo: Jefe Mantenimiento
Nombre: Mauricio Payan Cargo: Gerente

173
Anexo E. Instructivo ingreso personal de mantenimiento a la planta de proceso
POLLOS EL BUCANERO S.A. MT-MI-I02 Versión 03
INSTRUCTIVO INGRESO PERSONAL DE MANTENIMIENTO A LA
PLANTA DE PROCESO
Página 173 de 283
1. OBJETIVO Evitar contaminaciones cruzadas que puedan afectar la inocuidad de los productos. 2. ALCANCE Aplica para el personal del proceso de mantenimiento de la Planta Beneficio Pollos el bucanero S.A. 3. FRECUENCIA Cada vez que ingrese el personal de mantenimiento a la planta 4. RESPONSABLES - Jefe mantenimiento - Operario de mantenimiento 5. EQUIPOS Y/O RECURSOS - Solución bactericida para manos - Solución detergente para superficies y equipos - Solución desinfectante - Paño limpiadores - Herramienta de trabajo - Elementos de dotación 6. DESCRIPCION 6.1. Antes de ingresar a la planta de proceso, colóquese las botas de caucho, gorro, tapabocas y bata respectiva; estas prendas deben encontrarse limpias.
174
6.2. Lave sus manos utilizando la solución detergente ubicada al ingreso de la planta. 6.3. Diríjase al área donde se requiere el servicio de mantenimiento y ubique al coordinador, supervisor o jefe del área para que le explique la naturaleza del daño.
6.4. Solicite al coordinador (a) / supervisor (a) retirar el producto que se encuentre expuesto en el área y equipos a trabajar; evite tocar el producto con sus manos.
6.5. Una vez ejecutado el trabajo dentro de la planta, retire los residuos de materiales, sustancias, herramientas y demás elementos utilizados.
6.6. Solicite al coordinador (a) / supervisor (a) lavar y desinfectar el equipo o superficie con solución detergente, para retirar la suciedad o manchas que hayan podido quedar y desinfecte la superficie o equipo con parte de la solución desinfectante que se encuentra en el área de trabajo. 7. MONITOREO El monitoreo de los trabajos es realizado por el jefe de producción o el coordinador del área, quienes verifican que las medidas de seguridad para la inocuidad del producto, hayan sido tomadas por parte del operario de mantenimiento. Igualmente son responsables de recibir el trabajo a satisfacción. 8. DOCUMENTOS Y REGISTROS No aplica 9. CONTINGENCIA Cuando el personal de mantenimiento no haga usos de tapabocas o en general de cualquier elemento que haga parte de la dotación para ingresar a la planta, el coordinador, asistente de aseguramiento de calidad o jefe de área, solicitaran al operario vestir toda su dotación, antes de efectuar el trabajo requerido igualmente cuando incumpla cualquiera de las buenas prácticas de manufactura establecidas dentro de la planta, se llamara la atención e informara a su jefe inmediato 10. ANEXOS No aplica ELABORADO POR REVISADO POR APROBADO POR Nombre Oscar Girón Cargo: Planeador Mantenimiento
Nombre: Pedro Luis Llanos Cargo: Jefe Mantenimiento
Nombre: Mauricio Payan Cargo: Gerente

175
Anexo F. Instructivo creación, reporte y cierre orden de trabajo en el software de mantenimiento Adsum Kallpa
POLLOS EL BUCANERO S.A. MT-MI-I3
Versión 01
INSTRUCTIVO CREACION, REPORTE Y CIERRE ORDEN DE
TRABAJO EN EL SOFTWARE DE MANTENIMIETO ADSUM KALLPA
Página 175 de 283
1. OBJETIVO Definir el proceso detallado para crear una orden de trabajo, permitiendo a los usuarios encargados de planeación de mantenimiento contar con una herramienta para llevar a cabo la ejecución de una orden de mantenimiento. 2. ALCANCE Aplica a todo el personal de mantenimiento que necesiten crear una orden de trabajo en la Planta Beneficio Pollos El Bucanero S.A. 3. FRECUENCIA Diario según requerimientos de los usuarios 4. RESPONSABLES - Jefe mantenimiento - Planeador de Mantenimiento - Auxiliar, técnico y electricista de mantenimiento 5. EQUIPOS Y/O RECURSOS - Computador con acceso a la red de Pollos el Bucanero. S.A. - Programa Internet Explorer o Firefox 6. DESCRIPCION La orden de trabajo su finalidad es supervisar las tareas de mantenimiento que se ejecutan sobro los objetos técnicos (equipos y ubicaciones técnicas). Y llevar registro de las acciones ejecutadas sobre un objeto técnico.
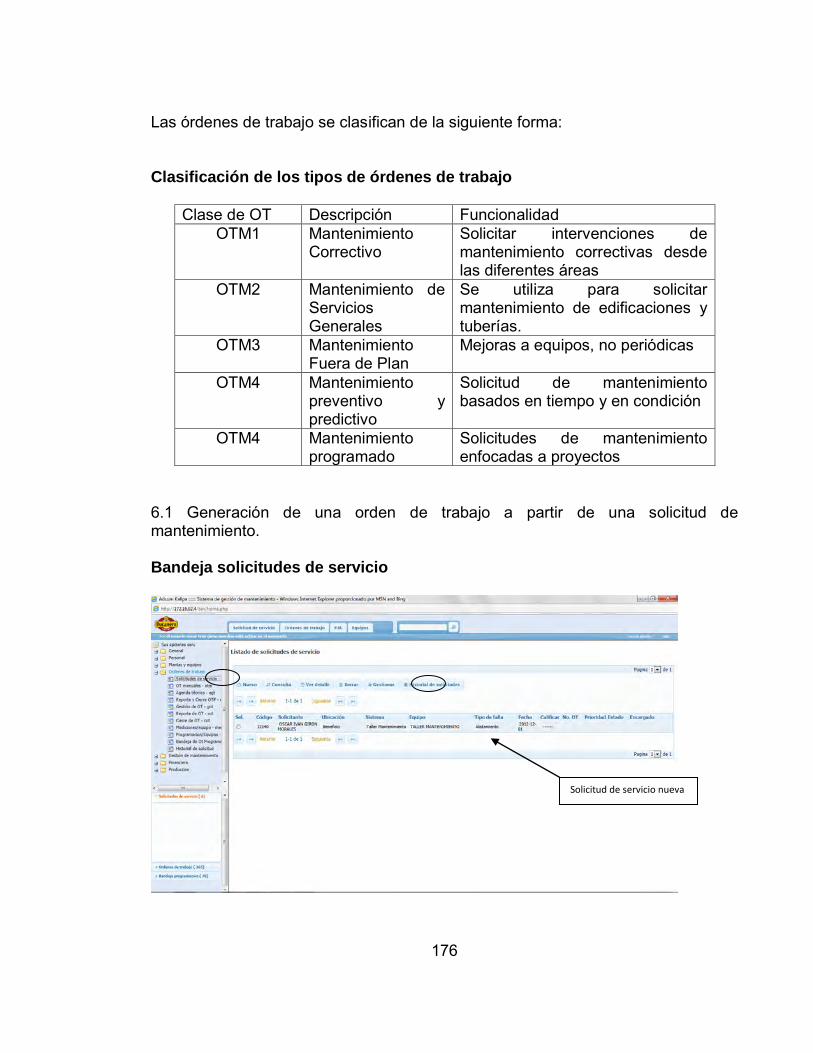
176
Las órdenes de trabajo se clasifican de la siguiente forma: Clasificación de los tipos de órdenes de trabajo
Clase de OT Descripción Funcionalidad OTM1 Mantenimiento
Correctivo Solicitar intervenciones de mantenimiento correctivas desde las diferentes áreas
OTM2 Mantenimiento de Servicios Generales
Se utiliza para solicitar mantenimiento de edificaciones y tuberías.
OTM3 Mantenimiento Fuera de Plan
Mejoras a equipos, no periódicas
OTM4 Mantenimiento preventivo y predictivo
Solicitud de mantenimiento basados en tiempo y en condición
OTM4 Mantenimiento programado
Solicitudes de mantenimiento enfocadas a proyectos
6.1 Generación de una orden de trabajo a partir de una solicitud de mantenimiento. Bandeja solicitudes de servicio
Solicitud de servicio nueva
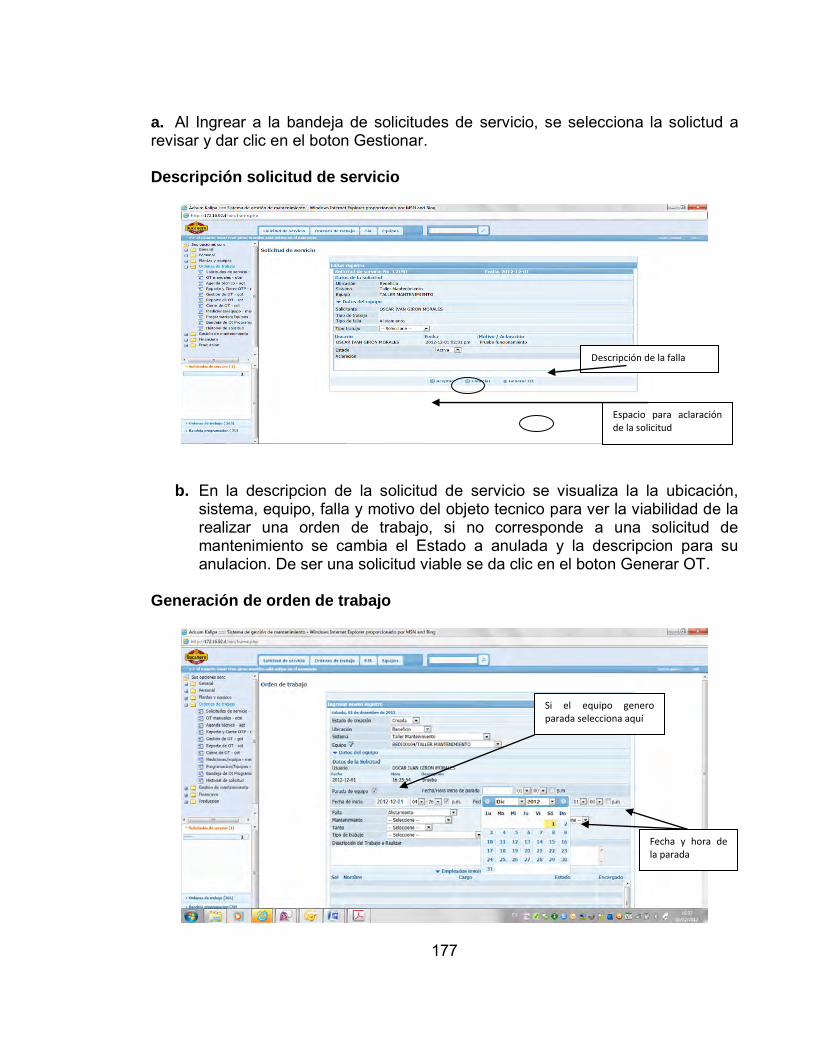
177
a. Al Ingrear a la bandeja de solicitudes de servicio, se selecciona la solictud a revisar y dar clic en el boton Gestionar.
Descripción solicitud de servicio
b. En la descripcion de la solicitud de servicio se visualiza la la ubicación, sistema, equipo, falla y motivo del objeto tecnico para ver la viabilidad de la realizar una orden de trabajo, si no corresponde a una solicitud de mantenimiento se cambia el Estado a anulada y la descripcion para su anulacion. De ser una solicitud viable se da clic en el boton Generar OT.
Generación de orden de trabajo
Descripción de la falla
Espacio para aclaración de la solicitud
Si el equipo genero parada selecciona aquí
Fecha y hora de la parada
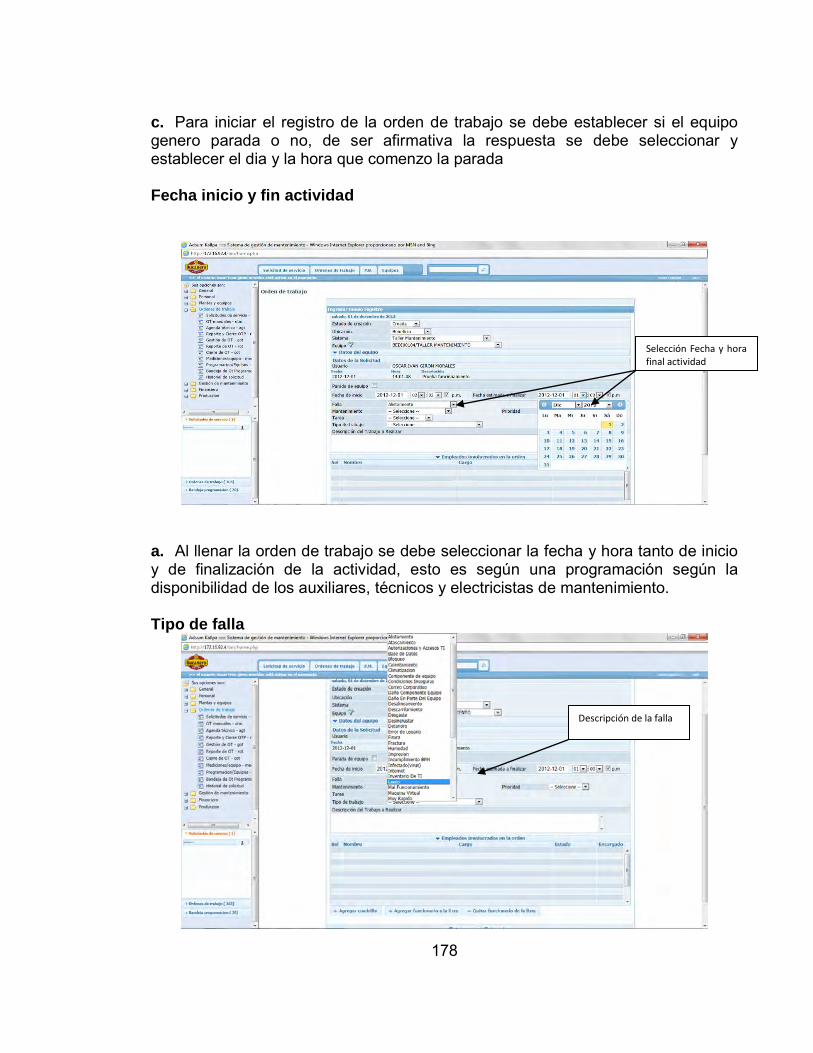
178
c. Para iniciar el registro de la orden de trabajo se debe establecer si el equipo genero parada o no, de ser afirmativa la respuesta se debe seleccionar y establecer el dia y la hora que comenzo la parada
Fecha inicio y fin actividad
a. Al llenar la orden de trabajo se debe seleccionar la fecha y hora tanto de inicio y de finalización de la actividad, esto es según una programación según la disponibilidad de los auxiliares, técnicos y electricistas de mantenimiento.
Tipo de falla
Selección Fecha y hora final actividad
Descripción de la falla

179
b. Al tener la descripción del problema en el equipo por el solicitante se determina el tipo de falla al que más se acerque. Tipo de mantenimiento
c. El trabajo se debe seleccionar según la clase de orden de trabajo. Prioridad
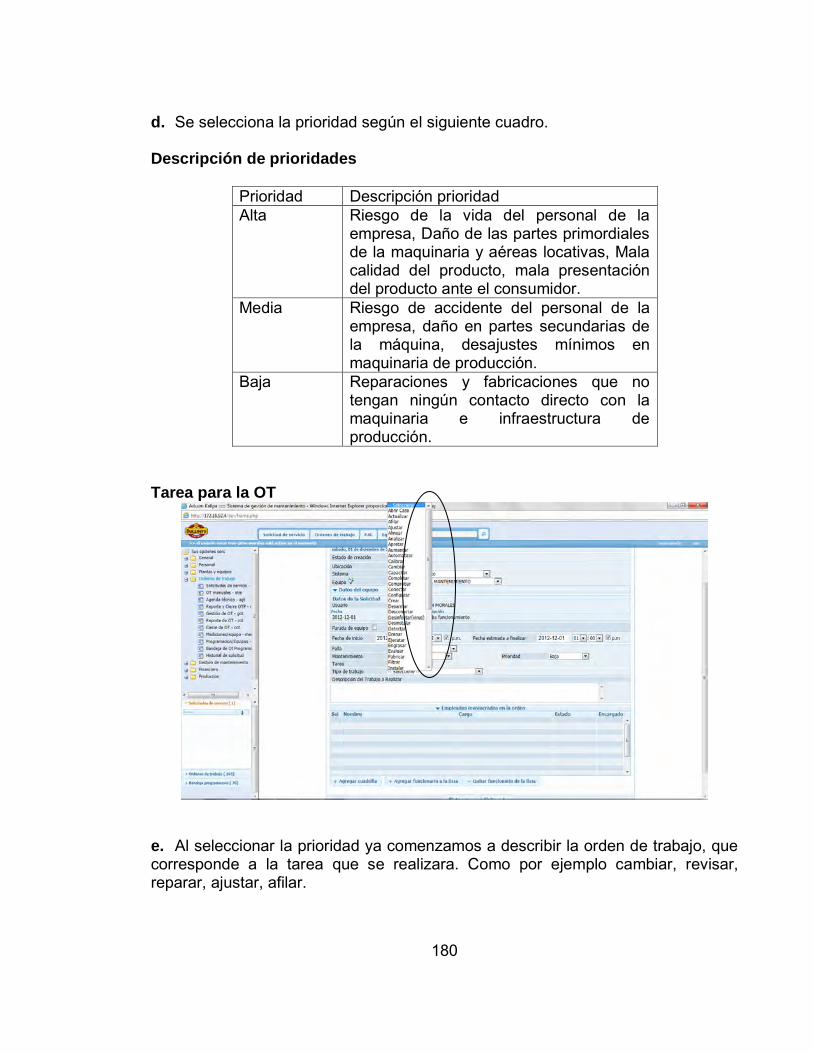
180
d. Se selecciona la prioridad según el siguiente cuadro. Descripción de prioridades
Prioridad Descripción prioridad Alta Riesgo de la vida del personal de la
empresa, Daño de las partes primordiales de la maquinaria y aéreas locativas, Mala calidad del producto, mala presentación del producto ante el consumidor.
Media Riesgo de accidente del personal de la empresa, daño en partes secundarias de la máquina, desajustes mínimos en maquinaria de producción.
Baja Reparaciones y fabricaciones que no tengan ningún contacto directo con la maquinaria e infraestructura de producción.
Tarea para la OT
e. Al seleccionar la prioridad ya comenzamos a describir la orden de trabajo, que corresponde a la tarea que se realizara. Como por ejemplo cambiar, revisar, reparar, ajustar, afilar.

181
Tipo de trabajo
f. Se debe seleccionar el tipo de trabajo a realizar este consta principalmente de trabajos mecánico, eléctrico, tubería, reparación locativa. Descripción actividad a realizar
La selección del tipo de trabajo es para seleccionar el técnico más adecuado
La descripción es la instrucción por parte del planeador o jefe de Mtto.

182
g. Al seleccionar todos los campos anteriores se digita una breve descripción de la tarea a realizar y si se requiere dar una mejor aclaración al trabajo. Búsqueda de personal
h. Para asignar los empleados involucrados en la orden de trabajo se debe dar clic en Agregar funcionario a la lista ver Figura 49. De ahí se abre una nueva ventana de búsqueda. Se puede filtrar por: código del empleado, departamento, nombre, apellido, etc. para seleccionar e ingresar a la orden de trabajo figura 50. Selección personal de mantenimiento
Por código empresa
Por nombre
Por departamento
Por cedula
Por apellido
Seleccionar usuario
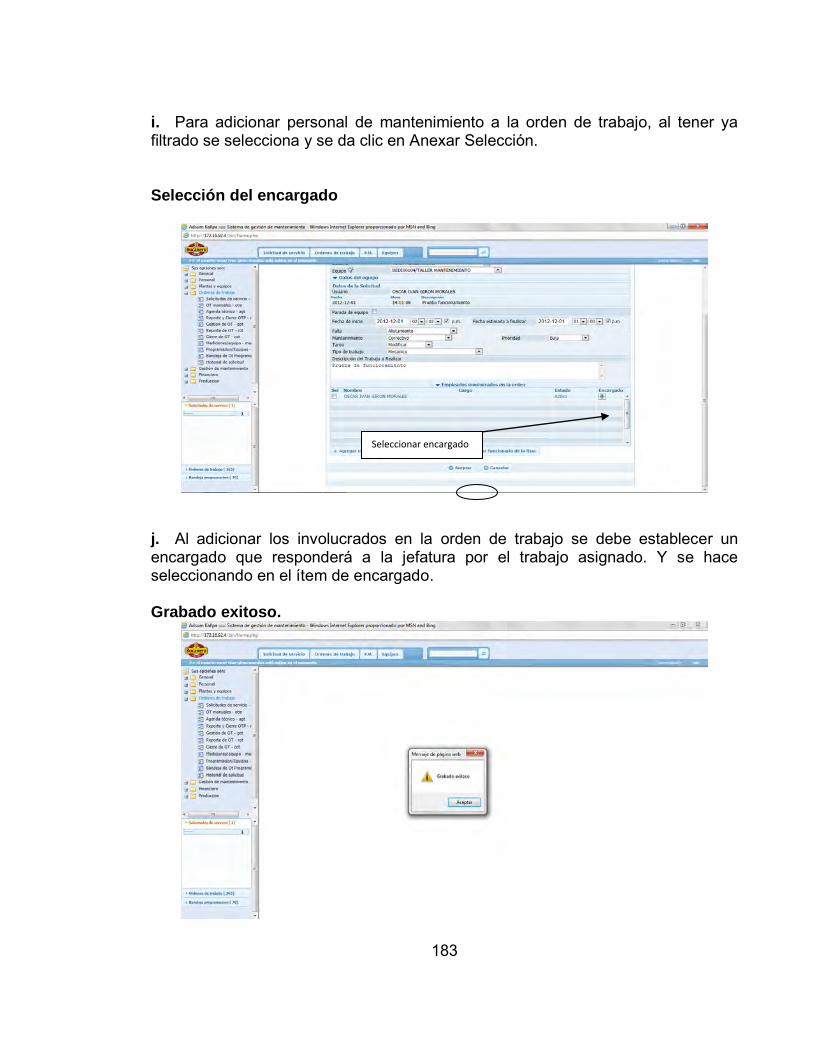
183
i. Para adicionar personal de mantenimiento a la orden de trabajo, al tener ya filtrado se selecciona y se da clic en Anexar Selección. Selección del encargado
j. Al adicionar los involucrados en la orden de trabajo se debe establecer un encargado que responderá a la jefatura por el trabajo asignado. Y se hace seleccionando en el ítem de encargado. Grabado exitoso.
Seleccionar encargado
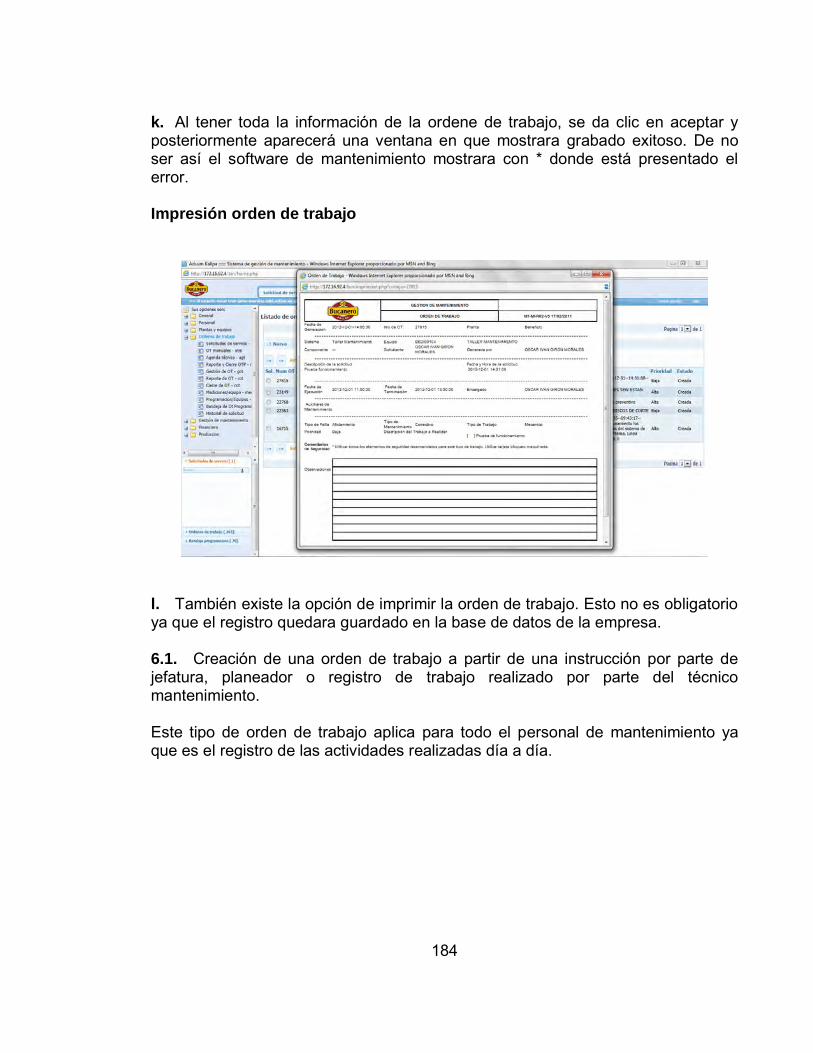
184
k. Al tener toda la información de la ordene de trabajo, se da clic en aceptar y posteriormente aparecerá una ventana en que mostrara grabado exitoso. De no ser así el software de mantenimiento mostrara con * donde está presentado el error. Impresión orden de trabajo
l. También existe la opción de imprimir la orden de trabajo. Esto no es obligatorio ya que el registro quedara guardado en la base de datos de la empresa. 6.1. Creación de una orden de trabajo a partir de una instrucción por parte de jefatura, planeador o registro de trabajo realizado por parte del técnico mantenimiento. Este tipo de orden de trabajo aplica para todo el personal de mantenimiento ya que es el registro de las actividades realizadas día a día.
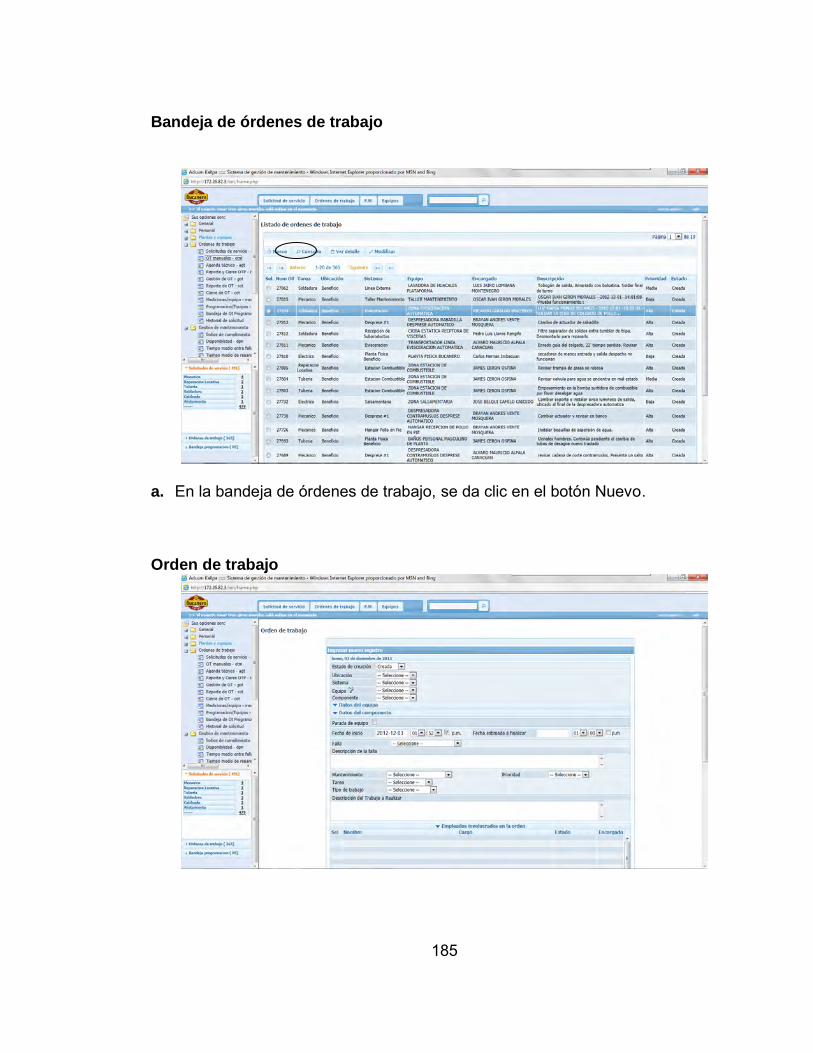
185
Bandeja de órdenes de trabajo
a. En la bandeja de órdenes de trabajo, se da clic en el botón Nuevo. Orden de trabajo

186
b. Al ingresar a la opción de crear orden de trabajo se visualiza las opciones de llenado.
Selección planta
c. Como primer paso se debe seleccionar la ubicación que se refiere a la planta. Selección sistema
Ubicación es la Planta
Sistema o área donde está el equipo

187
d. Al seleccionar la ubicación se puede seleccionar el sistema o el área donde se encuentra ubicado el equipo que requiere atención técnica. Selección de equipo
e. Ya seleccionado el sistema se puede seleccionar el equipo que necesita atención. Datos del equipo
Selección del equipo que necesita atención.
Información técnica del equipo
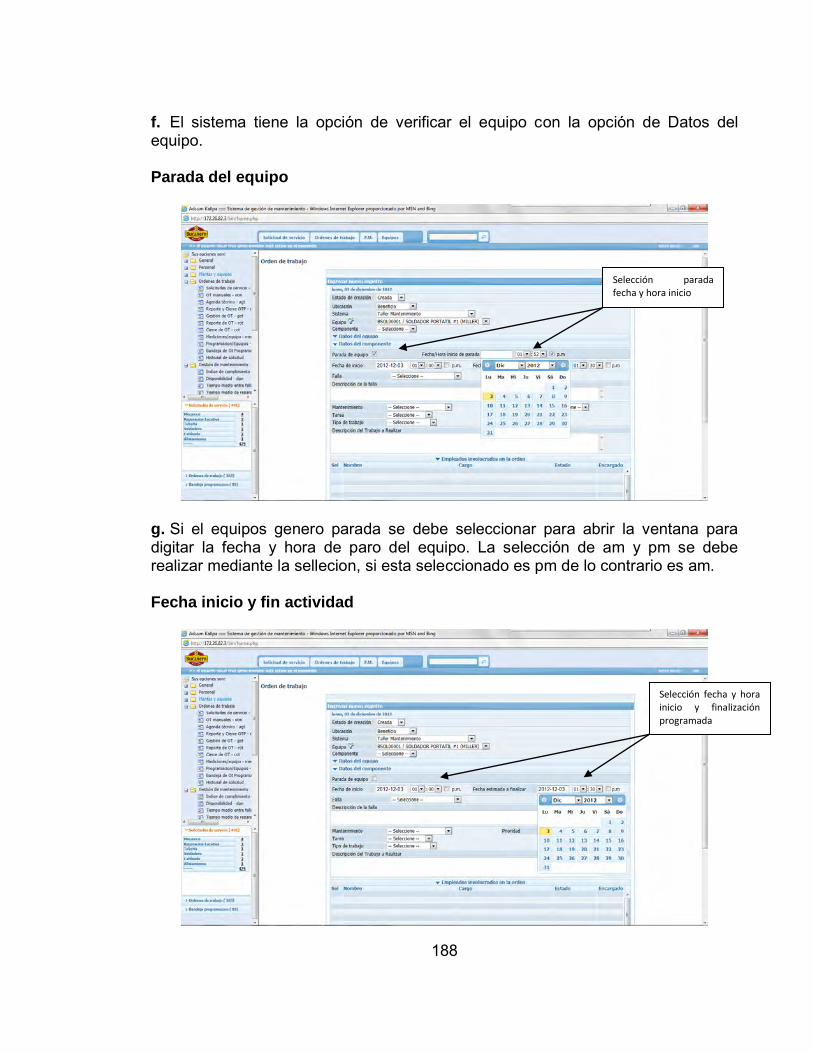
188
f. El sistema tiene la opción de verificar el equipo con la opción de Datos del equipo. Parada del equipo
g. Si el equipos genero parada se debe seleccionar para abrir la ventana para digitar la fecha y hora de paro del equipo. La selección de am y pm se debe realizar mediante la sellecion, si esta seleccionado es pm de lo contrario es am. Fecha inicio y fin actividad
Selección parada fecha y hora inicio
Selección fecha y hora inicio y finalización programada

189
h. Se selecciona el día hora de inicio y finalización de la actividad esto es según una programación de la disponibilidad de los auxiliares, técnicos y electricistas de mantenimiento. Tipo de falla
i. Se debe de seleccionar la falla y digitar la descripción con el objetivo que el auxiliar, técnico o electricista pueda tener más clara esta información, para dar más pronta respuesta al problema. Tipo de mantenimiento y prioridad
Selección de la falla
Descripción de la falla
Selección prioridad
Selección tipo mantenimiento
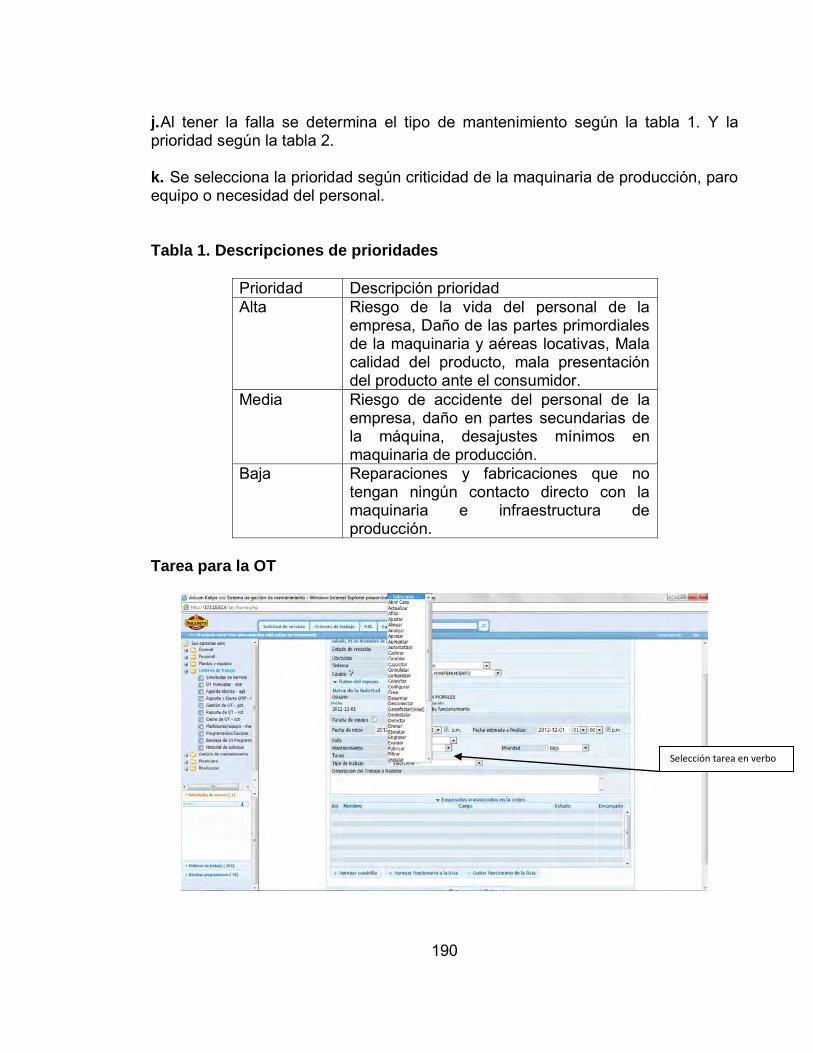
190
j. Al tener la falla se determina el tipo de mantenimiento según la tabla 1. Y la prioridad según la tabla 2. k. Se selecciona la prioridad según criticidad de la maquinaria de producción, paro equipo o necesidad del personal.
Tabla 1. Descripciones de prioridades
Prioridad Descripción prioridad Alta Riesgo de la vida del personal de la
empresa, Daño de las partes primordiales de la maquinaria y aéreas locativas, Mala calidad del producto, mala presentación del producto ante el consumidor.
Media Riesgo de accidente del personal de la empresa, daño en partes secundarias de la máquina, desajustes mínimos en maquinaria de producción.
Baja Reparaciones y fabricaciones que no tengan ningún contacto directo con la maquinaria e infraestructura de producción.
Tarea para la OT
Selección tarea en verbo
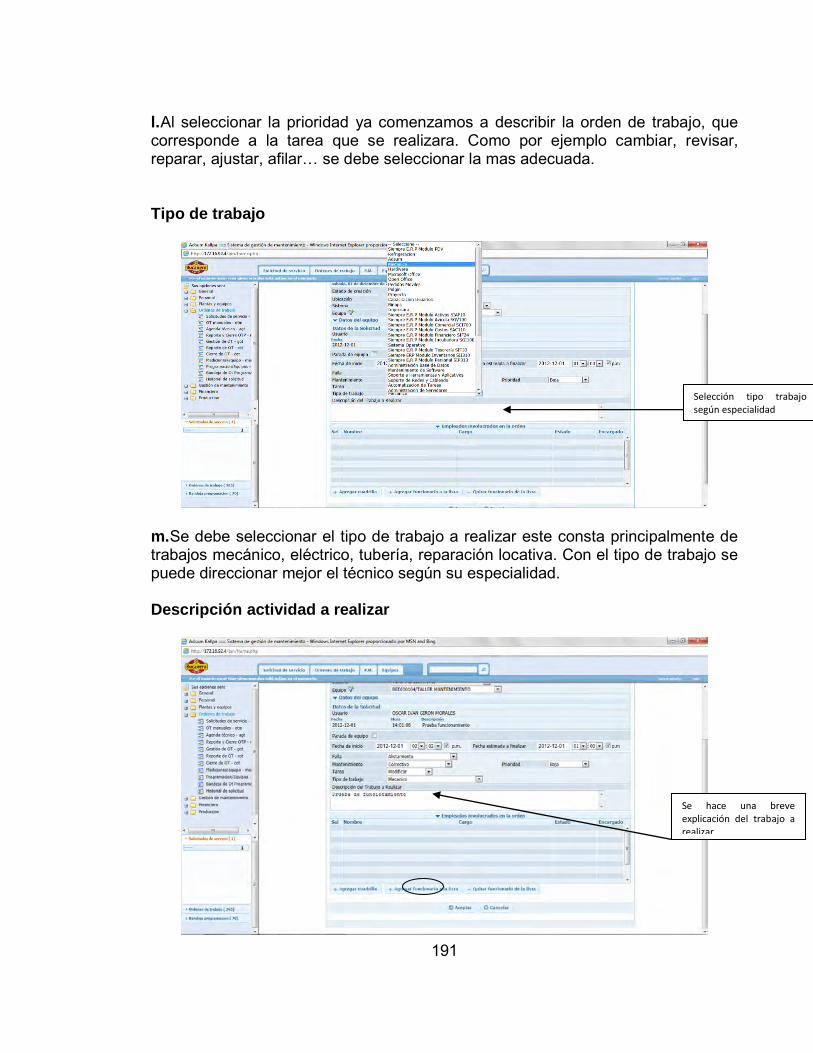
191
l. Al seleccionar la prioridad ya comenzamos a describir la orden de trabajo, que corresponde a la tarea que se realizara. Como por ejemplo cambiar, revisar, reparar, ajustar, afilar… se debe seleccionar la mas adecuada. Tipo de trabajo
m. Se debe seleccionar el tipo de trabajo a realizar este consta principalmente de trabajos mecánico, eléctrico, tubería, reparación locativa. Con el tipo de trabajo se puede direccionar mejor el técnico según su especialidad. Descripción actividad a realizar
Selección tipo trabajo según especialidad
Se hace una breve explicación del trabajo a realizar

192
n. Al seleccionar todos los ítems anteriores se digita una breve descripción de la tarea a realizar y si se requiere dar una mejor aclaración al trabajo. Búsqueda de personal
o. Para asignar los empleados involucrados en la orden de trabajo se debe dar clic en Agregar funcionario a lista. Para realizar la búsqueda según información que puede ser: código del empleado, departamento, nombre, apellido, etc. para seleccionar e ingresar a la orden de trabajo. Selección del personal de mantenimiento
Por código empresa
Por nombre
Por departamento
Por cedula
Por apellido
Seleccionar usuario
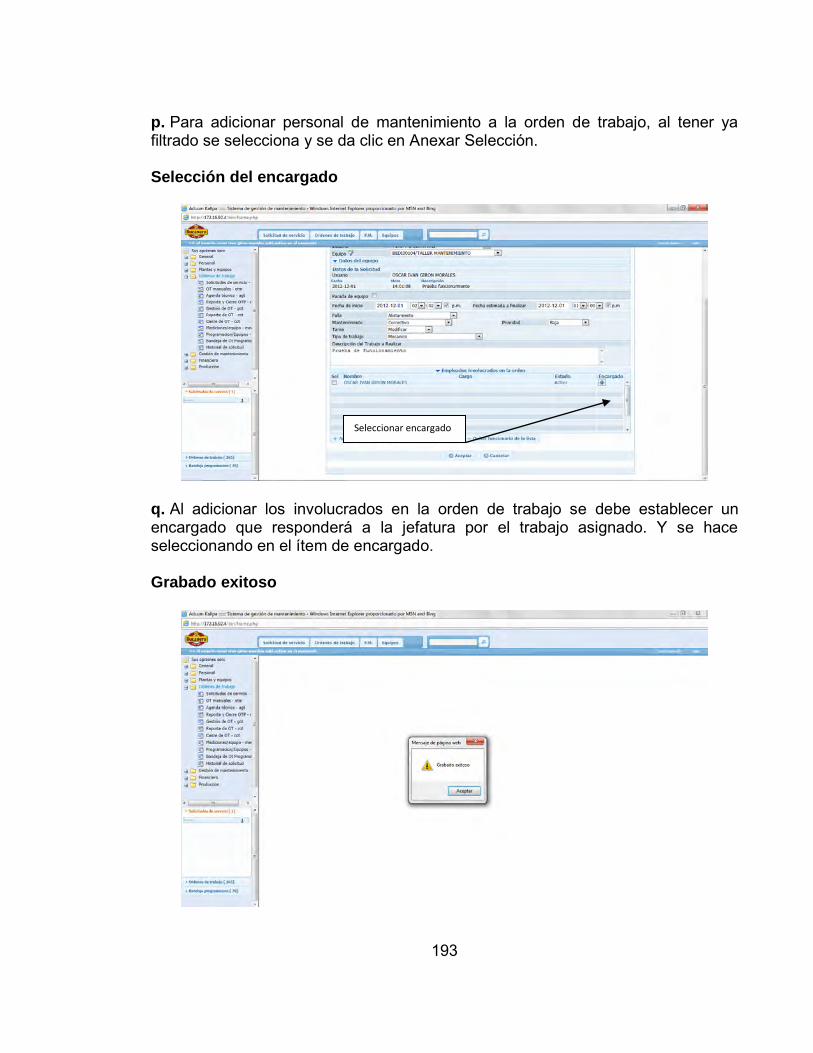
193
p. Para adicionar personal de mantenimiento a la orden de trabajo, al tener ya filtrado se selecciona y se da clic en Anexar Selección. Selección del encargado
q. Al adicionar los involucrados en la orden de trabajo se debe establecer un encargado que responderá a la jefatura por el trabajo asignado. Y se hace seleccionando en el ítem de encargado. Grabado exitoso
Seleccionar encargado

194
r. Al tener toda la información de la ordene de trabajo, se da clic en aceptar y posteriormente aparecerá una ventana en que mostrara grabado exitoso. De no ser así el software de mantenimiento mostrara con (*) donde está presentado el error. Impresión orden de trabajo
s. También existe la opción de imprimir la orden de trabajo. Esto no es obligatorio ya que el registro quedara guardado en la base de datos de la empresa. 6.2. Seguimiento a órdenes de trabajo pendientes por usuario Esta es la bandeja para que los técnicos de mantenimiento visualicen las órdenes de trabajo a su cargo con la descripción de la tarea a realizar.
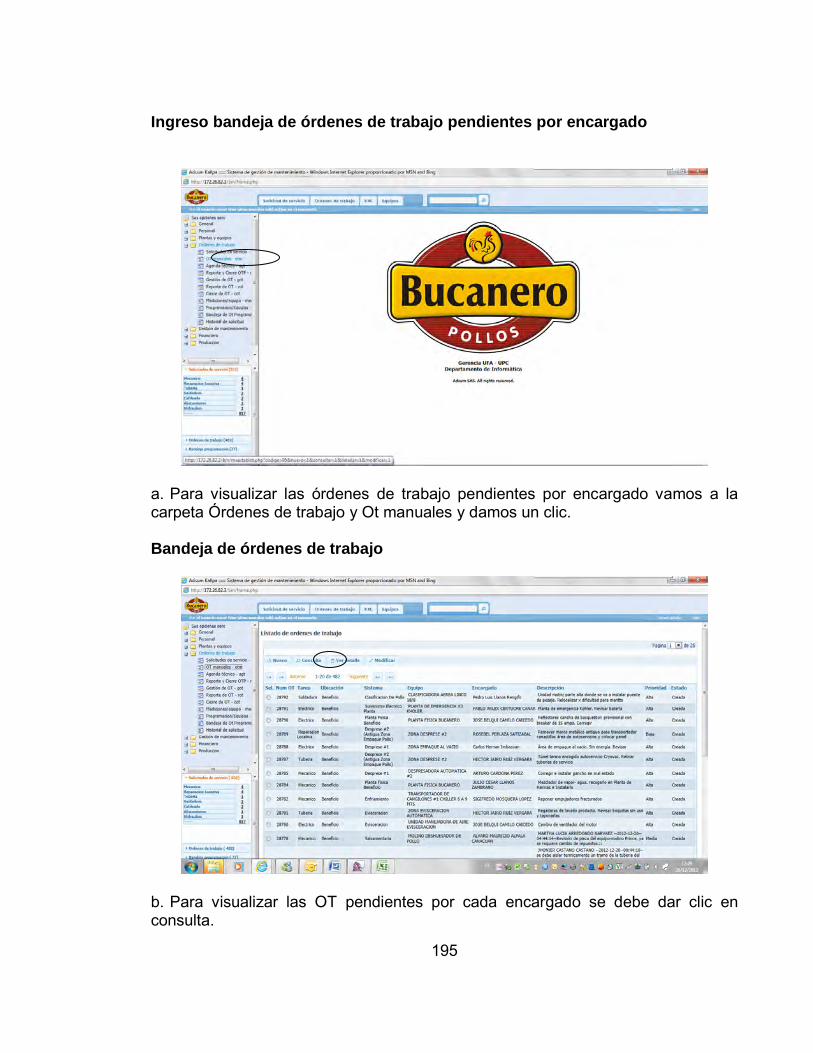
195
Ingreso bandeja de órdenes de trabajo pendientes por encargado
a. Para visualizar las órdenes de trabajo pendientes por encargado vamos a la carpeta Órdenes de trabajo y Ot manuales y damos un clic. Bandeja de órdenes de trabajo
b. Para visualizar las OT pendientes por cada encargado se debe dar clic en consulta.
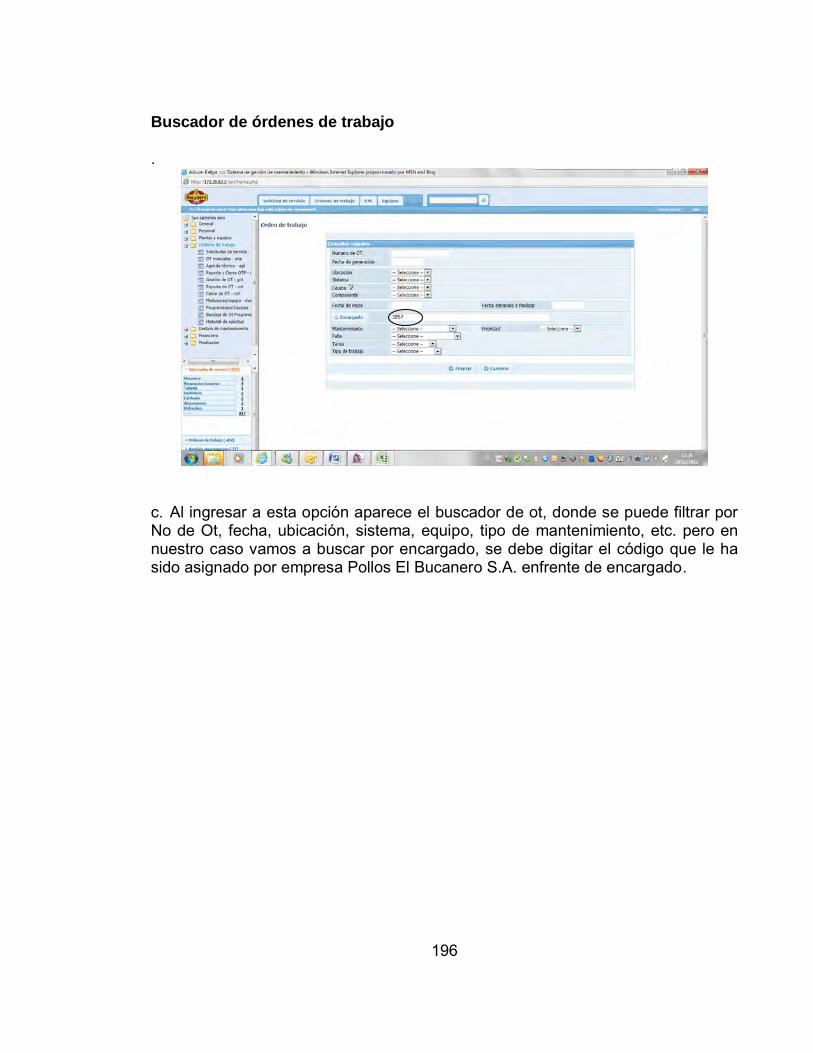
196
Buscador de órdenes de trabajo .
c. Al ingresar a esta opción aparece el buscador de ot, donde se puede filtrar por No de Ot, fecha, ubicación, sistema, equipo, tipo de mantenimiento, etc. pero en nuestro caso vamos a buscar por encargado, se debe digitar el código que le ha sido asignado por empresa Pollos El Bucanero S.A. enfrente de encargado.
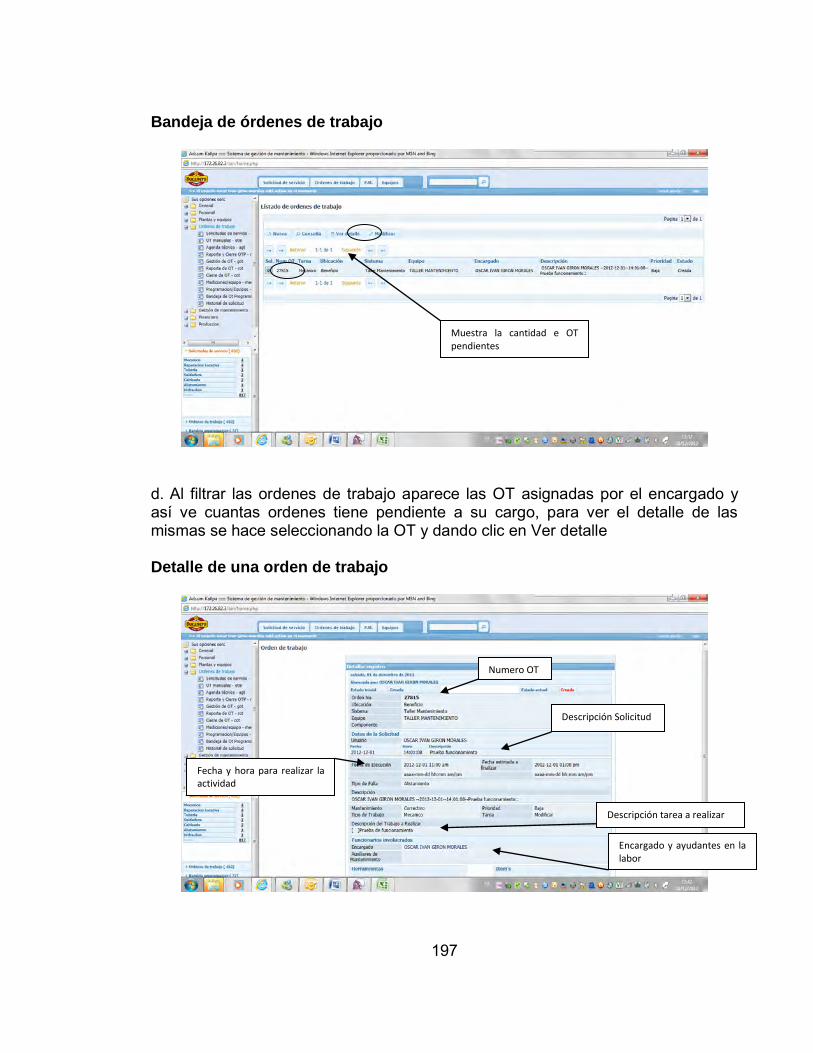
197
Bandeja de órdenes de trabajo
d. Al filtrar las ordenes de trabajo aparece las OT asignadas por el encargado y así ve cuantas ordenes tiene pendiente a su cargo, para ver el detalle de las mismas se hace seleccionando la OT y dando clic en Ver detalle Detalle de una orden de trabajo
Muestra la cantidad e OT pendientes
Descripción Solicitud
Numero OT
Fecha y hora para realizar la actividad
Descripción tarea a realizar
Encargado y ayudantes en la labor

198
e. Al ver el detalle de la orden de trabajo por el usuario puede visualizar todos los detalle del porque se solicita, quien genero la solicitud, quien genero la OT, equipo al que se debe hacer la tarea, en que día está programado y la descripción de la tarea para nombrar lo más importante. 6.3. Gestión de una Orden de Trabajo La gestión de una Orden de Trabajo tiene como función la notificación a los usuarios en qué estado se encuentra y permitir establecer el tiempo real en cada etapa de un OT. Ingreso a la carpeta Gestión de OT
a. Para hacer el cambio de estado de una orden de trabajo en estado creada para pasar a ejecución se debe dar clic en la carpeta de gestión de OT.
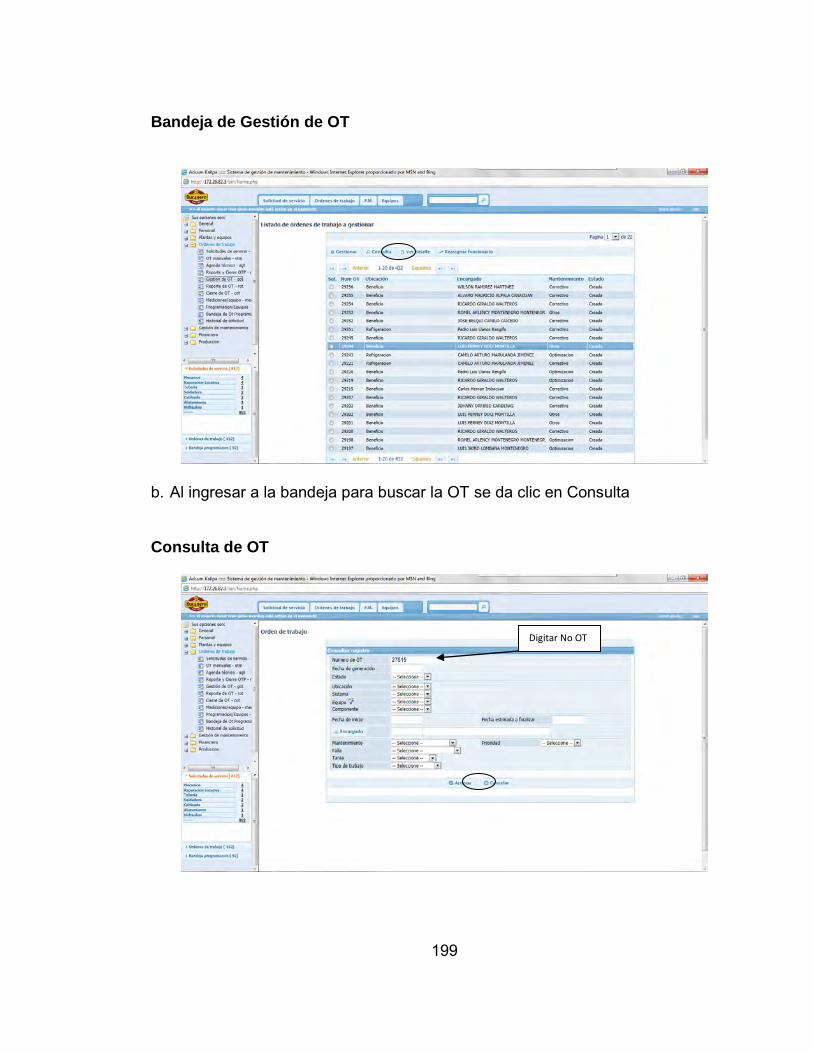
199
Bandeja de Gestión de OT
b. Al ingresar a la bandeja para buscar la OT se da clic en Consulta Consulta de OT
Digitar No OT

200
c. Al ingresar en la consulta se digita el número de la OT y un clic en Aceptar para iniciar la búsqueda. Selección de OT bandeja gestión de OT
d. Al tener ya filtrada la orden de trabajo para realizar la gestión de debe seleccionar y dar un clic en Gestionar Cambio de estado de una orden de trabajo
Cambio de estado de la OT
Espacio para la descripción del motivo de cambio de estado

201
e. Al estar en la nueva gestión de la OT se selecciona el estado y se escribe una aclaración para explicar el cambio y clic en Aceptar, esta es la primera etapa en que el técnico de mantenimiento informa que va a realizar el trabajo asignado. Cambio de estado después de la ejecución
f. Al tener la orden de trabajo en estado ejecución comienza inmediatamente a contabilizar el tiempo en que dura la actividad, si el técnico de mantenimiento encuentra una eventualidad en su trabajo que haga parar esta actividad se debe gestionar de nuevo haciendo los mismos pasos anteriores y al cambiar su estado a Espera por material, Disponibilidad planta o Espera por autorización, digitando su motivo y un clic en Aceptar. El objetivo es parar el conteo de tiempo de la actividad y su justificación al usuario para verificar su estado actual.

202
Cambio de estado orden de trabajo
.
g. Cuando la eventualidad ya ha sido solucionada de nuevo se hace el cambio de estado con los pasos iniciales indicados anteriormente a ejecución, descripción motivo y clic en Aceptar. Con la finalidad de ejecutar la orden de trabajo asignada. 6.4. Reporte de una orden de trabajo realizada El reporte de una orden de trabajo tiene como función la notificación de las actividades de una tarea en mantenimiento, permitiendo establecer los tiempos de ejecución de los trabajos para así poder cuantificar los gastos en mano de obra y materiales.
Cambio de estado de la OT
Espacio para la descripción del motivo de cambio de estado

203
Ingreso a bandeja reporte de OT
a. Para reportar una orden de trabajo realizada se debe de ir la carpeta de reporte de OT. Bandeja de reporte de OT
b. Para reportar una OT se debe dar Clic en Nuevo.
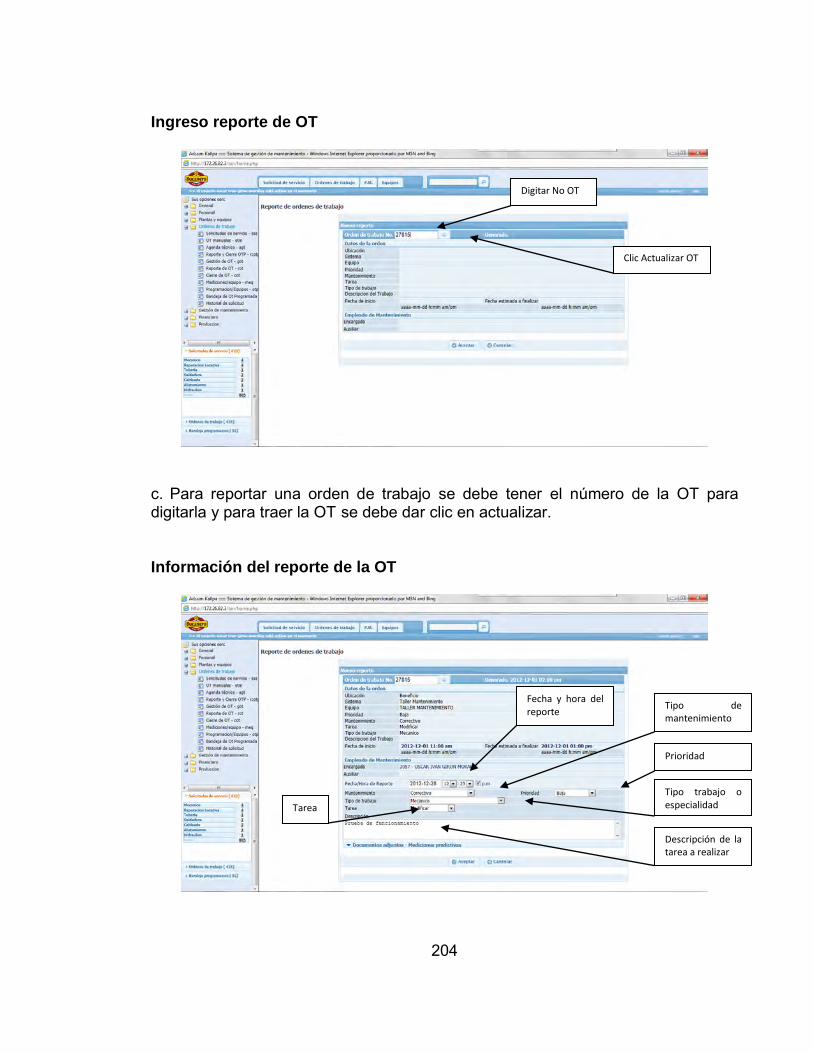
204
Ingreso reporte de OT
c. Para reportar una orden de trabajo se debe tener el número de la OT para digitarla y para traer la OT se debe dar clic en actualizar. Información del reporte de la OT
Digitar No OT
Clic Actualizar OT
Tarea
Tipo trabajo o especialidad
Prioridad
Descripción de la tarea a realizar
Tipo de mantenimiento
Fecha y hora del reporte
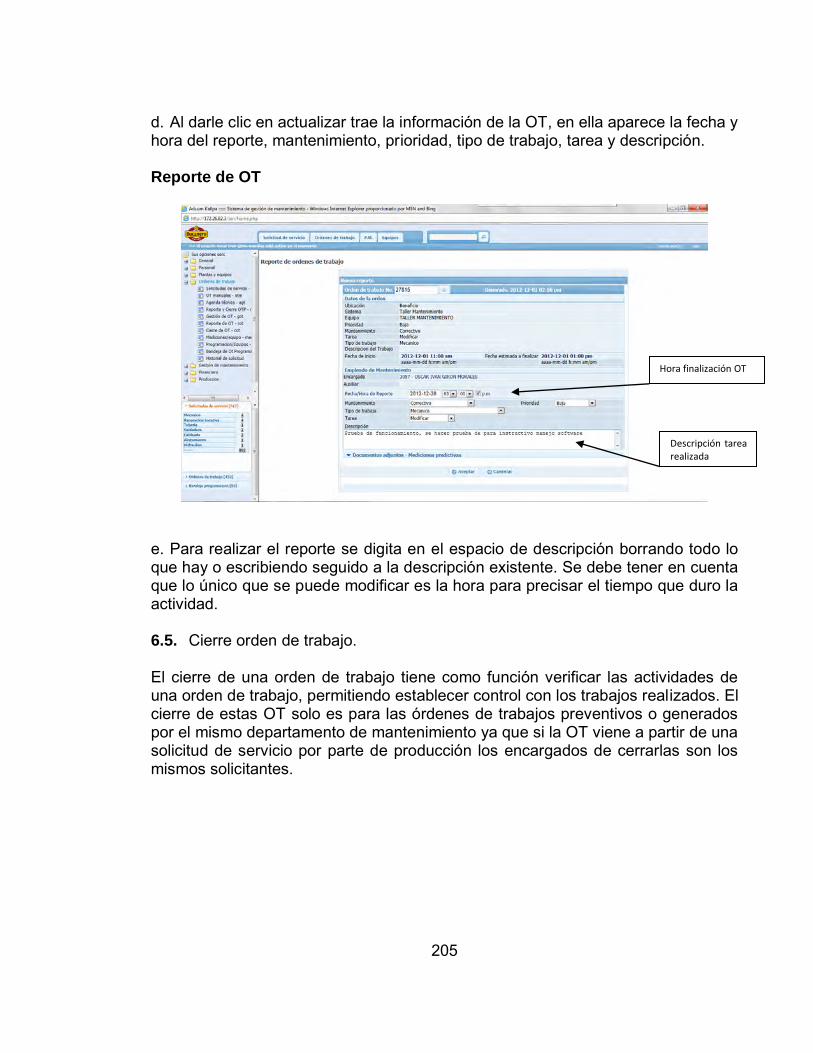
205
d. Al darle clic en actualizar trae la información de la OT, en ella aparece la fecha y hora del reporte, mantenimiento, prioridad, tipo de trabajo, tarea y descripción. Reporte de OT
e. Para realizar el reporte se digita en el espacio de descripción borrando todo lo que hay o escribiendo seguido a la descripción existente. Se debe tener en cuenta que lo único que se puede modificar es la hora para precisar el tiempo que duro la actividad. 6.5. Cierre orden de trabajo. El cierre de una orden de trabajo tiene como función verificar las actividades de una orden de trabajo, permitiendo establecer control con los trabajos realizados. El cierre de estas OT solo es para las órdenes de trabajos preventivos o generados por el mismo departamento de mantenimiento ya que si la OT viene a partir de una solicitud de servicio por parte de producción los encargados de cerrarlas son los mismos solicitantes.
Hora finalización OT
Descripción tarea realizada

206
Carpeta cierre de OT
a. Para ingresar a la bandeja de cierre de orden de trabajo se debe dar clic en la carpeta de cierre de OT. Bandeja de cierre de OT
b. Al estar en la bandeja de cierre de OT se debe dar clic en Nuevo para el inicio del cierre de la orden de trabajo.

207
Ventana inicial de cierre de orden de trabajo
c. Para cerrar una orden de trabajo se da clic en Buscar OT Consultar orden de trabajo para cerrar
Digitar No de OT a cerrar
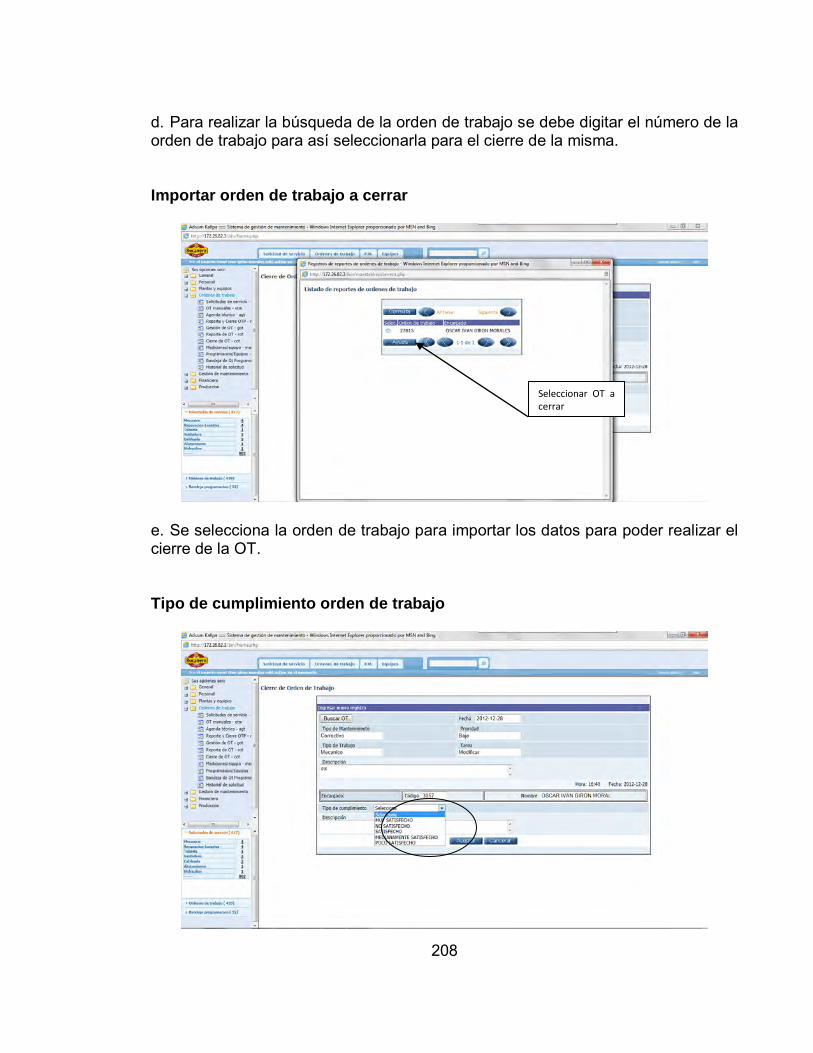
208
d. Para realizar la búsqueda de la orden de trabajo se debe digitar el número de la orden de trabajo para así seleccionarla para el cierre de la misma. Importar orden de trabajo a cerrar
e. Se selecciona la orden de trabajo para importar los datos para poder realizar el cierre de la OT. Tipo de cumplimiento orden de trabajo
Seleccionar OT a cerrar

209
f. Para establecer la satisfacción de la orden de trabajo se debe seleccionar el cumplimiento tal cual. Descripción de la orden de trabajo
.
g. Para dar por finalizado el cierre de la orden de trabajo se debe digitar la descripción del cierre de la orden de trabajo mostrando el detalle de la satisfacción de la tarea realizada. Grabado exitoso cierre de la orden de trabajo
Descripción de la satisfacción de la OT
210
h. Si no existe algún error aparecerá el mensaje de grabado exitoso y se dará por finalizada esa orden de trabajo. 7. MONITOREO El monitoreo es realizado por el planeador de mantenimiento en el software de mantenimiento Adsum Kallpa. 8. DOCUMENTOS Y REGISTROS 9. CONTINGENCIA 10. ANEXOS
No aplica ELABORADO POR REVISADO POR APROBADO POR Nombre Oscar Girón Cargo: Planeador Mantenimiento
Nombre: Pedro Luis Llanos Cargo: Jefe Mantenimiento
Nombre: Mauricio Payan Cargo: Gerente

211
Anexo G. Instructivo generación de órdenes de trabajo preventivas
POLLOS EL BUCANERO S.A. MT-MI-I4
Versión 01
INSTRUCTIVO GENERACION DE ORDENES DE TRABAJO
PREVENTIVAS
Página 211 de 283
1. OBJETIVO Generar órdenes de trabajo programadas según programa de mantenimiento en el software de mantenimiento Adsum Kallpa. 2. ALCANCE
Mantenimiento Pollos El Bucanero S.A. 3. FRECUENCIA
Según requerimiento 4. RESPONSABLES
- Jefe mantenimiento - Planeador de Mantenimiento 5. EQUIPOS Y/O RECURSOS
- Computador con acceso a la red de Pollos el Bucanero. S.A. - Programa Internet Explorer o Firefox 6. DESCRIPCION
Al tener una programación de mantenimiento en el software de mantenimiento Adsum Kallpa. Para hacer su generación de las órdenes de trabajo es necesario ingresar al programa para realizar seguimiento y generación de las mismas. 6.1. Para generar la orden de trabajo se debe ingresar a la bandeja Órdenes de trabajo/Bandeja de Ot programadas. En la bandeja se puede programar las órdenes programadas. Se puede ayudar con los filtros que se tiene como son: Planta, Sistema, equipo Tipo de trabajo y tarea para precisar las actividades que se requieren.
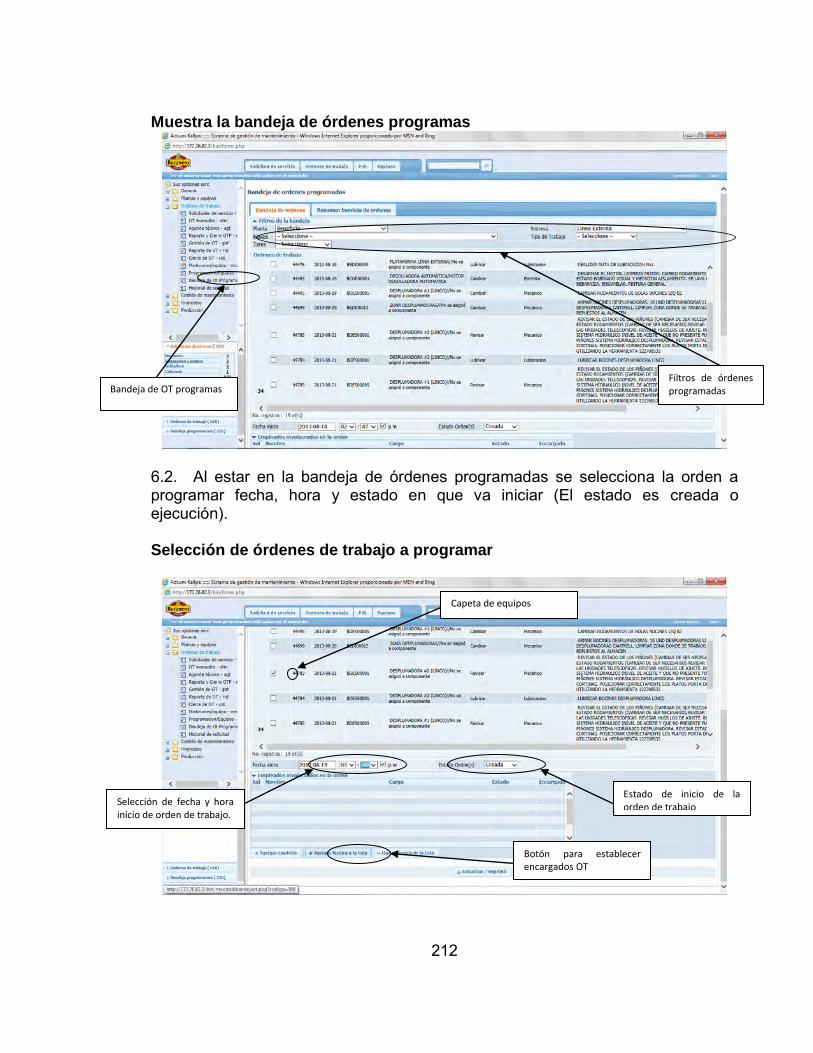
212
Muestra la bandeja de órdenes programas
6.2. Al estar en la bandeja de órdenes programadas se selecciona la orden a programar fecha, hora y estado en que va iniciar (El estado es creada o ejecución). Selección de órdenes de trabajo a programar
Bandeja de OT programas
Filtros de órdenes programadas
Capeta de equipos
Selección de fecha y hora inicio de orden de trabajo.
Estado de inicio de la orden de trabajo
Botón para establecer encargados OT

213
6.3. Al seleccionar la orden de trabajo se debe establecer el encargado para la actividad. Dando clic en agregar técnico a la lista, de allí se genera una consulta del encargado, se puede buscar por registro (Código empleado), Departamento, Nombres o Apellidos.
Muestra la opción de consulta de empleado
6.4. Al buscar por cualquiera de los detalles anteriormente mostrados se debe seleccionar un encargado y dar clic en anexar selección. Muestra los encargados de buscar para la selección en la orden de trabajo
.
Botón para anexar selección
Selección de encargado

214
6.5. Al tener ya seleccionado el encargado el aparecerá en la bandeja de órdenes de trabajo programadas, en la misma se debe seleccionar el encargado para así poder dar clic en actualizar e imprimir como lo ilustra la Figura 101 y de ahí aparecerá como grabado exitoso. Muestra la bandeja de órdenes programadas y la selección de encargado
Muestra el grabado exitoso de la generación de órdenes de trabajo preventivas
Selección de encargado
Botón para actualizar e imprimir OT preventivas
215
7. MONITOREO El monitoreo es realizado por el planeador de mantenimiento en el software de mantenimiento Adsum Kallpa. 8. DOCUMENTOS Y REGISTROS Orden de trabajo Rutas de lubricación 9. CONTINGENCIA 10. ANEXOS
No aplica ELABORADO POR REVISADO POR APROBADO POR Nombre Oscar Girón Cargo: Planeador Mantenimiento
Nombre: Pedro Luis Llanos Cargo: Jefe Mantenimiento
Nombre: Mauricio Payan Cargo: Gerente
216
Anexo H. Instructivo creación equipo software Adsum Kallpa
POLLOS EL BUCANERO S.A. MT-MI-I5
Versión 01
INSTRUCTIVO CREACION EQUIPO SOFTWARE ADSUM KALLPA
Página 216 de 283
1. OBJETIVO Crear equipos en el software de mantenimiento para su control y hoja de vida. 2. ALCANCE Mantenimiento Pollos El Bucanero S.A. 3. FRECUENCIA Según requerimiento 4. RESPONSABLES - Jefe mantenimiento - Planeador de Mantenimiento 5. EQUIPOS Y/O RECURSOS - Computador con acceso a la red de Pollos el Bucanero. S.A. - Programa Internet Explorer o Firefox 6. DESCRIPCION Los equipos en la planta deben de tener una historia de cambio de repuestos y sus daños que han tenido, por esto es necesario crear los equipos en el sistema o software de mantenimiento para así lograr tener la hoja de vida de cada uno de ellos. 6.1. Para crear un equipo es necesario ingresar al software de mantenimiento Adsum Kallpa en la carpeta Plantas y equipos/Equipos. Para crear un nuevo equipo es necesario dar clic en nuevo.

217
Muestra el ingreso a la bandeja de equipos creados en el software Adsum Kallpa
6.2. Al iniciar la creación de un equipo es necesario tener toda la información con el objetivo de tener a la mano los datos técnicos de cada elemento cuando se requiera. Esta información está registrada en el archivo maestro. Muestra el archivo maestro de la planta
Capeta de equipos
Clic en nuevo para crear nuevo equipo

218
6.3. Al tener la información se procede a llenar cada uno de los ítems para la información del equipo. Muestra el formato de llenado de información del equipo
6.4. Se inicia con la información de ubicación y el sistema a que pertenece. Muestra la selección de planta y sistema que pertenece el equipo

219
6.5. Al tener la ubicaicon del equipo ahora hay que seleccionar el tipo de equipo, para esto ya esta parametrizado el software solo hay que seleccionar de la lista desplegada. Muestra la lista de equipos de selección en el software de mantenimiento
6.6. Para equipo siempre dede de tener alguien encargado del equipo este puede ser el operario, supervisor y en su defecto puede ser el jefe de mantenimiento, este se puede seleccionar de dos maneras. Uno sabiendo su codigo o dar clic en encargado para iniciar la busqueda. Muestra la selección de encargado del equipo
Clic mantenedor para iniciar búsqueda manual
Código del empleado
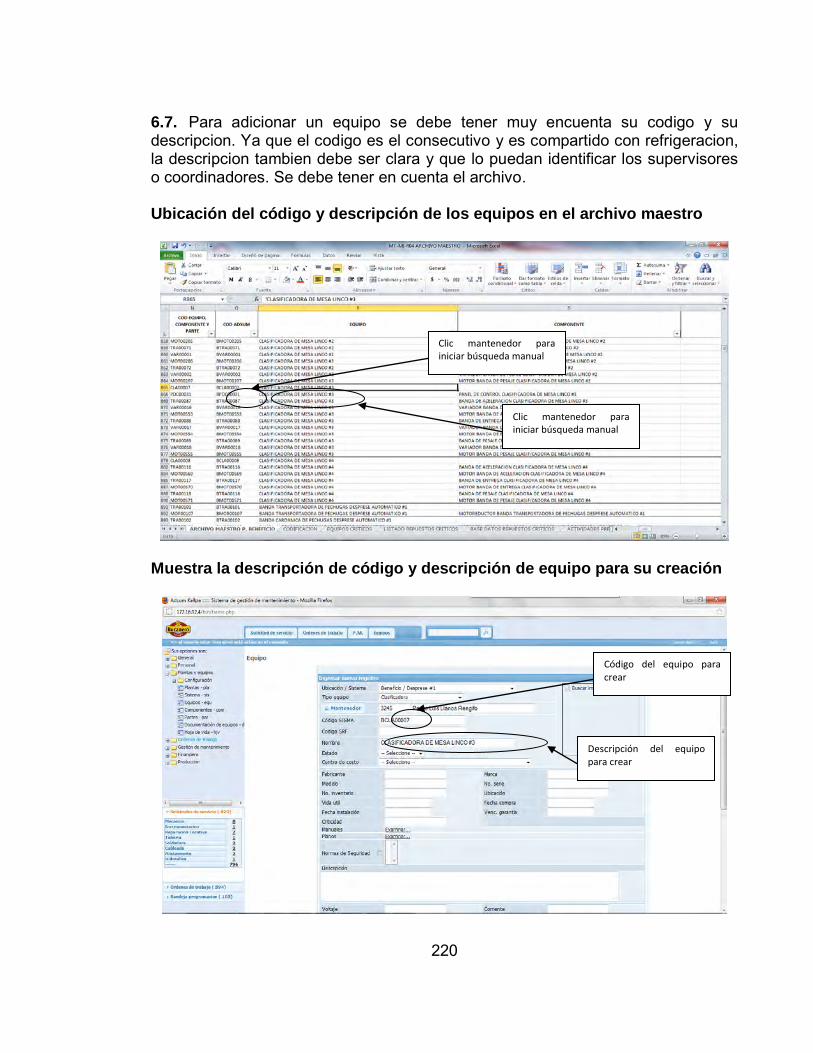
220
6.7. Para adicionar un equipo se debe tener muy encuenta su codigo y su descripcion. Ya que el codigo es el consecutivo y es compartido con refrigeracion, la descripcion tambien debe ser clara y que lo puedan identificar los supervisores o coordinadores. Se debe tener en cuenta el archivo.
Ubicación del código y descripción de los equipos en el archivo maestro
Muestra la descripción de código y descripción de equipo para su creación
Clic mantenedor para iniciar búsqueda manual
Clic mantenedor para iniciar búsqueda manual
Código del equipo para crear
Descripción del equipo para crear

221
6.8. Al tener la descripción del equipo ya escrita se debe seleccionar el estado que se encuentra el equipo según lo muestra la imagen #9 la descripción de los estados están en el Cuadro Muestra los estados de los equipos
Estado Descripción Estado Operación El equipo se encuentra en producción y
funcionando Mantenimiento El equipo se encuentra en mantenimiento Inactivo El equipo se encuentra por fuera de
producción sin funcionar De baja El equipo ya no funciona, en la empresa ya
quedo por fuera de producción y ya culmino su vida útil
Muestra el listado de estados en el software de mtto
6.8.1. Para establecer los costos de cada equipo se debe seleccionar el centro de costo a que pertenece el equipo que por lo general coincide al sistema en el que trabaja. Para establecer el centro de costo no vamos de nuevo al archivo maestro donde aparece su centro de costo a que pertenece. Al tenerlo se debe seleccionar en el software de mantenimiento.
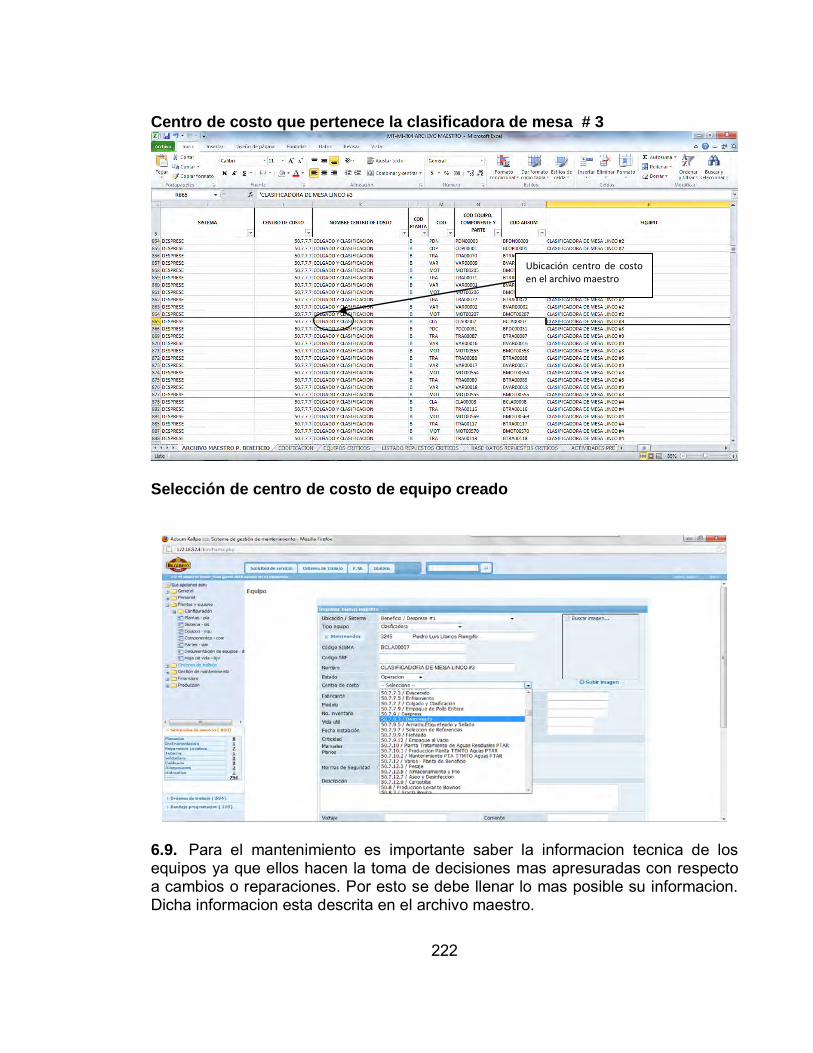
222
Centro de costo que pertenece la clasificadora de mesa # 3
Selección de centro de costo de equipo creado
6.9. Para el mantenimiento es importante saber la informacion tecnica de los equipos ya que ellos hacen la toma de decisiones mas apresuradas con respecto a cambios o reparaciones. Por esto se debe llenar lo mas posible su informacion. Dicha informacion esta descrita en el archivo maestro.
Ubicación centro de costo en el archivo maestro
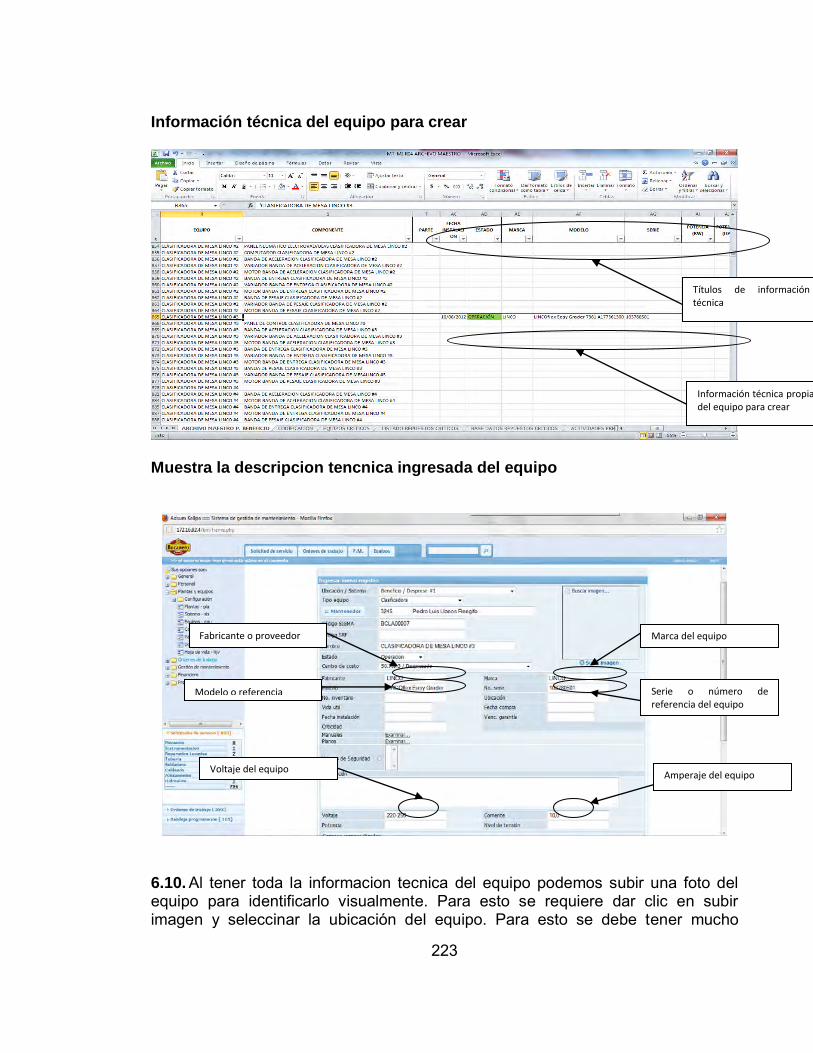
223
Información técnica del equipo para crear
Muestra la descripcion tencnica ingresada del equipo
6.10. Al tener toda la informacion tecnica del equipo podemos subir una foto del equipo para identificarlo visualmente. Para esto se requiere dar clic en subir imagen y seleccinar la ubicación del equipo. Para esto se debe tener mucho
Información técnica propia del equipo para crear
Títulos de información técnica
Fabricante o proveedor
Serie o número de referencia del equipo
Amperaje del equipo
Voltaje del equipo
Modelo o referencia
Marca del equipo

224
cuidado ya que el archivo no debe exceder 2Mb de tamaño. Tambien se puede montar manuales o planos de los equipos para asi tener mas presento los despieces y repuesto de las maquina. Subir archivos asociados al equipo a crear
6.11. Al tener ya toda la informacion se da clic en aceptar para asi subir el equipo en el software de mantenimiento. Si hay un error el programa informara donde esta el error con un (*). Si el equipo no tienen ningun error aparacera un ventana describiendo grabdo existoso. Muestra tda la informacion en el software de mantenimiento
Icono para subir imagen
Iconos para subir manuales ye y planos
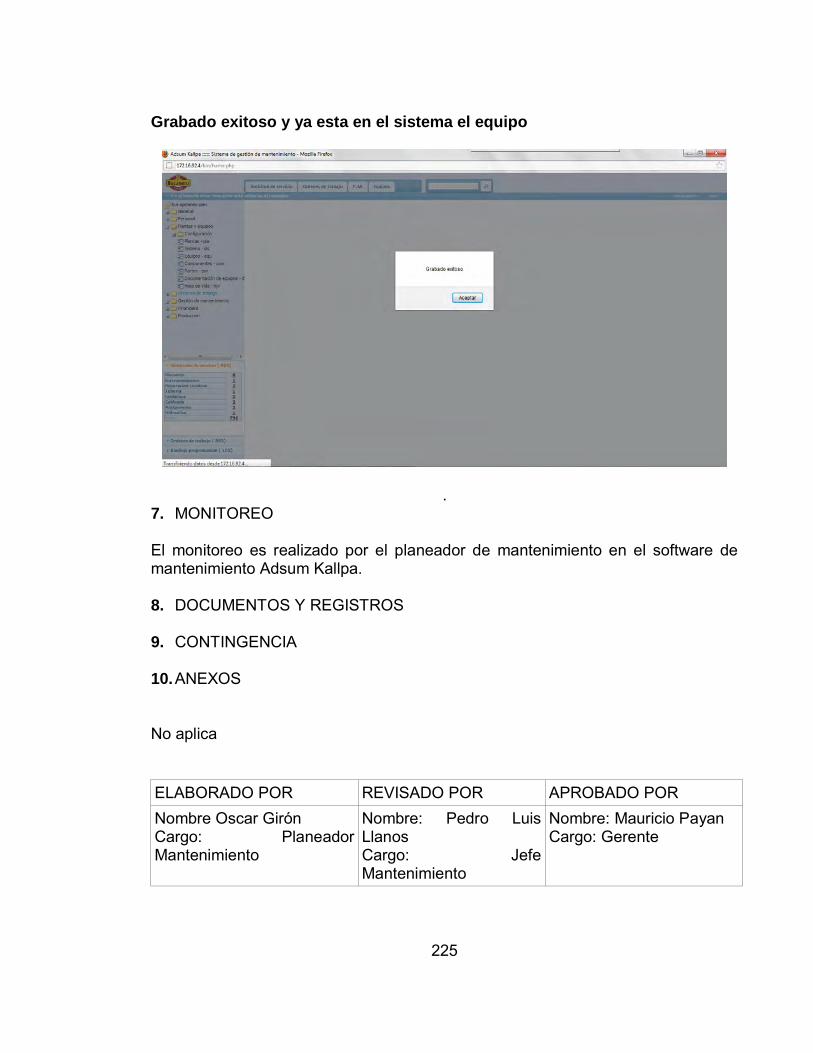
225
Grabado exitoso y ya esta en el sistema el equipo
.
7. MONITOREO El monitoreo es realizado por el planeador de mantenimiento en el software de mantenimiento Adsum Kallpa. 8. DOCUMENTOS Y REGISTROS 9. CONTINGENCIA 10. ANEXOS
No aplica ELABORADO POR REVISADO POR APROBADO POR Nombre Oscar Girón Cargo: Planeador Mantenimiento
Nombre: Pedro Luis Llanos Cargo: Jefe Mantenimiento
Nombre: Mauricio Payan Cargo: Gerente
226
Anexo I. Instructivo No 9 creación actividad preventiva por equipo en el software Adsum Kallpa
POLLOS EL BUCANERO S.A. MT-MI-I6
Versión 01
INSTRUCTIVO CREACION ACTIVIDAD PREVENTIVA POR
EQUIPO EN EL SOFTWARE ADSUM KALLPA
Página 226 de 283
1. OBJETIVO Crear programación preventiva por equipo en el software de mantenimiento Adsum Kallpa 2. ALCANCE Para todas las plantas de Pollos El Bucanero S.A. 3. FRECUENCIA Según requerimientos maquinaria existente 4. RESPONSABLES - Jefe de mantenimiento - Planeador de mantenimiento 5. EQUIPOS Y/O RECURSOS - Computador con acceso a la red de Pollos el Bucanero. S.A. - Programa Internet Explorer o Firefox 6. DESCRIPCION Para la empresa es importante tener a un 100% la disponibilidad la maquinaria en la planta, por eso es necesario tener un programa de mantenimiento preventivo. Tener cada actividad en el software de mantenimiento es necesario para realizar su seguimiento, a continuación se mostrara paso a paso su creación. 6.1. Para crear la rutina de mantenimiento en necesario tener la descripción de cada actividad por eso se debe ayudar en el archivo maestro de la planta, él tiene
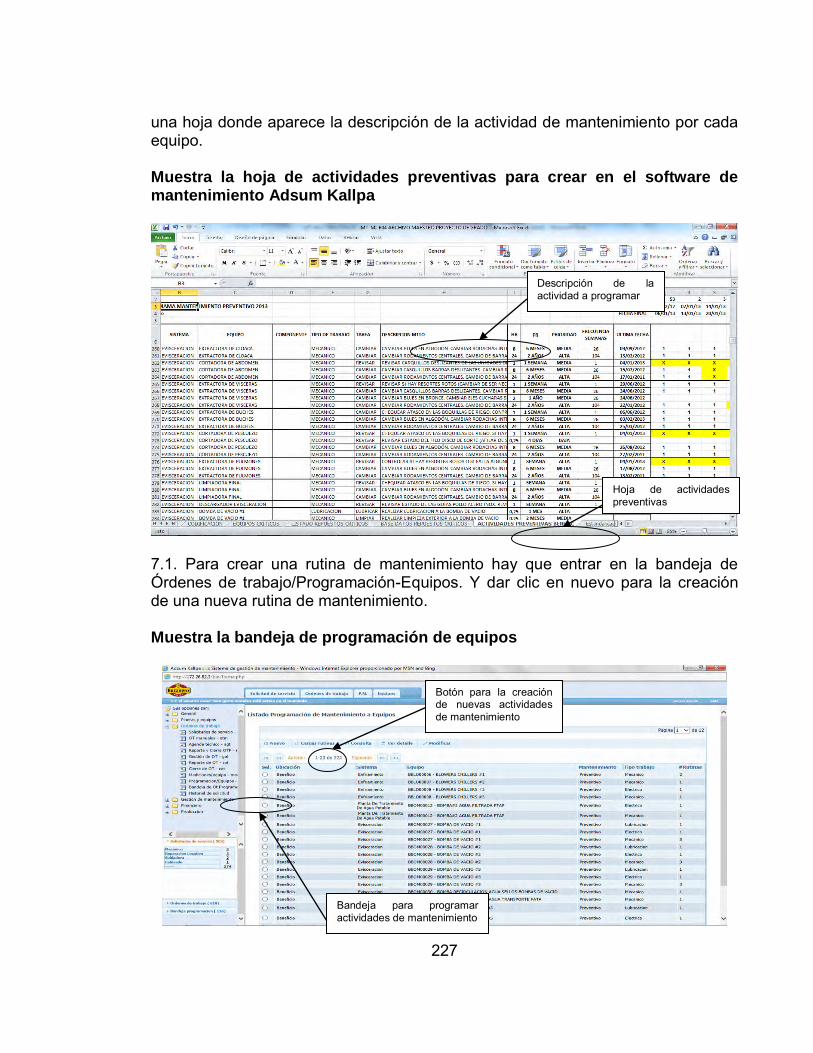
227
una hoja donde aparece la descripción de la actividad de mantenimiento por cada equipo. Muestra la hoja de actividades preventivas para crear en el software de mantenimiento Adsum Kallpa
7.1. Para crear una rutina de mantenimiento hay que entrar en la bandeja de Órdenes de trabajo/Programación-Equipos. Y dar clic en nuevo para la creación de una nueva rutina de mantenimiento. Muestra la bandeja de programación de equipos
Hoja de actividades preventivas
Descripción de la actividad a programar
Botón para la creación de nuevas actividades de mantenimiento
Bandeja para programar actividades de mantenimiento

228
6.2. Al ingresar a la ventana de programación de mantenimiento aparecerán la información que se requiere para la rutina. Lo más conveniente es traer la información del archivo maestro y en la hoja de actividades aparecerán cada una de las descripciones que se requieren por equipo. Muestra la ventana para llenar la descripción de la rutina de mantenimiento
6.3. Al llenar cada uno de los ítems que se requiere, hay que tener encuentra que si se requiere separar cada actividad en la orden de trabajo es solo establecerlo con un punto (.) para así establecer una lista de actividades o check list. Muestra el llenado de la rutina de mantenimiento
Ubicación: es la planta a que pertenece
Sistema o ubicación del equipo
Prioridad de la actividad
Fecha inicio de actividad
Descripción del equipo
Tipo de trabajo: Mecánico Eléctrico, Lubricación o reparación locativa
Tarea: es una actividad en verbo ejemplo: cambiar, revisar, etc.
Tipo de mantenimiento: Preventivo o predictivo
Descripción de la actividad
Estado de inicio de la orden de trabajo Duración de la orden de
trabajo en horas o minutos El periodo es la frecuencia: Días, Semana o meses
Botón aceptar para crear la actividad
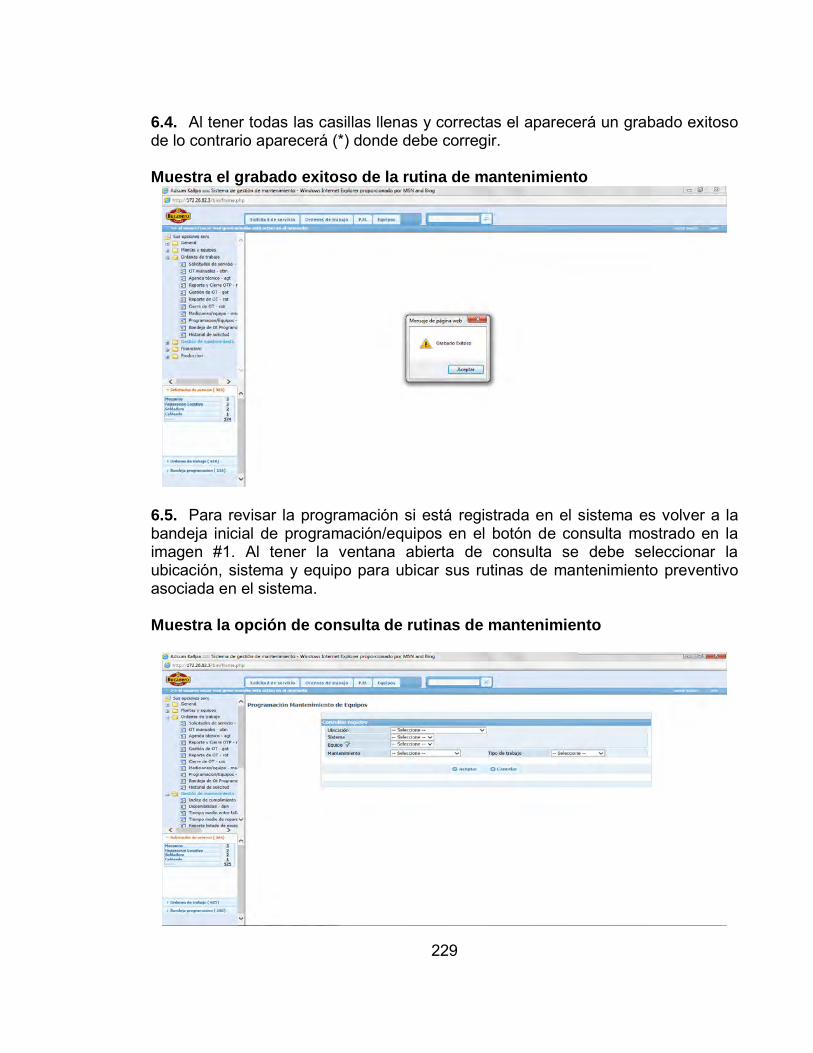
229
6.4. Al tener todas las casillas llenas y correctas el aparecerá un grabado exitoso de lo contrario aparecerá (*) donde debe corregir. Muestra el grabado exitoso de la rutina de mantenimiento
6.5. Para revisar la programación si está registrada en el sistema es volver a la bandeja inicial de programación/equipos en el botón de consulta mostrado en la imagen #1. Al tener la ventana abierta de consulta se debe seleccionar la ubicación, sistema y equipo para ubicar sus rutinas de mantenimiento preventivo asociada en el sistema. Muestra la opción de consulta de rutinas de mantenimiento
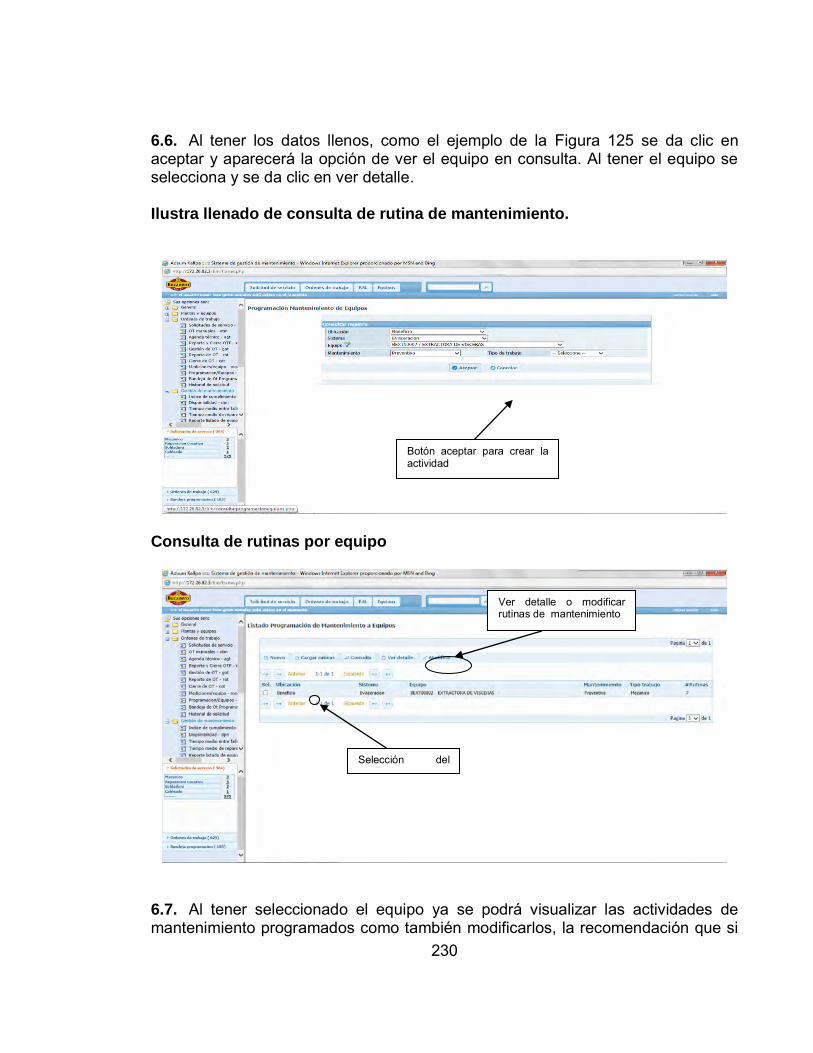
230
6.6. Al tener los datos llenos, como el ejemplo de la Figura 125 se da clic en aceptar y aparecerá la opción de ver el equipo en consulta. Al tener el equipo se selecciona y se da clic en ver detalle. Ilustra llenado de consulta de rutina de mantenimiento.
Consulta de rutinas por equipo
6.7. Al tener seleccionado el equipo ya se podrá visualizar las actividades de mantenimiento programados como también modificarlos, la recomendación que si
Botón aceptar para crear la actividad
Selección del equipo
Ver detalle o modificar rutinas de mantenimiento
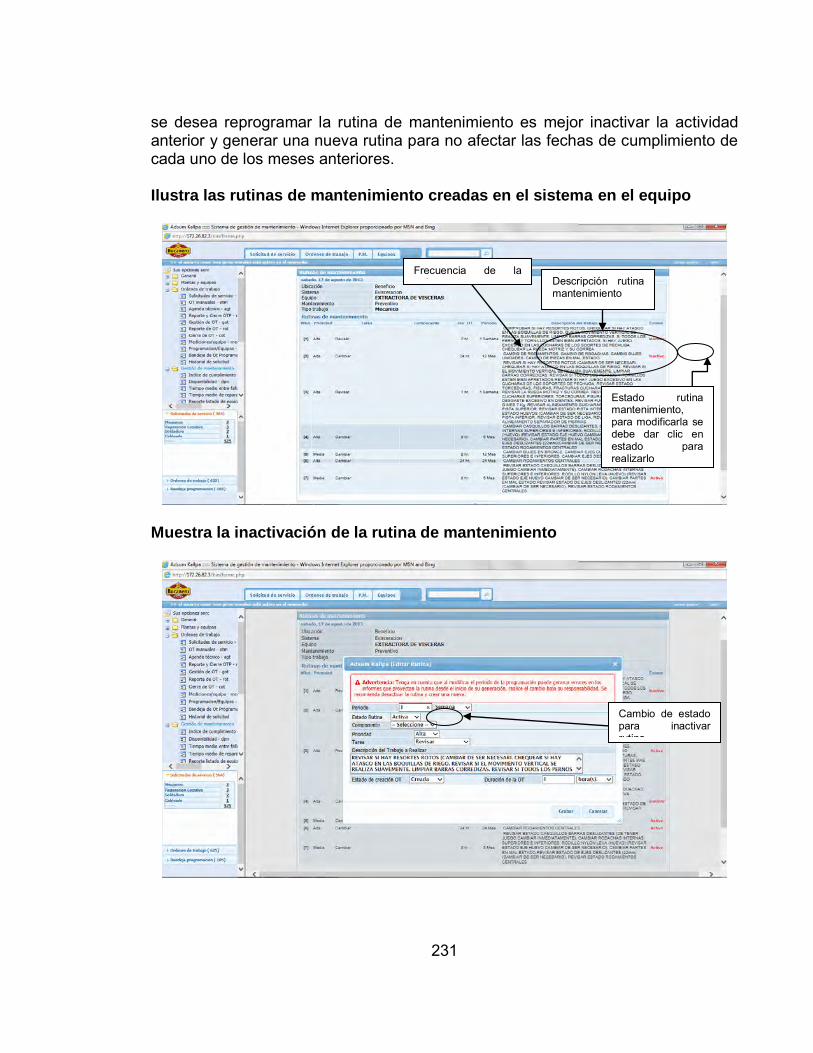
231
se desea reprogramar la rutina de mantenimiento es mejor inactivar la actividad anterior y generar una nueva rutina para no afectar las fechas de cumplimiento de cada uno de los meses anteriores. Ilustra las rutinas de mantenimiento creadas en el sistema en el equipo
Muestra la inactivación de la rutina de mantenimiento
Estado rutina mantenimiento, para modificarla se debe dar clic en estado para realizarlo
Frecuencia de la rutina Descripción rutina
mantenimiento
Cambio de estado para inactivar rutina
232
7. MONITOREO
El monitoreo es realizado por el planeador de mantenimiento en el software de mantenimiento Adsum Kallpa. 8. DOCUMENTOS Y REGISTROS 9. CONTINGENCIA
Programación preventiva en archivo maestro, hoja actividades preventivas 10. ANEXOS
No aplica ELABORADO POR REVISADO POR APROBADO POR Nombre Oscar Girón Cargo: Planeador Mantenimiento
Nombre: Pedro Luis Llanos Cargo: Jefe Mantenimiento
Nombre: Mauricio Payan Cargo: Gerente

233
Anexo J. Instructivo creación salidas de almacén (ra) software Adsum Kallpa
POLLOS EL BUCANERO S.A. MT-MI-I7
Versión 01
INSTRUCTIVO CREACION SALIDAS DE ALMACEN (RA)
SOFTWARE ADSUM KALLPA
Página 233 de 283
1. OBJETIVO Crear salida de almacén por el software de mantenimiento 2. ALCANCE Para todas las plantas de Pollos El Bucanero S.A. 3. FRECUENCIA Según requerimientos maquinaria existente 4. RESPONSABLES - Jefe de mantenimiento - Planeador de mantenimiento - Técnico de mantenimiento 5. EQUIPOS Y/O RECURSOS - Computador con acceso a la red de Pollos el Bucanero. S.A. - Programa Internet Explorer o Firefox 6. DESCRIPCION Para la organización es importante que se registren los gastos de mantenimiento por cada equipo existente en cada una de las plantas. Por es necesario su registro por el software de mantenimiento para mejorar el análisis de costo. Para realizar las salidas se deben hacer los siguientes pasos: 6.1. Para realizar una salida de almacén debe de haber una orden de trabajo asociada en la bandeja de órdenes de trabajo en la dirección Órdenes de trabajo/Ot manuales-otm. Como primer paso se debe seleccionar la orden de trabajo y dar clic en gestionar.
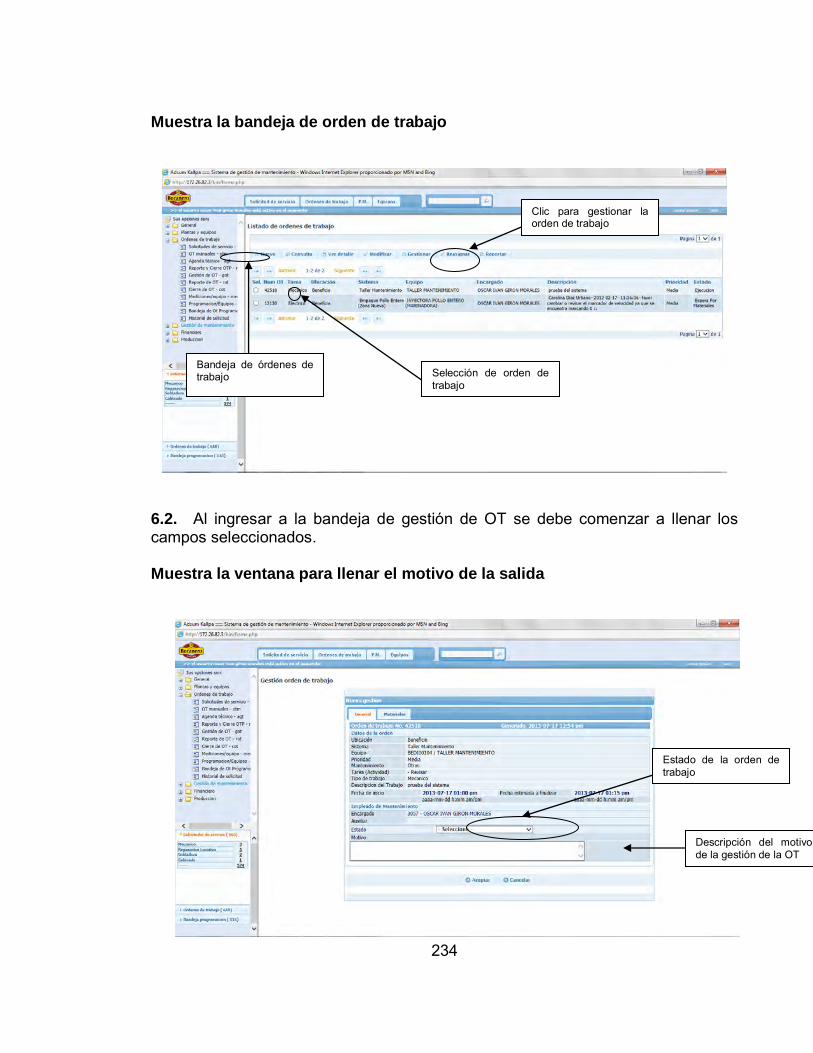
234
Muestra la bandeja de orden de trabajo
6.2. Al ingresar a la bandeja de gestión de OT se debe comenzar a llenar los campos seleccionados. Muestra la ventana para llenar el motivo de la salida
Clic para gestionar la orden de trabajo
Bandeja de órdenes de trabajo
Selección de orden de trabajo
Estado de la orden de trabajo
Descripción del motivo de la gestión de la OT

235
6.3. Al estar es esta opción se debe establecer el estado de la orden de trabajo para ello hay que seguir el Cuadro siguiente. Estado de la orden de trabajo Estado de la OT Descripción del estado OT Ejecución Es cuando el técnico de mantenimiento va a ejecutar
la orden de trabajo o realizar salida de almacén Espera Por Material Es cuando hay una RD y orden de compra para la
compra de un repuesto y está en espera por llegar a la planta
Espera Por Disponibilidad De La Planta
A la espera de que producción pare producción o establezca un tiempo para realizar la tarea de mantenimiento
Espera por autorización Es cuando se requiere autorización por gerencia para la realización de una orden de trabajo.
Para realizar la salida de almacén (RA) se debe seleccionar el estado de ejecución como se muestra en la imagen #3 y escribir en descripción que se va a realizar salida de almacén. Ilustra la selección de los estados de la orden de trabajo

236
Descripción del estado de la orden de trabajo
6.4. Para iniciar la salida de almacén se da clic en la pestaña Materiales y aparecerán las casillas para llenar la RA. Muestra la pestaña para realizar salidas de almacén
Pestaña salida de almacén
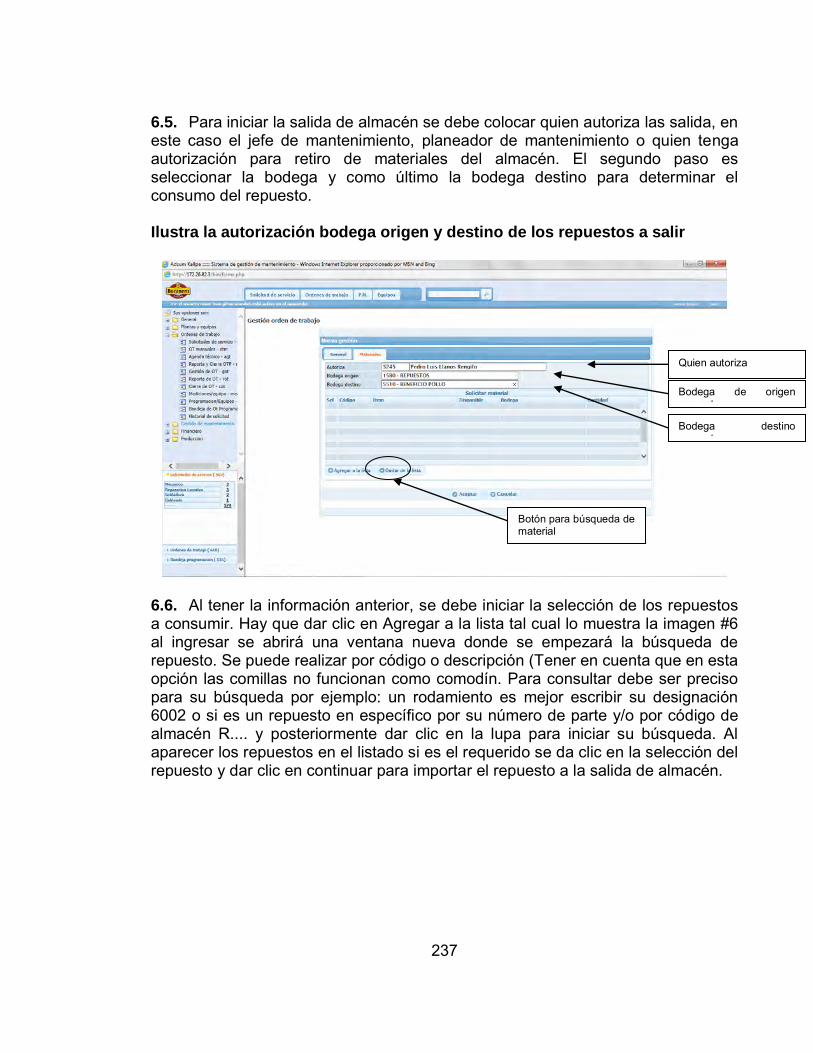
237
6.5. Para iniciar la salida de almacén se debe colocar quien autoriza las salida, en este caso el jefe de mantenimiento, planeador de mantenimiento o quien tenga autorización para retiro de materiales del almacén. El segundo paso es seleccionar la bodega y como último la bodega destino para determinar el consumo del repuesto. Ilustra la autorización bodega origen y destino de los repuestos a salir
6.6. Al tener la información anterior, se debe iniciar la selección de los repuestos a consumir. Hay que dar clic en Agregar a la lista tal cual lo muestra la imagen #6 al ingresar se abrirá una ventana nueva donde se empezará la búsqueda de repuesto. Se puede realizar por código o descripción (Tener en cuenta que en esta opción las comillas no funcionan como comodín. Para consultar debe ser preciso para su búsqueda por ejemplo: un rodamiento es mejor escribir su designación 6002 o si es un repuesto en específico por su número de parte y/o por código de almacén R.... y posteriormente dar clic en la lupa para iniciar su búsqueda. Al aparecer los repuestos en el listado si es el requerido se da clic en la selección del repuesto y dar clic en continuar para importar el repuesto a la salida de almacén.
Quien autoriza
Bodega de origen repuesto
Bodega destino repuesto
Botón para búsqueda de material
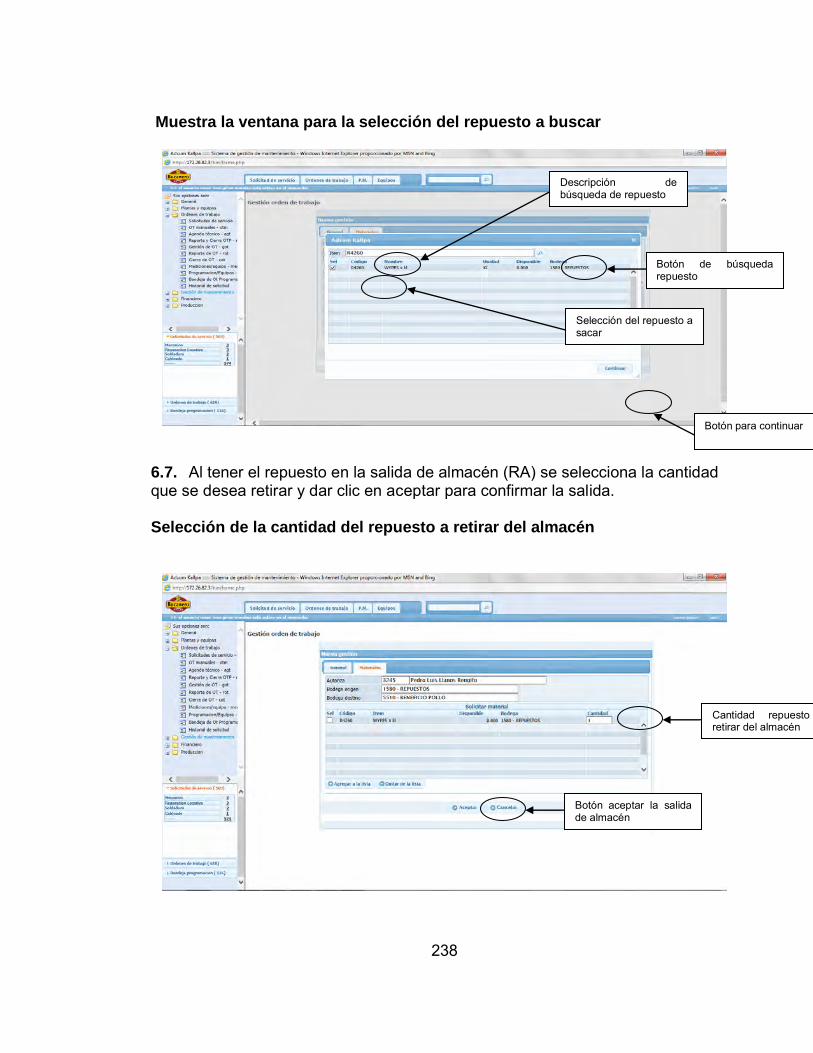
238
Muestra la ventana para la selección del repuesto a buscar
6.7. Al tener el repuesto en la salida de almacén (RA) se selecciona la cantidad que se desea retirar y dar clic en aceptar para confirmar la salida. Selección de la cantidad del repuesto a retirar del almacén
Botón para continuar
Descripción de búsqueda de repuesto
Selección del repuesto a sacar
Botón de búsqueda repuesto
Cantidad repuesto a retirar del almacén
Botón aceptar la salida de almacén
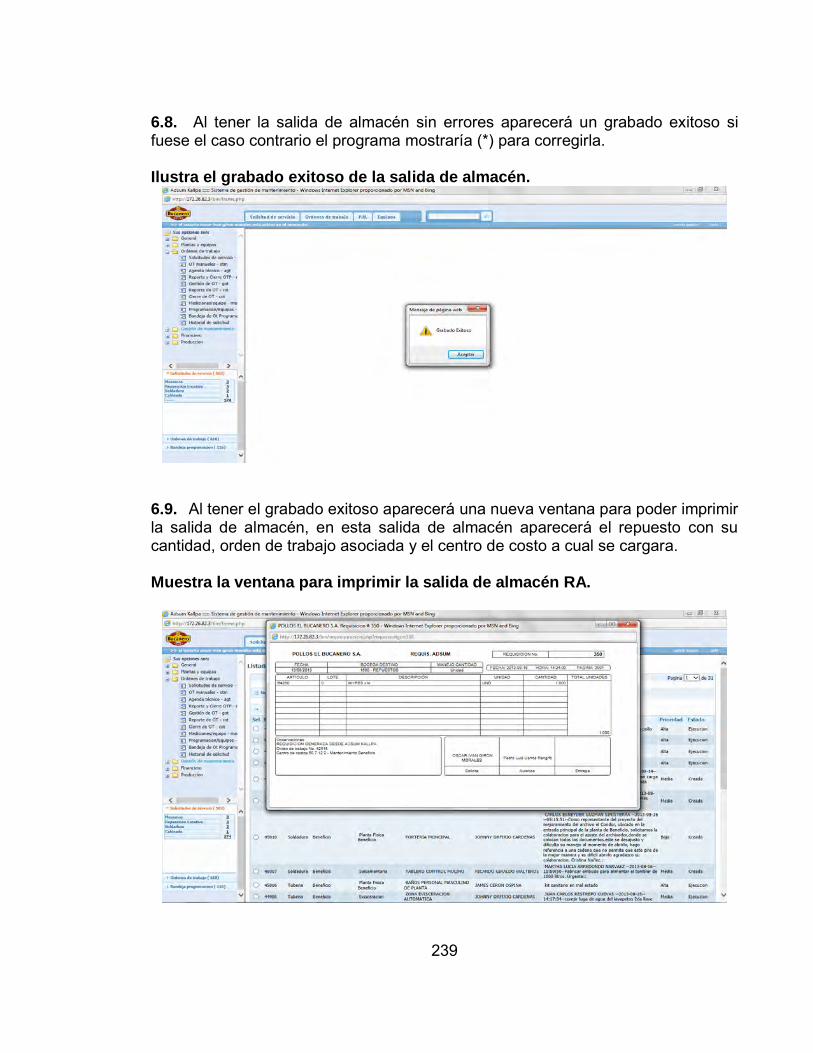
239
6.8. Al tener la salida de almacén sin errores aparecerá un grabado exitoso si fuese el caso contrario el programa mostraría (*) para corregirla. Ilustra el grabado exitoso de la salida de almacén.
6.9. Al tener el grabado exitoso aparecerá una nueva ventana para poder imprimir la salida de almacén, en esta salida de almacén aparecerá el repuesto con su cantidad, orden de trabajo asociada y el centro de costo a cual se cargara. Muestra la ventana para imprimir la salida de almacén RA.
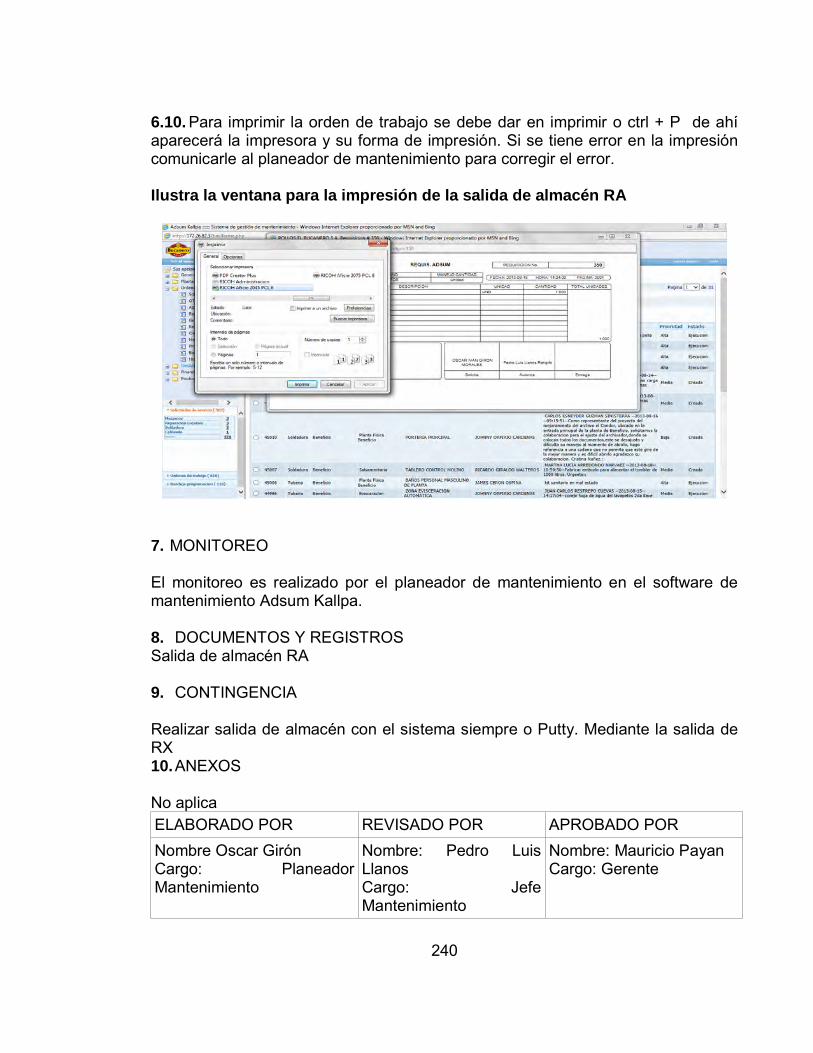
240
6.10. Para imprimir la orden de trabajo se debe dar en imprimir o ctrl + P de ahí aparecerá la impresora y su forma de impresión. Si se tiene error en la impresión comunicarle al planeador de mantenimiento para corregir el error. Ilustra la ventana para la impresión de la salida de almacén RA
7. MONITOREO
El monitoreo es realizado por el planeador de mantenimiento en el software de mantenimiento Adsum Kallpa. 8. DOCUMENTOS Y REGISTROS Salida de almacén RA 9. CONTINGENCIA
Realizar salida de almacén con el sistema siempre o Putty. Mediante la salida de RX 10. ANEXOS
No aplica ELABORADO POR REVISADO POR APROBADO POR Nombre Oscar Girón Cargo: Planeador Mantenimiento
Nombre: Pedro Luis Llanos Cargo: Jefe Mantenimiento
Nombre: Mauricio Payan Cargo: Gerente
241
Anexo K. Instructivo ajuste mecánico y localización de averías extractora de cloaca
POLLOS EL BUCANERO S.A. MT-MI-I9
Versión 01
INSTRUCTIVO AJUSTE MECANICO Y LOCALIZACION DE
AVERIAS EXTRACTORA DE CLOACA
Página 241 de 283
1. OBJETIVO Optimizar extracción de cloaca en la evisceración automática del pollo 2. ALCANCE Aplica para el personal de mantenimiento de la Planta Beneficio Pollos el bucanero S.A. 3. FRECUENCIA Semanal mantenimiento preventivo maquina extractora de cloaca 4. RESPONSABLES - Jefe mantenimiento - Técnico de mantenimiento 5. EQUIPOS Y/O RECURSOS - Gafas protectoras - Protector auditivo - Botas antideslizantes con puntera - Guantes de kevlar - Juego de llaves mixtas milimétricas 8 a 17mm - Juego de rache con copas milimétricas más extensión 10 a 22mm - Martillo de goma - Hombre solo - Alicate - Desatornillador de estría y de pala - Juego de Allen milimétrica - Calibrador pie de rey 6. DESCRIPCION Al realizar el cambio de partes de la maquinaria o realizar chequeo en el funcionamiento de la maquina se debe ajustar y/o localizar las averías posibles de la maquina

242
6.1. Ajuste Mecánico Es el paso a paso para ajustar la máquina para optimizar su funcionamiento de la extracción de la cloaca del pollo 6.1.1. Comprobar que el vacío este en 20 mmHg visualizar en el vacuometro (ver imagen #1) de no ser así verificar el funcionamiento de las bombas de vacío. Muestra la Imagen de la ubicación del vacuometro en la maquina extractora de cloaca.
Desmontar desmotar las cuchillas girando el soporte en contra de las manecillas del reloj y la cuchilla en sentido de las manecillas del reloj, se extrae la cuchilla halando con la mano hacia abajo de la máquina. 6.1.2. Hay que ver si las cuchillas necesitan cambiarse, si es imposible afilarlas debidamente o si han quedado demasiado cortas, midiendo con el calibrador pie de rey, longitud mínima recomendada es 57mm y desviación máxima recomendada 2mm si están por debajo de estos valores se procede a cambiar por unas nuevas. 6.1.3. Las cuchillas necesitan afilarse al menos una vez por semana (Mantenimiento Preventivo) para conseguir un afilado adecuado, la piedra de afilado ha de ser original Linco. Montar cada una de las cuchillas con la maquina ubicada en el taller de mantenimiento. retirar la tapa protectora. No ejercer presión al mantener el filo de corte contra la piedra; si se le aplica una presión excesiva, el filo muy fino se pondrá rojo y la cuchilla se fragilizara. Quitar un mínimo de material de las cuchillas para afilarlas mejor y desgastarlas menos.
6.1.4. Para verificar si una cuchilla se ha afilado correctamente, darle vuelta y apoyar los filos cortantes contra una hoja de papel de calidad normal. Girar la cuchilla sin aplicar ninguna fuerza. Si el circulo es perfecto, la cuchilla esta afilada, si no volver afilar hasta conseguir un resultado satisfactorio.

243
6.1.5. En el tablero eléctrico se debe verificar que la velocidad de la línea este acorde también a la velocidad de los motores del cortador de cloaca demostrado en el siguiente cuadro: Especifica las velocidades de la línea aérea y como deben de ir las velocidades de los motores de la extractora de cloaca
Aves/ Hrs Velocidad Motores
6000 6 7000 7 8000 8±9 9000 8±9
6.1.6. Poner en posición una de las unidades de la extractora de cloaca en el punto máximo inferior como lo ilustra la Figura 141, En este lugar el tubo de vacío se encuentra en el punto más bajo, con las bombas vacío funcionando inmediatamente debe empezar la succión por el agujero del mismo, de no ser así se debe ajustar el manifold para que inicie el vacío en esta posición, desatornillando los cuatro (4) tornillos M8 hasta que esté libre la parte superior de color negro para girarlo en sentido contrario a las manecillas del reloj hasta que empiece a funcionar el vacío en el tubo. Muestra la posición máxima inferior del tubo de vacío, y posición de la unidad respecto a la pista interna
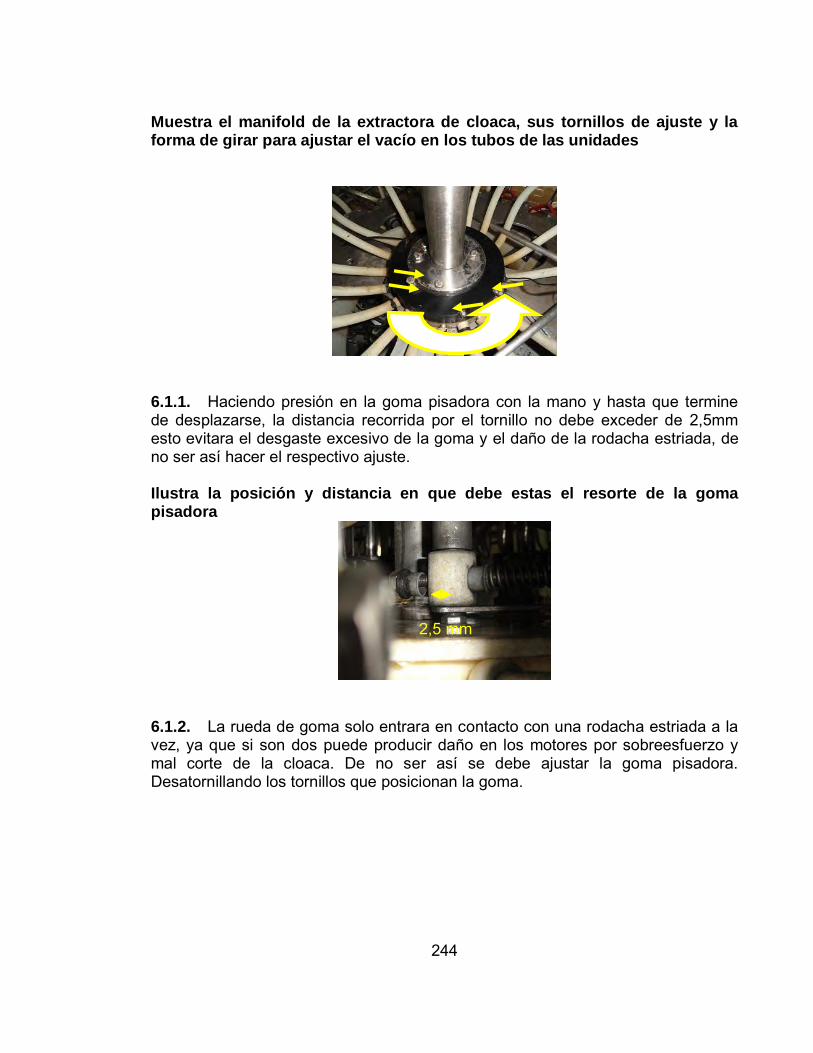
244
Muestra el manifold de la extractora de cloaca, sus tornillos de ajuste y la forma de girar para ajustar el vacío en los tubos de las unidades
6.1.1. Haciendo presión en la goma pisadora con la mano y hasta que termine de desplazarse, la distancia recorrida por el tornillo no debe exceder de 2,5mm esto evitara el desgaste excesivo de la goma y el daño de la rodacha estriada, de no ser así hacer el respectivo ajuste. Ilustra la posición y distancia en que debe estas el resorte de la goma pisadora
6.1.2. La rueda de goma solo entrara en contacto con una rodacha estriada a la vez, ya que si son dos puede producir daño en los motores por sobreesfuerzo y mal corte de la cloaca. De no ser así se debe ajustar la goma pisadora. Desatornillando los tornillos que posicionan la goma.
2,5 mm

245
Ilustra el contacto de la goma y una rodacha estriada de una de las unidades de la extractora de cloaca
6.1.3. Cuando haga contacto con la goma la rodacha estriada la cuchilla de corte y el tubo de vacío debe haber una distancia ± 4 mm ver imagen. Muestra la verificación con el calibrador pie de rey de la distancia de 4mm de separación de la cuchilla de corte y el tubo de vacío.
6.2. Localización de averías Cuando surge un problema, ha de determinarse primero si es un problema relacionado a una unidad individual o a la máquina entera. El ajuste completo de la máquina en caso de problema con una unidad individual podría perjudicar el funcionamiento de las unidades restantes. 6.2.1. Inserción incorrecta de las aves 6.2.1.1. Sincronización errónea entre la máquina y la rueda motriz. 6.2.1.2. Ajuste demasiado bajo de la máquina. 6.2.1.3. Barra guía de alimentación demasiado adelantada/retrasada. 6.2.1.4. Suspensión demasiado alta de las piernas en el gancho. 6.2.2. Las piernas se rompen / caen de los ganchos 6.2.2.1. Ajuste demasiado bajo de la máquina.
4mm
246
6.2.2.2. Las patas no cuelgan correctamente en los ganchos. 6.2.2.3. Las patas de las aves son demasiado pequeñas para el gancho. 6.2.2.4. Patas cortadas 6.2.3. Cloaca no cortada 100% 6.2.3.1. Vacío ausente o insuficiente en el extremo del sensor de vacío 6.2.3.2. Alimentación de vacío bloqueada 6.2.3.3. Cuchillas desafiladas 6.2.3.4. Ajuste de las cuchillas no suficientemente profundo 6.2.3.5. La cuchilla corta el espinazo (inserción incorrecta del ave en la máquina) 6.2.3.6. Malo funcionamiento mecánico (unidades que no descienden) 6.2.4. Corte “descentrado” 6.2.4.1. Barra guía de alimentación demasiado adelantada. 6.2.4.2. Piernas torcidas en el gancho 6.2.4.3. Una pata superior a la otra en el gancho (colgado incorrecto). 6.2.4.4. Resortes de la placa de espalda rotos 6.2.4.5. Resortes de la placa de espalda mal ajustados. 6.2.5. Vacío ausente o insuficiente 6.2.5.1. La bomba de vacío no funciona correctamente 6.2.5.2. Tubo de vacío atascado 6.2.5.3. Fugas en el distribuidor de vacío debido a resortes de presión rotos 6.2.5.4. Distribuidor de vacío desgastado 6.2.5.5. Válvula cerrada 6.2.6. La unidad no desciende 6.2.6.1. Acumulación de grasa en barra corrediza 6.2.6.2. Barras corredizas dobladas 6.2.6.3. Tubo de vacío inferior doblado 6.2.6.4. Rueda de la unidad rota o suelta. 6.2.7. La cuchilla no gira 6.2.7.1. Engranaje roto 6.2.7.2. Accionamiento de la cuchilla desgastado 6.2.7.3. Cojinete roto 6.2.7.4. Motor quemado 6.2.7.5. Resorte del soporte del motor roto 6.2.7.6. Rueda giratoria desgastada 6.2.8. Sobrecarga cadena demasiado pesada 6.2.8.1. Chequear si hay componentes fuera de funcionamiento 6.2.8.2. Rueda de leva rota 6.2.8.3. Cojinetes rotos 7. MONITOREO El monitoreo del ajuste es realizado por el jefe de mantenimiento o planeador de mantenimiento tanto de forma visual y con el registro de la orden de trabajo MT-MI-R02
247
8. DOCUMENTOS Y REGISTROS MT-MI-R02 Orden de trabajo 9. CONTINGENCIA Cuando el personal de mantenimiento no cumpla con este ajuste mecánico el jefe de mantenimiento o el planeador de mantenimiento, se dará la instrucción inmediata para realizarla 10. ANEXOS No aplica ELABORADO POR REVISADO POR APROBADO POR Nombre Oscar Girón Cargo: Planeador Mantenimiento
Nombre: Pedro Luis Llanos Cargo: Jefe Mantenimiento
Nombre: Mauricio Payan Cargo: Gerente
248
Anexo L. Instructivo ajuste mecánico cortadora de abdomen
POLLOS EL BUCANERO S.A. MT-MI-I10 Versión 01
INSTRUCTIVO AJUSTE MECANICO CORTADORA DE ABDOMEN
Página 248 de 283
1. OBJETIVO Optimizar corte de abdomen en la evisceración automática del pollo 2. ALCANCE Aplica para el personal de mantenimiento de la Planta Beneficio Pollos el bucanero S.A. 3. FRECUENCIA Preventivo Semanal 4. RESPONSABLES - Jefe mantenimiento - Técnico de mantenimiento 5. EQUIPOS Y/O RECURSOS - Gafas protectoras - Protector auditivo - Botas antideslizantes con puntera - Guantes de kevlar - Juego de llaves mixtas milimétricas 8 a 17mm - Juego de rache con copas milimétricas más extensión 10 a 22mm - Martillo de goma - Hombre solo - Alicate - Desatornillador de estría y de pala - Juego de Allen milimétrica - Calibrador pie de rey
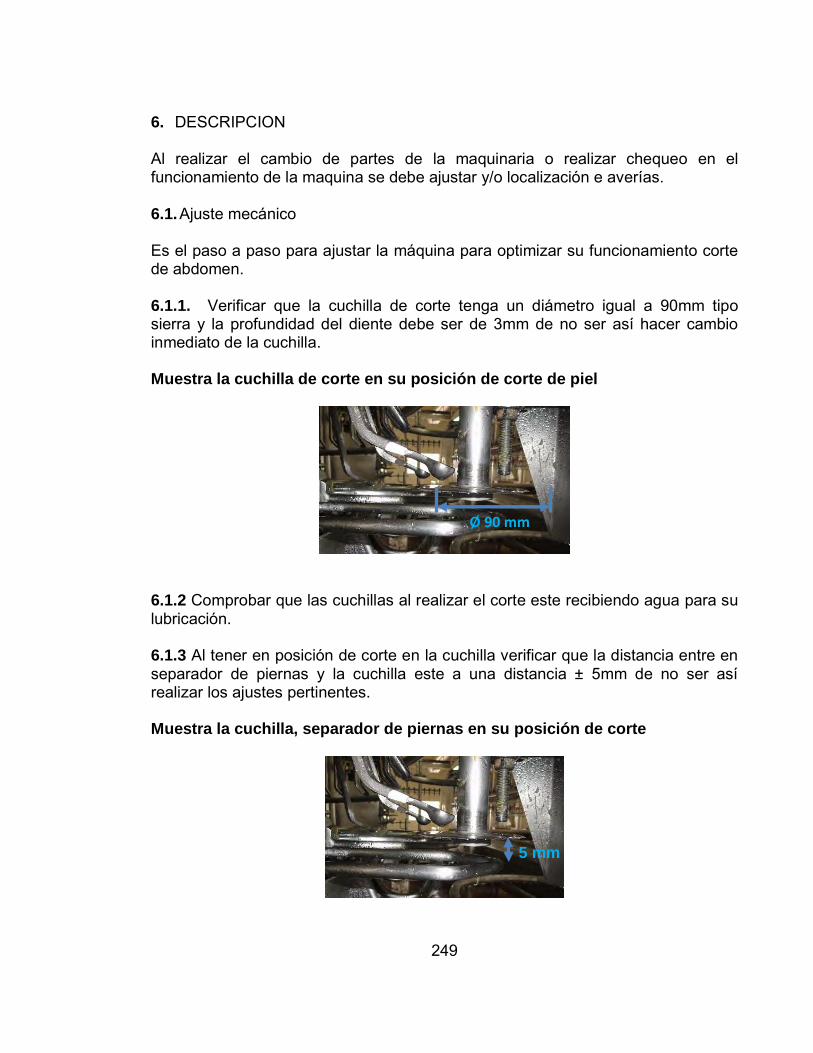
249
6. DESCRIPCION Al realizar el cambio de partes de la maquinaria o realizar chequeo en el funcionamiento de la maquina se debe ajustar y/o localización e averías. 6.1. Ajuste mecánico Es el paso a paso para ajustar la máquina para optimizar su funcionamiento corte de abdomen. 6.1.1. Verificar que la cuchilla de corte tenga un diámetro igual a 90mm tipo sierra y la profundidad del diente debe ser de 3mm de no ser así hacer cambio inmediato de la cuchilla.
Muestra la cuchilla de corte en su posición de corte de piel
6.1.2 Comprobar que las cuchillas al realizar el corte este recibiendo agua para su lubricación. 6.1.3 Al tener en posición de corte en la cuchilla verificar que la distancia entre en separador de piernas y la cuchilla este a una distancia ± 5mm de no ser así realizar los ajustes pertinentes.
Muestra la cuchilla, separador de piernas en su posición de corte
Ø 90 mm
5 mm
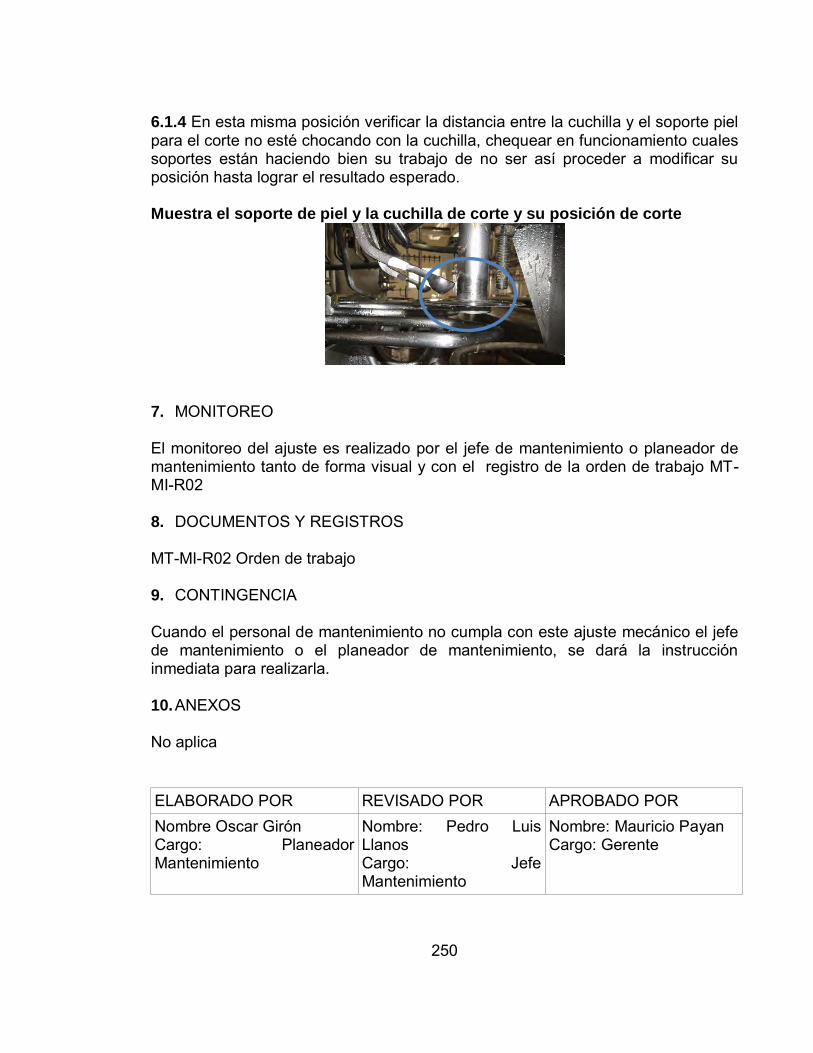
250
6.1.4 En esta misma posición verificar la distancia entre la cuchilla y el soporte piel para el corte no esté chocando con la cuchilla, chequear en funcionamiento cuales soportes están haciendo bien su trabajo de no ser así proceder a modificar su posición hasta lograr el resultado esperado.
Muestra el soporte de piel y la cuchilla de corte y su posición de corte
7. MONITOREO El monitoreo del ajuste es realizado por el jefe de mantenimiento o planeador de mantenimiento tanto de forma visual y con el registro de la orden de trabajo MT-MI-R02 8. DOCUMENTOS Y REGISTROS MT-MI-R02 Orden de trabajo 9. CONTINGENCIA Cuando el personal de mantenimiento no cumpla con este ajuste mecánico el jefe de mantenimiento o el planeador de mantenimiento, se dará la instrucción inmediata para realizarla. 10. ANEXOS No aplica ELABORADO POR REVISADO POR APROBADO POR Nombre Oscar Girón Cargo: Planeador Mantenimiento
Nombre: Pedro Luis Llanos Cargo: Jefe Mantenimiento
Nombre: Mauricio Payan Cargo: Gerente

251
Anexo M. Instructivo ajuste mecánico y localización de averías extractora de víscera
POLLOS EL BUCANERO S.A. MT-MI-I11 Versión 01
INSTRUCTIVO AJUSTE MECANICO Y LOCALIZACION DE
AVERIAS EXTRACTORA DE VISCERA
Página 251 de 283
1. OBJETIVO Optimizar retiro vísceras en evisceración automática del pollo 2. ALCANCE Aplica para el personal de mantenimiento de la Planta Beneficio Pollos el Bucanero S.A. 3. FRECUENCIA Preventivo Semanal 4. RESPONSABLES - Jefe mantenimiento - Técnico de mantenimiento 5. EQUIPOS Y/O RECURSOS - Gafas protectoras - Protector auditivo - Botas antideslizantes con puntera - Guantes de kevlar - Juego de llaves mixtas milimétricas 8 a 17mm - Juego de rache con copas milimétricas más extensión 10 a 22mm - Martillo de goma - Hombre solo - Alicate - Desatornillador de estría y de pala - Juego de Allen milimétrica - Calibrador pie de rey
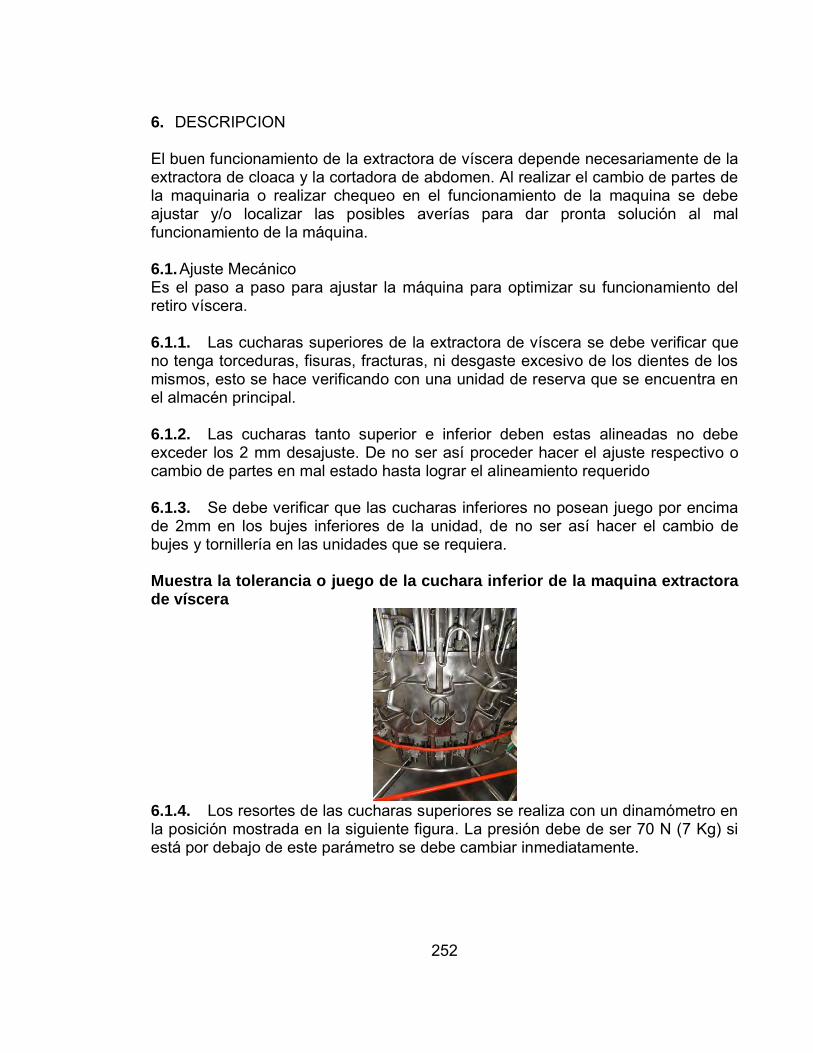
252
6. DESCRIPCION El buen funcionamiento de la extractora de víscera depende necesariamente de la extractora de cloaca y la cortadora de abdomen. Al realizar el cambio de partes de la maquinaria o realizar chequeo en el funcionamiento de la maquina se debe ajustar y/o localizar las posibles averías para dar pronta solución al mal funcionamiento de la máquina. 6.1. Ajuste Mecánico Es el paso a paso para ajustar la máquina para optimizar su funcionamiento del retiro víscera. 6.1.1. Las cucharas superiores de la extractora de víscera se debe verificar que no tenga torceduras, fisuras, fracturas, ni desgaste excesivo de los dientes de los mismos, esto se hace verificando con una unidad de reserva que se encuentra en el almacén principal. 6.1.2. Las cucharas tanto superior e inferior deben estas alineadas no debe exceder los 2 mm desajuste. De no ser así proceder hacer el ajuste respectivo o cambio de partes en mal estado hasta lograr el alineamiento requerido
6.1.3. Se debe verificar que las cucharas inferiores no posean juego por encima de 2mm en los bujes inferiores de la unidad, de no ser así hacer el cambio de bujes y tornillería en las unidades que se requiera.
Muestra la tolerancia o juego de la cuchara inferior de la maquina extractora de víscera
6.1.4. Los resortes de las cucharas superiores se realiza con un dinamómetro en la posición mostrada en la siguiente figura. La presión debe de ser 70 N (7 Kg) si está por debajo de este parámetro se debe cambiar inmediatamente.

253
Muestra la posición donde se debe verificar la presión que ejercen los resortes en la cuchara superior
6.1.5. En la posición cero o máxima inferior de la unidades, donde la cucharas tanto superior como inferior estén más cerca del tambor interno, la cuchara superior debe de tener ± 4 mm de distancia con respecto a al tambor central de la máquina, la distancia entre la cuchara superior e inferior debe de haber una separación de ± 10 mm como se muestra en la Figura 153. De no ser así se debe ajustar por medio de los resortes de las unidades superiores y verificar la posición o desgaste cucharas inferiores o de la liga para acercar la posición de la cuchara inferior.
Muestra la tolerancia en medidas para las cucharas superiores con el tambor central de la maquina evisceradora
2 mm
7 Kg

254
Muestra la tolerancia en medidas para las cucharas superiores e inferiores de la maquina extractora víscera
6.2. Localización de averías Cuando surge un problema, ha de determinarse primero si es un problema relacionado con las unidades con la máquina entera. El ajuste completo de la máquina en caso de problema con una unidad individual podría perjudicar el funcionamiento de las unidades restantes. 6.2.1. Inserción incorrecta de las aves: 6.2.1.1. Temporización errónea entre la máquina y la rueda motriz y los ganchos. 6.2.1.2. Ajuste demasiado bajo de la máquina (es necesario que la cola del ave más pequeña pase justo por debajo del arco de las patas). 6.2.1.3. Los ganchos se balancean. 6.2.1.4. Posición demasiada saliente de la barra guía de los ganchos durante la inserción de las aves. 6.2.2. Paquete extraviado 6.2.2.1. Ajuste demasiado alto de la máquina. 6.2.2.2. La cuchara es demasiada estrecha para mollejas grandes (las mollejas se quedan colgadas en la cuchara). 6.2.2.3. Posición demasiada saliente de la guía de los ganchos en la descarga. 6.2.2.4. La cuchara de evisceración descarga demasiado tarde, ajustar en el bloque de posicionamiento de aluminio en la parte superior de la máquina. 6.2.3. Retroceso 6.2.3.1. Arcos de patas doblados (deben estar horizontales). 6.2.3.2. Los arcos de las patas no funcionan como rascador del paquete debido a un ajuste demasiado alto de la máquina. 6.2.3.3. La cuchara de evisceración descarga demasiado pronto, ajustar en el bloque de posicionamiento de aluminio en la parte superior de la máquina. 6.2.3.4. Posición demasiado saliente de la guía de los ganchos en la salida. 6.2.3.5. La polea de la correa redonda de salida está demasiado saliente, la placa en que se apoya la pechuga del ave es demasiado larga. 6.2.4. Hígado dañado 6.2.4.1. Ajuste demasiado alto de la máquina para aves grandes. 6.2.4.2. La placa de apoyo de las pechugas se pliega de un lado o hacia el interior
10mm
10mm

255
6.2.4.3. La primera posición de la polea es errónea, ajuste de la polea: la cuchara debe estar 60 – 80 mm debajo del arco de las patas y la polea lo más cerca posible a la camisa. 6.2.4.4. La cuchara se ha doblado, la distancia entre la punta de la cuchara y la camisa no debe exceder 3 mm cuando la cuchara está en posición baja. 6.2.4.5. La cuchara se introduce en la zona central del ave debido a resortes de torsión rotos. 6.2.4.6. La correa redonda que presiona la placa de las pechugas es demasiado floja. 6.2.4.7. La camisa ha de estar en la posición más alta cuando las aves son mayores que 2.200 gramos de peso en vivo (estándar de ajuste medio). 6.2.4.8. Punta de la cuchara desgastada (afilar el borde). 6.2.4.9. Cucharas obstruidas con grasa etc. 6.2.4.10. Ave sin abrir o no suficientemente abierta. 6.2.4.11. Barra de guía de inserción de las aves demasiado saliente por lo que la cuchara se introduce en la zona central del ave. 6.2.5. Pulmones sin quitar 6.2.5.1. Máquina desincronizada: los ganchos no están rectos 6.2.5.2. Cucharas dobladas (hacia fuera o de lado). 6.2.5.3. Ajuste demasiado alto de la máquina para aves grandes. 6.2.5.4. Resortes de presión de la cuchara rotos o flojos. 6.2.5.5. Cucharas obstruidas. 6.2.5.6. Tensión insuficiente de la cinta en el extremo de salida. 6.2.5.7. Ajustar la última rueda de polea más cerca de la camisa 6.2.5.8. Cuchara mal posicionada (utilizar cucharas con dientes si se han de extraer los pulmones) 6.2.6. Vesícula biliar rota 6.2.6.1. Cuchara demasiado apretada contra la camisa en el extremo de salida de la zona de riñones. 6.2.6.2. Cucharas demasiadas estrechas para aves con mollejas grandes. 6.2.6.3. Punta de la cuchara desgastada (afilar el borde). 6.2.7. Costillas o espinazos rotos 6.2.7.1. Ajuste demasiado bajo de la máquina 6.2.7.2. Cuchara doblada o necesidad de modificar la leva para las aves grandes (demasiado cerca de la camisa en los pulmones y el área del muslo, debería haber una holgura de 3 mm en el área de los pulmones, 3 – 12 mm en el área del muslo, 10 – 12 mm encima del arco de las patas) 6.2.8. Piernas dañadas 6.2.8.1. Ajuste demasiado bajo de la máquina para aves pequeñas. 6.2.8.2. Ave sin abrir o no suficientemente abierta. 6.2.8.3. Guía de inserción de las aves demasiado adelantada, dañando las piernas. 6.2.8.4. Gancho pequeño en relación con los arcos de las patas 6.2.9. Las unidades no descienden 6.2.9.1. Acumulación de grasa en barras corredizas
256
6.2.9.2. Barras corredizas dobladas 6.2.10. Sobrecarga cadena demasiado pesada 6.2.10.1. Chequear si hay unidades fuera de funcionamiento 6.2.10.2. Rueda de leva rota 6.2.10.3. Rodamientos rotos 7. MONITOREO El monitoreo del ajuste es realizado por el jefe de mantenimiento o planeador de mantenimiento tanto de forma visual y con el registro de la orden de trabajo MT-MI-R02 8. DOCUMENTOS Y REGISTROS
MT-MI-R02 Orden de trabajo
9. CONTINGENCIA Cuando el personal de mantenimiento no cumpla con este ajuste mecánico el jefe de mantenimiento o el planeador de mantenimiento, se dará la instrucción inmediata para realizarla. 10. ANEXOS
No aplica ELABORADO POR REVISADO POR APROBADO POR Nombre Oscar Girón Cargo: Planeador Mantenimiento
Nombre: Pedro Luis Llanos Cargo: Jefe Mantenimiento
Nombre: Mauricio Payan Cargo: Gerente
257
Anexo N. Instructivo desplumadora Linco cambio de partes
POLLOS EL BUCANERO S.A. MT-MI-I12 Versión 01
INSTRUCTIVO DESPLUMADORA LINCO CAMBIO DE PARTES
Página 257 de 283
1. OBJETIVO Optimizar funcionamiento para la remoción de la pluma del pollo. 2. ALCANCE Aplica para el personal del proceso de mantenimiento de la Planta Beneficio Pollos el bucanero S.A. 3. FRECUENCIA Cada vez que se requiera mantenimiento la maquina desplumadora Linco. 4. RESPONSABLES - Jefe mantenimiento - Operario de mantenimiento 5. EQUIPOS Y/O RECURSOS - Copa 13mm - Copa 19mm - Llave 8mm - Extensión rache corta - Extensión rache larga - Rache - Martillo de goma - Herramienta de servicio numero: 122708533 - Elementos de dotación y seguridad - Calibrador pie de rey - Loctite 243 6. DESCRIPCION Cambio de partes de la desplumadora Linco 6.1. Cambio bocín Desplumadora Linco. 6.1.1. Abrir la desplumadora empujando las filas desplumadoras hacia atrás para permitir desmontar los cabezales de desplumado 6.1.2. Apagar la alimentación eléctrica principal hacia la desplumadora tipo túnel 6.1.3. Abrir /desmontar la cubierta trasera de la desplumadura tipo túnel

258
Muestra la cubierta trasera abierta donde muestra los piñones
6.1.4. Revisar el estado de los rodamientos, Moviendo manualmente el perno cabezal/disco desplumaodora, que no tenga juego ± 1mm de ser así seleccionarlo para cambio. Muestra a ubicación del perno cabezal/disco para revisar juego rodamientos
6.1.5. Si es para cambio de bocín motriz retirar los dos tornillos de la tapa protectora del motor con el rache y copa 13 mm.
Muestra retiro de tornillería de cubierta protectora motor
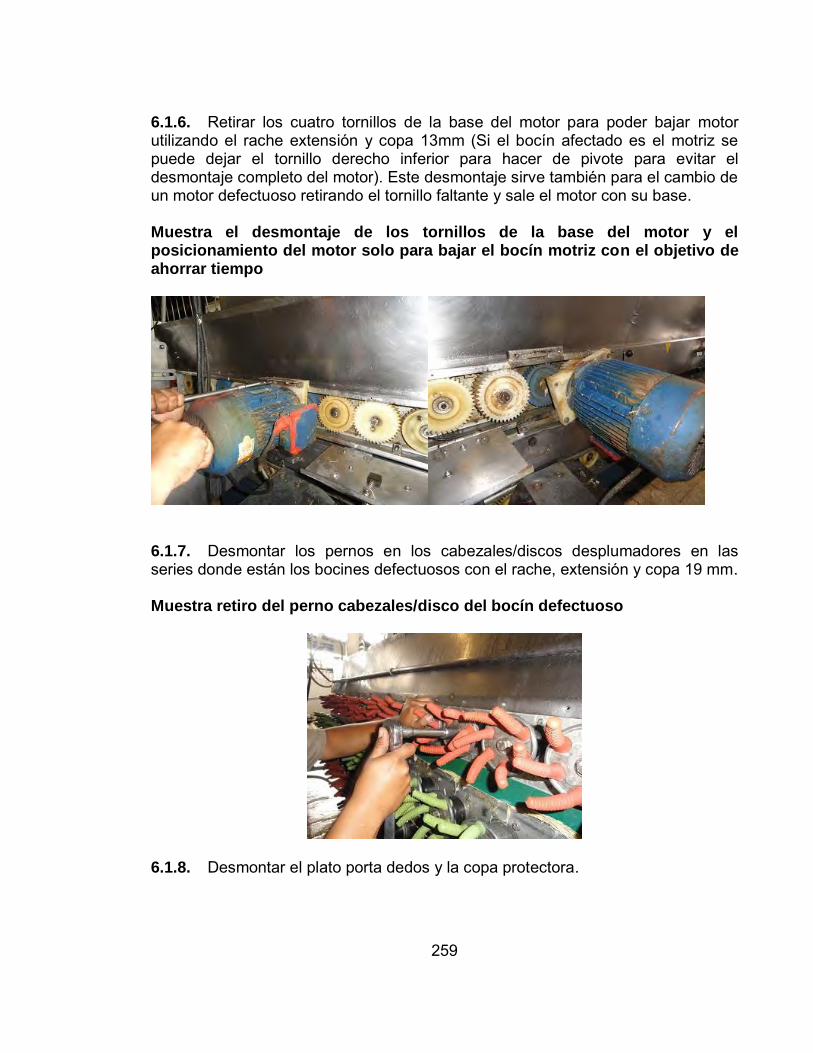
259
6.1.6. Retirar los cuatro tornillos de la base del motor para poder bajar motor utilizando el rache extensión y copa 13mm (Si el bocín afectado es el motriz se puede dejar el tornillo derecho inferior para hacer de pivote para evitar el desmontaje completo del motor). Este desmontaje sirve también para el cambio de un motor defectuoso retirando el tornillo faltante y sale el motor con su base.
Muestra el desmontaje de los tornillos de la base del motor y el posicionamiento del motor solo para bajar el bocín motriz con el objetivo de ahorrar tiempo
6.1.7. Desmontar los pernos en los cabezales/discos desplumadores en las series donde están los bocines defectuosos con el rache, extensión y copa 19 mm.
Muestra retiro del perno cabezales/disco del bocín defectuoso
6.1.8. Desmontar el plato porta dedos y la copa protectora.

260
Muestra el retiro del plato porta dedos y copa protectora bocín
6.1.9. Desmontar los 6 tornillos que sostienen el bocín en la estructura con el rache, extensión y la copa 13mm.
Muestra la posición y retiro de tornillos fijadores del bocín de la desplumadora Linco
6.1.10. Por donde están ubicados los piñones retirar manualmente el conjunto bocín piñón.
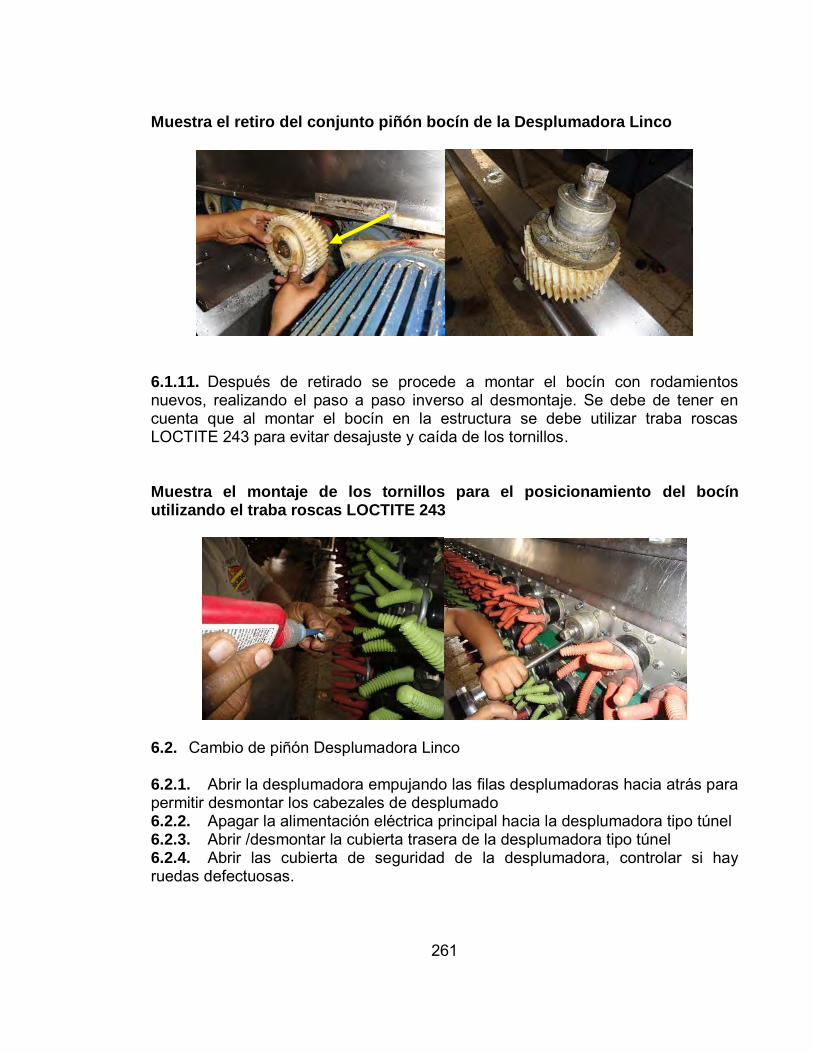
261
Muestra el retiro del conjunto piñón bocín de la Desplumadora Linco
6.1.11. Después de retirado se procede a montar el bocín con rodamientos nuevos, realizando el paso a paso inverso al desmontaje. Se debe de tener en cuenta que al montar el bocín en la estructura se debe utilizar traba roscas LOCTITE 243 para evitar desajuste y caída de los tornillos.
Muestra el montaje de los tornillos para el posicionamiento del bocín utilizando el traba roscas LOCTITE 243
6.2. Cambio de piñón Desplumadora Linco 6.2.1. Abrir la desplumadora empujando las filas desplumadoras hacia atrás para permitir desmontar los cabezales de desplumado 6.2.2. Apagar la alimentación eléctrica principal hacia la desplumadora tipo túnel 6.2.3. Abrir /desmontar la cubierta trasera de la desplumadora tipo túnel 6.2.4. Abrir las cubierta de seguridad de la desplumadora, controlar si hay ruedas defectuosas.

262
Muestra la apertura de la cubierta para verificar estado de los piñones
6.2.5. Desmontar los pernos con el rache, extensión y copa 19mm en los cabezales/discos desplumadores en las series donde están los piñones defectuosos.
Muestra los pernos de los cabezales /discos de la desplumadora
6.2.6. Cuando el piñón defectuosos este desmontada volver a colocar los eje en su puesto. 6.2.7. Desmontar la boquilla de engrase (1) con la llave 8mm y colocar el eje en el lado de desplumado para desmontar el piñón defectuoso.

263
Muestra el desmontaje tornillo engrasadora y retiro de piñón del eje para hacer cambio de repuesto
6.2.8. Cuando el piñón defectuosos este desmontado, volver a colocar los ejes en su puesto. 6.2.9. Montar la herramienta de servicio sobre los 8 ejes para posicionar correctamente los cabezales/discos desplumadores, para ajustar los ejes siguientes, colocar la herramienta sobre el eje ajustado último.
Muestra el montaje de la regla para realizar calibración bocines desplumadora
6.2.10. Si es posible, puede ser una cuestión de posición errónea de varios cabezales/discos desplumadores; si es el caso, puede desmontar cada dos piñones para permitir girar los ejes en la posición correcta en la herramienta. 6.2.11. Montar las ruedas de engranaje nuevas, no olvidar montar la boquilla de engrase

264
Muestra ya instalado el piñón en el eje con su tornillo con grasera en la maquina
6.2.12. Desmontar la herramienta 122708533 6.3. Armado de bocín desplumadora Linco Para armar un bocín para la Desplumadura Linco se necesitan: Repuestos que se necesitan para armar un bocín Desplumadora Linco Ítem Código
Almacén Descripción Cantidad
1 R8636 RETENEDOR 30 x 47 x 10 1 2 ORING 80 x 3 mm 1 3 R0879 BOCIN DESPLUMADORA LINCO 1 4 R10890 EJE BOCIN DESPLUMADORA 610301151 1 5 R0749 RODAMIENTO 6205-2RSR C3 2 6 R14440 BUJE SEPARADOR 659253201 S/P NAL 1 7 R9229 ANILLO RETENCION D=2" OJO INTERNO 1

265
Repuestos bocín desplumadora Linco
6.3.1. Para iniciar el armado se debe revisar los ajustes en bocín, eje y plato porta dedos utilizando el calibrador pie de rey o micrómetro. El eje del bocín debe de tener como mínimo en 25mm (Ajuste diámetro interno rodamiento 6205 2RSR C3) si está por debajo de esta medida hay que descartar el eje. En el triángulo del eje las medidas entre la cara plana y el extremo contrario debe de tener como mínimo la medida de 22mm si está por debajo hay que rechazar el eje para su instalación. El bocín debe de tener una medida máxima de 52,13mm para un ajuste para diámetro externo del rodamiento 6205 2RSR C3. En el plato porta dedos la medida debe de tener como mínimo 23 mm de extremo a extremo. Medición de diámetro ubicación rodamiento 6205 2RSR C3
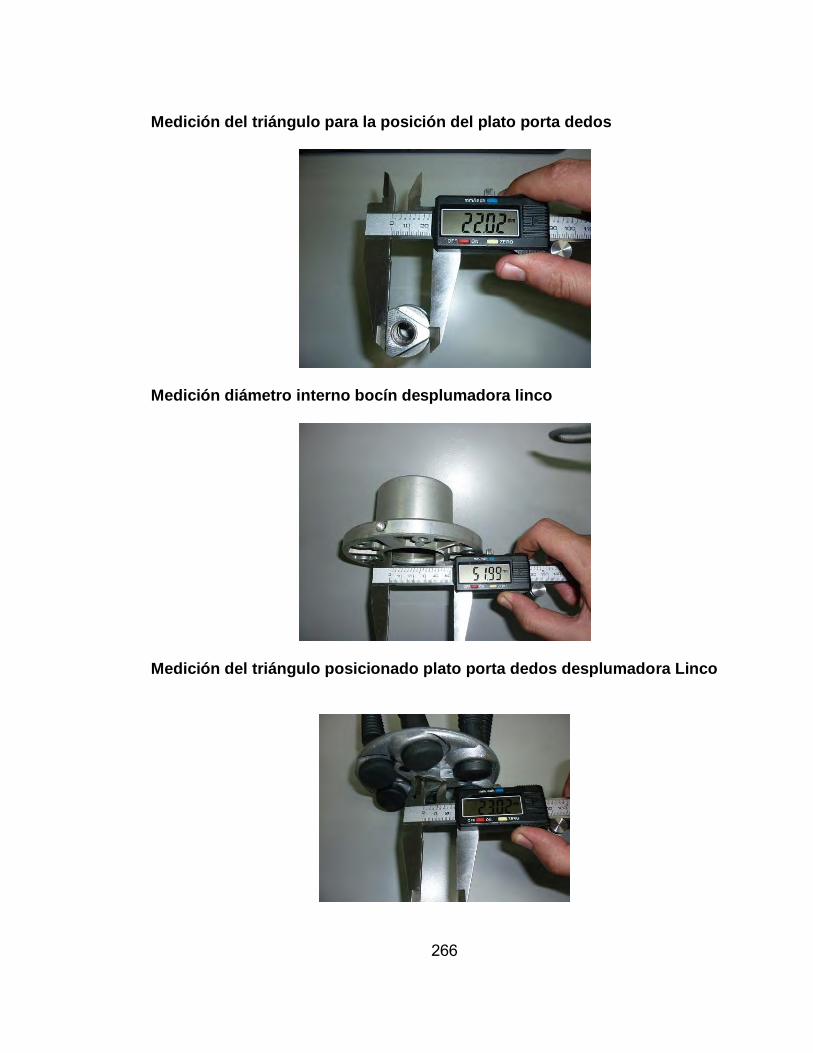
266
Medición del triángulo para la posición del plato porta dedos
Medición diámetro interno bocín desplumadora linco
Medición del triángulo posicionado plato porta dedos desplumadora Linco

267
6.3.2. Para armar un bocín de la desplumadora Linco como primer paso es instalar los dos rodamientos 6205 2RSR C3 con la ayuda en la prensa hidráulica, se debe iniciar con un rodamiento después el BUJE SEPARADOR 659253201 S/P NAL y por último el segundo rodamiento.
Instalación de rodamientos con prensa hidráulica
6.3.3. Al tener armado el eje con sus rodamientos y separador se procede a montar ayudado con la prensa hidráulica el conjunto eje, rodamiento y separador en el bocín de la desplumadoroa linco.
Muestra la instalación del conjunto del eje en bocín desplumadora linco
6.3.4. Teniendo el conjunto armado se instala el anillo de retención del rodamiento en la hendidura del bocín de la desplumadora linco.
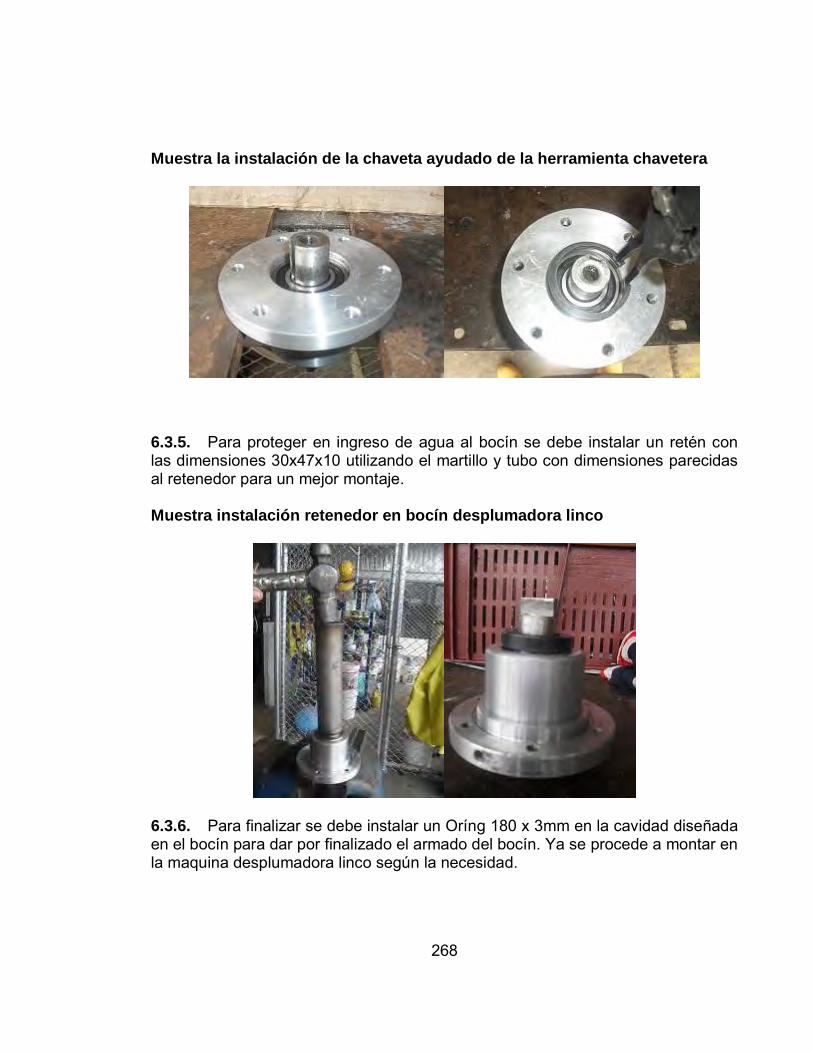
268
Muestra la instalación de la chaveta ayudado de la herramienta chavetera
6.3.5. Para proteger en ingreso de agua al bocín se debe instalar un retén con las dimensiones 30x47x10 utilizando el martillo y tubo con dimensiones parecidas al retenedor para un mejor montaje.
Muestra instalación retenedor en bocín desplumadora linco
6.3.6. Para finalizar se debe instalar un Oríng 180 x 3mm en la cavidad diseñada en el bocín para dar por finalizado el armado del bocín. Ya se procede a montar en la maquina desplumadora linco según la necesidad.

269
Instalación de oring en bocín de la desplumadora linco
Muestra bocín completamente armado de la desplumadora linco
7. MONITOREO El monitoreo del ajuste es realizado por el jefe de mantenimiento o planeador de mantenimiento tanto de forma visual y con el registro de la orden de trabajo MT-MI-R02

270
8. DOCUMENTOS Y REGISTROS MT-MI-R02 Orden de trabajo 9. CONTINGENCIA Cuando el personal de mantenimiento no cumpla con este ajuste mecánico el jefe de mantenimiento o el planeador de mantenimiento, le dará la instrucción inmediata para realizarla. 10. ANEXOS No aplica ELABORADO POR REVISADO POR APROBADO POR Nombre Oscar Girón Cargo: Planeador Mantenimiento
Nombre: Pedro Luis Llanos Cargo: Jefe Mantenimiento
Nombre: Mauricio Payan Cargo: Gerente

271
Anexo O. Instructivo mantenimiento bandas transportadoras
POLLOS EL BUCANERO S.A. MT-MI-I13 Versión 01
INSTRUCTIVO MANTENIMIENTO BANDAS TRANSPORTADORAS
Página 271 de 283
1. OBJETIVO Dar a conocer los pasos a seguir para realizar el mantenimiento básico de las diferentes bandas transportadoras 2. ALCANCE Aplica para el personal de mantenimiento de la Planta Beneficio Pollos el bucanero S.A. 3. FRECUENCIA Bimensual 4. RESPONSABLES - Jefe mantenimiento - Planeador mantenimiento - Técnico de mantenimiento 5. EQUIPOS Y/O RECURSOS - Gafas protectoras - Protector auditivo - Botas antideslizantes con puntera - Guantes de kevlar - Juego de llaves mixtas milimétricas 8 a 17mm - Juego de rache con copas milimétricas más extensión 10 a 22mm - Martillo de goma - Hombre solo - Alicate - Desatornillador de estría y de pala - Juego de Allen milimétrica - Calibrador pie de rey 6. DESCRIPCION 6.1. Dar aviso al personal afectado 6.2. Apagar la maquina 6.3. Identificar fuente de energía mecánica, eléctrica o potencial 6.4. Poner en apagado (Off) los breaker de la máquina y poner dispositivo de bloqueo o rotulado. 6.5. Probar o realizar pruebas de arranque de la maquina

272
6.6. Des tensione la banda sintética o tabletas, utilizando la llave apropiada según tensor mecánico y revise el estado de las partes del transportador con el fin de encontrar anomalías. 6.7. Retire uno de los prisioneros de la banda utilizando la llave Allen apropiada
según rodillo, hasta lograr que las bandas se despeguen. 6.8. Retire la banda de la base del transportador, motoreductor y acoples de las
bandas. 6.9. Limpie la base del transportador, moto reductor y acoples de las bandas. 6.10. Introduzca grasa en la grasera de los rodamientos y en los acoples de las
bandas. 6.11. Después de haber limpiado completamente las bandas y las partes del
transportador, coloque nuevamente las bandas en su forma inicial, uniéndolas con los prisioneros que habíamos quitado.
6.12. Tensione otra vez a la torsión especificada. 6.13. Prenda el motor, para observar u oír posibles anomalías. 6.14. Realice el reporte de la orden de trabajo en el software de mantenimiento
según instructivo MT-MI-I CREACION, REPORTE Y CIERRE ORDENES DE TRABAJO EN EL SOFTWARE DE MANTENIMIETO ADSUM KALLPA
6.15. Devuelva los implementos no usados o prestados al almacén. 7. MONITOREO El monitoreo es realizado por el jefe de mantenimiento o planeador de mantenimiento tanto de forma visual y con el registro de la orden de trabajo MT-MI-R02 8. DOCUMENTOS Y REGISTROS
MT-MI-R02 ORDEN DE TRABAJO MT-MI-I CREACION, REPORTE Y CIERRE ORDENES DE TRABAJO EN EL SOFTWARE DE MANTENIMIETO ADSUM KALLPA
9. CONTINGENCIA Cuando el personal de mantenimiento no cumpla con este ajuste mecánico el jefe de mantenimiento o el planeador de mantenimiento, se dará la instrucción inmediata para realizarla. 10. ANEXOS No aplica ELABORADO POR REVISADO POR APROBADO POR Nombre Oscar Girón Cargo: Planeador Mantenimiento
Nombre: Pedro Luis Llanos Cargo: Jefe Mantenimiento
Nombre: Mauricio Payan Cargo: Gerente
273
Anexo P. Instructivo mantenimiento motoreductor
POLLOS EL BUCANERO S.A. MT-MI-I14 Versión 01
INSTRUCTIVO MANTENIMIENTO MOTOREDUCTOR
Página 273 de 283
1. OBJETIVO Dar a conocer los pasos a seguir para realizar mantenimiento moto reductor 2. ALCANCE Aplica para el personal de mantenimiento de la Planta Beneficio Pollos el bucanero S.A. 3. FRECUENCIA Anual 4. RESPONSABLES - Jefe mantenimiento - Planeador mantenimiento - Técnico de mantenimiento 5. EQUIPOS Y/O RECURSOS - Gafas protectoras - Protector auditivo - Botas antideslizantes con puntera - Guantes de kevlar - Juego de llaves mixtas milimétricas - Juego de rache con copas milimétricas más extensión - Martillo de goma - Hombre solo - Alicate - Desatornillador de estría y de pala - Juego de Allen en milimétricas - Calibrador pie de rey 6. DESCRIPCION 6.1. Dar aviso al personal afectado 6.2. Apagar la maquina 6.3. Identificar fuente de energía mecánica, eléctrica o potencial 6.4. Poner en apagado (Off) los breaker de la máquina y poner dispositivo de bloqueo o rotulado. 6.5. Probar o realizar pruebas de arranque de la maquina 6.6. Desconecte el moto-reductor o desacople el reductor.

274
6.7. Destape la bornera con un atornillador de pala o estría según sea el caso. 6.8. Desconecte e identifique las líneas, de tal forma que una vez terminado el mantenimiento se puedan conectar de la misma forma. 6.9. Realice una inspección para verificar que el motor no este pegado, que no se haya desacoplado el motor del reductor internamente, que no hayan problemas eléctricos y que su nivel de aceite sea el adecuado. Seguir instructivo MT-MI-I08_INSTRUCTIVO_REVISION NIVEL Y CAMBIO DE ACEITE CAJA REDUCTORA 6.10. Desacople el motor del reductor. 6.11. Drene el aceite. Según instructivo MT-MI-I08_INSTRUCTIVO_REVISION NIVEL Y CAMBIO DE ACEITE CAJA REDUCTORA 6.12. Marque las tapas del reductor, de tal forma que al armar el reductor, queden exactamente en la misma posición. 6.13. Retire las tapas de la manera más cuidadosa posible, para evitar dañar las mismas. 6.14. Examine la parte interna, para corroborar la no existencia de limaduras o desgastes de los mecanismos de engranaje. 6.15. Retire el sin fin, la corona, Extraiga los rodamientos con la ayuda del extractor de rodamientos, así como los retenes y rodillos. Ver despieces de la caja reductora de las cajas reductoras guardadas en el computador del planeador de mantenimiento en la carpeta INFORMACION TECNICA EQUIPOS 6.16. Verifique el estado de alojamiento de los rodamientos, de los retenes y empaquetadura. De ser necesarios, cámbielos o envíelos a maquinar. 6.17. Limpie interna y externamente el reductor. 6.18. Fabrique la empaquetadura con papel húmedo. 6.19. Monte la corona, el sin fin y las tapas, según las marcas. 6.20. Verifique el juego existente y que el reductor gire libremente. 6.21. Aplique aceite según lo recomendado según instructivo MT-MI-I08_INSTRUCTIVO_REVISION NIVEL Y CAMBIO DE ACEITE CAJA REDUCTORA 6.22. Acoplar reductor y motor. 6.23. En el taller de mantenimiento, conecte el motor y pruebe que el funcionamiento sea el adecuado, verificando que el amperaje corresponda al amperaje de la placa de características. 6.24. Monte el moto-reductor o reductor y acóplelo a la máquina o banda correspondiente, alinear y probar funcionamiento, verificando nuevamente el amperaje. 6.25. Realice el reporte de la orden de trabajo en el software de mantenimiento según instructivo MT-MI-I3 CREACION, REPORTE Y CIERRE ORDENES DE TRABAJO EN EL SOFTWARE DE MANTENIMIETO ADSUM KALLPA 6.26. Devuelva los implementos no usados o prestados al almacén. 7. MONITOREO

275
El monitoreo es realizado por el jefe de mantenimiento o planeador de mantenimiento tanto de forma visual y con el registro de la orden de trabajo MT-MI-R02 8. DOCUMENTOS Y REGISTROS - MT-MI-R02 ORDEN DE TRABAJO - MT-MI-I3 CREACION, REPORTE Y CIERRE ORDENES DE TRABAJO EN EL SOFTWARE DE MANTENIMIETO ADSUM KALLPA - MT-MI-I08_INSTRUCTIVO_REVISION NIVEL Y CAMBIO DE ACEITE CAJA REDUCTORA 9. CONTINGENCIA Cuando el personal de mantenimiento no cumpla con este ajuste mecánico el jefe de mantenimiento o el planeador de mantenimiento, se dará la instrucción inmediata para realizarla. 10. ANEXOS No aplica ELABORADO POR REVISADO POR APROBADO POR Nombre Oscar Girón Cargo: Planeador Mantenimiento
Nombre: Pedro Luis Llanos Cargo: Jefe Mantenimiento
Nombre: Mauricio Payan Cargo: Gerente
276
Anexo Q. Instructivo Mantenimiento de Bombas
POLLOS EL BUCANERO S.A. MT-MI-I15 Versión 01
INSTRUCTIVO MANTENIMIENTO DE BOMBAS
Página 276 de 283
1. OBJETIVO Dar a conocer los pasos a seguir para realizar mantenimiento de bombas 2. ALCANCE Aplica para el personal de mantenimiento de la Planta Beneficio Pollos el bucanero S.A. 3. FRECUENCIA Anual 4. RESPONSABLES - Jefe mantenimiento - Planeador mantenimiento - Técnico de mantenimiento 5. EQUIPOS Y/O RECURSOS - Gafas protectoras - Protector auditivo - Botas antideslizantes con puntera - Guantes de kevlar - Juego de llaves mixtas en pulgadas 3/8” a 1-1/4” - Juego de rache con copas en pulgadas más extensión 3/8” a 1” - Martillo de goma - Hombre solo - Alicate - Desatornillador de estría y de pala - Juego de Allen en pulgadas - Calibrador pie de rey
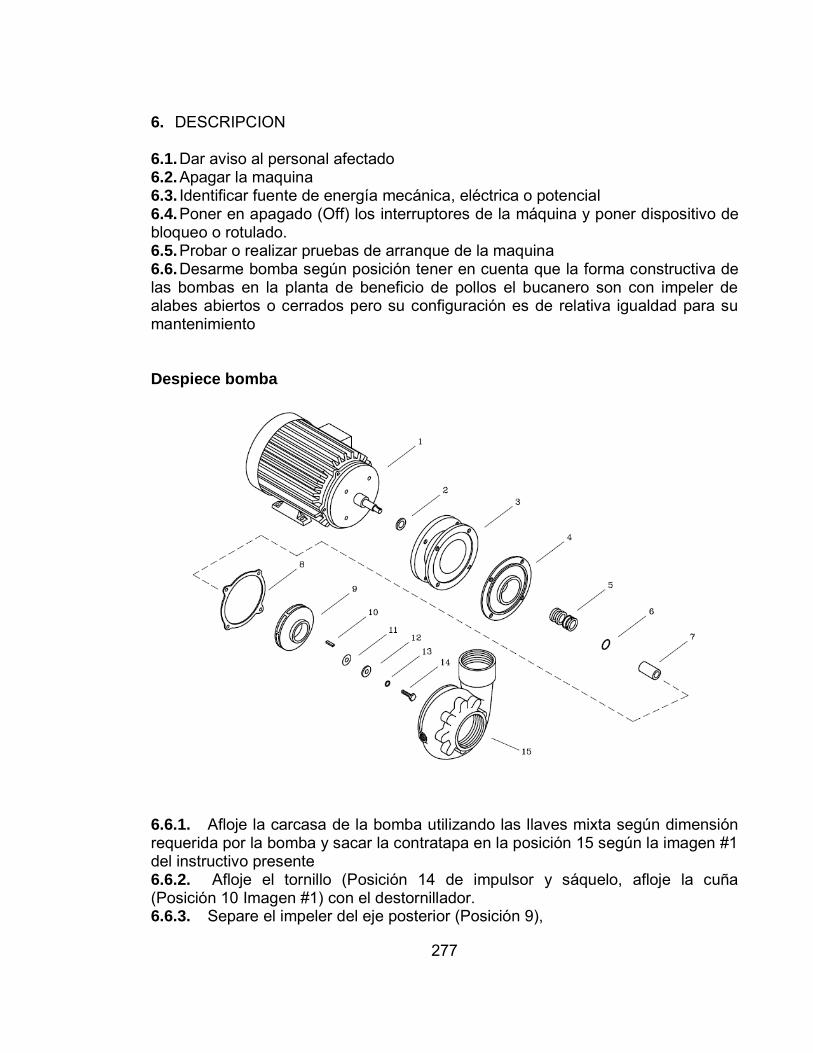
277
6. DESCRIPCION 6.1. Dar aviso al personal afectado 6.2. Apagar la maquina 6.3. Identificar fuente de energía mecánica, eléctrica o potencial 6.4. Poner en apagado (Off) los interruptores de la máquina y poner dispositivo de bloqueo o rotulado. 6.5. Probar o realizar pruebas de arranque de la maquina 6.6. Desarme bomba según posición tener en cuenta que la forma constructiva de las bombas en la planta de beneficio de pollos el bucanero son con impeler de alabes abiertos o cerrados pero su configuración es de relativa igualdad para su mantenimiento Despiece bomba
6.6.1. Afloje la carcasa de la bomba utilizando las llaves mixta según dimensión requerida por la bomba y sacar la contratapa en la posición 15 según la imagen #1 del instructivo presente 6.6.2. Afloje el tornillo (Posición 14 de impulsor y sáquelo, afloje la cuña (Posición 10 Imagen #1) con el destornillador. 6.6.3. Separe el impeler del eje posterior (Posición 9),

278
6.6.4. Saque el sello mecánico (Posición 5) con el destornillador. 6.6.5. Limpie la carcasa (Posición 15) y retire las incrustaciones y óxidos, observe que el impulsor (Posición 9 Imagen #1) y la contratapa (Posición 4) no presenten picaduras o alguna otra anomalía. 6.6.6. Introduzca el sello, monte el impulsor y la cuña, apriete el tornillo del impulsor. 6.6.7. Monte la contratapa y la carcasa, si es necesario cambie el empaque. 6.6.8. Ajuste la motobomba y conéctela para notar si hay alguna anomalía. 6.7. Realice el reporte de la orden de trabajo en el software de mantenimiento según instructivo MT-MI-I3 CREACION, REPORTE Y CIERRE ORDENES DE TRABAJO EN EL SOFTWARE DE MANTENIMIETO ADSUM KALLPA 6.8. Devuelva los implementos no usados o prestados al almacén. 7. MONITOREO El monitoreo es realizado por el jefe de mantenimiento o planeador de mantenimiento tanto de forma visual y con el registro de la orden de trabajo MT-MI-R02 8. DOCUMENTOS Y REGISTROS - MT-MI-R02 ORDEN DE TRABAJO - MT-MI-I3 CREACION, REPORTE Y CIERRE ORDENES DE TRABAJO EN EL SOFTWARE DE MANTENIMIETO ADSUM KALLPA 9. CONTINGENCIA Cuando el personal de mantenimiento no cumpla con este ajuste mecánico el jefe de mantenimiento o el planeador de mantenimiento, se dará la instrucción inmediata para realizarla. 10. ANEXOS No aplica ELABORADO POR REVISADO POR APROBADO POR Nombre Oscar Girón Cargo: Planeador Mantenimiento
Nombre: Pedro Luis Llanos Cargo: Jefe Mantenimiento
Nombre: Mauricio Payan Cargo: Gerente

279
Anexo R. Instructivo revisión nivel y cambio de aceite caja reductora
POLLOS EL BUCANERO S.A. MT-MI-I
Versión 01
INSTRUCTIVO REVISION NIVEL Y CAMBIO DE ACEITE CAJA
REDUCTORA
Página 279 de 283
1. OBJETIVO Dar a conocer los pasos a seguir para realizar revisión y cambio de aceite caja reductora 2. ALCANCE Aplica para el personal de mantenimiento de la Planta Beneficio Pollos el bucanero S.A. 3. FRECUENCIA Semestral 4. RESPONSABLES - Jefe mantenimiento - Planeador mantenimiento - Técnico de mantenimiento 5. EQUIPOS Y/O RECURSOS - Gafas protectoras - Protector auditivo - Botas antideslizantes con puntera - Guantes de kevlar - Juego de llaves mixtas milimétricas 7 a 24mm - Juego de rache con copas milimétricas más extensión 10 a 22mm - Martillo de goma - Hombre solo - Alicate - Desatornillador de estría y de pala - Juego de Allen en pulgadas - Calibrador pie de rey 6. DESCRIPCION 6.1. Dar aviso al personal afectado 6.2. Apagar la maquina 6.3. Identificar fuente de energía mecánica, eléctrica o potencial 6.4. Poner en apagado (Off) los breaker de la máquina y poner dispositivo de bloqueo o rotulado. 6.5. Probar o realizar pruebas de arranque de la maquina

280
6.6. Determine la posición del tapón de nivel de aceite y del tapón de salida de gases con ayuda de las posiciones de montaje según lo muestra la imagen #1 del instructivo
Posiciones moto reductores
Fuente: Instrucciones de montaje y funcionamiento Sew Euro drive p. 102.
6.7. Coloque un recipiente debajo del tapón de nivel de aceite 6.8. Extraiga lentamente el tapón de nivel de aceite. Podría escapar una pequeña cantidad de aceite, ya que el nivel máximo de aceite está por encima del borde inferior del orificio del nivel de aceite. 6.9. Compruebe el nivel de aceite la figura y el cuadro correspondiente.

281
Posición nivel de aceite
Diámetro orificio para determinar nivel máximo o mínimo de llenado caja reductora
6.10. Si el nivel de aceite es demasiado bajo siga estos pasos 6.10.1. Extraiga el tapón de salida de gases 6.10.2. Vierta aceite nuevo del mismo tipo por el orificio de aireación inferior del orificio de nivel de aceite 6.10.3. Vuelva a enroscar el tapón de salida de gases 6.11. Compruebe la consistencia del aceite 6.11.1. Viscosidad 6.11.2. Si el aceite muestra un grado elevado de suciedad se recomienda cambiar el aceite de los periodos del mantenimiento fijado en periodos de inspección y mantenimiento 6.11.3. Compruebe el nivel de aceite según los pasos de 6.10. 6.12. Cambio de aceite 6.12.1. Al tener en cuenta los pasos 6.1. a 6.9. y después de retirar el tapón del drenaje 6.12.2. Vacié por completo cualquier resto de aceite. 6.13. Vuelva a enroscar el tapón de nivel de aceite.
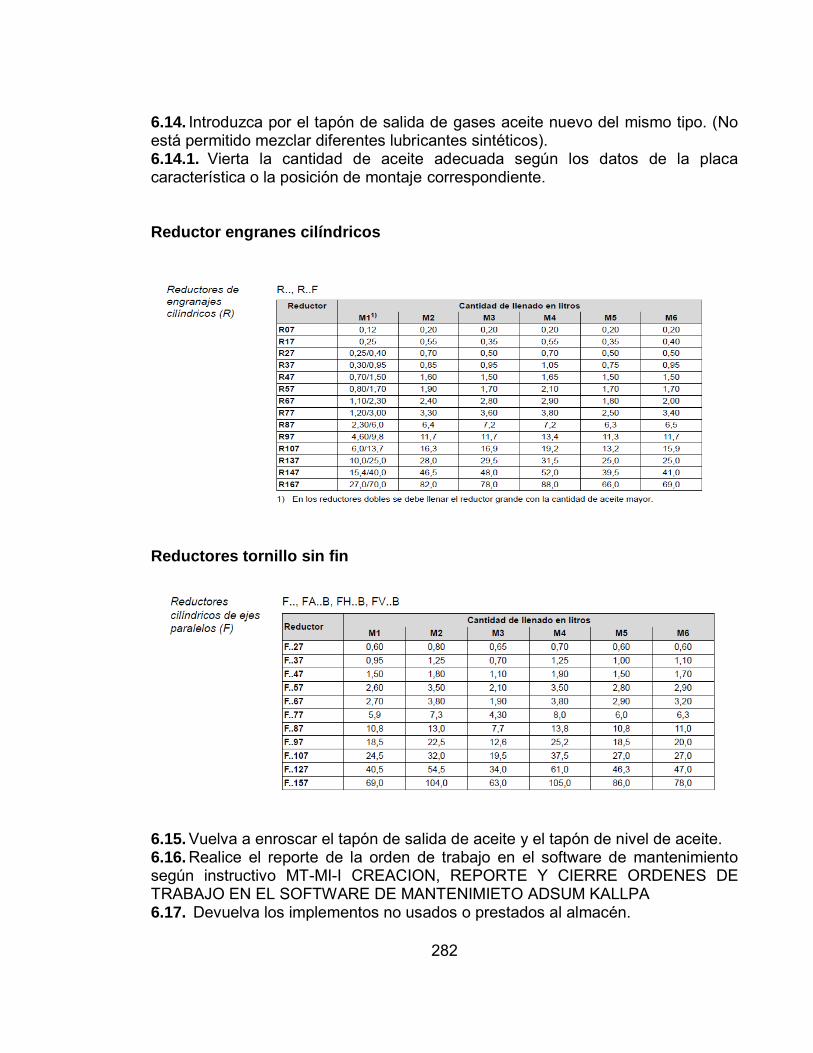
282
6.14. Introduzca por el tapón de salida de gases aceite nuevo del mismo tipo. (No está permitido mezclar diferentes lubricantes sintéticos). 6.14.1. Vierta la cantidad de aceite adecuada según los datos de la placa característica o la posición de montaje correspondiente.
Reductor engranes cilíndricos
Reductores tornillo sin fin
6.15. Vuelva a enroscar el tapón de salida de aceite y el tapón de nivel de aceite. 6.16. Realice el reporte de la orden de trabajo en el software de mantenimiento según instructivo MT-MI-I CREACION, REPORTE Y CIERRE ORDENES DE TRABAJO EN EL SOFTWARE DE MANTENIMIETO ADSUM KALLPA 6.17. Devuelva los implementos no usados o prestados al almacén.

283
7. MONITOREO El monitoreo es realizado por el jefe de mantenimiento o planeador de mantenimiento tanto de forma visual y con el registro de la orden de trabajo MT-MI-R02 8. DOCUMENTOS Y REGISTROS
- MT-MI-R02 ORDEN DE TRABAJO - MT-MI-I CREACION, REPORTE Y CIERRE ORDENES DE TRABAJO EN EL
SOFTWARE DE MANTENIMIETO ADSUM KALLPA - MANUAL INSTRUCCIONES MONTAJE Y FUNCIONAMIETO SEW
EURODRIVE
9. CONTINGENCIA
Cuando el personal de mantenimiento no cumpla con este ajuste mecánico el jefe de mantenimiento o el planeador de mantenimiento, se dará la instrucción inmediata para realizarla. 10. ANEXOS
No aplica ELABORADO POR REVISADO POR APROBADO POR Nombre Oscar Girón Cargo: Planeador Mantenimiento
Nombre: Pedro Luis Llanos Cargo: Jefe Mantenimiento
Nombre: Mauricio Payan Cargo: Gerente


















