Plan de Mantenimiento Fresadora
22
REPUBLICA BOLIVARIANA DE VENEZUELA MINISTERIO DEL PODER POPULAR PARA LA EDUCACIÓN UNIVERSITARIA UNIVERSIDAD POLITÉCNICA TERRITORIAL DE PORTUGUESA “JJ MONTILLA” PROGRAMA NACIONAL DE FORMACIÓN DE INGENIERIA ELECTRICA PLAN DE MANTENIMIENTO PARA LA FRESADORA FORT WORTH MOD. G-450 A CON CABEZAL VERTICAL MOTORIZADO INTEGRANTE: Manuel Perez C.I: 25.163.799 Facilitador: Ing. Marialba Villa
-
Upload
mnu-eduardo -
Category
Documents
-
view
828 -
download
49
description
plan de mantenimiento de fresadora
Transcript of Plan de Mantenimiento Fresadora

REPUBLICA BOLIVARIANA DE VENEZUELA
MINISTERIO DEL PODER POPULAR PARA LA EDUCACIÓN UNIVERSITARIA
UNIVERSIDAD POLITÉCNICA TERRITORIAL DE PORTUGUESA “JJ MONTILLA”
PROGRAMA NACIONAL DE FORMACIÓN DE INGENIERIA ELECTRICA
PLAN DE MANTENIMIENTO PARA LA FRESADORA FORT
WORTH MOD. G-450 A CON CABEZAL VERTICAL
MOTORIZADO
INTEGRANTE:
Manuel Perez C.I: 25.163.799
Facilitador: Ing. Marialba Villa
ACARIGUA, JUNIO DE 2016
INTRODUCCION
El fresado permite mecanizar superficies planas, ranuras, engranajes e incluso
superficies curvas o alabeadas. Constituye, junto con el torneado, el grupo de
operaciones mayoritariamente empleadas en el mecanizado.
En la máquina fresadora se efectúa la producción de piezas por control mecánico del
desplazamiento de la pieza y el movimiento de corte de una herramienta giratoria con
múltiples aristas cortantes.
En la máquina fresadora se desprende metal cuando la pieza avanza contra la
herramienta cortante, exceptuando el movimiento de rotación, el cortador no tiene otro
movimiento. El cortador de la máquina fresadora tiene una serie de aristas cortantes
sobre la circunferencia y cada una de ellas actúa como un cortador individual durante el
ciclo de rotación.
La utilización de las fresadoras ha sido de gran ayuda en el trabajo industrial ya que nos
permite un mejor acabado en las diferentes piezas que se fabrican que se utilizan en la
vida cotidiana así, como también el mejoramiento en su calidad y presentación y
precisión.
El manejo de la fresadora requiere de personal capacitado para que conozca y determine
la materia prima a utilizar dependiendo del producto a realizar.
Es muy importante que el operador de estas maquinarias conozca las medidas de
seguridad que hay que tener al iniciar o poner en marcha este tipo de maquinaria así
como también al término del trabajo darle el mantenimiento adecuado para su mejor
utilización.

NOMBRE DE LA MAQUINA
MAQUINA FRESADORA FORT WORTH MOD G-450
FUNCIONAMIENTO DE LA FRESADORA FORT WORTH, MODELO: G-450
En el fresado, una herramienta rotatoria con múltiples filos cortantes, se mueve
lentamente para generar un plano o superficie recta. La dirección del movimiento de avance es
perpendicular al eje de rotación. El movimiento de velocidad lo proporciona la fresa rotatoria.
Hay varias formas de fresado; las dos básicas son el fresado periférico y el fresado de frente, el
movimiento relativo de la herramienta y el trabajo. El movimiento primario se realiza a una
cierta velocidad de corte v. Además, la herramienta debe moverse lateralmente a través del
trabajo. Este es un movimiento mucho más lento, llamado el avance f. la dimensión restante del
corte es la penetración de la herramienta de corte dentro de la superficie original del trabajo,
llamada profundidad de corte d. al conjunto de velocidad, avance y profundidad de corte, se les
llama condiciones de corte Las unidades típicas usadas para la velocidad de corte son m/min o
(ft/min), la profundidad de corte se expresa en mm (in)
1. EMPRESA MODELO
2. Sistema de Codificación
3. Descripción del Termino General
XX - X - XX - XX
4. Ejemplos de Codificación
MO ---------- MOTORRO ----------- RODAMIENTOS
VAR ---------- VARIADOR TC ------------- TERMINALES DE CONTROL
5. Realizado Por:_____________
6. Fecha: _____________________
7. Aprobado:___________________
8. Fecha:______________________
FRESADORA C.A Codificación de equipos
Sub sistema
Equipo
Código sistema funcional
Componentes
Eléctrico-mecanico
FRESADORA FORT WORTH MOD. G-450
14FR01-CLH-SH CONTENEDOR DE LIQUIDO HIDRAULICO
14FR01-MEZ-SH MOTOR DE COMPENSACION DEL EJE Z
14FRO1-MSH-SH MOTOR DEL SISTEMA HIDRAULICO
14FR01-EBC-SH EJE DE BAJADA DE CAÑA
14FR01-EAC-SH ENFRIADOR DE ACEITE
14FR01-SMX-SD SERVOMOTOR EJE X
14FR01-MSA-SD MESA
14FR01-ECB-SF EJE DEL CABEZAL
14FR01-MBB-SR MOTOR DE BOMBA
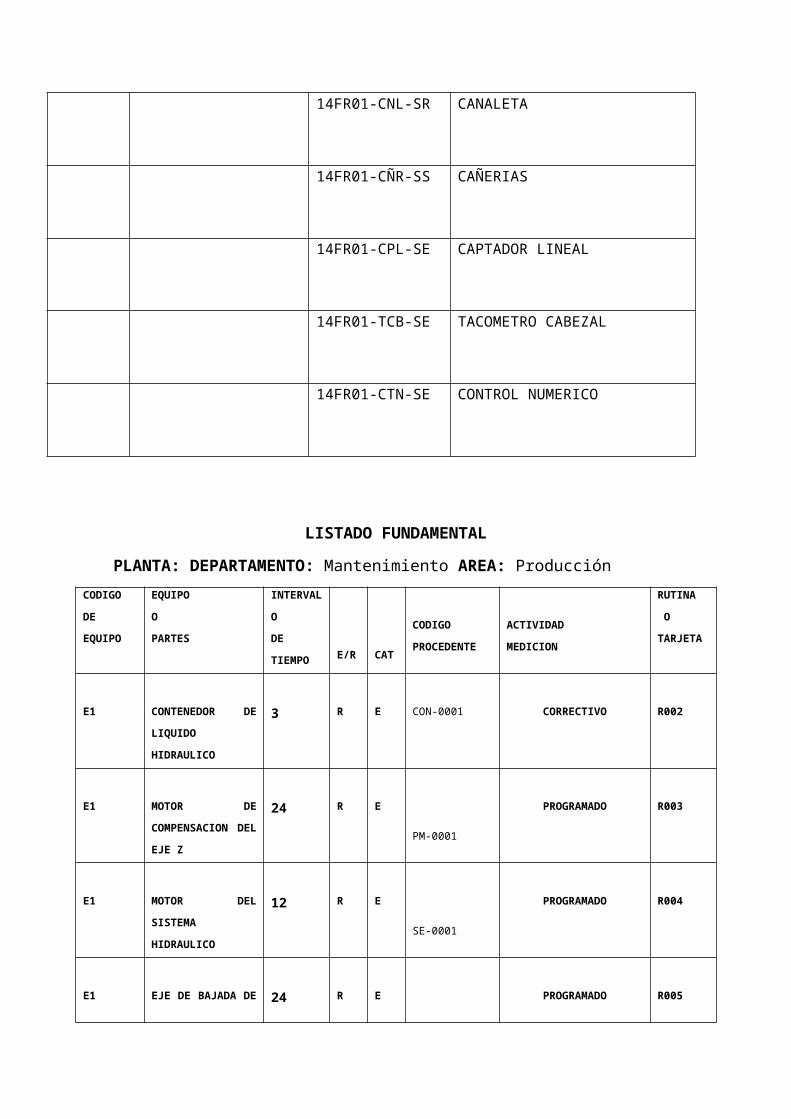
14FR01-CNL-SR CANALETA
14FR01-CÑR-SS CAÑERIAS
14FR01-CPL-SE CAPTADOR LINEAL
14FR01-TCB-SE TACOMETRO CABEZAL

14FR01-CTN-SE CONTROL NUMERICO
LISTADO FUNDAMENTAL
PLANTA: DEPARTAMENTO: Mantenimiento AREA: ProducciónCODIGO
DE
EQUIPO
EQUIPO
O
PARTES
INTERVA
LO
DE
TIEMPO
E/R CAT
CODIGO
PROCEDENTE
ACTIVIDAD
MEDICION
RUTINA
O
TARJETA
E1 CONTENEDOR DE
LIQUIDO
HIDRAULICO
3 R E CON-0001 CORRECTIVO R002
E1 MOTOR DE
COMPENSACION
DEL EJE Z
24 R E
PM-0001
PROGRAMADO R003
E1 MOTOR DEL
SISTEMA
HIDRAULICO
12 R E
SE-0001
PROGRAMADO R004
E1 EJE DE BAJADA DE
CAÑA24 R E
TE-0001
PROGRAMADO R005
E1 ENFRIADOR DE
ACEITE2 E M.E
MD-0001
CORRECTIVO T001
E1 SERVOMOTOR EJE
X52 E M.E
MC-0001
PROGRAMADO T002
E1 MESA 12 E M-E
MA-0001
PROGRAMADO T003
E1 EJE DEL CABEZAL 12 R M CA-0001 PROGRAMADO R006
E1 MOTOR DE BOMBA 3 R E UM-0001 CORRECTIVO R007
E1 CANALETA 3 R M DP-0001 CORRECTIVO R008
E1 CAÑERIAS 2 R M CH-0001 CORRECTIVO R009
E1 CAPTADOR LINEAL 32 R M CC-0001 PROGRAMADO R0010
E1 TACOMETRO
CABEZAL12 E M CR-0001 PROGRAMADO T004
E1
CONTROL
NUMERICO 52 E M RD-0001 PROGRAMADO T005
FICHA TECNICA DEL EQUIPO
1. FRESADORA C.A
2.Ficha técnica del equipo
3. Nombre del equipo: FRESADORA FORT
WORTH MOD. G-4504. Código: 1 – P – 2 –
MF – 05
5. Unidad de Ubicación: área de fresado 6. Costo:
7. Proveedor: fresadoras C.A 8. Telf.: 0414 5587084
9. Características y Especificaciones
MESA DIMENSIONESSuperficie de la mesa 1120 X 254Número y dimensiones de las acanaladuras a T 3 X 16Distancia entre las acanaladuras 55Rotación en los dos sentidos 45˚
MOVIMIENTOS DE LA MESA Longitudinal (manual/automático) 720/700 Transversal (manual/automático) Vertical (manual/automático) 420/400 Distancia entre el eje del mandrino y la mesa (Min/Max) 0/420
MANDRIL Cono ASME 40 ( 1
¾” )Diámetro de la nariz (extremidad) del mandrino 88,88Diámetro del foro del tirante 17Número de las velocidades 12

Valores 25 37 53 80 108 163 232 350 500 755 1000 1500
AVANCESNumero de los avances 12Valores (Long. y transv.) 13 20 26 40
52 80 104 160 200 305 405
620Valores (Verticales) 6,5 10 13 20
26 40 52 80 100 152 202
310Adelantamientos rápidos (Long. y transv.) 1600Adelantamientos rápidos (verticales) 800Paso de los tornillos sin fin 6
ARMAMENTO ELÉCTRICOMotor mandrino (4/6 polos) 3,5 HPMotor adelantamientos (4 polos) 1,3 HPMotor electrobomba 0,12 HP
PESOPeso neto aproximado 1700 KgRequerimientos Eléctricos: Trifásica, 220VAC. 60Hz y 5Amp.
10. Funcionamiento y Manejo
Una fresadora es una máquina herramienta para realizar trabajos
mecanizados por arranque de viruta mediante el movimiento de una
herramienta rotativa de varios filos de corte denominada fresa.1
Mediante el fresado se pueden mecanizar los más diversos materiales,
como madera, acero, fundición de hierro, metales no férricos y
materiales sintéticos, superficies planas o curvas, de entalladura, de
ranuras, de dentado, etc. Además, las piezas fresadas pueden ser
desbastadas o afinadas.2 En las fresadoras tradicionales, la pieza se
desplaza acercando las zonas a mecanizar a la herramienta,
permitiendo obtener formas diversas, desde superficies planas a otras
más complejas.
11. Observaciones de Mantenimiento:
12. Instrucciones técnicas aplicadas
12.1 Mantenimiento
Programado
12.2 Mantenimiento Rutinario
13. Desagregación

13.1
Subsistema
13.2
Componentes
13.3
Características
13.4
Código
Sistema
Mecánico
EJE DEL CABEZAL
EJE DE BAJADA DE
CAÑA
6002
6204
EC-0001
EB-0001
Sistema
Eléctrico
MOTOR DEL
SISTEMA
HIDRAULICO
MOTOR DE
COMPENSACION
DEL EJE Z
MOTOR DE BOMBA
½ HP, 110V 60Hz
15Amp
½ HP, 110V 60Hz
15Amp
½ HP, 110V 60Hz
15Amp
MH-0001
MC-0001
MB-0001
Sistema de
Ajuste
CONTROL
NUMERICO
CONTENEDOR DE
LIQUIDO
HIDRAULICO
ELECTRONICO
DE USO MANUAL
CN-0001
CH-0001
INDICE INSTRUCCIONES TECNICAS
1. FRESADORA C.A
2. Índice de Instrucciones Técnicas
3.1 Tipo de Mantenimiento:
3.2 Programado
4. Tipo de Actividades: L:___ D:____ C:___
5. Código 6. Descripción 7. P 8. F 9. T(min)
IV-0001 Inspección visual MECA DIA 60
F-0001 Cambio de filtros MECA MEN 30
ICE-0001 Inspección
Visual de cuadros eléctricos.
ELECT MEN 60
AF-0001 Cambio de aceite y filtros MECA ANU 40
RC-0001 Revisión completa del cableado MECA ANU 60
RT-0001 Reapriete de tornillos MECA ANU 45
NA-0001 Comprobación de niveles de aceite
y refrigerante
MECA DIA 120

LISTA DE ACCIONES DE MANTENIMIENTO SEMANAL
1. FRESADORA C.A
2. Lista de acciones de Mantenimiento Semanal
3. Semana Nº 14. Cód. de
Objeto
5. Nombre de
Objeto
6.Actividad 8. Frec. 9.Personal 10.Tiempo 11. Observ
UM-0001 depósito de aceite
y refrigerante
General SEM AYUD 3 Limpieza
1 – P – 2 –
MF – 05
Maquina
Fresadora
Limpieza SEM AYUD 30 Limpieza
1 – P – 2 –
MF – 05
Maquina
Fresadora
Mecánica SEM MEC 40 Ajuste
PROCEDIMIENTO DE EJECUCION
Procedimiento de Ejecución (Continuación) Nº de Control
Instrucción Técnica: lubricación de máquina de
fresado
Objeto de Mantenimiento: Maquina Fresadora Código: 1–P–2–MF–05
Duración Estándar
8 Horas
Frecuencia de Mantenimiento:
4230 Horas
Ubicación del Objeto:
sistema de producción de
piezas
Objetivos
Clave para prolongar su vida útil, así como para lograr buenos acabados. La vigilancia adecuada y continua del proceso de lubricación puede ayudarte tanto a mantener una máquina que funciona desde hace décadas como a que sea capaz de mantener estrechas tolerancias y acabados adecuados.Alcance
El procedimiento de ejecución solo aplica para la maquina fresadora
Aspectos de Seguridad y Permisologia
Observar las indicaciones de seguridad y cuidado que están localizadas en la

máquina.
Desconectar la energía antes de realizar cualquier rutina de mantenimiento.
La caja de control debe permanecer cerrada.
No realizar cambios o modificaciones a esta máquina sin antes consultar a
FRESADORAS C.A
Las mangas de la bata terminarán en tejido elástico.
Usar las gafas de seguridad.
Las zapatillas tendrán la puntera reforzada.
Utilización de gorro para los que tengan el pelo largo, quedando prohibido el uso de corbatas,
bufandas, pulseras, collares, anillos, etc.
Actividades previas a la ejecución
Charlas de seguridad sobre la protección de las partes del cuerpo como manos, ojos,
brazos, entre otras.
Parada del equipo ya sea con el stop de emergencia o a través del seccionamiento del
interruptor de protección del equipo.
Colocar aviso de seguridad en el sitio de trabajo para que no circule ningún tipo de
persona.
Colocar la tarjeta de seguridad en el tablero donde está ubicado el control y mando
del equipo
Montar correctamente la herramienta en el husillo (las chavetas de arrastre del husillo en el
alojamiento correspondiente del portaherramientas).
Asegurar el correcto sentido de giro de la herramienta.
Asegurarse de que nadie active el cabezal mientras realizamos el cambio de posición de la
correa del cabezal (en las fresadoras de torreta).
Trabajar en la medida de lo posible con las pantallas de protección
PROCEDIMIENTO DE EJECUCION
Procedimiento de Ejecución (Continuación) Nº de Control
Instrucción Técnica: lubricación de máquina de
fresado
Objeto de Mantenimiento: Maquina Fresadora Código: 1–P–2–MF–05
Duración Estándar
8 Horas
Frecuencia de Mantenimiento:
4230 Horas
Ubicación del Objeto:
sistema de producción de
piezas

Nº Actividades
1 Localiza el émbolo de lubricación centralizado que se encuentra en el
lado izquierdo de la máquina de fresado; está atornillado al cuerpo
principal de la máquina de fresado. Comprueba si el depósito está lleno y
complétalo hasta arriba con aceite Vactra # 2 si es necesario. Empuja el
émbolo una vez para lubricar la zona principal de la máquina. El aceite se
distribuirá a través de un sistema de tuberías para asegurarse de que la
mesa se mueva sin problemas mientras estás utilizando la máquina.
2 Lubrica el manguito de alimentación añadiendo aceite al depósito situado por encima del propio manguito, a la derecha, en la cabeza del husillo. El cabezal del manguito de alimentación tiene que tener un movimiento suave, así que llénalo de aceite siempre que sea necesario. El manguito de alimentación controla el movimiento ascendente y descendente de la herramienta, por lo que mantener la lubricación es un factor importante para perforar cuidadosamente cuando se utiliza este tipo de herramienta para máquinas.
3 Lubrica los cojinetes del manguito para evitar que el mismo se trabe. Los
rodamientos tienen el control de la rotación del manguito, así como del
movimiento automático de alimentación del manguito. La lubricación de
los cojinetes evitará que el manguito de pegue o trabe por completo.
Lubrica esta zona dos veces al día, añadiendo aceite en el depósito, que se
encuentra en la perilla del mando automático de alimentación del
manguito. La activación de este botón automatiza el proceso de
alimentación del manguito
4 Añade lubricante al control de alimentación mecánica, que se encuentra
en el lado derecho de la mesa. Hay un pequeño depósito en el lado
derecho del control que tiene una pequeña puerta. Levanta la puerta y
añade un par de gotas de aceite Vactra # 2. Esto asegurará que la mesa se
mueva sin problemas, mientras es controlado por alimentación mecánica.
Esta caja puede mover la mesa a velocidades variables a lo largo del eje
X para operaciones de fresado, y se puede utilizar para mover la mesa
rápidamente para otras operaciones, liberándote de tener que utilizar la
manija de movimiento manual.
5 Lubrica la leva de la polea adicionando aceite en el orificio situado en la
parte superior de la cabeza del eje, a la derecha de la palanca de bloqueo

del husillo. Esto garantiza el buen giro de la correa para el motor de giro.
Lubricar esta área ayudará a mantener el motor funcionando sin
problemas cuando la propia leva reciba el aceite en sus cojinetes. Si esto
no se hace, puede que no obtengas revoluciones suaves que resultarán en
malos acabados y, eventualmente, la fresadora puede trabarse. Esta área
sólo necesita lubricarse dos veces a la semana. Cinco gotas de aceite son
suficientes en estos intervalos.
Personal Cant Herramientas y
Equipos
Cant Repuestos y Materiales
Mecánico 2 Llave 7/16” 2 Rodamientos
Llave ½” 2 Reten
Llave 9/16” 2 Discos de Goma
Rache 1 Antioxidante
Extensión 1 Lija
Dado 7/16” 1
Dado ½” 1
Dado 9/16 1
Destornillador 1
Juego de llaves Allen
en pulg y mm.
1
Martillo 1
PROGRAMA ANUAL DE MANTENIMIENTO PREVENTIVO PARA LA FRESADORA FORT WORTH MOD. G-450 A CON CABEZAL VERTICAL MOTORIZADO
MODELO DE ORDEN DE TRABAJO PREVENTIVO
ECI ORDEN DE TRABAJO
PREVENTIVO
FECHA:
06/06/16
Nº : 01

OBJETO DE
MANTENIMIENTO:
Maquina Fresadora
CODIGO:
1–P–2–MF–
05
C. COSTO: MONTO AUTORIZADO:
SISTEMA:
Mantenimiento
SUBSISTEMA:
Mecánico
ELEMENTO: COMPONENTES:
INSTRUCCIONES TECNICAS: Mantenimiento
Preventivo Maquina Fresadora
Nº DE CONTROL:
UBICACIÓN DE OBJETOS: sistema
de producción de piezas
FECHA PROGRAMADA: 10/06/16
CUSTODIOS DEL OBJETO: CORREO ELECTRONICO:
TELEFONO:
PLANIFICADOR:
(NOMBRE Y APELLIDO)
FIRMA:
FECHA:
MANO DE OBRADescripción Cantidad Hrs s / tiempo HH Costo HH TOTAL
Mecanico 1 8 Horas 8 horas 1000 bs 8000 bs
Ayudante 1 8 Horas 8 horas 500 bs 4000 bs
Ayudante 1 8 Horas 8 horas 500 bs 4000 bs
MATERIALESDescripción Cantidad Unidad Costo Unitario TOTAL
SQ mecánico 1 1 6000 6000
SQ eléctrico 1 1 6000 6000
Grasa 1 1 2000 2000
HERRAMIENTASDescripción Cantidad Hrs Costo Hr TOTAL
Alicate 2 8 5 80
Destornilladores 2 8 5 80
Tenaza 2 8 5 80
Dados 1 8 5 40
Palanca 2 8 5 80
FECHA DE
INICIO: 10/06/16
FECHA DE
TERMINACION: 10/06/16
TIEMPO DE PARADA: 8
Horas
COSTO TOTAL DE LA OT: 30360 bs
MODELO DE ORDEN DE TRABAJO CORRECTIVO
ECI ORDEN DE TRABAJO
CORRECTIVO
FECHA:
20/05/16
Nº : 01
PARTE I PARA EL USO DE LA DEPENDENCIA DEL SOLICITANTE
DEPENDENCIA DEL SOLICITANTE:
OBJETO: sistema de
producción de piezas
CODIGO: 1–P–2–MF–05 C. DE COSTO:
JUSTIFICACION DE LA SOLICITUD:
Obstrucción en el funcionamiento de la maquina
EMERGENCIA:___URGENCIA: X
NORMAL:_____________
UBICACIÓN DEL OBJETO: sistema de producción de piezas
SOLICITADO POR: CORREO ELECTRONICO:
TELEFONO:
AUTORIZADO POR: FIRMA:
FECHA:
PARTE II PARA USO DE ORGANIZACIÓN DE MANTENIMIENTO
PLANIFICADOR:
RESPONSABLE:
MONTO ESTIMADO: AUTORIZADO POR:
FIRMA: FECHA: 06/06/2016
DESCRIPCION DETALLADA DE LA FALLA (TIPO, CAUSA ETC) Y
MANTENIMIENTO
MANO DE OBRADescripción Cantidad Hrs ST HH Costo HH TOTAL
Mecanico 1 8 Horas 8 horas 1000 bs 8000 bs
Ayudante 1 8 Horas 8 horas 500 bs 4000 bs
Ayudante 1 8 Horas 8 horas 500 bs 4000 bs
MATERIALESDescripción Cantidad Hrs HH Costo HH TOTAL
Correa 4x0-JHD 1 1 8 6000 6000
SQ eléctrico 1 1 8 6000 6000

HERRAMIENTASDescripción Cantidad Hrs CH Costo HH TOTAL
Alicate 2 8 5 80
Destornilladores 2 8 5 80
Tenaza 2 8 5 80
Dados 1 8 5 40
Palanca 2 8 5 80
FECHA DE
INICIO: 20/05/16
FECHA DE
TERMINACION: 20/05/16
TIEMPO DE PARADA:
3 Horas
COSTO TOTAL DE LA OT: 28360
OBSERVACIONES: CUENTA POR COBRAR