Pinturas,peliculas,revestimientos y atomizado
43
PINTURAS, PELÍCULAS(ANODIZADO) RECUBRIMIENTOS Y ATOMIZADO Xóchitl Romero Sánchez 1
-
Upload
zochitl-romero -
Category
Engineering
-
view
89 -
download
0
Transcript of Pinturas,peliculas,revestimientos y atomizado

1
PINTURAS, PELÍCULAS(ANODIZADO)
RECUBRIMIENTOS Y ATOMIZADO
Xóchitl Romero Sánchez

2
3
¿QUE ES UNA PINTURA?
La pintura es un producto fluido que, aplicado sobre una superficie en capas relativamente delgadas, se transforma al cabo del tiempo en una película sólida que se adhiere a dicha superficie, la protege de los agentes corrosivos, la reviste, y le da color

COMPONENTES DE LAS PINTURAS
PIGMETOSSon materiales en forma de polvo que al aportarse en el producto, le aportan color y opacidad
5
o AGLUTINANTES
Son los líquidos o sólidos encargados de retener los pigmentos una vez se ha formado la película. Es el elemento que da cuerpo, dureza y durabilidad a la pintura y que protege a la base. Hay varios tipos de aglutinantes: Minerales: Cal apagada, yeso y cemento. Orgánicos: Ceras,, bencina y trementina:
Parafinas, que proceden de la destilación del petró leo. Colas. Gomas Caucho, que procede del látex. Colodión.
Grasos: Aceite de lino, de soya, de nuez . . . Resinosos: Copal, goma laca y betún de Judea.

6
DISOLVENTES:Son sustancias encargadas de la disolución del aglutinante en caso de que este sea sólido; y fluidificarlo en caso de un aglutinante líquido Destinados a facilitar la extensión, a veces disolución, del aglutinante.
Aguarrás Acetona Tolueno xileno Alcohol Agua White spirit
7
CARGAS Las cargas son sustancias usadas para incrementar el
volumen del colorante sin alteran el tono, generalmente son tierras o pigmentos de bajo poder colorante, las cuales se usan principalmente para reducir costos.
Caolín Calcita Alabastro Yeso Alúmina Talco Mármol

8
https://www.youtube.com/watch?v=qJB9YBEwl1w
PROCESO DE FABRICACIÓN DE LA PINTURA
9
Existen diferentes tipos de pinturas, tales como, esmaltes, lacas, colorantes, entonadores y selladores entre otros; cada uno con unas propiedades físicas y químicas que deben tenerse en cuenta a la hora de elegir el producto adecuado, ya sea por el tipo de superficie a aplicar, el carácter estético o las inclemencias a la que va a estar sometido
PINTURAS BITUMINOSAS Se obtienen con soluciones de productos
bituminosos (breas y alqui tranes) y con disolventes normales (white spirit, aguarrás . .) Algunas ve ces se incorporan resinas.
Son impermeables al agua. Resisten aceite, petróleo . Se adhieren bien sobre metal y cualquier elemento de enfoscado, mortero, hormigón, etc. Con el tiempo y a causa generalmente del sol y del aire, pierden parte de sus propiedades porque se oxidan y apa recen grietas.
Se utiliza como protección contra humedades. Elementos metálicos, impermeabilizar hormigón, protección de elementos enterrados . . .

PINTURAS AL MARTELÉ Es una pintura al aluminio. Por efecto de una
silicona tiene un aspecto característico que se llama martelé: Es una especie de dibujo irregular. Hay que dar dos manos porque hay que cuidar que en los cráteres no dejen de proteger el soporte. Disimula defectos. Sus características varían en función del aglutinante. Se emplea en ascensores, puertas metálicas, armarios metálicos, ins talaciones, aparatos eléctricos . . .
A veces como pinturas decorativas. Se aplica con pistola aerográfica. Lo debe
realizar un experto.
12

PINTURAS DE ALUMINIO De aspecto metálico. Se incorpora una pasta de
aluminio molido y un barniz graso. El aluminio forma unas escamas que flotan, llamado efecto lea fing, y forman una película de aspecto metálico por la que no penetra la humedad.
También aísla de rayos ultravioleta.. Resiste a la intemperie según el tipo de resina Resiste ambientes ma rinos. Refleja los rayos infrarrojos del Sol, por lo que se
emplea en tanques para evitar su calentamiento. Resiste temperaturas de hasta 250°C siempre que
el calentamiento se efectúe paulatinamente. Se aplica con pistola, brocha y rodillo.

14
APLICACION
Por sus propiedades anticorrosivos y gran duración, se recomienda para pintar tanques de almacenamiento, puentes, estructuras de acero.
PINTURAS EPOXI Se transportan en dos envases, en uno la resina epoxi
y en el otro un catalizador o endurecedor. Son duras, tienen gran resistencia, adherencia al
cemento, seca rápido. Se pueden mezclar con alquitranes obteniendo impermeabilidad y resistencia al agua.
Si se utiliza sobre acero hay que eliminar todo el oxido. Se utiliza en instalaciones industriales, en tanques aunque lleven ácidos , en garajes, en lavaderos, en todo tipo de naves sujetas a frecuentes limpiezas. Tienen una propiedad de descontaminación radiactiva, por lo que se utilizan en hospitales y laboratorios en los que exista medicina nuclear.
Se aplica con brocha , pistola y a veces con rodillo.

CARACTERÍSTICAS MÁS IMPORTANTES:
Para las pinturas epóxicas, las características más importantes son la elasticidad y la durabilidad contra la abrasión, se usa en barcos, estructuras metálicas.
PINTURAS BASE ZINC En el caso de las pinturas
base zinc, debido a su composición con etil-silicato y una capa muy gruesa de zinc solo permite lograr una superficie plana, de color gris o verde y no es factible mezclarla con otro tipo de pinturas y generalmente se aplica en áreas muy especificas de la industria.

CARACTERÍSTICAS MÁS IMPORTANTES:
En el caso de las pinturas base zinc, su uso se concentra en la industria donde se requieren superficies con un impacto a la abrasión muy fuerte o para resistir muy altas temperaturas, aunque su aplicación es para usos muy exclusivos.
19
PINTURAS ALQUIDÁLICASLas pinturas alquidálicas se llaman así porque se elaboran a base de una resina sintética llamada resina alkid, ésta resina se obtiene de la combinación de alcohol (glicerina) con un ácido (anhídrido ftálico) y con un aceite (linaza).
Las pinturas alquidálicas son en general muy buenas para resistir el deterioro del agua, sus formulaciones pueden ser muy variadas, en su gran mayoría se emplean para fabricar pinturas de colores claros y resistentes a la intemperie.

20
Con algunas variaciones en su formulación se producen esmaltes alquílicos que poseen un secado rápido y de gran rendimiento tanto para exteriores como para interiores, aplicables tanto al hierro, la madera, y para usos marinos (anticorrosivos), en esta variedad de aplicaciones la pintura se puede rebajar con aguarrás puro o gas nafta, nunca debe usarse thinner porque daña el esmalte.
21
PINTURA DE POLIURETANOEl poliuretano es una resina con base de plástico, y se usa para fabricar cualquier cosas, desde muebles a juguetes para niños. Dependiendo de la fórmula, puede ser rígido para hacer muebles de exterior, o líquido para pinturas y barnices.
En pintura, está disponible en acabado satinado, semibrillante y muy brillante. Se puede aplicar a la mayoría de tipos de plástico, fibra de vidrio, madera, metal y telas.
22
La característica más valiosa de las pinturas de poliuretano, aparte de un acabado sin fallos y brillantes, es la resistencia al agua y los químicos, incluyendo la gasolina. Esto lo hace ideal para fabricar modelos. Es alto en contenidos sólidos, lo que lo hace de secado lento, pero crea una película gruesa y duradera.

23
IMPRIMACIÓN Las imprimaciones hacen referencia al
conjunto de recubrimientos que se aplican como primera capa del sistema de pintura y tienen por objetivo:
Proteger la superficie de la corrosión. Facilitar la adherencia a las siguientes capas
de pintura.

24
CONCLUSIÓN Pinturas bituminosas Pintura al martelè Pintura de aluminio Pintura epoxi Pintura base zinc Pinturas alquidàlicas Pinturas de poliuretano

25
ANODIZADO

26
El anodizado es un proceso electroquímico industrial aplicado al aluminio para aumentar el espesor creando una densa capa de óxido de aluminio, la cual proporciona al metal una mayor resistencia a la abrasión y a los agentes químicos y atmosféricos.

27
CARACTERÍSTICAS
1) Es considerado un material de amplia dureza, similar al zafiro; después del diamante.
2) De apariencia transparente, similar al cristal o vidrio.
3) Mayor aislamiento a la electricidad. 4) Presenta una amplia variedad de acabados y colores.
5) El anodizado es parte integral del aluminio y por tanto no es susceptible de descarapelamiento.

28
https://www.youtube.com/watch?v=Oy_hsaq_ZvU
PROCESO DE ANODIZADO

29
RECUBRIMIENTOS
30
RECUBRIMIENTOS OBTENIDOS QUÍMICAMENTE.
Para el acero:
Conchura negra: Capa negra protectora de aceite de linaza o aceite mineral y cera de abejas fundida.
Fosfatado: Capa protectora de fosfato de hierro con espesor
de 0.2 a 20 micras.
Recubrimientos fosfáticos:Los recubrimientos fosfatados son usados en piezas metálicas, principalmente de acero.
Previene la corrosión Sirve como base para recubrimientos o pintados
posteriores.

31
NIQUELADO Recubrimiento metálico de níquel.
Recubrimiento electrolítico.
Resistencia a la oxidación
Evita corrosión
Decorativo
La temperatura óptima de trabajo está entre 40 y 50 °C, pero se puede trabajar bien a la temperatura ambiente.

32
COBRIZADO Recubrimiento electrolítico
Aumentar la conductividad eléctrica en aceros.
Aplicable sobre los siguientes materiales: hierro, acero.
Recomendable para los siguientes campos de aplicación:
1. Armas 2. Construcción de maquinaria 3. Útiles y moldes 4. Decoración
33
GALVANIZADO Proceso electroquímico.
Protege la superficie.
El galvanizado más común consiste en depositar una capa de zinc (Zn) sobre hierro (Fe.
Se usa de modo general en tuberías para la conducción de agua

34
ZINCADOo Proceso electrolítico
No aumenta el volumen de la pieza.
Espesor de 10 micras.
El proceso se realiza a temperatura ambiente.
El precio es mas económico que otros recubrimientos.
Posiblemente una de las mejores opciones para proteger sus materiales contra la corrosión.

35
ATOMIZADO

36
ATOMIZAR Pulverizar un líquido o reducirlo a partículas
muy pequeñas: atomizar un fluido para producir gotas diminutas.
37
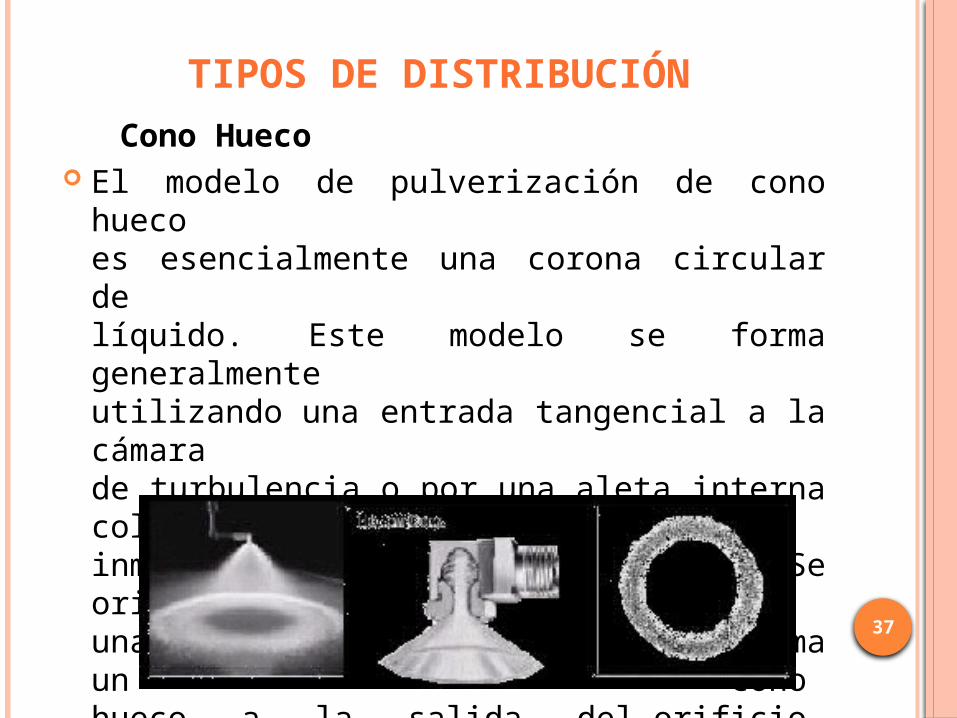
TIPOS DE DISTRIBUCIÓN Cono Hueco El modelo de pulverización de cono hueco
es esencialmente una corona circular de líquido. Este modelo se forma generalmente utilizando una entrada tangencial a la cámara de turbulencia o por una aleta interna colocada inmediatamente detrás del orificio. Se origina una turbulencia del líquido que forma un cono hueco a la salida del orificio.

38
Cono Lleno El modelo de pulverización de cono lleno tiene una cobertura redonda, cuadrada u ovalada, llena totalmente de pequeñas gotas. Este modelo de pulverización se forma normalmente utilizando una aleta interna que causa una turbulencia controlada en el líquido antes de salir por el orificio. La cobertura de cono lleno se puede conseguir también con un tamaño de gota más pequeño usando un conjunto de atomización o con boquillas de atomización fina.
39
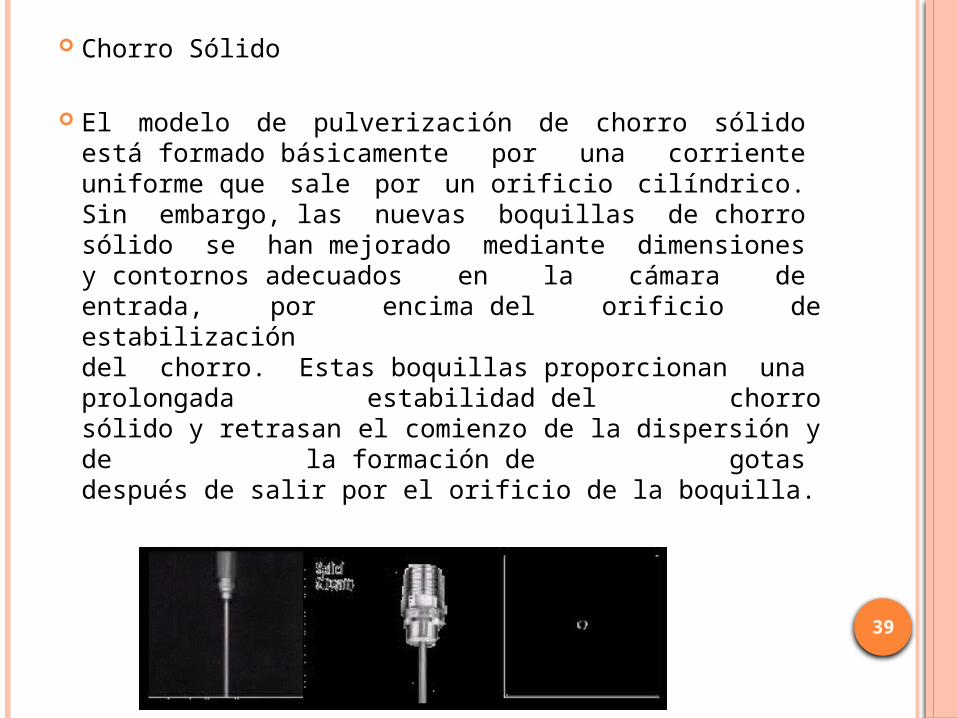
Chorro Sólido
El modelo de pulverización de chorro sólido está formado básicamente por una corriente uniforme que sale por un orificio cilíndrico. Sin embargo, las nuevas boquillas de chorro sólido se han mejorado mediante dimensiones y contornos adecuados en la cámara de entrada, por encima del orificio de estabilización del chorro. Estas boquillas proporcionan una prolongada estabilidad del chorro sólido y retrasan el comienzo de la dispersión y de la formación de gotas después de salir por el orificio de la boquilla.
40
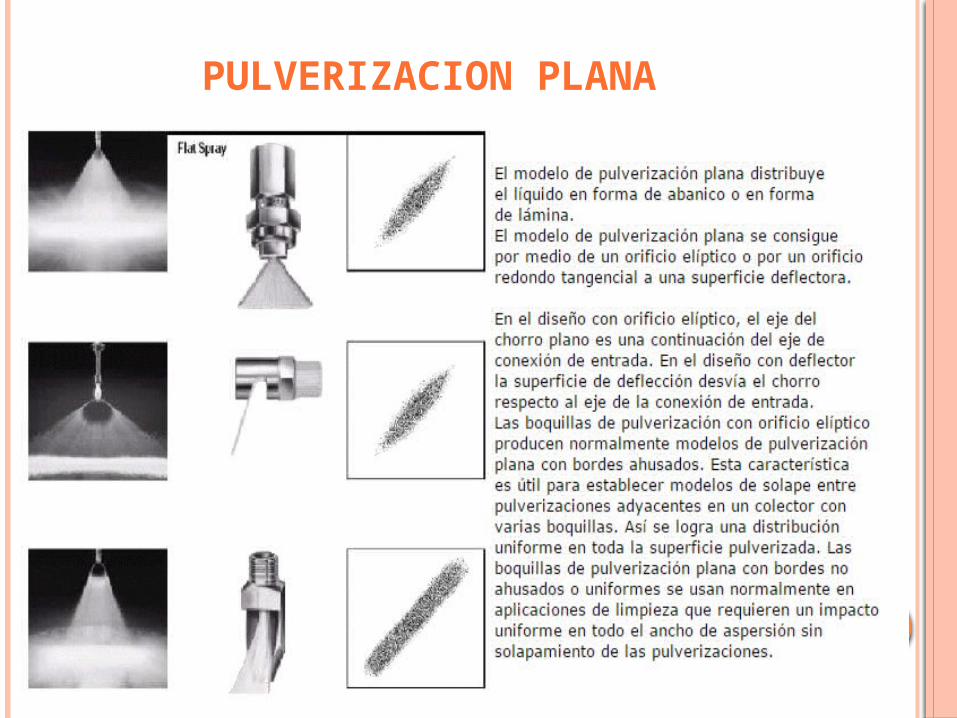
PULVERIZACION PLANA

41
ATOMIZACION FINA Estas boquillas de baja capacidad producen
un modelo de pulverización de cono hueco. Sin embargo, dado que las gotas de pulverización son muy pequeñas, el modelo de pulverización es afectado por la fricción y las corrientes de aire y no se mantiene en largas distancias. A una cierta distancia de la boquilla, dependiendo de la presión y de la capacidad de la boquilla, el modelo de pulverización fina de cono hueco desaparece al quedar las gotas suspendidas en el aire. Este mismo funcionamiento general lo proporcionan las boquillas usadas para aplicaciones de secado por pulverización a presiones de 1000 psi (70 bar) o mayores.
42
ATOMIZACION NEUMATICA Las boquillas atomizadoras neumáticas
proporcionan el grado más fino de atomización para una capacidad y presión dadas. Se pueden usar con distintos modelosde pulverización: redonda, redonda de ángulo ancho, redonda de 360º o plana. El modelo de pulverización se mantiene solamente en tanto que se mantiene la velocidad del chorro atomizado. Cuando la velocidad disminuye, las gotas de pulverización pueden evaporarse por completo, dependiendo de su tamaño, tiempo de exposición, humedad relativa y otras condiciones ambientales.

43