Pdf de ingles. macroestructura textual. silvia romero
13
Extensión Porlamar Realizado por: Silvia Romero C.I 22.992.242 Porlamar, Mayo de 2015. Instituto Universitario Politécnico “Santiago Mariño”
Transcript of Pdf de ingles. macroestructura textual. silvia romero

Extensión Porlamar
Realizado por:
Silvia Romero
C.I 22.992.242
Porlamar, Mayo de 2015.
Instituto Universitario Politécnico
“Santiago Mariño”

INTRODUCCION
El crecimiento exponencial de la población mundial sería en última instancia
conducir a aumentar la demanda de energía en el mundo. El petróleo es una fuente de
energía no renovable, lo que significa que los recursos de este tipo de combustibles fósiles
son finitos y estaría agotado tras su uso continuo. Tanto a la escasez de recursos y
aumento del precio de la gasolina ha llevado a los resultados de la nueva alternativa y
renovable fuentes de energía [1]. Biodiesel se define como un combustible compuesto por
éteres de alquilo mono-de ácidos grasos de cadena larga derivados de aceites vegetales o
grasas animales [2]. No es tóxico, biodegradable y disponible, tiene un alto valor de calor,
alto contenido de oxígeno (10 a 11%) y no contiene sulfuros y compuestos aromáticos [3].
El biodiesel es un planta deriva del producto, y que contiene oxígeno en su molécula, por
lo que es un limpiador la quema de combustible de gasolina y Diesel [4]. Varios estudios
han mostrado que el biodiesel es un combustible mejor que el diesel de origen fósil en
términos de rendimiento del motor, emisiones reducción, lubricidad, y los beneficios
ambientales [5,6]. Los materiales de alimentación de corriente de producción de biodiesel
o éster de alquilo-mono son aceite vegetal, grasas animales y micro aceite de algas.
En medio de ellos, el aceite vegetal se utiliza actualmente como materia prima
comercial sostenible. Entre los más de 350 petrolífera identificado cultivos, sólo de girasol,
aceites de cártamo, soja, semillas de algodón, de colza y maní son considerados como
posibles combustibles alternativos para motores diesel [7] El aceite vegetal es uno de los
combustibles renovables que se han vuelto más atractivo recientemente debido a sus
beneficios ambientales y el hecho de que es a partir de recursos renovables [8] aceite
.Vegetable tiene una viscosidad demasiado alta para su uso en la mayoría de los motores
diesel existentes como un aceite combustible de reemplazo recta. Uno de los más
métodos comunes que se utilizan para reducir la viscosidad del aceite en la industria del
biodiesel se llama transesterificación [9]. Muchos de los investigadores han estudiado la
transesterificación de producción de biodiesel. Estos estudios [10-12] muestran que la
transesterificación se compone de un número de reacciones reversibles, consecutivas. Los
triglicéridos son primero reducidos a diglicéridos. Los diglicéridos se redujeron
posteriormente a mono- glicéridos. Las condiciones óptimas para la transesterificación de
aceites vegetales para producir éter metílico fueron determinados por los investigadores
anteriores que produjeron un conversión máxima de diversos aceites a los éteres
metílicos.
Los catalizadores convencionales utilizados para la transesterificación son los
ácidos y álcalis, tanto líquido y heterogénea, dependiendo del aceite usado para la
producción de biodiesel. El uso de catalizadores ácidos se ha encontrado para ser útil para
el pre tratamiento libre de alta materiales de alimentación de ácidos grasos, pero las
velocidades de reacción para la conversión de triglicéridos a metilo éteres son muy lentos.
Contenido de ácidos grasos son los principales indicadores de las propiedades de biodiesel
ya que la cantidad y el tipo de contenido de ácido graso en el biodiesel en gran parte
determinar su viscosidad. El biodiesel a partir del aceite de cocina usado contenía la más
alta cantidad de contenido de ácidos grasos libres, un promedio de 4,4%. Los aceites
vegetales puros sólo contenían aproximadamente 0,15%, que están dentro de los niveles
permitidos para ser utilizado directamente para la reacción con un catalizador alcalino
para producir biodiesel [13]. Hossain et al. Obtenido la más alta aproximadamente el
99,5% de rendimiento biodiesel se requiere bajo condiciones óptimas de 1: 6 volumétrica
de aceite a la proporción de metanol y 1% Catalizador de KOH a 40 ° C la temperatura de
reacción. La investigación demostró que biodiesel obtenido en condiciones óptimas de
girasol puro aceite de cocina y aceite de girasol de cocina usado era de buena calidad y
podría ser utilizado como un combustible diesel que consideró como la energía renovable
y el proceso de reciclaje del medio ambiente de residuos de aceite después de freír [14].
Por lo tanto, los objetivos de nuestro trabajo fueron evaluar los efectos de los parámetros
de reacción de la temperatura, la concentración de catalizador y relación molar de
metanol a aceite en el rendimiento de biodiesel y para optimizar la reacción de
condiciones utilizando RSM. Se analizaron las propiedades de éter de metilo producido y
la calidad del biodiesel se comparó con petro-diesel.

MATERIALES Y EQUIPOS
Materiales
El aceite de girasol se adquirió de tienda local.
El metanol con una pureza de 99,5%
Hidróxido de potasio (KOH) se adquirieron de Merck Company.
Equipos
Dispositivo que se utiliza en este trabajo incluye reactor,
Agitador superior.
El reactor empleado era un LR 2000P ampliable de forma modular
El reactor de laboratorio IKA era de doble pared con camisa 2 litros
vasos disponibles en acero inoxidable, con válvula de descarga inferior.
Un mezclador con 8-290 rpm modelo de control-Visc EUROSTAR Poder P7 agitador de
arriba por se utilizó mezclar el medio de reacción. La temperatura dentro del reactor era
controlada por un baño de agua caliente.

EXPERIMENTOS Y METODOS
Varios tipos de aceites se pueden utilizar para la producción de biodiesel. la
mayoría de tipos comunes de aceites son aceite de girasol. Los experimentos cinéticos de
reacción por lotes fueron empleados para optimizar varios parámetros en la producción
del metilo éteres. Las reacciones de transesterificación se llevan a cabo en diversas
condiciones a determinar las condiciones óptimas de transesterificación. Dos litros de
aceite de girasol vierte en el reactor y se dejó equilibrar a la temperatura de reacción a
290 rpm. El agua caliente que circula en la camisa del reactor proporcionó el necesario
calor para la reacción. Cantidades variables de catalizador se disolvieron en diversas
cantidades de metanol como se describe en cada prueba. Después de alcanzar una
necesaria temperatura, se añadió el metóxido de potasio al reactivo y era mantenido
durante 2 horas para la finalización de la reacción.
Después de 2 horas se terminó la reacción de transesterificación y mezcla fue
retirado del reactor y se vierte en el separador de embudo para separa
biodiesel a partir de glicerol. La separación de dos fases que se realiza por gravedad
requiere al menos 4 horas. El glicerol y el biodiesel tienen un profundo color amarillo rojo
y brillante color. Después de la separación de biodiesel, se debe lavar a cabo de impurezas
y agentes sin reaccionar. El biodiesel se lavó 10 veces. En la primera vez, lavado del
biodiesel debe hacerse lentamente y con cuidado para evitar el jabón formación. Un litro
de agua destilada caliente se utiliza por 1 litro de biodiesel. En los próximos tiempos, el
procedimiento de lavado se puede hacer más rápidamente hasta que el color de turnos de
agua a blanco. Finalmente, el biodiesel se secó completamente por Jell sílice.
RESULTADOS Y DISCUSIÓN
Montaje del modelo
Como se mencionó anteriormente, se utilizó RSM para optimizar la reacción de
transesterificación y los resultados experimentales se presentan en la Tabla 3. Los
rendimientos experimentales fueron analizados para obtener un modelo de regresión. Los
valores predichos de rendimiento de biodiesel fueron calculado utilizando el modelo de
regresión y se compara con los valores experimentales. Los coeficientes estimados del
modelo de regresión se dan en la Tabla 4. La gran valor del coeficiente de determinación
múltiple (R2 = 0,927) revela que la modelo representa adecuadamente los resultados
experimentales.
El efecto de las variables como coeficientes lineales, cuadráticas, o de interacción
en la respuesta fue probado para la significación por ANOVA. Como se muestra en la Tabla
4, puede ser encontró que la variable con el efecto más significativo sobre el rendimiento
de aceite fue la término lineal de temperatura (p <0,001), metanol al cociente de aceite (p
<0,05) y Catalyst concentración (p <0,01), seguido por los términos cuadráticos de
metanol a la proporción de aceite (p <0,001) y la concentración de catalizador (p <0,01) y
las interacciones entre la temperatura y la relación de metanol a aceite (p <0,05) y la
temperatura y el catalizador concentración (p <0.05) tuvo efectos significativos en el
rendimiento de aceite.
Análisis de superficie de respuesta
Superficie de respuesta se ha aplicado con éxito para la optimización de biodiesel la
producción de grasa y aceite de materias primas, incluyendo el petróleo mahua [15], el
aceite de Jatropha [16], aceite de colza de residuos [17] y grasa animal [18]. RSM puede
ser ilustrado con tres parcelas dimensionales mediante la presentación de la respuesta en
función de dos factores y manteniendo la otra constante. Se visualizó por el rendimiento
de biodiesel en relación con la temperatura, el metanol a la proporción de aceite y la
concentración del catalizador en la Figura 2 a 4. Figura 2 indica la parcela de superficie de
la reacción de transesterificación de granada dió como una función de la temperatura y
metanol a la proporción de aceite a Catalizador concentración de 0,679% en peso. Esta
figura muestra que la temperatura y la relación molar de alcohol al petróleo tiene un
efecto directo sobre el rendimiento de éster metílico pero hasta la cerca temperatura de
alcohol y 6 hirviendo: 1 relación molar, entonces el rendimiento de biodiesel disminuido
con el aumento de la relación de temperatura y molar de alcohol a aceite. Algunos obras
informó la reacción a temperatura ambiente; la mayoría de las investigaciones han
centrado en la transesterificación en el punto de ebullición cerca de alcohol. La
temperatura tiene una influencia importante en la velocidad de reacción y llevado a una
mayor conversión de éter. Con el aumento de la temperatura de reacción, el rendimiento
de biodiesel aumentó rápidamente a cerca del punto de ebullición del alcohol. A
temperaturas bajas, relativamente baja conversión a éter metílico evidente debido al
estado subcrítico de metanol. A mayor temperatura de punto de metanol en ebullición, el
alcohol se evapora y el rendimiento fue de disminuido. También metanol al cociente de
petróleo tuvo un efecto significativo que produce disminución dramáticamente en alto
valor de esos. Con el aumento de la relación molar de metanol a aceite, OH grupo
presente en el alcohol reacciona con los triglicéridos y el plomo a la hidrólisis reacción que
a su vez conduce a la formación de jabón. La interacción de estas variables es interés que
en que el valor óptimo de variación de la temperatura de metanol a relación de aceite
cambia el rendimiento de la reacción en gran medida. Con una mayor relación molar de
alcohol a aceite, triglicéridos se convierten en éter metílico de ácidos grasos. Por lo tanto
lleva a cabo la reacción inversa lo que conduce a la formación de jabón que es difícil
separar y el rendimiento de éter disminuido.
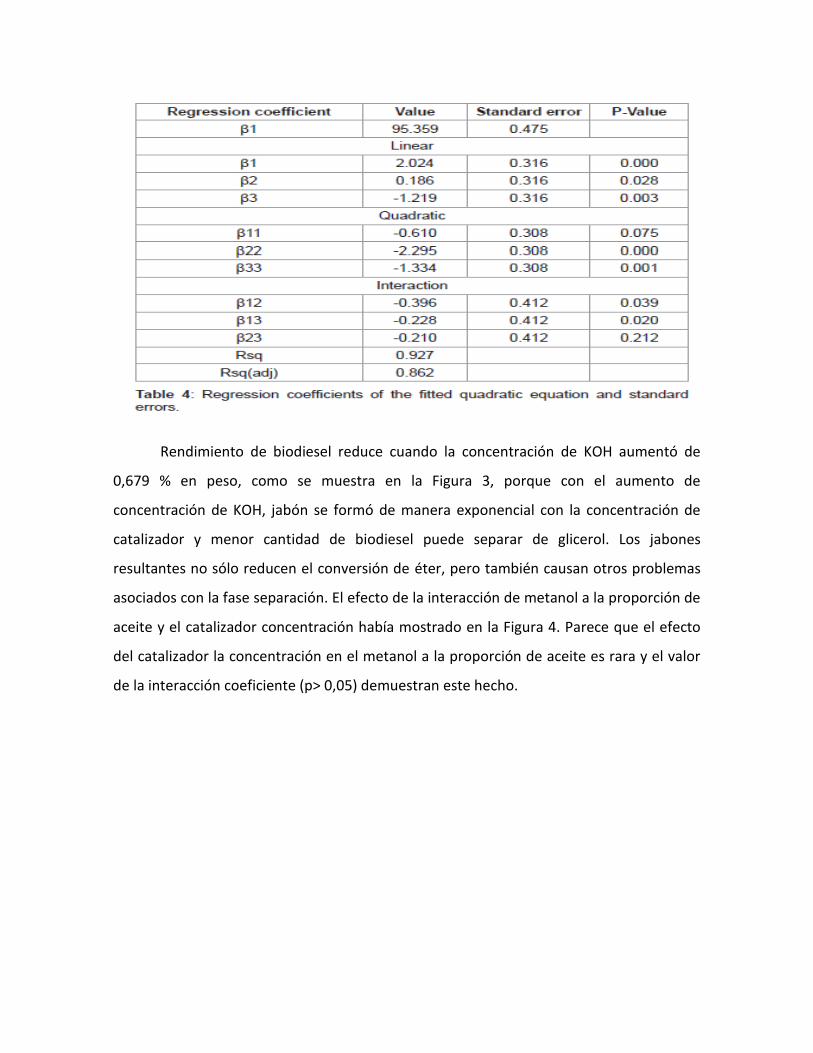
Rendimiento de biodiesel reduce cuando la concentración de KOH aumentó de
0,679 % en peso, como se muestra en la Figura 3, porque con el aumento de
concentración de KOH, jabón se formó de manera exponencial con la concentración de
catalizador y menor cantidad de biodiesel puede separar de glicerol. Los jabones
resultantes no sólo reducen el conversión de éter, pero también causan otros problemas
asociados con la fase separación. El efecto de la interacción de metanol a la proporción de
aceite y el catalizador concentración había mostrado en la Figura 4. Parece que el efecto
del catalizador la concentración en el metanol a la proporción de aceite es rara y el valor
de la interacción coeficiente (p> 0,05) demuestran este hecho.


Optimización de la condición de extracción.
Con el fin de optimizar las condiciones de reacción, las primeras derivadas parciales
de la modelo de regresión se equipara a cero según X1, X2, X3 y respectivamente. El
resultado se calculó como sigue: X1 = 48, X2 = 6,825 y X3 = 0,679. Bajo tales condiciones,
el rendimiento de biodiesel se predijo a ser 97,54%. la experimental trabajo en esta
condición se realizó debido a un rendimiento máximo experimental. en esto trabajo,
mayor rendimiento de éter metílico a una temperatura de 48 °C, la concentración de
catalizador de 0,679% en peso, 290 rpm del agitador, 2h y metanol al cociente de aceite
de 6,825: 1 es obtenido 98,181%.
CONCLUSIÓN
Metodología de superficie de respuesta se aplicó con éxito para transesterificación
de metanol. Los coeficientes de regresión altos de la segunda para polinomio mostraron
que el modelo estaba bien equipado con los datos experimentales. El ANOVA implicaba
que la relación molar de alcohol a aceite; temperatura de reacción y concentración de
catalizador tiene el gran factor importante que afecta el rendimiento de biodiesel. La
producción de biodiesel tiene un comportamiento negativo por cuadrática la temperatura,
la relación molar de alcohol a aceite y la concentración de catalizador. Fue predicho que la
condición de reacción óptima dentro del rango experimental haría ser la relación molar de
6,825: 1 y la temperatura de 48 ° C y la concentración de KOH igual a 0.679wt%. En la
condición óptima podemos llegar a producir de 98.181%. El éter de metilo que produce en
condiciones óptimas tiene propiedades aceptables y se compara bien con petro-diesel.
Dispone de azufre inferior, residuo de carbono y ácido número de petro-diesel, pero la
viscosidad cinemática, el número de cetano y calefacción valor de petro-diesel es mejor
relativa a biodiesel. Finalmente, podemos concluir que el biodiesel será una alternativa
adecuada para la sustitución de petro-diesel sin ninguna modificación en el motor.

REFERENCIAS 1. Hossain ABMS, Mekhled MA (2010) Biodiesel producción de combustible a partir de residuos de canola aceite de cocina como la energía sostenible y el proceso de reciclaje ambiental. AJCS 4: 543-549. 2. Vicente G, Martínez M, Aracil J (2007) Optimización de biodiesel integrada producción. Parte 1. Un estudio de la pureza del biodiesel y el rendimiento. Bioresour Technol 98:1742-1733. 3. Demirbas A (2003) los combustibles de biodiesel a partir de aceites vegetales vía catalítica y no transesterificaciones alcohol supercríticos catalíticos y otros métodos: una encuesta. Conversión de Energía y Gestión 44: 2093-2109. 4. Sastry GSR, Krishna Murthy ASR, Ravi Prasad P, K Bhuvaneswari, Ravi PV (2006) Identificación y determinación de biodiesel en diesel. Fuentes de Energía, ParteA 28: 1337-1342. 5. Canakci M, Gerpen JV (2000) El efecto de color amarillo éster metílico de la grasa en el motor rendimiento y emisiones. Informe final: Reusar y Reciclar Tecnología Centro de Transferencia. Publicación 2000-134. 6. Peterson CL, Reece DL, Hammond BL, Thompson J, Beck SM (1997)Procesamiento, Caracterización y rendimiento de los Ocho Combustibles de lípidos. Appl Eng Agric 13: 71- 79. 7. Demirbas A, Kara H (2006) Nuevas opciones para la conversión de aceites vegetales a Combustibles alternos. Fuentes de Energía, Parte A: Recuperación, Utilización y Ambiental Efectos 28: 619-626. 8. Demirbas A (2005) La producción de biodiesel a partir de aceites vegetales a través catalítico y métodos de transesterificación metanol supercrítico no catalíticos. Avances en Energía y la combustión Ciencia 31: 466-487. 9. Demirbas A (2008) Comparación de los métodos de transesterificación para la producción debiodiésel a partir de aceites y grasas vegetales. Energ Convers Administrar 49: 125-130. 10. Noureddini H, ZHN D (1997) Cinética de transesterificación de aceite de soja. Aplicada Eng en Agric 74: 1457-1463. 11. Freedman B, Butterfield RO, Pryde EH (1986) cinética de transesterificación de aceite de soja. Revista de la Sociedad Americana de Químicos de Aceite 63: 1375-1380.

12. Darnoko D, Cheryan M (2000) Cinética de transesterificación Aceite de Palma en un reactor discontinuo. Revista de la Sociedad Americana de Químicos de Aceite 77: 1263-1267. 13. Gerpen JV (2005) de procesamiento y producción de Biodiesel. Procesamiento de combustible Tecnología 86: 1097-1107. 14. Hossain ABMS, Boyce AN (2009) Producción de Biodiesel a partir de residuos de girasol Aceite para cocinar como un Proceso de Reciclaje Ambiental y Energías Renovables. Diario Búlgara de Ciencias Agrícolas 15: 312-317 15. GhadgeSV, Raheman H (2006) Optimización de procesos para la producción de biodiesel es de mahua (Madhuca indica) la metodología de superficie de respuesta aceite usando. Bioresource Technol 97: 379-384. 16. Tiwari AK, Kumar A, Raheman H (2007) La producción de biodiesel a partir de Jatropha aceite con altos ácidos grasos libres: Un proceso optimizado. Biomasa Bioenergía 31: 569- 575. 17. Yuan X, Lui J, Zeng G, Shi J, Tong J, et al. (2008) Optimización de conversión de aceite de colza de residuos con alta FFA de biodiesel utilizando superficie de respuesta metodología. Renovar Energía 33: 1678-1684. 18. Jeong GT, Yan HS, Parque DH (2009) Optimización de transesterificación de éster grasa animal utilizando la metodología de superficie de respuesta. Bioresource Technol 100:25-30.