optimizacion decisiones de mantenimiento.doc
19
CURSO DE ESPECIALIZACION EN MANTENIMIENTO Y CONFIABILIDAD “Optimización de Decisiones de Mantenimiento”
Transcript of optimizacion decisiones de mantenimiento.doc
Este caso se presenta la posicin de Intel y los principales acontecimientos ocurridos en la industria de microprocesadores en
CURSO DE ESPECIALIZACION EN MANTENIMIENTO Y CONFIABILIDADOptimizacin de Decisiones de Mantenimiento
Caso Final:La Fabrica de condenseria (Fabrica de Leche), cuenta con nueve lneas de produccin de envasado de leche evaporada y esterilizada en lata de las cuales 5 son envases Tall y 4 son de envases Baby en este informe se analizara una de las lneas que conforman el rea de envasado de leche evaporada.Para la seleccin de la lnea a evaluar tendremos en cuenta los siguientes criterios.
Anlisis de costos de las lneas que conforman el rea de envasado de leche evaporada. Para esto se tiene la informacin de (Enero 2010 Diciembre 2010) por ordenes de trabajo y en este caso se analizara sin considerar el gasto de overhaul que incurri la lnea.Estos datos los obtenemos del SAP.
1 De la data de paros (Enero 2010 Diciembre 2010), se calcula los indicadores como es el MTBF y el MTTR, de cada una de las lneas.
2 Del anlisis de costo y de los indicadores por cada una de las lneas antes indicadas, se analizara a la lnea Tall 6 por ser la segunda lnea que mayor costo ha tenido y cuenta con un MTBF menor que las dems lneas de 1406min.3 La lnea seleccionada (TALL 6), realiza una produccin en lnea de bandejas de 24 latas con cartn y plstico que abarca desde el proceso de llenado hasta el embalado del producto terminado, para lo cual en cada uno de estos proceso se utiliza distintos equipos.
A continuacin una breve descripcin del proceso.
4 A continuacin se analizara un equipo de la lnea de produccin, el equipo ms crtico, el cual ha sido seleccionado en base a tres criterios: Mayores costos, Tiempo de paradas y cada una con peso especfico (CERRADORADE LATAS).
5 Se ha seleccionado al equipo CERRADORA ANGELUS DE LA LINEA TALL6, como el equipo ms crtico al cual se le har un diagnostico para la eleccin del modelo apropiado con ayuda del software weibull ++ 7. A continuacin se presenta la tabla de fallas (F) y suspensiones (S) para la Cerradora de una data de Enero a Diciembre 2010. La frecuencia de mantenimiento para esta lnea es de 320 Horas (19200 minutos) y un Overhaul anual.
LINEA TALL 6
CERRADORA (MANTENIMIENTO Y PAROS)
FechaHoras OperacinTipoTiempo (Min)MECANISMOSUB SISTEMAOBSERVACIONES
28/06/201010590F25DOBLE CIERRERODILLO 2DA OPERACINCAMBIO DE RODILLO POR RASPADO
31/06/201010650F60DOBLE CIERRECHUK SUPERIORPOR CAMBIO
05/07/20110760F15DOBLE CIERRERODILLO 1ERA OPERACINSE LIJO RODILLO ESTACION 2
06/07/201010790S480
09/07/201010800F10DOBLE CIERRERODILLO 1ERA OPERACINCAMBIO DE RODILLO DE ESTACION 2 POR RASPDURA
09/07/201010800F35DOBLE CIERRERODILLO 1ERA OPERACINCAMBIO DE RODILLO DE ESTACION 5 POR PROBLEMA DE RASPADURA
20/07/201011150F10DOBLE CIERRECHUK SUPERIORREGULACION EN ESTACION 6 POR EXCESO DE ARRUGAS
31/07/201011230S480
16/08/201011600F15DOBLE CIERRECHUK SUPERIORdesgastado
20/08/201011700S480
02/08/201011780F20DOBLE CIERRECHUK SUPERIORCAMBIO X DESGASTE
15/09/201011977S15840
30/09/201011980F10DOBLE CIERRERODILLO 2DA OPERACINCAMBIO DE 2.20 A 2.30
31/09/201012050F20DOBLE CIERRERODILLO 1ERA OPERACINregulacin
03/11/201012580S480
14/11/201012752F30DOBLE CIERRERODILLO 2DA OPERACINESTACION 2 Y 6 POR PICADO
21/11/201012890S480
11/12/201013270S480
21/12/201013420F20DOBLE CIERRECHUK SUPERIOR INTERVENCION MECANICA
24/12/201013480F18DOBLE CIERRECHUK SUPERIORCORRECTIVO A CHUCK
Analizaremos las frecuencias de falla, de acuerdo a las horas de operacin que se presento dicha falla.Horas OperacinTipoFrecuencia (HR)T.Parada (Min)
10590F025
10650F6060
10760F17015
10790S200480
10800F21010
10800F21035
11150F56010
11230S640480
11600F101015
11700S1110480
11780F119020
11977S138715840
11980F139010
12050F146020
12580S1990480
12752F216230
12890S2300480
13270S2680480
13420F283020
13480F289018
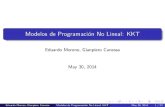
Anlisis weibull ++ 7
CONCLUSIONES: Para un valor de =0.9384 y teniendo en consideracin que el preventivo para la lnea en general es cada 320 Horas, estos eventos que causan atracos y paradas antes de cada mantenimiento, es recomendable correr el equipo hasta que falle dichos elementos y no se debe utilizar un mantenimiento de reemplazo preventivo, adems se debe implementar un sistema de inspecciones diarias para prevenir las paradas imprevistas y/o atracos de latas en la lnea. Del grafico de Confiabilidad vs Tiempo, para un valor de 320 Horas, la confiabilidad del equipos es de 79.37%,
Para Obtener una confiabilidad del 90% , la frecuencia de mantenimiento para la lnea en general debe ser de 85 Hrs, pero esto no es muy recomendable pues el costo de mantenimiento de la lnea en general parar el equipo vs el cambio de dichos dispositivos es mayor. En la tabla adjunta se puede observar que el costo por nmero de mantenimientos programados es mayor. Se recomienda monitoreo por condiciones para =0.9384, para los mantenimientos mayores como es el tema de los overhauls, pues una frecuencia anual sin determinar exactamente las horas de cambio, el costo es elevado.
Este anlisis se puede extrapolar a los dems equipos de la lnea y mejorar las frecuencias de mantenimiento para obtener un ahorro sustancial.
De la grafica tasa de falla vs tiempo, se puede observar que empieza con una mortalidad infantil alta y que cae en el futuro a una probabilidad condicional de falla.