![1ra Presentacion T[1].T.2](https://static.fdocuments.ec/doc/165x107/55ba303cbb61eb71588b4573/1ra-presentacion-t1t2-55bd28d43929c.jpg)
OPTIMIZACIÓN DEL MECANIZADO - MDP€¦ · Presión de corte K 100 S t 1 = 0,152 t 1 = 0,203 t 1 =...
32
OPTIMIZACIÓN DEL MECANIZADO Tomando como base TEORÍA DEL CORTE y las variables que afectan LA MAQUINABILIDAD SOLUCIONES PRÁCTICAS para determinar las CONDICIONES DE CORTE ÓPTIMAS PIEZAS CON LA CALIDAD CALIDAD EXIGIDA, CON EL MENOR TIEMPO TIEMPO Y COSTO COSTO DE FABRICACIÓN ( no siempre es posible satisfacer todos esos requisitos a la vez)
Transcript of OPTIMIZACIÓN DEL MECANIZADO - MDP€¦ · Presión de corte K 100 S t 1 = 0,152 t 1 = 0,203 t 1 =...

OPTIMIZACIÓN DEL MECANIZADO
Tomando como base
TEORÍA DEL CORTE y las variables que afectan LA MAQUINABILIDAD
SOLUCIONES PRÁCTICAS para determinar las CONDICIONES DE CORTE ÓPTIMAS
PIEZAS CON LA CALIDADCALIDAD EXIGIDA, CON EL MENOR TIEMPOTIEMPO Y COSTOCOSTO DE FABRICACIÓN
( no siempre es posible satisfacer todos esos requisitos a la vez)

pa
Vc
CONDICIONES DE CORTE:
• Velocidad de corte: Vc [m/min]• Velocidad de avance: a [mm/vuelta • Profundidad de corte radial: p[mm]
CAUDAL DE VIRUTA
U = Vc . a . p
U = Vc . Ao [m. mm2/min.vuelta]
Ejemplo: Operación Torneado

1. Máximo caudal de viruta2. Aseguramiento de la Tolerancia y el Acabado superficial3. Duración económica del filo
Material de partida
Sobrematerial para acabado
D2D1
L1 L2
Ejemplo: Torneado de una pieza
Mecanizado de desbaste: Criterio 1
Mecanizado de terminación: Criterio 2+ Criterio 3
Criterios de Optimización en el mecanizado

La Presión de corte.El Diagrama de Producción. Modelos matemáticos experimentales
Métodos de optimización
El método se elige según los datos con que se cuenta:
Datos provenientes de experimentación propia o fuentes bibliográficas
O
CS A
FK =
para Ao = 1mm2 → Kso
(Parámetro característico del material)
Presión de corte
O
C
CO
CCn A
FVAVFW =⋅⋅
=
Fc. Vc = Pn (potencia neta)
Ao. Vc = U (caudal de viruta)
Potencia específica de corte

Variables prácticas que influyen sobre Ks
Principales variables de influencia
• Características del material a mecanizar• Sección y espesor de viruta• Material y Geometría hta.(α , κr , radio de punta).• Velocidad de corte• Condiciones de lubricación-refrigeración• Desgaste de la herramienta
ks = 2 Ss ctg φ
Fuerza de corte = f (Ss, φ, α, etc)

Ks según Características del material a mecanizar Carácterísticas mecánicas: Resistencia a la tracción, dureza, maquinabilidad, etc.
Materiales ferrosos Materiales no ferrosos

Ks según:
A. Aceros de herramientas y aleados (σr =140-180 daN/mm2); B-E. Aceros aleados (σr =85-100 daN/mm2); F. Fundición gris (G18;
G26); G. Fundición maleable; H, Fundición (G12; G14);, I. Aleaciomnes de aluminio (11-13 % Si); K. Aleaciones de Mg
0 0,1 0,2 0,3 0,4 0,5 0,6Espesor de viruta t1 mm/rev .
p
A
B
C
D
E
F
G
HI
KPres
ión
de c
orte
Ks[
daN
mm
2 ]
t1
Vc
a
b
t2
Sección (Ao)
Espesor de viruta (t1)

Ks según:
αMaterial herramienta
↓ μ ↓ Ks
κr (t1)bm = p/sen κr t1m = a . sen κr
↑κr ↑ t1m ↓ Ks
↑κr ↑ Fc ↑ Ks
κr = 60 a 75º
Geometría de la herramienta (α, κr)

Ks según :
0 100 200 300 400Velocidad de corte m/min
180daN/mm2
160
140
120
100Pr
esió
n de
cor
te K
S
t1 = 0,152
t1 = 0,203t1 = 0,254t1 = 0,304
Lubricación, Refrigeración
reduce μ, disminuye Ks
(salvo altas Vc)
Desgaste Herramienta
Velocidad de corte
modifica la geometría aumenta Ks

Al aumentar la Vc, Ao, α, y aplicando fluido de corte
El material se comporta como más blando, pues Ks disminuye
CONCLUSION
Cálculo del Ks
mm
CS bt
Fk⋅
=1Ao
Fk CS = Ao = a. p = t1m . bm
Fc = kso . bmy . t1m
x y ≤ 1; x <1
haciendo y =1 y 1-x = z
zmSx
m
Ss tk
tkk −
− ⋅==10)1(
1
0

γ β α ε κr λ r
Torneado de acero 5º 79º 6º 90º 60º 4º 1mm
Torneado de Fundición 5º 83º 2º 90º 60º 4º 1mm
Valores de ks, kso y z para el torneado de distintos materiales (*)
(*) Datos de las herramientas
Ks [daN/mm2] para t1 [mm]Nº Material σr o HB ó HRc
[daN/mm2] z Kso 0.06 0.1 0.16 0.25 0.4 0.63 1 1.6 .2.5
1 St.50.11 52 0,253 199 420 361 319 283 250 224 199 178 158
2 St 60.11 62 0,155 211 331 308 283 262 244 227 211 196 182
3 St.70.11 72 0,300 226 512 450 392 341 299 260 226 198 174
4 CK45 (40) 67 0,140 220 324 304 284 266 250 234 220 209 196
5 CK60 (60) 77 0,173 213 343 315 292 270 249 230 213 19 181
13 15CrMo5 59 0,170 229 365 339 313 290 28 247 229 202 198
14 Meehanite 36 0,265 127 258 230 105 184 164 144 127 113 101
15 Fundición dura HRc = 46 0,195 206 350 319 294 268 245 224 206 190 174
16 GG26 HB= 200 0,264 116 236 211 187 166 147 130 116 103 93

Método de la Presión de corte Método analítico para la determinación de las condiciones de corte óptimas
en las operaciones de desbaste: Máximo caudal de viruta
Pn = Fc . VcPn = ks . Ao . VcPn = ks . a . p . Vc
Pneta máxima = ksmínimo . (a . p . Vc) máximo
Umáximo = (a. p)máximo . Vcmáxima
(a. p)máximo ksmínimo
p
a
Vc
Empleando la potencia máxima de la máquina para remover la máxima sección de viruta, se extrae el máximo caudal, pues el material opone la mínima resistencia al corte

Tiempo de mecanizado. Número de pasadas. Tiempos pasivos(para las condiciones de corte óptimas)
Pp
c
TM = c / a . N = c π d / a . 1000Vc
máxmáxMmín Vca
dcT⋅⋅
⋅⋅=
1000π
a: velocidad de avance [mm/rpm]
N: [rpm] (Vc = π d N/1000)
m mín = P (sobrematerial total)p
Tiempo de mecanizado mínimo
Número de pasadas mínimo
Con el máximo caudal de viruta por pasada se obtiene:
Tiempo de mecanizado mínimo,
Mínima cantidad de pasadas (máximo profundidad)
Mínimo tiempo pasivo por maniobras improductivas
D d

Tiempo de duración del filo(para las condiciones de corte óptimas)
VC1 VC2 VC3VC4Velocidad de corte Vc, m/min
T3
T2
T1
Vid
a de
la h
erra
mie
nta
T,
min
θ
Vc.Tn = Ct
Dada una potencia de máquina, al aumentar la sección de viruta deberá reducirse la Velocidad de corte
Pn = ks . Ao . Vc
Ao ; Vc ; T

Diagrama de Producción (Vc vs. Ao)
Obtención de Vc y Ao óptimos, cualquiera sea el criterio de optimización adoptado
LM: Línea de máquina (Pn=cte)
LH: Línea de herramienta (T=cte)
Datos Fijos
Material pieza
Máquina
Herramienta
p/a = E (esbeltez)
Aplicación práctica de las relaciones entre las principales variables del corte

Construcción de la línea LH
ns TACvVt
)60/(0
= con 2 valores Ao → 2 valores Vc
Para trabajar acero Para trabajar Fundición
Hta. De Metal Duro Hta. De metal duro
Muy buena
calidad
Buena calidad
Tipo antiguo
Fundición nodular
Fundición
100 35 361 282 150 85 240 50
125 44 283 213 113 64 200 40
150 53 224 169 90 51 160 35
175 61 183 138 73 42 220 130 30
Fórmula para Cv
150000H 1,30
130000H 1,30
60000H 1,30
34000H 1,30
Exponente:
s 0,28 0,28 0,28 0,28 0,20 0,20 0,20
s´ 0,14 0,14 0,14 0,14 0,10 0,10 0,10
n 0,30 0,30 0,167 0,15 0,25 0,25 0,25
Hta. Acero rápido
Hta. Acero Rápido
Dureza BrinellH (Kg/mm2)
Resisten. a la rotura σr
Kg/mm2
Valores de Cv, s y n

´10..4500
sso
nPn Ak
PV −= con 2 valores Ao → 2 valores Vc
Construcción de la línea LM
Material HB KsoAo=1, E=5:1 Material HB Kso
Ao=1, E=5:1
SΑΕ 1020 127 215 SΑΕ 3130 210 228
SΑΕ 1020 160 230 SΑΕ 3140 207 210
SΑΕ X 1020 126 208 SΑΕ 3240 170 172
SΑΕ 1035 174 237 SΑΕ 4340 400 360
SΑΕ 1045 187 252 SΑΕ 4340 302 274
SΑΕ 1050 201 264 SΑΕ 4310 415 358
SΑΕ T 1340 217 284 SΑΕ 6140 187 280
SΑΕ 2315 192 214 Fundición acicular o de grafito difuso
263 181
SΑΕ 2330 223 236 Fundición nodular 160
SΑΕ 2340 223 223 Fundición gris 155
SΑΕ 2512 __ 214 GM 145
SΑΕ 3115 128 156 GMB 100 81
Valores de kso (resumida)

Variación de la Duración del Filo (T)
a b c d
T [min] 60 120 240 480
Aon [mm2] 1,20 1,79 2,66 3,95
VPn [m/min] 161 117 84,5 62
UPn [cm3/min] 193 210 225 244
Kn [cm3 / HP. Min] 19,3 21 22,5 24,4
Puntos de intersección
distintos valores de U
variación de Wn = Pn / U
↑ Ao ; ↑ U : ↑ T ; ↓ Wn ; ↑ Knpues Ks disminuye
pero ↑ Fc> flexiones de herramienta, pieza y
partes de la máquina
ns TACvVt
)60/(0
=

Variación de la Potencia neta disponible
Pn [HP] 8 10 12 14 16 18 20
Ao n [mm2] 0,78 1,20 1,70 2,30 2,95 3,70 4,54
UP n [cm3/min] 142 193 254 314 373 438 518
↑ 100 % Pn
↑ 162 % U
Pues Ks disminuye
´10..4500
sso
nPn Ak
PV −=

Análisis del Diagrama de Producción (LM, LH, LUcte)
Se analizan:
las variaciones de Ao y Vc,
recorriendo U=cte, LM, y LH
a partir del punto de intersección
Zonas característicasα Sobrecarga de la herramientaβ Poco aprovech. de la máquinaδ Sobrecarga de la Máquinaθ Optimo aprovech. de la Máquinaγ Buena Utilización de la máquina
Sobre UC1= cte Dirección 1
• Es mayor la duración del filo
• Es menor el consumo de potencia: podemos aumentar la velocidad hasta consumir toda la potencia, con lo que U aumenta.
1 2 5 10 20 50 100Sección de Viruta A0 , mm2
100
50
20
10
5
2
1
Vel
ocid
ad d
e co
rte
Vc
, m/m
in
A
B1
C1
C2
A Linea de herramienta(Metal duro:60´)
B1 Linea de máquina 6,6 HPB2 Linea de máquina 2,3 HPC1 Caudal U = 200C2 Caudal U= 40
B2
δ
γ
θ
β
α
2
Material:Acero 50 Kg/mm2
Herramienta: Metal duro, geometría definida
1

A la T prevista, no conviene reducir Vc y aumentar Ao, pues se sobrecargaría la máquinaA la T prevista, al aumentar la Vc y disminuir la Ao, podrán obtenerse la tolerancia dimensional y el acabado superficial exigidosMenores Vc y mayores Ao, sobre LM, dan >>U y >T (pudiendo usar herramientas de menor calidad), pero aumenta Fc sobre pieza-herramienta-máquina y el riesgo de producir filo recrecido
Análisis resumido del Diagrama de Producción

Modelos Matemáticos Experimentales
29,0
34,0
sen.4,0
10.60...
⎥⎦
⎤⎢⎣
⎡=
r
Scn a
kapVP
κ
Provistos por fabricantes de herramientas, además de datos de corte recomendados para diferentes materiales a mecanizar.
Ejemplo: modelo de Sandvik
ks0,4: Válido para a = 0,4 mm/vueltaFactor de corrección de Ks por a (t1) y κr
Algunas Máquinas CNC (con Control adaptivo) y paquetes CAD/CAM incluyen ensus software, algoritmos que proveen las condiciones de corte optimizadas.

Se establece una primera hipótesis: Una vez seleccionada la máquina-herramienta a emplear, el máximo caudal de viruta se tendrá utilizando la máxima potencia útil Pn de la máquina y con el mínimo valor de Ks.
Pn = ksmín . (a . p .Vc)máx
Los parámetros del segundo miembro son todos incógnitas y el ksmín se obtendrá con los aumentos de a, p y Vc.
Se establecen las siguientes hipótesis adicionales:1. Para el rango de velocidades de corte normales (Vc > 150 m/min), es ks ≈ constante2. Seleccionada la herramienta, la variación posible de su geometría es pequeña, por lo que en este caso no se considera su influencia sobre ks.3. En función del máximo esfuerzo que puede soportar la herramienta, teniendo en cuenta las recomendaciones de los fabricantes para el material que se mecaniza, se adopta la sección máxima de viruta. Del gráfico Ks-Ao se obtiene el ks mínimo. Resulta:
Cálculo de las condiciones óptimas de corte
Método Ks
max0minmax AK
PVs
nC ⋅
=

Material a mecanizar es Acero SAE 1045
De los catálogos de herramientas se selecciona el material y la geometría de la herramienta.
Para desbaste ligero, se selecciona:
Metal duro calidad S1PDel rango de valores de a y p recomendados, se adoptan los máximos:
a = 0,5 mm/rev p = 4 mm
Del gráfico ks vs. Ao, se obtiene ks mín (Aomáx)
Ao máx = 0,5 . 4 = 2 mm2 ks mín = 180 daN/mm2
Con la Pn (potencia neta o útil) de la máquina (es dato), se obtiene la Vc para la máxima sección de viruta y ks mínimo.
Método Ks: EjemploCálculo de las condiciones óptimas de corte
max0minmax AK
PVs
nC ⋅
=
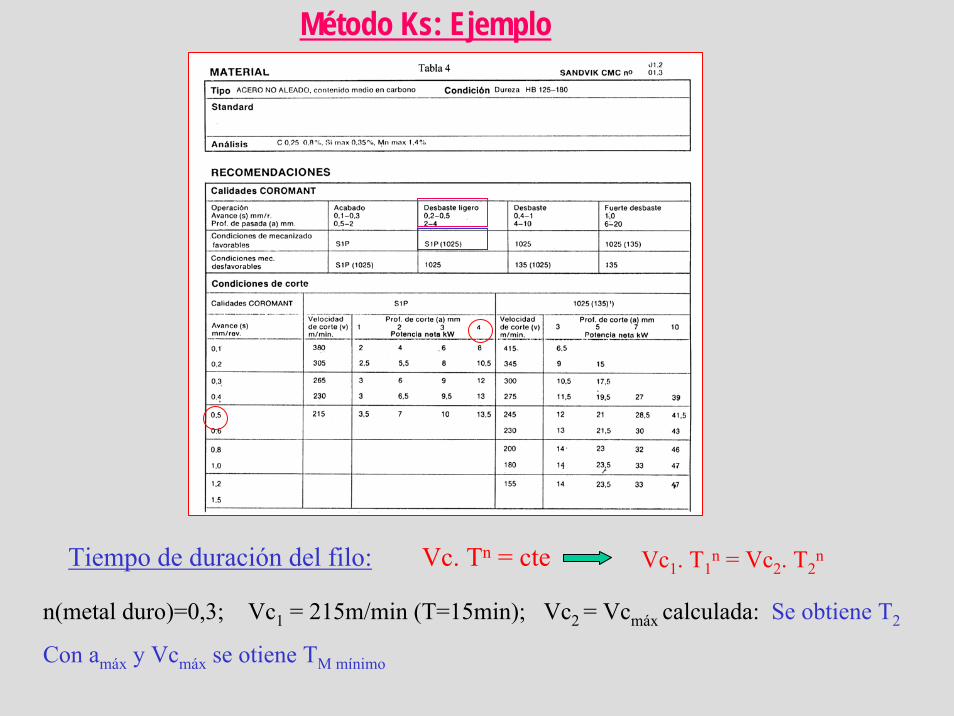
Tiempo de duración del filo: Vc. Tn = cte Vc1. T1n = Vc2. T2
n
n(metal duro)=0,3; Vc1 = 215m/min (T=15min); Vc2 = Vcmáx calculada: Se obtiene T2
Con amáx y Vcmáx se otiene TM mínimo
Método Ks: Ejemplo

Método Diagrama de Producción: EjemploCálculo de las condiciones óptimas de corte
Ao máx
Vc máx

Método Modelo de SANVIK: EjemploCálculo de las condiciones óptimas de corte
Vc máx [m/min]
Datos del fabricante de herramienta
Material a mecanizar: SAE 1045. Desbaste ligero
fnmáx = 0,5 mm/v = (a)
apmáx = 4mm = (p)
Kc0,4= 2100 N/mm2 = Ks
κr = 75º
Datos de la máquina: Pn [KW]…
29,0
34,0 4,0
10.60...
⎥⎦
⎤⎢⎣
⎡=
rn
npcn senf
kcfaVP
κ

Valores de Kc 0,4

Limitaciones prácticas en el uso de los datos de corte obtenidos
Relativas a: Variable limitante Factores relacionados
Potencia de la máquina Avance y profundidad máximas y mínimasValores discretos de RPM del husillo Disponibles en la máquinaRigidez (relación l/d) Fuerzas y vibraciones Precisión requerida Tolerancias dimensionales, de forma y de acabado superficial requeridas
Rigidez Sección resistente de la herramientaLongitud en voladizo
Espesor mínimo de viruta Geometría de la herramienta (radio de punta y ángulo de posición) y estado del filo Espesor máximo de viruta(proporcional a amáx)
Resistencia de la herramienta, función de su material y geometría.
Mínima anchura de corte(proporcional a pmín) La define el radio de punta
Máxima anchura y fuerza de corte Resistencia de la herramientaMáximo desgaste de la herramienta Resistencia al desgaste de la herramienta, precisión requerida en la pieza.Relación de forma de la viruta (Esbeltez = p/a). Determinada por las leyes del arranque de virutaMínima profundidad Geometría y material de la herramienta, y estado del filoDuración del filo de la herramienta Define la velocidad de corte Filo recrecido Define la mínima velocidad de corte Velocidades altas Dificultades para evacuar virutas, y de seguridad. Duración no económica del filoVelocidades bajas Filo recrecido, acabado superficial
Condiciones de corte
Herramienta
Pieza
Máquina
Condiciones de corte en las operaciones de acabado
El método de la “presión de corte” no es aplicable para determinar las condiciones de corte óptimas en operaciones de acabado.
El Diagrama de Producción permite establecer condiciones de corte para cualquier tipo de operación.

Análisis del costo de producción. Duración económica de la herramienta
CT: Costo de mecanizado = CL. TMT
CL : Costo de operarioCU: Costo de la herramienta
CU = CL. TCU . TMT/T + CTA . TMT/TTCU: Tiempo de cambio de herram.CTA: Costo de 1 filoCP: Costos de preparación de la máquinaCI : Costos improductivos (maniobras)
TMT:Tiempo de mecanizado p/pieza
TU: Tiempo cambios de herramienta
TU =TCU . TMT/T
TP: Tiempo de preparación de la máquina
TI : Tiempo improductivo

Velocidad de corte - Zona de máxima eficiencia
Vc (mínimo tiempo o máximo U) > Vc (mínimo costo o Duración económica del filo)













![DespuéS[1][1]. T](https://static.fdocuments.ec/doc/165x107/55a31c691a28abd2178b45d3/despues11-t.jpg)