Operaciones Unitarias II Destilacion Tablas y Correlaciones
26
Operaciones Unitarias II: Destilación – Tablas y correlaciones 1 de 26 UTN Facultad Regional Delta – Departamento de Ingeniería Química DESTILACIÓN 1. Constantes de equilibrio líquido-vapor para hidrocarburos [Apéndice D-2 Foust 2ª ed.]
-
Upload
elmer-quispe -
Category
Documents
-
view
75 -
download
2
Transcript of Operaciones Unitarias II Destilacion Tablas y Correlaciones

Operaciones Unitarias II: Destilación – Tablas y correlaciones 1 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
DESTILACIÓN
1. Constantes de equilibrio líquido-vapor para hidrocarburos [Apéndice D-2 Foust
2ª ed.]

Operaciones Unitarias II: Destilación – Tablas y correlaciones 2 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
2. Constantes de equilibrio líquido-vapor para hidrocarburos [Tabla D-2d Foust 2ª
ed.]

Operaciones Unitarias II: Destilación – Tablas y correlaciones 3 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química

Operaciones Unitarias II: Destilación – Tablas y correlaciones 4 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
3. Constantes de equilibrio líquido-vapor para hidrocarburos, en sistemas de
hidrocarburos livianos [Fig. 3-14 Perry 7ª ed.]
3.1 Rango de bajas temperaturas

Operaciones Unitarias II: Destilación – Tablas y correlaciones 5 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
3.2 Rango de altas temperaturas

Operaciones Unitarias II: Destilación – Tablas y correlaciones 6 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
4. Diagrama de equilibrio y entalpía-concentración para el sistema binario
amoníaco-agua a 100 psia [Apéndice D-17b Foust 2ª ed.]

Operaciones Unitarias II: Destilación – Tablas y correlaciones 7 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
5. Condiciones y dimensiones generales recomendadas para las torres de platos
[Tabla 6.1 Treybal 2ª ed.]

Operaciones Unitarias II: Destilación – Tablas y correlaciones 8 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
6. Dimensiones recomendadas para torres de platos perforados [Tabla 6.2 Treybal
2ª ed.]

Operaciones Unitarias II: Destilación – Tablas y correlaciones 9 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
7. Coeficiente de descarga para flujo de gases en platos perforados [Fig. 14-30
Perry 7ª ed.]
8. Lloriqueo en platos perforados [Fig. 14-27 Perry 7ª ed.]
9. Factor de aireación para platos perforados [Fig. 14-32 Perry 7ª ed.]
Estas curvas se ajustan a la
expresión:
donde
1,679F ln 0,269- W
Q ln 0,0825β L +
=
Gh ρUF =
La abscisa es la altura de líquido
sobre el plato: hW+h1. La altura hσ
de la ordenada tiene relevancia en
sistemas espumantes.

Operaciones Unitarias II: Destilación – Tablas y correlaciones 10 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
10. Arrastre fraccionario para platos perforados [Fig. 6.17 Treybal 2ª ed.]
Para el rango de Vn/Vf comprendido en 0,6−0,9 las curvas de arrastre han sido ajustadas satisfactoriamente
las siguientes expresiones analíticas:
( )[ ]( )[ ]28090lnAbs 57930Abs07850
f
n2
2
V
V12147lnAbs 29442lnAbs0,1868 expE
,,ln,exp
,,
+−−
−−−=
11. Correlación de Gilliland [Fig. 13.41 Perry 7ª ed.]

Operaciones Unitarias II: Destilación – Tablas y correlaciones 11 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
12. Eficiencia global de platos en absorbedores de platos de capucha [Figura 6.24
Treybal 2ª ed.]
Puede utilizarse con cuidado también para aproximaciones para platos perforados y de válvula.
13. Eficiencia global de platos en torres de destilación de platos de capucha para
hidrocarburos y mezclas similares [Fig. 6.25 Treybal 2ª ed.]
Puede utilizarse con cuidado también para aproximaciones para platos perforados y de válvula.

Operaciones Unitarias II: Destilación – Tablas y correlaciones 12 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
14. Destilación de mezclas binarias – Métodos analíticos
14.1 Ecuación de Fenske
Este método se basa en las ecuaciones del Método gráfico de McCabe-Thiele. Con esta
ecuación se calcula el número mínimo de platos a partir de las condiciones terminales xD
y xW en función de la volatilidad relativa α. A continuación se realiza un análisis
comenzando por los platos de la zona de agotamiento.
Aplicando la definición de volatilidad relativa al rehervidor (asumido como plato teórico)
resulta:
( ) ( )WW
WW
x1y1
xy
−−=α o bien
( ) ( )W
WW
W
W
x1
x
y1
y
−=
−α
La condición de platos mínimos se cumple a reflujo total, cuando la LOZA se confunde
con la línea de 45º. Luego, yW=xN y reemplazando:
( ) ( )W
WW
N
N
x1
x
x1
x
−=
−α
Procediendo con el plato N:
( ) ( )N
NN
N
N
x1
x
y1
y
−=
−α
Combinando con las dos expresiones anteriores llegamos a:
( ) ( )W
WWN
N
N
x1
x
y1
y
−=
−αα
Procediendo de esta manera plato a plato hasta el plato 1 (asumiendo condensador total):
( ) ( ) ( )W
WWN21
D
D
1
1
x1
x
x1
x
y1
y
−⋅⋅⋅=
−=
−αααα
Ahora bien, el producto de las volatilidades relativas calculadas en cada etapa de
equilibrio puede expresarse como:
1NWN21
+>=<⋅⋅⋅ ααααα
donde <α> es la media geométrica de las volatilidades. A los fines prácticos podemos
estimarla con los valores extremos de las volatilidades relativas, es decir W1ααα >≅< .
La expresión final resulta entonces:
( ) ( )W
W1N
D
D
x1
x
x1
x
−>=<
−+α
Cabe aclarar que N+1 corresponde al número mínimo de platos teóricos Nmín, incluido el
rehervidor asumido previamente como plato teórico. Finalmente la expresión puede
reordenarse a:

Operaciones Unitarias II: Destilación – Tablas y correlaciones 13 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
( )( )
><
−
−=
αln
x
x1
x1
xln
NW
W
D
D
mín
14.2 Fórmula de Underwood
Este método también está basado en las ecuaciones del Método gráfico de McCabe-
Thiele. En la condición de reflujo mínimo Rmín coinciden la recta de alimentación, la
LOZR y la curva de equilibrio:
( )1αx1
x y
++=
α curva de equilibrio
1R
xx
1R
Ry
mín
D
mín
mín
++
+= LOZR
1q
xx
1q
qy
F
−+
−= línea de alimentación
Combinando las tres ecuaciones se llega a la expresión:
( ) ( )( ) ( )
( )( ) ( )( )DFmín
mínFD
DFmín
DFmín
x11qx11R
1Rx1qx
x1 qx1R
x qxR
−−+−+
++−=
−+−
+α
La cual admite solución analítica para Rmín para alimentaciones correspondientes a las
condiciones térmicas dadas por q=0 y q=1:
( )( )
−
−−
−=
F
D
F
Dmín
x1
x1
x
x
1
1R α
α q=1, líquido saturado
( )( )
1y1
x1
y
x
1
1R
F
D
F
Dmín −
−
−−
−= αα
q=0, vapor saturado
Para otros valores de q se debe proceder por prueba y error suponiendo Rmín para
satisfacer la ecuación.
14.3 Correlación de Gilliland
Para el cálculo del número de platos teóricos N para una relación de reflujo R particular,
conocidos Nmín y Rmín, se utiliza la correlación gráfica de Gilliland (ver §11) o alguna
ecuación que la aproxime, por ej.:
−
+
+−=
+
−0,5
mín 1
117,211
54,41exp1
1N
NN
ϕ
ϕ
ϕ
ϕ donde
1R
RR mín
+
−=ϕ

Operaciones Unitarias II: Destilación – Tablas y correlaciones 14 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
15. Destilación de mezclas multicomponentes
En general en una columna sólo es posible separar un producto de tope y uno de fondo de
calidad especificada. Vale decir, si se tienen n componentes en una mezcla y se quiere
separarlos uno de otros, serán necesarias n-1 columnas de destilación. Cuando sólo se
quiere separar dos productos de calidad determinada sólo es necesaria una columna.
15.1 Componentes clave
En la columna de destilación se tienen tres corrientes: la alimentación, el producto de
tope y el producto de fondo. Cuando la alimentación es un sistema multicomponente, la
composición del producto de tope y la del producto de fondo se especifican únicamente
por la composición de un componente en cada corriente, denominados componentes
claves de la mezcla. Conviene, al principio, listar los componentes de la alimentación
siguiendo el orden de su volatilidad relativa. A los componentes más volátiles se les
llama ligeros; a los menos volátiles, pesados. Con frecuencia habrá un componente, el
componente clave ligero, que está presente en el residuo en cantidades apreciables,
mientras que los componentes más livianos que él se encuentran en cantidades
insignificantes. En forma similar, en el destilado habrá una cantidad apreciable de un
componente, el componente clave pesado, mientras que los más pesados que él están en
cantidades no significativas.
La dificultad de la separación, medida por el número de platos que se requieren para una
relación de reflujo dada, está determinada por las concentraciones de los componentes
claves de los productos. Generalmente son aquellos cuyas separaciones se han
especificado. Las volatilidades relativas siempre pueden expresarse con respecto al clave
pesado, es decir, para el componente i: ( ) ( )CPiCP i, xyxyα = .
15.2 Balance de materia
Para resolverlo se supone en primera instancia que en el tope las composiciones de los
componentes más pesados que el clave pesado son cero, mientras que en el fondo las
composiciones de los componentes más livianos que el clave liviano también se
consideran cero. Cuando los componentes clave son seguidos en volatilidad, un simple
balance para esos componentes resuelve el problema. En cambio, si hay algún
componente de volatilidad intermedia entre los claves, es necesario estimar su
composición en el tope y en el fondo, que luego deben ser verificadas por el método de
Hengstebeck.

Operaciones Unitarias II: Destilación – Tablas y correlaciones 15 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
15.3 Temperaturas de tope, alimentación y fondo
Fijada la presión de operación y la primera estimación de las composiciones, se procede a
calcular las temperaturas en los extremos del equipo y en la alimentación (utilizando los
métodos de multicomponentes aplicados para el caso de destilación flash y diferencial).
15.4 Número mínimo de platos teóricos
El número mínimo de platos se calcula según la ecuación de Fenske aplicada a los
componentes claves (fácilmente deducible como en el caso bicomponente):
><
=CP CL,
WCL
CP
DCP
CL
mínα ln
x
x
x
xln
N
donde Nmín incluye al rehervidor si éste existe y es asumido como plato teórico. La media
geométrica de la volatilidad relativa del clave liviano respecto del clave pesado suele
estimarse con los valores en tres puntos de la torre, a saber: en el tope, en la alimentación
y en el fondo; analíticamente:
( ) ( ) ( )3WCPCLFCPCL1CPCLCPCL ,,,, αααα >≅< .
De una forma similar se calcula la media geométrica de la volatilidad relativa de un
componente genérico i respecto del componente clave pesado.
A continuación se confirman las estimaciones de las composiciones iniciales supuestas
(método de Hengstebeck) que aplica la ecuación de Fenske a los componentes no claves:
( )( )
( )( )
WCP
DCPNmínCPi
Wi
Di
x
x
x
x>=< ,α
Cuando no hay componentes distribuidos entre los claves, esta fórmula confirma las
suposiciones iniciales. Si existe algún componente distribuido, la fórmula sirve para
confirmar la estimación inicial. Si no se cumple debe comenzarse nuevamente el balance
y los pasos subsiguientes.
15.5 Relación mínima de reflujo
Para el cálculo de la relación mínima de reflujo se utiliza el método de Underwood:
∑ −=+
iCPi,
D iCPi
mín
x 1R
θα
α ,
donde la constante de Underwood θ se ubica entre αCL,CP y la unidad, y se evalúa según:
∑ −=−
iCPi,
F iCPi x q1
θα
α ,

Operaciones Unitarias II: Destilación – Tablas y correlaciones 16 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
El procedimiento de cálculo es por prueba y error, con estimaciones de θ. Cuando la
alimentación es líquido en su punto de burbuja, θ se puede evaluar gráficamente a partir
de la relación de componentes claves en la alimentación y su volatilidad relativa.
15.6 Estimación del reflujo operativo
La relación de reflujo óptima para un sistema dado puede ser obtenida comparando
costos operativos de energía con costos de capital y luego optimizando ambos. Como
reglas generales se pueden utilizar los siguientes heurísticos:
R/Rmín N/Nmín
Bajo nivel de refrigeración (<−100ºC) 1,05−1,1 2,5−3,5
Alto nivel de refrigeración 1,1−1,2 2,0−3,0
Condensación con agua o aire 1,2−1,3 1,8−2,5
15.7 Número de platos teóricos
El método de cálculo del número de platos teóricos consiste en emplear la correlación de
Gilliland (ver §11), para la cual es necesario conocer Nmín, Rmín y R.
15.8 Análisis de torres existentes
Los métodos anteriores son útiles para estimaciones rápidas de cálculos de torres nuevas,
pero no es conveniente para evaluar torres existentes. Para este último caso se utiliza el
método de Smith-Brinkley, en el que se evalúa la fracción alimentada del componente i
que sale por el fondo:
( ) ( )( ) ( ) ( )1r N-N
i mr N
i nii nr N
i n
i nr N
i n
iF
Wi
S-1 S R hS-1 RS-1
S-1 RS-1
x F
x Wf
+++
+=
=
donde Sn y Sm son los factores de separación para la zona de rectificación y agotamiento,
respectivamente, evaluados a una temperatura media de la zona:
VL
KS
ii n =
VL
KS
ii m =
y el factor h se determina respectivamente para alimentaciones líquidas y alimentaciones
de vapor según:
=
i m
i n
i
ii
S-1
S-1
L
L
K
Kh
'
=
i m
i ni
S-1
S-1
L
Lh

Operaciones Unitarias II: Destilación – Tablas y correlaciones 17 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
15.9 Métodos rigurosos
Los métodos presentados hasta este punto sirven para cálculos preliminares. Los métodos
rigurosos calculan las composiciones plato a plato haciendo balances simultáneamente de
materia y energía. Cuando los calores de vaporización de la mezcla se pueden considerar
constantes, sólo es necesario un balance de materia (recordar método de McCabe-Thiele).
Para este caso se tiene para un plato n de la zona de rectificación:
( ) ( ) in1nin1n xxLyyV −=− −+ balance de materia para el componente i
( ) ( )∑∑ =
i
ini
i
in xKy condición de equilibrio
Se comienza a partir del plato 1. Si el condensador es total, luego y1=x0 (datos) para cada
componente. Se supone una temperatura de plato y se evalúa la relación de equilibrio:
( )( )∑∑ ==
ii
i1
i
i1 1K
yx
hasta cumplir esa igualdad que permite calcular x1 para cada componente. Luego con un
balance de materia en el plato puede determinarse y2 para todos los componentes de la
corriente. Este procedimiento ha de repetirse con los platos inferiores hasta alcanzar la
composición de la corriente de alimentación.
Por otro lado, se procede de la misma manera con la zona de agotamiento, partiendo del
dato xN (composición de fondo) para cada componente. Combinando los balances de
masa y la condición de equilibrio para multicomponentes alcanzamos nuevamente la
composición de la corriente de alimentación.
En el plato de alimentación ambas ecuaciones de líneas de operación se satisfacen
simultáneamente y se cumple:
( ) ( ) ( ) ( )( ) ( ) ( ) ( )1Rq1xx
1Rq1xx
x
x
DCPFCP
DCLFCL
ciónerCP
CL
+−−
+−−=
secint
15.10 Ubicación del plato de alimentación
Una fórmula para el cálculo estimado y rápido del plato de alimentación es la dada por
Kirkbridge:
( )( )
=
2
DCP
WCL
FCL
CP
a
r
x
x
x
x
D
W2060
N
Nln,ln

Operaciones Unitarias II: Destilación – Tablas y correlaciones 18 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
16. Diseño de platos perforados para flujo cruzado
16.1 Diámetro de la torre
El diseño de un plato perforado comienza por el cálculo del área transversal neta An, esto
es, el área transversal total menos el área ocupada por un vertedero:
vtn AAA −=
La base del diseño se basa en la correlación de la velocidad del gas por el área neta en la
condición de inundación, Vf :
G
GL
ff CVρ
ρρ −=
donde Cf es el coeficiente de inundación:
( )0,2
F0,02
σJ log C
×−= αβ donde
≤<
≤≤
=
1,0ρ
ρ
G'
L'0,1 si
ρ
ρ
G'
L'
0,1ρ
ρ
G'
L'0,01 si 0,1
J
L
G
L
G
L
G
siendo α y β funciones del espaciamiento entre platos t (ver §6).
Para el diseño de un equipo que permita una operación segura, es habitual adoptar como
velocidad del gas por el área neta Vn el 70−80% del valor correspondiente a la condición
de inundación. El área transversal neta An queda pues simplemente determinado por:
n
Gn
V
QA =
Finalmente el área transversal total, necesaria para determinar el diámetro de la torre, se
calcula según:
t
v
nt
A
A1
AA
−=
donde la fracción de área transversal total ocupada por un vertedero depende de la
longitud del vertedero W, para la cual típicamente suele adoptarse para el flujo cruzado el
70 % del diámetro de la columna T (ver §5). Esta última puede pues calcularse:
πtA 4
T =
Cabe mencionar que para comenzar y avanzar en el cálculo es necesario suponer un valor
preliminar de espaciamiento entre platos t, el cual debe verificarse según
recomendaciones de tabla (ver §5) una vez obtenido el diámetro de la torre.

Operaciones Unitarias II: Destilación – Tablas y correlaciones 19 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
A continuación es preciso verificar además que el diseño es apto para el flujo cruzado,
para lo cual debe cumplirse el heurístico QL/W<0,015 (m3/s)/m. En caso de no verificarse
resulta oportuno considerar un arreglo de múltiples pasos.
16.2 Número de orificios
Para determinar el número de orificios del plato es necesario comenzar con el área activa
de perforaciones Aa, el cual se calcula a partir del área transversal total restando de la
misma las áreas de los vertederos y otras no aprovechables, denominadas áreas de
distribución y separación Ad:
dvta AA2AA −−=
donde Ad puede estimarse según:
td A 20050A ,, −=
o típicamente puede adoptarse un valor igual al 15% del área transversal total.
El área ocupada por los orificios se relaciona con el área activa , el diámetro de orificio
d0 y el paso entre orificios p de la siguiente manera:
2
0
a
0
p
d 0,907
A
A
=
donde típicamente suele adoptase para el arreglo triangular un diámetro de orificio de
3−12 mm y un paso de 2,5−5 diámetros de orificio.
Finalmente el número de orificios N puede calcularse fácilmente con el área de orificios
A0 y el área de un orificio individual a partir de su diámetro d0:
204
1
0
d
AN
π=
16.3 Caída de presión
La altura de líquido sobre el plato es la suma de la altura del vertedero hw y de la altura
de la ola de líquido sobre el vertedero h1. Un valor típico para la primera para el caso de
columnas a presión atmosférica es 50mm. La segunda, en cambio, se calcula según:
3
2
L1
W
Q0,666 h
= [m]
Es habitual que la altura de líquido sobre el plato se encuentre en 50−100mm.
La caída total de presión en un plato ht se define como la suma de la caída de presión en
el orificio hd y la caída de presión provocada por la masa aireada de líquido h’l. Esto
expresado en términos de altura de líquido:
ldt hhh '+=

Operaciones Unitarias II: Destilación – Tablas y correlaciones 20 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
La caída de presión en el orificio se calcula según la correlación:
2h
L
Gd U Kh
ρρ
=
donde la velocidad a través del orificio Uh puede calcularse fácilmente, y el factor K se
calcula a partir del coeficiente de descarga Cv, el cual es función de la fracción de área
activa ocupada por orificios A0/Aa y la relación espesor del plato a diámetro de orificio
l/d0 (ver §7):
2VC
50,8K =
La caída de presión provocada por la masa aireada de líquido h’l se determina según:
donde el factor de aireación β es función de la velocidad del gas a través del área activa
QG/Aa según la correlación disponible en §9.
Para torres que operan a presión atmosférica, la caída total de presión en el plato tiene un
rango recomendado de 500−800 Pa.
16.4 Inundación
Para evitar el fenómeno de inundación por exceso de líquido en el vertedero se
recomienda que la altura total requerida de líquido en el vertedero no supere la mitad del
espaciamiento entre platos:
t 50hhhh 2t1W ,<+++
donde la caída de presión en la entrada del líquido al plato a través del sello hidráulico
h2 (expresado en términos de altura de líquido) se calcula:
2
s
L2
A
Q
2g
3h
=
siendo el área entre el vertedero y el piso del plato AS simplemente el producto entre la
longitud del vertedero W y la altura del sello hidráulico hS, el cual habitualmente es de
25 mm.
16.5 Purgas o lloriqueo
Para evitar el drenaje de líquido a través de los orificios, es necesario que el flujo de gas
provoque una caída de presión que supere la altura de líquido sobre el plato. Para
confirmar esto, se utiliza la correlación gráfica de §8.
( )1Wl hh h += β'

Operaciones Unitarias II: Destilación – Tablas y correlaciones 21 de 26
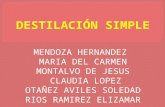
UTN Facultad Regional Delta – Departamento de Ingeniería Química
hs
T
W
Z'
h1
hW
h t
h 2
h w+h 1+h t+h 2
t
A t
A V A V
hW
W
Corte I-I
I
II II
A V
Corte II-II
(plato)
A N
I
h1
d0
p
A V
A a A d
A 0 /NZ

Operaciones Unitarias II: Destilación – Tablas y correlaciones 22 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
16.6 Arrastre de líquido
Cuando el líquido es arrastrado por el gas hacia la parte superior, el líquido arrastrado es
atrapado en el líquido del plato superior. Se define arrastre fraccional E:
área tiempo
arrastrado líquidomoles L
área tiempo
arrastrado líquidomoles
E
⋅+
⋅=
donde L es el flujo molar de líquido que entra al plato. E se calcula en función de la
velocidad de inundación y de la relación ( ) LGGL ρρ'' (ver §10).
16.7 Eficiencia de columna
La eficiencia de la columna o la eficiencia global del plato E0 se define como la relación
entre número de platos ideales y el número de platos reales. Analíticamente se determina
a partir de la eficiencia de Murphree corregida por arrastre EMGE y la relación de
pendientes de línea de operaciones y la línea de equilibrio A:
( )[ ]( )A1ln
1A1E1lnE
MGE
0
−+=
16.8 Eficiencia de platos perforados
La eficiencia puntual referida a la fase gaseosa E0G se determina según:
( )tOG0G Nexp1E −−=
donde:
tLtGtOG N
1
L
mG
N
1
N
1+=
50
G
L0,5
Gaw
tG
Sc
ZQ 6104 V 2380h 5747760N
,
,,,, +−+=
ρ
( ) L0,5
Ga0,5
LtL 150 V 2130 D 4000N θρ ,, +=
( ) ( )
L
1WL
Q 2
Z WT hh
++=θ
La eficiencia de plato de Murphree EMG se determina según:
( )[ ]( ) ( )[ ]
( )( )[ ]Pe1
1exp
Pe1 Peη
Peηexp1
E
E
OG
MG
++
−+
+++
+−−=
ηηη
η
ηη

Operaciones Unitarias II: Destilación – Tablas y correlaciones 23 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
donde :
−+= 1
Pe L
E G m4 1
2
Pe OGη
LE
2
D
ZPe
θ=
2
wL
a3
E h 180Z
Q 673V 0171010933D
+++×= − ,
,,,
La eficiencia de Murphree corregida por arrastre EMGE se determina según:
−
+
=
E1
EE1
EE
MG
MGMGE
donde el arrastre de líquido E se determina según correlación en §10.
17. Altura equivalente a un plato teórico (HEPT)
Este enfoque se aplica tanto a la absorción como a la destilación, para corrientes diluidas
en el primero, y para el caso de McCabe-Thiele para el segundo. Básicamente se trata de
una relación entre plato teórico y altura de relleno con el mismo efecto.
De un balace de materia en un elemento diferencial de relleno se obtiene:
( ) dy Vdhyyak OV =−*
Integrando llegamos a:
( ) ∫∫+
=
−
n
1n
y
y
h
0
OV dy Vdhyyh
1ahk *
( )1nnOV yy Vyyahk +−>=−< *
Si adoptamos como la fuerza impulsora promedio la media logarítmica:
( ) ( )( )( )
( )1nn
n1-n
1nn
n1-n1nnOV yy V
yy
yy
yyyy ahk +
+
+ −=
−
−
−−−
ln
( )( )
( )( )n1-n
1nn
1nn
n1-nOV
yy
yy V
yy
yy1 ahk
−
−=
−
−− +
+
ln
Pero además:
1nn
n1n
1nn
1nn
1nn
n1n
yy
yy
xx
yy
xx
yy
m
VL
+
−
+
+
+
−
−
−=
−
−
−
−
=*

Operaciones Unitarias II: Destilación – Tablas y correlaciones 24 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
donde m*, definido según el denominador del segundo miembro de la igualdad anterior,
puede interpretarse como la pendiente de la recta secante que aproxima a la curva de
equilibrio líquido-vapor en la zona del plato n.
Entonces reemplazando:
VL
m V
m
VL1 ahk OV
*ln
*=
−
Que reordenando lleva a:
( )( )1LVm
LVm
ak
VHEPTh
OV −==
*
*ln

Operaciones Unitarias II: Destilación – Tablas y correlaciones 25 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
Nomenclatura a : área interfacial [longitud
2/longitud
3]
A : relación de pendientes de la línea de operaciones y la línea de equilibrio
Aa : área activa [longitud2]
Ad : área de distribución [longitud2]
AN : área neta [longitud2]
Ao : área ocupada por orificios [longitud2]
At : área transversal [longitud2]
CV : coeficiente de descarga
CL,CP : (subíndice) componente clave liviano y pesado, respectivamente
Cf : coeficiente de inundación
do : diámetro de orificio [longitud]
D : caudal molar de destilado [mol/tiempo]
D : (subíndice) corriente de destilado
DL : difusividad de la fase líquida [longitud2/tiempo]
E : arrastre fraccionario
EOG : eficiencia global del plato
EOG : eficiencia puntual referida a la fase gaseosa
EMG : eficiencia de plato de Murphree
EMGE : eficiencia de plato de Murphree corregida por arrastre
F : caudal molar de alimentación [mol/tiempo]
F : (subíndice) corriente de alimentación
G : flujo molar de la corriente gaseosa [mol/longitud2/tiempo]
G’ : flujo másico de la corriente gaseosa [masa/longitud2/tiempo]
h1 : altura de la ola de líquido [longitud]
h2 : caída de presión provocada por el sello hidráulico [longitud]
hd : caída de presión en el orificio [longitud]
hl’ : caída de presión provocada por la masa aireada de líquido [longitud]
hs : altura del sello hidráulico [longitud]
ht : caída total de presión en el plato [longitud]
hW : altura del vertedero [longitud]
h : altura de relleno [longitud]
kOV : coeficiente global de transferencia en fase vapor [mol/longitud2/tiempo]
Ki : constante de equilibrio líquido-vapor del componente i
L : flujo molar de la corriente líquida [mol/longitud2/tiempo]
L’ : flujo másico de la corriente líquida [masa/longitud2/tiempo]
m : pendiente de la línea de equilibrio
MrL : masa molar de la corriente líquida [mol/masa]
N : número de platos teóricos
Nr, Na : número de platos teóricos en la zona de rectificación y agotamiento, respectivamente
Nmín : número mínimo de platos

Operaciones Unitarias II: Destilación – Tablas y correlaciones 26 de 26
UTN Facultad Regional Delta – Departamento de Ingeniería Química
QG, QL : caudal volumétrico de vapor y de líquido, respectivamente [longitud3/tiempo]
R : relación de reflujo operativa
Rmín : relación de reflujo mínima
ScG : número de Schmidt del vapor
t : espaciamiento entre platos [longitud]
T : diámetro de la columna [longitud]
Uh : velocidad del vapor a través del orificio [longitud/tiempo]
Va : velocidad del vapor a través del área activa [longitud/tiempo]
Vn : velocidad del vapor a través del área neta [longitud/tiempo]
Vf : velocidad del vapor a través del área neta en la condición de inundación [longitud/tiempo]
W : longitud del vertedero [longitud]
Z : recorrido del líquido en el plato (distancia entre vertederos) [longitud]
Z’ : distancia desde el centro de la torre al vertedero [longitud]
x : Fracción molar del componente (normalmente más volátil) en la corriente líquida
y : Fracción molar del componente (normalmente más volátil) en la corriente vapor
αi,j : volatilidad relativa del componente i respecto del componente j
µG, µL : viscosidad del vapor y del líquido, respectivamente [masa/longitud/tiempo]
ρG , ρL : densidad del vapor y del líquido, respectivamente [masa/longitud3]
θ : constante de Underwood