
nuestra industria - boletines.secv.esboletines.secv.es/upload/20120509132007.z19761504.pdf · se...
42
nuestra industria La utilización racional del gas natural en la cocción de productos de Cerámica Blanca* (Parte II, conclusión) F. VALLE SAVAL Utilización Gas Natural, S. A. J. ENA GUTIERREZ Sangra, S. A. 5. EL GAS NATURAL EN LA FACTORÍA DE SANGRA, S. A. EN CASTELLBISBAL Esta empresa ha dispuesto en todo momento de las técnicas más avanzadas de cocción, y posee en la ac- tualidad, y desde 1963, dos hornos túnel muflados Heimsoth de 108 m de longitud, que en lo sucesivo los denominaremos hornos I y II, y en 1972 se construyó el horno III a llama directa, también Heimsoth de 108 metros. En las fechas en que el polígono industrial donde está enclavada la factoría, tuvo el gas natural disponible, Sangra, S. A. se planteaba por una parte la necesidad de realizar ampliaciones, mientras que otra se veía limi- tada por la cada vez más deficiente marcha de sus hor- nos muñados. Estos hornos llevaban ya ocho años de funcionamiento continuo y debido al gran incremento de producción que habían sufrido en este período de tiempo, se había acelerado notablemente su envejeci- miento, y sin embargo la reparación de estos hornos habría supuesto una parada totalmente inoportuna. Así se decidió la aplicación del gas natural para tratar de alargar su vida. Al mismo tiempo se adoptaba este mismo combustible, acompañado de las modernas téc- nicas que permitía, para ser aplicadas al nuevo hor- no III. El consumo de gas natural se inició pues en octubre de 1971 en los hornos I y II, mientras el horno III en- tró en servicio a principios de 1973. A continuación expondremos primeramente los deta- lles principales de la transformación de los hornos mu- ñados, así como las conclusiones generales que pueden sacarse del empleo de este combustible en hornos de esté tipo, para concluir con la descripción de las carac- terísticas y funcionamiento del horno III a llama di- recta. 5.1. HORNOS MUFLADOS En la planificación inicial de la factoría y dados los combustibles que existían en el mercado, se adoptó el * Conferencia pronunciada en la Sección de Cerámica Blanca durante la celebración de la XV Reunión Anual de la Sociedad Española de Cerámica y Vidrio. La Toja (Ponte- vedra), 22-25 septiembre 1975. sistema de muflas tipo Dressler; esta técnica era en- tonces avanzada, había sido muy experimentada por el grupo de empresas europeas relacionadas con esta So- ciedad y tiene todavía hoy muchos adictos. El empleo de muflas permite utilizar combustibles sulfurados para una cocción satisfactoria de cualquier tipo de piezas, pero en el momento en que estas mu- flas comienzan a deteriorarse, el acabado de las piezas empieza a sentir los efectos del combustible. Por otra parte, existen otras limitaciones propias del sistema que dificultan la obtención de una correcta uniformi- dad térmica, sobre todo a altas velocidades de coc- ción ; esto es debido a que, a pesar de la especial con- figuración de las muflas para favorecer la convección, la transmisión de calor tiene lugar fundamentalmente por radiación; ya que los quemadores producen zonas localizadas de mayor temperatura, todas ellas a la mis- ma altura de la carga. Además el sistema posee una gran inercia térmica, y el rendimiento calorífico no es elevado. 5.1.1. CARACTERÍSTICAS TÉCNICAS DE LOS HORNOS I Y II Marca: Heimsoth. Longitud: 108 m. Altura máxima útil de carga: 0,9 m. Anchura de la carga : 1,44 m. Capacidad : 50 vagonetas. Ciclo de cocción nominal : 50 horas. Temperatura máxima de cocción: 1.280" C. Combustible original : fuel-oil. Combustible actual : gas natural. Como puede apreciarse en los esquemas de las figu- ras 1 y 2, las muflas atraviesan las zonas de cocción y precalentamiento. Los canales de evacuación de pro- ductos de combustión abarcan solamente el precalen- tamiento y están comunicados, mediante registros re- gulables, a la parte inferior de las muflas. Los gases y vapores desprendidos en la cocción, pasan a otros ca- nales existentes en la parte superior de esta misma zona, que poseen extracción independiente y están co- municados al laboratorio, mediante 18 registros regu- lables. JULIO-AGOSTO 1976 241
-
Upload
phungkhuong -
Category
Documents
-
view
223 -
download
0
Transcript of nuestra industria - boletines.secv.esboletines.secv.es/upload/20120509132007.z19761504.pdf · se...

nuestra industria
La utilización racional del gas natural en la cocción de productos de Cerámica Blanca* (Parte II, conclusión)
F. VALLE SAVAL Utilización Gas Natural, S. A.
J. ENA GUTIERREZ Sangra, S. A.
5. EL GAS NATURAL EN LA FACTORÍA DE SANGRA, S. A. EN CASTELLBISBAL
Esta empresa ha dispuesto en todo momento de las técnicas más avanzadas de cocción, y posee en la actualidad, y desde 1963, dos hornos túnel muflados Heimsoth de 108 m de longitud, que en lo sucesivo los denominaremos hornos I y II, y en 1972 se construyó el horno III a llama directa, también Heimsoth de 108 metros.
En las fechas en que el polígono industrial donde está enclavada la factoría, tuvo el gas natural disponible, Sangra, S. A. se planteaba por una parte la necesidad de realizar ampliaciones, mientras que otra se veía limitada por la cada vez más deficiente marcha de sus hornos muñados. Estos hornos llevaban ya ocho años de funcionamiento continuo y debido al gran incremento de producción que habían sufrido en este período de tiempo, se había acelerado notablemente su envejecimiento, y sin embargo la reparación de estos hornos habría supuesto una parada totalmente inoportuna. Así se decidió la aplicación del gas natural para tratar de alargar su vida. Al mismo tiempo se adoptaba este mismo combustible, acompañado de las modernas técnicas que permitía, para ser aplicadas al nuevo horno III.
El consumo de gas natural se inició pues en octubre de 1971 en los hornos I y II, mientras el horno III entró en servicio a principios de 1973.
A continuación expondremos primeramente los detalles principales de la transformación de los hornos muñados, así como las conclusiones generales que pueden sacarse del empleo de este combustible en hornos de esté tipo, para concluir con la descripción de las características y funcionamiento del horno III a llama directa.
5.1. HORNOS MUFLADOS
En la planificación inicial de la factoría y dados los combustibles que existían en el mercado, se adoptó el
* Conferencia pronunciada en la Sección de Cerámica Blanca durante la celebración de la XV Reunión Anual de la Sociedad Española de Cerámica y Vidrio. La Toja (Pontevedra), 22-25 septiembre 1975.
sistema de muflas tipo Dressler; esta técnica era entonces avanzada, había sido muy experimentada por el grupo de empresas europeas relacionadas con esta Sociedad y tiene todavía hoy muchos adictos.
El empleo de muflas permite utilizar combustibles sulfurados para una cocción satisfactoria de cualquier tipo de piezas, pero en el momento en que estas muflas comienzan a deteriorarse, el acabado de las piezas empieza a sentir los efectos del combustible. Por otra parte, existen otras limitaciones propias del sistema que dificultan la obtención de una correcta uniformidad térmica, sobre todo a altas velocidades de cocción ; esto es debido a que, a pesar de la especial configuración de las muflas para favorecer la convección, la transmisión de calor tiene lugar fundamentalmente por radiación; ya que los quemadores producen zonas localizadas de mayor temperatura, todas ellas a la misma altura de la carga. Además el sistema posee una gran inercia térmica, y el rendimiento calorífico no es elevado.
5.1.1. CARACTERÍSTICAS TÉCNICAS DE LOS HORNOS I Y II
Marca: Heimsoth. Longitud: 108 m. Altura máxima útil de carga: 0,9 m. Anchura de la carga : 1,44 m. Capacidad : 50 vagonetas. Ciclo de cocción nominal : 50 horas. Temperatura máxima de cocción: 1.280" C. Combustible original : fuel-oil. Combustible actual : gas natural.
Como puede apreciarse en los esquemas de las figuras 1 y 2, las muflas atraviesan las zonas de cocción y precalentamiento. Los canales de evacuación de productos de combustión abarcan solamente el precalentamiento y están comunicados, mediante registros regulables, a la parte inferior de las muflas. Los gases y vapores desprendidos en la cocción, pasan a otros canales existentes en la parte superior de esta misma zona, que poseen extracción independiente y están comunicados al laboratorio, mediante 18 registros regulables.
JULIO-AGOSTO 1976 241

NUESTRA INDUSTRIA
rñff bota;
Tirol] Otsgasi f icacion
>-f3--C3"0--0--0-0 0 - O-O-C
fc-r/fc-Jl: mm -H*
I l I 2 I 3 I 4 I s 1 6 I 7 I e I 9 I 10 I 11 I 12 I 13 I U I IS I 16
PRECALENTAMIEN TO
'tana' a'r*
id ^Salidas vxtvriorcs (desgai i f ieacio'n )
(ät lillffifflilllfflllEl
7 I 18 I 19 I 20 I 21 I 22 I 23 I 2A | 25 I 26 I 27 | 28 1 29 | 30 | 31 I
C O C C I Ó N
El equipo de calentamiento lo constituyen 6 quemadores en la zona de precalentamiento, y 30 en la de cocción. El aire de combustión empleado para los primeros es frío, mientras el de los segundos es preca-lentado por el enfriamiento de las ruedas de las vagonetas, a una temperatura de 135''-190" C.
La zona de enfriamiento que suministra aire para el secado está dividida en dos partes : la primera de enfriamiento rápido hasta 600^-650° C, y la segunda de enfriamiento lento.
Para mejorar la homogeneidad térmica de la carga, en la parte superior de la bóveda se encuentran suspendidas unas piezas transversales que evitan la formación de corrientes gaseosas laminares longitudinales en el interior del laboratorio.
5.1.2. MARCHA REAL A FUEL-OIL
Enlriamitnto rápido.
A r«cup«racion
Enfriamiento l«nto
o « o -o L _o I o
-o
&
[32 I 33 I 3 i I 35 I 36 I 37 136 I 39 I AO I *1 \ Ll \ Ul \ Uk U S 1*6 j 47 I 46 i 49 I 50 I
ENFRIAMIENTO
FiG. 1.—Esquema longitudinal del horno II.
a) . ZONA OE PRECALENTAMIENTO
b). ZONA DE COCCIÓN
FiG. 2.—Secciones del horno II.
Como se ha apuntado antes, a lo largo de los años de funcionamiento se había ido incrementando la producción, hasta doblar la teórica, gracias a la puesta a punto de pastas que permitían ciclos de cocción más rápidos. Esto motivó el aumento de volumen de gases a evacuar, tanto productos de combustión como desprendimientos gaseosos del material a cocer. La extracción del laboratorio quedó insuficiente y debió ser ampliada, mientras la presión en el extremo de las muflas había pasado a ser ligeramente positiva, a pesar de que los exhaustores de humos trabajaban a máxima potencia. Por otra parte, el desgaste de las muflas era importante y cada vez había más intercambio gaseoso entre muflas y laboratorio; esto se agravaba a causa de que el mayor número de vagonetas había provocado desperfectos adicionales debidos a pequeños accidentes.
Con todo ello los efectos de las impurezas del combustible como son principalmente el azufre y el vanadio se dejaban sentir cada vez más, y las ventajas intrínsecas del sistema Dressler estaban desapareciendo.
Los efectos detectados en la calidad de las piezas en la última época de marcha a fuel-oil fueron los siguientes :
— Disminución sensible en la tersura y brillo del esmalte.
— Incremento del pin-hole y desvitrificaciones. — Imposibilidad de cocer ciertos esmaltes de color. — Imposibilidad de encontrar esmaltes de circonio
resistentes a los productos de combustión del fuel-oil.
En el punto 5.1.5. (tabla 2), se dan cifras concretas sobre datos de combustión, temperaturas de trabajo, producciones y consumos, comparados a los obtenidos más recientemente al emplear gas natural.
5.1.3. INSTALACIONES DE GAS
El gas natural es recibido por esta factoría (fig. 3), a alta presión (32 Kg/cm^), y su acondicionamiento para ser utilizado requiere los elementos standard siguientes, ubicados en la estación de recepción o cámara de regulación y medida: un filtro de entrada para evitar el paso de partículas sólidas extrañas; un regulador para proporcionar y mantener una presión constante en toda la línea de distribución interna, del orden de los 1,5 Kg/cm^; este regulador lleva un ca-
242 BOL. SOG. ESP. CERÁM. VIDR., YOL. 15

NUESTRA INDUSTRIA
FIG. 3.—Esquema general de las líneas de combustible y sistema de regulación del índice de Wobbe.
lentador previo del gas para que el enfriamiento producido por el gran salto de presión no provoque temperaturas demasiado bajas, capaces de acarrear perturbaciones a los elementos siguientes ; una válvula de seguridad de cierre por alta y baja presión de gas, incorporada también al regulador ; una válvula de seguridad de escape a la atmósfera; un contador volumétrico equipado con manotermógrafo para tener en todo momento las condiciones reales del gas medido; existe también una placa orificio para realizar comprobaciones de contaje; todos los elementos poseen by-pass para asegurar siempre el suministro, aun cuando se produjera avería en todos ellos.
Para cubrir incluso el que una emergencia en el suministro de gas natural a la zona pudiera afectar a la producción y dañar a los hornos, esta empresa decidió instalar paralelamente una planta productora de propano gaseoso, capaz de suministrar un caudal térmico suficiente para mantener en servicio los tres hornos. Esta instalación de emergencia está compuesta por: un tanque de 30 Tm; un compresor para el trasvase de las cubas de transporte al tanque ; un equipo de vaporizadores, y los sistemas de seguridad y regulación de presión análogos a los de gas natural, que reducen a 1,5 Kg/cm^ la presión de la red interna de propano.
Las redes internas correspondientes al gas natural y al propano llegan a la instalación de medición y regulación de índice de Wobbe (W = PCS/5), en donde mediante la adición de aire, se consiguen mezclas de análogas características térmicas, cualquiera que sea el combustible empleado.
Esta instalación está constituida por equipos paralelos de filtrado, regulación y medición de caudales, así como ventiladores adecuados, mezclador y el propio analizador-regulador encargado de la dosificación de aire; también existe una válvula de seguridad de cierre, capaz de actuar por fallo de corriente eléctrica, por baja presión de mezcla, y por W demasiado bajo o próximo al de mezcla explosiva.
Así pues, la mezcla gas-aire con un índice de Wobbe constante alrededor de 5.000, es recibida por los hornos a una presión de 600 mm ca. Esta presión es reducida a unos HO mm ca., de acuerdo con las presiones de los circuitos de aire secundario de combustión. En cada horno existen dos circuitos independientes
para la zona de cocción, mientras el precalentamiento va alimentado por un tercer circuito también independiente. Por otra parte, cada quemador posee una regulación individual fina, capaz de ajustar la combustión en cada punto, con lo que las posibilidades de flexibilidad de marcha son muy amplias.
5.1.4. CAMBIO DE COMBUSTIBLE
En la transformación a gas natural, se mantuvo toda la instalación de aire secundario; solamente se sustituyeron, pues, los quemadores de fuel-oil por nuevos quemadores a gas natural ubicados en las toberas originales, con lo que las modificaciones fueron mínimas.
Se construyeron las líneas de gas hasta los quemadores y fue realizándose progresivamente la sustitución de dos quemadores por día con precauciones extremas, comenzando por las zonas de más baja temperatura que corresponden a las de más depresión en las muflas. Se inició por este punto pensando que el ligeramente más elevado volumen teórico de humos del gas natural, podía presentar problemas crecientes en la extracción de gases a medida que avanzara la conversión ; sin embargo, en la práctica se observó que el volumen total de aire necesario para conseguir una buena combustión y en consecuencia el volumen de humos, es bastante inferior al emplear gas ya que el exceso de aire con que trabaja es menor. Por ello, la transformación se fue acelerando y tuvo lugar en una semana, sin ningún inconveniente.
Por otra parte, en el horno II, pudieron además ponerse en funcionamiento los quemadores del precalentamiento que, con el fuel-oil habían quedado fuera de servicio, debido a las dificultades que presentaba su mantenimiento y ajuste al trabajar en un hogar excesivamente frío; los nuevos quemadores a gas, una vez equipados con las seguridades propias del funcionamiento a baja temperatura, fueron puestos en servicio sin ningún tipo de problemas.
Los quemadores de los hornos I y II son todos de tipo convencional, con premezcla del aire secundario junto a la tobera de salida. La llama que producen es larga para evitar recalentamientos localizados en las muflas.
5.1.5. RESULTADOS CONSEGUIDOS AL EMPLEAR GAS NATURAL
Los resultados conseguidos al utilizar el gas natural en este tipo de hornos son consecuencia directa de dos hechos fundamentales : en primer lugar, dado el estado del horno, las características del combustible afectaban directamente a la calidad del producto terminado y, por tanto, el empleo de un combustible libre de impurezas la mejoraba considerablemente. Por otro lado y como se ha apuntado anteriormente, la mayor facilidad de mezcla entre combustible y comburente requería un menor volumen de aire, produciendo un volumen inferior de humos a evacuar.
En la tabla II se ha resumido las principales características numéricas observadas en el funcionamiento real de estos hornos, comparando los dos combustibles utilizados y, de esta comparación, entresacamos algunos comentarios adicionales :
a) El volumen de humos desciende en un 20 % y los ventiladores de extracción son capaces de evacuar-
JULIO-AGOSTO 1976 243

NUESTRA INDUSTRIA
los totalmente ; por consiguiente, al generarse de nuevo depresión en el extremo de las muflas, los gases de combustión no entran en el laboratorio del horno.
b) Al emplear fuel-oil, las temperaturas de mufla eran ya elevadas (1.350° C) en las zonas de incidencia de las llamas, con lo que no era ya posible aumentar el caudal térmico sin grave riesgo de perjudicarlas. El gas natural produce temperaturas más bajas. Esto es debido, principalmente, a que en la transmisión de calor de la llama a la mufla tiene mayor importancia la convección y, por tanto, la distribución térmica es más uniforme y no se alcanzan puntos tan calientes como al emplear fuel-oil, que actúa más a modo de dardo. Esta menor temperatura en la mufla produce una mayor temperatura en los humos de combustión, debido a la menor radiación entre la mufla y la carga ; a pesar de ello, el rendimiento de combustión se mantiene análogo, gracias al menor exceso de aire con que se trabaja.
TABLA II
RESUMEN DE RESULTADOS ALCANZADOS EN LOS HORNOS I y II AL EMPLEAR FUEL-OIL Y
GAS NATURAL
Hornos I y II Fuel-oil Gas natural
% CO2 en gases de salida de mufla 7 7,5
% O2 en gases de salida de mufla 11,6 8,5
% exceso de aire 110 60 Volumen humos Nm'yth . 2,43 1,9 Diferencia de gases a eva
cuar (en %) — — 20 Presión en canal de mufla. - 0 , 2 — 0,25 Temperatura gases de ex-
haustor (°C) 560 590 Temperatura de muflas ... 1.350 1.300 Presión aire de combustión
mm c.a 13 13 Producción media (en %
respecto a la teórica ... 138 166 Producción en puntas (en
% respecto a la teórica). 170 200 Consumo caloríñco Th/Kg. 1,94 2,1
c) Como consecuencia de los dos puntos anteriores, la cantidad de combustible puede ser aumentada sin que se alcance sobrepresión en la mufla ni la temperatura de mufla aumente demasiado. Esto hace que la productividad máxima pueda todavía incrementarse más.
d) A máxima producción, el consumo específico es ligeramente más elevado con gas natural; sin embargo, al encontrarse en valores de producción muy superiores a los de diseño del horno, se ha sobrepasado ya la cota de óptimo rendimiento de la instalación y si el gas proporciona un incremento de productividad del 20 % respecto a la conseguida con fuel-oil, es lógico pensar que a mayor producción, los consumos específicos aumenten debido, principalmente, a que los sistemas de recuperación cada vez son más insuficientes.
e) Se ha observado, además, otro tipo de ventajas que no se refleja en la citada tabla que es consecuencia de las características del combustible.
— Más fácil control y, por tanto, resultados más constantes.
— Reducción drástica y casi desaparición del mantenimiento de quemadores y línea de combustible, sobre todo durante cortes de fluido eléctrico.
— Desaparición de las corrosiones sulfúricas en extractores y piezas metálicas, debidas a la acción de los óxidos del azufre procedente del combustible.
— Posibilidad de aprovechar los gases de combustión en el secado. Para ello es imprescindible que la combustión se realice de forma completa y que no se produzca un paso importante de gases del laboratorio hacia el canal de muflas.
/) Por último, citaremos las ventajas de tipo cerámico que de hecho son las más importantes y aun cuando no han sido cuantificadas, pueden resumirse afirmando que al pasar a gas natural desaparecen todos los defectos causados por el envenenamiento de la atmósfera del laboratorio :
— Estabilidad de colores. — Disminución del pin-hole. — Desaparición de cristalizaciones. — Mayor tersura en los esmaltes. — Posibilidad de cocer esmaltes de circonio.
El conjunto de ventajas expuestas ha motivado que unos hornos que de proseguir su marcha a fuel-oil habrían tenido que dejar de funcionar para ser reparados y reconstruir sus muflas, en momentos muy poco oportunos, al aplicárseles el gas natural, hayan producido unas mejoras no solamente en la calidad final de las piezas, sino en la productividad de los mismos.
5.2. HORNO A LLAMA DIRECTA
El calentamiento directo exige un combustible de calidad cuyos productos de combustión no contengan residuos que perjudiquen al producto. Al disponer de gas natural, Sangra, S. A. adoptó, pues, este procedimiento para ser aplicado al horno III.
A continuación se comentan las ventajas e inconvenientes que puede representar la adopción de este sistema frente al convencional de calentamiento por muflas.
a) La inercia térmica es baja debido a un intercambio calorífico rápido; esto permite una carga térmica elevada y un paso de vagonetas mucho más rápido; así un horno de características externas semejantes a las de un horno convencional muflado, puede tener una capacidad de producción superior al emplear este sistema y, por tanto, la inversión relativa es inferior.
b) La atmósfera del horno no es agresiva debido a la pureza del combustible. La gran circulación de gases a lo largo del laboratorio diluye y evacúa rápidamente los gases y vapores producidos en la cocción, manteniendo siempre una atmósfera oxidante. Esto permite emplear nuevos esmaltes y colores.
244 BOL. SOG. ESP. CERÁM. VIDR., VOL. 15 - N.° 4

NUESTRA. INDUSTRIA
c) Se consigue una elevada uniformidad de cocción debido: a la gran convección del precalentamiento, a la posibilidad de distribuir el calor de la zona de cocción hacia las partes alta o baja de la carga, y, por último, al mayor grado de automatización capaz de compensar las diferencias de carga de las vagonetas.
d) El consumo específico debe ser inferior al tratarse de calentamiento directo.
Como único inconveniente que puede presentar la llama directa cabe citar el arrastre de partículas procedentes, ya sea de las tuberías de gas y aire o, incluso, de las propias vagonetas, capaz de provocar distorsiones en la calidad de las piezas que reciben el impacto. Esta circunstancia puede prevenirse mediante la instalación de filtros, principalm.ente en la zona de precalentamiento y cuidando la ubicación y diseño de los quemadores de alta velocidad.
5.2.1. CARACTERÍSTICAS TEÓRICAS
Marca: Heimsoth. Longitud: 108 m. Altura máxima útil de carga : 0,9 m. Anchura de la carga : 1,44 m. Capacidad : 50 vagonetas. Ciclo de cocción: 12 horas. Producción teórica: 64 Tm/día. Temperatura de cocción : 1.280° C. Combustible : Gas natural.
Gas 5.000 Kcal / m3.
Entrada de vagonetas
i-rfi I |c?-jgj-j¿)-j°-ivj
F1 12 r y I TjT
•<>--D---D---D---a-_--a—n--}a---D---c3---Q-I 6 I 7 I 8 I 9 I 10 111 I 12 I 13 I K I 15 Il6l
PRECALENTAMIENTO
Gas
Aire d* combustion
H n H H j d ffTfïï fr
1161 17 [18 I 19 1 20 I 21 I 22 I 23 I 24 I 25 I 26 I 27 I 26 I 29 I 30 I 31 | 32 j
m^ r _„rL
hi::^irr.:!A:"iÜ:: • :_v j
^
/'p. _| m^ Aire de rícupero
tí-1-.br:.:ji'::;i:
cm -i-4-U
I h ! ¿¿ I ¿M ¿ I 37 1 3è I 39 Ub\ 41 I A2 I A3 UA 1 45 I A6 U 7 U 8 I A9 I 5fl I ?l I
F I G . 4.—-Esquema longitudinal del homo III.
a) ZONA DE
PRECALENTAMIENTO.
b) ZONA DE COCCIÓN
FIG. 5.—Secciones transversales del horno III.
Como se aprecia en las figuras 4 y 5, la evacuación de gases tiene lugar en la zona de precalentamiento hacia unos conductos comunicados al laboratorio mediante registros variables, cuya misión es el control de la curva de precalentamiento.
Los quemadores del precalentamiento son de tipo "Jet", en los que la combustión se realiza de forma completa en el interior de un bloque refractario, del que salen los gases quemados a alta velocidad (120 m/s). Estos quemadores, en número de 24, están instalados lateralmente en la parte ba^a de la carga en posición alterna respecto a los del lado opuesto. En el mismo plano de cada quemador, pero en la parte superior opuesta, hay una entrada de aire forzado que favorece las recirculaciones, a la vez que diluye los gases calientes y homogeneiza la temperatura de la carga en esta zona.
En la zona de cocción existen 30 quemadores laterales, cuya mezcla gas-aire secundario tiene lugar en la misma bo:a de la tobera mediante una platina con inyectores de gas y aire, centrales y divergentes los primeros, y exteriores y convergentes los segundos. La combustión se realiza en unas cámaras laterales provistas de varias salidas hacia el laboratorio por las
JULIO-AGOSTO 1976 245

NUESTRA INDUSTRIA
partes superior e inferior; mediante registros adecuados, puede dirigirse el caudal calorífico hacia la zona y altura que más convenga a la curva de cocción.
El aire de combustión es precalentado a 165° C en la zona de enfriamiento y constituye una parte controlada del aire de recuperación. La regulación de caudales de gas y aire vienen en este horno en función de la temperatura de cada zona, respecto a la previamente establecida. Así, la regulación térmica puede considerarse totalmente automatizada.
La zona de enfriamiento posee tres entradas de aire forzado para el enfriamiento rápido y cuatro entradas atmosféricas de enfriamiento lento. Ambas tomas de aire precalentado confluyen con la de enfriamiento de la doble bóveda en la aspiración de aire frío al laboratorio que contribuyen al enfriamiento directo de la carga.
La instalación y regulación de gas en este horno no difiere sensiblemente de la ya comentada para el horno II, si bien la toma de gas para los quemadores de precalentamiento se toma de forma independiente antes de la regulación general, suministrándose el gas a 70 mm ca. a los quemadores de alta velocidad.
5.2.2. DATOS DE EXPLOTACIÓN Y VENTAJAS DETECTADAS
— El exceso de aire de combustión en la zona de cocción es del 20 %. En la zona de precalentamiento aumenta más, debido a las entradas de aire de dilución y convección.
— La cámara de mavor temperatura alcanza los 1.460° C.
— La presión interior del horno en la zona de cocción es positiva y varía de 1,6 a 0,4 mm ca.
— La temperatura de los gases de escape es de 225° C.
— La temperatura de aire de recuperación es de 165° C.
Como ventajas observadas que corroboran los aspectos generales expuestos en el apartado 5.2 cabe destacar :
a) Desde el punto de vista teórico, cabe esperar una reducción de consumo del orden del 20 % al comparar un horno a llama directa frente a un horno muflado. En este caso, dadas las condiciones reales y prácticas de los hornos muflados, esta diferencia de consumo alcanza casi el 25 %.
b) La menor inercia térmica del sistema permite conseguir una cocción más uniforme En la figura 6 pueden observarse las curvas reales de calentamiento de las partes alta y baja de la carga, obtenidas mediante el paso de una vagoneta equipada con sondas de medida en los hornos 11 y III : en ellas se observa el mayor grado de distorsión en los hornos muflados debido, principalmente, al escaso calentamiento por convección.
c) La práctica ausencia de mantenimiento y la flexibilidad del gas permite una automatización muy elevada que contribuye también a la homogeneidad de la cocción.
CURVA DINÁMICA
DETERMINADA MEDIANTE VAGONETA PATRON
T 0.82 j
i i
^ _ , 1
p Q ^
>L. ^. M r rnu arriba abajo
°C 12CC
BOO
250
^^^^^' - \ . "V
%.
Entrada HORNO II
°C
500
250
:içI_o ' 3 . . . .horcis
:j Entrada Salida
HORNO III
FiG. 6.
d) El efecto directo de los gases de combustión sobre la carga, no ha ocasionado ninguna limitación en cuanto al tipo de producto ni modificación de coloraciones.
6. CONSIDERACIONES ECONÓMICAS
En lo que respecta a la cerámica sanitaria, hemos pretendido en este apartado cuantificar desde un punto de vista teórico, las consecuencias económicas de la marcha de un horno a llama directa (HLD) a gas natural, frente a la de un horno mullado (HM).
Para ello se han efectuado diversas hipótesis para llegar a unas conclusiones, que si bien no pueden considerarse exactas, creemos que dándoles el valor que en realidad tienen nos permiten ver el orden de magnitud que supone la comparación de estas dos alternativas.
Suponemos que el coste de dos instalaciones de configuración exterior análoga con una capacidad de 50 vagonetas es de 45 MM ptas. tanto para el HLD como para el HM; siendo el coste de las vagonetas de 7 MM ptas.
Sin embargo, los ciclos de cocción son distintos: mientras para HLD es de doce horas, para HM no puede reducirse de dieciocho. Con estas cifras la capacidad de producción del HM es el 67 % respecto al HLD.
Si se pretendiera una producción anual de 23.000 Tm para ambos hornos, la inversión correspondiente a horno, deberá incrementarse, pasando de 38 MM ptas. para HLD a 50 MM ptas. para HM.
246 BOL. SOG. ESP. CERÁM. VIDR., VOL. 15 - N.° 4

NUESTRA INDUSTRIA
Por otra parte, la vida prevista para el HLD es de veinticinco años, mientras las muflas en veinticinco años deben repararse cuando menos dos veces. El coste de las reparaciones lo ciframos en 15 MM ptas.
La carga aproximada por amortización será pues de 1,52 MM ptas./año en el primer caso y 2,6 MM ptas/ año en el segundo. El ahorro por este concepto sería de 1,08 MM ptas/año.
Para la producción apuntada de 23.000 Tm/año, el combustible utilizado podría contabilizarse como sigue : 37,95 MM Th/año para HLD y 47,61 MM Th/año para HM.
Con la aplicación de las tarifas actuales de gas natural para consumos uniformes (0,42 ptas/TH) y tomando 0,41 ptas/Th para el fuel-oil pesado (se tienen en cuenta los extra-costes por los conceptos tradicionales : transporte, calentamiento, bombeo, mantenimiento, mermas, etc.), el ahorro anual al emplear gas natural en HLD es de 3,58 MM ptas/año.
Teniendo en cuenta la distinta amortización y el combustible, el ahorro asciende a 4,66 MM ptas/año.
En esta suposición no se han tenido en cuenta las pérdidas de producción correspondientes a las paradas por reparación del HM, ni la disminución de calidad del producto en los últimos períodos de cada campaña a fuel-oil.
Si se considera que el combustible empleado en los HM es también gas natural, el ahorro total, garantizando siempre una perfecta calidad de las piezas, se eleva a 5,14 MM ptas/año.
Todas estas cifras son suficientemente elocuentes para presentar claramente la gran ventaja que supone el emplear las nuevas técnicas de la llama directa, al disponer de un combustible limpio como es el gas natural.
7. CONCLUSION GENERAL. RESUMEN
A lo largo de la exposición de los puntos anteriores ha podido observarse cómo la adopción del gas natural ha beneficiado sensiblemente la marcha de los hornos de esta empresa, no solamente por la comodidad y constancia que proporciona este nuevo combustible, sino porque sus propiedades permiten el que pueda ser aplicado a equipos e instalaciones de todo tipo, tanto clásicas o convencionales, como modernas. En las más antiguas es capaz de alargar sensiblemente su vida útil, aumentando su flexibilidad y la producción punta, posibilitando además el empleo de esmaltes más modernos y económicos, en toda la gama de coloraciones. En las instalaciones recientes, permite diseños apropiados destinados ya a un aprovechamiento óptimo de sus propiedades. Con ello se consiguen producciones más elevadas, rendimientos térmicos superiores y menores costes de mantenimiento y operación; además, dado que las inversiones son análogas a las de instalaciones convencionales, la incidencia de las amortizaciones disminuye.
En lo que respecta a la cocción de los demás productos de cerámica blanca, ya sea eléctrica, textil, doméstica, decorativa, etc., las ventajas observadas han sido cinálogas, en todo tipo de instalaciones.
Como se ha comentado al principio, la cerámica blanca es una de las actividades industriales aue más necesidad tiene de recurrir a combustibles limpios, flexibles y de calidad constante, para conseguir resultados positivos. El área de Barcelona, aue ha sido la pionera en el empleo a gran escala de este nuevo combustible, da fe de sus posibilidades técnicas y estamos seí^uros de que las experiencias v resultados alcanzados hasta hov, han de ser revividos a corto plazo, en las zonas más industrializadas de nuestro país, gracias a los ambiciosos planes nacionales de exransión del gas natural.
JULIO-AGOSTO 1976 247

algunas "empresas no se preocupan
or la PubUddacl ft
^ Il "^'^áM i i
asociación española de la prensa técnica ^3
en cambio otras si se interesan, por eso se dan a conocer en ellas, informan a sus clientes (actuales o futuros), incrementan sus ventas y aumentan su prestigio.
ES IMPORTANTE ANUNCIAR EN REVISTAS TÉCNICAS PORQUE TODOS LOS PROFESIONALES LEEN ALGUNA
248

documentación
libros
76/4/0043L
III Plan de Desarrollo Económico y Social. (Construcción y sus materiales, 1972-1975.) Ed. Presidencia del Gobierno. Comisaría del Plan de Desarrollo Económico y Social.
Este volumen, editado dentro de las series elaboradas por la Comisaría del Plan de Desarrollo para la redacción de sus diferentes planes, abarca las siguientes zonas industriales:
Industria de la construcción. Cemento, Hormigón preparado. Ladrillos y tejas. Cerámica sanitaria, Industria de refractarios. Azulejo, mosaico y piedra artificial, Prefabricación de hormigón, Fibrocemento, Vidrio, yeso y cal y Primeras materias materiales.
El esquema seguido para el estudio de las diferentes industrias es el mismo: Aspectos estructurales en que se recogen datos básicos como capacidad, volumen y valor de la producción, empleo, importación de bienes de equipo, materias primas y productos acabados, mercados de los productos y análisis de los problemas estructurales del sector. Aspectos institucionales, dimensiones mínimas y autorización de instalación y ampliación, política laboral, política fiscal y financiación. Finalmente se analizan los objetivos que para las diferentes industrias crea el citado Plan de Desarrollo.
Si bien puede discutirse la validez de los objetivos señalados en los diferentes Planes, así como la diferencia entre estos objetivos y el desarrollo real que han alcanzado las diversas industrias frecuentemente con cifras muy discordantes, no cabe duda que las monografías suponen una acumulación de datos básicos de interés general para todos los profesionales relacionados con estas ramas de la industria. Es de destacar igualmente la diferente profundidad en el tratamiento de los temas según el tipo de industria considerada. Así mientras que sectores como Sanitario, Azulejos y Vidrio, aparecen suficientemente documentados, no sucede lo mismos en otros como Refractarios. Una última observación a realizar es la falta de una información bibliográfica adicional que permiten profundizar en el conocimiento de los diferentes campos.
EMILIO CRIADO HERRERO
(Instituto de Cerámica y Vidrio)
76/4/0044L
Refractarios. F. H. NORTON, Ed. Blume, Barcelona-Madrid, 1972.
La presente obra del conocido científico e industrial F. H. Norton, es una traducción de la 4.^ edición americana y abarca los desarrollos habidos tanto en la producción como utilización de refractarios hasta 1965. El libro está dividido en cinco partes. La primera dedicada a la evolución de la industria de los refractarios en los EE. UU. así como a la descripción de las principales revistas y libros relacionados con el tema. En la segunda parte, igualmente breve, se lleva
a cabo una somera desciipción y clasificación de los principales tipos de materiales refractarios haciendo especial hincapié a la distinta naturaleza de los materiales densos, aislantes y no conformados.
En la tercera parte se abordan los temas relacionados con la fabricación. Tras examinar detenidamente los aspectos relativos a las materias primas, su extracción y tratamientos previos, se describen los problemas relacionados con el moldeo, secado y cocción, así como los avances habidos en los hornos y la regulación de temperaturas.
Posteriormente se abordan ampliamente las propiedades de los materiales refractarios con especial referencia a las propiedades termomecánicas y a los métodos de ensayo. La última parte dedicada a la utilización de los materiales refractarios en el campo de la siderurgia, metales no férreos y otras industrias, es quizás la parte más esquemática del libro y que menos información ofrece. Más documentado es el capítulo dedicado a las construcciones de albañilería en fábrica.
El libro se completa con un apéndice que incluye tablas de conversión de temperaturas, datos de calibración de diferentes tipos de termopares así como un completo formulario utilizado en la industria cerámica.
En general el libro, aun suministrando una información básica sobre los refractarios, está excesivamente centrado en la problemática del tema en los Estados Unidos, tanto a nivel de tecnología como en lo referente a las referencias bibliográficas, etc., por lo que para un usuario europeo, puede ser de menor interés. La traducción y terminología técnica no están excesivamente cuidadas.
EMILIO CRIADO HERRERO
(Instituto de Cerámica y Vidrio)
76/4/0045L
Métodos físicos de estudio de minerales y de materiales sólidos. (Méthodes physiques d'étude des minéraux et des matériaux solides.) Por J. P. EBERHART, Ed. Doin éditeurs, 8, place de l'Odéon. Paris Vie, 1976.—507 págs., 343 figuras y 47 tablas.
En los últimos años, las técnicas físicas de estudio de materiales han tenido un gran desarrollo. Este proceso de desarrollo, que actualmente sigue su curso en numerosos centros de investigación, ha hecho difícil que muchos técnicos y hasta investigadores tengan una idea de las posibilidades reales de estas técnicas que día a día han ido apareciendo en el mercado de la instrumentación científica. Ocurre con frecuencia que muchos las confunden entre sí o bien ignoran sus fundamentos teóricos.
La obra que aquí presentamos del profesor J. P. EBERHART, director del Laboratorio de Mineralogía del Instituto de Ciencias de la Tierra de Estrasburgo, creemos que llega en un momento muy oportuno en el desarrollo de estas técnicas. Además, dicha obra viene avalada por la propia ex-
JULIO-AGOSTO 1976 249

periencia del autor que ha realizado con estas técnicas numerosos trabajos de investigación en arcillas.
Para tratar de estudiar los materiales es preciso obtener de los mismos una "respuesta física" determinada. Esta "respuesta física" acerca de su estructura, composición o morfología puede provocarse por la interacción de la radiación con la materia. Según el tipo de radiación que se emplee (rayos X, electrones, neutrones o iones) y de "respuesta física" obtenida, así será la técnica de que dispongamos. Alrededor de esta idea de interacción radiación-materia gira todo el planteamiento de la obra aquí comentada y que se divide en cuatro partes:
1."- parte.—Interacción de la radiación con la materia. Aspecto teórico.
Esta primera parte consta a su vez de nueve capítulos en los que se recogen de una manera muy clara y concisa las nociones fundamentales referentes a tipo y naturaleza de las radiaciones (rayos X, electrones, neutrones), posibles interacciones de las mismas con la m^ateria, difusión coherente, difracción por un cristal perfecto, formas de energía desprendidas y efectos de absorción de estos tipos de radiación por la materia.
Es muy útil en esta parte el cuadro que se recoge en la página 24, que permite diferenciar perfectamente el tipo de "respuesta física" que se obtiene en cada caso. Todo lo expuesto en esta parte está recogido en otras obras dedicadas a este tema, pero en ninguna hemos visto recogidas estas nociones teóricas con la claridad y concreción que se hace aquí.
2.« parte,—Producción y medida de las radiaciones.
Es la parte tratada con menos extensión ya que sólo pretende dar una idea de los métodos de producción de rayos X, de electrones y de neutrones térmicos; así como de la detección y medida de las radiaciones producidas. Estos métodos se recogen conjuntamente ya que son comunes a varias de las técnicas aquí consideradas.
Las partes siguientes son las fundamentales del libro y las que creemos que son más interesantes.
J." parte.—Aplicaciones de la interacción de las radiaciones al estudio de los materiales cristalizados. Métodos difrac-tométricos.
Se dedican cuatro capítulos a los temas siguientes :
— La difracción de rayos X aplicada a problemas de cristalografía.
— Determinación de estructuras por difracción de rayos X y de neutrones.
— Microscopía electrónica. Principios de base y teoría elemental de formación de imágenes.
—• Difracción de electrones aplicada al estudio de cristales de muy pequeñas dimensiones.
Estos capítulos se exponen con la misma claridad y sencillez que los anteriores, incluyendo en cada apartado un resumen de las principales ideas expuestas y una conclusión al final de cada capítulo. En cada una de ellas se recogen las delimitaciones de cada técnica lo que permite hacerse una idea muy clara de su dominio de aplicación, lo que resulta del mayor interés.
4."- parte.—Aplicaciones de la interacción de radiaciones al estudio de materiales sólidos: métodos espectrométricos.
En esta parte se recogen las técnicas que se basan en las emisiones de radiación que se producen en la interacción
radiación-materia. Como en los casos anteriores, según la radiación emitida así es la técnica de que se dispone. Consta esta parte de cinco capítulos que se dedican a:
— Análisis elemental por espectrometría de emisión secundaria de rayos X (fluorescencia X).
— Microanálisis elemental por sonda electrónica. — Análisis de superficies por espectrometría de emisión
de electrones ESCA y análisis Auger. — El microscopio electrónico de barrido. — Microanálisis por emisión iónica secundaria (sonda ió
nica).
En cada caso se analizan con claridad los dominios de aplicación de cada técnica. En el capítulo dedicado al microscopio electrónico de barrido se exponen brevemente todas sus posibilidades de empleo por: emisión de electrones secundarios y retrodifundidos, emisión de rayos X, emisión de electrones Auger, emisión de catodoluminiscencia y corriente absorbida, que incluyen englobadas en un solo aparato alguna de las técnicas anteriores.
El libro comentado consta además de tres apéndices en que se desarrollan algunos conceptos matemáticos, básicos para la compresión de las nociones teóricas expuestas en la primera parte, así como de una lista muy completa de referencias bibliográficas de trabajos originales relacionados con los temas expuestos.
En conjunto, creemos que se trata de una obra muy interesante en la que predomina un sentido muy pedagógico (con razón se recomienda también por el autor para estudiantes universitarios del último ciclo). Después de la lectura de esta obra se saca una idea muy clara de las ventajas y limitaciones de cada técnica expuesta.
Merece también la pena mencionar que las figuras recogidas en cada capítulo van en dos colores, lo que facilita mucho su comprensión.
Por último, creemos que esta obra debía de complementarse con un segundo tomo dedicado a la resolución de problemas sencillos o ejemplos particulares de investigación que sería muy útil para los que se inician en estas técnicas. Y que sería interesante en el futuro completar y actualizar cada parte con las técnicas que vayan surgiendo.
JESÚS M.^ RINCÓN LÓPEZ
(Instituto de Cerámica y Vidrio)
76/4/0046L
Microscopía electrónica en Mineralogía. (Electron Microscopy in Mineralogy.) Editor coordinador : H.-R. Wenk. Springer-Verlag Berlin Heildelberg New York, 1976, 564 págs., 272 figuras.
Entre las técnicas comúnmente utilizadas en los laboratorios, las de microscopía electrónica se hallan, sin duda, entre las que más modificaciones sufren actualmente. A esto se debe, en parte, el servicio creciente que estas técnicas aportan a la resolución de los más diversos problemas, desde los de investigación más o menos pura hasta problemas médicos concretos, pasando por campos tan alejados de nosotros como es el de la investigación policial.
Concretamente en mineralogía y cristalografía el aporte de estas técnicas ha llegado a tener tanto peso que dentro de sus congresos, con frecuencia se organizan simposios sobre su contribución al desarrollo de esas ramas de la ciencia. Así, este libro ha sido elaborado tomando como base el simposio sobre microscopía electrónica de transmisión habido durante la Conferencia de la Sociedad Americana de Cristalografía que tuvo lugar en Berkeley en 1974, lo que, por otra parte, le imprime un carácter actual y dinámico.
250 BOL. SOC. ESP. CERÁM. VIDR., VOL. 15 - N.° 4

En él hay dos secciones dedicadas a fundamentos de óptica electrónica. En una de ellas se tratan los de microscopía de transmisión, incluyendo estudios de resultados, tales como de imágenes de dislocaciones, de estructuras cristalinas, comparación de imágenes en campos claro y oscuro e interpretación de diagramas de difracción de electrones. En la otra se dan los fundamentos de los modernos métodos derivados de la utilización de electrones secundarios (microscopía electrónica de barrido), retrodifundidos, absorbidos, Auger, radiación X característica (microanálisis), fenómenos de cátodoluminiscencia, etc.
Otra sección se dedica fundamentalmente a técnicas de preparación de la muestra que, como se sabe, son con frecuencia laboriosas y siempre delicadas.
Otras tres están dedicadas a la exposición de aportaciones de la técnica de transmisión a la resolución de problemas de exolución, de transiciones de fase y de deformación, siempre en cristales. Varios de los problemas tratados en estas secciones son comunes con los que aparecen en estudios sobre cerámica y vidrio; se pueden citar, por ejemplo, la descomposición espinodal, la nucleación, homogénea o heterogénea, ciertas estructuras de dislocación, el papel de defectos cristalinos en fenómenos de deformación, etc.
Al final de cada capítulo (41 en total, encuadrados en las 7 secciones citadas) aparece una extensa bibliografía.
El libro une temas concretos y de total actualidad con otros básicos, con la habilidad suficiente para obtener un todo homogéneo. Sin duda, puede servir de gran ayuda tanto a minerólogos como a cualquier otro estudioso que se mueva en el campo inorgánico, y que necesite de las técnicas tratadas en él.
J. M.^ GONZÁLEZ PEÑA
(Instituto de Cerámica y Vidrio)
NOTA.—En el número anterior de nuestra revista y en la recensión correspondiente al libro "Semiconductores amorfos", de E. Adler, aparecieron ciertas frases en un tipo de letra diferente al del resto del texto. Este hecho fue debido a un error de composición, pues no es costumbre el señalar ciertas frases con tipos de letras distintos a los normalmente utilizados en la confección de esta sección.
6 .1!, f^í l (^^E^ /^/£^fll MATERIALES DE GRES QUÍMICO para su ui¿í¿:2ación en las:
clorhídrico, sosa cáustica y producto»
amoniaco, naftalina.
Fábricas de ácido sulfúrico con Instalaciones Glover-Gay-Lussac o por contacto.
Fábricas de ácido nítrico, ácido químicos sintéticos.
Fábricaa a cas y a cock para lavadores de benzol, etcétera.
Fábricas de destilación de alquitrán y refinerías de aceites minerales esenciales.
Fábricas de productos textiles de sedas y de lanas artificiales. Refinerías de azúcar para recuperación de jugos y eliminación del aceite
de los vapores. Servicios de generadores y hornos altos. Industrias frigoríficas y en instalaciones de acondicionamiento de aire. Fabricación de carburantes y lubrificantes sintéticos. Fábricas de lig^iitos y bituminosos para recuperación seca o húmeda de
polvo de carbón. ^ Instalaciones depuradoras de agruas residuales, especialmente en la des»
ferrugninización, precalentamiento y eliminación de Industria, agropecuaria.
...y MATERIALES REFRACTARIOS para la:
Caso fundada en 1900
Industria siderometalúrg;ica, instalaciones de hornos altos, batería« de cocli, hemos Martín, etc.
Fábricas de acero, especialmente el material de protección para colada. Industria del cemento y de productos dolomíticos. Industrias del vidrio y cerámicas. Centrales Térmicas. Industrias aeronáuticas del aluminio y explosivos, especialmente hornos
de turbulencia para la tostación de piritas. Industria termoeléctrica,, especialmente en hornos de irradiación por
resistencias o sUita, recocido revenido tejnple esmaltado laminado, ele Industrias electrotécnicas y electrodomésticas etc.
NUESTRO DEPARTAMENTO TÉCNICO FACILITARA CUANTA INFORMACIÓN SE LE SOlICITI
FABRICA DE PRODUCTOS CERÁMICOS y REFRACTARIOS J O S E A . L O M B A C A M I N A - Apartodo, 18-Teléfono. 5 5 - l A «UARDIA (Pon^vodro) Sección Comercial: MADRID - Príncipe, 12 - Teléiono 21 2 7 IB
251

DE Í N T E R E S P A R A TODO CERAMISTA!
"El caolín en España, características, identificación y ensayos cerámicos"
E. Galán Huertos y J . Espinosa de los Monteros
Este libro es la primera publicación de la Sociedad Española de Cerámica y Vidrio y en ella se da una amplia visión de las características, métodos de identi f icación y ensayos cerámicos del caolín, junto con el estudio de los yacimientos de este mineral en nuestro país, tanto desde el punto de vista del mineral c o m o tal, c o m o desde el del estudio geológico del propio yaci
miento y el de su valoración. El libro se presenta al lector con gran sencillez, claridad de criterio y exposición en un lenguaje, más práctico que científico, dirigido sobre todo
al industrial utilizador.
Precio: 800 ptas. (Gastos de envío aparte) Pedidos: Dir igirse a:
SOCIEDAD ESPAÑOLA DE CERÁMICA Y VIDRIO Carretera de Valencia, Km. 24,300 ARGANDA DEL REY ClVIadrid)
252

artículos y patentes
A. CERÁMICA
A.l. MATERIAS PRIMAS
76/4/1910R
Preparación de polvos de óxidos cerámicos por secado con líquido.
R. E. JAEGER V T . J . MILLER, Am. Ceram. Soc. Bull (USA), 53, (1974), 12, 855-859 (i).
Sc describe una nueva técnica para preparar polvos cerámicos a par t i r de soluciones acuosas de sales, por deshidrata-ción en un líquido higroscópico. Se forman óxidos de grano fino, y reactivos por descomposición de las sales desecadas, con propiedades semejantes a las de polvos preparados poi vía química.
El secado de la solución salina se verifica muy rápidamente. Se han preparado probetas de espinela y de ferritas con
densidad teórica mediante esta técnica. (8 figs., 9 refs.)
76/4/1911R
Precipitación acuosa directa de ferrita y de titanato de litio.
P. E. D. MORGAN, J. Am. Ceram. Soc. (USA), 57, (1974), 11, 499-500 (i).
La ferrita de litio se obtiene por coprecipitación a 80 °C fuera del contacto con aire o con CO,, de una disolución acuosa de Cl.jFe • óH^O y LiOH • H , 0 . "El coprecipitado de Li Fe_Oj, se separa de la disolución mediante un campo magné tico. El t i tanato se precipita a part i r de una solución de LiOH • H„0 y de tetraisopropilato de titanio disuelto en iso-propanol, sometida a ebullición.
(15 refs.)
76/4/1912R
Efectos del NH,OH sobre la separación de fases en el proceso crioquímico de soluciones salinas.
R. E. JAEGER, T . J . MILLER y J. C. WILLIAAIS, Am. Ceram. Soc. Bull (USA), 53, (1974), 12, 850-852 (i).
El proceso crioquímico de ciertas soluciones salinas es di fícil debido a su tendencia a licuarse durante el secado por congelación. En soluciones muy concentradas de sulfato férrico se ha comprobado que la adición de NH^OH eleva el punto de congelación y promueve formación de cristales y su separación del hielo en las gotas congeladas. Se demuestra que el NH^OH forma un coloide estabilizado que es el responsable de los efectos observados. La importancia del NH,OH se relaciona con la capacidad de aglomerar racimos de iones en el líquido, que favorece la separación de fases y la mejor sublimación del hielo.
(2 figs., 1 tabla, 11 refs.)
A.2. OPERACIONES UNITARIAS
76/4/1913R
Molienda por atrición de óxidos cerámicos.
D. A. STANLEY, L . Y. SADLER III, D. R. BROOKS y M. A. SCHV^ARTZ, Am. Ceram. Soc. Bull (USA), 53, (1974), 11, 813-815 y 829 (i).
La molienda por atrición ha mostrado ser un método po-tencialmente útil para obtener polvos cerámicos con tamaños
entre 0,1 y 0,01 //.. Se describen las técnicas, los equipos y variables, tales como la velocidad de rotor, medio de molienda y consumo de energía. Se dan datos sobre sílice, dolomita, ferrita de bario y circona. La sintcrización de circona molida por atrición proporciona compactos más densos con temperaturas relativamente más bajas.
(8 figs., 6 refs.)
76/4/1914R
Floculación controlada de los subproductos del vidriado de azulejos.
L. L. HEXCH, B . P . J . CASON, L . G. HOUSEFTELD V D . G . SAIITH, Am. Ceram. Soc. Bull (USA), 53, (1974), 12, 860-864 (i).
Se presentan los resultados experimentales de los estudios destinados a obtener una floculación controlada de las aguas residuales del esm.altado de azulejos. Los estudios de laboratorio y de planta piloto muestran que las variables más importantes son la relación floculan te/sol i do y la velocidad de mezclado.
El control de ambas hace posible disminuir la turbidez de las aguas residuales hasta valores aceptables para su descarga en colectores. ^ (8 figs., 3 tablas, 11 reís.)
A.3. HORNOS, COMBUSTIBLES Y PROCESOS TÉRMICOS
76/4/1915R
Puntos de vista sobre la elección de la frecuencia en los hor nos de inducción de crisol y especialmente con revestimientos básicos.
H. G. MULLER, Radex. Rdsch. (A), (1975), 1, 295-302 (a).
Tendencias en la construcción de hornos de inducción. Ven tajas de fusión por inducción. Ventajas del empleo de refractarios básicos. Peligros del empleo de altas frecuencias,
76/4/1916R
Hornos de inducción y sus recubrimientos refractarios: Ataque por metales no férreos.
C. R. VALENTE DA CRUZ, Metallurgia. S. Paulo (BR), 31, (1975), 211, 409-411 (p).
Mecanismo de la corrosión de los refractarios, por los metales no férreos durante la fusión en hornos de inducción.
Fusión de aleaciones de Cu, bronces y latones. (4 refs.)
A.4. ANALISIS Y ENSAYOS
76/4/1917R
Efecto de los constantes dependientes de la temperatura sobre una curva de ATD.
G. WILLMANN, Ber. Deust. Keram. Gells. (RFA), 51, (1974), 12, 339-342 (a).
Se ha resuelto las ecuaciones de conducción de calor, para la muestra y para la sustancia inerte, empleando una aproxi-
* Las personas interesadas en adquirir copias de los textos íntegros de los artículos y patentes cuyos resúmenes aparecen en esta sección, pueden dirigirse a: Sociedad Española de Cerámica y Vidrio, Carretera de Madrid a Valencia, Km. 24,300. Arganda del Rey (Madrid). La preparación de estas copias se realiza con la colaboración de la Sección de Microfilm del Consejo Superior de Investigaciones Científicas.
Los artículos cuyos resúmenes van precedidos de * no pertenecen al fondo bibliográfico habitual de la S. E. C. V., por lo que la adquisición de copiaG de los correspondientes originales presenta mayores dificultades.
253

mación por diferencias finitas a la ecuación diferencial parcial en el caso de una lámina delgada de material, para estudiar la influencia del cambio en el calor específico y en la conducción calorífica, producidas por un cambio de fase, en la posición y altura de una curva de ATD, en la forma de la curva al regresar a la línea base y en la misma línea base.
Los efectos se muestran mediante figuras y fórmulas. (5 figs., 2 tablas, 13 refs.)
real del módulo de Young, dentro de un amplio margen de frecuencias y temperaturas. Las propiedades medidas demuestran que tales materiales tienen una elevada capacidad de amortiguamiento por debajo de la temperatura de cocción, lo cual los hace ideales para su empleo en control de ruidos y vibraciones a temperaturas elevadas.
(10 figs., 1 tabla, 9 refs.)
76/4/1918R
Diseño de experimentos píezoeléctricos por autocorrelación.
R. V. WILHELM, Jr., y M. G. MCLAREN, Am. Ceram. Soc. Bull (USA), 53, (1974), 11, 830-831 (i).
El método empleado consiste en medidas sucesivas de un parámetro de un material, en que se sospecha tenga importancia la historia, con objeto de determinar cuál es el intervalo adecuado para medir dicho parámetro correctamente
(1 fig., 1 tabla, 3 refs.)
76/4/1919R
Aplicación de un dispositivo de difracción de neutrones a alta temperatura al estudio de óxidos refractarios.
P. ALDEBERT, J . M. BADIE, Rev. Int. Htes. Temp, et Refract. (F), 12, (1975), 307-319 (fr).
Se describe un horno que permite «in situ», hasta 2.500 °C, el estudio de materiales refractarios por difracción neutró-nica.
Se adapta sobre un nuevo tipo de espectrómetro en tiempo de vuelo, con fuente de alimentación estadística. Se describen las ventajas de esta técnica respecto a los goniómetros clásicos.
La utilización de este conjunto experimental ha permitido el examen a alta temperatura de varios óxidos refractarios.
La curva de dilatación de la alúmina se ha establecido con precisión hasta una temperatura próxima a la de su punto de fusión. Se han estudiado varías formas cristalinas de alta temperatura X para SL^O^, cuadrática o cúbica para ZrOg y cuadrática para HfO^. Para estos dos últimos óxidos se han considerado igualmente las soluciones sólidas 2MO^-M20, (en M = Hf o Zr y M = La o Y), a la temperatura ambiente únicamente.
(15 figs., 5 tablas, 36 refs.)
76/4/1920R
Investigaciones sobre la resistencia a la flexión en caliente de refractarios aglomerados con alquitrán para convertidores.
G. ZOGLMEYZ, Radex. Rdsch. (A), 3, (1975), 452-463 (a).
Resistencia a la flexión en caliente de las probetas sinteri-zadas de magnesita, en atmósfera reductora a 1.260 y 1.480'C
Influencia del contenido de Fe^O., sobre el carbono residual y relación entre el contenido en C y la resistencia a la flexión.
(9 refs.)
76/4/1921R
Resultados de la investigación sobre la cinética de la corro-sión de refractarios mediante un disco sometido a rotación.
S. KiENOV, Arch. Eisenhuett (RFA), 46, (1975), 1, 57-61 (a).
Determinación de la velocidad de disolución de MgO en escorias del sistema CaO-FeO-SiOg-MgO a 1.400 °C. Deducción de relaciones matemáticas a partir de los resultados. Efecto de la composición de la escoria.
(18 refs.)
A.7. ESMALTES, VIDRIADOS Y DECORACIÓN
76/4/1922R
Recubrimientos de esmalte para materiales de amortiguamiento a temperatura elevada.
A. D. NASIIIF, Am. Ceram. Soc. Bull. (USA), 53, (1974), 12, 846-849 (i).
Se ha medido las propiedades de amortiguamiento de un esmalte vitreo, incluyendo el factor de pérdidas y la parte
A.8. REFRACTARIOS
76/4/1923R
Solubilidad del óxido de Mg en escorias oxidantes. B. P. BuRGLEV, Izv. Vuz. Chem. Metallurg. (URSS), 18, (1975),
1, 52-56 (ru).
Se determina una ecuación para la solubilidad del óxido de Mg en una disolución ideal. Expresiones para determinar la solubilidad del óxido de Mg en escorias de Fe y deducción teórica, teniendo en cuenta las reacciones en el sistema Fe óxido-Mg óxido.
(11 refs.)
76/4/1924R
Resultados de la investigación sobre la formación de escorias en refractarios básicos a 1.450 y 1.600 °C, utilizando el método de Inmersión.
K. H. OBST, Arch-Eisenhuett-Wes (RFA), 46, (1975), 1, 65-72 (a).
Se han realizado ensayos con ladrillos de dolomita, dolomita-magnesita y magnesita, utilizando escorias de los siste mas CaO-FeO o Fc^O^-MnO-MgO. Efecto de las características de los ladrillos refractarios.
(9 refs.)
76/4/1925R
Influencia de la viscosidad de las escorias sobre el desgaste de un recubrimiento refractario.
S. I. SiiCHEGLOV, Metall. Gorn. Prom. (URSS), 16, (1975), 1, 44-46 (ru).
Estabilidad frente a la escoria de distintos refractarios del sistema Al O -SiO„ empleados en la colada de aceros.
(7 refs.)
76/4/1926R
Importancia de la microscopía para la valoración de refractarios nuevos y usados de magnesia.
F. TROJER, Stahl u. Eisen. (RFA), 95, (1975), 2, 50-55 (a).
Posibilidades del examen microscópico. Estudio de la estructura, textura y cambio mineralógico en ladrillos refractarios de magnesia-cromo nuevos o procedentes de hornos Martin-Siemens, convertidores al oxígeno y horno cuba, bajo la influencia de la temperatura, gases, escoria y recubrimiento con residuos.
(6 refs.)
76/4/1927R
Variaciones en piezas refractarías que contienen mineral de cromo, sometidos a temperaturas nmy elevadas.
W. GRUENWOLDT, Neue. Huette (RFA), 20, (1975), 2, 100-103 (a).
Los refractarios ricos en mineral de cromo son menos sensibles a la variación de la temperatura. Se analizan por microscopía óptica los cambios de fases en el refractario en el transcurso de los ensayos.
(12 refs.)
76/4/1928R
Refractarios básicos fundidos en el proceso de decarburación argón/oxígeno.
D. A. WHITWORTH, F . D . JACKSON y R. F. PATRICK, Am. Ceram. Soc. Bull. (USA), 53, (1974), 11, 804-808 (i).
Los refractarios empleados en el proceso están expuestos a ciclado térmico y a ataques de un baño metal/escoria some-
254

tido a un movimiento rápido. Se discuten los efectos de la instalación y la práctica de operación sobre la vida de los refractarios, cuando se emplean refractarios básicos fundidos (de grano fundido y reaglomerado y electrofundido). Los estudios de laboratorio indican que muchos deterioros de los refractarios aglomerados se producen por la penetración de la escoria que causa «spalling» en la cara caliente del ladrillo.
(7 figs., 3 tablas, 6 refs.)
76/4/1929R
Distribución de colada continua. Su incidencia en el costo de transformación del acero.
J. A. WALLONY, E . N . IVUSICH, Siderurgia (E), 2, (1975), 5, 74-80 (e).
Se discute la importancia del costo del revestimiento refractario del distribuidor, así como el diseño calculado del mismo, sobre el costo del acero sometido a colada continua.
76/4/1930R
Materiales refractarios monolíticos en la industria del acero y criterios de aplicación.
J. T. KoNiGNGNBURG, Fachhcr. Oberflaech. (RFA), 13, (1975), 2, 81-85 (a).
Propiedades mecánicas y térmicas de hormigones refractarios.
Resistencia a la flexión en relación con su contenido en agua v ensayos de fatiga térmica a 800 "C.
(6 refs.)
76/4/1931R
Velocidad de combustión del carbono en refractarios de magnesita para convertidores en relación con la permeabilidad a los gases y la distribución de porosidad.
P. HERBUCH y A. STARZACIIEV, Radex Rdsch. (A), (1975), 1, 325-335 (a).
De los resultados de los ensayos realizados sobre ladrillos refractarios de magnesita alquitranada se deduce que al aumentar el tamaño medio de los poros, la combustión del C disminuye.
(13 refs.)
76/4/1932R
Influencia de los materiales refractarios sobre la oxidación del Fe fundido.
B. F. BELOV, IZV. An. SSSR. Metally (URSS), 17, (1975), 1, 67-70 (ru).
Influencia de los distintos materiales refractarios sobre el grado de oxidación del Fe fundido y condiciones termodinámicas en servicio del revestimiento, en convertidores soplados a l O ^ .
(15 refs.)
76/4/1933R
Propuestas para los recubrimientos refractarios de un horno alto con crisol de 10 m de diámetro.
J. M. BANER, Circ. Inform. Techn. A.T.S. (F), 32, (1975), 1, 3-11 (fr).
Descripción de los sistemas de refrigeración. Refractarios utilizados en las distintas partes del horno: solera, subsole-ra, crisol, etalajc, cuba y tragante.
76/4/1934R
Experiencias sobre refractarios de carbono para la cuba de homo alto.
G. LITIGIO, Bull. Tech. Finsider (I), (1975), 325, 15-27 (it).
Comportamiento de diferentes tipos de refractarios de carbono, carbono amorfo con o sin adición de otras sustancias, semigrafito con y sin impregnación en revestimientos de cuba de horno alto. Efecto del sistema de refrigeración y condi
ciones de operación del horno sobre el comportamiento de los refractarios.
76/4/1935R
Empleo de refractarios de magnesita-espinela en bóvedas de hornos de doble baño.
G. I. ANTONOV, Metallurg. Gorn. Prom. (URSS), (1975), 3, 44-46 (ru).
El empleo de espinela sintetizada cerámicamente permite obtener piezas, con una mayor resistencia al desgaste que los refractarios corrientes.
76/4/1936R
Estabilidad de la bóveda de hornos Martin durante el soplado con O2 del baño.
V. A. KULICHENKO, Metallurg. (URSS), 20, (1975), 3, 21-23 (ru).
El perñl y la al tura de la bóveda, así como el diseño de las toberas, son los factores que nos influyen sobre el carácter del desgaste de la bóveda.
76/4/1937R
Recubrimientos refractarios de los hornos de inducción para fusión, calentamiento y mantenimiento de fundición de hierro y acero.
H. FLESSA, Giesserei (RFA), 62, (1975), 2, 32-36 (a).
Descripción de los refractarios empleados en hornos de inducción sin núcleo y hornos de inducción con canal de distintas capacidades. Normas para el recubrimiento adecuado de inductores con refractarios de alto contenido en alúmina.
76/4/1938R
Estructura de revestimientos refractarios ácidos, apisionado y sinterizado para horno de inducción con crisol.
B. LANGE, Giesserei (RFA), 62, (1975), 2, 26-38 (a).
Estudio de la estructura de la cuarcita apisonada y sinte-rizada, por microscopía electrónica de barr ido. Zona de fusión, de sinterización y de fritado. La superficie de las pare des del crisol es muy lisa y se observan numerosas partículas insolubles.
(9 refs.)
A.9. CERÁMICA PARA ELECTRÓNICA
76/4/1939R
Fases y microestructura en cerámicos no óhmicos de ZnO-
J. WOx\G y W. G. MORRIS, Am. Ceram. Soc. Bull. (USA), 53, (1974), 11, 816-820 (i).
Se ha estudiado la no ohmicidad en función de la composición y de la temperatura de sinterización, y se ha observado su presencia hasta al menos 20 mol % Bi^O, y 1.000 °C. El grado de no linealidad crece con el contenido en Bifi^ y la velocidad de enfriamiento y decrece con la temperatura de sinterización. Se ha comprobado por microscopía de barr ido, microsonda y rayos X, que la microestructura consiste en una matriz de granos de ZnO, orientados al azar, aislados entre sí por una fase intergranular continua de a-Bifi^ que es aislante.
(8 figs., 1 tabla, 14 refs.)
76/4/1940R
Reducción con hidrógeno de cerámicos de TiO^Ba.
J. V. BiGGERS y G. J. GARDOPÉE, Am. Ceram. Soc. Bull. (USA), 53, (1974), 12, 853-854 y 859 (i).
Se ha investigado la reducción con H^ de cerámicos de TiO,^Ba producidos a par t i r de dos materiales de par t ida diferentes.
255

Fue imposible reducir dichos materiales de par t ida por tratamiento con flujo de H , a 980°C. Los cerámicos producidos con dichos materiales sí pueden reducirse en las condiciones mencionadas; las resistividades y la concentración de vacantes de oxígeno parecen estar relacionadas con la micro-estructura.
(2 tablas, 8 refs.)
76/4/1941R
Propiedades de capas detectoras formadas sobre un cerámico de TiOyBa semiconductor.
K. WAKINO, J. Am. Ceram. Soc. (USA), 57, (1974), 11, 472-473 (i).
Se describe un mecanismo para la formación de una capa detectora: se evaporó en vacío cobre sobre la superficie de TiO,,Ba semiconductor, se aplicó una pasta de plata sobre dicha capa y se coció el cerámico en aire. Se forma una capa de transición de A=Í 3 fi de espesor entre el electrodo y el semiconductor de tipo n; dicha capa presenta características típicas de una unión p-n.
(6 figs., 7 refs.)
76/4/1942R
Propiedades de histéresis de cerámicos ferroeléctricos.
W. WERSING, Ber Deust. Keram. Gells. (RFA), 51, (1974), 11, 318-323 (a).
Se han medido la deformación S. , la permeabilidad dieléctrica E.J3, el coeficiente elástico S,\ y las constantes piezo-eléctricàs d^j y g,,^, así como los ciclos de histéresis. Se discuten los resultados obtenidos sobre cerámicos de TZP, de acuerdo con un método que describe las inversiones de do minios, y se comparan con los obtenidos sobre cerámicos de Ti03Ba.
Se explican las influencias del dopado sobre las características de las histéresis.
(8 figs., 10 refs.)
76/4/1943R
Propagación de ondas superficiales sobre piezoeléctricos cerámicos.
L. HOFFMANN, Ber, Deust. Keram. Gells. (RFA), 51, (1974), 11, 311-317 (a).
Recientemente han cobrado interés, para aplicaciones especiales en técnicas de alta frecuencia, la existencia de ondas elásticas superficiales (OES), en piezoeléctricos cerámicos. Se describen para frecuencias por debajo de 25 Mc/s, las características de propagación de las OES y la estructura del campo acústico sobre cerámicos del tipo (Pb, Z r ) 0 3 .
Se muestran las posibilidades de aplicación: filtros, osciladores, etc.
(8 figs., 4 tablas, 8 refs.)
76/4/1944R
Polarización por C. C. de cerámicos de TZPL antiferroeléc trico.
J. V. BiGGERS y W. A. SCHULZE, Am. Ceram. Soc. Bull. (USA), 53, (1974), 11, 809-812 y 829 (i).
Se ha estudiado el comportamiento dieléctrico de algunas composiciones antiferroeléctricas de TZPL. Presentan elevadas permitividades, bajas pérdidas y altas resistencias a la ruptura dieléctrica. El comportamiento de polarización es bastante complejo, pero muchas composiciones son muy estables frente a campos de hasta 120 V/mil y constituyen excelentes materiales para condensadores multicapas y alto voltaje.
(4 figs., 4 tablas, 11 refs.)
76/4/1945R
Procesos durante el tratamiento térmico de monocristales de granate de hierro e ytrio (YIG).
E. STERK, Ber. Deust. Keram. Gells. (RFA), 51, (1974), 11, 324-327 (a).
El estudio se propone mejorar el rendimiento de mono-cristales de YIG, utilizados en filtros de microondas. Se ob
servan por microscopía los procesos que se desarrollan en el curso del t ra tamiento térmico. Una par te de las impurezas difunden hacia la superficie de los cristales, mientras que otras pueden dar lugar a límites intergranulares de bajo ángulo. Estos procesos explican las modificaciones en la anchura de las bandas de resonancia, observadas después del t ra tamiento térmico.
(4 figs., 1 tabla, 15 refs.)
A.IO, PRODUCTOS ESPECIALES
76/4/194éR
Cambios estructurales durante la compactación explosiva de polvos de alúmina.
R. PRÜMMER y G. ZTEGLER, Ber. Deust. Keram. Gells. (RFA), 51, (1974), 12, 343-347 (a).
Se estudia el efecto de la intensidad de la onda de choque sobre los parámetros de red y de estructura. Los métodos de estudio son densimetría, granulometría y estudio por rayos X de tamaños de cristales y tensiones de red, además de microscopía de barr ido. Se distinguen tres regiones:
1) Velocidad lenta, en la que la compactación se debe a un reagrupamiento de granos.
2) Velocidad media, en la que la compactación es máxima, debida a una deformación plástica severa y a la fractura de los granos.
3) Velocidades muy altas, que no producen posteriores cambios en tamaños de cristal y tensiones de red.
Para polvos finos de a-k\.,0.^, las velocidades de detonación más interesantes oscilan entre 2,5 y 4,5 x 10^ m/ s .
(10 figs., 1 tabla, 15 refs.)
76/4/1947R
Compositos cerámico metalizado/metal.
H. V/. LAVENDEL, Am. Ceram. Soc. Bull. (USA), 53, (1974), 11, 797-799 y 808 (i).
Se estudia la posibilidad de mejorar la resistencia de la alúmina a choques por compresión, mediante la incorporación de capas finas continuas de metal en la estructura cerámica. Los compositos se prepararon recubriendo el cerámico con una capa de titanio quimisorbido y aglomerando por presión los componentes recubiertos con un metal fundido. Se prepararon también compositos a par t i r de polvo.
Los compositos terminados permiten un mejor control de la estructura y de la composición. Estos productos son menos sensibles a la fragmentación bajo impacto balístico que un material de alúmina pura.
(8 figs., 2 tablas, 9 refs.)
76/4/1948R
Efecto de dopantes de haluros sobre la preparación de MgO policristalino transparente.
T. IKEGAMI, S . MATSUDA V H . SUSUKT, .7. Am. Ceram. Soc. (USA), 57, (1974), 11, 507 (i).
El proceso que se describe consta de varias etapas, con sinterización en vacío a muy bajas temperaturas . Se emplea FH y CIH. La acción de F - aumenta la sinterabilidad del polvo de MgO; el Cl- lo hace con menor intensidad. La presencia simultánea de ambos consigue las mejores propiedades. El tamaño de partículas de MgO influye notablemente. Para partículas > 0,15 //. los iones F - no ejercen ninguna acción. La temperatura de sinterización es de 1.600 °C.
(2 figs.)
76/4/1949R
Consolidación, microestructura y propiedades mecánicas de Sí^Nj dopado con óxidos de tierras raras.
K. S. MAZDIYASNI y C. M. COOKE, J. Am. Ceram. Soc. (USA), 57, (1974), 12, 536-537 (i).
Se estudió el efecto de diversos óxidos Ln.,03, y en particular de Ce.^0^, CeO^ • CeH^ y CeN sobre la densificación y las propiedades termodinámicas de Si^N^. Se da el esquema de
256

obtención de las probetas. Las mejoras obtenidas en la mi-croestructura y en las propiedades mecánicas de alta tempera tu ra se atribuyen a la desaparición de la fase vitrea intergranular presente en el SigN^ puro.
(3 íigs., 9 refs.)
76/4/1950R
Análisis de la formación del aglomerado en ruedas abrasivas vitrificadas.
J. N. BREKER, / . Am. Ceram. Soc. (USA), 57, (1974), 11, 486-489 (i).
La formación del aglomerado se estudia como un proceso viscoso para poder determinar si las partículas están en contacto directo. Se comprueba que las partículas se ponen en contacto durante el proceso de cocción, debido a fenómenos de tensión superficicü. Debido a este contacto entre partículas, las ruedas serán más duras t rabajando a compresión, puesto que las partículas de módulo elástico más alto transmit i rán la carga, que a tracción en que las partículas de bajo módulo elástico trcxnsmiLen la carga. La existencia del contacto entre partículas explica diversas facetas del comportamiento de las ruedas.
(5 ligs., 2 tablas, 9 refs.)
76/4/1951R
Aislante térmico, obtenido por colado, para escudos de calor.
A. J. MoüNTVALA, H. H. NAKAAIURA y H. L. RECUTHR, Am. Ceram. Soc. Bull. (USA), 53, (1974), 11, 800-803 (i).
Los elementos estructurales que soportan los tableros de cohetes balísticos están sujetos a un calentamiento elevado, jun to a una severa vibración y elevados niveles de aceleración durante el comienzo del vuelo. Se han desarrollado espumas a base de compositos de circón, aglomerados químicamente y colados que han probado su utilidad en ensayos simulados de vuelo en laboratorio.
(6 ligs., 3 tablas, 8 refs.)
A.11. FÍSICA Y QUÍMICA DEL ESTADO SOLIDO
76/4/1952R
Cinéticas de la hidratación de silicato tricálcico.
K. FüJii y W. KoNDO, / . Am. Ceram. Soc. (USA), 57, (1974), 11, 492-497 (i).
Se empleó una relación agua/C^S de 0,7 entre 5" y 50 "C, y se determinó la cal libre y el agua combinada. La cal libre se analizó por el método del 0-cresol, y el agua combinada por diferencia con el agua libre, extraída con ketone me tile-tilico.
La razón cal libre/agua combinada fue constante durante toda la hidratación, e indica que el CSH (II) puede representarse como 1,68 CaO • SiO^ • 2,58 H jO. Cuando se alcanza la supersaturación máxima de la solución con Ca'--', la rccicción transcurre rápidamente. Las ecuaciones cinéticas se obtienen de esta reacción. Cuando la superficie del C3S está totalmente recubierta de CSH (11), la reacción se retarda y está controlada por la difusión del agua.
Se discuten las constantes contenidas en las ecuaciones cinéticas.
(5 figs., 4 tablas, 15 refs.)
76/4/1953R
Efecto del agua sobre la transformación de sílice amorfa en coesita.
Ï . KAMEYAAIA y S. NAKA, J, Am. Ceram. Soc. (USA), 57, (1974), 11, 499 (i).
Las reacciones sílice amorfa —> cuarzo —> coesita, en ausencia de agua presenta unas constantes de tiempo semejantes.
La presencia de 10% en peso de agua acelera ambas reacciones, pero la primera sufre una aceleración muy superior a la de la segunda. El efecto es semejante al producido por un incremento de ]a temperatura.
(2 íigs., 8 refs.)
76/4/1954R
Termogravimetría de ferritas espinelas de litio.
G. BANDYOPADHYAY y R. M. FULRATII, J. Am. Ceram. Soc. (USA), 57, (1974), 11, 483-486 (i).
Se estudia por termogravimetría las pérdidas de peso de ferritas espinelas de litio durante el t ra tamiento térmico.
El trabajo se basa en el sistema LiFeO^-FCgOg. El tipo de pérdida de peso se compara con el de las ferritas de níquel y cinc.
(7 íigs., 8 refs.)
76/4/1955R
Reacciones entre PbO, ZrO^ y TiOg.
A. MANGEL y J. DOSKOCIL, Ber. Deust. Keram. Gells. (RFA), 51, (1974), 11, 329-331 (a).
Se realizaron los estudios mediante el análisis cinético clásico con tabletas con superficies de contacto marcadas y no marcadas y por el método de contacto límite entre los compuestos reaccionantes. Se demuestra que la velocidad de reacción depende sobre todo de la difusión del PbO a través del producto de reacción ya formado. Sin embargo, en los momentos iniciales la reacción está controlada por otro mecanismo. Experimentos con reaccionantes aislados muest ran que el PbO es t ransportado vía fase gaseosa.
Se calcula la energía de activación de la reacción y se propone un mecanismo de reacción detallado.
(10 figs., 2 tablas, 11 refs.)
76/4/1956R
Influencia de la sílice sobre la sinterización de circona parcialmente estabilizada (ZPE).
j . F. SiiACKELi'ORD, P. S. NICHOLSON y W. W. SMELTZER, Am. Ceram. Soc. Bull. (USA), 53, (1974), 12, 865-867 (i).
La sílice incrementa notablemente la sinterabilidad de ZPE con CaO y con MgO. El aumento de SÍO2 de O a 2 % peso, en una ZPE con 3,5 % peso de CaO, aumenta la contracción de cocción de 12 a 26 %, y la densidad, de 3,45 a 4,85 g/cm'\ Un comportamiento similar se observó para ZPE, con 2 % peso de MgO.
El comportcuiiicnto de circona totalmente estabilizada está mucho menos afectado por la sílice. El estabilizador y la sílice se concentran en los límites intcrgranulares. Se discuten los posibles mecanismos del incremento de sinterabilidad.
(4 íigs., 1 tabla, 5 refs.)
76/4/1957R
Prensado en caliente de /3"-alúmina estabilizada con LigO.
A. V. ViRKAR, G. J. TENNENHOUSE y R. S. GORDON, / . Am. Ceram. Soc. (USA), 57, (1974), 11, 508 (i).
El prensado en caliente se realizó en vacío, en moldes de grafito, entre 1.350° y 1.400 "C, presión de 4.500 psi y t iempo de 15 min. Los polvos se desgasearon a 700 °C. Se pudieron obtener muestras translúcidas. El producto final fue una mezcla de ß y de />"'-alúmina. Un recocido a 1.400 "C (24 h) transforma todo en /i"-alúmina. Se midieron: densidad, resistencia de fractura, módulo de Young y resistividad a c. a. (30 Kc/s) y se compararon estos parámetros con los de /^''-alúmina sintcrizada por medios convencionales. La resistencia mecánica y la dureza de fractura son superiores en las muest ras prensadas en caliente.
(4 refs.)
76/4/1958R
El diagrama de equilibrio CaO-FeO^.
F. ABBATTISTA, A. BURDESE y M. MAYA, Rev. Int. Htes. Temp, et
Refract. (F), 12, (1975),337-342 (fr).
El diagrama pseudobinario FeO^-CaO se ha trtizado por medio de una serie de medidas especírográficas y observaciones microscópicas efectuadas sobre sólidos «congelados» a par t i r de temperaturas comprendidas entre 850 "C y 1.125''C.
Se ha encontrado contrariamente a la posición expresada por diversos autores, que la solubilidad de la cal en la v^iisti-ta, a 1.100'C, es de 37% molar.
257

El diagrama de equilibrio presenta una transformación peritectoide a la temperatura de 1.045 'C + 5 °C, en la que la ferrita dicálcica reacciona con el hierro para dar las soluciones sólidas (Fe, Ca) O^ y (Ca, Fe) Oy, y una transformación peritéctica a la temperatura de 1.130 °C, en la que están en equilibrio, con el líquido, las dos soluciones sólidas que tienen, respectivamente, 40% y 90% aproximadamente de cal.
Se ha determinado, también, la actividad de la wiistita en las soluciones sólidas (Fe,Ca)Ox, considerando sus presiones de oxígeno determinadas con análisis volumétricos de mezclas gaseosas, constituidas por Co y COj en equilibrio con los sólidos examinados.
(3 figs., 3 tablas, 17 refs.)
76/4/1959R
Equilibrio de fase en la región rica en TiO^ del sistema BaO-TiOg.
H. M. O'BRYAN, Jr., y J. THOMSON, Jr., 7. Am. Ceram. Soc. (USA), 57, (1974), 12, 522-526 (i).
Se estudió la región comprendida entre 67 y 100 mol % TiO^, entre 1.200° y 1.450 °C en O^. Los datos se obtuvieron por análisis térmico, de rayos X y microestructural. Se conñrma la existencia de los compuestos estables BagTi yO^ , Ba^Ti ^Og^ BaTi Og y Ba TigOgQ. El compuesto BaTi^O^ es inestable y se forma por reacción en estado sólido o por cristalización a partir del fundido. Los compuestos Ba^Ti ^O^o y Ba^Ti gO^^ descomponen en reacciones peritécticas, y los compuestos BaTiOg y BagTi ^O^Q reaccionan para formar un eutéctico. Se requieren condiciones especiales para obtener BagTigOg , que descompone en una reacción peritectoide a 1.420 "C.
Se presenta el nuevo diagrama de fases. (4 figs., 4 tablas, 17 refs.)
76/4/1960R
Relaciones de compatibilidad en el sistema Si02-Zr02-P205.
T. O. MASON y F. A. HUMMEL, / . Am. Ceram. Soc. (USA), 57, (1974), 12, 538-539 (i).
No se forman compuestos ternarios. Se confirmó la solubilidad sólida de ZrPgO^ en la forma estable de 2ZrO^ • PgO,. Se comprueba que el compuesto silicofosfato es de estequio-metría 2/1 y no 3/2 como algunos trabajos anteriores indi-
(1 fig., 1 tabla, 7 refs.)
76/4/1961R
Equilibrio de subsolidus en el sistema LiF-AlFg-NagAlFg.
R. BAYLOR, Jr., D. P. STINTON y J. J. BROWN, Jr., J, Am. Ceram Soc. (USA), 57, (1974), 11, 470-471 (i).
El estudio se realiza en aire por técnicas de estado sólido. El sistema contiene dos compuestos ternarios: Na2LiAlFe y
Na3LÍ3Al2F^2 y ^^^ amplia solución sólida tipo criolita en el extremo binario NagAlF^-LigAlFg. Los dos compuestos ternarios se descomponen entre 500* y 600 °C. En y por debajo de 500 °C existen siete regiones de tres fases y dos regiones de dos fases, estas últimas nacidas de las series de soluciones sólidas tipo criolita. Se presentan las relaciones de fases para la sección isoterma de 500 °C y se describen las relaciones por encima y por debajo de dicha temperatura.
(2 figs., 19 refs.)
76/4/1962R
La temperatura de equilibrio entre las fases sólido y líquido en el óxido de ytrio.
M. M. KENISANIN y V. Ya. CHEKLASKAY, Rev. Int. Htes. Temp, et Refract, (F), 12, (1975), 329-335 (fr).
Se han medido las temperaturas de fusión y solidificación de óxidos de ytrio. Las experiencias se han realizado en un horno de vacío con resistencia de tungsteno. El contenido en óxido de ytrio del material utilizado en los ensayos era del 99,999, estando colocado durante el ensayo en un crisol cerrado de tungsteno. Las medidas muestran que la temperatura de equilibrio entre las fases sólido y líquido es de 2.703° K (IPTS-68). El error acumulado (sistemático o arbitrario), al determinar la temperatura de equilibrio para un intervalo de confianza del 95 %, se ha estimado en + 8° K.
(2 figs., 2 tablas, 29 refs.)
76/4/1963R
Equilibrios totales entre hierro saturado de carbono y escorias de horno alto conteniendo azufre, cal, sílice, alúmina y óxido de magnesio.
K. Kocii, Arch. Eiseinhuett. Wes. (RFA), 46, (1975), 83-90 (a).
Se describen los métodos de ensayo. Intervalos de equilibrio total en la zona de escoria del sistema Al20g-CaO-MgO-SiOg a 1.600 y 1.500 "C. Distribución del azufre entre las fases escoria y metal en caso de equilibrio total para 1.600 y 1.500 "C.
76/4/1964R
El sistema de escoria de horno alto AlgOg-CaO-MgO-SiO^ a 1.600, 1.500 y 1.400 "C.
K. KocH, Arch. Eiseinhuett Wes. (RFA), 46, (1975), 3, 165-171 (a).
Descripción de las superficies de saturación en el sistema indicado, por medio de reacciones isotérmicas en la zona de concentración de escorias de horno alto a 1.600, 1.500 y 1.400 »"C. Representación tridimensional tetraédrica y proyección horizontal cuantitativa después de verificación y nueva determinación de superficies límites de la zona de escoria homogénea.
(1 ref.)
76/4/1965R
Evaluación de los lugares de red y de la valencia de Mn y Fe en TiOgPb policristalino por RSE y termogravimetría.
D. HENNINYS y H. POMPLUN, J. Am. Ceram. Soc. (USA), 57, (1974), 12, 527-530 (i).
Se incorporaron a TiOg Pb óxidos de Mn y de Fe y combinaciones de LagOg con dichos óxidos, bajo condiciones termodinámicas delinidas. La reacción de sustitución se estudió gravimétricamcnte. A presiones parciales bajas de O^ y de PbO, se forman Mn -'- y Fe2+ en los lugares A y Mn^+ y Fe-" ' en ambos lugares A y B. A presiones mayores de PbO, se forma Mn^+ en los lugares B. Los iones Mn^+, Mn^+ y Fe-' "*" se determinaron por resonancia de espín electrónico (RSEj.
(4 figs., 1 tabla, 19 refs.)
76/4/1966R
Propiedades elásticas de óxidos. R. E. NEWNHAM, Am. Ceram. Soc. Bull. (USA), 53, (1974), 11,
821-829 (i).
Los coeficientes elásticos y sus derivados, en función de presión y temperatura, son datos importantes en ciencia de materiales y en geofísica. Los óxidos presentan algunas correlaciones entre su tipo estructural y el comportamiento elástico. Los coeficientes de rigidez de los minerales de silicatos son mayores en la dirección del enlace Si-0. Una analogía mecánica simple en la que los enlaces atómicos se suponen como muelles conectados en serie y paralelo permite estimar la magnitud y la anisotropía de los módulos elásticos. Dicho modelo permite también predecir las magnitudes de las funciones respecto de la presión y temperatura de dichos coeficientes de rigidez. Se examinan los factores cris-taloquímicos que influyen en comportamientos clásticos anómalos, especialmente en la ferroelasticidad.
Los movimientos rotativos internos de los enlaces atómicos son particularmente importantes en este tipo de materiales.
(13 figs., 4 tablas, 36 refs.)
76/4/1967R
Progresos en la ciencia de la fractura de cerámicos y vidrios,
J. B. WACHTMAN, Jr., / . Am. Ceram. Soc. (USA), 57, (1974), 12, 509-519 (i).
Se describe la propagación, rápida y catastrófica, de grietas en términos de concentración de tensiones y de las condiciones de balance de energías desde un punto de vista de mecanismos de fractura. Finalmente se presenta la propagación lenta de grietas por corrosión de tensiones u otros mecanismos. Se revisan los datos sobre la propagación lenta de grietas y,la emisión acústica correlativa en varios tipos de cerámicos y vidrios. Se presenta una recopilación de la aphca-ción de estos resultados al tratamiento cuantitativo de la resistencia, dependencia respecto de la velocidad de carga,
258

t iempo hasta la rotura, emisión acústica, choque térmico, deterioro al impacto y mecanizado erosivo.
Se discuten algunas limitaciones de la aplicación de los mecanismos de fractura a los cerámicos.
(22 figs., 46 refs.)
76/4/1968R
Relación entre propiedades y microestructura en un cerámico de )ß"-alúmina.
T. J. WHALEN, G . J . TENNEÍXIIOUSE y C. MEYER, J. Am, Ceram. Soc. (USA), 57, (1974), 11, 497-498 (i).
eléctricas de Na^O, 0,7%
Se estudian las propiedades mecánicas y ^' '-alúmina de composición 90,6 % AI2O , 8,7 * L i , 0 .
Se comprueba la escasa influencia de la geometría sobre la conductividad. Tiempos prolongados de sinterización producen probetas de mayor tamaño de grano y menores resistencia mecánica y resistividad. Por encima de ciertos t iempos la resistividad no disminuye más y permanece casi constante.
(3 figs., 1 tabla, 2 refs.)
76/4/1969R
Segregación en los límites intergranulares en Al Og.
R. I. TAYLOR, J . P . COAD y R. J. BROOK, / . Am, Ceram. Soc, (USA), 57, (1974), 12, 539-540 (i).
Se empleó estimulación fotónica de fotoelectrones y electrones Auger para estudiar las superficies de fractura de probetas de AI2O3 con adiciones de CaO y MgO. Se comprueba que el CaO y el MgO se segregan de los granos y se localizan en forma de solución sólida en los límites intergranulares El mecanismo de segregación no ha podido determmarse con seguridad.
(2 figs., 9 refs.)
76/4/1970R
Conductividad eléctrica del rutilo monocristalino a altas temperaturas.
J. F. BAUNARÜ, D . PAÑIS, D . RAFFER, Rev. Int. Htes. Temp, et Refract. (F), 12, (1975), 321-327 (fr).
Existen datos poco coherentes sobre los defectos existentes en TiOgx ( X ^ 0 , 0 1 ) como lo prueban diversos resultados experimentales utilizando técnicas variadas. Las medidas de conductividad eléctrica, por el método de Van der Pawn, se hacen sobre un monocristal de TiOg en un margen de presión de oxígeno que varía de 1 a tm a 10- * a tm, para un intervalo de temperaturas entre 1.250 °K-1.750 °K. Estas medidas confirman la hipótesis del titanio intersticial; pero en la cercanía de 1 a tm se discute las influencias de las impurezas. El cálculo de la conductividad eléctrica ligada a una impureza trivalente está de acuerdo con los resultados experimentales.
(7 figs., 23 refs.)
76/4/1971R
Relación Wiedemann-Franz-Lorenz en óxidos de elevada conducción electrónica.
M. E. FINE y N. HSIEH, J. Am. Ceram. Soc. (USA), 57, (1974), 11, 502-503 (i).
Se aplica dicha relación a datos obtenidos sobre TiO, TiO^^^ VO^^yg, VOj gg y FCgO^ y se demuestra que dichos óxidos obedecen la relación tan estrechamente como los metales.
(2 figs., 1 tabla, 14 refs.)
B. VIDRIO
B.l. MATERIAS PRIMAS Y MEZCLA VITRIFICABLE
76/4/1972R
Instalación y regulación programada para el pesado de la mezcla vitrificable en una máquina de producción de 1.000 toneladas/día de vidrio hueco.
W. LEIDIG, Sprechsaal. (RFA), 107, (1974), 24, 1077-1080 (a).
Se describe una instalación que permite la preparación y pesado de acción totalmente automática, de una mezcla vi
trificable determinada, desde la carga en los silos hasta el enhornado del vidrio.
(7 figs., 1 tabla.)
76/4/1973R
Estimación de los errores del análisis de una composición vitrea ordinaria.
E. J. POPOV, E . KOSEVA y E. POPOVA, Stroit, Mater, Silikat, Prom. (BUL), 46, (1975), 6, 20-23 (bul).
Se analiza químicamente un vidrio ordinario de botella de composición 67,4 % de arena, 13,6 % carbonato de calcio, 19,0 % de carbonato de sodio. Se aplican dos métodos, uno sin separación previa de los carbonatos alcalinos y el otro con separación. Los resultados indican los contenidos en carbonatos alcalinos, en carbonatos alcalinotérreos y en residuo insoluble.
Ciertas operaciones, principalmente la separación previa de los carbonatos, permiten reducir los errores del análisis.
(8 tablas.)
76/4/1974R
Utilización del diópsido en la fabricación de vidrios.
V. V. MiRKOViCH, Depí. Energy Mines Resources Mines Branch. Tech. Bull. (CAN), (1974), 192, 9 (i).
Se determinan la capacidad calorífica, el calor de reacción» el calor de la mezcla entre el diópsido y las cantidades este-quiométricas de COgCa, Co^Mg y SiOg.
Los resultados sobre una fibra de vidrio demuestran que se puede economizar alrededor de un 5 % en la producción.
76/4/1975R
Método rápido para determinar el contenido en alcalino en una mezcla vitrificable utilizando pH.
V. T. KusiiALNiKOV, N. P. KRYUKOVA, O . V. ZAVALOVA y M. G. LABA ZNIKOVA, Glass Ceram. (Steklo Keram) (USA-URSS), 29, (1972), 11-12, 756-757 (i).
Se desarrolla un método para determinar alcalinos en la mezcla vitrificable, utilizando un pH metro, LPM-60 M mili-voltímetro. Se efectúa el ensayo con una composición de vidrio hueco domestico. El método propuesto es conveniente para el análisis de una mezcla vitrificable de composición simple y no puede emplearse para mezclas vitrificables que contengan fluosilicato de sodio, ácido bórico y otros componentes.
(1 íig., 1 tabla.)
B.2. HORNOS, PROCESOS DE FUSION, DE AFINADO, CONFORMACIÓN Y
TRATAMIENTOS TÉRMICOS
76/4/1976R
Estudio de las particularidades de la inñuencia de las condiciones redox en la fusión, sobre la viscosidad de los vidrios de sílice obtenidos en horno eléctrico.
V. K. LEKO y E. V. MESHCHERYAKOVA, Fiz. Khim. Stekla (URSS), 1, (1975), 3, 264-271 (i).
Se estudia bajo vacío, en horno eléctrico de laboratorio o en horno industrial, en condiciones de reducción o neutras tres tipos de sílices (cuarzo granulado, artificial y natural blanco).
Se discute la inñuencia de las condiciones de fusión sobre la viscosidad de los vidrios obtenidos. En los vidrios fundidos en medio reductor se observa en el curso de un tratamiento térmico a 1.000-1.300 *-C una fuerte variación de la viscosidad.
(2 figs., 2 tablas, 25 refs.)
76/4/1977R
Principios fundamentales de la fusión eléctrica del vidrio.
I. HOROWITZ, Electrowärme Int. (RFA), 32, (1974), B4, B191-B199 (a).
Se estudia sucesivamente los problemas siguientes: Conductividad del vidrio, viscosidad, afinado, corrientes en los
259

hornos balsa, paso de las corrientes en la balsa de fusión y la influencia de los electrodos sobre ella, coloración del vidrio por los electrodos, trazado de los hornos balsa eléctricos.
(14 íigs., 2 tablas, 10 refs.)
V6/4/1978R
Efecto de las conexiones eléctricas y de las fases en los sistemas de fusión eléctrica en vidrio.
N. R. GRUENBERG, IEEE Trans. Ind. Appl. (USA), IA8, (1972), 1, 76-81 (i).
Se estudia sobre hornos en funcionamiento, sobre modelos de agua y con la ayuda de análisis matemáticos la influencia de la longitud del electrodo sumergida, de la densidad de la corriente y de la influencia recíproca de los electrodos paralelos sobre la distribución de las líneas de fuerza en la mezcla fundida.
(14 íigs., 2 refs.)
76/4/1979R
Consideraciones sobre la concepción y la aplicación en la práctica de los termopares en la industria vidriera.
H. J. GRHÜNBERG, ISA Trans. (USA), 13, (1974), 1, 40-45 (i).
Se revisan las tablas prácticas de temperaturas de 1968, y la fuerza electromotriz en función de la temperatura . Estructura y vaina de los termopares. Se describen los termoparcü de suelo, de paredes laterales, de la balsa de vidrio ílotado. Cables de compensación en cobre.
(5 íigs., 6 refs.)
76/4/1980R
Las ventajas del pulido a fuego de la superficie de vidrio de silicato de plomo.
N. A. YuDiN, G. S. ZASORINA y E. A. CHÜGUNOV, Glass Ceram. (Steklo Keram) (USA-URSS), 29, (1972), 11-12, 731-732 (i).
Se estudia en un vidrio de composición 61,5 SiO^ • 18 PbO • 16,5 Kfi • 1 B2O3 • 1 ZnO • 1 CaO • 1 {R.fi^ + SO^), t ra tados por el método de pulido a fuego. Se comparan las características de los vidrios pulidos por este sistema, con aquellos pulidos por procesos químicos o mecánicos.
(2 íigs., 2 refs.)
B.3. ANALISIS, ENSAYOS Y CONTROL
76/4/1981R
Estudio de la distribución de impurezas en las capas super ficiales de los tubos de sílice vitrea.
V. K. LEKO y L. A. KÜMAROVA, SOV. J. Opt. TechnoL (USA-URSS), 41, (1974), 6, 326-327 (i).
Se estudia la velocidad de ataque por el FH de la sílice fundida en función de la concentración y de la temperatura. Se analiza la distribución de las impurezas (Ca, Al, Mg, Fe, Ti, Cr, Mn, Cu) según el espesor del tubo.
(4 figs., 2 refs.)
Estas investigaciones demuestran que la producción y calidad del vidrio dependen notablemente del grado de homo^ geneidad química del fundido y la naturaleza de partículas extrañas a la mezcla, y también a la granulometría de la mezcla. Una sistemática y continua comprobación de las partículas y tamaño de la mezcla es u n eíicaz método de análisis para evitar fuertes pérdidas en la producción.
(3 figs., 3 refs.)
B.7. FIBRA DE VIDRIO
76/4/1984R
Cálculo del mecanismo de amortiguamiento para un aparato de medida de la tensión en fibras.
A. S. MoNciiENKü, G. G. LisovsKAYA, L. L. BEBHSUIN, V. S. EGO-RüVA, Sov. J. Opt. Technol. (USA-URSS), 41, (1974), 4, 204-206 (i).
Se describe el principio de un amort iguador hidráulico de un apara to de tensión para las fibras ópticas que satisfacen a las exigencias requeridas y el estudio de las características dinámicas del ins t rumento.
(3 íigs., 4 refs.)
76/4/1985R
Aplicación de los plásticos reforzados.
ANÓX\IMO, Reinf. Plast. (GB), 19, (1975), 8, 246-248 (i).
Se revisan algunas nuevas aplicaciones de los plásticos reforzados con fibra de vidrio. Sustituye al acero en los recipientes de almacenamiento en la industr ia alimentaria, se emplea también en la industria del petróleo, etc.
76/4/1986R
Progresos en la pultrusión.
ANÓNIMO, Reinf. Plasi. (GB), 19, (1975), 8, 244-245 (i).
Se fabrican plásticos reforzados con fibras de vidrio por el método de la pultrusión.
Se describen el material empleado, la explicación del procedimiento, la velocidad del procedimiento y las mater ias pr imas utilizadas.
76/4/1987R
Contribución al estudio de estratificación en fibra de vidrio con armaduras mixtas.
E. GuERiNi y P. LissAC, Verre Text. Plastiq. Renf. (FR), 13, (1975), 6, 15-20 (ir) .
Se estudian comparat ivamente las propiedades de las fibras de vidrio estratificadas con armaduras mixtas, con Kevlar 49-carbón y Kevlar 49-vidrio.
Se estudia las tensiones a tracción, a compresión y a la flexión con diferentes tipos de probetas planas.
(6 íigs., 2 tablas.)
76/4/1982R
Método de análisis de la arena de cuarzo. Parte II.
E. PopovA y A. S. KiiAOZHiJSKA, Stroit. Mater silikat. Prom. (Bul), 16, (1974), 4, 18-22 (bul).
Se determina por complexometría y fotometría los contenidos; en SÍO2, AI2O3, FC2O3, TÍO2, MgO y CaO en una arena de cuarzo que no contiene óxidos alcalinos. Se valora los mismos óxidos en una arena que contiene los óxidos alcalinos, estas valoraciones se determinan por fotometría de llama.
(1 tabla.)
76/4/1983R
Influencia de las inhomogeneidades químicas sobre la calidad industrial del vidrio.
Z. A. MiKiiAiLOVA-BoGDANSKAYA y V. V. PoLLYAK, Glass Ceram. (Steklo Keram) (USA-URSS), 29, (1972), 11-12, 723-726 (i).
Se estudia los problemas de inhomogeneidades en el vidrio, así como la causa que las produce, y la forma de eliminarlas.
/6/4/1988R
Diagramas de la difusión de la luz.
I. P. GRYAZNOVA et al., Sov. J. Opt. Technol. (USA-URSS), 41 (1974), 4, 208-210 (i).
Se determinan los diagramas de difusión de la luz en un grupo de fibras ópticas de espesores diferentes de la capa de revestimiento en función del ángulo de incidencia de un haz luminoso puntual . Se demuestra que este estudio permite determinar el espesor mínimo admisible de las capas.
(3 íigs., 3 refs.)
76/4/1989R
Atenuación en las fibras.
W. A. GAMBLING, Appl. Optics. (USA), 14, (1975), 3, A66 (i).
Se estudian fibras ópticas de pérdidas débiles a base de P2O5 y SiOg. Se describe el método de deposición, las características de atenuación y el procedimiento de fabricación.
(1 fig.)
260

76/4/1990R
Características de propagación de una guía óptica parcialmente recubierta de metal: varillas de guías de ondas ópticas.
Y. YAMAMOTO, T . KAAITYA y H. YANAI, Appl Optics. (USA), 14, (1975), 2, 322-326 (i).
Se describe la teoría y el estudio experimental de una guía de onda óptica formada de sílice y de alúmina parcialmente recubierta de aluminio.
Se estudia las pérdidas de propagación en función de los ángulos de acoplamientos para diferentes modos.
(9 figs., 1 tabla.)
76/4/1991R
Guías de ondas, obtenidas por implantación de iones de oxígeno en la sílice vitrea.
E. V. K. RAO y D. MOUTONNET, J. Appl Phys. (USA), 46, (1975), 2, 955-957 (i).
Se realiza la implantación iónica a temperatura ambiente de oxígeno en la sílice vitrea. Se estudia los parámetros ópti eos de la guía obtenidos antes y después de los recocidos sucesivos.
Se pone en evidencia por el aumento de una capa de espesor dado, y el estudio de los parámetros ópticos.
(2 figs., 2 tablas, 12 refs.)
76/4/1992R
Fibras de vidrio para comunicaciones ópticas.
R. D. MAURER, Proceedings IEEE (USA), 61, (1974), 4, 452-462 (i).
Las fibras ópticas permiten la transmisión de la luz a un kilómetro, las fuentes y los detectores están en curso de experimentación.
Se describen los progresos en los materiales y en los medios de fabricación que son necesarios para desarrollarlas. Se discuten las bases teóricas, y las experiencias del cableado.
(5 figs., 5 tablas, 59 refs.)
76/4/1993R
Caracterización experimental de la deflección acústico-ópíica de las guías de ondas ópticas multimodos.
J. F. WI:LLHR, A . F . MiT;ro\-, T. G. GÍAIXORENZI, / . Appl. Phys. (USA), 46, (1975), 2, 974-976 (i).
Se comparan las medidas de la resolución y de la importancia de la deflección acústico-óptica de las guías de ondas ópticas con aquellas obtenidas anteriormente.
Se efectúan las medidas sobre películas de Ta.,0. depositadas sobre cuarzo XY. La resolución se limita al acoplamiento, a la divergencia de la radiación de longitud de la banda de transmisión y a la dispersión de los modos.
(2 figs., 9 refs.)
76/4/1996R
Fibras ópticas tejidas.
A. C. SCHMIDT, J . S . COURTNEY y E. A. Ross, Appl Optics. (USA), 14, (1975), 2, 280-287 (i).
Se describe la realización de un nuevo aparato para el tejido de las fibras ópticas. Se presentan varios ejeimplos de las aplicaciones de los tejidos obtenidos.
(12 figs., 7 refs.)
B.6. VIDRIO ÓPTICO
76/4/1997R
Preparación y propiedades de algunos vidrios de calcogenu-ros sin óxidos.
J. D. FFTCIITXER, T . J . ISAACS y A. A. PRTCE, Infrared. Phys. (GB), 14, (1974), 1, 3-7 (i).
Se estudia la transmisión óptica en el intervalo de longitudes de onda comprendido entre 0,6 y 20 /;. de los vidrios de calcogenuros de composición AgAsS.,, TlAsSe.,, TlAsSe.^, Hg. Tl,As,Sb.,S.,,„ AgTlS y TlAsS^.
(4 figs.,' 1 tabla, 12 refs.)
76/4/1998R
Determinación por un método de luminiscencia de la composición de la fase sólida sensible a la luz de los vidrios foto-crómicos con halogenuros de plata.
V. M. BELOUS, E . A . DOLBTNOVA, I. V. TUNTMAXOVA, V. A. TSE-KOMSKTT, Sov. J. Opt. Tcchnol (USA-URSS), 41, (1974), 8, 447-449 (i).
Se estudian los espectros de luminiscencia de baja tempera tura de vidrios fotocrómicos con halogenuros de plata, se demuestra que es posible determinar la fase sólida de los raicrocristales de halogenuro de plata y se pone en evidencia la presencia de iones Pb y Cd en el interior de la red de microcristales.
(3 figs., 1 tabla, 11 refs.)
76/4/1999R
Estudio de la influencia de los iones cobre sobre las propiedades de relajación de los vidrios fotocrómicos.
A. V. DoTSENKO, N. A. PAPUNASIIVTLI y V. A. TSEKÎÏOMSKIT, SOV. J. Opt. Technol (USA-URSS), 41, (1974), 7, 395-397 (i).
Las constantes de relajación varían según el grado de im-Dcrfccción cristalina de los halogenuros de plata. La solubilidad del ion Cu+2 depende del trabajo necesario para crear una laguna catiónica en los cristales de halogenuros de plata.
El Cu+2 es más soluble en ClAg que en BrAg. (1 fig., 10 refs.)
76/4/1994R
Cálculo de las pérdidas por acoplamiento entre los diodos electroluminiscentes y las fíbras ópticas de pérdidas débiles.
K. H. YAXG V I. D. KiNGSLEY, Appl Optics. (USA), 14, (1975), 2, 288-293 (i).
Se determina el cálculo del máximo de radiación luminosa transmitida y de la eficacia del acoplamiento en función de la geometría con o sin lentillas.
(3 figs., 1 tabla, 5 refs.)
76/4/1995R
Formación de una lentilla esférica en el extremo de una fibra óptica con la ayuda de un laser de CO2.
U. C. PAEK y A. L. WEAVER, Appl Optics. (USA), 14, (1975), 2, 294-298 (i).
Se lleva a cabo la formación de una lentilla esférica, mediante el cálculo de la potencia necesaria de un laser de COg.
Se estudia las imágenes por medio de la lentilla. (7 figs., 10 refs.)
B.8. MATERIALES VITROCRISTALTNOS
76/4/2000R
Fractura hertziana de vitrocerámicos.
B. R. LAWN, T . R . WILSIIAW, T . I. BARRY y R. MORREL, J. Mat. Sel (GB), 10, (1975), 1, 179-182 (i).
Se estudia las relaciones entre la microestructura y las características de fractura de un vitrocerámico de 4 SiO,, • Alg O,, • Li^O con adiciones de TiO., y sometidos a diferentes tratamientos térmicos. Se estudia" al microscopio electrónico las diferentes superficies de fractura obtenidas.
(2 figs. 12 refs.)
76/4/2001R
Estructura, propiedades y aplicaciones de los vitrocerámicos,
G. H. BEAU., Corning Research (USA), (1973), 99-109 (i).
Se estudian las fases sucesivas de la formación de vitroce rámicos. Estos materiales que poseen un débil coeficiente de dilatación pertenecen al sistema Si02-Ti02"A1^03-LÍ20. Se de-
261

termina el reforzamiento del vitrocerámico por cambio iónico. Se investiga también las propiedades dieléctricas.
(7 figs., 3 tablas, 17 refs.)
B.11. FÍSICA Y QUÍMICA DEL ESTADO VITREO
PROPIEDADES MECÁNICAS
76/4/2002R
Revisión de las reacciones químicas iniciadas mecánicamente en sólidos.
P. G. Fox, / . Mat. Sei. (GB), 10, (1975), 2, 340-360 (i).
Este tipo de reacciones son importantes desde el punto de vista tecnológico durante el mezclado, perforación, devastado y lubricación. Estos procesos vienen facilitados por la formación de compuestos químicos sobre la superficie de trabajo.
Se examina el caso de los materiales frágiles, dúctiles, cristalizados v amorfos.
(11 figs., 1 tabla, 172 refs.)
76/4/2003R
Efecto de protección de recubrimientos polímeros sobre la superficie del vidrio.
S. I. SiLVESTROVicii et al.. Glass Ceram. (Steklo Keram), (USA-URSS), 29, (1972), 11-12, 718-722 (i).
Se determina la influencia de recubrimientos protectores a base de polímeros de silicona y polímeros orgánicos. Se comprueba que la superficie del vidrio aumenta notablemente su resistencia mecánica a una prolongada aplicación de una carga estática.
La protección es part icularmente eficaz cuando se utiliza vidrio plano industrial con el aumento de las concentraciones de alcalinos.
(6 figs., 3 tablas, 3 refs.)
76/4/2004R
Estudio de las propiedades mecánicas de discos de fibras ópticas.
B. M. LAVRTNOVICII, V. N. POLUKIÍTN, N . A. FILIPPOV, SOV. J. Opt. Technol (USA-URSS), 41, (1974), 5, 274-275 (i).
Se efectúan los siguientes ensayos: presión hidrostática hasta 150 Kg/cm^ en el rango de temperatura comprendido entre + 65 y — 40 °C con vibraciones hasta 150 ciclos con una aceleración 2 g y los ' choques con una aceleración hasta 1.000 g.
(2 tablas, 1 fig.)
76/4/20Ö5R
Modelo atómico de la propagación cinética de las fisuras en los sólidos frágiles.
B. R. LAWN, / . Mat. Sei. (GB), 10, (1975), 3, 469-480 (i).
Se t ra tan las bases teóricas de la propagación lenta de grietas utilizando el modelo de fractura frontal que presenta las discontinuidades a nivel atómico.
Se estudia la influencia del ambiente químico durante los ensayos.
(6 figs., 28 refs.)
76/4/2006R
La tensión de fractura y su relación con la propagación lenta de la grieta.
A. G. EVANS y H. JOHNSON, / . Mat. Sel (GB), 10, (1975), 2, 214-222 (i).
Se determina la resistencia a la fractura por examen de los resultados obtenidos durante la propagación lenta de una fisura en un vidrio sodocálcico.
Se comparan estos resultados con las resistencias medidas a la flexión sobre las muest ras de vidrio sodocálcico deslust rado.
(11 figs., 8 refs.)
76/4/2007R
Parámetros de reforzamiento químico y de resistencia al choque, de lentillas de vidrio crown blanco o en vidrio foto-crómico.
T. R. KozLOWSKi y G. A. CHASE, Corning. Researeh (USA), (1973), 79-88 (i).
El reforzamiento por cambio de iones se traduce por la evolución de los parámetros , tales como el espesor de la capa de compresión, el valor de la compresión en la superficie, las tensiones internas, así como también el valor de la resistencia al choque.
(4 figs., 4 tablas, 5 refs.)
76/4/2008R
Microfractura debajo de las indentaciones por puntos en los sólidos frágiles.
B. R. LAWN y M. V. SWAIN, 7. Mat. Sei. (GB), 10, (1975), 1, 113-122 (i).
Las microfisuras pueden producirse alrededor de la zona de deformación provocada por la indentación en los ensayos de dureza. Las fisuras abiertas están situadas en el centro o en los laterales. Se examina la mecánica de la fractura de una fisura situada en el centro.
(11 figs., 15 refs.)
PROPIEDADES ELÉCTRICAS Y MAGNÉTICAS
76/4/2009R
Movilidad de los iones alcalinos y equilibrios de los cambios iónicos en los vidrios de sílice.
D. R. FLINN y K. H. STERN, / . Phys. Chem. (USA), 76, (1972), 7, 1.072-1.081 (i).
Se mide la movilidad de los iones en función de la tempera tura por las técnicas de la conductancia en corriente continua.
Se calcula la energía de activación para los iones sodio y potasio. Se determinan las constantes de equilibrio de ínter-cambio K-Na en la sílice vitrea para diferentes mezclas de sales fundidas entre 550 y 315 °C.
(6 figs., 3 tablas, 29 refs.)
76/4/2010R
Tiempo de conmutación en capas delgadas de boro amorfo, de boro más carbón, y de películas delgadas de silicio.
H. K. CHARLES y C. FELDMAN, / . Appl. Phys. (USA), 46, (1975), 2, 819-830 (i).
Se presenta el método de preparación de estas películas depositadas sobre sílice o vidrio «Corning». Se da el método de medida. Las medidas demuestran que los tiempos de transición dependen de la constante de t iempo RC y que esta transición va acompañada de la formación de un filamento. Los tiempos de conmutación son inversamente proporcionales al espesor.
(43 figs., 9 tablas, 23 refs.)
76/4/20nR
Crecimiento, propiedades estructurales y eléctricas de películas metálicas ultrafínas.
L. L. KAZAIERSKT V D . M . RACINE, 7. Appl. Phys. (USA), 46, (1975), 2, 791-795 (i).
Se estudia la conductividad eléctrica y la energía de activación en función de la forma del depósito y del espesor de una película de oro depositada en ultravacío sobre un vidrio «Corning». Se estudia la conductividad eléctrica de esta pe lícula en función de velocidad de deposición y de la tempera tura del sustrato.
(7 figs., 19 refs.)
76/4/2012R
Propiedades eléctricas y estructurales de películas depositadas por pulverización a partir de un cátodo Pt en atmósfera de argón-oxígeno.
C. D. BENNEWITZ, W . D . WESTWOOD y J. D. BROWN, / . Appl. Phys. (USA), 46, (1975), 2, 558-567 (i).
Se presenta el método de preparación de las películas. Se estudia la influencia de la atmósfera sobre las características
262

de la descarga, las propiedades eléctricas, la densidad de la película obtenida, su estructura y su composición.
(12 figs., 2 tablas, 25 refs.)
76/4/2013R
Capas de plata para los recubrimientos dieléctricos.
L. B. PANFILOVA y Yu. F. SKACHKOV, Optics. Spectrosc. (USA-URSS), 37, (1974), 4, 440-441 (i).
Se estudia la transición y la absorción óptica en función de la longitud de onda de diversas capas de platas depositadas sobre un sustrato de vidrio.
(2 figs., 6 refs.)
76/4/2014R
Condiciones de reducción de ciertos vidrios de silicato de plomo utilizados para las placas de microcanales.
A. M. TYUTIKOV, SOV. J. Opt. Technol. (USA-URSS), 41, (1974), 9, 413-415 (i).
Se estudia la influencia de los factores .reductores (temperatura , tiempo, velocidad de llegada del hidrógeno) sobre el coeficiente de emisión electrónica secundaria y sobre la resistividad superficial de ciertos vidrios de silicato de plomo.
(4 figs., 1 tabla, 8 refs.)
76/4/2015R
La normalización de materiales aislantes.
E. MACIIIE, Courr. Norm. F., 42, (1975), 242, 122-124 (fr).
Se presentan las normas francesas relativas, por un lado, a los métodos de ensayo que permite medir o est imar la? características útiles del aislante eléctrico, para una aplicación particular, y por otro lado, las especificaciones de los valores de las características de los diversos materiales aislantes eléctricos.
(5 figs.)
76/4/2016R
Método de medida de la conductividad eléctrica de escorias fundidas.
M. KATO, Rep. Govt. Jndtist. Res. Inst. Nagoya (JAP), 22, (1973), 8, 305-340 (j).
Se revisa los diferentes métodos de medida y se discute los diferentes modos operatorios técnicos que permiten obtener resultados aceptables bajo temperaturas elevadas.
(84 figs., 17 tablas, 8 refs.)
PROPIEDADES OPTICAS
76/4/2017R
Laser en vidrio dopado al Nd de funcionamiento continuo.
N. M. GALAKTIONOVA et al., Optics. Spectrosc. (USA-URSS), 37, {191 A), 1, 90-91 (i).
Se estudian los vidrios al neodimio de composiciones diversas que permiten obtener un funcionamiento continuo de laser.
Se fabrica un vidrio de silicato con una potencia de 0.5 W en continua.
(2 figs., 3 tablas, T :efs.)
76/4/2018R
Influencia de la temperatura sobre el espectro de absorción intrínseca de un vidrio de silicato.
L. B. GLEBOV y M. N. TOLSTOJ, Fiz Khim. Stekla (URSS), 1, (1975), 3, 239-242 (ru).
Se estudia los espectros de absorción entre 25 y 300 °C en un vidrio de 3SÍO2 • Kafi.
Se determina la "absorción intrínseca a través de la relación entre el coeficiente de absorción y la frecuencia.
Se discute la fórmula a utilizar. (2 figs., 9 refs.)
76/4/2019R
Luminiscencia asociada en los vidrios activados con Yb^+.
A. V. DMITRYUK, G . O . KARAPETYAN, V. I. KOSYAKOV, B . M . MA-KUSiiKíN y V. A. SniROKSiiiN, Optics Sprectrosc. (USA-URSS), 37, (1974), 3, 335-336 (i).
Se estudia la luminiscencia en vidrios activados por elementos de tierras raras (¥1,^+, Gd''+) y sometidos a una radiación laser de 1.060 nm. Se explica el fenómeno mediante el acoplamiento de dos centros Y^+ con emisión de un solo fotón en presencia de otro activador tal como el Gd <^+).
(2 figs., 7 refs.)
76/4/2020R
Sistemas de preparación de filtros de interferencia en banda estrecha por pulverización catódica.
A. P. LAVRISHCHEV, Sov. .7. Opt. Tecnol. (USA-URSS), 41, (1974), 6, 333-335 (i).
Se describe dos sistemas de filtros interferenciales, uno de ellos con rotación de los cátodos y de los blancos, y el otro, con rotación planetaria de los blancos. Estos dispositivos pueden ser útiles para el control fotométrico del espesor de las películas.
(3 figs., 4 refs.)
76/4/2021R
Antirreflexión y recubrimientos protectores de componentes a base de vidrio de germanato de plomo.
Z. V. SHIROJSHINA, Sov. J. Opt. Technol (USA-URSS), 41, (1974), 9, 411-412 (i).
Se pueden utilizar las películas de SiO^ y de los polímeros ñuorados con el fin de mejorar la transmisión óptica de es tos vidrios. La SiO., es preferible entre longitudes de onda de 0,4 y 2,5 /;. y los polímeros son adecuados para longitudes de onda más elevadas.
(2 figs., 1 tabla, 5 refs.) <
76/4/2022R
La reflexión y el vidrio.
G. SCHIEB, CAas (RFA), 28, (1975), 2, 9-10 (a).
Se estudia brevemente los efectos de la radiación solar, sobre las ventanas. Se observan fenómenos de calentamiento. Se discuten los casos provocados por un calentamiento o un enfriamiento brusco.
76/4/2023R
Espectros de absorción ultravioleta de sflice vitrea comercial.
R. V. GuRKOVSKii, V. V. LEKO y I. A. STEPANOVA, Sov. J. Opt. Technol. (USA-URSS), 41, (1974), 6, 359 (i).
Se estudia la influencia del origen y de la técnica de fusión en los espectros ultravioleta de la sílice vitrea comercial. Las curvas no dan más que promedios. Se discute la forma de evitar este problema.
(2 figs., 3 refs.)
B.13. GENERAL
76/4/2024R
Termovitrinas de doble vidriera herméticamente cerrada.
Termovitrine L.T.D. Hyde (GB), Febrero 1975.
Se describe una nueva termovitrina, se dan las dimensiones y el sistema de montaje y de colocación, así como también el volumen y las cualidades de las vitrinas de doble vidriera.
(8 figs., 1 tabla.)
76/4/2025R "'j
Soldadura vidrio-metal. Bibliografía 1961-1970.
B. K. SARK y S. K. BANDGOPADHYAY, Documentation Unit. Central Glass Ceram. Res. Jnst. Calcuta, 104 págs.
Se presenta una revisión bibliográfica sobre soldadura vidrio-metal (1961-1970). Se compone de dos partes, una de ellas
263

es el índice de autores de artículos y la otra es el índice de materias Kwic.
(475 refs.)
racterísticas de estos precipitadores electrostáticos, así como las fotografías de las realizaciones.
(6 figs., 2 tablas.)
76/4/2026R
Soldaduras bajo vacío de alta resistencia a la temperatura de elementos ópticos y de tubos de vidrio.
V. G. BoRisovA, E. N. PoKROVSKiT y V. G. TSUPKIN, SOV. J, Opt. Techno!. (USA-URSS), 41, (1974), 9, 409-411 (i).
Sc emplean soldaduras de bajo punto de fusión y metalización de las superficies de los elementos a soldar, con el fin de mejorar la adherencia. Se pueden utilizar entre + 2 y 196 °C.
(2 figs., 10 refs.)
76/4/2028R
Determinación de los defectos de la producción en las máquinas de ampollas eléctricas.
V. S. TojCHEVA, I. IGNATIEV y E. KARASTOYANOVA, Stroit. Mater. Silikat. Prom. (BUL), 16, (1975), 4, 16-18, (bul).
Se determinan los defectos en la fabricación de ampollas eléctricas. Estos defectos se dividen en defectos tecnológicos (burbujas, piedras y estrías), defectos imputables en las máquinas (ampollas alabeadas) y los defectos debido a la ciza-lladura v en el horno de recocido.
(1 fig.,1 tabla.)
76/4/2027R
Utilización de la estratifícación anticorrosión en los electro-filtros.
Y. P. BouRELLY, Verre. Text, Plastq. Reuf, (F), 13, (1975), 6, 11-14 (fr).
Se estudian las características de un precipitador electrostático realizado en Japón con una lámina estralificada de vidrio-resina bisfenol electroconductor. Se presentan las ca-
76/4/2029R
Variaciones del espesor de los vidrios templados para ventanas de automóviles.
G. D. RENSHAW y P. D. B. CLARKE, / . Forens. Sei. Soc. (GB), i f (1974), 4, 311-317 (i).
Se describe un método de medida y se estudia estadísticamente el espesor de las vidrieras de seguridad en función de la colocación del vidrio en el vehículo y de las marcas que se forman en el vidrio.
(6 figs., 3 tablas, 3 refs.)
264

• • noticias
IN MEMORIAM
D. José Llovet Gorro
En su día nos llegó la triste noticia del fallecimiento del
industrial don José Llovet Gorro, socio fundador de la So
ciedad Española de Cerámica y Vidrio y vicepresidente de
la Sección de Refractarios.
Hemos querido retrasar la publicación de la noticia para
hacerla coincidir con la de la X Reunión Técnica de la Sec
ción de Refractarios, la cual se celebró como homenaje pos
tumo al amigo y compañero.
D. José Llovet, amigo de todos, destacó siempre por su
personalidad humana y por su dedicación y entrega a las
tareas de la Sociedad, siempre que se le requirió, y en
especial a la Sección de Refractarios.
La Sociedad Española de Cerámica y Vidrio ha perdido
uno de sus miembros más adictos, pero su recuerdo siempre
estará en la memoria de todos aquellos que le conocieron y
gozaron de su amistad. Desde estas líneas le queremos de
dicar nuestro último adiós y expresar a sus familiares la condolencia de todos los miembros de nuestra Sociedad. Descansa en paz.
X REUNION TÉCNICA DE LA SECCIÓN DE REFRACTARIOS DE LA SOCIEDAD ESPAÑOLA
DE CERÁMICA Y VIDRIO
Durante los días 7 y 8 de junio tuvo lugar en Sevilla la X Reunión Técnica de la Sección de Refractarios, cuyas sesiones se celebraron en los salones del Hotel Macarena con la asistencia de 63 congresistas.
Al comienzo de las sesiones de trabajo, el presidente de la Sección de Refractarios, D. Enrique de Miguel dedicó un emocionado recuerdo a la memoria de D. José Llovet y de D. Epifanio Campos, vicepresidente de la Sección y socio fundador respectivamente, recientemente fallecidos, de los que destacó su personalidad humana y su entrega y colaboración a las tareas de la Sociedad. Testimonió, en nombre propio y en el de todos los asistentes, su más sentido pésame a los hijos de los fallecidos y continuadores de sus actividades industriales presentes en las sesiones de trabajo y solicitó un minuto de silencio en recuerdo de los amigos y compañeros.
El programa, cuyos actos sociales y de organización recayeron en D, Femando Domínguez y familia, que como siempre atendieron a todos con su acostumbrada amabilidad y caballerosidad, se desarrolló de la siguiente manera:
Lunes, 7 de junio.—A las 9,00 h. tuvo lugar la inscripción de los participantes y a las 10,00 h. dio comienzo la primera sesión de trabajo, que tras unas palabras de presentación del presidente de la Sección, D. Enrique de Miguel, estuvo a cargo del Dr. D. Francisco Soria Santamaría, del Instituto Eduardo Torroja de la Construcción y del Cemento, el cual disertó sobre ESTADO ACTUAL DE LA TECNOLOGÍA D E L C E M E N T O Y SU REPERCUSIÓN EN
LA INDUSTRIA DE LOS MATERIALES REFRACTARIOS.
El conferenciante, tras enumerar los avances producidos en la tecnología de fabricación del cemento tanto por vía húmeda, como por vía semiseca y seca, que es la que actualmente encuentra una mayor aceptación, planteó la situación límite derivada del aumento creciente de los diámetros de los hornos que impone unos límites técnicos en su utilización en función, principalmente, de la mayor carga térmica de la zona caliente, de la mayor velocidad periférica del tubo, de la mayor deformación de la chapa, de una relación superñcie/temperatura del clínquer baja y de una mayor tendencia al desprendimiento de las piezas refractarias.
Destacó, para obviar el ir a grandes diámetros de tubo y, sin embargo, aumentar considerablemente la producción con
265

1 4
U' t
WBÊtKÊÊml^^ '^ ^B
w^^
^^^H|[L ' ^'".l^SmF
FIG. 1.—El Dr. don Francisco Soria Santamaría durante su disertación sobre: ESTADO ACTUAL DE LA TECNOLOGÍA DEL CEMENTO Y SU REPERCUSIÓN EN LA IN
DUSTRIA DE LOS MATERIALES REFRACTARIOS.
FiG. 2.—El Sr. de Miguel, presidente de la Sección de Refractarios, durante la presentación de los conferenciantes, señores Puig Montraveta y Sánchez Pírez, quienes expusieron su comunicación sobre: HORMIGONES REFRACTARIOS Y ANTIABRASIVOS EN HORNOS PARA CLIN-
QUER DE CEMENTO PORTLAND.
los diámetros convencionales, la innovación desarrollada por los japoneses en el año 1967, sobre una idea previa alemana, consistente en la adición de un nuevo quemador a la entrada de la zona de descarbonatación, lo que parece ser redunda, aparte del ya mencionado aumento de la capacidad específica del horno, en una reducción del consumo de fuel por tonelada de clínquer producido. Este sistema se está implantando en Europa en donde las ingenierías están desarrollando sus propios diseños.
Finalmente hizo algunas consideraciones sobre las nuevas exigencias en cuanto a revestimientos refractarios y destacó la distribución promedio actual del consumo, en función de las calidades de los materiales utilizados, siendo ésta la siguiente ;
— Básicos: ^ 70 % — Silicoaluminosos : —• Alta alúmina: ~ 7 % — Especiales (CSi, etc.) \ c^ I % — Aislantes: ~ 6 % — Sin conformar: 2ÍÍ 6 %
Al final de la conferencia tuvo lugar un animado coloquio por parte de los asistentes, contestando el doctor Soria a cuantas preguntas le fueron formuladas.
Tras un breve descanso, a las 11,00 h. dio comienzo la segunda sesión de trabajo que estuvo a cargo de D. Juan Puig Montraveta y D. Francisco Sánchez Pírez, de Cementos Molins, S. A., quienes disertaron sobre: HORMIGONES REFRACTARIOS Y ANTIABRASIVOS EN HORNOS PARA C L Í N Q U E R D E CEMENTO PORTLAND.
Después de una concisa introducción sobre las características de los hormigones refractarios, dieron una detallada descripción de las principales zonas de aplicación de los hormigones refractarios según el proceso de fabricación del clínquer, especificando, en cada caso, las condiciones a las que éstos estaban sometidos en función de su aplicación.
A continuación los autores pasaron a exponer su experiencia personal en la utilización de hormigones refractarios tanto aglomerados químicamente como hidráulicamente, obtenida en el empleo de diversos materiales en diferentes zonas de sus cuatro líneas de producción de clínquer de cemento Portland por vía seca.
Por último expusieron los excelentes resultados obtenidos en la aplicación de un hormigón a base de cemento fundido que incorpora un nuevo tipo de árido y que ha sido desarrollado en sus laboratorios.
Martes, 8 de junio.—A las 9,30 h. tuvo lugar la tercera Conferencia de la reunión presentada por doña Ofelia Nis-tral, D. Enrique de Miguel y D. José Luis Fernández, de Refracta, S. A., que versó sobre: EXPERIENCIAS CON RE-
FiG. 3.—El Dr. don Angel Fombella en un momento de su conferencia que versó sobre: EMPLEO DE REFRACTA
RIOS EN LOS HORNOS DE FABRICACIÓN DE CAL.
FIO. 4.—El Sr, Fernández López durante la comunicación de la conferencia: EXPERIENCIAS CON REFRACTARIOS NACIONALES EN ENFRIADORES SATÉLITES DE HOR
NOS DE CEMENTO.
266

FIG . 5.—Un aspecto de la sala de conferencias durante la celebración de la X Reunión Técnica de la Sección de Re
fractarios.
FRACTARIOS NACIONALES EN ENFRIADORES SATÉLITES DE HORNOS DE CEMENTO.
El Sr. Fernández López, que comunicó la conferencia, resaltó la problemática de los materiales refractarios en cuanto a su utilización en las diversas zonas de los enfriadores satélites, y expuso las investigaciones realizadas y las experiencias personales de los autores que han dado lugar a una gama de materiales refractarios tanto moldeados como no conformados de especial aplicación en los mencionados enfriadores satélites. En concreto expuso detenidamente los procesos de diseño de la zona de codo, que reviste especiales dificultades, así como el proceso de temperado y secado, y sus dispositivos para llevarlo a cabo racionalmente, de los apisonados de ligazón fosfática que han sido preferentemente los más utilizados en sus experiencias personales.
Al finalizar su exposición tuvo lugar un animado coloquio respondiendo los señores Fernández López y de Miguel a cuantas preguntas le fueron formuladas.
Después de un breve descanso tuvo lugar, a las 11,00 h., la última de las conferencias programadas. Esta fue expuesta por el Dr. D. Angel Fombella, de Uninsa quien disertó sobre: EMPLEO DE REFRACTARIOS EN LOS HORNOS DE FABRICACIÓN DE CAL.
Tras exponer los diferentes tipos de homo de cal y poner de relieve la hasta ahora rudimentaria explotación de esta clase de industria, planteó el enorme salto experimentado como consecuencia del aumento espectacular en la fabricación de acero, fundamentalmente, por el proceso LD, ya que se puede calcular la cifra de 80-90 Kg de cal por tonelada de acero, lo que da una cifra aproximada de consumo anual del orden del millón de toneladas que debe de alcanzar la cifra del millón y medio de toneladas para 1980 en función de los planes de expansión existentes. Las granulometrías y calidades han sufrido una elección paralela muy exigente, así como el grado de reactividad de la cal. Todo ello ha conducido a la utilización de grandes hornos rotatorios, prioritariamente a otros tipos, muy semejantes a los utilizados en la industria del cemento, llegándose a capacidades de 1.000 Tm/día. Los revestimientos refractarios son del mismo tipo, en general, que los clásicos de cemento, con una primera zona de refractarios de alta alúmina (43-45 % AlaO.O y porosidades del 15 %. Las zonas siguientes, con mayores solicitaciones térmicas, se revisten de materiales de magnesia-cromo (65-16 %) y finalmente la zona de fuego es igualmente básica a base de magnesia-cromo con mayor contenido en magnesia (77-10 %).
El desarrollo de esta conferencia interesó vivamente a los asistentes, pues abría un potencial gran consumidor de
refractarios que para el año 1980 pudiera llegar, e incluso superar, los 2 millones de toneladas/año de cal producida. Debido a ello, el coloquio se prolongó considerablemente, contestando el Dr. Fombella a todas y cada una de las preguntas formuladas por los asistentes.
Una vez finalizadas las sesiones de trabajo se llevó a cabo la Reunión de la Sección de Refractarios de la S. E. C. V. El presidente, Sr. De Miguel, agradeció a los asistentes su colaboración a lo largo de los cuatro años que ha durado su mandato al frente de la Sección de Refractarios y el cual finalizará en el próximo noviembre, lo que había permitido la iniciación y continuidad de estas sesiones de trabajo que presentó como uno de los mayores logros de la Sección. Los temas y fechas para la siguiente reunión se dejaron a criterio de la nueva junta entrante que tomará posesión en la próxima Reunión Anual de la Sociedad a celebrar en noviembre próximo en Madrid.
El Sr. de Miguel cedió la palabra al Sr. Criado, el cual informó a los asistentes de las actividades de la Comisión Mixta Aceristas-Refractaristas, entre las cuales se incluyen dos programas de trabajo. Uno sobre el ATAQUE DE LOS REFRACTARIOS BÁSICOS EN MUROS DE HORNOS ELÉCTRICOS DE ARCO y el otro sobre INFLUENCIA DE LA UTILIZACIÓN DE PRERREDUCIDOS SOBRE LOS RE-VESTIMIENTOS REFRACTARIOS DE LOS HORNOS ELÉCTRICOS DE ARCO. A continuación se produjo un animado coloquio entre los asistentes sobre la forma de abordar, desde el punto de vista de los refractaristas, dichos programas de trabajo, fundamentalmente, el expuesto en primer término, encargándose a la Comisión que elabore un p!an de trabajo definido y un coste aproximado del mismo y a la vista de ello decidir qué procedimiento se podría arbitrar para su desarrollo. Este estudio, se consideró que podría presentarse en las sesiones de trabajo de la Sección de Refractarios durante la celebración de la XVI Reunión Anual de la S. E. C. V. a celebrar en noviembre próximo.
Por la noche del mismo día tuvo lugar la cena de clausura en un ambiente de grata cordialidad y camaradería haciéndose votos por la continuación de la labor emprendida y agradeciendo el Sr. de Miguel a don Fernando Domínguez y familia, la organización de la reunión y la amable acogida dispensada a todos los asistentes.
LISTA DE ASISTENTES
D. Fernando Domínguez Franco: ALFRAN (Sevilla). D. José María Domínguez Mer ino: ALFRAN (Sevilla). D. José Lomba González : A. LOMBA (La Guardia). D. Salvador Diez Martín : A. LOMBA (La Guardia). D. Luis Guerrero Lucia : ICASA (Zaragoza). D. Santiago Aluja Uyá : ICASA (Zaragoza). D. Lothar Gronert : DIDIER (Oviedo). D. Roberto García : DIDIER (Oviedo). D. Enrique de Miguel : REFRACTA (Valencia). D. José L. Fdez. López : REFRACTA (Valencia). D. Manuel Cabana : REFRACEL (Oviedo). D. Osear Herreros Liquiniano : MAG. NAV. (Pamplona). D. Francisco Campa : GOTERÓN (Oviedo). D. Rafael Verde : DOLOSINTER (Oviedo). D. Miguel Sierra : R. LLOVET (Tarragona). D. Joaquín Llovet : R. LLOVET (Tarragona). D. Celestino Camargo: PRACESA (Oviedo). D. Epifanio Campos : C. CAMPOS (Pontevedra). D. Feo. Soria Santamaría: I. EDUARDO TORRO JA (Ma
drid). D. Julio Mazorra Santos: R. TEIDE (Barcelona).
JULIO-AGOSTO 1976 ai7

D. Roberto López Coblón: PROMASA (Santander). D. Jesús Janariz Larumbre : ICOTECNICA (Bilbao). D. Leopoldo Benito: NUEVA MONTAÑA QUIJANO (San
tander). D. Luis E. Jáuregui H u r t a d o : REFRACTARIOS VIZCAYA
(Baracaldo). D. Pedro Guisasola : GUISASOLA (Oviedo). D. Emilio Cr iado: INST. CERÁMICA Y VIDRIO (Madrid). D. J. Ramón Ruiz : PRACESA (Oviedo). D. Alberto Riera González: LA REFRACTARIA (Oviedo). D. Angel Fombella: UNINSA (Oviedo). D. Francisco Sánchez Pírez: CEMENTOS MOLINS (Barce
lona). D. Wifredo MuUer : AGENTE COMERCIAL (Barcelona). D. Lino Mesa Cas t ro : FERROENAMEL, S. A. (Barcelona). D. Antonio Sierra Becosa: PROTISA (Sevilla). D. Juan Carlos Vilela García : DIDIER (Oviedo). D. J. Ramón Castillo Villaamil: PROCERSA (Bilbao). D. Vicente Pastor : PROCERSA (Bilbao). D. Emilio Castiñeira: ARISTEGUI (Bilbao). D. Carlos Ribera: ARISTEGUI (Bilbao). D. Joaquín Ginebrera : ARISTEGUI (Bilbao). D. Luis Pañella : ARISTEGUI (Bilbao). D. Alfonso López Alonso: INCOTECNICA, S. A. (Madrid). D. Salvador de Aza : INST. CERÁMICA Y VIDRIO (Ma
drid). D. José Ferrer Barrabino: GALLEGO PRECIADOS, S. A.
(Sevilla). D. Feo. Gallego Preciados: GALLEGO PRECIADOS, S. A.
(Sevilla). D. Ricardo Suárez Mart ínez: GALLEGO PRECIADOS, S. A.
(Sevilla). D. Juan Puig Montraveta : CEMENTOS MOLINS (Barcelona). D. R. Martínez Cáceres : INST. CERÁMICA Y VIDRIO
(Madrid). D. Alfredo Fombella Glez. : C. NALON (Oviedo). D. José María de Jardi : ASLAND, S. A. (Madrid).
PREMIO INTERNACIONAL "WOLDEMAR A. WEYL" SOBRE CIENCIA DEL VIDRIO
La Universidad del Estado de Pensilvania ha instituido este premio para honrar la memoria del recientemente fallecido profesor Dr. Doldemar A. Weyl. Las bases establecidas para dicho premio son las siguientes :
1. Nombre.—El nombre de esta fundación será 'Tremió internacional Woldemar A. Weyl sobre ciencia del vidrio" en honor de este erudito, maestro excepcional e innovador en el campo de la física y la química del estado sólido.
2. Propósito.—^El propósito de esta fundación es honrar a un destacado científico en el campo de la ciencia del vidrio y ofrecerle la oportunidad de presentar una comunicación especial en el Congreso Internacional del Vidrio que se viene celebrando cada tres años.
3. Fondo de la fundación,—El capital inicial de esta fundación se estima en 10.000 dólares que ser.'n aportados por la industria, fundaciones, amigos y simpatizantes del doctor Weyl. Otras contribuciones adicionales a este capital pueden proceder de graduados, empresas comerciales e industriales, organizaciones de estudiantes o de otros grupos o personas interesadas.
4. Electividad.—^Para optar a este premio se tomará en consideración a jóvenes científicos, preferentemente que no rebasen los treinta y cinco años, cuya investigación y publi
caciones en el campo de la ciencia del vidrio hayan demostrado ingeniosidad, iniciativa y, sobre todo, mentalidad innovadora.
5. Procedimiento de selección.—Los candidatos a este premio podrán concurrir por sí m.ismos, o ser propuestos por sus colegas, profesores, supervisores o por otras personas apropiadas. El comité para la selección final de los candidatos será designado por los delegados norteamericanos en la Comisión Internacional del Vidrio. El coordinador de este premio deberá ser un miembro en activo o retirado del Departamento de Ciencia de Materiales de la Universidad del Estado de Pensilvania designado por el decano del College of Earth and Mineral Science.
6. Cuantía del premio.—Los intereses anuales producidos por el capital fundacional serán destinados al premio que consistirá en el viaje, alojamiento, pensión y gastos adicionales para asistir al Congreso Internacional del Vidrio. El premio también comprenderá un recuerdo conmemorativo.
Los intereses anuales acumulados entre cada dos Congresos serán suficientes en la mayoría de los casos para atender al premio. En caso de que no lo fueran, podrían complementarse con parte del capital fundacional.
Este capital se mantendrá en una cuenta de la Universidad del Estado de Pensilvania y se incluirá en el fondo común de inversiones de la Universidad. Los intereses devengados se acumularán al "Premio internacional Woldemar A. Weyl sobre ciencia del vidrio" al término de cada año fiscal que finaliza el 30 de junio, de acuerdo con el balance de la cuenta al final de cada mes y según el promedio de los intereses devengados por los fondos generales de la Universidad en el mismo año fiscal.
7. Fecha del premio,—El premio se hará coincidir con la celebración del Congreso Internacional del Vidrio que organiza la Comisión Internacional del Vidrio, normalmente cada tres años. Si en el futuro se decidiera interrumpir la concesión de este premio, el capital remanente revertiría a la Universidad del Estado de Pensilvania a través de su Oficina de Donaciones y Dotes.
8. Enmiendas,—El Patronato de la Universidad del Estado de Pensilvania estará facultado para introducir cualquier modificación que sea necesaria para el mejor cumplimiento de los fines anteriormente señalados. Tales cambios deberán ser iniciados y recomendados por la Comisión Internacional del Vidrio.
FERIA MONOGRÁFICA DE CERÁMICA, VIDRIO Y ELEMENTOS DECORATIVOS
Valencia
La Junta de Gobierno de la Feria Muestrario Internacional ha nombrado presidente del Comité Ejecutivo de la 13.^ Feria de Cerámica, Vidrio y Elementos Decorativos a don Rafael Vila Ferrater. El nuevo presidente pertenece al Comité desde los primeros años de su fundación, ha sido presidente de Comisión y vicepresidente del Comité Ejecutivo.
La 12.^ Feria ocupó una superficie de 48.000 metros cuadrados; 1.210 stands y 669 expositores, 34 de ellos extranjeros, procedentes de Europa, América y Africa.
En cuanto a la distribución por materias corresponde a cerámica y vidrios artísticos y de mesa el 54 por cien; artículos de regalo diversos el 17 por cien; azulejos, pavimentos, tejas y ladrillos el 11 por cien; material sanitario el 4 por cien; materias primas y auxiliares el 5 por cien; maquinaria el 4 por cien; y libros, revistas y varios el 5 por cien.
268 BOI™ soc . ESP. CERAM. VIDR., VOL. 1 5 - N . " 4

Es de señalar que por el servicio de relaciones públicas de la Feria se realizó una encuesta a nuestros expositores en la que se inquirieron de los mismos sus opiniones al respecto de diversos temas feriales, como servicios, países más interesantes de procedencia de compradores extranjeros en las misiones que se organizan en coordinación con el Ministerio de Comercio, países más interesantes para organizar exposiciones y misiones comerciales, duración del Certamen y otros temas. Las contestaciones servirán de pauta al Comité en su actuación de cara a futuras manifestaciones.
La cifra de visitantes de la Feria pasada se aproximó a las 300.000 personas. Los visitantes profesionales extranjeros alcanzaron la cifra de 1.132 y procedían entre otros de los siguientes países: Francia, Alemania, Reino Unido, Bélgica, Italia, Venezuela, Suecia, Estados Unidos, Canadá, Australia, Suiza, República Dominicana, Colombia, Finlandia, Checoslovaquia, Japón, Turquía, Puerto Rico, Sudáfrica, Irlanda, Argentina y Argelia. Se han organizado misiones comerciales a Tokio, Estados Unidos y Canadá, visitándose Montreal, Quebec, Vancouver, San Francisco y Los Angeles.
reuniones y conferencias
XVI REUNION ANUAL DE LA SOCIEDAD ESPAÑOLA DE CERÁMICA Y VIDRIO
Madrid, 3-5 noviembre 1976
PROGRAMA PROVISIONAL
Martes, 2 de noviembre
18,00-22,00 h.: Inscripción en el Hotel Ifa, Avda. del Valle, Madrid.
Miércoles, 3 de noviembre
9,00-22,00 h. : Continuación de la Inscripción en el Hotel Ifa.
11,00-12,30 h. : Sesión de Apertura en el salón principal del Hotel Ifa, con la intervención del Presidente de la Comisión Organizadora, D. Felipe Ríos, y del Presidente de la Sociedad Española de Cerámica y Vidrio, D. José Ramón Castillo Villaamil. A continuación, Conferencia Inaugural.
13,00 h. : Lunch ofrecido por la Comisión Organizadora.
16,30-20,00 h. : Comunicaciones Científicas y Técnicas en las distintas Secciones. Salas de coloquios del Hotel Ifa.
20,30 h.: ASAMBLEA GENERAL ORDINARIA de la Sociedad Española de Cerámica y Vidrio. Salón principal del Hotel Ifa.
Jueves, 4 de noviembre
9,00 h. : Visitas a fábricas. Salida en autocar desde el Hotel Ifa, Aveni-nida del Valle, Madrid, para visitas a factorías con comida en ruta. Las factorías a visitar serán: Grupo A: Compañía General de Aisladores, S. A. (GASA); Fábrica de Refractarios Norton; Fábrica de Fibras de Roca, ROCLAINE. Grupo B: Fábrica de Fibras Minerales, VI-CASA ; Fábrica de Fibras de Roca, ROCLAINE, y C R I S T A L E R Í A ESPAÑOLA HORTA-LEZA. Grupo C: Fábrica de Ladrillería, ALBISA; Fábrica de Azulejos, VITROCERAMICA e Instituto de Cerámica y Vidrio.
Grupo D : Fábrica de Material Sanitario, ROCA, S. A.; Fábrica de Ladrillería, CERÁMICA ESTELA, e Instituto de Cerámica y Vidrio. Todos los grupos coincidirán a comer en la HOSTERIA DEL ESTUDIANTE, en Alcalá de Henares.
Viernes, 5 de noviembre
9,30-14,00 h,
17,00 h.
Comunicaciones Científicas y Técnicas en las distintas Secciones. Salas de coloquios del Hotel Ifa. Reuniones de las distintas Secciones.
22,00 h. : Cena de Clausura.
PROGRAMA PROVISIONAL PARA SEÑORAS
Miércoles, 3 de noviembre
11,00-12,30 h. : Sesión de Apertura. Salón principal del Hotel Ifa, Avda. del Va-
' He, Madrid.
13,00 h. : Lunch ofrecido por la Comisión Organizadora.
17,00 h.: Visita al MUSEO DEL PALACIO DEL PARDO.
Jueves, 4 de noviembre
9,00 h. : Salida en autocar desde el Hotel Ifa para una EXCURSION a LA GRANJA, comida en Segovia, y visita a RIOFRIO y al MUSEO DE LA CAZA.
Viernes, 5 de noviembre
9,30 h.: Visita a la FUNDACIÓN GENERALÍSIMO de Cerámica y Tapices.
Para cualquier consulta o aclaración referente a los distintos actos de la Reunión, pueden dirigirse a:
Dr. J. Espinosa de los Monteros, Secretario de la Comisión Organizadora de la XVI Reunión Anual de la SECV, Sociedad Española de Cerámica y Vidrio, Ctra. de Valencia, Km. 24,300, Arganda del Rey (Madrid).
269

XXth COLLOQUIUM SPECTROSCOPICUM INTERNATIONALE Y 7th INTERNATIONAL
CONFERENCE ON ATOMIC SPECTROSCOPY
Se celebrarán en la Universidad Técnica de Praga (Checoslovaquia) entre los días 30 de agosto y 7 de septiembre de 1977. La Comisión Organizadora ha enviado la primera circular informativa incluyendo la siguiente distribución general del temario científico :
1. 2.
4. 5. 6. 7. 8. 9.
10.
Espectroscopia de emisión óptica. Absorción atómica y espectroscopia de ñuorescencia atómica. Espectroscopia de rayos X (emisión, absorción, fluorescencia y análisis primario). Espectrocopía de fotoelectrones y Auger. Análisis por microsonda electrónica y de iones. Espectrometría de masas. Espectroscopia vibracional y molecular electrónica. Espectroscopia de resonancia magnética. Espectroscopia de estado sólido. Espectrometría de rayos gamma.
Información: Sekretariat XX C.S.0.-7 I.C.A.S. Vysoká skola chemicko-technologická. Suchbátarova 1905. 166 28 Praha 6. C.S.S.R.
XI CONGRESO INTERNACIONAL DEL VIDRIO
Praga (Checoslovaquia), 4-8 de julio de 1977
Del 4 al 8 de julio de 1077 se celebrará el XI Congreso Internacional del Vidrio en la Universidad Técnica de Praga. El Congreso está organizado por la Sociedad Checoslovaca de Silicatos bajo la dirección de la Comisión Internacional del Vidrio. Las comunicaciones deberán adaptarse al siguiente temar io :
A. CIENCIA DEL VIDRIO
A-1. Estructura del vidrio. A-2. Estructura y propiedades de los fundidos vitreos. A-3. Elaboración del vidrio. A-4. Separación de fases, nucleación y cristalización. A-5. Mecanismos de difusión en los fundidos y en los vi
drios. A-6. Propiedades eléctricas y magnéticas. A-7. Propiedades mecánicas: resistencia, elasticidad, visco-
elasticidad, dureza. A-8. Interacción del vidrio con la energía : propiedades óp
ticas, propiedades acústicas, fotocromía. A-9. Físico-química de la superficie del vidrio. Capas su
perficiales. Interfases. A-10. Nuevos métodos y aparatos para el estudio de los
vidrios.
B. TECNOLOGÍA DEL VIDRIO
B-1.
B-2.
B-3. B-4. B-5.
Principios técnicos de la fabricación del vidrio. Modelos matemáticos y físicos, transmisión de calor, convección.
Materias primas para la fabricación del vidrio, mezcla vitrificable. Tecnología de la fusión. Fusión eléctrica. Hornos. Refractarios. Trabajo del vidrio, moldeo en caliente, recocido, temple, tratamientos de superficie, trabajo en frío.
B-6. Máquinas para la fabricación mecánica del vidrio: concepción, construcción, parámetros.
B-7. Control, regulación y automatización de la fabricación del vidrio. Utilización de computadores en la tecnología del vidrio.
B-8. Protección en los medios de trabajo. Control de polución.
B-9. El vidrio en la construcción. Composites. B.IO. Nuevas aplicaciones del vidrio. El vidrio en la electró
nica, las comunicaciones, bioquímica y medicina.
El programa ha quedado establecido de la siguiente ma-i ra • ñera
Lunes, 4 de julio
Mañana: Inauguración del Congreso. Ta rde : Sesiones de trabajo. Noche : Recepción de bienvenida.
Martes, 5 de julio
Mañana: Sesiones de trabajo. Ta rde : Sesiones de trabajo.
Miércoles, 6 de julio
Mañana: Sesiones de trabajo. Ta rde : Excursión en grupo.
Jueves, 7 de julio
Mañana : Sesiones de trabajo. Ta rde : Sesiones de trabajo. Noche : Asamblea anual de la I. C. G. y programa cultural.
Viernes, 8 de julio
Mañana: Sesiones de trabajo. Tarde : Sesiones de trabajo. Noche: Cena de clausura.
Las personas interesadas en presentar alguna comunicación deberán enviar tres ejemplares del resumen, que no debe exceder de 200 palabras, en uno de los tres idiomas oficiales del Congreso (francés, inglés o alemán) antes del 30 de septiembre de 1976. Se ha fijado la fecha del 30 de noviembre de 1976 como límite para el envío de los textos completos.
Información adicional relativa al Congreso puede obtenerse dirigiéndose a:
Secretariado del XI Congreso Internacional del Vidrio 1977
Díim techniky CVTS Gorkého nám. 23 11282 Praha 1 Checoslovaquia
FERIA OFICIAL Y NACIONAL DE MUESTRAS DE ZARAGOZA
SMOPYC/76 DARÁ GRAN RELIEVE A LA 36 FERIA OFICIAL Y NACIONAL DE MUESTRAS
EL I CONGRESO IBEROAMERICANO DE LA INDUSTRIA DEL HORMIGÓN CONSTITUIRÁ ASIMISMO
UN ACONTECIMIENTO
La 36 Feria Oficial y Nacional de Muestras, cuyos preparativos se intensifican de día en día, se verá enaltecida doblemente por el Sector Monográfico de Maquinaria para
270

Obras Públicas y Construcción SMOPYC, que tanto éxito tuvo en su primera edición, y por el I Congreso Iberoamericano de la Industria del Hormigón, tan vinculado a dicho sector.
Para ir perfilando los detalles de ambas manifestaciones comerciales, se ha celebrado en el Palacio Ferial una sesión conjunta de la Comisión Asesora de SMOPYC y de los representantes de las revisias nacionales especializadas en la materia. Forman dicha Comisión prestigiosos fabricantes de esta clase de maquinaria, aragoneses y de otras regiones, que acudieron a la reunión, y en ella estuvieron representadas las acreditas revistas Maquinaria y Equipo, Atemcop, Potencia, Rocas y Minerales y el Boletín de Información del Ministerio de Obras Públicas, todas ellas de Madrid, y Correo de la Construcción, de Barcelona.
Asistieron a la sesión el presidente de la Feria, don Eduardo Blanchard; el director general, don Alberto Manuel Campos, y en calidad de invitado especial, don José Ignacio Vallejo Nágera, director general de la Asociación Nacional Española de Fabricantes de Hormigón Preparado ANEFHOP, organismo sindical autónomo, al que se debe la iniciativa de celebrar en Zaragoza el I Congreso Iberoamericano de la Industria del Hormigón, en razón al prestigio de la propia Feria Nacional y al singular auge con que surgió el pasado año SMOPYC, a impulsos de los propios fabricantes de maquinaria para obras públicas y de construcción, que en un 40 por ciento tienen sus factorías en Aragón.
Tras los saludos de bienvenida a cargo de la Presidencia, se abrió un amplio coloquio en el que se evidenció el gran interés de los reunidos por celebrarse, junto a SMO-PYC/76, el I Congreso Iberoamericano de la Industria del Hormigón, que servirá, indudablemente, para una mayor presencia de la tecnología y maquinaria española de referencia, en los países hispanoamericanos, finalidad primordial de dicho Congreso y sobre el cual facilitó amplia información el señor Vallejo Nágera, adquirida en una detenida visita a tales naciones por una misión de ANEFHOP, pudiéndose garantizar hasta el momento la asistencia de unos 150 congresistas iberomaericanos que, junto a los españoles, harán un total de cuatrocientos.
Con referencia ya a SMOPYC se inquirieron datos concretos tanto sobre los resultados de su primera edición como acerca de las perspectivas de la segunda. El señor Campos recordó que a SMOPYC/75 concurrieron 101 firmas expo-sitoras, procedentes de 15 provincias, que ocuparon 827 stands, y añadió que fueron 10.769 los visitantes especializados, además de los extranjeros provenientes de Alemania R. F., Cuba, China, Egipto, Francia, Inglaterra, Irlanda, Italia y Japón, habiendo sido muy cuantiosas las transacciones efectuadas. Sobre SMOPYC776 dijo que ocupará unos 15.000 metros cuadrados, espacio que a juzgar por las demandas, va a resultar insuficiente, pues a cuatro meses de su celebración, son ya 126 las firmas comprometidas.
Surgió, com.o era lógico, el gravísimo problema del reducido recinto ferial, ya de por sí saturado por los tradicionales salones y pabellones de la Feria Oficial y Nacional de
Muestras, que son su entraña misma, y a preguntas de los presentes sobre las gestiones realizadas para resolverlo, el señor Blanchard dio la gratísima noticia de que, en total inteligencia con el Ayuntamiento, se construirá la nueva Feria en terrenos próximos a la carretera de Madrid, sobre una superficie de 150.000 a 200.000 metros, y el estudio, ya elaborado, de la utiización de los actuales terrenos, será sometido a uno de los próximos Plenos municipales.
Estas afirmaciones causaron entre los reunidos una impresión extraordinariamente satisfactoria, como sin duda alguna ocurrirá entre todo el público y, de manera especial, el zaragozano, al divulgarse esta información realmente excepcional.
Se trataron seguidamente otros temas también de interés, suscitados por los propios miembros de la Comisión asesora de SMOPYC y los periodistas especializados. Sobre el volumen aproximado de ventas, los señores Banchard y Campos manifestaron que la Feria no hace otros cálculos que los suministrados libremente por los expositores e hicieron especial hincapié en que el mayor número de operaciones se realiza después de cada Certamen, en los que se establece el contacto entre la oferta y la demanda, primordial finalidad de todas las Ferias. Los asistentes a la sesión volvieron a expresar el deseo de transformar el Sector en Salón Monográfico, con sede indiscutible en Zaragoza por las razones antedichas y su excepcional situación estratégica, y a este respecto, los dirigentes de la Feria manifestaron que la materialización de tal aspiración estaba en manos de los propios expositores, por ser los auténticos protagonistas de todo certamen ferial.
A sucesivas preguntas, el señor Campos informó que de cada Certamen monográfico, y por ende de SMOPYC, se hacen unas carpetas por clases de máquinas que se envían a numerosos países, además de los catálogos, y que en aquéllas se incluirán las novedades técnicas, pues está fuera de toda duda que son éstas las que dan mayor interés a las Ferias. Anunció que se está en la idea de crear unos premios para las presentadas en SMOPYC, al igual que se hace con FIMA, y tras señalar que habrá una Jornada de Prensa Técnica especializada en maquinaria para obras públicas y construcción, con su correspondiente stand generosamente ofrecido, añadió que habrá también invitaciones a compradores españoles y extranjeros y que se ampliará el número de ingenieros y técnicos a los de varias Diputaciones, todos los cuales serán considerados congresistas.
Tales fueron los temas expuestos y datos manejados en esta importante reunión conjunta, propiciada por los propios expositores, que cerró con palabras de gratitud el señor Blanchard, en torno a SMOPYC776 que durará lo que la 36 Feria Oficial y Nacional de Muestras, del 6 al 17 de octubre, y el I Congreso Iberoamericano de la Industria del Hormigón, cuya celebración será del 5 al 9 de dicho mes, estando patrocinado por el Inst i tuto de Cultura Hispánica.
La 36 Feria Oficial y Nacional de Muestras no puede presentarse, por tanto, bajo menores augurios, en este año del bimilenario de Zaragoza.
271

Elección de la Junta Directiva de la Sociedad Española de Cerámica y Vidrio
Realizado el escrutinio en sesión pública, de acuerdo con el artículo 34 del Estatuto de la Sociedad, y según se comunicó en carta circular del 24 de marzo de 1976, la nueva Junta Directiva de la Sociedad, la cual tomará posesión de sus cargos en la XV! Asamblea Anual a celebrar en Madrid el 3 de noviembre próximo, ha quedado constituida de la siguiente forma:
PRESIDENTE: VICEPRESIDENTE: SECRETARIO: VICESECRETARIO: TESORERO:
JUNTA DE GOBIERNO
D. Germán Artigas Giménez. D. Francisco Sangra Boscli. D. Juan Espinosa de los Monteros Muñoz. D. José María Fernández Navarro. D. Demetrio Alvarez-Estrada Fernández-Castrillón.
JUNTA DIRECTIVA DE LAS SECCIONES
SECCIÓN DE CIENCIA BÁSICA
Presidente: Vicepresidente: Secretario:
SECCIÓN DE REFRACTARIOS
Presidente: Vicepresidente: Secretario:
D. Antonio García Verduch. D. Guillermo García Ramos. D. Carlos Gándara Romero.
D. Alberto Riera González. D. José Luis López Cesteros. D. Emilio Criado Herrero.
SECCIÓN DE PRODUCTOS DE ARCILLA
Presidente: D. Amancio Arche. Vicepresidente: D. Rafael Sierra. Secretario: D. Enrique Gippini Pérez.
SECCIÓN DE ARTE CERÁMICO
Presidente: D. Manuel Benlloch. Vicepresidente: D. José Lahuerta Palop. Secretario: D. Margarita Becerril Roca.
SECCIÓN DE CERÁMICA BLANCA
Presidente: D. Pablo Azorín Piferrer. Vicepresidente: D. Vicente de Ramón. Secretario: D. Ismael Jiménez Calvo.
SECCIÓN DE VIDRIOS
Presidente: D. Vicente Elias Martitena. Vicepresidente: D. Ignacio Zugazabeitia Urrutia. Secretario: D. Felipe Orgaz Orgaz.
272

normas
NORMA ESPAÑOLA
Vidrio de laboratorio
Areómetros. Principios de construcción y calibrado
PROPUESTA UNE
43-310-76
1. Objeto
La presente norma tiene por objeto dar directrices para la redacción de especificaciones referentes a los areómetros de vidrio de masa constante.
2. Unidades de la escala
2.1. La escala debe indicar la densidad (masa por unidad de volumen), en gramos por centímetro cúbico (g/cm'^), unidad para la cual se puede emplear el símbolo g/ml.
NOTAS :
1. El mililitro (mi) se utiliza frecuentemente como nombre especial del centímetro cúbico (cm'O. Esto está admitido de modo general en las normas UNE de material volumétrico de vidrio de laboratorio y, en particular, la abreviatura g/ml puede utilizarse en las normas de areómetros. Sin embargo, de acuerdo con la Duodécima Conferencia General de Pesas y Medidas, se debe emplear exclusivamente el centímetro cúbico para los instrumentos de alta precisión, igual o superior a 1/36.000, que es la diferencia relativa entre el cm" y el mi según la definición antigua.
2. En el apéndice Z se exponen las ventajas que representa la utilización de la densidad para las escalas de los areómetros.
2.2 Se recomienda utilizar únicamente las escalas basadas en la densidad, pero también se admiten, dada la importancia comercial que presentan, las escalas que se basan en la densidad relativa referida a la del agua :
densidad de un líquido a una temperatura especificada
densidad del agua a esa misma temperatura
3. Temperatura de referencia
3.L La temperatura normal de referencia adoptada, a la que el areómetro debe medir correctamente los valores de densidad, es de 20"" C.
NOTA.—En circunstancias particulares, esta temperatura de referencia de 20" C puede ser sustituida ^por la de 15" C, o la de 27" C. En los países tropicales es a veces necesario traba^'ar a temperaturas superiores a los 20" C. Cuando esto suceda, y no se desee utilizar la temperatura de 20" C, se recomienda adoptar la de 27° C.
3.2. Cuando la escala esté basada en la densidad relativa, la temperatura de referencia será exclusivamente de 15,56" C (60" F).
(Continúa)
Las observaciones relativas a la presente norma deben ser dirigidas al : IRANOR, Serrano, 150. Madrid (6)
Concuerda con
ISO R 387
— Principies of construction and adjustment of hydrometers. — Principles de construction et d'étalonnage des areometers.
Esta propuesta de norma queda sometida a información pública hasta el 31 de octubre de 1976.
273

UNE 43-310-76 P.2
4. Tensión superficial
Para proceder al calibrado, hay que tener en cuenta las siguientes condiciones de capilaridad :
4.1. Cuando se modifica ligeramente la posición de equilibrio del areómetro en un líquido, el movimiento del vastago a través de la superficie de dicho líquido no debe provocar una modificación aparente de la forma del menisco.
4.2. El areómetro se ha de calibrar en función de la tensión superficial. En el Anexo A se indican las categorías normalizadas de tensión superficial que se deben adoptar, salvo cuando se exige la máxima precisión, como sucede con los areómetros destinados a ser utilizados sólo para determinados líquidos (soluciones alcohólicas, por ejemplo), en cuyo caso se adoptarán los valores de tensión superficial correspondientes a las superficies de estos líquidos exentas de impurezas.
5. Niveles que hay que considerar para el calibrado y para las lecturas
5.1. Los areómetros estarán calibrados preferentemente para las lecturas efectuadas al ras de la superficie horizontal del líquido. Si un areómetro así calibrado se utiliza en un líquido opaco se pueden hacer las lecturas en la parte superior del menisco, en el plano donde parece unirse al vastago, si bien hay que introducir una corrección por la diferencia de alturas entre este nivel y el de la superficie horizontal del líquido. Si se desea evitar el tener que hacer estas correcciones, los areómetros destinados a ser utilizados en líquidos opacos pueden calibrarse para oue las lecturas se efectúen en el borde superior del menisco, en el lugar en que parece unirse al vastago. Los areómetros así calibrados deben llevar una indicación apropiada en la escala (ver 10 d).
5.2. Dados que los trazos de la escala tienen un cierto grosor, hay que considerar el eje central de los mismos.
6. Condiciones de inmersión
Para que las lecturas del areómetro sean correctas, la parte emergente del vastago debe estar seca excepto en la proximidad del menisco.
7. Materiales y detalles de construcción
7.1. El depósito y el vastago deben ser de vidrio transparente, lo más exento posible de tensiones y de defectos visibles.
NOTA.—Existen tablas correctivas de la densidad de los líquidos, que se han establecido utilizando areómetros cuyo vidrio tiene un coeficiente de dilatación térmica especificado. Cuando el valor del coeficiente de dilatación térmica del vidrio del areómetro que se utiliza difiera sensiblemente del especificado en dichas tablas, habrá que hacer una corrección apropiada.
7.2. El lastre debe estar confinado en la parte inferior del areómetro y no deberá destruirse con el uso. En el caso de un lastre sólido, su temperatura de reblandecimiento deberá ser como mínimo 10° C superior a la temperatura máxima de utilización del areómetro.
7.3. Los restantes componentes del areómetro deberán ser fijos.
7.4. Los trazos de la escala, así como las inscripciones, deben ser con preferencia negros, y estar marcados de manera clara e indeleble.
7.5. El soporte sobre el que se marcan la escala y las inscripciones deberá tener una superficie lisa y sin huellas de carbonización. La escala no debe decolorarse ni presentar distorsión cuando el vastago se exponga a la temperatura superior de utilización durante el tiempo necesario para efectuar la medida.
8. Forma
8.1. La superficie externa debe ser simétrica con respecto al eje principal.
8.2. La sección longitudinal no debe presentar variaciones bruscas. Para el depósito, es recomendable utilizar la forma cilindro-cónica indicada en la figura 1, pero es aceptable cualquier otra, con tal de que impida la retención de burbujas de aire.
(Continúa)
274

UNE 43-310-76 P.3
rh
/ \
\ 1 / FiG. 1.—Forma preferente para el depósito del areómetro.
8.3. El areómetro debe flotar con su eje sensiblemente vertical. La desviación máxima admisible es de 1,5°.
8.4. Un areómetro de alta precisión no debe llevar termómetro. 8.5. La sección transversal del vastago debe tener su diámetro constante en una longitud mínima
de 5 mm por debajo del trazo más bajo de la escala. 8.6. El vastago se debe prolongar por lo menos 15 mm por encima del trazo más alto de la escala.
9. Escala
9.1. GENERALIDADES.
9.1.1. El soporte sobre el que van marcadas la escala y las inscripciones debe permanecer perfectamente fijo, a la temperatura de utilización del areómetro.
9.1.2. Hay que prever los medios adecuados para que resulte fácilmente perceptible cualquier desplazamiento de la escala o de su soporte. No se toldará ningún desplazamiento.
9.1.3. Un areómetro no puede tener más que un tipo de escala, y si lleva dos escalas de un mismo tipo, no debe haber variaciones sensibles entre los valores indicados por ambas.
9.2. TRAZOS DE REFERENCIA.
Los trazos de referencia deben ser finos, nítidos y de grosor uniforme. No debe haber irregularidades locales en el espaciado entre trazos. Los trazos deben ser perpendiculares al eje del areómetro. La escala debe tener los trazos bien centrados y estar exenta de distorsión. Para indicar la parte anterior de la escala, puede marcarse un trazo paralelo al eje del ins-
9.2.1, 9.2.2. 9.2.3. 9.2.4. 9.2.5.
tru miento. 9.2.6. Los trazos que indican los límites nominales de la escala han de ser largos (ver 9.3.1 a),
9.3.2. a) y 9.3.3 a)). 9.2.7. Los trazos más cortos deben abarcar por lo menos una quinta parte de la circunferencia del
vastago, con una longitud mínima de 2 mm. 9.2.8. La distancia entre trazos consecutivos debe estar comprendida entre 1,2 y 2,0 mm, sin pa
sar en ningún caso de 0,8 mm y 3,0 mm, respectivamente. 9.2.9. La escala debe tener por lo menos dos trazos por encima y dos por debajo de los que co
rresponden a los valores nominales del areómetro. (Continúa)
275

UNE 43-310-76 P.4
9.3. DISTRIBUCIÓN DE LOS TRAZOS.
9.3.1. Areómetros cuyo intervalo de escala más pequeño es igual a 0,0001 g/ml (ó 0,0001, en densidad relativa), o bien un múltiplo decimal de este valor:
a) Cada trazo de orden 10 debe ser largo. b) Debe haber un trazo mediano entre dos largos consecutivos. c) Debe haber cuatro trazos cortos entre uno mediano y uno largo consecutivos.
9.3.2. Areómetros cuyo intervalo de escala más pequeño es igual a 0,0002 g/ml (ó 0,0002, en densidad relativa) o bien un múltiplo decimal de este valor:
a) Cada trazo de orden 5 debe ser largo. b) Debe haber cuatro trazos cortos entre dos largos consecutivos.
9.3.3. Areómetros cuyo intervalo de escala más pequeño es igual a 0,0005 g/ml (ó 0,0005, en densidad relativa), o bien un múltiplo decimal de este valor :
a) Cada trazo de orden 10 será largo. b) Debe haber cuatro trazos medianos entre dos largos consecutivos. c) Debe haber un trazo corto, bien sea entre dos medianos consecutivos, o bien entre uno largo
y uno mediano consecutivos.
9.4. NUMERACIÓN DE LOS TRAZOS DE REFERENCIA.
9.4.1. La escala sólo tendrá una serie de números. 9.4.2. El tipo de números empleado, y su posición deben ser tales que resulte fácilmente identifi-
cable el valor que corresponde a cada trazo. 9.4.3. Los trazos que indican los límites nominales de la escala deben ir marcados con todas sus
cifras. 9.4.4. Debe ir numerado, como mínimo, un trazo de cada diez. 9.4.5. Los números con todas sus cifras deben llevar marcada la coma decimal, la cual podrá ser
omitida en el caso de números abreviados.
10. Inscripciones
En el interior del areómetro deben figurar, de manera indeleble, legible y clara, las indicaciones siguientes, como mínimo :
a) La unidad de la escala (ver nota 1 del apartado 2.1). b) La temperatura normal de referencia del areómetro. c) i) Una tensión superficial determinada, expresada en dinas/cm.
ii) O bien, una categoría de tensiones superficiales, según las indicaciones del Anexo A (por ejemplo : ' T . S. baja").
iii) O bien, el nombre de un líquido determinado. d) Una indicación apropiada cuando el areómetro esté calibrado para lecturas en el plano alto del
menisco (es decir, para líquidos opacos). e) El nombre y/o la marca del fabricante o del vendedor. /) El número de identificación del instrumento.
1L Correspondencia
La presente norma corresponde a la Recomendación ISO/R 387-1964.
ANEXO A
CATEGORÍAS NORMALIZADAS DE TENSIONES SUPERFICIALES PARA AREÓMETROS
Para el manejo de los areómetros de uso técnico, se ha normalizado por categorías la tensión superficial, con el fin de asegurar una base precisa de calibrado y verificación, y de poder alcanzar una precisión conveniente en las medidas areométricas efectuadas en los líquidos indicados (ver tabla I). La
(Continúa)
276

UNE 43-310-76 P.5
adopción de estas categorías normalizadas no excluye la utilización de otras tensiones superficiales como base de calibrado de areómetros siempre y cuando estas tensiones superficiales vayan marcadas (en dinas/cm) sobre los respectivos areómetros. Se recuerda que, en vez de la categoría de tensión superficial o la tensión superficial, está permitido marcar sobre el areómetro el líquido para el que se destina.
NOTA.—Debido a la extremada variabilidad de las tensiones superficiales de las soluciones de ácido acético con su superficie exenta de impurezas, estas soluciones no se han incorporado a la tabla I.
Categoría
Baja
Líquidos propios de la categoría
Líquidos orgánicos en general (incluidos los éteres, los destilados del petróleo, los destilados del alquitrán de hulla) y todos los tipos de aceites.
Soluciones de ácido acético cuya superficie no ha sido especialmente limpiada.
Indicación Tensión superficial (dinas/cm)
g/ml 0,00 0,02 0,04 0,06 0,08
0,6 15 16 17 18 19 0,7 20 21 22 23 24 0,8 25 26 27 28 29 0,9 30 31 32 33 34
1,00 a 1,30 inclusive 35
Media Soluciones acuosas (incluidas las de alcohol etílico y metílico; excluidas las de ácido acético), cuya superficie no ha sido especialmente limpiada, mediante rebosadura, por ejemplo.
Soluciones de ácido nítrico de densidad superior a 1,3 g/ml, especialmente limpiadas en superficie, o no.
Alta Soluciones acuosas cuya superficie ha sido especialmente limpiada, mediante rebosadura, por ejemplo, exceptuadas :
a) Las de ácido nítrico de densidad superior a 1,3 g/ml.
h) Las de ácido acético.
0,60 a 0,94 Mismas indicaciones que inclusive para "categoría baja".
0,96 35 0,97 40 0,98 45 0,99 50
1,00 a 2,00 55 inclusive
1,00 a 2,00 75 inclusive
APÉNDICE Z
ADOPCIÓN DE LA DENSIDAD COMO MAGNITUD PREFERENTE PARA LA ESCALA DE LOS AREÓMETROS
La elección de la densidad como magnitud preferente de la escala de los areómetros es consecuencia de las consideraciones siguientes :
La condición de equilibrio estático de un areómetro flotante es que el nivel de la superficie líquida corte al vastago de tal modo que el volumen del líquido desplazado por el areómetro tenga una masa igual a la del propio areómetro. (Las fuerzas que actúan sobre el vastago, debidas a la capilaridad
(Continúa)
JULIO-AGOSTO 1976 277

UNE 43-310-76 P.6
y al empuje del aire, son mínimas, por lo que se desprecian en esta argumentación.) La posición de equilibrio y, por consiguiente, la indicación de la escala, están determinadas directamente por la densidad del líquido, por lo que constituye, en consecuencia, la base más simple lógica para las escalas areométricas.
La mayoría de las aplicaciones de los areómetros se clasifican entre los siguientes grupos:
a) Indicar la calidad de un producto.
b) Seguir el desarrollo de una operación; por ejemplo, una fermentación.
c) Estimar la composición porcentual de un líquido, o preparar una solución de concentración dada.
d) Deducir la masa de un volumen conocido, o el volumen de una masa conocida de líquido.
Para las utilizaciones de los tipos a) y b), un areómetro graduado en g/ml es tan ventajoso como otro cualquiera. Para las aplicaciones del tipo c), teniendo en cuenta que no siempre se pueden hacer las observaciones a la misma temperatura, cuando se utilizan areómetros que indican la composición en porcentaje, es necesario disponer de tablas de corrección complejas. En el momento en que es necesario recurrir a tablas de corrección, un areómetro para densidad presenta la ventaja de poder ser utilizado, con tablas apropiadas, para cualquier líquido. Por otra parte, dichas tablas son válidas no sólo para areómetros, sino para cualquier otro método de determinación de la densidad. Los areómetros calibrados para indicar la densidad pueden igualmente ser utilizados, mediante tablas muy simples, para la medida de líquidos a granel (tipo d) ).
Los areómetros de densidad son válidos por consiguiente para todas esas utilizaciones. Evidentemente, son más apropiados que los que llevan una escala arbitraria, cuyo uso se había desarrollado por el hecho de ser las escalas de graduación uniforme, fáciles de copiar y de fabricar, pero esta ventaja hoy no presenta interés. Ya se han comentado las ventajas de la escala de g/ml frente a la escala de porcentaje. Si bien las escalas basadas en la densidad relativa presentan esas mismas ventajas, por estar la definición de densidad relativa ligada a la del agua a diferentes temperaturas, es a menudo ambigua, y tiene menos fundamento que la de densidad. Por otra parte, unas veces se define como la relación de las masas, y otras, como la de los pesos en el aire. En cambio, los areómetros de densidad, por el hecho de basarse simplemente en la masa por unidad de volumen, están libres de estas causas de incertidumbre y de error. De ello resulta igualmente que necesitan tan sólo un número reducido de correcciones de temperatura.
2 7 8 BOL. SOC. ESP. CERÀM. VIDR., VOL. 15 - N.° 4

Directorio de
«Cerámica y Vidrio»
ABRASIVOS FLEXIBLES
Sía Española, S. A. Polígono Industrial Coslada. Avda. Fuentemar, 25. Teléfono 671 06 50. Coslada (Madrid).
ACEITES SERIGRAFICOS
Arcillas Goterón, S. L. Aluminosas y Siliciosas. Tels. 26 14 40 y 26 04 23. Lugones (Oviedo).
ACRISTALAMIENTO
La Veneciana. Almagro, 41913 00. Madrid-4.
1. Teléfono
ADHESIVOS Y JUNTAS
Detersa. Mallorca, 269. Tel. 215 32 58. Barcelona.
AISLADORES ELÉCTRICOS
Manufacturas Gerámicas, S. A. Avenida José Antonio, 291. Tel. 233 14 03. BarceIona-4.
Naida, S. A. Cronista Carreres, 9. Teléfonos 22 53 82 y 21 71 01. Valencia-3.
Porcelanas Dieléctricas, S. A. Esteatita y circonio. Embajadores, 258. Teléfono 227 71 13. Madrid-5.
ANALIZADORES DE GASES
Kent Ibérica, S. A. Arroyo Fontarrón. número 39. Teléfonos 439 80 08 y 439 90 00. Madrid-30. Delegaciones: Avda. José Antonio, 859. Teléfonos 245 19 00-09. Barcelona. Amesti, 3, segundo. Tels. 69 64 63 y 69 65 61. Algorfa (Vizcaya). Marqués de Te-verga, 16, 5.°. Tel. 23 89 66. Oviedo.
APARATOS DE LABORATORIO
Girait, S. A. Capitán Haya, 76. Teléfono 279 86 05. Madrid.
Sociedad Española de Metales Preciosos. San Marcos, 3. Tel. 222 75 70. Madrid.
ARCILLAS
Arcillas Refractarías Mulet. Avda. José Antonio, 13, 5.°. Tels. 13 04 57 y 13 12 46. Alcañiz (Teruel).
Hijo de Manuel Súñer. Muro de Santiago, 16. Tel. 13 09 53. Alcañiz (Teruel).
L. Fernández Salonl. Pérez Galdós, 35. Tel. 227 43 00. Barcelona-12.
Minar, S. A. Paseo de Gracia, 28 principal B. Te!. 31847 98. Barcelona-7.
Sucesores de Severíno Gómez, S. A. Gándaras-Gui'llarey. Te!. 4. Tuy (Pontevedra).
ATOMIZADORES
Niro Atomizer, S. A. Gran Vía de Carlos m, 86, 2.o-2.^ Tels. 321 56 45 y 230 38 97. Barcelona-14.
CAOLINES
Caolines Asturianos, S. A. Nueve de Mayo (Edificio Campoamor). Teléfonos 21 29 31 - 37. Oviedo.
Caolines de la Espina, S. L. Uría, 76, 3.° Tels. 22 42 77 y 241781. Oviedo.
Minerales y Productos Cerámicos, S. A. (MIPROGESA). San Agustín, 2, 2.°. Tel. 231 56 71. Madrid-14.
Minas de Miranda, S. A. Gil de Jaz, 9 entresuelo derecha. Tels. 24 12 55 y 24 17 81. Oviedo.
CARRETILLAS ELEVADORAS
Laurak. Apartado 1.484. Tel. 47 02 00. Bilbao.
Talleres de Pinto, S. A. Kilómetro 18 carretera Andalucía. Apartado 7.100. Tel. 232 39 01. Pinto (Madrid).
CEMENTOS REFRACTARIOS
Cementos Molíns, S. A. Paseo de Gracia, 92, 1.°-1.a. Barcelona-8.
P. E. M. VIVOMIR. Montalbán, 9. Teléfonos 222 47 55-54 y 222 64 00. Madrid-14.
CINTAS TRANSPORTADORAS Y ELEVADORAS
M. Codina, S. A. Tuset, 3. Teléfono 218 49 85. Barcelona-6.
COLORANTES, COLORES Y PIGMENTOS
Cerámica Pujol y Baucis, S. A. C/ Puig de Osa, s/n. Tel. 3710012. Esplu-gas de Llobregat (Barcelona).
Colorantes Cerámicos Lahuerta. C. Bai-mes, 27. Tel. 154 52 38. Manises (Valencia).
Colores Cerámicos Elcom. Juan Bautista Perales. 7. Tel. 23 14 72. Va-Iencia-11.
P. E. M. Vivomir. Montalbán, 9. Teléfonos 222 47 55-54 y 222 64 00. Madrid-14.
Sureda Productos Cerámicos. Mayor, número 32. Tel. 266 42 67. Madri'd-13.
CORINDON ELECTROFUNDIDO
Abrasivas del Norte, S. A. Tel. 36 14 40 (centralita). Telex 36183 DOGO-E. Apartado 1.315. Usurbil-Lasarte-Chi-quierdi (San Sebastián).
CORTADORAS
Abrasivos Sáez. Lago Constanza, 57. Tel. 407 88 48. Madrid.
CLASIFICADORES ESPECIALES PARA ARENAS CAOLÍN Y FELDESPATOS
Rheax Española, S. A. Félix Boix, 3, 2P. Tel. 259 91 72. Madrid-16.
CRIBAS Y TAMICES
William Boulton Española, S. A. Avenida Martín Pujol, 278-286. Teléfono 380 43 43 (5 líneas). Telex 59508. Apartado 135. Badalona (Barcelona).
CRISOLES PARA VIDRIO
Crisoles para Vidrio, S. A. (CRIVISA). Cobalto, 34-A. Tel. 337 20 78. Hospi-talet de Llobregat (Barcelona).
CUARZOS Y CUARCITAS
Vicar, S. A. Trinquete, 23. Tel 154 51 00. Manises (Valencia).
CHAMOTAS
Arcillas Refractarias, S. L. (ARCIRESA). Gil de Jaz, 19, l.o. Tel. 24 04 12. Oviedo.
Caolines Asturianos, S. A. Nueve de Mayo (Edificio Campoamor). Teléfonos 21 29 31 - 37. Oviedo.
Caolines de la Espina, 8. L. Uría, 76, tercero. Tels. 22 42 77 y 22 55 09. Oviedo.
Industria de Transformaciones, S. A. (INTRASA). Raimundo Fernández Vi-llaverde, 45. Tel. 234 33 07. Madrid-3.
Minas de Miranda, S. A. Gil de Jaz, 9, entresuelo derecha. Tels. 24 12 55 y 241781. Oviedo.
Minerales y Productos Cerámicos, S. A. (MIPROGESA).—San Agustín, 2, 2.°. Tel. 231 56 71. Madrid-14.
Sucesores de Severino Gómez, S. A. Gándaras-Guillarey. Te!. 4. Tuy (Pontevedra).
CHAMOTAS LIGERAS
Explotaciones Mineras Fórmente, S. A. Avda. José Antonio, 606. Teléfono 317 11 92. Barcelona-7.
JULIO-AGOSTO 1976

DISEÑO, REGALO DE EMPRESAS Diseño, Regalo de Empresas, S. A.
Jorge Juan, 82, 5.«-1. Tels. 275 30 36 y 275 56 18. Madrid-9.
ESMALTES VITRIFICABLES
Colores Cerámicos Elcom. Juan Bautista Perales, 7. Tel. 23 14 72. Va-lencia-11.
P. E. M. Vivomir, Montalbán, 9. Teléfonos 222 47 55-54 y 222 64 00. Ma-drid-14.
Prodesco, S. L. Aviación, 22. Apartado 38. Tel. 54 55 88. Manises (Valencia).
FABRICAS COMPLETAS
Wlbe, S. A. Oficinas, Almacén y Talleres: Lucena, 37. Teléfonos 21 05 55, 2105 66, 2104 11 y 2104 22. Telex 65512 Wibe E. Apartado de Correos 248. Castellón de la Plana.
FABRICAS DE VIDRIO HUECO
Vidriería Rovira, S. A. 0 / Onésimo Redondo, 179. Tel. 249 36 14. Hospita-let (Barcelona). Calle D, 195. Teléfono 335 42 90. Zona Franca de Barcelona.
FELDESPATOS, NEFELINAS Y PEGMATITAS
Vicar, S. A. Trinquete, 23. Teléfono 154 5100. Manises (Valencia).
FILTROS PRENSA Deseo, S. A. Barrio S. Antolín. Apar
tado 353. Tel. 884123 (ext. 169). Zamudio (Bilbao).
GRES Ibergrés, S. A. (Pavimentos de gres y
semigrés). Ctra. Onda-Ribesalbes, Km. 3,3. Tel. 60 13 57. Onda (Castellón).
HORMIGÓN REFRACTARIO
Refractarios Ferrer y Cía. Ltda. Ronda Universidad, 12. Tel. 318 55 43. Bar-celona-7.
HORNOS Cec Ibérica. Vizconde de Matamala, 13.
Tel. 256 52 04. Madrid-28.
Electrónica Argemi. Diputación, 199 bajos. Tels. 254 11 05 y 253 23 65. Bar-celona-11.
Forns Vda. e Hilos. Eduardo Marista-ny, 15. Tel. 380 03 24. Badalona.
Iber Siti, S. A. Avda. de Sarria, 52, 1 .^-A. Tel. 321 13 49. Barcelona-15.
J. Figueras Salas, S. A. (FISAM). Paseo Zona Franca, 86-94. Teléfono 331 35 00. División Hornos: Teléfono 331 76 00. Barcelona-4.
P. E. M, Vivomir. Montalbán, 9. Teléfonos 222 47 55-54 y 222 64 00. Ma-drid-14.
Tecnocerámica, S. A. Apartado de Co rreos 244. Te!. 883 48 00. Igualada (Barcelona).
INGENIERÍA
Maquiceram, S. A. Ortiz de Campos, números 2 y 3. Tels. 269 76 31 y 269 16 40. Telex 27322. Telegramas Maquiceramsa. Madri'd-19. Proyectos e instalaciones. Ensayos de Laboratorio. Maquinaria y equipos. Automatismos de carga. Quemadores-Secaderos. Hornos-túnel.
INGENIERÍA DE EMBALAJE
Prytem, Proyectos y estudios técnicos envases y embalajes. Avda. Generalísimo, 110. Tel. 215 91 83. Madrid-16.
INSTALACIONES COMPLETAS PARA VIDRIO
Prograss Hispania. Padua, 106. Teléfono 212 17 24. Barcelona-6.
INSTALACIONES INDUSTRIALES
Sereland - Ingeniería. Avda. Generalísimo, 68-70. Tel. 457 21 00. Madrid. Delegación Barcelona: Aribau, números 200-210.
INSTRUMENTACIÓN
Irot, S. A. Villafranca, 18, 1.°. Teléfono 245 17 43. Madrid-28.
Kent Ibérica, S. A. Arroyo Fontarrón, 39. Tels. 439 80 08 y 439 90 00. Madrid-30. Delegaciones: Avda. José Antonio, número 859. Tels. 246 19 00-09. Barcelona. Amesti, 3, 2.°. Algorta. Teléfonos 69 64 63 y 69 65 61 Vizcaya. Marqués de Teverga, 16, 5.°. Teléfono 23 89 66. Oviedo.
t\/leci-Hispania, S. A. Marqués de Mon-teagudo, 22. Tel. 255 96 07. Madri'd-28.
IVIetrofísica Aplicada, S. L. José Tapio-las, 120. Apartado 317. Tel. 285 28 00. Tarrasa (Barcelona).
Pacisa. General Primo de Rivera, 35. Madrid-5.
P. E. IVI. Vivomir. Montalbán, 9. Teléfonos 222 47 55-54 y 222 64 00. Ma-drid-14.
INVESTIGACIÓN, EXPLOTACIÓN Y ESTUDIOS DE MATERIAS PRIMAS
Empresa Nacional Adaro de Investigaciones IVIineras (ENADIMSA). Serrano, 116. Tel. 262 41 10. Madrid-6.
JUNTAS Y RETENES DE CAUCHO SINTÉTICO Y TEFLON
Epidor, S. A. Camelias, 97. Teléfono 214 99 50. Barcelona-12.
LABORATORIOS DE ENSAYOS E INVESTIGACIONES
Instituto de Cerámica y Vidrio. Kilómetro 24,300, ctra. Madrid-Valencia. Teléfono 407 55 91. Arganda del Rey (Madrid).
MAQUINARIA PARA VIDRIO
Prograss Hispania. Padua, 106. fono 212 17 24. Barcelona-6.
Telé-
MECANISMOS AUTOMÁTICOS ESPECIALES PARA CERÁMICAS
Productora General de Abrasivos, S. A. Rafael Juan y Sevam, 3. Teléfono 246 71 34. Madrid-2.
Seveco. Ctra. Igualada-Sitges, Hm. 1. Tel. 883 48 00. Vilanova del Camí (Barcelona).
MOLINOS Y TRITURADORES
Riera Nadeu, S. A. Monturiol, 28-30. Tels. 307 53 01 y 307 53 02. Telex 52471. Barcelona-5.
MONTAJES REFRACTARIOS
Felguera Revestimientos, S. A. Hurtado de Amézaga, 3, 2.°. Te!. 43 08 50. Bilbao-8.
Fleischmann Ibérica, S. A. Calvo So telo, 14, 2P dcha. Tels. 22 05 12 y 22 05 16. Santander.
Karrena, S. A. Montajes especiales. Alameda de Recalde, 35, 7.°. Teléfono 43 59 58. Bilbao-11.
PASTAS CERÁMICAS
Cerámica Pujol y Baucis, S. A. 0 / Puig de Osa, s/n. Tel. 371 00 12. Esplugas de LIobregat (Barcelona).
Vicar, S. A. Trinquete, 23. Tel. 154 51 00. Manises (Valencia).
PAVIMENTOS Y REVESTIMIENTOS CERÁMICOS
Cedolesa-Cedonosa. Cirilo Amorós, 42. Tel. 217351 (10 líneas). Apartado 109. Telex 62872 Cedom-E. Cables: Cedolesa. Valencia-4.
Comercial Cerámicas Reunidas, S. A. Buenos Aires, 28. Barcelona.
PIROMETROS
Irot, S. A. Villafranca, 18, 1.°. Teléfono 245 17 43. Madrid-28.
Metrofísica Aplicada, S. L. José Tapio-las, 120. Tel. 285 28 00. Tarrasa (Barcelona).
P. E. iVI. Vivomir. Montalbán, 9. Teléfonos 222 47 55-54 y 222 64 00. Ma-drid-14.
POLIURETANO
Synthesia Española, 8. A. Conde Borren, 62. Tel. 325.31.58. Barcelona-15.
PRODUCTOS DE LA CONSTRUCCIÓN
Cerámicas Orero, S. A. Avda. Navarro Reverter, 1. Tel. 1100 50. Segorbe (Castellón).
PROSPECCIÓN DE ROCAS INDUSTRIALES
Compañía General de Sondeos, S. A. Corazón de María, 15. Tel. 416 85 50. Madrid-2.
JULIO-AGOSTO 1976

QUEMADORES
Tecnocerámica, S. A. Apartado de Correos, 244. Tel. 883 48 00. Igualada (Barcelona).
REFRACTARIOS
Aristegui Material Refractario. Barrio Florida, 60. Tel. 5516 00. Hernani Guipúzcoa).
Cerámica dei Nalón, S. A. Apartado 8. Tels. 68 29 53 y 68 34 91. Sama de Langreo.
Cerámica Piti, S. A. Apartado 496. La Camocha. Tel. 34 81 84. Gijón.
Cerámica Santa Rita. Tel. 580 Pineiros (El Ferrol).
Cucurny, S. A. Princesa, 61. Teléfono 319 72 58. Barcelona13.
Didier, S. A. Fáfrica de Materiales Refractarios. Lugones (Oviedo).
Dolosínter - Refractarios de Doiomita Sinterizada, S. A. Apartado 172. Teléfonos 56 26 98-99. Aviles.
Fleischmann Ibérica, S. A. Calvo So-telo, 14, 2.0 dcha. Tels. 22 05 12 y 22 05 16. Santander.
Fundipiast, S. L. San Martin de Veriña. Tel. 32 14 09. Gijón.
industrias Cerámicas Aragonesas, S. A. ( I . C A . S.A.). Oficinas: Caspe, 12, 1.o-1.a J-K. Tel. 30180 50. Barcelo-na-10. Fábrica: Tels. 34 33 00 - 1 1 . Casetas (Zaragoza).
José A. Lomba Camina. Apartado 18. Tels. 55 y 175 Telex 83009-E. La Guardia (Pontevedra).
La Cañada, S. A. Calvo Sotelo, 38. Zaragoza.
Nueva Cerámica Arocena. Refractarios especiales y gres. Apartado 1. Teléfono 83 00 93. Orlo (Guipúzcoa).
P. E. I\/I. Vivomir. Montalbán, 9. Teléfonos 222 47 55-54 y 222 64 00. Ma-drid-14.
PRACESA (Productos Antiácidos y Cerámicos). San Bernardo, 122. Teléfono 448 62 54. Madrid-8.
PROCERSA (Sociedad General de Productos Cerámicos, S. A.). Bailen, 1, octavo. Tel. 37 34 00. Apartado 31. Bilbao.
Productos Pyrotermsa. José Estivil, 52. Tel. 25122 04. Barcelona-13.
Productos Refractarios Feliú. Otra, de Gandesa, 17. Pinell de Bray (Tarragona).
(CORTAR Y ENVIAR)
TARJETA DE INSERCIÓN EN EL DIRECTORIO DE CERÁMICA Y VIDRIO
Les rogamos que a partir del núm , correspondiente al mes de anoten n/orden de inserción en el Directorio en el epígrafe:
1.°) 4.°)
2.°) 5.°)
3.°)
NOMBRE: COMPAÑÍA: ...
DOMICILIO: CIUDAD:
TELEFONO: DTO. POSTAL: (FIRMA)
Precios de inserción: Un epígrafe, Dos epígrafes, Tres epígrafes, Cuatro epígrafes, Cinco epígrafes.
4.000 ptas/año. 7.000 ptas/año. 9.000 ptas/año.
10.000 ptas/año. 10.500 ptas/año.
Cada epígrafe adicional, a partir del quinto, se incrementará en quinientas pesetas. En caso de duda, consultar a nuestro Departamento de Publicidad. Teléfono: 253 79 03.
(CORTAR Y ENVIAR)
TARJETA DE INSERCIÓN EN EL DIRECTORIO DE CERÁMICA Y VIDRIO
Les rogamos que a partir del núm , correspondiente a! mes de anoten n/orden de inserción en el Directorio en el epígrafe:
1.°) 4.°)
2.°) 5.°)
3.°)
NOMBRE: COMPAÑÍA: ....
DOMICILIO: CIUDAD:
TELEFONO: DTO. POSTAL: (FIRMA)
Precios de inserción: Un epígrafe, Dos epígrafes, Tres epígrafes, Cuatro epígrafes, Cinco epígrafes,
4.000 ptas/año. 7.000 ptas/año. 9.000 ptas/año.
10.000 ptas/año. 10.500 ptas/año.
Cada epígrafe adicional, a partir del quinto, se incrementará en quinientas pesetas. En caso de duda, consultar a nuestro Departamento de Publicidad. Teléfono: 253 79 03.

Protîsa. General Martínez Campos, 15. Tel. 448 31 50. Madrid-10.
Refracta. Refractarios Especiales, S. A. Apartado de Correos 19. Teléfono 154 79 00. División Comercial: Teléfono 154 77 40. Telgramas "Refracta". Telex 64013 REFA-E. Cuart de Pöblet (Valencia).
Refractarla, S. A. Apartado 16. Teléfono 74 06 00. Noreña (Asturias).
Refractarios Ferrer y Cía. Ltda. Ronda Universidad, 12. Tel. 318 55 43. Bar-ceIona-7.
Refractarios Norton, S. A. Camino de las Piedras, 8. Tel. 776 44 00 Vicál-varo (Madrid).
Refractarios Teide, S. A. José Estivil, número 52. Te!. 251 71 45. Barcelo-na-13.
Refractarios Vizcaya. Derio (Bilbao).
Sirma ibérica, S. A. Apartado de Correos 5.040. Tel. 368 28 04. Barcelo-na-7.
Sociedad Anónima "La Albericia". La Albericia, 45. Apartdo 162. Teléfono 2315 37. Santander.
REGISTRADORES DE TEMPERATURA
l\/letrofísica Apiicada, S. L. José Tapio-las, 120. Apartado 317. Tel. 285 28 00. Tarrasa (Barcelona).
SECADEROS
Tecnocerámica, S. A. Apartado de Correos, 244. Tel. 883 48 00. Igualada (Barcelona).
TERMOPARES
P. E. M. Vivomir. Montalbán, 9. Teléfonos 222 47 55-54 y 222 64 00. Ma-drid-14.
Sociedad Española de l\/ietales Preciosos. San Marcos, 3. Tel. 222 75 70. Madrid.
VENTILADORES
Tecnocerámica, S. A. Apartado de Correos, 244. Tel. 883 48 00. Igualada (Barcelona).
YESOS CERÁMICOS (ESCAYOLAS)
Hebor Española, S. A. Quinta Valdelas-casas. Tel. 29412 84. Aranjuez (Madrid).
Departamento de Publicidad y Relaciones Públicas
«CERÁMICA Y VIDRIO« Boletín de la Sociedad Española de Cerámica y Vidrio
Avenida del General Perón, 14
M A D R I D - 2 0
Departamento de Publicidad y Relaciones Públicas
«CERÁMICA Y VIDRIO» Boletín de la Sociedad Española de Cerámica y Vidrio
Avenida del General Perón, 14
M A D R I D - 2 0













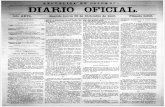
![Cerámica y Vidrio - boletines.secv.esboletines.secv.es/upload/20080123101249.46[5]240-246.pdf · Análisis de la zona fundida en el crecimiento del compuesto eutéctico Al 2 O 3-ZrO](https://static.fdocuments.ec/doc/165x107/5b892b5c7f8b9a770a8cf1cc/ceramica-y-vidrio-5240-246pdf-analisis-de-la-zona-fundida-en-el-crecimiento.jpg)



