
Norma Iram Iso 9712
40
NORMA IRAM ISO 9712 INTRODUCCIÓN: La normativa tendiente al aseguramiento de la calidad exige la calificación del personal en el desempeño de las funciones asignadas. A nivel nacional, existe una norma que regula la actividad relacionada con los Ensayos No Destructivos. Esta norma es la IRAM ISO 9712, que es equivalente a la ISO 9712, que a su vez es una norma internacional que regula la actividad a nivel internacional. Anteriormente a que entrara en vigencia esta Norma, toso estaba regido por la Norma IRAM CNEA y 500-1003, pero debido a la necesidad de unificar criterios a nivel internacional, a partir del año 1994, comenzó a utilizarse la Norma IRAM CNEA 9712 (ISO 9712), la que fue posteriormente modificada y derivó en la norma actualmente en uso y mencionada en el párrafo anterior. La Norma crea un organismo denominado Organismo Argentino de Certificación de personal en Ensayos No Destructivos (OAC), que es el responsable de controlar todo el sistema, y además establece los criterios a seguir para la capacitación del personal en END como así también la formación de las entidades de calificación. OBJETIVO DE LA NORMA: ESTA NORMA ESTABLECE UN SISTEMA PARA LA CALIFICACIÓN Y CERTIFICACIÓN, POR MEDIO DE UN ORGANISMO CENTRALIZADO INDEPENDIENTE, DEL PERSONAL QUE REALIZA LOS END A NIVEL INDUSTRIAL UTILIZANDO ALGUNO DE LOS SIGUIENTES MÉTODOS: LÍQUIDOS PENETRANTES PARTÍCULAS MAGNETIZABLES ULTRASONIDOS
Transcript of Norma Iram Iso 9712

NORMA IRAM ISO 9712
INTRODUCCIÓN:
La normativa tendiente al aseguramiento de la calidad exige la calificación del personal en el desempeño de las funciones asignadas.
A nivel nacional, existe una norma que regula la actividad relacionada con los Ensayos No Destructivos. Esta norma es la IRAM ISO 9712, que es equivalente a la ISO 9712, que a su vez es una norma internacional que regula la actividad a nivel internacional.
Anteriormente a que entrara en vigencia esta Norma, toso estaba regido por la Norma IRAM CNEA y 500-1003, pero debido a la necesidad de unificar criterios a nivel internacional, a partir del año 1994, comenzó a utilizarse la Norma IRAM CNEA 9712 (ISO 9712), la que fue posteriormente modificada y derivó en la norma actualmente en uso y mencionada en el párrafo anterior.
La Norma crea un organismo denominado Organismo Argentino de Certificación de personal en Ensayos No Destructivos (OAC), que es el responsable de controlar todo el sistema, y además establece los criterios a seguir para la capacitación del personal en END como así también la formación de las entidades de calificación.
OBJETIVO DE LA NORMA:
ESTA NORMA ESTABLECE UN SISTEMA PARA LA CALIFICACIÓN Y CERTIFICACIÓN, POR MEDIO DE UN ORGANISMO CENTRALIZADO INDEPENDIENTE, DEL PERSONAL QUE REALIZA LOS END A NIVEL INDUSTRIAL UTILIZANDO ALGUNO DE LOS SIGUIENTES MÉTODOS:
LÍQUIDOS PENETRANTES PARTÍCULAS MAGNETIZABLES ULTRASONIDOS CORRIENTES INDUCIDAS
NIVELES DE COMPETENCIA:
La norma establece tres niveles de competencia:
NIVEL 1:
ESTÁ CALIFICADO PARA REALIZAR END DE ACUERDO A UNA INSTRUCCIÓN ESCRITA Y BAJO LA SUPERVISIÓN DE NIVEL 2 O NIVEL 3.
La persona debe ser capaz de preparar el equipamiento, ejecutar los ensayos, registrar los resultados obtenidos e informar sobre los mismos. No es responsable de la elección del método o técnica utilizada ni de la evaluación de los resultados.
NIVEL 2:
ESTÁ CALIFICADO PARA EJECUTAR Y DIRIGIR END DE ACUERDO CON TÉCNICAS PROBADAS Y RECONOCIDAS.
La persona debe ser capaz de realizar todas las tareas inherentes al Nivel 1, seleccionar la técnica de ensayo adecuada, preparar instrucciones escritas para un Nivel 1 según un procedimiento, interpretar los resultados del ensayo y realizar los informes pertinentes.
NIVEL 3:
DEBE SER CAPAZ DE ASUMIR LA RESPONSABILIDAD TOTAL DE UNA INSTALACIÓN Y DEL PERSONAL DE END; DEFINIR TÉCNICAS Y PROCEDIMIENTOS; INTERPRETAR CÓDIGOS, NORMAS Y ESPECIFICACIONES.
Debe tener capacidad de interpretar y evaluar los resultados de un ensayo, estar familiarizado con los restantes métodos de END y de entrenar personal de Nivel 1 y 2.
RADIOGRAFÍA INDUSTRIAL
ELEMENTOS DE CONTROL OPERATIVOS.
EQUIPAMIENTO- Detectores de Radiación- Negatoscopios- Densitómetro- Cuarto oscuro- Termómetros (termocupla de inmersión)- Reloj (Timer)- Luces de Seguridad- Películas
VALORES DE REFERENCIA REQUERIDOS
Radioprotección:a) Exposición ocupacional: 10 Sv/h = 1 mR/h
20 Sv en 1 año100 Sv en 5 años
b) Exposición miembro del público: 0,5 Sv/h = 0,05 mR/5 1 Sv (100 mR) en 1 año
Equipos de Rayos X y : control de tamaño de foco (ASTM E 1165 y 1114)Curva de Exposición.
PELÍCULAS: Vencimiento – Control (ASTM E 999)
Temperatura de revelado: 18 – 30º CTermómetro: Calibración Verificación velo inherenteVerificación luces de cuarto oscuroVelo total para películas sin exponer: Densidad (máx.) 0,3
Patrones (Película) --- verificar sistema de Procesamiento de Películas.
Densitómetro: Calibración con películas Patrón (ASTM E 1079)
Negatoscopio: Permitir observar películas radiográficas con densidad menor que 2,5 y mayor que 2,5 (ASTM E 1390)
Indicadores Calidad de Imagen (ICI): ASTM E 1025; 747 – ASME – SEC. V, ART. 2 - EN 462 (DIN) (Certificados).
Control de películas procesadas – Thio Test.CRITERIOS DE ACEPTACIÓN SEGÚN CÓDIGO ASME – SECCIÓN IX
1.- CRITERIOS DE ACEPTACIÓN.1.1- Terminología.
a) Indicaciones lineales: Fisuras, falta de fusión, falta de penetración y escorias, están representadas en la radiografía como indicaciones lineales en la cual su longitud es mayor que 3 veces su ancho.
b) Indicaciones redondeadas: Porosidad e inclusiones tales como escorias o tungsteno están representadas como indicaciones redondeadas con una longitud menor o igual que 3 veces su ancho. Estas indicaciones pueden ser circulares, elípticas o de forma irregular, pueden tener un apéndice y su densidad puede variar.
1.2- Criterios de aceptación.
El examen radiográfico para la calificación de soldadores y operadores de soldadura será considerado inaceptable cuando la radiografía muestre discontinuidades que excedan los límites especificados abajo.
a) Indicaciones lineales.i. Cualquier fisura, zona de falta de penetración o de fusión.
ii. Cualquier inclusión alargada de escoria con una longitud mayor que: 3,2 mm para t hasta 9,5 mm inclusive
1/3 mm para t mayor que 9,5 mm hasta 57,5 mm inclusive 19,1 mm para t mayor que 57, 2 mm.
iii. Cualquier grupo de inclusiones de escorias alineadas donde la suma de sus longitudes sea mayor que t en una longitud de soldadura de 12 t, salvo que la distancia entre las sucesivas imperfecciones exceda 6 L donde L es la longitud de la imperfección más larga del grupo.
b) Indicaciones redondeadas.i. Las máximas dimensiones permisibles para las indicaciones
redondeadas deberán ser 20% de t o 3,2 mm el que sea menor.ii. Para las soldaduras en materiales de espesor menor que 3,2 mm,
el máximo número de indicaciones redondeadas aceptables no deberá exceder de 12 mm en una longitud de soldadura de 152 mm.
iii. Para materiales de espesores mayores que 3,2 mm, la carta representa el máximo aceptable de indicaciones redondeadas. Indicaciones redondeadas de diámetros menores que 0,8 mm no deberán ser consideradas en la evaluación de soldadores y operadores de soldadura en estos rangos de espesores de materiales.
CARTAS DE INDICACIONES REDONDEADAS
Cantidad típica y tamaños permitidosLongitud de soldadura: 152 mm
Espesores entre 3,2 mm y 6,4 mm
Cantidad típica y tamaños permitidosLongitud de soldadura: 152 mm
Espesores mayores que 6,4 mm hasta 12,7 mm
Cantidad típica y tamaños permitidosLongitud de soldadura: 152 mm
Espesores mayores que 12,7 mm hasta 25,4 mm
Cantidad típica y tamaños permitidosLongitud de soldadura: 152 mm
Espesores mayores 25,4 mm
LÍQUIDOS PENETRANTES
LA NORMA IRAM – ISO 9712
PROCEDIMIENTO DE ENSAYO
CALIFICACIÓN DE PERSONAL
- Nivel 1:
- Nivel 2:
- Nivel 3:
PRINCIPIO DEL MÉTODO DE LÍQUIDOS PENETRANTES
LP REFERENCIA OBSERV.: ING. J. J. ZAMPINI PÁG.
CLASIFICACIÓN DE LOS SISTEMAS DE L..P.
APLICACIÓN DE LA TÉCNICA SELECCIONADA
1.1 COMPONENTE A ENSAYAR
1.2 PREPARACIÓN DE LA SUPERFICIE
LP REFERENCIA OBSERV.: ING. J. J. ZAMPINI PÁG.1.3 SECADO
1.4 APLICACIÓN DEL PENETRANTE
1.5 REMOCIÓN DEL EXCESO DE LÍQUIDO PENETRANTE
LP REFERENCIA OBSERV.: ING. J. J. ZAMPINI PÁG.
1.6 SECADO
1.7 APLICACIÓN DEL REVELADOR
1.8 SECADO ?
1.9 INTERPRETACIÓN Y EVALUACIÓN
1.10 REGISTRO
1.11 LIMPIEZA FINAL
LP REFERENCIA OBSERV.: ING. J. J. ZAMPINI PÁG.ULTRASONIDOS
PROCEDIMIENTO DE ENSAYO
CALIFICACIÓN DE PERSONAL
- Nivel 1:
- Nivel 2:
- Nivel 3:
ALCANCE DEL ENSAYO- OBJETIVO DEL ENSAYO- PIEZA A ENSAYAR
EQUIPAMIENTO- CARACTERÍSTICAS TÉCNICAS DEL ENSAYO
Técnicas:
Equipo/s: Supresor:
Cable/s:
Palpador/es: Suela protectora:
Acoplante/s:
Direcciones de barrido:
US REFERENCIA OBSERV.: ING. J. J. ZAMPINI PAG.:
CALIBRACIÓN EN DISTANCIAS
PALPADORES:
Normales de ondas longitudinales emisores – receptores simultáneos Normales de ondas longitudinales emisores – receptores separados Normales de ondas transversales emisores – receptores simultáneos
Angulares de ondas transversales emisores – receptores simultáneos Angulares de ondas transversales emisores – receptores separados Angulares de ondas longitudinales emisores – receptores simultáneos Angulares de ondas longitudinales emisores – receptores simultáneos
De ondas superficiales
De ondas serpenteantes (Creep)
Que generan ondas de Lamb
Patrones para la calibración en distancias
- Forma de calibración:
US REFERENCIA OBSERV.: ING. J. J. ZAMPINI PÁG.
CALIBRACIÓN EN SENSIBILIDAD

1. Criterio americano: DAC Distancia – Amplitud – Corrección
Por umbral DAC Por curva DAC
2. Criterio alemán: AVG (DAT) Distancia – Amplitud – Tamaño
Por altura de registro Por límite de registro
Patrones para la calibración en sensibilidad
CORRECCIÓN POR TRANSFERENCIA
GANANCIA ADICIONAL DE BARRIDO
US REFERENCIA OBSERV.: ING. J. J. ZAMPINI PÁG.
BARRIDOS
REGISTROS DE LAS INDICACIONES
INTERPRETACIÓN DE LAS INDICACIONES
EVALUACIÓN DE LAS INDICACIONES
INFORME
US REFERENCIA OBSERV.: ING. J. J. ZAMPINI PÁG.PARTÍCULAS MAGNETIZABLES

PROCEDIMIENTO DE ENSAYO
CALIFICACIÓN DE PERSONAL
- Nivel 1:
- Nivel 2:
- Nivel 3:
PRINCIPIO DEL MÉTODO DE PARTÍCULAS MAGNETIZABLES
PM REFERENCIA OBSERV.: ING. A. NAUCEVICH PAG.:
PREPARACIÓN DE LA SUPERFICIE DEL COMPONENTE
MÉTODOS DE MAGNETIZACIÓN
TIPOS Y MODOS DE APLICACIÓN DE LAS PARTÍCULAS
EQUIPOS PARA MAGNETIZAR
TIPOS DE CORRIENTES PARA MAGNETIZAR
PM REFERENCIA OBSERV.: ING. A. NAUCEVICH PAG.:
MAGNETIZACIÓN DE LOS COMPONENTES
REGISTRO DE LAS INDICACIONES
EVALUACIÓN
PM REFERENCIA OBSERV.: ING. A. NAUCEVICH PAG.:
DESMAGNETIZACIÓN
LIMPIEZA FINAL
INSTRUMENTOS DE CONTROL
PM REFERENCIA OBSERV.: ING. A. NAUCEVICH PAG.:
INSTRUCCIÓN ESCRITA
Componente: Soldadura .................. Identificación Nº ............... Proced. Nº.................
Preparación del componente para el ensayo; Eliminar óxidos y restos de material adherido.Óxidos: Cepillo de acero.
Equipo empleado: Yugo Magnetizador ................... Tipo de Corriente: CA ................
Magnetización: Campo Longitudinal Fuerza Portante del Yugo: 4,5 kg ..................
Partículas magnetizables: Fluorescentes Marca: ............... Identificación: ..............
Luz ambiente máxima: 20 Lux Intensidad mínima luz negra: 1000 microwatt/cm2
Método: continuo
Aplicación de las partículas: Vía Húmeda Acondicionante: ....... Concentración: .....
Dirección de la Magnetización: Dirección del campo magnético normal al eje de la soldadura. Ver esquema.
Interpretación de las indicaciones: Se anotarán todas las indicaciones y la interpretación de las mismas quedará a cargo del personal de nivel 2 o 3.La interpretación de las indicaciones detectadas se efectuará según lo indicado en el procedimiento escrito, teniendo en cuanta los criterios de aceptación.
Desmagnetización: No es necesario
Limpieza final: Será necesario eliminar los restos de partículas que quedaron durante el ensayo.
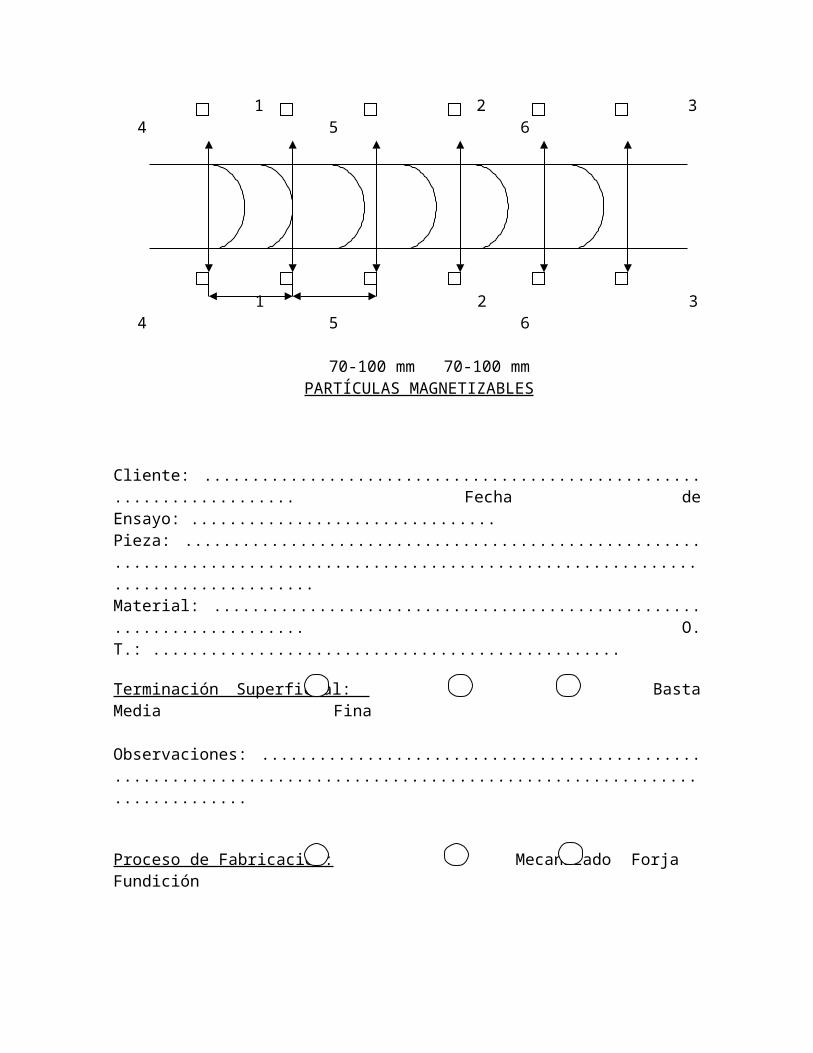
1 2 3 4 5 6
1 2 3 4 5 6
70-100 mm 70-100 mm

PARTÍCULAS MAGNETIZABLES
Cliente: ....................................................................... Fecha de Ensayo: ................................Pieza: ........................................................................................................................................Material: ....................................................................... O. T.: .................................................
Terminación Superficial: Basta Media Fina
Observaciones: .........................................................................................................................
Proceso de Fabricación: Mecanizado Forja Fundición
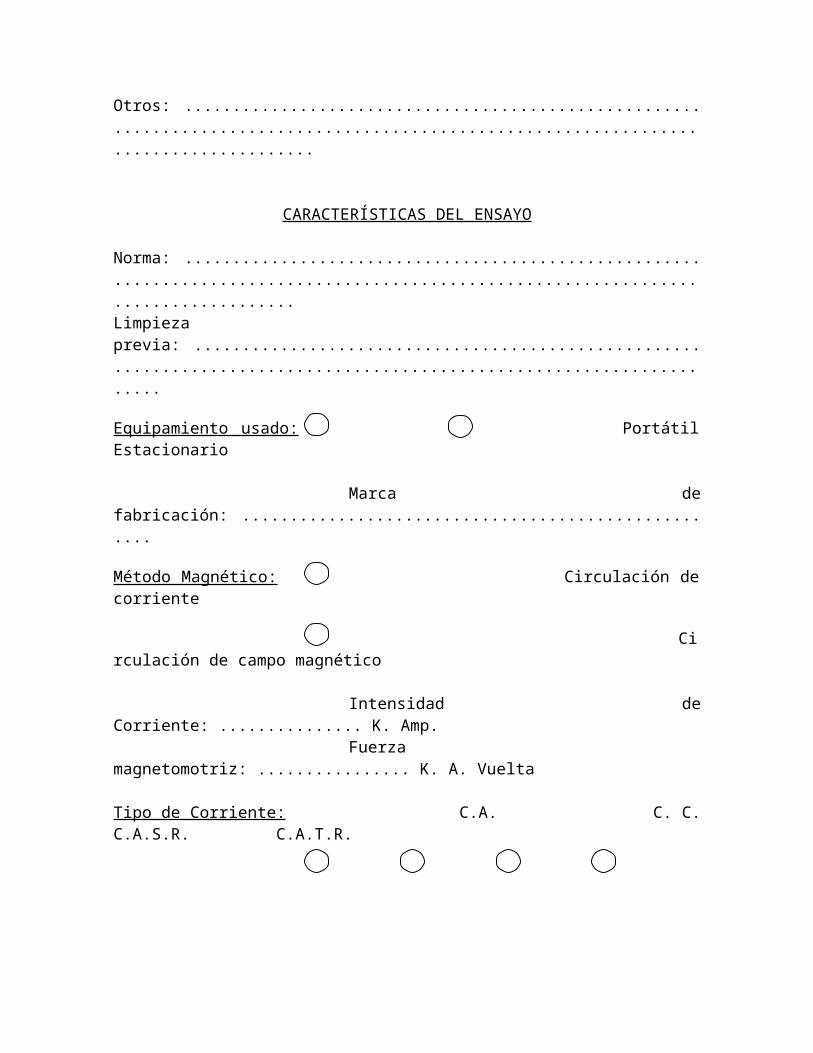
Otros: ........................................................................................................................................
CARACTERÍSTICAS DEL ENSAYO
Norma: ......................................................................................................................................Limpieza previa: .......................................................................................................................
Equipamiento usado: Portátil Estacionario
Marca de fabricación: ....................................................
Método Magnético: Circulación de corriente
Circulación de campo magnético
Intensidad de Corriente: ............... K. Amp.Fuerza magnetomotriz: ................ K. A. Vuelta
Tipo de Corriente: C.A. C. C. C.A.S.R. C.A.T.R.
Otras: ........................................................................................................................................
Tipo de Partículas: Fluorescentes Coloreadas
Color y Marca: .........................................................................................................................
Método: Húmedo Seco
Iluminación: Natural Artificial Ultravioleta
Desmagnetización: Sí No
Resultados:............................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................
Operador:
------------------------------- --------------------------------------------- Firma Aclaración
CONTROL DE CALIDAD DE MATERIALES:
FACTORES QUE INFLUYEN EN LA FORMACIÓN DE LA IMAGEN RADIOGRÁFICA
SEGURIDAD RADIOLÓGICA
Ministerio de Salud Pública y Medio Ambiente:Otorga la autorización para el uso de equipos de rayos X (es permanente).
Autoridad Regulatoria Nuclear (ARN):Emite la norma de seguridad radiológica que tiene por objetivo lograr un nivel apropiado de protección de las personas contra los efectos nocivos de las radiaciones ionizantes y de seguridad radiológica de las instalaciones o prácticas.
Tiene incumbencias varias: entre otras autoriza a Entidades Responsables, otorga Licencias de Construcción, de Operación, Individual, Permiso Individual que es un Certificado por el cual se autoriza a una persona a trabajar con material radioactivo o radiaciones ionizantes, en una práctica o instalación menor (tiene vencimiento), establece Límites de Dosis que es el valor de una dosis establecida que no se debe superar durante el período de un año; ejemplo para Operadores: 20 milisievert (dosis equivalente, antes rem) en un año, valor que se debe considerar como el promedio en 5 años consecutivos (100 milisievert en 5 años), no pudiéndose excederse 50 milisievert en un año, para Público: 1 milisievert en un año.
Existen elementos de control tales como: ejemplo cámara de ionización (mide la intensidad de radiación en rontgen/s), dosímetros de filamento de cuarzo, de película, de termoluminiscencia (miden las dosis absorbidas en gray, antes rad). Para rayos X y ; un gray equivale a un sievert.
PROCEDIMIENTO DE ENSAYO
REQUISITOS DE PERSONALNiveles de calificación:
- Nivel 1: Interpreta I.E. elaboradas por el Nivel 2 s/ Procedimiento.- Nivel 2: Interpreta Procedimientos/ Firma informes/ Elabora I.E.
(+1).- Nivel 3: Firma Procedimientos (+1; +2).
Los requisitos establecidos en la Norma IRAM ISO 9712:
Curso/s de capacitación Certificado de estudios Certificado de agudeza visual Examen teórico - práctico.
CLASIFICACIÓN DE LAS TÉCNICAS RADIOGRÁFICAS
Técnicas radiográficas especiales Técnicas radiográficas convencionales.
Rayos X y rayos : Son radiaciones electromagnéticas cuya longitud de onda es menor a 100 Angtroms (1Ǻ= 0,1 nanómetros = 10-10 metros).
ALCANCE DEL ENSAYO – OBJETIVO DEL ENSAYO – COMPONENTE A ENSAYAR:
SISTEMA DE IDENTIFICACIÓN – UBICACIÓN DE MARCAS:
PREPARACIÓN DE LA SUPERFICIE:
EQUIPOS:
De rayos X: Se obtienen de un equipo electrónico, cuando en el interior de un tubo de vacío (el tubo de rayos X), electrones de alta energía son frenados bruscamente por colisión con un blanco metálico, la emisión de rayos X, se puede regular.
De rayos γ: Proceden de la desintegración de núcleos atómicos de un elemento radioactivo. La energía e intensidad de radiación no son regulables.
Selección de la energía de radiación:
TÉCNICAS RADIOGRÁFICAS CONVENCIONALES – INCIDENCIA DEL HAZ:
DISTANCIA FOCO DE LA FUENTE – PELÍCULA:

PELÍCULAS RADIOGRÁFICAS:
PANTALLAS REFORZADORAS:
INDICADORES DE CALIDAD DE IMAGENÇ:
DENSIDAD FOTOGRÁFICA:
PROCESADO DE LA PELÍCULA:
REGISTROS DE LAS INDICACIONES:
INTERPRETACIÓN DE LAS INDICACIONES:
EVALUACIÓN DE LAS INDICACIONES:
INFORME:
DISTANCIA FOCO DE LA FUENTE – PELÍCULA:
PELÍCULAS RADIOGRÁFICAS:
PANTALLAS REFORZADORAS:
INDICADORES DE CALIDAD DE IMAGEN:
DENSIDAD FOTOGRÁFICA:
PROCESADO DE LA PELÍCULA:
REGISTROS DE LAS INDICACIONES:
INTERPRETACIÓN DE LAS INDICACIONES:
EVALUACIÓN DE LAS INDICACIONES:
INFORME:
RADIOGRAFÍA NDUSTRIALEjemplo Instrucción Escrita
Operador/es: .......................................................................... Fecha: ......................................
Pieza a ensayar:................................................. Nº: ............. Proced. Ensayo Nº: ...................
Material: ......................................................................Espesor/es: ..........................................
Equipo a utilizar: ................................... Rayos: .................. Actividad: .................................
Distancia fuente-película: ................................................Incidencia del haz: .........................
Disposición del conjunto equipo-película:
Identificación de la película: ....................................................................................................
Película/s tipo: ...................... Identificación: .................. Velo Total Base máximo: .............
Tipo de pantallas: .............. Anterior: ................. Posterior: ................. Intermedia.: .............
Portapelícula/Roll Pack.......................................... Dimensiones: .............................
Kilovoltaje: .............. Exposición: .................. Miliamperaje: ............... Tiempo: ..................
Indicador de Calidad de Imagen (ICI): ........................................ Shim: .................................
Se debe observar como mínimo: Hilo (Bz) Nº: ........... Agujero: ............T Otros: ..................
Rango de densidad: ......................... Densiómetro: ....................... Patrón: .............................
Material para procesado de la película: ....................................................................................
..................................................................... Termómetro Nº: ................... Reloj Nº: ..............
Límites de zona de seguridad radiológica: Operadores: ....................... Público: ....................
Observaciones: .........................................................................................................................
RI REFERENCIA OBSERV.: ING. J. J. ZAMPINI PÁG.
7.- DESCRIPCIÓN Y CAMPO DE APLICACIÓN DE LOS MÉTODOS MÁS
USADOS.
7.1.- ENSAYO VISUAL
CAMPO DE ENERGÍA LUZ
DETECTOR VISTA
PROCESAMIENTO CEREBRO
TÉNICAS DEL MÉTODO
OBSERVACIÓNB DIRECTA
ELEMENTOS AUXILIARES (LUPAS, ESPEJOS)
OBSERVACIÓN INDIRECTA
ÓPTICA (ENDOSCOPIOS RÍGIDOS O FLEXIBLES)
ELECTRÓNICA (CÁMARAS DE VIDEO)
CONDICIONES DE PROCEDIMIENTO
ILUMINACIÓN
ADAPTACIÓN
AGUDEZA VISUAL

ENSAYO VISUAL
NORMAS Y PROCEDIMIENTOS
El ENSAYO VISUAL no es una mera observación en condiciones más o menos determinadas sino que siendo una técnica de END, su aplicación, está basada en la misma metodología que los demás métodos y por lo tanto su ejecución debe realizarse en base a procedimientos escritos y las condiciones de ensayo deben encuadrarse dentro de las normas establecidas a tal efecto.
Como referencia podemos remitirnos al CÓDIGO ASME, Sección V, Artículo 9, que trata sobre procedimientos y condiciones para el ENSAYO VISUAL.
En cuanto a las condiciones de examen, este Código establece que el ENSAYO VISUAL es usado generalmente para determinar las condiciones de superficie, alineamiento, formas o evidencias de fallas.
Consideraciones básicas para el ensayo deben ser:
ACCESIBILIDAD, ILUMINACIÓN Y ÁNGULO DE VISIÓN.
Este Código define las formas de examen al cual es aplicable el ENSAYO VISUAL, clasificándolas en:
a.- Examen visual directob.- Examen visual remotoc.- Examen visual por transparencia
EL EXAMEN VISUAL directo comprende aquellas situaciones en que el observador puede ubicarse a menos de 600 mm (aproximadamente el doble de la distancia de visión distinta) y con un ángulo de observación no menor que 30 grados. En esta forma de examen se admite el uso de espejos y lupas. El nivel mínimo de iluminación se fija en 500 Lux. Se exige un examen de agudeza visual del operador al menos una vez al año, leyendo la carta Jaeger – lectura normal – letra J-1 para visión cercana. Podrán utilizarse métodos equivalentes.
Para el ENSAYO VISUAL remoto se utilizan los equipos de transmisión de imagen ya mencionados. Se exige mostrar evidencia de que la capacidad de resolución sea por lo menos igual a la mínima exigida por la especificación de examen.
Respecto del ENSAYO VISUAL por transparencia, se lo considera como un complemento de ENSAYO VISUAL directo, aplicable a cuerpos transparentes.
PROCEDIMIENTOS
Un procedimiento escrito para ENSAYO VISUAL debe incluir como mínimo los siguientes puntos:
1.- La forma en que se llevará a cabo el ensayo2.- Se tendrá en cuanta la condición superficial3.- El método de preparación de la superficie a examinar4.- Establecer la técnica de ensayo visual directo o remoto5.- Iluminación, tipo e intensidades6.- Instrumentos y equipos utilizados, si los hay7.- Secuencia de realización del ensayo, si es aplicable8.- Información a ser tabulada, si la hay9.- Informe y normas generales a ser completadas.
INTERPRETACIÓN Y EVALUACIÓN
La interpretación debe conducir a la identificación de la discontinuidad responsable de la indicación proporcionada por el método. Se trata, pues de hallar la correlación entre ésta y la naturaleza, morfología, situación y orientación de aquella. Es evidente que la interpretación es el punto clave de la inspección, siendo aquí esencial la experiencia del inspector no solo en relación con la aplicación del ensayo, sino muy principalmente, respecto al conocimiento del material ensayado y su defectología
La interpretación es el paso previo a la evaluación que, es un dictamen que no permite decidir acerca de la aceptación o rechazo del objeto inspeccionado. Es preciso disponer a tal fin de un criterio que debe venir impuesto por una especificación u orden técnica concretas en los que se fijan límites de tamaño, situación, número y orientación que pueden hacer inadmisibles a las heterogeneidades detectadas e identificadas.
Si tales documentos no existe, la única posibilidad de juicio consistirá en que un equipo de expertos sea capaz de valorar la incidencia que la presencia de las heterogeneidades pueda tener en la funcionalidad del objeto examinado.
APLICACIONES DE LOS MÉTODOS VISUALES
La gran utilidad de la inspección visual y su sencillez hacen enorme su campo de aplicación. A continuación observamos algunas aplicaciones más relevantes relacionadas con los materiales estructurales y protectivos corrientes. Por razones de extensión se excluyen campos industriales como el de los materiales cerámicos, vidrios, materiales orgánicos, alimentos, bebidas, maderas, etc. Así se limitan a:
- SOLDADURAS,- PIEZAS MOLDEADAS,- PRODUCTOS ELABORADOS,- PIEZAS MECANIZADAS,- DAÑOS EN SERVICIO,- RECUBRIMIENTOS PROTECTIVOS.
PARTÍCULAS MAGNETIZABLES
ELEMENTOS DE CONTROL OPERATIVOS
- Medidor de luz blanca- Medidor de luz negra- Patrones de referencia- Indicador Dirección de campo- Medidor de Magnetismo Remanente- Ampolla de Decantación- Patrón para control de fuerza portante del Yugo- Termómetros (de contacto)
VALORES DE REFERENCIA
PARTÍCULAS VISIBLES:Intensidad mínima de luz blanca sobre la superficie del componente-aprox. 1.000 Lux.
PARTÍCULAS FLUORESCENTES:Intensidad máxima de luz blanca sobre la superficie del componente: 20 Lux.
Intensidad Mínima de Luz ultravioleta sobre la superficie del componente: 1.000 μW/cm2.
Carga Portante del Yugo: CA – 4,5 kg (50 – 100 mm) CC – 13,5 kg (50 – 100 mm)
Concentración partículas visibles: 1,2 – 2,4 ml
Concentración partículas fluorescentes: 0,1 – 0,4 ml


















