MODELAJE DE REACTORES DE REFORMACIÓN DE …05:47Z... · industrialmente para la producción de...
70
REPUBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA FACULTAD DE INGENIERÍA DIVISIÓN DE POSTGRADO PROGRAMA DE POSTGRADO EN INGENIERIA QUÍMICA MODELAJE DE REACTORES DE REFORMACIÓN DE METANO CON VAPOR DE AGUA Trabajo de Grado presentado ante la Ilustre Universidad del Zulia para optar al Grado Académico de: MAGÍSTER SCIENTIARUM EN INGENIERÍA QUÍMICA Autor: Ing. Charles A. Gutiérrez M. Tutor: Prof Jorge Sánchez Maracaibo,Julio de 2004.
Transcript of MODELAJE DE REACTORES DE REFORMACIÓN DE …05:47Z... · industrialmente para la producción de...
REPUBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA
FACULTAD DE INGENIERÍA DIVISIÓN DE POSTGRADO
PROGRAMA DE POSTGRADO EN INGENIERIA QUÍMICA
MODELAJE DE REACTORES DE REFORMACIÓN DE METANO CON VAPOR DE AGUA
Trabajo de Grado presentado ante la Ilustre Universidad del Zulia para optar al Grado Académico de:
MAGÍSTER SCIENTIARUM EN INGENIERÍA QUÍMICA
Autor: Ing. Charles A. Gutiérrez M.
Tutor: Prof Jorge Sánchez
Maracaibo,Julio de 2004.

APROBACION
Este jurado aprueba el Trabajo de Grado titulado MODELAJE DE REACTORES DE REFORMACIÓN DE METANO CON VAPOR DE AGUA que Charles A. Gutiérrez M., C.I.: 12623247 presenta ante el Consejo Técnico de la División de Postgrado de la Facultad de Ingeniería en cumplimiento del Articulo 51, Parágrafo 51.6 de la Sección Segunda del Reglamento de Estudios para Graduados de la Universidad del Zulia, como requisito para optar al Grado Académico de
MAGÍSTER SCIENTIARUM EN INGENIERÍA QUÍMICA
________________________ Tutor
Prof. Jorge Sánchez C. I. : 4517428
______________________ _______________________ Prof. Nathalie Márquez Prof. Cézar García C. I. : 10445104 C. I. : 3461962
________________________ Director de la División de Postgrado
Prof. Carlos Rincón.
Maracaibo, Julio de 2004.

Gutiérrez Mendoza, Charles Albert. MODELAJE DE REACTORES DE REFORMACIÓN DE METANO CON VAPOR DE AGUA. (2004) Trabajo de Grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo, Tutor: Prof. Jorge Sánchez
RESUMEN La reformación de metano con vapor de agua es uno de los procesos más utilizados industrialmente para la producción de hidrógeno y monóxido de carbono. Actualmente este proceso ha tomado renovado interés, ya que sería una vía factible para la producción de hidrógeno en su uso como fuente de energía no contaminante. En este trabajo se estudió el efecto de la presión, la temperatura y la relación vapor/metano sobre la composición del gas producido en el equilibrio. También se determinaron los perfiles de composición a lo largo de un reactor catalítico de lecho fijo, para un proceso de reformación catalítica de metano con vapor de agua, empleando los programas ASPEN PLUS y MATLAB. Los procesos de reformación se favorecen a temperaturas elevadas, alta relación vapor/metano y a bajas presiones, ocasionando una mayor conversión de metano, mayor selectividad de CO y gran cantidad de hidrógeno producido. Se simularon varias expresiones cinéticas para la reformación de metano con vapor de agua, y el efecto del factor de efectividad de las reacciones principales sobre la conversión global del sistema. Se encontró que las expresiones cinéticas sugeridas por Xu y Froment ajustan satisfactoriamente los datos de planta. La variación de los factores de efectividad de las reacciones principales entre 0.6–1 generan un cambio en la conversión de metano entre 78-88%. La deposición de coque incrementa hasta el 80% de la longitud del reactor, luego disminuye debido a que se favorecen las reacciones de remoción de coque. Los estudios de sensibilidad y programación en línea constituyeron herramientas importantes en el modelaje de los reactores catalíticos de reformación de metano con vapor de agua.
Palabras Clave: Reformación de metano, Formación y remoción de coque, Simulación de reformador. E-mail del autor: [email protected]

Gutiérrez Mendoza, Charles Albert. SIMULATION OF REACTORS OF METHANE-STEAM REFORMING. (2004) Trabajo de Grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo, Tutor: Prof. Jorge Sánchez
ABSTRACT The methane-steam reforming is one of the most used industrial processes for the production of hydrogen and carbon monoxide. Nowadays, this process has taken renewed interest, since it would be a feasible route for the production of hydrogen in its use as a not pollutant source of energy. In this work, the effect of the pressure, temperature, and steam/methane ratio on the composition at equilibrium of the produced gas were studied. Also, the composition profiles along a fixed bed catalitic reactor were determined for the methane-steam reforming, using the programs ASPEN PLUS and MATLAB. The processes of reforming were favored at high temperatures, high steam/methane ratio and low pressures, producing a major conversion ot methane, major selectivity of CO and great quantity of hydrogen. Several kinetic expressions for the methane-steam reforming, and the effect of the factor of efficiency of the principal reactions on the global conversion of the steam were studied. The kinetic expressions suggested by Xu y Froment fit satisfactorily the plant data. The variation of the efficiency factor of the principal reactions between 0.6-1 generated a change in the conversion of methane between 78-88%. The coke deposition increases un to 80% of the length of the reactor, then it diminishes due the reactions of removal of coke are favored. The studies of sensibility and in line programming are important tools in the modelling of catalytic reactors for methane-steam reforming.
Key Words: Steam reforming, formation and removal of coke, reformer’s simulation.
Author’s e-mail: [email protected]

AGRADECIMIENTOS
A Dios porque en este camino recorrido nunca me ha abandonado, todo lo ha sabido
dar en su momento adecuado.
A la Universidad del Zulia, mediante la Escuela de Ingeniería Química, como fuente
valiosa de conocimiento ilimitado en la formación de profesionales.
Al grupo de becarios que durante largo tiempo compartimos cursos, talleres y tareas.
Al profesor Jorge Sánchez por su labor multidisciplinaria en la realización de este
trabajo, en la promoción de grupos de investigación y la formación de becarios
académicos.
A los profesores Yadira López, Jorge Alaña, Beatriz Marrufo, Nathalie Márquez, Mario
Urdaneta y Haydee Oliva por las múltiples ayudas y consejos laborales y personales.
Al pequeño grupo de compañeros de promoción de pregrado (Mawill Rodríguez,
Harvey Quintero, Orietta León, Natalia Dominzain, Alex Vielma, Luis Colmenar,
Ninoska Rodríguez, Richard Parra y Marydee Marchan) por estar siempre allí.
Al resto de amigos que soportaron y apoyaron cada una de las etapas de este logro.
A las familias Rodríguez y Aguirre Weffer por todo el apoyo brindado.
A mis padres, quienes obtienen “Un segundo título” de mi parte. Síganse sintiendo
orgullosos.
A Carlos Alberto por mostrarme un mundo de múltiples opciones.

TABLA DE CONTENIDO
Página
RESUMEN…………………………………………………………………………….. ii
ABSTRACT……………………………………………………………………………. iiii
AGRADECIMIENTOS………………………………………………………………... iv
TABLA DE CONTENIDO……………………………………………………………. v
LISTA DE TABLAS…………………………………………………………………… vii
LISTA DE FIGURAS…………………………………………………………………. ix
LISTA DE SÍMBOLOS ……………………………………………………………… xi
INTRODUCCIÓN……………………………………………………………. 1
REVISIÓN BIBLIOGRÁFICA 3
ASPECTOS TERMODINÁMICOS …………………………………… 5
ANALISIS CINÉTICO…………………………………………………. 6
REFORMACIÓN DE HIDROCARBUROS CON VAPOR DE AGUA 15
ECUACIONES PARA EL DISEÑO DE REACTORES FLUJO
PISTÓN ………………………………………………………………….
16
SIMULADORES DE PROCESOS 18
METODOLOGIA 19
ANÁLISIS TERMODINÁMICO DE LA REFORMACIÓN DE
METANO CON VAPOR DE AGUA ………………………………….
19
SIMULACIÓN DE LOS REACTORES DE REFORMACIÓN DE
METANO CON VAPOR DE AGUA…………………………………..
19
SELECCIÓN DE LAS EXPRESIONES CINÉTICAS
EMPLEADAS EN LA REFORMACIÓN DE METANO CON
VAPOR DE AGUA……………………………………………………..
20
REVISIÓN DE LOS MÉTODOS DE SOLUCIÓN DEL SISTEMA
DE ECUACIONES DIFERENCIALES RESULTANTE……………
21
DATOS OPERACIONALES PARA LA SIMULACIÓN DE LOS
REACTORES DE REFORMACIÓN…………………………………
21

SELECCIÓN DEL MODELO TERMODINÁMICO…………………. 23
RESULTADOS Y DISCUSIÓN
ANÁLISIS TERMODINÁMICO DEL PROCESO DE
REFORMACIÓN DE METANO CON VAPOR DE AGUA…………
24
EXPRESIONES CINÉTICAS PARA LA SIMULACIÓN DE LOS
REACTORES CATALÍTICOS DE REFORMACIÓN DE METANO
29
DISEÑO DE REACTORES DE REFORMACIÓN EN
SIMULADORES DE PROCESOS……………………………………
30
PERFILES DE COMPOSICION A LO LARGO DEL REACTOR
OBTENIDOS CON ASPEN PLUS……………………………………
31
PERFILES DE COMPOSICIÓN A LO LARGO DEL REACTOR
OBTENIDOS CON MATLAB………………………………………….
35
OTROS MODELOS CINÉTICOS……………………………………. 36
ESTUDIO DE SENSIBILIDAD PARA LOS FACTORES DE
EFECTIVIDAD…………………………………………………………
37
REACTORES ADIABÁTICOS PARA REFORMACIÓN DE
METANO CON VAPOR DE AGUA…………………………………..
39
LIMITACIONES EN PAQUETES DE SIMULACIÓN………………. 40
CONCLUSIONES…………………………………………………………………….. 41
REFERENCIAS BIBLIOGRÁFICAS………………………………………………... 42
ANEXOS
APÉNDICE A: TEORÍA DE EQUILIBRIO EN REACCIONES
QUÍMICAS……………………………………………………………………..
47
APÉNDICE B: INTRODUCCIÓN DE DATOS EN EL SIMULADOR
ASPEN PLUS………………………………………………………………….
53
APÉNDICE C: INTRODUCCIÓN DE DATOS EN MATLAB……………... 82

LISTA DE TABLAS
Tabla Página
1 Análisis económicos de procesos 4
2 Comparación de las condiciones de operación de dos
tecnologías
para la obtención de gas de síntesis
4
3 Tecnologías para la producción de gas de síntesis a partir de
metano.
4
4 Demanda para H2 (109 m3) 5
5 Condiciones de operación para reformación de metano y
desplazamiento de vapor con gas según Froment.
8
6 Condiciones de operación para craqueo de metano según
Kushinov (1998).
9
7 Condiciones para craqueo de CO2 según Snoeck y Froment
(2000).
11
8 Condiciones para remoción de coque por CO2 según Snoeck y
Froment (2000).
11
9 Condiciones para remoción de coque por H2 según Snoeck y
Froment (2000).
12
10 Condiciones para remoción de coque por H2O según Snoeck y
Froment (2000).
12
11 Condiciones de operación y dimensiones del reactor de
reformación analizados por Rase
22
12 Comparación de los resultados obtenidos por Rase y los datos
de planta
22
13 Composición de la alimentación al reactor de reformación
analizados por Rase
22
14 Comparación del sistema en equilibrio dependiendo de las
reacciones involucradas a 0.2 MPa y H2O/CH4=2 (base igual 1
mol de metano).
27
15 Distribución de productos para condiciones de equilibrio a dos
temperaturas y relación Vapor/metano 1 y 3 a 101.3 kPa
29
16 Resultados globales para la simulación de la reformación de
metano con vapor en sistema de múltiples reactores y
separadores
32

17
Datos comparativos empleados para diseño y evaluación en un
proceso de reformación de metano.
35
18 Resultados obtenidos para la simulación generada por MATLAB. 36
19 Resultados obtenidos por las expresiones cinéticas propuestas
por Martínez
36
20 Variaciones de los factores de efectividad para las reacciones de
reformación y conversión de CO.
37

LISTA DE FIGURAS
Figura Página
1 Esquema de reactores y separadores para la reformación de
metano con vapor de agua
20
2 Energía libre de Gibbs de las reacciones a 101.3 kPa 25
3 Efecto de la temperatura sobre la conversión y selectividad
de CO y CO2 a 1MPa
25
4 Efecto de relación vapor/CH4 en la conversión y selectividad
de CO y CO2 a 1MPa
26
5 Efecto de la presión sobre la composición de salida. 27
6 Efecto del diluyente inerte sobre las composiciones de
equilibrio a 101.3 kPa
28
7 Variación del calor con respecto a la temperatura en el
equilibrio a 101.3 kPa
29
8 Reproducción gráfica para las expresiones cinéticas
propuestas por Xu y Froment (Figura 2) (26)
30
9 Reproducción gráfica para la cinética propuesta por Snoeck y
col. para la remoción de coque con CO2 (Figura 8) (23)
30
10 Reproducción gráfica para la cinética propuesta por Snoeck y
col. para la remoción de carbón con H2 (Figura 10) (23).
30
11 Variación de la conversión de metano y la cantidad de carbón
producido con el número de reactores flujo pistón en serie.
32
12 Perfiles de composición a lo largo del reformador de metano
con vapor de agua.
33
13 Perfil obtenido para la deposición de carbón a lo largo en el
lecho catalítico.
34
14 Variación del calor a lo largo del reformador. 34
15 Perfiles de composición obtenido por MATLAB. 35
16 Variación de la conversión de metano con cambio en el factor
de efectividad de las reacciones 1 y 3 manteniendo la
segunda reacción =1
38
17
Variación de la conversión de metano con cambio en el factor
de efectividad de las reacciones 1 y 3 manteniendo la
segunda reacción =0.6
38

18 Perfiles para las composiciones a lo largo del reactor de
reformación en forma adiabática.
39
19 Perfiles de presión y temperatura a lo largo del reactor de
reformación en forma adiabática.
40

LISTA DE SIMBOLOS
Descripción
A Área transversal del reactor (m2)
Cp Capacidad calorífica (J/mol*K)
dp Diámetro de partícula (m)
dt Diámetro del tubo (m)
f Pérdidas de carga por fricción (adim)
F Flujo molar (mol/h)
G Flujo másico superficial g/m2*s
H Entalpía de reacción (J/mol)
P Presión total (bar)
p Presión parcial (bar)
q(z) Perfil de calor suministrado a lo largo del reactor (J/m2*h)
r Velocidad de reacción (mol/gcat*h)
Re Número de Reynolds (adim)
T Temperatura (K)
us Caudal superficial para el gas (m3/m2*s)
z Longitud del reactor (m)
w Peso de catalizador (gcat)
Coeficiente estequiométrico para un compuesto en una reacción
determinada.
d Cambio o desviación en alguna propiedad termodinámica
Porosidad del lecho catalítico (adim)
Viscosidad de un compuesto (N*s/m2)
Pi 3.1416
Densidad para un compuesto (kg/m3)
Subíndices
i Reacción involucrada.
cat Característico para el catalizador
g Característico para la mezcla gaseosa
j Componente presente en el sistema de reacción

INTRODUCCION
La reformación de metano con vapor de agua es uno de los procesos más
utilizados industrialmente para la producción de hidrógeno. Actualmente este proceso
ha tomado renovado interés, ya que sería una vía factible para la producción de
hidrógeno en su uso como fuente de energía no contaminante.
El estudio a realizar consistió en evaluar termodinámicamente las reacciones
que ocurren en la reformación de metano con vapor de agua, incluyendo las
reacciones de formación y remoción de coque. Se analiza el efecto de la presión,
temperatura, relación vapor/metano y cantidad de diluyente en la alimentación en la
composición de equilibrio. También se lleva a cabo el modelaje de reactores catalíticos
para la reformación de metano con vapor de agua a fin de evaluar los perfiles de
composición y la deposición de coque a lo largo del lecho de reacción. Se evaluó el
efecto de modificar el factor de efectividad ( ) de las reacciones principales sobre la
conversión de metano.
En este trabajo se realizó una revisión de las diferentes expresiones cinéticas
usadas en procesos de reformación de metano con vapor de agua. Se comprobó la
eficacia de algunas de las expresiones cinéticas propuestas por los autores en la
reproducción de los datos experimentales para su determinación. Se realizaron las
simulaciones en reactores adiabáticos y no adiabáticos en el paquete comercial Aspen
Plus, empleando las subrutinas Calculator y Sensitivity para el estudio de diversas
variables.
El sistema de ecuaciones diferenciales obtenidos de los balances de masa,
temperatura y momento, en reactores catalíticos de reformación se resolvió con el
programa MATLAB empleando Runge-Kutta. El calor generado y las propiedades
físicas y de transporte de los compuestos presentes, necesarias para realizar la
programación manual se obtuvieron del programa Aspen Plus.
La simulación se realizó con los datos de Rase (20) de un proceso de
reformación catalítica de metano con vapor de agua. Se seleccionó el método de
Redlich Kwong Soave empleado en procesos de reformación de hidrocarburos. El
manejo de sólidos en el paquete Aspen Plus se realizó al seleccionar la opción
CISOLID.

Este trabajo consta de una primera sección, donde se muestra una revisión
bibliográfica de distintas expresiones cinéticas determinadas por diversos
investigadores. Una siguiente sección metodológica donde se describen los
procedimientos usados en las distintas simulaciones realizadas con los programas
Aspen Plus y MATLAB. Posteriormente se presentan los resultados y discusiones de
los distintos casos estudiados en la reformación catalítica de metano con vapor de
agua.
Finalmente se presentan las conclusiones, referencias bibliográficas y anexos
de las simulaciones de la reformación catalítica de metano con vapor de agua con los
programas Aspen Plus y MATLAB.
REVISIÓN BIBLIOGRÁFICA
Existen diferentes procesos industriales para la producción de hidrógeno, entre
ellos: reformación de hidrocarburos con vapor, oxidación parcial de hidrocarburos,
reformación auto térmica de hidrocarburos y reformación de metano con CO2. En la
Tabla 1 se muestra una comparación económica de los procesos para la producción
de H2. Otras alternativas de producción de H2 son: reactores de membrana,
fotoelectrólisis y fotocatálisis del agua, electrolisis de agua mediante fuerza
hidroeléctrica, pirólisis de metano, entre otras. De estos procesos, el más estudiado es
la reformación de metano con vapor debido a su amplio uso industrial, producto de sus
múltiples ventajas y principalmente, por la reducción en la cantidad de productos
contaminantes, con tecnología madura y que produce un alto rendimiento de H2 por
mol de metano.
La producción limpia de hidrógeno es un aspecto importante a tener en cuenta
dentro del lanzamiento de este gas como fuente energética de futuro. Más del 98% del
transporte por carretera depende del petróleo, por tanto, el objetivo es lograr una
diversificación de las fuentes de energía que permita una reducción de las emisiones
contaminantes y del efecto invernadero.
Goff y col (10) analizaron los factores a considerar para seleccionar la
reformación con vapor o la oxidación parcial como vías para la obtención del gas de
síntesis. Estos autores presentaron los valores típicos de las variables principales de
estos procesos: temperatura del reformador, presión, relación vapor carbono y pureza
del producto entre otras. Estos valores se muestran en la Tabla 2.
Puskas (19) realizó una revisión y comparación de las tecnologías existentes
para obtener un mayor rendimiento en los procesos de reformación para la producción
de gas de síntesis, así como también de otros procesos convencionales (oxidación
parcial, refor-mación con CO2), presentando las ventajas y desventajas de estos
procesos. Las reacciones que ocurren en estos procesos y la relación H2/CO se
presentan en la Tabla 3.

Tabla 1: Análisis económicos de procesos
Reformación de metano
Oxidación Parcial
Gasificación de carbón
Costo de la alimentación ($/J)
4325.5 3932.15 1561.4
Costo de Capital (106 $)
74 125 496
Costo del producto ($/kmol)
3.00 3.55 12.21
Tabla 2: Comparación de las condiciones de operación de dos tecnologías
para la obtención de gas de síntesis. Reformación de metano Oxidación Parcial
Temperatura efluente (ºC) 840-900 925-980
Presión (kPa) 1.480-1.830 Requerimientos
Relación Vapor/Carbòn 2.0 1.5
Relación H2/CO 3.0 1.65
Tabla 3: Tecnologías para la producción de gas de síntesis a partir de metano.
Reformación con vapor Oxidación Parcial Reformación con CO2
Reacciones CH4+H2O↔CO+3H2
CO+H2O↔CO2+H2
CH4↔C+2H2
C+H2O↔CO+H2
CH4+ O2↔CO2+2H2
CH4+2O2↔CO2+2H2O
CH4+1.5O2↔CO+2H2O
CH4+CO2↔2CO+2H2
CH4↔C+2H2
C+CO2↔2CO
Relaciòn H2/CO >3 <1 <2
En las plantas para la producción de amoníaco y metanol se utilizan unidades
para la producción de H2, que es la materia prima para la obtención de estos
productos.
3H2+N2↔2NH3 2H2+CO↔CH3OH
Magee y Geoffrey (14) analizaron algunas de las características que deben
tomarse en cuenta para el diseño de procesos de producción de hidrógeno en
refinerías. En este trabajo se emplearon catalizadores en base a níquel operando a
altas temperaturas, con etapas de desulfuración antes de la reformación, pues el Ni es
muy sensible al envenenamiento con azufre. La descomposición del metano para

formar carbón debe controlarse mediante la adición del vapor de agua, gasificando el
carbón a CO y CO2. La reacción de desplazamiento de gas con vapor de agua ayuda
a la conversión de CO a CO2, produciendo además mayores cantidades de H2.
Armor (2) considera que en el futuro habrá una mayor necesidad de producción
de H2, ya que este puede utilizarse como combustible para reducir las emisiones de
NOX, CO y CO2 en la combustión de hidrocarburos fósiles. La demanda de H2 en la
industria se observa en la Tabla 4.
Venezuela como país productor de petróleo, posee un gran potencial de gas
natural, cuya composición aproximada es 82% metano, 10% etano, 3.7% propano,
0.2% de CO2 y el restante de trazas de hidrocarburos más pesados. Nuestro país
debería aprovechar esta potencialidad para ubicarse en el mercado internacional como
un país productor de H2. Tabla 4: Demanda para H2 (109 m3)
Mercado 1994 2000
Procesamiento de químicos 2.32 3.62
Electrónicos 0.25 0.42
Procesamiento de alimentos 0.11 0.14
Manufacturación de metales 0.08 0.11
Otros mercados 0.37 0.48
Total 3.13 4.77
Aspectos Termodinámicos
Dibbern y col. (7) estudiaron el efecto de las relaciones H2/CO, H2O/CH4,
CO2/CH4, en la reformación de metano, a 600 kPa y 900ºC. Estos investigadores
demostraron que una baja relación H2/CO (1.6 – 1.9) ayuda a mantener un buen
control de la formación de carbón, favorecido por la pasivación del catalizador con
azufre.
Hossain (11) encontró que la reacción de reformación de metano se ve
favorecida con incrementos en la temperatura, mientras que la reacción de
desplazamiento de gas con vapor de agua decrece rápidamente con estos
incrementos, provocando un aumento rápido de la concentración de CO como
producto secundario. Este autor, también muestra que una disminución en la relación

metano/vapor afecta favorablemente la reacción de reformación y la reacción de
desplazamiento, disminuyendo la cantidad de CO en el sistema. Este estudio fue
realizado a relaciones de metano/vapor de 0.1 a 6, presiones de 10 a 200 kPa y
temperaturas de 200 a 800ºC como límites, para obtener las mejores condiciones de
operación en los procesos de reformación.
Análisis cinético
Allen y col (1) estudiaron la reformación de metano sobre catalizadores de
níquel entre 400-700ºC con relación vapor/metano de 3:1 a niveles de presión entre
100-1800 kPa. Obtuvieron expresiones cinéticas basadas en que la etapa controlante
es la desorción de los productos, principalmente monóxido de carbono. También
encontraron que a temperaturas entre 400-600ºC, la velocidad de reacción es inhibida
por la presencia de hidrógeno.
2
4
H
CH
PPkr =
Este efecto desaparece cuando la temperatura es igual o mayor a 700ºC. La
expresión cinética resultante sobre los 700ºC, basado en la reacción superficial entre
átomos de oxígeno quimisorbidos y radicales CH2:
COHCH
CH
bPPaPkPr
++=
24
4
/1
Rostrup – Nielsen (22), encontró que existen diferentes comportamientos en los
procesos de reformación con vapor de naftas y de gas natural, principalmente en
cuanto a la formación de carbón. La siguiente expresión cinética en la reformación de
nafta con vapor de agua fue propuesta por esta investigación:
2
2
22
22
24
4
1 ⎟⎟⎠
⎞⎜⎜⎝
⎛++
=
H
OHOH
OHOHr
HCHA
CHA
PPK
pKkpPk
Pkr
donde kA es la constante de adsorción para el hidrocarburo y kr es la constante
irreversible para la etapa de gasificación.
Este autor propuso la siguiente ecuación para el cálculo del tiempo de
residencia del hidrocarburo para prevenir la formación de carbón sobre la superficie
del catalizador:
ατ 22
4
24 H
OH
CH
OHrH
ACH P
PP
Kkkk ⋅=
siendo kH la constante de hidrocraqueo del metano sobre la superficie del
níquel y una constante no predecible por el modelo.
Van Hook (26) realizó una revisión de las expresiones cinéticas para
reformación de metano con vapor en un amplio rango de temperatura (260-920ºC) y
de presión (0.01-50 atm). En este trabajo reporta que Atroschenko y col. estudiaron la
reformación de gas natural con vapor de agua en un reactor integral operando a 200-
600 kPa, 600 – 748 ºC y relación vapor/gas de 2.0 en un catalizador en base a Ni,
obteniéndose la siguiente expresión cinética
⎟⎟⎠
⎞⎜⎜⎝
⎛−=
OHCH
HCO
H
CH
PKpPPP
PPkr
24
32
2
4 1
Karim y Metwally (12) consideraron un esquema de reacción para el proceso
de reformación de metano con 14 especies químicas y 32 reacciones elementales. El
estudio se realizó en un rango de temperatura entre 1127-2727 ºC, un rango de
presión de 0.5-10 atm y relaciones de vapor/metano de 1.0-5.0. Obtuvieron que las
reacciones no son sensibles a los cambios en la presión, pero si a los cambios en la
relación vapor/metano. En el estudio se plantea que en las etapas iniciales de las
reacciones, el metano se descompone rápidamente mientras que la desaparición del
vapor es un poco lenta. También encontraron que al aumentar la temperatura se
incrementa la producción de H2, CO y CO2.
De Deken y col (4) estudiaron la cinética intrínseca en reactores tubulares de la
reformación catalítica de gas natural con vapor en un rango de temperatura entre 550-
680ºC y un rango de presión entre 5-15 bar. El reformador tubular fue simulado en
base a las ecuaciones de continuidad, energía y momento utilizando modelos
heterogéneos de una y dos dimensiones. Los datos experimentales se obtuvieron en
un catalizador comercial de Ni(12%)/ -Al2O3.

Xu y Froment (28) presentaron expresiones cinéticas para la reformación de
metano y desplazamiento de vapor con gas. También muestran una expresión para
reformación de metano con vapor de agua dependiente de las reacciones anteriores.
Este estudio se basó en la determinación experimental de ecuaciones de velocidad de
reacción intrínseca empleando catalizadores de Ni/MgAl2O4. El equipo experimental
empleado consistía de un precalentador seguido de un reactor tubular, conteniendo un
catalizador 15.2% níquel soportado sobre alúmina y magnesio. Se realizaron
variaciones en el tiempo espacial (W/FºCH4), relación H2/CH4, temperatura y presión en
la alimentación. En el mecanismo se supone que no hay deposición de carbón en la
zona de reacción. Las condiciones de operación se muestran en la Tabla 5.
Tabla 5: Condiciones de operación para reformación de metano y desplazamiento
de vapor con gas según Xu y Froment. Diámetro interno reactor (m) 0.0107 Relación H2O/CH4 3-5
Longitud de reacción (m) 0.1 Relación H2/CH4 1.25
Rango de Temperaturas de entrada (K) 773-848 W(g cat)/CH4 0.4
Presión entrada (bar) 5-15
CH4 + H2O ↔ CO + 3 H2
2
2
224422
5.22
1
32
241
1
1 ⎟⎠⎞⎜⎝
⎛ ++++
⎟⎟⎠
⎞⎜⎜⎝
⎛−
=
H
OHOHCHCHHHCOCOH
COHOHCH
pPKPKPKpKp
Keqpp
ppk
r
CO + H2O ↔ CO2 + H2
2
2
2244222
2
2222
2
1 ⎟⎠⎞⎜⎝
⎛ ++++
⎟⎟⎠
⎞⎜⎜⎝
⎛−
=
H
OHOHCHCHHHCOCOH
COHOHCO
ppKpKpKpKp
Keqpp
ppkr
CH4 + 2H2O ↔ CO2 + 4 H2
2
2
224422
5.32
3
24
22243
3
1 ⎟⎠⎞⎜⎝
⎛ ++++
⎟⎟⎠
⎞⎜⎜⎝
⎛−
=
H
OHOHCHCHHHCOCOH
COHHCH
ppKpKpKpKp
Keqpp
ppk
r
⎟⎟⎠
⎞⎜⎜⎝
⎛−=
RTk
315
110*1.240exp10*255.4 ⎟⎟⎠
⎞⎜⎜⎝
⎛= −
RTKCO
35 10*65.70exp10*23.8
⎟⎟⎠
⎞⎜⎜⎝
⎛= −
RTK H
39
210*9.82exp10*12.6

⎟⎟⎠
⎞⎜⎜⎝
⎛= −
RTK CH
34
410*28.38exp10*65.6
⎟⎟⎠
⎞⎜⎜⎝
⎛−=
RTK OH
35
210*68.88exp10*77.1 ⎟⎟⎠
⎞⎜⎜⎝
⎛−=
RTk
36
210*13.67exp10*955.1
⎟⎟⎠
⎞⎜⎜⎝
⎛−=
RTk
315
310*9.243exp10*02.1
Kuvshinov y col (13) muestran el efecto del craqueo de metano por medio de la
reacción CH4↔C(s)+2H2 la cual conduce a la formación de filamentos de carbón en
catalizadores que contienen níquel. Se realizaron dos procedimientos experimentales
para la determinación de la velocidad de deposición de carbón, una corrida con
metano puro y otra con un gas 85% metano y 15% hidrógeno. Los experimentos se
realizaron en un micro reactor con mezclado ideal. Las condiciones de operación del
sistema son las mostradas en la Tabla 6.
Tabla 6: Condiciones de operación para craqueo de metano según Kushinov y col.
Temperatura entrada (ºC) 530-590 Presión entrada (bar) 1.0325
Composición entrada CH4 H2
0.85 – 1 0 – 0.15
Composición níquel < 30%
Los resultados obtenidos arrojan el siguiente comportamiento cinético:
( )75.02
4
22
44
max1 HH
HCH
pK
Keqppk
r+
⎟⎟⎠⎞
⎜⎜⎝⎛ −
=
⎟⎠⎞⎜
⎝⎛−=
RTk 97000exp10*833.2 8
4 ⎟⎠⎞⎜
⎝⎛−=
RTKeq 91200exp10*088.5 7
4
⎟⎠⎞⎜
⎝⎛= −
RTK H
1083000exp10*883.9 9 ⎟⎠⎞⎜
⎝⎛= −
RTk 99270exp10*73.2 13
max
Dicks y col. (8) realizaron un estudio de la reformación de metano en presencia
de vapor de agua sobre un catalizador de níquel. Este estudio se llevó a cabo en un
reactor tubular a temperaturas de 700-1000ºC, presión parcial de metano de 2-40 kPa,
presión parcial de hidrogeno de 2-40 kPa y de vapor de agua de 10-70 kPa, a presión
atmosférica. La cinética obtenida fue de primer orden en metano, con efectos positivos
en cuanto al hidrógeno y un efecto fuertemente negativo con respecto al vapor de
agua. Utilizando la isoterma de adsorción de Langmuir, obtuvieron la siguiente
expresión cinética:

n
HOHTSHTH
CHT
PPKPK
Pkr
⎟⎠⎞⎜⎝
⎛ ++=
22)(2
1
2)(
4)(
/1
Donde n representa el número de sitios activos requeridos para la adsorción de
metano. Encontraron que para n=2, la ecuación da un buen ajuste para un gran rango
de valores de energías de activación
Peters y col. (18) obtuvieron ecuaciones cinéticas para las reacciones de
reformación de metano con vapor de H2O y la oxidación parcial de CH4, las cuales
ocurren simultáneamente. El estudio se basa en el análisis del efecto del CO2 sobre la
actividad en un catalizador de Ni/zirconio, que bloquea los sitios activos; de igual
forma, analizó el efecto de la temperatura sobre la producción de hidrógeno. La
expresión cinética, acorde a los sistemas de Langmuir-Hinselwood, obtenida para
estos autores fue la siguiente:
( )2222244
2244
1 COCOOHOHCHCH
OHOHCHCH
PKPKPKPKpkKr+++
=
Snoeck y col (25) establecieron un modelo riguroso para la formación de
filamentos de carbón debido a la reacción de Boudouard y su gasificación por efecto
de hidrógeno o vapor sobre un catalizador de níquel. Los experimentos se realizaron
en un rango de temperatura entre 500-575ºC y rangos industriales de presión. En las
Tabla 7-10 se muestran las condiciones a las cuales se realizaron los diferentes
experimentos para cada una de las reacciones. Estos autores obtuvieron las
siguientes expresiones cinéticas para la formación de carbón por la reacción de
Boudouard y tres expresiones para la gasificación de carbón con dióxido de carbono,
hidrógeno y vapor de agua.
Tabla 7: Condiciones para craqueo de CO2 según Snoeck y col.
Temperatura entrada (ºC) 525 Presión parcial de CO (bar) 0.3 – 5
Presión parcial de CO2 (bar) 0 – 30 Composición níquel 16%
2
1
2
215
5
1 ⎟⎟⎠
⎞⎜⎜⎝
⎛++
⎟⎟⎠
⎞⎜⎜⎝
⎛−
=
COoCO
COCOCO
CO
COCOCO
KKpp
pK
Kbpp
pKkr

⎟⎠⎞⎜
⎝⎛−=
RTk 108379exp267328205 ⎟
⎠⎞⎜
⎝⎛= −
RTK CO
92543exp10*0245.1 61
⎟⎠⎞⎜
⎝⎛⎟
⎠⎞⎜
⎝⎛−=
RTRKb 162483exp44.170exp ⎟
⎠⎞⎜
⎝⎛−=
RTKO
89805exp30190322
Tabla 8: Condiciones para remoción de coque por CO2 según Snoeck y col.
Temperatura entrada (ºC) 550 Presión parcial de CO2 (bar) 1 – 8
Presión parcial de CO (bar) 0.02 – 0.7 Composición níquel 16%
2
21
221
8
26
6
1 ⎟⎟⎠
⎞⎜⎜⎝
⎛++
⎟⎟⎠
⎞⎜⎜⎝
⎛−
=
COCOo
COCOCOCOo
CO
CO
CO
CO
pKKp
pKKK
Kp
pp
kr
⎟⎠⎞⎜
⎝⎛−=
RTk 243835exp10*82.4 15
6 ⎟⎠⎞⎜
⎝⎛−⎟
⎠⎞⎜
⎝⎛=
RTRK CO
148550exp7.157exp8
⎟⎠⎞⎜
⎝⎛−=
RTK O
104085exp10*81.2 71 ⎟
⎠⎞⎜
⎝⎛= −
RTK CO
100395exp10*34.7 62
Tabla 9: Condiciones para remoción de coque por H2 según Snoeck y col.
Temperatura entrada (ºC) 550 Presión parcial de H2 (bar) 0.25 – 6
Presión parcial de CH4 (bar) 0 – 20 Composición níquel 16%
2
442
5.12
1
4227
7
1 ⎟⎟⎠
⎞⎜⎜⎝
⎛++
⎟⎟⎠
⎞⎜⎜⎝
⎛−
=
CHCHH
H
CHH
pKKr
pKr
Kp
pkr
⎟⎠⎞⎜
⎝⎛−=
RTk 159736exp10*52.2 9
7 ⎟⎠⎞⎜
⎝⎛⎟
⎠⎞⎜
⎝⎛−=
RTRK H
132830exp1.154exp1
⎟⎠⎞⎜
⎝⎛−=
RTKr 191555exp10*45.7 11 58.342 =CHK
Tabla 10: Condiciones para remoción de coque por H2O según Snoeck y col.
Temperatura entrada (ºC) 550 Presión parcial de H2O (bar) 1 – 8
Presión parcial de CO y H2 0.15 – 0.5 Composición níquel 16%

(bar)
2
22
22443
5.12
212
2
2
9
1
422
8
8
11
1
⎟⎟⎠
⎞⎜⎜⎝
⎛++++
⎟⎟⎠
⎞⎜⎜⎝
⎛−−⎟⎟⎠
⎞⎜⎜⎝
⎛−
=
HO
OHCOCOCHCH
H
OH
CO
H
OH
OH
CHH
pKp
PKpKrK
p
Kp
pp
Kk
Kp
prK
k
r
⎟⎠⎞⎜
⎝⎛−=
RTk 153828exp10*07.1 9
8 ⎟⎠⎞⎜
⎝⎛−=
RTK r
216145exp10*83.1 131
⎟⎠⎞⎜
⎝⎛ −=
RTk 166397exp10*2 10
9 ⎟⎠⎞⎜
⎝⎛= −
RTK O
97771exp10*73.4 62
⎟⎠⎞⎜
⎝⎛−⎟
⎠⎞⎜
⎝⎛=
RTRK OH
125916exp7.136exp21 49.343 =CHK
Las expresiones para K1H y K2CO, están definidas en expresiones anteriores.
Aver y col. (3) desarrollaron modelos de simulación de reactores catalíticos
para la reformación con vapor y oxidación de metano en presencia de vapor de agua,
a condiciones óptimas de operación para la producción de hidrógeno. El calor
necesario para la reformación es suministrado por la oxidación de metano.
CH4 + 2O2 → CO2 +
2H2O ( )22241
22411
11
OCH
OCH
PKPK
PKPKkr
++=
CH4 + H2O → CO + 3H2 2
2
22
12
423
2
242
1
2
⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎠⎞⎜⎝
⎛+⎟⎟⎠
⎞⎜⎜⎝
⎛+
=
H
OHB
H
CHAH
OHCHBA
PPK
PPKP
PPKKkr
CH4 + 2H2O → CO2 +
4H2
2
2
224422
27
2
3
422
243
13
⎟⎠⎞⎜
⎝⎛
⎟⎠⎞⎜⎝
⎛++++
⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎟⎠⎞
⎜⎜⎝⎛−
=
H
OHOHCHCHHHCOCOH
HCOOHCH
PPKPKPKPKP
KPPPPk
r
CO + H2O → CO2 + H2
2
2
2244222
4
2224
14
⎟⎠⎞⎜
⎝⎛
⎟⎠⎞⎜⎝
⎛++++
⎟⎠⎞⎜
⎝⎛ ⎟⎠
⎞⎜⎝⎛−
=
H
OHOHCHCHHHCOCOH
HCOOHCO
PPKPKPKPKP
KPPPPk
r

CH4 → C + 2H2
( )nHH
HCH
PK
KPPk
r5.0
2
22
45
1
55
+
⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎟⎠⎞
⎜⎜⎝⎛−
=
Las ecuaciones de diseño correspondientes a los balances de masa, energía y
momento, se resolvieron empleando la técnica de Gauss-Newton del programa
MATLAB® basado en un método de ecuaciones diferenciales no lineales simultáneas
(resolución ODE rígido y no rígido). Los perfiles de concentración y temperatura se
obtuvieron a lo largo del reactor, y se evidenció un mayor consumo de metano debido
a la reacción de oxidación. A relaciones de H2O/CH4=3, se obtuvieron rendimientos
cercanos a los teóricos para la producción de hidrógeno.
Martínez y col (15) realizaron un estudio cinético de la reformación de metano
con vapor de agua en un catalizador de Ni/Al2O3. Se estudiaron 15 ecuaciones
cinéticas para la reformación de metano a diferentes temperaturas de reacción y
composiciones de la mezcla. Los datos se correlacionaron por mínimos cuadrados,
minimizando el error cuadrático en las diferencias entre las conversiones calculadas y
las experimentales. Después de la aplicación de las pruebas estadísticas a los datos,
se obtuvieron las ecuaciones que representaban con mayor fiabilidad los datos
experimentales: una ecuación potencial con ordenes aparentes de la reacción de 1,
0.6 y -1 para metano, agua e hidrógeno respectivamente y un factor dependiente de la
aproximación al equilibrio.
⎟⎟⎠
⎞⎜⎜⎝
⎛−=
OHCH
HCOOHCH ppKE
pppkpr
24
32
24 *11 ⎟⎟⎠
⎞⎜⎜⎝
⎛−=
OHCH
HCObH
aOHCH ppKE
ppppkpr
24
32
224 *11
Pacheco y col (16) desarrollaron un modelo matemático en el simulador Aspen
Plus®, empleando el algoritmo de programación Cuadrática Secuencial (SQP) para
ajustar con datos experimentales los parámetros de las expresiones cinéticas de las
diferentes reacciones que ocurren en la reformación autotérmica. Estos autores
utilizaron para la reformación autotérmica de hidrocarburos líquidos, expresiones
cinéticas del tipo Langmuir-Hinshelwood/Hougen Watson para tener en cuenta el
efecto de la adsorción de los reactantes y productos en los sitios activos del
catalizador. Los modelos fueron programados en lenguaje fortran, el cual es
compatible con Aspen Plus®. Se presentaron desviaciones en el rendimiento de
hidrógeno y distribución de productos con una desviación relativa de ± 15% en un

rango de temperatura entre 600-800ºC y velocidades espaciales entre 15 – 150000 s-1,
siendo capaz de reproducir adecuadamente la distribución de productos.
Hace mas de 50 años (31), se iniciaron los estudios de la reformación de
hidrocarburos. Desde entonces, se han considerado diversos aspectos del proceso,
como: a) Efecto de las condiciones de operación b) Mecanismos de formación de
radicales libres c) Estudios cinéticos d) Remoción y control de compuestos que
envenenan al sistema, etc.
El uso de simuladores de procesos como Aspen Plus®, PRO II con Provision®,
entre otros, con la adición a los mismos de programas desarrollados por el usuario,
podría constituir una buena herramienta para la reproducción adecuada de datos de
planta en un sistema estacionario, lo cual permitiría realizar un análisis más completo
con un menor número de limitaciones respecto a efectos difusionales de transferencia
de masa y calor, entre otras.
Reformación de hidrocarburos con vapor de agua
En la reformación con vapor de agua de gas natural (principalmente CH4) o de
fracciones del crudo tales como nafta o gasoleo liviano se forma una mezcla de
hidrógeno, CO y CO2.
CnH2n+2 + n H2O → n CO + (2n+1) H2
CO + H2O → CO2 + H2
La reformación de hidrocarburos con vapor de H2O tiene las siguientes
aplicaciones:
1. La conversión de nafta a gas natural, por ejemplo, a un gas con alto
contenido de metano.
2. La conversión de nafta a una mezcla de CH4, CO e H2 con un dado poder
calorífico que puede ser ajustado mediante la reacción de metanación.
CO + 3 H2 → CH4 + H2O
3. La conversión de una nafta o un gas natural en un proceso de varias etapas
a una mezcla de N2 e H2 para la síntesis de amoníaco.

4. La producción de una mezcla de CO e H2 para la síntesis de metanol u
otros compuestos oxigenados.
5. La producción de H2 con CO.
Independientemente de la condición inicial del hidrocarburo alimentado, el
metano es el único hidrocarburo que se encuentra en cantidades significantes en el
producto, por lo tanto la química global del proceso se puede representar como:
CmH2m+2 + (n-1)/2 H2O → (3n+1)/4 CH4 + (n-1)/4 CO2
CH4 + H2O → CO + 3 H2 (1)
CO + H2O → CO2 + H2 (2)
Otra reacción dependiente de las reacciones anteriores es la siguiente:
CH4 + 2 H2O → CO2 + 4 H2 (3)
Simultáneamente a estas reacciones también ocurren reacciones de formación
y remoción de carbón o coque.
Formación de coque
CH4 ↔ C(s) + 2H2 (4)
2CO ↔ C(s) + CO2 (5)
Remoción del coque
C(s) + CO2 ↔ 2CO (6)
C(s) + 2H2 ↔ CH4 (7)
C(s) + H2O ↔ CO + H2 (8)
Ecuaciones para el diseño de reactores flujo pistón
El establecimiento de modelos matemáticos para el diseño de reactores
catalíticos ha permitido obtener aproximaciones a los sistemas industriales. Las
limitaciones de estos modelos radican en el difícil manejo de las ecuaciones
diferenciales, lo cual hace necesaria la simplificación de estos sistemas, mediante la
formulación de suposiciones difíciles de validar en algunos casos. Algunas
restricciones a los modelos se basan en obviar los efectos difusionales de
transferencia de masa y calor, diseño de un modelo bidimensional, empleo de
correlaciones empíricas, entre otras.

Si la reacción se lleva a cabo a condiciones no isotérmicas y no adiabáticas
tenemos que resolver simultáneamente las ecuaciones diferenciales que se obtienen
de los balances de materiales, de energía y de momento para reactores de lecho fijo.
Estas ecuaciones son las expresiones básicas para el modelaje de reactores
asumiendo que el gradiente de temperatura y concentración ocurre sólo en dirección
axial, llevándose a cabo en un reactor cilíndrico (23).
Balances de masa
4
2t
iiij
j dr
dzdF π
α ⎟⎠⎞⎜
⎝⎛= ∑
(a)
Balance de energía
( ) ⎥⎦
⎤⎢⎣
⎡Δ−+= ∑
∑=
iii
ttzn
jjj
rHd
dqCpFdz
dT4
1 2
1
ππ
(b)
Balance de momento:
p
sg
du
fdzdp 2ρ
=− (c)
( ) ( )⎥⎦⎤
⎢⎣⎡ −+−=
Re115075.11
3
εε
εf (d)
⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢
⎣
⎡
⎟⎠⎞⎜
⎝⎛
⎟⎠⎞⎜
⎝⎛ −
++=2
2
21073.038.0
p
p
ddt
ddt
ε
(e)
El cálculo de se realizará en función de las características del catalizador
correspondientes al tamaño de partícula. Sin embargo, cuando se presenta un
catalizador con una forma geométrica estándar (Ej: Anillos Rasching, etc) no es
necesario realizar estos cálculos ya que este valor de se encuentra reportado en la
literatura (22).
Algunos factores para el balance de momento se calcularán mediante, (21):
ρGus =
AFG =
4
2tdA π=
La velocidad de reacción ri en forma general viene dada por:
∏=i
ijjCkiri α (f)
RTP
F
FC n
jj
jj *
1∑
=
= (g)
Las limitaciones intrapartícula serán expresadas en términos del factor de
efectividad mediante la ecuación (9):
( )AsA rr −⋅=− η (h)
Simuladores de procesos
Existen en el mercado una cantidad variada de simuladores de procesos
diseñados para realizar estudios de plantas petroquímicas en forma estática o
dinámica. Estos simuladores poseen interfases gráficas interactivas que permiten
reproducir diagramas de flujo de procesos, además de la creación de reportes, análisis
de resultados, etc.
Alguno de los simuladores comerciales de mayor uso en la industria
petroquímica son: Pro II con Provision, HYSYS Process, Aspen Plus
El uso de todos estos programas implica la selección de modelos
termodinámicos, suministrar las condiciones de operación propias de cada equipo
como presión, temperatura y composiciones entre otras características.
Existen otros paquetes de manejo matricial de ecuaciones mediante la
aplicación de métodos numéricos como MATLAB, el cual permite la inclusión de
todas las ecuaciones (cálculo de propiedades físicas y de transporte, ecuaciones de
los balances de materia, energía y momento) para el diseño y dimensionamiento de
los equipos a evaluar. El programa posee metodologías internas para la reducción de
errores y convergencia mediante iteraciones con métodos convencionales de cálculos,
Newton Rahpsón, Runge Kutta, Jacobiano, entre otros.

METODOLOGÍA
Análisis termodinámico de la reformación de metano con vapor de agua.
En los procesos de reformación de metano con vapor de agua es conveniente
estudiar el efecto sobre la composición del gas producido a condiciones de equilibrio,
con respecto a cambios de las variables de operación: presión, temperatura, relación
H2O/metano y cantidad de diluyente en la corriente de proceso.
El estudio a condiciones de equilibrio se realizó tomando como base los datos
en el simulador Aspen Plus, para el cálculo de las constantes de equilibrio. La mayoría
de los estudios de este proceso se basan exclusivamente en las reacciones de
reformación de metano con vapor de agua y desplazamiento de vapor de agua con
gas.
El estudio termodinámico se realizó para determinar la distribución de
productos a presiones en el rango de 1 – 3 MPa, temperatura entre 800 – 850ºC y la
relaciones vapor/metano entre 2.5 – 4.
Simulación de los reactores de reformación de metano con vapor de agua.
Los reactores de reformación de metano con vapor de agua, se simularon por
dos métodos. El primero de estos se realizó con base al diseño y selección de equipos
mediante el paquete comercial de simulación Aspen Plus para procesos
petroquímicos. El segundo método se realizó con la programación manual en el
programa MATLAB, del sistema de ecuaciones diferenciales de los distintos balances
y las ecuaciones adicionales, entre ellas, las expresiones cinéticas.
El programa MATLAB también se utilizó como herramienta para verificar la
reproducción de datos experimentales, con algunas expresiones cinéticas reportadas
en la literatura. Esta etapa implica verificar las cinéticas de las reacciones de
reformación, conversión de CO, formación y remoción de coque. (con los datos
obtenidos isotérmicamente en esos trabajos)
El uso del programa Aspen Plus en el análisis de los perfiles de composición,
presión y temperatura, se llevó a cabo dividiendo el reactor catalítico en varios

reactores de igual tamaño, a fin de poder evaluar la deposición de coque a lo largo del
reactor. En esta simulación se utilizaron los siguientes métodos de convergencia:
WEGSTEIN para las corrientes y bloques de procesos en las distintas simulaciones;
SECANT y BROYDEN para las variables simples y múltiples especificadas por el
usuario (29).
1
2
4
5
3 6
7
8
10
9
11
13
12
PISTON1
PISTON2
SEPAR1SEPAR2 SEPAR3 SEPAR4
PISTON3
PISTON4
Figura 1: Esquema de reactores y separadores para la reformación de metano con vapor de
agua
Selección de las expresiones cinéticas empleadas en la reformación de metano con vapor de agua.
Las reacciones empleadas para el modelaje de los reactores se basan en las
expresiones cinéticas sugeridas por distintos autores: para las reacciones (1), (2) y (3)
se utilizaron las expresiones de Xu y Froment (28), para la reacción (4) la expresión
cinética de Kuvshinov y col (13) y para las reacciones (5), (6), (7) y (8) las expresiones
cinéticas de Snoeck y col (25). La selección de estas expresiones cinéticas se basó en
que han sido utilizadas en trabajos recientes (16), por ser expresiones cinéticas
propuestas recientemente (13, 25) y por la cantidad de datos experimentales que
suministran los autores en su determinación.
Revisión de los métodos de solución del sistema de ecuaciones diferenciales resultante.
El sistema de ecuaciones diferenciales obtenidos en los balances de masa,
momento y calor involucra las siguientes variables dependientes: flujo de
componentes, presión y temperatura. La variable independiente es la longitud del
reactor.
En la resolución de este sistema de ecuaciones diferenciales con el programa
MATLAB se utilizó el comando ode23s (30), el cual es recomendado para este tipo de
sistemas de ecuaciones diferenciales. Estas ecuaciones están programadas
manualmente, y se emplea el método de Runge Kutta de cuarto orden para resolver el
sistema de ecuaciones diferenciales.
Datos operacionales para la simulación de los reactores de reformación.
En la simulación de los reactores catalíticos de lecho fijo para la reformación de
metano con vapor de agua, se tomó como caso base los datos de planta para la
reformación de metano (Caso 111) presentados por Rase (20). Las condiciones de
entrada al reformador así como los resultados obtenidos por el autor comparados con
los datos de planta, se muestran en las tablas 11, 12 y 13. En las simulaciones se
consideró que el reactor estaba constituido por un solo tubo, con las dimensiones
indicadas en la Tabla 11.
Tal como se mencionó anteriormente, el reactor se dividió en varios reactores
en serie de igual longitud, equivalentes a los 12.2 m del reactor simulado por Rase. Se
realizaron cálculos con 2, 3, 4, 5 y 6 reactores en serie. El flujo de alimentación al
reactor se determinó multiplicando el flujo másico superficial (ver Tabla 11) por el área
transversal interna de un tubo.
En las simulaciones con Aspen Plus, después de cada reactor la mezcla gas-
sólido producido se separa en dos corrientes: la corriente gaseosa se envía al reactor
siguiente y la corriente sólida representa la cantidad de coque formada en ese reactor
(ver figura 1). Las composiciones de metano utilizadas para calcular la conversión son
las determinadas a la salida del último reactor.
Tabla 11: Condiciones de operación y dimensiones del reactor de reformación analizados por Rase
Longitud de los tubos (m) 12.19 Flujo másico superficial (kg/m2*h) 26736.17
Diámetro interno del tubo (m) 0.127 Temperatura entrada (K) 637.04
Presión entrada (bar) 14.49 Temperatura salida (K) 1066.5
Presión de salida (atm) 12.36 Relación vapor de agua/metano 6.55
Tabla 12:Comparación de los resultados obtenidos por Rase y los datos de planta
Data de Planta Calculado
Presión da salida (atm) 12.36 12.36
Conversión carbón alimentado(%) 91.7 90.7
Nº de tubos 260 226
Flujo másico superficial (kg/s*m2) 7.43 8.39
Flujo de calor promedio (Watts) 260867 260867
Tabla 13: Composición de la alimentación al reactor de reformación analizados por Rase (20).
Agua 84.07%
Hidrógeno 1.56%
Metano 12.83%
Etano 0.61%
Propano 0.27%
n-butano 0.07%
Nitrógeno 0.58%
El método de diseño de Rase (20), basado en las técnicas de equilibrio y
aproximación del equilibrio, se llevó a cabo programando las ecuaciones descritas por
el autor en la subrutina Calculador del simulador Aspen Plus. Esto permitió calcular la
caída de presión, la composición del gas de salida y el número de tubos del reactor.
En estas simulaciones sólo se utilizaron las reacciones (1) y (2).
También se analizó el estudio del efecto sobre la conversión de metano de la
variación del factor de efectividad ( ) en las reacciones de reformación de metano (1)
y (3) y de la conversión de CO (2). Este estudio se llevó a cabo mediante un análisis
de sensibilidad de estas variables en el simulador Aspen Plus.
Finalmente, se realizaron otras simulaciones considerando la reacciones (1) y
(2), al variar la cinética de la reacción (1), a fin de estudiar el efecto sobre la
conversión y calor necesario para la reformación de metano con vapor de agua. Las
expresiones cinéticas empleadas para estas simulaciones fueron las recomendadas
por Martínez y col. (15) como las de mejor ajuste.
Selección del modelo termodinámico

Debido a la naturaleza y condiciones de la alimentación a los reactores se
utilizó como modelo el método de Redlich-Kwong-Soave, el cual es ampliamente
usado para el manejo de hidrocarburos livianos y de corriente petroquímicas (29).
Como en los procesos de reformación de hidrocarburos se forma coque el cual se
deposita en el catalizador, se utilizó en el simulador Aspen Plus la opción de CISOLID,
con la finalidad de calcular las propiedades de la corriente en dos fases, una fase
sólida y otra fase gaseosa.
RESULTADOS Y DISCUSIÓN DE RESULTADOS
Análisis termodinámico del proceso de reformación de metano con vapor de agua.
En la Figura 2 se muestra el efecto de la temperatura sobre la variación de la
energía libre de Gibbs, Gº, para cada una de las reacciones. En esta figura se
observa que Gº disminuye o aumenta en forma lineal con respecto a la temperatura.
Para las reacciones de desplazamiento de agua con gas (Reacción 2) y la deposición
de carbón por craqueo de CO (Reacción 4), Gº es más positivo cuando incrementa la
temperatura; por lo que estas reacciones son favorecidas a temperaturas bajas.
De forma contraria, en las reacciones de reformación de metano (Reacción 1),
deposición de carbón mediante craqueo de metano (Reacción 3) y remoción de carbón
con vapor de agua (Reacción 5), Gº es más negativo cuando aumenta la
temperatura. Esto indica que los procesos de reformación se favorecen a altas
temperaturas.
Es importante resaltar que hay formación y remoción simultánea de coque a
elevadas temperaturas mediante las reacciones (3) y (5), respectivamente. Es
importante analizar en estos sistemas la formación de coque, ya que produce
aumentos en la cantidad de calor a suministrar y también posibles taponamientos en el
lecho catalítico, entre otros factores.
El efecto de las variables de operación (presión, temperatura y relación
metano/agua) en los procesos de reformación de metano con vapor de agua, se
estudió inicialmente considerando el equilibrio con solamente las reacciones (1) y (2)
del esquema total de reacciones descritas anteriormente.
El efecto de la temperatura sobre la conversión de CH4 y la selectividad a CO y
CO2 se presenta en la Figura 3, a la presión de 101.3 kPa y relación equimolar
H2O/CH4. Aquí se muestra que la conversión de metano aumenta con la temperatura;
obteniéndose una conversión aproximada de 82.1% a 1100 K. A medida que la
temperatura aumenta se favorece la selectividad a CO, obteniéndose un valor del
73.7% a 1100 K, y disminuye la selectividad a CO2. Esto se debe a que la reacción (1)
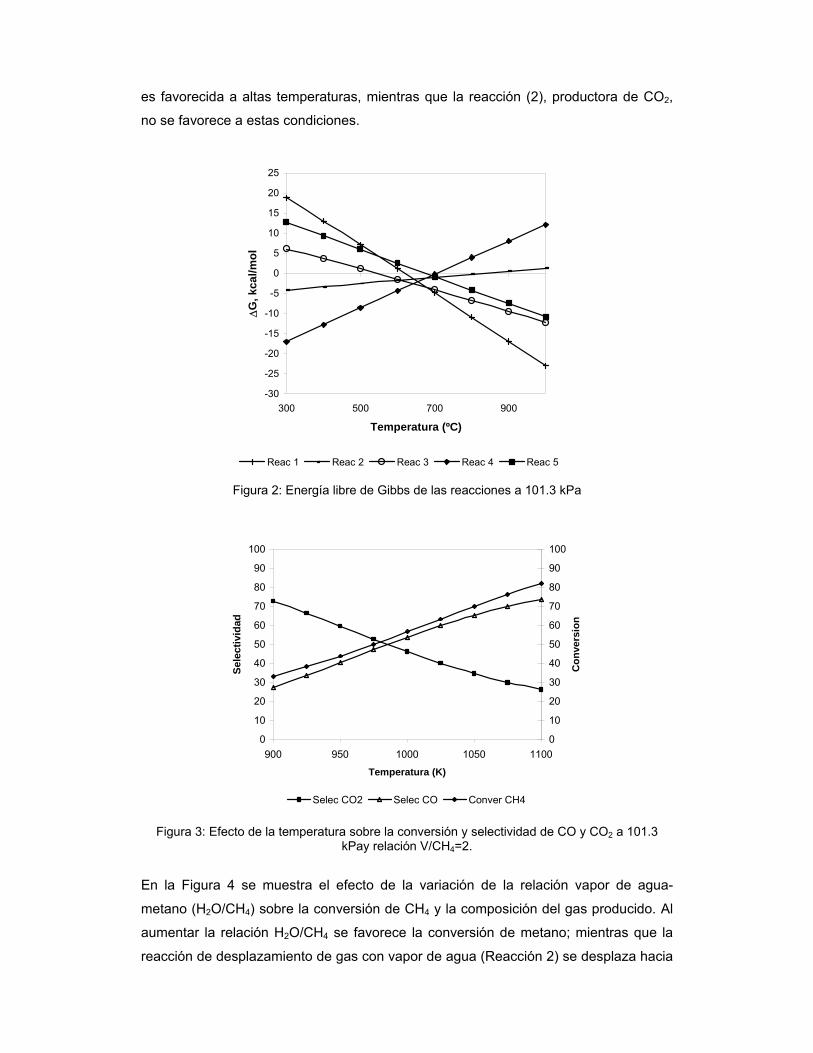
es favorecida a altas temperaturas, mientras que la reacción (2), productora de CO2,
no se favorece a estas condiciones.
-30
-25
-20
-15
-10
-5
0
5
10
15
20
25
300 500 700 900
Temperatura (ºC)
ΔG, k
cal/m
ol
Reac 1 Reac 2 Reac 3 Reac 4 Reac 5
Figura 2: Energía libre de Gibbs de las reacciones a 101.3 kPa
0
10
20
30
40
50
60
70
80
90
100
900 950 1000 1050 1100
Temperatura (K)
Sele
ctiv
idad
0
10
20
30
40
50
60
70
80
90
100
Con
vers
ion
Selec CO2 Selec CO Conver CH4
Figura 3: Efecto de la temperatura sobre la conversión y selectividad de CO y CO2 a 101.3 kPay relación V/CH4=2.
En la Figura 4 se muestra el efecto de la variación de la relación vapor de agua-
metano (H2O/CH4) sobre la conversión de CH4 y la composición del gas producido. Al
aumentar la relación H2O/CH4 se favorece la conversión de metano; mientras que la
reacción de desplazamiento de gas con vapor de agua (Reacción 2) se desplaza hacia
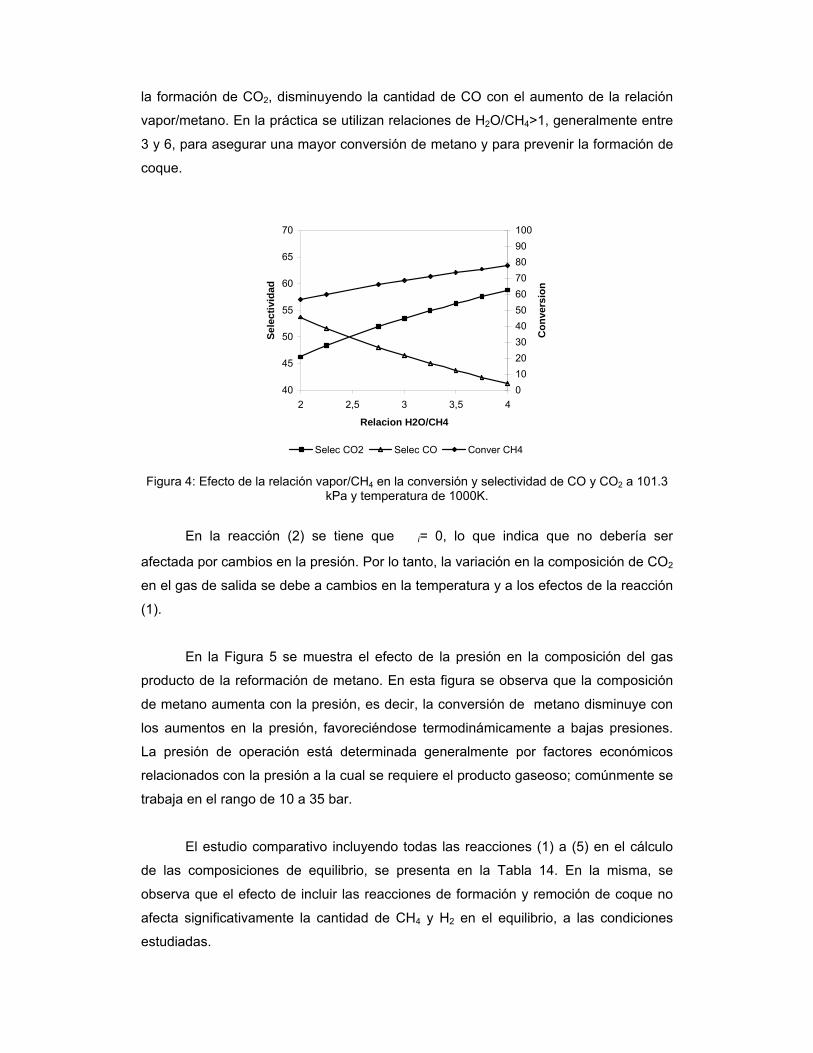
la formación de CO2, disminuyendo la cantidad de CO con el aumento de la relación
vapor/metano. En la práctica se utilizan relaciones de H2O/CH4>1, generalmente entre
3 y 6, para asegurar una mayor conversión de metano y para prevenir la formación de
coque.
40
45
50
55
60
65
70
2 2,5 3 3,5 4
Relacion H2O/CH4
Sele
ctiv
idad
0102030405060708090100
Con
vers
ion
Selec CO2 Selec CO Conver CH4
Figura 4: Efecto de la relación vapor/CH4 en la conversión y selectividad de CO y CO2 a 101.3 kPa y temperatura de 1000K.
En la reacción (2) se tiene que i= 0, lo que indica que no debería ser
afectada por cambios en la presión. Por lo tanto, la variación en la composición de CO2
en el gas de salida se debe a cambios en la temperatura y a los efectos de la reacción
(1).
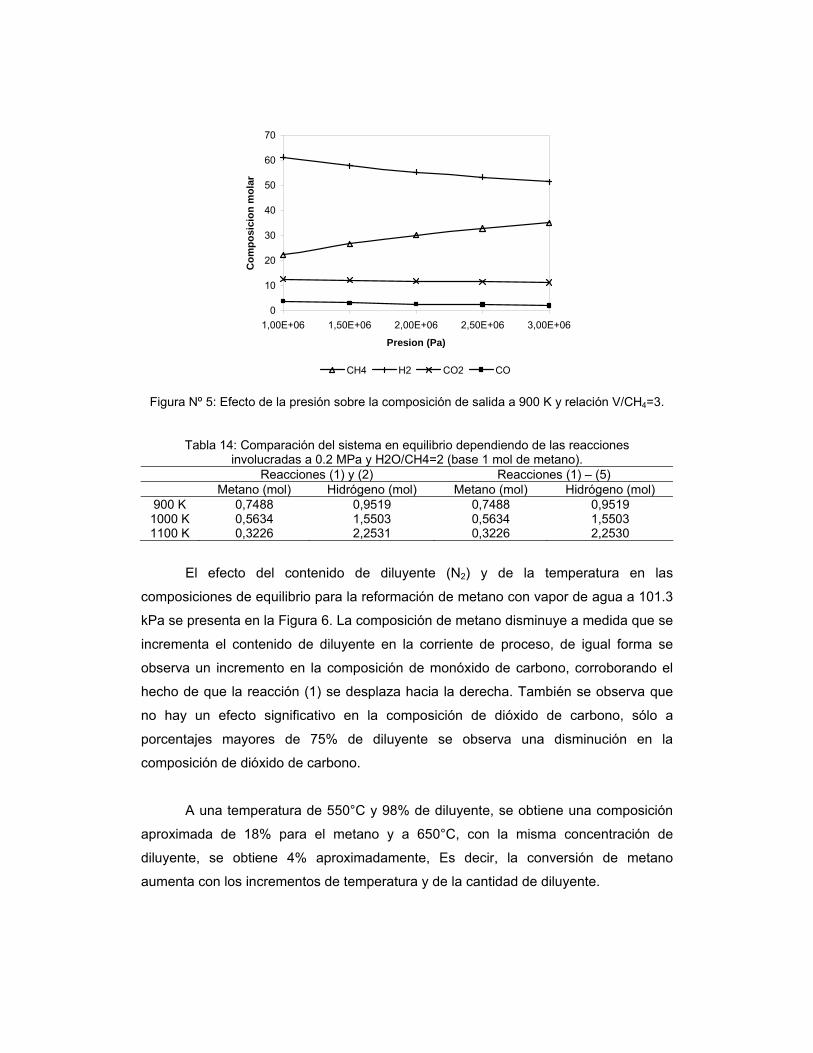
En la Figura 5 se muestra el efecto de la presión en la composición del gas
producto de la reformación de metano. En esta figura se observa que la composición
de metano aumenta con la presión, es decir, la conversión de metano disminuye con
los aumentos en la presión, favoreciéndose termodinámicamente a bajas presiones.
La presión de operación está determinada generalmente por factores económicos
relacionados con la presión a la cual se requiere el producto gaseoso; comúnmente se
trabaja en el rango de 10 a 35 bar.
El estudio comparativo incluyendo todas las reacciones (1) a (5) en el cálculo
de las composiciones de equilibrio, se presenta en la Tabla 14. En la misma, se
observa que el efecto de incluir las reacciones de formación y remoción de coque no
afecta significativamente la cantidad de CH4 y H2 en el equilibrio, a las condiciones
estudiadas.
0
10
20
30
40
50
60
70
1,00E+06 1,50E+06 2,00E+06 2,50E+06 3,00E+06
Presion (Pa)
Com
posi
cion
mol
ar
CH4 H2 CO2 CO
Figura Nº 5: Efecto de la presión sobre la composición de salida a 900 K y relación V/CH4=3.
Tabla 14: Comparación del sistema en equilibrio dependiendo de las reacciones involucradas a 0.2 MPa y H2O/CH4=2 (base 1 mol de metano).
Reacciones (1) y (2) Reacciones (1) – (5) Metano (mol) Hidrógeno (mol) Metano (mol) Hidrógeno (mol)
900 K 0,7488 0,9519 0,7488 0,9519 1000 K 0,5634 1,5503 0,5634 1,5503 1100 K 0,3226 2,2531 0,3226 2,2530
El efecto del contenido de diluyente (N2) y de la temperatura en las
composiciones de equilibrio para la reformación de metano con vapor de agua a 101.3
kPa se presenta en la Figura 6. La composición de metano disminuye a medida que se
incrementa el contenido de diluyente en la corriente de proceso, de igual forma se
observa un incremento en la composición de monóxido de carbono, corroborando el
hecho de que la reacción (1) se desplaza hacia la derecha. También se observa que
no hay un efecto significativo en la composición de dióxido de carbono, sólo a
porcentajes mayores de 75% de diluyente se observa una disminución en la
composición de dióxido de carbono.
A una temperatura de 550°C y 98% de diluyente, se obtiene una composición
aproximada de 18% para el metano y a 650°C, con la misma concentración de
diluyente, se obtiene 4% aproximadamente, Es decir, la conversión de metano
aumenta con los incrementos de temperatura y de la cantidad de diluyente.

0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 0,25 0,5 0,75 1
Diluyente
Com
posi
cion
CH4 550 CO 550 CO2 550 CH4 650 CO 650 CO2 650
Figura 6: Efecto del diluyente inerte sobre las composiciones de equilibrio a 101.3 kPa.
El análisis de sensibilidad al calor suministrado o generado en el sistema,
tomando como variable manipulada la temperatura de operación, se presenta en la
Figura 7. Este estudio se llevó a cabo a concentraciones equimolares de metano-agua
en la alimentación. En esta figura se observa que el calor generado por el sistema
incrementa al aumentar la temperatura, y que en el rango de temperatura estudiado
(mayor de 800 K), el esquema de reacciones propuesto se comporta de manera
endotérmica.
La Tabla 15 muestra la distribución de productos en base seca, con
alimentación vapor/metano igual a 1 y 3, a temperaturas de 800ºC y 850ºC, y presión
de 101.3 kPa. Se observa que hay un aumento de la cantidad de hidrógeno en el
producto con incrementos de la temperatura y de la relación vapor/metano. La
cantidad de metano en la salida del proceso disminuye con incrementos en la
temperatura y la cantidad de vapor/metano en la alimentación. La selectividad a CO se
ve favorecida con los incrementos de temperatura pero disminuye con el aumento en
la relación vapor/metano.
Tabla 15: Distribución de productos para condiciones de equilibrio a dos temperaturas y
relación Vapor/metano 1 y 3 a 101.3 kPa H2O/CH4=1 H2O/CH4=3 800ºC 850ºC 800ºC 850ºC
% Metano 2.690 1.562 0.057 0.019 % Hidrógeno 73.156 73.918 76.966 76.826
% Monóxido de carbono 23.459 24.159 14.942 15.796 % Dióxido de carbono 0.695 0.360 8.035 7.359

-5,00E+07
0,00E+00
5,00E+07
1,00E+08
1,50E+08
2,00E+08
0 200 400 600 800 1000 1200
Temperatura (K)
Cal
or (k
J/s)
Figura 7: Variación del calor con respecto a la temperatura en el equilibrio a 101.3 kPa.
Expresiones cinéticas para la simulación de los reactores catalíticos de reformación de metano.
Antes de simular los reactores catalíticos para la reformación de metano
utilizando el esquema de reacciones (1) – (8), se realizó un análisis previo de los
trabajos indicados anteriormente (13, 25 y 28) para verificar la reproducibilidad de las
distintas expresiones cinéticas con los datos experimentales usados en su
determinación. Esta verificación se realizó con el programa MATLAB. Las expresiones
cinéticas se basan en datos experimentales a condiciones isotérmicas variando las
presiones parciales de los componentes que participan en la reacción.
Los resultados obtenidos para los diferentes trabajos se muestran en las figura
8, 9 y 10. En estas gráficas se puede comprobar la reproducibilidad de las expresiones
cinéticas propuestas por los autores con los datos experimentales empleados en su
determinación. De esta forma se comprueba la confiabilidad de las expresiones
cinéticas utilizadas para la evaluación y el diseño de los reactores de reformación de
metano con vapor de agua.

0
0,05
0,1
0,15
0,2
0,25
0,3
0 0,2 0,4 0,6
pCO
Velo
cida
d de
rem
ocio
n
1 bar4 bar8 bar
Figura 8: Reproducción de los datos
experimentales con las expresiones cinéticas propuestas por Xu y Froment (Figura 2) (28)
Figura 9: Reproducción de los datos experimentales con la expresión cinética
propuesta por Snoeck y col. para la remoción de coque con CO2 (Figura 8) (25)
0
0,005
0,01
0,015
0,02
0,025
0,03
0,035
0 2 4 6 8 10 12 14 16 18 20
pCH4
Velo
cida
d de
rem
oció
n
1,0 bar2,0 bar3,0 bar6,0 bar
Figura 10: Reproducción de los datos experimentales con la expresión cinética propuesta por
Snoeck y col. para la remoción de carbón con H2 (Figura 10) (25).
Diseño de reactores de reformación en simuladores de procesos

Los reformadores de metano se simularon como un grupo de varios reactores
flujo pistón en serie de una longitud total de 12.2 m, con separación de las fases
sólidas y gaseosas. Esta opción facilitó el estudio y análisis de la formación de coque a
lo largo del lecho catalítico. Al dividir el reactor global en una serie de reactores de
igual longitud y considerar la separación de fases sólido-gas, se obtuvo la cantidad de
coque que se deposita en cada sección del lecho catalítico. Los datos tomados para la
realización de estas simulaciones son los indicados en las tablas 11, 12 y 13 (20). El
esquema de reactores flujo pistón-separador en serie fue el mostrado en la Figura 1.
Las velocidades de reacción obtenidas en la literatura para sistemas catalíticos,
se expresan generalmente en términos de volumen del lecho (kmol/l*h) o masa de
catalizador (kmol/kgcat*h). Al multiplicar por el área transversal del lecho estas
velocidades de reacción se convierten en unidades de kmol/m*h, que es la requerida
para introducir las distintas expresiones cinéticas de cada reacción en el programa
Aspen Plus.
La Figura 11 muestra la conversión acumulada de metano y la cantidad de
carbón formado en el lecho catalítico, bajo las condiciones de alimentación
presentadas anteriormente. Se puede observar que la conversión se mantiene
constante, independientemente del número de reactores flujo pistón en serie. La
simulación para el estudio de los perfiles de composición, temperatura y presión se
realizó usando cinco reactores flujo pistón con separación intermedia de sólidos.
Perfiles de composición a lo largo del reactor obtenidas con Aspen Plus.
En la Tabla 16 se muestran los resultados globales de la simulación para la
reformación de metano con vapor de agua. En esta tabla se observa que la conversión
de metano es de 88.6% .
Los resultados obtenidos para la reformación de metano con vapor de agua
empleando las expresiones cinéticas indicadas anteriormente, se aproximan a los
resultados obtenidos en los datos de planta. De esta manera, se observa que la
conversión obtenida se obtiene con un error de 3.4% y flujo másico 0.044%. El calor
suministrado al sistema muestra una diferencia relativa de 17.56%, sin embargo, este

valor obtenido por la simulación esta siendo comparado con calores promedios
obtenidos en los datos de planta (20).
50556065707580859095
100
1 2 3 4 5 6
Reactores
Con
vers
ion
Met
ano
0,00E+00
5,00E-04
1,00E-03
1,50E-03
2,00E-03
2,50E-03
3,00E-03
Car
bon
Tota
l (kg
/s)
Conversion Carbon Total
Figura 11: Variación de la conversión de metano y la cantidad de carbón producido con el número de reactores flujo pistón en serie.
Tabla 16: Resultados globales para la simulación de la reformación de metano con vapor en
sistema de múltiples reactores y separadores COMPONENTES (kmol/h) Flujo salida Metano 3.30E-1 Monóxido de carbono 1.67E-2 Dióxido de carbono 1.78 Coque 7.59E-1 Hidrógeno 8.74 Agua 12.46 Nitrógeno 1.11E-1 Flujo molar (kmol/h) 24.21 Comparaciones Aspen Plus Rase Conversión (%) 88.58 91.7 Flujo Másico (kg/h) 338.69 338.84 Calor (W) 215054 260867
La variación de la temperatura y presión utilizados en la simulación, se
generaron mediante el ajuste lineal de los datos suministrados al programa: las
temperaturas y presiones de entrada y salida.
Las composiciones de metano, monóxido de carbono, dióxido de carbono,
hidrógeno y agua a lo largo del reactor se muestran en la Figura 12. Tal como se
observa en la figura, hay una disminución del contenido de metano y agua (reactantes)
y un aumento de la cantidad de hidrógeno y dióxido de carbono, también se observa
un leve incremento en la cantidad de monóxido de carbono a lo largo del reactor.

0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
0 2 4 6 8 10 12
Longitud del reactor
Fluj
o m
olar
(km
ol/s
)
Metano CO CO2 H2 H2O
Figura 12: Perfiles de composición a lo largo del reformador de metano con vapor de agua.
En la Figura 13 se observa el perfil de la deposición de coque a lo largo del
reactor. La mayor deposición de carbón en el lecho catalítico se presentó a longitudes
entre 4 – 11 m. La cantidad de carbón generado fue de 9.1 kg/h; lo cual representa el
6.9% p/p de la masa de catalizador en el lecho, sobre una hora de reacción.
Realizando una proyección en un proceso continuo, en 7 horas se cubriría un 48% p/p
del lecho. En la Figura 13 se observa que hasta una longitud de 10 m hay un
incremento de la formación de coque, pasando por un máximo y luego una caída hasta
la salida del reactor. Esto indica que primero se favorecen las reacciones (4) y (5), y
luego las reacciones (6), (7) y (8) de remoción de coque debido al aumento de la
temperatura.
La cantidad de calor suministrado o generado por el sistema se presenta en la
Figura 14, obtenido mediante un análisis de sensibilidad manipulando la temperatura
de salida del reactor. En la figura se muestra que el proceso se comporta de forma
endotérmica a temperaturas por encima de 620 K y fuertemente endotérmica por
encima de 1000 K.

0,000E+00
1,000E-05
2,000E-05
3,000E-05
4,000E-05
5,000E-05
6,000E-05
7,000E-05
8,000E-05
9,000E-05
0 2 4 6 8 10 12
Longitud del reactor (m)
Com
posi
ción
mol
ar (k
mol
/s)
Figura 13: Perfil obtenido para la deposición de carbón a lo largo del lecho catalítico.
-50000
0
50000
100000
150000
200000
250000
500 600 700 800 900 1000 1100
Temperatura (K)
Cal
or (W
atts
)
Figura 14: Variación del calor a lo largo del reformador.
Los resultados de la aplicación del método de diseño, basado en el equilibrio y
en la aproximación en el equilibrio, se presentan en la Tabla 17. Tal como se puede
observar, el número de tubos calculados con el programa Aspen Plus a través de la
subrutina Calculator es más cercano a los datos de planta. Tabla 17: Datos comparativos empleados para diseño y evaluación en un proceso
de reformación de metano. Elemento Data Planta Rase Aspen Plus Error Aspen Plus
Presión de salida (MPa) 1.45 1.45 1.45 0% Conversión (%) 91.7 90.7 94.18 -3.84%

Número de tubos 260 226 252 3.08%
Perfiles de composición a lo largo del reactor obtenidos con MATLAB.
Los resultados obtenidos de la simulación con el programa MATLAB se
presentan en la Tabla 18. El valor del calor q(z) necesario en la ecuación del balance
térmico (ecuación b) se obtuvo de los resultados generados por el simulador Aspen
Plus. La mayor desviación, comparado a los datos de planta, se obtuvo en la
temperatura de salida del reactor, de 21.6%.
Durante las simulaciones se observó que a una longitud aproximada de 10 m,
se presentan problemas en la reconciliación del método de convergencia. Debido a
esto, las ecuaciones de diseño no convergen satisfactoriamente.
Los perfiles de composición (Figura 15) obtenidos por MATLAB presentan
comportamientos similares a los generados por el simulador Aspen Plus. Los flujos
para metano y agua disminuyen con la longitud del reactor y para el hidrógeno, dióxido
y monóxido de carbono se observan incrementos a través del lecho catalítico.
Figura 15: Perfiles de composición obtenido por MATLAB.
Tabla 18: Resultados obtenidos de la simulación con el programa MATLAB.
Elemento Datos de planta MATLAB Error (%) Presión de salida (MPa) 1.24 1.33 -7.3 Conversión (%) 91.7 85.36 6.9 Temperatura salida (K) 1066 836.06 21.6 Flujo másico (kg/d) 8130.2 8197.61 -0.8
Otros modelos cinéticos

Además de los modelos usados previamente para la reformación de metano
con vapor de agua, se realizaron pruebas adicionales con expresiones cinéticas
sugeridas por Martínez y col. (15). Las expresiones cinéticas empleadas se describen
a continuación con sus resultados, empleando como ejemplo de estudio los datos para
el Caso 111 del Rase (20). La Tabla 19 muestra las comparaciones de los resultados
obtenidos con los datos de planta.
Tabla 19: Resultados obtenidos por las ecuaciones propuesta por Martínez (15).
COMPONENTES (kmol/h)
Expresión cinética 4
Expresión cinética 10
Expresión cinética 15
Metano 0 2.86 0 Monóxido de carbono 4.63 0.03 24.18 Dióxido de carbono 1.07E-15 1.00E-12 0 Hidrógeno 13.92 0.12 72.60 Agua 11.43 16.03 0 Nitrógeno 0.11 0.11 .11 Comparaciones Rase Conversión (%) 100 0.92 100 91.7 Flujo Másico (kg/h) 366.48 338.65 826.85 338.84 Calor (W) 7.59E-2* 2.19E-7 * 0.59 * 260867
* Se presentaron errores en la simulación, las cinéticas no se ajustan al perfil de temperatura.
Mediante los resultados expuestos en la Tabla 19 se observó que las
conversiones globales del sistema son bajas en comparación con los obtenidos con
las expresiones cinéticas propuestas por Xu y Froment (28). Los errores sobre la base
de las conversiones, son de 9.1, 99 y 9.1% respectivamente, sin embargo, los
mayores efectos se observan en el calor de reacción. Estos sistemas se simularon sin
considerar los efectos de las reacciones de formación y remoción de coque, a fin de
comparar los cambios producidos al variar los modelos cinéticos en la reacción de
reformación de metano con vapor de agua.
Estudio de sensibilidad para los factores de efectividad.
Las gráficas descritas anteriormente se basaron en procesos controlados por la
reacción, es decir, no se consideran los efectos de las limitaciones de transferencia de
masa y calor.
Un análisis de sensibilidad empleando factores de efectividad para las
reacciones de reformación de metano con vapor de agua y desplazamiento de vapor
de agua con gas, se muestran en las figuras 16 y 17. El estudio se realizó variando i

para cada reacción entre el rango de 0.6 – 1. En estas figuras se observa en forma
general, la disminución de la conversión de metano al disminuir el factor de
efectividad. Múltiples variaciones en los factores de efectividad de las reacciones de
reformación de metano y conversión de CO, se muestran en la Tabla 20.
Tabla 20: Variaciones de los factores de efectividad para las reacciones de reformación y
conversión de CO. Factor de efectividad 1=1 Factor de efectividad 1=0,9
1 0,9 0,8 0,7 0,6 1 0,9 0,8 0,7 0,6 1 88.39 88.35 88.31 88.27 88.22 1 86.90 86.86 86.81 86.77 86.72
0,9 88.02 87.98 87.92 87.89 87.86 0,9 86.47 86.42 86.38 86.34 86.300,8 87.60 87.56 87.50 87.50 87.46 0,8 85.98 85.93 85.91 85.87 85.820,7 87.18 87.15 87.12 87.09 87.05 0,7 85.49 85.47 85.43 85.39 85.350,6 86.71 86.69 86.67 86.63 86.60 0,6 84.96 84.92 84.89 84.85 84.82
Factor de efectividad 1=0,8 Factor de efectividad 1=0,7
1 0,9 0,8 0,7 0,6 1 0,9 0,8 0,7 0,6 1 85.20 85.15 85.10 85.05 85.01 1 83.28 83.2 83.17 83.13 83.07
0,9 84.70 84.65 84.61 84.56 84.51 0,9 82.68 82.64 82.59 82.54 82.490,8 84.15 84.11 84.07 84.03 83.98 0,8 82.02 82.01 81.96 81.92 81.870,7 83.57 83.52 83.49 83.45 83.41 0,7 81.35 81.31 81.27 81.20 81.200,6 82.94 82.91 82.87 82.84 82.80 0,6 80.63 80.60 80.56 80.51 80.48
Factor de efectividad 1=0,6
1 0,9 0,8 0,7 0,6 1 81.00 81.04 80.98 80.93 80.87
0,9 80.40 80.34 80.29 80.24 80.19 0,8 79.64 79.61 79.56 79.51 79.47 0,7 78.86 78.82 78.77 78.83 78.68 0,6 78.00 77.96 77.92 77.88 77.84

75
80
85
90
0,6 0,7 0,8 0,9 1
η1
Con
vers
ión
met
ano
η3=1 η3=0,9 η3=0,8 η3=0,7 η3=0,6
Figura 16: Variación de la conversión de metano con cambio en el factor de efectividad de las reacciones 1 y 3 manteniendo la segunda reacción =1
75
77
79
81
83
85
87
89
0,6 0,7 0,8 0,9 1
η1
Con
vers
ión
met
ano
η3=1 η3=0,9 η3=0,8 η3=0,7 η3=0,6
Figura 17: Variación de la conversión de metano con cambio en el factor de efectividad de las reacciones 1 y 3 manteniendo la segunda reacción =0.6
El análisis de las figuras muestra que la conversión de metano para cambios en
las efectividades de las reacciones principales, varía en el rango de 77.8 – 88.4%,
para rango de factores de efectividades de las reacciones de reformación de metano
con vapor de agua y desplazamiento de vapor de agua con gas de 0.6 – 1.
Reactores adiabáticos para reformación de metano con vapor de agua.

El efecto sobre los perfiles de presión, temperatura y composiciones a lo largo
del reactor considerando un sistema adiabático en el ejemplo de trabajo, se muestra
en las figuras 18 y 19. En estas figuras se observa que las composiciones de metano,
monóxido de carbono, dióxido de carbono, agua, hidrógeno y la temperatura varían
sólo en los primeros 2 m del lecho, luego se mantienen constante. Este estudio fue
realizado bajo las mismas condiciones del Caso 110 (2), considerando como
temperatura de entrada al sistema 1000 K.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
0 2 4 6 8 10 12
Longitud (m)
Frac
ción
mol
ar
METHA CO CO2 H2 H2O
Figura 18: Perfiles para las composiciones a lo largo del reactor de reformación en forma adiabática.
La conversión generada por el sistema adiabático fue de 60.62% a una
temperatura de 847.13 K, esto se debe a que el proceso se comporta de manera
endotérmica y por lo tanto la temperatura disminuye a lo largo del lecho catalítico. De
igual manera se observó una mayor selectividad hacia la producción de CO2.
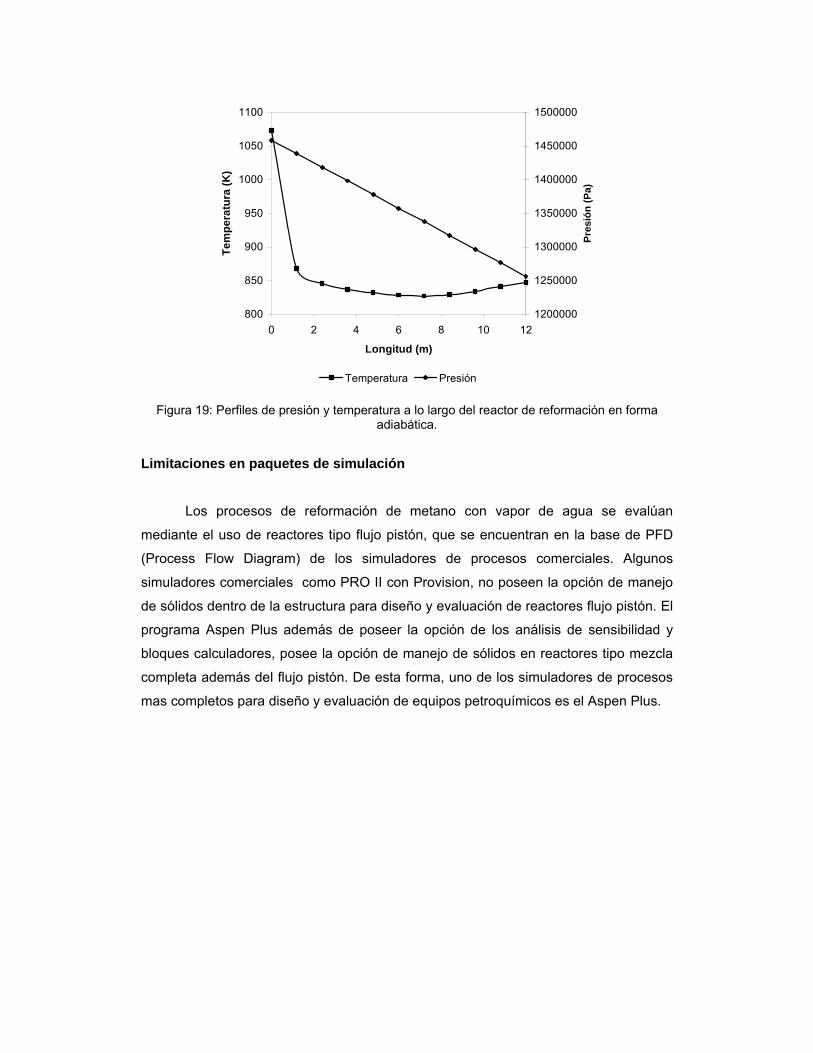
800
850
900
950
1000
1050
1100
0 2 4 6 8 10 12
Longitud (m)
Tem
pera
tura
(K)
1200000
1250000
1300000
1350000
1400000
1450000
1500000
Pres
ión
(Pa)
Temperatura Presión
Figura 19: Perfiles de presión y temperatura a lo largo del reactor de reformación en forma adiabática.
Limitaciones en paquetes de simulación
Los procesos de reformación de metano con vapor de agua se evalúan
mediante el uso de reactores tipo flujo pistón, que se encuentran en la base de PFD
(Process Flow Diagram) de los simuladores de procesos comerciales. Algunos
simuladores comerciales como PRO II con Provision, no poseen la opción de manejo
de sólidos dentro de la estructura para diseño y evaluación de reactores flujo pistón. El
programa Aspen Plus además de poseer la opción de los análisis de sensibilidad y
bloques calculadores, posee la opción de manejo de sólidos en reactores tipo mezcla
completa además del flujo pistón. De esta forma, uno de los simuladores de procesos
mas completos para diseño y evaluación de equipos petroquímicos es el Aspen Plus.

CONCLUSIONES
De acuerdo al estudio termodinámico, la reformación de metano con vapor de
agua se favorece a elevadas temperaturas, relación vapor/metano mayor de 3, y bajas
presiones.
El error obtenido en la conversión de metano para la reformación catalítica de
metano con vapor de agua con la base de datos de planta fue de 2.84%.
El programa MATLAB presentó problemas en la reconciliación del balance de
masa, el mayor error se presentó en la temperatura de salida, 21.6%
La reproducción del análisis de equilibrio de los datos de Rase se obtuvo con
muy buena aproximación mediante el Calculator del programa Aspen Plus.
Las ecuaciones sugeridas por Martínez y col. no se ajustaron al proceso de
reformación catalítica de metano para los datos de Rase.
Al variar los factores de efectividad de las reacciones (1) a (3) entre 0.6 – 1, en
las reacciones del proceso, arrojaron variaciones en la conversión entre 77.8 – 88.4%.
La simulación de un proceso en forma adiabática a temperatura de entrada de
1100 K, generó una conversión de metano de 60.62%.
Los estudios de sensibilidad y programación en línea constituyeron
herramientas importantes en el modelaje de los reactores catalíticos de reformación de
metano con vapor de agua.

REFERENCIAS BIBLIOGRAFICAS
1. Allen, D.W., Gerhard E. R., and Louisville, M. R., Kentucky. Likins, Jr.
(1975). Kinetics of the Methane – Steam Reaction. Ind. Eng. Chem., Process
Dess. Dev., Vol. 14, No. 3. pags 256 – 259.
2. Armor, John N. (1999). The multiple roles for catalysis in the production of H2.
Applied Catalysis A: General 176. Pags 159 – 176.
3. Aver, A. K., Trimm, D. L., Onsan, Ilsen. (2001). Heterogeneous reactor
modeling for simulation of catalytic oxidation and steam reforming of methane.
Elsevier Science Ltd.
4. De Deken, J. C., Devos, E. F., and Froment, G. F., Gent, Gelgium. (1982).
Steam Reforming of Natural Gas: Intrinsic Kinetics, Diffusional Influences, and
Reactor Design. Chemical reaction. Pags 181 – 195.
5. De Groote, Ann M., Froment, Gilbert F. (1996) Simulation of the catalytic
partial oxidation of methane to synthesis gas. Applied Catalysis A: General 138.
Pags 245 – 264.
6. Demicheli, M.C., Ponzi, E. N., Ferreti, O. A. And Yeramian, A. A. (1991).
Kinetics of carbon formation from CH4-H2 mixtures on nickel-alumina catalyst.
The chemical Engineering Hournal, Vol 46, pag. 129-136.
7. Dibbern, H. C., Olesen, P., Rostrup, J., Nielsen, R., Tottrup, P. B.,
Udengaard, N. R. (1986). Make low H2/CO syngas using sulfur passivated
reforming. Hydrocarbon Processing.
8. Dicks, A. L., Pointon, K. D., Siddle, A. (2000). Intrinsic reaction kinetics of
methane steam reforming on a nickel/zirconia anode. Journal of Power Sources
86. Pags 523 – 530.
9. Fogler, H. Scott (1992) Elements of Chemical Reaction Engineering. Second
Edition. Prentice Hall International. Pags. 607 – 659.

10. Goff, S. P. and Wang, S. I. (1987). Syngas Production by Reforming. Chemical
Engineering Progress.. Pags. 46 – 53.
11. Hossain, M. A. (1988). Best Conditions to make syngas. Hydrocarbon
Processing,. Pags. 76-A – 76-C.
12. Karim, G. A. and Metwally, M. M. (1978) A Kinetics investigation of the
reforming of natural gas for the production of hydrogen. Hydrogen Energy
System. Pags 937 – 941.
13. Kuvshinov, G. G., Mogilnykh, Y.I., & Kuvshinov, D. G. (1998). Kinetics of
carbon formation from CH4-H2 mixtures over nickel containing catlayst.
Catalysis Today. Vol. 42. pags 357-360.
14. Magee & Geoffrey Dobbear Refinery (1998). Hydrogen Production. Petroleum
Catalysis in Nontechnical Language. Chapter 11. pags 165 – 174.
15. Martínez Agudo, José María y Melo Faus, Francisco V. (2000) Reformado
de gas natural con vapor para su uso en pilas de combustible. Estudio cinético.
Valencia, España. XVIII Simposio Iberoamericano de Catálisis. Pags 69 – 74.
16. Pacheco, Manuel, Sira, Jorge, Kopasz, John. (2001). Reaction kinetics and
reactor modeling for fuel processing of liquid hydrocarbons for fuel cell
applications. Applied Catalysis. Pags 1 – 15
17. Perry. Manual del Ingeniero Químico. Mc Graw Hill. 6th edition. Tomo I.
18. Peters, R., Dahl, R., Kluttgen, U., Pal, C., Stolten, D. (2002). Internal
reforming of methane in solid oxide fuel cell systems. Journal of Power Sources
106 Pags 238 – 244.
19. Puskas, Imre (1995). Natural gas to syncrude: Making the process pay off.
Chemtech. pags. 43 – 49.
20. Rase (1977). Chemical Reactor Design for Process Plants. Vol II. Case studies
and design data. Wiley – Interscience. pags. 133-138
21. Reid & Sherwood. The properties of Gases and Liquids. Mc Graw Hill. Second
Edition. Chemical Engineering Series.
22. Rostrup, J., Nielsen. (1977). Hydrogen via Steam Reforming of Naphta.
Haldor Topsoe A/S. CEP. pags 87 – 92.
23. Smith, J. M. (1970). Chemical Engineering Kinetics. Mc Graw Hill. 2th Edition.
Cap. 9 y 11.
24. Smith, J. M., Van Ness, H. C., (1990). Introducción a la termodinámica en
Ingeniería Química. Mc Graw Hill. Cuarta edición.
25. Snoeck, J. W., and Froment, G. F., Fowles, M. (2000) Steam/CO2 Reforming
of Methane. Carbon Filament Formation by the Boundary Reaction and
gasification by CO2 by H2 and by Steam: Kinetics Study. American Chemical
Society.
26. Van Hook, James P. (1980). Methane Steam Reforming. Catal. Rev. – Sci.
Eng., 21(1) Research and Development Center Pullman Kellogg. pags. 1-51.
27. Treyball, Robert E. (1981). Operaciones de transferencia de masa. Mc Graw
Hill. Segunda edición.
28. Xu, Jianguo and Froment, Gilbert F. (1989) Methane Steam Reforming,
Methanation and Water-Gas Shift: I. Intrinsic Kinetics. AIChE Journal, Vol 35 Nº
1.
Otras fuentes
29. Aspen Plus 11.1 Documentation. User Guide. Convergence Methods.
30. MATLAB Help Desk. Release 11 Product Family Documentation.
31. www.elmundomotor.com

APÉNDICE A Teoría de equilibrio en reacciones químicas
Para un sistema homogéneo cerrado, la energía total de Gibbs a T y P
constantes debe disminuir en un proceso irreversible y para que se logre la condición
de equilibrio debe alcanzar su valor mínimo, por lo que en el estado de equilibrio:
( ) 0, =PTdG (1)
La relación fundamental para un sistema en una fase se expresa mediante la
ecuación diferencial de la energía de Gibbs, de la forma:
( ) ( ) ( ) ∑+−=i
ii dndTnsdPnvngd μ (2)
Cuando ocurren cambios en los números de moles ni para una reacción
química en un sistema cerrado la expresión, εν ddn ii = , entonces:
( ) ( ) ( ) εμν ddTnsdPnvngdi
ii∑+−= (3)
Como ng es una función de estado, el término derecho se convierte en una
expresión diferencial exacta:
( ) ( )PTPTi
iigng
,,⎥⎦⎤
⎢⎣⎡
∂∂=⎥⎦
⎤⎢⎣⎡
∂∂=∑ εε
μν (4)
Esta ecuación representa la rapidez de cambio de la energía de Gibbs del
sistema con la coordenada de reacción a T y P constantes. Por lo tanto, en el estado
de equilibrio esta cantidad es cero.
∑ =i
ii 0μν (5)
La fugacidad de una especie i en solución, se representa por:
( ) iii fRTT ˆln+Γ=μ (6)
La energía de Gibbs para una especie pura en su estado estándar a la misma
temperatura, se expresa mediante:
( ) oii
oi fRTTg ln+Γ= (7)
Restando las ecuaciones 6 y 7, resulta:

oi
ioii f
fRTg
ˆln=−μ
(8)
Al eliminar i de la ecuación con las ecuaciones 5 y 8, para el estado de
equilibrio de una reacción química, se tiene:
0ˆ
ln =⎥⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛+∑
io
i
ioii f
fRTgν
(9)
0ˆ
ln =⎟⎟⎠
⎞⎜⎜⎝
⎛+∑ ∑
i io
i
ioii
i
ffRTg
ν
ν
(10)
RTG
RT
g
ff
i
i
oii
oi
ii ºˆ
ln Δ−=−
=⎟⎟⎠
⎞⎜⎜⎝
⎛∏∑νν
(11)
Esta ecuación en forma exponencial se resume en:
∏ =⎟⎟⎠
⎞⎜⎜⎝
⎛i
oi
i Kff
iνˆ
(12)
donde:
⎟⎟⎠
⎞⎜⎜⎝
⎛ Δ−≡RT
GKo
exp
(13)
Efecto de la temperatura en la constante de equilibrio.
La expresión para el calor estándar de una reacción y el cambio de la energía
de Gibbs estándar para la especie i en su estado estándar, se presenta mediante la
siguiente relación:
( )2RT
HdT
RTGd o
o
Δ−=Δ
(14)
De la ecuación 13, la expresión 14 se convierte a:
2
lnRTH
dTKd oΔ=
(15)
Si el cambio de entalpía estándar de una reacción se supone independiente de
la temperatura, la integración de la ecuación (15) conduce a la ecuación:
⎟⎠⎞⎜
⎝⎛ −Δ−=⎟
⎠⎞⎜
⎝⎛
'11
'ln
TTRH
KK
(16)

Esta ecuación proporciona una relación para extrapolar e interpolar los datos
de constantes de equilibrio.
Relación de las constantes de equilibrio con la composición para reacciones en fase gaseosa.
El estado estándar es gas puro ideal a la presión Pº de 1 bar. Debido a que la
fugacidad para un gas ideal es igual a su presión, ooi Pf = para cada componente i,
se obtiene en la ecuación 12:
∏ =⎟⎟⎠
⎞⎜⎜⎝
⎛
ioi K
Pf
iνˆ
(17)
La constante de equilibrio es una función sólo de la temperatura, y se relaciona
con las fugacidades de las especies como ellos existen en la mezcla de reacción. Las
fugacidades reflejan las no idealidades de la mezcla, y son funciones de la presión,
temperatura y composición; por lo tanto, a una temperatura fija la composición de
equilibrio cambiará con la presión de tal manera que i(fi/Pº)vi es constante. El
coeficiente de fugacidad i está dado por la ecuación:
Pyf iii φ̂ˆ = (18)
de la ecuación (17) se obtiene:
( )∏−
⎟⎠⎞⎜
⎝⎛=
ioii K
PPy i
νν
φ̂
(19)
Si se supone que la mezcla en equilibrio es una solución ideal, ^i se
transformará en i, coeficiente de fugacidad de la especie pura i a T y P, por lo que la
ecuación se transforma en:
( )∏−
⎟⎠⎞⎜
⎝⎛=
ioii K
PPy i
ννφ
(20)
Para presiones bajas o temperaturas elevadas la mezcla en equilibrio se puede
comportar como un gas ideal, por lo tanto, i=1, así:
( )∏−
⎟⎠⎞⎜
⎝⎛=
Ioi K
PPy i
νν
(21)
donde ∑=i
jij ,υυ

De la ecuación 21, se puede concluir que si es negativo el aumento de la
presión a temperatura constante ocasiona un incremento del término de la derecha de
la expresión, provocando un desplazamiento de la reacción hacia la derecha. Por el
contrario, si es positivo el aumento de P ocasiona una disminución del término
derecho con desplazamiento de la reacción hacia la izquierda.
Así mismo, el efecto de la temperatura sobre la constante se determina por el
signo de Hº. Si Hº es positivo, la reacción es endotérmica, por lo que aumentos en
la temperatura da como resultado aumentos en K. En caso contrario, si Hº es
negativo, la reacción sería exotérmica, e incrementos de la temperatura provocaría
disminuciones en el valor de K.
Equilibrio en reacciones múltiples.
Cuando dos o más reacciones independientes ocurren simultáneamente, se
tiene una coordenada o avance de reacción para cada una de ellas ( j), entonces:
∑=j
jjii ddn εν , (22)
donde i.j es el coeficiente estequiométrico de un compuesto específico i en una
reacción j.
En consecuencia la determinación de la fracción molar en equilibrio en un
sistema que involucre múltiples reacciones queda:
∑∑
+
+=
jjjo
jjjiio
i n
ny
εν
εν ,
(23)
El manejo de la ecuación para la constante de equilibrio se obtendrá de manera
similar a lo presentado anteriormente, para obtener la expresión para cada constante
de equilibrio para cada reacción.
( )∏−
⎟⎠⎞⎜
⎝⎛=
Ijoi K
PPy
j
ji
νν ,
(24)
Considerando la reacción de reformación de metano con vapor de agua (1) y la
reacción de desplazamiento de agua con gas o conversión de CO (2), con avance de
reacción 1 y 2 respectivamente, las expresiones de la constante de equilibrio quedan
de la siguiente forma:

( )( )( )( )( )
22
121214
321221
1 23
Pnnn
nnK
toOoHoCH
oHCOo
εεεεεεεε+−−−
++−+=
( )( )( )( )21221
212222
3εεεε
εεε−−−+
+++=
OoHCOo
oHoCO
nnnn
K
donde:
nio: Número de moles iniciales para cada uno de los compuestos CO, CO2, H2,
H2O y CH4.
nto: Número de moles totales iniciales
: Avance de las reacciones (1) y (2), respectivamente.
Las expresiones correspondientes a la variación de la constante de equilibrio
con la temperatura, mediante la ecuación 15, se obtuvieron mediante el uso de las
constantes para capacidades caloríficas (Cp), Hº y Gº, para cada componente
involucrado en la reacción.
Reacción de reformación de metano con vapor de agua.
310273 *10*530.2*10*228.7*10*373.2ln313.7246.22872636.21ln TTTTT
K −−− +−−+−−=
Reacción de conversión de CO
310263 *10*12.4*10*155.2*10*631.5ln9451.1781.47651008.5ln TTTTT
K −−− +−+−+=

APÉNDICE B Introducción de datos en el simulador Aspen Plus
Al iniciar el programa Aspen Plus versión 11.1, se personalizó la simulación en
el menú DATA/SETUP/SPECIFICATIONS/ACCOUNTING. Esta opción es necesaria
para realizar la simulación, de lo contrario el programa se cancela enviando mensaje
de aviso al CONTROL PANEL. La información fue el nombre de usuario y el título del
proyecto.
Se especificaron las opciones del manejo de unidades (Sistema Internacional –
SI) en DATA/SETUP/GLOBAL, además de las opciones de manejo de sólidos sin
distribución de partícula en el proceso (CISOLID), adicional a la opción MIXED
empleado para calculo de mezcla de componentes gaseosos o líquidos, ubicado en
DATA/SETUP/STREAM CLASS.
La introducción de los compuestos en el sistema se realizó en la opción
DATA/COMPONENTS. Aspen Plus posee una gran base de datos para distintos tipos
de procesos, clasificados en: polímeros, componentes puros, compuestos inorgánicos,
soluciones acuosas, compuestos sólidos, procesos de combustión, entre otros.
Los componentes empleados para la simulación del proceso de reformación de
metano con vapor de agua, fueron los empleados en el Caso 111 del libro Rase (20).
De esta manera, para los componentes convencionales se emplearon: metano, etano,
propano, n-butano, hidrógeno, monóxido de carbono, dióxido de carbono, nitrógeno y
agua. Para el caso del carbón, se empleó la opción de sólido para generar distinción
de los componentes anteriores.
Para la selección e introducción del método termodinámico se debe entrar en la
opción del menú DATA/PROPERTIES. Dentro de la gran base de métodos existentes
para la determinación de propiedades termodinámicas, se usó el método Redlich-
Kwong-Soave (RKS), debido a su amplio uso en los procesos de reformación de
hidrocarburos.

Completada esta fase inicial de selección de unidades, componentes y
propiedades; se procedió a la selección de los equipos a ser usados durante las
distintas simulaciones. La visualización de los distintos equipos se obtiene en
VIEW/MODEL LIBRARY, para el caso de estudio a condiciones de equilibrio, se
empleó del menú REACTORS un reactor de equilibrio REquil, para el caso de reactor
flujo pistón RPlug y en el menú SEPARATORS, SSplit para la separación de las
corrientes sólidas y gaseosas.
Los datos de entrada del reactor de equilibrio, se presentan en las
especificaciones propias del reactor, donde se consideran entre las opciones de
operación las variables: presión, temperatura, fracción de vapor y calor.
Posteriormente se pasa al menú Reactions del REquil a fin de suministrar la
información de las reacciones presentes en el sistema de estudio, especificando los
coeficientes estequiométricos de los componentes y la fase en la cual se encuentran.
La introducción de datos en el reactor flujo pistón, depende de varias opciones.
En las especificaciones de operación, las opciones a manejar son: reactor con
especificación de temperatura, reactor adiabático o reactor con refrigerante en contra o
co-corriente. La configuración en cuanto a cantidad y dimensiones de los tubos se
especifica en CONFIGURATIONS, donde se introduce la longitud del reactor, diámetro
interno de los tubos y número de tubos, además de las fases involucradas en el
proceso. La serie de reacciones propuestas a simular en el proceso debe ser
introducida previamente en el menú DATA/REACTIONS/REACTIONS. Finalmente las
características del reactor flujo pistón quedan completadas, al introducir la información
correspondiente a presión de entrada en el lecho, o un estimado de la caída de
presión debido al lecho catalítico y efectos de fricción, entre otros.
Las corrientes de materiales empleadas en el proceso fueron añadidas en el
diagrama de flujo, mediante VIEW/MODEL LIBRARY/Material STREAMS. Se
seleccionó una corriente de entrada y salida para el reactor flujo pistón, y una entrada
y dos salidas para los separadores: fase gaseosa (entrada al siguiente reactor) y fase
sólida. Las condiciones para la corriente de entrada global del proceso fueron las
dadas por el ejemplo de estudio. Siendo variables especificadas, la temperatura y
presión de entrada, el flujo molar de entrada y las fracciones de los compuestos en
composiciones molares.

El conjunto de reacciones, constó de ocho reacciones, dos para la reformación
de metano con vapor de agua, una reacción para conversión de CO, dos reacciones
para formación de coque y tres reacciones para remoción de coque con hidrógeno,
dióxido de carbono y agua.
En el menú DATA/REACTIONS/REACTIONS se activa la opción de introducir
un nuevo set de reacciones. Las opciones para tipos de reacciones varían desde:
emulsión, radicales libres, iónica, destilación reactiva, ley de potencial, LHHW, entre
otras. La opción que se ajusta a los modelos usados es LHHW con reactores tipo
cinéticos (KINETICS). Se introdujo todas las estequiometrías del sistema.
La cinética de cada una de las reacciones introducidas se suministró al
programa. Se selecciona la fase en la cual se presenta la reacción, se introdujo
finalmente la información correspondiente a cada velocidad de reacción, bajo el
esquema de: kinetic factor, driving force expresion y adsorption expresion.
Las ecuaciones correspondientes a estos términos se presentan a
continuación:
Kinetic factor: ( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎠⎞⎜
⎝⎛ −−=
ToTRE
ToTAo
n 11exp
Driving force rxpresión ∏∏=
−=N
j
N
i
pikpik1
21)
1βα
Adsorption expresión m
M
i
N
j
mjpKi
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛= ∑ ∏
= =1 1
En estas expresiones se introdujo los valores para cada una de las potencias
de las expresiones cinéticas, las constantes pertenecientes a cada constante de
adsorción y constantes de reacción. Las expresiones para las constantes de absorción
se introdujeron de la forma.
TDTCTBAK ⋅+⋅++= lnln

APENDICE C Programación en MATLAB
Este programa es una herramienta importante en el manejo de ecuaciones
diferenciales simultáneas, mediante el uso de matrices, que posee una gran ayuda en
la resolución de diversos sistemas de ecuaciones .
En el diseño de reactores tipo flujo pistón se emplearon las ecuaciones de
diseño descritas en el marco teórico para sistemas catalíticos. Se deben definir todas
las variables involucradas en las ecuaciones, tales como: flujos iniciales, diámetro del
reactor, presión de entrada, temperatura de entrada, número de componentes, pesos
moleculares, número de reacciones, características del catalizador, entre otras. Estos
son los correspondientes a valores fijos y únicos.
Otras variables se agruparon de manera matricial debido a su fácil manejo, son
variables que dependen del cálculo de flujo de algún componente, de expresiones de
velocidad de adsorción para las distintas reacciones. La ecuación base de trabajo es
igual, pero cambia la estructura de las constantes y propiedades que la definen, como
constantes de reacción, constantes de adsorción, constantes de equilibrio, densidad,
viscosidad, calor específico y calor de reacción.
Se emplearon distintos subprogramas para la determinación de reglas de
mezclado en distintas propiedades, de acuerdo con ecuaciones obtenidas de la
literatura. Los valores de las propiedades de mezcla, se compararon con los
resultados obtenidos por el simulador Aspen, a fin de corroborar dichas ecuaciones y
generar confiabilidad en los datos obtenidos. Algunos de los subprogramas fueron:
sumcp (cálculo del Cp para la mezcla), vis (determinación de la viscosidad de la
mezcla), entre otros.
De igual manera se definieron todas las ecuaciones correspondientes a la
determinación de: área transversal, cálculo del número de Reynolds, cálculo de flujos

molares o másicos, presiones parciales, velocidades de reacción para cada reacción
en el esquema propuesto.
Finalmente se definió cada una de las ecuaciones diferenciales simultáneas.
Una vez seleccionado el método de resolución (ODE23S-Runge Kutta), el programa
procede a seleccionar el número de iteraciones para generar resultados con
tolerancias relativas de 1e-6. Este método converge más rápido y con menor error que
el método de Euler.

% Programa principal para el proceso de reformación de metano con vapor de agua, involucrando expresiones % cinéticas para ocho reacciones, incluyendo formación y remoción de coque. % Introducción de datos para las evaluar las ecuaciones de diseño en reactores flujo piston. clear all close all clc global DI L Rgas dencat Poro Ap area nc nr ned par M Ao Ea nk nequi keqa keqb keqc keqd keqe keqf nK global AoK EaK v phi dens Cp deltah KK Cpa Cpb Cpc phia phib phic densa densb densc densd deltaha deltahb deltahc deltahd % Archivo externo de lectura de datos para constantes cineticas y propiedades de compuestos. Consprop; area=3.1416*DI^2/4; par=6*(1-Poro)/Ap; KK=area*dencat/3600; % Valores inciales (kmol/s) F1(1)=0.802877E-03; F2(1)=0.445825E-02; F3(1)=0; F4(1)=0.106060E-04; F5(1)=0; F6(1)=0; P(1)=14.49; T(1)=637; % Inicio para el Método Runge-Kutta x0=[F1(1) F2(1) F3(1) F4(1) F5(1) F6(1) P(1) T(1)]; zspan=[0 L]; [z,x]=ode23s('ecua',zspan,x0) F1=x(:,1); F2=x(:,2); F3=x(:,3); F4=x(:,4); F5=x(:,5); F6=x(:,6); P=x(:,7); T=x(:,8); % Graficas para flujos, presión y temperatura. plot(z,F1,'k^') hold on plot(z,F2,'k') hold on plot(z,F3,'kv') hold on plot(z,F4,'k+') hold on plot(z,F5,'kx') xlabel('Longitud del reactor') ylabel('Flujo molar (kmol/s)') legend('Metano','Agua', 'Monoxido', 'Hidrogeno', 'Dioxido',0) figure plot(z,F6,'k') title('Grafico de cambio de flujos molar para Carbon') xlabel('Longitud del reactor') ylabel('Flujo molar de carbón (kmol/s)') figure plot(z,P,'k') title('Grafico de caida de Presion') xlabel('Longitud del reactor') ylabel('Presión (bar)') figure plot(z,T,'k') title('Grafico Delta Temperatura') xlabel('Longitud del reactor') ylabel('Temperatura (K)')
Programa principal tesis.m

% Subrutina para expresiones dependientes de las variables temperatura, flujo y presión. function dx=ecua(z,x) global DI L Rgas dencat Poro Ap area nc nr ned par M Ao Ea nk nequi keqa keqb keqc keqd keqe keqf nK global AoK EaK v phi dens Cp deltah KK Cpa Cpb Cpc phia phib phic densa densb densc densd deltaha deltahb deltahc deltahd Consprop; for i=1:6 F(i)=x(i); end P=x(7); T=x(8); % Se nombraran a los compuestos por 1:CH4, 2:H2O, 3:CO, 4:H2, 5:CO2 6:C 7:N2 y=[F(1) F(2) F(3) F(4) F(5) F(6) v]; for i=1:5 p(i)=x(7)*F(i)/sum(y); end %Calculo de las constantes de reaccion y constantes de absorcion. [k, Keq, K]=consreac1(x(8)); % Velocidades de reaccion para las diferentes reacciones en kmol/(kgcat*h) rcat(1)=k(1)*(p(1)*p(2)-p(4)^3*p(3)/Keq(1))/(p(4)^2.5*(1+K(1)*p(3)+K(2)*p(4)+K(3)*p(1)+K(4)*p(2)/p(4))^2); rcat(2)=k(2)*(p(3)*p(2)-p(4)*p(5)/Keq(2))/(p(4)*(1+K(1)*p(3)+K(2)*p(4)+K(3)*p(1)+K(4)*p(2)/p(4))^2); rcat(3)=k(3)*(p(1)*p(2)^2-p(4)^4*p(5)/Keq(3))/(p(4)^3.5*(1+K(1)*p(3)+K(2)*p(4)+K(3)*p(1)+K(4)*p(2)/p(4))^2); rcat(4)=k(4)*(p(1)-p(4)^2/K(5))/(12*(1+K(6)*p(4)^0.5)^4); if p(3)<=0 rcat(5)=k(5)*K(7)*(p(5)/K(8))/(1+p(5)/(K(9)*K(7)))^2; else rcat(5)=k(5)*K(7)*(p(3)-p(5)/(p(3)*K(8)))/(1+K(7)*p(3)+p(5)/(p(3)*K(9)*K(7)))^2; end if p(3)<=0 rcat(6)=k(6)*(p(5))/(1+p(5)/(K(11)*K(12)))^2; else rcat(6)=k(6)*(p(5)/p(3)-p(3)/K(10))/(K(11)*K(12)*(1+K(12)*p(3)+p(5)/(p(3)*K(11)*K(12)))^2); end rcat(7)=k(7)*(p(4)^2-p(1)/K(13))/(K(14)*(1+p(4)^1.5/K(14)+K(15)*p(1))^2); rcat(8)=(k(8)/K(16)*(p(4)^2-p(1)/K(13))+K(16)/K(18)*(p(2)/p(4)-p(3)/K(19)))/(1+p(4)^1.5/K(16)+K(20)*p(1)+K(12)*p(3)+p(2)/(K(18)*p(4)))^2; % Las espresiones de velocidad deben tener unidades de kmol/(m*s) for j=1:nr r(j)=rcat(j)*KK; end % Cálculo de propiedades de mezcla para Cp, densidad, viscosidad, peso molecular y calor de reacción. % Pesos moleculares de los compuestos en unidades de kg/kmol % Calculo para el peso molecular de la mezcla para los distintos puntos en los perfiles del reactor. Mole=molecular(y); % Calculo de flujo masico superfial kg/(m2*s) G=sum(y)*Mole/(area) masa=sum(y)*Mole; dens=densa*x(8)^3+densb*x(8)^2+densc*x(8)+densd; phi=phia*x(8)^2+phib*x(8)+phic; Cp=Cpa*x(8)^2+Cpb*x(8)+Cpc; deltah=deltaha*x(8)^3+deltahb*x(8)^2+deltahc*x(8)+deltahd; vis=viscosidad(y);
Subrutina principal ecua.m

desnm=densidadm(y); sumcp=cpmezcla(y); sumdelt=deltmezcla(r); Re=DI*G/vis; fric=(1-Poro)/Poro^3*(1.75+150*(1-Poro)/Re); % Ecuaciones diferenciales simultáneas de masa, temperatura y momento. dF1dz=(-r(1)-r(3)+r(7)-r(4)); dF2dz=(-r(1)-r(2)-r(8)-2*r(3)); dF3dz=(r(1)-r(2)-2*r(5)+2*r(6)+r(8)); dF4dz=(3*r(1)+r(2)+2*r(4)-2*r(7)+r(8)+4*r(3)); dF5dz=(r(2)+r(5)-r(6)+r(3)); dF6dz=(r(4)+r(5)-r(6)-r(7)-r(8)); dPdz=-fric*G^2/(desnm*par*1E5); dTdz=1/(sumcp)*(16.789-sumdelt); dx(1)=dF1dz; dx(2)=dF2dz; dx(3)=dF3dz; dx(4)=dF4dz; dx(5)=dF5dz; dx(6)=dF6dz; if dx(6)<0 dx(6)=0; end dx(7)=dPdz; dx(8)=dTdz; dx=dx';
% Este programa contiene datos inciales del programa, asi como cosntantes cinéticas para velocidades de reacción. % Valores de variables internas del reactor DI=0.127; L=12.2; Rgas= 8.314; dencat=848.96; Poro=0.68; Ap=328; % Número de componentes, reacciones, constantes de adsorción y constantes de equilibrio. nc=7; nr=8; ned=8; nK=20; nequi=3; % Peso molecular de los componentes M=[16 18 28 2 44 12 28]; % Flujo de inerte v=[0.307575E-04]; % Factores preexponenciales y Energias de activacion para todas las expresiones Ao=[4.255e15 1.955e6 1.02e15 2.83e6/12 26732820 4.82e15 2.52e9 1.07e9]; Ea=[240.1e3 67.13e3 243.9e3 97000 108379 243835 159736 153828]; AoK=[8.23e-5 6.12e-9 6.65e-4 1.77e5 5.088e5 9.883e-10 1.0245e-6 9.014e-11 30190322 172862281.27 2.81e7 7.34e-6 8.9197e-9 7.45e11 3.58 1.83e10 2e10 4.73e-6 13827166.17 3.49]; EaK=[-70.65e3 -82.9e3 -38.28e3 88.68e3 91200 -108300 -92543 -180965 89805 148550 104085 -100395 -132830 191555 0 216145 166397 -97771 125916 0]; keqa=[-21.636 5.1008 -16.495]; keqb=[-22872.246 4765.781 -18104.39]; keqc=[7.313 -1.945 5.368]; keqd=[-2.373e-3 5.631e-3 3.280e-3]; keqe=[-7.228e-7 -2.155e-6 -2.888e-6]; keqf=[2.53e-10 4.12e-10 1.166e-9]; % Constantes para las expresiones de densidad, viscosidad, DHr y Cp para cada componente. % Las unidades son viscosidad en N*s/m2 y densidad en kg/m3, propiedades dependientes de la temperatura % Calores especificos (kJ/kmolK) y de Entalpias (kJ/kmol) dependientes de temperatura. densa=[-5.95E-9 -8.47E-9 -1E-8 -7.21E-10 -1.71E-8 -1.36E-8 -1.10E-8]; densb=[2E-5 2.78E-5 3.40E-5 2.44E-6 5.73E-5 3E-5 3.41E-5]; densc=[-2.49E-2 -3.34E-2 -4.25E-2 -3.06E-3 -7.07E-2 -1.77E-2 -4.26E-2]; densd=[1.36E1 1.71E1 2.35E1 1.682 3.8E1 5.269 2.34E1]; Cpa=[-2E-5 6E-6 -2E-16 4E-6 -9.90E-6 1E-13 -1E-6]; Cpb=[0.0826 0.0005 0.0104 -0.0048 0.0323 -6E-10 0.008];
Subrutina, constantes cineticas consprop.m

Cpc=[10.428 35.358 25.169 30.604 31.975 1E-16 25.784]; phia=[-5.20E-12 -5.06E-13 -8.38E-12 -2.79E-12 -9.88E-12 1.17E-16 -7.35E-12]; phib=[2.98E-8 4.15E-8 4.18E-8 1.95E-8 4.69E-8 6.68E-9 4.20E-8]; phic=[3.60E-6 -3.31E-6 7.20E-6 3.97E-6 2.88E-6 7.35E-7 6.90E-6]; deltaha=[8.496E-7 -2.436E-6 6.06E-6 9.72e-6 -1.212e-6 1.212e-6 -9.72e-6 -1.224e-6]; deltahb=[-4.377E-2 6.828E-3 -5.25E-2 -2.988e-2 2.07e-2 -2.07e-2 2.988e-2 -1.389e-2]; deltahc=[71.4 3.3 74.7 49.6475 -18.4525 18.4525 -49.6475 21.7525]; deltahd=[189060 -42980 146080 61959.4 -170080.6 170080.6 -61959.4 127100.6];
function [k, Keq, K]=consreac1(x) global DI L Rgas dencat Poro Ap area nc nr ned par M Ao Ea nk nequi keqa keqb keqc keqd keqe keqf nK global AoK EaK v phi dens Cp deltah KK Cpa Cpb Cpc phia phib phic densa densb densc densd deltaha deltahb deltahc deltahd Consprop; for i=1:nr k(i)=Ao(i)*exp(-Ea(i)/(Rgas*x)); end for m=1:nequi Keq(m)=keqa(m)+keqb(m)/x+keqc(m)*log(x)+keqd(m)*x+keqe(m)*x^2+keqf(m)*x^3; end for j=1:nK K(j)=AoK(j)*exp(-EaK(j)/(Rgas*x)); End
function sumcp=cpmezcla(y) global DI L Rgas dencat Poro Ap area nc nr ned par M Ao Ea nk nequi keqa keqb keqc keqd keqe keqf nK global AoK EaK v phi dens Cp deltah KK Cpa Cpb Cpc phia phib phic densa densb densc densd deltaha deltahb deltahc deltahd suma=0; for i=1:nc suma=suma+y(i)*Cp(i); end sumcp=suma;
function sumdelt=deltmezcla(r) global DI L Rgas dencat Poro Ap area nc nr ned par M Ao Ea nk nequi keqa keqb keqc keqd keqe keqf nK global AoK EaK v phi dens Cp deltah KK Cpa Cpb Cpc phia phib phic densa densb densc densd deltaha deltahb deltahc deltahd suma=0; for i=1:nr suma=suma+deltah(i)*r(i); end sumdelt=suma;
function desnm=densidadm(y) global DI L Rgas dencat Poro Ap area nc nr ned par M Ao Ea nk nequi keqa keqb keqc keqd keqe keqf nK global AoK EaK v phi dens Cp deltah KK Cpa Cpb Cpc phia phib phic densa densb densc densd deltaha deltahb deltahc deltahd suma=0; for i=1:nc
Subrutina, calculo de constantes K consreac1.m
Subrutina, Cp de la mezcla cpmezcla.m
Subrutina, H de reacción deltmezcla.m
Subrutina, calculo de la densidad de mezcla densidadm.m

suma=suma+(y(i)/(sum(y)*dens(i))); end desnm=1/suma;
function Mole=molecular(y) global DI L Rgas dencat Poro Ap area nc nr ned par M Ao Ea nk nequi keqa keqb keqc keqd keqe keqf nK global AoK EaK v phi dens Cp deltah KK Cpa Cpb Cpc phia phib phic densa densb densc densd deltaha deltahb deltahc deltahd suma=0; for i=1:nc suma=suma+y(i)*M(i)/sum(y); end Mole=suma;
function vis=viscosidad(y) global DI L Rgas dencat Poro Ap area nc nr ned par M Ao Ea nk nequi keqa keqb keqc keqd keqe keqf nK global AoK EaK v phi dens Cp deltah KK Cpa Cpb Cpc phia phib phic densa densb densc densd deltaha deltahb deltahc deltahd for i=1:nc for j=1:nc phin(i,j)=(1+(phi(i)/phi(j))^.5*(M(j)/M(i))^.25)^2/(8*(1+M(i)/M(j)))^.5; end end suma1=0; suma2=0; for i=1:nc for j=1:nc suma2=suma2+y(j)*phin(i,j); den(j)=y(j)*phi(j); suma1=suma1+den(j)/suma2; end end vis=suma1;
Subrutina, Peso molecular de la mezcla molecular.m
Subrutina, Viscosidad de mezcla viscosidad.m