Metodologías P Competividad Clase Mundial P3
58
1 P. Reyes Módulo III de IV
-
Upload
juan-carlos-fernandez -
Category
Business
-
view
4.183 -
download
0
description
Metodologías P Competividad Clase Mundial P3
Transcript of Metodologías P Competividad Clase Mundial P3

1
P. Reyes
Módulo III de IV

2
Manufactura celular y Kanban

3
¿Qué espera el cliente y como se reabastecen los productos de un supermercado?

4
Ejemplo de Kanban
EmpujarProceso
A
10 minutos
Proceso
B
10 minutos
Proceso
C
10 minutos
Lote del Proceso 10 unidadesLote de Transferencia 10 unidades/10 min
Tiempo Total de espera 30 minutosTiempo de espera para la primera unidad terminada 21 minutos
Sistema Actual de Programación y manufactura
EmpujarProceso
A
10 minutos
Proceso
B
10 minutos
Proceso
C
10 minutos
Lote del Proceso 10 unidadesLote de Transferencia 10 unidades/10 min
Tiempo Total de espera 30 minutosTiempo de espera para la primera unidad terminada 21 minutos
Tiempo Total de espera 30 minutosTiempo de espera para la primera unidad terminada 21 minutos
Sistema Actual de Programación y manufactura
Jalar
Proceso
A
Proceso
B
Proceso
C
Contenedor Vacio
Tiempo Total de espera 12 minutosTiempo de espera para la primera unidad terminada 3 minutos
Jalar
Proceso
A
Proceso
B
Proceso
C
Contenedor Vacio
Tiempo Total de espera 12 minutosTiempo de espera para la primera unidad terminada 3 minutos
Proceso
A
Proceso
B
Proceso
C
Contenedor Vacio
Tiempo Total de espera 12 minutosTiempo de espera para la primera unidad terminada 3 minutos

5
Prerrequisitos del Kanban Suavización de la producción Programa maestro
Nivelar la carga del programa Cambios rápidos
Equipo capaz Mantenimiento Productivo Total tiempos muertos y defectos mínimos
Organización adecuada de planta con Las 5S’s Lay Out y distribución de planta adecuada
Entregas confiables de proveedores y cero defectos
Trabajo estandarizado

6
Prerrequisitos del Kanban
Creación de un ambiente adecuado JAT
Trabajo en equipo, Kaizen
Mapeo y rediseño de procesosAdministrativos y de mfra.
5S´s, Admón. Visual, SMED, TPM, TQM, TOC, Outsourcing, Asignación, Trabajo estandarizado, etc.
Kanban, JAT

7

8
EmbarqueProductosTerminados(200 en 5 familias)
SISTEMA DE JALAR
Celda de Mfra.Para la familia M
Celda de Mfra.Para la familia N
CuadrosKanban
Celdas de ManufacturaEn U
Proveedor
EDI
Todo lo necesario para elproducto M está integrado aquí
Cliente

9
Sistema de señales visuales que facilitan al personal en la planta identificar las operaciones o movimientos a realizar sin procedimientos sofisticados
Flujo del proceso
Cuadros Kan BanFlujo de las tarjetas
Proceso
A
Proceso
B
Proceso
C
Proceso
DProveedor
Cliente
Tablero de avisos electrónico

10

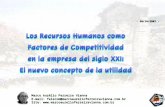
Reducción de la Variación de Inventario de Material en Proceso
(WIP)
Presentación Proyecto Six-Sigma

12
MejoraLa clasificación que se realizó para la identificación y programación en aislado fue la siguiente:
Productos A: Son aquellos cuya demanda es constante cada mes y sus volúmenes altos. No se programan en aislado, sino que están dentro del sistema Kan ban. Existen Niveles de inventario teóricos, ya que son productos que siempre tienen consumo. El productos considerado es:
2524 aislamiento foam-skin para núcleo relleno y núcleo aire calibre 24

13
Mejora
En esta gráfica se observan los comportamientos del WIP 1ro. al inicio del proyecto y que corresponde al periodo que se tomo como análisis. En la 2da parte el WIP en las últimas 6 mediciones que se realizaron como seguimiento de la mejora, se puede ver un comportamiento estable para los valores de WIP, sin ningún punto fuera de control

14
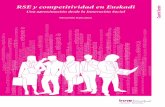
4. 38 %
0.18%
Se logró en este momento superar la meta del 2.19% de
variación.
Sin embargo el reto mayor es mantener entre el logro 0.18 y
2,19 % de variación2,19 %
50% Mejora
96% Real
Ran
go
de
vari
aci
ón
del
W
IP A
isla
do
Mejora

15
ControlPara poder controlar y estandarizar todas estas mejoras, se realizaron instrucciones de operación para la areas de trefilado y aislado quedando establecidos formalmente dentro del sistema de calidad.
Productos en Kan ban

16

17
Normas internacionales ¿Por qué es necesario seguirlas o
cumplirlas?

18
MEJORA CONTINUA
Cliente
Requeri
mientos
Cliente
Satisfaccion
Responsabilidadde la Dirección
Administraciónde Recursos
Medición,análisis,mejora
Realizacióndel
Producto(y/o
servicio)
Producto/
ServicioEntrada Salida
Información
Información

19
Planes de CalidadPlanes de CalidadPlanes de CalidadPlanes de Calidad
1. Manual de Calidad1. Manual
de Calidad
2. Procedimientos2. Procedimientos
3. Instructivos3. Instructivos
Formatos VaciosFormatos Vacios
Formatos LlenosFormatos Llenos
4. Formatos y Registros4. Formatos y Registros
Documentoscontrolados
Política
Registrosde calidad
EL SISTEMA DE CALIDADEl Sistema de Calidad se debe Establecer, Documentar e Implantar en forma Efectiva:
ISO TS 16949 ISO 9000:2000
Implantación de la política
El “Cómo” de los procedimientos

20
Clausulas Principales de ISO 9001:2000
Responsabilidad de la Dirección
ISO 9001:2000
Realización del Producto
Medición, Análisisy Mejora.
Sistema de Gestiónde la Calidad.
Gestiónde Recursos

21
ISO 19011 – Auditorías de calidad
Ha sido preparada de manera conjunta entre el ISO/TC 176 SC 3 y el ISO/TC 207 SC 2
Cancela y remplaza a: ISO 10011-1:1990 ISO 10011-2:1991 ISO 10011-3:1992 ISO 14010:1996 ISO 14011:1996 ISO 14012:1996

22
Normas Ambientales ISO 14001
1. Alcance2. Referencias normativas3. Definiciones4. Requisitos de un S.G.A.
Anexo A. Guía para la utilización de las especificaciones
Anexo B. Vínculos entre ISO 14001 e ISO 9001
Anexo C. Bibliografía

23
ISO 18000 Normas internacionales para
seguridad e higiene

24
ISO TS 16949 Normas internacionales de la
AIAG para la industria automotriz

25
ISO TS 16949

26
DFSS – Diseño para Seis Sigma
APQP – Planeación Avanzada de la Calidad

27
Innovación y nuevos productos
¿por qué es necesario innovar y lanzar nuevos productos?

28
Definir
Proyecto
Diseñar Producto
Medir Necesidade
s del cliente
Analizar Conceptos de Diseño
Verificar Diseño
Modelo Diseño para Seis Sigma (DMADV)

29
Modelo Diseño para Seis Sigma (DFSS - DMADV)
Definir: metas del proyecto y necesidades del cliente
Medir: Identificar necesidades del cliente y especificaciones
Analizar: Determinar y evaluar las opciones del diseño para cumplir los requerimientos del cliente
Diseñar: Desarrollar los procesos y productos para cumplir los requerimientos del cliente
Verificar: Validar y verificar el diseño

30
AC
T URA
P L A
NA
ER
HA
CE
RESTU
DIR
ARETROALIMENTACIONDE LA EVALUACION YACCION CORRECTIVA
PLANEAR YDEFINIR
DISEÑO Y DESARROLLODEL PRODUCTO
DISEÑO Y DESARROLLO DEL PROCESO
VALIDACION DEPRODUCTO Y PROCESO
MEJ
ORA
CONT
INUA
DESARROLLO DE
TECNOLOGIA YCONCEPTO
CONFIRMACION DEL PRODUCTO
Y VALIDACION DEL PROCESO DESARROLLO DE PRODUCTO\
PROCESO Y VERIFICACION
DE PROTOTIPO
PLANEACION AVANZADA DE CALIDAD DEL PRODUCTO
APQP

31
PLANEA-CION
DISEÑO Y DESARRO-LLO DEL PRODUCTO
DISEÑO Y DESARROLLO DEL PROCESO
VALIDACION DE PRODUCTO Y DEL PROCESO
PRODUCCION
RETROALIMENTACION DE EVALUACION Y ACCION CORRECTIVA
INICIACION \ APROBACIONDEL CONCEPTO
APROBACION DELPROGRAMA
PROTOTIPO PILOTO LANZAMIENTO
PLANEACION
PROGRAMA DE PLANEACIÓN DE LA CALIDAD

32
Etapas de la planeación avanzada de la calidad
(APQP)1. Planeación y definición del producto
E: Voz del cliente, Benchmarking, experiencias S: Objetivos de diseño y calidad, estructura preliminar
2. Diseño y desarrollo del producto S: AMEFD, especificaciones, dibujos, prototipos
3. Diseño y desarrollo del proceso S: Mapa y Layout de proceso, AMEFP, documentación
4. Validación del producto y proceso S: Corridas piloto, capacidad de proceso, calidad al
cliente
5. Retroalimentación y acción correctiva

33
Escuchar la voz del clientede forma reactiva
La información llega a la empresa se tome o no acción
Quejas, devoluciones, garantías, descuentos
Con este se inicia

34
Escuchar su voz de forma proactiva
Se busca la información con el cliente
Investigación de mercados, entrevistas a clientes, encuestas
Identificar las caract. importantes para el cliente

35
Despliegue de la función de calidad – QFD
El QFD proporciona un método gráfico para expresar las relaciones entre los requerimientos del cliente y las características de diseño, forma la matriz principal
El QFD permite organizar los datos de requerimientos y expectativas del cliente en una forma matricial denominada la casa de la calidad. Proceso muy lento (toma meses)

36
Características de diseño del producto
Nec
esid
ades
del
cli
ente Relaciones
entre las necesidades del cliente y las caract. de diseño del producto
Características de diseño del producto
Nec
esid
ades
del
cli
ente Relaciones
entre las necesidades del cliente y las caract. de diseño del producto
CorrelacionesTécnicas
Números de Prioridad Impo
rtan
cia
para
el c
lient
e
Des
empe
ño a
ctua
l
Des
empe
ño d
e la
com
pete
ncia
.
Met
a
Pes
o P
onde
rado
Pes
o no
rmal
izad
o
Rel
ació
n de
mej
oram
ient
o
Dif
icul
tad
para
logr
ar la
met
a
punt
o de
ven
ta
Impo
rtan
cia
para
el c
lient
e
Des
empe
ño a
ctua
l
Des
empe
ño d
e la
com
pete
ncia
.
Met
a
Pes
o P
onde
rado
Pes
o no
rmal
izad
o
Rel
ació
n de
mej
oram
ient
o
Dif
icul
tad
para
logr
ar la
met
a
punt
o de
ven
ta
Esto da como resultado la identificación de las especificacionescríticas de diseño del producto de acuerdo a la prioridad
% Relativo Nums. De PrioridadEspecs. de la empresa
Especs. de la competenciaMeta de la empresa

37
D0. PREPARAR EL PROCESO DE 8 DISCIPLINAS (8D)
D1. ESTABLECER EL EQUIPO DE TRABAJO
D2. DESCRIBIR EL PROBLEMA
D3. DESARROLLAR ACCIONES INTERINAS DE
CONTENCIÓN (ICA)
D4. DEFINIR Y VERIFICAR LA CAUSA RAÍZ Y PUNTO DE ESCAPE
EL PROCESO 8D

38
D5. SELECCIONAR Y VERIFICAR ACCIONES CORRECTIVAS PERMANENTES (PCA`s) PARA LA CAUSA RAÍZ Y PUNTO DE ESCAPE
D6. IMPLANTAR Y VALIDAR ACCIONES CORRECTIVAS PERMANENTES (PCA`s)
D7. PREVENIR LA RECURRENCIA
D8. RECONOCER AL EQUIPO Y LAS CONTRIBUCIONES INDIVIDUALES
EL PROCESO 8D

39
Ejemplo1 Problem Description
What (M.Y., Model, Part Description):What (defect):Who:Where (geographically):Where (on the thing):When (1st. ocurrence):When (subsequent occurrences):When (pattern?):
When (life of thing):Why:How many (total # of units):How many (# defects/unit):How much (size of defect):How often (#of defective things/ # of things manufactured): PPM
2 Interim Action/ContainmentDaimlerChrysler (DC) Authorizing Document (IAA #):
3 Root CausePossible Causes Identified Date:Possible Causes Tested Date:True Cause(s) Identified Date:True Cause(s) Description:
PT
Ana Solano - KAUTEX / Personal D.C. Toluca
PT 2001, MODULO DE GASOLINA
TBD
M. De La Cruz Calidad
En Proveedor de Bombas: Accionescontenedoras en la linea de ensamble debombas, han sido solicitadas
09/02/2001
2001/02/09
InspecciónEngranes internos-externos estan trabados impidiendo que giren y "expriman combustible al exterior "
2
DC End Date
2001/02/28
09/02/2001
Modulo de gasolina no envía combustible
1
Segundo turno
Línea de ensamble D.C. TolucaBomba de modulo de gasolina atorada
DC Start DateWhat Who
Primer caso 01811 y segundo caso 02612
En TI Celula PT : Aspirado de las áreas donde sesub-ensambla la bomba, operación 220,220-A y300
G.Estrada Producción
2001/03/01
Partícula de polímero Acetal ( 1er. Caso ) y ABS ( 2do. Caso ), localizada entre rotor interior y exterior, originando que éste se trabara y la bomba dejara de funcionar.
2001/02/09
TBD2001/03/01

40
Ejemplo4 Permanent Action
DC Authorizing Document (CN/ODD Box): IAA:
5 Verification
6 ControlDesign or
Process
1
7 Prevention
Similar Product Requiring Similar Action:
Sample SizeDescription of Control
Aspirado de las áreas en donde se realizan subensambles que incluyan a la bomba
N/A
Control Type (1, 2, 3)
What Who2001/03/01
Se realiza estudio de tiempos para mejorar flujode materiales entre operaciones para evitar elacumulamiento y poder visualizar cuerpos
DC Start Date
M. De La Cruz Calidad
En Proveedor de Bombas: Acciones permanentesen la linea de ensamble de bombas, han sidosolicitadas
Frequency Who (Plant)
Todo el turno
What Who DateMonitoreo por evaluación visual en áreas detrabajo, interior de empaque de componentessurtidos a línea de ensam. libre de polvo,basura
G.Estrada Producción
continuo
proceso
Se estudia la integración de filtro (malla) en el cuerpodel inlet de la bomba ( una sola parte todo el conjunto) con ingeniería del producto WALBRO
Action DescriptionA.Pérez
IngenieríaTBD
Who Date
TI Group México
2001/03/16 (propuesto)Borja/Jimenez Manufactura
2001/03/01
TBD
DC End Date

41

42
Seis Sigma como estrategia
Es una estrategia de mejora de negocios que busca
encontrar y eliminar causas de errores o defectos en
los procesos de negocio enfocándose a los
resultados que son de importancia crítica para el
cliente
Es una estrategia de gestión que usa herramientas
estadísticas y métodos de proyectos para lograr
mejoras en calidad y utilidades significativas

43
Objetivo de Seis Sigma
Un proceso Seis Sigma produce 3.4 defectos por millón de oportunidades (DPMO’s).
Seis Sigma se logra al reducir la variabilidad en los productos, procesos y servicios, con lo que se reducen los costos, tiempos de ciclo y aumenta la satisfacción del cliente y las utilidades.
Ejemplo: En la limpieza de una alfombra de 1500 Pies2. Para 3 sigma, quedarían sin limpiar 4 Pies2 y para 6 sigma sólo la cabeza de una aguja

44
Las fases DMAIC de 6 Sigma
MediciónDefiniciónProyecto
Seis Sigma
Mejora
Control Análisis

45
Las fases de Seis Sigma (DMAIC)
Definir: seleccionar el problema o situación “Y” a ser mejorada para reducir errores (Y = f(X1, X2, ..., Xn)
Medir: diagnosticar la situación actual (Y y X’s)
Analizar: identificar la causa raíz de los defectos X’s
Mejorar: reducir la variabilidad o eliminar la causa
Control: controles para mantener la mejora

46
+4+5+6+1+2+3-2 -1-4 -3-6 -5 0
Definición estadística de Seis Sigma Con 4.5 sigmas se tienen 3.4 ppmMedia del proceso
Corto plazo Largo Plazo
LSE - LímiteSuperior deespecificación
LIE - Límiteinferior deespecificación
4.5 sigmas
El proceso se puede recorrer 1.5 sigma en el largo plazo
La capacidadDel procesoEs la distanciaEn Sigmas deLa media al LSE
3.4ppm

47
Project Charter Descripción general
del problema
Alcance
Meta medible
Sigmas
Recursos Nombre, Rol Otros participantes
Costos y beneficios Fechas arranque y final
por cada fase DMAIC Impacto financiero
Beneficios estimados
Costos estimados

48
Definición del problema

49
Ejemplo de Definición del problema
Y = f(X’s) Una persona no se siente bien
X1 = Identificar la enfermedad
X2 = Identificar el cáncer
X3 = Ident. el cáncer de pulmón
Sería difícil encontrar una cura si no hay definición clara del problema

50
Fase de Medición: diagnóstico de la situación
actual del problema
Tiempo
VariablesAtributos
PASA NO PASA
CIUDAD UNIDAD DESCRIPCION TOTAL
1 $10.00 $10.00
3 $1.50 $4.50
10 $10.00 $10.00
2 $5.00 $10.00
ORDEN DE ENVIO
Error

51
Posibles Fuentes de la Variación del Proceso
La “Repetibilidad” y “reproducibilidad” (R&R), son los errores más relevantes en la medición.
Variación del proceso, real Variación de la medición
Variación del proceso, observado
Reproducibilidad
Repetibilidad
Variación dentro de la muestra
Estabilidad Linealidad Sesgo
Variación originada
por el calibrador
Calibración

52

53
Nigel´s Trucking Co.
Teoría del camión y el túnelEl túnel (especificación) tiene 9' de ancho. El camión (variación del proceso) tiene 10’ y el chofer es perfecto. ¿Pasaría el camión? NO, la variabilidad del proceso es mayor a la especificación.
Ancho 9´
El proceso debe estar en control,
tener capacidad y estar centrado

54
Cálculo de la capacidad del proceso
Habilidad o capacidad potencial Cp = (LSE - LIE )/6
Debe ser 1 para tener el potencial de cumplir con especificaciones (LIE, LSE)
Habilidad o capacidad real Cpk = Menor | ZI y ZS |/3
El Cpk debe ser 1 para que elproceso cumpla especificaciones

55
Diagrama deIshikawa
Diagrama derelaciones
Diagramade Árbol
Análisis del Modo y Efecto deFalla (AMEF)
QFD
DiagramaCausa Efecto
CTQs = YsOperatividad
X's vitales
Diagramade Flujo
delproceso
Pruebasde
hipótesis
Causas raízvalidadas
¿CausaRaíz?
DefiniciónY=X1 + X2+. .Xn
X'sCausas
potenciales
Medición Y,X1, X2, Xn
FASE DE ANÁLISIS
SiNo

56
Tormenta de ideas Permite obtener ideas de los participantes

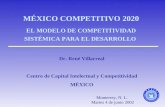
57
Diagrama de IshikawaMedio
ambiente Métodos Personal
¿Quéproducebajas ventasdeTortillinasTía Rosa?
Climahúmedo
Calidad delproducto
Tipo deexhibidor
Falta demotivación
Ausentismo
Rotación depersonal
Maquinaría Materiales
Clientes conventas bajas
Malositinerarios
Descomposturadel camiónrepartidor
Distancia dela agencia alchangarro
Medición
Seguimientosemanal
Conocimientode losmínimos porruta
Frecuenciade visitas
Elaboraciónde pedidos
Posición deexhibidores
Falta desupervición

58
Fin del Módulo III