METALOGRAFIA: TECNICAS
51
TECNICAS PARA LA TECNICAS PARA LA PREPARACION DE PREPARACION DE PROBETAS PROBETAS METALOGRAFICAS METALOGRAFICAS LABORATORIO DE MATERIALES LABORATORIO DE MATERIALES Ing. Ing. Wilmer Wilmer Vásquez Díaz Vásquez Díaz – – UNT UNT [email protected] [email protected] [email protected] [email protected]
-
Upload
wilmervasquez -
Category
Documents
-
view
13.645 -
download
9
Transcript of METALOGRAFIA: TECNICAS

TECNICAS PARA LA TECNICAS PARA LA PREPARACION DE PREPARACION DE
PROBETAS PROBETAS METALOGRAFICASMETALOGRAFICAS
LABORATORIO DE MATERIALESLABORATORIO DE MATERIALESIng. Ing. WilmerWilmer Vásquez Díaz Vásquez Díaz –– UNTUNT
[email protected]@[email protected]@hotmail.com
ETAPAS DE PREPARACIÓN
� SECCIONAMIENTO� MONTAJE� DESBASTE� PULIDO� ATAQUE� OBSERVACION MICROSCOPICA
Mismas Discontinuidades Físicas
Mismos Constituyentes
Misma Concentración y Distribución
SECCIONAMIENTO
Obtención de una muestra representativa y de tamaño conveniente a partir de una pieza grande.
(ASM Metals Handbook, Vol. 09)
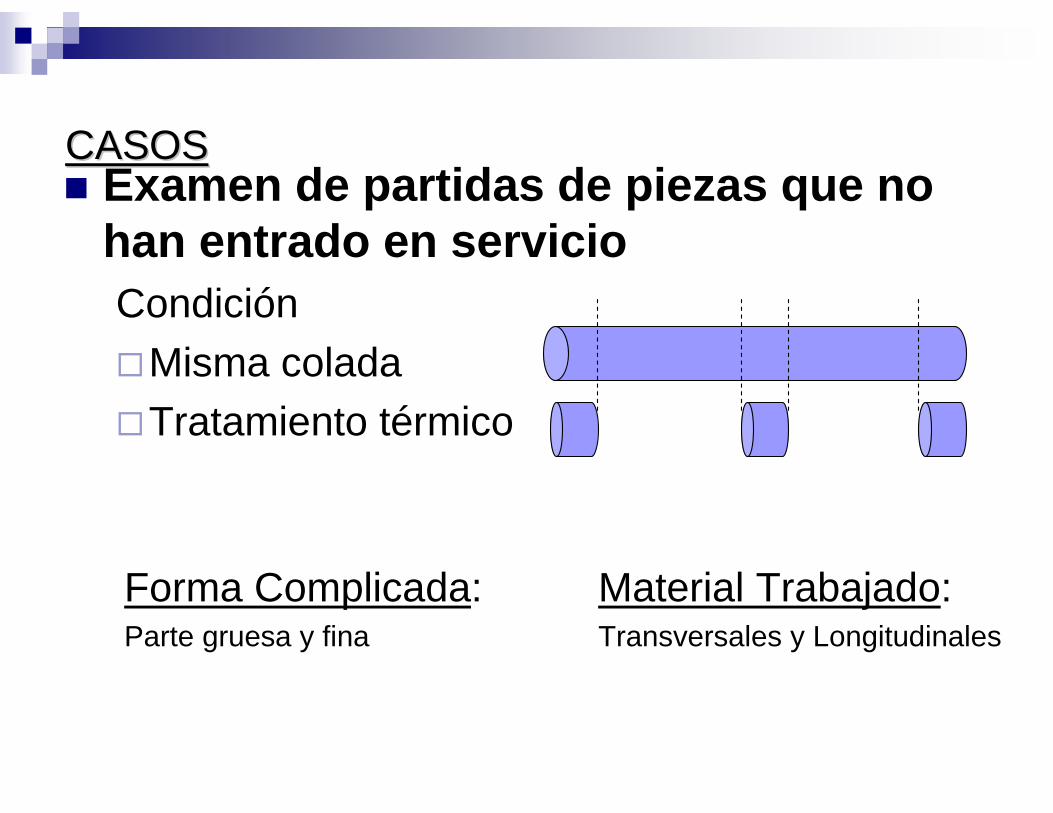
CASOSCASOS� Examen de partidas de piezas que no
han entrado en servicioCondición�Misma colada�Tratamiento térmico
Forma Complicada: Material Trabajado:Parte gruesa y fina Transversales y Longitudinales
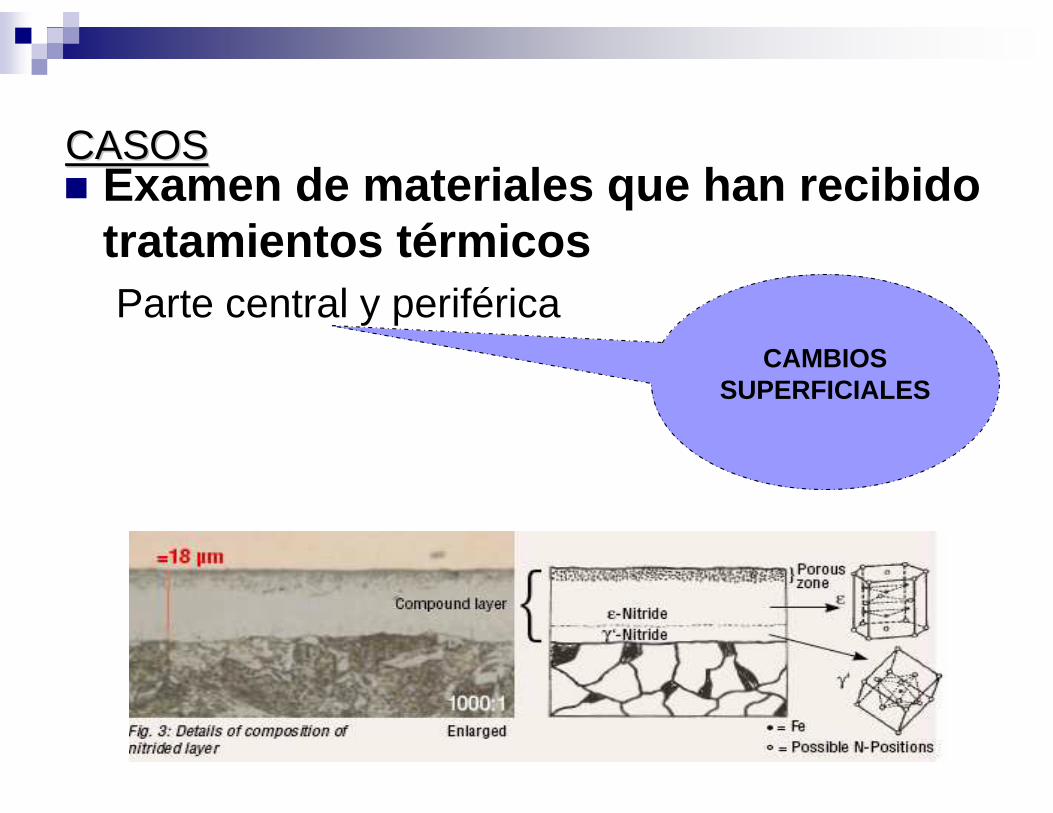
CASOSCASOS� Examen de materiales que han recibido
tratamientos térmicosParte central y periférica
CAMBIOS SUPERFICIALES
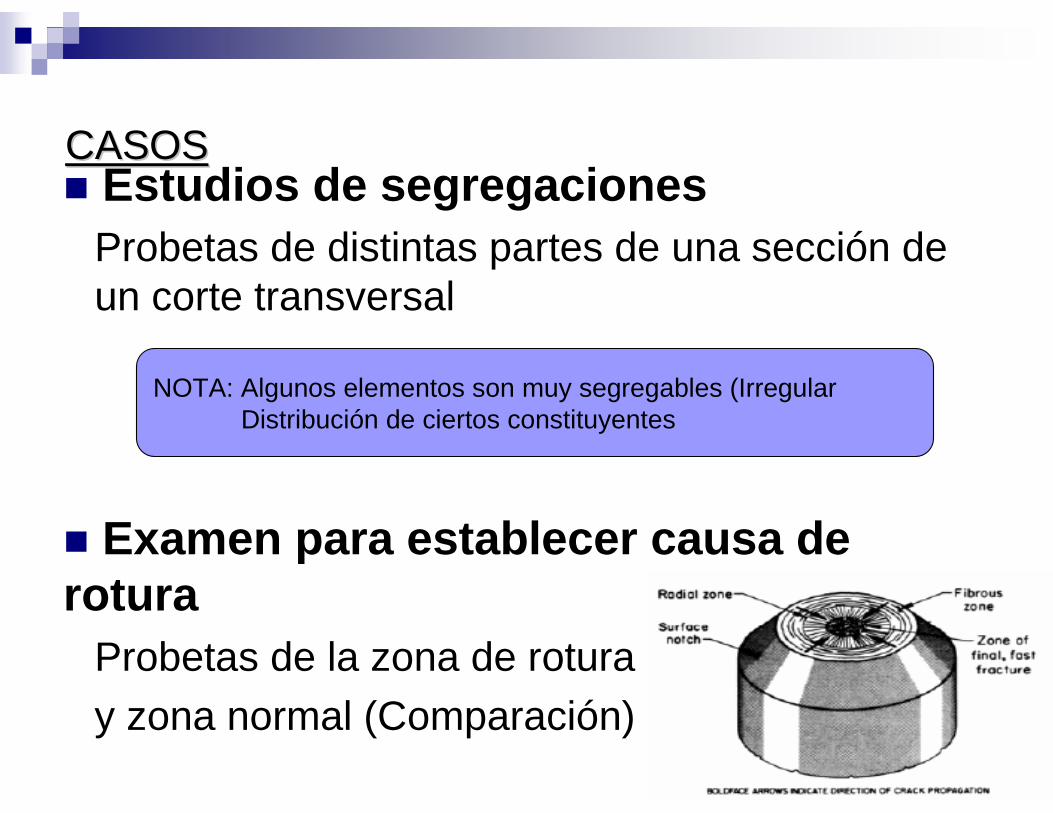
CASOSCASOS� Estudios de segregaciones
Probetas de distintas partes de una sección de un corte transversal
NOTA: Algunos elementos son muy segregables (Irregular Distribución de ciertos constituyentes
� Examen para establecer causa de rotura
Probetas de la zona de rotura y zona normal (Comparación)
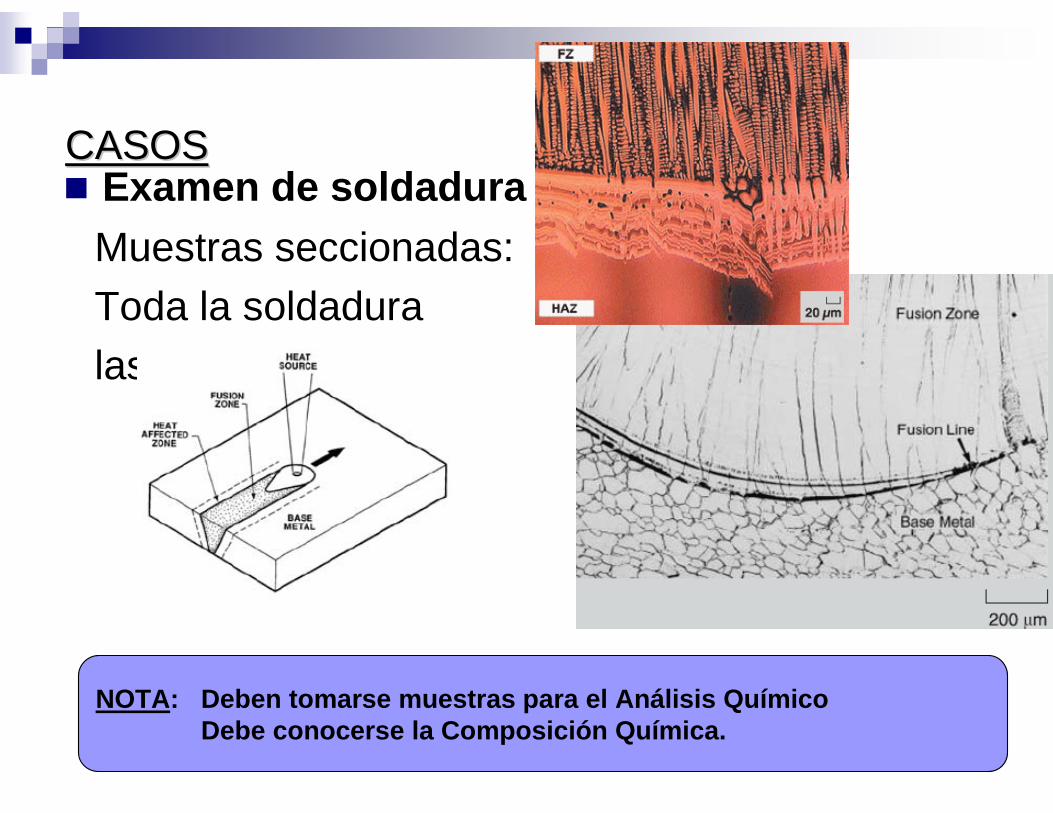
CASOSCASOS� Examen de soldadura
Muestras seccionadas: Toda la soldadura las zonas alejadas.
NOTA: Deben tomarse muestras para el Análisis QuímicoDebe conocerse la Composición Química.
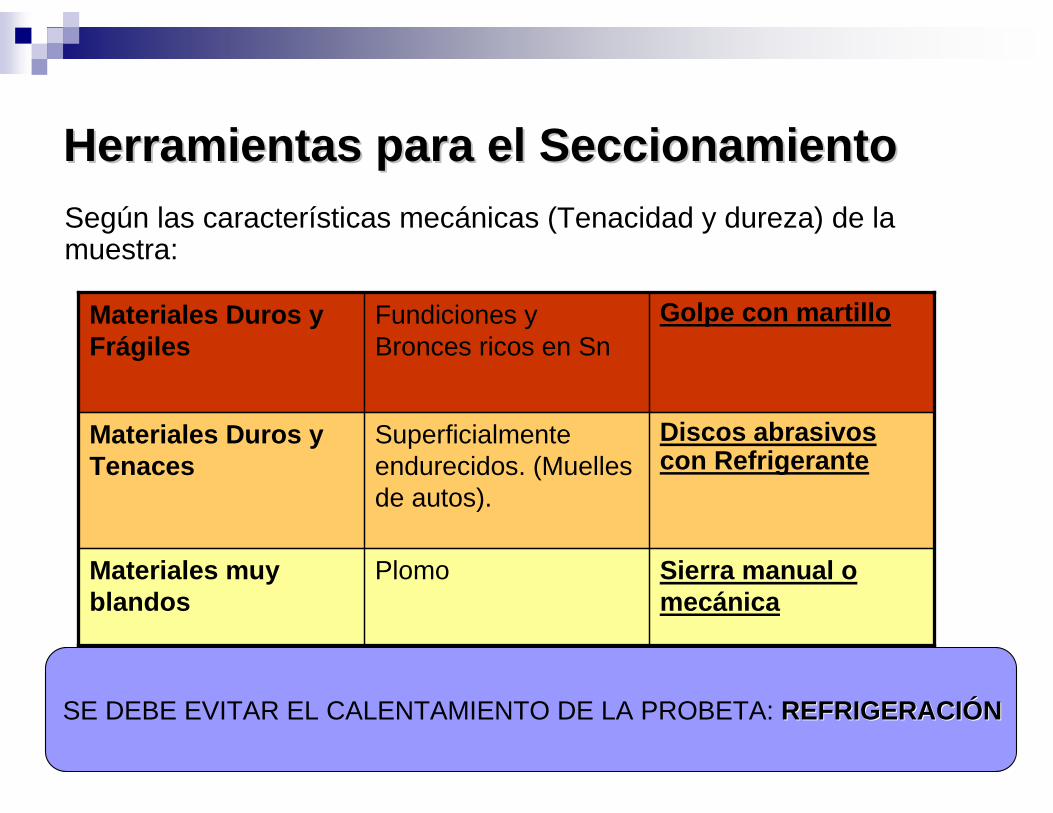
Herramientas para el Herramientas para el SeccionamientoSeccionamientoSegún las características mecánicas (Tenacidad y dureza) de la muestra:
Sierra manual o mecánica
PlomoMateriales muy blandos
Discos abrasivos con Refrigerante
Superficialmente endurecidos. (Muelles de autos).
Materiales Duros y Tenaces
Golpe con martilloFundiciones y Bronces ricos en Sn
Materiales Duros y Frágiles
SE DEBE EVITAR EL CALENTAMIENTO DE LA PROBETA: REFRIGERACIÓNREFRIGERACIÓN
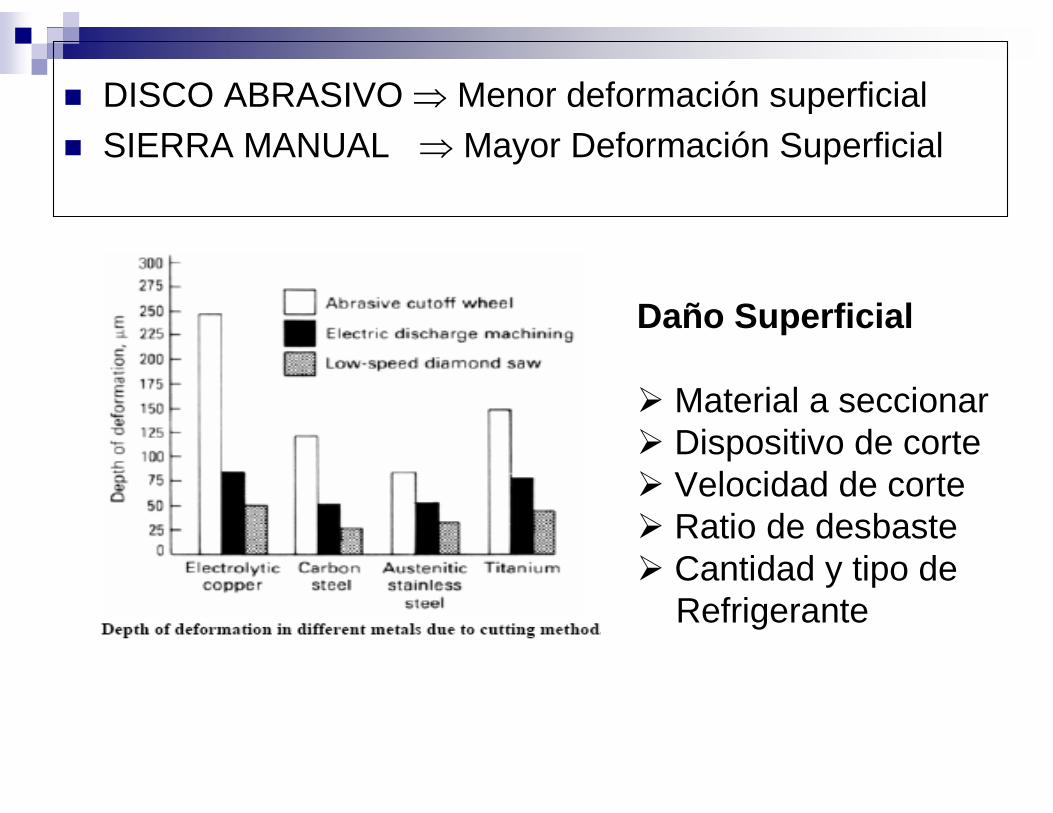
� DISCO ABRASIVO ⇒ Menor deformación superficial� SIERRA MANUAL ⇒ Mayor Deformación Superficial
Daño Superficial
� Material a seccionar� Dispositivo de corte� Velocidad de corte� Ratio de desbaste� Cantidad y tipo de
Refrigerante
MONTAJE
� El montaje de la muestra es a menudo deseable o necesario para un subsiguiente manejo y pulido metalográfico.
� El montaje debe ser hecho por encapsulamientode la muestra en un material polimérico o por sujeción con un dispositivo mecánico.
(ASM Metals Handbook, Vol. 09)
Ventajas
� La retención de borde de probetas montadas es notablemente superior a los de probetas no montadas.
� El manejo más fácil de las muestras que son demasiado pequeñas, frágiles, o torpemente formadas.
� La contención de bordes agudos o esquinas que pueden dañar los papeles abrasivos y paños usados en el equipo de pulido o significar un riesgo durante el manejo.
� Configuración conveniente y uniforme para desbaste manual o automático y máquinas pulidoras.
� La identificación de muestras no montadas es difícil y no permanente. Más detalles pueden ser catalogados al dorso de un montaje, y esta información no es degradada fácilmente con el tiempo.
� Relleno de agujeros y grietas en la muestra con material del montaje para prevenir "filtrado" de agua, alcohol, y soluciones de ataque.
� Tamaño estándar para facilidad de almacenaje en gabinetes desecadores
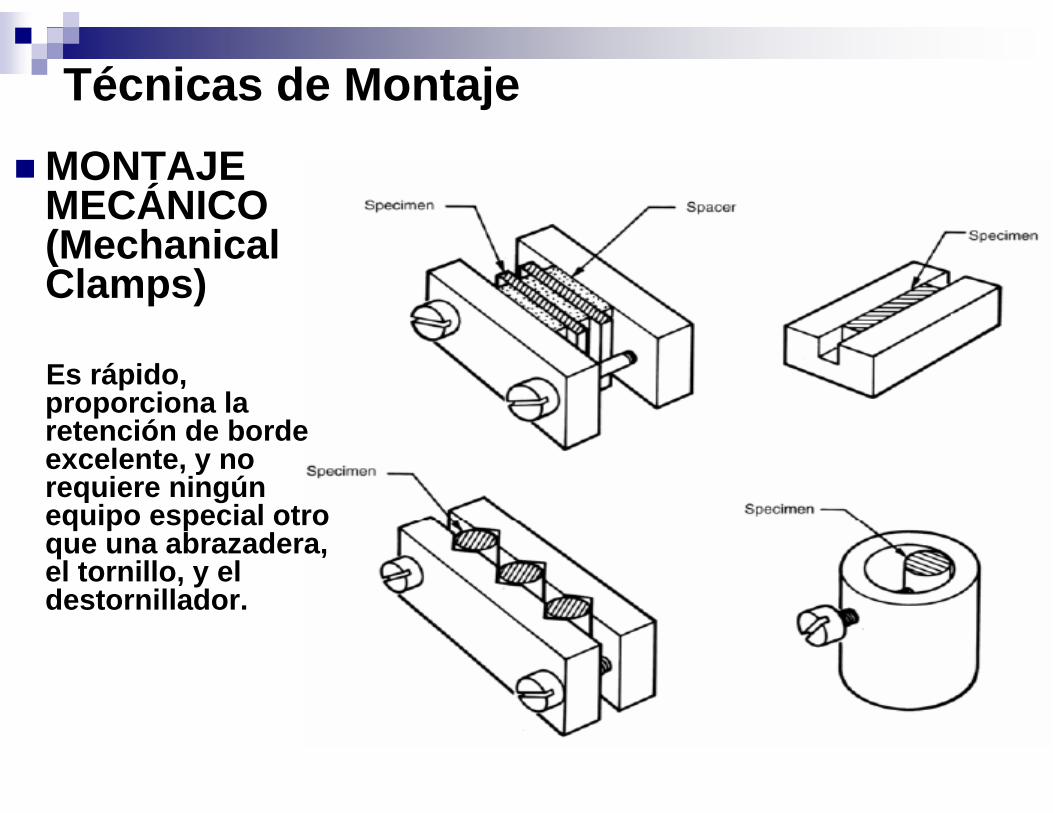
Técnicas de Montaje
� MONTAJE MECÁNICO (MechanicalClamps)
Es rápido, proporciona la retención de borde excelente, y no requiere ningún equipo especial otro que una abrazadera, el tornillo, y el destornillador.
�� MONTAJE PLÁSTICO (MONTAJE PLÁSTICO ( PlasticPlastic MountsMounts ))
Los dos tipos generales de compuestos de polímero para el montaje de muestras metalográficas son:
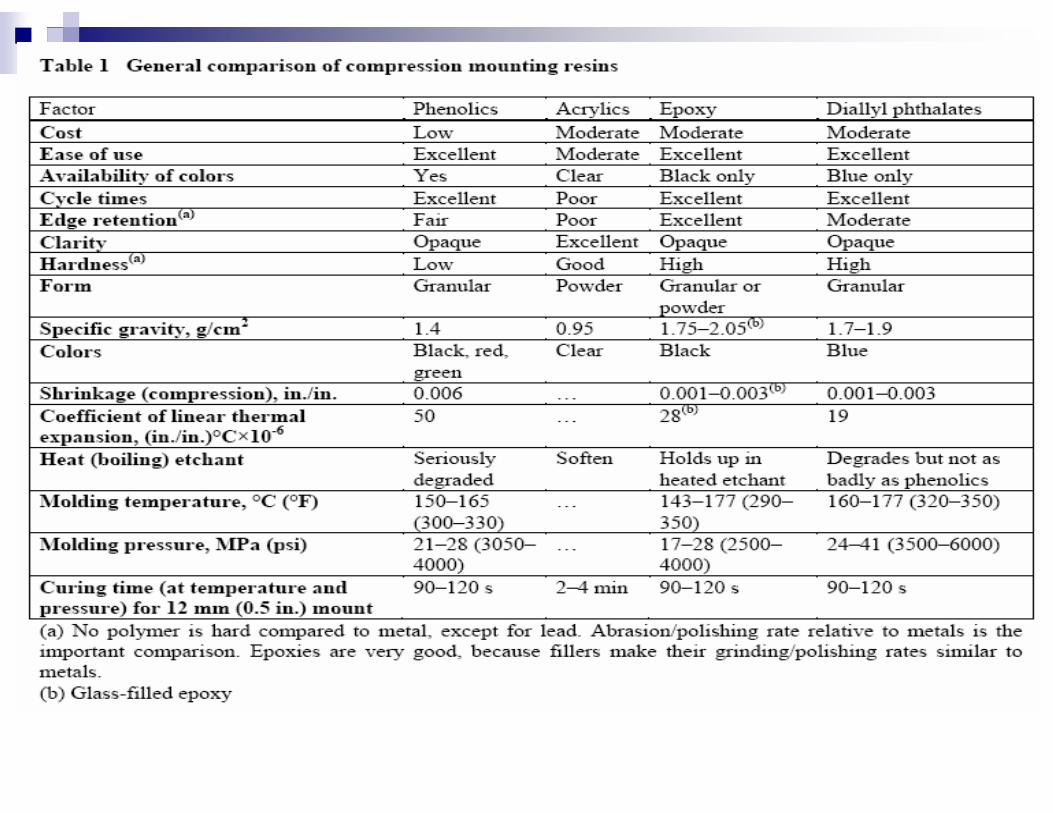
� Resinas de moldeo por compresión (Compressionmolding resins) que requieren el uso de calor y presión para el curado del polímero.
� Resinas de montaje en frío (Castable resins) , donde una mezcla líquida de dos o más polímeros se solidifica en la temperatura ambiente después ser vertido en un molde que contiene la muestra.
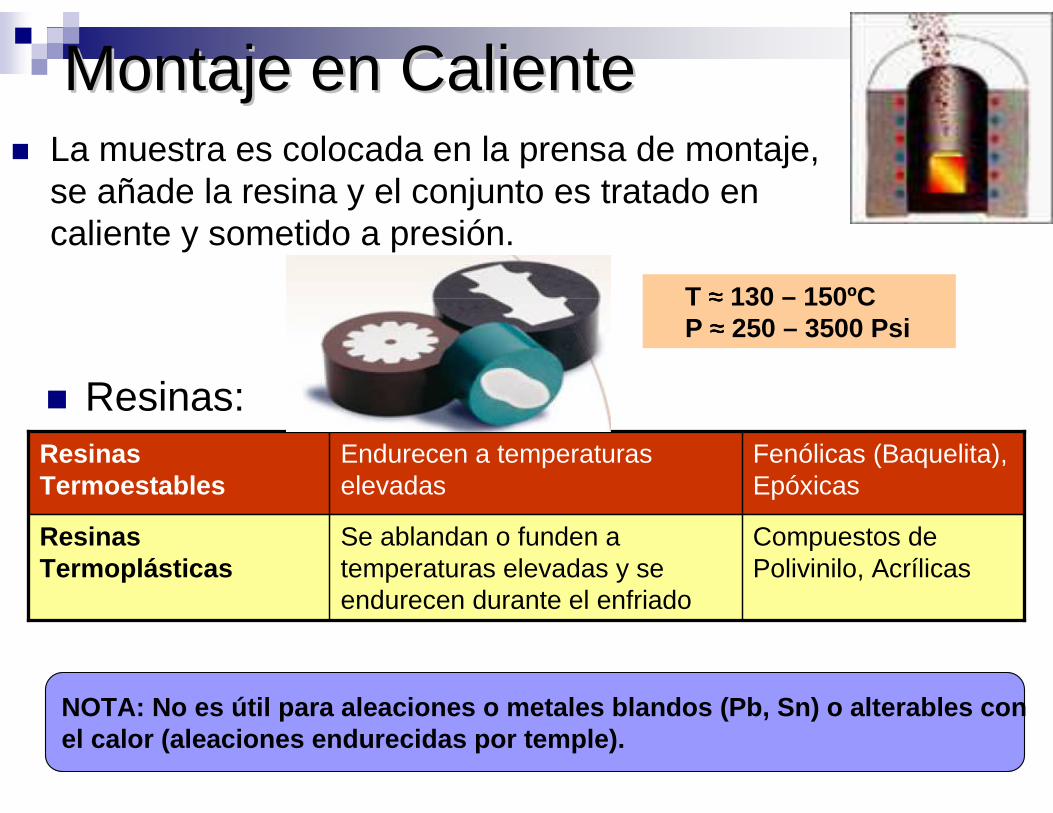
Montaje en CalienteMontaje en Caliente� La muestra es colocada en la prensa de montaje,
se añade la resina y el conjunto es tratado en caliente y sometido a presión.
T ≈≈≈≈ 130 – 150ºCP ≈≈≈≈ 250 – 3500 Psi
� Resinas:
Compuestos de Polivinilo, Acrílicas
Se ablandan o funden a temperaturas elevadas y se endurecen durante el enfriado
Resinas Termoplásticas
Fenólicas (Baquelita), Epóxicas
Endurecen a temperaturas elevadas
Resinas Termoestables
NOTA: No es útil para aleaciones o metales blandos (Pb, Sn) o alterables con el calor (aleaciones endurecidas por temple).
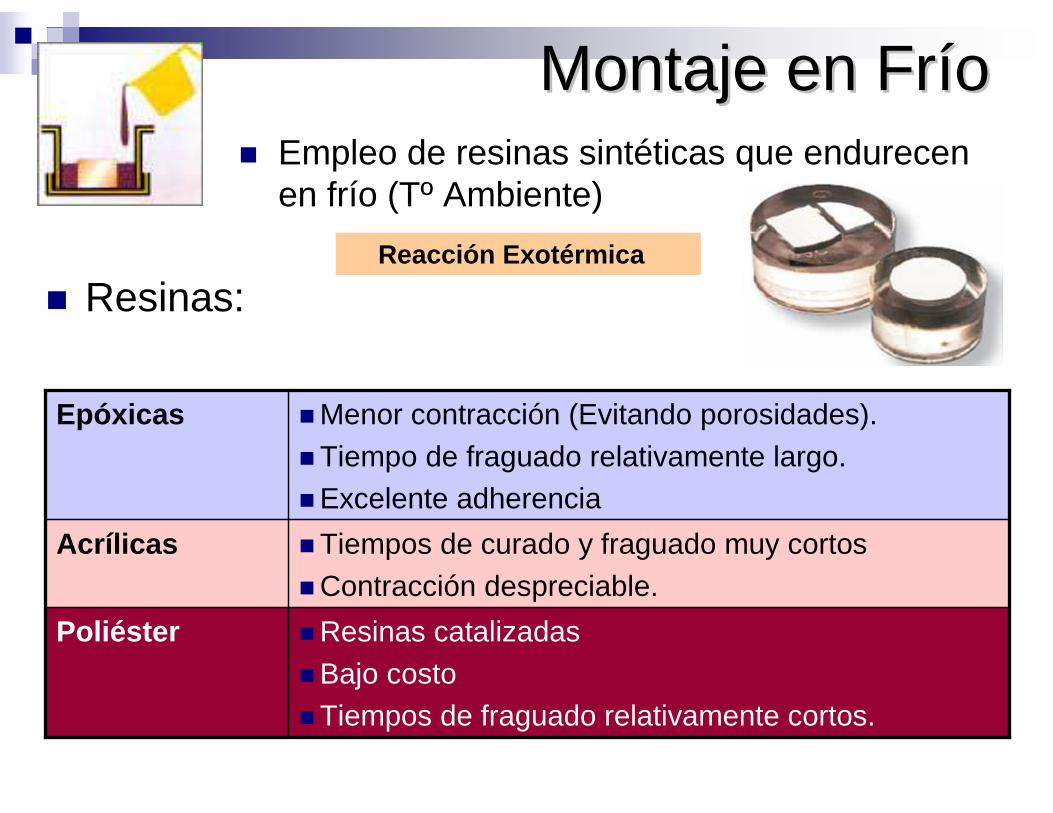
Montaje en FríoMontaje en Frío� Empleo de resinas sintéticas que endurecen
en frío (Tº Ambiente)
Reacción Exotérmica
� Resinas:
�Resinas catalizadas�Bajo costo�Tiempos de fraguado relativamente cortos.
Poliéster
�Tiempos de curado y fraguado muy cortos�Contracción despreciable.
Acrílicas
�Menor contracción (Evitando porosidades).�Tiempo de fraguado relativamente largo.�Excelente adherencia
Epóxicas
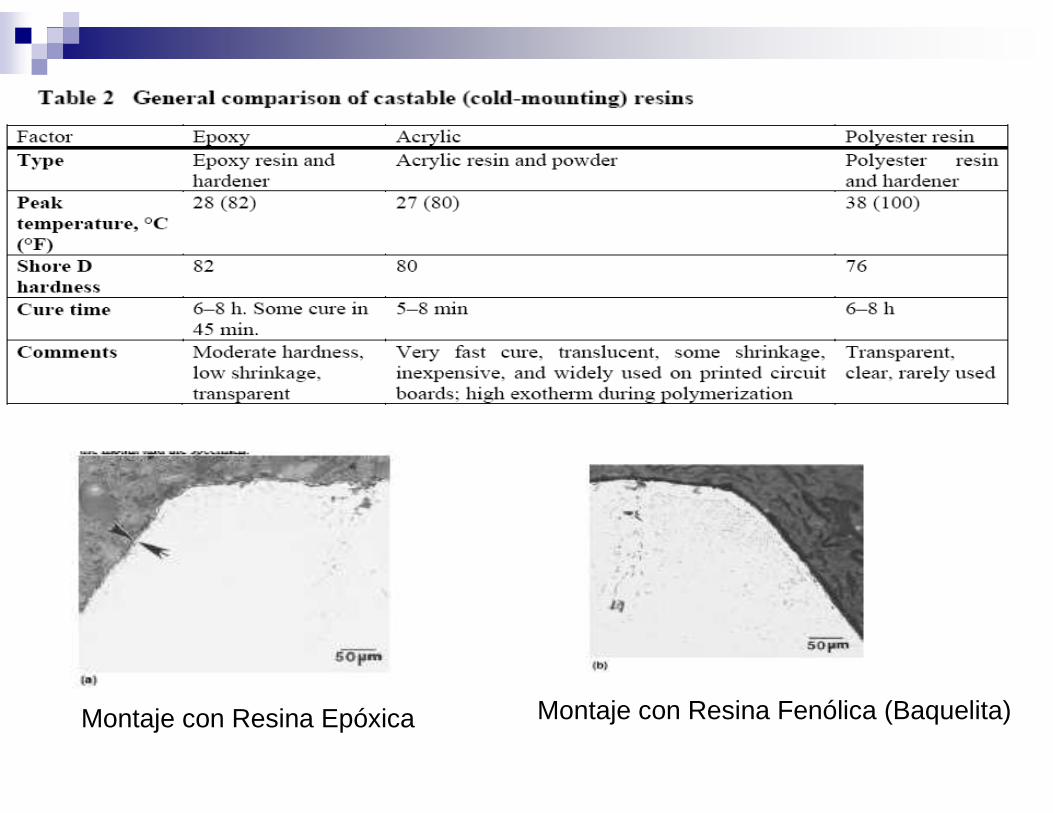
Montaje con Resina Epóxica Montaje con Resina Fenólica (Baquelita)
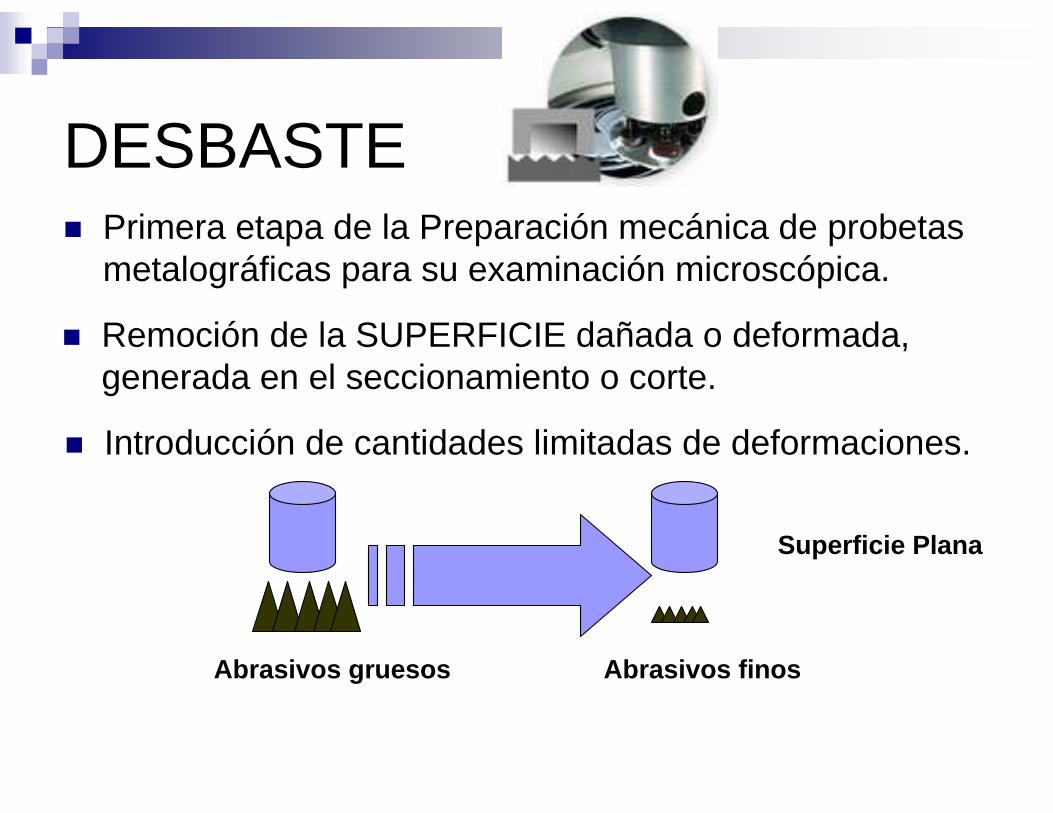
DESBASTE� Primera etapa de la Preparación mecánica de probetas
metalográficas para su examinación microscópica.
� Remoción de la SUPERFICIE dañada o deformada, generada en el seccionamiento o corte.
� Introducción de cantidades limitadas de deformaciones.
Superficie Plana
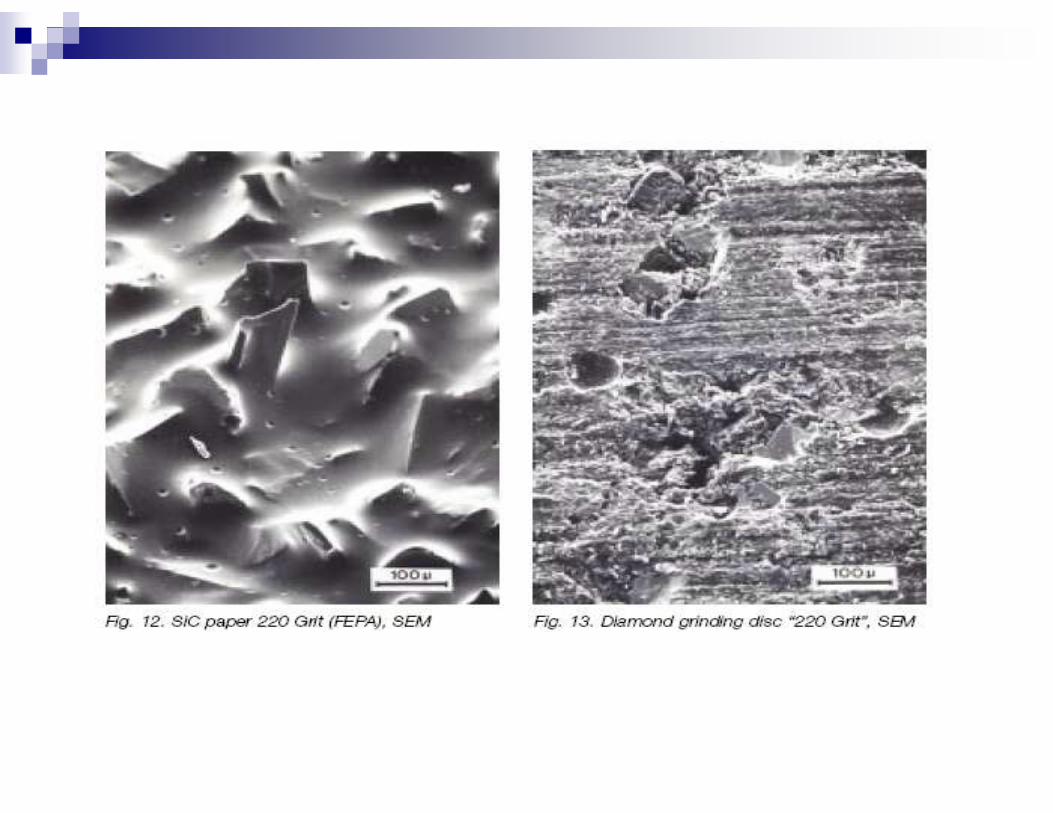
Abrasivos gruesos Abrasivos finos
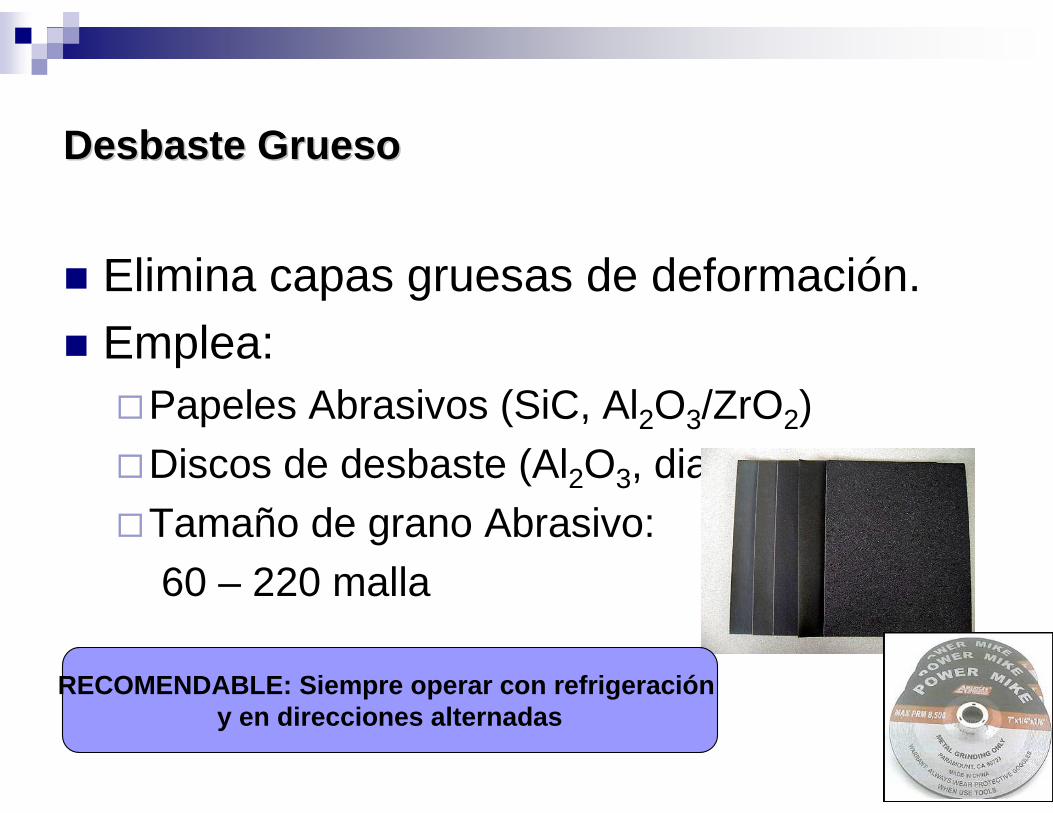
Desbaste GruesoDesbaste Grueso
� Elimina capas gruesas de deformación.� Emplea:
�Papeles Abrasivos (SiC, Al2O3/ZrO2)�Discos de desbaste (Al2O3, diamante)�Tamaño de grano Abrasivo:
60 – 220 malla
RECOMENDABLE: Siempre operar con refrigeración y en direcciones alternadas
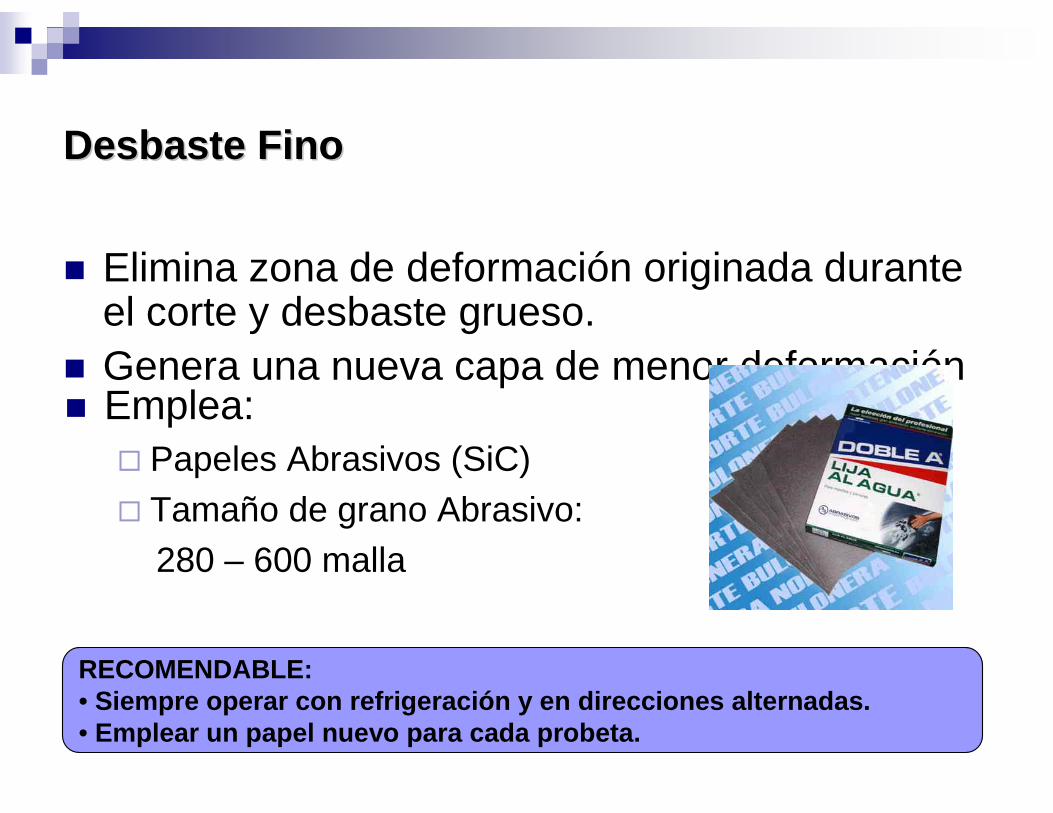
Desbaste FinoDesbaste Fino
� Elimina zona de deformación originada durante el corte y desbaste grueso.
� Genera una nueva capa de menor deformación
RECOMENDABLE:• Siempre operar con refrigeración y en direcciones a lternadas.• Emplear un papel nuevo para cada probeta.
� Emplea:� Papeles Abrasivos (SiC)� Tamaño de grano Abrasivo:
280 – 600 malla
PULIDO� PULIDO MECÁNICO
Elimina zona deformada del desbaste y se consigue una superficie altamente lisa (sin rayas) y pulida.
Abrasivos: Suspensiones o polvos abrasivos
� Dureza relativamente alta� Numerosas aristas y vértices agudos y cortantes.� Autoafilantes� Pasta de Diamante, MgO, Al2O3, SiC, Cr2O3,CeO� Lubricantes: Aceite de Olivo, aceites minerales, agua, etc.
� Paño de Seda� Paño de Lona� Paño de Billar� Paño de Algodón sin pelo� Paño de Algodón de pelo medio� Paño de Nylon� Paño de Rayón Sintético� Paño de Lana Fina y de Pelo corto� Paño de Terciopelo Sintético
Paños de pulido:Elección depende de la naturaleza de la probeta y de la finalidad del examen metalográfico posterior
Pulido Preliminar� Elimina rayas finas de la ultima operación de desbaste.� Abrasivo:
� Pasta de diamante (9 y 6 µm)� SiC (malla 1000)
� Resultados:� Rayas características de un abrasivo de 6µm� Brillo apagado
RECOMENDACIÓN: • Usar paño de pelo corto, o sin pelo como la seda• Tener cuidado con la humedad del paño
Pulido Final� Elimina las rayas producidas en el pulido preliminar.� Abrasivo:
� Tamaño (3, 1 y 0.25 µm)� Pasta de diamante, Dureza: 8000 HV)� Alúmina (abrasivo universal), Dureza: 2000 HV
� Resultados:� Superficie pulida, uniforme y libre de rayas.
RECOMENDACIÓN: • Usar paño de pelo largo o medio, como el terciopelo• Tener cuidado con la humedad del paño• No tocar la superficie pulida• Probeta puede ser atacada inmediatamente después.
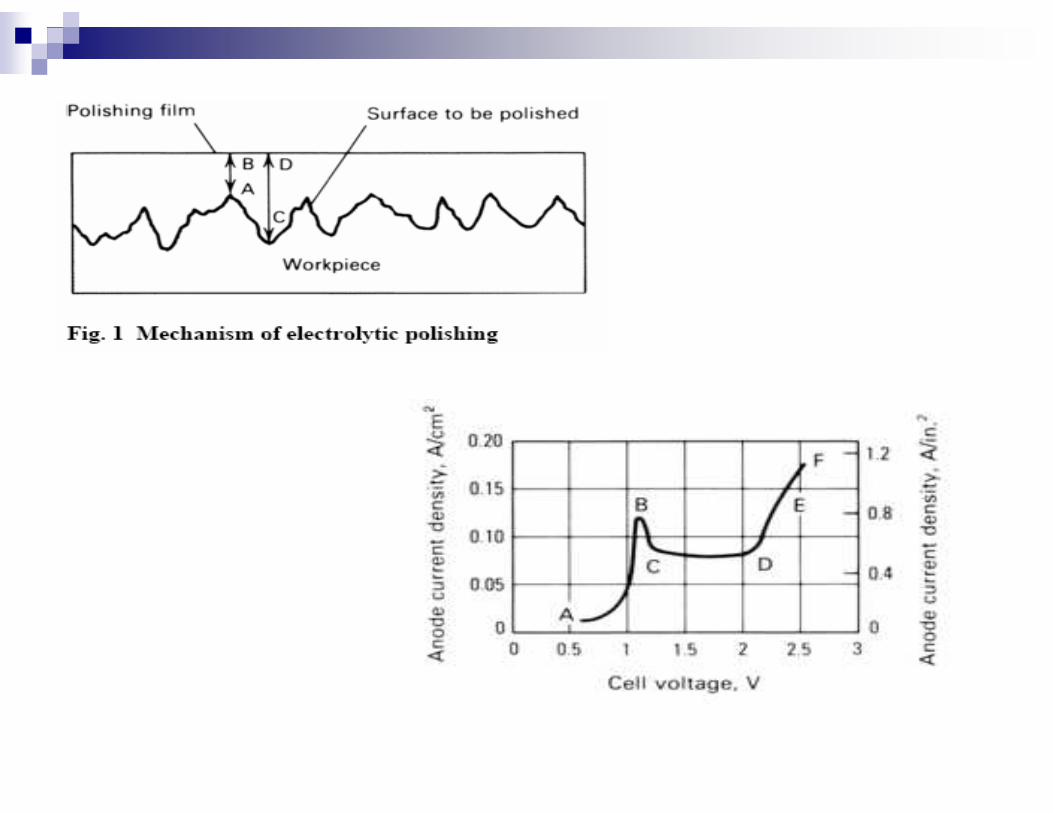
� PULIDO ELECTROLÍTICO
� Utilizado en metalografía de:�Aceros inoxidables�Aleaciones de Cu�Aleaciones de Al�Aleaciones de Mg�Aleaciones de Zr
DIFICIL PULIDO
MECÁNICO
� Incluye generalmente una acción de NIVELAMIENTO o ALISAMIENTOABRILLANTAMIENTO
� NIVELAMIENTO� Disolución preferencial.� Eliminación de aristas salientes y protuberancias de
rayas de desbaste por Disolución Selectiva (Veloc. de Disolución es mayor que en los valles y zonas planas)
� ABRILLANTAMIENTO� Eliminación de irregularidades tan pequeñas como
0,01µm.
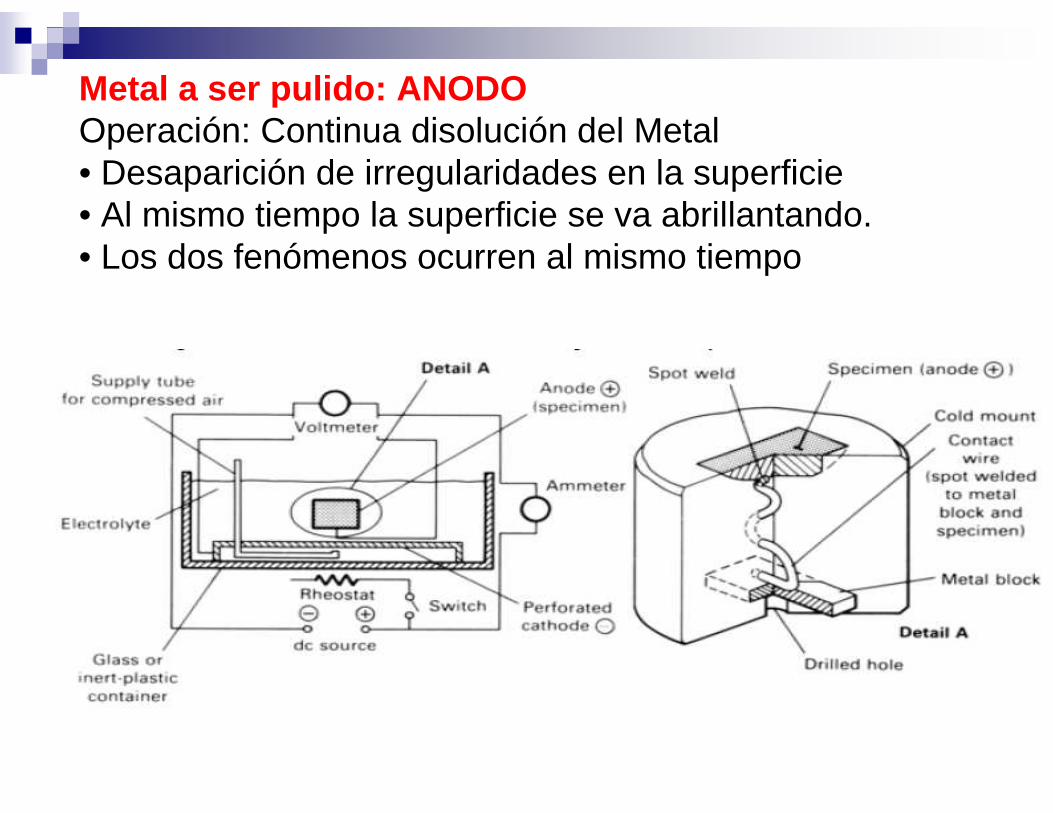
Metal a ser pulido: ANODOOperación: Continua disolución del Metal• Desaparición de irregularidades en la superficie• Al mismo tiempo la superficie se va abrillantando.• Los dos fenómenos ocurren al mismo tiempo
Parámetros del pulido electrolítico
� Densidad de Corriente (A/cm2)� Voltaje (V)� C.Q. del Electrolito, Tº y velocidad de flujo.� Tiempo pulido� Condición inicial de la superficie� Tamaño, forma y composición del cátodo.
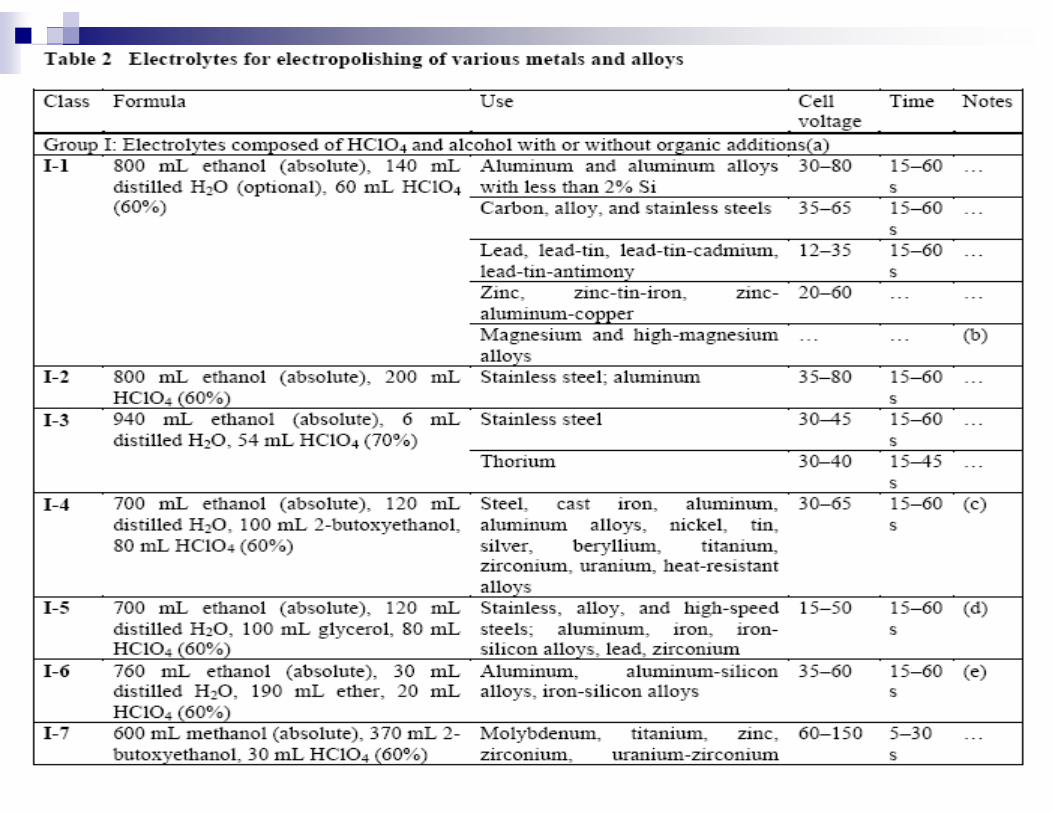
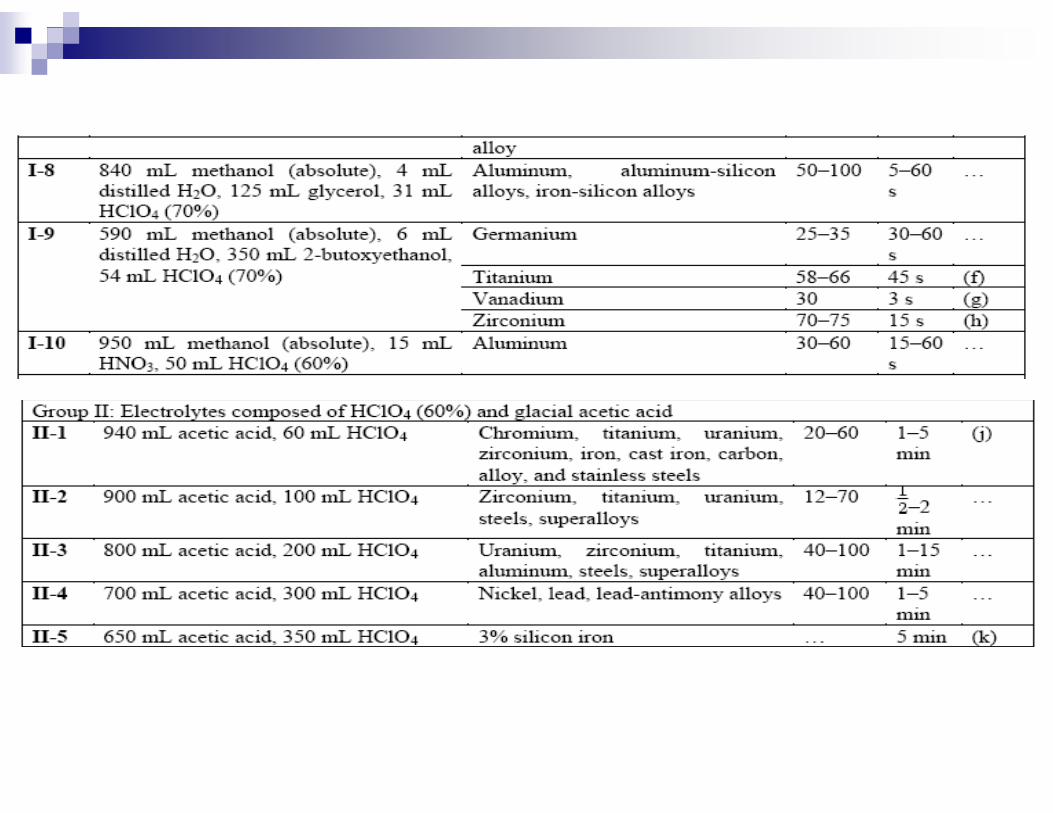
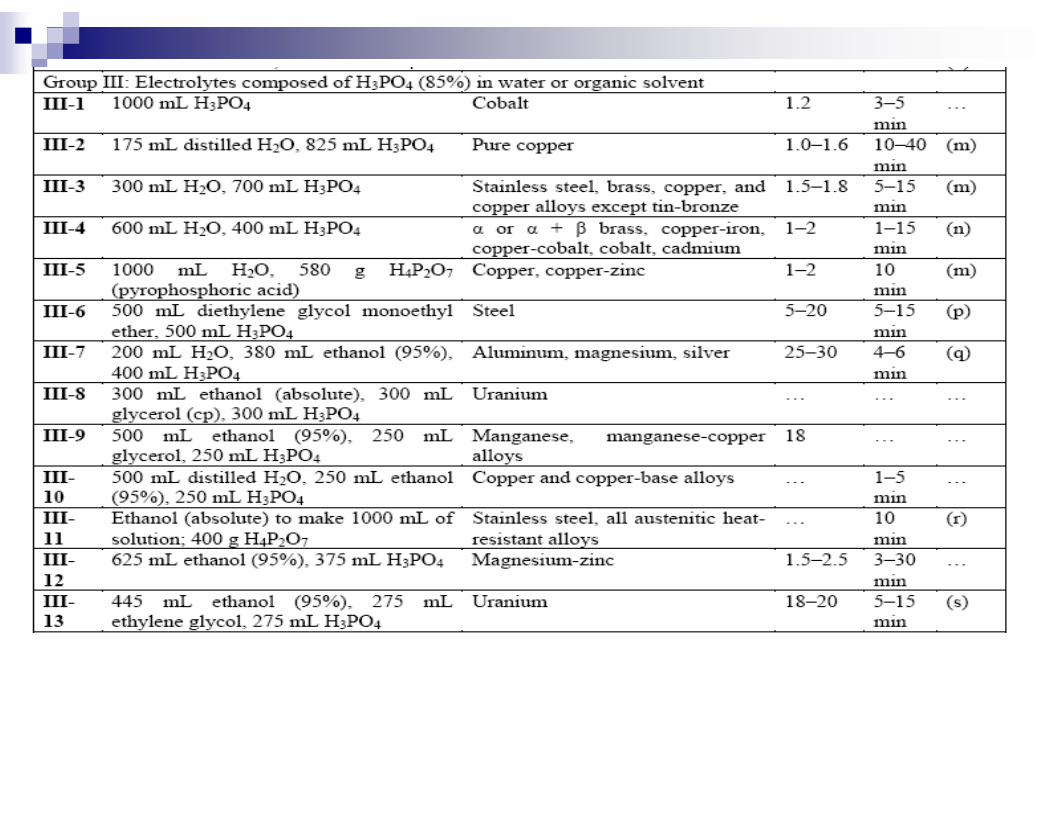
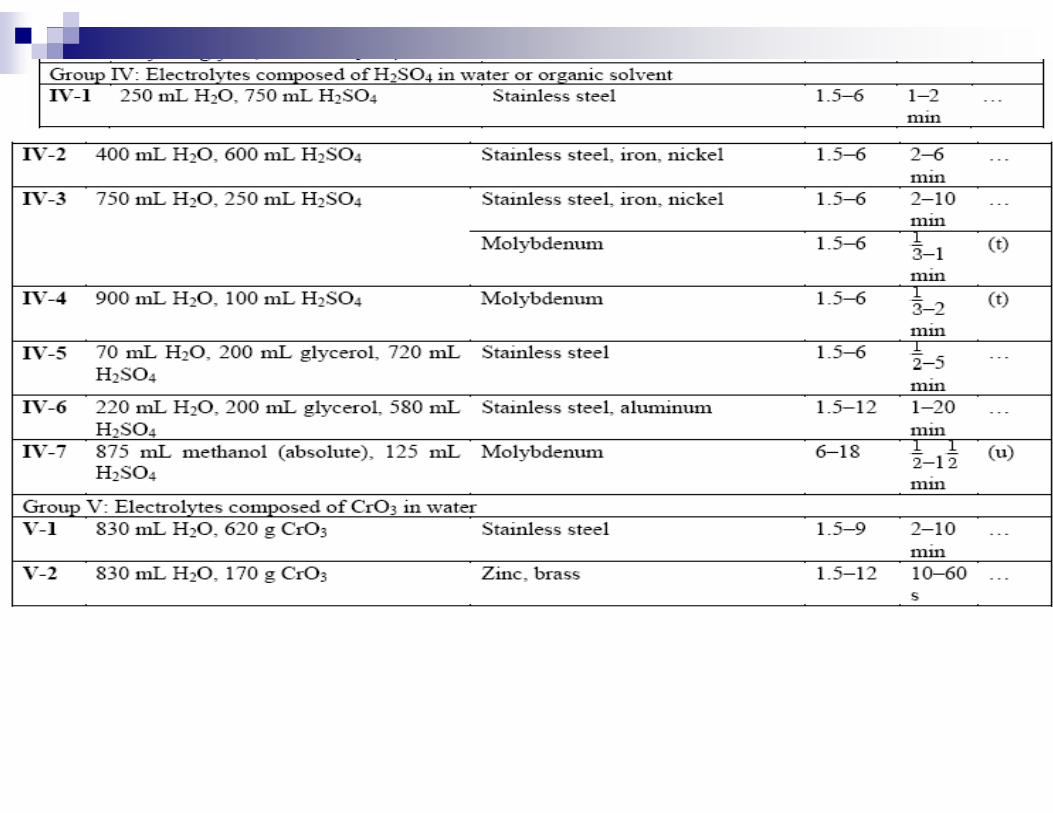
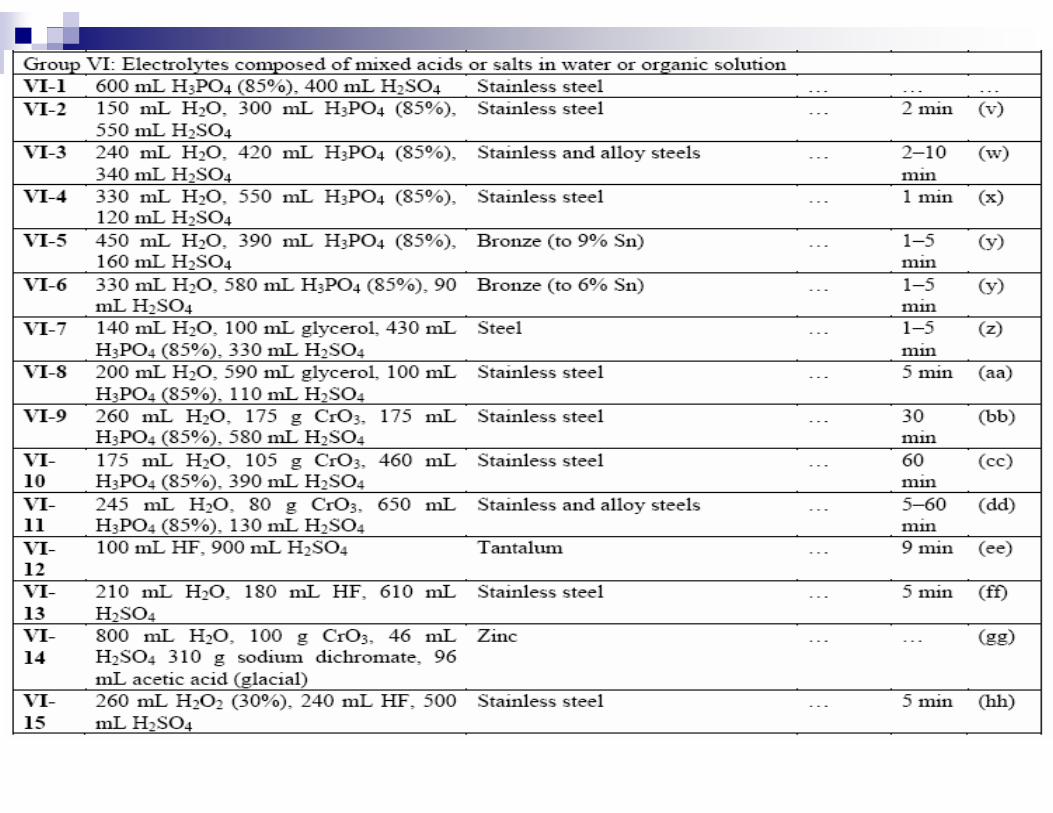
Electrolitos
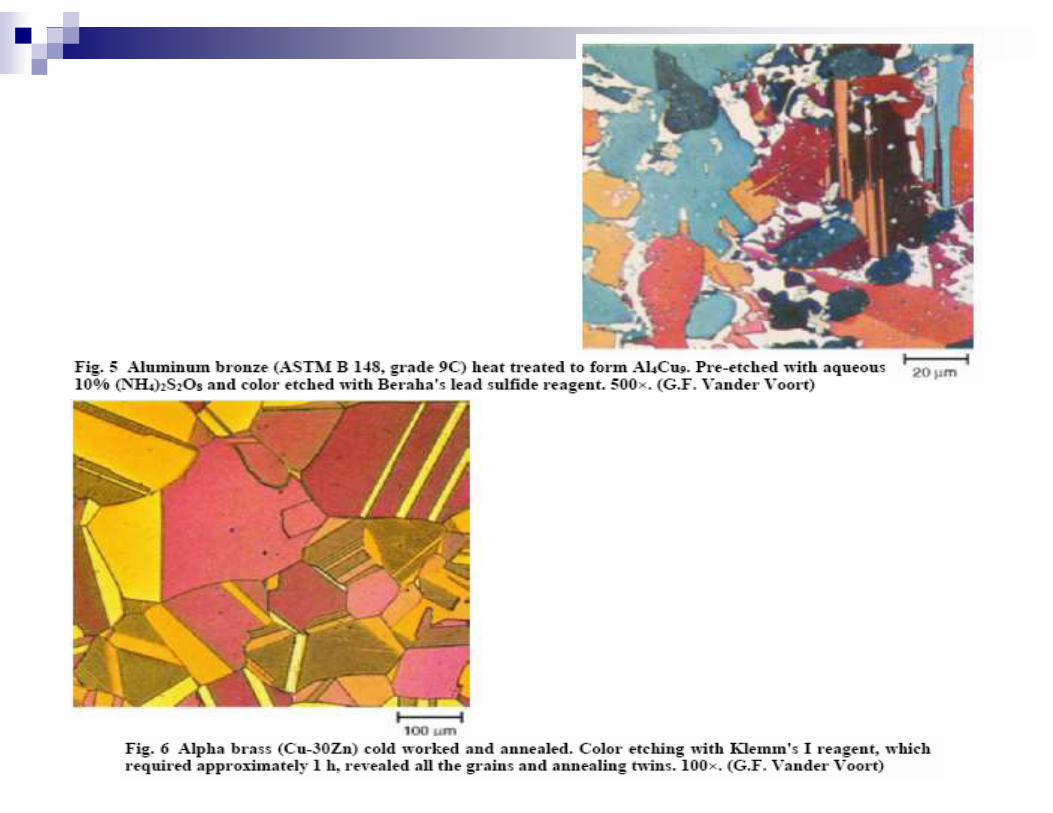
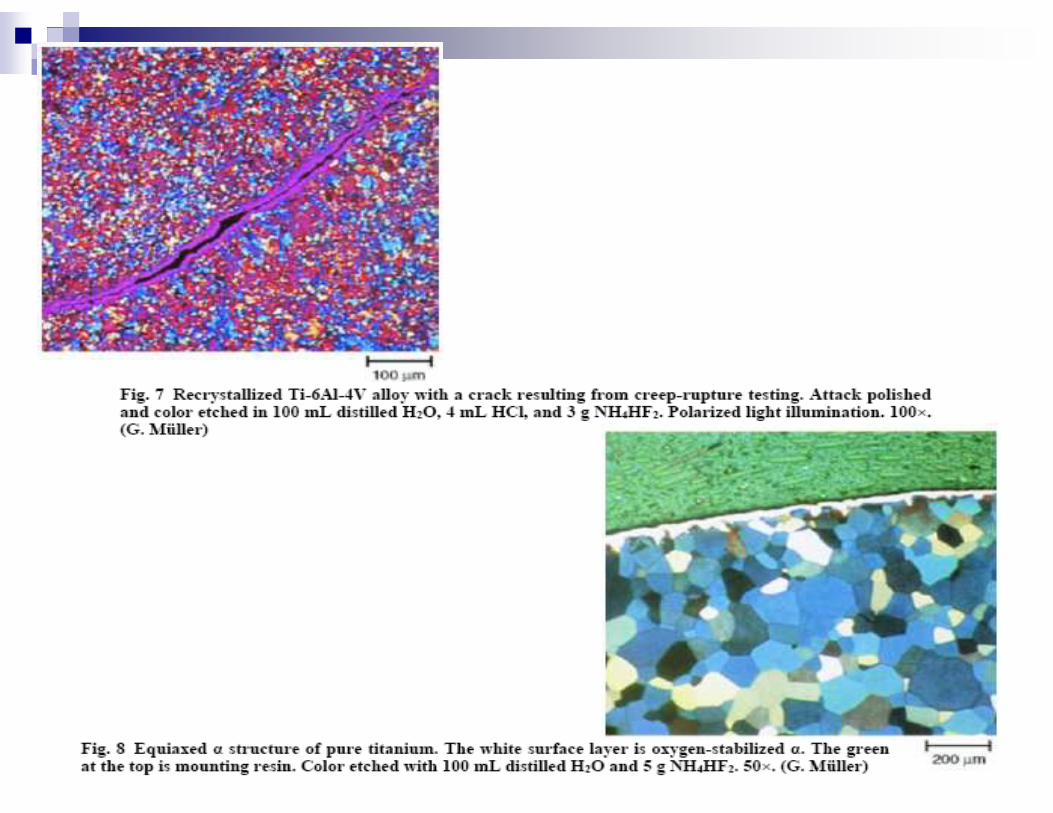
ATAQUE METALOGRÁFICO
Usado en metalografía principalmente para revelar la microestructuramicroestructura de una muestra bajo el microscopio óptico.
(ASM Metals Handbook, Vol. 09)
NOTA: En la mayoría de las aleaciones es NECESARIO un ATAQUE METALOGRÁFICO para revelar la Estructura y Constitución de las Fases presentes.
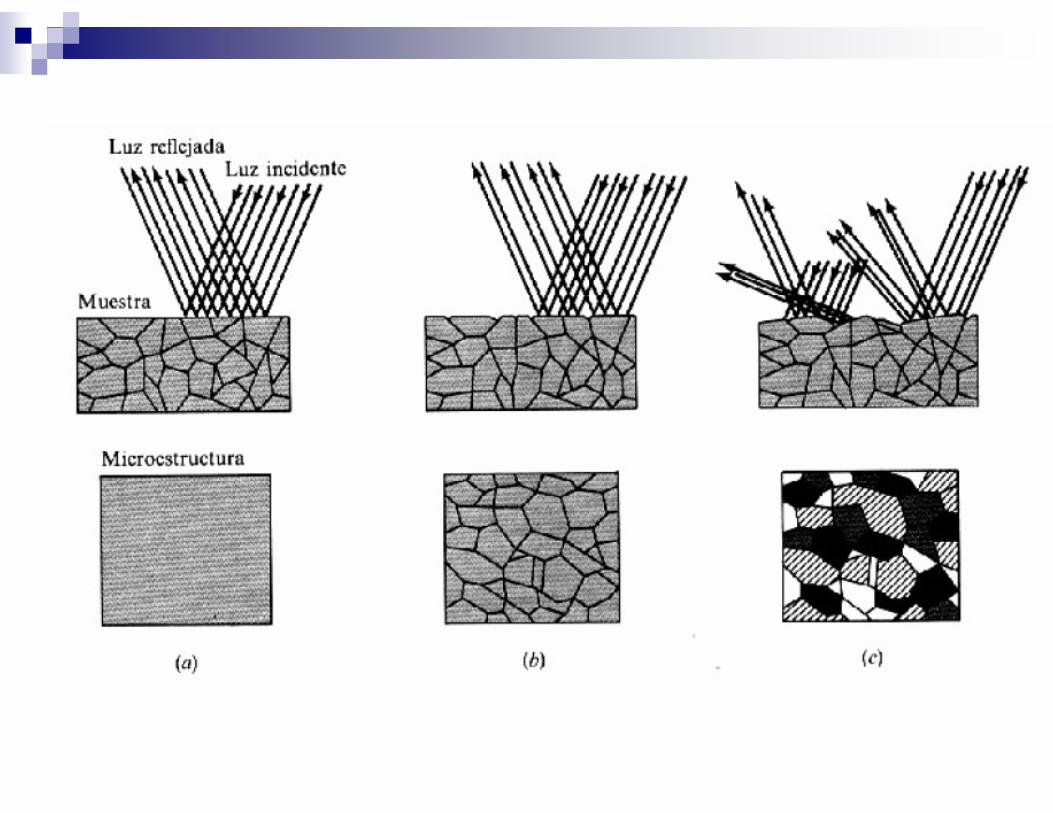
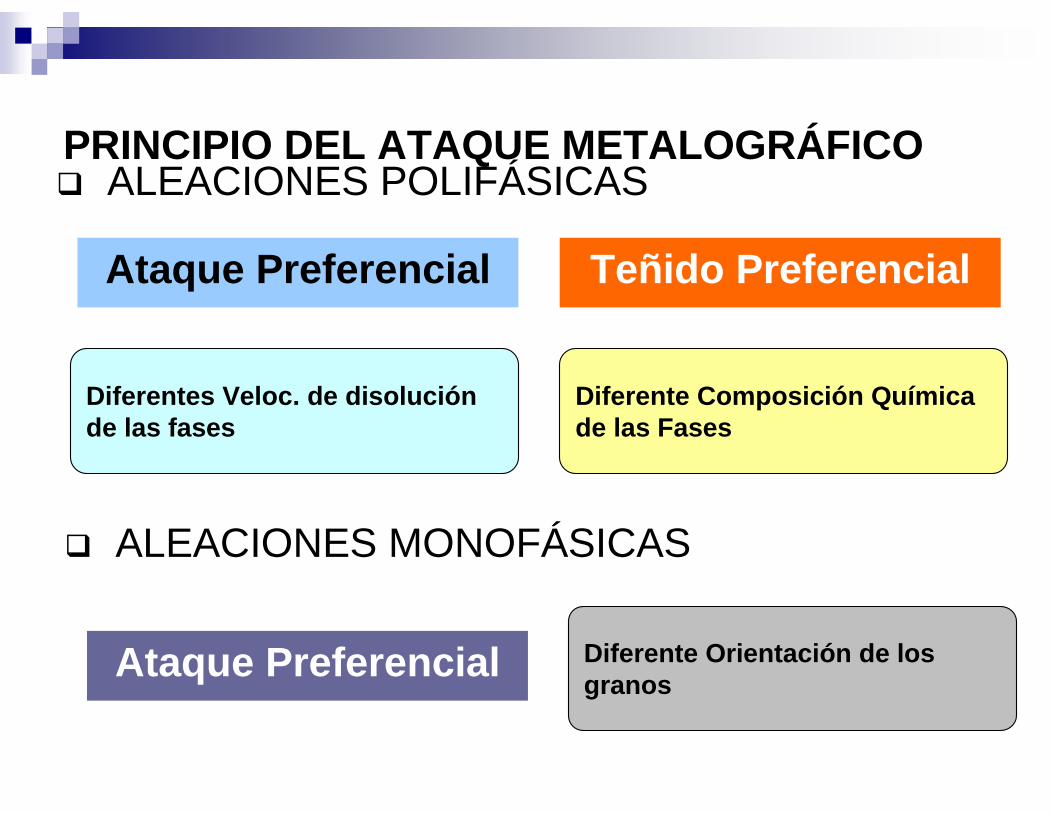
PRINCIPIO DEL ATAQUE METALOGRÁFICO� ALEACIONES POLIFÁSICAS
Ataque Preferencial Teñido Preferencial
Diferentes Veloc. de disolución de las fases
Diferente Composición Química de las Fases
� ALEACIONES MONOFÁSICAS
Ataque Preferencial Diferente Orientación de los granos
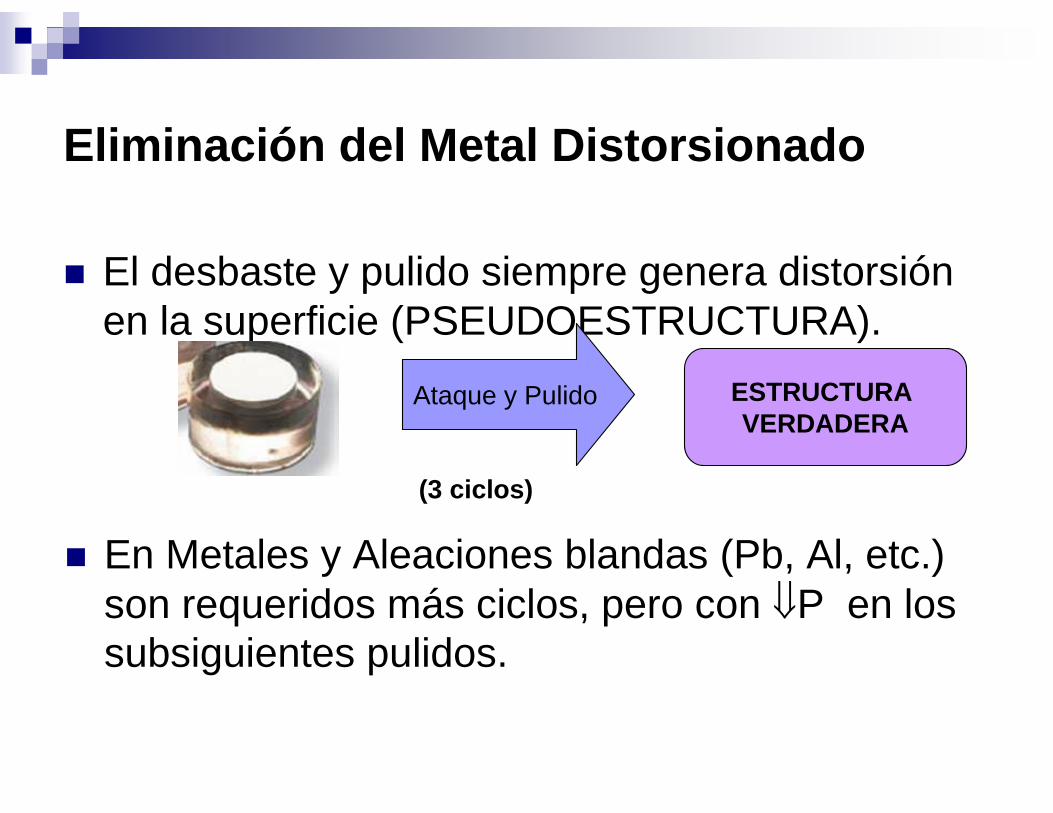
Eliminación del Metal Distorsionado
� El desbaste y pulido siempre genera distorsión en la superficie (PSEUDOESTRUCTURA).
Ataque y Pulido ESTRUCTURA VERDADERA
(3 ciclos)
� En Metales y Aleaciones blandas (Pb, Al, etc.) son requeridos más ciclos, pero con ⇓P en los subsiguientes pulidos.
Reactivos para Ataque Metalográfico
� Ácidos orgánicos o inorgánicos, álcalis de varias clases y otras sustancias más complejas, disueltas en solventes apropiados como agua, alcohol, glicerina, glicol o mezclas de varios de disolventes.
� Concentración de iones de hidrógeno o iones de hidroxilo,
� Capacidad del reactivo para manchar preferentemente uno o mas de los constituyentes estructurales.
Actividad y comportamiento de los reactivos
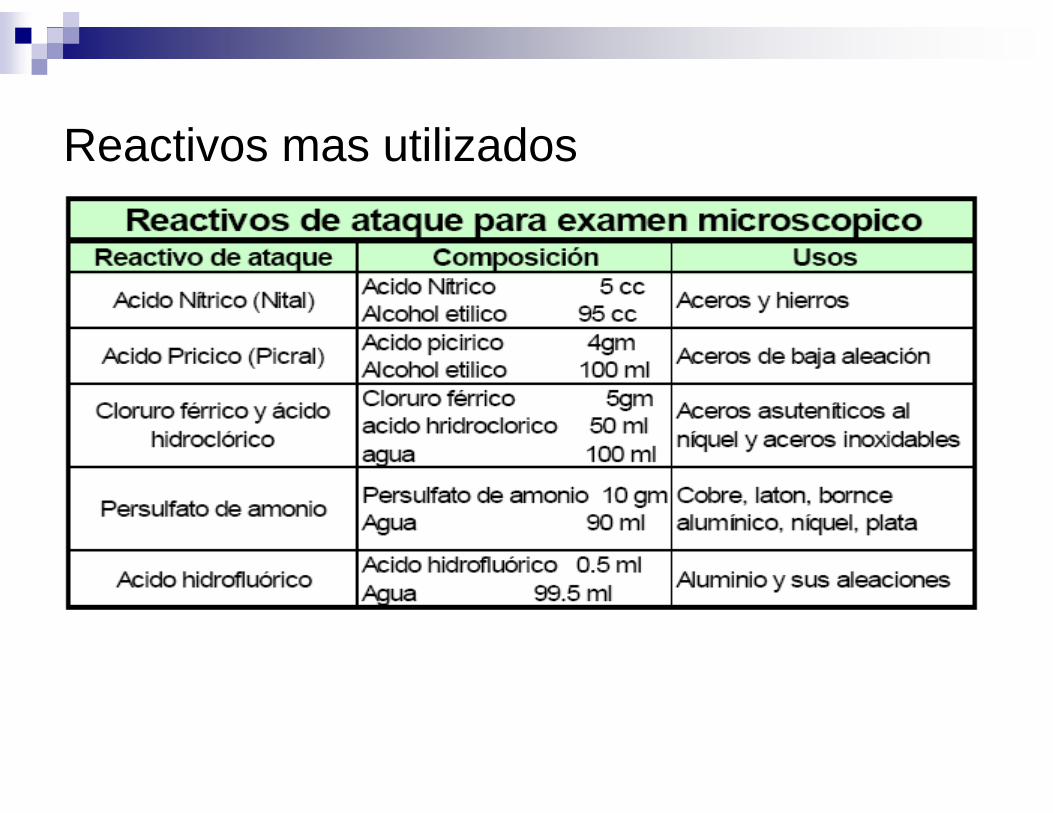
Reactivos mas utilizados
Métodos de Ataque
� Por inmersión de la probeta en el reactivo� Poniendo en contacto con un algodón impregnado con
el reactivo
Tiempo de Ataque
� Es relativo (puede oscilar entre pocos segundos a 30 o más minutos), depende de la concentración del reactivo.
RECOMENDACIÓN: Tomar en cuenta el momento en que la superficie pulida se torna mate
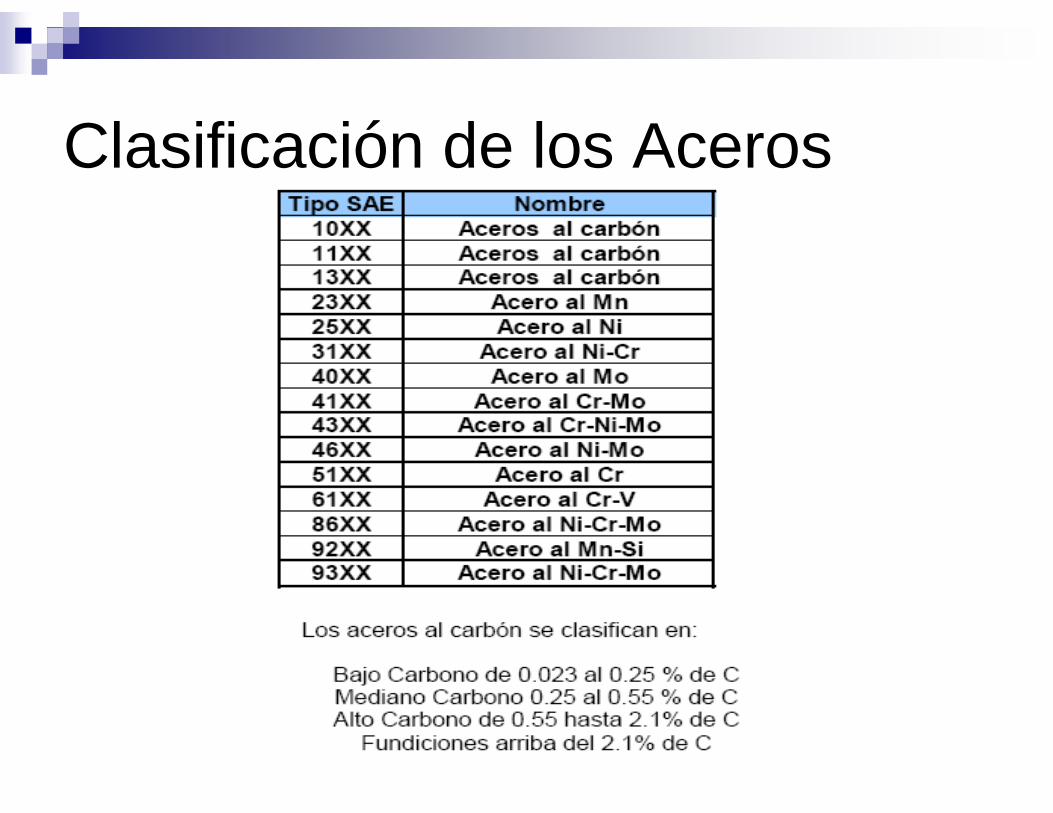
Clasificación de los Aceros