
MEJORAMIENTO DEL PICKING Y SEPARACION DE MERCANCIA...
105
MEJORAMIENTO DEL PICKING Y SEPARACION DE MERCANCIA EN ALIMENTOS FRIKO S.A SANDRA JANETH GIRALDO GAMBOA UNIVERSIDAD NACIONAL DE COLOMBIA FACULTAD NACIONAL DE MINAS ESCUELA DE INGENIERIA DE LA ORGANIZACIÓN MEDELLÍN 2007
Transcript of MEJORAMIENTO DEL PICKING Y SEPARACION DE MERCANCIA...

MEJORAMIENTO DEL PICKING Y SEPARACION DE MERCANCIA EN ALIMENTOS FRIKO S.A
SANDRA JANETH GIRALDO GAMBOA
UNIVERSIDAD NACIONAL DE COLOMBIA FACULTAD NACIONAL DE MINAS
ESCUELA DE INGENIERIA DE LA ORGANIZACIÓN MEDELLÍN
2007
MEJORAMIENTO DEL PICKING Y SEPARACION DE MERCANCIA EN ALIMENTOS FRIKO S.A
SANDRA JANETH GIRALDO GAMBOA
TRABAJO REALIZADO PARA OPTAR POR EL TÍTULO DE INGENIERA INDUSTRIAL
Director: MARTÍN DARÍO ARANGO SERNA
Doctor en Ingeniería Industrial
UNIVERSIDAD NACIONAL DE COLOMBIA FACULTAD NACIONAL DE MINAS
ESCUELA DE INGENIERIA DE LA ORGANIZACIÓN MEDELLÍN
2007

i
DEDICATORIA
Es para mi un orgullo dedicar este Trabajo de Grado, a DIOS, que me ayudado en todos los momentos de mi vida nunca me deja sola, y me ha brindado los valores necesarios para sacar este proyecto adelante.
A mis padres y mi hermana, las personas más importantes de mi vida, que se han esforzado y sacrificado, para que yo culmine ahora este gran logro en mi vida.
A mis abuelos, quienes siempre han estado conmigo, regalándome su apoyo y sacrificio.

ii
AGRADECIMIENTOS
Ahora que miro atrás y hago un resumen de lo que ha sido mi paso por la universidad, veo todas las cosas que he logrado, las personas que he conocido, las situaciones, alegrías y sufrimientos que he vivido a lo largo de mi carrera, me doy cuenta que todas fueron necesarias para volverme una mujer mas fuerte y por eso quiero dar las gracias a todos los que me brindaron su apoyo y mejores deseos.
Agradezco primero a DIOS, por darme y tenerme aun con vida, por darme una excelente familia, grandes amigas y amigos, por dotarme de inteligencia. Tolerancia, perseverancia y paciencia las cuales me han ayudado a sacar adelante mi carrera, le agradezco por ser mi amigo y confidente y por que siempre esta conmigo y sin su presencia esto no seria posible..
Agradezco también a mi familia la cual siempre llevo en mi corazón y son uno de los motores principales de mi vida, a mis padres JANETH GAMBOA G Y JULIO CESAR GIRALDO S y a mi hermana PAULA ANDREA GIRALDO G quienes han estado siempre a mi lado brindándome todo su apoyo en los buenos y malos momentos, han llorado y reído conmigo, han compartido mis penas, sufrimientos y alegrías, en todo el transcurso no solo de mi vida personal sino también de mi vida académica; agradezco a mis abuelos CELINA GRAJALES E IVAN GAMBOA T , por haber estado en todos y cada uno de los momentos mas difíciles , por preocupasen y esmerasen en que yo fuera una persona no solo de grandes valores sino también una excelente profesional , agradezco a estas dos personas sin los cuales quizá no hubiese sido posible este logro.
Doy gracias también a MONICA DUQUE, TATIANA GIRALDO, JULIANA ESTRADA, ISIS GIRALDO, VERONICA GONIMA, NATALIA VASQUEZ Y KARLA ALVAREZ, personas que conocí a lo largo de mi carrera y quienes se convirtieron sin darme cuenta en mis grandes y mejores amigas, agradezco a ellas porque igual que muchos también han estado en los mejores y peores momentos, siempre me han ayudado y apoyado; han compartido triunfos y derrotas conmigo y me enorgullece ser amiga de estas grandes personas, también doy las gracias a GLORIA CARMONA Y ANA MARIA ZULUAGA, quienes también se convirtieron en un gran apoyo en mi vida no solo académica sino también personal, a DEIBYD MAYA Y STEVEN VILLADA por cruzarse en mi camino y ser un gran apoyo para mi, doy gracias a DIOS por haber conocido tan buenas personas.
Por otro lado doy infinitas gracias a todas y cada una de las personas que conocí e hicieron grandes aportes en el transcurso de mi practica profesional en Alimentos Friko, en especial a los ingenieros industriales ANDRES MARTINEZ, JORGE LONDOÑO, FABIO ARCILA Y ELKIN ROLDAN de los cuales aprendí muchísimas cosas no solo para mi vida profesional sino también en mi vida personal, doy gracias porque siempre me apoyaron y me brindaron sin ningún reclamo su ayuda y conocimiento.
Agradezco también a todos los profesores que a lo largo de mi carrera realizaron grandes aportes y hacen parte de lo que ahora soy, en especial a mi asesor el profesor MARTIN DARIO ARANGO SERNA y el profesor ALEXANDER CORREA, quienes me brindaron su asesoría y compartieron su conocimiento conmigo.
Agradezco también a muchas otras personas que quizás aquí no mencione y talvez nunca lleguen a leer estas palabras, pero que igual estuvieron conmigo e hicieron grandes aportes y me ayudaron en mi vida personal y académica y de los cuales aprendí muchísimo y ahora los llevo en lo mas profundo de mis recuerdos y de mi corazón. A todos muchas gracias.

iii
INTRODUCCION
Con este informe se pretende evidenciar toda la información capturada en los primeros días de practica profesional en la empresa Alimentos Friko S.A, puesto que la logística tiene como objetivo principal fusionar todas y cada una de las actividades involucradas en ella, desde la compra de materia prima, procesamiento de la misma ,almacenamiento, distribución, transporte y entrega al consumidor final, sin perder nunca las normas de calidad para así ofrecer un producto de alta excelencia; por lo anterior en Alimentos Friko S.A. se asigno el trabajo de auditar y consolidar el procedimiento del área de distribución e inventarios; fusionando todos los procedimientos en uno sólo , para así tener la información más actualizada y llevar un control de la misma.
Puesto que toda mejora, redunda en un beneficio de la calidad final del producto, y de la satisfacción del consumidor que es lo que pretende quien adopta la norma como guía de desarrollo empresarial, si quiere permanecer en el mercado.
Alimentos Friko S.A. es una empresa que cada vez quiere brindar un producto de mejor calidad al consumidor , siguiendo principios de liderazgo, participación e implicación, orientación hacia la gestión, el sistema de procesos que simplifica los problemas, el análisis de los datos incluyendo sobre todo al consumidor y la mejora continua. Una empresa que aplique este mismo trabajo logra conocer y mejorar las capacidades de la organización, de este modo, es posible mejorar el producto de forma constante y satisfacer firmemente al siempre y más exigente consumidor.
En vista de que en alimentos Friko s.a , se observo la necesidad de mejorar el proceso de picking ,ya que éste en la actualidad se realiza dentro de la cava de almacenamiento, sin ninguna clase de tecnología y esta situación conlleva a un sinnúmero de quejas y reclamos por parte de los clientes ; Buscando mejorar esta situación la compañía se interesó en el proyecto de MEJORAMIENTO DEL PICKING Y LA SEPARACION DE MERCANCIA, donde se busca la viabilidad de organizar un área especifica donde se realicen las actividades de separación de pedidos, pesaje, facturación, codificación y despacho, en un mismo instante.
Se pretende entonces, que la realización de este proyecto disminuya sustancialmente los tiempos muertos en el proceso.
Para mantener al mínimo los costes de distribución de la empresa y la satisfacción de los clientes, es necesario tener un sistema fundamental de pedidos rápido; este nuevo proyecto de picking y ubicación de mercancía permite una rápida manipulación y envío de mercancía.
Ciertos cambios continuos que ocurren en el entorno industrial y de negocios deben estudiarse desde el punto de vista económico y practico. Estos incluyen la globalización del mercado y de la fabricación, la estratificación de las corporaciones en un esfuerzo por ser más competitivas sin deteriorar la calidad, el crecimiento del uso de computadoras en todas las facetas de una empresa y la expansión sin limite de las aplicaciones informáticas.
La única posibilidad para que una empresa o negocio crezca y aumente su rentabilidad es aumentar la productividad. El mejoramiento de la productividad se refiere al incremento de la producción por hora – trabajo o por tiempo gastado.
iv
OBJETIVOS
GENERAL
Disminuir los errores en el pesaje, codificación y despacho de la mercancía al cliente, levantando un proyecto que permita la mejora continúa del proceso; agilizando el de picking y la separación de la mercancía.
ESPECIFICOS
Mostrar la importancia que tiene la aplicación de la norma ISO, para un buen sistema de gestión de la calidad, en una empresa.
Disminuir los tiempos en espera en el CEDI y tiempos muertos en el despacho, los
cuales son causados por la mala separación de la mercancía.
Realizar y auditar un procedimiento adecuado y óptimo para el proceso de picking
Reducir las demoras en la separación
Disminuir las quejas y reclamos por parte de los clientes, por faltantes en su pedido.
Optimizar y estandarizar el proceso de picking y separación de mercancía

i
TABLA DE CONTENIDO
2. MISION ...................................................................................................................................... 1
3. VISION ...................................................................................................................................... 1
4. REQUERIMIENTOS DE LA EMPRESA .................................................................................... 2
4.1 POLÍTICA DE CALIDAD .......................................................................................................... 2 4.2 CONFORME ............................................................................................................................ 2 4.3 COMPETITIVO ....................................................................................................................... 2 4.4 APTO ....................................................................................................................................... 2 4.5 EFICACIA ............................................................................................................................... 2 4.6 MEJORAMIENTO CONTINUO ............................................................................................... 2 5. NORMA ISO .............................................................................................................................. 3
5.1 REQUISITOS PARA REALIZAR EL PROCEDIMIENTO DE CONSOLIDACIÓN ................. 3 5.1.1 PROPOSITO .............................................................................................................. 3
5.1.2 ALCANCE .................................................................................................................. 3
5.1.3 DEFINICIONES .......................................................................................................... 3
5.1.4 CONDICIONES GENERALES ............................................................................................ 3
5.1.5 FLUJOGRAMA .................................................................................................................... 3
5.1.6 ANEXOS .................................................................................................................... 3
5.1.7 DOCUMENTOS DE REFERENCIA ............................................................................. 4
5.1.8 REGISTROS DE CALIDAD .......................................................................................... 4
6. TRABAJO REALIZADO EN LA CONSOLIDACION DE PROCEDIMIENTOS ........................... 5
6.1 DESPACHOS, CONTROL Y EVALUACION DE SERVICIOS DE TRANSPORTE ................. 8 7. PICKING EN ALIMENTOS FRIKO S.A .................................................................................... 12
7.1 LA PREPARACIÓN DE PEDIDOS TRATA DE LOGRAR: ....................................................13 7.1.1 Fases Preparativas ................................................................................................... 13
7.1.2 Recorridos ............................................................................................................... 13
7.1.3 Extracción: Esta fase incluye: ........................................................................................... 14
7.1.4 Verificación y Acondicionado: ..................................................................................... 14
8. PREPARACION DE PEDIDO TIPO PICKING ......................................................................... 14
8.1 Ventajas ................................................................................................................................14 8.2 Inconvenientes...................................................................................................................... 14 9. TRANSPORTE ....................................................................................................................... 15
10. PRINCIPIOS DEL PICKING .................................................................................................. 15
10.1 OPERATIVIDAD .................................................................................................................15 10.1.1 Minimización de recorridos: ...................................................................................... 15
10.1.2 Mínimas manipulaciones: ................................................................................. 15
10.1.3 La Coordinación de las estanterías ............................................................. 15
11. ANALISIS DETALLADO DE LAS VARIABLES DEL PICKING .............................................. 16
11.1 EL PRODUCTO ..................................................................................................................16 11.2 UNIDADES DE MANIPULACION ........................................................................................ 16 11.3 FACTORES SEGÚN VENTAS ............................................................................................16 11.3.1 Numero de pedidos en un día .................................................................................. 16
11.3.2 Numero de líneas de pedido en un pedido ................................................................. 16
11.3.3 Longitud De Los Pasillos Y Altura De Las Estanterías ................................................ 17
11.3.4 Niveles De Stock ..................................................................................................... 17
12 METODOS OPERATIVOS ..................................................................................................... 17
13. ZONIFICACION Y ORGANIZACIÓN ABC ............................................................................. 17
13.1 Ley de pareto o ABC: ..........................................................................................................17

ii
14. SISTEMAS DE EXTRACCION .............................................................................................. 18
14.1 Preparación a lo largo de todo el almacén y pedido a pedido .............................................18 14.2 Preparación a lo largo de todo el almacén y selección conjunta o extracción .................... 18 14.3 Un factor importante es el picking list (lista de pedido) ....................................................... 19 15. .Según la Material Handling Industry Of American, existen ocho ESTRATEGIAS DE PICKING: .....................................................................................................................................20
15.1 DISCRETO .......................................................................................................................... 20 15.2 POR ZONAS........................................................................................................................ 20 15.3 EN BATCH ..........................................................................................................................20 15.4 EN CLUSTER ......................................................................................................................20 15.5 POR OLEADAS ...................................................................................................................20 15.6 ZONA BATCH...................................................................................................................... 20 15.7 ZONA POR OLEADAS ........................................................................................................ 20 15.8 ZONA BATCH POR OLEADAS ...........................................................................................20 16. EL BATCH PICKING ............................................................................................................. 20
17. INFORMATICA EN EL PICKING ........................................................................................... 21
17.1 Gestión de ubicaciones .......................................................................................................21 17.2 Gestión del stock en tiempo real .......................................................................................... 21 17.3 Picking –list. .........................................................................................................................21 17.4 Edición de etiquetas ............................................................................................................21 18. SISTEMA DE CODIGO DE BARRAS .................................................................................... 22
15.1 Código de barras del producto............................................................................................. 22 19. EQUIPOS DE ALAMACENAMIENTO ................................................................................... 23
19.1 Equipos con movimiento y capacidad para trasladarse. ......................................................23 19.1.1 Las transpaletas. ..................................................................................................... 23
19.1.2 La transpaleta manual .................................................................................................... 23
19.1.3 Medidas y capacidad de carga de la transpaleta manual ............................................ 23
19.2 Los Apiladores. .................................................................................................................... 24 19.2.1 Apilador de tracción y elevación manual ................................................................... 24
19.2.2 Apilador autopropulsado .......................................................................................... 24
19.2.3 Apilador mixto. ................................................................................................................. 24
19.3 Las Carretillas. .....................................................................................................................25 19.3.1 Carretilla retráctil .............................................................................................................. 25
19.3.2 Carretilla contrabalanceada ..................................................................................... 25
19.3.3 Carretilla trilateral .................................................................................................... 25
19.3.4 Carretilla recoge pedidos ......................................................................................... 25
20. PROCEDIMIENTOS EN EL MUELLE ................................................................................... 26
20.1 DESCRIPCION DEL PROCESO ACTUAL .........................................................................26 20.2 DESCRIPCION DEL PROCESO PROPUESTO ..................................................................29 21. ¿QUE ES EL ESTUDIO DE TIEMPOS? ................................................................................ 34
22. MATERIAL FUNDAMENTAL ................................................................................................ 34
23. ETAPAS DEL ESTUDIO DE TIEMPOS ................................................................................ 35
24. DELIMITAR LOS ELEMENTOS ........................................................................................... 35
25. REQUERIMIENTOS DEL ESTUDIO DE TIEMPOS ............................................................. 36
25.1 Responsabilidad Del Analista ..............................................................................................36 25.2 Responsabilidad Del Operario .............................................................................................37 25.3 Elementos Del Estudio De Tiempos ....................................................................................37 25.4 Elección Del Operario ..........................................................................................................37

iii
25.5 Posición Del Observador ..................................................................................................... 38 25.6Desempeño Del Operario .....................................................................................................38 25.7 Suplementos ........................................................................................................................38 26. DESCRIPCION DEL PROCESO (Prueba Piloto) .................................................................. 39
27. TAMAÑO DE MUESTRA ....................................................................................................... 40
CONCLUSIONES ........................................................................................................................ 47
RECOMENDACIONES................................................................................................................ 48
BIBLIOGRAFIA ............................................................................................................................ 49
GLOSARIO .................................................................................................................................. 50
ANEXOS ..................................................................................................................................... 53

i
LISTA DE FIGURAS
Figura 1. Muestrade una separacion por picking ..........................................................................21 Figura 2. Ejemplo de una Etiqueta con Codigo de Barras en la canasta .....................................22 Figura 3. Ejemplo de Codigo de Barras para el producto .............................................................23 Figura 4. Ejemplo de TranspaletaManual .....................................................................................24 Figura 5 Ejemplo de Apiladores ....................................................................................................25 Figura 6. ejemplo de Carretilla trilateral .......................................... ¡Error! Marcador no definido. Figura 7 Ejemplo de un Separacion por Picking Manual ..............................................................27 Figura 8 Sepaarcion Consolidado ................................................................................................29 Figura 9 Separacion Canastas Completas por Ruta .....................................................................30 Figura 10 Zona Para Adelantar Codificacion ................................................................................31 Figura 11 Rediseño Del Muelle ....................................................................................................32 Figura 12 Ejemplo de Carretilla Trilateral 34

ii
LISTA DE GRAFICOS
Grafico 1. Flujograma de Inventarios y Distribucion (parte I ) ........................................................ 6 Grafico2. Flujograma de Inventraios y Distribucion (Parte II)......................................................... 7 Grafico 3. Flujograma de control y Evaluacion de Servicio de Transporte ...................................11 Grafico 4. Flujograma de Toma de Pedidos .................................................................................57 Grafico 5. Flujograma de Pesaje de Mercancia ............................................................................59
iii
LISTA DE TABLAS
Tabla 1. Tabla de Registro de Calidad .......................................................................................... 4 Tabla 2. Marcas de la Empresa ..................................................................................................... 4 Tabla 3. Simbolos y Definiciones para el Estudio de Metodos ....................................................40 Tabla 4. Tabal con Muestras para hallar la Muestra Piloto ...........................................................41 Tabla 5 Tabla para hallar el numero de observaciones por el Metodo de Maytaq compan ..........42 Tabla 6. Tabal de la OIT ...............................................................................................................43 Tabla 7. Ritmos de trabajo expresados según las principales escalas de valoracion ...................45 Tabla 8. Resumen Operación para Productos No Codificados ....................................................45 Tabla 9. Resumen Operación para productos Codificados ..........................................................46

iv
LISTA DE ANEXOS
Anexo 1. Formato Control Despachos .........................................................................................53 Anexo 2. Procedimiento para la toma de Pedidos ........................................................................54 Anexo 3. Procedimiento para el pesaje de Mercancia ..................................................................58 Anexo 4. Procedimiento Actual Mercancia No Codifiicada ..........................................................60 Anexo 5 Procedimiento Actual Mercancia Codificada ..................................................................63 Anexo 6. Prueba Piloto Mercancia No Codificada ........................................................................67 Anexo 7 Prueba Piloto Mercancia Codificada ...............................................................................69 Anexo 8 Suplementos para Operación Actual mercancia No Codificada ....................................71 Anexo 9 Suplementos para operación Actual Mercancia Codificada ...........................................74 Anexo 10 Suplementos Prueba Piloto Mercancia No Codificada ................................................78 Anexo 11 Suplementos Prueba Piloto Mercancia Codificada ......................................................80 Anexo 12 Flujograma de Proceso en la Operación Actual Productos Codificados 83l Anexo 13 Flujograma de Proceso en la Operación Actual productos No Codificados ..................85 Anexo 14. Flujogramas Operación Propuesta Productos No Codificados ....................................87 Anexo 15 Flujograma Operación Propuesta Productos Codificados ............................................89 Anexo 16 Flujograma de Proceso Prueba Piloto Productos No Codificados ..............................91 Anexo 17 Flujograma de Proceso Prueba Piloto Productos Codificados 92
1
1. NUESTRA EMPRESA
Alimentos Friko S.A es una compañía que se proyecta como una de las más competitivas del sector alimenticio Colombiano. Somos una compañía joven, dinámica, con gran proyección y futuro. Desde sus inicios en el año de 1979 ha estado vinculada a la producción y procesamiento de pollo y carnes frías de pollo. Alimentos Friko S.A. está localizada en el municipio de Caldas, al sur del Valle de Aburra, actualmente cuenta con lo último en tecnología desde la incubación, el levante del pollo, el sacrificio, el empaque final y la distribución hasta el consumidor final.
2. MISION
Alimentos Friko S.A. es una empresa del sector de alimentos dedicada a ofrecer salud, nutrición, frescura y sabor en sus productos, apoyándose en una tecnología avanzada y procesos de investigación y desarrollo, encaminados a lograr rentabilidad y crecimiento. Estamos comprometidos con nuestros accionistas, proveedores y clientes e igualmente con la comunidad, ofreciendo nuevas y dignas posibilidades de empleo y conservación del medio ambiente.
3. VISION
Seremos una compañía productora y comercializadora de alimentos aptos para el consumo humano, con cubrimiento nacional e internacional, a través de un sistema de distribución que nos permitirá obtener el reconocimiento del cliente como la mejor empresa de calidad en productos y servicios. Apoyados en un recurso humano comprometido, calificado, motivado y con la mejor tecnología para cumplir con las normas legales, fiscales y ambientales vigentes.
2
4. REQUERIMIENTOS DE LA EMPRESA
4.1 POLÍTICA DE CALIDAD
El recurso humano y la tecnología de Alimentos Friko S.A. Están orientados a entregar a sus clientes un producto conforme, competitivo y apto para su consumo, a través de un sistema de calidad que garantice su eficacia y el mejoramiento continuo.
4.2 CONFORME
Cumplimiento de especificaciones del producto con relación a los requerimientos acordados con el cliente.
4.3 COMPETITIVO
Que el producto puede llegar a todos los estratos mediante la utilización efectiva de los recursos.
4.4 APTO
Que cumpla con todas las normas legales de seguridad del producto.
4.5 EFICACIA
Grado en que se cumple con los objetivos y requisitos del producto
4.6 MEJORAMIENTO CONTINUO
Forma de incrementar el nivel de satisfacción de los clientes

3
5. NORMA ISO
La ISO 9001:2000 es la norma que contiene los requisitos que debe cumplir una organización para la implementación de un SGC, esta norma contrariamente a lo que se pudiera pensar, no son criterios de control de calidad, es un método de trabajo para mejorar la calidad y satisfacción al consumidor. La versión actual, es del año 2000 ISO 9001:2000, que ha sido adoptada como modelo a seguir para obtener la certificación de calidad. Y es a lo que tiende, y debe de aspirar toda empresa competitiva, que quiera permanecer y sobrevivir en el exigente mercado actual, FRIKO es una empresa que cumple, verifica y rige a cabalidad esta norma pues ya que el principal objetivo de la norma ISO y de la compañía es LA SATISFACCION AL CONSUMIDOR, quien exige productos de mas calidad, Satisfacer al consumidor, permite que este repita los hábitos de consumo, y se fidelice a los productos o servicios de la empresa. Consiguiendo mas beneficios, cuota de mercado, capacidad de permanencia y supervivencia de las empresas en el largo plazo.
Sin calidad técnica, no es posible producir en el competitivo mercado presente y una mala organización, genera un producto de deficiente calidad que no sigue las especificaciones de la dirección.
La ISO 9001 propone unos sencillos, probados y geniales principios para mejorar la calidad final del producto mediante sencillas mejoras en la organización de la empresa que a todos benefician.
5.1 REQUISITOS PARA REALIZAR EL PROCEDIMIENTO DE CONSOLIDACIÓN
5.1.1 PROPOSITO
Describa el para qué, fue elaborado el documento
5.1.2 ALCANCE
Defina los límites de aplicabilidad del documento
5.1.3 DEFINICIONES
Describa el significado de términos y/o abreviaturas utilizados dentro del documento, con el fin de garantizar el entendimiento.
5.1.4 CONDICIONES GENERALES
Enuncie las consideraciones más importantes a tener en cuenta en la actividad o proceso que está realizando
5.1.5 FLUJOGRAMA
Describa aquí todas las actividades con sus respectivos responsables.
5.1.6 ANEXOS
Relacione todos los documentos, formatos, gráficos, dibujos, etc.; que van unidos al documento que se está definiendo; pero no coloque el titulo de anexo en la parte superior de la hoja.

4
5.1.7 DOCUMENTOS DE REFERENCIA
Enuncie todos los documentos de referencia que puedan servir de consulta para apoyar toda la información descrita en el documento.
5.1.8 REGISTROS DE CALIDAD
Analice los registros de calidad que se generan con el procedimiento o instructivos que se esta describiendo; teniendo en cuenta, que estos sean evidencia necesaria para el sistema de calidad y diligencie la siguiente tabla, empleando el mismo tipo de letra pero tamaño 8.
IDENTIFICACION RECOLECCION NOMBRE DE LA CARPETA
ORDEN DENTRO DE LA CARPETA
ALMACENAMIENTO ACCESO CONSERVACION DISPOSICION
Tabla 1: Tabla de Registros de Calidad
MARCAS
Tabla 2: Marcas de la Empresa

5
6. TRABAJO REALIZADO EN LA CONSOLIDACION DE PROCEDIMIENTOS
Se realizo un levantamiento de procesos, en el área de inventarios y distribución, con todo el proceso que allí se lleva acabo en la parte de calidad, haciendo énfasis en la norma ISO, con este levantamiento de procesos se buscó consolidar los procedimientos de:
Ingreso y Salida de Mercancía a Túneles y Cavas
Separación y Codificación de Mercancía
Pesaje de mercancía
Despachos , Control y Evaluación De Servicios de Transporte
Toma de Pedidos
Facturación
Liquidación de Rutas
Control de Canastas
Creación de Clientes , Control y Cambio de Precio
Préstamo de Equipos
Los anteriores procedimientos se consolidaron en un gran procedimiento del área logística; el primer paso fue auditar de forma minuciosa y detallada cada proceso que se llevaba a cabo en el área, corrigiendo lo que se estaba realizando mal y proponiendo según la norma ISO, la forma correcta de hacer las cosas en cada procedimiento e instructivo.
Luego se realizó un análisis de datos, de toda la información recopilada en el proceso de auditoria, para mas tarde planear con ayuda de la jefe de calidad y el coordinador de la misma área, la corrección e implementación del nuevo procedimiento; para esto me pidieron realizar la descripción del proceso en flujo gramas, en el programa VISION 2007 (se muestra un ejemplo en los gráficos 3, 4 y 5)
La revisión y posterior auditoria del proceso, se realiza con ayuda del departamento de auditoria de la compañía.
En los gráficos 1 y 2 muestro un flujo grama del área en el que desarrollo mi trabajo.

6
GRAFICO 1 FLUJOGRAMAS DE INVENTARIOS Y DISTRIBUCIÓN I PARTE (Tomados de documentos de la empresa)

7
GRAFICO 2 FLUJOGRAMAS DE INVENTARIOS Y DISTRIBUCIÓN II PARTE (Tomados de documentos de la empresa)

8
También a continuación expongo un ejemplo del trabajo consolidado con la norma ISO
6.1 DESPACHOS, CONTROL Y EVALUACION DE SERVICIOS DE TRANSPORTE
La mercancía se carga con el documento final (F (subíndice exigido por la DIAN) factura de venta, ST salida en tránsito, TR transferencia automática).
No se debe trasladar el producto separado hasta el muelle de despacho, hasta que no esté listo el vehículo.
Se verifica a todos los vehículos la temperatura antes del cargue, para los casos en que el vehículo tiene termo se realiza un preenfriamiento de 10 a 15 minutos aproximadamente. Verificando que el sistema de enfriamiento este funcionando, y para los casos en que el vehículo es de placas se verifica visualmente que las placas presenten congelamiento total.
El servicio de transporte solo será prestado por empresas transportadoras autorizadas bajo licencia del ministerio de transporte y bajo un contrato establecido con Alimentos Friko S.A.
La selección de la empresa proveedora y el proceso de contratación se regirán por políticas administrativas de la compañía.
Alimentos Friko S.A. contará permanentemente con un empleado de la empresa transportadora con la cual se tenga el contrato.
El supervisor y/o despachador de inventarios y distribución será la persona encargada de ejecutar la evaluación a los vehículos y la generación de información a los proveedores.
El formato PGC01-05 (anexo 4) control de despachos se llena así:
Fecha: coloque la fecha en que se realiza el cargue del vehiculo.
H. I y H. T la hora en que inicia el cargue y la hora en que termina el mismo, respectivamente.
Ruta : marque el nombre de la ruta que se está despachando
Placa : escriba la placa del vehiculo que se está cargando
Puerta : escriba el numero de la puerta por donde se realizando el cargue
Lista de chequeo : éste contiene los siguientes ítems :
Limpieza: Fecha vencimiento: Estado canastas:
Desinfección: Pcto. Cumple refrigerado: Contaron unidades:
Pre-enfriado: Pcto. Cumple congelado:
Presentación personal: Present. Personal:
9
Lo anterior debe ser llenado con un visto bueno si los requisitos están en perfectas condiciones o con una X si no cumple los requisitos.
Los documentos finales para el despacho pueden ser:
o F (subíndice exigido por la DIAN)- Factura: si es un cliente externo.
o ST- Salida en tránsito: si es un Centro Operativo o Regional.
o TR - Transferencia automática: si es un traslado para planta norte.
o VM – Entrega mercancía a terceros
En la eventualidad de tener que despachar con un documento diferente, se debe solicitar autorización a la Jefe de Administración y Ventas.
Los Sellos de seguridad se utilizan para todos los vehículos que se despachan excepto los vehículos del canal tienda – tienda.
El Supervisor de Distribución realiza muestreos aleatorios en el momento del despacho de los vehículos.
En los despachos para otras ciudades en que vayan Pollo y Carnes Frías, estas últimas se deben cargar al extremo contrario de la ubicación del sistema de refrigeración para evitar congelamiento.
Antes del cargue, el despachador realiza cálculos del número total de canastas con el fin de repartirlas en todo el vehículo para que tengan estabilidad en el viaje.
En la inspección del vehículo suministrado por el cliente puede ocurrir que:
Cumple, por lo tanto, se da vía libre al cargue de la mercancía.
No cumple, se procede entre otras a las siguientes actividades según sea el caso:
Vehículo sucio: Se envía a lavar y desinfectar en las instalaciones de Friko y se le da vía libre al cargue de mercancía.
Vehículo con olores extraños: Se envía a lavar y desinfectar; si el olor desaparece se le da vía libre al cargue; si no desaparece se rechaza.
Mal funcionamiento del sistema de refrigeración: El vehículo se rechaza.
Vehículo cargado con productos o materias primas que contaminen el producto a cargar; el vehículo se rechaza.
Vehículo con fallas mecánicas; se rechaza el vehículo que tenga fallas mecánicas observables a simple vista.
Vehículo con conductor embriagado, se rechaza.
Vehículo cargado con productos distintos a pollo y carnes frías: Se le solicita al cliente que por escrito se haga responsable del manejo de nuestros productos.

10
-Para los casos anteriores a excepción del “conductor embriagado” se debe solicitar al cliente que por escrito se haga responsable del manejo de nuestros productos para poder proceder con el cargue.
En todos los casos de rechazo, el supervisor de Distribución debe notificarle al cliente vía telefónica el resultado de la inspección, y enviar copia del formato “control de despachos “(Anexo 1)
Una vez el cliente reciba el informe, se procede a negociar nuevamente, la forma como va a hacer despachado el producto pedido.
Si el vehículo no tiene sistema de refrigeración, debe tener el furgón aislado y la ruta de entrega no debe exceder de 2 horas.
En el anexo 3 se muestra el flujo grama de control y Evaluación de servicios de transporte y en el anexo 1 se muestra el Formato de Control Despachos utilizado en la empresa

11
Brindar los elementos de seguridad y
dotación para cada cargo (Supervisor)
Inspeccionar el vehículo a
cargar (Despachador)
verificar limpieza del vehículo.(se
registra resultado en PGC02-1)
(Despachador)
El vehiculo es de la
compañía?
conseguir autorización por
escrito por parte del cliente(Supervisor)
verificar temperaturas de
placas de congelamiento o
termo (Despachador)
Desinfectar el vehículo(ver procedimiento de aseo y desinfección
PCA10) (Cavero)
Cargar la mercancía (Cavero)
Es T.A.T?
SI NO
SINO
Contar numero de canastas , realizar el conteo y pesaje
de la mercancía (Despachador)
Hacer firmar la copia de estos documentos
del conductor y/o auxiliar (Despachador)
SI
NO
Colocar candado
(Despachador)Colocar sello de
seguridad (Despachador)
DESPACHOS CONTROL Y EVALUACION DE SERVICIOS DE TRANSPORTE
Anotar su numero en documento final de
despacho (Despachador)
Llenar formato de control de despachos
(Despachador)
Entregar la hoja de pedido a la oficina de facturación para elaborar la factura
(Despachador)
Llevar la hoja de pedido a inventarios para
realizar la salida en transito (Despachador)
Aceptado Rechazado
El vehículo es suministrado por el
cliente?
Diligenciar rutero (Liquidador de
ruta)
Es un centro
operativo ?
(Responsable)
Grafico 3 Flujo grama Control y Evaluación de Servicios de Transporte (Realizado por Sandra Giraldo G)

12
7. PICKING EN ALIMENTOS FRIKO S.A
Hoy en día en Alimentos Friko, la operación de picking - preparación de pedidos - consiste en tener mucha paciencia y mucho tiempo ya que el operario, guiado por una lista de referencias, nombres, unidades y demás datos, tiene que coger unidades sueltas de muchas ubicaciones para completar los pedidos.
Esta labor aparentemente sencilla se traduce a nivel producción en resultados bastante negativos para todos: solamente un 25% del tiempo real se invierte en picking, el resto se emplea en leer, memorizar y recordar las ubicaciones de los diferentes productos.
Para conseguir una mayor eficiencia hacia un sistema más eficaz ha sido eliminar el papel que llevaba el preparador para guiarse en la recogida de los productos.
La idea de mejorar este sistema de picking, es montar una preparación de pedidos en línea de modo que el pedido se complete en menos tiempo y con menos errores, mas adelante se explica el proceso propuesto para esta empresa.
Cuando hablamos de picking hablando de una fase que corresponde a la preparación de pedidos, y consiste en seleccionar la mercancía de las estanterías para posteriormente conformar los envíos a los clientes. , entonces, picking es el conjunto de operaciones destinadas a extraer y acondicionar los productos solicitados por lo clientes y que se manifiestan a través de los pedidos.
Para mayor claridad se puede decir que la palabra picking significa: todo el proceso de preparación de pedidos dicho de otra forma, el picking es la recogida y combinación de cargas no unitarias que conforman el pedido de un cliente. (Nota: Líneas de Pedido: le llamaremos LP) es el número de diferentes artículos o referencias que componen un pedido).
13
7.1 LA PREPARACIÓN DE PEDIDOS TRATA DE LOGRAR:
La coordinación de las estanterías, carretillas, los métodos organizativos, la informática y las nuevas tecnologías para mejorar la productividad.
Realizar la tarea sin errores, con la calidad requerida por el cliente. En definitiva podríamos decir que el Picking tiene dos grandes objetivos: MÁXIMA CALIDAD con el MÍNIMO COSTO
Pero para determinar si los objetivos se están logrando es necesario medir la gestión con índices o ratio según mucha literatura y estudios, es la actividad más costosa que se desarrolla dentro de un almacén. Incluye operaciones tales como:.
Desplazamientos de personal para buscar los productos y retornar a la zona de preparación de pedidos, -
Extracción de la mercancía solicitada de las posiciones palets o de las estanterías, -
Devolución a estanterías de las unidades o envases sobrantes,
Acondicionamiento del pedido (embalado y etiquetado),
Control, etc.
7.1.1 Fases Preparativas
Lo primero que debe hacerse es capturar los datos y lanzamiento de las órdenes clasificadas (por posición en el almacén) y luego preparar los elementos móviles (grúas, transpaletas, palets, rolls, etc.), y de apoyo de manipulación para desarrollar las gestión del pickeo.
7.1.2 Recorridos
Los desplazamientos que se realizan de manera habitual son:
Desde la zona de operaciones hasta el punto de ubicación de la mercancía.
Desde el punto de ubicación al siguiente y así sucesivamente
Regreso a la base de operación desde la última posición.

14
7.1.3 Extracción: Esta fase incluye:
Posicionamiento en altura, extracción, recuento, devolución del sobrante.
Ubicación sobre el elemento de transporte interno (transpaleta, palet, etc.).
7.1.4 Verificación y Acondicionado: Aquí podemos encontrar las siguientes operaciones:
Control, embalaje, acondicionado en cajas u otros contenedores, precintado, pesaje y etiquetado.
Traslado a zona de expedición o despacho y clasificación por transportista, destino, etc.
Elaboración del parking o Lista de Empaque para el transportista (esto también sirve para confeccionar la Guía de Despacho).
Esta descripción de acciones varía en función de los medios técnicos empleados y del método organizativo que se utilice.
8. PREPARACION DE PEDIDO TIPO PICKING
Cada producto tiene su ubicación definida y los preparadores hacen un recorrido tomando de cada producto la cantidad pedida por la tienda, el pedido es preparado por dos o varios separadores.
8.1 Ventajas
La preparación del pedido se organiza colocando los productos pesados y/o con embalaje consistente antes que los ligeros o de embalaje frágil.
Se evitan de esta forma roturas y aplastamiento de mercancía.
8.2 Inconvenientes
La preparación no puede empezar hasta que todos los productos de todos los proveedores han sido colocados en su ubicación de picking.
Las paletas multireferencias que se recepcionan deben desconsolidarse y repartirse en referencia por paleta.

15
9. TRANSPORTE
Se agruparán los pedidos de distintos clientes optimizando de esta forma el transporte desde su centro de distribución, la plataforma se encargara de repartir las mercancías en función de los pedidos realizados por cada cliente.
La optimización del transporte dependerá de varios factores, de los cuales se pueden destacar los siguientes:
La adaptación de los embalajes al sistema modular
La posibilidad de entregar la mercancía en unidad de carga miltireferencia.
La combinación de rutas con otros pedidos.
10. PRINCIPIOS DEL PICKING
10.1 OPERATIVIDAD
Se trata de alcanzar la máxima productividad del personal y el adecuado aprovechamiento de las instalaciones (estanterías, transpaletas, informática, etc.) Dichos principios son básicamente tres:
10.1.1 Minimización de recorridos: con una adecuada zonificacion ABC (segmentación) de líneas de pedido.
10.1.2 Mínimas manipulaciones: conciliando las unidades de compra y de distribución -.
10.1.3 La Coordinación de las estanterías: grúas, transpaletas, etc., los métodos organizativos, la informática y las nuevas tecnologías para mejorar la productividad.
.
10.2 CALIDAD DE SERVICIO AL CLIENTE
Se concreta en los siguientes puntos:
Rotación del stock: controlando algún sistema de almacenamiento y entrega, tales como, FIFO (first in first out), LIFO (last in first out) o FEFO (first expired first out).
. Posibilidad de recuento e inventario permanente.
Información en tiempo real.
Cero errores Variables del Picking Tal como dijimos al principio, el picking es una actividad sobre la que apenas hay literatura sistematizada. Por tanto hacer algún trabajo es complejo.

16
11. ANALISIS DETALLADO DE LAS VARIABLES DEL PICKING
11.1 EL PRODUCTO
La variedad o numero de referencias es cada vez mayor dada la diversificación del consumo
Formas diversas: unidades, envases, cajas palets, atados, bobinas, fardos, perfiles, etc. que dificultan su manipulación.
El sector económico , la actividad de producción o distribución y la estrategia de la empresa condicionan el volumen del surtido
Con el mismo volumen de stock y con el mismo nivel de ventas, al aumentar el número de referencias aumenta el trabajo de preparación de pedidos.
11.2 UNIDADES DE MANIPULACION
Unidades de carga de entrada diferentes a las de salida:
Entradas por palets y salidas por palets y/o cajas
Entradas por cajas y salidas por cajas y/o envases
Los medios que se utilizan para manejar las distintas cantidades de producto son diferentes según se trate de envases , cajas o palets
11.3 FACTORES SEGÚN VENTAS
11.3.1 Numero de pedidos en un día
Pocos pedidos: envíos a delegaciones y distribuidores
Muchos pedidos: envíos a cliente final
Los envíos a cliente final exigen mayor nivel de manipulación para mover la misma cantidad que los envíos a delegaciones, a mayoristas o grandes clientes.
Dependiendo del sector y de la fuerza de negociación y otros aspectos comerciales debe estudiarse la conveniencia de exigirse un pedido mínimo, actualmente en alimentos Friko si el mercaderista no envía a tiempo el pedido de los almacenes , se realiza un “sugerido” para que la planta de producción no tenga retrasos en su programación.
11.3.2 Numero de líneas de pedido en un pedido
Muchas LP (líneas de pedido) en cada pedido: delegaciones y distribuidores.
Pocas LP en cada pedido: ejemplo ferreterías
La distancia que recorre el operario que prepara 10 pedidos de 50 LP es menor que la que recorre el operario que prepara 50 pedidos de 10 LP, ya que en cada pedido se recorre todo el almacén tanto si tiene 50 LP como si tiene 10 LP.

17
11.3.3 Longitud De Los Pasillos Y Altura De Las Estanterías
Cuanto mayor es un almacén –más pasillos y más largos- más aumenta la distancia recorrida. Cuantas más altas son las estanterías, el acceso a al parte superior es mas dificultoso y lento .Ambas variables –para el mismo nivel de stock-van en direcciones opuestas: se almacena priorizando la altura o la superficie.
11.3.4 Niveles De Stock
Los niveles de stock inciden proporcionalmente en la complejidad del picking aumentando la distancia a recorrer .Dependiendo del mismo puede ser conveniente organizar el almacén en dos zonas: almacén a pulmón y almacén de picking; el objetivo es facilitar la labor de picking reduciendo la distancia recorrida y el tiempo de extracción
12 METODOS OPERATIVOS
Existen diversas clasificaciones, básicamente se agrupan en dos sistemas:
Sistemas de producto a operario. Viaja el producto , no el operario
Sistemas de operario a producto. Viaja el operario
13. ZONIFICACION Y ORGANIZACIÓN ABC
La clasificación ABC es un instrumento eficaz para abordar la solución a los problemas de ubicación de los productos en función del índice de ventas
13.1 Ley de pareto o ABC: La ley de pareto – o del ABC- también se cumple en el picking :un numero reducido de referencias concentran la mayor parte de las líneas de pedido , traduciendo esto a este contexto , puede disminuirse el tiempo de desplazamiento y la distancia recorrida mediante una doble medida:
Agrupando los artículos de mas rotación con lo cual los tiempos de desplazamiento entre recogidas se reduce al mínimo.
Situando los productos con mayor movimiento en las zonas mas próximas a la salida donde los recorridos son menores
Se pueden distinguir tres zonas. :
Zona de productos mas vendidos : Zona A
20% referencias, 80% movimientos de salidas. Los productos A con un elevado numero de pedidos se preparan en una zona de máxima accesibilidad y muy cercana a la zona de expedición de los pedidos.
Zona de productos intermedios : Zona B
Zona de productos menos vendidos: Zona C.
80% referencias 20% movimientos de salidas .los productos C tienen pocos pedidos además ocupan casi el 50% del almacén debido a su bajo índice de rotación (referencias A 15
18
días, referencias C 60 días) Estos productos se almacenaran en zonas de acceso normal y que no dificulten las operaciones de entradas y salidas del almacén.
14. SISTEMAS DE EXTRACCION
Para efectuar el picking de los pedidos caben dos métodos
Selección individual
Selección conjunta
14.1 Preparación a lo largo de todo el almacén y pedido a pedido
Un viaje, un pedido. La productividad se logra con las siguientes medidas:
Identificar correctamente la ubicación del producto
Dibujar la ruta mas corta
En los casos de movimientos de palets completos, como es la idea del proceso propuesto para esta empresa, es importante la velocidad de la caretilla en el desplazamiento y en el posicionamiento en altura; para reducir la distancia es importante la zonificacion según el ABC de ventas.
Para mejorar aun mas el proceso de picking, se plantea en este proyecto lo siguiente:
14.2 Preparación a lo largo de todo el almacén y selección conjunta o extracción agrupada
Se forma con varios pedidos una ruta de recogida .La agrupación de pedidos se puede efectuar según diferentes criterios y el ordenador debe disponer de una base de datos en la que cada producto tenga sus datos logísticos (peso, dimensiones etc.)
La productividad se logra con las siguientes medidas:
Identificar correctamente la ubicación del producto
Dibujar la ruta mas corta
Utilizar una transpaleta, montacargas que permita transportar toda la mercancía en un solo viaje.
19
14.3 Un factor importante es el picking list (lista de pedido)
Grabación previa de los pedidos a extraer (no importa el método : EDI –método utilizado en Alimentos Friko – grabación manual,etc)
Relación que agrupa varios pedidos (todos o varios ; en función del volumen de picking y de los medios gestión de los empleados )
La forma de presentar será optimizando el recorrido (implica gestión de ubicaciones )
Contenido adicional: peso / volumen de la mercancía a extraer.
Esta operación de Picking es cambiante dependiendo de las empresas y puede resultar muy complicado. No obstante a continuación señalo algunas pautas de análisis, unidas a recomendaciones, que ayuden a posicionarse en dicho tema.
Entre otras variables, el volumen y la complejidad del picking dependen de:
Utilización de tecnología: radiofrecuencia, códigos de barras, picking to Light, sistemas de voz.
Sistemas de almacenamiento: mercancía a operario u operario a mercancía - Sistemas de extracción unitaria o agregada de pedidos
Zonificación o segmentación del almacén
Utilización de tecnología: radiofrecuencia, códigos de barras, picking to Light, sistemas de voz.
Sistemas de almacenamiento: mercancía a operario u operario a mercancía - Sistemas de extracción unitaria o agregada de pedidos
En la mayoría de las técnicas utilizadas la idea es llevar la carga hasta el operario situado en una estación y que este recoja o prepare parte del pedido, para integrarlo en un palet a su lado, en este proyecto se busca implementar la estrategia de trasladar la paleta hasta una zona en la que el operario realiza su parte del picking sobre este elemento y cuando finaliza envía una señal para que la unidad continué su recorrido hasta el siguiente puesto de picking o a la salida.
En la tecnología se quiere instalar la automatización dentro de las cavas de almacenamiento, para trasladar la mercancía hasta el operario, de tal manera que el trabajo más duro –el desplazamiento de la carga- sea realizado por bandas transportadoras; todo esto consiste en establecer una plataforma a la que llegan paletas con producto por una entrada y paletas vacías por una salida. El operario traslada la mercancía de uno a otro palet y por ultimo en la banda transportadora.

20
15. .Según la Material Handling Industry Of American, existen ocho ESTRATEGIAS DE PICKING:
15.1 DISCRETO (convencional):
Cada operario recoge los productos uno por uno y los añade a un solo pedido a la vez
15.2 POR ZONAS
El área de preparación se organiza en zonas y en cada una de ellas un operario se encarga de varias zonas
15.3 EN BATCH
Cada operario prepara varios pedidos al mismo tiempo, para lo que va recogiendo producto por producto y distribuyéndolo en los grupos que corresponda.
15.4 EN CLUSTER
Cada trabajador recoge todos los productos para un grupo de pedidos.
15.5 POR OLEADAS
Cada operario se ocupa de un pedido y recoge producto por producto. La diferencia con respecto al picking discreto es que en las oleadas hay distintos grupos de encargos que se deben agrupar en un periodo de tiempo determinado.
15.6 ZONA BATCH
El operario esta asignado a una zona y prepara una parte de una o mas líneas.
15.7 ZONA POR OLEADAS
Cada operario se dispone en una zona y recoge todos los productos asignados, la totalidad de los pedidos incluidos en su área, uno por uno y en un momento programado por cada turno.
15.8 ZONA BATCH POR OLEADAS
El operario es asignado a una zona y prepara todas las líneas que han sido asignadas a su área, varias de cada vez según la programación de cada turno.
16. EL BATCH PICKING
Consiste en una técnica por la que varias líneas de pedidos son recogidas al mismo tiempo por parte de un operario, de tal manera que se aprovecha cada viaje para efectuar diversas tareas a la vez. .
En el picking por zonas, sin embargo el almacén se divide en distintas tareas y cada operario trabaja en la que tiene asignada.
En el anexo 7 se muestra un ejemplo de una separación por picking

21
Figura 1: Muestra De Una Separación Por Picking
17. INFORMATICA EN EL PICKING
El empleo de la información tiene como objetivo lograr una mayor efectividad en el picking a diversos niveles.
Disminución de errores
Disminución de costos operativos al aumentar la operatividad
La información aporta mejoras de productividad importantes en el área del picking con los siguientes procesos:.
17.1 Gestión de ubicaciones
Las ubicaciones son aquellos lugares destinados a alojar temporalmente los artículos o unidades de carga
17.2 Gestión del stock en tiempo real 17.3 Picking –list.
Cumple un doble objetivo
informa al operario de la calle, nicho o nivel y hueco donde está el producto a extraer
Optimiza el recorrido por el almacén
17.4 Edición de etiquetas
Puede ser efectuado en tres momentos:
Antes de la extracción, así el operario etiqueta cada caja según la extrae y controla que ha seleccionado todas las unidades solicitadas.
1 2 1 6 1 3 4 8
1 1 1 7 1 4 4 7
1 0 1 8 1 5 4 6
9 2 2 1 9 4 5
8 2 3 2 0 4 4
7 2 4 2 1 4 3 4 8 4 4 4 0 3 2
6 2 8 2 5 4 2 2 2 2 4 2 6 2 9
5 2 9 2 6 4 1 2 1 2 0 1 8 1 5
4 3 0 2 7 4 0 3 7 1 0 1 3
3 3 4 3 1 3 9
2 3 5 3 2 3 8
1 3 6 3 3 3 7 P E D ID O C L IE N T E

22
Después de la extracción, para el etiquetado en la mesa de embalado
A veces los recogepedidos llevan una impresora para las etiquetas en el momento de la extracción.
Esto es lo que se plantea en este proyecto (procedimiento propuesto) que todas las canastas que salgan estén etiquetadas y controlar así la salida de las mismas.
Figura 2: Ejemplo de una etiqueta con código de barras en la canasta, para la trazabilidad del producto
También se propone lo siguiente:
18. SISTEMA DE CODIGO DE BARRAS
Uno de los objetivos principales de este proyecto es aumentar el servicio la calidad de servicio y consecuentemente fidelizacion del cliente que vienen dada por la minimización de los errores además de por la rapidez en el servicio
15.1 Código de barras del producto
La etiqueta de código de barras del producto en la caja asegura la coincidencia entre el pedido del cliente y la caja enviada. Evita los errores de sustitución, omisión e inclusión.
La etiqueta de código de barras en la estantería:
En las entradas asegura que se extrae y que se coloca el palet del producto en el hueco asignado por el ordenador.

23
En las salidas asegura que se extrae del hueco mas antiguo el producto solicitado por el cliente y por tanto se cumple el sistema FIFO y se garantiza la trazabilidad del producto en sus movimientos dentro del almacén
Figura 3.Ejemplo de código de barras para el producto
19. EQUIPOS DE ALAMACENAMIENTO
19.1 Equipos con movimiento y capacidad para trasladarse.
Son equipos con movimiento propio, es decir, se trasladan de un lugar a otro del almacén al mismo tiempo que transportan la mercancía. No requieren instalación, pero algunos necesitan que el suelo reúna unas condiciones especiales. Los más utilizados son:
19.1.1 Las transpaletas.
Son medios medios mecánicos capaces de transportar y elevar una paleta. Para que sean eficaces, las distancias a recorrer no deben ser superiores a 40 metros. Se encuentran generalmente en los muelles de carga y descarga. Entre los distintos modelos podemos distinguir:
19.1.2 La transpaleta manual
Es un medio que para su movimiento y elevación requiere de la fuerza de una persona. Se caracteriza por su facilidad de manejo y mantenimiento mínimo. El almacén debe disponer de suelos lisos.
19.1.3 Medidas y capacidad de carga de la transpaleta manual
Longitud de las horquillas: 1150 mm.
Anchura entre horquillas: 210 mm.
Anchura externa de las horquillas: 530 mm.
Longitud total: 1550 mm.

24
Capacidad de carga: hasta 2000 Kg.
Las ruedas deben ser de fundición para grandes cargas, admitiendo las de caucho o poliuretano para cargas ligeras.
Figura 4: Ejemplo de transpaleta manual.
19.2 Los Apiladores.
Estos elementos de transporte son muy parecidos a la transpaleta, pero llevan incorporado un mástil por donde discurren las horquillas que sujetan las paletas y permite elevarlas hasta cierta altura. Entre ellos podemos distinguir:
19.2.1 Apilador de tracción y elevación manual
Su uso más frecuente es elevar cargas en el interior del almacén. La elevación es limitada y lenta. Las cargas que podemos manejar con este apilador pueden oscilar entre 200 y 760 Kg. de peso y sus medidas pueden llegar hasta 1.80 m de altura por 0.76 m de ancho.
19.2.2 Apilador autopropulsado
Realiza la elevación de la carga y se traslado por el almacén de forma motorizada, pero necesita de un conductor a pie para su manejo. Tiene una capacidad de carga hasta de 1500 Kg., y puede trasladarla a una velocidad de 4.8 Km./h.
19.2.3 Apilador mixto.
Este tipo de apilador tiene tracción manual y elevación eléctrica, por lo que puede realizar las funciones de los dos y suplir las desventajas del apilador manual.

25
Figura 5: Ejemplo de apiladores.
19.3 Las Carretillas.
19.3.1 Carretilla retráctil
Es un elemento de transporte mecánico que permite variar el centro de gravedad de la carga, lo que posibilita la reducción de los pasillos en los que maniobra.
19.3.2 Carretilla contrabalanceada
Es un vehículo autopropulsado, cuya tracción puede ser por motor térmico o de combustión, o bien eléctrico.
19.3.3 Carretilla trilateral
Es un modelo de carretilla cuyas horquillas pueden recoger una paleta y girarla a derecha o izquierda. Sus características son:
La capacidad de carga oscila entre 1000 y 1500 Kg.
La altura máxima de apilado es de 9.1 m.
El almacén debe tener el pavimento liso.
La anchura del pasillos operativos debe encontrarse entre 1.6 m y 1.8 m.
La longitud de la carretilla es de 2.3 m.
19.3.4 Carretilla recoge pedidos
Está compuesta por una cabina donde se sitúa el conductor, delante de la cual se encuentran las horquillas fijas. Las características son:
Capacidad de carga entre 500 y 1000 Kg.
Altura máxima de apilado: 4.5 m.
Altura máxima del mástil: 5.7 m.
Anchura del pasillo operativo: 1.2 m.

26
Figura 6: Ejemplo de carretilla trilateral.
20. PROCEDIMIENTOS EN EL MUELLE
20.1 DESCRIPCION DEL PROCESO ACTUAL
Actualmente el proceso de separación se realiza dentro de la misma cava de almacenamiento, el día anterior los pedidos son recibidos vía PALM, EDI, FAX Y CORREO (ver anexo 2..Procedimeinto para la toma de pedidos,) en esta área existen tres personas encargadas de recibir la información, consolidarla e imprimirla; la separación de la mercancía solo se realiza en la tarde (minimercados, Exitos, Carullas y Pomonas) y en la noche ( rutas urbanas (canal T.A.T) y rutas viajeras o poblaciones) eventualmente en la mañana se realiza la separación de pedidos del día para el día, este es el canal distribuidores (CORONA,SURTIPOLLOS O CASOS ESPECIFICOS) de la siguiente manera:
Son tres separadores dentro de la cava de almacenamiento, se reparten dos copias de los pedidos, la original es para los separadores de carnes frías(copia que más tarde llega a los pesadores de las basculas) y la otra para los separadores de pollo, cada uno toma un consolidado para el caso de los almacenes y minimercados y una ruta para el caso de las urbanas y las poblaciones, dentro de la misma cava los operarios reparten en una parte del pasillo canastas con las referencias mas solicitadas por los clientes, la labor es la siguiente: Toman una canasta vacía y comienzan a separar el pedido de un solo cliente, si el pedido es solo de las referencias mas solicitadas el recorrido es relativamente corto, aunque indebido pues la mercancías debe permanecer en la estantería no en el pasillo, pero si la referencia esta en otro lugar de la cava,el operario debe recorrer varios metros en la búsqueda de la mercancía , luego de completar el pedido , éste marca en una hoja el nombre de la ruta y el cliente o el almacén en cuestión; para luego llevarlo jalado o empujado (ergonomicamente incorrecto ) al lugar de antecodificacion, en donde hay dos básculas en las cuales se encuentran cuatro operarios distribuidos dos por cada bascula, quienes ya han recibido la copia original para realizar el proceso ,en una de ellas se pesan la mercancía codificada ,en donde se hace un tanteo del peso aproximado del pedido y en otra la NO CODIFICADA la labor de éstos operarios es pesar toda la mercancía de cada pedido (ver anexo 3 Procedimeinto de Pesaje de

27
mercancia) luego ésta mercancía es llevada a la cava de separación donde permanece almacenada a la espera de ser despachada.
Figura 7: Ejemplo de una separacion por picking manual (situacion actual)
Para el caso de los pedidos codificados, como los almacenes (Éxito, Carullas y Pomonas y algunos minimercados) que deben ser codificados, antes de pasar a la cava de separación pasan por el área de codificación alli los productos pasan por una banda, en esta área contamos con cinco operarios, uno al inicio de la banda que alimenta el proceso, lleva la mercancía hasta la banda, tres OPERARIOS en la banda programando la codificadora con el código perteneciente a cada almacén y otro al final de la banda recibiendo la mercancía y empacando de nuevo en la canasta, para ser nuevamente pesada, registrando los kilos que van a ser facturados realmente y posteriormente esta mercancía permanece almacenada en la cava de separación, para luego ser despachada,donde debe ser nuevamente verificada contra factura, a excepción de los almacenes que son despachados contra la hoja del pedido.
Por ultimo al momento de la mercancía llegar al muelle, lista para ser despachada, es necesario algunas veces volver a pesarla y se presentan los siguientes cuellos de botella:
Mercancía mal pesada Mercancía faltante Mercancía sobrante Mercancía averiada
Como se puede observar la mercancía es pasada por cuatro controles (separación, pesaje y despacho y nuevamente pesada en el muelle) en el caso de la mercancía NO CODIFICADA; y en el caso de la mercancía CODIFICADA pasa igualmente por cuatro controles (separación, pesaje, nuevamente pesada en la cava de separación y de nuevo en el muelle).y sin embargo llegan todos los días quejas y reclamos por parte del consumidor final.

28
Actualmente se emplean dos estrategias de picking – En cluster y zona por oleadas- pues las rutas de pedidos se reparten entre varios operarios asignando a cada uno una ruta y este se encarga de todos los pedidos de la misma.

29
20.2 DESCRIPCION DEL PROCESO PROPUESTO
Figura 8: Separación Consolidado

30
El área logística en alimentos Friko S.A., actualmente se encuentra divida en dos subáreas, INVENTARIOS Y DISTRIBUCION. Luego que los pedidos estén impresos, son entregados al área de inventarios, éstos se encargan de separar la mercancía, pero ya no pedido por pedido, sino un gran pedido consolidado de todas las rutas a despachar en el día ; el encargado de la montacargas, trae la mercancía y la ubica en el área de canastas completas, esta es la zona de picking donde los separadores se encargan de separar los pedidos por ruta ,existen por cada puerta en el muelle una banda con rieles que se encargan de mover las estibas con las canastas completas, a cada puerta le corresponde una ruta ; toda la mercancía esta separada por referencia, cuando cada estiba se encuentre lista (OK) con canastas completas , el montacarguista se llevará la estiba lista al muelle.
Si es necesario completar el pedido con unidades, encontramos la siguiente área.
Figura 9: Separación Canastas Incompletas por ruta
Esta área estará creada para el picking de mercaditos, en la mayoría de los casos los pedidos siempre llevan unidades que no completan una canasta, en esta área tendremos de dos a tres operarios aproximadamente, encargados de completar el pedido; al lado izquierdo estará la mercancía consolidada por referencia , existirá un área para las estibas con las unidades de los mercaditos , en este lugar los operarios tienen los mismos pedidos que están despachando en el momento, éstos se encargan de separar las unidades de cada referencia que haga falta para completar el pedido, pues igual que en el área anterior las estibas están organizadas por referencia, en el momento en que cada pedido esté completo ya con unidades, por el mismo sistema de rieles se movilizan las estibas, de igual forma que corresponda la puerta en el muelle con la ruta que estén despachando de canastas completas, luego el encargado de la montacargas se lleva el pedido y lo ubica en el muelle junto con la otra parte del pedido de canastas completas que este en cada puerta y corresponda a una ruta especifica.
31
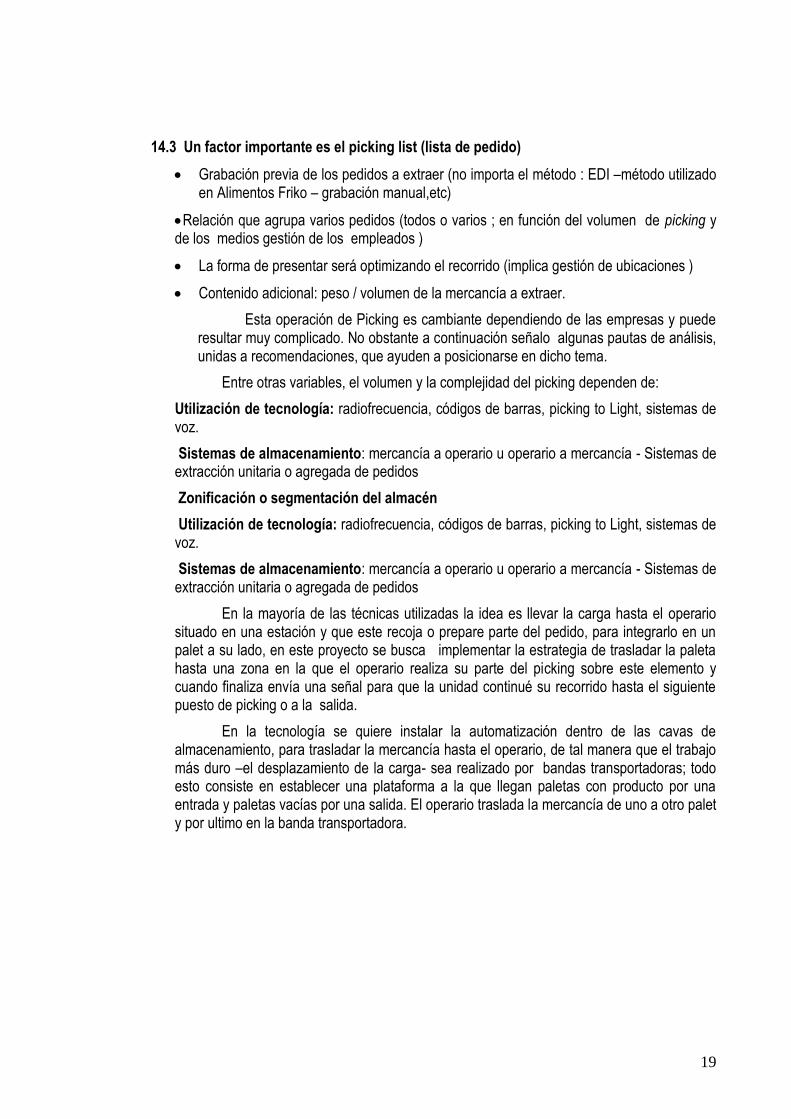
ZONA PARA ADELANTAR CODIFICACIÓN
Cava Cava
Estiba
Estiba
Sentados Sentados Sentados
Estiba
Estiba Cnst
Cnst
Figura 10: Zona Para Adelantar Codificación
En los anteriores gráficos se mostró el proceso para la mercancía NO CODIFICADA, para el caso de los pedidos CODIFICADOS, luego de ser separados en el área de inventarios éstos son llevados a un área creada especialmente para codificar mercancía de alto volumen, ésta área esta ubicada dentro de cava, que son los pedidos de los almacenes, allí se encontraran cinco operarios encargados de todas las actividades de codificación de mercancía, igual que en el proceso actual el sistema es alimentado por una banda allí comienza éste proceso ubicando la mercancía a codificar, esto lo hace un operario, luego en el recorrido que hace la mercancía en la banda, estarán tres operarios codificando la mercancía pegando el stiker correspondiente a cada almacén y luego otro operario recibe la mercancía al final de la banda .
Luego la mercancía es llevada al muelle por el montacargas, para iniciar el proceso de picking por almacén.
Figura 11: Rediseño del Muelle

32
AL IM ENT O S F RIKO S.A. - REDISEÑO DEL M UEL L E ( o p c ió n a lte rn a tiva )
<-------------------------------------------------- 3650 cm s --------------------------------------------------------------------------------------------------------------->
<-------- 520 --------> <--------- 520 ------------> <---------- 520 ------------> <----------- 520 -------------> <---------- 520 ----------> <----- --1050 - ------>
<105> <-125 -> <60> <-125 -> <105> <105> <-125 -> <60> <-125 -> <105> <105> <-125 -> <60 > <-125 -> <105> <105> <-125 -> <60> <-125 -> <105> <105> <-125 -> <60> <-125 -> <105> <350> <-350> <350>
<-100
-><
60
>
CNST
PRO C
ESO
Cnsts .
vacías
CNST
PRO C
ESO
Cnsts .
vacías
CNST
PRO C
ESO
Cnsts .
vacías
CNST
PRO C
ESO
Cnsts .
vacías
CNST
PRO C
ESO
Cnsts .
vacías
Pesa Pesa Pesa Pesa Pesa
<-125
->
Cn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru ta
<-125
->
Cn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru ta
<-125
->
Cn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru ta
<-125
->
Cn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru ta
<-125
->
Cn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru ta
<-125
->
Cn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru taCn s l
Ru ta
Cn s l
Ru ta
<-125
->
Cn s l
Ru ta
Cn s l
Ru ta
Cn s l
Ru ta
Cn s l
Ru ta
Cn s l
Ru ta
Cn s l
Ru ta
Cn s l
Ru ta
Cn s l
Ru ta
Cn s l
Ru ta
Cn s l
Ru ta
<--
---
240 -
---
--->
E ntrada de cavas
< -
----
----
----
----
----
----
----
----
----
----
----
1400
----
----
----
----
----
----
----
----
----
----
----
----
-->
<125
> F actu -
rad o r
F ac tu -
rad o rPesa -
d o r
Pesa -
d o r
Pesa -
d o r
Pesa -
d o r
Pesa -
d o r
F ac tu -
rad o r
F ac tu -
rad o r
F ac tu -
rad o r

33
Cuando la mercancía no codificada llega al muelle en las estibas , los separadores comienzan su labor de separar pedido por pedido, estos tendrán la copia organizada e irán separando los productos y colocando en la banda transportadora y dejaran la hoja sobre el ultimo producto de cada cliente , cada ruta tiene una puerta asignada para el despacho y por ende una banda transportadora ; el despachador estará sentado al final de la banda éste mismo realizará la función del facturador y el pesador, éste confronta los datos anotados de la hoja del consolidado (PESO, CANASTAS y ESTIBAS) vs. Real en el muelle.
Existirá un computador dotado con un software que permitirá visualizar los productos de los pedidos que están en el momento en línea, las referencias faltantes del consolidado no aparecerán o tendrán un color distintivo, con solo pisar un botón solicitan el próximo pedido.
El despachador (facturador y pesador a la vez) toma el papel del pedido del cliente, al final de la banda confronta contra el sistema y comienza a pesar unidad por unidad en una gramera, ubicando siempre la gramera en cero , luego los ubica en canastas vacías e inmediatamente se va cargando al camión, en donde para evitar las perdidas , el conductor solo podrá comunicarse con el personal del muelle , por medio de una ventana , es decir no tendrá que entrar al centro de distribución, también se ubicaran cámaras a una altura considerable donde se pueda observar el área de manipulación de productos.
Para los productos codificados el procedimiento es muy similar, con la diferencia que los productos ya vienen con el peso asignado y solo se requiere leer por medio de un scanner el código de barras, y dirigiéndose al finalizar el pedido a una báscula donde se comprueba por peso el pedido completo en vez de referencia a referencia (control por código de barras) empacar en canastas y despachar.
Para todos los productos se identificara con un stiker cada canasta del cliente y tendrá el conductor un listado final resumen y enrutado con la relación de clientes facturados y canastas.
También se tendrán cuatro botones para el control de canastas Friko buenas y malas, Otras buenas y malas), el sistema arrojará sticker que identifica el contenido de la canasta y permitirá el paso de la canasta al conductor sin alarma. El monitor de acuerdo a la programación dirá el peso promedio por canasta terminada e ira diciendo el peso promedio que deberán llevar las faltantes.
En síntesis se puede decir que las estrategias de picking a implementar son: EN BATCH pues el propósito es que cada operario prepare varios pedidos de varias líneas al mismo tiempo y con esto disminuir tiempos de espera.

34
Figura 12: Ejemplo de una separación por picking en bandas (situación Propuesta)
Para tener conocimiento de si el método propuesto es o no viable, se realizo un estudio de tiempos
21. ¿QUE ES EL ESTUDIO DE TIEMPOS?
El estudio de tiempos es una técnica de medición del trabajo empleada para registrar los tiempos y ritmos de trabajo correspondientes a los elementos de una tarea definida, efectuada en condiciones determinadas y para analizar los datos a fin de averiguar el tiempo requerido para efectuar la tarea según una norma de ejecución preestablecida.
22. MATERIAL FUNDAMENTAL
El estudio de tiempos exige cierto material fundamental:
Un cronometro
Un tablero de observaciones
Formularios de estudio de tiempos
En este estudio utilizamos el cronometraje con vuelta a cero
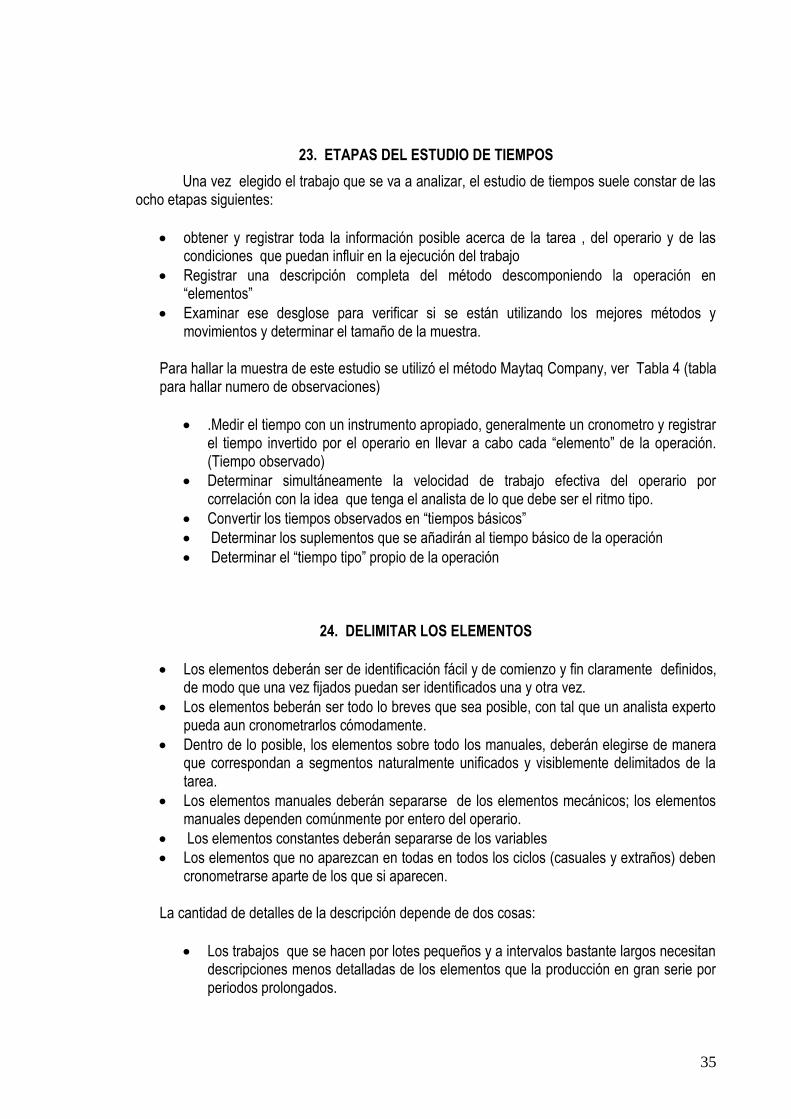
35
23. ETAPAS DEL ESTUDIO DE TIEMPOS
Una vez elegido el trabajo que se va a analizar, el estudio de tiempos suele constar de las ocho etapas siguientes:
obtener y registrar toda la información posible acerca de la tarea , del operario y de las condiciones que puedan influir en la ejecución del trabajo
Registrar una descripción completa del método descomponiendo la operación en “elementos”
Examinar ese desglose para verificar si se están utilizando los mejores métodos y movimientos y determinar el tamaño de la muestra.
Para hallar la muestra de este estudio se utilizó el método Maytaq Company, ver Tabla 4 (tabla para hallar numero de observaciones)
.Medir el tiempo con un instrumento apropiado, generalmente un cronometro y registrar el tiempo invertido por el operario en llevar a cabo cada “elemento” de la operación. (Tiempo observado)
Determinar simultáneamente la velocidad de trabajo efectiva del operario por correlación con la idea que tenga el analista de lo que debe ser el ritmo tipo.
Convertir los tiempos observados en “tiempos básicos”
Determinar los suplementos que se añadirán al tiempo básico de la operación
Determinar el “tiempo tipo” propio de la operación
24. DELIMITAR LOS ELEMENTOS
Los elementos deberán ser de identificación fácil y de comienzo y fin claramente definidos, de modo que una vez fijados puedan ser identificados una y otra vez.
Los elementos beberán ser todo lo breves que sea posible, con tal que un analista experto pueda aun cronometrarlos cómodamente.
Dentro de lo posible, los elementos sobre todo los manuales, deberán elegirse de manera que correspondan a segmentos naturalmente unificados y visiblemente delimitados de la tarea.
Los elementos manuales deberán separarse de los elementos mecánicos; los elementos manuales dependen comúnmente por entero del operario.
Los elementos constantes deberán separarse de los variables
Los elementos que no aparezcan en todas en todos los ciclos (casuales y extraños) deben cronometrarse aparte de los que si aparecen.
La cantidad de detalles de la descripción depende de dos cosas:
Los trabajos que se hacen por lotes pequeños y a intervalos bastante largos necesitan descripciones menos detalladas de los elementos que la producción en gran serie por periodos prolongados.

36
Los movimientos de un lugar a otro requieren generalmente menos descripción que los movimientos de manos y brazos.
25. REQUERIMIENTOS DEL ESTUDIO DE TIEMPOS
Deben cumplirse ciertos requerimientos fundamentales antes de iniciar el estudio de tiempos, uno de ellos es definir un estándar de una nueva tarea, o de una tarea anterior en la que el método o parte de él se ha alterado el operario debe estar familiarizado por completo con la nueva técnica antes de estudiar la operación. Además el método debe estandarizarse antes en todos los puntos en que se use antes de iniciar el estudio.
Por eso antes de mejorar la prueba nos encontramos corrigiendo los cuellos de botella y tiempos muertos encontrados en los tres primeros ensayos, para mejorar y pulir las pruebas pilotos, se esta buscando acomodar al máximo la estructura física de la operación y la ergonomía del operario.
Se debe investigar la cantidad de material disponible para que no ocurran faltantes durante el estudio, cosa que en estas primeras pruebas fue uno de los principales cuellos de botella que no agregaron valor a la prueba.
Si se dispone de varios operarios para el estudio, debe determinar quien tendrá los resultados más satisfactorios, el supervisor debe asegurar que se elijan operarios con rendimiento normal, que están dispuestos a realizar el trabajo, capacitados, competentes y se debe explicar por qué se realiza el estudio y responder a cualquier pregunta pertinente que surja de los operarios.
25.1 Responsabilidad Del Analista
Todo trabajado involucra distintos grados de habilidad, lo mismo que de esfuerzo físico o mental; existen también diferencias en aptitudes, aplicación física y destreza de los trabajadores. Es sencillo para el analista observar a un empleado y medir el tiempo real que le toma realizar su trabajo. Es mas difícil evaluar todas las variables y determinar el tiempo requerido para que el operario “normal “realice la tarea.
En los anexos de Excel se muestra la valoración de cada operario y los tiempos utilizados para realizar cada actividad.
Debido a la cantidad de intereses humanos y reacciones asociados con las técnicas de estudio de tiempos, es esencial que haya un entendimiento completo entre el supervisor, el operario y el analista de estudio de tiempos; este ultimo debe tener la seguridad de que ese usa el método correcto, registrar con precisión los tiempos tomados, evaluar con honestidad el desempeño del operario y abstenerse de criticarlos.

37
25.2 Responsabilidad Del Operario
Todo empleado debe tener el interés suficiente en el bienestar de la compañía y apoyar las practicas y procedimientos que implante la administración. Los operarios deben probar con integridad los nuevos métodos y cooperar para eliminar las fallas características de todas las innovaciones aplicadas en el momento, puesto que el operario esta mas cerca que nadie del trabajo y puede hacer contribuciones reales a la compañía en estas pruebas gracias a las sugerencias de muchos operarios,se lograron poner en practica muchas recomendaciones que mejoraron el proceso.
El operario debe ayudar al analista de métodos en la división de la tarea, con lo que se asegura que se cubren todos los detalles específicos. También ha de trabajar a un paso normal, firme mientras se realiza el estudio, e introducir el menor numero de elementos extraños o movimientos adicionales que sea posible. Debe usar exactamente el método prescrito, ya que cualquier acción que prolonga el tiempo de ciclo de manera artificial puede dar como resultado un estándar demasiado amplio.
En los anexos se puede observar los estándares hallados en estas tres primeras pruebas, como un ejemplo de lo que puede ser el estándar del proceso real.
25.3 Elementos Del Estudio De Tiempos
La realización de un estudio de tiempos es tanto una ciencia como un arte, para asegurar el éxito debe poder inspirar confianza, aplicar su juicio y desarrollar un enfoque de acercamiento personal con quienes tenga contacto.
Además,sus antecedentes y capacidades deben prepararlo para entender a fondo y realizar las distintas funciones relacionadas con el estudio.
Estos elementos incluyen, seleccionar al operario, analizar el trabajo y desglosarlo en sus elementos, registrar los valores elementales de tiempos transcurridos, calcular la calificación del operario y asignar los suplementos adecuados.
25.4 Elección Del Operario
En general, un operario que tiene un desempeño promedio o un poco arriba del promedio proporcionara el estudio más satisfactorio que uno menos calificado o que el que tiene habilidades superiores.
El trabajador promedio, por lo común, desempeña su trabajo con consistencia y de manera sistemática. El paso de ese operario tendera a estar en el rango normal y le facilita al analista del estudio de tiempos a aplicar un factor de desempeño correcto.
Por supuesto, el operario debe estar bien capacitado en el método, le debe gustar su trabajo y ha de demostrar interés en hacerlo bien. También debe estar familiarizado con los procedimientos y practicas del estudio de tiempos y tener confianza tanto en los métodos del
38
estudio como en el analista. Su compromiso es la cooperación suficiente con el estudio y estar dispuesto a seguir las sugerencias tanto del supervisor como del analista de estudio de tiempos.
En este estudio todos los operarios mostraron interés y cooperaron de una manera amable con la operación, haciendo aportes que ayudaban a mejora el proceso en prueba.
El enfoque del analista para seleccionar a un operario puede determinar el grado de cooperación recibida. Debe acercarse a este de manera amistosa y demostrar que entiende la operación que va a estudiar; el operario debe tener la oportunidad de hacer preguntas sobre las técnicas de toma de tiempos, el método de calificaciones, la aplicación de suplementos y la técnica de cómo se realizara la operación
Para estos estudios se respondieron las preguntas y dudas de todos los operarios involucrados en la operación y de los que se interesaron en conocer de la misma. 25.5 Posición Del Observador
El observador debe estar de pie. no sentado , unos cuantos pies hacia atrás del operario para no distraerlo o inferir con su trabajo . los observadores de pie se pueden mover con mayor facilidad y seguir los movimientos de las manos del operario mientras éste realiza el ciclo de la tarea . Durante el estudio, el observador debe evitar cualquier tipo de conversación con el operario, ya que esto puede distraerlo o estorbar las rutinas.
25.6Desempeño Del Operario
Cuando califica el desempeña o nivela el sistema, el observador evalúa la efectividad de la operación en términos del desempeño de un operario “normal” que ejecuta el mismo elemento de trabajo. Un operario “ normal” se define como un operario calificado, completamente experimentado que trabaja en las condiciones acostumbradas en la estación de trabajo, a un paso no demasiado rápido y no demasiado lento, sino representativo del promedio.
25.7 Suplementos
Ningún operario puede mantener un paso promedio todos los minutos del día de trabajo. Pueden tener lugar tres clases de interrupciones para las que debe asignarse tiempo adicional. la primera son las interrupciones personales , como viajes al baño y a los bebederos ; la segunda es la fatiga que afecta aun a los individuos más fuertes en los trabajos mas ligeros.
Por ultimo, existen retrasos inevitables, como herramientas que se rompen o tienen problemas, interrupciones del supervisor variaciones del material, todos ellos requieren la asignación de un tiempo. Como el estudio de tiempos se toma en un tiempo periodo de tiempo relativamente corto y como los elementos extraños se eliminan para determinar el tiempo normal (nivelado) debe añadirse un suplemento al tiempo normal para llegar a un estándar justo que un trabajador pueda lograr con facilidad. El tiempo requerido para un operario promedio, calificado y capacitado, trabajando a paso normal y realizando un esfuerzo promedio, para ejecutar la operación se llama tiempo estándar de esa operación.
39
En este estudio se consultaron las tablas de la OIT que sugieren el porcentaje para cada uno de los suplementos, también se halla el tiempo estándar para cada operación, se pueden ver en la tabla 4 (tabla proporcionada por la OIT)
Se realizaron 4 pruebas pilotos con 5.operarios con el fin de observar el comportamiento del proceso y tener una base para la estandarización de tiempos.
Siguiendo los pasos para el estudio de tiempos se tiene:
26. DESCRIPCION DEL PROCESO (Prueba Piloto)
En esta prueba se realizó el estudio de tiempos para el proceso de picking en el muelle, es decir la descripción de la figura 11 (Rediseño del muelle)
Consolidando toda la mercancía, se organiza el área de picking, por referencias una al frente de la otra, simulando la banda, se ubicaron mesas altas, en el medio se encuentran los separadores a cada uno le corresponden separar unas referencias especificas, a un lado el facturador con la correspondiente computadora para supervisar y realizar las facturas y al otro un arrume con canastas vacías para abastecer el proceso de picking; y al frente de éste se encontraba la bascula y el pesador.
El proceso comenzó de la siguiente manera:
SEPARADORES
En esta labor se utilizaron dos operarios uno de ellos lideraba el ritmo de trabajo de la operación cada uno separaba unas referencias especificas., estos al terminar de completar el pedido, colocaban las unidades en las mesas altas (simulando la banda que existirá en un futuro) y ubicaban la hoja de pedido sobre la mercancía para reconocer a quien pertenece.
PESADOR
En esta labor solo se cuenta con un operario, la canasta pasaba donde el pesador ya marcada por cliente, éste taraba la bascula para asegurarse que la mercancía medida es correcta en ese mismo instante el facturador le dictaba de nuevo las cantidades del pedido al mismo y las unidades debían estar correctas, después de estar terminado este subproceso, pasaba donde el conductor quien decidía si el pedido iba en bolsa o en canasta dependiendo de la cantidad, terminando con el cargue del vehículo.
En el anexo 4 se muestra la descripción divida en elementos
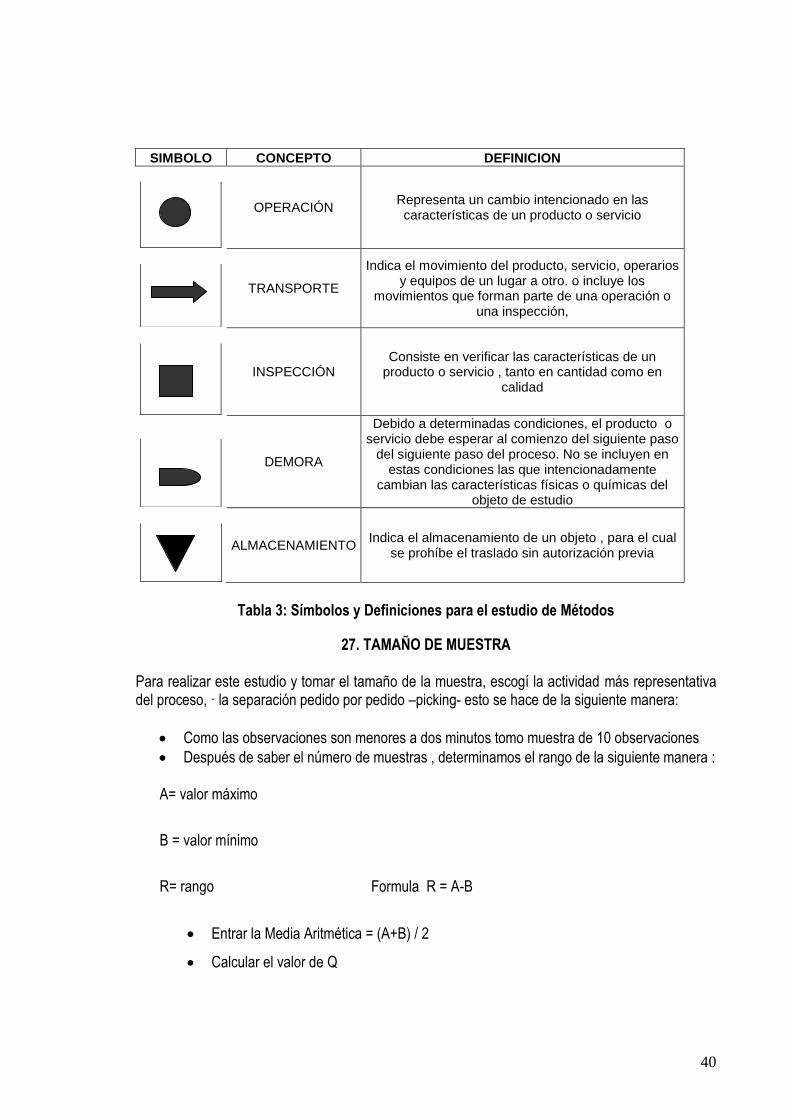
40
SIMBOLO CONCEPTO DEFINICION
OPERACIÓN Representa un cambio intencionado en las características de un producto o servicio
TRANSPORTE
Indica el movimiento del producto, servicio, operarios y equipos de un lugar a otro. o incluye los
movimientos que forman parte de una operación o una inspección,
INSPECCIÓN Consiste en verificar las características de un
producto o servicio , tanto en cantidad como en calidad
DEMORA
Debido a determinadas condiciones, el producto o servicio debe esperar al comienzo del siguiente paso
del siguiente paso del proceso. No se incluyen en estas condiciones las que intencionadamente
cambian las características físicas o químicas del objeto de estudio
ALMACENAMIENTO Indica el almacenamiento de un objeto , para el cual
se prohíbe el traslado sin autorización previa
Tabla 3: Símbolos y Definiciones para el estudio de Métodos
27. TAMAÑO DE MUESTRA
Para realizar este estudio y tomar el tamaño de la muestra, escogí la actividad más representativa del proceso, · la separación pedido por pedido –picking- esto se hace de la siguiente manera:
Como las observaciones son menores a dos minutos tomo muestra de 10 observaciones
Después de saber el número de muestras , determinamos el rango de la siguiente manera :
A= valor máximo
B = valor mínimo
R= rango Formula R = A-B
Entrar la Media Aritmética = (A+B) / 2
Calcular el valor de Q
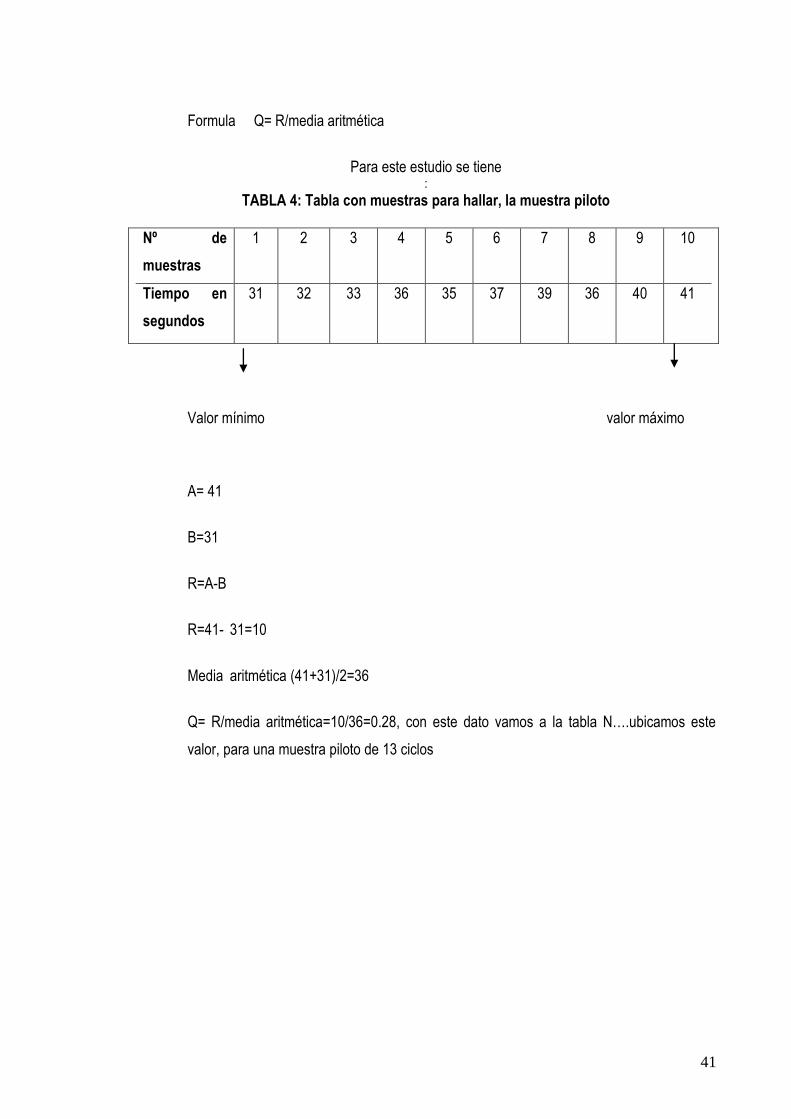
41
Formula Q= R/media aritmética
Para este estudio se tiene :
TABLA 4: Tabla con muestras para hallar, la muestra piloto
Nº de
muestras
1 2 3 4 5 6 7 8 9 10
Tiempo en
segundos
31 32 33 36 35 37 39 36 40 41
Valor mínimo valor máximo
A= 41
B=31
R=A-B
R=41- 31=10
Media aritmética (41+31)/2=36
Q= R/media aritmética=10/36=0.28, con este dato vamos a la tabla N….ubicamos este
valor, para una muestra piloto de 13 ciclos
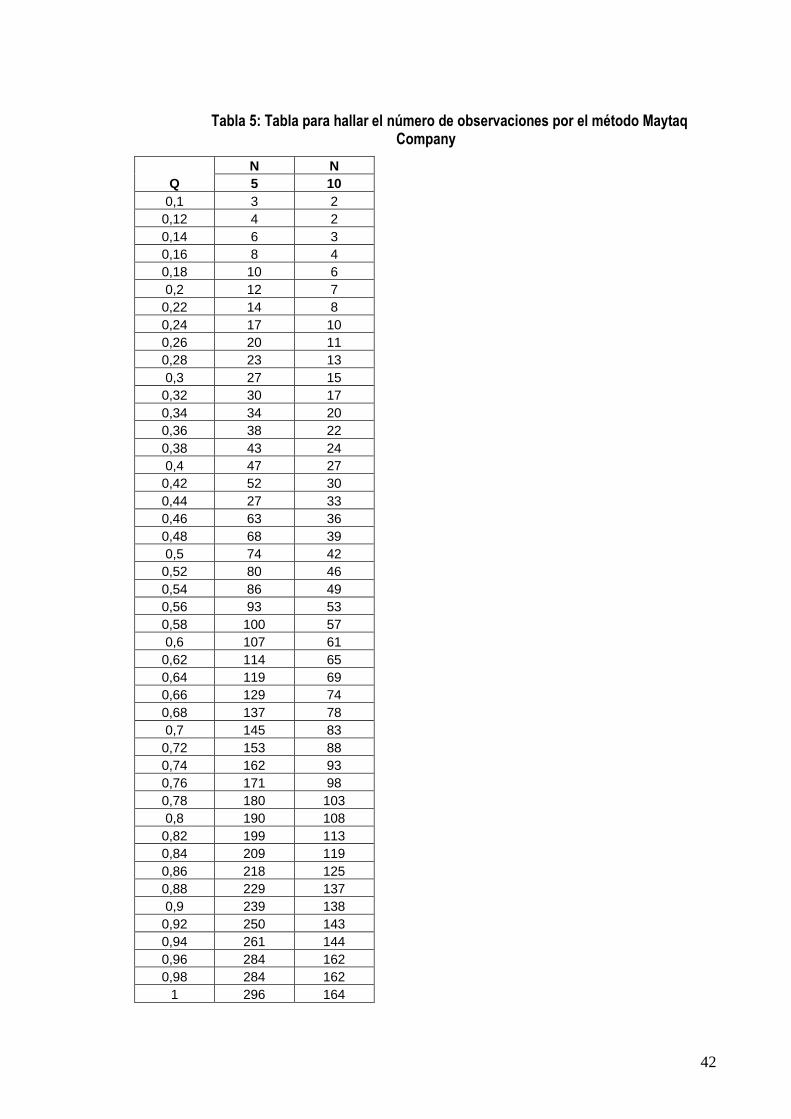
42
Tabla 5: Tabla para hallar el número de observaciones por el método Maytaq Company
Q
N N
5 10
0,1 3 2
0,12 4 2
0,14 6 3
0,16 8 4
0,18 10 6
0,2 12 7
0,22 14 8
0,24 17 10
0,26 20 11
0,28 23 13
0,3 27 15
0,32 30 17
0,34 34 20
0,36 38 22
0,38 43 24
0,4 47 27
0,42 52 30
0,44 27 33
0,46 63 36
0,48 68 39
0,5 74 42
0,52 80 46
0,54 86 49
0,56 93 53
0,58 100 57
0,6 107 61
0,62 114 65
0,64 119 69
0,66 129 74
0,68 137 78
0,7 145 83
0,72 153 88
0,74 162 93
0,76 171 98
0,78 180 103
0,8 190 108
0,82 199 113
0,84 209 119
0,86 218 125
0,88 229 137
0,9 239 138
0,92 250 143
0,94 261 144
0,96 284 162
0,98 284 162
1 296 164

43
TABLA 6 TABLA DE LA OIT
Para elaborar el cálculo del tiempo estándar se uso la presente tabla proporcionada por la
OIT:
SUPLEMENTOS DE LA OIT EN % DEL TN
Suplementos Constantes H M Suplementos Variables H M
Por necesidades Personales 5 7 Mala Iluminación
Por Fatiga 4 4 Ligeramente por Debajo 0.0 0.0
Suplementos Variables Bastante por Debajo 2.0 2.0
Por Trabajar de Pie 2 4 Absolutamente insuficiente 5.0 5.0
Por Postura Anormal Concentración Intensa
Ligeramente incomodo 0 1 Trabajo de Cierta Presión 0.0 0.0
Inclinado 2 3 Fatigoso 2.0 2.0
Echado Estirado 7 7 Muy Fatigoso 5.0 5.0
Uso de Energía o Fuerza Muscular Kg. Ruidos
2.50 0 1 Continuo 0.0 0.0
5.00 1 2 Intermitente y fuerte 2.0 2.0
7.50 2 3 Intermitente y muy fuerte 2.0 2.0
10.00 3 5 Estridente y Fuerte 5.0 5.0
12.50 4 6 Suplementos Variables
15.00 5 8 Tensión Mental
17.50 7 10 Proceso Bastante Complejo 1.0 1.0
20.00 9 13 Proceso Complejo 4.0 4.0
22.50 11 16 Muy Complejo 8.0 8.0
25.00 13 20 Monotonía
30.00 17 Algo Monótono 0.0 0.0
35.50 22 Bastante Monótono 1.0 1.0
Condiciones Atmosféricas Mili calorías/cm2/s Muy Monótono 4.0 4.0
16.00 0 0 Tedio
14.00 0 0 Algo Aburrido 0.0 0.0
12.00 0 0 Aburrido 2.0 1.0
10.00 0.3 0.3 Muy Aburrido 5.0 2.0
8.00 1 1
6.00 2.1 2.1
5.00 3.1 3.1
4.00 4.5 4.5
3.00 6.4 6.4
2.00 10 10

44
TABLA DE SUPLEMENTOS %
SUPLEMENTOS FIJOS
Necesidades Personales 5
Fatiga 4
SUPLEMENTOS VARIABLES
1. ESTAR DE PIE 2
2 POSICIÓN NO NORMAL
Ligeramente Molesta 0
Molesta (Cuerpo Encorvado) 2
Muy Molesta (acostado, extendido) 7
3. EMPLEO DE FUERZA O VIGOR MUSCULAR (LEVANTAR, TIRAR DE, EMPUJAR
Peso Levantado (En kilogramos)
2,5 0
5 1
7,5 2
10 3
12,5 4
15 5
17,5 7
20 9
22,5 11
25 13
30 17
4. ALUMBRADO DEFICIENTE
Ligeramente Inferior a lo Recomendado 0
Muy inferior 2
Sumamente inadecuado 5
5. CONDICIONES ATMOSFÉRICAS (CALOR-HUMEDAD) VARIABLES 0-10
6. ATENCIÓN ESTRICTA
Trabajo moderadamente fino 0
Trabajo fino de gran cuidado 2
Trabajo muy fino o muy exacto 5
7. NIVEL DE RUIDO
Continuo 0
Intermitente-fuerte 2
Intermitente-muy fuerte 5
De alto volumen-fuerte 5
8. ESFUERZO MENTAL
Proceso moderadamente complicado 1
Proceso complicado o que requiere amplia atención 4
Muy complicado 8
9. MONOTONÍA
Escasa 0
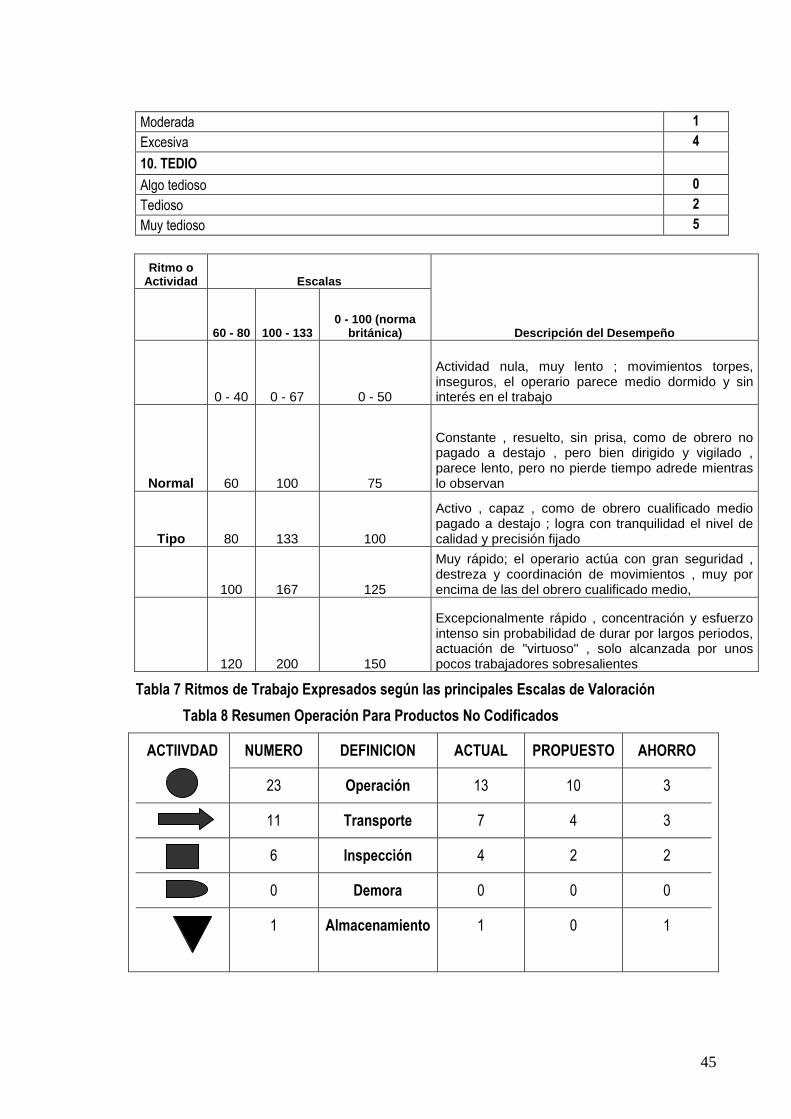
45
Moderada 1
Excesiva 4
10. TEDIO
Algo tedioso 0
Tedioso 2
Muy tedioso 5
Ritmo o Actividad Escalas
Descripción del Desempeño 60 - 80 100 - 133 0 - 100 (norma
británica)
0 - 40 0 - 67 0 - 50
Actividad nula, muy lento ; movimientos torpes, inseguros, el operario parece medio dormido y sin interés en el trabajo
Normal 60 100 75
Constante , resuelto, sin prisa, como de obrero no pagado a destajo , pero bien dirigido y vigilado , parece lento, pero no pierde tiempo adrede mientras lo observan
Tipo 80 133 100
Activo , capaz , como de obrero cualificado medio pagado a destajo ; logra con tranquilidad el nivel de calidad y precisión fijado
100 167 125
Muy rápido; el operario actúa con gran seguridad , destreza y coordinación de movimientos , muy por encima de las del obrero cualificado medio,
120 200 150
Excepcionalmente rápido , concentración y esfuerzo intenso sin probabilidad de durar por largos periodos, actuación de "virtuoso" , solo alcanzada por unos pocos trabajadores sobresalientes
Tabla 7 Ritmos de Trabajo Expresados según las principales Escalas de Valoración
Tabla 8 Resumen Operación Para Productos No Codificados
ACTIIVDAD NUMERO DEFINICION ACTUAL PROPUESTO AHORRO
23 Operación 13 10 3
11 Transporte 7 4 3
6 Inspección 4 2 2
0 Demora 0 0 0
1 Almacenamiento 1 0 1

46
TABLA 9 RESUMEN OPERACIÓN PRODUCTOS CODIFICADOS
ACTIIVDAD NUMERO DEFINICION ACTUAL PROPUESTO AHORRO
32 Operación 17 15 2
12 Transporte 7 5 2
7 Inspección 4 3 1
0 Demora 0 0 0
1 Almacenamiento 1 0 1
En ambas operaciones propuestas se logran identificar mejoras y reducción de actividades innecesarias; una de ellas y quizás la principal es eliminar los transportes, en la operación para productos no codificados se reducen de siete a cuatro, con un ahorro de tres transportes , las inspecciones que son importantes pero costosas ,cuando son innecesarias, se reducen de cuatro a dos inspecciones , para un ahorro del 50 %, las operaciones se reducen de trece a diez ,para un ahorro de tres operaciones ,el almacenamiento se elimina por completo.
Para la operación de productos codificados, se pasa de diecisiete operaciones a quince, con un ahorro de dos operaciones, se eliminan dos transportes y se elimina también por completo el almacenamiento.
Se observa que el tiempo estándar en la operación actual en la mercancía no codificada es de 6.77 min. y en el proceso propuesto es de 7.10 min., se logra con menos actividades ; y en la prueba piloto el tiempo estándar es de 7.34 min. para la mercancía no codificada y de 7.28 min. para la mercancía codificada, en ambos procesos los suplementos oscilan entre 9 % y 25 %, teniendo en cuenta que las operaciones realizadas en esta empresa son en condiciones atmosféricas altas.
En los anexos 4, 5, 6, 7 y 8 se muestran los flujo gramas analíticos, con las muestras tomadas en los diferentes procesos, en los anexos 8, 9 10 y 11se muestran las tablas de suplementos y en los anexos 11, 12, 13, 14, 15 ,16 y 17 se muestran los flujo gramas de proceso para los mismos procesos (actual, propuesto y prueba piloto)

47
CONCLUSIONES
La ISO 9001:2000 es la norma que contiene los requisitos que debe cumplir toda organización para la implementación de un SGC. Esta norma debe verificarse para que la organización obtenga la certificación de su SGC.
La implementación y verificación de la norma ISO 9001:2000 trae como beneficios aumento en la productividad, mejora continua en la organización y mayor compromiso del cliente.
La calidad de un producto no nace de controles eficientes, nace de un proceso productivo y de soportes que operan adecuadamente, de esta forma están basadas las normas ISO, por esta razón estas normas se aplican a la empresa y no a los productos de esta.
La implantación de un sistema de picking óptimo, busca minimizar el costo y maximizar la calidad, aumentando la productividad del personal y mejorar la calidad del servicio prestado al cliente.
Con la implantación de este sistema picking se logra evitar en gran parte los recorridos que realiza actualmente el operario, reduciendo las cargas y evitando los accidentes, mejorando así la seguridad industrial de la empresa.
Con el estudio de tiempos se logro , tomar el tiempo que aproximadamente se demoran las actividades del nuevo proceso propuesto para Alimentos Friko s.a , buscando siempre en un futuro una mejora continua
Con el estudio de las pruebas pilotos, se logro disminuir en gran medida la mercancía sobrante y aumentar el control de la misma, situación que será mejor cuando se instale el proyecto completo.
48
RECOMENDACIONES
Se recomienda implantar una Zonificación ABC; se bebe procurar distribuir la carga de trabajo por zonas para que el personal no obstaculice, es conveniente situar visibles los productos con mayor número de movimientos habituales, y los de mayor rotación en zonas más accesibles.
Con la modificación de la zonas de almacenamiento y atendiendo a la clasificación ABC conviene dividir el almacén en zonas diferenciadas de tal forma que cada zona responda óptimamente a las características de los productos allí ubicados.
Los desplazamientos en el almacén deben ser adecuados al tipo de vehiculo utilizado, anteriormente se mostró los equipos de almacenamiento adecuados a utilizar.
Una forma de reducir los desplazamientos consiste en crear dos zonas diferentes; una dedicada a la extracción unitaria con una cantidad limitada de palets por referencia y otra dedicada a reserva conteniendo el resto del stock destinado a reaprovisionar a la zona de extracción por palets completos.
La Zona destinada a almacenes de reserva puede hallarse en lugares cercanos a la zona de extracción.
Se podría implementar mas adelante, estanterías dinámicas cuando se incrementen las líneas de pedido.
Como ya explique en el transcurso del trabajo, es muy importante, si se quieren disminuir los tiempos muertos y los recorridos innecesarios, implementar el picking por varios operarios.
En los casos en que se dispone de varias cajas para cada referencia conviene dejar a menos de 2 metros de altura la cantidad necesaria para el consumote un día o una semana y el resto dejarlas a mas de 2 metros de altura como mercancía de reserva.
Realizar el picking, en espiral como se muestra en la figura 1, para optimizar el proceso.
Realizar un adecuada marcación de estanterías, con el fin de que el operario se guié mejor al momento de realizar la separación de mercancía
En un futuro, ojala no muy lejano, implementar el EPC (Código Electrónico del Producto) es la evolución del código de barras ya que utiliza la tecnología RFID (Identificación por Radiofrecuencia) para identificar de manera única a los productos en sus distintas unidades de empaque (ítem, case y palet) agregando un número de serie a la información sobre su tipo y fabricante.
Esto con el fin de mejorar y asegurar la trazabilidad del producto.

49
BIBLIOGRAFIA
BENJAMIN. Niebel. ANDRIS Freivalds. Ingeniería Industrial. Métodos, Estándares y Diseño del Trabajo. Onceava edición. Editorial Alfaomega
DOMINGUEZ MACHUCA. José Antonio .ALVAREZ GIL Maria José. DOMINGUEZ MACHUCA. Miguel Ángel. Dirección De Operaciones. Aspectos Estratégicos en la Producción y los Servicios.Editorial MC Graw Hill
MAULEON TORRES Mikel. Logística Y Costos. Editorial Díaz de Santos
ORGANIZACIÓN INTERNACIONAL DEL TRABAJO (OIT). Introducción al Estudio del Trabajo .Cuarta Edición. Editorial Limusa – Grupo Noriega Editores.
MEYERS. Fred E. Diseño de Instalaciones de Manufactura y Manejo de Materiales. Tercera edición. Editorial Pearson Prentice Hall
Manual de ISO 9000:2000 Guía para las pequeñas empresas

50
GLOSARIO
Bodega 001-30: Bodega virtual en la cual se hace el cargue en el sistema de toda la mercancía que va ha despachar a los clientes
Cronometro: Reloj de precisión que sirve para medir fracciones muy pequeñas de tiempo
TIPOS DE CRONOMETRAJE:
Cronometraje de Acumulativo: el reloj se funciona de modo ininterrumpido durante todo el estudio; se pone en marcha al principio del primer elemento del primer ciclo y no se le detiene hasta acabar el estudio.
Cronometraje de Vuelta a Cero: los tiempos se toman directamente, al acabar cada elemento se hace volver el segundero a cero y se le pone en marcha inmediatamente para cronometrar el elemento siguiente, sin el mecanismo de reloj se detenga en ningún momento.
Clasificación ABC: Es un instrumento eficaz para abordar la solución a los problemas de ubicación de los productos en función del induce de ventas
Elemento: Es la parte delimitada de una tarea que dura normalmente unos pocos segundos y que se selecciona para facilitar la observación, medición y análisis.
TIPOS DE ELEMENTOS
Elementos Regulares: son los que aparecen necesariamente en todos los ciclos sucesivos
Elementos de frecuencia o irregulares: son los que son necesarios para realizar la tarea, pero igual no aparecen en todos los ciclos, sino que lo hacen de forma periódica, es decir cada n ciclos.
Elementos Constantes: son aquellos cuyo tiempo básico de ejecución es siempre igual.
Elementos variables: Son aquellos cuyo tiempo básico de ejecución cambia según ciertas características del producto, equipo o procesos, como dimensiones, peso, calidad, etc.
Elementos manuales: Son los que realiza el trabajador
Elementos Mecánicos : Son los realizados automáticamente por una maquina a base de fuerza motriz
Elementos Extraños: Son los observados durante el estudio y que al ser analizados no resultan ser una parte del necesaria del proceso.
Estiba: arte de colocar la carga a bordo para ser transportada
51
Líneas De Pedido (LP): Son las posiciones o referencias distintas solicitadas en un pedido.
Mercaditos: término utilizado en la empresa para referirse a las unidades faltantes para completar un pedido.
Picking: Es el conjunto de operaciones destinadas a seleccionar y extraer la mercancía de las estanterías, para posteriormente conformar los envíos a los clientes que se manifiestan a través de los pedidos.
Dicho de otra forma, el picking es la recogida y combinación de cargas no unitarias que conforman el pedido de un cliente.
Rutero: resumen total con la relación de clientes facturados y canastas.
RFID o Identificación por Radiofrecuencia: Es una tecnología que ha se existido por décadas, y en un nivel básico, involucra el uso de etiquetas especiales o TAGS que emiten señales de radio a unos dispositivos llamados lectores, encargados de recoger estas señales.
El Código Electrónico de Producto (EPC): Es un número único diseñado para identificar de manera exclusiva cualquier objeto a nivel mundial, número que además, se encuentra almacenado en un TAG de RFID.
Sistema De Rotación De Mercancía Fifo (FIRTS IN, FIRST OUT): Sistema de rotación de mercancía, en donde la primera en entrar es la primera en salir.
Sistema de Gestión de la Calidad (SGC): Es el conjunto de elementos interrelacionados de una empresa u organización por los cuales se administra de forma planificada la calidad de la misma, en la búsqueda de la satisfacción de sus clientes.
SIGNIFICADO DE LOS SUPLEMENTOS
NP: Necesidades Personales
F: Fatiga
TP: Estar de Pie
PA: Posición Anormal
EF: Empleo de Fuerza
IL: Iluminación
CA: condiciones Atmosféricas
AT: Atención Estricta
NR: Nivel de Ruido
MF: Monotonía Física
TE: Tedio

52
CONVENCIONES DE LOS FLUJO GRAMAS
Símbolo Definición Concepto
PROCESO es un conjunto de actividades o eventos que se realizan o suceden con un determinado fin
DECISION Es un concepto subjetivo es el producto final del proceso mental-cognitivo específico de un individuo o un grupo de personas u organizaciones,
DOCUMENTO Es un escrito que contiene información, un archivo, pero con determinados atributos ya que contiene datos textuales o gráficos creados por el usuario
T.A.T: Canal de distribución de la empresa conocido como tienda a tienda.
Trazabilidad: La trazabilidad es un conjunto de acciones, medidas y procedimientos técnicos que permite identificar y registrar cada producto desde su nacimiento hasta el final de la cadena de comercialización. La trazabilidad permite rastrear la cadena de producción y otorga a los productores la posibilidad de colocar sus productos en mercados específicos más rentables, que exigen la certeza del origen y de las distintas etapas del proceso productivo.
VM : Factura de entrega de mercancía a terceros (Almacenes)

53
ANEXOS
ANEXO 1: FORMATO CONTROL DESPACHOS
CÓDIGO: PGC 01 - 05
VERSIÓN: 01
Fecha:
H.I. H.T. Min. Puerta: Nro. 00001
Ruta: PLACA: Veh.Solicit.-Ton
Lista Limpieza Fecha vencim. Estado cnsts.
de Desinfección Pcto. cumple refrig. Contaron und.
Chequeo Pre-enfriado Pcto.cumple cong.
(Verificación) Present.pnal Present. Pcto
Observaciones:
Friko Otras Total T.Bultos T.Kilos T.Facturas
Canastas + =
SELLO
Nombre y firma abreviada despachador
Mercancia faltante o sobrante
F/S Código Referencia Kilos Unidades Canastas
F/S ---> Faltante, Sobrante (que sale o entra a cava) Total
Observaciones:
V.B. Auditor V.B. Supervisor
Veh.solicit.-Ton -> Luv-1, Hyundai-1.7, Kia-2, Nkr-2.5, D300-3
Elaboró el rutero Npr-4.5, Agrale-5, Sencillo-7.5, D/Troque-15, Mula-20
S.A.
ALIMETNOS FRIKO
CONTROL DESPACHOS
54
ANEXO 2 PROCEDIMIENTO PARA LA TOMA DE PEDIDOS
Clasificación de clientes: Alimentos Friko S.A. tiene sus clientes clasificados dentro de los siguientes canales de distribución:
Autoservicios: Cadenas, Autoservicios independientes, Minimercados y Rapitiendas.
Canal Tradicional: Tiendas, Carnicerías, Cafeterías, Panaderías, Charcuterías, Carro perreros- Chuceros.
Institucionales: Asaderos, Restaurantes, Empresas Transformadoras de Alimentos, Instituciones Educativas, Clínicas y Hospitales, Hoteles, Instituciones Gubernamentales.
Distribuidores: Compradores de grandes volúmenes que poseen fuerza de ventas.
Mayoristas: Compradores de volúmenes que no poseen fuerza de ventas.
Centros Operativos y Regionales de Ventas: Se define como canal para efectos de este procedimiento.
- Sistema de distribución: en Alimentos Friko S.A. la distribución se realiza, en su mayoría, directamente desde la planta Sur, de donde se atienden clientes de cadenas, Centros operativos, minimercados, mayoristas, distribuidores e instituciones.
- Formas de recibir pedidos: las posibilidades que tienen los Auxiliares de recepción pedidos para recibir son:
Vía EDI: este sistema es utilizado por algunos clientes del canal autoservicios.
Vía Fax: puede ser utilizado por cualquier cliente o vendedor.
Vía correo interno: este canal se puede utilizar cuando el cliente hace el pedido directamente al vendedor que lo atiende y este debe enviarlo a la jefe de administración Ventas, o cuando se trata de pedidos de Centros Operativos y Regionales de Ventas.
Formato Friko: será recibido vía fax ó entregado personalmente por el vendedor.
Palm: mecanismo utilizado por algunos vendedores para la toma de pedidos
Los pedidos que llegan en forma escrita, se almacenan durante un mes en la oficina de recepción de pedidos, con el fin de poder verificar en caso de necesidad.
La mayoría de los clientes hacen sus pedidos para despacho al día siguiente, los cuales se entregan a inventarios para separación. También se reciben pedidos para despacho el mismo día, estos deben imprimirse inmediatamente y enviarse a los Supervisores de inventarios y de distribución.
Los pedidos de carnes frías o de carne de cerdo que se despachan por la planta de carnes frías y desposte de cerdo, son recibidos por el área de Administración de Ventas y dirigidos al área de inventarios y distribución de planta de carnes frías y desposte de cerdo, para su respectiva separación y despacho.
Disponibilidad de inventario: todos los días se pasa en horas de la mañana un listado via e-mail con la información acerca de la disponibilidad del inventario al área de ventas, en

55
los casos en que se presente alguna duda es resuelta por el Jefe de Inventarios.
Los Centros Operativos y Regionales de ventas, deben hacer pedido de mercancía para abastecer su inventario, directamente al jefe de administración de ventas y son atendidos como clientes externos.
En algunos casos los Centros Operativos no tienen la capacidad para cumplir con los pedidos, cuando esto ocurre, se envían directamente desde la planta de pollo. El Administrador del Centro Operativo debe montar el pedido vía correo interno o fax, a los Auxiliares de Recepción Pedidos, y hacerle seguimiento.
Los vendedores antes de salir a visitar clientes deben informarse a través del supervisor de ventas o Jefe Regional de Ventas, acerca de la existencia de productos en el inventario de la bodega que los atiende, para que una vez reciban un pedido, puedan confirmar su despacho o informar al cliente sobre la no disponibilidad de la mercancía. Cuando exista una duda de la disponibilidad del producto deben verificar con el supervisor de ventas o Jefe Regional de Ventas, antes de comprometerse con el cliente.
En caso de que no sea posible la verificación de la existencia antes de recibir el pedido, debe advertirle al cliente que el pedido queda pendiente por confirmar una vez se haya comprobado la disponibilidad de inventario.
Clientes de otras ciudades: los pedidos recibidos de clientes ubicados en otras ciudades, para ser despachados directamente desde las plantas, deben ser consultados con Administración de Ventas y enviarlos por correo electrónico o fax antes de ingresarlos al sistema, para verificar frente al sistema los precios de la negociación y programar el despacho según las necesidades del cliente.
Cuando no haya existencias en inventarios del producto pedido, el Jefe de Administración de Ventas debe programar con los Jefes de Planta la elaboración del producto y la fecha de entrega a inventarios, e informar al jefe regional para que éste a su vez le confirme al vendedor la fecha de despacho.
Modificación del pedido: las modificaciones al pedido se pueden presentar cuando se cambien las condiciones de cantidades de producto, fechas, horarios y/o sitios de entrega, estas deben llegar por escrito.
Cuando el pedido es para despachar el día siguiente:
Si el cliente modifica las cantidades, el vendedor debe pasar por escrito el cambio al personal De toma pedidos.
Si el cliente modifica las condiciones de entrega, la aclaración del cambio se realiza en el Sistema en el campo “Detalle“.
Cuando Alimentos Friko S.A. cambia las condiciones del pedido, el cambio debe ser Informado al personal de ventas, para que se avise al cliente con el fin de establecer un Nuevo acuerdo.

56
Cuando el pedido es para despachar el mismo día:
Si el cliente modifica las cantidades, el vendedor debe informar elcambio por escrito a toma pedidos, se imprime el nuevo pedido y se entrega a los Supervisores de Distribución informando el reemplazo del pedido.
Si el cliente cambia las condiciones de entrega, la modificación es recibida por el vendedor quién debe informar al jefe regional para que verifique la capacidad de realizar el despacho con previa comunicación con el jefe del área.
Cuando el pedido es de un cliente del canal de autoservicios:
Las modificaciones al pedido de las grandes cadenas por fechas, horarios y sitios de entrega se informan al personal de ventas para que se informe al vendedor, y éste se encarga de llamar al cliente para acordar las nuevas condiciones.
Cuando el pedido es de un centro operativo o regional de ventas:
Si la modificación se refiere a condiciones de entrega, se informa a Administración de
Ventas para que se comunique con el Administrador del Centro Operativo o Regional de Ventas.
Cuando la modificación es por cantidades, el Administrador verifica el despacho por el Sistema y en caso de tener faltantes hacen un nuevo pedido.
Cuando una modificación implica que el producto debe ser producido, por no existir disponibilidad de inventarios, se le debe decir al Jefe de Administración de Ventas para que se programen con los Jefes de Planta las referencias y cantidades a producir y las fechas de entrega
Confirmación de precios: cuando sea necesario confirmar el precio de un producto, a solicitud del cliente ó vendedor, el vendedor se comunica con el Auxiliar de Administración ventas para la verificación.

57
Recibir el pedido
El pedido se puede recibir por cualquiera
de los medios descritos en el numeral 4.3
¿Hay sistema?
SI NO
Ingresar el código del
cliente
Tomar pedido en forma escrita y cuando se
tenga acceso al sistema
Verificar cartera
Durante el ingreso del pedido al sistema , éste
queda marcado como pendiente de revisión, se
corre un proceso de revisión de cartera
RECHAZADO ACEPTADO
Se aprueba el pedido
Avisar al área de cartera para verificar con el vendedor como va el
proceso de pago y con el cliente si es necesario
Verificar existenciasY digitacion
SI NOVía fax, o
correo interno
Verificar los productos y cantidades de entrega, para asegurarse de que esta conforme con lo
requerido por el cliente ( igual para modificaciones)
Imprimir pedido
TOMA DE PEDIDOS
Verificar comparando el documento contra el registro del sistema.
Responsable : Auxiliar de toma pedidos
El pedido llega por escrito ?
Se imprimen dos copias para todos los pedidos , una para el personal de
inventarios y una para el personal de distribucion.
El cliente puede resultar?
Grafico 4: flujo grama de Toma pedidos (realizado por Sandra Giraldo)

58
Anexo 3 PROCEDIEMIENTO PARA EL PESAJE DE MERCANCIA Implementos de seguridad: botas con puntera de metálica, delantal de plástico, traje térmico, casco para los casos en donde hay que entrar a la cava de almacenamiento y de separación.
Verificar la bascula
Reclamar pedidos
Marcar pedidos con nombre del cliente o con el numero de la estiba (si es en el turno de la noche); si es para las T.A.T es con el nombre de la ruta y nombre del cliente.
La mercancía refrigerada se debe pesar y anotar en la VM, luego ingresarla a la bodega 30 y mas tarde facturación, se debe anotar en el control despachos para realizar el rutero satisfactoriamente.
Estibar mercancía y llevarla a la cava de separación

59
Verificar la bascula
Revisar que la bascula se encuentre en
perfectas condiciones de medición
Reclamar pedidos
Verificar y pesar la mercancía a medida que el separador los saca de la cava de almacenamiento
El pedido es mayorista ?
SI NO
Montar a la bascula y descontar 2 kilos
por canasta
Es un minimercado
o T. A. T
Se debe montar la canasta vacía a la báscula , tararla y
montar la mercancía para mayor exactitud.
Marcar el pedido
Marcar el pedido con el nombre del cliente y el nombre numero de la
estiba donde se encuentra o el nombre de
la ruta
Trasladar físicamente la
mercancía
Sacar la mercancía debidamente marcada
a la cava de separación para ser
despachada
PESAJE DE MERCANCIA
Responsable: Pesador
Grafico 5: Flujo grama de Pesaje de Mercancía (realizado por Sandra Giraldo)

60
Anexo 4 PROCEDIMENTO ACTUAL MERCANCIA NO CODIFICADA
ESTUDIO DE METODOS Y TIEMPOS
Estudio Nº: 1 Proceso: Identificar y preparar pedidos Sección: Turno:
Fecha: 8 octubre 2007 Tipo de Material: Referencia:
Operarios: cinco Observado por: Sandra Giraldo G
Nº Elementos. OBSERVACIONES Tiempo
Total V Seg/Vez %Suple SAM
1 2 3 4 5 6 7 8 9 10 11 12 13
1 Ir por los pedidos del día 47,5 48,5 50,4 51,4 45,1 40,2 45,1 42,4 47,8 45,6 40,9 43,5 47,2 595,60 70% 32,07
11%
0,59
2 Llevar pedido impresos a la cava de almacenamiento 45,2 47,1 48,6 50,1 50,6 45,4 42,1 47,5 39,7 40,8 41,9 50,4 45,7 595,10 70% 32,04
11%
0,59
3 Inspeccionar los pedidos en la hoja 4,5 5,2 5 4,9 5,6 4,8 4,8 5,2 5,4 4,2 4,6 4,3 5 63,50 75% 3,66
20% 0,07
4 Ir por la mercancía solicitada 6,2 6,5 11,2 12,5 5,7 10,2 5,8 7,2 5,1 4 7,6 10,4 10,3 102,70 70% 5,53 18%
0,11
5 Coger la mercancía solicitada 7 7 5,5 7 6,5 6 8,4 6,5 6 7 7 7,2 6,5 87,60 70% 4,72 22%
0,10
6 Llevar la mercancía al puesto de picking 4,5 5,3 3,6 5,6 5,7 3,8 4,6 4,8 5,4 5,3 ,4,1 5,5 4,7 58,80 70% 3,17
25% 0,07
7 Marcar el pedido con el nombre del cliente 6,5 7,2 6,6 7,2 7,4 6 7,1 7,6 6,2 6,5 7,2 6,5 6,4 88,40 75% 5,10
20% 0,10
8
Transportar la mercancía marcada con el nombre del cliente al puesto de pesaje 4 3,8 3,5 4,1 3,6 4,1 3,7 3,6 3,2 3,3 4,2 3,7 4 48,80 80% 3,00
25%
0,06
TIEMPO SAM MIN/VEZ UNIDAD 1,69

61
ESTUDIO DE METODOS Y TIEMPOS
Estudio Nº: 1 Proceso: Pesaje y Registro de Mercancía Sección: Turno:
Fecha: 8 Octubre2007 Tipo de Material: Referencia:
Operarios: Observado por: Sandra Giraldo G
Nº Elemento. OBSERVACIONES Tiempo
Total V Seg/Vez %Suple SAM
1 2 3 4 5 6 7 8 9 10 11 12 13
1 Contar unidades en la canasta 9,4 5,3 6,8 7 6,3 5,4 6,1 7,2 7,3 7,5 5,2 10,3 7,8
91,60 75% 5,28 25% 0,11
2 Colocar la mercancía ya pesada nuevamente en la canasta 7,2 6,7 5,4 4,8 13,5 7,5 6,4 5,8 10,4 10,1 6,4 5,4 6,7
96,30 75% 5,56 22% 0,11
3
Montar la mercancía separada y marcada a la bascula 3 3,2 3,5 3,7 3,3 3,2 3,1 2,8 2,9 3,4 2,7 2,5 3,1
40,40
75%
2,33
25%
0,05
4 Inspeccionar y registrar el peso en la hoja 5,5 4,8 5,6 6,4 4,8 5,6 7,4 5,9 6,8 4,7 5,9 6,7 7,4
77,50 75%
4,47 23%
0,09
5 Desmontar la mercancía de la bascula 2,5 2,1 2,3 1,9 1,7 2,3 2,1 1,8 2,2 2,3 2 2,2 1,9
27,30 75%
1,58 25%
0,03
6
Transportar mercancía ya pesada a la cava de almacenamiento 14,5 13,3 12,5 10,5 11,6 14,2 15,2 13,6 10,4 10,8 15,2 12,2 12,1
166,10
80%
10,22
15%
0,20
7 Descargar mercancía en cava de almacenamiento 3,2 3,6 4,2 4,4 3,4 4,1 3,5 3 3,4 3,3 3,8 4 3,6
47,50 80%
2,92 15%
0,06
TIEMPO SAM MIN/VEZ UNIDAD 0,65
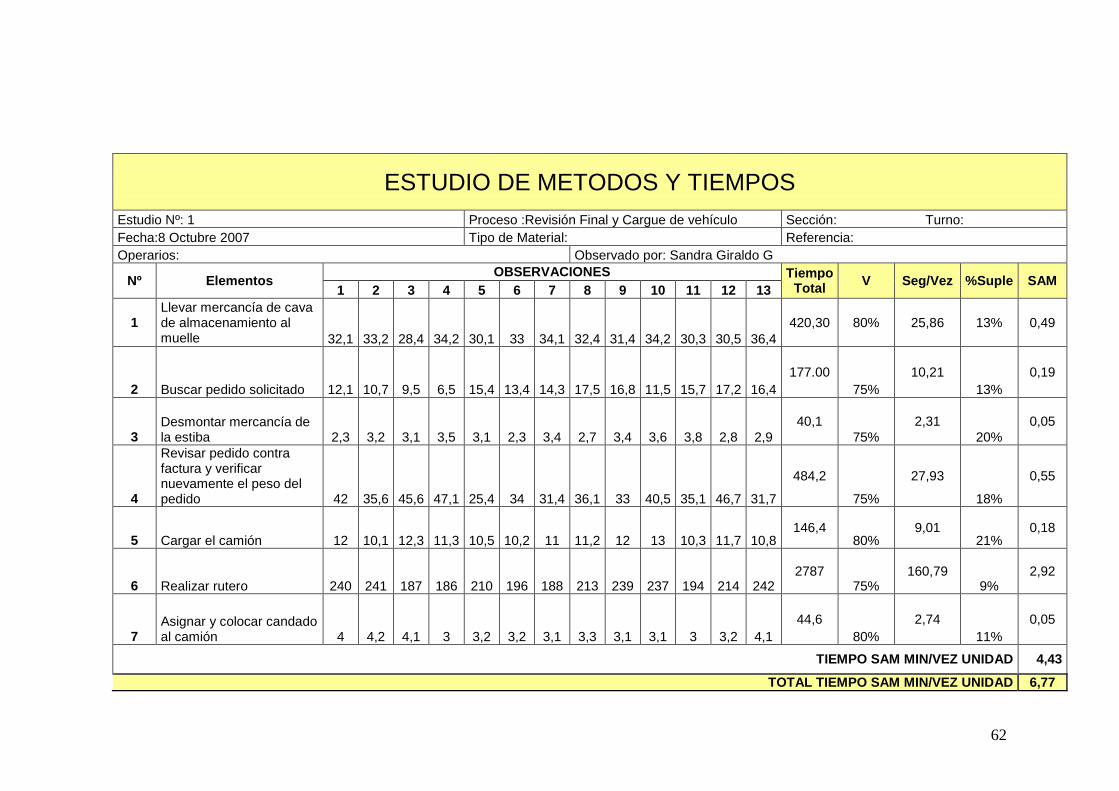
62
ESTUDIO DE METODOS Y TIEMPOS
Estudio Nº: 1 Proceso :Revisión Final y Cargue de vehículo Sección: Turno:
Fecha:8 Octubre 2007 Tipo de Material: Referencia:
Operarios: Observado por: Sandra Giraldo G
Nº Elementos OBSERVACIONES Tiempo
Total V Seg/Vez %Suple SAM
1 2 3 4 5 6 7 8 9 10 11 12 13
1 Llevar mercancía de cava de almacenamiento al muelle 32,1 33,2 28,4 34,2 30,1 33 34,1 32,4 31,4 34,2 30,3 30,5 36,4
420,30 80% 25,86 13% 0,49
2 Buscar pedido solicitado 12,1 10,7 9,5 6,5 15,4 13,4 14,3 17,5 16,8 11,5 15,7 17,2 16,4
177.00
75%
10,21
13%
0,19
3 Desmontar mercancía de la estiba 2,3 3,2 3,1 3,5 3,1 2,3 3,4 2,7 3,4 3,6 3,8 2,8 2,9
40,1
75%
2,31
20%
0,05
4
Revisar pedido contra factura y verificar nuevamente el peso del pedido 42 35,6 45,6 47,1 25,4 34 31,4 36,1 33 40,5 35,1 46,7 31,7
484,2
75%
27,93
18%
0,55
5 Cargar el camión 12 10,1 12,3 11,3 10,5 10,2 11 11,2 12 13 10,3 11,7 10,8 146,4
80% 9,01
21% 0,18
6 Realizar rutero 240 241 187 186 210 196 188 213 239 237 194 214 242 2787
75% 160,79
9% 2,92
7 Asignar y colocar candado al camión 4 4,2 4,1 3 3,2 3,2 3,1 3,3 3,1 3,1 3 3,2 4,1
44,6
80%
2,74
11%
0,05
TIEMPO SAM MIN/VEZ UNIDAD 4,43
TOTAL TIEMPO SAM MIN/VEZ UNIDAD 6,77

63
Anexo 5 OPERACIÓN ACTUAL MERCANCIA CODIFICADA
ESTUDIO DE METODOS Y TIEMPOS
Estudio Nº: 2 Proceso: Identificar y preparar pedidos Sección: Turno:
Fecha: 16 Octubre 2007 Tipo de Material: Referencia:
Operarios: cinco Observado por: Sandra Giraldo G
Nº Elementos OBSERVACIONES Tiempo
Total V Seg/Vez %Suple SAM
1 2 3 4 5 6 7 8 9 10 11 12 13
1 Ir por los pedidos del día 48,3 50,3 47,9 46,3 47,5 50,4 55,3 54,6 48,6 19,5 59,7 47,5 48,6 624,50 70% 33,63 11% 0,62
2 Llevar pedido impresos a la cava de almacenamiento 53,1 54,2 50,3 48,6 49,3 51,2 50,9 48,5 49,2 51 50,6 57,8 47,4 662,10 75% 38,20 15% 0,73
3 Inspeccionar los pedidos en la hoja 5,5 5,3 4,8 4,9 5,4 4,9 5,4 5,2 5,4 4,8 5 4,7 4,8 66,10 75% 3,81 17% 0,07
4 Ir por la mercancía solicitada 10,2 6 6,5 11,1 7,2 12,2 6,2 12,3 6,3 11,2 6,3 10,3 6,8 112,60 70% 6,06 15% 0,12
5 Coger la mercancía solicitada 23,5 21,2 16,8 22,3 24,7 20,4 19,5 20,1 23,4 21,3 24,3 19,1 19,7 276,30 70% 14,88 19% 0,30
6 Llevar la mercancía al puesto de picking 4,2 5,2 5,4 5,5 5,2 5 4,8 4,7 5,5 5,3 4,6 5,6 5,2 66,20 70% 3,56 22% 0,07
7 Marcar el pedido con el nombre del almacén 7,2 7,1 7 6,1 6,2 6,8 6,4 6,6 6,2 6,1 7 6,6 6,2 85,50 75% 4,93 17% 0,10
8
Transportar la mercancía marcada con el nombre del almacén al puesto de pesaje 4,5 4,7 4,6 5,4 4,1 5,4 5,7 4,3 5,2 5,3 5 4,7 5,1 64,00 80% 3,94 22% 0,08
OBSERVACION: El tiempo de las actividades 5 y 8 es mayor pues es mas mercancía y el puesto de pesaje se encuentra a una distancia mas grande
TIEMPO SAM MIN/VEZ UNIDAD 2,09

64
ESTUDIO DE TIEMPOS Y MOVIMIENTOS
Estudio Nº: 2 Proceso: Pesaje y Registro de Mercancía Sección: Turno:
Fecha: 16Octubre 2007 Tipo de Material: Referencia:
Operarios: cinco Observado por: Sandra Giraldo G
Nº Elementos. OBSERVACIONES Tiempo
Total V Seg/Vez %Suple SAM
1 2 3 4 5 6 7 8 9 10 11 12 13
1 Contar unidades de cada pedido 13,4 11,2 15,4 15,1 12,3 12,4 14,6 15,2 17,3 15,4 16,2 14,6 15,3
188,40 75% 10,87 25% 0,23
2 Colocar la mercancía pesada nuevamente en la canasta 8,6 7,8 5,8 6,9 6,8 7,5 7,1 5,4 6,7 6,4 5,3 9,4 8,4
92,10 75% 5,31 22% 0,11
3
Montar la mercancía separada y marcada a la bascula 3,1 3,4 3,5 3 3,5 3 3,1 2,8 3,4 3,4 2,4 2,8 3,3
40,70 75%
2,35 25%
0,05
4 Inspeccionar y registrar el peso en la hoja 5,1 5,2 4,8 5,4 4,9 4,7 5,6 5,7 5,9 4,7 4,9 5,1 6,1
68,10 75%
3,93 21%
0,08
5 Desmontar la mercancía ya pesada de la bascula 3,1 2,4 2,3 1,7 1,8 3,4 3,3 3,4 2,7 3,2 2,6 2,7 3,1
35,70 75%
2,06 18%
0,04
TIEMPO SAM MIN/VEZ UNIDAD 0.50
0,50

65
ESTUDIO DE METODOS Y TIEMPOS
Estudio Nº: 2 Proceso: Codificación de mercancía Sección: Turno:
Fecha:16 Octubre 2007 Tipo de Material: Referencia:
Operarios: cinco Observado por: Sandra Giraldo G
Nº Elemento. OBSERVACIONES Tiempo
Total V Seg/Vez %Suple SAM
1 2 3 4 5 6 7 8 9 10 11 12 13
1 Llevar mercancía hasta la banda transportadora 3 2,8 1,9 3,1 3 2,9 3,2 2,8 2,7 3,2 3,1 3 2,5
37,20 80% 2,29 25% 0,05
2 Colocar stiker de cada almacén a cada producto 4,8 5 5,1 4,9 5 5,3 5 5,1 4,8 4,9 5 5 4,8
64,70 75%
3,73 16%
0,07
3 Recibir la mercancía del a banda transportadora 1,2 1,6 2 1,4 1,8 1,4 1,3 2 1,3 1,5 1,6 2,1 1,8
21,00 75%
1,21 15%
0,02
4 Revisar peso de cada producto en la bascula alterna 23 22 30,1 28,4 29,1 33 31,2 28,9 27 26,5 29,7 31 29,4
369,30 75%
21,31 20%
0,43
5 Estibar por almacén 12 13 12,5 12,8 11,8 10,2 12,3 11,2 12 12,7 10,3 12 11,7 154,50
80% 9,51
21% 0,19
6 Llevar mercancía a cava de almacenamiento 7,5 8,4 7,6 7,1 6,8 5,9 8,1 7,2 6,7 6,4 5,4 5,9 7,1
90,10 75%
5,20 13%
0,10
TIEMPO SAM MIN/VEZ UNIDAD 0,86

66
ESTUDIO DE METODOS Y TIEMPOS
Estudio Nº: 2 Proceso: Revisión final y cargue de vehículo Sección: Turno:
Fecha:16 Octubre2007 Tipo de Material: Referencia:
Operarios: cinco Observado por: Sandra Giraldo G
Nº Elemento. OBSERVACIONES Tiempo
Total V Seg/Vez %Suple SAM
1 2 3 4 5 6 7 8 9 10 11 12 13
1 Llevar mercancía de cava de almacenamiento al muelle 32,4 29,6 34,2 34,5 29,4 34,1 30,2 30,5 33,3 28,9 29,7 34,2 34,1
415,10 80% 25,54 13% 0,48
2 Buscar pedido solicitado y asignar stiker 4,8 4,7 5,1 4,9 4,2 5 5,1 5,3 4,7 5,3 4,8 4,6 5,2
63,70 75%
3,68 13%
0,07
3 Desmontar mercancía de la estiba 2,3 2,2 2,5 1,9 1,8 2,1 2,3 1,7 1,6 2,4 2,1 2,3 3,3
28,50 75%
1,64 20%
0,03
4 Revisar pedido contra factura 45,2 49,5 45,6 51,3 36,4 52,6 54,2 53 64 52,1 42,4 58 48,2
652,50 75%
37,64 18%
0,74
5 Cargar el camión 12 13 12,5 12,8 11,8 10,2 12,3 11,2 12 12,7 10,3 12 11,7 154,50
80% 9,51
20% 0,19
6 Realizar rutero 160 158 201 146 149 150 156 149 157 155 130 150 147 2007,80
75% 115,83
9% 2,10
7 Asignar y colocar sello 2,3 1,9 2,4 3,1 3 2,9 2,8 2,4 2,6 1,9 1,8 2,4 2,4 31,90
75% 1,84
11% 0,03
TIEMPO SAM MIN/VEZ UNIDAD 3,65
TOTAL TIEMPO SAM MIN/VEZ UNIDAD 7,10

67
Anexo 6 PRUEBA PILOTO MERCANCIA NO CODIFICADA
ESTUDIO DE METODOS Y TIEMPOS
Estudio Nº: 3 Proceso: Identificar y preparar pedidos Sección: Turno:
Fecha: 17 Octubre 2007 Tipo de Material: Referencia:
Operarios: cinco Observado por: Sandra Giraldo G
Nº Elemento. OBSERVACIONES Tiempo
Total V Seg/Vez %Suple SAM
1 2 3 4 5 6 7 8 9 10 11 12 13
1 Inspeccionar los pedidos en la hoja 4,3 6 5,5 4,9 5 4,5 5,7 5,1 4,8 5,3 3,8 4,7 4,6 64,20 75% 3,70 11% 0,07
2 Separar consolidados de pedidos por ruta 120 125 100 130 114 124 116,8 122 113 125 120 130 112 1552,00 70% 83,57 21% 1,69
3 Llevar la mercancía consolidado al muelle 29,4 30,4 41,2 40,1 46,2 50,4 48,5 51,4 49,8 52,4 53,4 46,7 34,2 574,10 70% 30,91 18% 0,61
4
Organizar área de picking (simulando banda transportadora) 117 94,2 99,8 100 111 131 100,3 110 117 146 150 119 144 1540,10 75% 88,85 13% 1,67
5 Separar en el muelle pedido por pedido 25,4 21,3 34,5 33,2 30,4 29,8 34,5 30,4 30,7 39,7 27,8 37,1 33,2 408,00 80% 25,11 17% 0,49
TIEMPO SAM MIN/VEZ UNIDAD 4,52

68
ESTUDIO DE METODOS Y TIEMPOS
Estudio Nº: 3 Proceso: Pesaje y Registro de Mercancía Sección: Turno:
Fecha: 17 Octubre 2007 Tipo de Material: Referencia:
Operarios: cinco Observado por: Sandra Giraldo G
Nº Elementos. OBSERVACIONES Tiempo
Total V Seg/Vez %Suple SAM
1 2 3 4 5 6 7 8 9 10 11 12 13
1 Visualizar pedidos de cada ruta en la pantalla del computador
4 3,7 5 3,1 4,2 3,5 2,9 3 4,3 5,3 3,1 4,3 3,7 50,10 75% 2,89 15% 0,06
2
Colocar la mercancía separada en las mesas altas (banda transportadora)
5 4,8 6,1 6 4,5 5 6,1 4,8 4,6 5,4 5,7 4,7 5,4 68,10 75% 3,93 15% 0,08
3
Registrar peso de cada producto en la gramera y registrarlo en la hoja
4,6 3,6 4,2 3,5 3,6 4,3 3 3,5 2,9 3,4 3 3,4 4,3 47,30 75% 2,73 14% 0,05
4 Empacar producto en la canasta
4,8 6,7 7,3 8,5 7,7 6,4 7,2 6,1 7 8,4 8,4 6,7 7,4 92,60 75% 5,34 15% 0,10
5 Realizar factura 16,8 19,4 20,6 22,4 16,4 17,8 14,5 17,5 19,4 20,4 19,4 16,4 15,4 236,40 70% 12,73 13% 0,24
6 Realizar rutero 160 155 162 155 150 165 123,4 134 119 142 150 146 154 1916,60 75% 110,57 12% 2,06
7 Cargar camión con la mercancía
14,2 12,3 9,8 15,4 13,2 11,2 10,3 14,7 10,3 9,6 14,5 13,2 14,2 162,90 80% 10,02 17% 0,20
8 Asignar y colocar sello al camión
2,2 2,4 2,4 1,9 2,1 2,2 2,6 2,5 1,9 2,4 2,7 2,4 3,3 31,00 75% 1,79 13% 0,03
TIEMPO SAM MIN/VEZ UNIDAD 2,82
TOTAL TIEMPO SAM MIN/VEZ UNIDAD 7,34

69
Anexo 7
PRUEBA PILOTO MERCANCIA CODIFICADA
ESTUDIO DE METODOS Y TIEMPOS
Estudio Nº: 4 Proceso: Identificar y preparar pedidos Sección: Turno:
Fecha: 26 Octubre 2007 Tipo de Material: Referencia:
Operarios: cinco Observado por: Sandra Giraldo G
Nº Elementos. OBSERVACIONES Tiempo
Total V Seg/Vez %Suple SAM
1 2 3 4 5 6 7 8 9 10 11 12 13
1 Inspeccionar los pedidos en la hoja 4,8 6,4 5,5 5,1 5 4,3 5,9 5,4 5 5,4 5,2 5,4 4,9 68,30 75% 3,94 11% 0,07
2
Separar consolidados de pedidos por almacén 123 125,4 99,8 119 114 121 121 122 115 115 124 120 120 1538,50 70% 82,84 21% 1,67
3
Llevar la mercancía consolidado al área de codificación 19,8 22,4 31,5 32,6 36,7 40,4 42,5 41,7 32,5 20,4 25,6 23,4 24,5 394,00 70% 21,22 21% 0,43
4 Llevar la mercancía codificada al muelle 36,5 34,2 33,5 29,4 38,4 33,5 34,2 34,2 37,5 34,2 39,5 30,4 38,5 454,00 70% 24,45 18% 0,48
5
Organizar área de picking (simulando banda transportadora) 120 120,8 111 101 104 114 123 98,7 100 121 120 118 119 1468,90 70% 79,09 13% 1,49
6 Separar en el muelle pedido por pedido 13,4 20,3 14,5 16,7 18,9 19,8 20,7 17,9 24,3 19,7 25,4 19,8 21,4 252,80 70% 13,61 15% 0,26
TIEMPO SAM MIN/VEZ UNIDAD 4,40

70
ESTUDIO DE TIEMPOS Y MOVIMIENTOS
Estudio Nº: 4 Proceso: Pesaje y Registro de Mercancía Sección: Turno:
Fecha: 26 Octubre 2007 Tipo de Material: Referencia:
Operarios: cinco Observado por: Sandra Giraldo G
Nº Elemento. OBSERVACIONES Tiempo
Total V Seg/Vez %Suple SAM
1 2 3 4 5 6 7 8 9 10 11 12 13
1 Visualizar pedidos de cada almacén en la pantalla del computador
4,2 3,6 4,1 3,2 4,2 3,6 2,9 3,4 4 5,1 3,4 4,3 3,7 49,70 75% 2,87 15% 0,05
2
Colocar la mercancía separada en las mesas altas (banda transportadora)
5,2 5,1 4,8 4,5 5,1 5 5,7 4,2 4,6 5,1 5,7 4,6 5,3 64,90 75% 3,74 15% 0,07
3
Registrar peso de cada producto en la gramera y registrarlo en la hoja
3,1 4,8 3,6 4 4,2 4,7 3,8 3,9 4,3 4,1 5,1 5,2 3,7 54,50 75% 3,14
13%
0,06
4 Empacar producto en la canasta
5,1 6,9 8,4 7,8 7,9 6,7 7,2 6,5 7,4 8,7 9,4 5,6 6,1 93,70 75% 5,41 15%
0,10
5
Asignar stiker a la canasta según cada almacén
2,1 2,4 2,3 1,6 1,9 2,4 2,1 3,1 2,7 2,5 2,6 2,8 3,3 31,80 75% 1,83 13%
0,03
6 Realizar factura 17,4 18,5 20,3 21,4 15,6 17,8 14,9 14,5 17,8 19,4 18,4 14,6 17,8 228,40 70% 12,30 11% 0,23
7 Realizar rutero 155 150,3 156 155 161 157 130 131 150 151 148 150 155 1949,30 75% 112,46 13% 2,12
8 Cargar camión con la mercancía
10,3 12,3 9,7 9,8 9 10,5 12,3 11,4 11,8 10,4 12,6 10,7 13,3 144,10 80% 8,87 17%
0,17
9 Asignar y colocar sello al camión
2,1 2,4 2,2 1,8 1,7 2,4 2,4 3 2,8 2,5 2,7 3 3,3 32,30 75% 1,86 13%
0,04
TIEMPO SAM MIN/VEZ UNIDAD 2,88
TOTAL TIEMPO SAM MIN /VEZ UNIDAD 7,28

71
Anexo 8
SUPLEMENTOS PARA OPERACIÓN ACTUAL MERCANCIA NO CODIFICADA
SUPLEMENTOS
NRO DESCRIPCION DE PROCESOS
CONSTANTES VARIABLES
NP F TP PA EF IL CA AT NR MF TE TOTAL
%
1 Ir por los pedidos del día
5 4 2 0 0 0 0 0 0 0 0 11%
2 Llevar pedido impresos a la cava de almacenamiento
5 4 2 0 0 0 0 0 0 0 0 11%
3 Inspeccionar los pedidos en la hoja
5 4 2 0 0 2 7 0 0 0 0 20%
4 Ir por la mercancía solicitada
5 4 2 0
0 0
7 0
0 0 0 18%
5 Coger la mercancía solicitada
5 4 2 2
2 0
7 0
0 0 0 22%
6 Llevar la mercancía al puesto de picking
5 4 2 0
7 0
7 0
0 0 0 25%
7 Marcar el pedido con el nombre del cliente dentro de cavas de almacenamiento
5 4 2 0 0 2 7 0 0 0 0 20%
8 Transportar la mercancía marcada con el nombre del cliente al puesto
de pesaje
5 4 2
0
7 0
7 0
0 0 0 25%
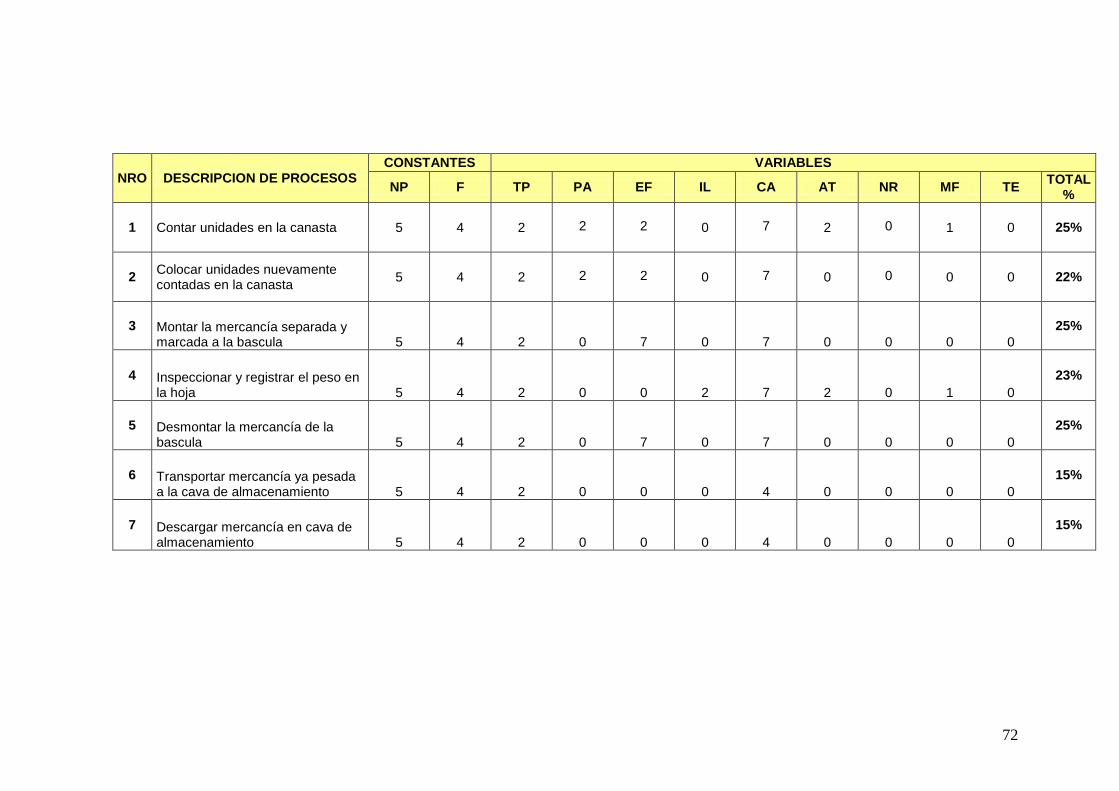
72
NRO DESCRIPCION DE PROCESOS CONSTANTES VARIABLES
NP F TP PA EF IL CA AT NR MF TE TOTAL
%
1 Contar unidades en la canasta 5 4 2
2
2 0
7 2
0 1 0 25%
2 Colocar unidades nuevamente contadas en la canasta
5 4 2
2
2 0
7 0
0 0 0 22%
3 Montar la mercancía separada y marcada a la bascula 5 4 2 0 7 0 7 0 0 0 0
25%
4 Inspeccionar y registrar el peso en la hoja 5 4 2 0 0 2 7 2 0 1 0
23%
5 Desmontar la mercancía de la bascula 5 4 2 0 7 0 7 0 0 0 0
25%
6 Transportar mercancía ya pesada a la cava de almacenamiento 5 4 2 0 0 0 4 0 0 0 0
15%
7 Descargar mercancía en cava de almacenamiento 5 4 2 0 0 0 4 0 0 0 0
15%

73
NRO DESCRIPCION DE PROCESOS
CONSTANTES VARIABLES
NP F TP PA EF IL CA AT NR MF TE TOTAL
%
1 Llevar mercancía de cava de almacenamiento al muelle
5 4 2 0 0 0 2 0 0 0 0 13%
2
Buscar pedido solicitado 5 4 2 0 0 0 2 0 0 0 0 13%
3
Desmontar mercancía de la estiba 5 4 2 0 7 0 2 0 0 0 0 20%
4 Revisar pedido contra factura y verificar nuevamente el peso del pedido 5 4 2 2 0 0 2 2 0 1 0 18%
5
Cargar el camión 5 4 2 0 7 0 2 0 0 1 0 21%
6
Realizar rutero 5 4 0 0 0 0 0 0 0 0 0 9%
7 Asignar y colocar candado al camión 5 4 2 0 0 0 0 0 0 0 0 11%
OBSERVACION: En el transporte de la mercancía de la báscula a la cava de almacenamiento y muelle, se hace con ayuda de la montacarga, luego el operario no ejerce fuerza
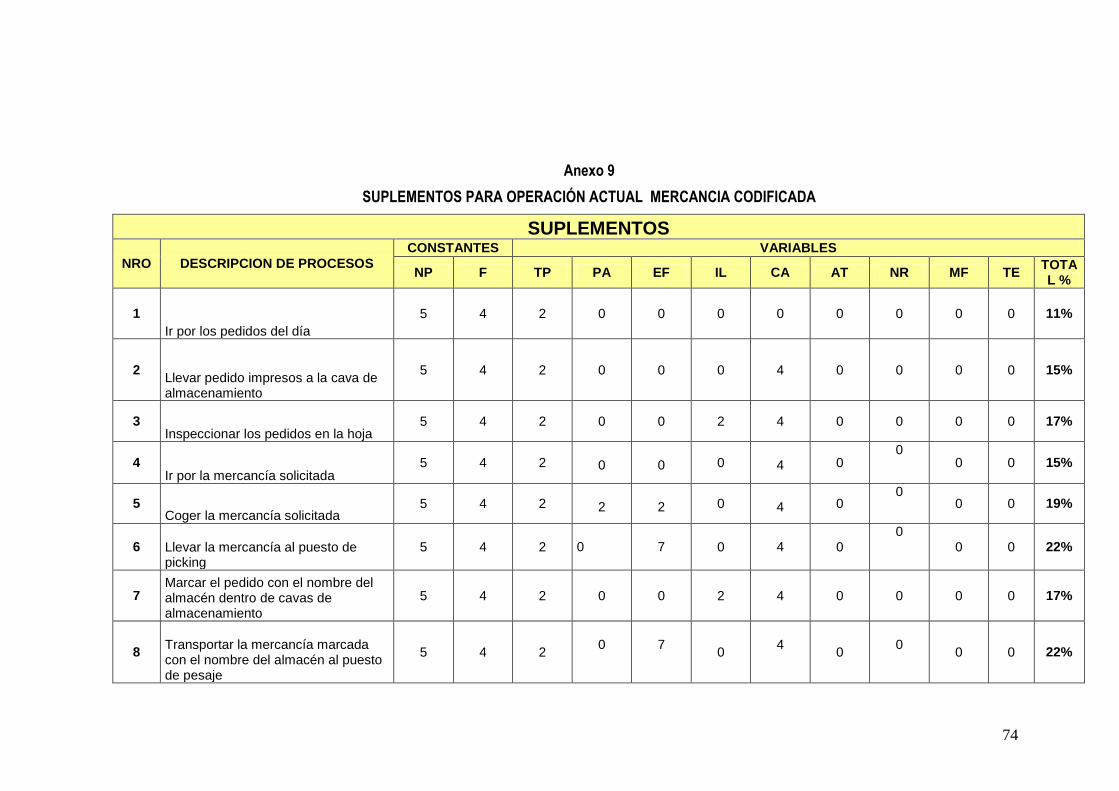
74
Anexo 9
SUPLEMENTOS PARA OPERACIÓN ACTUAL MERCANCIA CODIFICADA
SUPLEMENTOS
NRO DESCRIPCION DE PROCESOS
CONSTANTES VARIABLES
NP F TP PA EF IL CA AT NR MF TE TOTAL %
1
Ir por los pedidos del día
5 4 2 0 0 0 0 0 0 0 0 11%
2 Llevar pedido impresos a la cava de almacenamiento
5 4 2 0 0 0 4 0 0 0 0 15%
3 Inspeccionar los pedidos en la hoja
5 4 2 0 0 2 4 0 0 0 0 17%
4 Ir por la mercancía solicitada
5 4 2 0
0 0
4 0
0 0 0 15%
5 Coger la mercancía solicitada
5 4 2 2
2 0
4 0
0 0 0 19%
6 Llevar la mercancía al puesto de picking
5 4 2 0
7 0
4 0
0 0 0 22%
7 Marcar el pedido con el nombre del almacén dentro de cavas de almacenamiento
5 4 2 0 0 2 4 0 0 0 0 17%
8 Transportar la mercancía marcada con el nombre del almacén al puesto de pesaje
5 4 2
0
7
0
4
0
0
0 0 22%

75
NRO DESCRIPCION DE PROCESOS
CONSTANTES VARIABLES
NP F TP PA EF IL CA AT NR MF TE TOTAL
%
1 Contar unidades de cada pedido 5 4 2
2
2 0
7 2
0 1 0 25%
3 Colocar la mercancía pesada nuevamente en la canasta 5 4 2 2 2 0 7 0 0 0 0
22%
4
Montar la mercancía a la bascula 5 4 2 0 7 0 7 0 0 0 0
25%
5 Inspeccionar el peso y registrarlo en la hoja 5 4 2 0 0 0 7 2 0 1 0
21%
6 Desmontar la mercancía pesada de la bascula 5 4 2 0 0 0 7 0 0 0 0
18%

76
NRO DESCRIPCION DE PROCESOS
CONSTANTES VARIABLES
NP F TP PA EF IL CA AT NR MF TE TOTAL %
1 Llevar la mercancía hasta la banda transportadora 5 4 2 0 7 0 7 0 0 0 0 25%
2 Colocar stiker de cada almacén a cada producto 5 4 2 0 0 0 2 2 0 1 0 16%
3 Recibir la mercancía de la banda transportadora 5 4 2 0 2 0 2 0 0 0 0 15%
4 Revisar peso de cada producto en la bascula alterna 5 4 2 2 2 0 2 2 0 1 0 20%
5
Estibar mercancía por almacén 5 4 2 0 7 0 2 0 0 1 0 21%
6 Almacenar mercancía en cava de almacenamiento 5 4 2 0 0 0 2 0 0 0 0 13%

77
NRO DESCRIPCION DE
PROCESOS
CONSTANTES VARIABLES
NP F TP PA EF IL CA AT NR MF TE TOTAL %
1 Llevar mercancía de cava de almacenamiento al muelle 5 4 2 0 0 0 2 0 0 0 0 13%
2 Buscar cada pedido solicitado y asignar stiker por almacén 5 4 2 0 0 0 2 0 0 0 0 13%
3 Desmontar mercancía de la estiba 5 4 2 0 7 0 2 0 0 0 0 20%
4
Revisar pedido contra factura 5 4 2 2 0 0 2 2 0 1 0 18%
5
Cargar el camión 5 4 2 0 7 0 2 0 0 0 0 20%
6
Realizar rutero 5 4 0 0 0 0 0 0 0 0 0 9%
7 Asignar y colocar sello al camión 5 4 2 0 0 0 0 0 0 0 0 11%

78
Anexo 10
SUPLEMENTOS PRUEBA PILOTO MERCANCIA NO CODIFICADA
SUPLEMENTOS
NRO DESCRIPCION DE PROCESOS CONSTANTES VARIABLES
NP F TP PA EF IL CA AT NR MF TE TOTAL
%
1
Inspeccionar los pedidos en la hoja
5 4 2 0 0 0 0 0 0 0 0 11%
2 Separar consolidados de pedidos por ruta
5 4 2 0 3 0 7 0 0 0 0 21%
3 Llevar la mercancía consolidado al muelle
5 4 2 0 0 0 7 0 0 0 0 18%
4 Organizar área de picking (simulando banda transportadora)
5 4 2
0
0 0
2 0
0
0 0 13%
5 Separar en el muelle pedido por pedido
5 4 2
0
0 0
2 2
0 0 0 17%

79
NRO DESCRIPCION DE PROCESOS
CONSTANTES VARIABLES
NP F TP PA EF IL CA AT NR MF TE TOTAL
%
1 Visualizar pedidos de cada ruta en la pantalla del computador
5 4 2
0
0 0
2 2
0 0 0 15%
2 Colocar la mercancía separada en las mesas altas (banda transportadora)
5 4 2
0
2 0
2 0
0 0 0 15%
3 Registrar peso de cada producto en la gramera y registrarlo en la hoja 5 4 2 0 0 0 2 0 0 1 0
14%
4
Empacar producto en la canasta 5 4 2 0 2 0 2 0 0 0 0
15%
5
Realizar factura 5 4 2 0 0 0 2 0 0 0 0
13%
6
Realizar rutero 5 4 0 0 0 0 2 0 0 1 0
12%
7
Cargar camión con la mercancía 5 4 2 2 2 0 2 0 0 0 0
17%
8
Asignar y colocar sello al camión 5 4 2 0 0 0 2 0 0 0 0
13%
OBSERVACION: Las actividades que se realizan en el muelle tienen menos porcentaje, pues es menor la temperatura

80
Anexo 11
SUPLEMENTOS PRUEBA PILOTO MERCANCIA CODIFICADA
SUPLEMENTOS
NRO DESCRIPCION DE PROCESOS CONSTANTES VARIABLES
NP F TP PA EF IL CA AT NR MF TE TOTAL
%
1
Inspeccionar los pedidos en la hoja
5 4 2 0 0 0 0 0 0 0 0 11%
2 Separar consolidados de pedidos por almacén
5 4 2 0 3 0 7 0 0 0 0 21%
3 Llevar la mercancía consolidado al área de codificación
5 4 2 0 3 0 7 0 0 0 0 21%
4 Llevar la mercancía codificada al muelle
5 4 2 0 0 0 7 0 0 0 0 18%
5 Organizar área de picking (simulando banda transportadora)
5 4 2
0
0 0
2 0
0 0 0 13%
6 Separar en el muelle pedido por pedido
5 4 2
2
0 0
2 0
0 0 0 15%

81
NRO DESCRIPCION DE PROCESOS
CONSTANTES VARIABLES
NP F TP PA EF IL CA AT NR MF TE TOTAL
%
1 Visualizar pedidos de cada almacén en la pantalla del computador
5 4 2
0
0 0
2 2
0 0 0 15%
2 Colocar la mercancía separada en las mesas altas (banda transportadora)
5 4 2
0
2 0
2 0
0 0 0 15%
3 Registrar peso de cada producto en la gramera y registrarlo en la hoja 5 4 2 0 0 0 2 0 0 0 0
13%
4
Empacar producto en la canasta 5 4 2 0 2 0 2 0 0 0 0
15%
5 Asignar stiker a la canasta según cada almacén 5 4 2 0 0 0 2 0 0 0 0
13%
6
Realizar factura 5 4 0 0 0 0 2 0 0 0 0
11%
7
Realizar rutero 5 4 2 0 0 0 2 0 0 0 0
13%
8
Cargar camión con la mercancía 5 4 2 2 2 0 2 0 0 0 0
17%
9
Asignar y colocar sello al camión 5 4 2 0 0 0 2 0 0 0 0
13%
OBSERVACION: Las actividades que se realizan en el muelle tienen menos porcentaje, pues es menor la temperatura
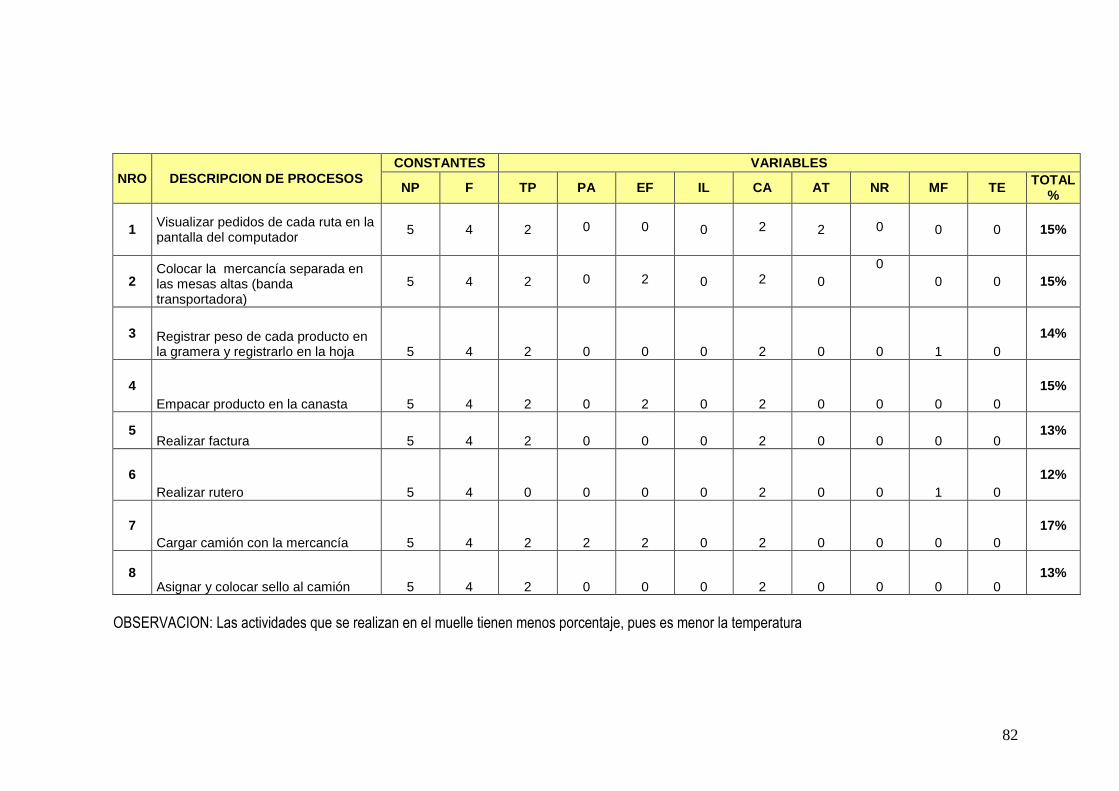
82
NRO DESCRIPCION DE PROCESOS
CONSTANTES VARIABLES
NP F TP PA EF IL CA AT NR MF TE TOTAL
%
1 Visualizar pedidos de cada ruta en la pantalla del computador
5 4 2
0
0 0
2 2
0 0 0 15%
2 Colocar la mercancía separada en las mesas altas (banda transportadora)
5 4 2
0
2 0
2 0
0
0 0 15%
3 Registrar peso de cada producto en la gramera y registrarlo en la hoja 5 4 2 0 0 0 2 0 0 1 0
14%
4
Empacar producto en la canasta 5 4 2 0 2 0 2 0 0 0 0
15%
5 Realizar factura 5 4 2 0 0 0 2 0 0 0 0
13%
6
Realizar rutero 5 4 0 0 0 0 2 0 0 1 0
12%
7
Cargar camión con la mercancía 5 4 2 2 2 0 2 0 0 0 0
17%
8 Asignar y colocar sello al camión 5 4 2 0 0 0 2 0 0 0 0
13%
OBSERVACION: Las actividades que se realizan en el muelle tienen menos porcentaje, pues es menor la temperatura
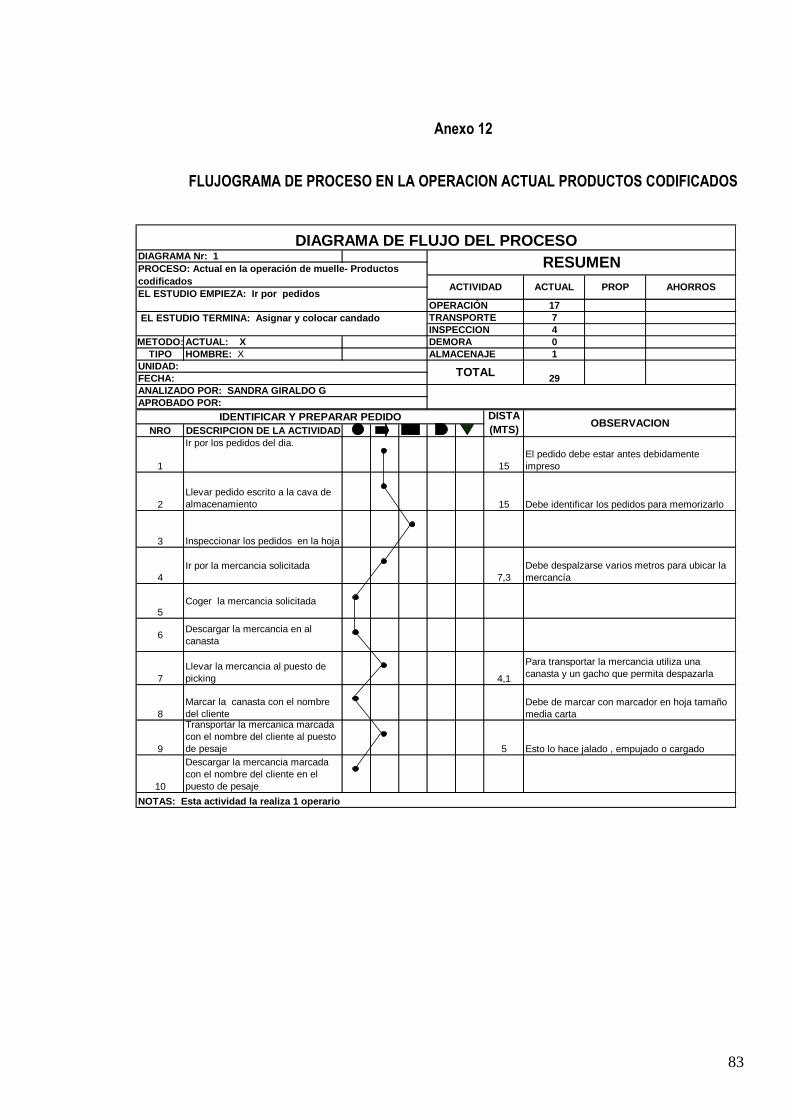
83
Anexo 12
FLUJOGRAMA DE PROCESO EN LA OPERACION ACTUAL PRODUCTOS CODIFICADOS
17
7
4
METODO: ACTUAL: X 0
TIPO HOMBRE: X 1
DIAGRAMA DE FLUJO DEL PROCESO
RESUMEN
ALMACENAJE
UNIDAD: TOTAL
EL ESTUDIO TERMINA: Asignar y colocar candado
FECHA:
ANALIZADO POR: SANDRA GIRALDO G
APROBADO POR:
29
TRANSPORTE
INSPECCION
DEMORA
AHORROS
DIAGRAMA Nr: 1
PROCESO: Actual en la operación de muelle- Productos
codificadosACTIVIDAD ACTUAL PROP
EL ESTUDIO EMPIEZA: Ir por pedidos
OPERACIÓN
NRO DESCRIPCION DE LA ACTIVIDAD
1
Ir por los pedidos del dia.
15
2
Llevar pedido escrito a la cava de
almacenamiento 15
3 Inspeccionar los pedidos en la hoja
4
Ir por la mercancia solicitada
7,3
5Coger la mercancia solicitada
6Descargar la mercancia en al
canasta
7
Llevar la mercancia al puesto de
picking 4,1
8
Marcar la canasta con el nombre
del cliente
9
Transportar la mercanica marcada
con el nombre del cliente al puesto
de pesaje 5
10
Descargar la mercancia marcada
con el nombre del cliente en el
puesto de pesaje
IDENTIFICAR Y PREPARAR PEDIDO
NOTAS: Esta actividad la realiza 1 operario
Debe despalzarse varios metros para ubicar la
mercancía
Debe de marcar con marcador en hoja tamaño
media carta
Esto lo hace jalado , empujado o cargado
El pedido debe estar antes debidamente
impreso
Debe identificar los pedidos para memorizarlo
Para transportar la mercancia utiliza una
canasta y un gacho que permita despazarla
DISTA
(MTS)OBSERVACION

84
1
Recibir mercancia separada y
marcada
2 Contar unidades de cada pedido
3
Colocar la mercancia pesada
nuevamente en la canasta
4 Montar la mercancia a la bascula
5
Inspeccionar el peso y registrarlo
en la hoja
6
Desmontar la mercancia pesada de
la bascula
PESAJE Y REGISTRO DE MERCANCIA
Debe tarar la bascula antes de empezar el
pesaje
NOTAS: Las actividades 1a 5 la realizan dos operarios , la 6 y 7 un operario
Debe ubicar el nombre del cliente nuevamente
en la canasta
1Llevar la mercancia hasta la banda transportadora 1,5
2Colocar stiker de cada almacen a cada producto
3Recibir la mercancia de la banda transportadora
4Revisar peso de cada producto en la bascula alterna
5 Estibar mercancia por almacen
6Almacenar mercancia en cava de almacenamiento
CODIFICACION DE MERCANCIA
NOTAS: Esta actividad la realizan 6 operarios
1
Llevar mercancia de cava de
almacenamiento al muelle 3,5
2
Buscar cada pedido solicitado y
asiganr stike de cada almacen
3 Desmontar mercancia de la estiba
4 Revisar pedido contra factura
5 Cargar el camion
6 Realizar rutero
7 Asignar y colocar sello al camion
NOTAS : Esta actividad la realizan dos operarios
REVISION FINAL Y CARGUE VEHICULO

85
Anexo 13
FLUJOGRAMA DE PROCESO OPERACIÓN ACTUAL PRODUCTOS NO CODIFICADOS
13
7
4
METODO: ACTUAL: X 0
TIPO HOMBRE: X 1
DIAGRAMA DE FLUJO DEL PROCESO
ALIMENTOS FRIKO
RESUMEN
ALMACENAJE
UNIDAD: TOTAL
25FECHA:
DEMORA
APROBADO POR:
EL ESTUDIO TERMINA: Asignar y colocar sello TRANSPORTE
INSPECCION
ANALIZADO POR: SANDRA GIRALDO G
AHORROS
DIAGRAMA Nr: 1
PROCESO: Actual en la operación de muelle- Productos no
codificadosACTIVIDAD ACTUAL PROP
EL ESTUDIO EMPIEZA: Ir por pedidos
OPERACIÓN
NRO DESCRIPCION DE LA ACTIVIDAD
1
Ir por los pedidos del dia.
15
2
Llevar pedido escrito a la cava de
almacenamiento 15
3 Inspeccionar los pedidos en la hoja
4Ir por la mercancia solicitada
7,3
5Coger la mercancia solicitada
6 Descargar la mercancia en al canasta
7
Llevar la mercancia al puesto de
picking 4,1
8
Marcar la canasta con el nombre del
cliente
9
Tranportar la mercanica marcada con
el nombre del cliente al puesto de
pesaje 2,5
10
Descargar la mercancia marcada con
el nombre del cliente en el puesto de
pesaje
DISTA
(MTS)OBSERVACION
Para transportar la mercancia utiliza una
canasta y un gancho que permita
desplazarla
IDENTIFICAR Y PREPARAR PEDIDO
NOTAS: Esta actividad la realizan 1 operario
Debe identificar los pedidos para
memorizarlos
Debe desplazarse varios metros para
ubicar la mercancia
Debe marcar con marcador en hoja
tamaño carta
Esto lo hace jalado ,empujado o cargado
El pedido debe estar antes debidamente
impreso

86
1
Recibir mercancia separada y
marcada
2
Contar las unidades que hay en la
canasta
3 Montar la mercancia en la bascula
4
Inspeccionar y Registar el peso de los
pedidos en la hoja
5 Desmontar la mercancia de la bascula
6
Transportar mercanica ya pesada a la
cava de almacenamietno 3,3
7
Descargar mercancia en cava de
almacenamiento
Debe tarar la bascula antes de iniciar el
cargue
La mercancia permanece almacenada
hasta el momento del cargue
Debe ubicar el nombre del cliente
nuevamente en la canasta
Debe utilizar un amontacarga o un
plaetizador
NOTAS: Las actividades 1a 5 la realizan dos operarios , la 6 y 7 un operario
PESAJE Y REGISTRO DE MERCANCIA
1Llevar mercancia de cava de almacenamiento al muelle 3,5
2 Buscar cada pedido solicitado
3 Desmontar mercancia de la estiba
4 Revisar pedido contra factura
5Verificar nuevamente el peso d ecada referencia
6 Cargar el camion
7 Realizar rutero
8 Asignar y colocar candado al camion
La mercancia debe estar facturada
Buscar el nombre del cliente
El sello se debe anotar en el control despachos
Revisar que el pedido del cliente este completo
REVISION FINAL Y CARGUE VEHICULO

87
Anexo 14
FLUJOGRAMA DE PROCESO OPERACIÓN PROPUESTA PRODUCTOS NO CODIFICADOS
13 10 3
7 4 3
4 2 2
METODO: ACTUAL: 0 0 0
TIPO HOMBRE: X 1 0 1
ALIMENTOS FRIKO
DIAGRAMA DE FLUJO DEL PROCESODIAGRAMA Nr: 1
RESUMENPROCESO: Propuesto en la operación de muelle- Productos
no codificadosACTIVIDAD ACTUAL PROP AHORROS
EL ESTUDIO EMPIEZA: Tomar los pedidos
OPERACIÓN
EL ESTUDIO TERMINA: Asignar y colocar candado TRANSPORTE
INSPECCION
DEMORA
ALMACENAJE
9FECHA:
ANALIZADO POR: SANDRA GIRALDO G
APROBADO POR:
UNIDAD: TOTAL
29 16
NRO DESCRIPCION DE LA ACTIVIDAD
1
Tomar los pedidos
2 Inspeccionar los pedidos en la hoja
3
Separar consolidados de pedidos por
ruta
4
Llevar la mercancia al area de
picking de canastas completas
5 Separar pedidos por ruta
6
Llevar mercancia con canastas
completas por ruta al muelle
7
Separar las unidades faltantes de
cada pedido
8
Llevar las referencias de unidades
faltantes al muelle
Los pedidos deben estar antes
debidamente impresos
IDENTIFICAR Y PREPAR PEDIDO DISTA
(MTS)OBSERVACION
Esta labor la realiza el encargado de la
montacarga llevando estibas completas
En esat labor estan tres operarios
separando varias rutas al tiempo
Esta actividad la realiza el encargado de la
montacarga
De esta actividad se encarga el
montacarguista
Los pedidos ya deben estar impresos y en
manos de los encargados de las unidades
de mercaditos
Esta labor es necesaria para completar el
pedido en el muelle
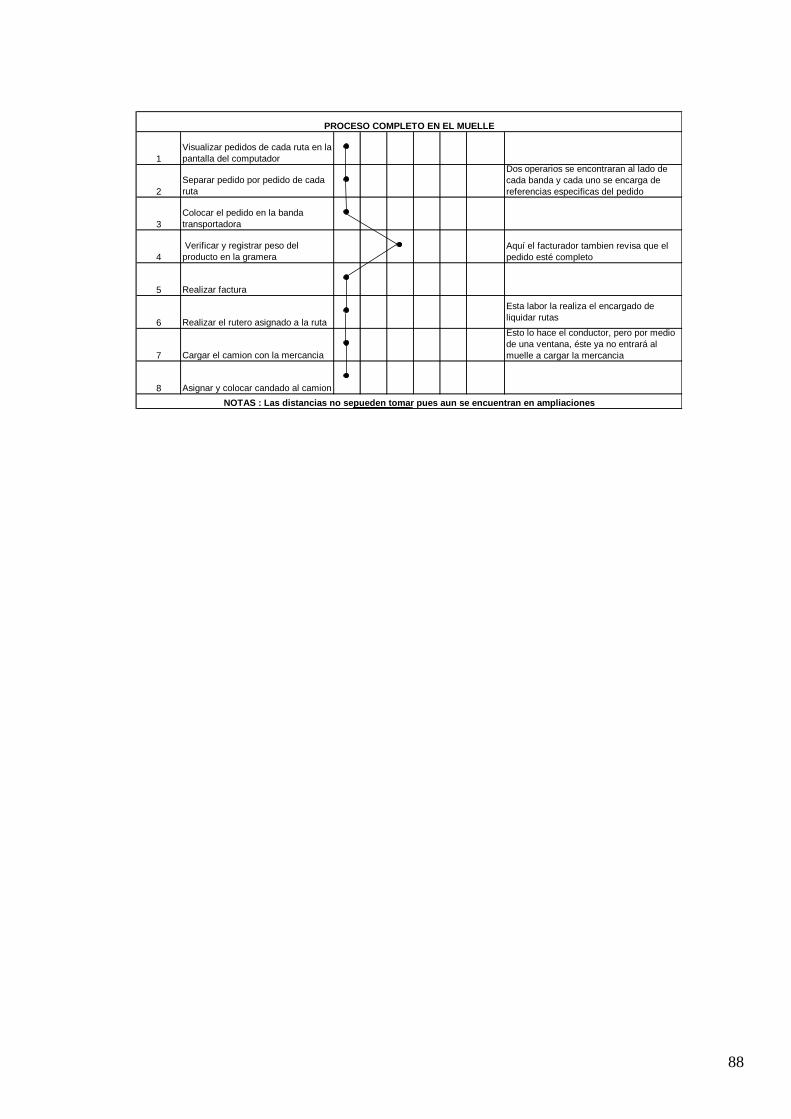
88
1
Visualizar pedidos de cada ruta en la
pantalla del computador
2
Separar pedido por pedido de cada
ruta
3
Colocar el pedido en la banda
transportadora
4
Verificar y registrar peso del
producto en la gramera
5 Realizar factura
6 Realizar el rutero asignado a la ruta
7 Cargar el camion con la mercancia
8 Asignar y colocar candado al camion
Aquí el facturador tambien revisa que el
pedido esté completo
PROCESO COMPLETO EN EL MUELLE
Dos operarios se encontraran al lado de
cada banda y cada uno se encarga de
referencias especificas del pedido
NOTAS : Las distancias no sepueden tomar pues aun se encuentran en ampliaciones
Esto lo hace el conductor, pero por medio
de una ventana, éste ya no entrará al
muelle a cargar la mercancia
Esta labor la realiza el encargado de
liquidar rutas

89
Anexo 15
FLUJOGRAMA DE PROCESO OPERACIÓN PROPUESTA PRODUCTOS CODIFICADOS
17 15 2
7 5 2
4 3 1
METODO: ACTUAL: 0 0 0
TIPO HOMBRE: X 1 0 1
ALIMENTOS FRIKO
DIAGRAMA DE FLUJO DEL PROCESODIAGRAMA Nr: 1
RESUMENPROCESO: Propuesto en la operación de muelle- Productos
codificadosACTIVIDAD ACTUAL PROP AHORROS
EL ESTUDIO EMPIEZA: Tomar los pedidos
OPERACIÓN
EL ESTUDIO TERMINA: Asignar y colocar sello TRANSPORTE
INSPECCION
DEMORA
ALMACENAJE
6FECHA:
ANALIZADO POR: SANDRA GIRALDO G
APROBADO POR:
UNIDAD: TOTAL
29 23
NRO DESCRIPCION DE LA ACTIVIDAD
1
Tomar los pedidos del dia.
2 Inspeccionar los pedidos en la hoja
3
Separar consolidados de pedidos
por almacen
4
Llevar la mercancia al area de
picking de canastas completas
5 Separar pedidos por almacen
6
Llevar mercancia con canastas
completas por almacen al area de
codificacion
7
Separar las unidades faltantes de
cada pedido
8
Llevar las referencias de unidades
faltantes al area de codificacion
Los pedidos deben estar antes
debidamente impresos
IDENTIFICAR Y PREPAR PEDIDO DISTA
(MTS)OBSERVACION,
Esta labor la realiza el encargado de la
montacarga,llevando estibas completas
En esta labor estan tres operarios
separando varios pedidos de almacen al
tiempo
Esta actividad la hace el encargado de la
montacarga
De esta acividad se encarga el
montacarguista
Los pedidos ya deben estar impresos y en
manos de los separadores de unidades de
mercadito
Esto lo hace el montacarguista

90
1 Recibir la mercancia a codificar
2 Colocar la mercancia en la banda
3Colocar el stiket de cada almacen a cada producto
4 Recibir la mercancia de la banda
5Revisar peso de cada producto en la bascula alterna
6Estibar mercancia codificada por almacen
7Llevar mercancia codificada al muelle
La gramera que realiza esta labor debe estar programada con el codigo del almacen
La bascula debe estar calibrada y tararla constantemente
Para esta labor el operario requiere de un gancho y una estiba
El encargado de esta labor es el montacarguista
CODIFICACION DE MERCANCIA
1
Visualizar pedidos de cada ruta en
la pantalla del computador
2
Separar pedido por pedido de cada
almacen
3
Colocar el pedido en la banda
transportadora
4
Leer con scanner el codigo de
barras
5
Verificar y registrar peso del
producto en la gramera
6 Realizar factura
7 Cargar el camion con la mercancia
8 Asignar y colocar sello al camion
Esto lo hace el conductor, pero por medio
de una ventana, éste ya no entrará al
muelle a cargar la mercancia
PROCESO COMPLETO EN EL MUELLE
Aquí el facturador tambien revisa que el
pedido esté completo
Dos operarios se encontraran al lado de
cada banda y cada uno se encarga de
referencias especificas del pedido
NOTAS : Las distancias no sepueden tomar pues aun estan en ampliaciones
El facturador se encarga de esta labor
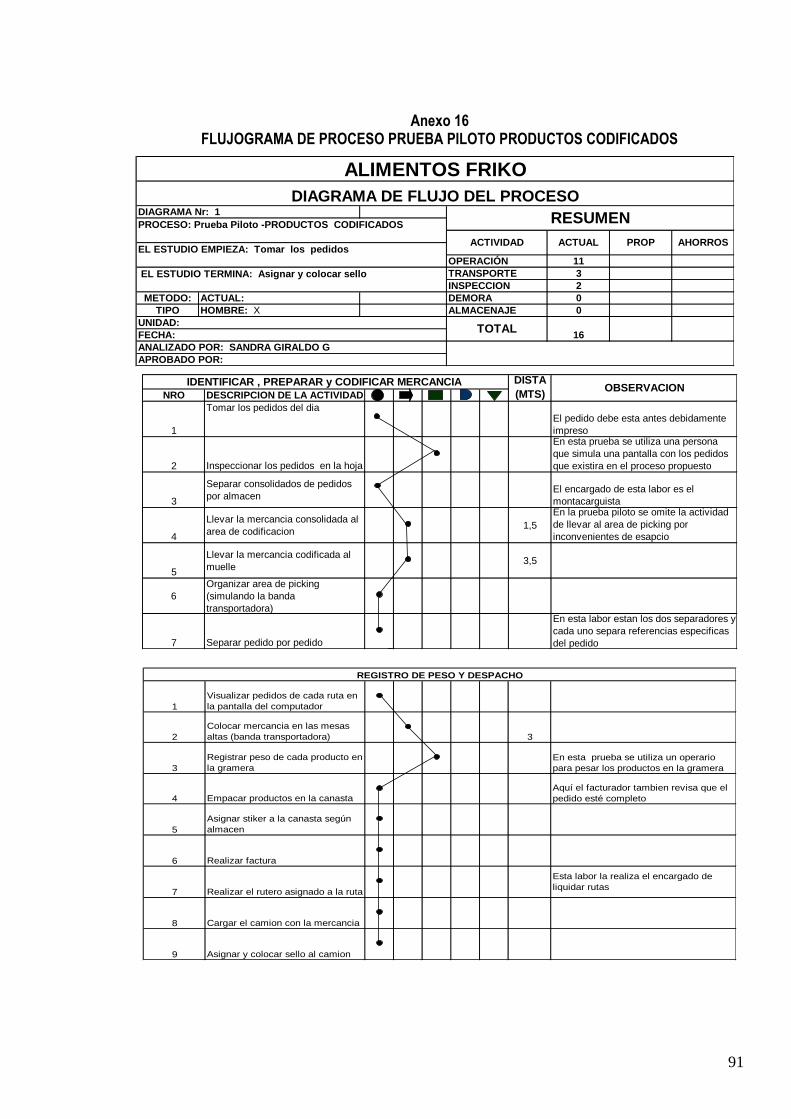
91
Anexo 16 FLUJOGRAMA DE PROCESO PRUEBA PILOTO PRODUCTOS CODIFICADOS
11
3
2
METODO: ACTUAL: 0
TIPO HOMBRE: X 0
FECHA:
ANALIZADO POR: SANDRA GIRALDO G
APROBADO POR:
UNIDAD: TOTAL
16
DEMORA
ALMACENAJE
EL ESTUDIO EMPIEZA: Tomar los pedidos
OPERACIÓN
EL ESTUDIO TERMINA: Asignar y colocar sello TRANSPORTE
INSPECCION
ALIMENTOS FRIKO
DIAGRAMA DE FLUJO DEL PROCESODIAGRAMA Nr: 1
RESUMENPROCESO: Prueba Piloto -PRODUCTOS CODIFICADOS
ACTIVIDAD ACTUAL PROP AHORROS
NRO DESCRIPCION DE LA ACTIVIDAD
1
Tomar los pedidos del dia
2 Inspeccionar los pedidos en la hoja
3
Separar consolidados de pedidos
por almacen
4
Llevar la mercancia consolidada al
area de codificacion1,5
5
Llevar la mercancia codificada al
muelle3,5
6
Organizar area de picking
(simulando la banda
transportadora)
7 Separar pedido por pedido
En esta labor estan los dos separadores y
cada uno separa referencias especificas
del pedido
En esta prueba se utiliza una persona
que simula una pantalla con los pedidos
que existira en el proceso propuesto
El encargado de esta labor es el
montacarguistaEn la prueba piloto se omite la actividad
de llevar al area de picking por
inconvenientes de esapcio
El pedido debe esta antes debidamente
impreso
IDENTIFICAR , PREPARAR y CODIFICAR MERCANCIA DISTA
(MTS)OBSERVACION
1
Visualizar pedidos de cada ruta en
la pantalla del computador
2
Colocar mercancia en las mesas
altas (banda transportadora) 3
3
Registrar peso de cada producto en
la gramera
4 Empacar productos en la canasta
5
Asignar stiker a la canasta según
almacen
6 Realizar factura
7 Realizar el rutero asignado a la ruta
8 Cargar el camion con la mercancia
9 Asignar y colocar sello al camion
Esta labor la realiza el encargado de
liquidar rutas
En esta prueba se utiliza un operario
para pesar los productos en la gramera
Aquí el facturador tambien revisa que el
pedido esté completo
REGISTRO DE PESO Y DESPACHO
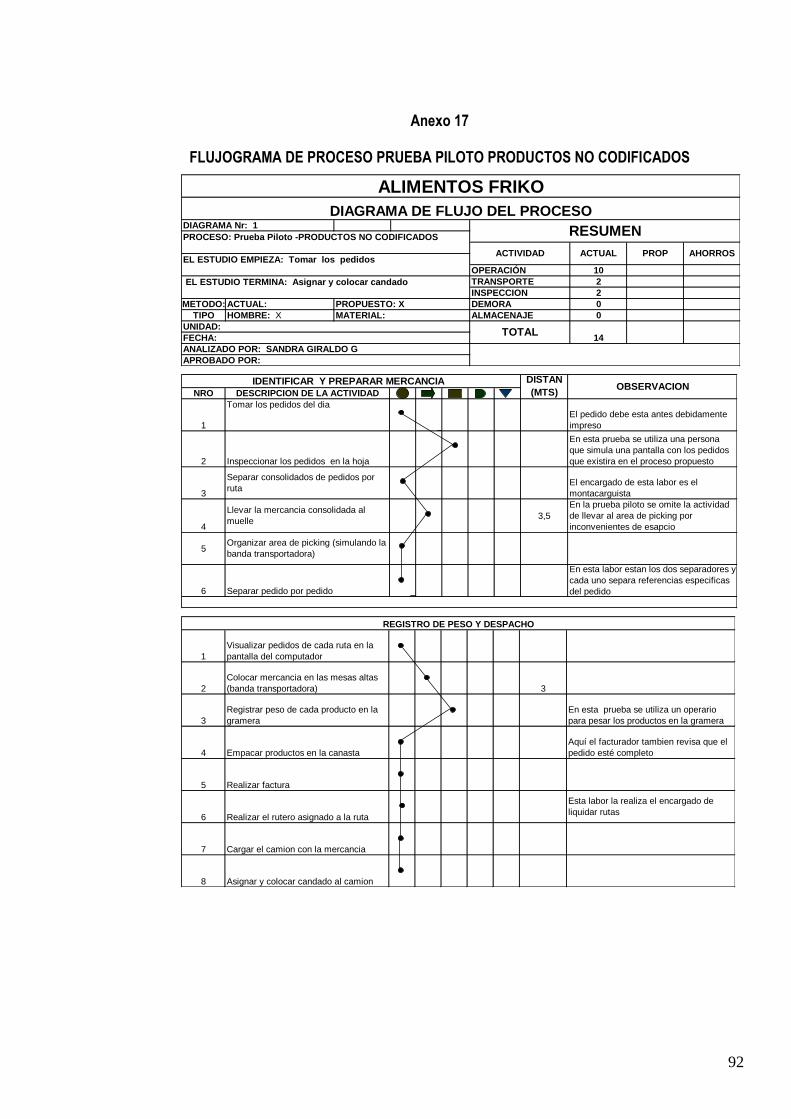
92
Anexo 17
FLUJOGRAMA DE PROCESO PRUEBA PILOTO PRODUCTOS NO CODIFICADOS
10
2
2
METODO: ACTUAL: 0
TIPO HOMBRE: X 0
ALIMENTOS FRIKO
DIAGRAMA DE FLUJO DEL PROCESODIAGRAMA Nr: 1
RESUMENPROCESO: Prueba Piloto -PRODUCTOS NO CODIFICADOS
ACTIVIDAD ACTUAL PROP AHORROSEL ESTUDIO EMPIEZA: Tomar los pedidos
OPERACIÓN
EL ESTUDIO TERMINA: Asignar y colocar candado TRANSPORTE
INSPECCION
PROPUESTO: X DEMORA
MATERIAL: ALMACENAJE
FECHA:
ANALIZADO POR: SANDRA GIRALDO G
APROBADO POR:
UNIDAD: TOTAL
14
NRO
1
2
3
4
3,5
5
6 Separar pedido por pedido
En esta labor estan los dos separadores y
cada uno separa referencias especificas
del pedido
Llevar la mercancia consolidada al
muelle
En la prueba piloto se omite la actividad
de llevar al area de picking por
inconvenientes de esapcio
Organizar area de picking (simulando la
banda transportadora)
Inspeccionar los pedidos en la hoja
En esta prueba se utiliza una persona
que simula una pantalla con los pedidos
que existira en el proceso propuesto
Separar consolidados de pedidos por
rutaEl encargado de esta labor es el
montacarguista
Tomar los pedidos del diaEl pedido debe esta antes debidamente
impreso
IDENTIFICAR Y PREPARAR MERCANCIA DISTAN
(MTS)OBSERVACION
DESCRIPCION DE LA ACTIVIDAD
1
2 3
3
4
5
6
7
8
REGISTRO DE PESO Y DESPACHO
Visualizar pedidos de cada ruta en la
pantalla del computador
Colocar mercancia en las mesas altas
(banda transportadora)
Registrar peso de cada producto en la
gramera
En esta prueba se utiliza un operario
para pesar los productos en la gramera
Empacar productos en la canasta
Aquí el facturador tambien revisa que el
pedido esté completo
Cargar el camion con la mercancia
Asignar y colocar candado al camion
Realizar factura
Realizar el rutero asignado a la ruta
Esta labor la realiza el encargado de
liquidar rutas


















