Mata f1 blog corregido
9
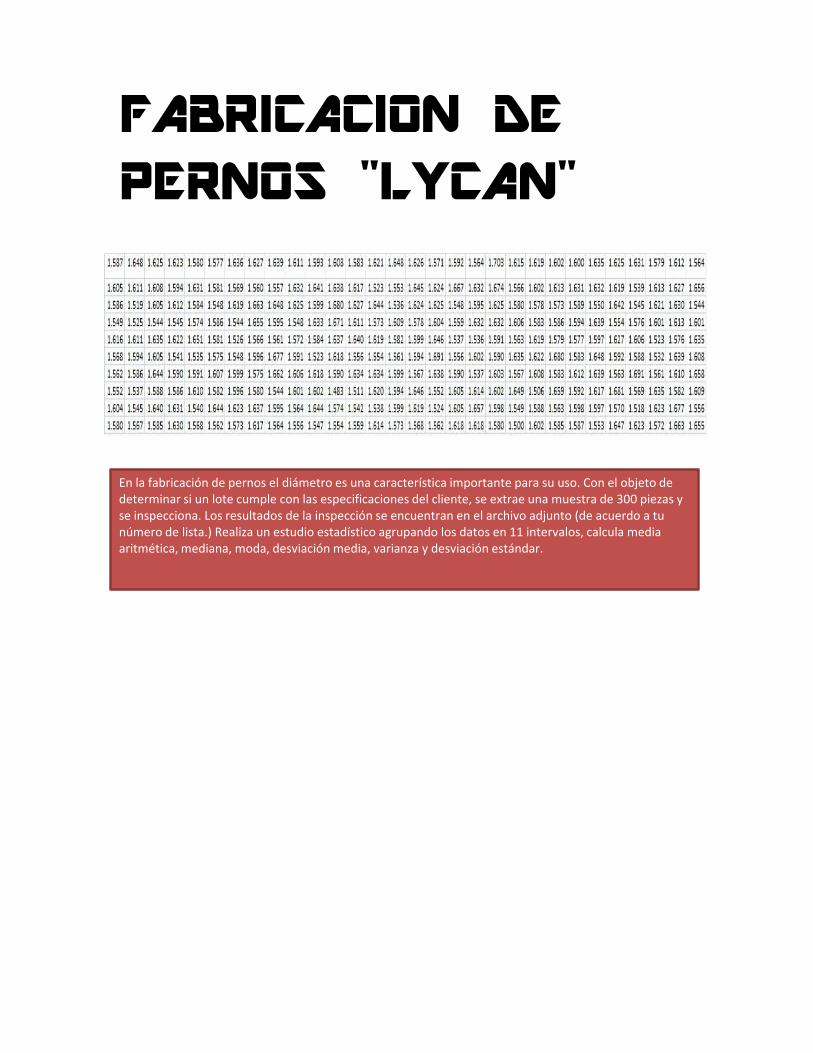
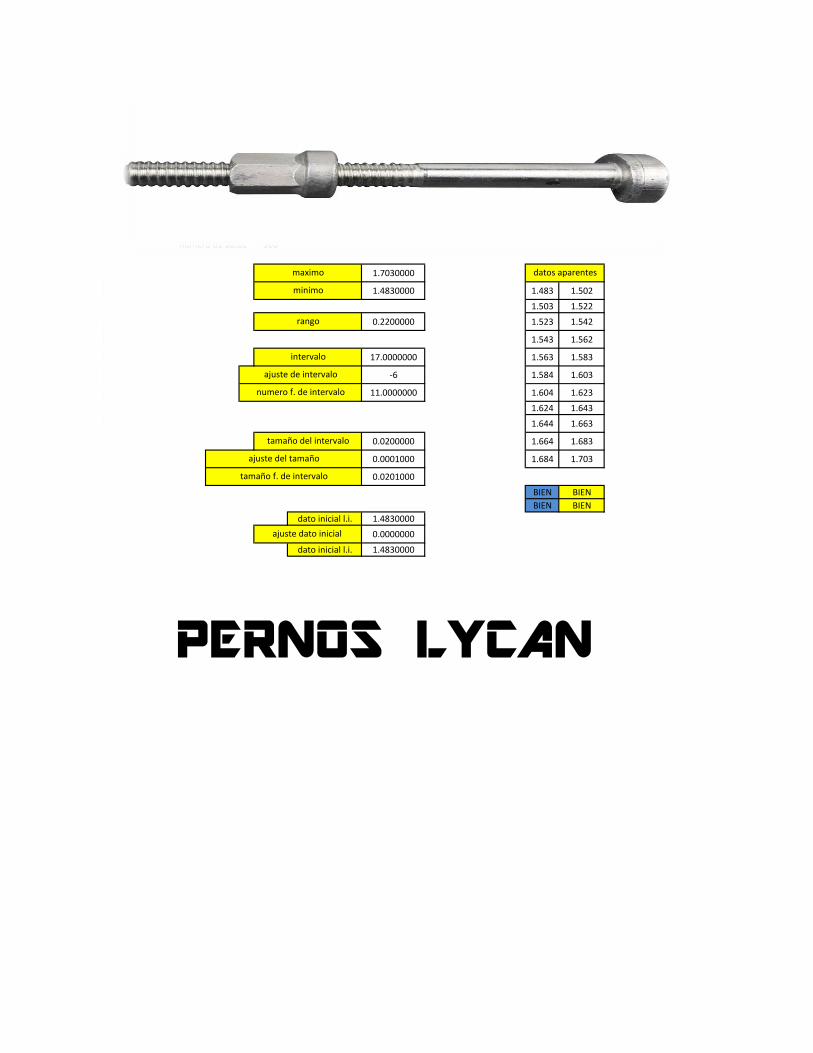
1.592 1.667 1.548 1.559 1.537 1.556 1.590 1.605 1.605 1.580 1.567 1.585 1.630 1.568 1.562 1.573 1.617 1.564 1.556 1.547 1.554 1.559 1.614 1.573 1.568 1.562 1.618 En la fabricación de pernos el diámetro es una característica importante para su uso. Con el objeto de determinar si un lote cumple con las especificaciones del cliente, se extrae una muestra de 300 piezas y se inspecciona. Los resultados de la inspección se encuentran en el archivo adjunto (de acuerdo a tu número de lista.) Realiza un estudio estadístico agrupando los datos en 11 intervalos, calcula media aritmética, mediana, moda, desviación media, varianza y desviación estándar. FABRICACION DE PERNOS "LYCAN"
-
Upload
bryan-sandoval -
Category
Documents
-
view
187 -
download
3
Transcript of Mata f1 blog corregido
1.587 1.648 1.625 1.623 1.580 1.577 1.636 1.627 1.639 1.611 1.593 1.608 1.583 1.621 1.648 1.626 1.571 1.592
1.605 1.611 1.608 1.594 1.631 1.581 1.569 1.560 1.557 1.632 1.641 1.638 1.617 1.523 1.553 1.645 1.624 1.667
1.586 1.519 1.605 1.612 1.584 1.548 1.619 1.663 1.648 1.625 1.599 1.680 1.627 1.644 1.536 1.624 1.625 1.548
1.549 1.525 1.544 1.545 1.574 1.586 1.544 1.655 1.595 1.548 1.633 1.671 1.611 1.573 1.609 1.578 1.604 1.559
1.616 1.611 1.635 1.622 1.651 1.581 1.526 1.566 1.561 1.572 1.584 1.637 1.640 1.619 1.582 1.599 1.646 1.537
1.568 1.594 1.605 1.541 1.535 1.575 1.548 1.596 1.677 1.591 1.523 1.618 1.556 1.554 1.561 1.594 1.691 1.556
1.562 1.586 1.644 1.590 1.591 1.607 1.599 1.575 1.662 1.606 1.618 1.590 1.634 1.634 1.599 1.567 1.638 1.590
1.552 1.537 1.588 1.586 1.610 1.582 1.596 1.580 1.544 1.601 1.602 1.483 1.511 1.620 1.594 1.646 1.552 1.605
1.604 1.545 1.640 1.631 1.540 1.644 1.623 1.637 1.595 1.564 1.644 1.574 1.542 1.538 1.599 1.619 1.524 1.605
1.580 1.567 1.585 1.630 1.568 1.562 1.573 1.617 1.564 1.556 1.547 1.554 1.559 1.614 1.573 1.568 1.562 1.618
1.6936
1.6936
1.6936
Me=
Me=
Me=
En la fabricación de pernos el diámetro es una característica importante para su uso. Con el objeto de determinar si un lote cumple con las especificaciones del cliente, se extrae una muestra de 300 piezas y se inspecciona. Los resultados de la inspección se encuentran en el archivo adjunto (de acuerdo a tu número de lista.) Realiza un estudio estadístico agrupando los datos en 11 intervalos, calcula media aritmética, mediana, moda, desviación media, varianza y desviación estándar.
FABRICACION DE PERNOS "LYCAN"
1.564 1.703 1.615 1.619 ## 1.600 1.635 1.625 1.631 1.579 1.612 1.564
1.632 1.674 1.566 1.602 ## 1.631 1.632 1.619 1.539 1.613 1.627 1.656
1.595 1.625 1.580 1.578 ## 1.589 1.550 1.642 1.545 1.621 1.630 1.544
1.632 1.632 1.606 1.583 ## 1.594 1.639 1.554 1.576 1.601 1.613 1.601
1.536 1.591 1.563 1.619 ## 1.577 1.597 1.627 1.606 1.523 1.576 1.635
1.602 1.590 1.635 1.622 ## 1.583 1.648 1.592 1.588 1.532 1.639 1.608
1.537 1.603 1.567 1.608 ## 1.612 1.639 1.563 1.691 1.561 1.610 1.658
1.614 1.602 1.649 1.506 ## 1.592 1.617 1.681 1.569 1.635 1.582 1.609
1.657 1.598 1.549 1.588 ## 1.598 1.597 1.570 1.518 1.623 1.677 1.556
1.618 1.580 1.500 1.602 ## 1.587 1.553 1.647 1.623 1.572 1.663 1.655
300
1.7030000
1.4830000 1.483 1.502
1.503 1.522
0.2200000 1.523 1.542
1.543 1.562
17.0000000 0.001 1.563 1.583
-6 1.584 1.603
11.0000000 1.604 1.623
1.624 1.643
1.644 1.663
0.0200000 1.664 1.683
0.0001000 1.684 1.703
0.0201000
BIEN BIEN
BIEN BIEN
dato inicial l.i. 1.4830000
0.0000000
dato inicial l.i. 1.4830000
1.6936
1.6936
1.6936
Me=
Me=
Me=
ajuste de intervalo
numero f. de intervalo
tamaño del intervalo
ajuste del tamaño
ajuste dato inicial
datos aparentes
numero de datos
maximo
minimo
rango
intervalo
tamaño f. de intervalo
PERNOS LYCAN
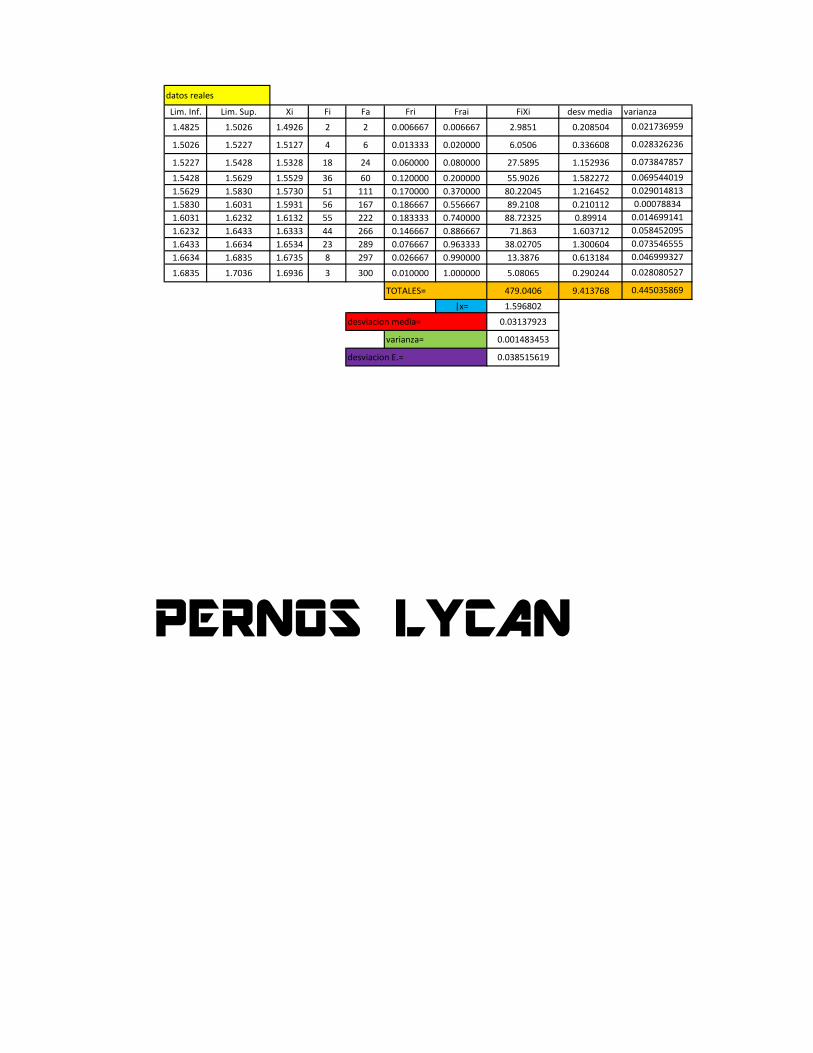
datos reales
Lim. Inf. Lim. Sup. Xi Fi Fa Fri Frai FiXi desv media varianza
1.4825 1.5026 1.4926 2 2 0.006667 0.006667 2.9851 0.208504
1.5026 1.5227 1.5127 4 6 0.013333 0.020000 6.0506 0.336608
1.5227 1.5428 1.5328 18 24 0.060000 0.080000 27.5895 1.152936
1.5428 1.5629 1.5529 36 60 0.120000 0.200000 55.9026 1.582272
1.5629 1.5830 1.5730 51 111 0.170000 0.370000 80.22045 1.216452
1.5830 1.6031 1.5931 56 167 0.186667 0.556667 89.2108 0.210112
1.6031 1.6232 1.6132 55 222 0.183333 0.740000 88.72325 0.89914
1.6232 1.6433 1.6333 44 266 0.146667 0.886667 71.863 1.603712
1.6433 1.6634 1.6534 23 289 0.076667 0.963333 38.02705 1.300604
1.6634 1.6835 1.6735 8 297 0.026667 0.990000 13.3876 0.613184
1.6835 1.7036 1.6936 3 300 0.010000 1.000000 5.08065 0.290244
TOTALES= 479.0406 9.413768
|x= 1.596802
desviacion media= 0.03137923
varianza= 0.001483453
desviacion E.= 0.038515619
1.6936
1.6936
1.6936
Me=
Me=
Me=
0.069544019
0.029014813
0.00078834
0.014699141
0.058452095
0.021736959
0.028326236
0.073847857
0.445035869
0.073546555
0.046999327
0.028080527
PERNOS LYCAN
x y
1.4926 0
1.4926 2
1.5127 2
1.5127 0
1.5127 4
1.5328 4
1.5328 0
1.5328 18
1.5629 18
1.5629 0
1.5629 36
1.5730 36
1.5730 0
1.5730 51
1.5931 51
1.5931 0
1.5931 56
1.6132 56
1.6132 0
1.6132 55
1.6333 55
1.6333 0
1.6333 44
1.6534 44 1.5 66
1.6534 0 1.5 66
1.6534 23 1.6 66
1.6735 23 1.6 66 0
1.6735 0 1.6 66
1.6735 8 1.7 66
1.6936 8 66
1.6936 0
1.6936 3
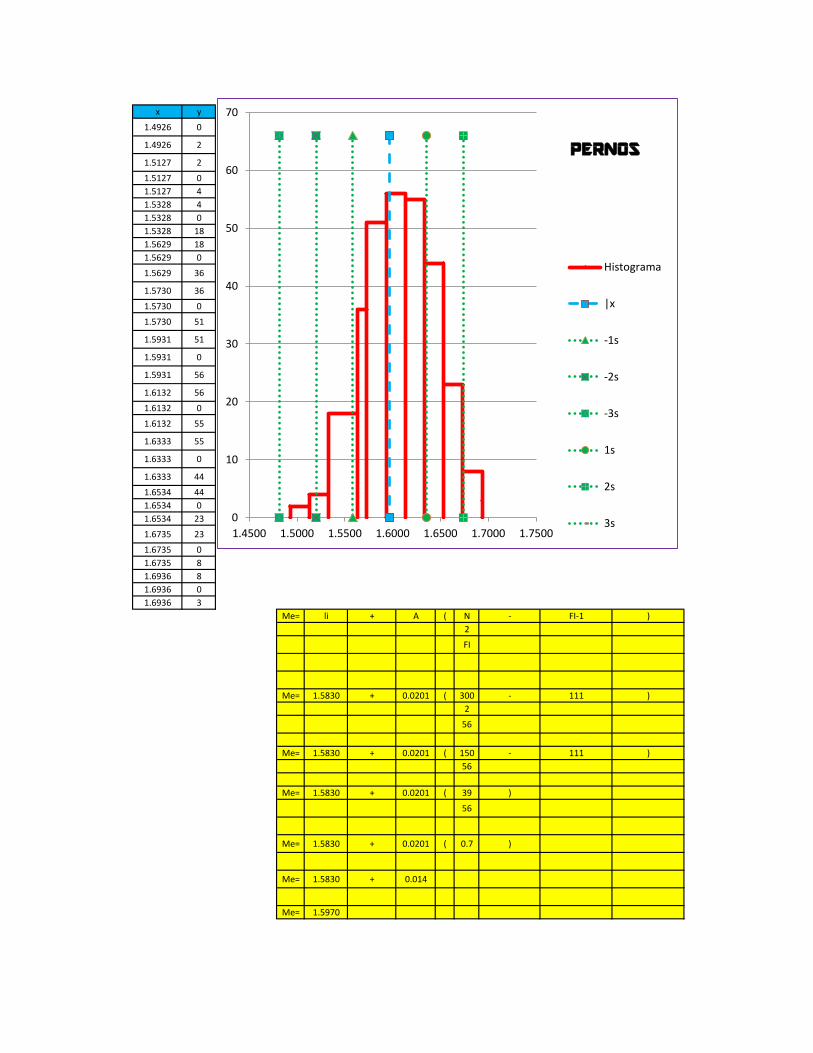
Me= li + A ( N - FI-1 )
2
FI
Me= 1.5830 + 0.0201 ( 300 - 111 )
2
56
Me= 1.5830 + 0.0201 ( 150 - 111 )
56
Me= 1.5830 + 0.0201 ( 39 )
56
Me= 1.5830 + 0.0201 ( 0.7 )
Me= 1.5830 + 0.014
Me= 1.5970
0
10
20
30
40
50
60
70
1.4500 1.5000 1.5500 1.6000 1.6500 1.7000 1.7500
Histograma
|x
-1s
-2s
-3s
1s
2s
3s
PERNOS
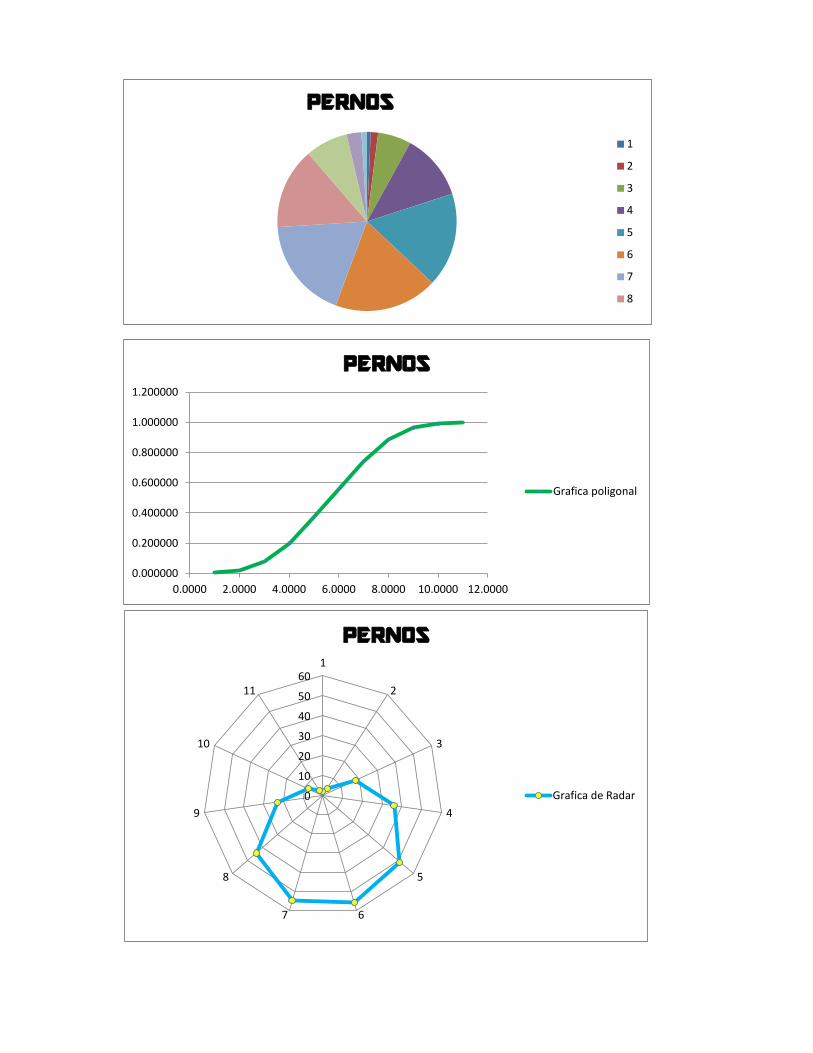
PERNOS
1
2
3
4
5
6
7
8
0.000000
0.200000
0.400000
0.600000
0.800000
1.000000
1.200000
0.0000 2.0000 4.0000 6.0000 8.0000 10.0000 12.0000
PERNOS
Grafica poligonal
0
10
20
30
40
50
60 1
2
3
4
5
6 7
8
9
10
11
PERNOS
Grafica de Radar
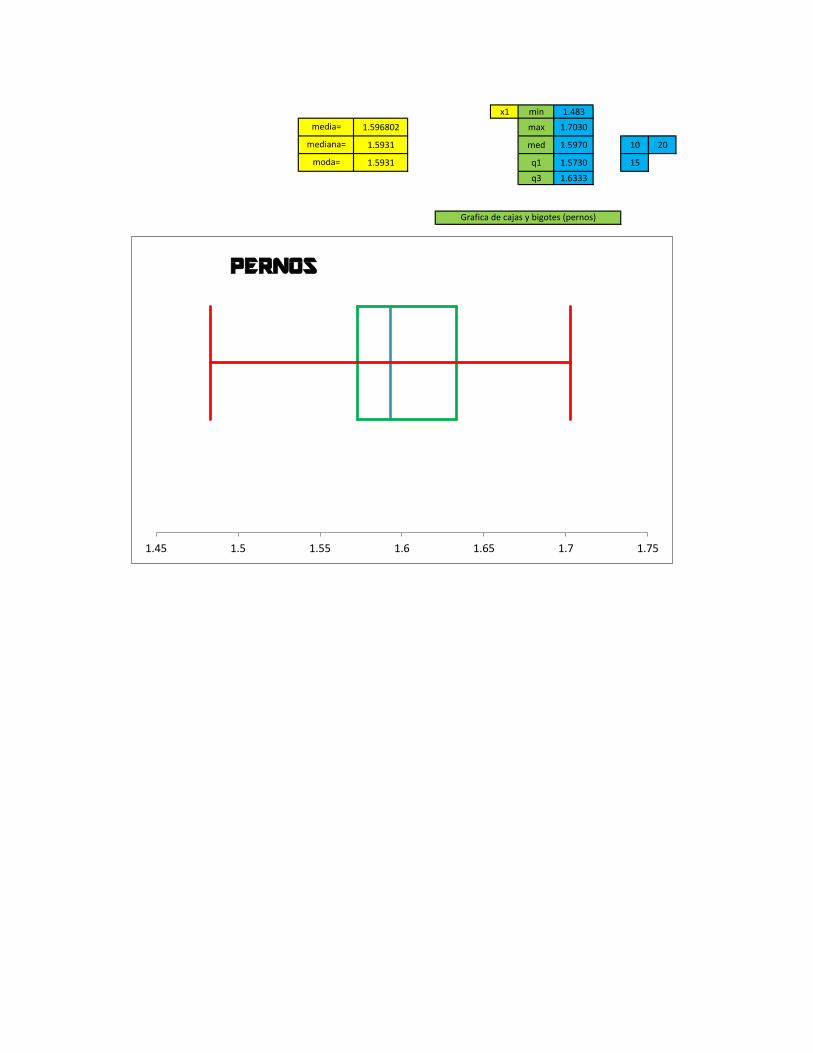
x1 min 1.483
1.596802 max 1.7030
1.5931 med 1.5970 10 20
1.5931 q1 1.5730 15
q3 1.6333
Grafica de cajas y bigotes (pernos)
media=
mediana=
moda=
1.45 1.5 1.55 1.6 1.65 1.7 1.75
PERNOS
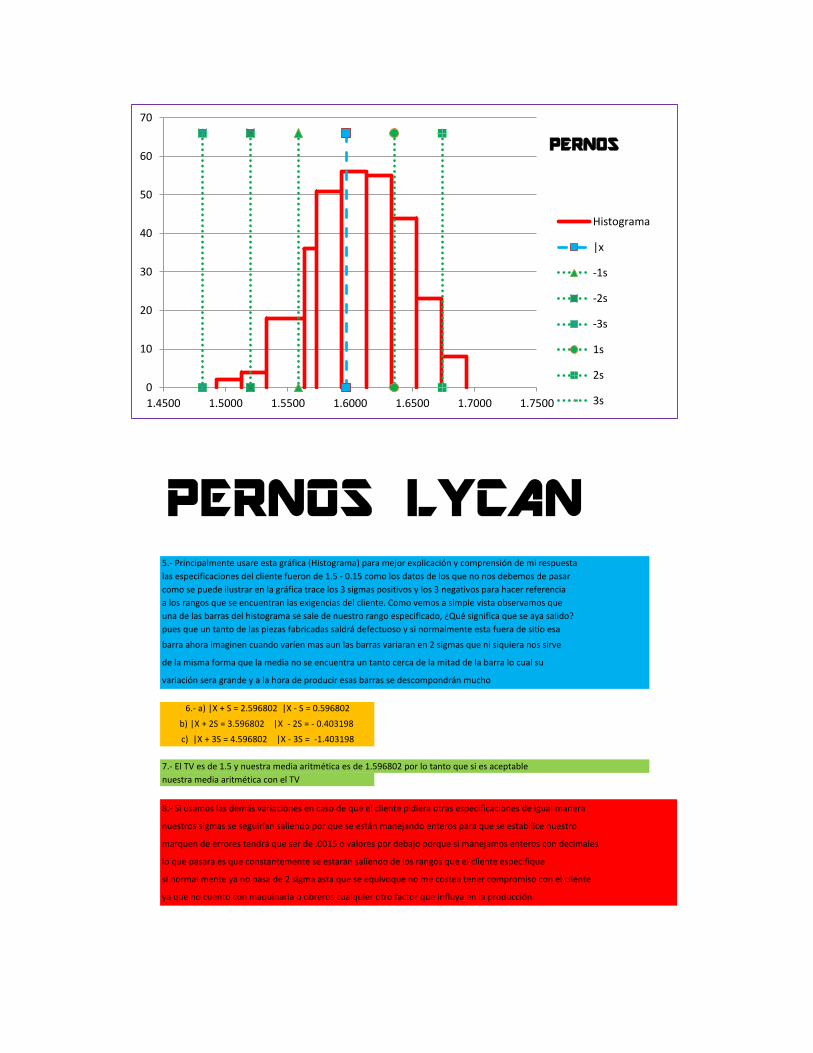
5.- Principalmente usare esta gráfica (Histograma) para mejor explicación y comprensión de mi respuesta
las especificaciones del cliente fueron de 1.5 - 0.15 como los datos de los que no nos debemos de pasar
como se puede ilustrar en la gráfica trace los 3 sigmas positivos y los 3 negativos para hacer referencia
a los rangos que se encuentran las exigencias del cliente. Como vemos a simple vista observamos que
una de las barras del histograma se sale de nuestro rango especificado, ¿Qué significa que se aya salido?
pues que un tanto de las piezas fabricadas saldrá defectuoso y si normalmente esta fuera de sitio esa
barra ahora imaginen cuando varíen mas aun las barras variaran en 2 sigmas que ni siquiera nos sirve
de la misma forma que la media no se encuentra un tanto cerca de la mitad de la barra lo cual su
variación sera grande y a la hora de producir esas barras se descompondrán mucho
7.- El TV es de 1.5 y nuestra media aritmética es de 1.596802 por lo tanto que si es aceptable
nuestra media aritmética con el TV
8.- Si usamos las demás variaciones en caso de que el cliente pidiera otras especificaciones de igual manera
nuestros sigmas se seguirían saliendo por que se están manejando enteros para que se estabilice nuestro
marquen de errores tendrá que ser de .0015 o valores por debajo porque si manejamos enteros con decimales
lo que pasara es que constantemente se estarán saliendo de los rangos que el cliente especifique
si normal mente ya no pasa de 2 sigma asta que se equivoque no me costea tener compromiso con el cliente
ya que no cuento con maquinaria o obreros cualquier otro factor que influya en la producción.
b) |X + 2S = 3.596802 |X - 2S = - 0.403198
6.- a) |X + S = 2.596802 |X - S = 0.596802
c) |X + 3S = 4.596802 |X - 3S = -1.403198
0
10
20
30
40
50
60
70
1.4500 1.5000 1.5500 1.6000 1.6500 1.7000 1.7500
Histograma
|x
-1s
-2s
-3s
1s
2s
3s
PERNOS
PERNOS LYCAN
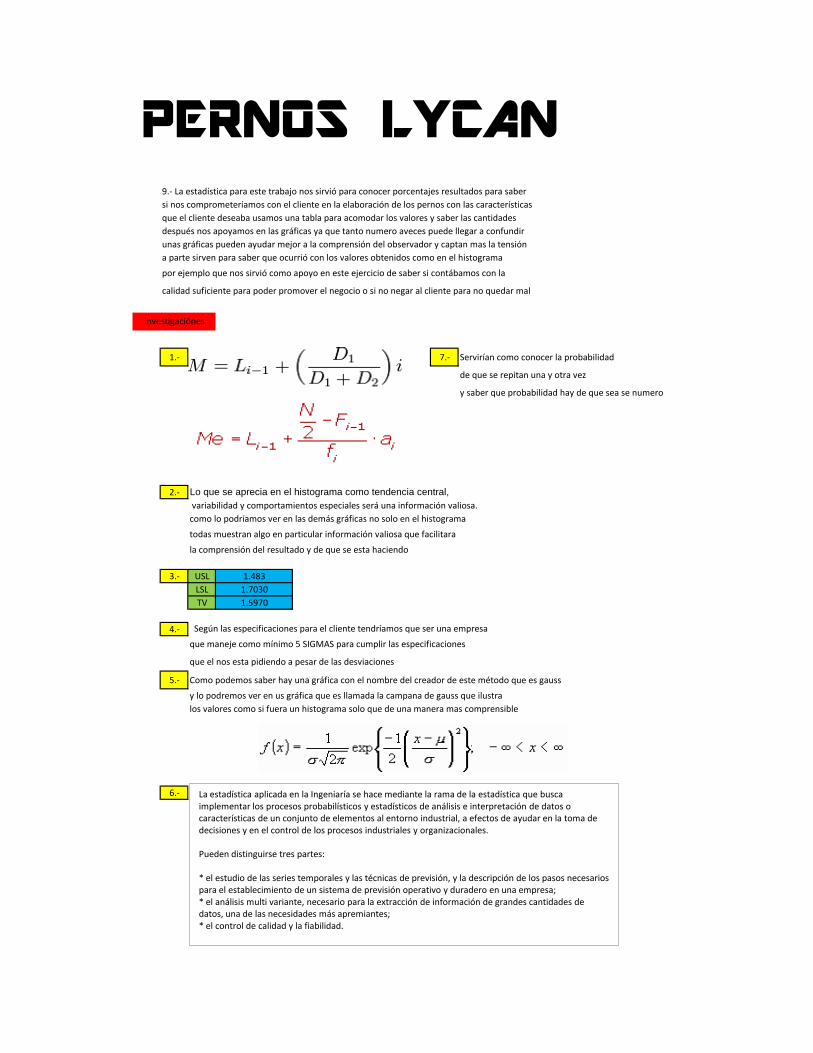
9.- La estadística para este trabajo nos sirvió para conocer porcentajes resultados para saber
si nos comprometeríamos con el cliente en la elaboración de los pernos con las características
que el cliente deseaba usamos una tabla para acomodar los valores y saber las cantidades
después nos apoyamos en las gráficas ya que tanto numero aveces puede llegar a confundir
unas gráficas pueden ayudar mejor a la comprensión del observador y captan mas la tensión
a parte sirven para saber que ocurrió con los valores obtenidos como en el histograma
por ejemplo que nos sirvió como apoyo en este ejercicio de saber si contábamos con la
calidad suficiente para poder promover el negocio o si no negar al cliente para no quedar mal
1.- 7.- Servirían como conocer la probabilidad
de que se repitan una y otra vez
y saber que probabilidad hay de que sea se numero
2.- Lo que se aprecia en el histograma como tendencia central,
variabilidad y comportamientos especiales será una información valiosa.
como lo podríamos ver en las demás gráficas no solo en el histograma
todas muestran algo en particular información valiosa que facilitara
la comprensión del resultado y de que se esta haciendo
3.- USL 1.483
LSL 1.7030
TV 1.5970
4.-
5.- Como podemos saber hay una gráfica con el nombre del creador de este método que es gauss
y lo podremos ver en us gráfica que es llamada la campana de gauss que ilustra
los valores como si fuera un histograma solo que de una manera mas comprensible
6.-
que maneje como mínimo 5 SIGMAS para cumplir las especificaciones
que el nos esta pidiendo a pesar de las desviaciones
Según las especificaciones para el cliente tendríamos que ser una empresa
investigaciónes
PERNOS LYCAN
La estadística aplicada en la Ingeniaría se hace mediante la rama de la estadística que busca implementar los procesos probabilísticos y estadísticos de análisis e interpretación de datos o características de un conjunto de elementos al entorno industrial, a efectos de ayudar en la toma de decisiones y en el control de los procesos industriales y organizacionales. Pueden distinguirse tres partes: * el estudio de las series temporales y las técnicas de previsión, y la descripción de los pasos necesarios para el establecimiento de un sistema de previsión operativo y duradero en una empresa; * el análisis multi variante, necesario para la extracción de información de grandes cantidades de datos, una de las necesidades más apremiantes; * el control de calidad y la fiabilidad.
Ensayo
En este problema, nos dimos cuenta de la importancia de la estadística y la probabilidad, de que asumen un gran papel en las empresas, porque constantemente mejoran sus estadísticas de venta o calidad, primero se nos planteo el problema de que un cliente quería las piezas que salieran de un cierto rango, si la estadística, después de un muestreo nos decía que no era conveniente comprometernos con el cliente por las siguientes razones primero acomodamos los datos des agrupados, los organizamos y los acomodamos en intervalos de 11 haciendo algunas operaciones ilustradas sacamos lo valores des pues, teníamos que sacar la marca de clase promediando lo en seguida teníamos que sacar las frecuencias de los números entre los intervalos después teníamos que hacer la frecuencia acumulada, frecuencia relativa y frecuencia relativa acumulada des pues de sacar fixi varianza y desviación media y desviación estándar. sacando estos resultados como se puede ver en las gráficas nos podemos dar cuenta de que había muchas piezas buenas pero por desgracia también salieron muchas defectuosas y calculando las variaciones y considerando los movimientos de la gráfica del histograma, nuestros sigmas nos dijeron que eramos una empresa que no alcanzaba ni siquiera los 4 sigmas requeridos que eramos, una empresa de 2 sigmas que no era de conveniencia, comprometerse con el cliente por que las piezas se iban estar variando, saliendo con muchas piezas defectuosas que el cliente por ser muchas piezas malas no las iba a rechazar y las cargaría a nuestra cuenta y seria un insumo innecesario en la caja de bigotes simplemente se ve como esta fuera de lugar de la media sobra mucho para un costado de los valores que esta inclinada mucho mas para el máximo por lo cual yo me di cuenta que aun así cambiando las especificaciones del cliente mis sigmas serian malos tendiera que ser un valor de sigmas de 0.0015 para tener una excelente producción y así alcanzar 5 sigmas que seria una empresa buena y hecha de buena calidad . las investigaciones que se hicieron fueron para darnos cuenta de que realmente estábamos haciendo y así fue como ocurrió para resolver cada paso del problema sacar las modas las medias las varianzas por que esos valores aparecían por que los sigmas por que la normal todo ese tipo de factores influyen bastante para tener el resultado que nosotros deseamos la verdad que para poder ser buenas calidades si el cliente nos hubiera pedido una espesificacion mas grande y la empresa manejara pequeños porcentajes de error saldría la producción pero cuales son los factores que influyen no lo sabemos pero algo esta pasando y es cuando los encargados de la empresa se deben poner las pilas para poder solucionar ese problema para poder cumplir al cliente las especificaciones que el pida .
PERNOS LYCAN