Maquina-herramienta
29
Ingeniería en tecnologías de manufactura Alumnos: Jose Luis Solis Miranda Oskar Garcia Sustaita Marco A. Regalado Reyes Nancy Alejandra Ortiz Gallardo Gómez Palacio, Dgo., a 15 de mayo |de 2014
-
Upload
oskar-garcia-sustaita -
Category
Engineering
-
view
462 -
download
0
Transcript of Maquina-herramienta

Ingeniería en tecnologías de manufactura
Alumnos:
Jose Luis Solis Miranda
Oskar Garcia Sustaita
Marco A. Regalado Reyes
Nancy Alejandra Ortiz Gallardo
Gómez Palacio, Dgo., a 15 de mayo |de 2014

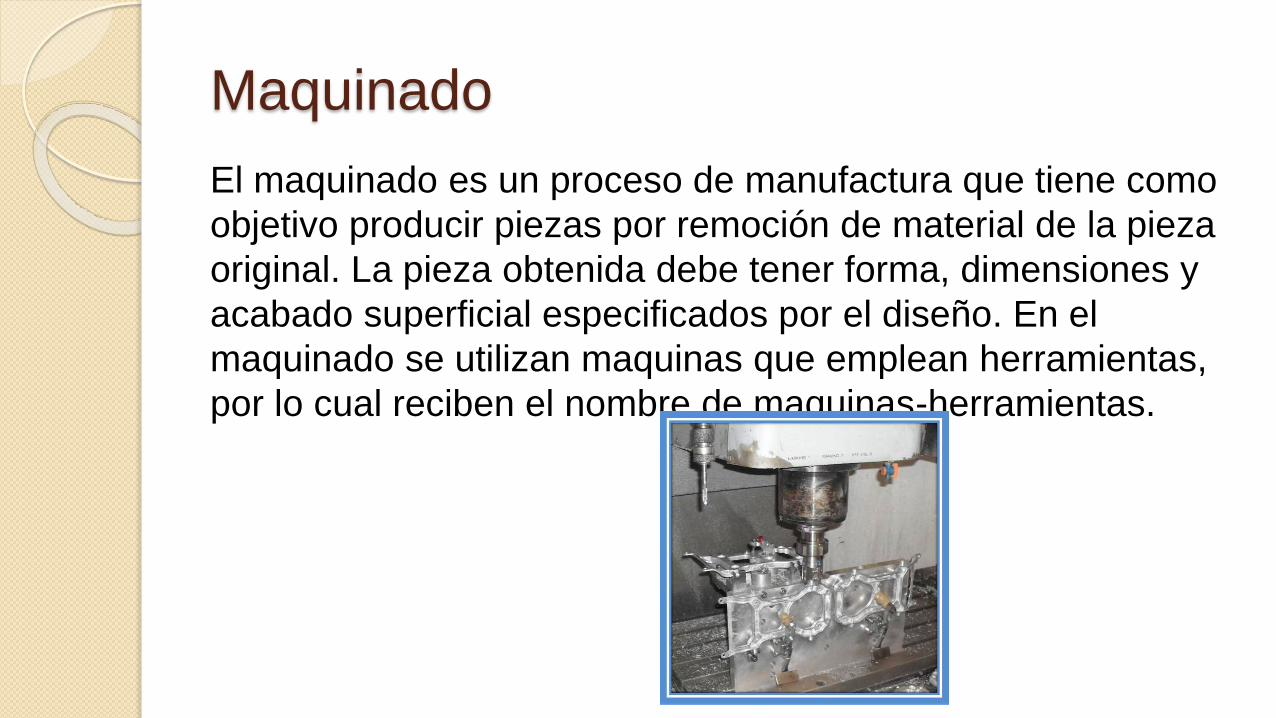
Maquinado
Maquinado
El maquinado es un proceso de manufactura que tiene como
objetivo producir piezas por remoción de material de la pieza
original. La pieza obtenida debe tener forma, dimensiones y
acabado superficial especificados por el diseño. En el
maquinado se utilizan maquinas que emplean herramientas,
por lo cual reciben el nombre de maquinas-herramientas.

Los principales procesos de maquinado convencional son:
torneado, fresado y taladrado. En todos los procesos de
maquinado existe un movimiento relativo entre la herramienta y
la pieza de trabajo. La forma de la pieza depende del patrón de
movimiento de la pieza y la herramienta, así como de la
geometría de la herramienta. En los procesos de maquinado
existen dos tipos principales de movimiento: primario y avance.
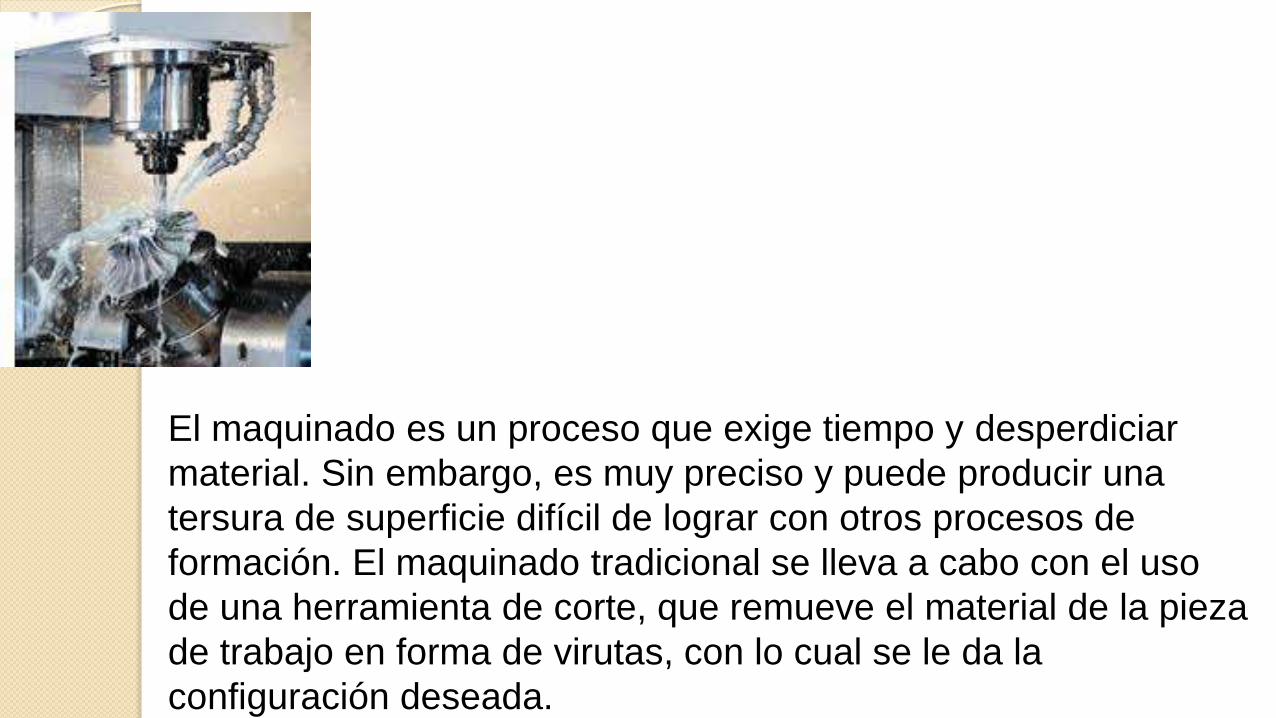
El maquinado es un proceso que exige tiempo y desperdiciar
material. Sin embargo, es muy preciso y puede producir una
tersura de superficie difícil de lograr con otros procesos de
formación. El maquinado tradicional se lleva a cabo con el uso
de una herramienta de corte, que remueve el material de la pieza
de trabajo en forma de virutas, con lo cual se le da la
configuración deseada.

Funciones de maquinas-herramientas.
Las funciones básicas de la máquina-herramienta son:
1) Proveer los movimientos relativos entre la herramienta de
corte y la pieza de trabajo en forma de velocidades y
avances
2) Mantener las posiciones relativas de la herramienta de
corte y de la pieza de trabajo, a fin de que la remoción de
material resultante produzca la forma requerida.

Procesos de maquinado
-Proceso de maquinado con chorro abrasivo.
-Proceso de maquinado con chorro de agua.
-Proceso de maquinado con haz de electrones.
-Proceso de maquinado con rayo laser.
-Proceso de electroerosión con alambre.
-Proceso de electroerosión.
-Proceso de rectificado electroquímico.
-Proceso de maquinado químico.

Maquinabilidad
Resulta importante definir maquinabilidad, que es la
capacidad que tiene un material para ser mecanizado.
Si al mecanizarlo se obtiene una larga vida de la herramienta,
un acabado superficial aceptable, una fuerza de mecanizado
baja o una viruta manejable, es decir, en forma de rizos.


Se conoce como herramientas de corte a todas aquellas herramientas que
funcionan a través de arranque de viruta, esto quiere decir que las herramientas
de corte son todas aquellas herramientas que permitan arrancar, cortar o dividir
algo a través de una navaja filosa.
Estas herramientas de corte son de mucha utilidad, sobre todo en la industria,
como lo son la maderera, la textil, en la construcción, etc.

Es muy importante el diseño de la herramienta debido al ambiente en el que opera. La herramienta debe
tener la geometría adecuada para cortar el material y debe hacerse de un material que sea más duro que el
material de trabajo. Puede presentar uno o más filos cortantes.
Hay dos tipos básicos:
(a) Herramienta de una sola punta, tiene un filo cortante y se utiliza para operaciones como el torneado.
(b) Herramienta de múltiples filos cortantes, tiene más de un borde cortante y generalmente realizan su
movimiento con respecto a la parte de trabajo mediante rotación. Las utilizan el taladro y el fresado.

Hay tres formas posibles de falla en una herramienta de corte en maquinado:
1.- Falla por fractura: cuando la fuerza de corte es excesiva en la punta de
la herramienta.
2.- Falla por temperatura: cuando la temperatura es demasiado alta para
el material de la herramienta causando el ablandamiento en la punta, deformación
plástica y pérdida del filo cortante.
3.- Desgaste gradual: ocasiona pérdida de la forma de la herramienta
reduciendo la eficiencia del corte, desgaste acelerado y falla por temperatura.
De las tres formas, la falla preferible es el desgaste gradual, debido a que permite
una mayor utilización de la herramienta con la ventaja económica asociada.
La falla repentina de la punta de la herramienta durante un corte, además de la
pérdida prematura de la herramienta, provoca daños a la superficie, siendo
necesario un nuevo maquinado.

Las propiedades más importantes que deben poseer los materiales
para herramientas son las siguientes:
1.- Tenacidad: deben poseer alta tenacidad para evitar los fallos por
fractura. (La tenacidad es la capacidad de absorber energía sin que falle el
material. Se caracteriza por una combinación de resistencia y ductilidad).
2.- Dureza en caliente: es la capacidad del material para retener su dureza
a altas temperaturas.
3.- Resistencia al desgaste: la resistencia al desgaste en el corte no sólo
depende de la dureza de la herramienta, sino también de otros mecanismos
de desgaste, como el acabado superficial de la herramienta, la composición
química de la herramienta y de los materiales de trabajo, el uso de fluido
para el corte.
Los materiales utilizados para herramientas en (MH) son:
1.-Aceros al carbono y de baja aleación: antes del desarrollo del acero de alta
velocidad, los únicos materiales para el corte de metales eran el acero al carbono y
el acero de Mushet. En la actualidad se usan esporádicamente.
2.-Aceros de alta velocidad (AAV o HSS): Son aceros altamente aleados y
capaces de mantener su dureza a altas temperaturas. Existen varios tipos;
tipo tungsteno=wolframio (contiene una combinación típica de 6% de tungsteno (W)
y 5% de Mo).
3.-Aleaciones de fundición de cobalto: que contienen de 40 a 50% de Co y 25-
35% de Cr y Tungsteno 15 a 20% y trazas de otros elementos. La resistencia al
desgaste es mejor que la del acero de alta velocidad, pero no tanto como la de los
aceros cementados. La tenacidad y la dureza en caliente se sitúa entre los dos
materiales.

4.-Carburos cementados: Son fabricados a partir de carburo de tungsteno (WC) y
manufacturados con técnicas de metalurgia de polvos en la que se utiliza cobalto como
aglutinante.
5.-Cerámicos: están compuestos por oxido de Al de grano fino y prensado y sinterizado
a altas presiones y temperaturas.
6.-Diamantes sintéticos y nitruro de boro cúbico: El diamante es el material más duro
que se conoce. Según algunas medidas de dureza, el diamante es cerca de 3 o 4 veces más
duro que el carburo de wolframio. Se fabrican mediante la sinterización de polvos finos de
cristales de diamante granulado a altas temperaturas y presiones. No se utiliza aglutinante.
Después del diamante, el material más duro que se conoce es el nitruro de boro cúbico, y su
fabricación es prácticamente igual que para el diamante.
Las herramientas fabricadas a base de diamante o nitruro de boro cúbico son muy costosas.
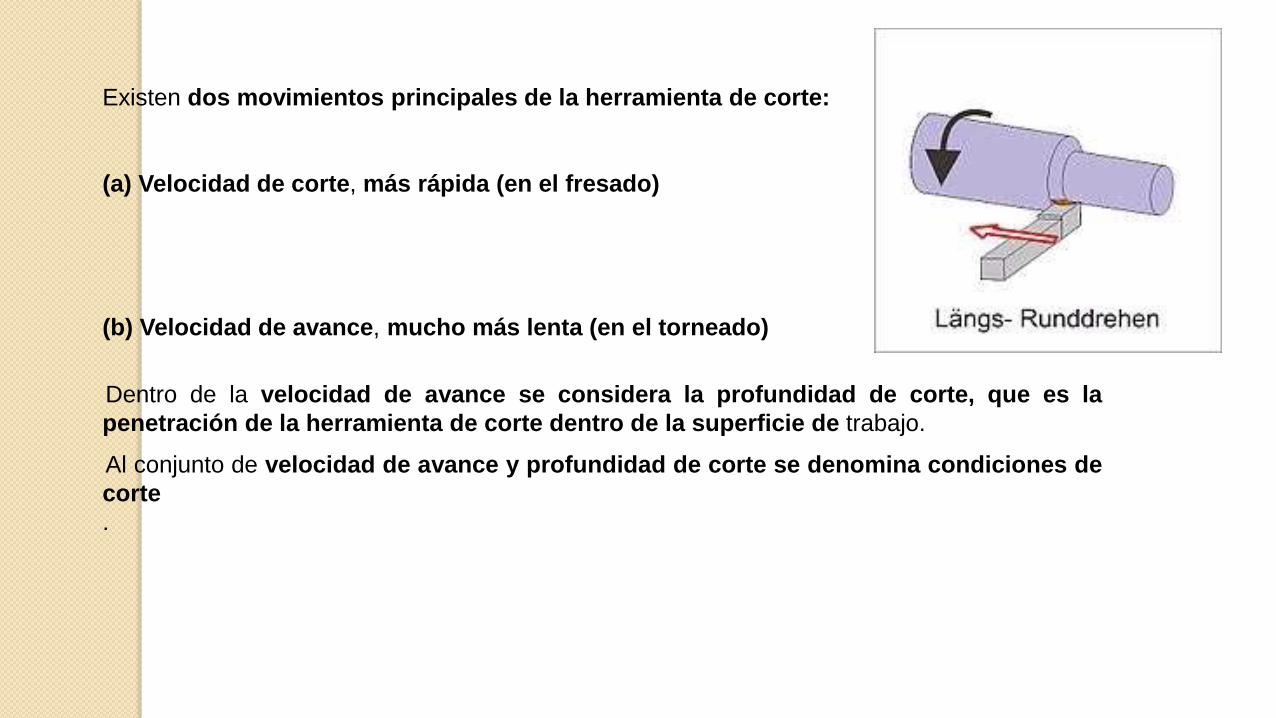
Existen dos movimientos principales de la herramienta de corte:
(a) Velocidad de corte, más rápida (en el fresado)
(b) Velocidad de avance, mucho más lenta (en el torneado)
Dentro de la velocidad de avance se considera la profundidad de corte, que es la
penetración de la herramienta de corte dentro de la superficie de trabajo.
Al conjunto de velocidad de avance y profundidad de corte se denomina condiciones de
corte
.

TIPOS DE
OPERACIONES DE
MAQUINADO

Descripción y tipos de maquinado
Maquinado es un proceso de manufactura en el cual se
usa una herramienta de corte para remover el exceso de
material de una parte de trabajo, de tal manera que el
remanente sea la forma deseada

Hay muchas operaciones de maquinado, cada una de las cuales es capaz de generar
una cierta geometría y textura superficial. Los tres tipos más comunes de maquinado
son:
Torneado fresado taladrado

Tipos de tornos
Torno de banco. Este es el tipo de torno pequeño que se monta en un banco o en un gabinete metálico.
Torno rápido. Este torno también se puede montar sobre un gabinete y se caracteriza por la rapidez de preparación y cambio de la pieza de trabajo,
facilidad de operación y poco mantenimiento.
Torno para cuarto de herramientas. Este torno esta equipado con aditamentos y accesorios especiales que permiten efectuar una serie de
operaciones de precisión.
Torno de escote. Tiene una sección de la bancada debajo del plato, que se puede desmontar para aumentar el diámetro máximo de trabajo que se
puede voltear.
Los tornos semi-producción o copiadores, son básicamente tornos de taller modificados con la adición de un aditamento copiador o un sistema de
lectura digital.
Los tornos de producción en serie se utilizan cuando hay que producir una gran cantidad de piezas iguales, este tipo de tornos se clasifican en:
Torno revólver o de torreta. Se utiliza para producir gran número de piezas iguales que puedan requerir operaciones tales como torneado, taladrado,
barrenado, escariado, refrentado. Se pueden llegar a montar hasta 20 herramientas diferentes.
Torno automático de un solo husillo. Esta destinado a la producción automática de piezas en serie que requieren principalmente torneado y
refrentado.

Torno de control numérico por computadora. Este tipo de tornos
son controlados por computadora, e incluyen software tanto para el
diseño de la pieza como para la interfase entre la computadora y la
maquina.

TIPOS DE HERRAMIENTAS QUE SE USAN
BURIL PARA DESBASTE
BURIL PARA TRONZADO
BURIL PARA INTERIORES

PARTES DE LA HERRAMIENTA
LA CARA. Es la parte superior de la cuchilla. Es la superficie sobre la que se efectúa el ataque de la viruta
(enrolla) según depende de la pieza de trabajo.
EL BORDE CORTANTE. Es la parte de la herramienta que hace el corte realmente.
LA NARIZ. Se refiere a la esquina o arco formado por las partes lateral y frontal del borde cortante.
EL FLANCO. Es la superficie lateral del borde cortante.
LA PUNTA. Es la parte de la herramienta que se esmerila para formar la cara y el borde cortante.

Máquinas Herramienta
El empleo extenso de maquinaria en la manufactura comenzó con la
Revolución Industrial. Fue en esa época que las máquinas
cortadoras de metal se desarrollaron y comenzaron a utilizarse en
forma amplia.
Recibían el nombre de máquinas herramienta
que eran máquinas impulsadas por energía para
operar herramientas de corte que antes se usaban
con las manos.

Las máquinas herramienta modernas se describen con la misma definición
básica, excepto que la energía es eléctrica en lugar de hidráulica o de vapor,
y su nivel de precisión y automatización es mucho mayor hoy día.

Las máquinas herramienta están entre las más versátiles de todas las que se aplican
en la producción. Se emplean no sólo para hacer piezas de productos para el
consumidor, sino también para elaborar componentes para otras máquinas de la
producción

Otras máquinas para la producción incluyen:
Prensas
Molinos de
laminaciónMartillos
forjadores
Máquinas
soldadoras
Máquinas de
inserción

CLASIFICACIÓN DE LAS MÁQUINAS-HERRAMIENTAS.
Las máquinas-herramientas tienen la misión fundamental de dar forma a las piezas por arranque de material.
Según sea la naturaleza del movimiento de corte, las máquinas-herramientas se
clasifican en:
Máquinas-herramientas de movimiento circular.
• Con el movimiento de corte en la pieza: Torno paralelo, torno vertical.
• Con el movimiento de corte en la herramienta: Fresadora, taladradora.

Máquinas-herramientas de movimiento rectilíneo: Cepillo, mortajadora, brochadora.
Las máquinas-herramientas de movimiento circular tienen una mayor aplicación en la
industria debido a que su capacidad de arranque de material es superior a las máquinas con
movimiento de corte rectilíneo y por tanto su rendimiento.
Lo mismo las máquinas de movimiento rectilíneo que las de
movimiento circular se pueden “controlar”:
• Por un operario (máquinas manuales).
• Neumática, hidráulica o eléctricamente.
• Mecánicamente (por ej. Mediante levas).
• Por computadora (Control numérico: CN)