Manual Teorico - Practico de Leche y Productos Lacteos
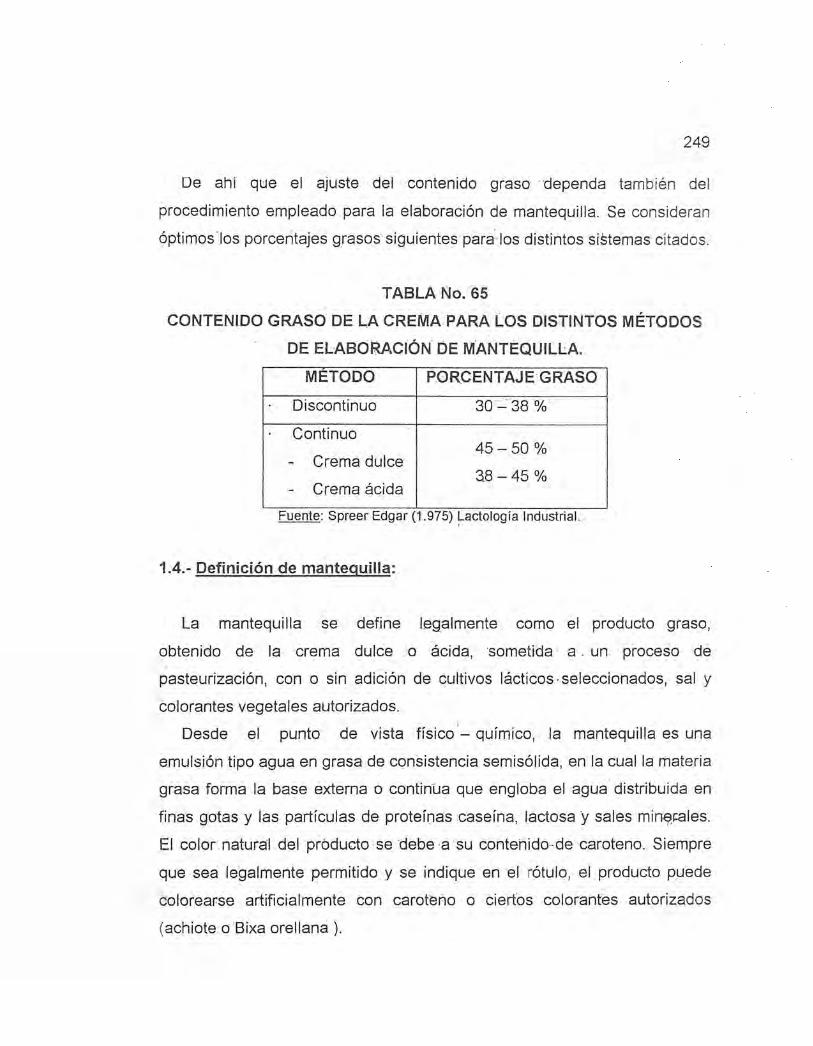
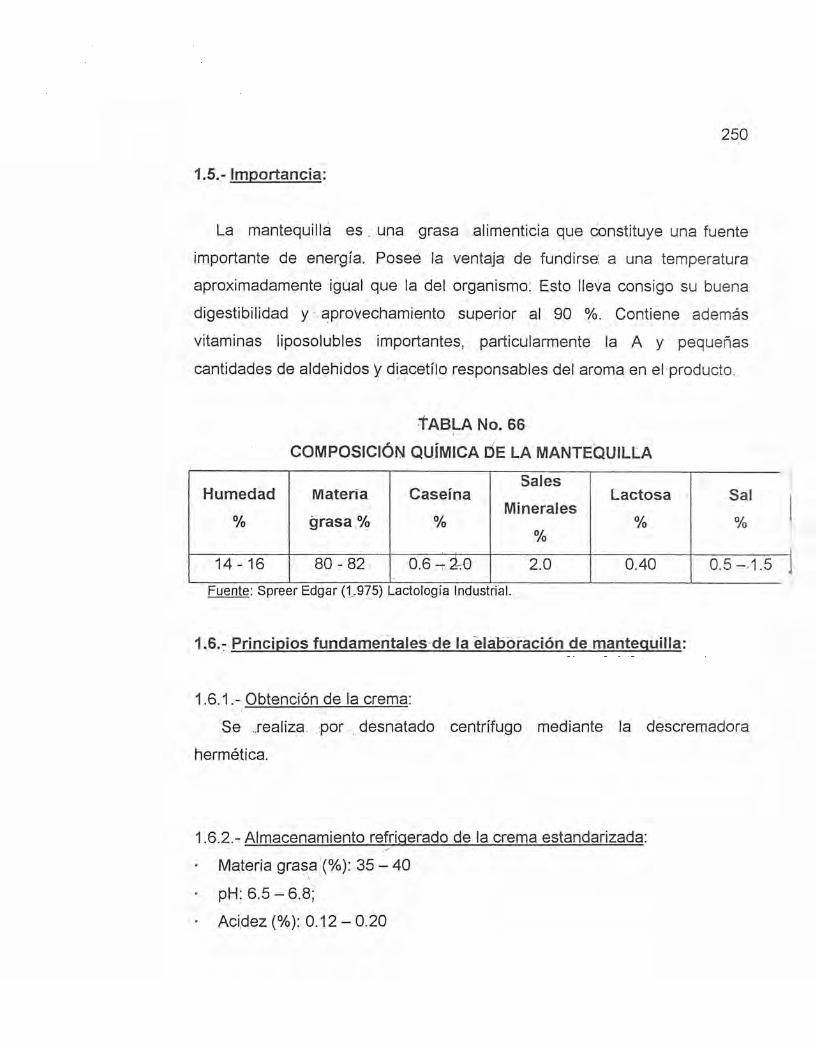
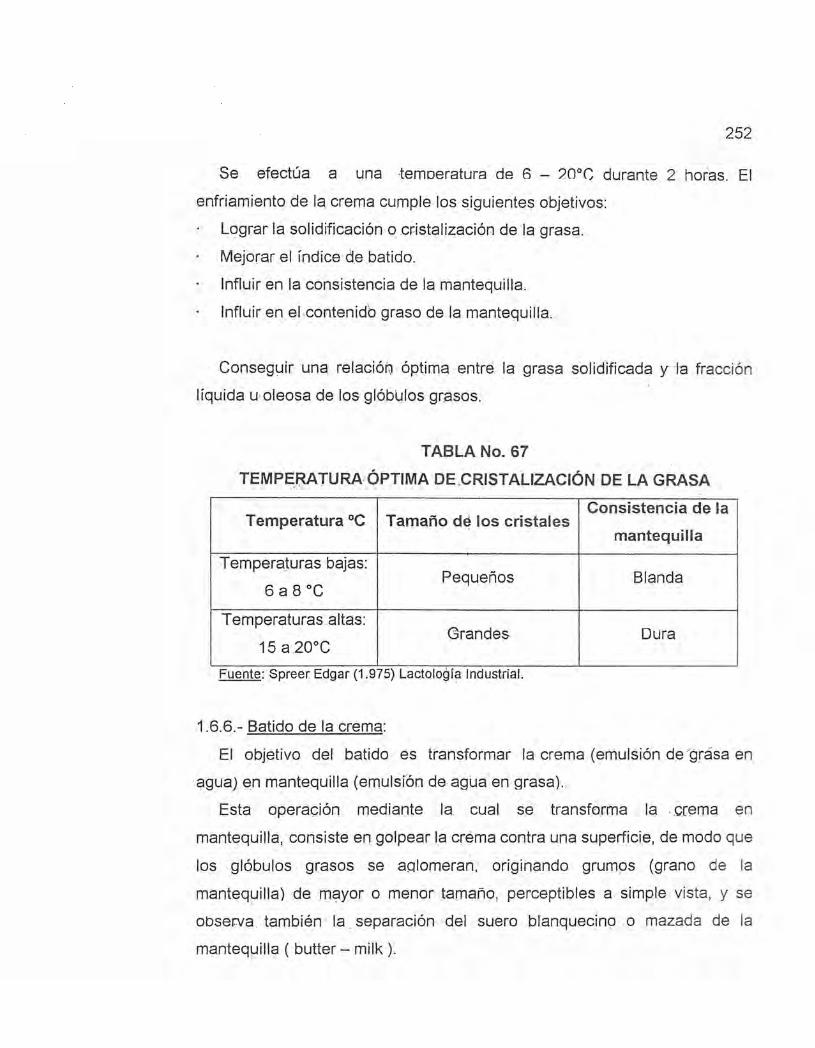
342
-
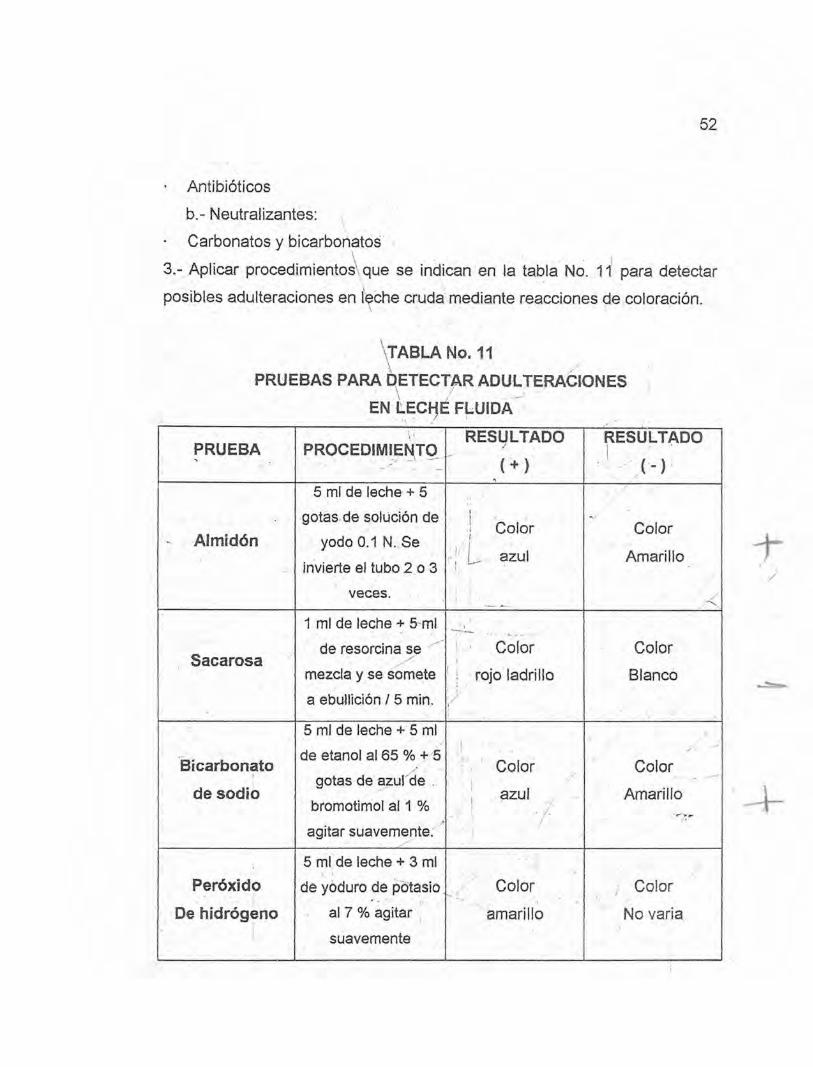
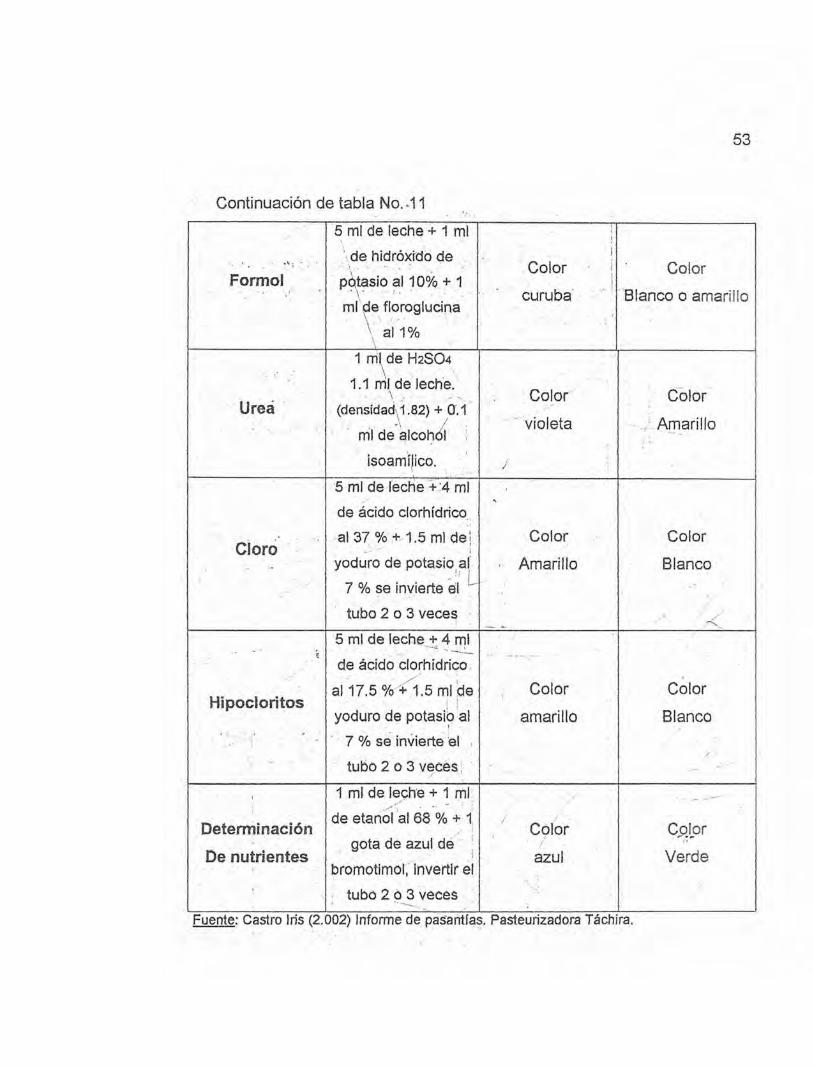
Upload
daniel-duarte -
Category
Food
-
view
111 -
download
23
Transcript of Manual Teorico - Practico de Leche y Productos Lacteos








UNIDAD ill
CULTIVOS LÁCTICOS
PRÁCTICA N° 4
OBJETIVOS DE APRENDIZAJE
- Conocer las principales características y utilización d e ! las bacterias
lácticas en la elaboración de yogurt, mantequilla, quesos frescos y
madurados.
• Aprender la técnica de preparación de un Cultivo Intermedio aplicando el
método tradicional.
■ Comprobar la actividad acidificante de las bacterias lácticas después de■V /' :
un determinado tiempo de incubación (tres horas y media) mediante
controles de acidez titulable (Mqtodo Dornic).
• Verificar la pureza del Cultivo \ Láctico Intermedio mediante, inspección
visual y observación microscópica (técnica de GRAM).
• Controlar la calidad final del Cultivo Intermedio, mediante la evaluación’ .. . . -i '• •
sensorial y controles físico - químicos (pH y acidez).
80
Práctica No. 4
CULTIVOS LACTICOS
1.- Bases teóricas
1.1.- Definición:
Los cultivos lácticos son medios de aporte de ácido láctico, así como
también una fuente de baóterias activas y puras capaces de multiplicarse en
la leche, en la crema o la cuajad^,'y de producir, en el momento favorable, la
acidez y el aroma deseado. Son bacterias de formas diversas (cocos,
dipíococos, streptococos y bacilos) que transforman la lactosa en ácido
láctico.
Esta.transformación puede estar acompañada de otras sustancias: ácidos
orgánicos, CÜ2 y compuestos aromátibos (diacetilo).
1.2.- Importancia:
Los cultivos lácticos son importantes porque intervienen en los diversos
procesos en la industria láctea.
1.2.1.- Quesos:
• Premaduración de la ¡eche
• Coagulación de la leche
• Desuerado de la cuajada
Conservación del queso: los cultivos lácticos inhiben el desarrollo de las
bacterias proteolíticas responsables de la putrefacción, que se desarrollan en
un medio neutro o poco ácido.
81
82
Afinado o maduración de! queso: los cultivos lácticos producen enzimas
que intervienen, en la degradación de las proteínas, en especial de la
caseína durante el proceso de afinado de los quesos,
1.2.2.- Mantequilla:
- Acidificación y aromatización de la crema
1.2.3.- Leches Fermentadas:
• Acidificación de la.leche y coagulación
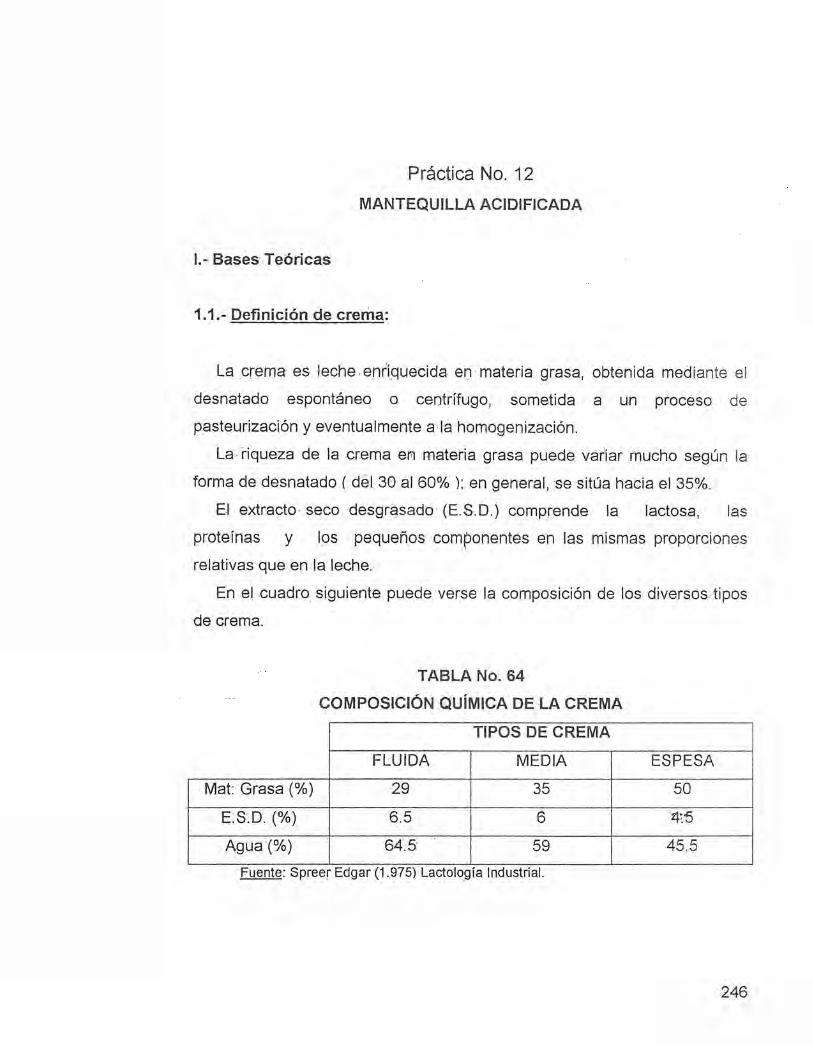
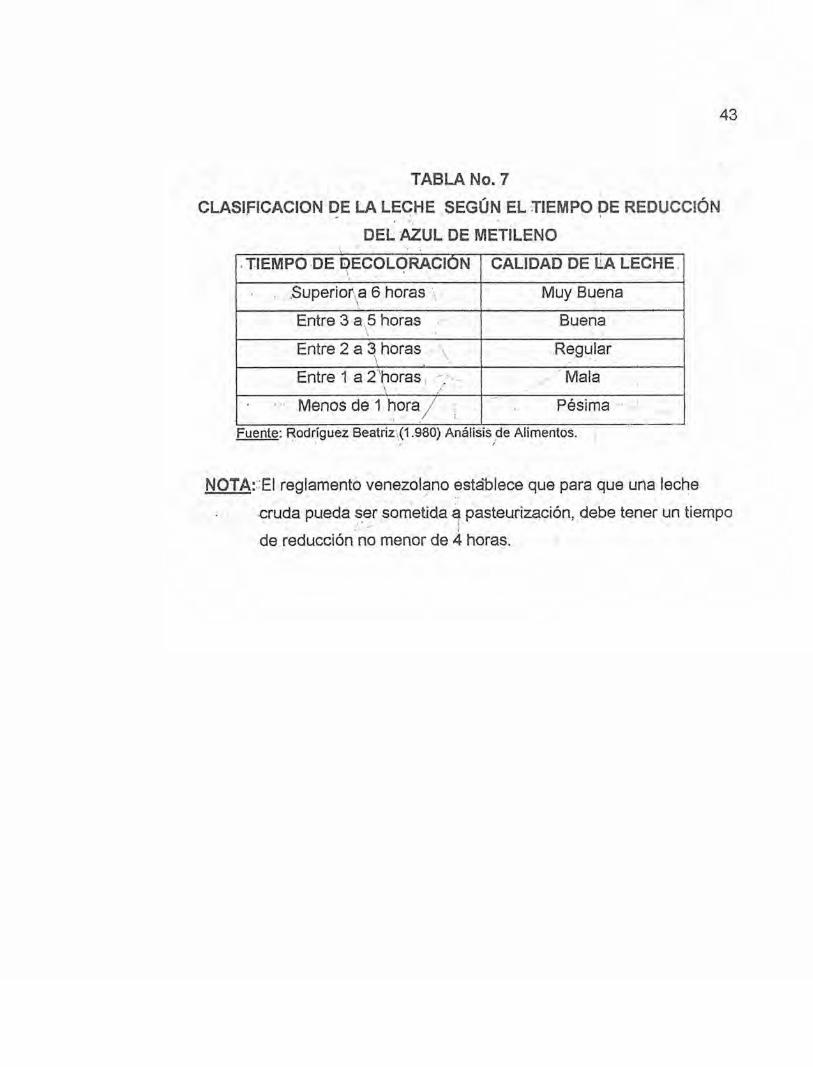
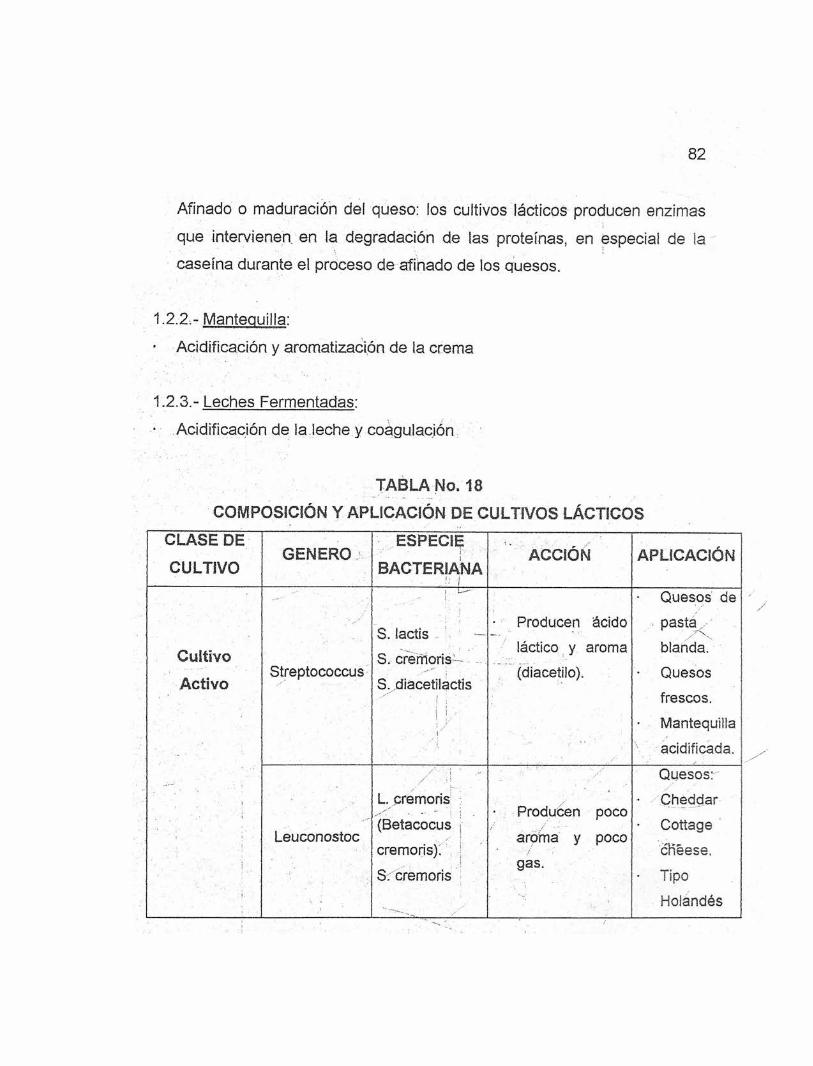
TABLA No. 18COMPOSICIÓN Y APLICACIÓN DE CULTIVOS LÁCTICOS
CLASE DE
CULTIVOGENERO
ESPECIEi .BACTERIANA
i ■ i . 1
ACCIÓN APLICACIÓN
CultivoActivo
i
Streptococcus
S. lactis —
S. cremoris .
S. diacetilactis
■ - -"'i fVi-".1. j/ i : ;1
Producen ácido
láctico y aroma
(diacetilo).
Quesos de
pastad-
blanda.
Quesos
frescos.
Mantequilla
acidificada.
Leuconostoc
L. cremoris
(Betacocus
cremoris).
S. cremoris
Producen poco
aroma y poco
gas.
Quesosr
Cheddar
Cottage
cHéese,
• Tipo
Holandés
83
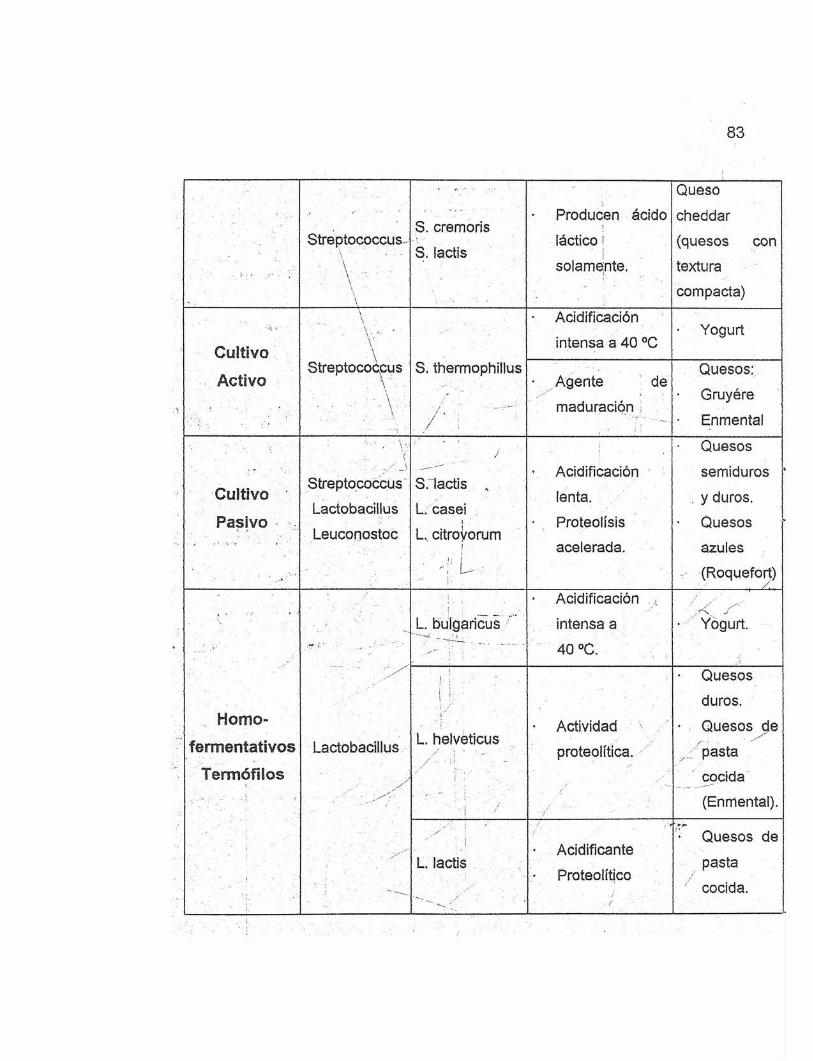
Streptococcus^\.Vi
\
S. cremoris S. lactis
Producen ácidoiláctico |
ísolamente,
Queso cheddar (quesos con textura compacta)
Cultivo
Activo
V-
Streptococcus
! •' \ - ... ■ \ .\
S, thermophillus
. / "■“O'"- ; / :
Acidificación intensa a 40 °C
• Yogurt
• Agente de maduración i
Quesos:GruyèreEnmental
CultivoPasivo
StreptococcusLactobacillusLeuconostoc
S. lactis ,L. casei L. citroÿorum• : 'j .
I; i/ U :
Acidificaciónlenta.Proteolísisacelerada.
Quesos semiduros
, y duros. Quesos azules (Roquefort)
Homo-fermentativos
Tenmófilos
■
Lactobacillus
L. bulgaricus ’Acidificación ¿ intensa a 40 °C.
/Y”
Yogurt.
! : •1
L. helvéticus
!
• Actividad proteolítica.
• Quesos duros. Quesos 0e
. pastacocida(Enmental).
/'"■■■ ! '
L. lactis• Acidificante i- Proteolítico
: Quesos de pasta cocida.
84
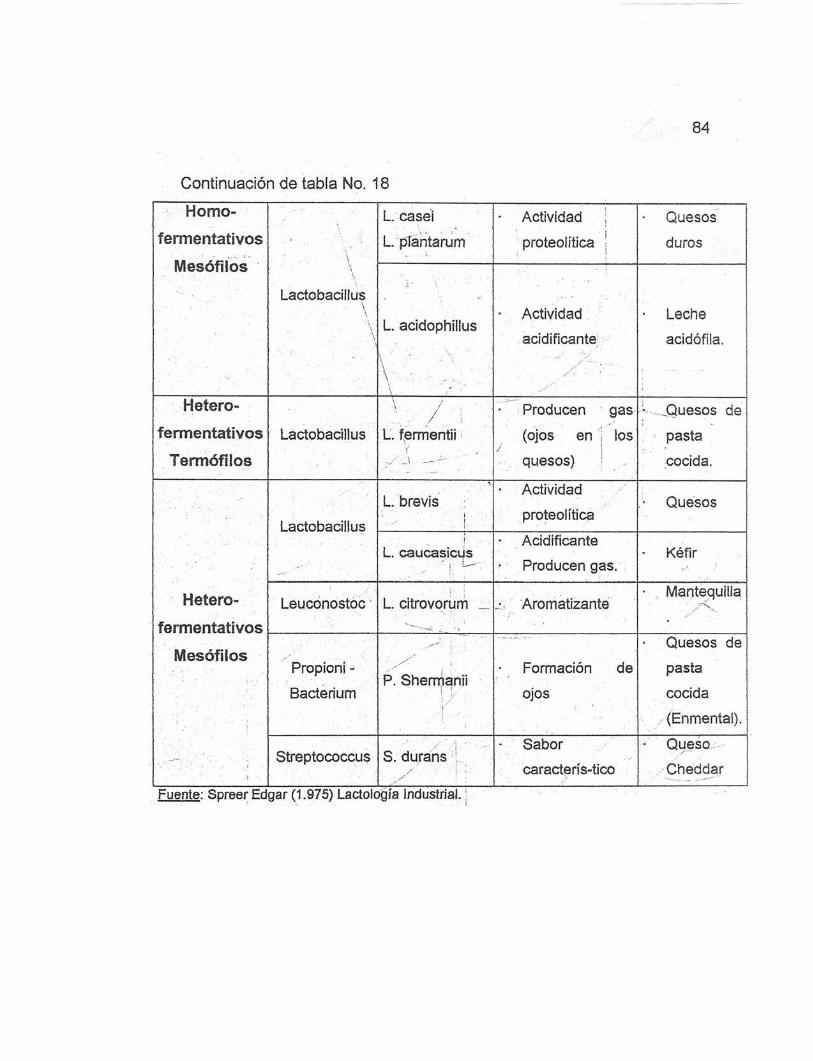
Continuación de tabla No. 18
Homo-fermentativos
Mesófilosy\
Lactobacillus
L. casei L. plantarum
• Actividad proteolítica |
Quesosduros
L. acidophillus
V \ •1'\ - '\ '■ vr
. ... ....... ...
* Actividad acidificante
Lecheacidófila.
Hetero-
fermentativosTermófilos
Lactobacillus1. ; / ■ [ ■ ■
L. fermentiiProducen gas (ojos en 1 los quesos)
• Quesos de pasta cocida.
Hetero-fermentativos
Mesófilos
LactobacillusL. brevis i
Actividadproteolítica
• Quesos
!L. caucasicgs
Acidificante • Producen gas.
Kéfir
Leuconostoc L. citrovorum __ AromatizanteMantequilla
Propioni - Bacterium
■■ x*P. Shermanii
■} - '
Formación de ojos
Quesos de pasta cocida (Enmerrtal).
Streptococcus S. duransSaborcaracterís-tico
• Queso/ —Cheddar
Fuente: Spreer Edgar (1.975) Lactologia industrial.;
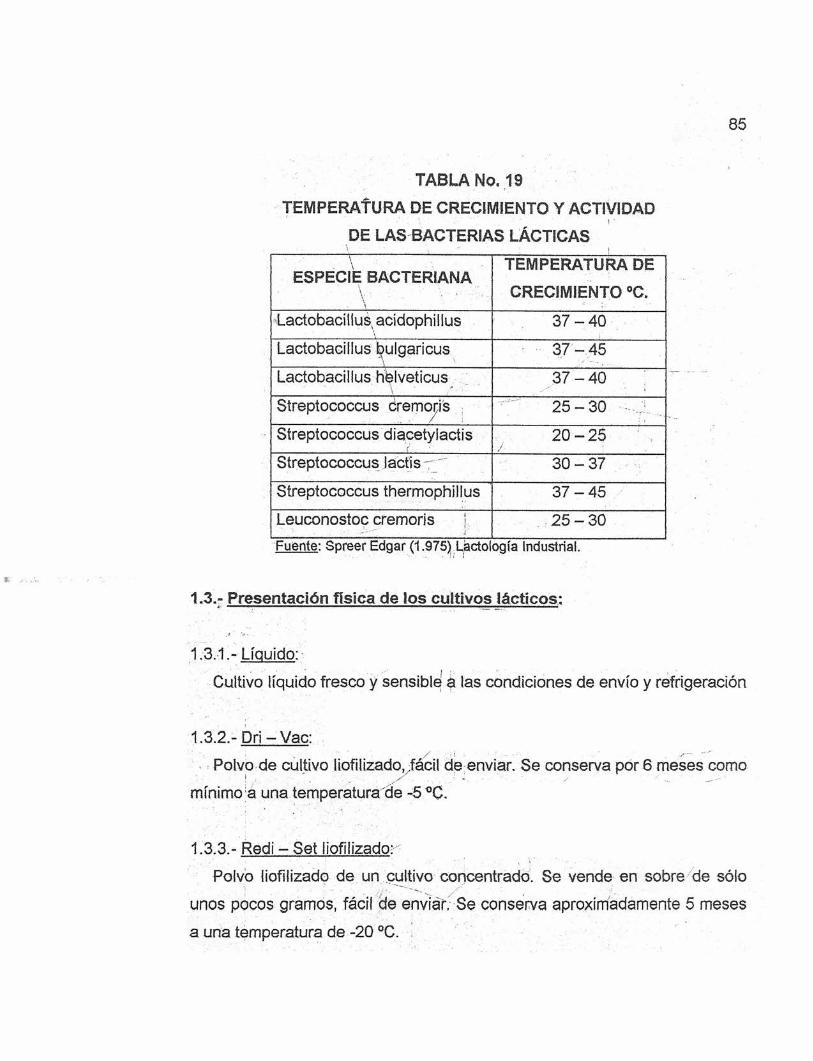
85
TABLA No. 19
TEMPERAf URA DE CRECIMIENTO Y ACTIVIDAD
DE LAS BACTERIAS LÁCTICAS■ • \ESPECIE BACTERIANA
TEMPERATURA DE
CRECIMIENTO °C.Lactobacillus acidophillus 37 - 40
Lactobacillus ^ulgaricus 37 - 45
Lactobacillus helveticus\'
3 7 -4 0
Streptococcus Cremoj;is 2 5 -3 0 J
Streptococcus diacetylactis 2 0 -2 5
Streptococcus lactis •. 3 0 -3 7
Streptococcus thermophillus 3 7 -4 5
Leuconostoc cremorls• ■ j' 2 5 -3 0
Fuente: Spreer Edaar (1.975) Lacto ogia Industrial.
1.3.- Presentación física de los cultivos lácticos:
Líquido:
Cultivo líquido fresco y sensible' a las condiciones de envío y refrigeración
1.3.2.- D ri-V a c :
Polvo de cultivo liofilizado, fácil de enviar. Se conserva por 6 meses como
mínimo ;a una temperatura de -5 °C.
1.3.3.- Redi - Set liofilizado;-'
Polvo liofilizado de un cultivo concentrado. Se vende en sobre de sólo
unos pocos gramos, fácil de enviar; Se conserva aproximadamente 5 meses
a una temperatura de -20 °C.
1.3.4.- Redi - Set congelado:
concentrado de cultivo congelado. Se conse'rva aproximadamente 1 mes
a una temperatura de -45 °C.
1 -3-5.- D.V.S “Direct Vat Sefr
Es un superconcentrado de un cultivo o fermento para inoculación directa
en la leche destinada a la'^elaboración de queso, eliminándose así la
preparación del “Starter grandevo cultivo usual. El cultivo D.V.S. se presenta
en forma, de pelotillas congeladas envasadas en cartones de diferentes; • ' ’ ..V / • v ). • - V’ ■ ' 'J;- ' \ l
tamaños o en envases de plástico. Se conserva hasta ün mes a una
temperatura de -45 °C.
1.4.- Clases de cultivos lácticos:
1.4.1.- Cultivo Comercial:
Es un cultivo puro, de bacterias lácticas seleccionadas, preparado en un
laboratorio especial bajo forma de-cultivo^ líquido o liofilizado. Los cultivos
comerciales mencionados en este modulo se presentan codificados para
diferenciarlos.
1.4.2 - Cultivo Madre:
Es un cultivo preparado en leche esterilizada a partir del cultivo comercial,
en la proporción de 1% (p/v).
1.4.3.- Cultivo Intermedio:
Es el cultivo preparado en leche pasteurizada a partir del cultivo madre
en la proporción de 1 % (v/v).
87
1.4.4.- Cultivo Usual:
Es el cultivo final y preparado en leche pasteurizada a partir del cultivo
intermedio en la proporción de 1% (v/v). Es utilizado pará la acidificación del
producto a elaborar (Vogurt, natilla, mantequilla y quesos). El cultivo usual
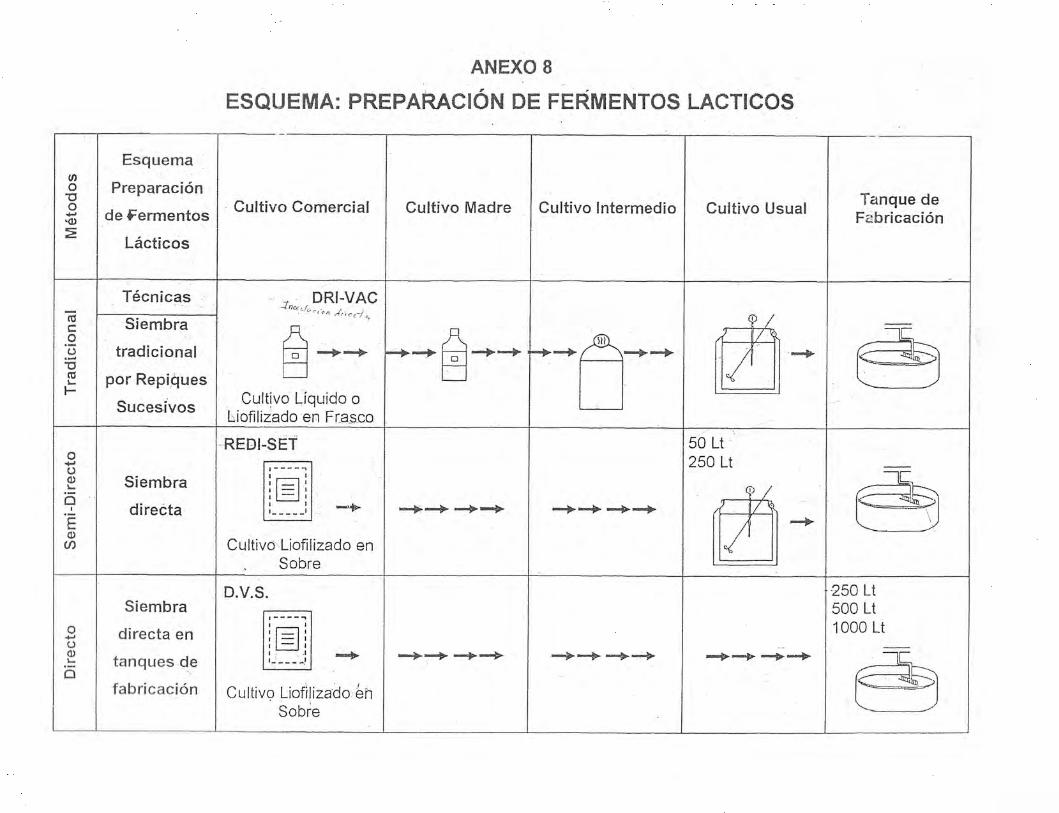
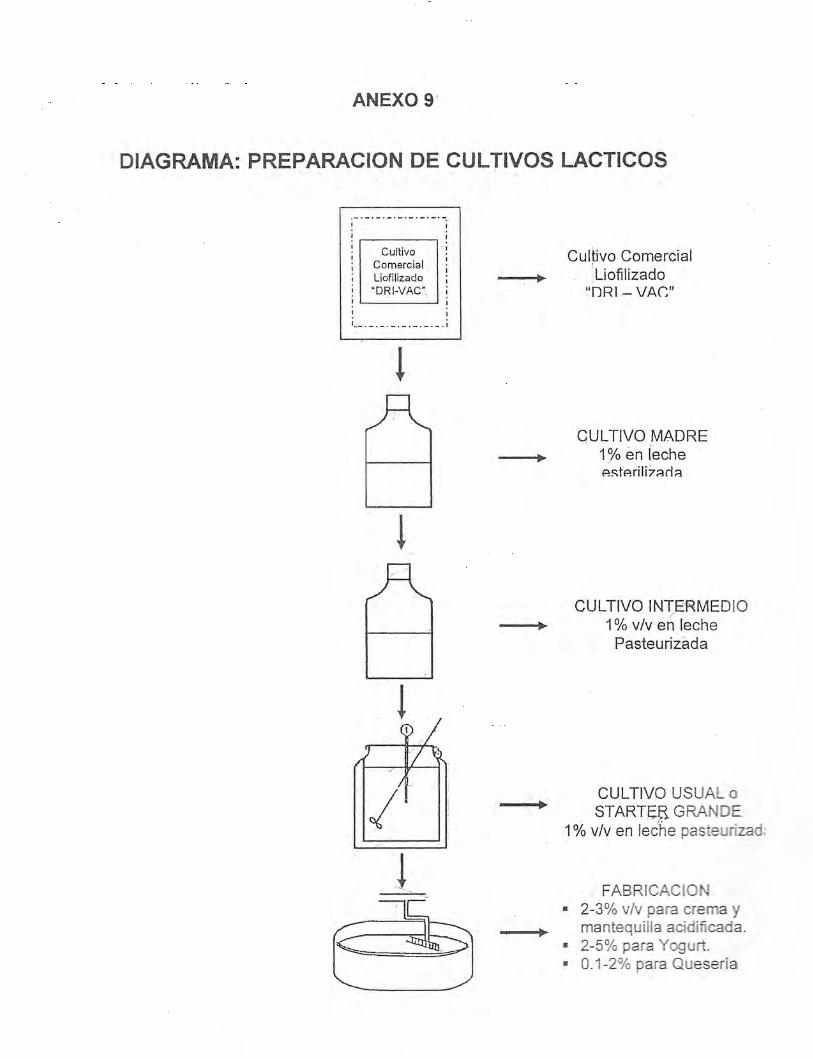
debe prepararse el día anterior al proceso de fabricación. (Ver anexo 8 y 9).
Es recomendable realizar un máximo de 4 repiques, porque el cultivo
comienza1 a perder actividad debido a la elevada producción de ácido láctico
y en consecuencia las bacterias lácticas son inhibidas y el cultivo láctico se
degenera.
88
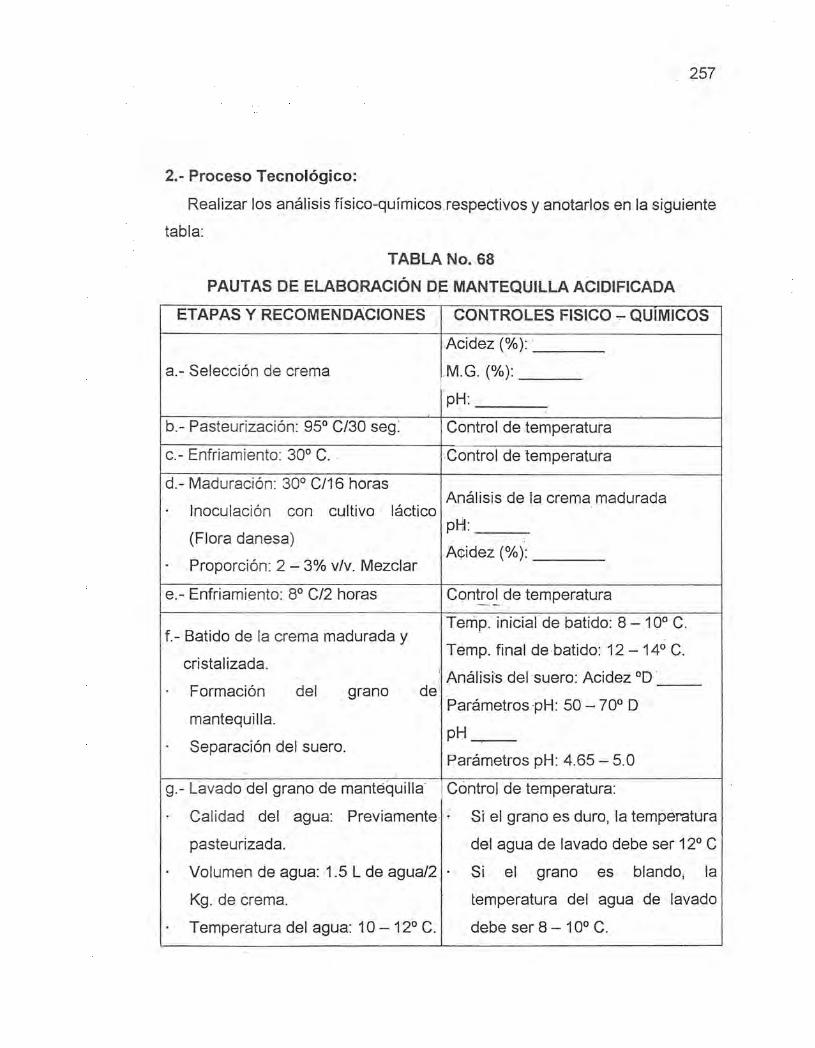
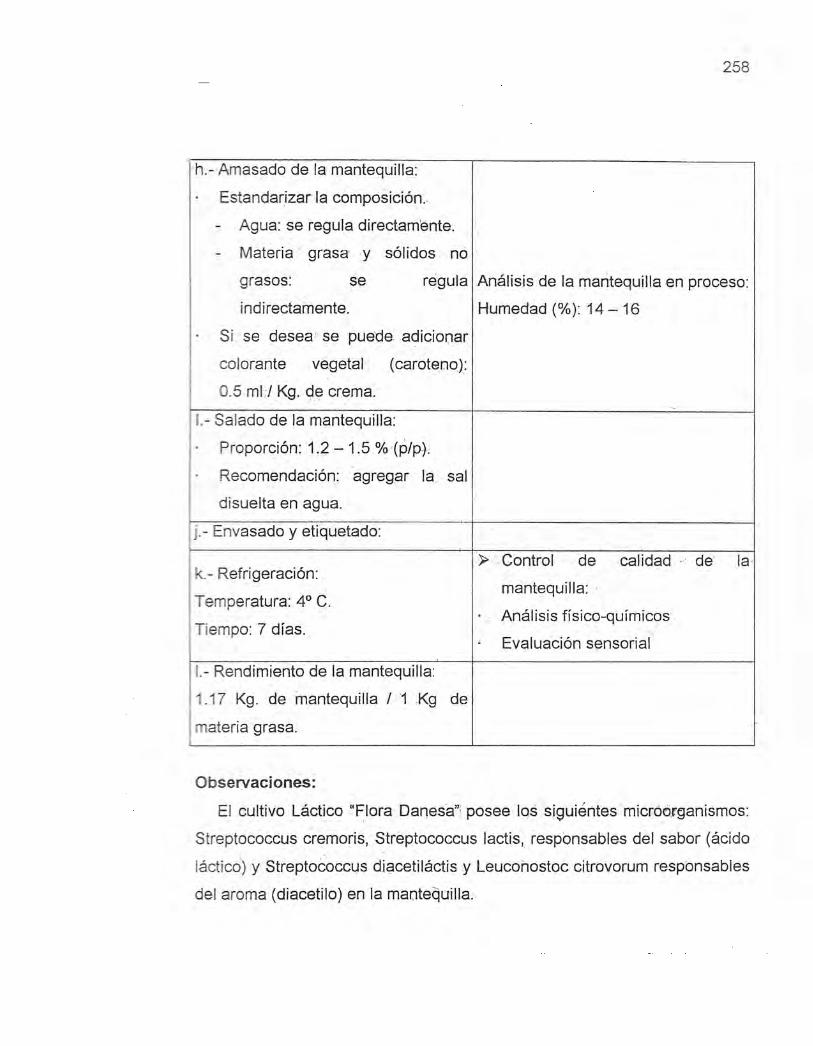
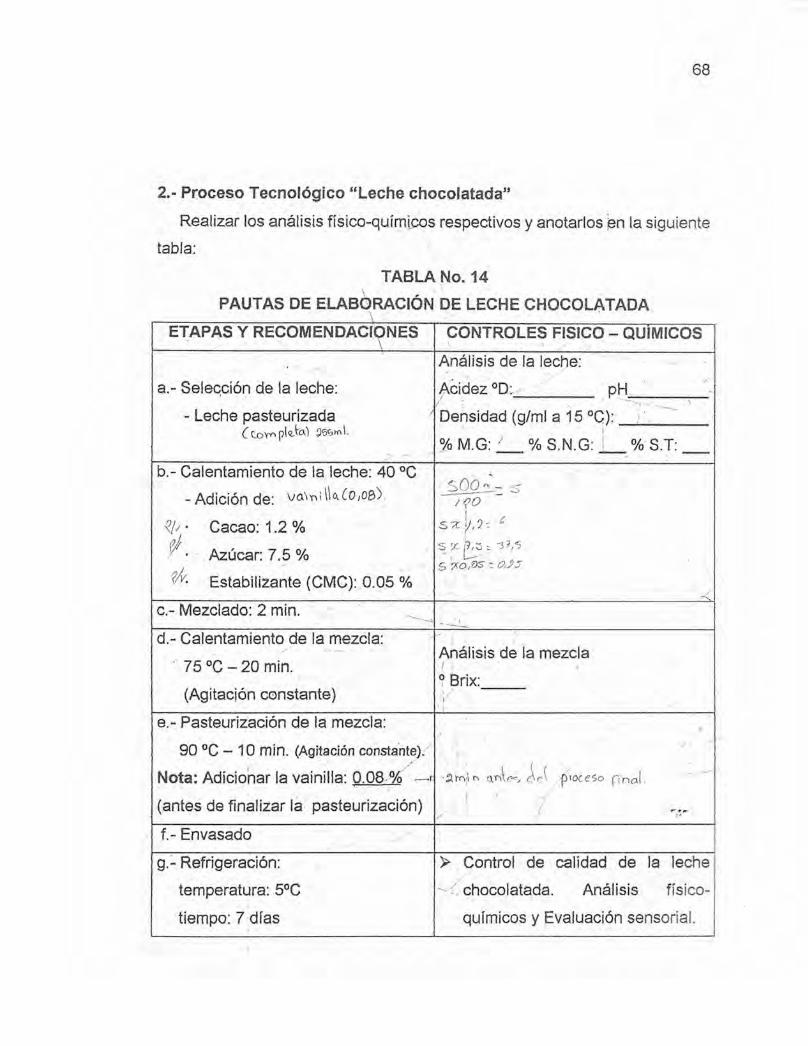
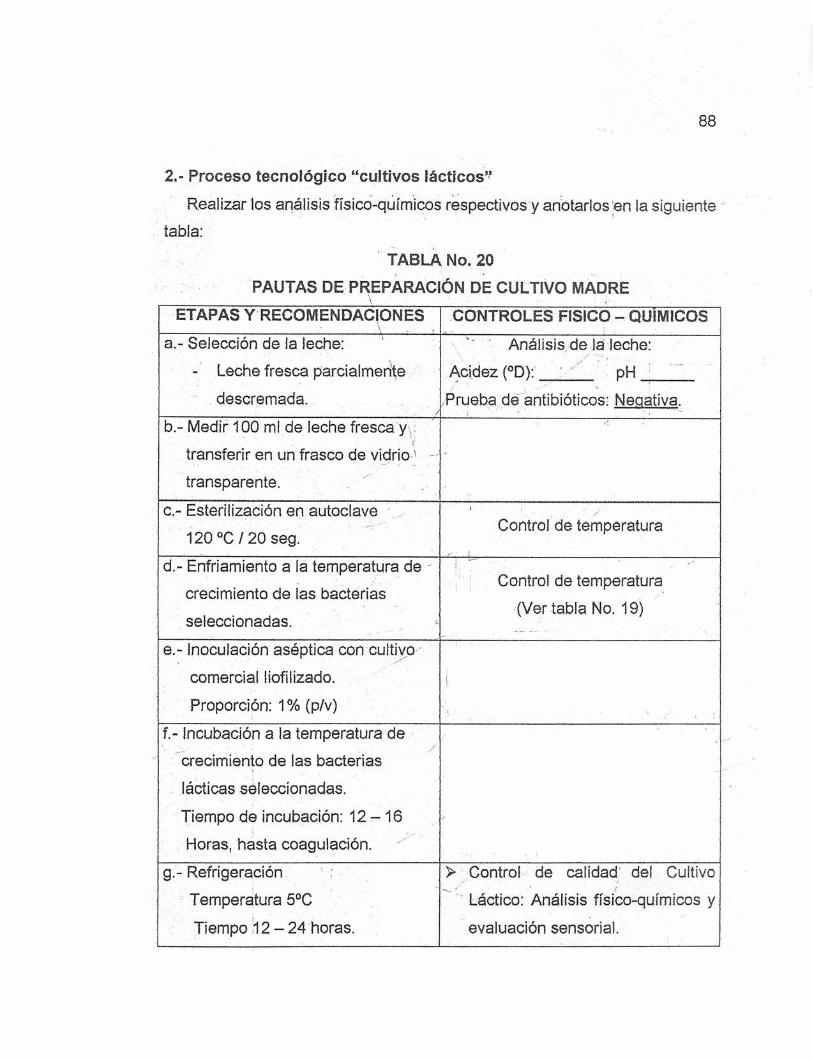
2.- Proceso tecnológico “cultivos lácticos”
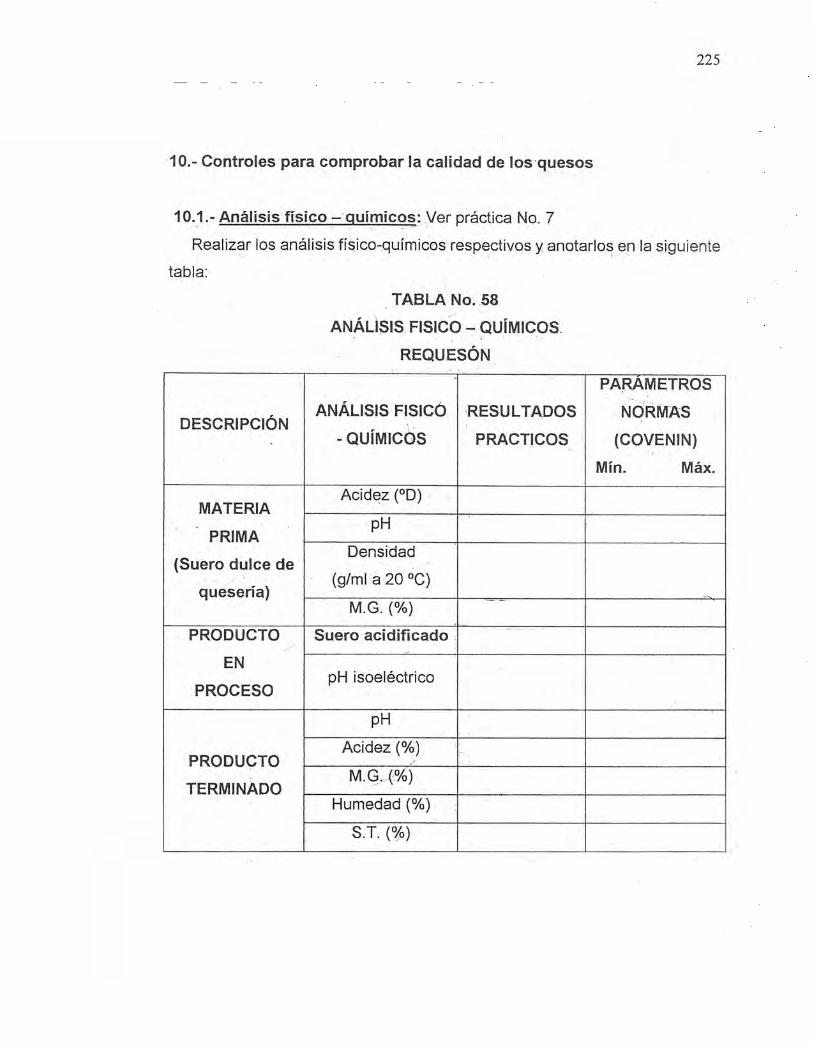
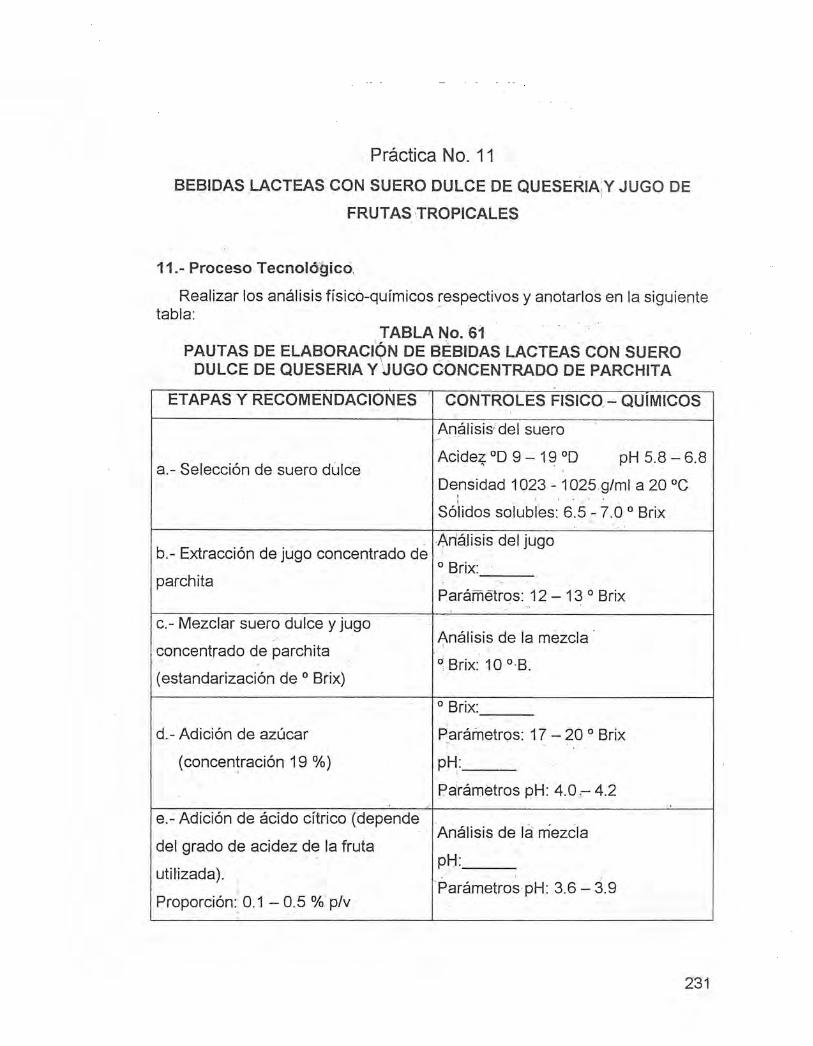
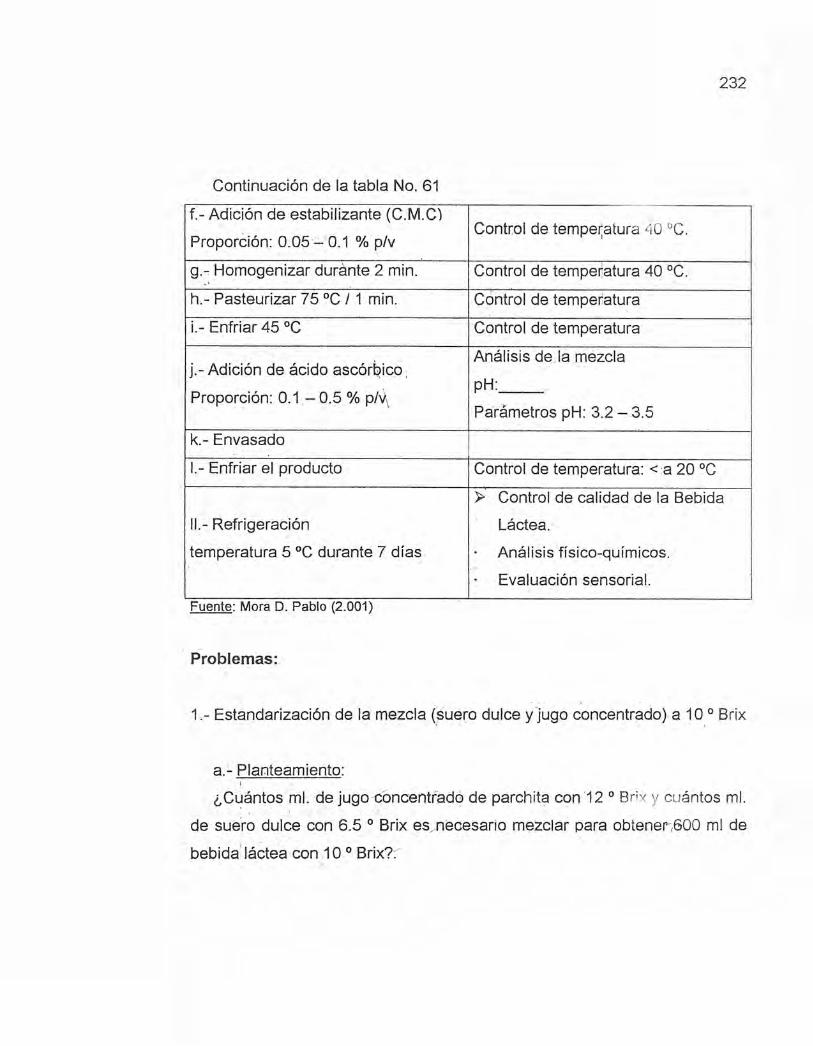
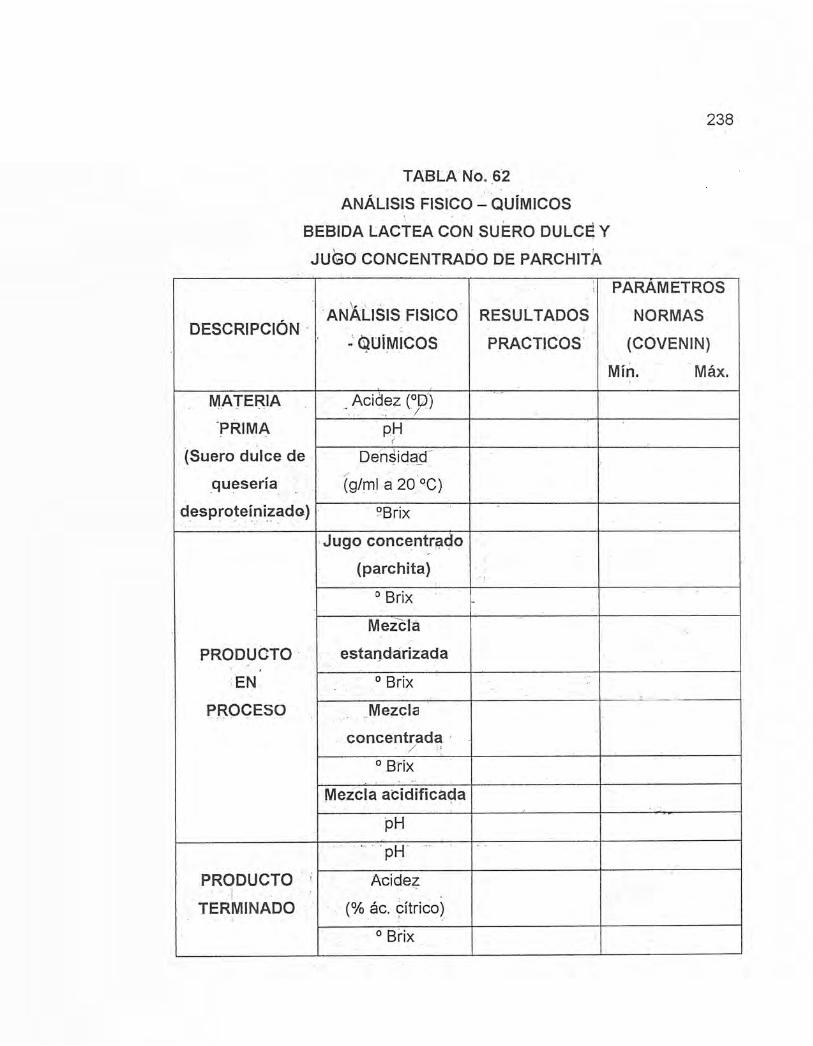
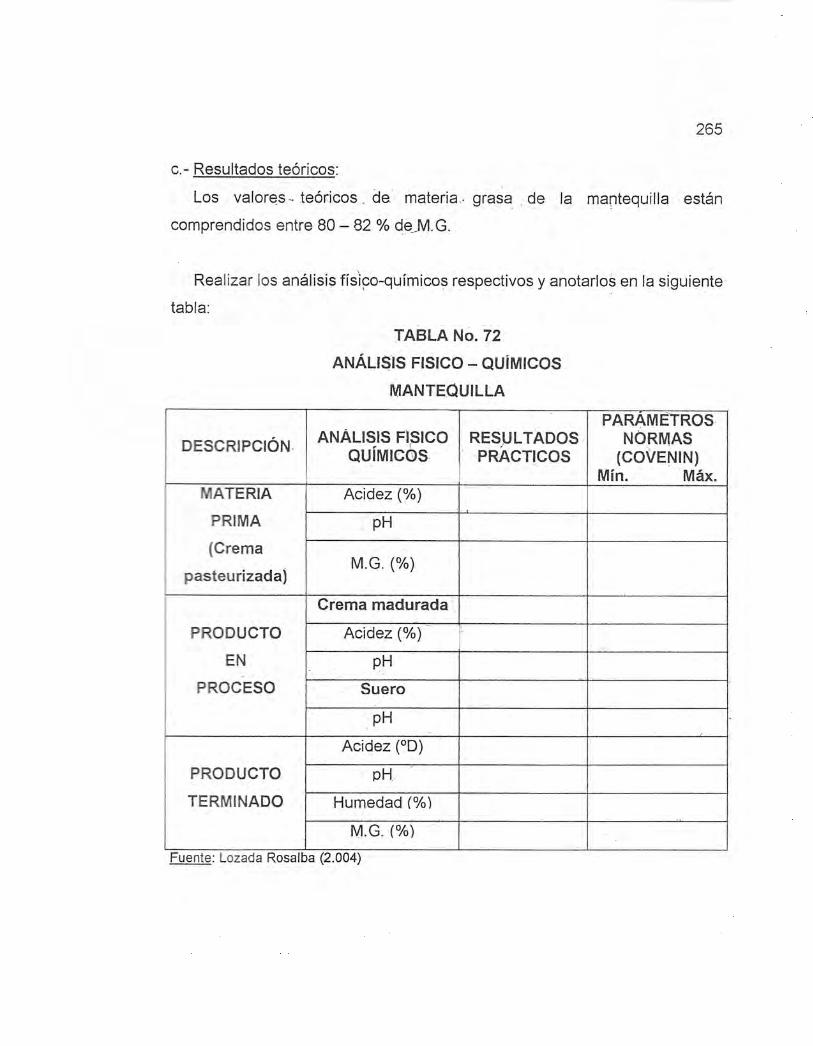
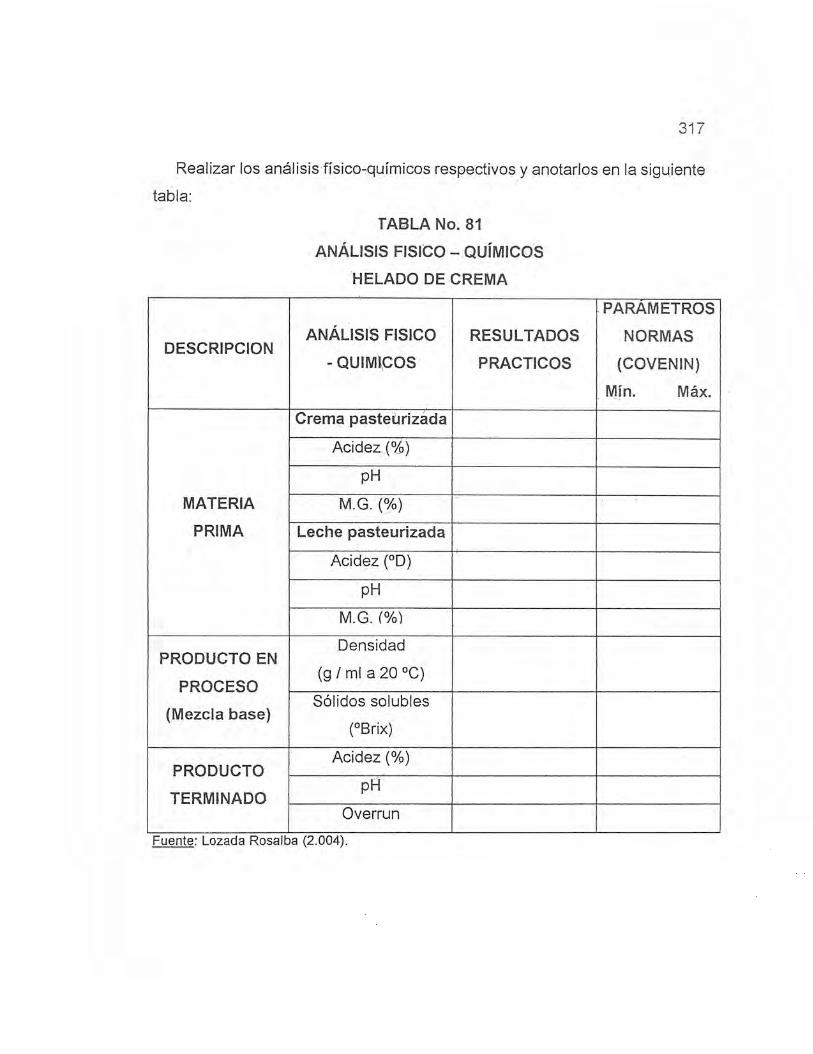
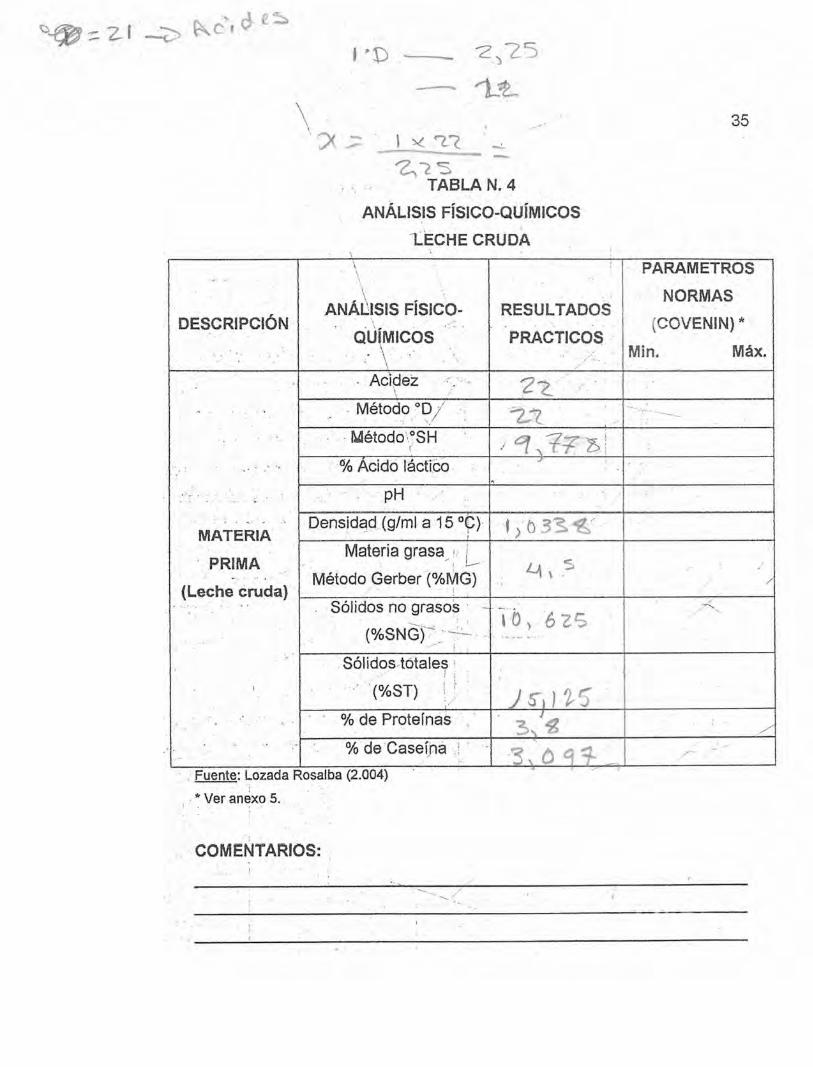
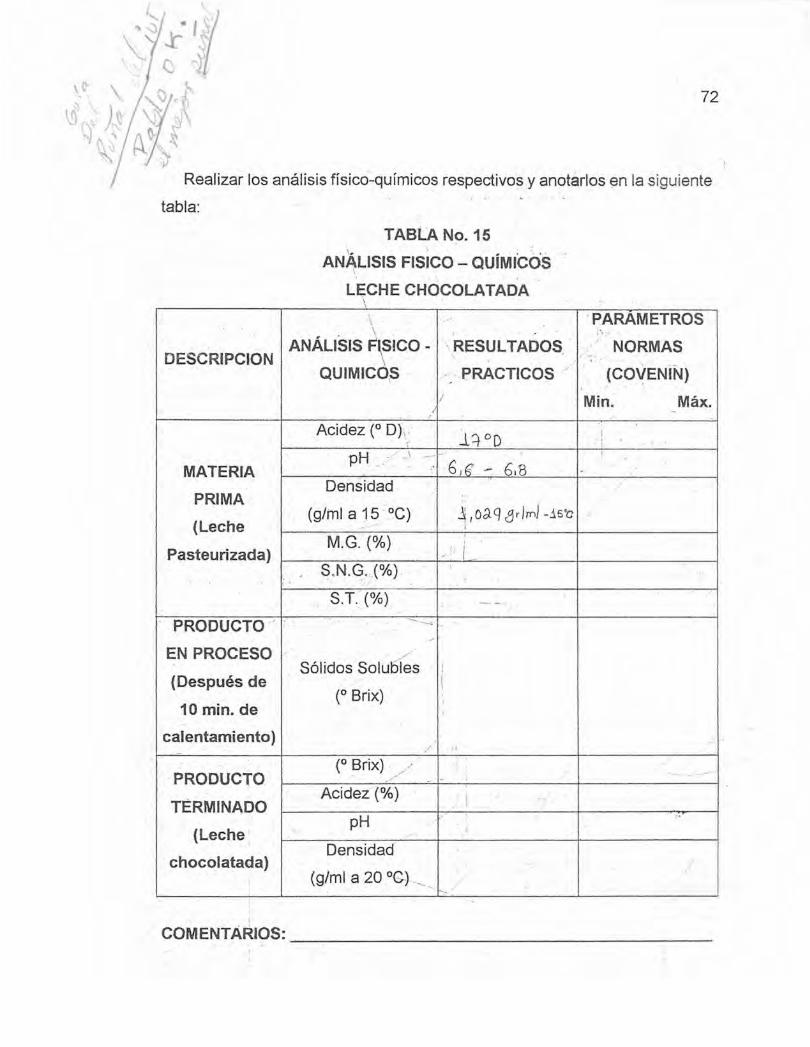
Realizar los análisis físico-químicos respectivos y anotarlos en la siguiente tabla:
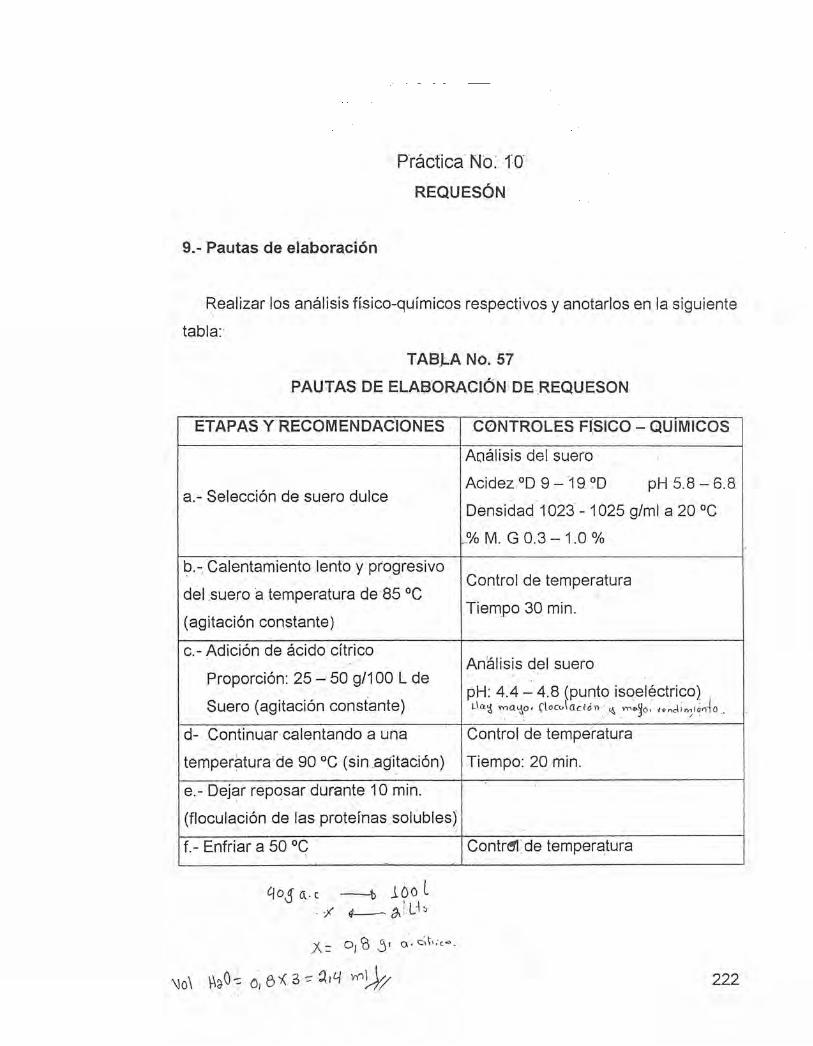
TABLA No. 20
PAUTAS DE PREPARACIÓN DE CULTIVO MADREETAPAS Y RECOMENDACIONES CONTROLES FISICO - QUIMICOS
a.- Selección de la leche:
- Leche fresca parcialmente
descremada. /
Análisis de la leche:
Acidez (°D): pH
Prueba de antibióticos: Neqativa.
b.- Medir 100 mi de leche fresca y
transferir en un frasco de vidrio' -
transparente.
-
c.- Esterilización en autoclave
120 °C / 20 seg.Control de temperatura
; | .. • .d.- Enfriamiento a la temperatura de
crecimiento de las bacterias
seleccionadas.
Control de temperatura
(Ver tabla No. 19)
e.- Inoculación aséptica con cultivo
comercial liofilizado.
Proporción: 1 % (p/v)
f.- incubación a la temperatura de
crecimiento de las bacterias
lácticas seleccionadas.
Tiempo de incubación: 1 2 -1 6
Horas, hasta coagulación.
'
g.- Refrigeración
Temperatura 5°C
Tiempo 1 2 -2 4 horas.
> Control de calidad del Cultivo
Láctico: Análisis físico-químicos y
evaluación sensorial.
89
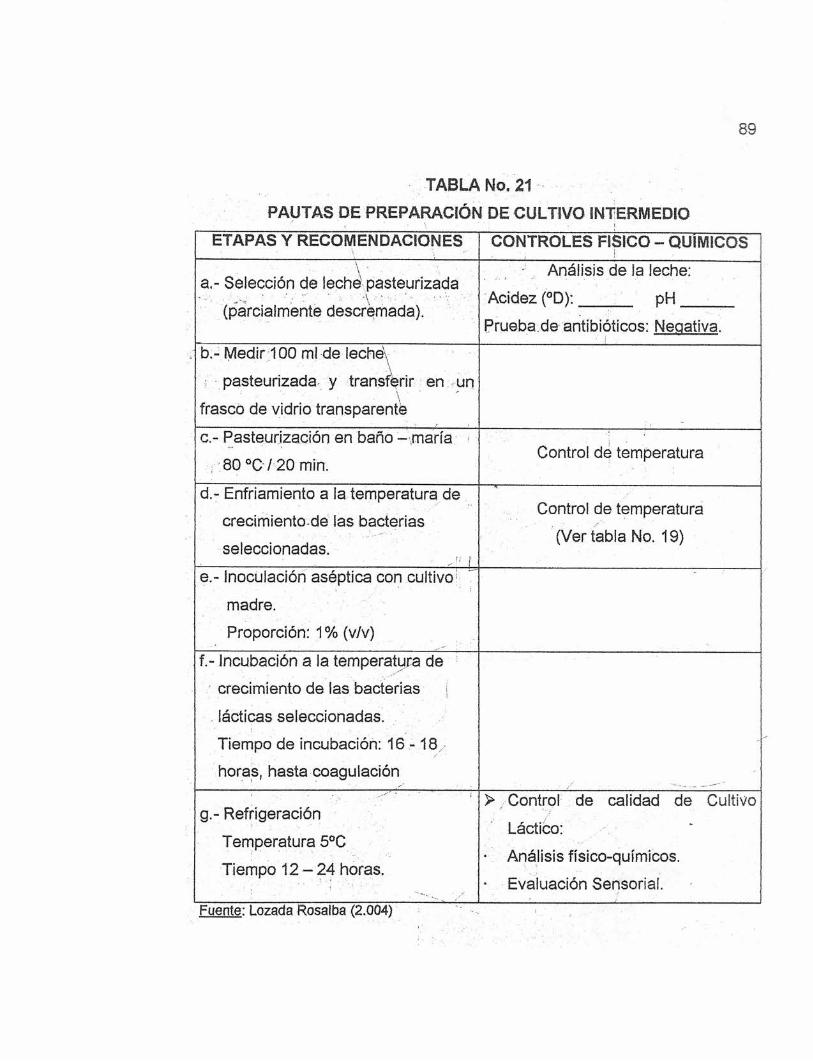
TABLA No. 21PAUTAS DE PREPARACÍÓN DE CULTIVO INTERMEDIO
ETAPAS Y RECOMENDACIONES CONTROLES FISICO - QUIMICOS
a.- Selección de leché pasteurizada
(parcialmente descremada).
Análisis de la leche:
Acidez (°D): pH
Prueba de antibióticos: Neaativa.
b.- Medir 100 mi de leché\
pasteurizada y transferir en un‘ ' . \
frasco de vidrio transparenté
c.- Pasteurización en baño - maría
80 °C / 20 min.Control de temperatura
d.- Enfriamiento a la temperatura de
crecimiento-de las bacterias
seleccionadas.
Control de temperatura
(Ver tabla No. 19)
e.- Inoculación aséptica con cultivo:
madre.
Proporción: 1 % (v/v)
f.- Incubación a la temperatura de
crecimiento de las bacterias
lácticas seleccionadas.
Tiempo de incubación: 16 -18,,
horas, hasta coagulación
g.- Refrigeración
Temperatura 5°C
Tiempo 12 - 2 4 horas.
> Control de calidad de Cultivo
Láctico:
■ Análisis físico-químicos.
• Evaluación Sensorial.Fuente: Lozada Rosalba (2.004)
90
3.- Test para comprobar la actividad acidificante de los cultivos
lácticos:
A -3 . 1 Actividad acidificante:
El concepto'de actividad acidificante se refiere a la capacidad de
producción de ácido .láctico a partir de la lactosa por parte de las bacterias
lácticas, en un tiempo determinado y a una temperatura determinada.
Para comprobar la actividad'acidificante se pueden aplicar dos técnicas:
a.- Realizando mediciones de pH y acidez titulable de la leche inoculada
con el cultivo láctico seleccionado a distintos intervalos de tiempo. En base a
estos resultados se elabora la curva de crecimiento microbiano y se observa
la velocidad de acidificación de las bacterias lácticas.
b.- Mediante la aplicación del test dé acidificación, el cual nos permite
conocer la clase de cultivo: Activo o pasivo.
3.2.- Procedimiento - Test de acidificación :Colocar 10 mi de leche pasteunzada; en un tubo de ensayo previamente
esterilizado.
• Pasterizar a 80 °C durante 20 min.
• Enfriar a 37 °C.• Adicionar 0.3 mi de cultivo madre y agitar cuidadosamente.
• Incubar a 37 °C por tres horas y media i
• Transferir la muestra a un beaker y realizar un control de acidez (método
Dornic).
91
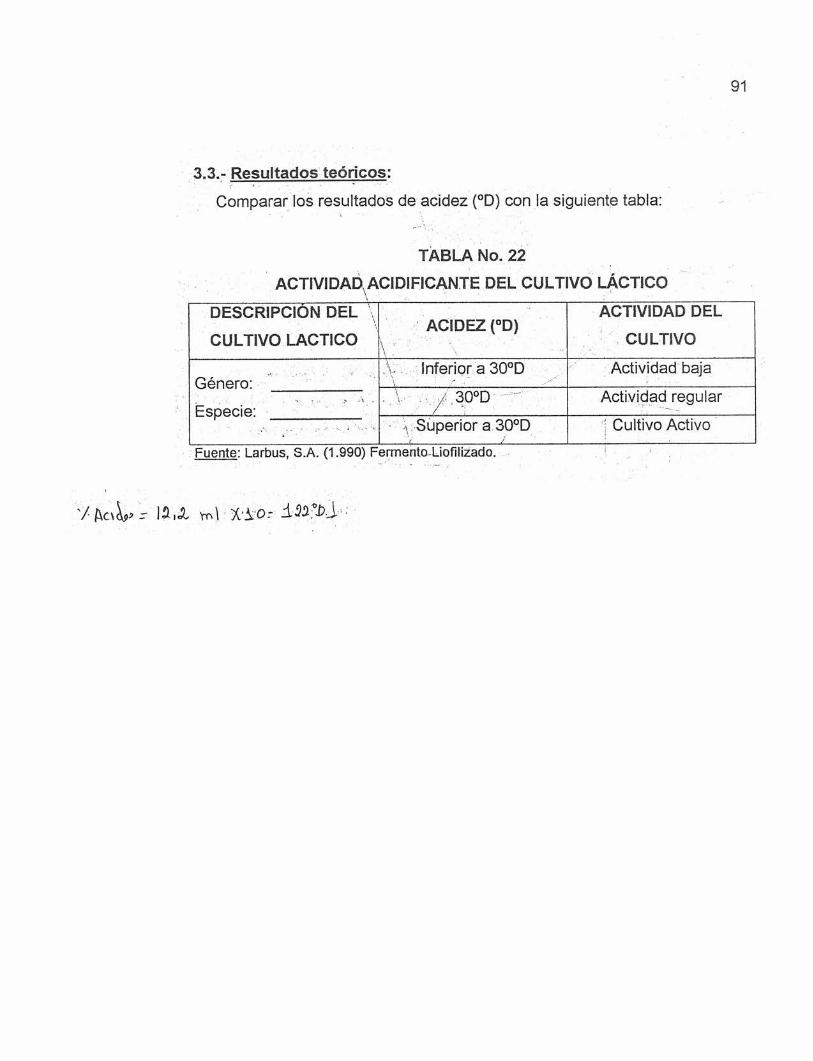
3.3.- Resultados teóricos:Comparar los resultados de acidez (°D) con la siguiente tabla:
TABLA No. 22ACTIVIDAD^ACIDIFICANTE DEL CULTIVO LÁCTICO
DESCRIPCIÓN DEL \
CULTIVO LACTICOACIDEZ (°D)
\ :v" . ■ ■
ACTIVIDAD DEL
CULTIVO
Género:Inferior a 30°D Actividad baja
Especie:30°D ' Actividad regular
- Superior a 30°D ' Cultivo Activo
Fuente: Larbus, S.A. (1.990) Fermento-Liofilizado.
V r l ^ i A . Yrv\ % ' Í ^ O -
92
4.- Controles para comprobar la calidad dé los cultivos lácticos:
4.1.- Análisis físico - químicos:
b.- Expresión de resultados:
El valor obtenido se expresa en grados Dornic, multiplicando el volumen
de NaOH gastado por 10
c.- Resultados teóricos:
Los parámetros de acidez final para un. cultivo láctico están comprendidos
entre 60 - 130 °D (varia según el poder acidificante de la clase de cultivo
láctico utilizado).
4.1.2.- Determinación de pH:
a.- Procedimiento: Í / . -'/■• Medir 40 mi de cultivo láctico y colocar en un beaker.
• Calibrar el pH - metro, con la solución buffer correspondiente pH 4.0.
• Proceder a la determinación de pH y anotar el resultado.
4.1.1-.- Determinación de acidez (método Domici: 13.2,
a.- Procedimiento: /
• Medir 10 mi de cultivo láctico y colocar en un beaker
• Agregar 3 gotas de fenolftaleina y proceder a titular con solución de
NaOH (0.1 N) hasta obtener una coloración rosa pálido 4> <3 ^y\ i ¡ J o O ^
93
b.- Resultados teóricos:
pH 4 .0 -4 .65
4,1.3,- Determinación'de aroma
a.- Actividad aromatizante:
El diacetilo es el compuesto aromatizante más importante en cultivos
lácticos aplicados en la elaboración de mantequilla madurada y quesos
frescos. Se forma a partir deI áci^io cítrico por ciertas especies bacterianas:
Leuconostoc citrovorum y Streptococcus diacetylactis.
b.- Prueba de la creatina:
Es una prueba rápida y sencilla ¡que se puede usar para comparar el
contenido de diacetilo entre varios cultivos lácticos.
c.- Procedimiento:
• Medir 2.5 mi de cultivo láctico en un tubo de ensayo
,/ Adicionar.10 mg de creatipa y 2.5 mi de hidróxido de sodio al 40%
• Agitar la mezcla y dejar reposar para observar la coloración en la
superficie
d.- Resultados:
La formación de un cbíor rojo en la superficie indica la presencia de
diacetilo y la intensidad del color depende de la cantidad de^diacetilo
presente en el cultivo láctico analizado.
94
4.2.- Detección de contaminación bacteriana:
Las contaminaciones bacterianas en cultivos lácticos son en general, poco
frecuentes, si se trabaja en condiciones de higiene adecuadas!. No obstante,
dado el bajo nivel de pH que alcanzan los cultivos lácticos, frecuentemente
ocurren contaminaciones de hongos y levaduras.
4.2.1- Inspección visual:
Si los cultivos se propagan en frascos de vidrio transparentes la
inspección visual consiste en verificar si existe formación de gas o
crecimiento microbiano en la superficie (mohos y levaduras), los cuales
serian evidencia de contaminación
4.2.2.- Observación microscópica:
Para comprobar la pureza bacteriana del cultivo láctico se aplica la■; v - ' ’ V- ■ I
Técnica de GRAM de la siguiente manera:1
a. Extensión:
Consiste en tomar directamente con el asa de platino estéril una muestra
de! cultivo láctico a examinar. Se extiende la muestra sobre üna lámina
portaobjeto con ayuda de una gota de agua estéril. Se extiende
uniformemente en un área de 2 cm.
b. Fijación:
Una vez seca la extensión, se realiza la fijación del frotis, pasando
rápidamente el portaobjetos y por la cara opuesta al preparado sobre la
llama del mechero (3 veces en forma circular).
95
c.. Tinción:
Una vez frío el frotis, el preparado está listo para ser teñido de la siguiente
manera:
• Cubrir con cristal violeta durante un (1) minuto.- ' ' " : : y v . ■
Lavar con agua unos\dos (2) seg.
• tratar con lugol por unY t) min., lavar y secar con pape! absorbente.
Decolorar con alcohol acetona medio minuto (goteando)./.••r \ '•“ '
• Secar con papel absorbénte.
• Colorear con safranina por un (1) minuto.
■ Lavar-con agua destilada y secar.
Observar al microscopio con el objetivo de inmersión (100x) usando
aceite de inmersión.
• Observar resultado: bacterias GRAM positivas: se tiñen de violeta y
bacterias GRAM negativas se tiñen de rosado.
96
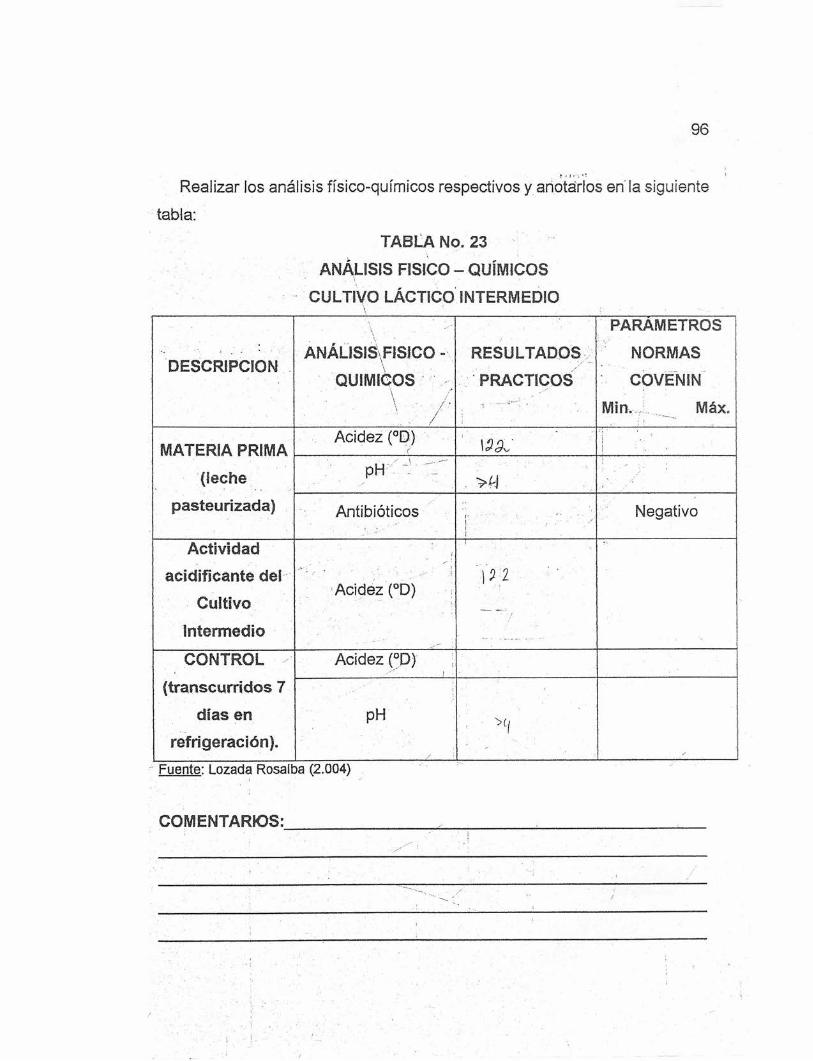
.-ti *•Realizar los análisis físico-químicos respectivos y anotarlos en la siguiente
tabla:
TABLA No. 23
ANÁLISIS FISICO - QUÍMICOS
CULTIVO LÁCTICO INTERMEDIO
DESCRIPCIONANÁLISIS FISICO -
QUIMICOSY - ■■ /'■
, /
RESULTADOSPRACTICOS
PARAMETROS
NORMAS
COVENIN
Min. . Máx.
MATERIA PRIMA
(leche
pasteurizada)
Acidez (°D)f - r h ' ,
ph i : r
Antibióticos i-.----' -• . ; •• •| . . . • ’1 '
Negativo
Actividad
acidificante del Cultivo
Intermedio
Acidez (°D)\9 2
CONTROL
(transcurridos 7
días en
refrigeración).
Acidez (°D)
pH >(í
Fuente: lozada Rosalba (2.004)
COMENTARIOS:
97
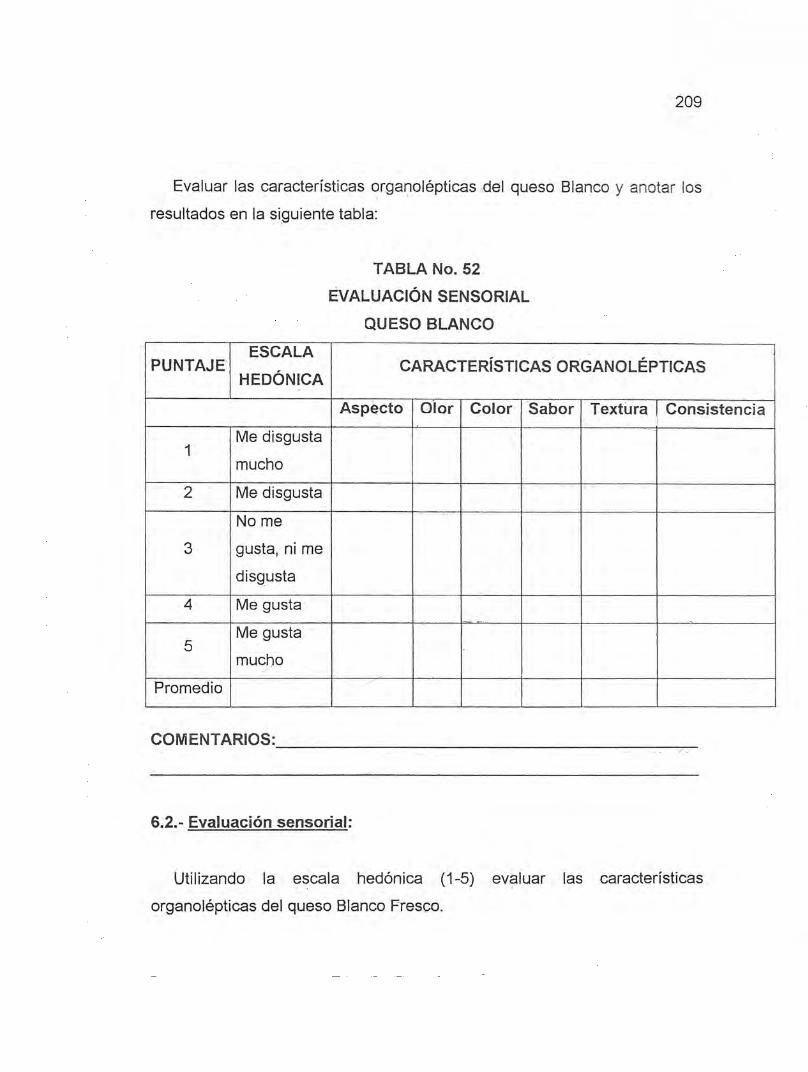
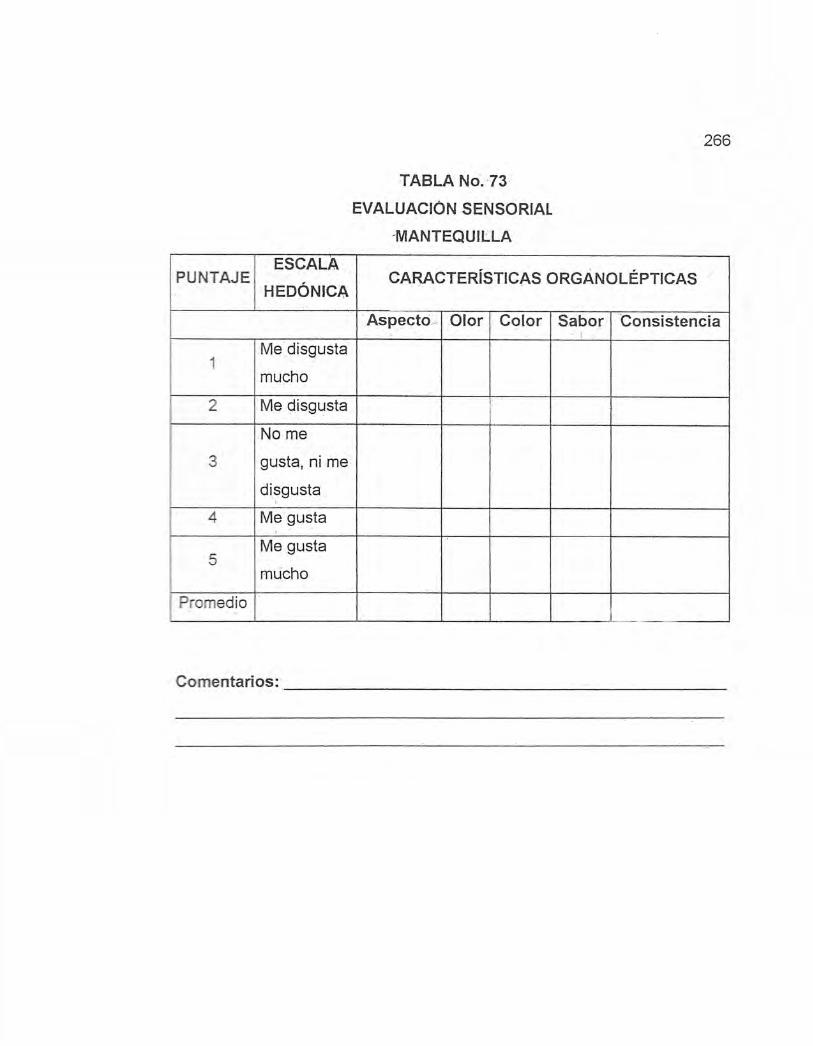
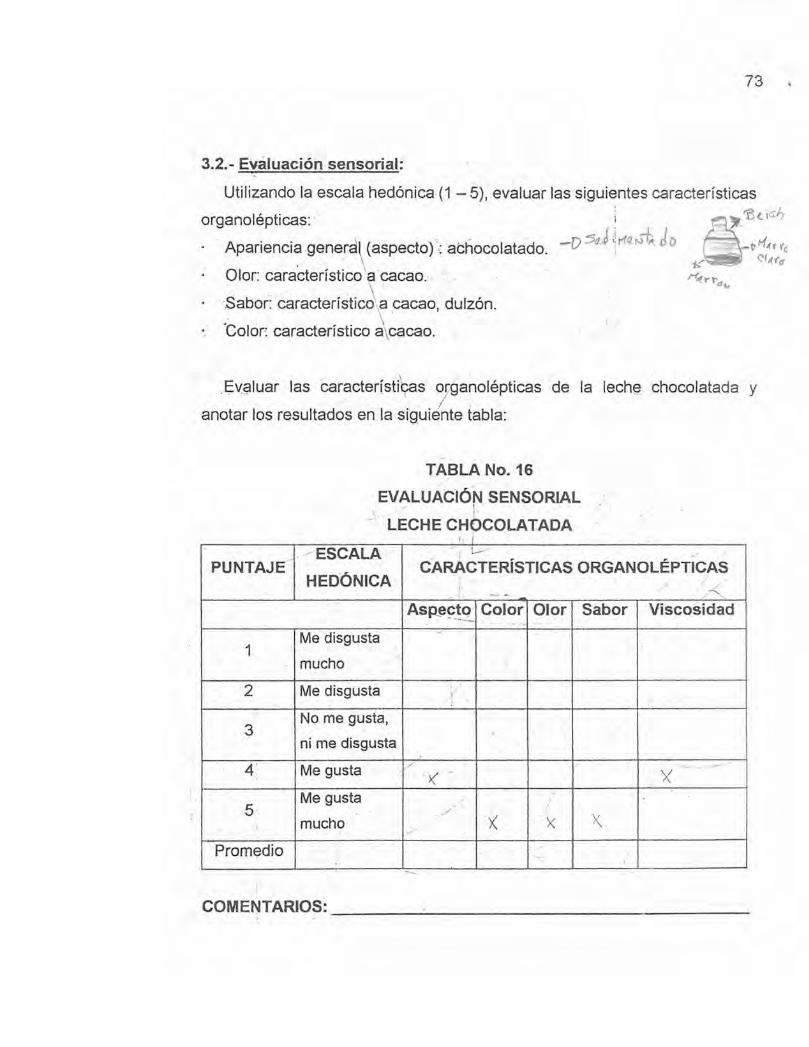
4.3.- Evaluación sensorial:
La calidad del cultivo láctico debe vigilarse constantemente. A tal objeto
se comprueba el aspecto, el ofor, el color, el sabor y consistencia.
Utilizando la escalá hedónica (1 -3 ), evaluar las siguientes características
organolépticas:
• Apariencia general (aspecto) cuajada uniforme y homogénea, sin
desprendimiento de suero. V ''- '
•. Olor: Agradable, aromático. La ausencia de aroma no es
sistemáticamente un defecto a condición que: existan especies
aromatizantes.
• Sabor: Debe asemejarse al del ácido láctico. Si se presenta un sabor
defectuoso (picante) hay que preparar inmediatamente un cultivo nuevo.
• Color: Blanco puro, semejante a la' porcelana.
• Consistencia: Firme, sin exudaciórrOle suero.
NOTA: Si el cultivo es pegajoso; (las bacterias ácidoiácticas han formado
mucosidad). Se deba preparar un cultivo nuevo.
98
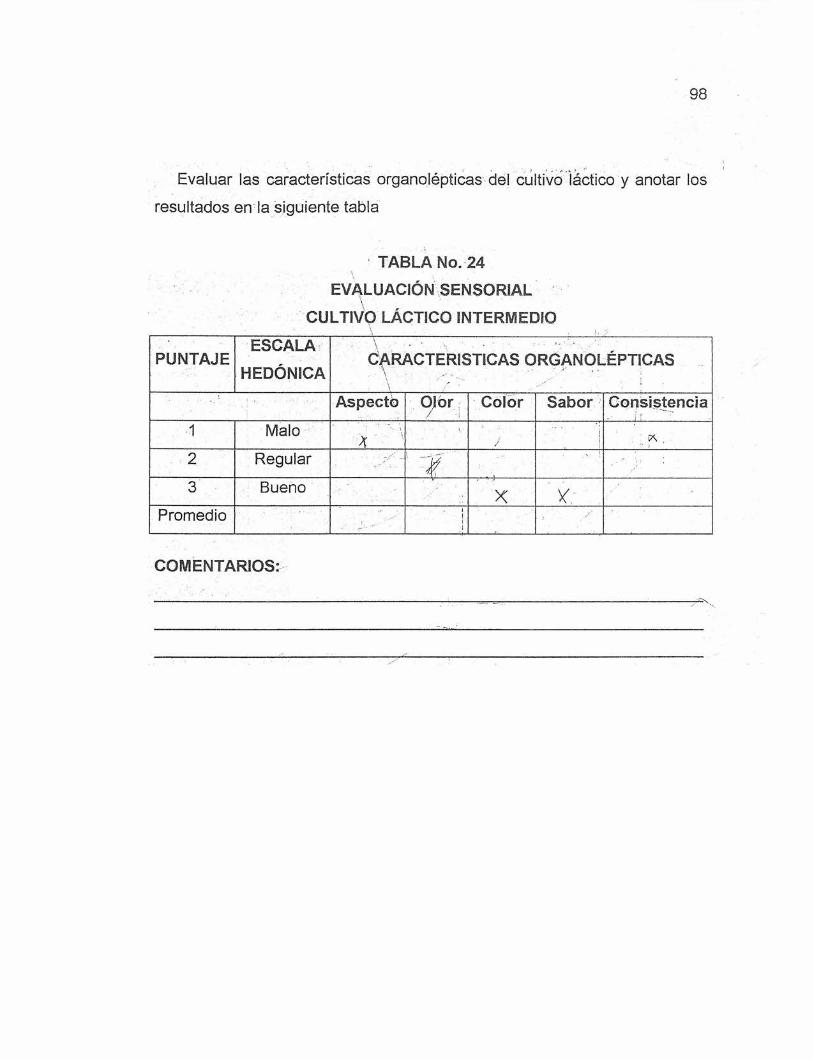
Evaluar las características organolépticas del cultivo láctico y anotar los
resultados en la siguiente tabla
TABLA No. 24
EVALUACIÓN'SENSORIAL
CULTIVO LÁCTICO INTERMEDIO
PUNTAJEESCALA
HEDÓNiCACa r a c t e r ís t ic a s o r g a n o l é p t ic a s ..; ’ \ : / 1 ' . ■ ;
Aspecto Olor ■ Color Sabor■Consistencia
1 Malo*
x : : . v/ p\ ,
2 Regular?
3 Bueno X V.Promedio i
!
¡
COMENTARIOS:
99
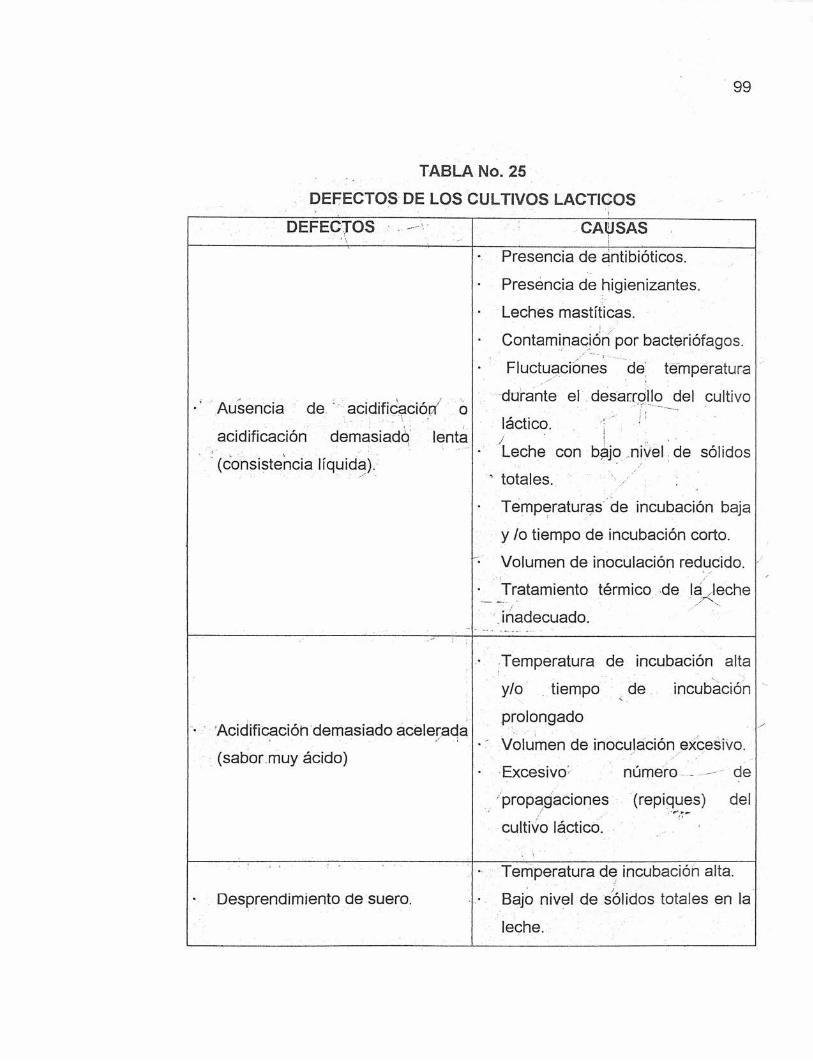
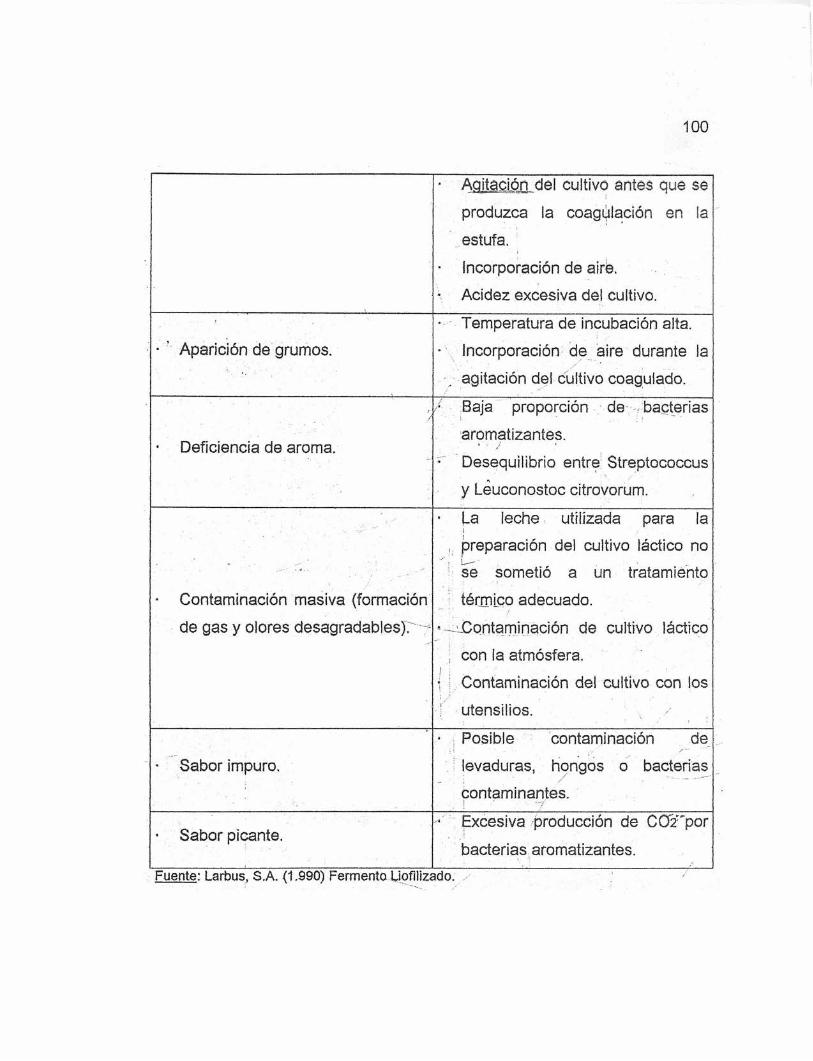
TABLA No. 25
DEFECTOS DE LOS CULTIVOS LACTICOSDEFECTOS CAUSAS
•' Ausencia de acidificación' o
acidificación demasiado lenta
(consistencia líquida).
Presencia de antibióticos.
Presencia de higienizantes.
• Leches mastíticas.
Contaminación por bacteriófagos.
Fluctuaciones de temperatura
durante el desarrollo del cultivo
láctico. :i ’ 1 ./ 1
• Leche con bajo nivel de sólidos
totales.
■ Temperaturas de incubación baja
y /o tiempo de incubación corto.
Volumen de inoculación reducido.
• Tratamiento térmico de la leche
inadecuado.
• Acidificación demasiado acelerada
(sabor muy ácido)
• Temperatura de incubación alta
y/o tiempo de incubación
prolongado
• Volumen de inoculación excesivo.
• Excesivo: número — de
propagaciones (repiques) del
cultivo láctico.
• Desprendimiento de suero.
• Temperatura de incubación alta.
• Bajo nivel de sólidos totales en la
leche.
100
• Agitación del cultivo antes que se
produzca la coagulación en la
estufa.
■ Incorporación de aire.
\ Acidez excesiva del cultivo.
■ ' Aparición de grumos.
• Temperatura de incubación alta.
• Incorporación de aire durante la
agitación del cultivo coagulado.
/
• Deficiencia de aroma.
A. Baja proporción de bacterias
aromatizantes.
r Desequilibrio entre Streptococcus
y Leuconostoc citrovorum.
- Contaminación masiva (formación
de gas y olores desagradables), r
• La leche utilizada para laI ' : . •, preparación del cultivo láctico no
se sometió a un tratamiento
; térmico adecuado.
• Contaminación de cultivo láctico
j con la atmósfera.
{ | Contaminación del cultivo con los
•1 utensilios.
* Sabor impuro.
• Posible contaminación de
levaduras, hongos o bacterias
contaminantes.
• Sabor picante. Excesiva producción de COz'por
bacterias aromatizantes.Fuente: larbus, S.A. (1.990) Fermento üofilizado.
CONSULTAS RECOMENDADAS
A continuación se presenta un listado de preguntaé sobre el material
estudiado, con el propósito de que las desarrolle y de esa manera ayudarle a
completar los conocimientos adquiridos en esta unidad.
a.- ¿En qué consiste.y qué objetivos cumple el proceso de esterilización de la
leche?
b.~ Dé un concepto breve de liofiíización.
c> Mencione algunas de las precauciones necesarias en la preparación y
manipulación de los cultivos lácticos.
d.- Cite cuatro (4) factores que afectan el crecimiento o la actividad
acidificante de las bacterias lácticas.
e - ¿Cuáles son los principales agentes químicos que pueden inhibir el
desarrollo de las bacterias lácticas?;
f.- ¿Qué son los bacteriófagos y cómo afectan la actividad de los cultivos
lácticos?
g.- ¿Qué medidas pueden aplicarse para prevenir la contaminación con
bacteriófagos en una empresa de productos lácteos fermentados?
h.- Describir brevemente el diagrama de preparación industrial de cultivos o
fermentos lácticos.
101
AUTOEVALUACIÓN H!
1 Definir cultivos lácticos:
2 - ¿Con qué finalidad se dtilizan los cultivos lácticos en el proceso de
elaboración de quesos?
3.- Mencione las especies bacterianas apireadas a la elaboración de los
siguientes productos lácteos:
a. - Mantequilla acidificada:_______ _________________________________
b .-Y ogurt : _______ ■ ~ v:~ A* ■ ' f . Y ' - ■ . ó V.. .■ '
c.- Quesos de pasta cocida (Enmental): ,' _
4.- Definir el cultivo D.V.S. (Direct Vat Set):
5.- Definir actividad acidificante:
102
103
6.- Explique en que consiste ef test de acidificación:
7.- ¿Cómo se detecta'|a contaminación microbiana en los cultivos lácticos:
8.- ¿Cuáles son las precaucionas que deben tenerse en la preparación de
cultivos lácticos para evitar la contaminación de la leche con sustancias
inhibidoras del crecimiento microbiano?
9.- ¿Indique ios principales problemas que pueden presentarse en los
cultivos lácticos y en el proceso de fabricación cuando se utiliza leche
contaminada con antibióticos?
10.- ¿Cómo puede determinarse en la leche la presencia de antibióticos?
11.- ¿Cuáles son las principales características de los bacteriófagos y los
problemas que ocasionan en la industria lechera?
UNIDAD IV
LECHES FERMENTADAS
PRACTICA^0 5
OBJETIVOS DE APRENDIZAJE
Conocer los diferentes tipos efe leches fermentadas en función de las
especies bacterianas utilizadas en su elaboración.
Aprender los procesos tecnológicos para la elaboración de: Yogurt firme,
yogurt batido con cultivos probióticos, kumis y kéfir.
Comprender el papel 'que desempeñan las bacterias lácticas
seleccionadas en el procesó de elaboración de los diferentes tipos de
leches fermentadas.
Aprender las modificaciones físico-químicas que se producen en las
leches fermentadas durante el proceso de acidificación (incubación).
Controlar la calidad final de las leches fermentadas mediante la aplicación
de controles físico - químicos y evaluación sensorial.
105
Practica No. 5 LECHES FERMENTADAS
1.- Bases teóricas
1.1.- Definición:
Las leches fermentada'^ resultan del desarrollo de determinadas bacterias
ácido - lácticas (LAB) que modifican los componentes normales de la teche.• • \ - • ' ./ ■' ' ■ ■■ . • ■ _ •. . i ■La lactosa se transforma parcialmente en ácido láctico y las proteínas
experimentan proteolísis mejorando así la digestibilida'd de los productos fermentados:
Cuando'en la producción de leches alcohólicas fermentadas (kumis y
kéfir) se utilizan cultivos que contienen levaduras y bacterias lácticas; los
productos resultantes de la fermentación son: alcohol etílico, CO2 y la leche
se vuelve espumosa.
-1.2.- importancia:
Las leches fermentadas son productos que contribuyen eficazmente a
aumentar el consumo de bebidas lácteas, gracias a la diversidad de sus
sabores y a las propiedades probióticas y terapéuticas de los cultivos
lácticos,
La fermentación láctica, constituyela primera forma de conservación de ía
leche. Se trata de una conservación de duración limitada debida a un valor
de pH bajo, en los productos Jácteos fermentados.
106
1.3.- Ctesíficación de tas técties fermentadas:• Yogurt con bacterias lácticas termófiias
■ Yogurt con cultivos probióticos
• Leche acidófila
■ Kumis
• Kéfir
1.4.-Yogurt:
1.4.1- Definición:
Es un producto obtenido a partir de leche entera o ■ descremada;
normalmente el contenido graso se estandariza para cumplir los requisitos
legales o para adaptarse a las preferencias del consumidor. La fermentación
láctica del yogurt se logra utilizando bacterias termófiias: Streptococcus
thermophillus y Lactobacillus bulgaricus que se desarrollan en el yogurt en
una estrecha simbiosis (vida asociada de microorganismos distintos cojq
beneficio mutuo).
1.4.2.- Criterios de clasificación del yogurt:
a.- Según la consistencia, contenido de sólidos totales -y modo de
preparación:
• Yogurt firme: es un yogurt en el cual la acidificación y el proceso de
coagulación tiene lugar en el envase de venta. Esto significa que la teche
del yogurt no se agita desde el momento de la incubación hasta que el
producto es consumido por el cliente.
La concentración de la leche puede realizarse aplicando dos métodos:
evaporación o adición de leche en polvo (entera o descremada). Esta
108
práctica mejora la consistencia final del yogurt y disminuye la tendencia a
la sinéresis. El porcentaje de sólidos totales oscila entre 16 - 18 %.
• Yogurt batido; es un yogurt que se presenta como: un gef espeso. El
producto es sometido a agitación después de la incubación previo
enfriamiento. El porcentaje de sólidos totales varía entre: 1 4 - 1 5 %.
• Yogurt líquido: es un Yogurt batido con baja viscosidad. El coágulo del
yogur líquido se rompe por medio de mezcladores de alta velocidad o por
homogenización. El porcentaje de sólidos totales está comprendido entre:
• 10-1=3 %,
b.- Según composición de la leche e ingredientes del yogurt:
' Yogurt natural: elaborado con leche y cultivo láctico.
■ Yogurt natural con azúcar: elaborado con leche, cultivo láctico y azúcar.
• Yogurt aromatizado: elaborado con leche, cultivo láctico, azúcar,
saborizante y colorante. Generalmente los edulcorantes, colorantes y
. aromatizantes se adicionan después de la pasteurización para evitar su
degradación térmica. La adición puede efectuarse después de la
fermentación láctica.
• Yogurt con frutas: elaborado con leche, cultivo láctico, frutas, azúcar,
saborizante, colorante y estabilizantes (gelatina, almidón modificado,
agar, goma guar y pectina en concentraciones de 0.3 - 0.5 %),
109
1.5.- Yogurt con cultivos probióticos
Definición:
Los cultivos probióticos, son microorganismos vivos que, después de la
ingestión de cierto número de ellos, ejercen beneficios, sobre la salud más
allá de la nutrición básica natural.
Los cultivos probióticos \se pueden aplicar a productos lácteos
fermentados, en carnes, en embutidos y en alimentos para animales.
1.5.2.- Microorganismos probióticos y sus efectos en la salud humana:
• Inmunidad al tubo digestivo pará la prevención de infecciones intestinales.
• Ayuda a la reconstrucción de la flora intestinal tras haber sido deteriorada
por un tratamiento de antibióticos.
• Síntesis de vitaminas del complejo B y Vitamina K.
■ Mejoran la absorción del calcio.
• Reducen niveles de colesterot.
• Acción contra bacterias patógenas y .putrefactivas.
• Mejoran la digestión de la lactosa, en personas que presentan deficiencia
a la lactasa, enzima que facilita el metabolismo dé la lactosa; es decir que
las personas que son intolerantes a la lactosa, pueden consumir leches
fermentadas con cultivos probióticos, pues estos productos fermentados a
través de sus microorganismos convierten el azúcar de la leche en ácido
láctico que es de mayor 'tolerancia, i Los maléstares que provoca ¡a
intolerancia a la lactosa, como diarrea, gases e inflamación estomacal
desaparecen o se reducen con ios probióticos.
110
1.5.3.- Principales microorganismos probióticos:
• Lactobacillus acidophillus
• Lactobacillus cas'ei
• Lactobacillus helvéticus— - —
• Lactobacillus plantárum
• Lactobacillus reuteri
■ Lactobacillus rhamnosus
■ Bifidobacterium bifidum
• Streptococcus faecium
1.6.- Leche acidófila:
1 .6 .1 Definición:
La leche acidófila es una leche terapéutica tradicional fermentada con
Lactobacillus acidophillus.
1.6.2.- Proceso de elaboración:
La leche acidófila puede obtenerse a partir de leche desnatada o entera,
aplicando un tratamiento térmico de; unos 95 °C durante 1 hora, con el fin de
reducir la carga microbiana y de favorecer el lento crecimiento de
Lactobacillus acidophillus. La leche se siembra con un inoculo de 5%, y se/ i ... . _ .. ’ ' y'— • "?■
incuba a 37 °C hasta la coagulación.
111
1.7.- Kumis:
1.7.1.- Definición:\ . ■ j
Ei kumis se obtiene a partir de leche Antera o desnatada a la que se
adiciona sacarosa. Como\cuitivos iniciadores se utilizan: Lactobacillus
acidophillus, Lactobacillus bulqaricus v las levaduras Kluvveromvces lactis.
1.7.2.- Proceso de elaboración:■■7., :r.\ -'■■■■■'Y:...-..-- '
El kumís puede obtenerse aplicando a la leche un tratamiento térmico de
90 - 93 °C durante 5 minutos y después de enfriar a 28 °C se adicionan los
cultivos iniciadores en una proporción del 10 - 30 % en basé al volumen de
leche. La feche sembrada se incubara 28 °C durante 24 horas hasta que se
alcanzan los niveles de acidez y alcohol etanól.
Finalizada la incubación el producto I se refrigera a unos 15 °C y se
almacena para conseguir una consistencia suave. En muchos casos,
después de su envasado en botellas, eL kumis se mantiene durante 1 - 4
días a temperatura ambiente para permitir !a_producción de gas (CO2).
1.8.- Kéfir:
1.8.1.-Definición:
El kéfir es una bebida espumosa, ácida y alcohólica, de consistencia
cremosa elaborada a partir de leche entera y fermentada con los granos de
kéfir, (son granulos gelatinosos de 2 - 15 mm de diámetro que están
compuestos por una mezcla de microorganismos agrupados de una^forma
muy organizada). Los microorganismos presentes en los granos de kéfir son
variables, aunque siempre se encuentran levaduras lácticas: Candida kéfir y
bacterias lácticas tales como: Streptococcus cremoris, Streptococcus lactis.
Lactobacillus acidophillus y Lactobacillus casei.
112
1.8.2.-'Proceso de elaboración:
El kéfir puede obtenerse aplicando a la leche un tratamiento térmico de
95 °C durante 5 minutos. En el proceso se desnaturalizan fas proteínas del
suero y mejora la consistencia del producto. La leche se enfría a 20 - 25 °C y
se inocula con los granos de kéfir en la proporción de 3 - 8 % (p/v);
La leche sembrada, se incuba a .20 - 25 °C durante 24 horas
aproximadamente. Al finaf de este período los granos de kéfir se separan con
un colador y se lavan en agua fría para ser reutilizados.
Finalizada la incubación\el producto se envasa en botellas y se refrigera
durante varias horas, para que el coágulo se estabilice. En algunos casos las
botellas se conservan de 1 a 4 días a 15 °C (maduración) para permitir la
producción de alcohol etanoí.
1 *9.~ Modificaciones físico - químicas de los componentes de la leche
durante la fabricación de yogurt:
1.9.1.- Homoqenización:
. La leche se debe homogeneizar con el propósito de mejorar el sabor e
impedir el desnatado. También inflüye en la formación del coágulo del yogurt.
En primer lugar, la homogeneización reduce el tamaño de los glóbulos
grasos y como consecuencia aumenta la viscosidad. En segundo lugar, la
sinéresis disminuye debido ai .aumento del carácter hidrofílico de las micelas
de caseína.
t .9.2 - Pasteurización:
Es fundamental que la leche se pasteurice a temperatura alta para lograr
la debida consistencia del yogurt. La relación más favorable es la siguiente:
88 - 95 °C en 1 0 - 5 minutos. Las ventajas de la pasteurización alta son las
siguientes:
113
Floculación de las proteínas del lactosuero, lo cual reduce la sinéresis e
impide así el desuerado,
• Mayor efecto germicida, de taLmanera que las bacterias! del yogurt no
pueden ser inhibidas en,su desarrollo por otras cepas extrañas.
1.9.3.- Incubación (coagulación ácida):
El proceso de acidificación qle las bacterias del yogurt durante el proceso
de incubación es el siguiente:. Los estreptococos crecen rápidamente y
•estimulan con su acidificación el desarrollo de los lactobacilos. Estos se
caracterizan por ser proteolíticos es decir, hidrolizan la proteína produciendo
aminoácidos (valina), beneficiando así el desarrollo de los estreptococos.
Con esta simbiosis se logra la acidificación' de la leche con mucha más
rapidez que si actúan ambas especies por separado.
La temperatura y la duración de la incubación así como la cantidad del
cultivo inoculado influyen sobre la proporción final entre ambas especie^
bacterianas. Esta proporción influye también sobre la aromatización del
yogurt. El pH final de coagulación durante la incubación está comprendido! ; .
entre: 4.6 - 4.9. A pH (4.65) se coagulan; la mayor parte de las fracciones de
Ja caseína, por lo que ese valor se considera como punto isoeléctrico.
114
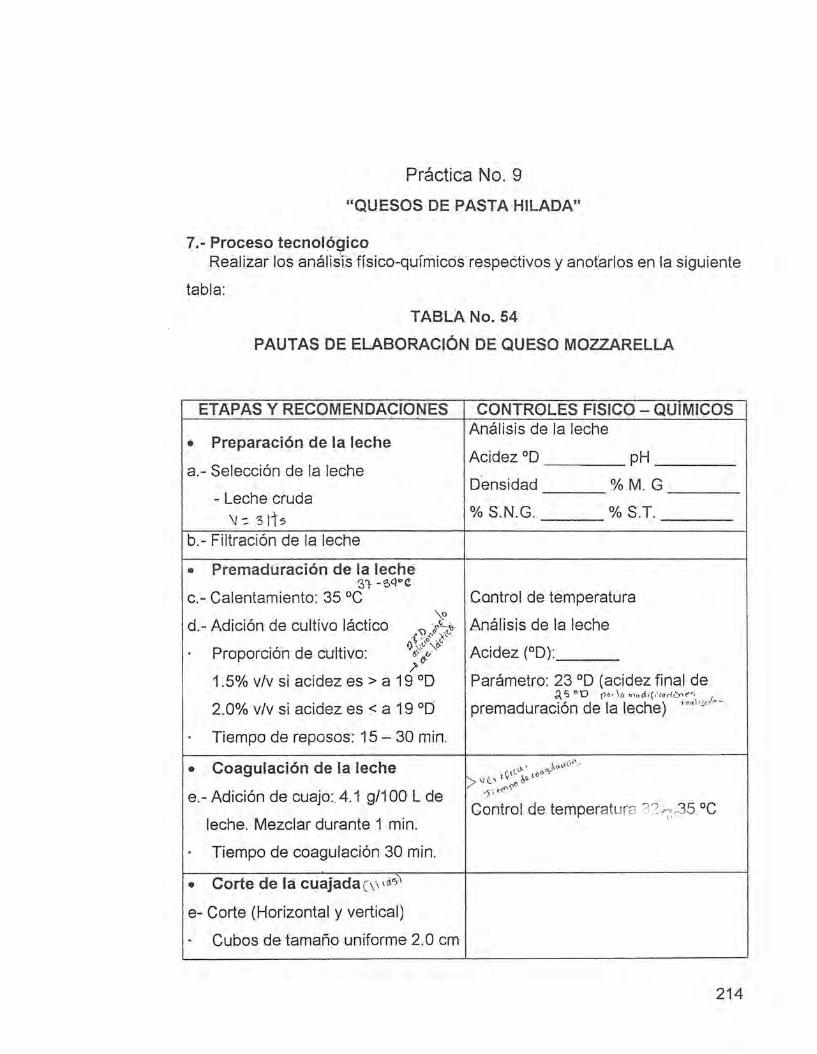
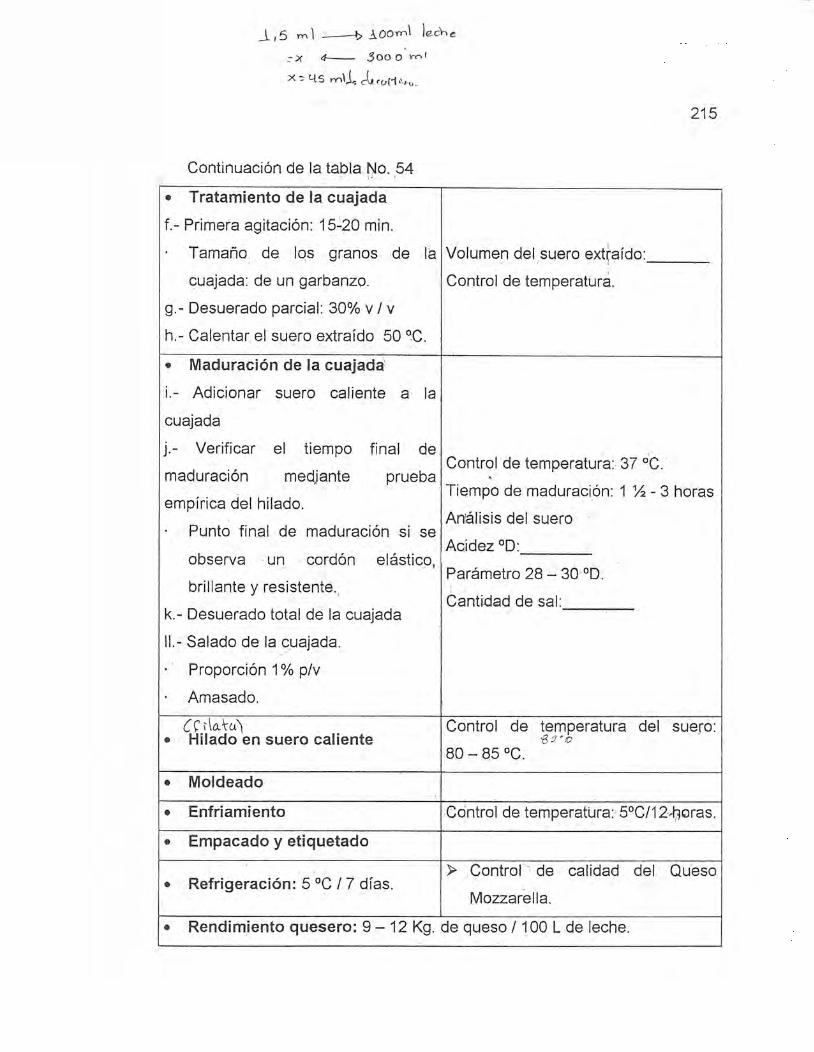
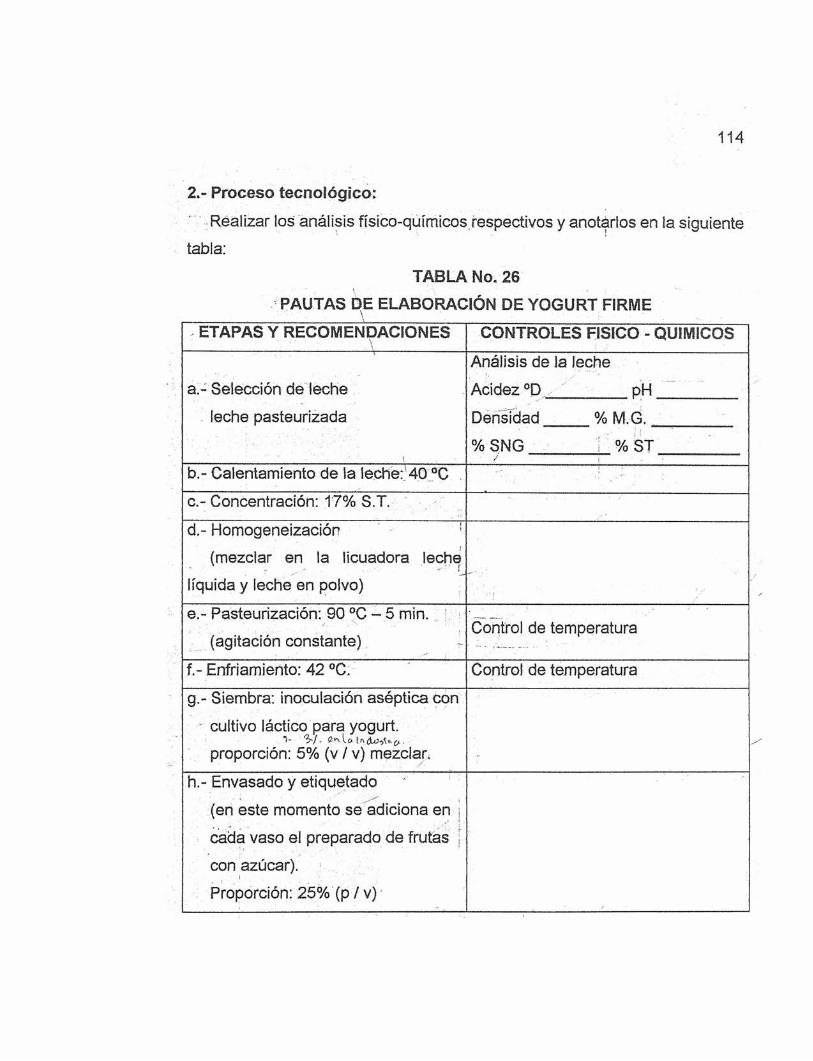
2.- Proceso tecnológico:
Realizar los análisis físico-químicos respectivos y anotarlos en la siguiente tabla:
TABLA No. 26
PAUTAS DE ELABORACIÓN DE YOGURT FIRME
ETAPAS Y RECOMENDACIONES CONTROLES FISICO - QUIMICOS
a.- Selección de leche
leche pasteurizada
Análisis de la leche
Acidez °D pH
Densidad % M.G.
% SNG 1 • % ST/ í .b.- Calentamiento de la leche: 40 °C
c.- Concentración: 17% S.T.
d.- Homogeneización 1
(mezclar en la licuadora leche
líquida y leche en polvo)
e.- Pasteurización: 90 °C - 5 min.
(agitación constante) 1Control de temperatura
f.- Enfriamiento: 42 °C. Control de temperatura
g.- Siembra: inoculación aséptica con
cultivo láctico para yogurt.V S-/. ¡Z'-N la í f \ d u ■
proporción: 5% (v / v) mezclar.
h.- Envasado y etiquetado
(en este momento se adiciona en
cada vaso el preparado de frutas [
con azúcar).
Proporción: 25% (p / v)
Ví'TOlp-f''íí'-> c. %
g?°c - * ^ 5x£ e3
,0 ^ 5 0 ^ ™ ° . op /%OV” ''n\ ( . ., ù 3 ^ / . „ r ÀqIAk Pir'"ì0 ■.^anks> uotoW"' y: 'I ■
^ '. p o r v W rv i l C p -U . I O .
pietípiVa-
v \ ■ " '~ 'C ^
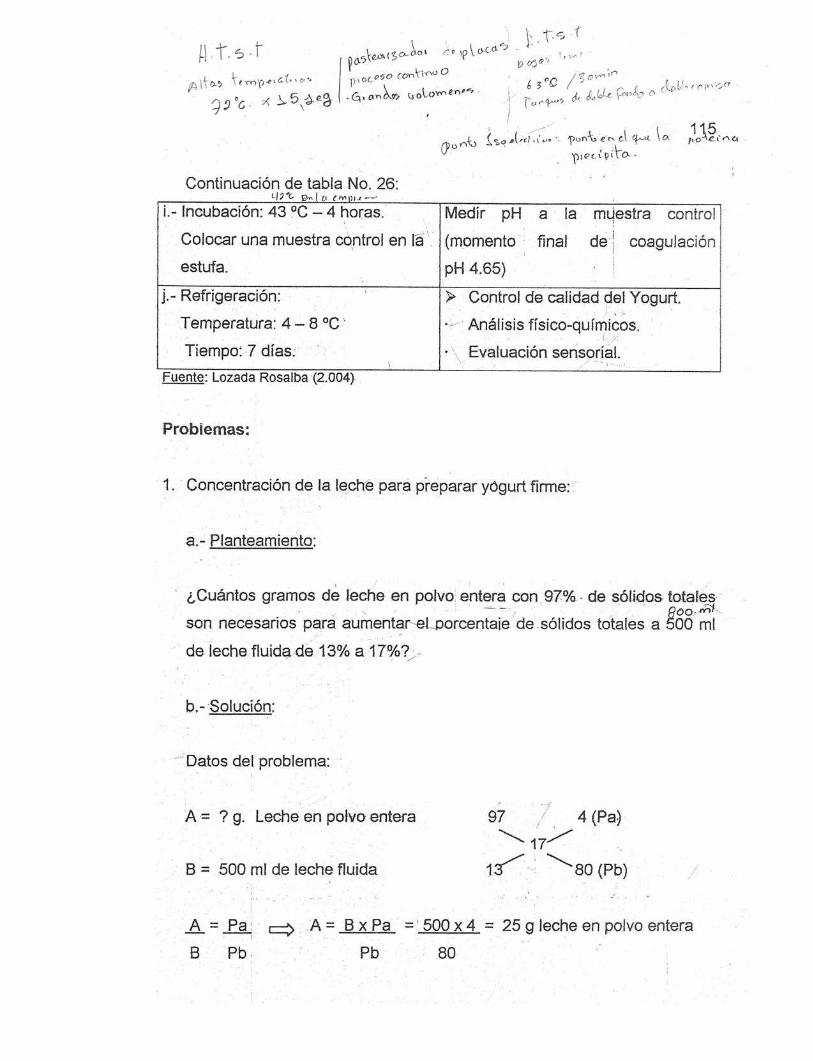
Continuación de tabla No. 26:
i.- Incubación: 43 °C - 4 horas.
Colocar una muestra control en la
estufa.
Medir pH a la müestra control
(momento final de ! coagulación
pH 4.65)
}.- Refrigeración:
Temperatura: 4 - 8 °C
Tiempo: 7 días.
> Control de calidad del Yogurt.
Análisis físico-químicos.
• Evaluación sensorial.Fuente: Lozada Rosalba (2.004)
Problemas:
1. Concentración de la teche para preparar yógurt firme:
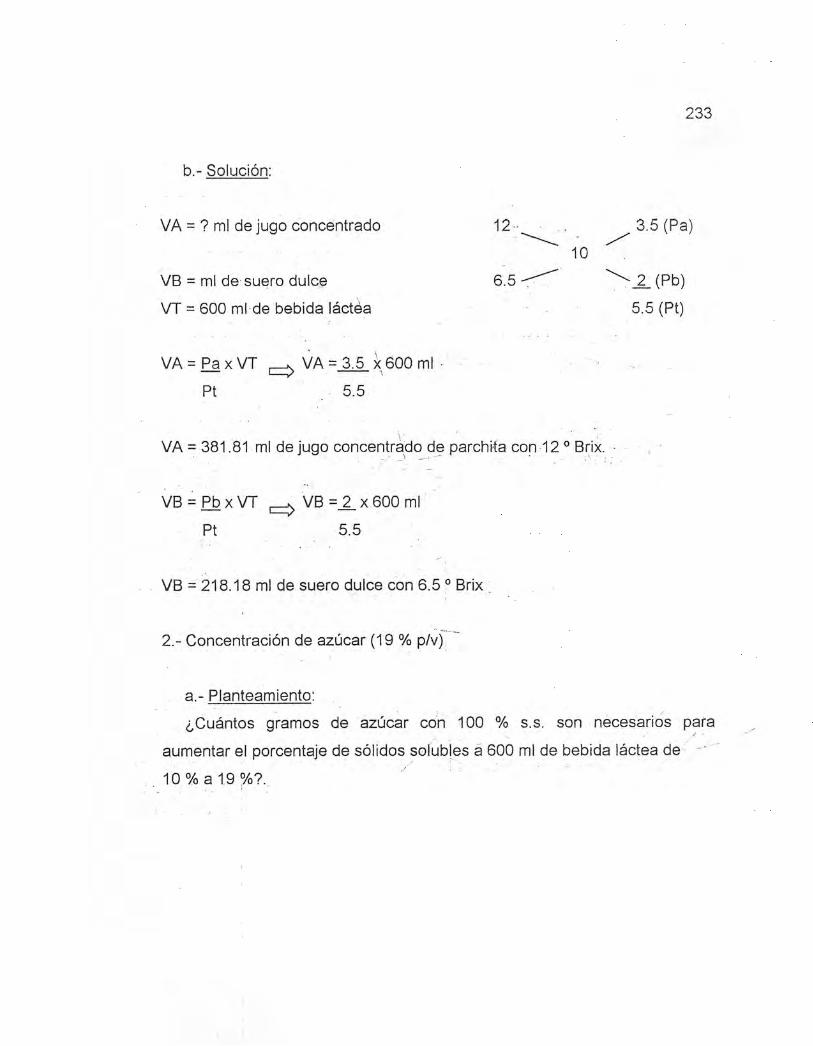
a.- Planteamiento:
¿Cuántos gramos de leche en polvo entera con 97%- de sólidos totales: S -■ ! — flOO• "TÍ -
son necesarios para aumentar eLporcentaie de sólidos totales a 500 mi
de ¡eche fluida de 13% a 17%?
b.- Solución;
Datos del problema:
A = ? g. Leche en polvo entera
B = 500 mi de leche fluida
97 / 4 (Pa)\ 1 7 ^
1 3 ^ " ^ 8 0 (Pb)
A. = Pa i— \ A = B x Pa = 500 x 4 = 25 g leche en polvo entera
B Pb Pb 80

116
2. Preparado de frutas con azúca
2.1.- Preparación de almíbar:
a,- Planteamiento: >
¿Cuántos gramos de^azúcar son necesarios para preparar 400 mi de
almíbar con 60 0 Brix?
b.- Solución:
Sabiendo que: 1 0 Brix > 1% S.S. es decir: 1g de azúcar / 100 mi de
solución
Entonces: 60 ° Brix = 60% S.S.
Por lo tanto;
Si para 100 mi de almíbar se necesitan 60 g de azúcar
para 400 mi de almíbar se necesitan x
X = 240 g de azúcar
Conociendo que: Solución ~ soluto + solvente
Se deduce que: Solvente = solución - soluto
Es decir; volumen de agua = 400 - 240
volumen de agua = 160 mi.
117
2.2.- Proporción de fruta:
a.- La fruta previamente seleccionada se lava y se corta en tronos pequeños
y se adiciona al almibaren la proporción 2 : 1 es decir, dos partes de fruta y una parte de almíbar.
b.- Se procede a calentar el almíbar y la fruta, hasta lograr la concentración
indicada (60 °Brix).
c.- Se envasa y se adiciona al yogurt en la proporción de 25 30 % (p/v).
118
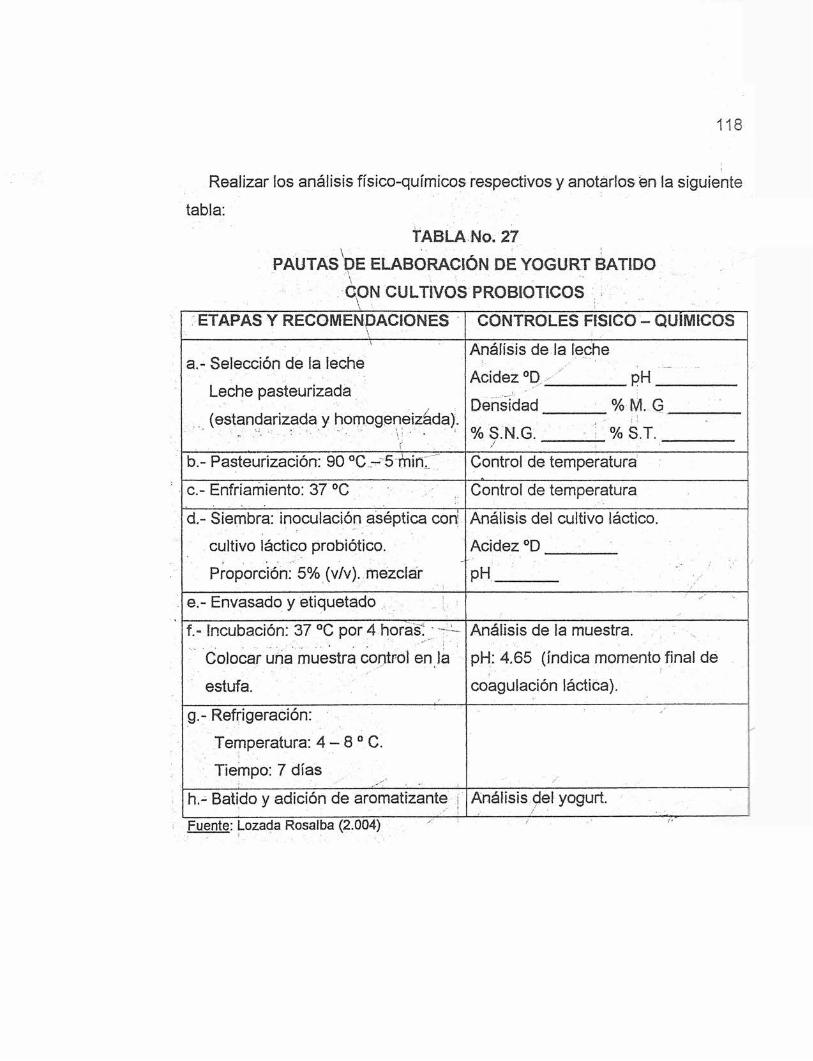
Realizar los análisis físico-químicos respectivos y anotarlos en la siguiente
tabla:
TABLA No. 27
PAUTAS DE ELABORACIÓN DE YOGURT BATIDO
CON CULTIVOS PROBIOTICOS
ETAPAS Y RECOMENPACIONES CONTROLES FISICO - QUIMICOS
a.- Selección de la leche
Leche pasteurizada
(estandarizada y homogeneizáda).
Análisis de la teche
Acidez °D pH
Densidad % M. G
% S.N.G. % S.T.
b.- Pasteurización: 90 °C - 5 min. Control de temperatura
c.- Enfriamiento: 37 °C Control de temperatura
d - Siembra: inoculación aséptica conT
cultivo láctico probiótico.
Proporción: 5% (v/v). mezclar
Análisis del cultivo láctico.
Acidez °D
PH
e.- Envasado y etiquetado
f.- Incubación: 37 °C por 4 horas.
Colocar una muestra control en Ja
estufa.
Análisis de la muestra.
pH; 4.65 (índica momento final de
coagulación láctica).
g.- Refrigeración:
Temperatura: 4 - 8 0 C.
Tiempo: 7 días
h.~ Batido y adición de aromatizante j Anáfisis del yogurt.
Fuente: Lozada Rosalba (2.004)
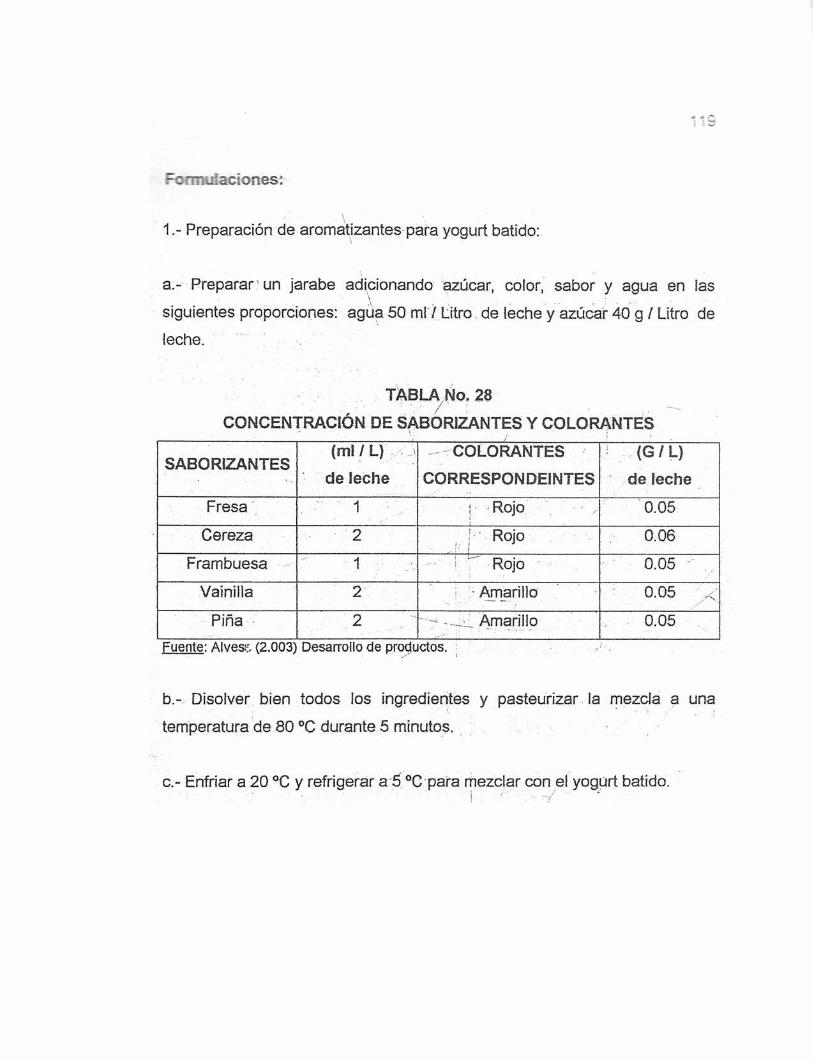
Formulaciones:
1.- Preparación de aromatizantes para yogurt batido:
a.- Preparar un jarabe adicionando azúcar, color, sabor y agua en las
siguientes proporciones: agua 50 mi7 Litro de leche y azúcar 40 g I Litro de leche.
TABLA No, 28CONCENTRACIÓN DE SABORIZANTES Y COLORANTES
SABORIZANTES(ml 1 L) '
de lecheCOLORANTES
CORRESPONDEINTESi (G / L)
de lecheFresa 1 ¡ Rojo 0.05
Cereza 2 ' Rojo 0.06
Frambuesa 1 - : ' Rojo 0.05
Vainilla 2 • Amarillo 0.05 .<;
Piña 2 Amarillo 0.05Fuente: Alvess (2.003) Desarrollo de productos.
b.- Disolver bien todos ¡os ingredientes y pasteurizar la mezcla a una
temperatura de 80 °C durante 5 minutos.
c.- Enfriar a 20 °C y refrigerar a 5 °C para mezclar con el yogurt batido.
120
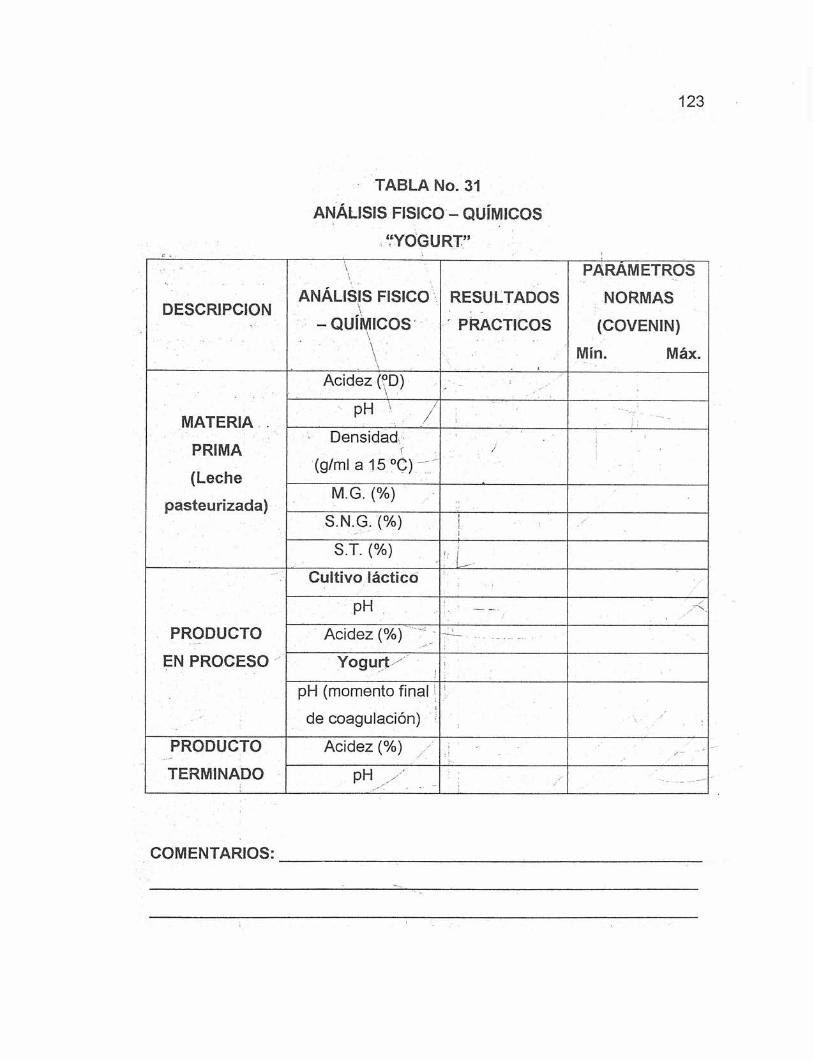
3.- Controles para comprobar ia calidad de leches fermentadas “Yogurt Fírme y Yogurt Batido”
3.1.- Análisis físico -V químicos:v
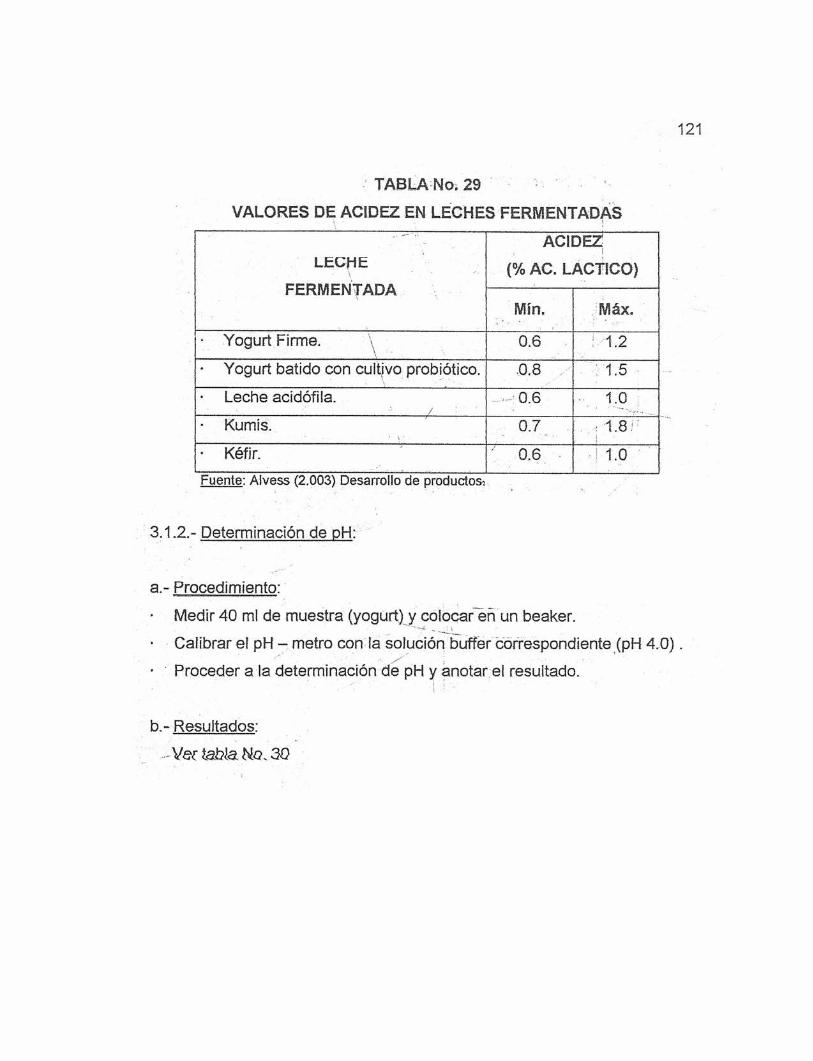
3.1.1.- Determinación dé acidez f% de ácido láctico):
a.- Procedimiento:
• Colocar 10 g de muestrá (yogurt) en un cilindro graduado (cap.100cc).
Diluir con agua destilada hasta completar 100 mi de solución y mezclar
uniformemente.
Pipetear 10 mt de la solución y colocar en un beaker (10 mi de solución
corresponde a 1 g de yogurt).
• Agregar 3 gotas de fenolftaleína y .proceder a titular con solución NaOH- v t
(0.1 N) hasta obtener una coloración rosa pálido.
• Anotar el número de mi de NaOH gastados.
b.- Expresión de resultados:
El porcentaje de acidez se expresa según la siguiente fórmula:
% de acidez = Vb x Nb x Pmeq (ac. Láctico) x 100
<3 (muestra original)
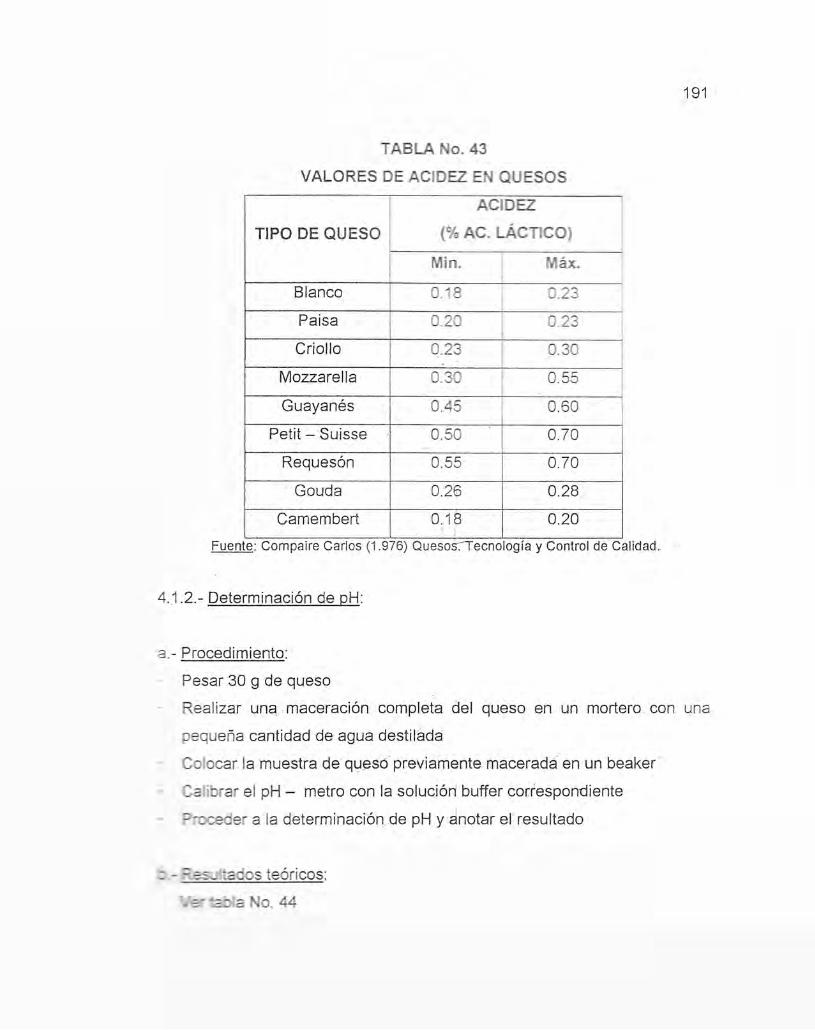
c.- Resultados:
Ver tabla No. 29.
121
TABLA No. 29
VALORES DE ACIDEZ EN LECHES FERMENTADAS
LECHE
FERMENTADA
ACIDEZI(% AC. LACTICO)
Mín. Máx.
• Yogurt Firme. \ 0.6 : 1.2
• Yogurt batido con cultivo probiótico. 0.8 : 1.5
Leche acidófila. .*-! 0.6 1.0
Kumís. 0.7 ; 1.8
• Kéfir. ' 0.6 •| 1.0Fuente: Alvess (2.003) Desarrollo de productos:
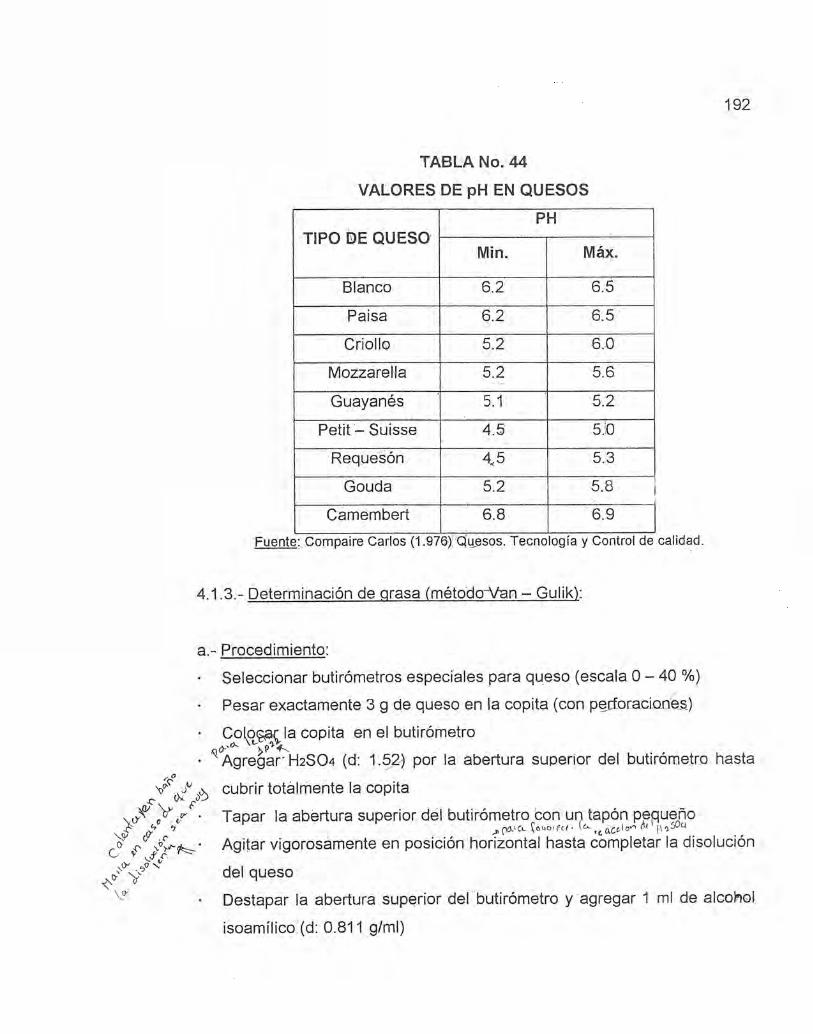
3.1.2.- Determinación de pH:
a.- Procedimiento:
• Medir 40 mi de muestra (yogurt) y colocaren un beaker.
• Calibrar el pH - metro con la solución buffer correspondiente (pH 4.0).
• Proceder a la determinación de pH y anotar el resultado.
b.- Resultados:
Ver tabla No. 30
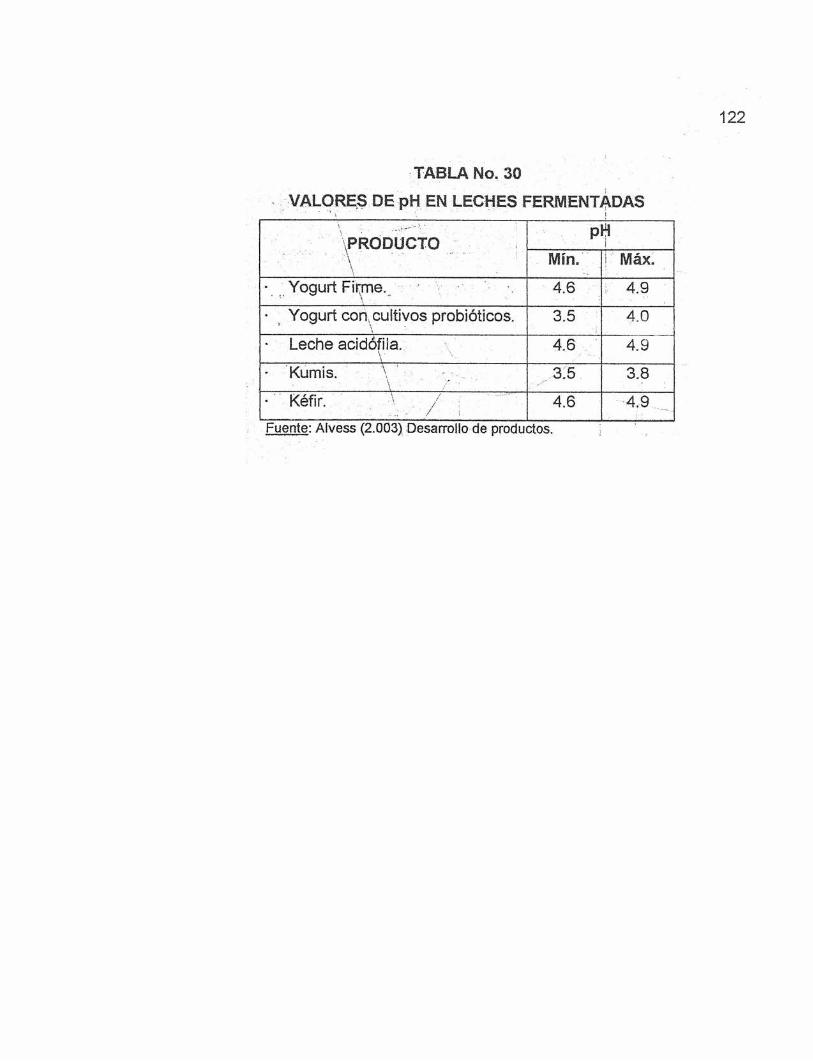
TABLA No. 30VALORES DE pH EN LECHES FERMENTADAS
PRODUCTOV
pH1 'Mín. ! Máx.
• Yogurt Firme. 4.6 4.9
• Yogurt con. cultivos probióticos. 3.5 4.0
• Leche acidófila.... .............. - - -..\ .... ‘
4.6 4.9
• Kumis. \ '■ . \ / ■3.5 3.8
■ Kéfir. i • / 4.6 4.9Fuente: Alvess (2.003) Desarrollo de productos.
123
TABLA No. 31
ANÁLISIS FISICO - QUÍMICOS
“YOGURT”
DESCRIPCION
A
ANÁLISIS FISICO-QUÍMICOS
■ \
RESULTADOSPRACTICOS
PARÁMETROS
NORMAS
(COVENIN) Min. Máx.
MATERIAPRIMA(Leche
pasteurizada)
Acidez (°D)
pH "■ /Densidad
■ <(g/ml a 15 °C)
M.G. (%)
S.N.G. (%) i| ; ' r
S.T. (%) f; ¡: l ,-
PRODUCTO
EN PROCESO
Cultivo láctico
pH -■rr-,
Acidez (%) - ..................................
Yogurt
pH (momento final \
de coagulación)
PRODUCTOTERMINADO
Acidez (%)
pH ------ "
COMENTARIOS:
124
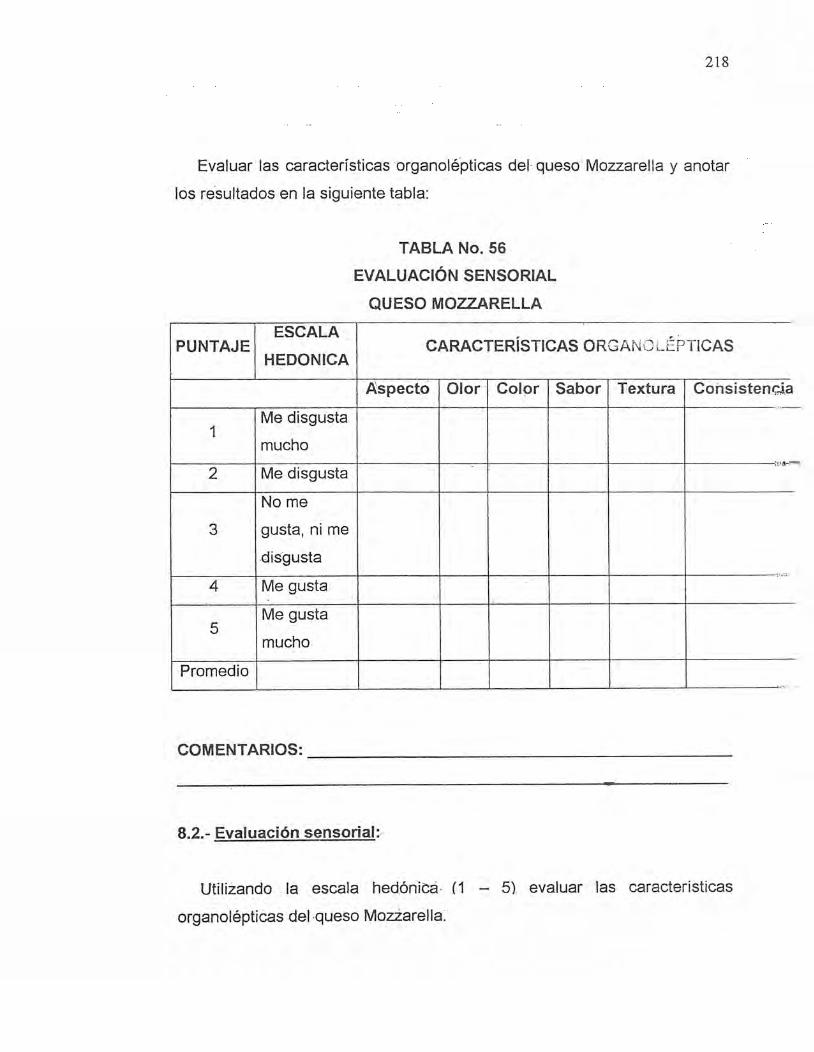
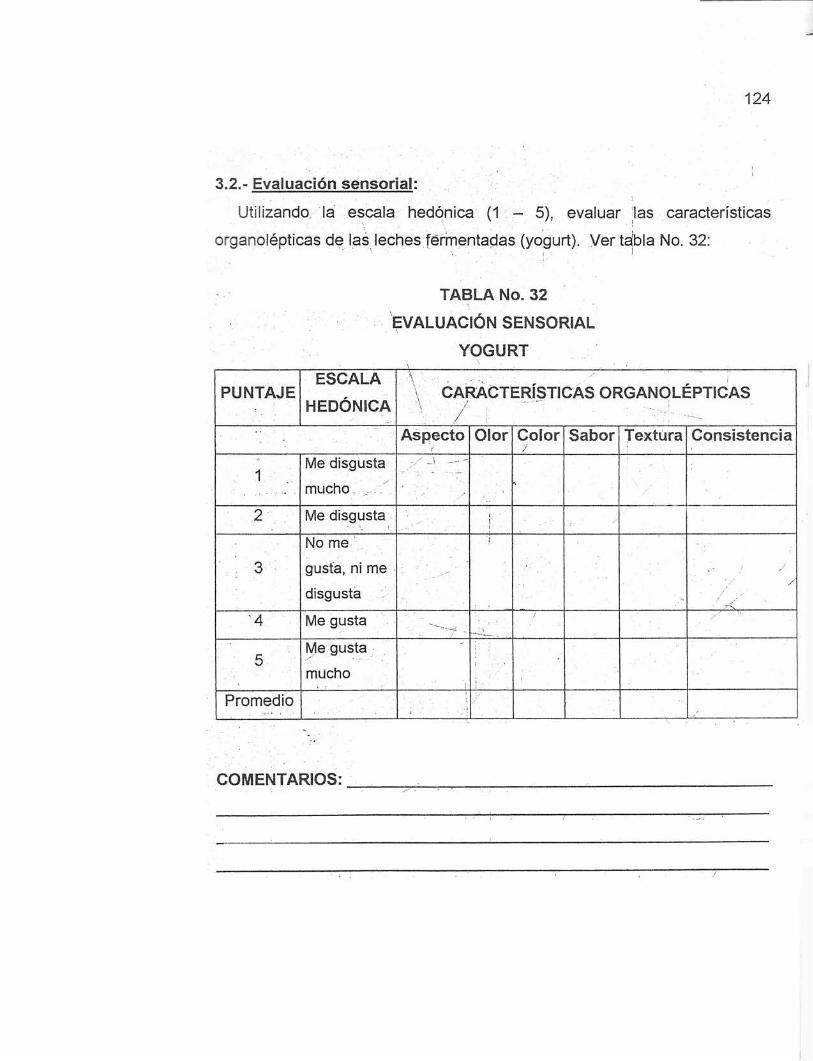
3.2.- Evaluación sensorial:
Utilizando la escala hedónica (1 - 5), evaluar las características
organolépticas de las leches fermentadas (yogurt). Ver tajbla No. 32:
TABLA No. 32
EVALUACIÓN SENSORIAL
YOGURT
PUNTAJEESCALA
HEDÓNICA
-V.'. • *. . í y CARACTERÍSTICAS ORGANOLÉPTICAS
Aspecto Olor Color Sabor Textura Consistencia
1Me disgusta mucho, y
: -
2 Me disgusta í
3No me gusta, ni me disgusta
i
/
4 Me gusta■ ■ ~~ ;
5Me gusta mucho
i
Promedio
COMENTARIOS:
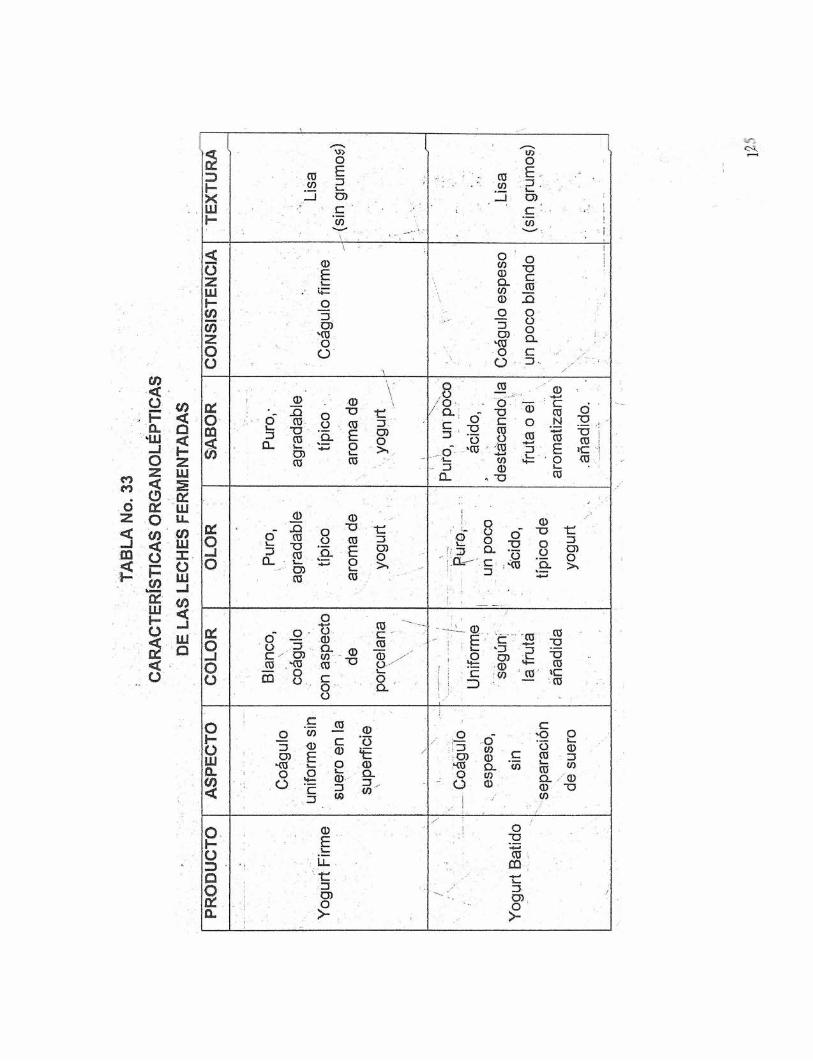
TABL
A No
. 33
CARA
CTER
ÍSTI
CAS
OR
GA
NO
LÉPT
ICA
S DE
LA
S LE
CHES
FE
RM
ENTA
DA
S§=)l—XUJJ-
<OzUJI-V)m
zoo
Q¿Om<
O-JO
OíO_ lOo
oJ—oUJo.<0<
oh-oooa :
a.
03en
M>OE3i—
O)c ' en
<D
O3O)
SUOO
Oi_3CL
J®_Qco*ocui—O)CO
<13O T3 teo 03 oQ_ E 03oh—* 2
03>.
3CL
0)la■o20303
O<13■o te
O CO o■q . E 03O>>2
03
OOceJOca
oo03SOOO
Oo0)CLen03COo
<D"O
03 C " JO03o1—oa .
cO eno <13O) H
su v_o £
O c. 3
joc<33
Oen
'gt®CLOen
®Ee_Ll•teo03o>■
03en
OenoCLen03OO03SOo
o
u>OE o .03 C ' en
OOcJO
-QOOOCLC=3
O CO,o/ o - o/ o.. "O
c3
O~o'o
ccoo
O '03 su4-1tn- 3 <13CL •a
oa> ' c
co do N t3 ,co
r*— > 03 "O ico í3 £ ¡C i
4— o!_
03<0
oOOa
CL C 3
Og’oso
<13T3Og'cl
teoO)o
- o EL_
£c
=3
CO0303en
03
03
cagt3co«C03
o03SOOO
oen<13Q.en<13
cen
OgV*03CQteo03
>
Cg'o03i_03CLOen
2ooen<13"o
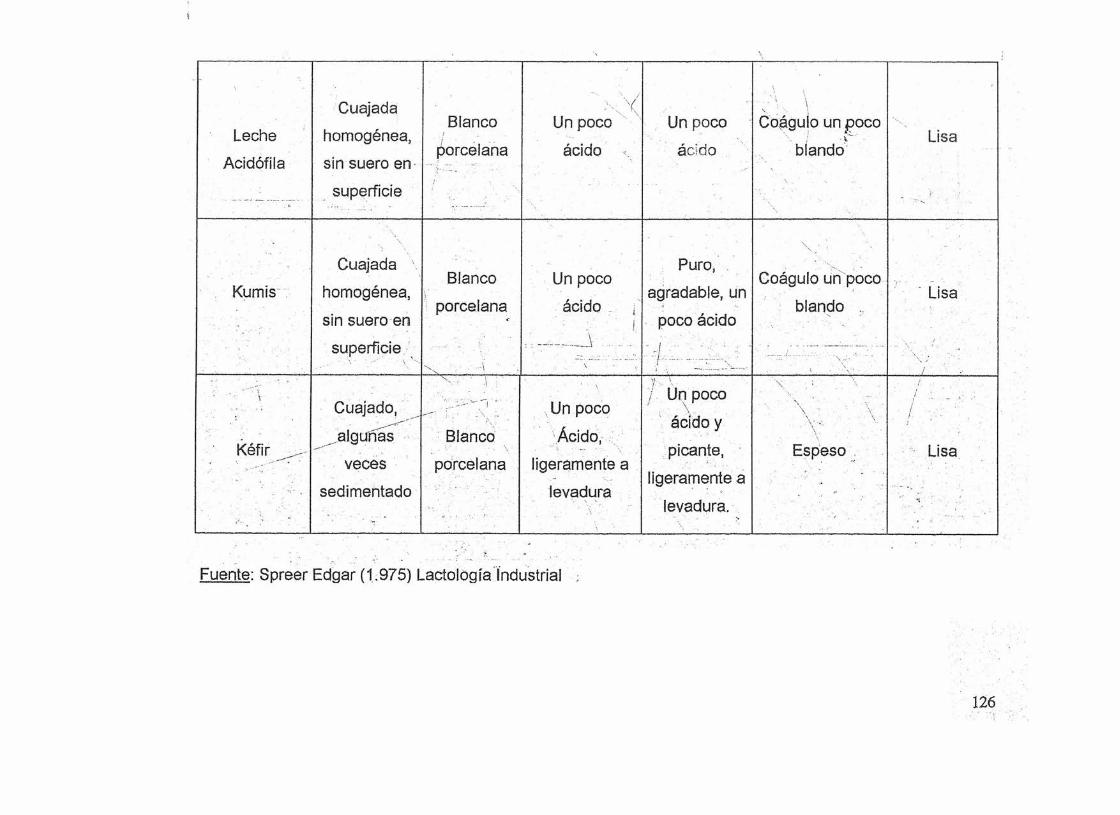
Leche
Acidófila
Cuajada
homogénea,
sin suero en
superficie
Blanco
porcelana
v.' yUn poco
ácido V
Un poco
ácido
. . . . . v \Coágulo un poco
: v""' ••blando
Lisa
Kumis
Cuajada
homogénea,
sin suero en
superficie
BlancoV
porcelana
Un poco
ácido - ¡; . l
Puro,
agradable, un
poco ácido
Coágulo un poco
blando .Lisa
Kéfir
Cuajado,
algunas
veces
sedimentado
Blanco
porcelana
Un poco
Ácido,
ligeramente a
levadura
/ Un poco
ácido y
picante,
ligeramente a
levadura.
\ ' • -; ■. á ' \ v ;:.' ;;V .'
Espeso Lisa
. . i
Fuente: Spreer Edgar (1.975) Lactoiogía Industrial ;
126
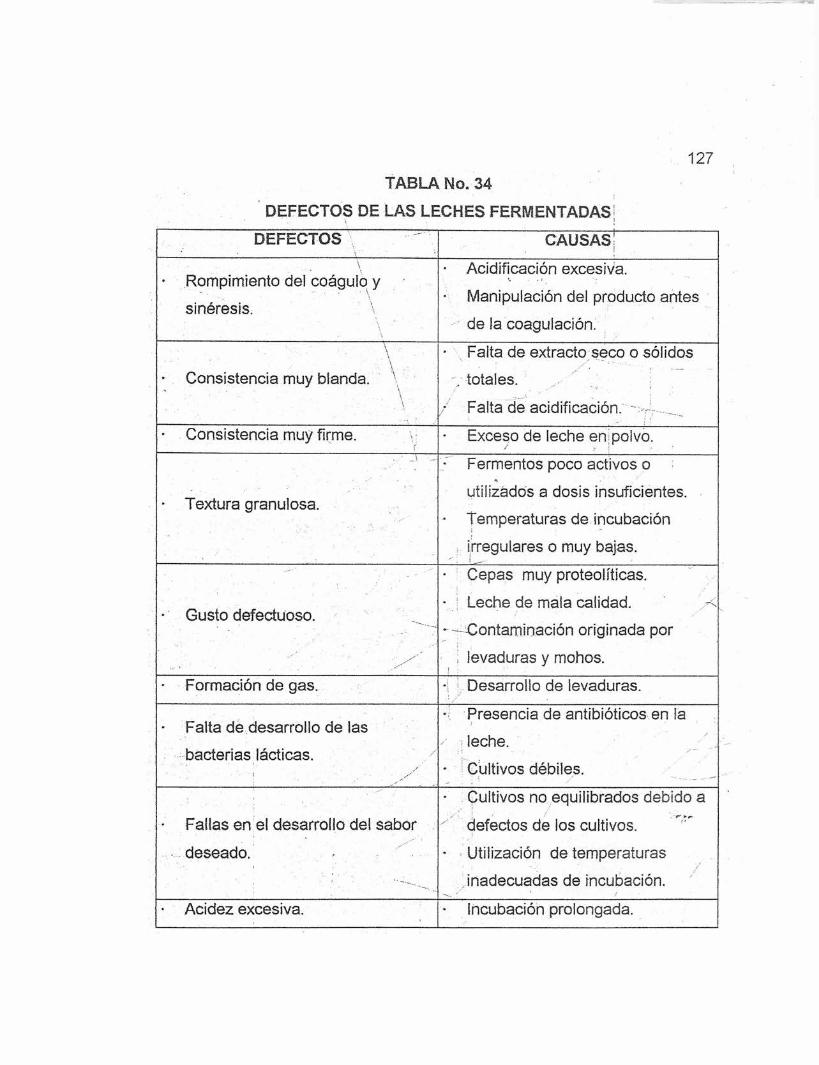
127TABLA No. 34
DEFECTOS DE LAS LECHES FERMENTADAS;DEFECTOS CAUSAS;
• Rompimiento de! coágulo y
sinéresis. V
• Acidificación excesiva.
• Manipulación del producto antes
de la coagulación.
* Consistencia muy blanda. \• Falta de extracto seco o sólidos
V totales.
/ Falta de acidificación. _
• Consistencia muy firme. • Exceso de leche en;polvo.
• Textura granulosa.
Fermentos poco activos o
utilizados a dosis insuficientes.
• Temperaturas de incubación•i
, irregulares o muy bajas.
• Gusto defectuoso.
• Cepas muy proteolíticas.
• Leche de mala calidad. -<
' --Contaminación originada por
; levaduras y mohos.
Formación de gas. *| I Desarrollo de levaduras.
* Falta de desarrollo de las
bacterias lácticas.
•: Presencia de antibióticos en la
! leche.
• Cultivos débiles.
■ Fallas en el desarrollo del sabor
deseado. ■
• Cultivos no equilibrados debido a
defectos de los cultivos.
• Utilización de temperaturas
inadecuadas de incubación.
• Acidez excesiva. • incubación prolongada.
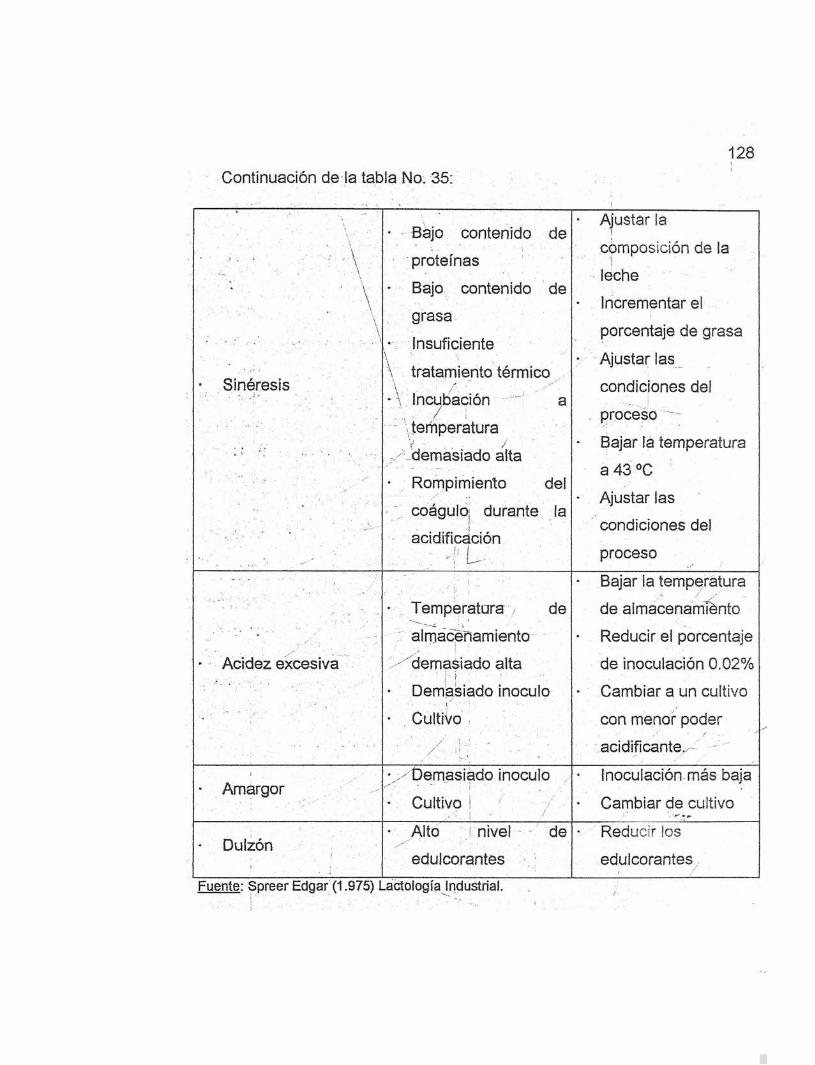
Continuación de la tabla No. 35:
128
V - T : \ '• • . -• - vV-- ■ v\ ;
’ ' ’ ' V\
• Sinéresis
• Bajo contenido de
proteínas
• Bajo contenido de
grasa
■ Insuficiente\ ■> : • ■ ' \ ■ •' ' :í'V tratamiento térmico
Incubación ^ a
temperatura
demasiado alta
• Rompimiento del
coágulo; durante la
acidificación
• Ajustar la|composición de la1 '■leche
• Incrementar el
porcentaje de grasa
• Ajustar las
condiciones del
proceso •
• Bajar la temperatura
a 43 °C
• Ajustar las
condiciones del
proceso
* Acidez excesiva
* Temperatura , de
almacenamiento
"demasiado altaTí : 1 :■ ■*. ..
* Demasiado inoculo
* Cultivo
• Bajar la temperatura
de almacenamlénto
• Reducir el porcentaje
de inoculación 0.02%
• Cambiar a un cultivo
con menor poder
acidificante.^--
• AmargorV Demasiado inoculo
• Cultivoj , ■ . .; T '
• Inoculación más baja
• Cambiar de cultivo
Dulzón• Alto j nivel de
edulcorantes
- Reducir los
edulcorantesFuente: Spreer Edgar (1.975) Lactoiogia Industrial.
129
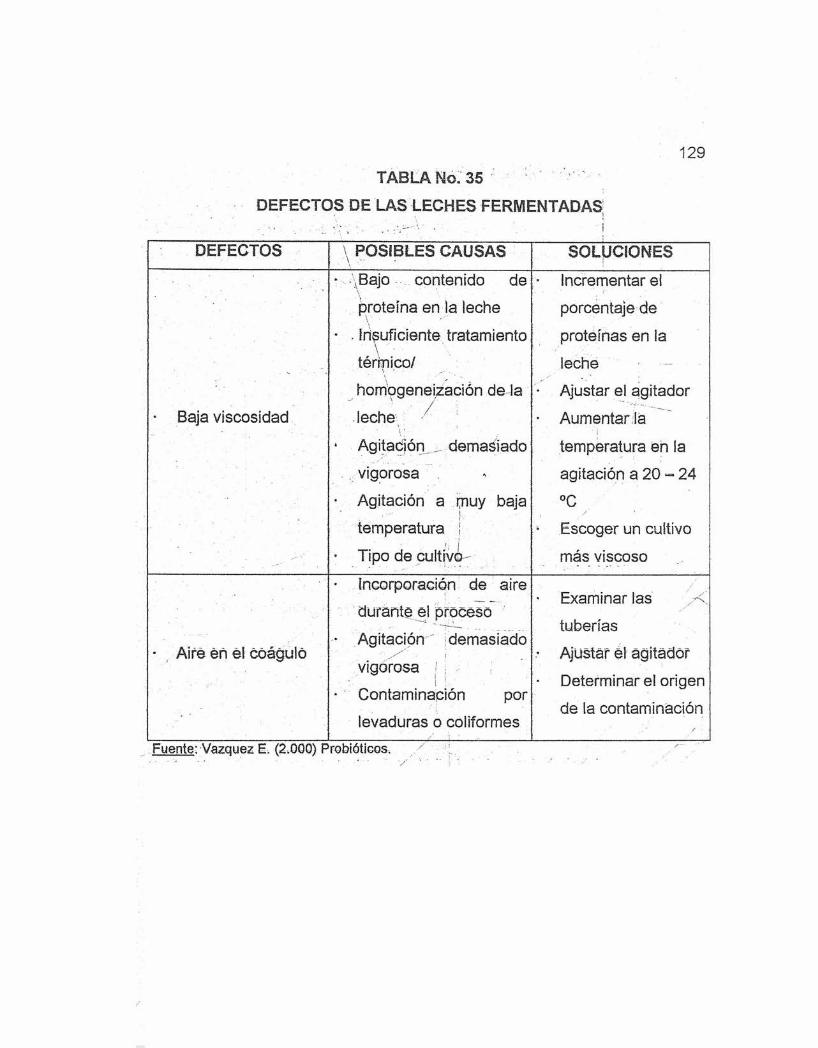
TABLA No. 35
DEFECTOS DE LAS LECHES FERMENTADAS;
DEFECTOS \ POSIBLES CAUSAS SOLUCIONES
* Bajo contenido de Incrementar el
joroteína en la leche porcentaje de
• . insuficiente tratamiento proteínas en la
térmico/ leche
hombgeneización de la ■ Ajustar el agitador
• Baja viscosidad leche • Aumentarla
• Agitación , demasiado temperatura en la
vigorosa agitación a 20 - 24
• Agitación a piuy bajai °G
temperatura f Escoger un cultivo
• Tipo de cultivó- más viscoso
• Aire éñ el coágulo
• Incorporación de aire
durante el proceso
• Agitación demasiado
vigorosa j
• Contaminación por
levaduras o coliformes
■ Examinar las X
tuberías
■ Ajustar el agitador
Determinar el origen
de la contaminación
Fuente: Vázquez E. (2.000) Probióticos.
CONSULTAS RECOMENDADAS
A continuación se presenta un listado de preguntas sobre et material
estudiado, con el propósito de que las desarrolle y de esa manera ayudarle a
completar los conocimientos adquiridos en esta unidad.
a.- Definir los síguientes\términos técnicos:
• Fermentación láctica \
Fermentación alcoholice
• Proteoiisis
pH isoeléctrico de la caseína ^
- Sinéresis
• Simbiosis '
Homogeneización de la leche
• , Estandarización de la leche
■ Concentración de la leche
b - Describir paso a paso ios procesos tecnológicos para la fabricación
industrial de diferentes tipos de yogurt:
• Yogurt Firme
Yogurt. Batido
• Yogurt Líquido
c.- Describir brevemente ios equipos utilizados industrialmente- para la
fabricación de yogurt.
130
AUTOEVALUACION IV
1 Definir leches fermentadas:
2 - ¿Cuáles son las características establecidas para los diferentes tipos de
yogurt? : \ V
a.- Yogurt firme:____________ ' : \ ' / v ' : _______
b.- Yogurt batido: \> ■________ :____________
c.- Yogurt líquido: -1; _____ _______ ________________
3.- ¿Qué importancia tienen los microorganismos probióticos en la salud! . /'humana? . d - ,
4.- ¿Cuáles son las ventajas de pasteurizar a temperatura alta la leche
destinada a la elaboración de yogurt? j ¡ ^
131
5.- Explique como se desarrollan las bacterias de yogurt durante el proceso
de acidificación o incubación? :
■ ■ V. - ■ - ' j - . i— _ _ _ . _\—. _ i. ”""r"" ' --------
V Y 'Y - .. Y ' ::6.- Mencione los cultivos iniciadores utilizados en la elaboración de las
siguientes leches fermentadas?
a.- Leche acidófila: \ ____________
b.- Kumis: \ ■ ■ ■ / . ..._____________________________
c.- Kéfir: Y ' __ _ _ _ _ _ _ _ _ _ _ ______ : ________ _' ■ Y • ' . ? |
7.- Explique el método aplicado para la doncentración de la leche destinada
a la elaboración de yogurt firme: ]. •' ' ' * . i Y . ¡
132
8.- ¿Cómo se determina el momento final de coagulación del yogurt durante
el proceso de incubación?
9.- Establezca (3) diferencias,entre los procesos de elaboración de yogurt
firme y yogurt batido con cultivos probióticos:
133
10.- Explique las causas por'las cuales se pueden presentar los siguientes
defectos en e yogurt:
a.- Textura granulosa; i
b.- Sinéresis: \
c.- Fallas en el sabor: \
1 1 Definir los siguientes términos:
a.- pH isoeléctrico: \
b.- Sinéresis: \ ■ —-■"1 :/
c.- Simbiosis:
d.- Estandarización de la leche: '
e.- Homogeneización:
UNIDAD V
CONTROL TÉCNICO DE LOS FACTORES
RELACIONADOS CON EL PROCESO DE
COAGULACIÓN ENZIMÀTICA Y ELV
RENDIMIENTO EN QUESERÍA
-y,rr,,L f *', ’ ---
PRÁCTICA N° 6
OBJETIVOS DE APRENDIZAJE
Estudiar el efecto de la concentración de calcio soluble en el tiempo de
coagulación de una leche pasteurizada.
Estudiar el efecto de la acidez en el tiempo de coagulación de una leche
pasteurizada.
Estudiar el efecto de la temperatura en el tiempo de coagulación de una
leche pasteurizada.
Evaluar los efectos de la pásteurización alta sobre la caseína y el calcio
soluble de la leche, observando la consistencia de la cuajada y sus
consecuencias en el rendimiento quesero.
Controlar la fuerza o poder coagulante a diferentes tipos de cuajo
utilizados en quesería.
Evaluar como influye en el rendimiento quesero y en la calidad del queso. • • r ! i í ‘ .
el empleo de un cuajo de mala calidaáT
135
Práctica No. 6
CONTROL TECNICO DE LOS FACTORES RELACIONADOS CON EL
PROCESO DE COAGULACIÓN ENZIMATICA Y EL PRENDIMIENTO EN
QUESERIA
1.- Bases teóricas
Los principales tactores que afectan el tiempo de coagulación enzimàtica,
las propiedades de la cuajada y/e l rendimiento de la fabricación de quesos
pueden dividirse en dos grupos:
1,1.- Factores directos:
a.- Composición de la leche:
La composición de la leche, especialmente su contenido de proteínas y
grasa, tienen un papel fondamenta! en indefin ic ión del rendimiento
En relación a las proteínas, se considera de manera muy especial a la
caseína, que es la fracción coagulable por el cuajo y que al formar una red
(paracaseínato de calcio) "aprisiona” en diferentes proporciones, los demás
elementos de la leche como la grása, lactosa, sales minerales, etc.
Si se aumenta el contenido de caseína en la leche, el rendimiento de la
elaboración se ve incrementado por el propio peso de la proteína, la cual es
retenida en mayor cantidad y también por el hecho de que la caseína
aumenta considerablemente la retención de agua en el queso.
Por otro lado, un aumento en el contenido de grasa provoca el mismo
aumento positivo en el rendimiento, pero en este caso la mayor retención de
agua en el queso se debe a la menor sinéresis durante la elaboración del
queso.;
136
137
b.- Pérdidas de grasa y proteínas en el corte de Ja cuajada:
Es imposible cortar una cuajada sin que se produzcan pérdidas parciales
de componentes de la.leche en e1' suero. Sin embargo, esas pérdidas pueden
ser minimizadas a través de una coagulación de la leche bien controlada y de
un cuidadoso corte de la cuajada.
La rapidez del corte y el tamaño de los granos de cuajada, así como la
intensidad de la agitación 'realizada inmediatamente después de! corte,
tienen gran influencia en las pérdidas de grasa y proteínas en el suero.
1.2.- Factores indirectos:
a.- Concentración en calcio soluble:
Todas las causas de disminución del contenido de calcio soluble tienen
como consecuencia el retardar la coagulación enzimàtica. El tiempo de
coagulación es inversamente proporcional a la relación Ca / N (Calcio -
Nitrógeno) de la leche.
El tratamiento térmico (65 °C) insolubiliza las sales de calcio, prolongando
el tiempo de coagulación. La adición de cloruro de calcio devuelve a la leche
su capacidad para-la coagulación.
b.- pH y acidez:
El pH optimo para la acción del cuajo en la ¡eche corresponde a: 6.3 - 6.5
(acidez: 20 - 22 °D). El cuajo es muy sensible a las variaciones de! pH. No
coagula la leche ligeramente alcalina (pH 7.4) y se inactiva a pH 8.0. Cuando
el pH tiende hacia el punto isoeléctrico, la leche no coagula normalmente con
el cuajo a causa de la degradación del fosfato tricálcico ligado a la caseína.
138
c.- Temperatura de adición del cuajo:
..La : velocidad de coagulación ; enzimàtica de la lecpe aumenta con la
temperatura, alcanzando la màxima a 40 °C. La temperatura óptima es de
35 °C. A temperaturas ligeramente superiores a 10 °C, la leche coagula muy
lentamente. Si la températura es superior a 65 °C, la inactivación del cuajo es
total;-por lo que no es posible la coagulación.
d.- Temperatura de pasteurización de la leche:
■ .Cuando la leche es pastèurizada, un pequeño porcentaje de las proteínas
del suero son desnaturalizadas1 (2—3%).1 La pi - : Lactoglobulina
desnaturalizada tiende a asocjarsé a la K - caseína y pasa parcialmente para
la cuajada: Este fenómeno provoca un ligero aumento en el rendimiento, por
la presencia de la proteina del spero y también por su capacidad de• • - ' . ; l
hidratación. Cuanto mayor sea la temperatura de pasteurización, mayor será
el porcentaje de desnaturalización.
Sin embargo,1 no es aconsejable el usojde temperaturas superiores a
75 °C /1 5 segundos, pues1 la insolubilización del calcio soluble resulta en una
cuajada de consistencia blanda, con riesgo de mayores pérdidas en el corte
de la cuajada y el queso se tornará más húmedo y con mayor riesgo de
presentar gusto amargo (mayor retención de cuajo).
e.- Tipo de cuajo:
El cuajo es una enzima llamada también quimosina o renina, pertenece al
grupo de las proteasas y se obtenía exclusivamente de los estómag'ós
desecados de los terneros lactantes.
Actualmente se emplean.proteasas microbianas como sustitutos del cuajo
de origen animal. Los cuajos microbianos más conocidos son: El cuajo Mucor
pusilluS, Mucor miehei, Endothia parasítica y Aspergillus niger.
139
f.- Cantidad de cuajo:
La cantidad de cuajo , varía según la consistencia del queso (blando,
semiduro y duro)
g.- Fuerza o poder coagulante del cuajo:
Para su empleo racional, los extractos de cuajo comerciales deben tener
un poder coagulante cuidadosamente determinado.
Los extractos líquidos tienen por lo general una fuerza de 10.000, se dice
que se trata de un cuajo al 1/iO.OOO;'es decir, que un litro de este cuajo
puede coagular 10.000 litros de leche a 35 °C en 40 minutos.
Para la fabricación de quesos de pasta fresca y untuosa (Ej. Queso
crema) que necesita muy poco cuajo, se venden en el comercio extractos
líquidos con fuerza de 1/5.000 y 1/2.500.i
Los cuajos en polvo de origen microbiano alcanzan una fuerza de
1/100.000 y 1/250.000.
Según SOXHLET la definición de fuerza del cuajo representa el número
de volúmenes de leche fresca coagulados por un volumen de ‘cuajo en 40
minutos a 35 °C.
Formula para determinar fuerza o poder coagulante del cuajo según
SOXHLET:
F = 2.400 seo, x V x 3 5 °C
t x C x T °C
Donde: t = Tiempo de coagulación observado (seg.)
T = Temperatura de coagulación (°C).
V = Volumen de leche (mi.)
C = Cantidad de cuajo utilizado (mi ó g)
140
Observaciones:
Aunque la fuerza'del cuajo se mide a 35 °C; muchos queseros coagulan la
leche a 32 °C. Así, a esta temperatura el mismo tipo de1 cuajo, puede exigir
mayor tiempo de coagulación, sin que eso indique algún problema.
Dos razones por las cuales el cuajo puede perder fuerza o actividad
rápidamente:
Calidad del cuajo: HayWiuchas maneras de producir cuajo y dependiendo
de la materia prima utilizad^'y del método de fabricación, el nivel de
impurezas puede acelerar la pérdida de poder coagulante.
Tiempo y temperatura de almacenamiento: El cuajo, principalmente el
líquido debe mantenerse en refrigeración, en caso contrario, pierde fuerza•¡
rápidamente. Mientras más largo el tiempo de almacenamiento, mayor
será la pérdida de fuerza del ‘cuajo. Si se mantiene a 5 °C, Un cuajo
líquido de buena actividad perderá aproximadamente el 10% ^pe su
calidad en un año.
1.3.- Determinación del tiempo final de coagulación:
Los términos técnicos empleados para describir los fenómenos
observados sucesivamente durante la coagulación son los siguientes:'
Tiempo de coagulación:
Es el tiempo que va desde la adición del cuajo hasta el momento en
que la cuajada adquiere la consistencia firme y puede comenzar el corte
de la cuajada. Incluye a su vez dos tiempos:
141
• Tiempo de floculación o tiempo de toma:
Es el tiempo transcurrido desde la adición de cuajo hasta la aparición
de los primeros floculos de caseína.
• Tiempo de endurecimiento:
Es el tiempo transcurrido desde el tiempo de floculación hasta el corte de
la cuajada.
1.4.- Proceso de coagulación enzimàtica:
El proceso de coagulación de la leche se rea liza . en dos etapas
consecutivas: en primer lugar, el caseinato de calcio por acción de la enzima
quimosina o renina se trasforma en paracaséinato de calcio. En una segunda
etapa, el paracaséinato reacciona cop los iones de calcio, haciéndose
insoluble, precipitando así para formar la ;cuajada (paracaséinato dicalcico).
1.5.- Coagulación y rendimiento:
Existe una relación importante entre la eficiencia del proceso de
coagulación y el rendimiento final de la fabricación de quesos. Si la leche no
coagula bien y la cuajada es cortada, hay una pérdida mucho mayor de grasa
en el suero, el cual resulta amarillento y lechoso.
Las causas probables de una coagulación deficiente son:
Cuajo de mala calidad (con pérdida de poder coagulante).
Corte de la cuajada efectuado antes de tiempo.• j
• Temperatura de coagulación inferior a 30 °C.
Corte efectuado muy rápidamente o de manera irregular.
• Agitación inicial muy rápida, cuando la cuajada está muy frágil.
h r \ u c X f - ~ i i d^ < a 5 í L ^ ^ V ^ tcK í. Pio *A>% * k
142
2.- Control técnico de los factores que afectan el tiempo de coagulación,
consistencia de la cuajada y el rendimiento en quesería
2.1.- Influencia del cólcio soluble en el tiempo de coagulación:
2.1.1 . - Procedimiento:
a.- Tomar 4 tubos de ensayo y agregar en cada uno 10 mi de leche c o\
pasteurizada y calentar a 35.°C.' ' ' ‘ - í
b.- Preparar 10 mi de solUción de CaCte aí1% (p/v)
c.- Adicionar CaCb en las.siguientes proporciones:
- 'Tubo No.1: tubo patrón sin CaCte.
- Tubo No.2: 0.5 mi de solución de CaCb
- Tubo No.3: 1.5 mi de solución ¡de CaCb
- Tubo No.4: 2.5 mi de solución Jde CaCl2; j ) l -
d.- Después de adicionar el CaCb/pToceder a mezclar y colocar los tubos"p-Ma < es ta b le ce ' e \ c a lc io io n íc e
en la estufa a 35 °C durante 10 minutos.
e.-Preparación de la solución,de cuajo: .•,-\ ,a s \c x- com pleten
Pesar 0.8 g de cuajo en polvo y diluirlos en 16 mi de agua destilada
1 ^ (solución de cuajo) y a partir dé dicha solución adicionar 1 mi en cada
f O A . $ 0 tubo. Mezclar bien.
f.-D e jar los tubos en reposo-y controlar el tiempo de coagulación
143
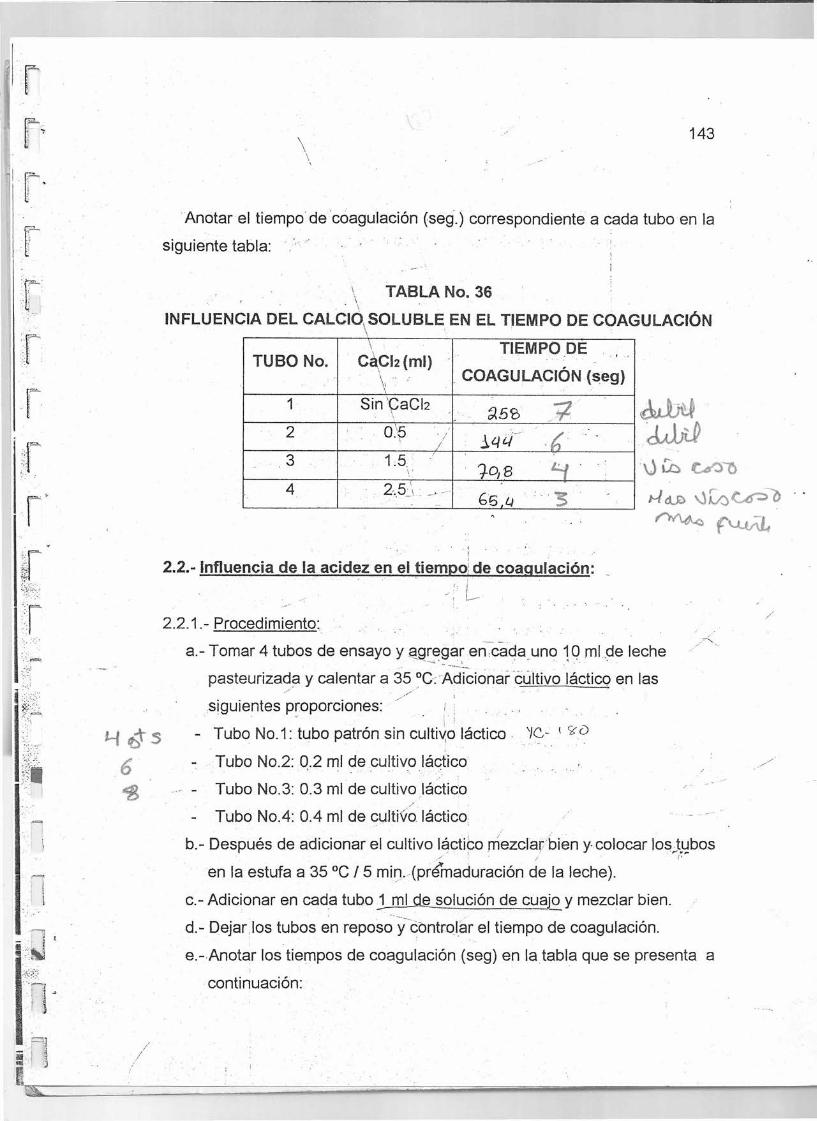
Anotar el tiempo de coagulación (seg.) correspondiente a cada tubo en la
siguiente tabla:' ■ . i
\ TABLA No. 36
INFLUENCIA DEL CALCIO SOLUBLE EN EL TIEMPO DE COAGULACIÓN
¿ J b i f
0 Ccí
H? d jü &
2.2.- Influencia de la acidez en el tiempo de coagulación:
2.2.1.- Procedimiento:
a.- Tomar 4 tubos de ensayo y agregar en cada uno 10 mi de leche
pasteurizada y calentar a 35 °C. Adicionar cultivo láctico en las
siguientes proporciones: i | . . . . • • . - , .
H <5^5 " Tubo No.1: tubo patrón sin cultiyo láctico viC~ 1 Sr¿)
- Tubo No.2: 0.2 mi de cultivo láctico
- Tubo No.3: 0.3 mi de cultivo láctico
- Tubo No.4: 0.4 mi de cultivo. láctico
b.- Después de adicionar el cultivo láctico mezclar bien y-colocar losjtubos
en la estufa a 35 °C / 5 min. (prémaduración de la leche).
c.- Adicionar en cada tubo 1 ml_de solución de cuajo y mezclar bien.
d.- Dejar los tubos en reposo y controlar el tiempo de coagulación.
e.- Anotar los tiempos de coagulación (seg) en la tabla que se presenta a
continuación:
TUBO No. CáCl2 (mi)TIEMPO DE
COAGULACIÓN (seg)
1 S inpaC l2
2 0.5 V/
3 1.57o, e
4 2.5 \ ; .....Ó5 ,U ' ' 3 '
144
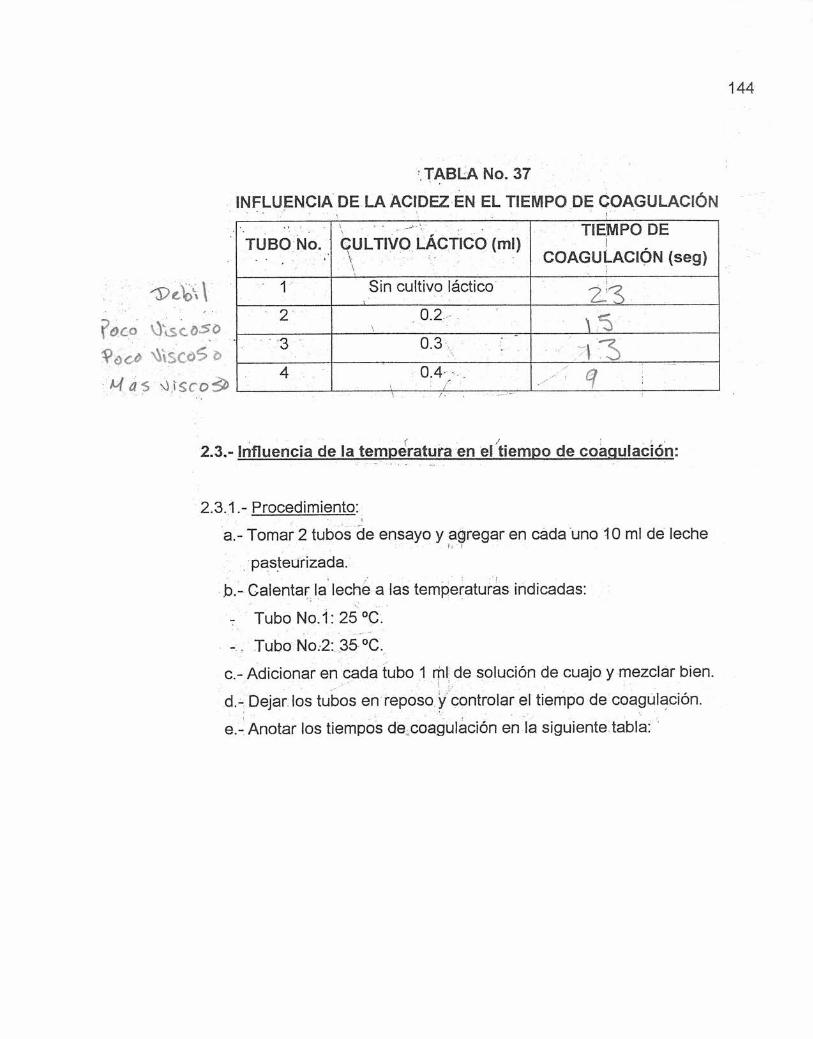
TABLA No. 37
INFLUENCIA DE LA ACIDEZ EN EL TIEMPO DE COAGULACIÓN
X oco
¥oc<> &
4 5 silSCO^>
2.3.- Influencia de la temperatura en el tiempo de coagulación:
2.3.1.- Procedimiento:i.
a.- Tomar 2 tubos de ensayo y agregar en cada uno 10 mi de leche
pasteurizada.
b.- Calentar la leche a las temperaturas indicadas:
- Tubo No. i : 25 °C.
- . Tubo No.2: 35 °C.
c.- Adicionar en cada tubo 1 mi de solución de cuajo y mezclar bien.
d.- Dejar los tubos en reposo y controlar el tiempo de coagulación.
e.-Anotar los tiempos de coagulación en la siguiente tabla:
TUBO No. CULTIVO LÁCTICO (mi)\ V ' v ■' ■■ '
TIEMPO DEi
COAGULACIÓN (seg)
1 Sin cultivo láctico
2 0.2
3 0.3 ;
4 0.4 . q :
145
TABLA No. 38
INFLUENCIA DE LA TEMPERATURA EN EL TIEMPO DE COAGULACIÓN
TUBO No.TEMPERATURA
(°C)
TIEMPO DE|
COAGULACIÓN (seg)
1 25
2 35 •<£ M 'T»
Fuente: Lozad a Rosalbá^ (2.004)
2.4.- Efectos de la pasteurización alta sobre la consistencia de la• """ .7 " 1 7 V / [ T ~ ", \ T" " ' ‘ 7
cuajada y el rendimiento en quesería:
2.4.1.- Procedimiento:
a.- Colocar en un beacker 50 mi de leche cruda (fresca) y pasteurizar a
80 °C / 6 min.
b.- Enfriar la leche a, 35 °C y adicionar T mi de la solución de cuajo.
c.- Mezclar y dejar en reposo a 35 °C hasta coagulación de la leche.
d.- Controlar tiempo de coagulación,,.0 AeioewLao.,
e.- Corfar la cuajada en forma vertical y horizontal utilizando una espátula,
hasta formar cubos pequeños.
f.- Observar consistencia de la cuajada obtenida y decir si es frágil, blanda
o firme.
g.- Agitar suavemente la cuajada con un agitador de vidrio.
h.- Desuerar la cuajada con tela lienzo y observar el color del suero
obtenido: verdoso'famarillento"q,léchosa(p¿tc\7aAe caseína)íe iau^o tmWo -J \ !b iH ; L p ^ ÍC\a
'pwsc'TiClci. d*- o i {o m in ó '- 'tetoccn-Wh6S )
2.4.2.- Interpretación1 dauioa)
Tomando en consideración las observaciones del ensayo explique:
¿Qué relación importante existe entre la eficiencia del proceso de
coagulación y el rendimiento final de la fabricación de quesos?
' l 'S H ’it* tjJhMúb ^
146
• ¿Cuáles son los factores que influyen en el rendimiento de la fabricación
en quesería?
¿Por qué-es recomendable la adición de CaCb cuabdo se utiliza leche
pasteurizada en la\elaboración de quesos?
2.5.- Determinación de la fuerza o poder coagulante del cuajo:
2.5.1.- Procedimiento:
a.- Calentar 100 mi de leche cruda (fresca) a 35 °C.
b.- Adicionar 1 mi de la solución de cuajo (1ml corresponde a 0.05 q de
. cuajo en polvo)
c.-M ezclar y colocar en la estufa a 35'0C.
d.- Controlar el tiempo final de coagulación f o£-• S'S ,4 eg 1. <&6oo . J ,.
2.5.2.- Resultados:
Calcular la fuerza o poder coagulante del cuajo utilizado, aplicando la
fórmula según SOXHLET
2.5.3.- Interpretación:
Tomando en consideración los; resultados obtenidos, indique, si el cuajo
utilizado ha perdido su actividad coagulante. En caso afirmativo; explique las
razones por las cuales el cuajo puede perder fuerza o actividad rápidamente.
a a ' O / c L ü J t U - c 4 a < Í 4 f e a <us¿> q s éo* . . . , . „ C o f o \ • / ; * :-¿r
CONSULTAS RECOMENDADAS:
A continuación se presenta un listado de preguntas sobre el material
estudiado, con el propósito de que las desarrolle y de esa manera ayudarle a
completar los conocimientos adquiridos en esta unidad.
a.- Definición de coagulación\enzimática
\ . /b.- Definición de premaduracióñ de la-leche
c.- Explique brevemente cómo influyen en la eficiencia del proceso de
coagulación y el rendimiento final de la fabricación de quesos los siguientes
factores:• . .. i
Contenido de proteínas y materia grasa en la leche
Contenido de humedad del queso
Calidad del cuajo utilizado
Corte y agitación inicial de la cuajada
• Temperatura de pasteurización de la leche
• Temperatura de adición del cuajo y de coagulación
Contenido de calcio soluble en la leche cruda y en la leche pasteurizada
• Valor de pH en la leche en el momento de adicionar el cuajo
d.- Indique las temperaturas de coagulación recomendadas para la
fabricación de los siguientes tipos de quesos:
• Blandos
• Semiduros
• Duros.
147

AUTOEVALUACION V
1.- Indique los factores directos relacionados con el tiempo de coagulación
enzimàtica y las propiedades de a cuajada:
2.- Señale los factores indirectos que influyen en el tiempo de coagulación
enzimàtica y las propiedades de la cuajada:
3.- Mencione las características de la cuajada obtenida cuando se pasteuriza
la leche a temperaturas superiores a ¡75 °C /1 5 seg.
4.- ¿Con qué propósito se adiciona CaCl2 a la leche destinada a la
elaboración de quesos?
5.- Definir cuajo:
148
149
6.- Definir fuerza o poder coagulante del cuajo
7:- Indique las causas que originan la pérdida de fuerza o actividad del
cuajo:
8.- Definir tiempo de coagulación:
9.- Explique tres (3) causas por las cuáles se puede obtener una cuajada
muy frágil:
10.- ¿Cómo influye en el tiempo de coagulación de la leche los siguientes
factores? : Contenido de calcio soluble, acidez y temperatura de la leche.
UNIDAD VI
BASES TEÓRICAS Y TECNOLOGÍA DE LA
ELABORACIÓN DE QUESOS Y
SUBPRODUCTOS DEL SUELO
PRÁCTICA N° 7, 8, 9,10 y 11
OBJETIVOS DE APRENDIZAJE
Aprender y aplicar las técnicas de elaboración de diversos tipos de
quesos y subproductos\del suero dulce.
Evaluar la importancia de las diversas etapas que conforman la
elaboración de quesos y subproductos del suero dulce (Requesón y
Bebidas lácteas con concéptrados de frutas).
Estudiar cómo influye el tratamiento de la cuajada en las características
organolépticas y físico - químicas del queso. ' • ....J../ ; \ : ¡
Controlar la calidad de los quesos elaborados mediante la aplicación de
controles físico - químicos y evaluación sensorial.
Describir posibles defectos y problemas confrontados en la elaboración
de algunos tipos de quesos.
151
BASES TEORICAS Y TECNOLOGÍA DE LA ELABORACIÓN DE QUESOS
1.- Bases teóricas
1.1.- Definición:
El queso es el producto fresco o madurado, sólido o semisólido que se
obtiene coagulando leché fresca, o. la mezcla de la leche con derivados
lácteos (nata, leche parbialmente desnatada) por la acción de cuajo;
obteniéndose un gel más o'menos deshidratado y constituido esencialmente
por la caseína de la leche platería grasa, un poco de lactosa en forma de: f ■ . • / ! -
ácido láctico y una concentración variable de sales minerales.
1.2.- Clasificación:
La siguiente clasificación se aplicará a todos los quesos y no impide el• ■ ' ! ' [ . . . •
establecimiento de denominaciones y de requisitos más específicos
característicos de cada tipo de queso, las cuales aparecerán en las Normas
venezolanas COVENIN individuales^
En el mundo existen unas 400 clases de quesos, esto exige una• • • • I ;
clasificación que puede basarse en; distintos criterios:
Los quesos se clasifican de acuerdo con sus características de
maduración en:
a.- Queso madurado:
Es aquel que no está listo para el consumo poco después de la
fabricación, sino que deberá mantenerse durante cierto tiempo a una
temperatura ■ y en condiciones tales que se produzcan los cambios
bioquímicos y físicos necesarios y característicos del queso.
152
153
■ Queso madurado por mohos:
Es aquel queso madurado, en el que la maduración sé ha producido
principalmente como consecuencia del desarrollo característico de mohos
por todo el interior (Penicillium roqueforti) o sobre la superficie del queso
(Penicillium caseicolum); ejm: Queso Camembert y queso Roquefort.
■ Queso madurado por bacterias: •\
Es aquel queso madurado, en el que la flora dominante, son los
estreptococos productores de áci,do láctico (Streptococcus lactis y
Streptococcus cremoris). Por otra parte, los ; estreptococos< . / ¡ •
heterofermentativos y los leuconostoc; participan en el desarrollo del aroma
(diacetilo); ejm: Queso Edam y queso Goudaj.
En los quesos de pasta cocida ;se utilizan bacterias termófilas:, l
Streptococcus thermophillus y Lactobacillus bulgaricus por su actividad' I
acidificante y proteolítica. Además, se" emplean bacterias propiónicas
(Propionibacteruim shermanii) productoras de gas, responsables de los
agujeros u ojos en estos quesos; ejm: queso Gruyére y queso Emmental).
b.- Queso sin madurar o fresco:
Es aquel que está listo para el consumo poco después de su
fabricación; ejm. : Queso Blanco.
1.2.2.- Los quesos se clasifican de acuerdo con su contenido en materia
grasa en:
a.- Queso Extragraso:
Es aquel queso cuyo contenido en. grasa expresado sobre base seca
(GBS) es.igual o mayor a 60%'
154
b.- Queso Graso:
: Es aquel queso cuyo contenido en grasa expresado sobre base seca
(GBS) es menor de 60% y mayor o igual a 45%.
c.- Queso Semigraso:
Es aquel queso cuyo contenido en grasa expresado sobre base seca
(GBS) es menor de 45% \y mayor o Igual a 25%.
d.- Queso de bajo contenido en grasa:
Es aquel cuyo contenido en grasa expresado sobre;basé seca (GBS) es• , ■ ■ v
menor de 25% y mayor de 10%r
d.- Queso Magro:
Es aquel cuyo contenido en grasa expresado sobre base seca (GBS)
es igual o menor de 10%.
NOTA: (GBS) Equivale a porcentaje de grasa sobre base seca, es decjr:
GBS = Contenido de grasa en el queso x 100
Peso total del queso -ipeso de la humedad en el queso
1-2.3.- Los quesos se clasifican de acuerdo con su dureza (consistencia) o
contenido de humedad en:
a.- Queso Extraduro:
Es aquel cuyo contenido de humedad sin materia grasa (HSMG) es
igual o menor a 45%; ejm: Queso Pecorino, Parmesano.
155
b.- Queso Duro:
Es aquel cuyo contenido de humedad sin materia -grasa (HSMG) es
mayor de 45% y menor de 55%; ejm: Queso Gruyére, Emmentál.
c.- Queso Semiduro:
Es aquel cuyo contenido de humedad sin materia grasa (HSMG) es igual
o mayor de 55% y menor de 6^%; ejm: Queso Manchego, Roquefort.
d.- Queso Blando:
Es aquel cuyo contenido de humedad sin materia grasa (HSMG) es igual/ S
o mayor de 65%; ejm: Queso Crema, Cottage. .
NOTA: (HSMG) equivale a porcentaje de humedad sin materia grasa, es
decir:
HSMG = Peso de la Humedad en el Queso x 100
Peso total del Queso - Peso de la grasa en el queso
1.2.4.- Los quesos se clasifican de acuerdo con su textura en:
a.- Quesos con ojos o agujeros redondeados; ejm: Emmentál, Gruyére,
Gouda.
b.- Quesos de textura granular con ojos de forma irregular y distribuidos
por toda la masa; ejm: Manchego, Tilsit.
c.- Quesos.de textura cerrada, sin ojos; ejm: Cheddar, Parmesano.
156
1.2.5.- Los quesos se clasifican según su país de origen en:
a.- uuesos hranceses:
- -.Camembert, Brie, V°quetort, Cantal, Beaufort, Munster, Petit Suisse.
D.- Uuesos Suizos:
Emmental, Gruyére.'
c.- Quesos Italianos:- - , / '• v- í ’
Gorgonzola, Mozzarella, pecorino Romano, Provolone, Ricota, Fontina.
<±- Quesos. Holandeses:
Edam, Gouda.
e.- Quesos Daneses:
Danablu, Danbo, Fynbo.
f.- Quesos Alemanes:
Limburger, Romadur
g.- Quesos Ingleses:
Cheddar, Cheshire.
h.- Quesos Españoles:
Manchego, Cabrales, Tetilla.
i.- Qüesos de Estados Unidos: '
Cottage Cheese, Brick.
157
2.- Etapas importantes para la elaboración de quesos
2.1.- Selección de la leche:
Para elaborar productos lácteos, en este caso, quesos de buena calidad,
es condición fundamental que la leche cruda, sea también de buena calidad.
El concepto de calidad de\ la leche involucra: los siguientes requisitos
generales, que son válidos para todos los productos lácteos:
2.1.1. Debe tener una apariencia agradable y un olor y sabor fresco y
característico.
2.1.2. Debe ser pura, es decir, libre de sustancias-extrañas y libre de
antibióticos, restos de detergentes y desinfectantes.
2.1.3. Debe tener una composición norm air
2.1.4. El contenido de proteína coagulable debe ser alto (aproximadamente
26 gr./ litro).
2.1.5. Debe ser fresca (acidez normal entre 1 5 - 19°D)
2.1.6. El dH no debe ser inferior a 6.6
2.1.7. Debe ser sana, es decir, exenta de bacterias patógenas y proveniente
de vacas sanas.
2.1.8. La cantidad de microorganismos debe ser inferior a 500.000 u.f.c. / mi
de leche, (u.f.c.: unidades formadoras de colonia).
158
2.1.9. Debe ser enfriada o procesada tan rápidamente como sea posible,
después del ordeño.
2.2;- Filtración:
Consiste en pasar la leche, por un tamiz, normalmente una malla de acero
inoxidable con pequeños agujeros (0.2 - 1.0. mm) para eliminar suciedades o
partículas macroscópica^ extrañas a la leche (tierra, paja, pelos, insectos,
estiércol, restos vegetales...) que representan un foco potencial de
crecimiento bacteriano.
2.3.- Clarificación o separación centrífuga:
Las impurezas que por su tamaño ntí son retenidas por los filtros, pueden
ser separadas mediante la centrifugación, es el proceso conocido como,
higienización o clarificación de la leche.U n r n . rr\ I n o l í \ r i f i / ? < * » » n ¡ ó n y l i í ^ r d l l e í l l í ~ í 1 H S U I U ] ! \J'
í i i s i r r i i n i i n n n cim i n i i m p r n rip> m i n m n r o ' " 1 ' - h l< -* iv^, i iit¿i ilt*
calentarla a temperaturas comprendidas entre 50 - 60°C, por lo que se
puede combinar este método con tratamientos térmicos como la termización
(calentamiento de la leche a 63 -;65°C durante 1 0 - 15 seg.)
2.4.- Enfriamiento y almacenamiento:■ .. ■/: i • ..
El enfriamiento consiste en bajar la temperatura de la leche hasta 4°C
aproximadamente, para conservar su calidad inicial hasta el momento de su
utilización o transformación.
El enfriamiento se realiza en los intercambiadores de placas que emplean
agua helada como fluido frigorífico. Luego, la leche es enviada a los tanques
de almacenamiento en espera del procesamiento.
159
2.5.- Estandarización del contenido graso:
La estandarización consiste en ajustar a un valor ''determinado el
porcentaje graso de la leche "empleada como materia ! prima para la
elaboración de quesos con un contenido prescrito de grasa. Para realizar la
estandarización, se precisa realizar un desnatadó previo de una parte o de
todo el volumen disponible de la leche.
2.5.1.- Desnatadó:
El desnatadó es la operación medjánte la cual se separa la materia grasa/ i : ?
del resto de la leche, obteniéndose dos fracciones: una de leche desnatada o
magra y otra de nata. Para la separación de la nata se han utilizado dos
métodos:
a.- Desnatadó natural o espontáneo:
Se basa en la separación de la nata por efecto de la gravedad. Existe una
diferencia de densidad bastante apreciable entre la grasa de la leche y^a
leche desnatada. Así, para la materia, grasa de la léche tenemos un peso
específico de aproximadamente-0.93 g/ml, mientras que para la leche
descremada se puede alcanzar un peso específico de 1.035 g/ml.
b.- Desnatadó mecánico:
£§!§ d§§§dO §n l§ U tiliisc ión de la fuerza cenfrífuoa uars acelerar la
160
2.6.- Homoqenización:
La homogenización consiste en dispersar y dividir finamente los glóbulos
de grasa, evitando la separación de la nata por gravedad,1
2-6.1.- Ventajas de la homogenización:
a.- Evitar la separación 'de la crema o nata durante la coagulación de la
leche.
b.- Acelerar la hidrólisis de ía materia grasa durante el proceso deV . 1 ••
maduración o afinado de los quesos.
2.6.2.- Desventajas de la homoqenización:
a.- En las leches homogenizadas-i los'glóbulos de grasa tienen un tamaño
menor y forman con más facilidad una película alrededor de las micelas de
caseína, dificultando la coagulación de la leche.
b.- La homogenización dificulta la contracción de la cuajada y, además da
lugar a un aumento del agua. Jodo esto origina inconvenientes para el
desarrollo del desuerado y la obtención del extracto seco total deseado.
2.7.- Pasteurización:
. La pasteurización de la’ leche, es el medio para destruir totalmente las
bacterias patógenas y parcialmente los. microorganismos perjudiciales, así
como algunas de los enzimas de la leche.
La pasteurización debe ser aplicada a modo de conseguir resultados
efectivos bajo el punto de vista microbiológico sin alterar el equilibrio de los
161
elementos químicos y el estado físico de la leche. -E l tratamiento térmico
aconsejable es de 72°C durante 15 seg.
2 . 7 . 1 Ventajas de la pasteurización:
a.- Destruir el 100% de las bacterias patógenas que existen en la leche y
99% de las bacterias productoras de ácido láctico.
b.- Destruir las bacterias de grupo Coji, las levaduras y algunas de las
enzimas de la leche.
c.- Controlar más fácilmente los métodos efe producción y la velocidad de
maduración.
d.- Producir queso estandarizado todo él. ano.
e.- Obtener productos de más larga conservación.
f.~ Obtener quesos con sabor y aroma más puro, aunque de diferentes
características que el elaborado con leche cruda.
2.7.2. Desventajas de la pasteurización:
a.- La leche pasteurizada cuaja más difícilmente que la leche cruda (tiempo
de coagulación mayor), se produce un coágulo más blando, el desuerado es
más lento y debido a la formación de un coágulo débil se pierde más materia
seca en el suero.
162
b.- Un tratamiento térmico muy alto--(superior a 72°C durante 15 seg.) tiene
las siguientes consecuencias:
Rompe el equilibrio entre el contenido de calcio y fósforo soluble y el
• calcio y fósforo colóidales.
• Modifica las dimensiones de las micelas coloidales de la caseína, así
como el grado de hidrátación de las micelas.
• Provoca la desnaturalización, de las proteínas del suero,
, ¡nsojubilizándose y precintando junto . con la caseína en la
coagulación por ácido y cuajo.
Se .obtiene ,un mayor rendimiento por retención de mayor cantidad de
proteínas, pero se producen quesos ide inferior calidad ya que ías proteínas
del suero son más higroscópicas obteniéndose un producto de humedad más
alta y pH más bajo, además el queso^adquiere un sabor amargo durante la
maduración del queso;
2.8.- Premaduración de ¡a leche:
2.8.1.- Definición:
La “Premaduración” es el desarrollo limitado de las bacterias lácticas en la
leche destinada a la elaboración de; quesos.
2.8.2.- Importancia:
Como las bacterias lácticas naturales han sido destruidas por efecto del
calentamiento es preciso agregar a la leche pasteurizada los cultivos o
fermentos lácticos correspondientes.
El fermento láctico se adiciona a la leche inmediatamente antes de
adicionar el cuajo o un determinado tiempo antes (1 hora), de manera que se
163
logre una leve producción de ácido láctico. En la elaboración de quesos, el
rol de los fermentos lácticos se puede resumir como sigue:
a.- Desarrollo de acidez:
La acidificación producida por las bacterias lácticas-(transformación de la
lactosa en ácido láctico) tiene gran influencia en la elaboración de quesos por
las siguientes razones:
Control de contaminantes: Impedir el desarrollo de microorganismos
indeseables que pueden causar defectos en el queso.
Favorecer el desuerado: El aumento de acidez fomenta el desuerado
de la cuajada, ya que la capacidad de las proteínas de absorber agua
es menor a valores bajos de pH.
• Ayudar al desarrollo de sabor: debido a la formación de ácido láctico
se desarrolla un sabor ácido en el queso.
Ayudar a formar el cuerpo o consistencia del queso durante 4a
maduración: Con el aumento de-acidez y por tanto disminución de pH
(5.2) se produce una descalcificación o desmineralización de la
caseína.
Las características de elasticidad, firmeza, cohesión y plasticidad de los
quesos está relacionada con la hidrólisis enzimàtica de las proteínas,
solubilizando la mayor parte dé la caseína.
b.- Desarrollo de gas y aroma:
La producción de gas (CO2) influye en la textura del queso, con formación
de ojos en el queso; y la producción de diacetilo es responsable del aroma en
los quesos.
164
2.9.- Coagulación de la leche:
2.9.1,- Definición:
Se define la coagulación de la leche como la desestabiüzación de las
micelas de-caseína (fíoculación) y la asociación de micelas floculadas para
transformarse-en un gel o coágulo compacto, en el que se encuentra
disperso el suero.
2.9.2.- Tipos de coagulación:
a.- Coagulación ácida o láctica:
En la coagulación ácida, o también llamada láctica, la leche va a coagular
por efecto de la acidificación del medio, obteniéndose una cuajada láctica.
Esta acidificación se puede logradpor diferentes métodos:
Mediante la adición de ácidos (cítrico, acético) dando lugar a ^ n a a
acidificación rápida, que-orig ina la fíoculación de las micelas de
caseína.y la formación de un coágulo granuloso. Este método no es
muy común.
Mediante una acidificación progresiva que determina la formación de un
coágulo homogéneo que ocupa totalmente el volumen inicial de la leche.
Esto se logra aplicando las siguientes técnicas:
- Dejando la leche durante un tiempo en unas determinadas condiciones
ambientales (de temperatura principalmente). Esto es debido a que cualquier
leche, incluso la recogida en bueñas condiciones higiénicas, posee siempre
una flora láctica natural que va a actuar sobre la lactosa, acidificando, como
consecuencia el medio.
165
- Mediante la adición de fermentos lácticos que degradan la lactosa
produciendo ácido láctico (fermentación láctica), a la vez cjue pueden dar
sabor y aroma al queso. Es el método más común de obtener cuajadas
lácticas.
Gracias a la producción de ácido láctico, disminuye el pH de la leche.
Cuando se alcanza el punto isoeléctrico de la caseína (pH 4.6) la leche
coagula y forma un gel de Iqs características siguientes: desmineralizada,
friable, porosa y permeable.
b.- Coagulación por cuajo o enzimàtica:
■ Factores que afectan a la coagulación de la leche:,
- Temperatura: Hacia los 40 - 42°C la actividad coagulante es
máxima y disminuye a temperaturas in fe rio res a 28°C y superiores
a 50°C.
- Acidez: Un pH inferior a 6.6. favorece la actividad, del cuajo. Por
ello es importante la premaduración de la leche con fermentos
lácticos que producen ácido láctico bajando el pH de la leche (6.2 - 6.4). La
actividad máxima de la quimosina se sitúa a pH 5.5.
- Concentración en iones calcio: Adicionando cloruro. càlcico a la
leche aumenta la concentración de iones calcio, facilitando la
actividad del cuajo.
- Composición de la leche: Se debe utilizar leche de composición
constante para que la coagulación sea similar día tras día.
166
-, Fases de la coagulación enzimàtica: :
- Fase primaria o enzimàtica: Que corresponde a una acción específica
de la enzima (cuajo).-sobre la caseína -K, conduciendo a' la desestabilización
micelar. La caseína -\K es el componente que estabilíza la micela, porque es
insensible al calcio y actúa de coloide protector.
Esta fase conduce a la transformación del fosfocaseinato de calcio en
parafosfocaseínato de\ calcio insoluble y a la liberación del
caseíno - macropéptido soluble por lo que desaparece la capa hidratada y
cesa la protección.
La reacción esquemática es la siguiente:
Uaseinato de calcio + cuajo 1=^ Páracaseinato càlcico + CMP
(Insoluble) (Soluble)
- Fase, secundaria o de ¡coagulación: El parafosfocaseínato o; ’ / /
paracaseinato formado precipita en presencia de iones de calcio. Se van
formando unos agregados moleculares en forma de red cada vez mayores,
que crecen incluyendo a los glóbulos de grasa y al suero.
La adición de cloruro de calcio a la leche aumenta la presencia de iones
de calcio, lo que beneficia el proceso de coagulación. En concreto, la rigidez '
del gel está asegurada principalmente por el fosfato de calcio coloidal.
- Fase terciaria: En esta etapa, la enzima quimosina del cuajo es
responsable de la proteolísis de la caseína, durante et afinado o maduración
de los quesos. Si esta proteolísis es moderada contribuye a la maduración y
a la formación de aromas, pero si la proteolísis es muy activa puede dar
sabor amargo a los quesos.
167
Es importante destacar'que casi todas las cuajadas de quesería se
obtienen por coagulación mixta es decir, por acción simultánea del cuajo y
del ácido láctico, proveniente de' la transformación de la lactosa por las• y . ■ ■ . ' - , i
bacterias lácticas. No obstante, siempre existe un predominio más o menos
acentuado de uno de los dos tipos de coagulación: àcida o enzimàtica.
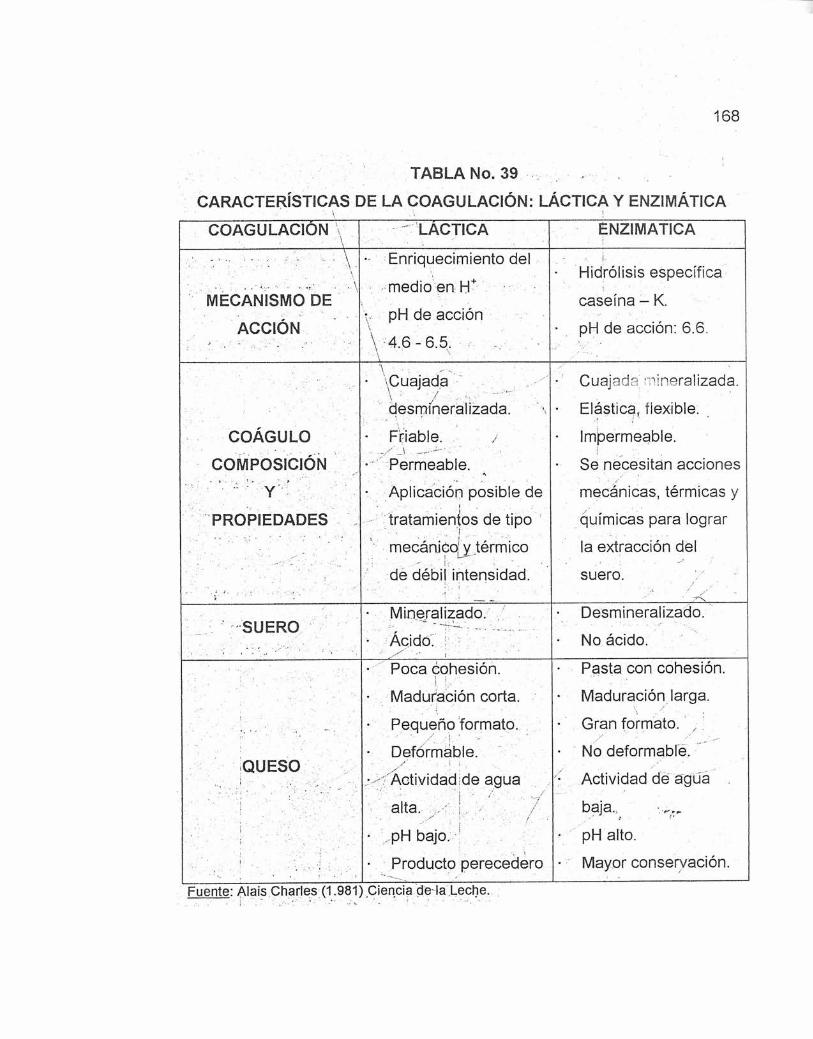
168
TABLA No. 39
CARACTERÍSTICAS DE LA COAGULACIÓN: LÁCTICA Y ENZIMÀTICA
COAGULACIÓN V‘ ' Y
■ " LÁCTICA ÉNZIMATICA.....- ' ............ —
? ' \ . • . im Y . V- ;"' • VA
MECANISMO DE
ACCIÓN
■ Enriquecimiento del
medio en H+
pH de acción
4.6 -6.5 .
• Hidrólisis específica
caseína - K.
• pH de acción: 6.6.
COÁGULO
COMPOSICIÓN
PROPIEDADES
■ '\ :-• Cuajada
■ V ; ! y • ■’ «Sj-«" desmineralizada. A
Friable. j
• Permeable.
■ Aplicación posible dei
tratamientos de tipo
mecánjco[ytérmico
de débil intensidad.
Cuajada mineralizada.
Elástica, flexible.
Impermeable.
Se necesitan acciones
mecánicas, térmicas y
químicas para lograr
la extracción del
suero.
SUEROMineralizado.
■ Ácido. |
Desmineralizado.
No ácido.
QUESO
• Poca cohesión.
• Maduración corta.
Pequeño formato.
Defórmable.
• • Actividad de agua
alta. ¡ a V. /
• pH bajo.
• Producto perecedero
Pasta con cohesión.
Maduración larga.
• Gran formato.
No deformable.
YY Actividad de agua
baja.
pH alto.
Mayor conservación.
Fuente: Alais Charles (1.981 ( Ciencia dé la Leche.
169
2.10.1 - Definición:
Se denomina desuerado al conjunto de dos procesos: sinéresis y
evacuación física del suero fuera de la cuajada. La sinéresis, se puede
definir como un proceso en el que se produce la contracción de la cuajada y
el comienzo de la exudación espontánea de suero fuera de la cuajada.
2.10.2.- Tipos de desuerado:
a.- Desuerado natural o espontáneo de una cuajada láctica:
El desuerado de una cuajada láctica se produce espontáneamente debido
a la gran dispersión de agregados i moleculares de .caseína, a la
contractibilidad casi nula del gel y a la aúsencia de carga mineral. Este tipo
de desuerado es lento y conducirá a la obtención de una cuajada muy
húmeda y poco desuerada. Por todo ello no es conveniente emplear una
coagulación estrictamente láctica, ^sino que se aplica una coagulación mixta,
adicionando una pequeña cantidad de cuajo, cuya función es facilitar el
desuerado.
Factores que afectan el desuerado de una cuajada láctica:
- Acidificación rápida de la cuajada: Es el resultado del descenso del
pH, debido a la fermentación.láctica.
- La temperatura: A medida que la temperatura se aproxima a los
30°C, es decir, la temperatura óptima para el desarrollo de los fermentos
lácticos se favorece el desuerado. Hacia los 15 - 20°C, prosigue con lentitud.
2.10.- Desuerado:
170
- Aplicación de tratamiento mecánico (volteo de la cuajada): Se deben
tomar las precauciones necesarias para evitar pérdidas de cuajada en el
suero.
b.- Desuerado acelerado de una cuajada enzimàtica:
El desuerado de una cuajada enzimàtica requiere de acciones mecánicas,
térmicas y químicas paraVomper la impermeabilidad de la cuajada y lograr la
extracción del suero.
• Factores que afectan el desuerado de una cuajada enzimàtica:
Mecánicos:
> Corte de la cuajada: Consiste en dividir la cuajada por medio de liras con
e l(objeto dé transformar la masa en granos de un tamaño determinado,
para favorecer la expulsión del suero. ’ <
- Las liras son unos rectángulos de metal cruzados por una serie de
alambres^ de-acero inoxidable; colocados a espacios regulares a la
distancia más conveniente para el tipo de queso a producir. Por lo
general, se usan dos liras, una1 de alambres verticales y otra de alambres
horizontales.
El tamaño de los granos tiene importancia respecto del contenido de
agua del queso en el sentido de ; que pequeños granos más fácilmente
eliminan agua y granos grandes tienden a. retener el agua. También el
■ tamaño de los granos tiene influencia en la textura y consistencia del
queso en la manera de que granos grandes dan ojos relativamente
grandes y-no muy abundantes y una consistencia blanda mientras que
granos pequeños dan ojos más pequeños y más abundantes y una
consistencia más dura.
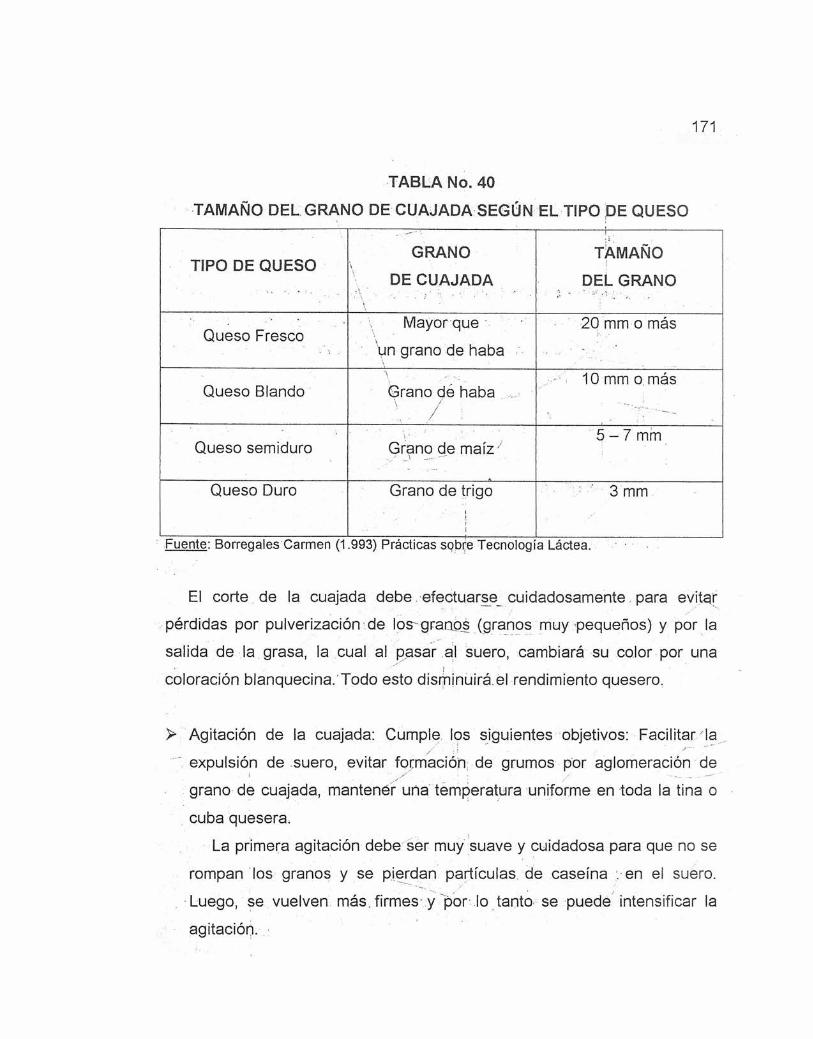
171
TABLA No. 40
TAMAÑO DEL GRANO DE CUAJADA SEGÚN EL TIPO DE QUESO
TIPO DE QUESOGRANO
DE CUAJADA
(
TAMAÑO
DEL GRANO
Queso FrescoMayor que
un grano de haba
20 mm o más
Queso Blando Grano de haba ./ ;/ '
10 mm o más
Queso semiduro Grano de maíz"5 - 7 mm
Queso Duro Grano de trigoi> • !
■ 1
3 mm
Fuente: Borregales Carmen (1.993) Prácticas sobije Tecnología Láctea.
El corte de la cuajada debe efectuarse cuidadosamente para evitar
pérdidas por pulverización de los-granos (granos muy pequeños) y por la
salida de la grasa, la cual al pasar al suero, cambiará su color por unaI :
coloración blanquecina. Todo esto disminuirá el rendimiento quesero.
> Agitación de la cuajada: Cumple los siguientes objetivos: Facilitar la
expulsión de suero, evitar formación: de grumos por aglomeración de
grano de cuajada, mantener una temperatura uniforme en toda la tina o
cuba quesera.
La primera agitación debe ser muy suave y cuidadosa para que no se
rompan los granos y se pierdan partículas de caseína en el suero.
Luego, se vuelven más. firmes y por lo tanto se puede intensificar la
agitación.
172
El tiempo de agitación varía con el tipo de queso a elaborar. Para los
quesos blandos,, que deben tener granos grandes, con alto contenido de• ' ' \ ■ ■' • y " • ' V ; ‘ ihumedad, .el tiempo de agitación es de 5 - 10 minútos. Con respecto a
los quesos semic^uros, el tiempo de agitación es de .10 - 30 minutos. Y
para los quesos duros, que deben tener granos muy pequeños, con bajo " ■ \ . ' í :
contenido de humedad, el tiempo de agitación es de 30 - 40 minutos.
- Térmicos:
> Calentamiento de la cuajada: Tiene como objetivo encoger los granos de
cuajada,-que así expulsan suero y se vuelven más pequeños. De manera,
que el-calentamiento aumenta la sinéresis y acelera así la salida del
suero, porque afecta directamente la capacidad física de ia cuajada para
retener humedad ya que las proteínas absorben menor cantidad de agua
a medida que aumenta la tempérátura. El calentamiento de la cuajada
también influye en el pH, ya que las bacterias se desarrollan más
lentamente al aumentar laderriperatura y por consiguiente el desarrollo de
acidez es.más lento.
La temperatura de calentamiento está determinada por el contenido de
humedad que se desea en el queso final. Para los quesos duros se usan
temperaturas de calentamiento más elevadas (50 - 55°C) que para
quesos semiduros (36-40°C) . En general, la cuajada de quesos blandos
no se somete a calentamiento
- Químicos:
> Acidificación láctica: Favorece el desuerado.
173
> Materia grasa: Cuanto mayor’ sea el-contenido en materia grasa de la
leche de fabricación, más difícil será el desuerado. Esto es debido a que
la materia grasa retiene agua en su estructura, a la vez que disminuye el
poder de contracción de la cuajada y aumenta la-viscosidad del producto,
originando una fina película ■ impermeable que impide un correcto
desuerado.
2.11.- Moldeado:
2.11.1.- Definición:
El moldeado consiste en la colocación de los granos de cuajada dentro de
un molde, con la-finalidad de-dar la forma y tamaño de acuerdo a sus
características y en cierto modo de acuerdo a la tradición y a exigencias del
mercado.
2.11.2.- Formas de moldes:
a.- Moldes cuadrados, sin agujeros (para quesos blandos).
b.- Moldes cilindricos, sin agujeros (para quesos blandos)/
c.-M oldes cilindricos perforados.
d.- Moldes cilindricos desarmables y perforados (para queso Enmental).
e.- Moldes con tapa y fondo (para queso Gouda).
f.- Moldes de plástico y acero inoxidable (los más usados).
Al colocar la cuajada en loé moldes, en general se revisten éstos de tela
lienzo para facilitar la salida de suero y para formar/la corteza.
174
2.12.1 . Definición:
- Consiste en compactar la cuajada para completar la expulsión de suero y
dar la forma característica del tipo de queso correspondiente.
2.12.2.- Tipos de prensádo:
a.- Prensado por gravedad;
Es el más suave y se emplea cuando se quieren producir quesos de alto
contenido en humedad, blandos o incluso algunos quesos semiduros. Los
quesos se dejan en moldes perforados'durante unas horas y, por acción de
su propio peso, van drenando suero.:
b.- Prensado corto, en prensas neumáticas o hidráulicas;
Se realiza a 0.4 - 0.5 bar (1; bar = 1 5 libras) en moldes perforados,
cuando se.quieren obtener quesos de un contenido medio en humedad. Este
prensado puede durar desde unos minutos a unas pocas horas.
c.- Prensado largo, en prensas neumáticas o hidráulicas;
Se realiza a 1.0 - 1.5 bar durante 8 a 48 horas, cuando se quieren"
obtener quesos de bajo contenido en humedad.
;• Durante el prensado se pueden realizar volteos a los quesos con la
finalidad de regular la humedad y por consiguiente el grado de acidez entre
las fases superiores e inferiores del queso.
2.12.3.- Parámetros del prensado;
a.- Presión.... ; ■•.': í. . , ■ / ;
b.- Temperatura
2.12.- Prensado:
175
c.- Tiempo
La presión y el tiempo de prensado dependen de: el tamaño del queso, la
firmeza del queso, el contenido de materia grasa y la temperatura de
prensado.
2.13.- Salado de los quesosf
2.13.1. Objetivos:
a.- Completar el desuerado:
Favorece el drenaje de la fase acuosa libre de la cuajada, modifica la
hidratación de las proteínas e interviene en la formación de la corteza,
logrando así la consistencia y aspecto típico de cada queso.
b.- Contribuye a dar al queso su sabor característico:
También realza el sabor de determinadas sustancias que aparecen
durante la maduración del queso.
c.- Es un factor determinante de la actividad enzimàtica y microbiològica:
Debido a la acción directa del cloruro de sodio y a la disminución de la
actividad del agua (aw), favorece la conservación del queso e influye en su
proceso de maduración. Produce una selección de la flora bacteriana que
actúa durante la maduración del queso.
d.- Constituye una protección contra los microorganismos indeseables:
La sal frena el desarrollo de bacterias responsables de la putrefacción y
productora de gas.
176
En quesería se utilizan diversos métodos de salado, én función del tipo de
queso.
a.- Adición de sal a la leche:
En la fabricación de cresos de pasta dura y firme, se puede adicionar una
pequeña cantidad de sal á la leche para que la flora bacteriana se habitúe a
la sal y consequir una distribución uniformé:'“:
b.- Salado en el suero
La sal se agrega a la cuajada después de la eliminación parcial de suero
y se mezcla por lo manos 10 minuto? durante la agitación final. Este método
de salado produce un queso con: mayor contenido de humedad y de
consistencia más suave, además se l5btiene una cierta selección microbiana
para controlar la velocidad de formación de ácido láctico.
c.- Salado en la masa del queso::
En este caso la sal se ágrega después que se ha eliminado
completamente el suero, es decirse agrega al grano antes de ser colocado
en los moldes o a la masa de cuajada que fue molida o picada con
anterioridad y luego que la acidez haya alcanzado el grado deseado para el
tipo de queso en elaboración.
Con este método la sal actúa en forma muy’ directa, se^dispersa
rápidamente e influye en. el desarrollo de flora bacteriana. Para que la
distribución sea uniforme es recomendable agregar lentamente la sal y
después que la temperatura de la cuajada baje a 29 - 30 °C. Esta forma de
salado favorece la absorción y evita pérdidas exageradas de humedad y
materia grasa.
2.13.2. Métodos de salado:
177
d.- Salado en seco:
El salado en seco se efectúa en la superficie del queso frotando la sal a
fin de distribuirla uniformemente, y en general/se aplica en fases sucesivas
durante varios días (24 horas hasta 12 días) según el tipo de queso.
e.- Salado en salmuera:
La salmuera es una disolución de sal en agua, dentro de concentraciones
variables, según la consistencia de cada tipo de queso.
Cuando un queso se sum erge/en una salmuera la diferencia de
concentración entre la fase acuosa del queso (suero) y la salmuera (sal)( ' ' j : *
produce intercambios entre ambos, debido a fenómenos de difusión y
osmosis. Este proceso de difusión persiste hasta que se produce el equilibrio
de la concentración.
Características de la salmuera:
- Concentración de sal:
Se mide por la densidad en grados Baumé (°Bé), los valores óptimos se
encuentran entre 1 6 -2 0 °Bé.
> Quesos de pasta dura y firme: 19 - 22% de sal.
> Queso blando: 1 6 - 1 8 % de sal.
Si la concentración de sal és inferior a; 11 °Bé, la absorción de la sal es
muy lenta, la proteína presentará tendencia a disolverse y la corteza quedará
viscosa y gelatinosa. Este fenómeno será aún más evidente si el grado de
acidez de la salmuera es elevado.
Si la concentración de sal es superior a 23 °Bé, presenta el riesgo de
formar una corteza muy gruesa y muy dura en el queso.
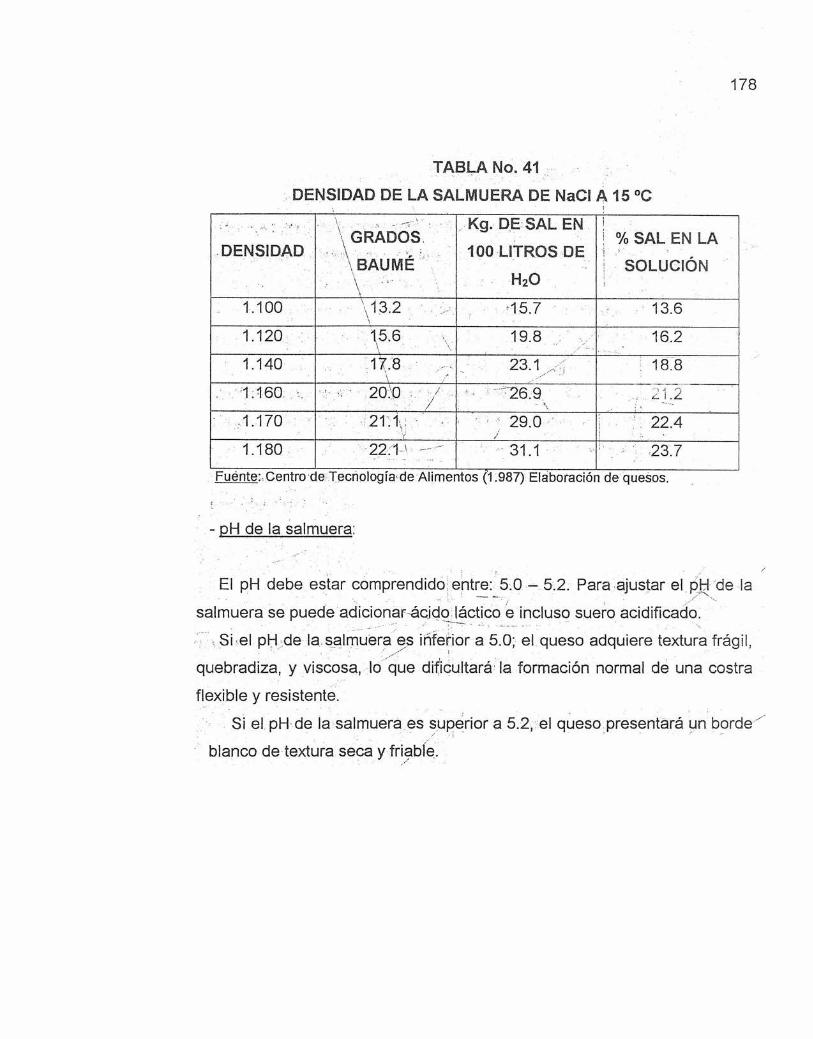
178
TABLA No. 41
DENSIDAD DE LA SALMUERA DE NaCI A 15 °C
.DENSIDAD\ GRADOS.
BAUMÉ\ ■ -' ' . ■ \
Kg. DE SAL EN
100 LITROS DE
H20
li % SAL EN LA
; SOLUCIÓN
1.100 13.2 : 15.7 13.6
1.120 15.6\ 19.8 16.2
1.140 17.8 23.1 18.8
1.160 -■■■>• 20.0 26.9 ... 21.2
1.170 21.1 29.0/
22.4
1.180 22.1 31.1 23.7
Fuénte: Centro de Tecnología de Alimentos (1.987) Elaboración de quesos.
pH de la salmuera:
El pH debe estar comprendido entre: 5.0 - 5.2. Para ajustar el pH de la
salmuera se puede ad icionar^cjdo jáctico e incluso suero acidificado.
, Si el pH de la salmuera es inferior a 5.0; el queso adquiere textura frágil,
quebradiza, y viscosa, lo que dificultará la formación normal de una costra
flexible y resistente.
Si el pH de la salmuera es superior a 5.2, el queso presentará un borde
blanco de textura seca y friabíe.
179
- Temperatura de la salmuera:
Generalmente se-recomienda" mantener la salmuera a temperatura de
10 - 17 °C, para efectuar-una salazón constante, lenta y en fórma suave que
facilitará la formación de\una corteza delgada y flexible e impedirá la
fermentación del queso hasta que la sal se distribuya por toda la masa.
- Calcio:
El contenido en calcio de Id salmuera, ayuda a secar la corteza de los
quesos, evitando que sea pegajosa. Un 0.2 - 0.5 % de CaCl2 permite lograr
este propósito.
- A medida que la salmuera envejece se vá enriqueciendo paulatinamente
en este elemento, lo que producirá un excesivo endurecimiento de la corteza
del queso.
■ ‘ Preparación de la salmuera:
La preparación de la salmuera para salado de los quesos comprende los
siguientes pasos:
- Disolución de la sal para lograr la concentración recomendada.
- Calentamiento de la salmuera a 80°C para pasteurizarla.
- Enfriamiento de la salmuera a una temperatura de: 10 - 17°C.
- Ajustar el pH y la concentración de la'salmuera a los valores indicados,
según el tipo de queso.
180
2.14.- Maduración o afinado del queso:
2.14.1.- Fundamento:
Después del saiadp muchos, tipos de quesos se almacenan por diferentes
lapsos de tiempo en cavas de maduración con el propósito de que se
desarrollen varios procesos químicos, físicos, microbiológicos y enzimáticos
que resu ltan . en el aspecto, textura, consistencia y sabor característicos del
queso madurado o afinadó,
Las transformaciones se producen medianteenzimas y microorganismos
presentes en el queso. En algunos tipos de quesos también ocurre una
maduración en la superficie del mismo por'el desarrollo de mohos.
La actividad-de los microorganismos'y las enzimas; depende de varios
factores, de los cuales los más importantes son el pH, el contenido de agua y
la sal en el queso, la temperatura y la humedad en la cava de maduración y,-
por último, el tratamiento superficial; aLque se someten los quesos.
Asimismo, la maduración depende de los tipos de bacterias y enzimas
presentes en el queso.
Los principales componentes orgánicos que se trasforman durante el
proceso de maduración son: La Igctosa, la proteína (caseína), la materia
grasa v el ácido cítrico.
2.14.2;-: Modificación importante en la maduración de los quesos:
a.- Procesos apreciables a simple vista:
• Pérdida de humedad, secado.
• Formación de una corteza más o menos sólida, que puede ser seca, o
- estar cubierta de mohos.
■ Formación de-una pasta homogénea y elástica de: color entre blanco y
amarillento: .
181
Formación de orificios (ojos,..fisuras, o grietas),
b Procesos químicos:
,• Transformación total de la lactosa en ácido láctico por la acción de los
fermentos lácticos.
Neutralización del ácido láctico, lo cual implica aumento del pH.
Hidrólisis enzimàtica de las proteínas, lo cual resulta en la transformación
de la caseína (insoluble)\ en compuestos más simples: proteosas,• . ■ . • - \ y ... . !
peptonas, péptidos y am¡noácidos;/dando así al queso la textura deseada
en la masa.
Hidrólisis enzimàtica de la grasar lo cual resulta en la formación de ácidos
grasos: caproico, caprílico, caprico,-oleicó y linoleico; contribuyendo a la
formación del aroma en el queso.
2.14.3.- Factores físico-químicos que regulan el desarrollo de la maduración:
a.- El oxígeno:
Es indispensable al crecimiento de mohos y bacterias lácticas.
b.- La humedad:
Favorece el desarrollo microbiano. Los quesos blandos (húmedos); ejm:
Camembert, Brie, etc. Y los quesos de pasta dura (secos) maduran
lentamente ( 3 - 1 2 meses) ejm: Queso Gruyére, Emmental, etc.
c.- La temperatura:
Varía con la naturaleza de las bacterias. Para los fermentos lácticos
mesófilos se requieren tener una temperatura entre 13 - 15 °C en las cavas
de maduración y para las bacterias proteolíticas entre 15 - 20 °C.
182
d.- El pH
Mientras los mohos exigen un medio ácido. Las bacterias proteolíticas se
desarrollan bien en un medio-neutro.
2.15.- Empacado de los quesos:\
2 . 1 5 . 1 Objetivos:
a.- Dar al quesouna apariencia lijripia y agradable al consumidor.
b.- Proteger el queso ,de fenómenos. exteriores perjudiciales tales como:
ataques de insectos,, malos olores, ataques de microorganismos, etc.
c.- Reducir al máximo las pérdidas dé humedad que puedan producirse.
d.- Mantener su forma durante ;todo el periodo de almacenamiento y
distribución.
2.15.2.- Requisitos del empaque:
a.- Debe ser impermeable al oxigeno, anhídrido carbónico y vapor ae agua,
elementos perjudiciales a las. características de conservación del queso. Si
se pretende que el queso madure dentro del envase este debe ser
permeable al oxígeno.
b.- No debe contener sustancias tóxicas que puedan pasar ai queso.
c.- Debe ser posible sellarla herméticamente.
d.-Debe ser flexible, capaz de adherirse a la superficie del queso.
e.- Debe ser transparente, para que el consumidor pueda observar la calidad
del producto.
183
2.15.3.- Sistemas de empacado:
Existen tres métodos de protección' del queso mediante películas
plásticas: por inundación*. de gas (gas flush), envasado al ‘vacío (vacuum
pack) y envoltura apretada (Light wrap).
Estos sistemas pueden usarse tanto para el queso entero como para el
queso porcionado y la base de estos sistemas es .la reducción del nivel de
oxígeno (O2) en contacto con el queso a un nivel tal, que inhibe el
crecimiento de microorganismos tales como los hongos.
Estos sistemas requieren que la película plástica utilizada tenga una
permeabilidad baja a los gases y al; vapor de agua. La permeabilidad a gases
debe ser inferior a 15 cc de CO2 ó 2 cc de 0 2 / m2 de película' en 24 horas y
la permeabilidad al vapor de agua debe ser inferior a 15 gr. / m2en 24 horas.
En los sistemas con gas se utiliza nitrógeno o dióxido de carbono (C 02)„ . 
184
b.- La superficie del queso debe estar seca y temperada respecto al
ambiente del- Ideal de envasado, para evitar condensación de humedad en la
superficie del queso y crecimiento de hongos entre la película plástica y la
superficie del queso.
c.- Los quesos se puedan, envasar .después de retirarlos de la salmuera una
vez que estén bien secoé.
d.- Dado que el envasado temprano del queso impedirá la pérdida de
humedad que ocurra normalmente durante la maduración (2-4%), el proceso
de elaboración debe ajustarse-para qué el queso después de la salazón
tenga la humedad correcta.. Si ello no sé hace, el queso puede exudar suero
y éste se acumulará dentro del envase.
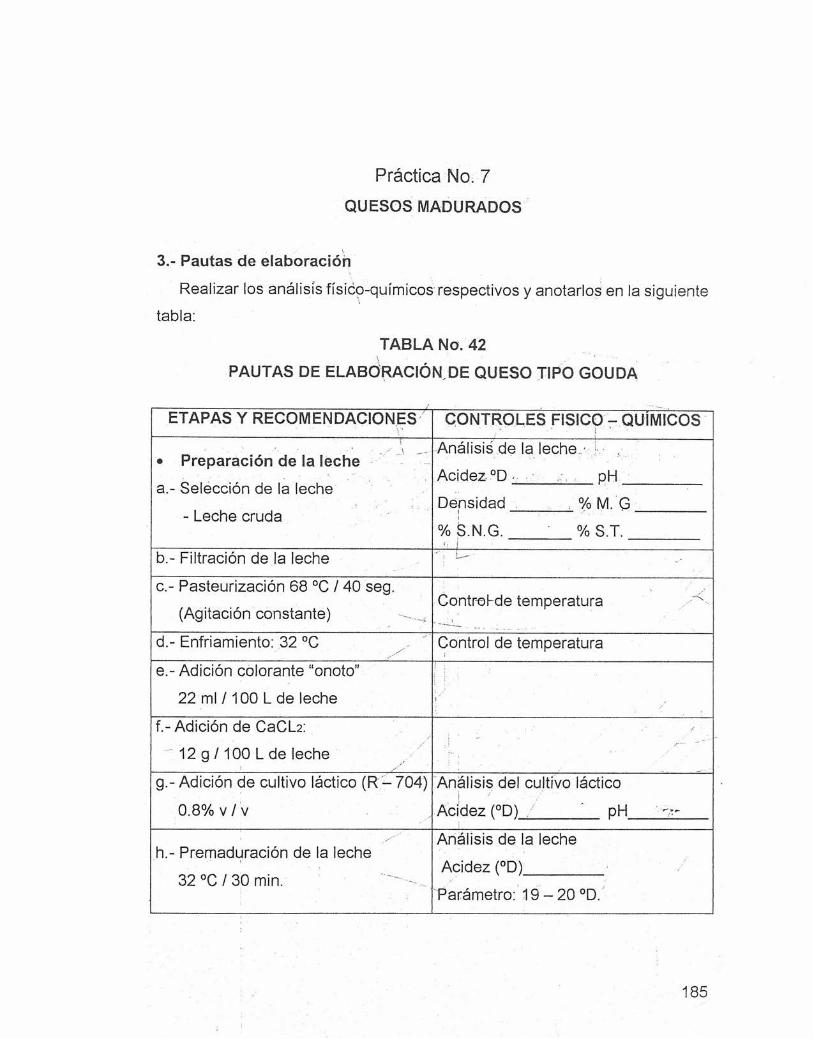
Práctica No. 7
QUESOS MADURADOS
3.- Pautas de elaboración
Realizar los análisis físico-químicos respectivos y anotarlos en la siguiente
tabla:
TABLA No. 42
PAUTAS DE ELABORACIÓN.DE QUESO TIPO GOUDA
ETAPAS Y RECOMENDACIONES CONTROLES FISICO - QUÍMICOS
; r ' _ X- \ ___-■
• Preparación de la leche
a.- Selección de la leche
- Leche cruda
Análisis de la leche >.• ,-,; -
Acidez °D ■ pH
Densidad % M. G! ------------- --------------% S.N.G. % S.T.i ! i
b.- Filtración de la leche
c.- Pasteurización 68 °C / 40 seg.
(Agitación constante)Control-de temperatura
d.- Enfriamiento: 32 °C Control de temperatura
e.- Adición colorante “onoto”
22 mi /10 0 L de leche
f.- Adición de CaCL2:
12 g /100 L de leche
g.- Adición de cultivo láctico (R - 704)
0.8% v / v
Análisis del cultivo láctico
Acidez (°D) pH
h.- Premaduración de la leche
32 °C / 30 min.
Análisis de la leche
Acidez (°D)
Parámetro: 1 9 - 2 0 °D.
185
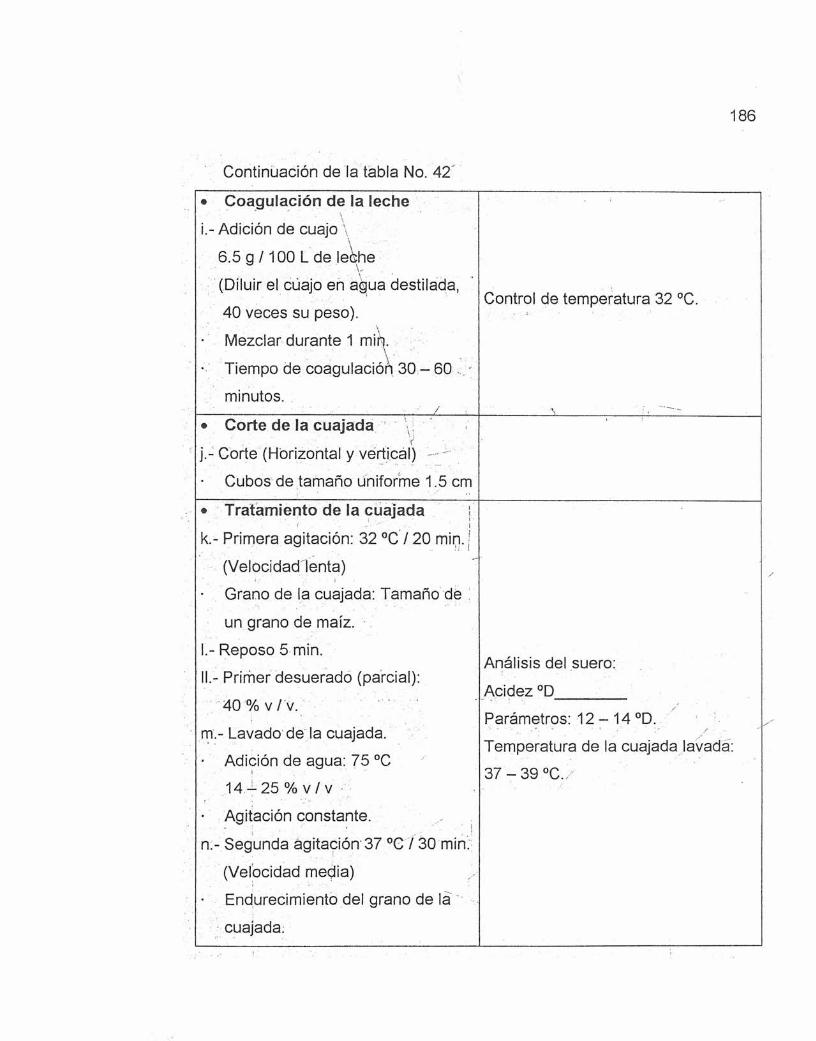
186
Continuación de la tabla No. 42
• Coagulación de la leche
i.- Adición de cuajo \
6.5 g /100 L de lechey(Diluir el cuajo en agua destilada,
40 veces su peso).
• Mezclar durante 1 mify
• Tiempo de coagulación 30 - 60
minutos./
Control de temperatura 32 °C.
• Corte de la cuajada \x •.
j.- Corte (Horizontal y vertical)
• Cubos de tamaño uniforme 1.5 cm
. Tratamiento de la cuajada j. ' • r , - •r'r.'T •' r ' .1
k.- Primera agitación: 32 °C / 20 min. j
(Velocidadlenta)
• Grano de la cuajada: Tamaño de
un grano de maíz.
Reposo 5 min.
II.- Primer desuerado (parcial):
40 % v / v.
m.- Lavado de la cuajada.
• Adición de agua: 75 °C
1 4 - 2 5 % v / v
• Agitación constante.
n.- Segunda agitación 37 °C / 30 min.
(Velocidad media)
Endurecimiento del grano de la
cuajada.
Análisis del suero:
Acidez °D
Parámetros: 12 - 14 °D.
Temperatura de la cuajada lavada:
37 - 39 °C >
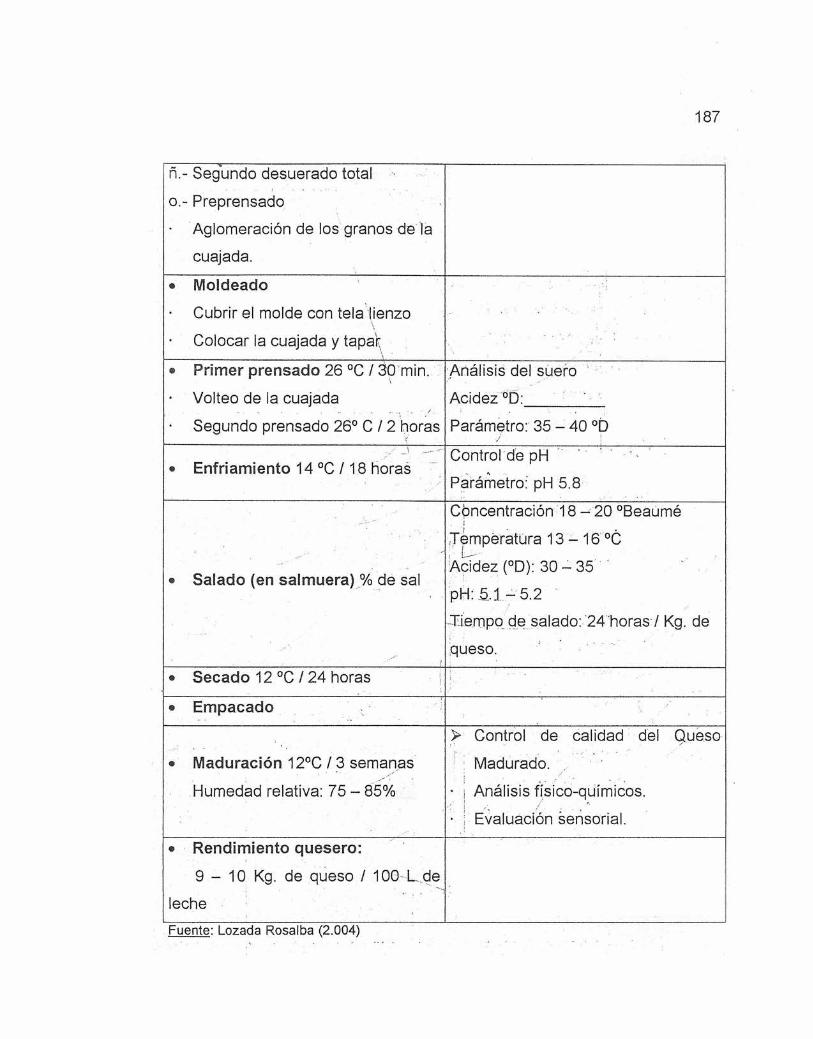
187
ñ.- Segundo desuerado total
o.- Preprensado
■ Aglomeración de los granos de la
cuajada.
• Moldeado
• Cubrir el molde con tela lienzo
Colocar la cuajada y tapar;
• Primer prensado 26 °C / 30 min.
• Volteo de la cuajada
• Segundo prensado 26° C / 2 horas
Análisis del suero
Acidez °D:
Parámetro: 35 - 40 °D• -/ ,_\ _—'
• Enfriamiento 14 °C / 18 horasControl de pH
Parámetro: pH 5.8
• Salado (en salmuera) % de sal
Cpncentración 18 - '2 0 °BeauméITemperatura 13 - 16 °C
Acidez (°D): 30 - 35
pH: 5.1 - 5 . 2
Tiempo de salado: 24 horas / Kg. de
queso.
• Secado 12 °C / 24 horas
• Empacado
• Maduración 12°C / 3 semanas
Humedad relativa: 75 - 85%
> Control de calidad del Queso
: Madurado.
• i Análisis físico-químicos.
• ¡ Evaluación sensorial.
• Rendimiento quesero:
9 - 10 Kg. de queso / 100 L de
leche
Fuente: Lozada Rosalba (2.004)
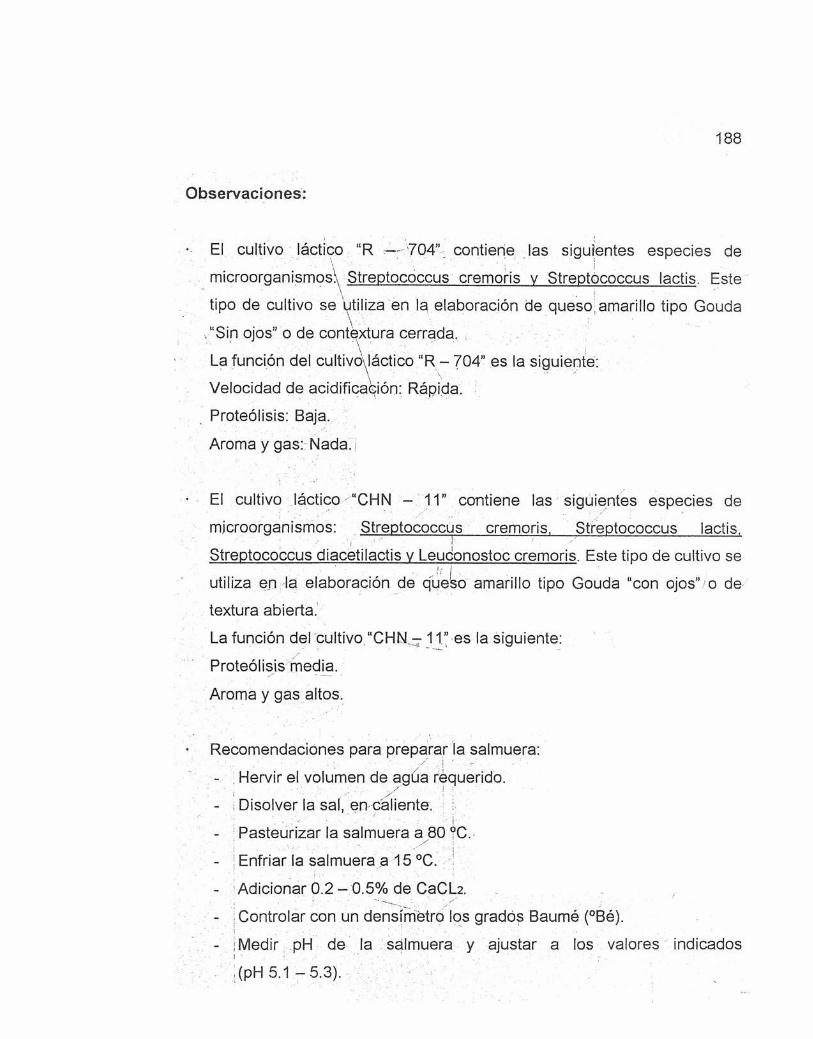
188
Observaciones:
• El cultivo láctico “R - 704” contiene las siguientes especies de\ . í
microorganismos). Streptococcus cremoris y Streptococcus lactis. Este
tipo de cultivo se utiliza en la elaboración de queso,amarillo tipo GoudaY „\
. “Sin ojos” o de contextura cerrada.
La función del cultivd\láctico “R - 704” es la siguiente:
Velocidad de acidificación: Rápida.
Proteólisis: Baja.
Aroma y gas: Nada.
• El cultivo láctico “CHN - 11” contiene las siguientes especies de
microorganismos: Streptococcus cremoris. Streptococcus lactis,
Streptococcus diacetilactis y Leuconostoc cremoris. Este tipo de cultivo se
utiliza en la elaboración de queso amarillo tipo Gouda “con ojos” o de
textura abierta.
La función del cultivo “CHN.- 11" es la siguiente:
Proteólisis media.
Aroma y gas altos.
Recomendaciones para preparar la salmuera:
- Hervir el volumen de agúa requerido.
- : Disolver la sal, en saliente.
- Pasteurizar la salmuera a 80 9C.
- j Enfriar la salmuera a 15 °C. I
- Adicionar 0 . 2 - 0.5% de CaCL2.
- | Controlar con un densímetro los grados Baumé (°Bé).
- ¡Medir pH de la salmuera y ajustar a los valores indicados
(pH 5.1 -5 .3 ) .