Manual Técnico JG-JGA (Compresores Reciprocantes de Cilindros Opuestos Balanceados Para Trabajo...

of 138
Transcript of Manual Técnico JG-JGA (Compresores Reciprocantes de Cilindros Opuestos Balanceados Para Trabajo...
-
ARIELCompresores Reciprocantes
de Cilindros OpuestosBalanceados
para Trabajo Pesado
MANUAL TCNICOPara los Modelos:
JG y JGA
ARIEL CORPORATION35 BLACKJACK ROAD, MOUNT VERNON, OHIO 43050 - EE.UU.
TEL. (+1-740) 397-0311 FAX (+1-740) 397-3856 (vase tambin la pgina 7-11)VISITE NUESTRA PGINA EN INTERNET: www.arielcorp.com
REV: 11/01
-
PRECAUCINLAS UNIDADES COMPRESORAS DE GAS SON EQUIPOS COMPLICADOSY PELIGROSOS PARA PERSONAS QUE NO ESTN COMPLETAMENTECAPACITADAS Y FAMILIARIZADAS CON SU FUNCIONAMIENTO.ANTES DE LA PUESTA EN MARCHA: FAMILIARCESE CON EL EQUIPO.LEA Y ESTUDIE ATENTAMENTE LA INFORMACIN SOBRE PUESTA ENMARCHA Y PARADA TANTO DEL PAQUETE COMO DEL COMPRESOR!UNA MEZCLA DE GAS Y AIRE BAJO PRESIN PUEDE EXPLOTAR YCAUSAR GRAVES HERIDAS O MUERTE! ASEGRESE DE PURGARSUFICIENTEMENTE CUALQUIER MEZCLA EXPLOSIVA DEL COMPRESORANTES DE CARGARLO. DESPUS DE TERMINADA LA PURGA, EMPIECECON EL PROCEDIMIENTO DE PUESTA EN MARCHA ADECUADO.
PRECAUCINNO INTENTE PONER EN MARCHA EL EQUIPO SIN ANTES CONSULTARLA SECCIN 3 DE ESTE MANUAL: PUESTA EN MARCHA. ADEMS ESESENCIAL CONSULTAR EL MANUAL DE OPERACIN DELPAQUETIZADOR.
PRECAUCINESTA EDICIN DEL MANUAL SE BASA EN LOS DISEOS YPROCEDIMIENTOS DE LAS CONFIGURACIONES ACTUALES DE LOSCOMPRESORES ARIEL PRODUCIDOS A LA FECHA DE PUBLICACININDICADA EN SU PORTADA. EL MANUAL SE ACTUALIZA CONFRECUENCIA Y EST SUJETO A CAMBIOS SIN PREVIO AVISO. SI HAYALGUNA OMISIN O CONFLICTO ENTRE ESTE MANUAL Y LOS PLANOSDE MONTAJE, LISTA DE PARTES, EQUIPO FSICO, ETC, COMUNQUESECON ARIEL PARA OBTENER INFORMACIN. PUEDE QUE ESTE MANUALNO SE APLIQUE A EQUIPOS FABRICADOS ANTES DE SU FECHA DEPUBLICACIN O A EQUIPOS CUYA CONFIGURACIN HAYA SIDOALTERADA POR EL CLIENTE. EN CASO DE DUDAS, ESPECIALMENTECON RESPECTO A ESPECIFICACIONES CRTICAS, COMUNQUESE CONARIEL (VASETELFONO, FAX, E-MAIL Y PGINA EN INTERNET DEARIEL, PGINA 7-11).
!
!
!
-
PARA LOS MODELOS: JG Y JGA NDICE
11/01 i
NDICE
Especificaciones de Diseo y Datos ................................................ 1-1
Generalidades ........................................................................................................ 1-1Especificaciones ..................................................................................................... 1-2Informacin sobre el Producto y Placas de Seguridad ........................................... 1-3
Informacin de Seguridad Importante ............................................................... 1-4Huelgos .................................................................................................................. 1-8
Huelgo Lateral de Aros de Pistn y Aros de Empaquetadura, en pulg (mm) ... 1-9Torque de Apriete de los Tornillos ........................................................................ 1-15
Procedimientos de Torque .............................................................................. 1-19Pernos de Ariel ..................................................................................................... 1-21Instrumentos Opcionales de Medicin de Temperatura del Cojinete Principal - Alarma y Parada ................................................................................................... 1-23
Vlvula Eutctica de Temperatura .................................................................. 1-23Ajuste de los Instrumentos Elctricos ............................................................. 1-23
Instalacin .......................................................................................... 2-1
Generalidades ........................................................................................................ 2-1Procedimientos de Preparacin y Alineacin ......................................................... 2-1
Preparacin ....................................................................................................... 2-2Alineacin .......................................................................................................... 2-2
Venteos y Drenajes ................................................................................................ 2-3
Puesta en Marcha .............................................................................. 3-1
Generalidades ........................................................................................................ 3-1Lista de Verificacin de Puesta en Marcha ............................................................ 3-2Presin Mxima de Trabajo Permitida ................................................................... 3-7Ajuste de las Vlvulas de Alivio .............................................................................. 3-8Llenado del Depsito de Aceite y Cebado del Sistema Principal de Aceite Lubricante - Antes del Arranque ............................................................................. 3-9
Llenado del Depsito de Aceite ........................................................................ 3-9Cebado del Sistema Principal de Aceite Lubricante ......................................... 3-9
Ajuste del Conjunto de Lubricacin Forzada ........................................................ 3-10Cebado/Purga del Sistema de Lubricacin Forzada ....................................... 3-10Ajuste de la Lubricacin Forzada .................................................................... 3-11
Empaquetadura del Vstago del Compresor Enfriada por Agua ......................... 3-12Limpieza del Sistema de Aceite ........................................................................... 3-13Cambio de Aplicacin del Compresor .................................................................. 3-13
Lubricacin y Venteo ......................................................................... 4-1
Generalidades ........................................................................................................ 4-1Enfriador de Aceite ............................................................................................ 4-1Arranque en Fro ............................................................................................... 4-2
-
PARA LOS MODELOS: JG Y JGA NDICE
ii 11/01
Bomba de Prelubricacin del Compresor ..........................................................4-2Lubricantes ........................................................................................................4-2Aceites a Base de Petrleo - Tambin Llamados Aceites Minerales ................4-3Aditivos de Aceite Compuesto para Cilindros ...................................................4-3Grasas Animales ...............................................................................................4-3Aceites Vegetales ..............................................................................................4-3Lubricantes Sintticos .......................................................................................4-3
Lubricantes del Bastidor del Compresor .................................................................4-4Necesidades de Lubricacin de Cilindros y Empaquetaduras ................................4-5Sistema de Lubricacin Forzada - Descripcin ....................................................4-12
Bombas de Lubricacin Forzada .....................................................................4-13Ajuste del Conjunto de Lubricacin Forzada ...................................................4-13Acoples del Disco de Ruptura y Discos de Ruptura ........................................4-14
Vlvulas Divisoras .................................................................................................4-15Descripcin ......................................................................................................4-16Interruptor Digital de Parada Debido a Falta de Caudal Estndar - DNFT .....4-16Reemplazo de la batera del DNFT (Reemplazable en Campo) .....................4-17Instrucciones para el Montaje de Vlvulas Divisoras ......................................4-17Operacin ........................................................................................................4-18
Sistema de Lubricacin Forzada y Condiciones de Funcionamiento ...................4-20Sistema de Lubricacin Forzada .....................................................................4-20Condiciones de Funcionamiento .....................................................................4-21Consideraciones sobre el Diseo del Sistema y Parmetros de Operacin ...4-21
Vlvulas Compensadoras de Presin ...................................................................4-22Ajuste y Mantenimiento de las Vlvulas Compensadoras ...............................4-23Verificacin/Ajuste de las Vlvulas Compensadoras en Arranques Subsiguientes ..................................................................................................4-24
Sistema de Lubricacin del Bastidor - Descripcin ...............................................4-24Filtro "Y" de Aceite Lubricante, Filtro e Instrucciones de Instalacin del Filtro .....4-26
Filtro "Y" de Aceite Lubricante .........................................................................4-26Filtro del Aceite Lubricante ..............................................................................4-26Instrucciones de Instalacin del Elemento Filtrante ........................................4-26
Bomba de Aceite Lubricante y Presin de Aceite .................................................4-27Descripcin y Ajuste ........................................................................................4-27Presin del Aceite Lubricante ..........................................................................4-28
Interruptor de Parada Debido a Baja Presin de Aceite .......................................4-28
Mantenimiento ................................................................................... 5-1
Introduccin General ...............................................................................................5-1Biela - Extraccin ....................................................................................................5-2Cojinetes del Mun de Biela y Buje de la Biela - Extraccin e Instalacin ...........5-3
Cojinetes del Mun del Cigeal Correspondiente a la Biela (Mun de Biela) .................................................................................................................5-3Buje de la Biela ..................................................................................................5-3
Biela - Instalacin ....................................................................................................5-4Cruceta - Extraccin ...............................................................................................5-5Cruceta - Instalacin ...............................................................................................5-7Cigeal - Extraccin ..............................................................................................5-8
-
PARA LOS MODELOS: JG Y JGA NDICE
11/01 iii
Cigeal - Deflector de Aceite .............................................................................. 5-10Extraccin ....................................................................................................... 5-10Instalacin ....................................................................................................... 5-10
Cigeal - Pin con Cadena ............................................................................... 5-10Extraccin ....................................................................................................... 5-10Instalacin ....................................................................................................... 5-11
Cojinetes Principales - Extraccin e Instalacin ................................................... 5-11Cigeal - Instalacin ........................................................................................... 5-12Sistema de Accionamiento por Cadena ............................................................... 5-13
Descripcin ..................................................................................................... 5-13Ajuste de la Cadena ........................................................................................ 5-13Reemplazo de la Cadena y del Pin ............................................................. 5-14Tapa Excntrica - Reemplazo del Tensor de Cadena .................................... 5-14Reemplazo del Pin de la Cadena de la Bomba de Aceite Lubricante ......... 5-15Reemplazo del Pin de la Cadena del Conjunto de Lubricacin Forzada .... 5-16
Pistn y Vstago - Extraccin ............................................................................... 5-18Pistn y Vstago - Desmontaje y Montaje ............................................................ 5-19
Desmontaje ..................................................................................................... 5-19Montaje ........................................................................................................... 5-20
Pistn y Vstago - Instalacin .............................................................................. 5-21Desgaste del Vstago del Pistn .......................................................................... 5-22Aros de Pistn ...................................................................................................... 5-23
Determinacin del Desgaste de los Aros ........................................................ 5-24Extraccin ....................................................................................................... 5-24
Bandas de Desgaste ............................................................................................ 5-24Determinacin del Desgaste de la Banda de Desgaste .................................. 5-24
Aros de Pistn - Instalacin .................................................................................. 5-24Banda de Desgaste - Instalacin .......................................................................... 5-24Empaquetadura de Presin del Vstago del Pistn - Extraccin ......................... 5-25Empaquetadura del Vstago del Pistn - Montaje ............................................... 5-25Tipos de Aros de Empaquetadura del Vstago del Pistn ................................... 5-27
Rompedor de Presin Tipo "P" ....................................................................... 5-27Conjunto de Sellado de Simple Accin Tipo "BTR" ........................................ 5-27Conjunto de Sellado de Doble Accin Tipo "AL" ............................................. 5-28Conjunto de Sellado de Doble Accin Tipo "BD" ............................................ 5-29Conjunto de Aros Raspa-Aceite Tipo "3RWS" ................................................ 5-29
Disposicin Tpica de los Aros de Empaquetadura del Vstago del Pistn ......... 5-30Material de los Aros de Empaquetadura del Vstago del Pistn ......................... 5-30Vlvulas ................................................................................................................ 5-31
Vlvulas - Extraccin ....................................................................................... 5-31Vlvulas - Mantenimiento ................................................................................ 5-31Vlvulas - Montaje ........................................................................................... 5-32
Ajuste de los Pernos de las Tapas de Vlvulas ................................................... 5-33VVCP - Descargador de Extremo del Cabezal con Espacio Muerto de Volumen Variable ................................................................................................................ 5-35
Extraccin ....................................................................................................... 5-35Desmontaje ..................................................................................................... 5-35Mantenimiento ................................................................................................. 5-36Ajuste .............................................................................................................. 5-36
-
PARA LOS MODELOS: JG Y JGA NDICE
iv 11/01
Empaquetadura del Vstago del Compresor Enfriada por Agua ..........................5-37Montaje ............................................................................................................5-38Pruebas ...........................................................................................................5-38
Contaminacin por Etilenglicol ..............................................................................5-39Limpieza de Componentes del Cilindro de Compresores no Lubricados .............5-40
Asistencia Tcnica ............................................................................ 6-1
Intervalos Recomendados de Mantenimiento .........................................................6-1Diario .................................................................................................................6-1Mensual (Adems de los Requerimientos Diarios) ...........................................6-2Semestral o Cada 4.000 horas (Adems del Diario/Mensual) ..........................6-2Anual o Cada 8.000 horas (Adems del Diario/Mensual/Semestral) ................6-3Cada 2 aos 16.000 Horas (Adems del Diario/Mensual/Semestral/Anual) ..6-4Cada 4 aos 32.000 Horas (Adems del Diario/Mensual/Semestral/Anual/ Bienal) ...............................................................................................................6-4Cada 6 aos 48.000 Horas (Adems del Diario/Mensual/Semestral/Anual/ Bienal/Cuatrienal) ..............................................................................................6-4
Resolucin de Problemas .......................................................................................6-4
Apndices .......................................................................................... 7-1
Herramientas de Ariel .............................................................................................7-1Herramientas Suministradas por Ariel ...............................................................7-1Herramientas de Ariel Opcionales .....................................................................7-2
Requerimientos Mnimos de Herramientas Estndar .............................................7-2Trminos, Abreviaturas y Conversiones al SI .........................................................7-4
rea ...................................................................................................................7-4Calor ..................................................................................................................7-4Caudal - Gas .....................................................................................................7-4Caudal - Lquido ................................................................................................7-4Fuerza ...............................................................................................................7-4Longitud .............................................................................................................7-4Masa ..................................................................................................................7-4Momento o Torque ............................................................................................7-5Potencia .............................................................................................................7-5Presin o Tensin ..............................................................................................7-5Temperatura ......................................................................................................7-5Tiempo ...............................................................................................................7-5Velocidad ...........................................................................................................7-6Viscosidad .........................................................................................................7-6Volumen ............................................................................................................7-6
Otras Abreviaturas ..................................................................................................7-6Abreviaturas Comunes en el Anlisis de Gas .........................................................7-8Glosario Tcnico .....................................................................................................7-9Cursos Tcnicos y de Mantenimiento de Compresores Ariel ...............................7-10Boletines Tcnicos para Clientes Ariel (Anteriormente Informativo Ariel) ............7-10Literatura del Proveedor .......................................................................................7-10Telfono, Fax, E-Mail y Pgina en Internet de Ariel .............................................7-11
-
PARA LOS MODELOS: JG Y JGA
11/01 PGINA 1 - 1
SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOSGeneralidadesLos compresores Ariel estn diseados para facilitar la operacin y el mantenimiento. Laexperiencia ha demostrado que un compresor Ariel normalmente proporciona muchos aosde funcionamiento satisfactorio con un mnimo de mantenimiento. Aunque los compresores Ariel presenten muchas similitudes, cada modelo posee aspectosnicos. Incluso si el operador ya est familiarizado con los compresores Ariel, todava esimportante que lea detenidamente este manual para determinar las diferencias. Si eloperador est empezando a lidiar con los compresores Ariel, es fundamental que sefamiliarice completamente con este manual antes de operar el compresor.El objetivo de este manual es suministrar informacin sobre la instalacin, puesta enmarcha, operacin y mantenimiento de los compresores JG y JGA. Ante cualquier duda,comunquese con su paquetizador. En caso de que el paquetizador no pueda encontrar unasolucin, transmitir su problema a Ariel Corporation. Si usted lo prefiere, tambin puedecomunicarse directamente con Ariel.Este manual suministra especificaciones de diseo de los equipos estndar producidos almomento de su publicacin. No exceda los lmites indicados en la Placa de Informacin decada compresor. La ubicacin de las carreras y los datos indicados en las Placas deInformacin son muy importantes al comunicar dudas acerca de un compresor Ariel.
FIGURA 1-1 NUMERACIN DE CARRERAS Y UBICACIN DE LA PLACA DE INFORMACIN - COMPRESOR TPICO
motor
n2n1
n4n3
n6n5
placa de informacin
extremo auxiliar
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
PGINA 1 - 2 11/01
Especificaciones
FIGURA 1-2 VISTA DESDE EL EXTREMO AUXILIAR
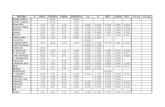
TABLA 1-1 ESPECIFICACIONES DEL BASTIDOR DE LOS MODELOS JG/JGAA
a. Para ms detalles, vase el Libro Electrnico de Datos de Ariel.
MODELO JG/2 JG/4 JGA/2 JGA/4 JGA/6
Carrera, en pulgadas (mm), nominal 3,5 (89) 3,5 (89) 3 (76) 3 (76) 3 (76)Velocidad, en RPM 750 a 1.500 750 a 1.500 900 a 1.800 900 a 1.800 900 a 1.800Velocidad del pistn, en PPM (m/s) h. 875 (4,45) h. 875 (4,45) h. 900 (4,57) h. 900 (4,57) h. 900 (4,57)Nmero de carreras 2 4 2 4 6Caballos de fuerza (kW) h. 252 (188) h. 504 (376) h. 280 (209) h. 560 (418) h. 840 (626)Altura de la base a la Lc del cigeal, en pulg (mm)
10,25 (260) - nominal
Lc de la biela a la Lc , en pulg (mm) 8,25 (210) - nominalAncho mximo, en pulg (mm) 80 (2.030) 80 (2.030) 80 (2.030) 80 (2.030) 80 (2.030)Largo mximo, en pulg (mm) 35 (890) 61 (1.550) 35 (890) 61 (1.550) 89 (2.260)Peso aproximado con cilindros, en lb (kg) 2.200
(1.000)4.700
(2.100)2.200
(1.000)4.700
(2.100)7.400
(3.400)Caudal nominal del aceite del bastidor a la mxima velocidad nominal y 180F (82C), en GPM (L/s)
2,0(0,13)
5,0(0,32)
2,0(0,13)
5,0(0,32)
7,5(0,47)
Eliminacin de calor del aceite, en BTU/h (kW) 4.000 (1,2) 7.000 (2,1) 5.000 (1,5) 8.000 (2,3) 11.000 (3,2)Volumen del depsito de aceite, en USGAL (L) 4 (15) 10 (38) 4 (15) 10 (38) 16 (61)Dimetro del vstago del pistn, en pulg (mm) 1,125 (29) - nominal
Carga sobre el Vstago Interno - Doble Accin:Compresin + tensin, en lbf (kN) 18.000 (80) 18.000 (80) 20.000 (89) 20.000 (89) 20.000 (89)Tensin, en lbf (kN) 9.000 (40) 9.000 (40) 10.000 (44) 10.000 (44) 10.000 (44)Compresin, en lbf (kN) 10.000 (44) 10.000 (44) 11.000 (49) 11.000 (49) 11.000 (49)
Carga sobre el Vstago Interno - Simple Accin:Tensin, en lbf (kN) 9.000 (40) 9.000 (40) 10.000 (44) 10.000 (44) 10.000 (44)
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
11/01 PGINA 1 - 3
Informacin sobre el Producto y Placas de Seguridad
FIGURA 1-3 TAPA SUPERIOR
PLACA CON EL LOGOTIPO Y LA DIRECCIN DE ARIEL
tapa superior
flecha indicadora del sentidode rotacin ubicada en elextremo del lado motor
Placa de informacin: modelo,del bastidor del Compresor Ariel,n de serie del bastidor, largo dela carrera, mxima y mnima ve-locidad nominal - revolucionespor minuto, carga mxima sobreel vstago - tensin y compre-sin, fecha de despacho de Ariel,presin normal del aceite lubri-cante, temperatura mxima delaceite lubricante y ajuste del in-terruptor de parada debido a bajapresin de aceite. La mxima ve-locidad del equipo es la veloci-dad nominal de la placa o lavelocidad del cilindro, la que seamenor. Consulte el ManualTcnico de Ariel antes de poneren marcha el equipo o de hacerlemantenimientos.
PLACAS CON INFORMACINDE SEGURIDAD IMPORTANTE(vase la pgina 1-4).
Placa del filtro de aceite coninstrucciones de instalacin(vase la pgina 4-26).
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
PGINA 1 - 4 11/01
Informacin de Seguridad Importante
PRECAUCINHERIDAS GRAVES Y DAOS MATERIALES PUEDENOCURRIR SI NO SE VENTEA COMPLETAMENTE ELSISTEMA DE PRESIN ANTES DE QUE SE AFLOJEN LOSPERNOS DE LAS BRIDAS, CABEZALES, TAPAS DEVLVULAS O EMPAQUETADURAS. ANTES DE HACERCUALQUIER MANTENIMIENTO, CONSULTE EL MANUALTCNICO DE ARIEL.
PRECAUCINHERIDAS GRAVES Y DAOS MATERIALES OCURRIRN SILAS VLVULAS DE SUCCIN Y DESCARGA NO SEINSTALAN EN LOS LUGARES CORRECTOS.
PRECAUCINEL RUIDO PRODUCIDO POR MAQUINARIARECIPROCANTE PUEDE CAUSAR LESIONES EN LOSODOS. CONSULTE LAS RECOMENDACIONES ALRESPECTO EN LA INFORMACIN DEL PAQUETIZADOR.UTILICE PROTECCIN AUDITIVA MIENTRAS EL EQUIPOEST EN MARCHA.
PRECAUCINEL GAS A ELEVADA TEMPERATURA, ESPECIALMENTEEN LA DESCARGA DE LOS CILINDROS, EL ACEITE A 190F(88C) Y LAS REAS DE ALTA FRICCIN PUEDENCAUSAR QUEMADURAS. USE AISLAMIENTO ADECUADOAL TRABAJAR CERCA DE TALES REAS. APAGUE ELEQUIPO Y DEJE QUE SE ENFRE ANTES DE HACERTRABAJOS DE MANTENIMIENTO EN ESAS REAS.
!
!
!
!
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
11/01 PGINA 1 - 5
El conjunto de lubricacin forzada suministra aceite a la empaquetadura del vstago delpistn y a los pistones del compresor. La placa del lubricador provee instrucciones sobre elajuste del caudal de aceite. Si falta la placa, comunquese con Ariel Corporation, MountVernon, Ohio, EE.UU. para obtener un repuesto o instrucciones especficas.
NOTA: LA CAJA DEL CONJUNTO DE LUBRICACIN FORZADA CONTIENEAPROXIMADAMENTE 1/3 DE GALN (1 L) DE LUBRICANTE.
FIGURA 1-4 BOMBA DE LUBRICACIN FORZADA - T PICA
F IGURA 1-5 PLACAS DE DATOS DE LOS CONJUNTOS DE LUBRICACIN FORZADA
Placa de Datos
nmero de parte del bloque de distribucin
Placa de Datos del Conjunto de Lubricacin Forzada con Bombas Gemelas - Indicador
de Tiempo de Ciclo
Placa de Datos del Conjunto de Lubricacin Forzada con Bomba Simple - Indicador
de Tiempo de Ciclo
normal (segundos/ciclo)
perodo de rodaje (segundos/ciclo)
nmero de la carrera
aumento de la carrera de la bomba
aumento de la carrera de la bomba
nmero de parte del bloque de distribucin
tiempo de ciclo de la clavija indicadora
segundos/ciclo
normal
perodo de rodaje
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
PGINA 1 - 6 11/01
Cada cilindro posee su placa de identificacin del cilindro. Adems, el nmero de serie estestampado en el extremo de cada cilindro. Si alguna de las placas se encuentra faltante,comunquese con Ariel Corporation, Mount Vernon, Ohio, EE.UU., para obtener una placade repuesto o instrucciones especficas.
NOTA: UTILICE LOS NMEROS DE SERIE DEL CILINDRO Y DEL BASTIDORSIEMPRE QUE SE COMUNIQUE CON ARIEL.
F IGURA 1-6 PLACAS DE IDENTIFICACIN - T PICAS
nmero de serie, MAWP,nmero de parte, nmerode orden de trabajo, pre-sin de la prueba hidrost-tica, fecha de la prueba ysello del personal de prue-ba estampados en el extre-mo de cada cilindro
placa de identifica-cin del alojamientode la vlvula dedescarga
placa de identifica-cin del alojamien-to de la vlvula desuccin
Placa de identificacin del descarga-dor: el nmero de orden de trabajodel cliente, la presin de la pruebahidrosttica y el sello del personal deprueba estn estampados cerca deesta placa en la parte superior delcuerpo del descargador.
Nmero de serie del bastidorestampado en la superficiemecanizada arriba de la placa delinspector mecnico, ubicada en elextremo del lado motor al lado dela carrera n 2. placa de identificacin del cilindro
(vase la Figura 1-7, pgina 1-7)
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
11/01 PGINA 1 - 7
FIGURA 1-7 PLACAS DE IDENTIFICACIN DEL CILINDRO Y DEL DESCARGADOR
volumen base - espacio muerto adicional fijo con el descargador en posicin cerrada
PLACA DE IDENTIFICACIN DEL CILINDRO
dimetro interior nominal del cilindro
largo de la carrera
tipo de cilindro
mxima velocidad nominal del cilindro - revoluciones del cigeal por minuto
extremo del cigeal
extremo del cabezal
espacio muerto del pistn
nmero de serie del cilindro Ariel
mnimo porcentual de espacio muerto
nmero de serie del descargador VVCP (Descargador de Extremo del Cabezal con Espacio Muerto de Volumen Variable)
PLACA DE IDENTIFICACIN DEL DESCARGADOR
distancia total de la carrera
o nmero total de vueltas
mximo volumen variable (en la posicin totalmente abierto )
dimetro interior nominal del cilindro del compresor
presin mxima de trabajo permitida (ajuste mximo de la vlvula de alivio)
presin mxima de trabajo permitida en el VVCP
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
PGINA 1 - 8 11/01
Huelgos
NOTA: LOS HUELGOS MEDIDOS NO COINCIDIRN NECESARIAMENTE A CAUSADE PELCULAS DE ACEITE, TOLERANCIAS DE MONTAJE, DESGASTE, ETC.NO SE DEBEN USAR PLASTIGAGES PLSTICOS O METLICOS NIPRODUCTOS SIMILARES.
TABLA 1-2 HUELGOS
DESCRIPCIN HUELGO, en pulg HUELGO (en mm)
Sello contra polvo del cigeal (lmina calibradora - centrado) 0,008 a 0,010 (0,20 a 0,25)Axial del cigeal (extremo) 0,0035 a 0,011 (0,089 a 0,28)Cojinete principal del cigeal (radial) 0,0005 a 0,0035 (0,013 a 0,089)Del mun de biela al cojinete de la biela (radial) 0,0015 a 0,0040 (0,038 a 0,102)Axial de la biela (lateral) 0,007 a 0,016 (0,18 a 0,41)Del buje de la biela al pasador de la cruceta 0,0014 a 0,0031 (0,036 a 0,079)Del buje de la cruceta al pasador de la cruceta 0,0014 a 0,0036 (0,036 a 0,091)De la cruceta (de bronce) al pasador de la cruceta 0,0015 a 0,0025 (0,038 a 0,064)
De la cruceta (de hierro dctil babitado) a la gua (lmina calibradoraa)
a. Se debe inspeccionar el huelgo superior de la gua de la cruceta a la cruceta a travs de la insercin de una lminacalibradora estndar de 0,5" (13 mm) de ancho desde un borde de la cruceta hasta el lado opuesto, lo que se debe repetiren ambos extremos. Se debe inspeccionar el huelgo inferior con una lmina calibradora de 0,0015" (0,038 mm) en lascuatro esquinas. Si se puede insertar la lmina ms de 0,5" (13 mm), el montaje no es aceptable.
0,004 a 0,008 (0,10 a 0,20)
De la cruceta (de bronce babitado) a la gua (lmina calibradoraa) 0,006 a 0,010 (0,15 a 0,25)
Espacio muerto total del pistn - doble accinb
b. Si el espacio muerto del pistn (extremo del cigeal + extremo del cabezal) no se encuentra dentro de la toleranciaindicada en la tabla, comunquese con el paquetizador o con Ariel.
0,090 a 0,145 (2,29 a 3,68)
Espacio muerto del pistn - extremo del cigeal - doble accinb 0,035 (0,89)
Espacio muerto del pistn - extremo del cabezal - doble accinb 0,055 a 0,110 (1,40 a 2,79)
Espacio muerto total del pistn - tndemb,c
c. En los cilindros 2-1/4P-CE , el uso de la herramienta de huelgo del CE nos es prctico para el ajuste del huelgo del pistn.Consulte Pistn y Vstago - Instalacin, pgina 5-21.
0,090 a 0,180 (2,29 a 4,57)
Espacio muerto del pistn - extremo del cigeal del tndemb,c 0,035 (0,89)
Espacio muerto del pistn - extremo del cabezal del tndemb,c 0,055 a 0,145 (1,40 a 3,68)
Lecturas Mximas Aceptables de Desgaste del Vstago del Pistnd
d. Consulte Desgaste del Vstago del Pistn, pgina 5-22.
vertical 0,0010 (0,025)horizontal 0,0005 (0,013)
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
11/01 PGINA 1 - 9
Huelgo Lateral de Aros de Pistn y Aros de Empaquetadura, en pulg (mm)Los huelgos laterales estndar para los aros de pistn y aros de empaquetadura nuevos delos compresores JG y JGA se presentan a continuacin.
TABLA 1-3 HUELGO LATERAL DE AROS DE P ISTN CONVENCIONALES NUEVOS, EN PULGADAS (mm)
ANCHO NOMINAL
ANCHO REAL DE LA RANURA NO METLICO BRONCE
3/16 (4,76) 0,187 a 0,189 (4,75 a 4,80) 0,005 a 0,009 (0,13 a 0,23) 0,004 a 0,008 (0,10 a 0,20)1/4 (6,35) 0,250 a 0,252 (6,35 a 6,40) 0,005 a 0,009 (0,13 a 0,23) 0,004 a 0,008 (0,10 a 0,20)
5/16 (7,94) 0,312 a 0,314 (7,92 a 7,98) 0,006 a 0,010 (0,15 a 0,25) 0,004 a 0,008 (0,10 a 0,20)3/8 (9,53) 0,375 a 0,377 (9,53 a 9,58) 0,007 a 0,011 (0,18 a 0,28) 0,004 a 0,008 (0,10 a 0,20)
3/4 (19,05) 0,750 a 0,752 (19,05 a 19,10) 0,014 a 0,019 (0,36 a 0,48) 0,006 a 0,010 (0,15 a 0,25)
TABLA 1-4 HUELGO LATERAL DE AROS GUA NUEVOS, EN PULGADAS (mm)
ANCHO NOMINAL ANCHO REAL DE LA RANURA
3/16 (4,76) 0,187 a 0,189 (4,75 a 4,80)1/4 (6,35) 0,250 a 0,252 (6,35 a 6,40)3/8 (9,53) 0,375 a 0,377 (9,53 a 9,58)
1/2 (12,70) 0,500 a 0,502 (12,70 a 12,75)
TABLA 1-5 HUELGO LATERAL DE AROS DE EMPAQUETADURA, EN PULGADAS (mm)
ANCHO REAL DE LA
RANURA
1 ARO/RANURANO METLICO
O DE HF
2 AROS/RANURA NO METLICOS
O DE HF
3 AROS/RANURA NO METLICOS
Y DE HFBRONCE
0,375 a 0,377(9,53 a 9,58)
0,011 a 0,014(0,28 a 0,36)
0,011 a 0,015(0,28 a 0,38)
N/A 0,006 a 0,008(0,15 a 0,20)
0,447 a 0,449(11,35 a 11,41)
N/A N/A 0,013 a 0,018(0,33 a 0,46)
0,562 a 0,564(14,28 a 14,33)
N/A N/A 0,017 a 0,022(0,43 a 0,56)
0,936 a 0,938(23,77 a 23,82)
N/A cero (0)a
a. Cinco aros tipo AL presionados lateralmente.
N/A
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
PGINA 1 - 10 11/01
TABLA 1-6 HUELGO ENTRE EL PISTN Y EL CILINDRO Y LUZ ENTRE PUNTAS DE AROS DE PISTN CONVENCIONALES, EN PULGADAS (mm) - CILINDROS LUBRICADOS TIPO M, P Y SP
DIMETRO DEL CILINDROA
a. Los aros de pistn convencionales son estndar en todos los cilindros tipo M, P y SP, excepto en los cilindros tipo1-3/4M-FS con dimetro interior de 1,625 (41 mm) y 1,75 (44 mm), en los cuales aros de pistn/gua sonestndar. Los aros de pistn/gua son opcionales en todos los otros cilindros lubricados tipo M, P y SP. Consultela Tabla 1-8.
HUELGO ENTRE EL PISTN Y EL CILINDRO
LUZ ENTRE PUNTAS DE AROS DE PISTN NO METLICOS
NUEVOS MXIMA
2,0625 (52) 0,007 a 0,011 (0,18 a 0,28) 0,025 a 0,030 (0,64 a 0,76) 0,120 (3,05)2,25 (57) 0,007 a 0,011 (0,18 a 0,28) 0,027 a 0,032 (0,69 a 0,81) 0,128 (3,18)2,5 (64) 0,007 a 0,011 (0,18 a 0,28) 0,030 a 0,036 (0,76 a 0,91) 0,144 (3,66)
2,75 (70) 0,007 a 0,011 (0,18 a 0,28) 0,033 a 0,040 (0,84 a 1,02) 0,160 (3,71)3 (76) 0,007 a 0,011 (0,18 a 0,28) 0,036 a 0,044 (0,91 a 1,12) 0,176 (4,47)
3,25 (83)) 0,009 a 0,013 (0,23 a 0,33) 0,039 a 0,047 (0,99 a 1,19) 0,188 (4,76)3,5 (89) 0,009 a 0,013 (0,23 a 0,33) 0,042 a 0,052 (1,07 a 1,30) 0,208 (5,28)
3,75 (95) 0,010 a 0,014 (0,25 a 0,36) 0,046 a 0,056 (0,17 a 1,42) 0,224 (5,69)3,875 (98) 0,010 a 0,014 (0,25 a 0,36) 0,047 a 0,057 (0,19 a 1,45) 0,228 (5,79)4,125 (105) 0,010 a 0,014 (0,25 a 0,36) 0,049 a 0,060 (1,24 a 1,52) 0,240 (6,10)4,375 (111) 0,011 a 0,015 (0,28 a 0,38) 0,052 a 0,064 (1,32 a 1,63) 0,255 (6,48)4,75 (121) 0,012 a 0,017 (0,30 a (0,43) 0,057 a 0,077 (1,45 a 1,96) 0,308 (7,82)5,125 (130) 0,012 a 0,017 (0,30 a 0,43) 0,061 a 0,081 (1,55 a 2,06) 0,324 (8,23)5,5 (140) 0,013 a 0,018 (0,33 a 0,46) 0,065 a 0,085 (1,65 a 2,16) 0,340 (8,64)
5,75 (146) 0,013 a 0,018 (0,33 a 0,46) 0,068 a 0,088 (1,73 a 2,24) 0,352 (8,94)6,125 (156) 0,014 a 0,020 (0,36 a 0,51) 0,073 a 0,093 (1,85 a 2,36) 0,372 (9,45)6,5 (165) 0,014 a 0,020 (0,36 a 0,51) 0,077 a 0,097 (1,96 a 2,46) 0,388 (9,86)7,5 (191) 0,016 a 0,022 (0,41 a 0,56) 0,089 a 0,109 (2,26 a 2,77) 0,430 (10,92)8 (203) 0,016 a 0,022 (0,41 a 0,56) 0,095 a 0,115 (2,41 a 2,87) 0,460 (11,68)
TABLA 1-7 HUELGO ENTRE EL PISTN Y EL CILINDRO Y LUZ ENTRE PUNTAS DE AROS DE PISTN CONVENCIONALES , EN PULGADAS (MM) - C ILINDROS NO LUBRICADOSA TIPO M Y P
a. Con bandas de desgaste.
DIMETRO DEL CILINDRO
HUELGO ENTRE EL PISTN Y EL CILINDRO
LUZ ENTRE PUNTAS DE AROS DE PISTN NO METLICOS
NUEVOS MXIMA
2,75 (70) 0,057 a 0,064 (1,45 a 1,63) 0,033 a 0,045 (0,84 a 1,14) 0,180 (4,57)
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
11/01 PGINA 1 - 11
TABLA 1-8 HUELGO ENTRE EL PISTN Y EL CILINDRO Y LUZ ENTRE PUNTAS DE AROS DE P ISTN/GUA, EN PULGADAS (mm) - CILINDROS LUBRICADOS T IPO M, P Y SP
DIMETRO DEL CILINDROa
a. Los aros de pistn convencionales son estndar en todos los cilindros tipo M, P y SP, excepto en los cilindrostipo 1-3/4M-FS con dimetro interior de 1,625 (41 mm) y 1,75 (44 mm), en los cuales los aros de pistn/guason estndar. Los aros de pistn/gua son opcionales en todos los otros cilindros lubricados tipo M, P y SP.
HUELGO ENTRE EL PISTN Y EL CILINDRO
LUZ ENTRE PUNTAS DE AROS DE PISTN/GUA
NUEVOS MXIMA1,625 (41) 0,090 a 0,096 (2,29 a 2,44)1,75 (44) 0,090 a 0,096 (2,29 a 2,44) 0,016 a 0,032 (0,41 a 0,81) 0,128 (3,25)
2,0625 (52) 0,090 a 0,096 (2,29 a 2,44) 0,020 a 0,036 (0,51 a 0,91) 0,144 (3,66)2,25 (57) 0,090 a 0,096 (2,29 a 2,44) 0,023 a 0,039 (0,58 a 0,99) 0,156 (3,96)2,5 (64) 0,090 a 0,096 (2,29 a 2,44) 0,044 a 0,060 (1,12 a 1,52 0,240 (6,10)2,75 (70) 0,090 a 0,096 (2,29 a 2,44) 0,044 a 0,060 (1,12 a 1,52 0,240 (6,10)
3 (76) 0,090 a 0,096 (2,29 a 2,44) 0,044 a 0,060 (1,12 a 1,52 0,240 (6,10)3,25 (83)) 0,090 a 0,096 (2,29 a 2,44) 0,044 a 0,060 (1,12 a 1,52 0,240 (6,10)3,5 (89) 0,090 a 0,096 (2,29 a 2,44) 0,044 a 0,060 (1,12 a 1,52 0,240 (6,10)3,75 (95) 0,090 a 0,096 (2,29 a 2,44) 0,044 a 0,060 (1,12 a 1,52 0,240 (6,10)
3,875 (98) 0,090 a 0,096 (2,29 a 2,44) 0,045 a 0,061 (1,14 a 1,55) 0,244 (6,20)4,125 (105) 0,090 a 0,096 (2,29 a 2,44) 0,049 a 0,065 (1,24 a 1,65) 0,260 (6,60)4,375 (111) 0,090 a 0,096 (2,29 a 2,44) 0,052 a 0,068 (1,32 a 1,73) 0,272 (6,91)4,75 (121) 0,090 a 0,096 (2,29 a 2,44) 0,057 a 0,073 (1,45 a 1,85) 0,292 (7,42)5,125 (130) 0,090 a 0,096 (2,29 a 2,44) 0,062 a 0,078 (1,57 a 1,98) 0,312 (7,93)5,5 (140) 0,090 a 0,096 (2,29 a 2,44) 0,068 a 0,084 (1,73 a 2,13) 0,336 (8,53)
5,75 (146) 0,090 a 0,096 (2,29 a 2,44) 0,071 a 0,087 (1,80 a 2,21) 0,348 (8,84)6,125 (156) 0,090 a 0,096 (2,29 a 2,44) 0,069 a 0,099 (1,75 a 2,51) 0,396 (10,06)6,5 (165) 0,090 a 0,096 (2,29 a 2,44) 0,074 a 0,104 (1,88 a 2,64) 0,416 (10,57)7,5 (191) 0,090 a 0,096 (2,29 a 2,44) b
b. En los cilindros con carrera de 8M x 3-1/2 (88,9 mm) y tipo 8SP-HE, con dimetro interior de 7,5 (191 mm),la luz entre puntas del aro nuevo vara de 0,099 a 0,129 (2,51 a 3,53 mm) y la mxima es 0,516 (13,11 mm). En los cilindros con carrera de 8M x 3 (76,2 mm) con dimetro interior de 7,5 (191 mm), la luz del aro nuevovara de 0,088 a 0,118 (2,24 a 3,00 mm) y la mxima es 0,472 (11,99 mm). En los cilindros con carrera de 8M x 3-1/2 (88,9 mm) y tipo 8SP-HE, con dimetro interior de 8 (203 mm), laluz del aro nuevo vara de 0,106 a 0,136 (2,69 a 3,43 mm) y la mxima es 0,544 (14,07 mm). En los cilindros con carrera de 8M x 3 (76,2 mm) con dimetro interior de 8 (203 mm), la luz del aro nuevovara de 0,095 a 0,125 (2,41 a 3,18) y la mxima es 0,500 (12,70 mm).
b
8 (203) 0,090 a 0,096 (2,29 a 2,44) b b
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
PGINA 1 - 12 11/01
TABLA 1-9 HUELGO ENTRE EL PISTN Y EL CILINDRO Y LUZ ENTRE PUNTAS DE AROS DE PISTN CONVENCIONALES (CORTE ANGULAR Y JUNTA ESCALONADA), EN PULGADAS (mm) - CILINDROS
LUBRICADOS T IPO JG
DIMETRO DEL CILINDROa
a. Los aros de pistn convencionales son estndar en los cilindros tipo JG, excepto en los cilindros tipo2-1/2JG-FS-HE con dimetro interior de 2,25 (57 mm) y 2,5 (64 mm); 3JG-CE con 2,75 (70 mm) y 3(76 mm); 3-5/8JG-CE con 3,375 (86 mm) y 3,625 (92 mm); y 13-12JG com 13 (330 mm) y 13,5 (343 mm),los cuales utilizan aros de pistn/gua. Los aros de pistn/gua son opcionales en los otros cilindroslubricados tipo JG, excepto en los cilindros tipo 1-3/4JG-FS-HE que utilizan aros de tipo convencional perocon junta escalonada (vase la Figura 5-12, pgina 5-23) y banda de desgaste.
HUELGO ENTRE EL PISTN Y EL CILINDRO
LUZ ENTRE PUNTAS DE AROS DE PISTN NO METLICOSb
b. Los aros con junta escalonada son estndar en cilindros tndem tipo JG de alta presin.
NUEVOS MXIMA
1,25 (32)c
c. Los cilindros tipo 1-3/4JG-FS-HE utilizan aros de pistn de tipo convencional y banda de desgaste. Consulteen la Tabla 1-11 los valores de la banda de desgaste.
0,025 a 0,033 (0,64 a 0,84) 0,018 a 0,028 (0,46 a 0,71) 0,112 (2,85)
1,5 (38)b 0,030 a 0,038 (0,76 a 0,97) 0,021 a 0,031 (0,51 a 0,79) 0,124 (3,15)
1,625 (41)b 0,030 a 0,038 (0,76 a 0,97) 0,023 a 0,033 (0,58 a 0,84) 0,132 (3,35)
1,75 (44)b 0,030 a 0,038 (0,76 a 0,97) 0,025 a 0,035 (0,64 a 0,89) 0,140 (3,55)
2,75 (70) 0,009 a 0,014 (0,23 a 0,36) 0,028 a 0,040 (0,71 a 1,02) 0,160 (4,06)3 (76) 0,009 a 0,014 (0,23 a 0,36) 0,030 a 0,036 (0,76 a 0,91) 0,144 (3,66)
3,375 (86) 0,010 a 0,015 (0,25 a 0,38) 0,034 a 0,041 (0,88 a 1,04) 0,164 (4,17)3,625 (92) 0,010 a 0,015 (0,25 a 0,38) 0,036 a 0,044 (0,91 a 1,12) 0,176 (4,47)3,875 (98) 0,011 a 0,016 (0,28 a 0,41) 0,039 a 0,057 (0,99 a 1,30) 0,228 (5,79)
4,125 (105) 0,011 a 0,016 (0,28 a 0,41) 0,041 a 0,050 (1,04 a 1,27) 0,200 (5,08)4,75 (121) 0,012 a 0,018 (0,30 a 0,46) 0,057 a 0,077 (1,45 a 1,96) 0,308 (7,82)
5,125 (130) 0,012 a 0,018 (0,30 a 0,46) 0,061 a 0,081 (1,55 a 2,06) 0,324 (8,23)6,125 (156) 0,013 a 0,019 (0,33 a 0,48) 0,073 a 0,093 (1,85 a 2,36) 0,372 (9,45)
6,5 (165) 0,014 a 0,020 (0,36 a 0,51) 0,077 a 0,097 (1,96 a 2,46) 0,388 (9,86)7,125 (181) 0,015 a 0,021 (0,38 a 0,53) 0,085 a 0,105 (2,16 a 2,67) 0,409 (10,4)
7,5 (191) 0,015 a 0,021 (0,38 a 0,53)d
d. Con dimetro interior de 7,5 (191 mm) y un pistn pesado, el huelgo entre el piston y el cilindro varia de0,085 a 0,098 (2,16 a 2,49 mm).
0,089 a 0,109 (2,26 a 2,77) 0,430 (10,9)
8,5 (216) 0,017 a 0,023 (0,43 a 0,58) 0,102 a 0,122 (2,59 a 3,10) 0,488 (12,4)8,875 (225) 0,018 a 0,024 (0,46 a 0,61) 0,106 a 0,126 (2,69 a 3,20) 0,504 (12,8)10,5 (267) 0,022 a 0,027 (0,56 a 0,69) 0,125 a 0,145 (3,18 a 3,68) 0,580 (14,7)11 (279) 0,022 a 0,028 (0,56 a 0,71) 0,131 a 0,151 (3,33 a 3,84) 0,604 (15,3)
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
11/01 PGINA 1 - 13
TABLA 1-10 HUELGO ENTRE EL PISTN Y EL CILINDRO Y LUZ ENTRE PUNTAS DE AROS DE PISTN CONVENCIONALES, EN PULGADAS (mm) - CILINDROS NO LUBRICADOS T IPO JG
DIMETRO DEL CILINDRO
HUELGO ENTRE EL PISTN Y EL CILINDRO
LUZ ENTRE PUNTAS DE AROS DE PISTN NO METLICOS
NUEVOS MXIMA
3,375 (86) 0,075 a 0,083 (1,91 a 2,110 0,044 a 0,056 (1,12 a 1,42) 0,224 (5,68)
6,125 (156) 0,084 a 0,097 (2,13 a 2,46) 0,073 a 0,093 (1,85 a 2,36) 0,373 (9,44)
7,5 (191) 0,085 a 0,098 (2,16 a 2,49) 0,098 a 0,118 (2,49 a 3,00) 0,472 (12,00)
TABLA 1-11 LUZ ENTRE PUNTAS , PROYECCIN RADIAL Y HUELGO LATERAL DE BANDAS DE DESGASTE (NUEVAS) - LUBRICADOS T IPO 1-3/4JG-FS-HE Y 7-1/2JG (CON P ISTONES PESADOS),
EN PULGADAS (mm)
DIMETRO DEL CILINDRO
MNIMA LUZ ENTRE PUNTAS PROYECCIN RADIAL
a
a. Reemplace la banda de desgaste antes que el pistn toque el cilindro.
HUELGO LATERAL
1,25 (32) 0,039 (0,99) 0,005 a 0,012 (0,13 a 0,30) 0,010 a 0,014 (0,25 a 0,36)1,5 (38) 0,049 (1,24) 0,0075 a 0,0145 (0,19 a 0,37) 0,010 a 0,014 (0,25 a 0,36)
1,625 (41) 0,052 (1,32) 0,0075 a 0,0135 (0,19 a 0,34) 0,010 a 0,014 (0,25 a 0,36)1,75 (44) 0,058 (1,47) 0,0075 a 0,0145 (0,19 a 0,37) 0,010 a 0,014 (0,25 a 0,36)7,5 (191) 0,210 (5,33) 0,028 a 0,039 (0,71 a 0,99) 0,011 a 0,016 (0,28 a 0,41)
TABLA 1-12 LUZ ENTRE PUNTAS , PROYECCIN RADIAL Y HUELGO LATERAL DE BANDAS DE DESGASTE (NUEVAS) - NO LUBRICADOS, EN PULGADAS (mm)
DIMETRO DEL CILINDRO
MNIMA LUZ ENTRE PUNTAS PROYECCIN RADIAL
a
a. Reemplace la banda de desgaste antes que el pistn toque el cilindro.
HUELGO LATERAL
2,75 (70)) 0,088 (0,2,24)) 0,036 a 0,050 (0,91 a 1,27) 0,010 a 0,014 (0,25 a 0,36)3,375 (86) 0,085 (2,16) 0,027 a 0,034 (0,69 a 0,86) 0,010 a 0,014 (0,25 a 0,36)
6,125 (156) 0,201 (5,11) 0,028 a 0,039 (0,71 a 0,99) 0,010 a 0,014 (0,25 a 0,36)7,5 (191) 0,164 (4,17) 0,028 a 0,039 (0,71 a 0,99) 0,011 a 0,016 (0,28 a 0,41)
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
PGINA 1 - 14 11/01
TABLA 1-13 HUELGO ENTRE EL PISTN Y EL CILINDRO Y LUZ ENTRE PUNTAS DE AROS DE PISTN/GUA (CORTE ANGULAR), EN PULGADAS (mm) - C ILINDROS LUBRICADOS TIPO JG
DIMETRO DEL CILINDROa
a. Los aros de pistn convencionales son estndar en los cilindros tipo JG, excepto en los cilindros tipo2-1/2JG-FS-HE con dimetro interior de 2,25 (57 mm) y 2,5 (64 mm); 3JG-CE con 2,75 (70 mm) y 3(76 mm); 3-5/8JG-CE con 3,375 (86 mm) y 3,625 (92 mm); y 13-12JG com 13 (330 mm) y 13,5 (343 mm),los cuales utilizan aros de pistn/gua.Los aros de pistn/gua son opcionales en los otros cilindros lubricados tipo JG, excepto en los cilindros tipo1-3/4JG-FS-HE que utilizan aros de tipo convencional con junta escalonada y banda de desgaste.
HUELGO ENTRE EL PISTN Y EL CILINDRO
LUZ ENTRE PUNTAS DE AROS DE PISTN/GUA
NUEVOS MXIMA
2,25 (57) 0,090 a 0,096 (2,29 a 2,44) 0,023 a 0,039 (0,58 a 0,99 0,156 (3,96)2,5 (64) 0,090 a 0,096 (2,29 a 2,44) 0,030 a 0,046 (0,76 a 1,17) 0,184 (4,67)
2,75 (70) 0,090 a 0,096 (2,29 a 2,44) 0,044 a 0,060 (1,12 a 1,52) 0,240 (6,10)3 (76) 0,090 a 0,096 (2,29 a 2,44) 0,044 a 0,060 (1,12 a 1,52) 0,240 (6,10)
3,375 (86) 0,090 a 0,096 (2,29 a 2,44) 0,044 a 0,060 (1,12 a 1,52) 0,240 (6,10)3,625 (92) 0,090 a 0,096 (2,29 a 2,44) 0,044 a 0,060 (1,12 a 1,52) 0,240 (6,10)3,875 (98) 0,090 a 0,096 (2,29 a 2,44) 0,051 a 0,067 (1,30 a 1,70) 0,268 (6,81)4,125 (105) 0,090 a 0,096 (2,29 a 2,44) 0,055 a 0,071 (1,40 a 1,80) 0,284 (7,21)4,75 (121) 0,090 a 0,096 (2,29 a 2,44) 0,057 a 0,073 (1,45 a 1,85) 0,292 (7,42)5,125 (130) 0,090 a 0,096 (2,29 a 2,44) 0,062 a 0,078 (1,57 a 1,98) 0,312 (7,93)6,125 (156) 0,090 a 0,096 (2,29 a 2,44) 0,069 a 0,099 (1,75 a 2,51) 0,396 (10,1)6,5 (165) 0,090 a 0,096 (2,29 a 2,44) 0,074 a 0,104 (1,88 a 2,64) 0,416 (10,6)
7,125 (181) 0,090 a 0,096 (2,29 a 2,44) 0,083 a 0,113 (2,11 a 2,87) 0,452 (11,5)7,5 (191) 0,090 a 0,096 (2,29 a 2,44) 0,088 a 0,118 (2,24 a 3,00) 0,472 (12,0)8,5 (216) 0,090 a 0,096 (2,29 a 2,44) 0,114 a 0,144 (2,90 a 3,66) 0,576 (14,6)
8,875 (225) 0,090 a 0,096 (2,29 a 2,44) 0,120 a 0,150 (3,05 a 3,81) 0,600 (15,2)10,5 (267) 0,090 a 0,096 (2,29 a 2,44) 0,144 a 0,174 (3,66 a 4,42) 0,696 (17,7)11 (279) 0,090 a 0,096 (2,29 a 2,44) 0,152 a 0,182 (3,86 a 4,62) 0,728 (18,5)13 (330) 0,090 a 0,096 (2,29 a 2,44) 0,182 a 0,212 (4,62 a 5,38) 0,848 (21,5)
13,5 (343) 0,090 a 0,096 (2,29 a 2,44) 0,190 a 0,220 (4,83 a 5,59) 0,880 (22,4)
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
11/01 PGINA 1 - 15
Torque de Apriete de los TornillosLas tablas a continuacin presentan los valores de torque de los tornillos, requeridos para elmontaje adecuado de los compresores Ariel JG y JGA. Consulte la seccin relativa alcomponente especfico para obtener informacin detallada sobre los procedimientos demontaje.
Las roscas deben estar limpias y sin rebabas.
Los valores de torque se basan en el uso de lubricantes a base de petrleo tanto en lasroscas como en las superficies de asiento. Utilice aceite lubricante o Lubriplate 630,excepto en el extremo de vstagos de pistones del compresor, tuercas de pistones ytuercas de crucetas, que deben recibir Never-Seez (de Bostik, Boston St., Middleton, MA -EE.UU., 01949, telfono: (+1-508) 777-0100). No se debern utilizar lubricantes de disulfurode molibdeno ni Never-Seez en la lubricacin de los tornillos, salvo cuando se especifique,porque podran producir tensin excesiva con los valores indicados.
TABLA 1-14 HUELGO ENTRE EL PISTN Y EL CILINDRO Y LUZ ENTRE PUNTAS DE AROS DE PISTN/GUA (JUNTA ESCALONADAA), EN PULGADAS (mm) - CILINDROS LUBRICADOS T IPO JG
a. Los aros con junta escalonada son estndar en los cilindros tndem tipo JG de alta presin (vase la Figura5-12, pgina 5-23).
DIMETRO DEL CILINDRO
HUELGO ENTRE EL PISTN Y EL CILINDRO
LUZ ENTRE PUNTAS DE AROS DE PISTN/GUA
NUEVOS MXIMO
2,75 (70) 0,090 a 0,096 (2,29 a 2,44) 0,047 a 0,059 (1,19 a 1,50) 0,177 (4,50)3 (76) 0,090 a 0,096 (2,29 a 2,44) 0,051 a 0,063 (1,30 a 1,60) 0,189 (4,80)
TABLA 1-15 VALORES DE AJUSTE DE LOS TORNILLOS
TORNILLO TAMAO NOMINAL, en pulg - hpp
TIPO TORQUE, enlibras-pie (N.M)
Tornillo de la tapa de cojinete principal 1/2 - 13 12 puntas - grado 8 58 (79)
Tornillo de la tapa de la biela 1/2 - 20 12 puntas - grado 8 67 (91)
Contratuerca del perno pasante del pasador de la cruceta 3/8 - 24 hex - predominante 25 (34)
Tornillo de la barra espaciadora 5/8 - 18 hex grado 9 92 (125)
Tornillo de la gua de la cruceta al bastidor 1/2 - 13 12 puntas 48 (65)
Tornillo de la pieza espaciadora a la gua de la cruceta 12 - 13 12 puntas 57 (77)
Tornillo de la pieza espaciadora a la gua de la cruceta (11JG) 3/8 - 16 cabeza allen 18 (24)
Tornillo de la gua de la cruceta al cilindro 1/2 - 13 12 puntas 48 (65)
Tornillo de la tapa excntrica de ajuste 5/16 - 18 hex - grado 8 ajustado manual-mente con llave
Contratuerca del perno pasante del tensor 1/2 - 20 hex - predominante 41 (55)
Tornillo de la empaquetadura del vstago 1/2 - 13 12 puntas - grado 8 35 (48)
Tuerca del pistn 7/8 - 12 diseo de Ariel 222 (300)
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
PGINA 1 - 16 11/01
Tuerca de balanceo de la cruceta 1 - 12 diseo de Ariel 255 (345)
Contratuerca del deflector de aceite del vstago del pistn 1/4 - 28 tuerca de trabamiento - predominante
96 lb-pulg (11)
Disco de ruptura - tapa del disco de ruptura tubera de 1/4 nom. acople hex de tubera 36 lb-pulg (4,1)
Anclaje de las patas del bastidor 3/4 - 10 tuerca del esprrago hexagonal
175a (235)
Anclaje de las patas de soporte de la gua de la cruceta 5/8 - 11 tuerca del esprrago hexagonal
90a (120)
Tornillos de tapas de vlvulas/ cabezales de cilindros/ pasajes
de gas/ descargadoresb3/8 - 16 hex - grado 8 9 12
puntas - grado B7M 8193 lb-pulg (22)
7/16 - 14 26 (35)
1/2 - 13 40 (54)
5/8 -11 79 (105)
3/4 - 10 140 (190)
7/8 - 9 230 (310)
7/8 -14 260 (350)
1 - 8 345 (465)
Tornillo del cilindro tndem al cilindrob 1/2 - 13 hex - grado 8 9 12 puntas - grado 8
44 (60)
5/8 - 11 88 (120)
3/4 - 10 160 (215)
Esprragos de asiento en el cilindro 3/8 - 16 punta cilndrica 107 lb-pulg (12)
7/16 - 14 172 lb-pulg (19)
1/2 - 13 22 (30)
9/16 - 12 32 (43)
5/8 - 11 44 (60)
3/4 - 10 79 (105)
7/8 - 9 130 (170)
1 - 8 190 (260)
Tuerca del tornillo de sujecin del bloque de distribucin 1/4 - 28 hex 68 lb-pulg (7,7)
Tornillo de la vlvula divisora del bloque de distribucin 1/4 - 28 cabeza allen 109 lb-pulg (12)
Tornillo de cabeza hexagonal - grado 5 todos hex - grado 5 ajustado manual-mente con llave
a. Torque mnimo para el esprrago de anclaje recomendado para proporcionar una tensin en el esprrago de 55.000 psi(380 MPa). El esprrago debe tener una resistencia mxima de 100.000 psi (690 MPa) o ms. Si posee ms resistencia,aumente el torque para que el esprrago est tensado hasta alrededor del 55% de la resistencia mxima de su material, segnla especificacin del paquetizador.
b. Cuando se especifica el uso de esprragos en el cilindro, ajuste sus tuercas con los mismos valores utilizados en tornillos enaplicaciones similares (vase la Figura 1-8).
TABLA 1-15 VALORES DE AJUSTE DE LOS TORNILLOS
TORNILLO TAMAO NOMINAL, en pulg - hpp TIPOTORQUE, en
libras-pie (N.M)
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
11/01 PGINA 1 - 17
F IGURA 1-8 ESPRRAGO DE PUNTA C ILNDRICA
ESPRRAGO
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
PGINA 1 - 18 11/01
TABLA 1-16 TORNILLOS DE MONTAJE DE LAS VLVULAS HOERBIGER - VALORES DE AJUSTE
TORNILLOTAMAO NOMINAL,
pulg - hpp TIPOTORQUE,
en libras-pie (N.m)
Tornillo centrala b
a. Los tornillos centrales de cabeza de 12 puntas utilizados en el montaje de vlvulas sin la inscripcin SPL (roscasSpiralock), se deben limpiar con solvente de seguridad Loctite y trabar con una o dos gotas de Loctite N 272. No utilicelubricantes a base de petrleo.
b. Los tornillos de cabeza de 12 puntas utilizados en el montaje de vlvulas con roscas Spiralock y con la inscripcin SPL(vase la Figura 1-9) , se deben lubricar solamente con lubricantes a base de petrleo, tanto en las roscas como en lassuperficies de asiento.
5/16 - 24 12 puntas - acero grado 8
26 (35)3/8 - 24 45 (61)
7/16 - 20 62 (83)5/16 - 24 12 puntas- acero grado
518 (24)
3/8 - 24 32 (43)7/16 - 20 50 (68)5/16 - 24 12 puntas - grado B8M
- acero inoxidable120 lb-pulg (13,6)
3/8 - 24 192 lb-pulg (21,7)7/16 - 20 24 (33)
Contratuerca Drake del esprrago central
1/4 - 28 mitad inferior 103 lb-pulg (11,6)mitad superior 66 lb-pulg (7,5)
5/16 - 24 mitad inferior 168 lb-pulg (18,9)mitad superior 96 lb-pulg (10,8)
3/8 - 24 mitad inferior 192 lb-pulg (21,7)mitad superior 96 lb-pulg (10,8)
1/2 - 20 mitad inferior 36 (49)c
c. 29 libras- pie (39 N.m) para la mitad inferior de la contratuerca Drake de 1/2 - 20 con discos no metlicos en vlvulastipo arandela flotante.
mitad superior 20 (27)5/8 - 18 mitad inferior 73 (99)
mitad superior 40 (54)3/4 - 16 mitad inferior 130 (176)
mitad superior 70 (95)Tornillos perifricos 10 - 32 cabeza allen 25 lb-pulg (2,8)
12 - 28 43 lb-pulg (4,9)1/4 - 20 110 lb-pulg (12,4)
5/16 - 18 176 lb-pulg (19,9)3/8 - 16 21 (28)
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
11/01 PGINA 1 - 19
Procedimientos de TorqueA continuacin se indican algunos procedimientos que aumentan la precisin del ajuste delos tornillos y ayudarn a garantizar la aplicacin del torque correcto.
1. Asegrese de que el torqumetro est debidamente calibrado y sea utilizado porpersonal capacitado para que se logre el torque de ajuste de los tornillos necesarioen todas las piezas importantes. La excepcin es la tuerca de balanceo/contratuerca de la cruceta, que se puede ajustar a travs de un procedimiento demartillar basado en la experiencia.
2. Siempre verifique cul es el rango en el cual el torqumetro es preciso, puesto que
FIGURA 1-9 CONJUNTO DE VLVULA CON ROSCA SPIRALOCK Y LA INSCRIPCIN SPL
F IGURA 1-10 CONTRATUERCA DRAKE
vistas inferiores
gua de succinasiento de descarga
MITAD INFERIOR
TRABA SUPERIOR
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
PGINA 1 - 20 11/01
en general los torqumetros no son precisos en todo su rango de medida.3. Aplique siempre una fuerza lenta y constante al torqumetro, evitando sacudirlo.
Cuando se sacude el torqumetro, la cantidad de torque aplicado puede llegar ahasta un 50% por arriba del valor establecido. Por ejemplo, si un torqumetro estregulado a 80 libras-pie, pero se sacude, el torque podr llegar a 120 libras-pie.
4. Siempre haga el ajuste final con un torqumetro. No ajuste el tornillo con una llavecrique o llave de impacto para despus "verificar" el torque con un torqumetro.
5. No insista con el torqumetro al llegar al torque. La insistencia con el torqumetrohar que el torque en el perno sea significativamente mayor que el valorestablecido. Si desea verificar el torque, quite toda la presin del torqumetro y acontinuacin aplique lentamente una fuerza constante hasta que sienta un clic.
6. Siempre vuelva a colocar el torqumetro en el ajuste ms bajo despus determinado el trabajo. Si se deja el torqumetro en un ajuste alto, su resortepermanecer tensado y con el tiempo perder su precisin. Si vuelve a colocar eltorqumetro en su ajuste ms bajo, el resorte se relajar y mantendr su precisin.
7. No use el torqumetro para aflojar tornillos, ya que se lo podra sobrecargar y/ocausar prdida de calibracin.
8. En aplicaciones que requieren el uso de extensiones abiertas o estriadas con eltorqumetro para que se llegue a tornillos menos accesibles, el valor establecido enel torqumetro no ser el torque real aplicado al tornillo.1
9. La razn entre el torque real en el tornillo y aqul indicado en el torqumetro es unafuncin del largo del adaptador, su posicin en relacin al brazo del torqumetro y elpunto donde se aplica la fuerza (vase la Figura 1-11).
Tw = Valor establecido en el torqumetro, en libras-pie.
Ta = Torque requerido en el tornillo, en libras-pie.
L = Largo del torqumetro, en pies (desde el extremo del cubo de encaje hasta el punto central de fuerza en el mango).
A = Largo del adaptador, en pies (medido hasta el extremo del adaptador, en una lnea paralela a la lnea central del torqumetro).
Estas son directrices generales que ayudan en el uso adecuado de los torqumetros.Comunquese con su proveedor de torqumetros para obtener informacin ms detallada.
1. Excepto cuando el adaptador est colocado en ngulo de 90 con el torqumetro. En ese caso, el torque ser igual altorque indicado por el torqumetro (vase la Figura 1-12).
Tw Ta LL A+-------------
=
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
11/01 PGINA 1 - 21
Pernos de ArielSe han seleccionado pernos1 que cumplen con las necesidades de resistencia, elongacin,cierre y fijacin de Ariel. Se deben usar los pernos adecuados y ajustarlos segn los valoresindicados en la Tabla 1-15, pgina 1-15. El objetivo de la Figura 1-13 es ayudar en laidentificacin de los pernos utilizados en los compresores Ariel.
Se han modificado los conjuntos de pernos de bielas, tapas de vlvulas y bridas de succin/descarga (bridas especiales suministradas por Ariel) para prevenir fatiga y no se puedenreemplazar por pernos estndares. Si hay alguna duda al intentar reemplazar otros pernospor pernos estndares, comunquese con su paquetizador o con Ariel. Se recomienda eluso de pernos de repuesto suministrados por Ariel.
F IGURA 1-11 TORQUMETRO CON ADAPTADOR EN CUALQUIER NGULO
F IGURA 1-12 TORQUMETRO CON ADAPTADOR EN NGULO RECTO
1. Perno: buln o tornillo (bolt). Vase el Glosario Tcnico, pgina 7-9.
FUERZA
FUERZA
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
PGINA 1 - 22 11/01
FIGURA 1-13 IDENTIFICACIN DE LOS PERNOS
cabeza allen grado 8
cabeza hexagonal grado 8
cabeza hexagonal grado 9
cabeza hexagonal grado 5
12 puntas grado 8 12 puntas grado B7M (NACE)
12 puntas grado intermedio 5 12 puntas grado 5
12 puntas de acero inoxidable grado B8M
PRECAUCIN:AL USAR O REEMPLAZAR LOSPERNOS, CONSULTE LA LISTADE PARTES PARA DETERMI-NAR EL GRADO DE TORNILLOADECUADO Y SU NMERO DEPARTE. NO UTILICE MATERIA-LES DE GRADOS INFERIORESO SUPERIORES. TODOS LOSTORNILLOS ESPECIALES YTO-DOS LOS PERNOSMECANIZA-DOS EN ELDIMETRO DE SU CUERPO,PARA LA RESITEN-CIA AFATIGA, SE DEBENREEMPLAZAR POR PARTESDE ARIEL.
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
11/01 PGINA 1 - 23
Instrumentos Opcionales de Medicin de Temperatura del Cojinete Principal - Alarma y Parada
Vlvula Eutctica de Temperatura Este dispositivo de aleacin eutctica fue seleccionado para fundirse a 228 F (109 C),venteando la presin de control y proveyendo una seal de parada. Se debe reemplazar lavarilla fusible cuando se funda. Para garantizar el correcto funcionamiento del detector,reemplace la varilla fusible cada cinco aos.
Ajuste de los Instrumentos ElctricosAjustada a 10% de la temperatura normal de operacin, con alarma mxima a 220 F(104 C) y parada mxima a 230 F (110 C).
-
PARA LOS MODELOS: JG Y JGA SECCIN 1 - ESPECIFICACIONES DE DISEO Y DATOS
PGINA 1 - 24 11/01
APUNTES
-
PARA LOS MODELOS: JG Y JGA
11/01 PGINA 2 - 1
SECCIN 2 - INSTALACIN
Generalidades
La instalacin del compresor con su respectivo motor y caera debe efectuarse concuidado y precisin. Esta seccin no tiene el propsito de tratar todas las cuestiones quepodran surgir durante la instalacin. Trata solamente de algunas de las consideraciones yrequerimientos ms importantes al instalar el compresor.
Procedimientos de Preparacin y Alineacin
Los puntos a continuacin merecen especial atencin durante la preparacin y alineacindel compresor:
1. El diseo del skid deber:Transmitir las fuerzas de reaccin del compresor y del motor a la fundacin. Asegurar que haya suficiente diferencia entre las fuerzas de vibracin y lafrecuencia natural del skid.Poseer suficiente rigidez y resistencia para que se pueda instalar el compresortotalmente a nivel, sin flexiones ni torsiones en el bastidor, guas de crucetas ocilindros del compresor. Esto se logra a travs de suplementos o de unafundacin cuidadosamente realizada.Poseer suficiente rigidez y masa para resistir a vibraciones inducidas por lasmximas cuplas (o pares) desbalanceadas, segn se especifica en el LibroElectrnico de Datos de Aplicaciones Ariel.
2. Las patas de las guas de crucetas deben estar apoyadas de manera que noslo provean soporte vertical sino tambin que impidan el movimiento horizontalperpendicular a los vstagos de pistones. Adems deben ser capaces desoportar el peso combinado de cilindros, pulmones y caera
3. El sistema de caera de aceite del bastidor del compresor y sus componentesdeben estar libres de materiales extraos, incluso (pero no slo) polvo, arena,xidos, costras, virutas, salpicaduras de soldaduras, grasa y pintura. Serecomienda el uso de un servicio comercial de limpieza de caos para limpiar elsistema de caera de aceite. Si no es posible, se deben utilizar procedimientosde limpieza adecuados, con limpiadores, cidos y/o limpieza mecnica paraque se satisfagan los requisitos de limpieza. Los subproductos de limpieza sedeben descartar adecuadamente. Se recomienda un servicio especializado.Tambin se recomienda hacer un flushing a todos los sistemas de caera deaceite con una bomba elctrica o neumtica y aceite de produccin limpio yfiltrado. Todas las cavidades del bastidor del compresor se limpiancompletamente antes del montaje en la fbrica de Ariel. Luego se prueba cadaequipo con un circuito cerrado de lubricacin filtrada.
-
PARA LOS MODELOS: JG Y JGA SECCIN 2 - INSTALACIN
PGINA 2 - 2 11/01
4. Los cilindros compresores que poseen empaquetaduras enfriadas por agua sedeben conectar al enfriador de agua, a menos que se obtenga previaaprobacin del Servicio Tcnico de Ariel. Consulte Empaquetadura delVstago del Compresor Enfriada por Agua, pgina 3-12.
Preparacin1. Posicione el compresor sobre el skid. Con los cilindros del compresor instalados
pero sueltos y sin ninguna caera ni pulmones de control de pulsacinconectados, ajuste los tornillos de anclaje del bastidor al skid hasta su torquetotal. En seguida afloje cada perno de anclaje por separado, verificando ladeflexin entre la pata del bastidor y el skid a travs de un indicador decuadrante. Suplemente cualquier huelgo que sea superior a 0,002" (0,05 mm).Vuelva a ajustar el perno de anclaje hasta su torque y reptalo en cada pernodel bastidor al skid.
2. Con las guas y cilindros sueltos, mida el huelgo entre la pata de apoyo de lagua de la cruceta y el soporte del skid. Llnelo completamente consuplementos. Ajuste los tornillos de anclaje del soporte de la gua de la crucetaal skid hasta su torque total. Afljelos, verificando con un indicador decuadrante que el huelgo est completamente lleno y que no haya deflexin.Vuelva a ajustar los tornillos de anclaje de la cruceta. Reptalo para cada apoyode la gua de la cruceta.
3. Los valores de torque correctos para los tornillos de anclaje del compresor alskid deben ser determinados por el paquetizador basado en el tamao de lospernos y su material. El paquetizador debe consultar el documento dereferencia ER-26 de Ariel Corporation para determinar los valores de torquecorrectos.
AlineacinUna alineacin adecuada es fundamental para un desempeo satisfactorio. Unacoplamiento flexible no compensar una alineacin deficiente. La desalineacin puedeproducir:
Momento de flexin elevado en el cigeal. Grandes fuerzas axiales. Desgaste excesivo de los cojinetes. Y, si es grave, probable dao a varios componentes.
Un compresor Ariel se puede alinear a travs de varios mtodos aceptables, tales como:
Radial/angular o cara/borde. Indicador inverso. A travs del conjunto de discos. ptico. Lser. Mecnico computarizado.
-
PARA LOS MODELOS: JG Y JGA SECCIN 2 - INSTALACIN
11/01 PGINA 2 - 3
Durante la alineacin del equipo, hay algunos puntos que se deben considerar:
Pata floja (el compresor y el motor no estn planos). Lecturas repetibles. Sentido en que se mueve el indicador (ms o menos). Elongacin trmica. Flexin del indicador.
Cuando el compresor est debidamente alineado, las fuerzas sobre el equipo conectadopermanecen en el nivel mnimo, lo que prolonga la vida til de los cojinetes y permite que launidad funcione suavemente. Consulte la informacin proporcionada por el paquetizadorsobre los requerimientos de alineacin.
Venteos y Drenajes1
Para que el compresor funcione en forma segura, es fundamental que se garantice quetodos los venteos y drenajes estn abiertos, funcionando y, en caso de que sea necesario,conectados a tubos que salgan del skid o del edificio. Dependiendo del clima y de lacantidad de insectos, puede que sea necesaria la instalacin de filtros en los venteos ydrenajes para asegurar que no se tapen. Tal cuidado puede ser esencial si el compresorpermanece parado por un perodo prolongado.
Otros puntos a considerar son:
1. Debe haber un venteo para aliviar la presin del sistema con seguridad.2. Debe haber venteos y drenajes adecuados para las piezas espaciadoras,
venteos de la empaquetadura principal y crter. Los venteos y drenajesprincipales deben ventearse en forma independiente de los venteos y drenajessecundarios. Todos los venteos y drenajes deben instalarse de manera queevite que reciban lquidos que podran causar la acumulacin de gas o delquidos. Cuando se utiliza un gas ms pesado que el aire, los venteos ydrenajes deben disearse de acuerdo a ello.
1. Vase tambin la Seccin 4.
-
PARA LOS MODELOS: JG Y JGA SECCIN 2 - INSTALACIN
PGINA 2 - 4 11/01
APUNTES
-
PARA LOS MODELOS: JG Y JGA
11/01 PGINA 3 - 1
SECCIN 3 - PUESTA EN MARCHA
Generalidades
Para asegurar una puesta en marcha adecuada, es importante que se siga atentamente laLista de Verificacin de Puesta en Marcha que se presenta en esta seccin. Adems esimportante que el operador est completamente familiarizado con este manual y con elManual de Operacin del Paquetizador.
PRECAUCINANTES DE PONER EN MARCHA UN COMPRESOR NUEVO,DESPUS DE CAMBIARLO DE LUGAR O DE APLICACIN, ODESPUS DE UN OVERHAUL PRINCIPAL, ASEGRESE DEEFECTUAR Y COMPROBAR TODOS LOS TEMS INDICADOSEN LA LISTA DE VERIFICACIN DE PUESTA EN MARCHAEN LAS PGINAS 3-2 A 3-6. EL OBJETIVO DE ESTA LISTAES ASEGURAR LA MXIMA SEGURIDAD EN LA PUESTA ENMARCHA Y OPERACIN DEL COMPRESOR.
PRECAUCINPARA UN FUNCIONAMIENTO SEGURO, NO INTENTE PONEREL EQUIPO EN MARCHA SIN UN CONOCIMIENTOCOMPLETO DE LA INFORMACIN CONTENIDA EN ESTASECCIN. ADEMS ES ESENCIAL CONSULTAR EL MANUALDE OPERACIN DEL PAQUETIZADOR.
!
!
-
PARA LOS MODELOS: JG Y JGA SECCIN 3 - PUESTA EN MARCHA
PGINA 3 - 2 11/01
Lista de Verificacin de Puesta en MarchaModelo del Compresor ___________________ N de serie F- ___________________________S/N del Cilindro C-_________ C-________ C-________ C-________ C-_________ C-___________Motor___________________________________ Velocidad Nominal_______________________Paquetizador_____________________________ N de Equipo del Paquetizador______________Fecha de Envo del Paquetizador ____________ Fecha de Puesta en Marcha _______________Tcnico ________________________________ Cliente ________________________________Ubicacin _______________________________ Contacto en Campo ______________________N de Telfono en Campo __________________ Ubicacin del Equipo _____________________Aceite del Bastidor - Marca/Grado_____________________Aceite del Cilindro - Marca/Grado ______________________
Lista de Verificacin - Antes del Arranque S NO
1. Estn disponibles el manual de partes, el manual tcnico, las herramientas especiales y los repuestos de Ariel correctos? ______ ______2. Se verificaron las limitaciones de diseo del modelo del compresor, tales como carga sobre el vstago, velocidad mxima y mnima y temperatura de descarga? ______ ______3. Se determinaron las condiciones de operacin segn el diseo? ______ ______
Presin, en PSIG (kPa): Succin _________ Descarga________Temperatura, en F (C): Succin _________ Descarga________RPM Mxima__________ RPM Mnima___________
4. Verificacin de pata floja:Las patas del compresor y soportes de guas de crucetas recibieron suplementos, de manera que no haya torsiones ni flexiones? ______ ______5. Se verificaron los huelgos inferiores de la cruceta en todas las esquinas? Lmina Calibradora mxima de 0,0015" (0,038 mm) insertada hasta una profundidad mxima de 1/2" (12,7 mm). ______ ______6. Registre abajo el mnimo huelgo superior de la cruceta con la lmina calibradora. Carrera n
1______ 2______ 3_______ 4_______ 5_______ 6_______7. Se inspeccionaron la caera y los soportes para comprobar que no flexionen ni tensionen el compresor? ______ ______8. Se verificaron nuevamente los valores de torque de los pernos del acoplamiento? ______ ______9. Se verific la alineacin entre el compresor y el motor? Mxima LTI admisible: 0,005" (0,13 mm). ______ ______
-
PARA LOS MODELOS: JG Y JGA SECCIN 3 - PUESTA EN MARCHA
11/01 PGINA 3 - 3
Modelo del Compresor___________________ N de serie. F-_______________________
S NO
10. Registre las lecturas del indicador de cuadrante en el acoplamiento en pulgadas en las posiciones de las 3, 6, 9 y 12 horas:
11. Se verific el huelgo axial del cigeal? _____ _____Regstrelo aqu: pulgadas (mm)
12. Se verific el espacio muerto del pistn con lminas calibradoras?____ _____ Regstrelo a continuacin:
Carrera n1 n 2 n 3 n 4 n 5 n 6HE_______ _______ _______ _______ _______ _______CE_______ _______ _______ _______ _______ _______
13. Se llen el crter con aceite hasta el nivel adecuado? _____ ______14. Se utiliz el aceite adecuado en el caso de condiciones ambientales extremas o de compresin de gases especiales? _____ ______15. Funciona el control de nivel de aceite del crter del compresor y est ajustado al nivel adecuado? _____ ______16. Est abierta la vlvula aisladora del suministro de aceite del crter? _____ ______17. Funciona el interruptor de parada debido a bajo nivel de aceite del crter? _____ ______18. Se instalaron los elementos filtrantes de aceite recomendados? _____ ______19. Estn cebados con aceite el elemento filtrante de aceite y toda la caera de aceite lubricante? _____ ______20. Est instalado el interruptor de parada debido a baja presin de aceite y correctamente conectado a la salida del filtro de aceite? _____ ______21. Funciona el interruptor de parada debido a baja presin de aceite? _____ ______22. Hay enfriador de aceite? La temperatura mxima de entrada de aceite al compresor es 190 F (88 C). _____ ______23. Est instalado, regulado y funciona el interruptor de parada debido a temperatura de aceite del crter? _____ ______24. Si se enfria el aceite, hay una vlvula de control de temperatura? ____ ______25. Est limpio el elemento del respiradero del crter? _____ ______
angular radial
-
PARA LOS MODELOS: JG Y JGA SECCIN 3 - PUESTA EN MARCHA
PGINA 3 - 4 11/01
Modelo del Compresor___________________ N de serie. F-_______________________
S NO
26. Est llena con el aceite adecuado la caja del conjunto de lubricacin forzada? ______ ______27. Se ceb/purg el sistema de lubricacin forzada? ______ ______28. Est instalado y funciona el interruptor de parada debido a interrupcin del flujo de aceite del sistema de lubricacin forzada? ______ ______29. Est instalado el conjunto de discos de ruptura del sistema de lubricacin forzada?Se inspeccion el color del disco de ruptura? El estndar es prpura = 3.250 PSIG (22.400 kPa). ______ ______30. Se verific la tasa adecuada de alimentacin del lubricante en la placa de instrucciones del lubricador o en la Hoja de Lubricacin del Cilindro del Manual de Partes? ______ ______31. Hay en el compresor un interruptor de parada debido a vibraciones buen estado de funcionamiento? ______ ______32. Estn abiertos los venteos de la empaquetadura principal y secundaria y los venteos de la pieza espaciadora y, si es necesario, conectados a tubos que salgan del skid o del edificio? ______ ______33. Hay algn mtodo de control de la presin de succin? ______ ______34. Estn ajustados y funcionan los interruptores de parada debido a presin de succin, entre etapas y de descarga? ______ ______35. Estn instaladas y funcionan las vlvulas de alivio de seguridad para la proteccin de los cilindros y de la caera en cada etapa de compresin? ______ ______36. Estn instalados, ajustados y funcionan los interruptores de parada debido a temperatura de descarga del gas? ______ ______37. Se despresurizaron las lneas de succin de gas para la extraccin de agua, escoria, suciedad, etc.? ______ ______38. Se instalaron mallas temporales en el lado de succin de los cilindros? ______ ______39. Se prelubric el compresor antes de su puesta en marcha? Los equipos con motores elctricos deben poseer una bomba de prelubricacin. ______ ______40. En las unidades con motores a combustin, se hizo girar el equipo con el motor de arranque para asegurar que se mueve libremente? La presin de aceite debe aumentar sensiblemente cuando se hace girar el motor de arranque. ______ ______41. Para otros tipos de motor, se hizo girar a mano el equipo para garantizar que gire libremente? ______ ______
-
PARA LOS MODELOS: JG Y JGA SECCIN 3 - PUESTA EN MARCHA
11/01 PGINA 3 - 5
Modelo del Compresor___________________ N de serie. F-_______________________
S NO
42. Coincide el sentido de rotacin del motor con la rotacin indicada por la flecha? ______ ______43. En los equipos que comprimen gas combustible, se purg la caera y el compresor para la extraccin de todo el aire? ______ ______44. Se observaron las instrucciones de puesta en marcha de otros equipos del conjunto? ______ ______45. El representante del paquetizador hizo el repaso requerido de las instrucciones de puesta en marcha y operacin del equipo con su operador? ______ ______46. Se verific el desgaste del pistn? ______ ______
Lista de Verificacin - Despus del Arranque S NO
1. Subi inmediatamente la presin de aceite? ______ ______2. Funcionan los manmetros del filtro de aceite y de la bomba de lubricacin forzada? ______ ______3. Es la diferencia de presin del filtro de aceite < 10 psi (69 kPa), salvo en el caso de que la especificacin sea otra? ______ ______4. Hay ruidos o vibraciones anormales en el compresor o en la caera? ______ ______5. Est el interruptor de parada debido a baja presin de aceite ajustado a 35 PSIG (240 kPa)? ______ ______6. Estn los interruptores de parada debido a alta temperatura del gas de descarga regulados aproximadamente un 10% por arriba de la temperatura normal de descarga? Mximo 375 F (190 C). ______ ______7. Se mueve la clavija indicadora del bloque de distribucin? Se ajust el lubricador para el correcto caudal de rodaje? ______ ______8. Hay prdidas de aceite? En caso afirmativo dnde? ______ ______9. Funcionan los tanques colectores y los interruptores de parada debido a alto nivel? ______ ______10. Los tanques colectores extraen todos los lquidos del gas? ______ ______ Con que frecuencia descargan? (______minutos)11. Hay xido o arena en el gas? ______ ______12. Se ajust el interruptor de parada debido a exceso de velocidad? ______ ______13. Sellan adecuadamente las empaquetaduras de los vstagos? ______ ______14. Se probaron todos los dispositivos de seguridad para garantizar la parada del equipo en caso de falla en el funcionamiento? ______ ______
-
PARA LOS MODELOS: JG Y JGA SECCIN 3 - PUESTA EN MARCHA
PGINA 3 - 6 11/01
Modelo del Compresor___________________ N de serie. F-_______________________
S NO
15. Se complet y envi a Ariel por correo o fax el formulario de "Notificacin de Garanta del Compresor y Datos de la Lista de Instalacin"? ______ ______ 16. Se envi una copia completada de esta "Lista de Verificacin de Puesta en Marcha"? Por correo a Ariel Corporation, 35 Blackjack Road, Mount Vernon, OH 43050, USA, Attention: Administrative Assistant - Sales. Por fax al (+1-740) 397-3856, Attention: Administrative Assistant - Sales. ______ ______
-
PARA LOS MODELOS: JG Y JGA SECCIN 3 - PUESTA EN MARCHA
11/01 PGINA 3 - 7
Presin Mxima de Trabajo Permitida
Todos los cilindros de los compresores Ariel poseen una "Presin Mxima de TrabajoPermitida (MAWP)". La MAWP, la presin de prueba hidrosttica y la fecha de la pruebaestn estampadas en el extremo de cada cilindro Ariel (vase la Figura 1-6, pgina 1-6).
La especificacin API 11P, segunda edicin, de noviembre de 1989, prrafo 1.10.4 define la"Presin Mxima de Trabajo Permitida" de la siguiente manera:
"La Presin Mxima de Trabajo Permitida (MAWP) es la presin continuamxima para la cual el fabricante dise el equipo (o cualquier pieza a la cualse refiere el trmino), cuando se maneja el fluido especificado a la temperaturamxima especificada."
La especificacin API 11P, prrafo 2.5.1.1 define la "Presin Mxima de Trabajo Permitida"para cilindros de compresores de la siguiente manera:
"La Presin Mxima de Trabajo Permitida para cilindros deber exceder lapresin de descarga nominal en por lo menos el diez por ciento 25 psig1, loque sea mayor."
La especificacin API 11P, prrafo 1.10.5 define la presin de descarga nominal de lasiguiente manera:
"La presin de descarga nominal es la presin ms elevada requerida parasatisfacer las condiciones especificadas por el comprador para el servicioprevisto."
PRECAUCINLAS CONDICIONES DE OPERACIN NO DEBEN EXCEDERLAS LIMITACIONES DE DISEO DEL CILINDRO.
1. (172 kPa)
!
-
PARA LOS MODELOS: JG Y JGA SECCIN 3 - PUESTA EN MARCHA
PGINA 3 - 8 11/01
Ajuste de las Vlvulas de Alivio
Es responsabilidad del paquetizador el suministro de vlvulas de alivio para cada una de lasetapas de compresin, en conformidad con la especificacin API 11P, prrafo 7.20.3, de lasiguiente manera:
"El ajuste de las vlvulas de alivio deber considerar todos los tipos posibles defallas del equipo y la proteccin del componente con la presin nominal msbaja en cualquier sistema de proceso. Las vlvulas de alivio se debern ajustarpara que no funcionen por arriba de las presiones mximas de trabajopermitidas, ni por abajo de los valores a continuacin:
Presin de Descarga Margen de la Vlvula de Aliviodel Sistema por Arriba de la Presin
en psig (kPa) de Descarga del Sistema
-14,7 a 150 (-101 a 1.034) 15 PSI (100 kPa)151 a 2.500 (1.035 a 17.237) 10%
2.501 a 3.500 (17.238 a 24.132) 8%3.501 a 5.000 (24.133 a 34.474) 6%
NOTA: Para presiones de descarga nominales por arriba de 5.000 psig(34.474 kPa), el ajuste de la vlvula de alivio deber ser acordado entre elcomprador y el vendedor.
PRECAUCINCUANDO SE SUMINISTRA UNA RECIRCULACIN, LAVLVULA DE ALIVIO DEBE INSTALARSE INMEDIATAMENTEAGUAS ABAJO DE LA VLVULA DE RECIRCULACIN O ENLA ENTRADA DEL COLECTOR DEL SIGUIENTE CILINDRO.TAL VLVULA DE ALIVIO SE DEBER AJUSTAR PARA LAPRESIN MXIMA DE TRABAJO PERMITIDA DEL CILINDROQUE POSEA LA MAWP MS BAJA ENTRE LOS CILINDROSEN EL CIRCUITO DE RECIRCULACIN, PARA LAPROTECCIN CONTRA FALLAS DE LA VLVULA DEDESCARGA-RETENCIN CUANDO EST FUNCIONANDO ENRECIRCULACIN. CONSULTE LOS ESTNDARES DELPAQUETIZADOR DE ARIEL, SECCIN 4.4 "VLVULAS DEALIVIO".
!
-
PARA LOS MODELOS: JG Y JGA SECCIN 3 - PUESTA EN MARCHA
11/01 PGINA 3 - 9
Llenado del Depsito de Aceite y Cebado del Sistema Principal de Aceite Lubricante - Antes del Arranque
Llenado del Depsito de Aceite1. Quite el respiradero y llene el depsito de aceite del compresor a travs de la
tapa superior.2. Observe el visor de nivel en el extremo auxiliar. Durante la puesta en marcha, el
nivel de aceite debe estar cerca de la parte superior del visor. NOSOBRELLENE EL DEPSITO DE ACEITE. En tal caso, el cigeal se sumergeen el aceite, airendolo y espumndolo, lo que dificulta el bombeo y control delnivel adecuado. Despus que el equipo est en marcha, puede que seanecesario agregar aceite para que se eleve su nivel hasta la mitad del visor. Sinembargo, el aceite nunca debe exceder los dos tercios de la altura durante lamarcha.
3. Cuando el depsito de aceite est lleno hasta el nivel adecuado, vuelva acolocar la tapa del respiradero y ajstela a mano, para facilitar su extraccin enel futuro.
Cebado del Sistema Principal de Aceite LubricanteNOTA: ASEGRESE DE QUE EL SISTEMA DE ACEITE EST LLENO DE ACEITE,
DESDE LA BOMBA DE ACEITE LUBRICANTE HASTA EL ENFRIADOR Y ELFILTRO DE ACEITE.
Los bastidores JG y JGA deben poseer una bomba manual de cebado de aceite lubricante.Es importante que se cebe el equipo hasta que los cojinetes reciban aceite. Bastan cincobombeos despus que el manmetro en la salida del filtro de aceite indique presin. Si elequipo est equipado con una bomba de prelubricacin con motor elctrico, la bomba debefuncionar a presin por un mnimo de quince segundos antes del arranque del equipo.
Todos los compresores con motores elctricos y todos aquellos con cualquier tipo de motorque tengan arranque no asistido deben poseer una bomba de prelubricacin con un motorelctrico separado, que garantice el caudal de aceite antes del arranque. El caudal de labomba de prelubricacin debe ser el 50% del caudal de la bomba de aceite lubricante delbastidor del compresor. En tales aplicaciones, se debe utilizar un bloqueo de arranque queinhabilite la secuencia de arranque si la presin del aceite est por debajo de 15 psig(1,0 barg).
NOTA: SI LA VELOCIDAD DEL CIGEAL ES INFERIOR AL 50% DE LA MXIMAVELOCIDAD NOMINAL DEL BASTIDOR (VASE LA TABLA 1-1, PGINA 1-2),NO HABR SUFICIENTE CAUDAL A TRAVS DE LA BOMBA PARA QUE SEMANTENGA LA DEBIDA PRESIN DE ACEITE LUBRICANTE EN ELBASTIDOR. SER NECESARIA UNA BOMBA DE ACEITE AUXILIAR O MSGRANDE.
-
PARA LOS MODELOS: JG Y JGA SECCIN 3 - PUESTA EN MARCHA
PGINA 3 - 10 11/01
Ajuste del Conjunto de Lubricacin Forzada
Asegrese de que el conjunto de lubricacin forzada est ajustado a la tasa del perodo derodaje indicada en la placa del conjunto de lubricacin forzada (vase la Figura 1-5, pgina1-5). Las tasas del perodo de rodaje y de lubricacin normal que estn estampadas en laplaca de informacin de la caja del lubricador se calculan segn las Especificaciones deLubricacin de Ariel, correspondientes a las condiciones de operacin del gassuministradas a Ariel con el pedido del compresor. Las hojas de lubricacin suministradasen el Manual de Partes de Ariel indican las condiciones del gas y presentan la tasa base demultiplicacin en cada punto de lubricacin. Cuando no se hayan suministrado lascondiciones del gas, las tasas se calculan para un gas dulce, limpio, seco, con pesoespecfico 0,65 a la velocidad y presiones de descarga nominales.
Cebado/Purga del Sistema de Lubricacin ForzadaPara que el sistema de lubricacin forzada opere correctamente, se debe purgar todo el airey/o gas atrapado en ello. La purga se debe realizar antes de la puesta en marcha inicial,despus de mantenimientos en el sistema de lubricacin forzada y despus de paradasprolongadas. Si no se lo purga, pueden producirse alarmas, paradas y/o fallas prematurasde partes. Ariel puede suministrar una bomba de cebado manual de alta presin (vaseHerramientas de Ariel Opcionales, pgina 7-2).
Purgue el sistema de lubricacin forzada de la siguiente manera:
1. El sistema de lubricacin forzada debe purgarse con una bomba manual de altapresin adecuada, utilizndose el aceite de inyeccin de operacin normallimpio. NO UTILICE OTROS FLUIDOS PARA LA PURGA!
2. Llene la bomba manual con el aceite de inyeccin limpio que se utiliza en laoperacin normal del sistema la lubricacin forzada que se est purgando.Mantenindola en posicin vertical, accione la bomba manual para que sepurgue el aire u otros fluidos de su manguera sin que est conectada.
3. Afloje las tuercas de la tubera en la entrada de los bloques maestros devlvulas divisoras, vlvulas compensadoras activas, cilindros y cajas deempaquetadura (en las conexiones de las guas de crucetas). Si hay bloques dedistribucin secundarios (esclavos), afloje sus conexiones de entrada.
4. Quite las tapas de la tubera de la parte superior de las "T" que se encuentranjunto a la descarga de las bombas de lubricacin forzada. Conecte la bombamanual de alta presin a la conexin de purga superior en la "T".
5. Manteniendo la bomba manual en posicin vertical, oprela hasta que dejen dehaber burbujas en la conexin de la tubera en la entrada del bloque maestro devlvulas divisoras. Vuelva a ajustar la tuerca de la tubera manualmente conuna llave mientras sigue el flujo de aceite. Gire la tuerca a su posicin original.Se encontrar un aumento en la resistencia cerca de esa posicin. En seguidaajstela un poco.
6. Siga accionando la bomba. Cuando dejen de haber burbujas, vuelva a ajustarlas tuercas de la tubera de los bloques de distribucin secundarios, vlvulascompensadoras activas, cilindros y conexiones de la gua de la caja deempaquetadura. Reptalo para cada sistema de bomba del compresor. Cuandohay vlvulas compensadoras activas, durante la purga la presin de la bomba