Manual del Operador POWER WAVE 355M · de protección, como tejidos de lana, guantes y delantal...
42
POWER WAVE ® 355M Manual del Operador Guarde para consulta futura Fecha de Compra Código: (ejemplo: 10859) Número de serie: (ejemplo: U1060512345) IMS845-A | Fecha de Publicación 12-Jan © Lincoln Global, Inc. All Rights Reserved. Para usarse con máquinas con números de código: 11141, 11489 Registre su máquina: www.lincolnelectric.com/register Servicio Autorizado y Localizador de Distri- buidores: www.lincolnelectric.com/locator Need Help? Call 1.888.935.3877 to talk to a Service Representative Hours of Operation: 8:00 AM to 6:00 PM (ET) Mon. thru Fri. After hours? Use “Ask the Experts” at lincolnelectric.com A Lincoln Service Representative will contact you no later than the following business day. For Service outside the USA: Email: [email protected]
Transcript of Manual del Operador POWER WAVE 355M · de protección, como tejidos de lana, guantes y delantal...
POWER WAVE ® 355M
Manual del Operador
Guarde para consulta futura
Fecha de Compra
Código: (ejemplo: 10859)
Número de serie: (ejemplo: U1060512345)
IMS845-A | Fecha de Publicación 12-Jan
© Lincoln Global, Inc. All Rights Reserved.
Para usarse con máquinas con números de código:
11141, 11489
Registre su máquina: www.lincolnelectric.com/register
Servicio Autorizado y Localizador de Distri-buidores: www.lincolnelectric.com/locator
Need Help? Call 1.888.935.3877 to talk to a Service Representative
Hours of Operation: 8:00 AM to 6:00 PM (ET) Mon. thru Fri.
After hours? Use “Ask the Experts” at lincolnelectric.comA Lincoln Service Representative will contact you no later than the following business day.
For Service outside the USA: Email: [email protected]
GRACIAS POR ADQUIRIR UNPRODUCTO DE PRIMERACALIDAD DE LINCOLN ELEC TRIC.
COMPRUEBE QUE LA CAJA Y EL EQUIPO ESTÉNEN PERFECTO ESTADO DE INMEDIATOEl comprador pasa a ser el propietario del equipo una vezque la empresa de transportes lo entrega en destino.Consecuentemente, cualquier reclamación por dañosmateriales durante el envío deberá hacerla el comprador antela empresa de transportes cuando se entregue el paquete.
LA SEGURIDAD DEPENDE DE USTEDLos equipos de corte y soldadura por arco de Lincoln sediseñan y fabrican teniendo presente la seguridad. Noobstante, la seguridad en general aumenta con unainstalación correcta ... y un uso razonado por su parte. NO INSTALE, UTILICE NI REPARE EL EQUIPO SI NO SE HALEÍDO ESTE MANUAL Y LAS MEDIDAS DE SEGURIDAD QUE SE INCLUYEN EN EL MISMO. Y, sobre todo, piense antes de actuar y sea siempre cauteloso.
Verá este cuadro siempre que deba seguir exactamentealguna instrucción con objeto de evitar daños físicos graves o incluso la muerte.
Verá este cuadro siempre que deba seguir alguna instrucción con objeto de evitar daños físicos leves o daños materiales.
NO SE ACERQUE AL HUMO.NO se acerque demasiado al arco.Si es necesario, utilice lentillas parapoder trabajar a una distanciarazonable del arco.LEA y ponga en práctica elcontenido de las hojas de datossobre seguridad y el de lasetiquetas de seguridad queencontrará en las cajas de losmateriales para soldar.TRABAJE EN ZONAS VENTILADAS oinstale un sistema de extracción, a fin de eliminar humos y gases de la zona de trabajo en general. SI TRABAJA EN SALAS GRANDES O AL AIRE LIBRE, con la ventilación natural será suficiente siempre que aleje lacabeza de los humos (v. a continuación).APROVÉCHESE DE LAS CORRIENTES DE AIRE NATURALESo utilice ventiladores para alejar los humos. Hable con su supervisor si presenta algún síntoma pocohabitual. Es posible que haya que revisar el ambiente y el sistema de ventilación.
UTILICE PROTECTORES OCULARES,AUDITIVOS Y CORPORALES CORRECTOS PROTÉJASE los ojos y la cara con un casco parasoldar de su talla y con una placa de filtrado delgrado adecuado (v. la norma Z49.1 del ANSI).PROTÉJASE el cuerpo de las salpicaduras porsoldadura y de los relámpagos del arco con ropa de protección, como tejidos de lana, guantes y delantal ignífugos, pantalones de cuero y botas altas.PROTEJA a los demás de salpicaduras, relámpagosy ráfagas con pantallas de protección.
EN ALGUNAS ZONAS, podría ser necesaria la protección auricular.ASEGÚRESE de que los equipos de protección estén en buen estado.Utilice gafas de protección en la zonade trabajo EN TODO MOMENTO.SITUACIONES ESPECIALESNO SUELDE NI CORTE recipientes o materiales que hayanestado en contacto con sustancias de riesgo, a menos que sehayan lavado correctamente. Esto es extremadamente peligroso.NO SUELDE NI CORTE piezas pintadas o galvanizadas, a menos que haya adoptado medidas para aumentar laventilación. Estas podrían liberar humos y gases muy tóxicos.
Medidas preventivas adicionalesPROTEJA las bombonas de gas comprimido del calorexcesivo, de las descargas mecánicas y de los arcos; asegurelas bombonas para que no se caigan.ASEGÚRESE de que las bombonas nunca pasen por uncircuito eléctrico.
RETIRE cualquier material inflamable de la zona de trabajo de soldadura.
TENGA SIEMPRE A LA MANO UN EQUIPO DE EXTINCIÓN DEFUEGOS Y ASEGÚRESE DE SABER UTILIZARLO.
ATENCIÓN
PRECAUCIÓN
Seguridad, 01 de 04 - 15/06/2016
ADVERTENCIA: De acuerdo con el Estado de California (EE. UU.), respirar los gases de escape de los motores de diésel provoca
cáncer, anomalías congénitas y otras toxicidades para la función reproductora.• Arranque y utilice el motor siempre en una zona
bien ventilada.• Si se encuentra en una zona sensible, asegúrese
de expulsar los gases de escape.• No modifique ni altere el sistema de expulsión
de gases.• No deje el motor en ralentí a menos que sea necesario.Para saber más, acceda a www.P65 warnings.ca.gov/diesel
ADVERTENCIA: Cuando se usa para soldar o cortar, el producto provoca humos y gases que, de acuerdo con el Estado de California, provocan anomalías congénitas y, en algunos casos, cáncer (§ 25249.5 y siguientes del Código de Salud y Seguridad del Estado de California).
LA SOLDADURA POR ARCO PUEDE SER PELIGROSA. PROTÉJASE Y PROTEJA A LA PERSONAS DE SU ENTORNO DE POSIBLES LESIONES FÍSICAS GRAVES O INCLUSO LA MUERTE. NO PERMITA QUE LOS NIÑOS SE ACERQUEN. LOS PORTADORES DE MARCAPASOS DEBERÁN ACUDIR A SU MÉDICO ANTES DE UTILIZAR EL EQUIPO.Lea y comprenda las siguientes instrucciones de seguridad. Si quiere saber más sobre seguridad, le recomendamos que adquiera una copia de la norma Z49.1 del ANSI “Seguridad en los trabajos de corte y soldadura” a través de la Sociedad Estadounidense de Soldadura (P.O. Box 351040, Miami, Florida 33135) o de la norma W117.2-1974 de CSA. Podrá recoger una copia gratuita del folleto E205, “Seguridad en los procesos de soldadura por arco”, en Lincoln Electric Company, situada en 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.ASEGÚRESE DE QUE LOS PROCESOS DE INSTALACIÓN, USO, MANTENIMIENTO Y REPARACIÓN LOS LLEVE A CABO ÚNICAMENTE UN TÉCNICO CUALIFICADO AL RESPECTO.
1.a. Apague el motor antes de iniciar la resolución de problemas y el trabajo de mantenimiento, a menos que el motor deba estar encendido para efectuar el trabajo de mantenimiento.
1.b. Utilice el motor en zonas abiertas y bien ventiladas o asegúrese de expulsar todos los gases de escape del motor al aire libre.
PARA EQUIPOS DE MOTOR.
SEGURIDAD
ADVERTENCIAS DE ACUERDO CON LA PROPOSICIÓN 65 PARA CALIFORNIA
SECCIÓN A: ADVERTENCIAS
ADVERTENCIA: Cáncer y toxicidades para la función reproductora (www.P65warnings.ca.gov)
1.c. No ponga carburante cerca de un arco de soldadura con llama ni cuando el motor esté en funcionamiento. Detenga el motor y deje que se enfríe antes de volver a repostar para evitar las pérdidas de combustible derivadas de la evaporación al entrar en contacto con las partes del motor que estén calientes. No derrame combustible al llenar el depósito. Si derrama algo de combustible, límpielo y no arranque el motor hasta que los gases se hayan evaporado.
1.d. Asegúrese de que todos los componentes, cubiertas de seguridad y piezas del equipo estén bien instalados y en buen estado. No acerque las manos, el pelo, la ropa ni las herramientas a la correa trapezoidal, engranajes, ventiladores y otras piezas móviles al arrancar, utilizar y reparar el equipo.
1.e. En algunos casos, podría ser necesario retirar las cubiertas de seguridad para dar el mantenimiento necesario. Retire las cubiertas solo cuando sea necesario y vuelva a colocarlas en cuanto termine de hacer la tarea por la que las haya retirado. Sea extremadamente cauteloso cuando trabaje cerca de piezas móviles.
1.f. No coloque las manos cerca del ventilador del motor. No trate de hacer funcionar el regulador o el eje portador pulsando el acelerador mientras que el motor esté en marcha.
1.g. Para evitar arrancar un motor de gasolina de forma accidental al cambiar el motor o el generador de soldadura, desconecte los cables de la bujía, la tapa del distribuidor o el dinamomagneto, según sea necesario.
1.h. Para evitar quemaduras, no retire la tapa de presión del radiador mientras que el motor esté caliente.
2.a. El flujo de corriente eléctrica por los conductores genera campos electromagnéticos (EM) localizados. La corriente de soldadura genera campos EM en los cables para soldar y en los soldadores.
2.b. Los campos EM pueden interferir con ciertos marcapasos, por lo que los operarios portadores de marcapasos deberán acudir a su médico antes de soldar.
2.c. La exposición a los campos EM de la soldadura podría tener otros efectos sobre la salud que aún se desconocen.
2.d. Los operarios deberán ajustarse a los siguientes procedimientos para reducir al mínimo la exposición a los campos EM derivados del circuito del soldador:
2.d.1. Guíe los cables auxiliares y del electrodo a la vez y utilice cinta adhesiva siempre que sea posible.
2.d.2. No se enrolle las derivaciones del electrodo por el cuerpo.
2.d.3. No se coloque entre el electrodo y los cables auxiliares. Si el cable del electrodo queda a su derecha, el cable auxiliar también deberá quedar a su derecha.
2.d.4. Conecte el cable auxiliar a la pieza de trabajo lo más cerca posible de la zona en la que se esté soldando.
2.d.5. No trabaje junto a la fuente de alimentación del equipo.
LOS CAMPOS ELECTROMAGNÉTICOS PUEDEN SER PELIGROSOS.
Seguridad, 02 de 04 - 16/05/2018
UNA DESCARGAELÉCTRICA LE PUEDEMATAR.
3.a. Los circuitos auxiliar (tierra) y del electrodoestán vivos desde el punto de vistaeléctrico cuando el soldador está encendido. No toque dichaspartes “vivas” con el cuerpo. Tampoco las toque si llevaropa que esté mojada. Utilice guantes secos y herméticospara aislarse las manos.
3.b. Aísle la pieza de trabajo y el suelo con un aislante seco.Asegúrese de que el aislante sea lo suficientemente amplio como para cubrir toda la zona de contacto físico con la pieza y el suelo.
Además de adoptar las medidas de seguridadhabituales, si debe soldar en condicionesarriesgadas desde el punto de vista eléctrico(en zonas húmedas o mientras lleva ropamojada; en estructuras metálicas como suelos, rejas o andamios; en posiciones pocohabituales, como sentado, de rodillas o tumbado, si hay probabilidades de tocar de forma accidental la pieza de trabajo o elsuelo), el operario deberá utilizar los siguientes equipos:• Soldador (TIG) semiautomático para corriente continua (CC)• Soldador (electrodo) manual para CC• Soldador para CA con control reducido de la tensión
3.c. En los equipos TIG automáticos o semiautomáticos, elelectrodo, el carrete del electrodo, el cabezal del equipo, laboquilla y la pistola semiautomática también están vivasdesde el punto de vista de la electricidad.
3.d. Asegúrese de que el cable auxiliar presente una buenaconexión eléctrica con el metal que se esté soldando. La conexión deberá hacerse lo más cerca posible de la zona de trabajo.
3.e. Haga una buena conexión a tierra con la pieza de trabajo o el metal que vaya a soldar.
3.f. Mantenga el soporte del electrodo, las pinzas, el cable delequipo y la máquina de soldar en buen estado defuncionamiento. Cambie el aislante si está dañado.
3.g. Nunca sumerja el electrodo en agua para enfriarlo.
3.h. No toque nunca de forma simultánea las piezas vivas desdeel punto de vista eléctrico de los soportes de los electrodosconectados a los dos equipos, ya que la tensión existenteentre las dos podría ser equivalente a la tensión de loscircuitos de los dos equipos.
3.i. Cuando tenga que trabajar por encima del nivel del suelo,utilice un arnés a modo de protección por si se produjerauna descarga y se cayera.
3.j. Consulte también los apartados 6.c. y 8.
LAS RADIACIONESDEL ARCO QUEMAN.
4.a. Utilice un protector con el filtro y lascubiertas debidos para protegerse los ojos de las chispas y de las radiaciones del arco cuando esté soldando u observando una soldadura por arco. Los protectoresfaciales y las lentes de filtrado deberán adaptarse a las normas ANSI Z87.I.
4.b. Utilice ropa adecuada y fabricada con materiales ignífugos y duraderos para protegerse la piel y proteger a suscompañeros de las radiaciones del arco.
4.c. Proteja a los técnicos que estén en las inmediaciones conuna pantalla ignífuga y pídales que no miren al arco y queno se expongan a la radiación del arco ni a las salpicaduras.
LOS HUMOS Y GASESPUEDEN SERPELIGROSOS.
5.a. Al soldar, se pueden generar humos y gasespeligrosos para la salud. Evite respirar dichos humos y gases.Si va a soldar, no se acerque al humo. Asegúrese de que hayauna buena ventilación en la zona del arco para garantizar queno se respiren los humos y gases. Si debe soldarsuperficies revestidas (consulte las instruccionesdel contenedor o las hojas de datos sobreseguridad) o superficies de plomo, acero u otrosmetales cadmiados, asegúrese de exponerse lomenos posible y de respetar los PEL (límites deexposición permisibles) de la OSHA y los TLV(valores límite) de la ACGIH. Para ello, utilice lossistemas de extracción y de ventilación locales, a menos que la evaluación de la exposiciónindiquen lo contrario. En espacios cerrados y, en algunos casos, en espacios abiertos,necesitará un respirador. Además, deberá tomar precauciones adicionales cuando suelde acero galvanizado.
5. b. La función del equipo de control del humo de la soldadura seve afectada por varios factores, como el uso y la colocacióncorrectos del equipo, el mantenimiento del equipo y losprocedimientos concretos aplicados a la hora de soldar. El nivel de exposición de los trabajadores deberácomprobarse en el momento de la instalación y de formaperiódica después de entonces, a fin de garantizar que estese ajuste a los PEL de la OSHA y a los TLV de la ACGIH.
5.c. No utilice el equipo para soldar en zonas rodeadas devapores de hidrocarburo clorado procedentes de operacionesde desengrasado, limpieza o pulverización. El calor y laradiación del arco pueden reaccionar con los vapores deldisolvente y formar fosgeno, un gas muy tóxico, y otrosproductos irritantes.
5.d. Los gases de protección que se utilizan en la soldadura porarco pueden desplazar el aire y provocar lesiones o incluso la muerte. Asegúrese de que haya suficiente ventilación, enparticular en zonas cerradas, para garantizar que el aire querespire sea seguro.
5.e. Lea y comprenda las instrucciones del fabricante del equipoy de los fungibles utilizados, incluidas la hojas de datos sobreseguridad, y siga las prácticas de seguridad aprobadas por suempresa. Obtendrá hojas de datos sobre seguridad de la manode su distribuidor de equipos de soldar o del propio fabricante.
5.f. Consulte también el apartado 1.b.
SEGURIDAD
Seguridad, 03 de 04 - 15/06/2016
LAS CHISPASDERIVADAS DECORTES Y SOLDADURASPUEDEN PROVOCARINCENDIOS O EXPLOSIONES.
6.a. Elimine cualquier factor de riesgo de incendio de la zona detrabajo. Si no fuera posible, cubra los materiales para evitarque las chispas puedan crear un incendio. Recuerde que laschispas derivadas de las soldaduras pueden pasar confacilidad, a través de grietas pequeñas a zonas adyacentes.Además, los materiales pueden calentarse con rapidez. Evitesoldar cerca de conductos hidráulicos. Asegúrese de tenerun extintor a la mano.
6.b. Si tuviera que usar bombonas de gas comprimido en laszonas de trabajo, tome las medidas apropiadas para evitarsituaciones de riesgo. Consulte el documento “Seguridad enlos trabajos de corte y soldadura” (norma Z49.I del ANSI) y los datos de funcionamiento del equipo utilizado.
6.c. Cuando no esté utilizando el equipo, asegúrese de que elcircuito del electrodo no toque en absoluto la zona de trabajo niel suelo. Si se pusieran en contacto de forma accidental, dichaspartes podrían sobrecalentarse y provocar un incendio.
6.d. No caliente, corte ni suelde depósitos, bobinas o contenedoreshasta que se haya asegurado de que tales procedimientos noharán que los vapores inflamables o tóxicos del interior dedichas piezas salgan al exterior. Estos pueden provocarexplosiones incluso si se han “limpiado”. Para saber más,adquiera el documento “Prácticas seguras y recomendables depreparación para los procesos de corte y soldadura decontenedores y conductos que han contenido sustanciaspeligrosas” (AWS F4.1) a través de la Sociedad Estadounidensede Soldadura (consulte la dirección más arriba).
6.e. Ventile los contenedores y piezas de fundición antes decalentarlos, cortarlos o soldarlos. Podrían explotar.
6.f. El arco de soldadura desprende chispas y salpicaduras.Utilice prendas de protección, como guantes de piel, camisasgruesas, pantalones sin dobladillos, botas altas y un gorropara el pelo. Utilice un protector auricular cuando suelde enun lugar distinto del habitual o en espacios cerrados. Cuandoesté en la zona de trabajo, utilice siempre gafas deprotección con blindaje lateral.
6.g. Conecte el cable auxiliar tan cerca de la zona de trabajocomo le sea posible. Conectar los cables auxiliares a laestructura del edificio o a cualquier otra ubicación distintade la zona de trabajo aumenta las probabilidades de que lacorriente pase por cadenas de elevación, cables de grúas uotros circuitos alternos. Esto podría generar un riesgo deincendio y sobrecalentar los cables y cadenas de elevación hasta que fallaran.
6.h. Consulte también el apartado 1.c.
6.I. Lea y comprenda la norma NFPA 51B, “Norma para laprevención de incendios en trabajos de soldadura y corteentre otros”, disponible a través de la NFPA, situada en 1Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. No utilice las fuentes de alimentación del equipo paradescongelar conductos.
SI SE DAÑAN, LAS BOMBONASPUEDEN EXPLOTAR.
7.a. Utilice únicamente bombonas de gascomprimido que contengan los gases deprotección adecuados para el proceso encuestión, así como reguladores diseñadospara un gas y presión concretos. Todos losconductos, empalmes, etc. deberán seradecuados para el uso en cuestión y mantenerse en buenestado.
7.b. Guarde las bombonas siempre en vertical y asegúrelascorrectamente a un bastidor o a un soporte fijo.
7.c. Las bombonas deberán almacenarse:
• Alejadas de aquellas zonas en las que puedan recibirgolpes o estar sujetas a daños físicos.
• A una distancia segura de las zonas de soldadura porarco y de corte y de cualquier otra fuente de calor,chispas o llamas.
7.d. No deje que el electrodo, el soporte del electrodo ni ningunaotra pieza viva desde el punto de vista eléctrico entre encontacto con una bombona.
7.e. No acerque la cabeza ni la cara a la válvula de salida de labombona cuando abra dicha válvula.
7.f. Las tapas de protección de la válvula siempre deberán estaren su sitio y bien apretadas, excepto cuando la bombona seesté utilizando o esté conectada.
7.g. Lea y comprenda las instrucciones relativas a las bombonasde gas comprimido, las instrucciones del material asociado yla publicación P-l de la CGA, “Precauciones para lamanipulación segura de las bombonas de gas comprimido”,disponible a través de la Asociación de Gas Comprimido,situada en 14501 George Carter Way Chantilly, VA 20151.
PARA EQUIPOSELÉCTRICOS.
8.a. Desconecte la potencia de entrada a travésdel interruptor de desconexión del cuadrode fusibles antes de empezar a trabajar con el equipo.
8.b. Instale el equipo de acuerdo con el Código Eléctrico Nacional de EE. UU., los códigos locales aplicables y las recomendaciones del fabricante.
8.c. Conecte el equipo a tierra de acuerdo con el Código EléctricoNacional de EE. UU. y las recomendaciones del fabricante.
Consultehttp://www.lincolnelectric.com/safetypara saber más sobre la seguridad.
SEGURIDAD
Seguridad, 04 de 04 - 15/06/2016
ivSEGURIDADiv
PRÉCAUTIONS DE SÛRETÉPour votre propre protection lire et observer toutes les instructionset les précautions de sûreté specifiques qui parraissent dans cemanuel aussi bien que les précautions de sûreté générales suiv-antes:
Sûreté Pour Soudage A LʼArc1. Protegez-vous contre la secousse électrique:
a. Les circuits à lʼélectrode et à la piéce sont sous tensionquand la machine à souder est en marche. Eviter toujourstout contact entre les parties sous tension et la peau nueou les vétements mouillés. Porter des gants secs et sanstrous pour isoler les mains.
b. Faire trés attention de bien sʼisoler de la masse quand onsoude dans des endroits humides, ou sur un planchermetallique ou des grilles metalliques, principalement dans les positions assis ou couché pour lesquelles une grandepartie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câblede soudage et la machine à souder en bon et sûr étatdefonctionnement.
d.Ne jamais plonger le porte-électrode dans lʼeau pour lerefroidir.
e. Ne jamais toucher simultanément les parties sous tensiondes porte-électrodes connectés à deux machines à souderparce que la tension entre les deux pinces peut être letotal de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source decourant pour soudage semi-automatique, ces precautionspour le porte-électrode sʼapplicuent aussi au pistolet desoudage.
2. Dans le cas de travail au dessus du niveau du sol, se protégercontre les chutes dans le cas ou on recoit un choc. Ne jamaisenrouler le câble-électrode autour de nʼimporte quelle partiedu corps.
3. Un coup dʼarc peut être plus sévère quʼun coup de soliel,donc:
a. Utiliser un bon masque avec un verre filtrant appropriéainsi quʼun verre blanc afin de se protéger les yeux du ray-onnement de lʼarc et des projections quand on soude ouquand on regarde lʼarc.
b. Porter des vêtements convenables afin de protéger lapeau de soudeur et des aides contre le rayonnement delʻarc.
c. Protéger lʼautre personnel travaillant à proximité ausoudage à lʼaide dʼécrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de lʼarc desoudage. Se protéger avec des vêtements de protection libresde lʼhuile, tels que les gants en cuir, chemise épaisse, pan-talons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone desoudage. Utiliser des lunettes avec écrans lateraux dans leszones où lʼon pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin deprévenir tout risque dʼincendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé dela masse. Un court-circuit accidental peut provoquer unéchauffement et un risque dʼincendie.
8. Sʼassurer que la masse est connectée le plus prés possiblede la zone de travail quʼil est pratique de le faire. Si on placela masse sur la charpente de la construction ou dʼautresendroits éloignés de la zone de travail, on augmente le risquede voir passer le courant de soudage par les chaines de lev-age, câbles de grue, ou autres circuits. Cela peut provoquerdes risques dʼincendie ou dʼechauffement des chaines et descâbles jusquʼà ce quʼils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.Ceci est particuliérement important pour le soudage de tôlesgalvanisées plombées, ou cadmiées ou tout autre métal quiproduit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenantdʼopérations de dégraissage, nettoyage ou pistolage. Lachaleur ou les rayons de lʼarc peuvent réagir avec les vapeursdu solvant pour produire du phosgéne (gas fortement toxique)ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,voir le code “Code for safety in welding and cutting” CSAStandard W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POURLES MACHINES À SOUDER ÀTRANSFORMATEUR ET ÀREDRESSEUR
1. Relier à la terre le chassis du poste conformement au code delʼélectricité et aux recommendations du fabricant. Le dispositifde montage ou la piece à souder doit être branché à unebonne mise à la terre.
2. Autant que possible, Iʼinstallation et lʼentretien du poste seronteffectués par un électricien qualifié.
3. Avant de faires des travaux à lʼinterieur de poste, la debranch-er à lʼinterrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leurplace.
vi vi TABLA DE CONTENIDOPágina
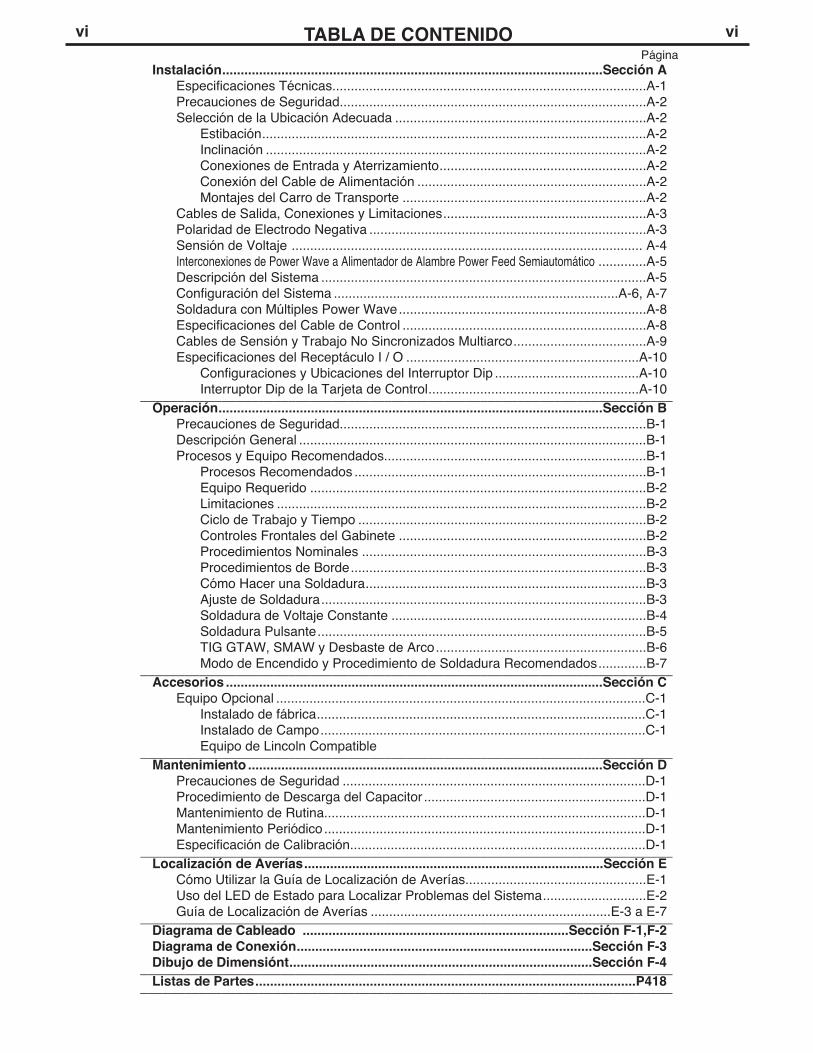
Instalación.......................................................................................................Sección AEspecificaciones Técnicas.....................................................................................A-1Precauciones de Seguridad...................................................................................A-2Selección de la Ubicación Adecuada ....................................................................A-2
Estibación........................................................................................................A-2Inclinación .......................................................................................................A-2Conexiones de Entrada y Aterrizamiento........................................................A-2Conexión del Cable de Alimentación ..............................................................A-2Montajes del Carro de Transporte ..................................................................A-2
Cables de Salida, Conexiones y Limitaciones.......................................................A-3Polaridad de Electrodo Negativa ...........................................................................A-3Sensión de Voltaje ............................................................................................... A-4Interconexiones de Power Wave a Alimentador de Alambre Power Feed Semiautomático .............A-5Descripción del Sistema ........................................................................................A-5Configuración del Sistema .............................................................................A-6, A-7Soldadura con Múltiples Power Wave...................................................................A-8Especificaciones del Cable de Control ..................................................................A-8Cables de Sensión y Trabajo No Sincronizados Multiarco....................................A-9Especificaciones del Receptáculo I / O ...............................................................A-10
Configuraciones y Ubicaciones del Interruptor Dip .......................................A-10Interruptor Dip de la Tarjeta de Control.........................................................A-10________________________________________________________________________
Operación........................................................................................................Sección BPrecauciones de Seguridad...................................................................................B-1Descripción General ..............................................................................................B-1Procesos y Equipo Recomendados.......................................................................B-1
Procesos Recomendados ...............................................................................B-1Equipo Requerido ...........................................................................................B-2Limitaciones ....................................................................................................B-2Ciclo de Trabajo y Tiempo ..............................................................................B-2Controles Frontales del Gabinete ...................................................................B-2Procedimientos Nominales .............................................................................B-3Procedimientos de Borde................................................................................B-3Cómo Hacer una Soldadura............................................................................B-3Ajuste de Soldadura........................................................................................B-3Soldadura de Voltaje Constante .....................................................................B-4Soldadura Pulsante.........................................................................................B-5TIG GTAW, SMAW y Desbaste de Arco.........................................................B-6Modo de Encendido y Procedimiento de Soldadura Recomendados.............B-7________________________________________________________________________
Accesorios ......................................................................................................Sección CEquipo Opcional ....................................................................................................C-1
Instalado de fábrica.........................................................................................C-1Instalado de Campo........................................................................................C-1Equipo de Lincoln Compatible________________________________________________________________________
Mantenimiento ................................................................................................Sección DPrecauciones de Seguridad ..................................................................................D-1Procedimiento de Descarga del Capacitor ............................................................D-1Mantenimiento de Rutina.......................................................................................D-1Mantenimiento Periódico .......................................................................................D-1Especificación de Calibración................................................................................D-1________________________________________________________________________
Localización de Averías.................................................................................Sección ECómo Utilizar la Guía de Localización de Averías.................................................E-1Uso del LED de Estado para Localizar Problemas del Sistema............................E-2Guía de Localización de Averías .................................................................E-3 a E-7________________________________________________________________________
Diagrama de Cableado ........................................................................Sección F-1,F-2Diagrama de Conexión................................................................................Sección F-3Dibujo de Dimensiónt..................................................................................Sección F-4________________________________________________________________________Listas de Partes.......................................................................................................P418________________________________________________________________________
A-1INSTALACIÓN
POWER WAVE® 355M
A-1
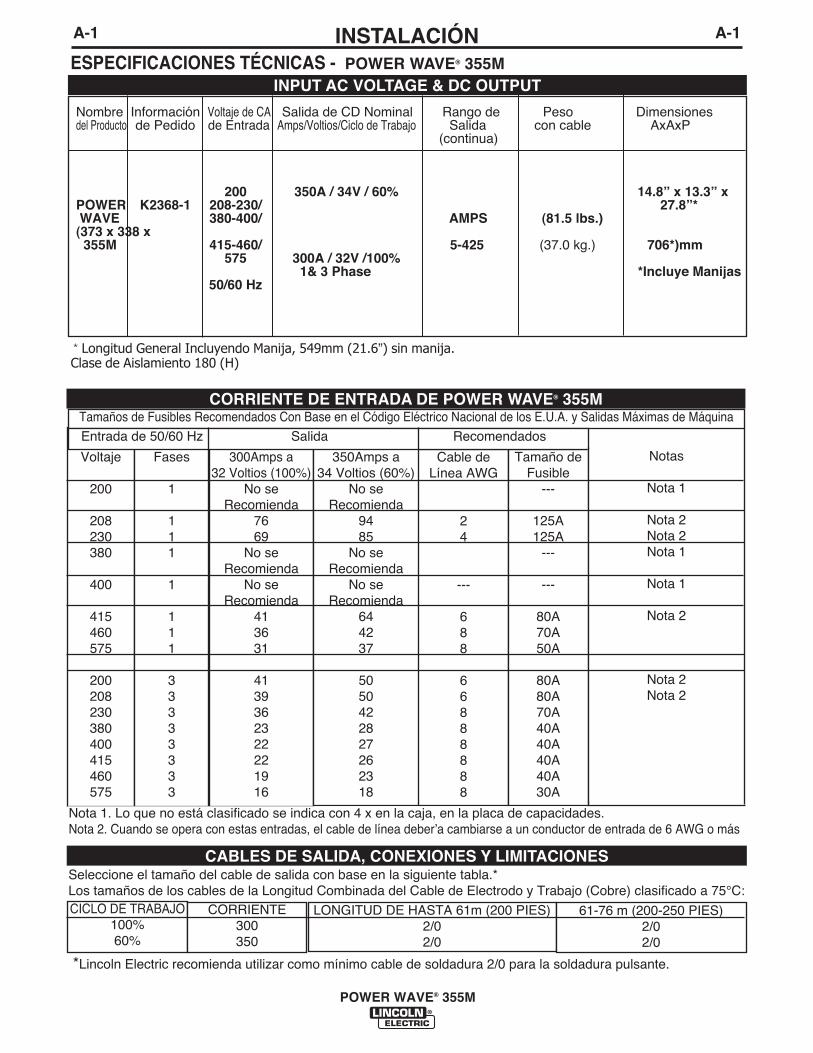
ESPECIFICACIONES TÉCNICAS - POWER WAVE® 355M INPUT AC VOLTAGE & DC OUTPUT
Nombre Información Voltaje de CA Salida de CD Nominal Rango de Peso Dimensiones del Producto de Pedido de Entrada Amps/Voltios/Ciclo de Trabajo Salida con cable AxAxP
(continua)
200 350A / 34V / 60% 14.8” x 13.3” xPOWER K2368-1 208-230/ 27.8”* WAVE 380-400/ AMPS (81.5 lbs.) (373 x 338 x
355M 415-460/ 5-425 (37.0 kg.) 706*)mm575 300A / 32V /100%
1& 3 Phase *Incluye Manijas50/60 Hz
* Longitud General Incluyendo Manija, 549mm (21.6”) sin manija.Clase de Aislamiento 180 (H)
Voltaje
200
208230380
400
415460575
200208230380400415460575
Fases
1
111
1
111
33333333
300Amps a32 Voltios (100%)
No seRecomienda
7669
No seRecomienda
No seRecomienda
413631
4139362322221916
350Amps a 34 Voltios (60%)
No seRecomienda
9485
No seRecomienda
No seRecomienda
644237
5050422827262318
Cable deLínea AWG
24
---
688
66888888
Tamaño deFusible
---
125A125A
---
---
80A70A50A
80A80A70A40A40A40A40A30A
CORRIENTE DE ENTRADA DE POWER WAVE® 355M
CABLES DE SALIDA, CONEXIONES Y LIMITACIONES
Tamaños de Fusibles Recomendados Con Base en el Código Eléctrico Nacional de los E.U.A. y Salidas Máximas de Máquina
Entrada de 50/60 Hz Salida Recomendados
Nota 1. Lo que no está clasificado se indica con 4 x en la caja, en la placa de capacidades.Nota 2. Cuando se opera con estas entradas, el cable de línea deberʼa cambiarse a un conductor de entrada de 6 AWG o más
Seleccione el tamaño del cable de salida con base en la siguiente tabla.*Los tamaños de los cables de la Longitud Combinada del Cable de Electrodo y Trabajo (Cobre) clasificado a 75°C:CICLO DE TRABAJO
100%60%
CORRIENTE300350
LONGITUD DE HASTA 61m (200 PIES)2/02/0
61-76 m (200-250 PIES)2/02/0
Notas
Nota 1
Nota 2Nota 2Nota 1
Nota 1
Nota 2
Nota 2Nota 2
*Lincoln Electric recomienda utilizar como mínimo cable de soldadura 2/0 para la soldadura pulsante.

A-2INSTALACIÓN
POWER WAVE® 355M
A-2
SELECCIÓN DE LA UBICACIÓN ADECUADA
La Invertec POWER WAVE® 355M operará en ambientes adversos. A pesarde ello, es importante seguir simples medidas preventivas a fin de aseguraruna larga vida y operación confiable.
• La máquina debe colocarse donde haya libre circulación de aire limpio, esdecir, donde el movimiento del aire hacia adentro, en la parte posterior, yhacia afuera, a través de los lados y parte inferior, no se vea obstruido.
• Deberá mantenerse al mínimo la suciedad y polvo que pudieran entrar a lamáquina. No tomar en cuenta estas precauciones podría dar como resulta-do temperaturas de operación excesivas y paros molestos.
• Mantenga seca la máquina, y protegida de la lluvia y nieve. No la coloquesobre el piso mojado o charcos.
• NO MONTE SONRE SUPERFICIES COMBUSTIBLES
Donde haya una superficie combustibledirectamente abajo de equipo eléctricoestacionario o fijo, dicha superficie deberácubrirse con una placa de acero de por lomenos 1.6mm (.06”) de grosor, que deberá
sobresalir por lo menos 150mm ( 5.90”) del equipo portodos los lados.-----------------------------------------------------------------------ESTIBACIÓNLa POWER WAVE® 355M no puede estibarse.INCLINACIÓNColoque la máquina directamente sobre una superfi-cie segura y nivelada o sobre un carro de transporterecomendado. La máquina puede caerse si no sesigue este procedimiento
CONEXIONES DE ENTRADA Y ATERRIZAMIENTO• Sólo un electricista calificado deberá conectar la
Invertec POWER WAVE® 355M. La instalacióndeberá hacerse conforme al Código EléctricoNacional apropiado; todos los códigos locales einformación se detallan a continuación.
• Cuando se reciben directamente de fábrica, lasmáquinas de voltaje múltiple están internamenteconectadas para 460VCA. Si 460VCA es la entradadeseada, entonces la máquina puede conectarse alsistema de alimentación sin necesidad de algunainstalación dentro de la máquina.
PRECAUCIONES DE SEGURIDAD
La DESCARGA ELÉCTRICA puede provocar la muerte.• APAGUE LA ALIMENTACIÓN CON EL
INTERRUPTOR DE DESCONEXIÓNANTES DE INTENTAR CONECTAR ODESCONECTAR LAS LÍNEAS DEALIMENTACIÓN, CABLES DE SALIDA OCABLES DE CONTROL.
• Sólo personal calificado deberá llevar a cabo estainstalación.
• Conecte el cable verde o verde/Amarillo del cable dealimentación conforme al Código Eléctrico Nacionalde los E.U.A.
----------------------------------------------------------------------
ADVERTENCIA
• La operación inicial de 200VCA - 415VCA y de575VCA requerirá una instalación de panel devoltaje de entrada.
• Abra el panel de acceso en la parte posterior de lamáquina.
• Para 200 ó 230: Coloque el interruptor grande en200-230.
• Para voltajes mayores: Coloque el interruptorgrande en 380-575.
• Mueva el cable "A" a la terminal apropiada.
CONEXIÓN DEL CABLE DE ALIMENTACIÓNSe proporciona un cable de alimentación de 3.5m (10pies) conectado en la máquina. Siga las instruccionesde conexión del cable de alimentación.
• Una conexión incorrecta puede dañar el equipo.-----------------------------------------------------------------------
Entrada Monofásica
Entrada TrifásicaConecte el cable verde o verde/amarillo a tierra con-forme al Código Eléctrico Nacional.Conecte los cables negro, rojo y blanco a la alimentación.
MONTAJES DEL CARRO DE TRANSPORTE
NEGROVERDE Ó VERDE/AMARILLO
ROJOBLANCO
UBICACIONES DE LOS ORIFICIOS DE MONTAJENOTA: LOS TORNILLOS DE MONTAJE NO PUEDEN ADENTRARSE MÁS DE 0.5 PULGADAS EN LA MÁQUINA
TUERCA DE 1/4-20 (4 LUGARES)
PRECAUCIÓN
PRECAUCIÓN
Las conexiones de salida en algunas Power Wave® sehacen a través de los bornes de salida roscados de1/2-13 localizados debajo de la cubierta de salida deresorte en la parte inferior del frente del gabinete.
La mayoría de las aplicaciones de soldadura funcio-nan con un electrodo positivo (+). Para esas aplica-ciones, conecte el cable del electrodo entre el alimen-tador de alambre y la terminal Twist-Mate de salidapositiva (+) en la fuente de poder. Conecte el otroextremo del cable del electrodo a la placa del mecan-ismo de alimentación. La terminal del cable del elec-trodo debe estar contra la placa de alimentación.Asegúrese de que la conexión a esta placa hagabuen contacto eléctrico de metal a metal. El cable delelectrodo deberá tener un tamaño acorde a lasespecificaciones brindadas en la sección de conex-iones de cables de salida. Conecte un cable de traba-jo de la terminal de salida negativa (-) de la fuente depoder a la pieza de trabajo. La conexión de la piezade trabajo debe ser firme y segura, especialmente sise planea realizar soldadura pulsante.
Para información de Seguridad adicional relacionadacon la instalación del cable del electrodo y trabajo,consulte la “INFORMACIÓN DE SEGURIDAD” están-dar al principio de los Manuales de Instrucciones.
Las caídas de voltaje excesivas causadas porconexiones deficientes de la pieza de trabajo amenudo dan como resultado un desempeño desoldadura insatisfactorio.------------------------------------------------------------------------POLARIDAD DE ELECTRODO NEGATIVACuando se requiere polaridad de electrodo negativa,como en algunas aplicaciones Innershield, invierta lasconexiones de salida de la fuente de poder (cable delelectrodo a la terminal Twist-Mate negativa (-), y cablede trabajo a la terminal Twist-Mate positiva (+).)
Cuando se opera con polaridad de electrodo negativa,el interruptor DIP de “Polaridad de Sensión deElectrodo” deberá establecerse en la posición“Negativa” en la Tarjeta de PC del Cabezal deAlimentación del Mecanismo de Alimentación. Laconfiguración predeterminada es la polaridad de elec-trodo positiva. Para mayores detalles, consulte elmanual de instrucciones Power Feed®.
A-3INSTALACIÓN
POWER WAVE® 355M
A-3
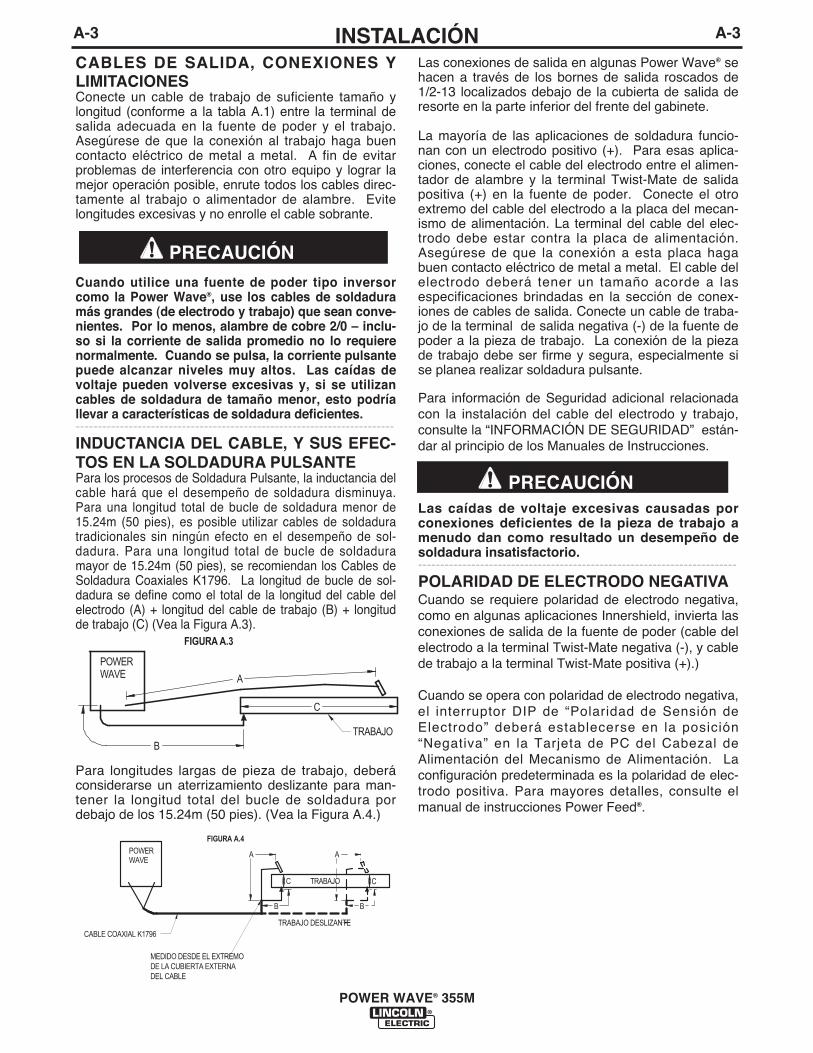
CABLES DE SALIDA, CONEXIONES YLIMITACIONESConecte un cable de trabajo de suficiente tamaño ylongitud (conforme a la tabla A.1) entre la terminal desalida adecuada en la fuente de poder y el trabajo.Asegúrese de que la conexión al trabajo haga buencontacto eléctrico de metal a metal. A fin de evitarproblemas de interferencia con otro equipo y lograr lamejor operación posible, enrute todos los cables direc-tamente al trabajo o alimentador de alambre. Evitelongitudes excesivas y no enrolle el cable sobrante.
Cuando utilice una fuente de poder tipo inversorcomo la Power Wave®, use los cables de soldaduramás grandes (de electrodo y trabajo) que sean conve-nientes. Por lo menos, alambre de cobre 2/0 – inclu-so si la corriente de salida promedio no lo requierenormalmente. Cuando se pulsa, la corriente pulsantepuede alcanzar niveles muy altos. Las caídas devoltaje pueden volverse excesivas y, si se utilizancables de soldadura de tamaño menor, esto podríallevar a características de soldadura deficientes.------------------------------------------------------------------------INDUCTANCIA DEL CABLE, Y SUS EFEC-TOS EN LA SOLDADURA PULSANTEPara los procesos de Soldadura Pulsante, la inductancia delcable hará que el desempeño de soldadura disminuya.Para una longitud total de bucle de soldadura menor de15.24m (50 pies), es posible utilizar cables de soldaduratradicionales sin ningún efecto en el desempeño de sol-dadura. Para una longitud total de bucle de soldaduramayor de 15.24m (50 pies), se recomiendan los Cables deSoldadura Coaxiales K1796. La longitud de bucle de sol-dadura se define como el total de la longitud del cable delelectrodo (A) + longitud del cable de trabajo (B) + longitudde trabajo (C) (Vea la Figura A.3).
Para longitudes largas de pieza de trabajo, deberáconsiderarse un aterrizamiento deslizante para man-tener la longitud total del bucle de soldadura pordebajo de los 15.24m (50 pies). (Vea la Figura A.4.)
PRECAUCIÓN
PRECAUCIÓN
B
A
C
FIGURA A.3
POWERWAVE
TRABAJO
A
C
B
POWERWAVE
FIGURA A.4
CABLE COAXIAL K1796
MEDIDO DESDE EL EXTREMO DE LA CUBIERTA EXTERNA DEL CABLE
C
A
B
TRABAJO
TRABAJO DESLIZANTE
A-4INSTALACIÓN
POWER WAVE® 355M
A-4
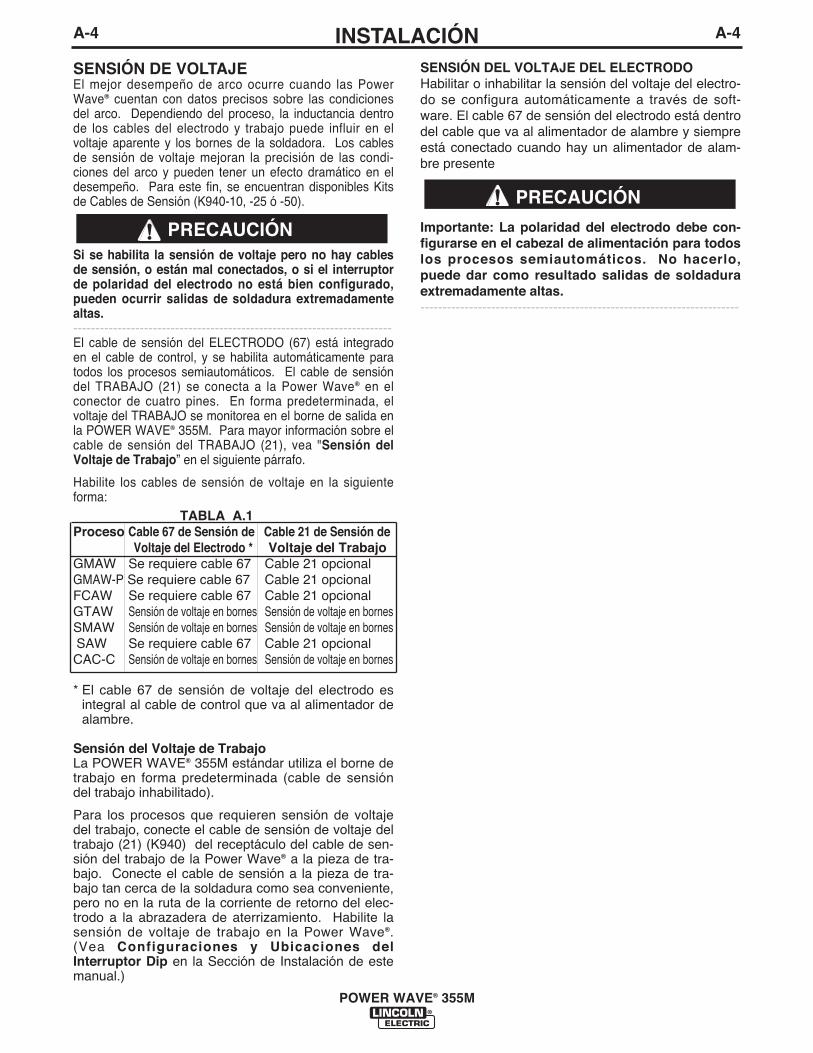
SENSIÓN DE VOLTAJEEl mejor desempeño de arco ocurre cuando las PowerWave® cuentan con datos precisos sobre las condicionesdel arco. Dependiendo del proceso, la inductancia dentrode los cables del electrodo y trabajo puede influir en elvoltaje aparente y los bornes de la soldadora. Los cablesde sensión de voltaje mejoran la precisión de las condi-ciones del arco y pueden tener un efecto dramático en eldesempeño. Para este fin, se encuentran disponibles Kitsde Cables de Sensión (K940-10, -25 ó -50).
Si se habilita la sensión de voltaje pero no hay cablesde sensión, o están mal conectados, o si el interruptorde polaridad del electrodo no está bien configurado,pueden ocurrir salidas de soldadura extremadamentealtas. ------------------------------------------------------------------------El cable de sensión del ELECTRODO (67) está integradoen el cable de control, y se habilita automáticamente paratodos los procesos semiautomáticos. El cable de sensióndel TRABAJO (21) se conecta a la Power Wave® en elconector de cuatro pines. En forma predeterminada, elvoltaje del TRABAJO se monitorea en el borne de salida enla POWER WAVE® 355M. Para mayor información sobre elcable de sensión del TRABAJO (21), vea "Sensión delVoltaje de Trabajo” en el siguiente párrafo.
Habilite los cables de sensión de voltaje en la siguienteforma:
TABLA A.1Proceso Cable 67 de Sensión de Cable 21 de Sensión de
Voltaje del Electrodo * Voltaje del TrabajoGMAW Se requiere cable 67 Cable 21 opcionalGMAW-P Se requiere cable 67 Cable 21 opcionalFCAW Se requiere cable 67 Cable 21 opcionalGTAW Sensión de voltaje en bornes Sensión de voltaje en bornesSMAW Sensión de voltaje en bornes Sensión de voltaje en bornesSAW Se requiere cable 67 Cable 21 opcionalCAC-C Sensión de voltaje en bornes Sensión de voltaje en bornes
* El cable 67 de sensión de voltaje del electrodo esintegral al cable de control que va al alimentador dealambre.
Sensión del Voltaje de TrabajoLa POWER WAVE® 355M estándar utiliza el borne detrabajo en forma predeterminada (cable de sensióndel trabajo inhabilitado).
Para los procesos que requieren sensión de voltajedel trabajo, conecte el cable de sensión de voltaje deltrabajo (21) (K940) del receptáculo del cable de sen-sión del trabajo de la Power Wave® a la pieza de tra-bajo. Conecte el cable de sensión a la pieza de tra-bajo tan cerca de la soldadura como sea conveniente,pero no en la ruta de la corriente de retorno del elec-trodo a la abrazadera de aterrizamiento. Habilite lasensión de voltaje de trabajo en la Power Wave®.(Vea Configuraciones y Ubicaciones delInterruptor Dip en la Sección de Instalación de estemanual.)
SENSIÓN DEL VOLTAJE DEL ELECTRODOHabilitar o inhabilitar la sensión del voltaje del electro-do se configura automáticamente a través de soft-ware. El cable 67 de sensión del electrodo está dentrodel cable que va al alimentador de alambre y siempreestá conectado cuando hay un alimentador de alam-bre presente
Importante: La polaridad del electrodo debe con-figurarse en el cabezal de alimentación para todoslos procesos semiautomáticos. No hacerlo,puede dar como resultado salidas de soldaduraextremadamente altas.------------------------------------------------------------------------
PRECAUCIÓN
PRECAUCIÓN
INTERCONEXIONES DE POWER WAVE AALIMENTADOR DE ALAMBRE POWERFEED SEMIAUTOMÁTICO
La POWER WAVE® 355M y la familia Power Feed®
semiautomática se comunican a través de un cablede control de cinco conductores (K1543). El cable decontrol consiste de dos cables de alimentación, un partrenzado para comunicación digital, y otro para sen-sión de voltaje. Los cables están diseñados paraconectarse de punta a punta para facilidad de exten-sión. El receptáculo de salida en la POWER WAVE®
355M se encuentra al frente del gabinete. El recep-táculo de entrada en la Power Feed® se localiza nor-malmente en la parte posterior del alimentador, o enla parte inferior de la interfaz del usuario.
Debido a la flexibilidad de la plataforma, la configu-ración puede variar. La siguiente es una descripcióngeneral del sistema. Para información de configu-ración específica, consulte el manual de instruccionesdel Power Feed® semiautomático.
DESCRIPCIÓN DEL SISTEMA
La POWER WAVE® 355M y la familia de productosPower Feed® M utilizan un sistema de comunicación digi-tal llamado ArcLink. En pocas palabras, ArcLink permiteque grandes cantidades de información pasen a veloci-dades muy altas entre los componentes (nodos) en elsistema. El sistema requiere sólo dos cables para lacomunicación, y debido a su estructura tipo bus, loscomponentes pueden conectarse a la red en cualquierorden, simplificando así la configuración del sistema.
Cada "sistema" debe contener sólo una fuente de poder.El número de alimentadores de alambre es determinadopor el tipo de alimentador de alambre. Para mayoresdetalles, consulte el manual de instrucciones del alimen-tador de alambre.
A-5INSTALACIÓN
POWER WAVE® 355M
A-5
A-6INSTALACIÓN A-6
POWER WAVE® 355M
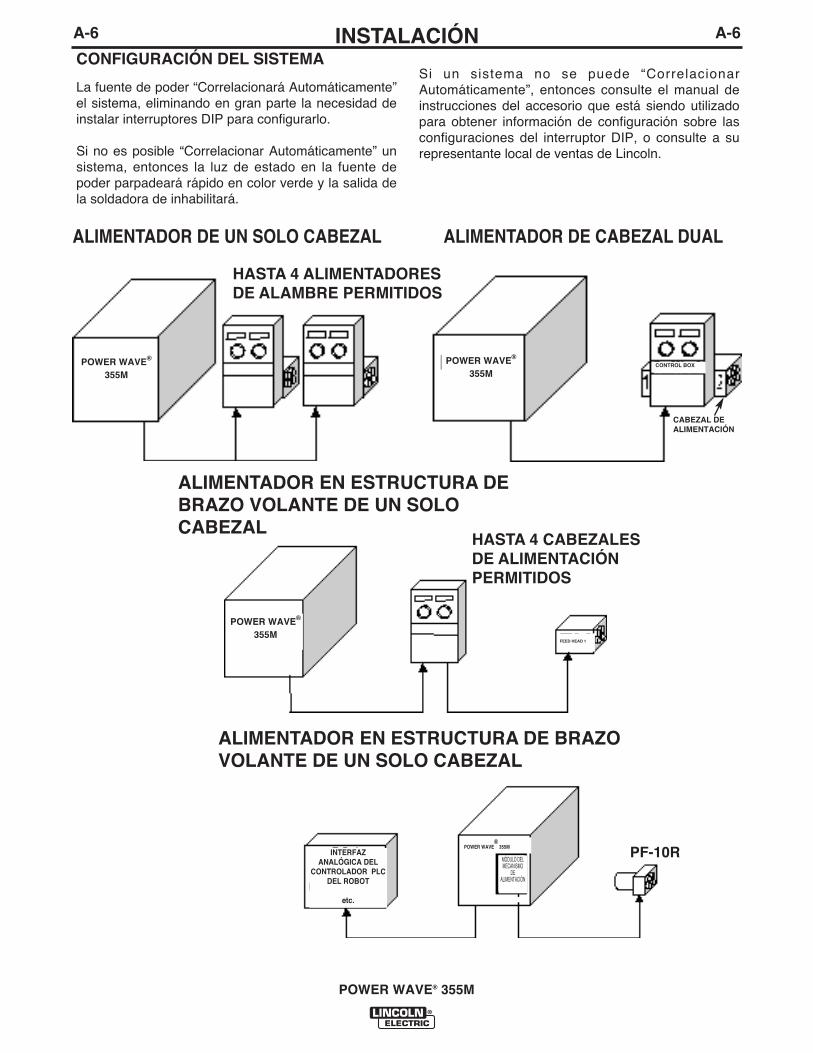
CONFIGURACIÓN DEL SISTEMA
La fuente de poder “Correlacionará Automáticamente”el sistema, eliminando en gran parte la necesidad deinstalar interruptores DIP para configurarlo.
Si no es posible “Correlacionar Automáticamente” unsistema, entonces la luz de estado en la fuente depoder parpadeará rápido en color verde y la salida dela soldadora de inhabilitará.
Si un sistema no se puede “CorrelacionarAutomáticamente”, entonces consulte el manual deinstrucciones del accesorio que está siendo utilizadopara obtener información de configuración sobre lasconfiguraciones del interruptor DIP, o consulte a surepresentante local de ventas de Lincoln.
POWER WAVE®
355M
INTERFAZANALÓGICA DEL
CONTROLADOR PLCDEL ROBOT
etc.
POWER WAVE®
355M
POWER WAVE®
355M
POWER WAVE®
355M
CABEZAL DEALIMENTACIÓN
FEED HEAD 1
CONTROL BOX
ALIMENTADOR DE UN SOLO CABEZAL ALIMENTADOR DE CABEZAL DUAL
ALIMENTADOR EN ESTRUCTURA DEBRAZO VOLANTE DE UN SOLOCABEZAL
PF-10R
ALIMENTADOR EN ESTRUCTURA DE BRAZOVOLANTE DE UN SOLO CABEZAL
HASTA 4 ALIMENTADORESDE ALAMBRE PERMITIDOS
HASTA 4 CABEZALESDE ALIMENTACIÓNPERMITIDOS
MÓDULO DELMECANISMO
DEALIMENTACIÓN
A-7INSTALACIÓN
POWER WAVE® 355M
A-7
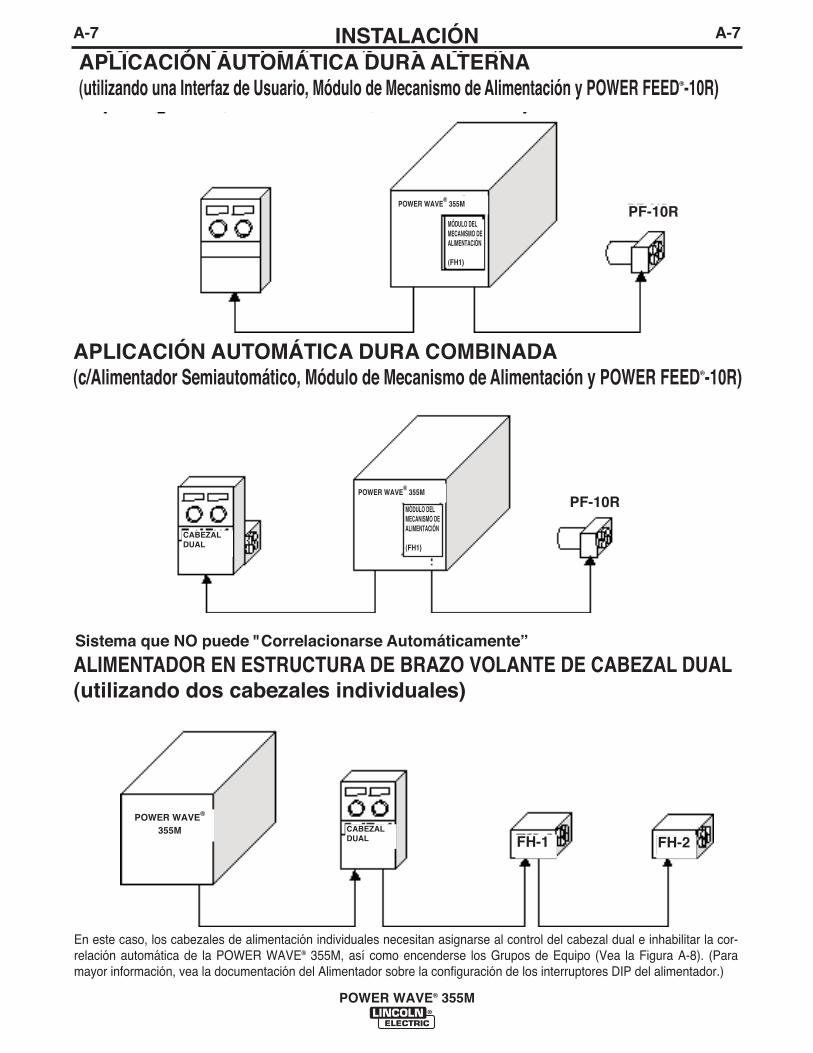
En este caso, los cabezales de alimentación individuales necesitan asignarse al control del cabezal dual e inhabilitar la cor-relación automática de la POWER WAVE® 355M, así como encenderse los Grupos de Equipo (Vea la Figura A-8). (Paramayor información, vea la documentación del Alimentador sobre la configuración de los interruptores DIP del alimentador.)
Sistema que NO puede "Correlacionarse Automáticamente”
POWER WAVE® 355M
POWER WAVE® 355M
POWER WAVE®
355M
CABEZALDUAL
CABEZALDUAL
APLICACIÓN AUTOMÁTICA DURA ALTERNA(utilizando una Interfaz de Usuario, Módulo de Mecanismo de Alimentación y POWER FEED®-10R)
APLICACIÓN AUTOMÁTICA DURA COMBINADA(c/Alimentador Semiautomático, Módulo de Mecanismo de Alimentación y POWER FEED®-10R)
ALIMENTADOR EN ESTRUCTURA DE BRAZO VOLANTE DE CABEZAL DUAL(utilizando dos cabezales individuales)
PF-10R
FH-1 FH-2
PF-10RMÓDULO DELMECANISMO DEALIMENTACIÓN
(FH1)
MÓDULO DELMECANISMO DEALIMENTACIÓN
(FH1)
A-8INSTALACIÓN
POWER WAVE® 355M
A-8
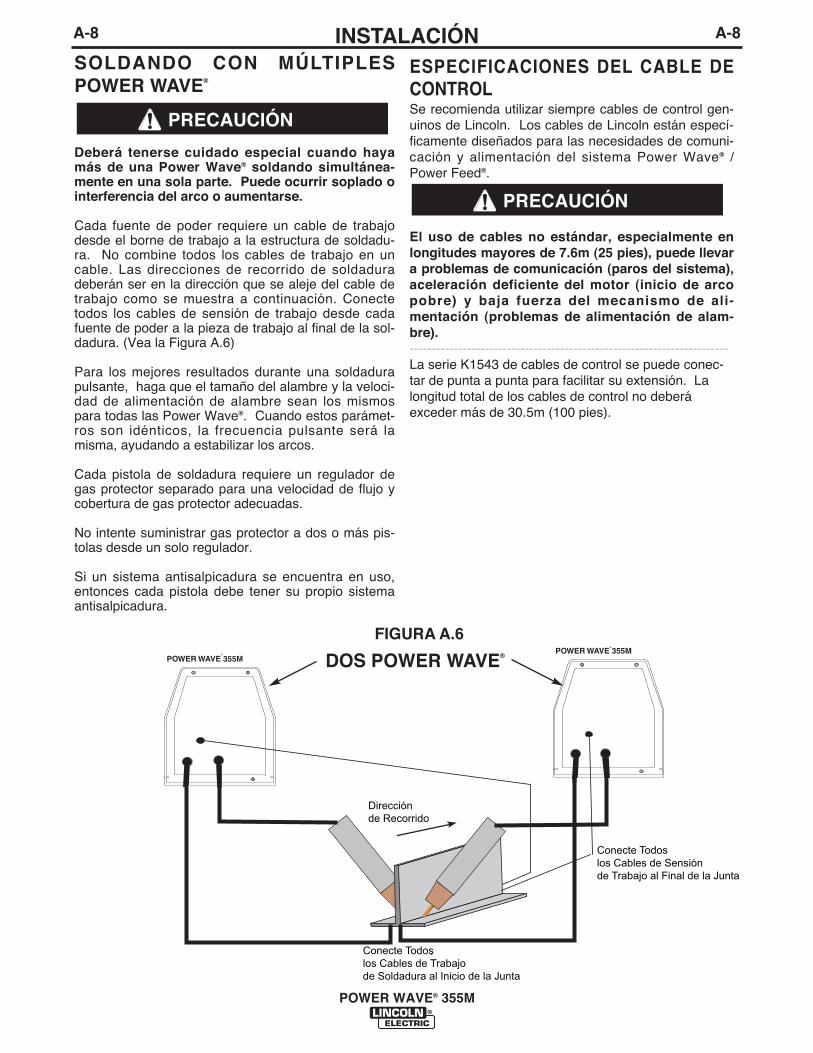
Conecte Todoslos Cables de Sensiónde Trabajo al Final de la Junta
Conecte Todos los Cables de Trabajo de Soldadura al Inicio de la Junta
Dirección de Recorrido
®
®
DOS POWER WAVE®
FIGURA A.6
ESPECIFICACIONES DEL CABLE DECONTROLSe recomienda utilizar siempre cables de control gen-uinos de Lincoln. Los cables de Lincoln están especí-ficamente diseñados para las necesidades de comuni-cación y alimentación del sistema Power Wave® /Power Feed®.
El uso de cables no estándar, especialmente enlongitudes mayores de 7.6m (25 pies), puede llevara problemas de comunicación (paros del sistema),aceleración deficiente del motor (inicio de arcopobre) y baja fuerza del mecanismo de ali-mentación (problemas de alimentación de alam-bre).------------------------------------------------------------------------La serie K1543 de cables de control se puede conec-tar de punta a punta para facilitar su extensión. Lalongitud total de los cables de control no deberáexceder más de 30.5m (100 pies).
SOLDANDO CON MÚLTIPLESPOWER WAVE®
Deberá tenerse cuidado especial cuando hayamás de una Power Wave® soldando simultánea-mente en una sola parte. Puede ocurrir soplado ointerferencia del arco o aumentarse.
Cada fuente de poder requiere un cable de trabajodesde el borne de trabajo a la estructura de soldadu-ra. No combine todos los cables de trabajo en uncable. Las direcciones de recorrido de soldaduradeberán ser en la dirección que se aleje del cable detrabajo como se muestra a continuación. Conectetodos los cables de sensión de trabajo desde cadafuente de poder a la pieza de trabajo al final de la sol-dadura. (Vea la Figura A.6)
Para los mejores resultados durante una soldadurapulsante, haga que el tamaño del alambre y la veloci-dad de alimentación de alambre sean los mismospara todas las Power Wave®. Cuando estos parámet-ros son idénticos, la frecuencia pulsante será lamisma, ayudando a estabilizar los arcos.
Cada pistola de soldadura requiere un regulador degas protector separado para una velocidad de flujo ycobertura de gas protector adecuadas.
No intente suministrar gas protector a dos o más pis-tolas desde un solo regulador.
Si un sistema antisalpicadura se encuentra en uso,entonces cada pistola debe tener su propio sistemaantisalpicadura.
PRECAUCIÓN
PRECAUCIÓN
A-9INSTALACIÓN
POWER WAVE® 355M
A-9
Arco #1
Arco #2
Trabajo # 1Sensión # 1
Trabajo #2Sensión #2
Fuente de Poder
#1
Fuente de Poder
#2Flujo de Corriente
Arco #1
Arco #2
Trabajo #2Sensión #2
Trabajo # 1Sensión # 1
Fuente de Poder
#1
Fuente de Poder
#2
Flujo de Corriente
Fuente de Poder
#2
Fuente de Poder
#1
Arco #1Trabajo #1
Trabajo # 2
Arco #2
Sensión # 1Sensión # 2
Flujo de Corriente
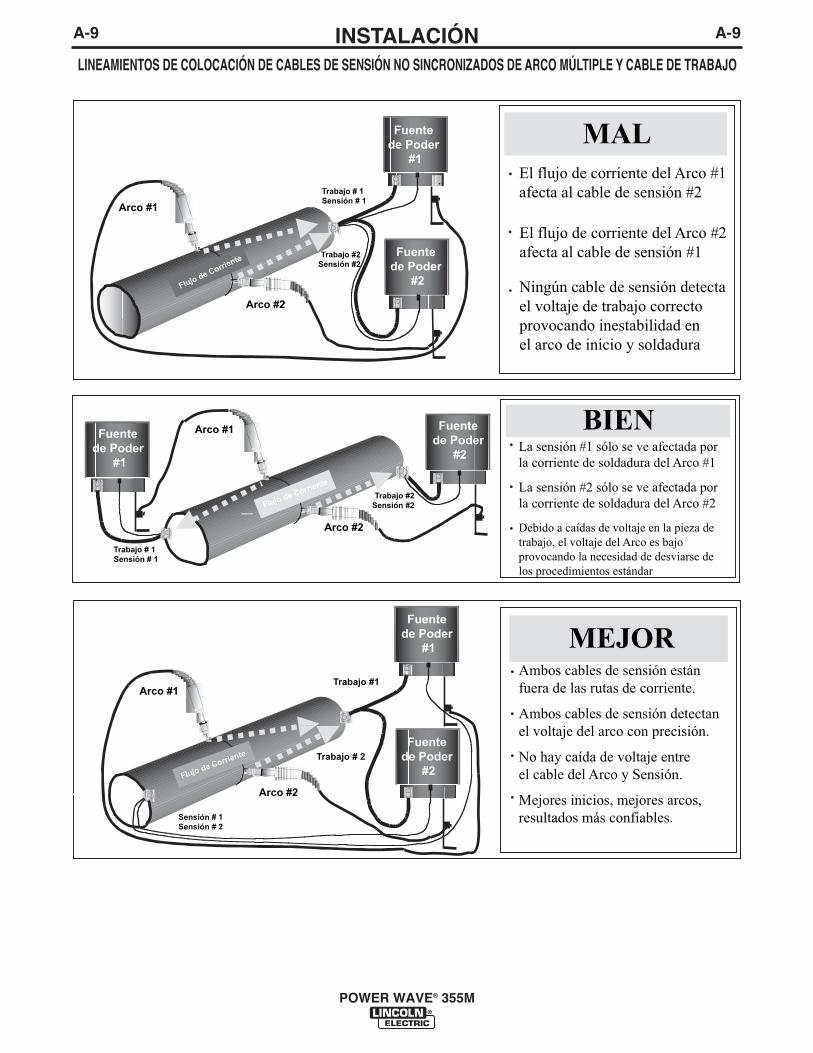
MALEl flujo de corriente del Arco #1afecta al cable de sensión #2
El flujo de corriente del Arco #2afecta al cable de sensión #1
Ningún cable de sensión detectael voltaje de trabajo correcto provocando inestabilidad en el arco de inicio y soldadura
BIENLa sensión #1 sólo se ve afectada por la corriente de soldadura del Arco #1
La sensión #2 sólo se ve afectada por la corriente de soldadura del Arco #2
Debido a caídas de voltaje en la pieza de trabajo, el voltaje del Arco es bajo provocando la necesidad de desviarse de los procedimientos estándar
MEJORAmbos cables de sensión estánfuera de las rutas de corriente.
Ambos cables de sensión detectanel voltaje del arco con precisión.
No hay caída de voltaje entre el cable del Arco y Sensión.
Mejores inicios, mejores arcos,resultados más confiables.
LINEAMIENTOS DE COLOCACIÓN DE CABLES DE SENSIÓN NO SINCRONIZADOS DE ARCO MÚLTIPLE Y CABLE DE TRABAJO
A-10INSTALACIÓN
POWER WAVE® 355M
A-10
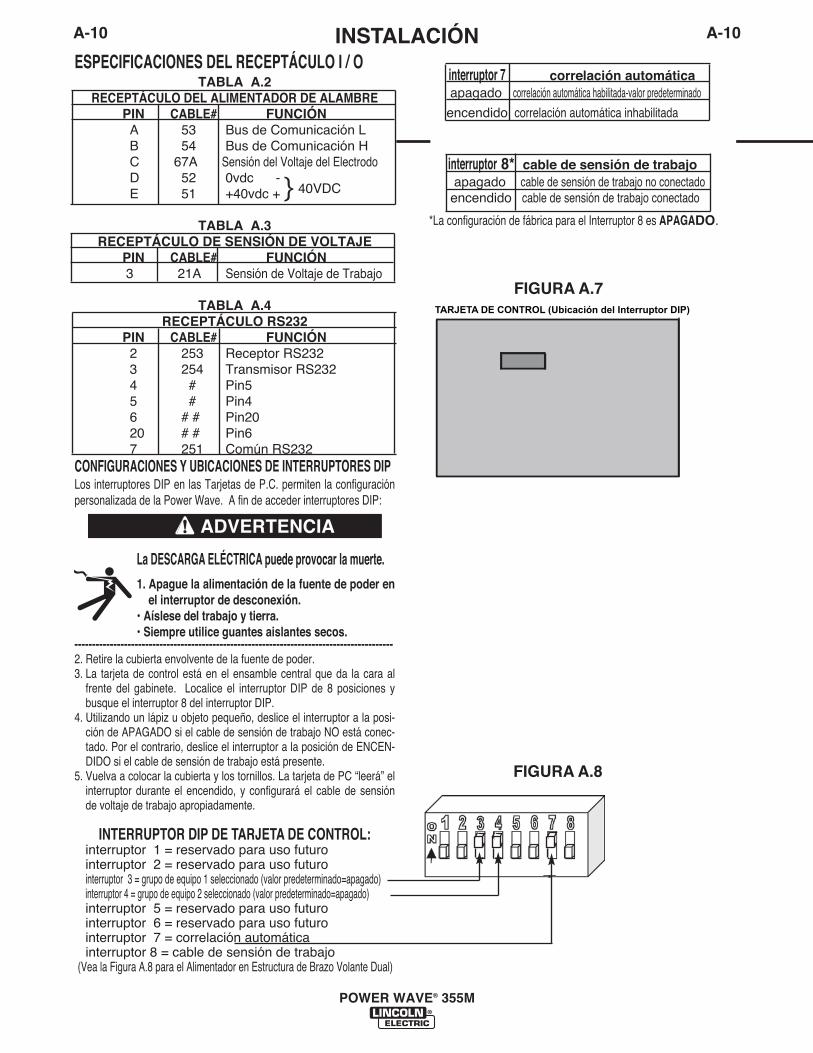
ESPECIFICACIONES DEL RECEPTÁCULO I / OTABLA A.2
RECEPTÁCULO DEL ALIMENTADOR DE ALAMBREPIN CABLE# FUNCIÓNA 53 Bus de Comunicación LB 54 Bus de Comunicación HC 67A Sensión del Voltaje del ElectrodoD 52 0vdc -E 51 +40vdc +
TABLA A.3RECEPTÁCULO DE SENSIÓN DE VOLTAJE
PIN CABLE# FUNCIÓN3 21A Sensión de Voltaje de Trabajo
TABLA A.4RECEPTÁCULO RS232
PIN CABLE# FUNCIÓN2 253 Receptor RS2323 254 Transmisor RS2324 # Pin55 # Pin46 # # Pin2020 # # Pin67 251 Común RS232
CONFIGURACIONES Y UBICACIONES DE INTERRUPTORES DIPLos interruptores DIP en las Tarjetas de P.C. permiten la configuraciónpersonalizada de la Power Wave. A fin de acceder interruptores DIP:
La DESCARGA ELÉCTRICA puede provocar la muerte.
1. Apague la alimentación de la fuente de poder enel interruptor de desconexión.
• Aíslese del trabajo y tierra.• Siempre utilice guantes aislantes secos.
------------------------------------------------------------------------------------------2. Retire la cubierta envolvente de la fuente de poder.3. La tarjeta de control está en el ensamble central que da la cara al
frente del gabinete. Localice el interruptor DIP de 8 posiciones ybusque el interruptor 8 del interruptor DIP.
4. Utilizando un lápiz u objeto pequeño, deslice el interruptor a la posi-ción de APAGADO si el cable de sensión de trabajo NO está conec-tado. Por el contrario, deslice el interruptor a la posición de ENCEN-DIDO si el cable de sensión de trabajo está presente.
5. Vuelva a colocar la cubierta y los tornillos. La tarjeta de PC “leerá” elinterruptor durante el encendido, y configurará el cable de sensiónde voltaje de trabajo apropiadamente.
INTERRUPTOR DIP DE TARJETA DE CONTROL:interruptor 1 = reservado para uso futurointerruptor 2 = reservado para uso futurointerruptor 3 = grupo de equipo 1 seleccionado (valor predeterminado=apagado)interruptor 4 = grupo de equipo 2 seleccionado (valor predeterminado=apagado)interruptor 5 = reservado para uso futurointerruptor 6 = reservado para uso futurointerruptor 7 = correlación automáticainterruptor 8 = cable de sensión de trabajo
(Vea la Figura A.8 para el Alimentador en Estructura de Brazo Volante Dual)
interruptor 8* cable de sensión de trabajoapagado cable de sensión de trabajo no conectadoencendido cable de sensión de trabajo conectado
*La configuración de fábrica para el Interruptor 8 es APAGADO.
interruptor 7 correlación automáticaapagado correlación automática habilitada-valor predeterminado
encendido correlación automática inhabilitada
TARJETA DE CONTROL (Ubicación del Interruptor DIP)
FIGURA A.7
ADVERTENCIA
} 40VDC
FIGURA A.8
DESCRIPCIÓN GENERALLa fuente de poder semiautomática POWER WAVE®
355M está diseñada para que sea parte de un sis-tema de soldadura modular multiproceso.Dependiendo de la configuración, puede soportar cor-riente constante, voltaje constante, alimentación con-stante y modos de soldadura pulsante.
La fuente de poder POWER WAVE® 355M está dis-eñada para usarse con la familia semiautomática dealimentadores de alambre Power Feed, operandocomo un sistema. Cada componente en el sistematiene circuitería especial para “hablar con " los otroscomponentes del sistema, por lo que cada compo-nente (fuente de poder, alimentador de alambre, inter-faz del usuario) sabe lo que el otro está haciendo entodo momento. Estos componentes se comunicancon ArcLink.
La POWER WAVE® 355M es una fuente de poder desoldadura de inversor controlada digitalmente capazde un control de forma de onda complejo de altavelocidad. Equipada adecuadamente, puede soportara los procesos GMAW, GMAW-P, FCAW, SMAW,GTAW y CAC-A. Tiene una capacidad nominal desalida de 350 Amps, 34 Voltios a un ciclo de trabajodel 60%, y 300 Amps, 32 voltios a un ciclo de trabajodel 100%.
PROCESOS Y EQUIPO RECOMEN-DADOS
PROCESOS RECOMENDADOSLa POWER WAVE® 355M puede establecerse en unnúmero de configuraciones, algunas requiriendoequipo opcional o programas de soldadura. Cadamáquina está preprogramada de fábrica con múltiplesprocedimientos de soldadura, incluyendo típicamenteGMAW, GMAW-P, FCAW, GTAW y CAC-A para unavariedad de materiales, incluyendo acero suave,acero inoxidable, alambres tubulares y aluminio.
La POWER WAVE® 355M se recomienda para sol-dadura semiautomática, y también puede ser adecua-da para aplicaciones básicas de automatización dura.
• Esta Power Wave® no se recomienda para otros pro-cesos que no aparezcan en la lista.
B-1OPERACIÓNB-1
POWER WAVE® 355M
PRECAUCIONES DE SEGURIDADLea y comprenda toda esta sección de instruccionesde operación antes de operar la máquina.
La DESCARGA ELÉCTRICA puede causar la muerte.• A menos que utilice la función de ali-
mentación en frío, cuando alimente conel gatillo de la pistola, el electrodo ymecanismo de alimentación siempreestarán eléctricamente energizados ypodrían permanecer así varios segun-dos después de terminar la soldadura.
• No toque las partes eléctricamente vivas o electro-dos con la piel o ropa mojada.
• Aíslese del trabajo y tierra.
• Siempre use guantes aislantes secos.
-------------------------------------------------------------
Los HUMOS Y GASES puedenresultar peligrosos.
• Mantenga su cabeza alejada de los humos.
• Use ventilación o escape para eliminarlos humos de su zona de respiración.
-------------------------------------------------------------
Las CHISPAS DE SOLDADURA puedenprovocar un incendio o explosión.
• Mantenga el material inflamable alejado.
• No suelde en contenedores que hayanalbergado combustibles.
-------------------------------------------------------------
Los RAYOS DEL ARCO puedenquemar.
• Utilice protección para los ojos, oídos y cuerpo.
Observe los lineamientos adicionales detallados al ini-cio de este manual.
ADVERTENCIA
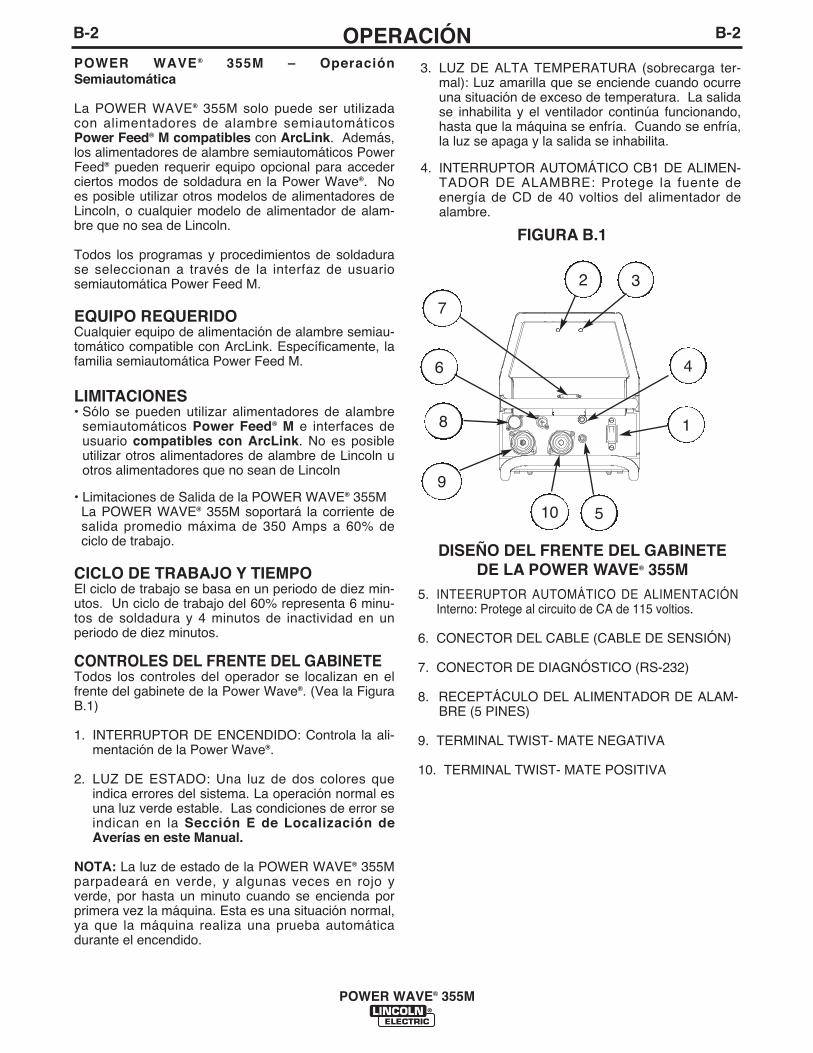
5. INTEERUPTOR AUTOMÁTICO DE ALIMENTACIÓNInterno: Protege al circuito de CA de 115 voltios.
6. CONECTOR DEL CABLE (CABLE DE SENSIÓN)
7. CONECTOR DE DIAGNÓSTICO (RS-232)
8. RECEPTÁCULO DEL ALIMENTADOR DE ALAM-BRE (5 PINES)
9. TERMINAL TWIST- MATE NEGATIVA
10. TERMINAL TWIST- MATE POSITIVA
FIGURA B.1
10
46
1
32
5
7
8
9
DISEÑO DEL FRENTE DEL GABINETEDE LA POWER WAVE® 355M
POWER WAVE® 355M – OperaciónSemiautomática
La POWER WAVE® 355M solo puede ser utilizadacon alimentadores de alambre semiautomáticosPower Feed® M compatibles con ArcLink. Además,los alimentadores de alambre semiautomáticos PowerFeed® pueden requerir equipo opcional para accederciertos modos de soldadura en la Power Wave®. Noes posible utilizar otros modelos de alimentadores deLincoln, o cualquier modelo de alimentador de alam-bre que no sea de Lincoln.
Todos los programas y procedimientos de soldadurase seleccionan a través de la interfaz de usuariosemiautomática Power Feed M.
EQUIPO REQUERIDOCualquier equipo de alimentación de alambre semiau-tomático compatible con ArcLink. Específicamente, lafamilia semiautomática Power Feed M.
LIMITACIONES• Sólo se pueden utilizar alimentadores de alambre
semiautomáticos Power Feed® M e interfaces deusuario compatibles con ArcLink. No es posibleutilizar otros alimentadores de alambre de Lincoln uotros alimentadores que no sean de Lincoln
• Limitaciones de Salida de la POWER WAVE® 355MLa POWER WAVE® 355M soportará la corriente desalida promedio máxima de 350 Amps a 60% deciclo de trabajo.
CICLO DE TRABAJO Y TIEMPOEl ciclo de trabajo se basa en un periodo de diez min-utos. Un ciclo de trabajo del 60% representa 6 minu-tos de soldadura y 4 minutos de inactividad en unperiodo de diez minutos.
CONTROLES DEL FRENTE DEL GABINETETodos los controles del operador se localizan en elfrente del gabinete de la Power Wave®. (Vea la FiguraB.1)
1. INTERRUPTOR DE ENCENDIDO: Controla la ali-mentación de la Power Wave®.
2. LUZ DE ESTADO: Una luz de dos colores queindica errores del sistema. La operación normal esuna luz verde estable. Las condiciones de error seindican en la Sección E de Localización deAverías en este Manual.
NOTA: La luz de estado de la POWER WAVE® 355Mparpadeará en verde, y algunas veces en rojo yverde, por hasta un minuto cuando se encienda porprimera vez la máquina. Esta es una situación normal,ya que la máquina realiza una prueba automáticadurante el encendido.
B-2OPERACIÓNB-2
POWER WAVE® 355M
3. LUZ DE ALTA TEMPERATURA (sobrecarga ter-mal): Luz amarilla que se enciende cuando ocurreuna situación de exceso de temperatura. La salidase inhabilita y el ventilador continúa funcionando,hasta que la máquina se enfría. Cuando se enfría,la luz se apaga y la salida se inhabilita.
4. INTERRUPTOR AUTOMÁTICO CB1 DE ALIMEN-TADOR DE ALAMBRE: Protege la fuente deenergía de CD de 40 voltios del alimentador dealambre.
AJUSTES DE SOLDADURA
Todos los ajustes se hacen en el componente del sis-tema conocido como la Interfaz del Usuario (Caja deControl), que contiene los interruptores, perillas y pan-tallas digitales necesarios para controlar a la PowerWave® y alimentador de alambre Power Feed®.Normalmente, la Caja de Control se proporciona comoparte del alimentador de alambre. Se puede montardirectamente sobre el alimentador de alambre en si, omontarse en forma separada como se hace en unainstalación de estructura de brazo volante de soldadura.
Ya que la Caja de Control se puede configurar conmuchas diferentes opciones, su sistema tal vez no tengatodos los ajustes siguientes. Sin importar la disponibili-dad, a continuación se describen todos los controles.Para mayor información, consulte el manual de instruc-ciones del alimentador de alambre Power Feed®.
• WFS / AMPS:En los modos de soldadura sinérgicos (CV sinérgico,GMAW pulsante), la WFS (velocidad de alimentación dealambre) es el parámetro de control dominante, que con-trola a todas las otras variables. El usuario ajusta laWFS conforme a factores como tamaño de soldadura,requerimientos de penetración, entrada de calor, etc.Entonces, la Power Wave® utiliza la configuración WFSpara ajustar sus características de salida (voltaje de sali-da, corriente de salida) de acuerdo con las configura-ciones preprogramadas contenidas en la Power Wave®.
En los modos no sinérgicos, el control WFS se comportamás como una fuente de poder CV convencional dondela WFS y voltaje son ajustes independientes. Por lotanto, a fin de mantener las características del arco, eloperador debe ajustar el voltaje para compensarcualquier cambio hecho a WFS.
En los modos de corriente constante (varilla, TIG) estecontrol ajusta la corriente de salida en amps.
• VOLTIOS / CORTE:En los modos de voltaje constante (CV sinérgico, CVestándar) el control ajusta el voltaje de soldadura.
En los modos de soldadura sinérgicos pulsantes (sóloGMAW pulsante), el usuario puede cambiar la configu-ración de Corte para ajustar la longitud del arco. Esajustable de 0.500 a 1.500. Una configuración de Cortede 1.000 es un buen punto de inicio para la mayoría delas condiciones
• MODO DE SOLDADURAEs posible seleccionarlo por nombre (CV/MIG,CC/Varilla Agresivo, Desbaste, etc.) o por número demodo (10, 24, 71, etc.), dependiendo de las opcionesde la Caja de Control. Seleccionar un modo de sol-dadura determina las características de salida de lafuente de poder Power Wave®. Para una descripciónmás completa de los modos de soldadura en la PowerWave, vea la siguiente explicación.
B-3OPERACIÓN
POWER WAVE® 355M
B-3
PROCEDIMIENTOS NOMINALESLa Power Wave® está diseñada para operar con unapunta electrizada de alambre de 7.62 (3/4") paraProcesos CV y Pulsantes.
PROCEDIMIENTOS DE BORDEPuntas electrizadas de alambre excesivamente cortaso largas sólo pueden funcionar en forma limitada, sies que lo hacen del todo.
CÓMO HACER UNA SOLDADURA
La serviciabilidad de un producto o estructura queutiliza el programa de soldadura es y debe ser lasola responsabilidad del constructor/usuario.Muchas variables más allá del control de laLincoln Electric Company afectan los resultadosobtenidos al aplicar estos programas. Estas vari-ables incluyen, mas no se limitan a, el proced-imiento de soldadura, química y temperatura deplacas, diseño de soldadura, métodos de fabri-cación y requerimientos de servicio. El rangodisponible de un programa de soldadura tal vezno sea el adecuado para todas las aplicaciones, yel constructor/usuario es y debe ser el únicoresponsable de la selección del programa de sol-dadura.------------------------------------------------------------------------
Los pasos para operar la Power Wave® variarándependiendo de las opciones instaladas en la interfazdel usuario (caja de control) del sistema de soldadura.La flexibilidad del sistema de la Power Wave® permiteal usuario personalizar la operación para el mejordesempeño.
Primero, considere el proceso de soldadura deseadoy la parte a soldar. Elija un material de electrodo,diámetro, gas protector y proceso (GMAW, GMAWP,etc.)
Segundo, encuentre el programa en el software desoldadura que mejor corresponda al proceso de sol-dadura deseado. El software estándar que se envíacon las Power Wave® comprende un amplio rango deprocesos comunes y satisfacerá la mayoría de lasnecesidades. Si se desea un programa de soldaduraen especial, contacte al representante de ventas localde Lincoln Electric.
A fin de hacer una soldadura, la Power Wave® necesi-ta saber los parámetros de soldadura deseados. Lafamilia Power Feed® (PF) de alimentadores comunicalas configuraciones a la Power Wave® a través de laconexión del cable de control. La longitud del arco,velocidad de alimentación de alambre, control delarco, etc. se comunican todos digitalmente a travésdel cable de control.
ADVERTENCIA
CV No Sinérgico:Este tipo de modo CV se comporta más como unafuente de poder CV convencional. El voltaje y WFSson ajustes independientes. Por lo tanto, a fin demantener las características del arco, el operadordebe ajustar el voltaje para compensar cualquier cam-bio hecho a WFS.
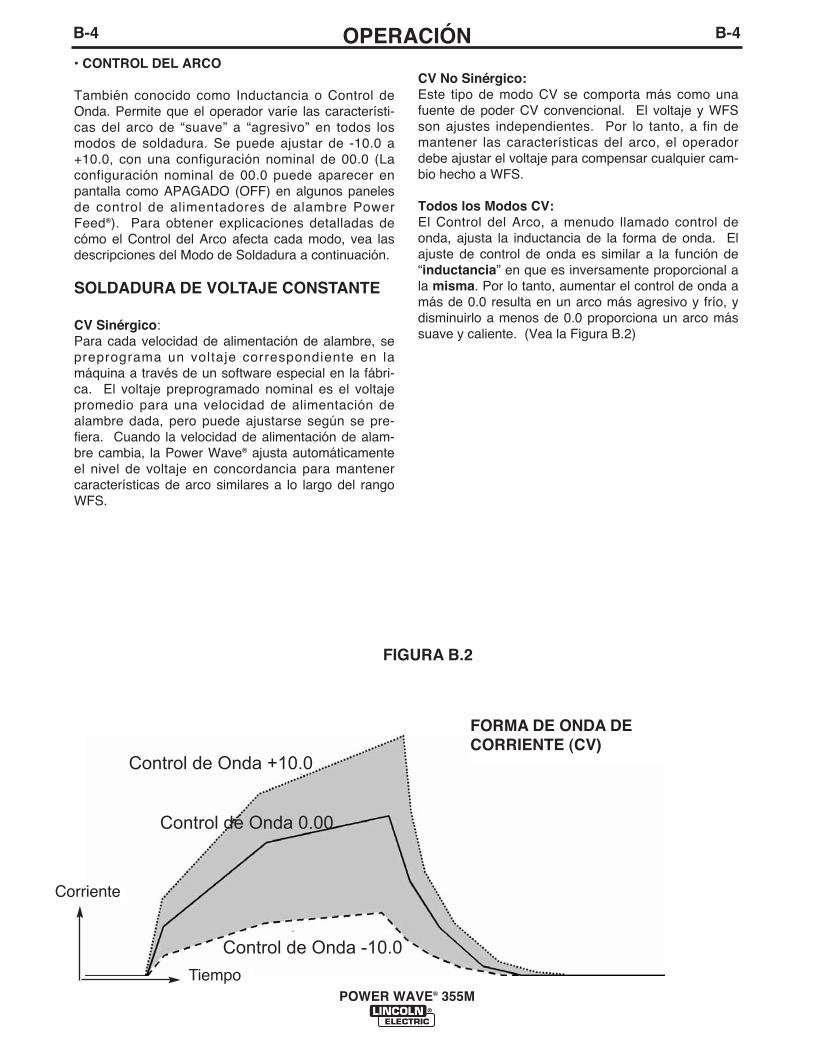
Todos los Modos CV:El Control del Arco, a menudo llamado control deonda, ajusta la inductancia de la forma de onda. Elajuste de control de onda es similar a la función de“inductancia” en que es inversamente proporcional ala misma. Por lo tanto, aumentar el control de onda amás de 0.0 resulta en un arco más agresivo y frío, ydisminuirlo a menos de 0.0 proporciona un arco mássuave y caliente. (Vea la Figura B.2)
Control de Onda +10.0
Control de Onda 0.00
Control de Onda -10.0
FIGURA B.2
Corriente
Tiempo
FORMA DE ONDA DECORRIENTE (CV)
B-4OPERACIÓNB-4
• CONTROL DEL ARCO
También conocido como Inductancia o Control deOnda. Permite que el operador varíe las característi-cas del arco de “suave” a “agresivo” en todos losmodos de soldadura. Se puede ajustar de -10.0 a+10.0, con una configuración nominal de 00.0 (Laconfiguración nominal de 00.0 puede aparecer enpantalla como APAGADO (OFF) en algunos panelesde control de alimentadores de alambre PowerFeed®). Para obtener explicaciones detalladas decómo el Control del Arco afecta cada modo, vea lasdescripciones del Modo de Soldadura a continuación.
SOLDADURA DE VOLTAJE CONSTANTE
CV Sinérgico:Para cada velocidad de alimentación de alambre, sepreprograma un voltaje correspondiente en lamáquina a través de un software especial en la fábri-ca. El voltaje preprogramado nominal es el voltajepromedio para una velocidad de alimentación dealambre dada, pero puede ajustarse según se pre-fiera. Cuando la velocidad de alimentación de alam-bre cambia, la Power Wave® ajusta automáticamenteel nivel de voltaje en concordancia para mantenercaracterísticas de arco similares a lo largo del rangoWFS.
POWER WAVE® 355M
PULSE-ON-PULSE® (GMAW-PP)Pulse on Pulse® es un proceso de Lincoln específicamentediseñado para usarse en la soldadura de aluminio relativa-mente delgado con un grosor menor de 6.4mm (1/4"). (Veala Tabla B.3). Brinda a los cordones de soldadura un rizadouniforme muy consistente.
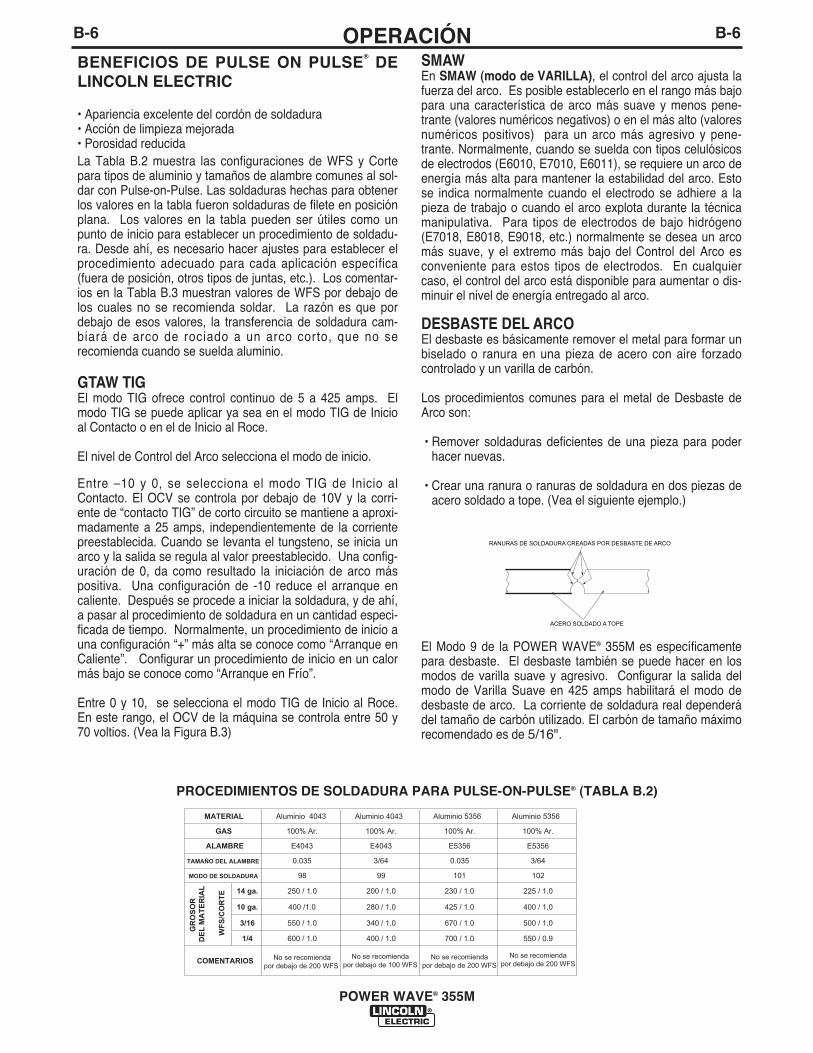
En los modos Pulse on Pulse®, se utilizan dos tipos de pul-sación distintivos en lugar de uno solo, como normalmentese hace en GMAW-P. Se utiliza un número de pulsacionesde alta energía para obtener transferencia de rociado ytransferir el metal a través del arco. Dichas pulsaciones semuestran en la Figura B.4. Después de un número "N" dedichas pulsaciones, dependiendo de la velocidad de ali-mentación de alambre utilizada, se lleva a cabo un númeroidéntico de “N” pulsaciones de baja energía. Éstas semuestran en la Figura B.4 y no transfieren ningún metal dellenado a través del arco, y ayudan a enfriar este último y amantener baja la entrada de calor.
La Corriente Pico, Corriente de Respaldo yFrecuencia son idénticas para las pulsaciones de altay baja energía. Además de enfriar la soldadura, elefecto principal de las pulsaciones de baja energía esque forman un rizado de soldadura. Ya que ocurren aintervalos de tiempo muy regulares, el cordón de sol-dadura obtenido es muy uniforme con un patrón derizado muy consistente. De hecho, el cordón tiene sumejor apariencia si no se utiliza oscilación (“latigueo”)de la pistola de soldadura. (Vea la Figura B.5)
Cuando el Control del Arco se utiliza en los modosPulse on Pulse, hace lo mismo que en los otrosmodos pulsantes: disminuir el Control del Arco mini-miza la velocidad de transferencia de gotas y deposi-ción de soldadura. Aumentarlo, incrementa la veloci-dad de transferencia de gotas y deposición de sol-dadura. Ya que el Control del Arco varía la velocidadde transferencia de gotas de soldadura, éste sepuede utilizar para variar el espaciado del rizado en elcordón de soldadura.
"N" PULSACIONES "N" PULSACIONES
AMPSPICO
AMPS DE RESPALDO
PULSACIONES DE ALTO CALOR
PULSACIONESDE BAJO CALOR
TIEMPO
FIGURA B.4
FIGURA B.5
B-5OPERACIÓNB-5
POWER WAVE® 355M
SOLDADURA PULSANTE
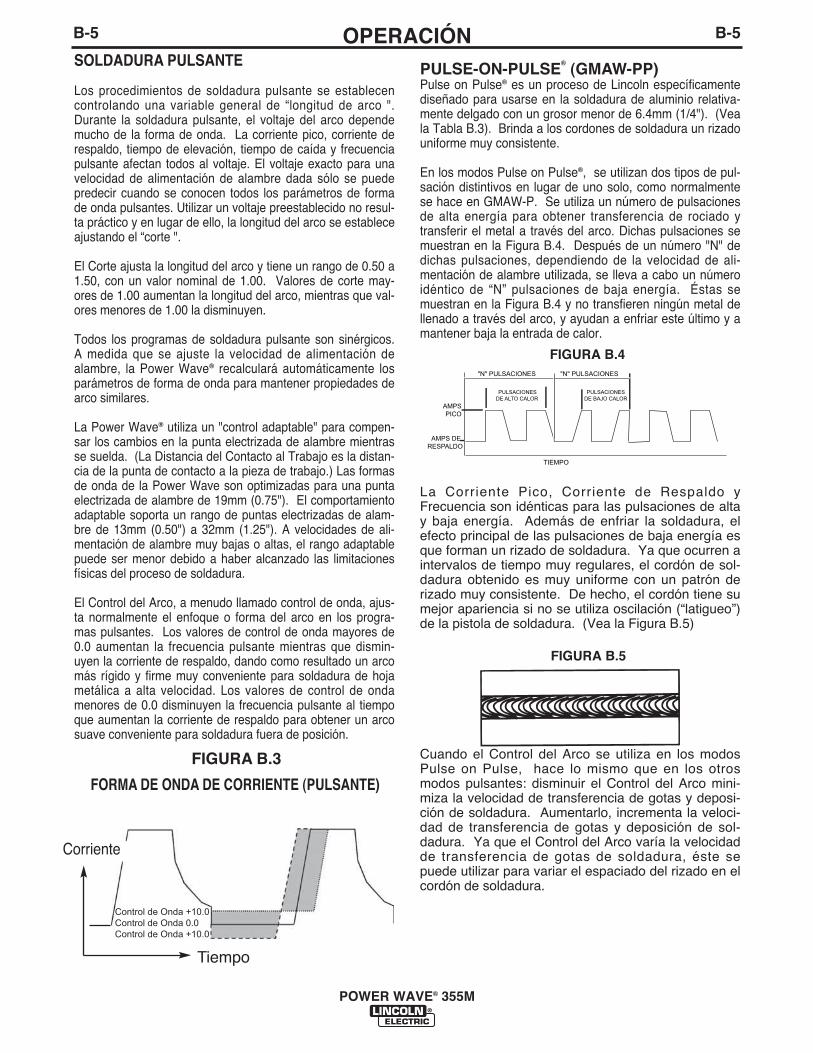
Los procedimientos de soldadura pulsante se establecencontrolando una variable general de “longitud de arco ".Durante la soldadura pulsante, el voltaje del arco dependemucho de la forma de onda. La corriente pico, corriente derespaldo, tiempo de elevación, tiempo de caída y frecuenciapulsante afectan todos al voltaje. El voltaje exacto para unavelocidad de alimentación de alambre dada sólo se puedepredecir cuando se conocen todos los parámetros de formade onda pulsantes. Utilizar un voltaje preestablecido no resul-ta práctico y en lugar de ello, la longitud del arco se estableceajustando el “corte ".
El Corte ajusta la longitud del arco y tiene un rango de 0.50 a1.50, con un valor nominal de 1.00. Valores de corte may-ores de 1.00 aumentan la longitud del arco, mientras que val-ores menores de 1.00 la disminuyen.
Todos los programas de soldadura pulsante son sinérgicos.A medida que se ajuste la velocidad de alimentación dealambre, la Power Wave® recalculará automáticamente losparámetros de forma de onda para mantener propiedades dearco similares.
La Power Wave® utiliza un "control adaptable" para compen-sar los cambios en la punta electrizada de alambre mientrasse suelda. (La Distancia del Contacto al Trabajo es la distan-cia de la punta de contacto a la pieza de trabajo.) Las formasde onda de la Power Wave son optimizadas para una puntaelectrizada de alambre de 19mm (0.75"). El comportamientoadaptable soporta un rango de puntas electrizadas de alam-bre de 13mm (0.50") a 32mm (1.25"). A velocidades de ali-mentación de alambre muy bajas o altas, el rango adaptablepuede ser menor debido a haber alcanzado las limitacionesfísicas del proceso de soldadura.
El Control del Arco, a menudo llamado control de onda, ajus-ta normalmente el enfoque o forma del arco en los progra-mas pulsantes. Los valores de control de onda mayores de0.0 aumentan la frecuencia pulsante mientras que dismin-uyen la corriente de respaldo, dando como resultado un arcomás rígido y firme muy conveniente para soldadura de hojametálica a alta velocidad. Los valores de control de ondamenores de 0.0 disminuyen la frecuencia pulsante al tiempoque aumentan la corriente de respaldo para obtener un arcosuave conveniente para soldadura fuera de posición.
Control de Onda +10.0Control de Onda 0.0Control de Onda +10.0
FIGURA B.3
Corriente
Tiempo
FORMA DE ONDA DE CORRIENTE (PULSANTE)
B-6OPERACIÓNB-6
POWER WAVE® 355M
BENEFICIOS DE PULSE ON PULSE® DELINCOLN ELECTRIC
• Apariencia excelente del cordón de soldadura• Acción de limpieza mejorada• Porosidad reducidaLa Tabla B.2 muestra las configuraciones de WFS y Cortepara tipos de aluminio y tamaños de alambre comunes al sol-dar con Pulse-on-Pulse. Las soldaduras hechas para obtenerlos valores en la tabla fueron soldaduras de filete en posiciónplana. Los valores en la tabla pueden ser útiles como unpunto de inicio para establecer un procedimiento de soldadu-ra. Desde ahí, es necesario hacer ajustes para establecer elprocedimiento adecuado para cada aplicación específica(fuera de posición, otros tipos de juntas, etc.). Los comentar-ios en la Tabla B.3 muestran valores de WFS por debajo delos cuales no se recomienda soldar. La razón es que pordebajo de esos valores, la transferencia de soldadura cam-biará de arco de rociado a un arco corto, que no serecomienda cuando se suelda aluminio.
GTAW TIGEl modo TIG ofrece control continuo de 5 a 425 amps. Elmodo TIG se puede aplicar ya sea en el modo TIG de Inicioal Contacto o en el de Inicio al Roce.
El nivel de Control del Arco selecciona el modo de inicio.
Entre –10 y 0, se selecciona el modo TIG de Inicio alContacto. El OCV se controla por debajo de 10V y la corri-ente de “contacto TIG” de corto circuito se mantiene a aproxi-madamente a 25 amps, independientemente de la corrientepreestablecida. Cuando se levanta el tungsteno, se inicia unarco y la salida se regula al valor preestablecido. Una config-uración de 0, da como resultado la iniciación de arco máspositiva. Una configuración de -10 reduce el arranque encaliente. Después se procede a iniciar la soldadura, y de ahí,a pasar al procedimiento de soldadura en un cantidad especi-ficada de tiempo. Normalmente, un procedimiento de inicio auna configuración “+” más alta se conoce como “Arranque enCaliente”. Configurar un procedimiento de inicio en un calormás bajo se conoce como “Arranque en Frío”.
Entre 0 y 10, se selecciona el modo TIG de Inicio al Roce.En este rango, el OCV de la máquina se controla entre 50 y70 voltios. (Vea la Figura B.3)
Aluminio 4043 Aluminio 4043 Aluminio 5356 Aluminio 5356
100% Ar. 100% Ar. 100% Ar. 100% Ar.
E4043 E4043 E5356 E5356
0.035 3/64 0.035 3/64
98 99 101 102
14 ga. 250 / 1.0 200 / 1.0 230 / 1.0 225 / 1.0
10 ga. 400 /1.0 280 / 1.0 425 / 1.0 400 / 1.0
3/16 550 / 1.0 340 / 1.0 670 / 1.0 500 / 1.0
1/4 600 / 1.0 400 / 1.0 700 / 1.0 550 / 0.9
WFS
/CO
RTE
GR
OSO
R
DEL
MA
TER
IAL
MATERIAL
GAS
ALAMBRE
TAMAÑO DEL ALAMBRE
MODO DE SOLDADURA
COMENTARIOS No se recomiendapor debajo de 200 WFS
No se recomiendapor debajo de 200 WFS
No se recomiendapor debajo de 100 WFS
No se recomiendapor debajo de 200 WFS
PROCEDIMIENTOS DE SOLDADURA PARA PULSE-ON-PULSE® (TABLA B.2)
SMAWEn SMAW (modo de VARILLA), el control del arco ajusta lafuerza del arco. Es posible establecerlo en el rango más bajopara una característica de arco más suave y menos pene-trante (valores numéricos negativos) o en el más alto (valoresnuméricos positivos) para un arco más agresivo y pene-trante. Normalmente, cuando se suelda con tipos celulósicosde electrodos (E6010, E7010, E6011), se requiere un arco deenergía más alta para mantener la estabilidad del arco. Estose indica normalmente cuando el electrodo se adhiere a lapieza de trabajo o cuando el arco explota durante la técnicamanipulativa. Para tipos de electrodos de bajo hidrógeno(E7018, E8018, E9018, etc.) normalmente se desea un arcomás suave, y el extremo más bajo del Control del Arco esconveniente para estos tipos de electrodos. En cualquiercaso, el control del arco está disponible para aumentar o dis-minuir el nivel de energía entregado al arco.
DESBASTE DEL ARCOEl desbaste es básicamente remover el metal para formar unbiselado o ranura en una pieza de acero con aire forzadocontrolado y un varilla de carbón.
Los procedimientos comunes para el metal de Desbaste deArco son:
• Remover soldaduras deficientes de una pieza para poderhacer nuevas.
• Crear una ranura o ranuras de soldadura en dos piezas deacero soldado a tope. (Vea el siguiente ejemplo.)
El Modo 9 de la POWER WAVE® 355M es específicamentepara desbaste. El desbaste también se puede hacer en losmodos de varilla suave y agresivo. Configurar la salida delmodo de Varilla Suave en 425 amps habilitará el modo dedesbaste de arco. La corriente de soldadura real dependerádel tamaño de carbón utilizado. El carbón de tamaño máximorecomendado es de 5/16".
RANURAS DE SOLDADURA CREADAS POR DESBASTE DE ARCO
ACERO SOLDADO A TOPE
B-7OPERACIÓNB-7
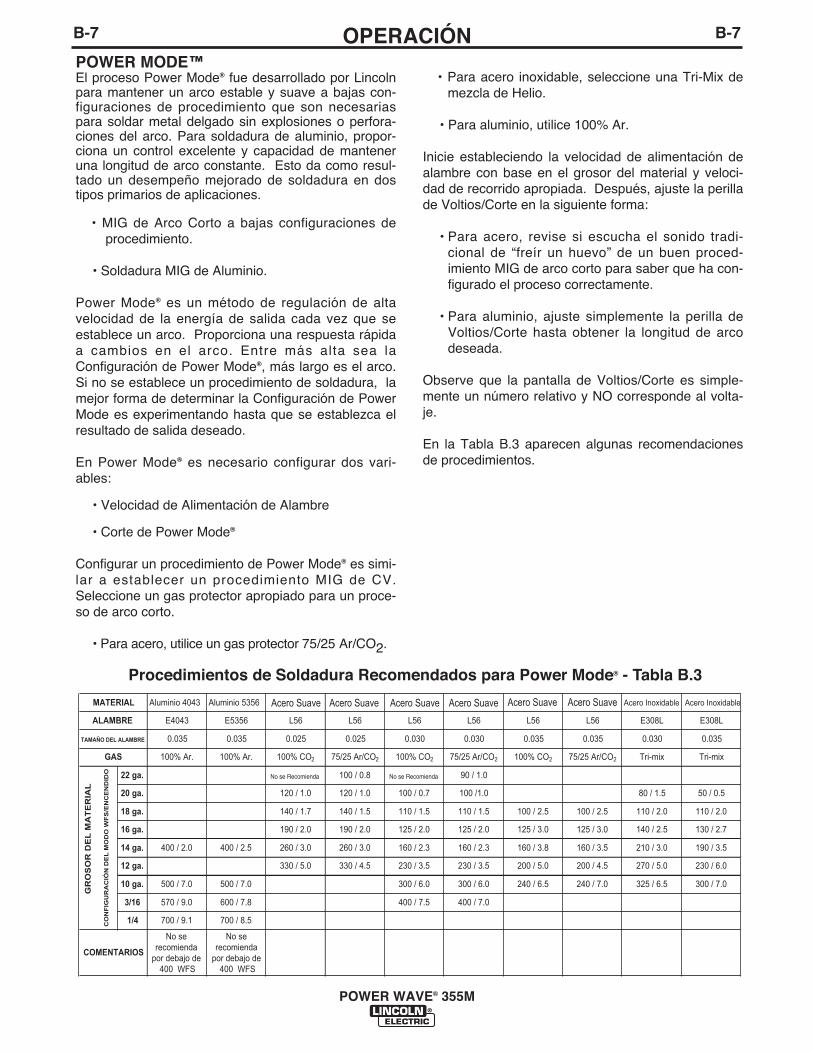
POWER WAVE® 355M
POWER MODE™El proceso Power Mode® fue desarrollado por Lincolnpara mantener un arco estable y suave a bajas con-figuraciones de procedimiento que son necesariaspara soldar metal delgado sin explosiones o perfora-ciones del arco. Para soldadura de aluminio, propor-ciona un control excelente y capacidad de manteneruna longitud de arco constante. Esto da como resul-tado un desempeño mejorado de soldadura en dostipos primarios de aplicaciones.
• MIG de Arco Corto a bajas configuraciones deprocedimiento.
• Soldadura MIG de Aluminio.
Power Mode® es un método de regulación de altavelocidad de la energía de salida cada vez que seestablece un arco. Proporciona una respuesta rápidaa cambios en el arco. Entre más alta sea laConfiguración de Power Mode®, más largo es el arco.Si no se establece un procedimiento de soldadura, lamejor forma de determinar la Configuración de PowerMode es experimentando hasta que se establezca elresultado de salida deseado.
En Power Mode® es necesario configurar dos vari-ables:
• Velocidad de Alimentación de Alambre
• Corte de Power Mode®
Configurar un procedimiento de Power Mode® es simi-lar a establecer un procedimiento MIG de CV.Seleccione un gas protector apropiado para un proce-so de arco corto.
• Para acero, utilice un gas protector 75/25 Ar/CO2.
• Para acero inoxidable, seleccione una Tri-Mix demezcla de Helio.
• Para aluminio, utilice 100% Ar.
Inicie estableciendo la velocidad de alimentación dealambre con base en el grosor del material y veloci-dad de recorrido apropiada. Después, ajuste la perillade Voltios/Corte en la siguiente forma:
• Para acero, revise si escucha el sonido tradi-cional de “freír un huevo” de un buen proced-imiento MIG de arco corto para saber que ha con-figurado el proceso correctamente.
• Para aluminio, ajuste simplemente la perilla deVoltios/Corte hasta obtener la longitud de arcodeseada.
Observe que la pantalla de Voltios/Corte es simple-mente un número relativo y NO corresponde al volta-je.
En la Tabla B.3 aparecen algunas recomendacionesde procedimientos.
Aluminio 4043 Aluminio 5356 Acero Inoxidable Acero Inoxidable
E4043 E5356 L56 L56 L56 L56 L56 L56 E308L E308L
0.035 0.035 0.025 0.025 0.030 0.030 0.035 0.035 0.030 0.035
100% Ar. 100% Ar. 100% CO2 75/25 Ar/CO2 100% CO2 75/25 Ar/CO2 100% CO2 75/25 Ar/CO2 Tri-mix Tri-mix
22 ga. No se Recomienda 100 / 0.8 No se Recomienda 90 / 1.0
20 ga. 120 / 1.0 120 / 1.0 100 / 0.7 100 /1.0 80 / 1.5 50 / 0.5
18 ga. 140 / 1.7 140 / 1.5 110 / 1.5 110 / 1.5 100 / 2.5 100 / 2.5 110 / 2.0 110 / 2.0
16 ga. 190 / 2.0 190 / 2.0 125 / 2.0 125 / 2.0 125 / 3.0 125 / 3.0 140 / 2.5 130 / 2.7
14 ga. 400 / 2.0 400 / 2.5 260 / 3.0 260 / 3.0 160 / 2.3 160 / 2.3 160 / 3.8 160 / 3.5 210 / 3.0 190 / 3.5
12 ga. 330 / 5.0 330 / 4.5 230 / 3.5 230 / 3.5 200 / 5.0 200 / 4.5 270 / 5.0 230 / 6.0
10 ga. 500 / 7.0 500 / 7.0 300 / 6.0 300 / 6.0 240 / 6.5 240 / 7.0 325 / 6.5 300 / 7.0
3/16 570 / 9.0 600 / 7.8 400 / 7.5 400 / 7.0
1/4 700 / 9.1 700 / 8.5
GR
OS
OR
DE
L M
ATE
RIA
L
CO
NFI
GU
RA
CIÓ
N D
EL
MO
DO
WFS
/EN
CE
ND
IDO
COMENTARIOS
No se recomienda
por debajo de 400 WFS
MATERIAL
ALAMBRE
TAMAÑO DEL ALAMBRE
GAS
No se recomienda
por debajo de 400 WFS
Acero Suave Acero Suave Acero Suave Acero Suave Acero Suave Acero Suave
Procedimientos de Soldadura Recomendados para Power Mode® - Tabla B.3

C-1ACCESORIOSC-1
EQUIPO OPCIONAL
INSTALADO DE FÁBRICA
No Está Disponible.
INSTALADO DE CAMPO K940 – Kit de Cable de Sensión de VoltajeK1764-1 – Carro de Transporte*K1838-1 – Carro de Transporte Estilo ValetK1796 – Cable de Soldadura Coaxial - (Requiere Adaptador K2176-1)K2176-1 Adaptadores Twist-mate a Terminal* El Kit de Cilindro Dual para K1764-1 es el K1702-1
Conectores de Cable de Soldadura:CABLE de 1/0-2/0 K852-70 CABLE de 2/0-3/0 K852-95
EQUIPO DE LINCOLN COMPATIBLE
Cualquier equipo de alimentación de alambre compati-ble con ArcLink.
POWER WAVE® 355M
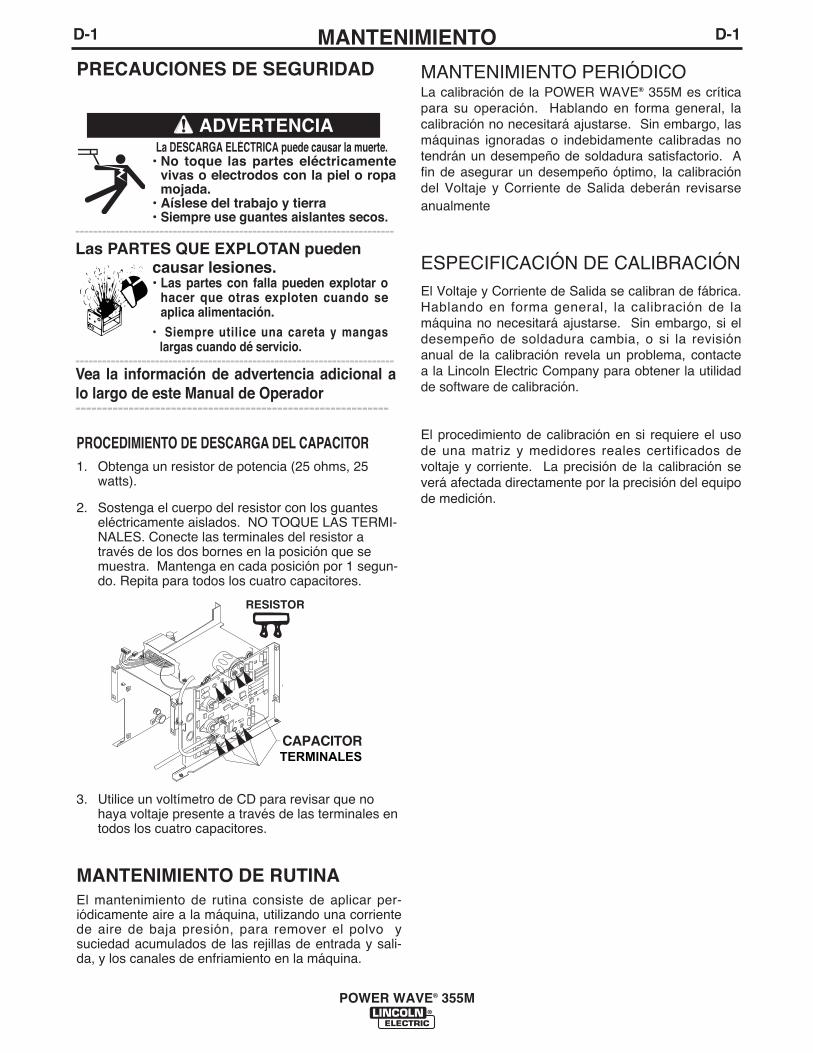
D-1MANTENIMIENTOD-1
POWER WAVE® 355M
PRECAUCIONES DE SEGURIDAD
PROCEDIMIENTO DE DESCARGA DEL CAPACITOR1. Obtenga un resistor de potencia (25 ohms, 25
watts).
2. Sostenga el cuerpo del resistor con los guanteseléctricamente aislados. NO TOQUE LAS TERMI-NALES. Conecte las terminales del resistor através de los dos bornes en la posición que semuestra. Mantenga en cada posición por 1 segun-do. Repita para todos los cuatro capacitores.
3. Utilice un voltímetro de CD para revisar que nohaya voltaje presente a través de las terminales entodos los cuatro capacitores.
MANTENIMIENTO DE RUTINAEl mantenimiento de rutina consiste de aplicar per-iódicamente aire a la máquina, utilizando una corrientede aire de baja presión, para remover el polvo ysuciedad acumulados de las rejillas de entrada y sali-da, y los canales de enfriamiento en la máquina.
TERMINALES
MANTENIMIENTO PERIÓDICOLa calibración de la POWER WAVE® 355M es críticapara su operación. Hablando en forma general, lacalibración no necesitará ajustarse. Sin embargo, lasmáquinas ignoradas o indebidamente calibradas notendrán un desempeño de soldadura satisfactorio. Afin de asegurar un desempeño óptimo, la calibracióndel Voltaje y Corriente de Salida deberán revisarseanualmente
ESPECIFICACIÓN DE CALIBRACIÓNEl Voltaje y Corriente de Salida se calibran de fábrica.Hablando en forma general, la calibración de lamáquina no necesitará ajustarse. Sin embargo, si eldesempeño de soldadura cambia, o si la revisiónanual de la calibración revela un problema, contactea la Lincoln Electric Company para obtener la utilidadde software de calibración.
El procedimiento de calibración en si requiere el usode una matriz y medidores reales certificados devoltaje y corriente. La precisión de la calibración severá afectada directamente por la precisión del equipode medición.
La DESCARGA ELÉCTRICA puede causar la muerte.• No toque las partes eléctricamente
vivas o electrodos con la piel o ropamojada.
• Aíslese del trabajo y tierra• Siempre use guantes aislantes secos.
------------------------------------------------------------------------Las PARTES QUE EXPLOTAN pueden
causar lesiones.• Las partes con falla pueden explotar o
hacer que otras exploten cuando seaplica alimentación.
• Siempre utilice una careta y mangaslargas cuando dé servicio.
------------------------------------------------------------------------Vea la información de advertencia adicional alo largo de este Manual de Operador-----------------------------------------------------------
ADVERTENCIA

POWER WAVE® 355M
E-1LOCALIZACIÓN DE AVERÍASE-1
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas yreparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizado para asistenciaen la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
Esta guía de detección de problemas se proporcionapara ayudarle a localizar y a reparar posibles averíasde la máquina. Simplemente siga el procedimiento detres pasos que se da enseguida.
Paso 1.LOCALIZACIÓN DEL PROBLEMA(SÍNTOMA).Observe debajo de la columna llamada “PROBLEMA(SÍNTOMAS)”. Esta columna describe los síntomasposibles que la máquina pueda presentar. Encuentrela lista que describa de la mejor manera el síntomaque la máquina está presentando.
Paso 2. CAUSA POSIBLE.En la segunda columna llamada “CAUSA POSIBLE”se enumeran los factores que pueden originar el sín-toma en la máquina.
Paso 3.ACCIÓN RECOMENDADAEsta columna proporciona una acción para la CausaPosible, generalmente recomienda que establezcacontacto con su Taller de Servicio de CampoAutorizado por Lincoln local.
Si no entiende o no puede llevar a cabo la AcciónRecomendada de manera segura, contacte su Tallerde Servicio de Campo Lincoln Autorizado
CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS
El servicio y la reparación sólo debe de ser realizado por Personal Capacitado por la Fábrica LincolnElectric. Reparaciones no autorizadas llevadas a cabo en este equipo pueden resultar peligrosaspara el técnico y el operador de la máquina, e invalidará su garantía de fábrica. Por su seguridad ypara evitar una descarga eléctrica, por favor tome en cuenta todas las notas de seguridad y precau-ciones detalladas a lo largo de este manual.
__________________________________________________________________________
ADVERTENCIA
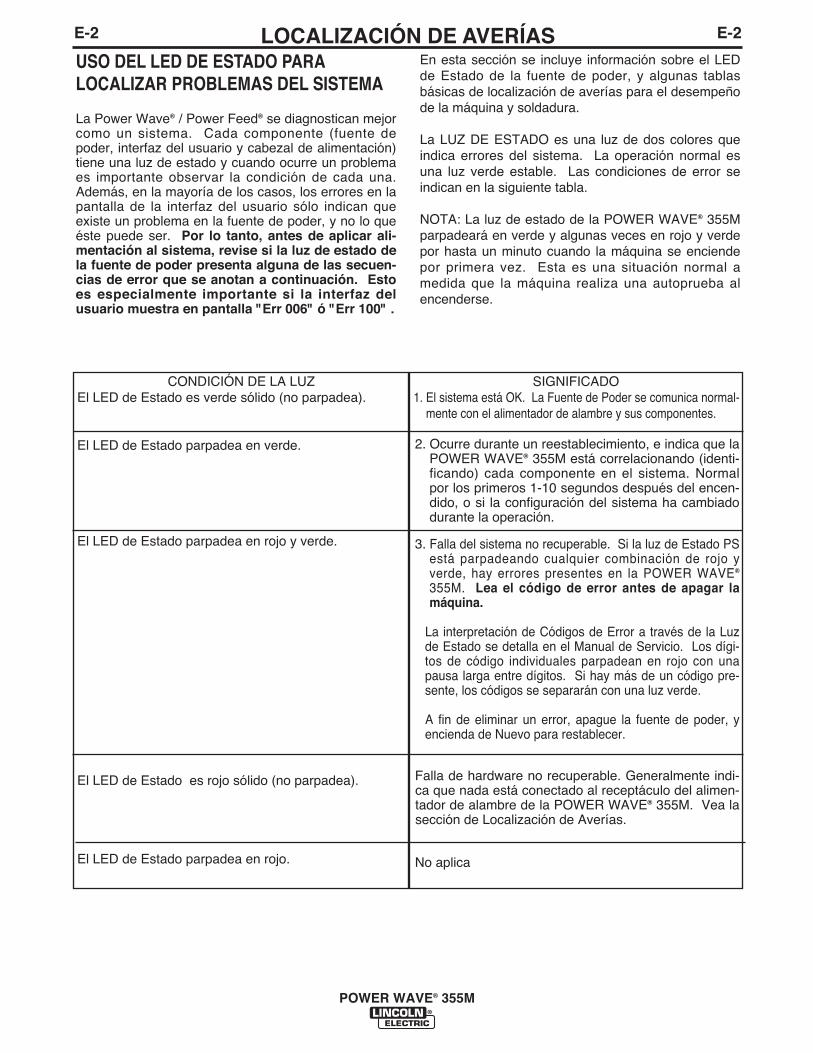
E-2LOCALIZACIÓN DE AVERÍASE-2
POWER WAVE® 355M
USO DEL LED DE ESTADO PARALOCALIZAR PROBLEMAS DEL SISTEMA
La Power Wave® / Power Feed® se diagnostican mejorcomo un sistema. Cada componente (fuente depoder, interfaz del usuario y cabezal de alimentación)tiene una luz de estado y cuando ocurre un problemaes importante observar la condición de cada una.Además, en la mayoría de los casos, los errores en lapantalla de la interfaz del usuario sólo indican queexiste un problema en la fuente de poder, y no lo queéste puede ser. Por lo tanto, antes de aplicar ali-mentación al sistema, revise si la luz de estado dela fuente de poder presenta alguna de las secuen-cias de error que se anotan a continuación. Estoes especialmente importante si la interfaz delusuario muestra en pantalla "Err 006" ó "Err 100" .
En esta sección se incluye información sobre el LEDde Estado de la fuente de poder, y algunas tablasbásicas de localización de averías para el desempeñode la máquina y soldadura.
La LUZ DE ESTADO es una luz de dos colores queindica errores del sistema. La operación normal esuna luz verde estable. Las condiciones de error seindican en la siguiente tabla.
NOTA: La luz de estado de la POWER WAVE® 355Mparpadeará en verde y algunas veces en rojo y verdepor hasta un minuto cuando la máquina se enciendepor primera vez. Esta es una situación normal amedida que la máquina realiza una autoprueba alencenderse.
CONDICIÓN DE LA LUZEl LED de Estado es verde sólido (no parpadea).
El LED de Estado parpadea en verde.
El LED de Estado parpadea en rojo y verde.
El LED de Estado es rojo sólido (no parpadea).
El LED de Estado parpadea en rojo.
SIGNIFICADO1. El sistema está OK. La Fuente de Poder se comunica normal-
mente con el alimentador de alambre y sus componentes.
2. Ocurre durante un reestablecimiento, e indica que laPOWER WAVE® 355M está correlacionando (identi-ficando) cada componente en el sistema. Normalpor los primeros 1-10 segundos después del encen-dido, o si la configuración del sistema ha cambiadodurante la operación.
3. Falla del sistema no recuperable. Si la luz de Estado PSestá parpadeando cualquier combinación de rojo yverde, hay errores presentes en la POWER WAVE®
355M. Lea el código de error antes de apagar lamáquina.
La interpretación de Códigos de Error a través de la Luzde Estado se detalla en el Manual de Servicio. Los dígi-tos de código individuales parpadean en rojo con unapausa larga entre dígitos. Si hay más de un código pre-sente, los códigos se separarán con una luz verde.
A fin de eliminar un error, apague la fuente de poder, yencienda de Nuevo para restablecer.
Falla de hardware no recuperable. Generalmente indi-ca que nada está conectado al receptáculo del alimen-tador de alambre de la POWER WAVE® 355M. Vea lasección de Localización de Averías.
No aplica
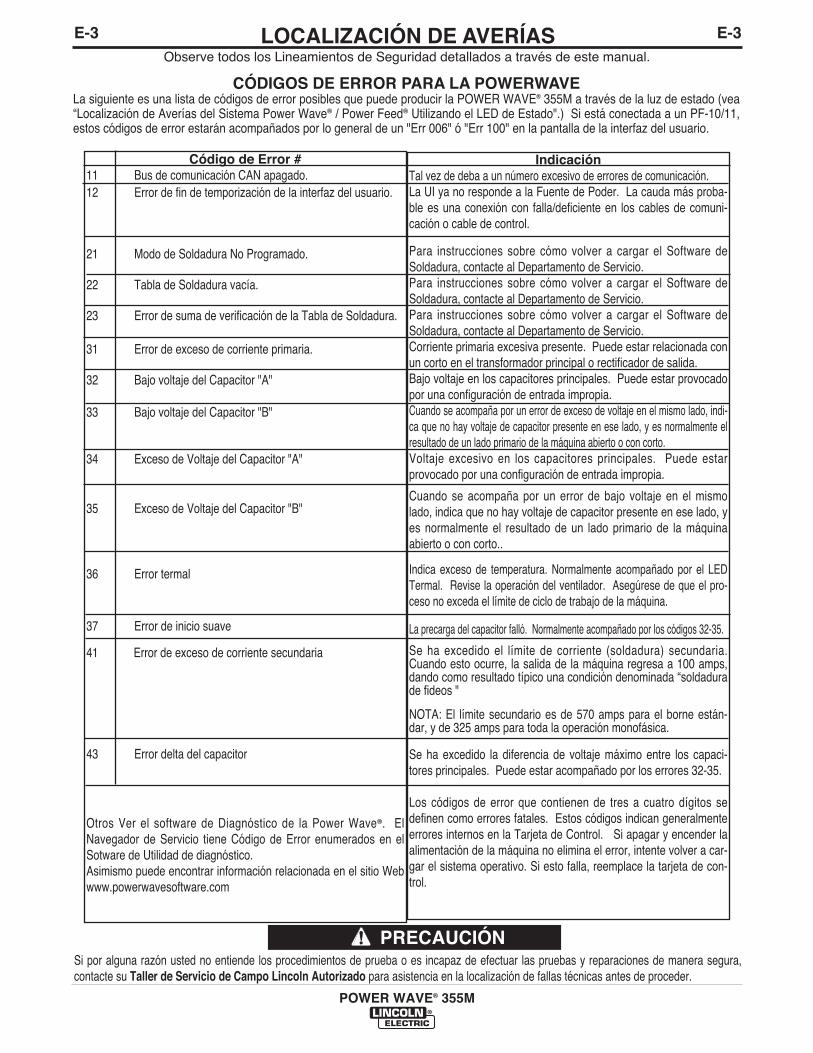
E-3LOCALIZACIÓN DE AVERÍASE-3
POWER WAVE® 355M
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
CÓDIGOS DE ERROR PARA LA POWERWAVELa siguiente es una lista de códigos de error posibles que puede producir la POWER WAVE® 355M a través de la luz de estado (vea“Localización de Averías del Sistema Power Wave® / Power Feed® Utilizando el LED de Estado".) Si está conectada a un PF-10/11,estos códigos de error estarán acompañados por lo general de un "Err 006" ó "Err 100" en la pantalla de la interfaz del usuario.
Código de Error #11 Bus de comunicación CAN apagado.12 Error de fin de temporización de la interfaz del usuario.
21 Modo de Soldadura No Programado.
22 Tabla de Soldadura vacía.
23 Error de suma de verificación de la Tabla de Soldadura.
31 Error de exceso de corriente primaria.
32 Bajo voltaje del Capacitor "A"
33 Bajo voltaje del Capacitor "B"
34 Exceso de Voltaje del Capacitor "A"
35 Exceso de Voltaje del Capacitor "B"
36 Error termal
37 Error de inicio suave
41 Error de exceso de corriente secundaria
43 Error delta del capacitor
Otros Ver el software de Diagnóstico de la Power Wave®. ElNavegador de Servicio tiene Código de Error enumerados en elSotware de Utilidad de diagnóstico.Asimismo puede encontrar información relacionada en el sitio Webwww.powerwavesoftware.com
IndicaciónTal vez de deba a un número excesivo de errores de comunicación.La UI ya no responde a la Fuente de Poder. La cauda más proba-ble es una conexión con falla/deficiente en los cables de comuni-cación o cable de control.
Para instrucciones sobre cómo volver a cargar el Software deSoldadura, contacte al Departamento de Servicio.Para instrucciones sobre cómo volver a cargar el Software deSoldadura, contacte al Departamento de Servicio.Para instrucciones sobre cómo volver a cargar el Software deSoldadura, contacte al Departamento de Servicio.Corriente primaria excesiva presente. Puede estar relacionada conun corto en el transformador principal o rectificador de salida.Bajo voltaje en los capacitores principales. Puede estar provocadopor una configuración de entrada impropia. Cuando se acompaña por un error de exceso de voltaje en el mismo lado, indi-ca que no hay voltaje de capacitor presente en ese lado, y es normalmente elresultado de un lado primario de la máquina abierto o con corto.Voltaje excesivo en los capacitores principales. Puede estarprovocado por una configuración de entrada impropia.
Cuando se acompaña por un error de bajo voltaje en el mismolado, indica que no hay voltaje de capacitor presente en ese lado, yes normalmente el resultado de un lado primario de la máquinaabierto o con corto..
Indica exceso de temperatura. Normalmente acompañado por el LEDTermal. Revise la operación del ventilador. Asegúrese de que el pro-ceso no exceda el límite de ciclo de trabajo de la máquina.
La precarga del capacitor falló. Normalmente acompañado por los códigos 32-35.
Se ha excedido el límite de corriente (soldadura) secundaria.Cuando esto ocurre, la salida de la máquina regresa a 100 amps,dando como resultado típico una condición denominada “soldadurade fideos "
NOTA: El límite secundario es de 570 amps para el borne están-dar, y de 325 amps para toda la operación monofásica.
Se ha excedido la diferencia de voltaje máximo entre los capaci-tores principales. Puede estar acompañado por los errores 32-35.
Los códigos de error que contienen de tres a cuatro dígitos sedefinen como errores fatales. Estos códigos indican generalmenteerrores internos en la Tarjeta de Control. Si apagar y encender laalimentación de la máquina no elimina el error, intente volver a car-gar el sistema operativo. Si esto falla, reemplace la tarjeta de con-trol.
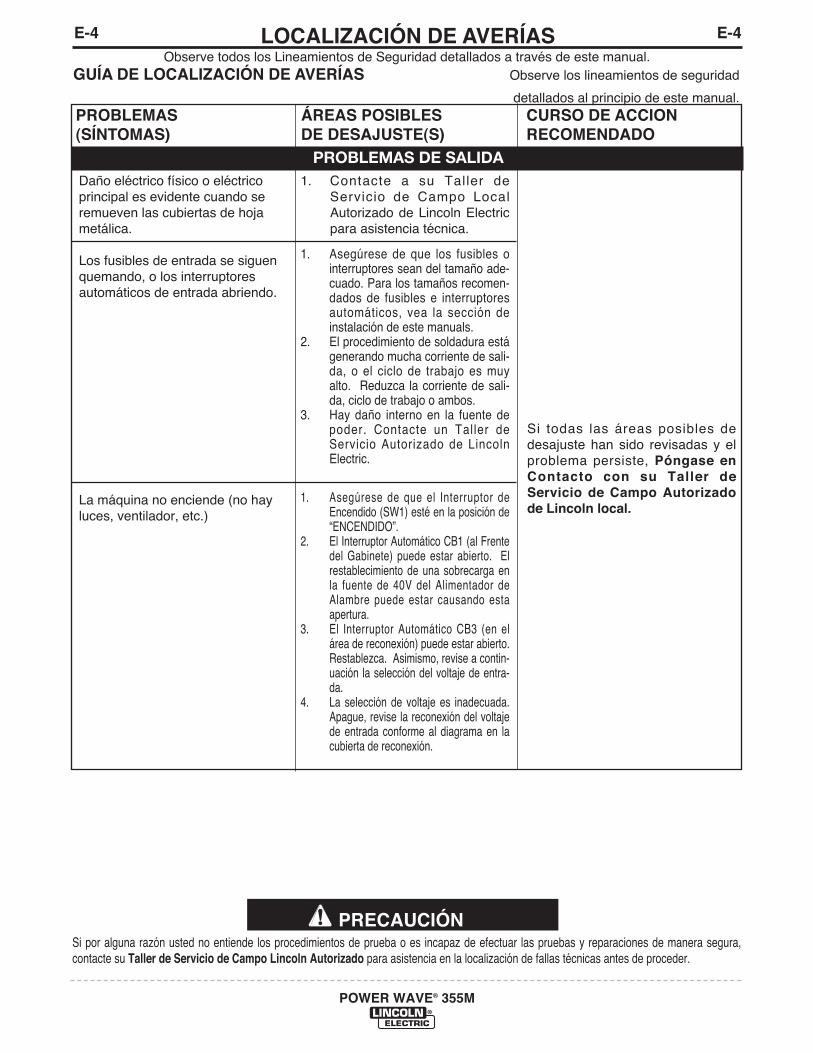
E-4LOCALIZACIÓN DE AVERÍASE-4
POWER WAVE® 355M
Observe todos los Lineamientos de Seguridad detallados a través de este manual.GUÍA DE LOCALIZACIÓN DE AVERÍAS Observe los lineamientos de seguridad
detallados al principio de este manual.
PRECAUCIÓNSi por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PROBLEMAS(SÍNTOMAS)
ÁREAS POSIBLESDE DESAJUSTE(S)
CURSO DE ACCIONRECOMENDADO
PROBLEMAS DE SALIDADaño eléctrico físico o eléctricoprincipal es evidente cuando seremueven las cubiertas de hojametálica.
Los fusibles de entrada se siguenquemando, o los interruptoresautomáticos de entrada abriendo.
La máquina no enciende (no hayluces, ventilador, etc.)
1. Contacte a su Taller deServicio de Campo LocalAutorizado de Lincoln Electricpara asistencia técnica.
1. Asegúrese de que los fusibles ointerruptores sean del tamaño ade-cuado. Para los tamaños recomen-dados de fusibles e interruptoresautomáticos, vea la sección deinstalación de este manuals.
2. El procedimiento de soldadura estágenerando mucha corriente de sali-da, o el ciclo de trabajo es muyalto. Reduzca la corriente de sali-da, ciclo de trabajo o ambos.
3. Hay daño interno en la fuente depoder. Contacte un Taller deServicio Autorizado de LincolnElectric.
1. Asegúrese de que el Interruptor deEncendido (SW1) esté en la posición de“ENCENDIDO”.
2. El Interruptor Automático CB1 (al Frentedel Gabinete) puede estar abierto. Elrestablecimiento de una sobrecarga enla fuente de 40V del Alimentador deAlambre puede estar causando estaapertura.
3. El Interruptor Automático CB3 (en elárea de reconexión) puede estar abierto.Restablezca. Asimismo, revise a contin-uación la selección del voltaje de entra-da.
4. La selección de voltaje es inadecuada.Apague, revise la reconexión del voltajede entrada conforme al diagrama en lacubierta de reconexión.
Si todas las áreas posibles dedesajuste han sido revisadas y elproblema persiste, Póngase enContacto con su Taller deServicio de Campo Autorizadode Lincoln local.
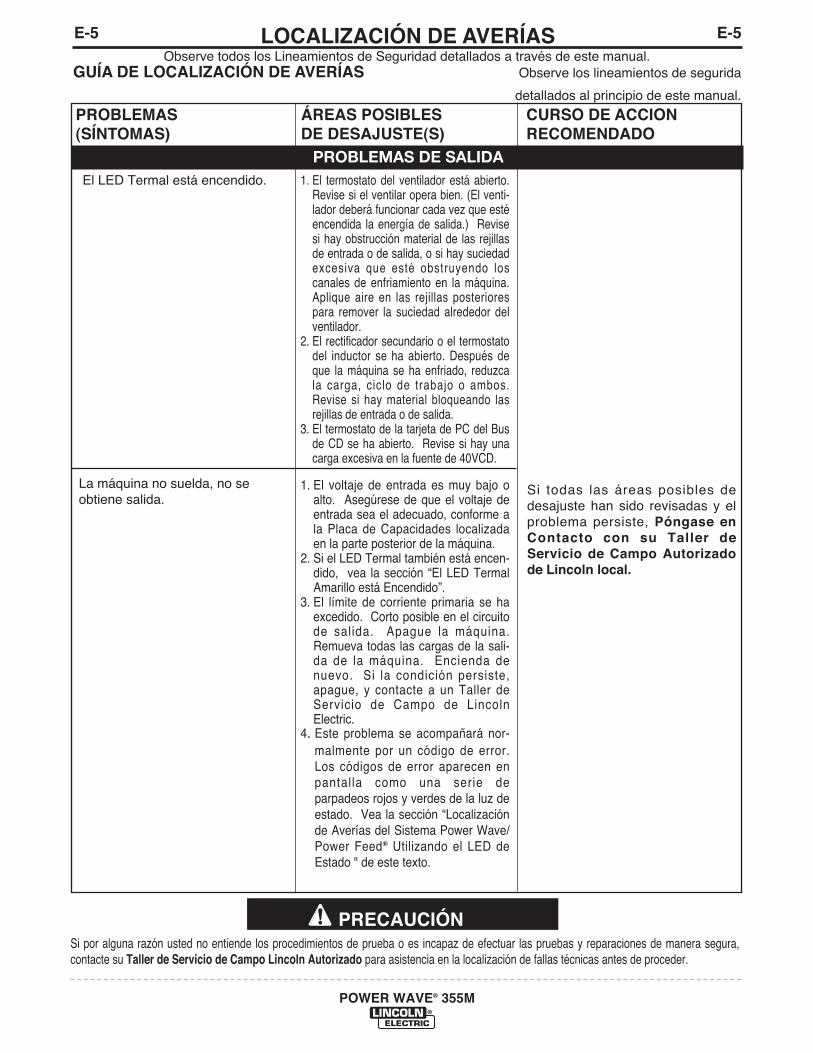
E-5LOCALIZACIÓN DE AVERÍASE-5
POWER WAVE® 355M
Observe todos los Lineamientos de Seguridad detallados a través de este manual.GUÍA DE LOCALIZACIÓN DE AVERÍAS Observe los lineamientos de segurida
detallados al principio de este manual.
PRECAUCIÓNSi por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PROBLEMAS(SÍNTOMAS)
ÁREAS POSIBLESDE DESAJUSTE(S)
CURSO DE ACCIONRECOMENDADO
PROBLEMAS DE SALIDAEl LED Termal está encendido.
La máquina no suelda, no seobtiene salida.
1. El termostato del ventilador está abierto.Revise si el ventilar opera bien. (El venti-lador deberá funcionar cada vez que estéencendida la energía de salida.) Revisesi hay obstrucción material de las rejillasde entrada o de salida, o si hay suciedadexcesiva que esté obstruyendo loscanales de enfriamiento en la máquina.Aplique aire en las rejillas posteriorespara remover la suciedad alrededor delventilador.
2. El rectificador secundario o el termostatodel inductor se ha abierto. Después deque la máquina se ha enfriado, reduzcala carga, ciclo de trabajo o ambos.Revise si hay material bloqueando lasrejillas de entrada o de salida.
3. El termostato de la tarjeta de PC del Busde CD se ha abierto. Revise si hay unacarga excesiva en la fuente de 40VCD.
1. El voltaje de entrada es muy bajo oalto. Asegúrese de que el voltaje deentrada sea el adecuado, conforme ala Placa de Capacidades localizadaen la parte posterior de la máquina.
2. Si el LED Termal también está encen-dido, vea la sección “El LED TermalAmarillo está Encendido”.
3. El límite de corriente primaria se haexcedido. Corto posible en el circuitode salida. Apague la máquina.Remueva todas las cargas de la sali-da de la máquina. Encienda denuevo. Si la condición persiste,apague, y contacte a un Taller deServicio de Campo de LincolnElectric.
4. Este problema se acompañará nor-malmente por un código de error.Los códigos de error aparecen enpantalla como una serie deparpadeos rojos y verdes de la luz deestado. Vea la sección “Localizaciónde Averías del Sistema Power Wave/Power Feed® Utilizando el LED deEstado " de este texto.
Si todas las áreas posibles dedesajuste han sido revisadas y elproblema persiste, Póngase enContacto con su Taller deServicio de Campo Autorizadode Lincoln local.
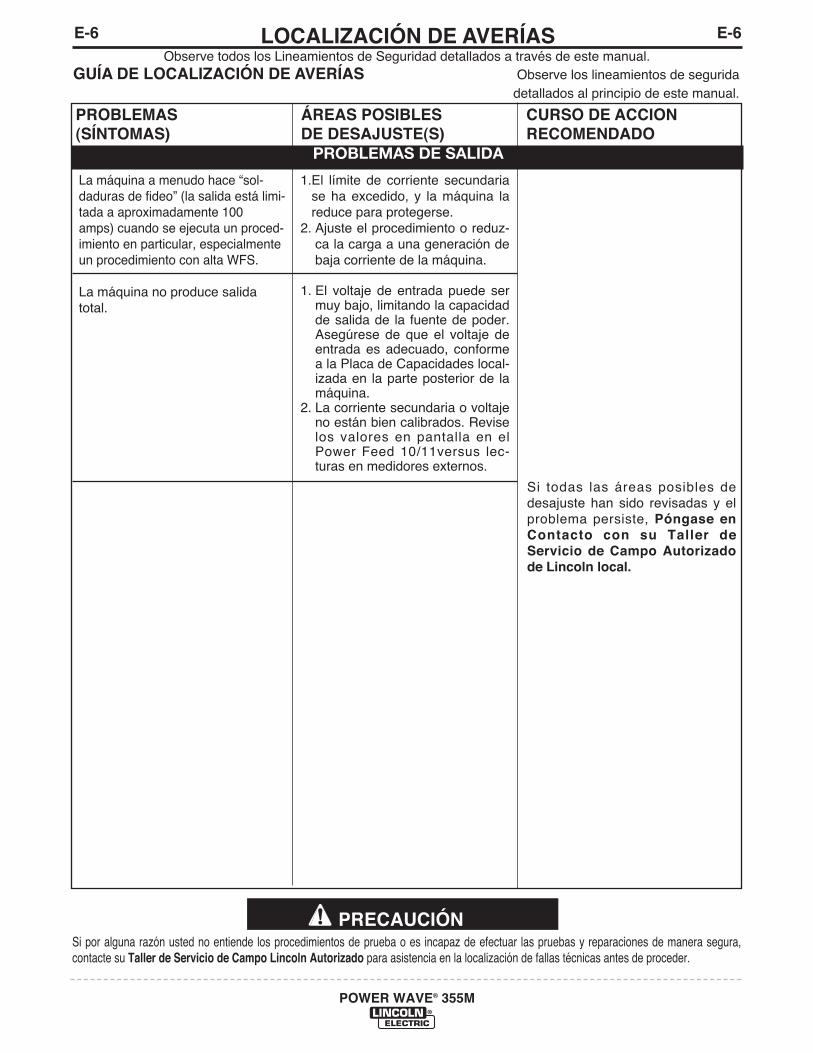
E-6LOCALIZACIÓN DE AVERÍASE-6
POWER WAVE® 355M
Observe todos los Lineamientos de Seguridad detallados a través de este manual.GUÍA DE LOCALIZACIÓN DE AVERÍAS Observe los lineamientos de segurida
detallados al principio de este manual.
PRECAUCIÓNSi por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PROBLEMAS(SÍNTOMAS)
ÁREAS POSIBLESDE DESAJUSTE(S)
CURSO DE ACCIONRECOMENDADO
PROBLEMAS DE SALIDA
La máquina a menudo hace “sol-daduras de fideo” (la salida está limi-tada a aproximadamente 100amps) cuando se ejecuta un proced-imiento en particular, especialmenteun procedimiento con alta WFS.
La máquina no produce salidatotal.
1.El límite de corriente secundariase ha excedido, y la máquina lareduce para protegerse.
2. Ajuste el procedimiento o reduz-ca la carga a una generación debaja corriente de la máquina.
1. El voltaje de entrada puede sermuy bajo, limitando la capacidadde salida de la fuente de poder.Asegúrese de que el voltaje deentrada es adecuado, conformea la Placa de Capacidades local-izada en la parte posterior de lamáquina.
2. La corriente secundaria o voltajeno están bien calibrados. Reviselos valores en pantalla en elPower Feed 10/11versus lec-turas en medidores externos.
Si todas las áreas posibles dedesajuste han sido revisadas y elproblema persiste, Póngase enContacto con su Taller deServicio de Campo Autorizadode Lincoln local.
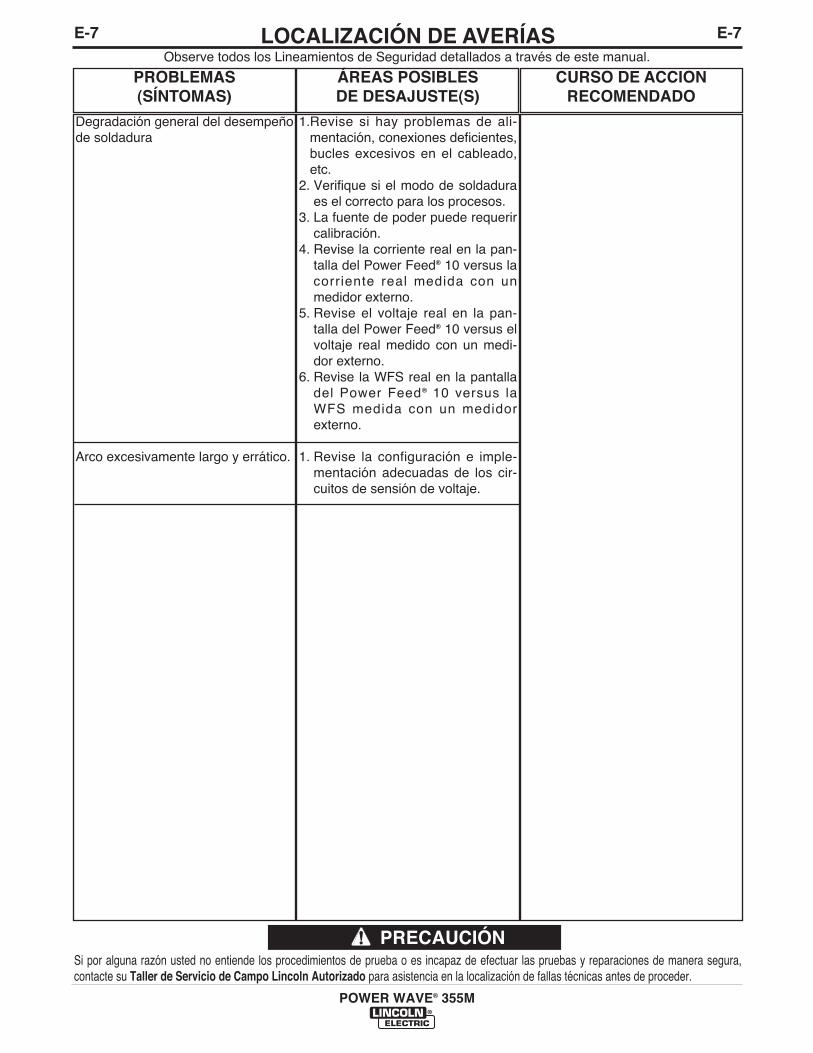
E-7LOCALIZACIÓN DE AVERÍASE-7
POWER WAVE® 355M
Observe todos los Lineamientos de Seguridad detallados a través de este manual.
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
PROBLEMAS(SÍNTOMAS)
ÁREAS POSIBLESDE DESAJUSTE(S)
CURSO DE ACCIONRECOMENDADO
Degradación general del desempeñode soldadura
Arco excesivamente largo y errático.
1.Revise si hay problemas de ali-mentación, conexiones deficientes,bucles excesivos en el cableado,etc.
2. Verifique si el modo de soldaduraes el correcto para los procesos.
3. La fuente de poder puede requerircalibración.
4. Revise la corriente real en la pan-talla del Power Feed® 10 versus lacorriente real medida con unmedidor externo.
5. Revise el voltaje real en la pan-talla del Power Feed® 10 versus elvoltaje real medido con un medi-dor externo.
6. Revise la WFS real en la pantalladel Power Feed® 10 versus laWFS medida con un medidorexterno.
1. Revise la configuración e imple-mentación adecuadas de los cir-cuitos de sensión de voltaje.
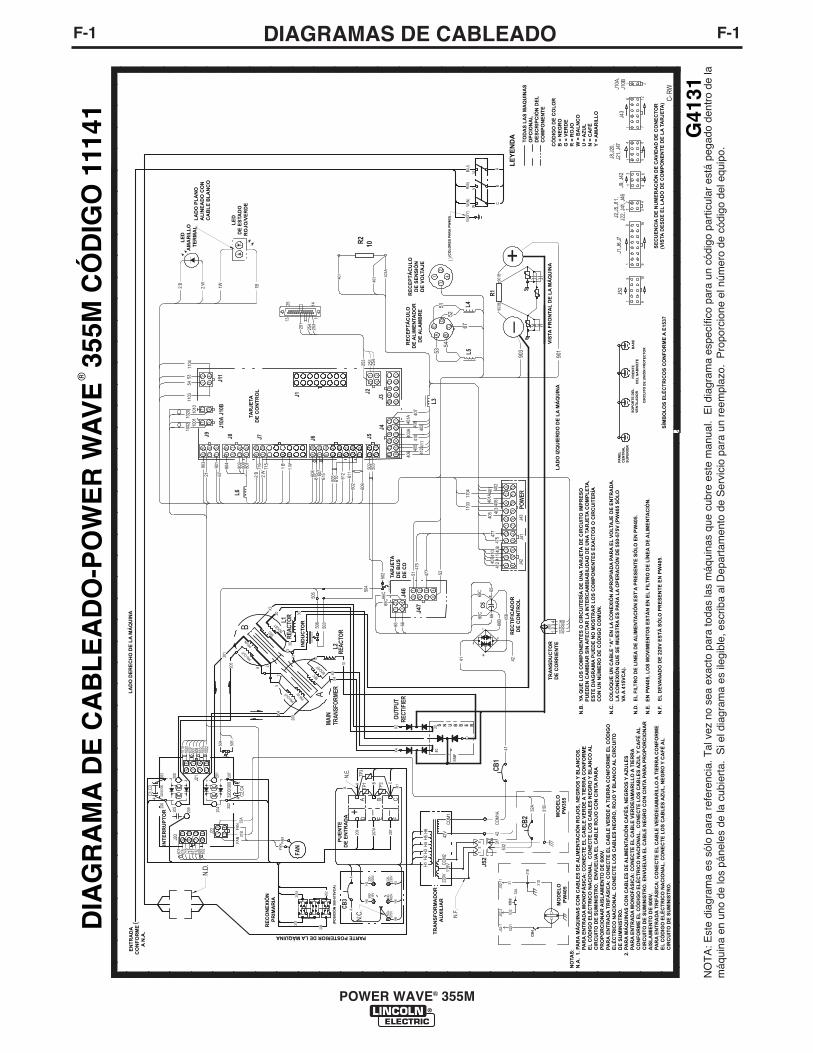
F-1DIAGRAMAS DE CABLEADOF-1
POWER WAVE® 355M
NO
TA
: Est
e di
agra
ma
es s
ólo
para
ref
eren
cia.
Tal
vez
no
sea
exac
to p
ara
toda
s la
s m
áqui
nas
que
cubr
e es
te m
anua
l. E
l dia
gram
a es
pecí
fico
para
un
códi
go p
artic
ular
est
á pe
gado
den
tro
de la
máq
uina
en
uno
de lo
s pá
nele
s de
la c
ubie
rta.
Si e
l dia
gram
a es
ileg
ible
, esc
riba
al D
epar
tam
ento
de
Ser
vici
o pa
ra u
n re
empl
azo.
Pro
porc
ione
el n
úmer
o de
cód
igo
del e
quip
o.
ENTR
AD
AC
ON
FOR
ME
A N
.A.
INTE
RR
UPT
OR
REC
ON
EXIÓ
N
PRIM
AR
IA
PARTE POSTERIOR DE LA MÁQUINA
(PO
SIC
IÓN
380
-575
VCA
)
PUEN
TE
DE
ENTR
AD
A
TRA
NSF
OR
MA
DO
R
AU
XILI
AR
MO
DEL
OPW
405
MO
DEL
OPW
355
NO
TAS:
N.A
. 1.
PA
RA
MÁ
QU
INA
S C
ON
CA
BLE
S D
E A
LIM
ENTA
CIÓ
N R
OJO
S, N
EGR
OS
Y B
LAN
CO
S.
P
AR
A EN
TRA
DA
MO
NO
FÁSI
CA
: CO
NEC
TE E
L C
AB
LE V
ERD
E A
TIER
RA
CO
NFO
RM
E
E
L C
ÓD
IGO
ELÉ
CTR
ICO
NA
CIO
NA
L. C
ON
ECTE
LO
S C
AB
LES
NEG
RO
Y B
LAN
CO
AL
CIR
CU
ITO
DE
SUM
INIS
TRO
. EN
VUEL
VA E
L C
AB
LE R
OJO
CO
N C
INTA
PA
RA
PR
OPO
RC
ION
AR
AIS
LAM
IEN
TO D
E 60
0V.
PA
RA
ENTR
AD
A TR
IFÁ
SIC
A: C
ON
ECTE
EL
CA
BLE
VER
DE
A TI
ERR
A C
ON
FOR
ME
EL C
ÓD
IGO
E
LÉC
TRIC
O N
AC
ION
AL.
CO
NEC
TE L
OS
CA
BLE
S N
EGR
O, R
OJO
Y B
LAN
CO
AL
CIR
CU
ITO
D
E SU
MIN
ISTR
O.
2.
PA
RA
MÁ
QU
INA
S C
ON
CA
BLE
S D
E A
LIM
ENTA
CIÓ
N C
AFÉ
S, N
EGR
OS
Y A
ZULE
S
P
AR
A EN
TRA
DA
MO
NO
FÁSI
CA
: CO
NEC
TE E
L C
AB
LE V
ERD
E/A
MA
RIL
LO A
TIE
RR
A
C
ON
FOR
ME
EL C
ÓD
IGO
ELÉ
CTR
ICO
NA
CIO
NA
L. C
ON
ECTE
LO
S C
AB
LES
AZU
L Y
CA
FÉ A
L
C
IRC
UIT
O D
E SU
MIN
ISTR
O. E
NVU
ELVA
EL
CA
BLE
NEG
RO
CO
N C
INTA
PA
RA
PRO
POR
CIO
NA
R
A
ISLA
MIE
NTO
DE
600V
.
P
AR
A EN
TRA
DA
TRIF
ÁSI
CA
: CO
NEC
TE E
L C
AB
LE V
ERD
E/A
MA
RIL
LO A
TIE
RR
A C
ON
FOR
ME
EL
CÓ
DIG
O E
LÉC
TRIC
O N
AC
ION
AL.
CO
NEC
TE L
OS
CA
BLE
S A
ZUL,
NEG
RO
Y C
AFÉ
AL
CIR
CU
ITO
DE
SUM
INIS
TRO
.
N.B
. YA
QU
E LO
S C
OM
PON
ENTE
S O
CIR
CU
ITER
ÍA D
E U
NA
TAR
JETA
DE
CIR
CU
ITO
IMPR
ESO
PU
EDEN
CA
MB
IAR
SIN
AFE
CTA
R L
A IN
TER
CA
MB
IAB
ILID
AD
DE
UN
A TA
RJE
TA C
OM
PLET
A,
ES
TE D
IAG
RA
MA
PUED
E N
O M
OST
RA
R L
OS
CO
MPO
NEN
TES
EXA
CTO
S O
CIR
CU
ITER
ÍA
C
ON
UN
NÚ
MER
O D
E C
ÓD
IGO
CO
MÚ
N.
N.C
. C
OLO
QU
E U
N C
AB
LE “
A”
EN L
A C
ON
EXIÓ
N A
PRO
PIA
DA
PAR
A EL
VO
LTA
JE D
E EN
TRA
DA
.
LA C
ON
EXIÓ
N Q
UE
SE M
UES
TRA
ES P
AR
A LA
OPE
RA
CIÓ
N D
E 55
0-57
5V (P
W40
5 SÓ
LO
VA
A 4
15VC
A).
N.D
. EL
FIL
TRO
DE
LIN
EA D
E A
LIM
ENTA
CIÓ
N E
ST’A
PR
ESEN
TE S
ÓLO
EN
PW
405.
N.E
. EN
PW
405,
LO
S M
OVI
MIE
NTO
S ES
TÁN
EN
EL
FILT
RO
DE
LÍN
EA D
E A
LIM
ENTA
CIÓ
N.
N.F
. E
L D
EVA
NA
DO
DE
220V
EST
Á S
ÓLO
PR
ESEN
TE E
N P
W40
5.
IND
UC
TOR
TAR
JETA
D
E B
US
DE
CD
REC
TIFI
CA
DO
RD
E C
ON
TRO
L
TRA
NSD
UC
TOR
DE
CO
RR
IEN
TE
TAR
JETA
D
E C
ON
TRO
L
LAD
O D
EREC
HO
DE
LA M
ÁQ
UIN
A
LAD
O IZ
QU
IER
DO
DE
LA M
ÁQ
UIN
A
LED
A
MA
RIL
LO
TER
MA
LLA
DO
PLA
NO
ALI
NEA
DO
CO
N
CA
BLE
BLA
NC
O
LED
D
E ES
TAD
O
RO
JO/V
ERD
E
REC
EPTÁ
CU
LOD
E A
LIM
ENTA
DO
RD
E A
LAM
BR
E
REC
EPTÁ
CU
LOD
E SE
NSI
ÓN
DE
VOLT
AJE
(CO
LOR
ES P
AR
A PW
405)
VIST
A FR
ON
TAL
DE
LA M
ÁQ
UIN
A
LEYE
ND
A TOD
AS
LAS
MA
QU
INA
SO
PCIO
NA
LD
ESC
RIP
CIÓ
N D
EL
CO
MPO
NEN
TE
CÓ
DIG
O D
E C
OLO
RB
= N
EGR
OG
= V
ERD
ER
= R
OJO
W =
BA
LNC
OU
= A
ZUL
N =
CA
FÉY
= A
MA
RIL
LO
PAN
EL
CEN
TRA
L SU
PER
IOR
SOPO
RTE
DEL
VE
NTI
LAD
OR
FREN
TE D
EL G
AB
INET
EB
ASE
CIR
CU
ITO
DE
UN
IÓN
PR
OTE
CTO
R
SÍM
BO
LOS
ELÉC
TRIC
OS
CO
NFO
RM
E A
E153
7SE
CU
ENC
IA D
E N
UM
ERA
CIÓ
N D
E C
AVID
AD
DE
CO
NEC
TOR
(VIS
TA D
ESD
E EL
LA
DO
DE
CO
MPO
NEN
TE D
E LA
TA
RJE
TA)
G41
31
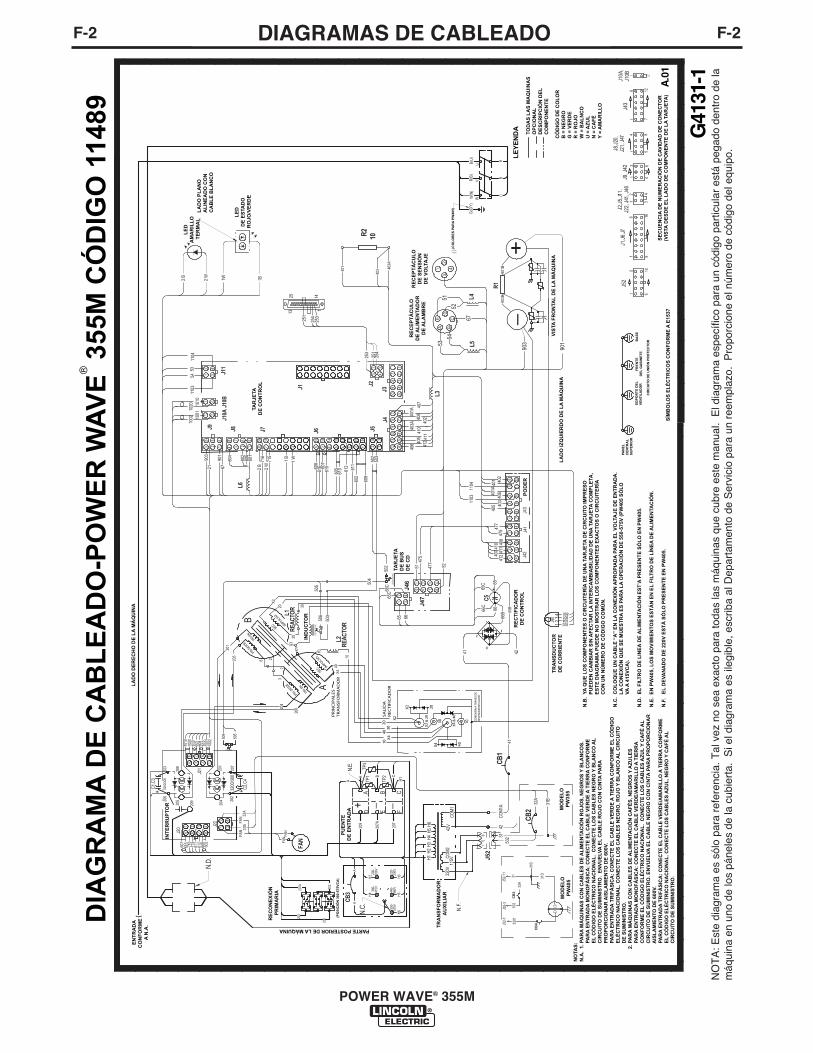
F-2F-2
POWER WAVE® 355M
NO
TA
: Est
e di
agra
ma
es s
ólo
para
ref
eren
cia.
Tal
vez
no
sea
exac
to p
ara
toda
s la
s m
áqui
nas
que
cubr
e es
te m
anua
l. E
l dia
gram
a es
pecí
fico
para
un
códi
go p
artic
ular
est
á pe
gado
den
tro
de la
máq
uina
en
uno
de lo
s pá
nele
s de
la c
ubie
rta.
Si e
l dia
gram
a es
ileg
ible
, esc
riba
al D
epar
tam
ento
de
Ser
vici
o pa
ra u
n re
empl
azo.
Pro
porc
ione
el n
úmer
o de
cód
igo
del e
quip
o.
DIAGRAMAS DE CABLEADO
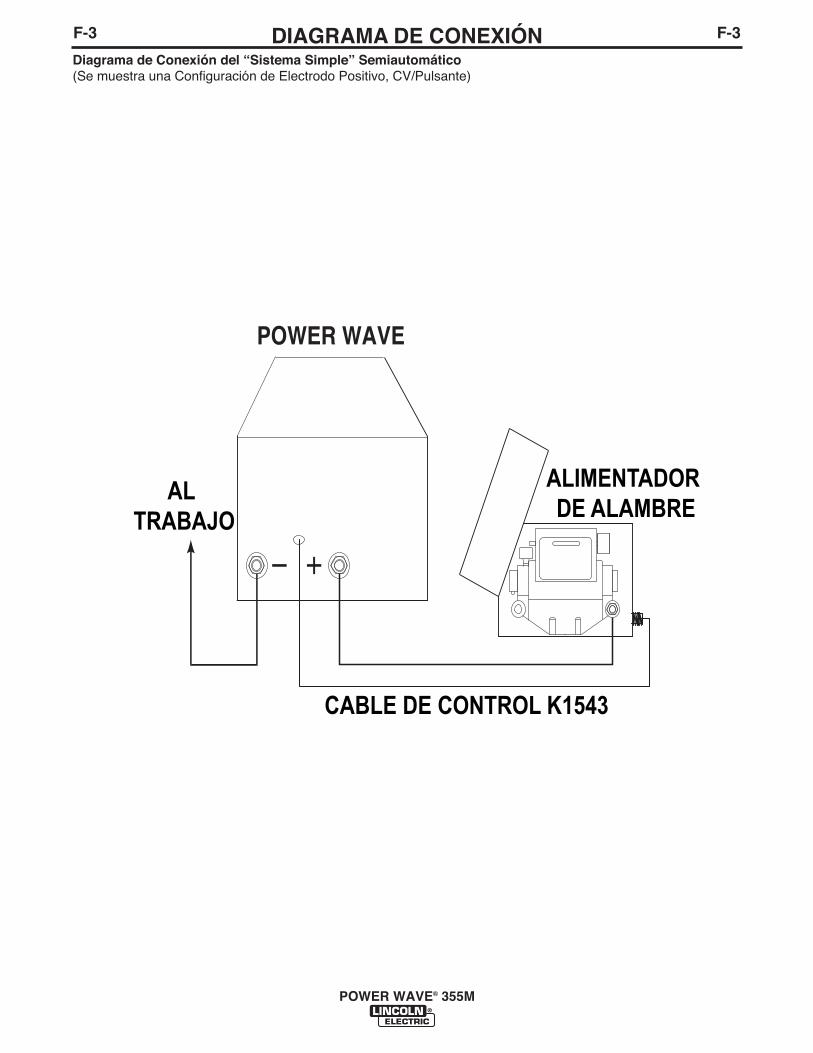
F-3DIAGRAMA DE CONEXIÓNF-3
POWER WAVE® 355M
Diagrama de Conexión del “Sistema Simple” Semiautomático(Se muestra una Configuración de Electrodo Positivo, CV/Pulsante)
AL TRABAJO
ALIMENTADOR DE ALAMBRE
CABLE DE CONTROL K1543
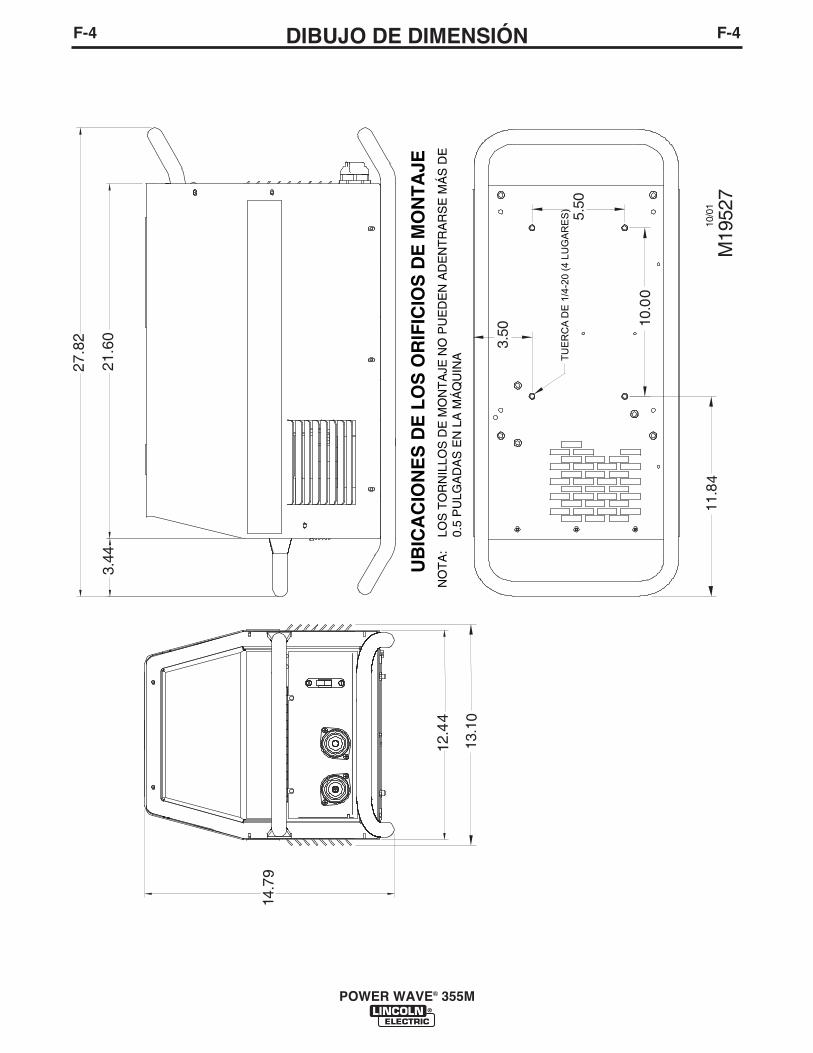
F-4DIBUJO DE DIMENSIÓNF-4
POWER WAVE® 355M
UBICACIONES
DE
LOS
ORIFICIOS
DE
MONTAJE
NO
TA
: L
OS
TO
RN
ILLO
S D
E M
ON
TA
JE N
O P
UE
DE
N A
DE
NTR
AR
SE
MÁ
S D
E
0.
5 P
ULG
AD
AS
EN
LA
MÁ
QU
INA TU
ER
CA
DE
1/4
-20
(4 L
UG
AR
ES
)

NOTAS
POWER WAVE® 355M

NOTAS
POWER WAVE® 355M
WARNING
AVISO DEPRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
READ AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BEUSED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOSCONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS AETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.
LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.
� Do not touch electrically live parts orelectrode with skin or wet clothing.
� Insulate yourself from work andground.
� No toque las partes o los electrodosbajo carga con la piel o ropa moja-da.
� Aislese del trabajo y de la tierra.
� Ne laissez ni la peau ni des vête-ments mouillés entrer en contactavec des pièces sous tension.
� Isolez-vous du travail et de la terre.
� Berühren Sie keine stromführendenTeile oder Elektroden mit IhremKörper oder feuchter Kleidung!
� Isolieren Sie sich von denElektroden und dem Erdboden!
� Não toque partes elétricas e elec-trodos com a pele ou roupa molha-da.
� Isole-se da peça e terra.
� Keep flammable materials away.
� Mantenga el material combustiblefuera del área de trabajo.
� Gardez à l’écart de tout matérielinflammable.
� Entfernen Sie brennbarres Material!
� Mantenha inflamáveis bem guarda-dos.
� Wear eye, ear and body protection.
� Protéjase los ojos, los oídos y elcuerpo.
� Protégez vos yeux, vos oreilles etvotre corps.
� Tragen Sie Augen-, Ohren- und Kör-perschutz!
� Use proteção para a vista, ouvido ecorpo.
WARNING
AVISO DEPRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA ASPRÁTICAS DE SEGURANÇA DO EMPREGADOR.
� Keep your head out of fumes.� Use ventilation or exhaust to
remove fumes from breathing zone.
� Los humos fuera de la zona de res-piración.
� Mantenga la cabeza fuera de loshumos. Utilice ventilación oaspiración para gases.
� Gardez la tête à l’écart des fumées.� Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zonesde travail.
� Vermeiden Sie das Einatmen vonSchweibrauch!
� Sorgen Sie für gute Be- undEntlüftung des Arbeitsplatzes!
� Mantenha seu rosto da fumaça.� Use ventilação e exhaustão para
remover fumo da zona respiratória.
� Turn power off before servicing.
� Desconectar el cable de ali-mentación de poder de la máquinaantes de iniciar cualquier servicio.
� Débranchez le courant avant l’entre-tien.
� Strom vor Wartungsarbeitenabschalten! (Netzstrom völlig öff-nen; Maschine anhalten!)
� Não opere com as tampas removidas.� Desligue a corrente antes de fazer
serviço.� Não toque as partes elétricas nuas.
� Do not operate with panel open orguards off.
� No operar con panel abierto oguardas quitadas.
� N’opérez pas avec les panneauxouverts ou avec les dispositifs deprotection enlevés.
� Anlage nie ohne Schutzgehäuseoder Innenschutzverkleidung inBetrieb setzen!
� Mantenha-se afastado das partesmoventes.
� Não opere com os paineis abertosou guardas removidas.
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •