Mantenimiento Industrial (2014) (2)
239
Mantenimiento Industrial. Defi nimos hab itu almente man ten imiento como el con jun to de téc nic as destinadas a conservar equipos e instalaciones en servicio durante el mayor tiempo posible y con el máximo rendimiento. El mantenimi ent o ind ust rial es la capaci dad de pro duc ir con calidad, segur idad y rentabilidad. El ingreso de un producto o servicio al mercado implica una mejora en los recursos de gestión de calidad por lo que el mantenimiento industrial surge en la necesidad de las empresas de mantener una producción constante. on este curso aprenderemos la clasificación del mantenimiento industrial, clasificación de tiemp o y fallos y técnic as espec!ficas de manten imiento aplic ables en el mante nimien to industrial, imprescindibles para una mejora continua. "a gesti ón del mantenimi ento se divid e en# manual del manten imien to, indispensabl e para cual quie r ti po y ta ma $o de industria% pl an del mante ni mie nto# la fiab il idad y la disponibilidad de una planta industrial o de un edificio dependen de su dise$o y de la calidad de su montaje% y la planificación. Tema# Mantenimiento Industrial. Introducción y Fundamentos . PARTE I.- &ntroducción. onsideraciones 'undamentales. (estión del )antenimiento. MANTENIMIENTO *uando todo va bien, nadie recuerda que existe* *uando algo va mal, dicen que no existe* *uando es para gastar, se dice que no es necesario* *+ero cuando realmente no existe, todos concuerdan en que deber!a existir* .-/E "a empresa es un sistema en el que se coordinan factores de producción, financiación y mar0eting para obtener sus fines. En el sistema de empresa privada, el éxito y el fracaso dependen de la capacidad que se tenga para conseguir la aceptación de los consumidores frente a los competidores y lograr la consecución de beneficios. "a competencia asegura que, a largo pla1o, las empresas que satisfagan las demandas de los consumidores tengan éxito y que aquellas que no lo hagan desapare1can y sean reempla1adas por otras. 1
-
Upload
renepicado12 -
Category
Documents
-
view
215 -
download
0
Transcript of Mantenimiento Industrial (2014) (2)

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 1/239
Mantenimiento Industrial.Definimos habitualmente mantenimiento como el conjunto de técnicas destinadas aconservar equipos e instalaciones en servicio durante el mayor tiempo posible y con elmáximo rendimiento.
El mantenimiento industrial es la capacidad de producir con calidad, seguridad yrentabilidad. El ingreso de un producto o servicio al mercado implica una mejora en losrecursos de gestión de calidad por lo que el mantenimiento industrial surge en la necesidadde las empresas de mantener una producción constante.
on este curso aprenderemos la clasificación del mantenimiento industrial, clasificación detiempo y fallos y técnicas espec!ficas de mantenimiento aplicables en el mantenimientoindustrial, imprescindibles para una mejora continua.
"a gestión del mantenimiento se divide en# manual del mantenimiento, indispensable paracualquier tipo y tama$o de industria% plan del mantenimiento# la fiabilidad y ladisponibilidad de una planta industrial o de un edificio dependen de su dise$o y de lacalidad de su montaje% y la planificación.
Tema# Mantenimiento Industrial. Introducción y Fundamentos.
PARTE I.-
&ntroducción.onsideraciones 'undamentales.
(estión del )antenimiento.
MANTENIMIENTO
* uando todo va bien, nadie recuerda que existe** uando algo va mal, dicen que no existe*
* uando es para gastar, se dice que no es necesario**+ero cuando realmente no existe, todos concuerdan en que deber!a existir*
.- /E
"a empresa es un sistema en el que se coordinan factores de producción, financiación ymar0eting para obtener sus fines.
En el sistema de empresa privada, el éxito y el fracaso dependen de la capacidad que setenga para conseguir la aceptación de los consumidores frente a los competidores y lograr la consecución de beneficios. "a competencia asegura que, a largo pla1o, las empresas quesatisfagan las demandas de los consumidores tengan éxito y que aquellas que no lo hagandesapare1can y sean reempla1adas por otras.
1
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 2/239
En este escenario, el mantenimiento se destaca como la 2nica función operacional queinfluye y mejora los tres ejes determinantes del rendimiento industrial al mismo tiempo, osea, costo, pla1o y calidad de productos y3o servicios.
CONSIDERACIONES F NDAMENTA!ES. ". Mantenimiento Industrial
Definimos habitualmente mantenimiento como el conjunto de técnicas destinadas aconservar equipos e instalaciones en servicio durante el mayor tiempo posible 4buscando lamás alta disponibilidad5 y con el máximo rendimiento.
s!, nuestra premisa es que, la estrategia óptima de mantenimiento es aquella que minimi1ael efecto conjunto de los componentes de costos, es decir, identifica el punto donde el costode reparación es menor que el costo de la pérdida de producción. El costo total delmantenimiento está influido por el costo de mantenimiento regular 4costo de reparación5 y por el costo de la falla 4pérdida de producción5.
Tema# Mantenimiento Industrial. $istoria y E%olución.
$istoria y E%olución del Mantenimiento
El concepto ha ido evolucionando desde la simple función de arreglar y reparar los equipos para asegurar la producción 4E6/7E/E6&)&E6/85 hasta la concepción actual del) 6/E6&)&E6/8 con funciones de prevenir, corregir y revisar los equipos a fin deoptimi1ar el coste global.
"a historia de mantenimiento acompa$a el desarrollo /écnico9&ndustrial de la humanidad.l final del siglo :&:, con la mecani1ación de las industrias, surgió la necesidad de las
primeras reparaciones.
Desde la 7evolución &ndustrial, podemos definir, a grandes rasgos, las siguientes etapas enla evolución del mantenimiento#
9 ;asta <=>?
@ 7eparación ver!as.@ )antenimiento orrectivo.
9 <=>? a <=AB@ 7elación entre +robabilidad de 'allo y Edad.@ )antenimiento +reventivo +rogramado.@ -istema de +lanificación.
9 <=AB a <==B@ )antenimiento +reventivo ondicional.
2

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 3/239
@ nálisis ausa Efecto.@ +articipación de +roducción 4/+)5.
9 <==B C
@ +roceso de )antenimiento.@ alidad /otal.@ )antenimiento 'uente de eneficio.@ ompromiso de /odos los Departamentos.@ )antenimiento asado en el 7iesgo 47 )5.
Or&ani'ación del Mantenimiento. "os dos aspectos organi1ativos que afectan a la estructuración del mantenimiento son#
a5 Dependencia erárquica.
9 Departamentos dependientes de la dirección y al mismo nivel que fabricación.9 &ntegrados en la producción para facilitar la comunicación, colaboración y combinación.
b5 entrali1ación3Descentrali1ación.
9 Estructura piramidal, con dependencia de una sola cabe1a para toda la organi1ación.9 Existencia de diversos departamentos de mantenimiento establecidos por plantas productivas o cualquier otro criterio geográfico.
Del análisis de las ventajas e inconvenientes de cada tipo de organi1ación se deduce que laorgani1ación ideal es la * entrali1ación erárquica junto a una descentrali1acióngeográfica*.
Tema# Mantenimiento Industrial. Clasi(icación.
Clasi(icación del Mantenimiento
"a clasificación del mantenimiento puede ser muy diversa, dependiendo del criterioempleado.
Clasi(icación del Mantenimiento )or Ni%eles#
N"# justes y cambios previstos por el fabricante 4a toda la l!nea de producción5.N*# rreglos y cambios de elementos desgastados 4se detectan en sesiones rutinarias ysensores5.N+# ver!as y reparaciones menores que producen paros más o menos largos.N,# qu! se aplica el mantenimiento preventivo y correctivo. "os paros de producción sonlargos y se busca una solución para salir al paso. Después ya se buscará el momento paraaplicar el preventivo.
3

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 4/239
N # -on reparaciones y modificaciones importantes que incluso requieran ayuda fuera de producción.N # -e incorporan elementos de nueva tecnolog!a en los equipos, mejoras de estructura para aumentar la producción.
Clasi(icación del Mantenimiento )or el Ti)o de Acción.877E /&F8#
9 +aliativo.9 urativo.
+7EFE6/&F8#
9 De uso.9 ;ard /ime 4también llamado de ronda o sistemático59 +redictivo 4condicional5.9 )arginal.
)8D&'& /&F8#
9 De proyecto.9 +revención del mantenimiento.9 De reacondicionamiento.
CORRECTI/O # /rata de corregir las aver!as a medida que se van produciendo, siendonormalmente el personal de producción el encargado de avisar y el de mantenimiento derepararlo.Paliati%o# Es un arreglo de urgencia no definitivo para ahorrar tiempo de paro.
Curati%o# Es un arreglo definitivo en profundidad.
PRE/ENTI/O # /iene por objeto conocer el estado actual y as! poder programar elcorrectivo. -e reali1an acciones periódicamente con el fin de evitar fallos en los elementos4fallos mayores5.
Mantenimiento de uso# Es el mantenimiento de primer nivel y lo hace el propio usuario, por lo que siempre se hace a tiempo. 6o es necesario llamar a nadie ni interfiere en la producción. 7equiere formación y delimitación de las funciones del usuario.
$ard time # -e trata de hacer revisiones a intervalos programados. Esta revisión consiste en poner la máquina a B horas, como si fuese nueva. "o que se revisa son los elementos defiabilidad baja y mantenibilidad alta.De ronda# -on revisiones periódicas programadas, programando el entretenimiento.Sistem0tico# Es un plan de mantenimiento seg2n carga de trabajo% horas, pie1asmecani1adas, etc.
4

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 5/239
Predicti%o# onocimiento del estado operativo del equipo que depende de determinadasvariables. -e recibe constante información mediante sensores% temperatura, vibraciones,análisis de aceite, presión, pérdidas de carga, consumo energético, caudales ruidos,dimensiones de cota, etc.
"a principal ventaja frente al preventivo es que recibimos información instantánea y podemos también actuar en el momento.
El inconveniente es un alto costo, tanto de los materiales como la implantación, ya que hayque monitori1ar y establecer márgenes entre otros.
Mar&inal# Es simplemente una introducción de mejoras para aumentar la fiabilidad ymantenibilidad.
MODIFICATI/O # /iene por objeto cambiar, variar o modificar las caracter!sticas propiasdel equipo, para reali1ar un mejor mantenimiento, incrementar la producción, cualquier tipode mejora que aumente la calidad del equipo.
De )royecto# orresponde a la <G etapa de vida del equipo y se reforman caracter!sticas dela máquina para facilitar el mantenimiento o modificar la producción.
Pre%ención del mantenimiento# -e reali1a en la HG etapa de la vida de la máquina. qu! secomprueba que se producen unos fallos repetidamente y entonces tomamos medidas paraque no se vuelvan a repetir 4siempre ocurre por la misma causa y actuamos sobre ella paraque no se vuelva a producir5.
De reacondicionamiento# -e reali1a en la IG etapa de la máquina 4veje15, cuando lasaver!as aumentan repetitivamente y entonces la arreglamos a fondo. "a otra alternativa esmodificarla para que realice otra función diferente a la que hac!a.
Tema# Mantenimiento Industrial. Clasi(icación de Tiem)o y Fallos.
Clasi(icación del mantenimiento en 1ase al tiem)o.
Tiem)o de %ida#
• /iempo requerido# el equipo está en buenas condiciones de trabajo.•
/iempo no requerido# la máquina está en condiciones pero no está produciendo.• /iempo de disponibilidad# tiempo requerido que está funcionando.• /iempo de indisponibilidad# el equipo no re2ne las condiciones necesarias pero por
ra1ones externas. Tiem)o de mantenimiento correcti%o#
• /iempo de locali1ación del fallo.
5

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 6/239
• /iempo de preparación del trabajo.• /iempo de diagnosis.• /iempo de mantenimiento.• /iempo de reparación.• /iempo de estudio de métodos.• /iempo de control y ensayo.• /iempo de ordenamiento.• /iempo administrativo.• /iempo de log!stica.
Clasi(icación del mantenimiento atendiendo a los (allos.
Fallos# -on el deterioro en cualquiera de los órganos de un aparato que impide elfuncionamiento normal de éste 4pérdidas energéticas, contaminación, nivel productivo, faltade calidad5.
Clasi(icación en (unción del ori&en#
• 'allos debidos al mal dise$o o errores de cálculo 4<HJ5.• 'allos debidos a defectos durante la fabricación 4<B,>?J5.• 'allos debidos a mal uso de la instalación 4>BJ5.• 'allos debidos a desgaste natural y envejecimiento 4<B,>?J5.• 'allos debidos a fenómenos naturales y otros causas 4HKJ5.
Clasi(icación en (unción de la ca)acidad de tra1a2o#
• 'allos parciales# afecta a una serie de elementos pero con el resto se siguetrabajando.
• 'allos totales# se produce el paro de todo el sistema.
mbos fallos dependerán de la complejidad del equipo y si están en serie o paralelo. Clasi(icación en (unción de cómo a)arece el (allo#
• 'allos progresivos# hacen prever su aparición 4desgastes abrasión desajustes5.• 'allos repentinos# dependen de una serie de coincidencias no previsibles, el más
com2n es la rotura de una pie1a.Otra clasi(icación#
• Eléctricas.• )ecánicas.• Electrónicas.• +ersonal.• Dependientes de otros fallos.
6

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 7/239
• &ndependientes.• Estables.• /emporales.• &ntermitentes.
Re)aración de A%er3as 4mantenimiento correctivo5.
-on el conjunto de acciones para eliminar cualquier degradación que impida elfuncionamiento normal. Desde el punto de vista de la calidad se puede dividir en#
Primer ni%el# Es el más bajo y lo que se pretende es que la máquina sigafuncionando a toda costa sin entrar en las causas.Se&undo ni%el# qu! nos preguntamos cuál es la causa de aver!a y actuamos sobreella. +odemos ya asegurar que ése fallo no se producirá más en cierto tiempo.Tercer ni%el# -e investiga cual es el origen de la causa de aver!a y actuamos. qu!garanti1amos más tiempo hasta que vuelva a producirse el incidente.
"a elección de la reparación depende del análisis calidad9coste y del momento de producción de la máquina.
Tema# Función del Mantenimiento.
Caracteri'ación de la Función Mantenimiento. "as tres grandes áreas de conocimiento que integran la función mantenimiento son#
!a &estión del mantenimiento# Da una perspectiva de los aspectos que tiene queadministrar el responsable de mantenimiento.
• 8rgani1ación.• )étodos, tiempos.• +rogramación.• 6ormas, procedimientos.• ontrol de gestión.• +resupuestos3costos.• uditor!as.• +lanes de mejora.
T4cnicas es)ec3(icas de mantenimiento# /rata de exponer algunas de las más importantestécnicas aplicables en el mantenimiento industrial, imprescindibles para avan1ar por elcamino anticipativo y de mejora cont!nua.
• nálisis de fiabilidad.
7

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 8/239
• nálisis de aver!as.• Diagnóstico de aver!as.• nálisis de vibraciones.• lineación de ejes.• Equilibrado de rotores.• nálisis de aceites.
E2ecución del mantenimiento# Explica cómo reparar determinadas aver!as, ve los detallesdel mantenimiento espec!fico de una instalación, a la ve1 que se determina el stoc0 derepuesto necesario en una instalación determinada.
9 onocimiento de equipos• ombas.• Fentiladores.• ompresores.•
/urbinas.9 onocimiento del mantenimiento espec!fico de estos equipos.
Tema# 5estión del Mantenimiento.
El progreso industrial no se reduce sólo a la inversión en nuevas instalaciones de producción y a la transferencia de tecnolog!a extranjera, sino que es prioritario utili1ar efica1mente las instalaciones actuales, donde uno de los requisitos importantes es elestablecimiento de un servicio sistemático y técnico de mantenimiento eficiente, seguro yeconómico de los equipos industriales.En general, la (estión del )antenimiento comprende la adopción de medidas y reali1aciónde acciones necesarias para el buen funcionamiento. -e pueden establecer dos niveles#
Ni%el "# (randes decisiones, grandes objetivos 4dirección general5Ni%el *# orresponde al jefe de mantenimiento y va referido a decisiones concretas, planificación, organi1ación de las tareas diarias...para cumplir con los objetivos previstos.
+ara estos efectos, la (estión de )antenimiento implica disponer de un manual, de unsistema informati1ado y de una acción c!clica 4práctica de mejoramiento5 que comprende#
• uditor!a de los +untos r!ticos de )antenimiento%• +lanificación a la )edida%• Ejecución del plan de trabajo definido aplicando herramientas de gestión
apropiadas.
El Manual de Mantenimiento.
8

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 9/239
El )anual de )antenimiento es un documento indispensable para cualquier tipo y tama$ode industria. 7efleja la filosof!a, pol!tica, organi1ación, procedimiento de trabajo y decontrol de esta área de la empresa.
Este )anual de )antenimiento debe ser dinámico, adaptándose periódicamente en su
contenido, con la eliminación de las instrucciones para deberes y obligaciones que estánobsoletas e incorporando las instrucciones para las nuevas obligaciones.
En el )anual de )antenimiento se indicará la )isión y Fisión de la Empresa, las pol!ticas,y objetivos de mantenimiento, los procedimientos de trabajo, de control y las accionescorrectivas. Es importante se$alar que deben incluirse sólo los procedimientos que seaplican y las instrucciones en un lenguaje afirmativo.
El Plan de Mantenimiento. "a fiabilidad y la disponibilidad de una planta industrial o de un edificio dependen, en primer lugar, de su dise$o y de la calidad de su montaje. -i se trata de un dise$o robusto yfiable, y la planta ha sido construida siguiendo fielmente su dise$o y utili1ando las mejorestécnicas disponibles para la ejecución, depende en segundo lugar de la forma y buenascostumbres del personal de producción, el personal que opera las instalaciones.
En tercer y 2ltimo lugar, fiabilidad y disponibilidad dependen del mantenimiento que serealice. -i el mantenimiento es básicamente correctivo, atendiendo sobre todo los problemas cuando se presentan, es muy posible que a corto pla1o esta pol!tica sea rentable.El mantenimiento puede imaginarse como un gran depósito. -i se reali1a un buenmantenimiento preventivo, el depósito siempre estará lleno. -i no se reali1a nada, eldepósito se va vaciando, y puede llegar un momento en el que el depósito, la reserva demantenimiento, se haya agotado por completo, siendo más rentable adquirir un nuevoequipo o incluso construir una nueva planta que atender todas las reparaciones que vansurgiendo.
;ay que tener en cuenta que lo que se haga en mantenimiento no tiene su consecuencia demanera inmediata, sino que los efectos de las acciones que se toman se revelan con seismeses o con un a$o de retraso. ;oy se pagan los errores de ayer, o se disfruta de losaciertos.
El objetivo de un plan de mantenimiento es conseguir la máxima disponibilidad y fiabilidadde una planta, tanto a corto pla1o como a largo pla1o, y al m!nimo coste posible.
El plan de mantenimiento puede verse como un conjunto de tareas individuales, cada unade ellas con entidad propia y generadora por s! misma de una orden de trabajo y de uninforme de reali1ación, o considerar que el plan es un conjunto de gamas de mantenimiento,esto es, como un conjunto de tareas con unas caracter!sticas comunes que permitenagruparlas en forma de LgamasM
-i el plan de mantenimiento se estructura como agrupación de tareas, en ve1 de comoagrupación de gamas, el n2mero de órdenes de trabajo se hace imposible de manejar.
9
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 10/239
"a ocasión perfecta para dise$ar un buen mantenimiento programado que consigan una altadisponibilidad y fiabilidad, es durante la construcción de ésta. uando la construcción hafinali1ado y la planta es entregada al propietario para su explotación comercial, el plan demantenimiento debe estar ya dise$ado, y debe ponerse en marcha desde el primer d!a que la planta entra en operación. +erder esa oportunidad significa renunciar a que la mayor parte
del mantenimiento sea programado, y caer en el error 4un grave error de consecuenciaseconómicas nefastas5 de que sean las aver!as las que dirijan la actividad del departamentode mantenimiento.
Es muy normal prestar mucha importancia al mantenimiento de los equipos principales, yno preocuparse en la misma medida de todos los equipos adicionales o auxiliares. Desdeluego es otro grave error, pues una simple bomba de refrigeración o un simple transmisor de presión pueden parar una planta y ocasionar un problema tan grave como un fallo en elequipo de producción más costoso que tenga la instalación. onviene, pues, prestar laatención debida no sólo a los equipos más costosos económicamente, sino a todos aquelloscapaces de provocar fallos cr!ticos.
n buen plan de mantenimiento es aquel que ha anali1ado todos los fallos posibles, y queha sido dise$ado para evitarlos. Eso quiere decir que para elaborar un buen plan demantenimiento es absolutamente necesario reali1ar un detallado análisis de fallos de todoslos sistemas que componen la planta.En cualquier caso, el primer paso para iniciar el dise$o del plan de mantenimiento ser!adisponer de un inventario donde estén claramente identificados y clasificados todos losequipos.
Tema# Mantenimiento Industrial. Plani(icación.
Plani(icación de Mantenimiento.
na ve1 elaborado el +lan de )antenimiento, es necesario planificar la reali1ación de este+lan. +lanificar significa cuando y quien reali1ará cada una de las gamas que componen el+lan.
"a planificación de las gamas diarias es muy sencilla# por definición, hay que reali1arlastodos los d!as, por lo que será necesario sencillamente determinar a qué hora se reali1arán,y quien es el responsable de llevarlas a cabo.
"a planificación de las gamas semanales exige determinar qué d!a de la semana se ejecutacada una de ellas, y como siempre, quien será el responsable de reali1arla. Es muyimportante determinar con precisión este extremo. -i se elabora una gama o una ruta, perono se determina con claridad quien o quienes son los responsables de reali1arla, estaremosdejando indeterminaciones que se traducirán, casi invariablemente, en la no9reali1ación delmantenimiento preventivo estas tareas. +ara asegurar que una tarea se reali1ará esnecesario, pues#
10

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 11/239
• 'ijar quién es el responsable de reali1arla.• segurarse de que en el momento en que tenga que reali1arla no tendrá otra tarea
que reali1ar.
"as gamas mensuales son algo más dif!ciles de programar, y en general, tendremos que
hacerlo con cierto margen. +uede ser conveniente, por ejemplo, programar la semana dela$o en que se reali1ará cada gama o ruta mensual, permitiendo que, a medida que seacerque la fecha de reali1ación, pueda programarse con más exactitud.
"as gamas anuales también deben programarse igualmente con margen de maniobra, mayor incluso que el anterior. En este caso, puede ser conveniente programar tan solo el mes enque se reali1ará la gama anual de los equipos que componen la planta.
-i se dispone de un programa informático de (estión de )antenimiento, esta tarea esconveniente hacerla igualmente sobre soporte papel, y después transferir los datos al programa.
Plan de Mantenimiento Inicial.
Plan de mantenimiento inicial 1asado en instrucciones del (a1ricante.
"a preparación de un plan de mantenimiento basado en las instrucciones de los fabricantestiene I fases#
Fase "# Reco)ilación de instrucciones.7eali1ar un plan de mantenimiento basado en las recomendaciones de los fabricantes de losdiferentes equipos que componen la planta no es más que recopilar toda la información
existente en los manuales de operación y mantenimiento de estos equipos y darle alconjunto un formato determinado.
Fase *# !a e6)eriencia del )ersonal de mantenimiento.+ero con esta recopilación, el plan de mantenimiento no está completo. Es convenientecontar con la experiencia de los responsables de mantenimiento y de los propios técnicos, para completar las tareas que pudieran no estar incluidas en la recopilación derecomendaciones de fabricantes.
En otros casos, el +lan de )antenimiento que propone el fabricante es tan exhaustivo quecontempla la sustitución o revisión de un gran n2mero de elementos que evidentemente no
han llegado al máximo de su vida 2til, con el consiguiente exceso en el gasto.Fase +# Mantenimiento !e&al.+or 2ltimo, no debe olvidarse que es necesario cumplir con las diversas 6ormas7eglamentarias vigentes en cada momento. +or ello, el plan debe considerar todas lasobligaciones legales relacionadas con el mantenimiento de determinados equipos. -onsobre todo tareas de mantenimiento relacionadas con la seguridad.
11
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 12/239
Plan de mantenimiento inicial 1asado en instrucciones &en4ricas.El desarrollo de un plan de mantenimiento basado en instrucciones genéricas se componede las fases siguientes#
Fase "# !istado de e7ui)os si&ni(icati%os
Del inventario de equipos de la planta, deben listarse aquellos que tienen una entidadsuficiente como para tener tareas de mantenimiento asociadas. Este listado puede incluir motores, bombas, válvulas, determinados instrumentos, filtros, depósitos, etc.
na ve1 listados, es conveniente agrupar estos equipos por tipos, de manera que sepamoscuantos tipos de equipos significativos tenemos en el sistema que estemos anali1ando.
Fase *# Tareas &en4ricas +ara cada uno de los tipos de equipos, debemos preparar un conjunto de tareas genéricasque les ser!an de aplicación. s!, podemos preparar tareas genéricas de mantenimiento paratransformadores, motores, bombas, válvulas, etc.
Fase +# A)licación de las tareas &en4ricas a los di(erentes e7ui)os +ara cada motor, bomba, trafo, válvula, etc., aplicaremos las tareas genéricas preparadas enel punto anterior, de manera que obtendremos un listado de tareas referidas a cada equipoconcreto.
Fase ,# Consulta a manuales Es en este punto, y no al principio, donde incluimos las recomendaciones de los fabricantes.
Fase # O1li&aciones le&ales &gual que en caso anterior, es necesario asegurar el cumplimiento de las normasreglamentarias referentes a mantenimiento que puedan ser de aplicación.
omo puede apreciarse, la consulta a los manuales de los fabricantes se hace después dehaber elaborado un NborradorO inicial del plan, y con la idea de complementar éste. En lafase final se a$aden las obligaciones legales de mantenimiento, como en el caso anterior.
Tema# T4cnicas de Mantenimiento.
;oy en d!a existen infinidad de diferentes herramientas, técnicas, metodolog!as y filosof!asde mantenimiento. lgunas de las más utili1adas entre otras pueden ser#
•
)antenimiento utónomo 3 )antenimiento +roductivo /otal 4/+)5• )ejoramiento de la onfiabilidad 8peracional 4) 85• )antenimiento entrado en la onfiabilidad 47 )533 4) 5• )antenimiento asado en el 7iesgo 4) 75• sset &ntegrity 4&ntegridad de ctivos5• )antenimiento entrado en onfiabilidad en 7eversa 4) 975• nálisis ausa 7a!1 4 75
12

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 13/239
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 14/239
"os dos objetivos fundamentales de la implantación de un )antenimiento entrado en'iabilidad o 7 ) en una planta industrial son aumentar la disponibilidad y disminuir costes de mantenimiento.
ajo su enfoque tradicional resulta muy dif!cil de aplicar en grandes industrias debido a queno resuelve algunas interrogantes mayores como Q uándo hacer el mantenimientoR y
Q ómo generar una jerarqu!a de implantaciónREs una técnica bastante anal!tica, lo cual ha tra!do problemas de implantación, debido a quea veces resulta dif!cil pasar del papel a la realidad. onduciendo esto a fuertes pérdidas dedinero y esfuer1os, degenerando al final en frustración de los equipos de trabajo.
Tema# Mantenimiento Producti%o.
Mantenimiento Producti%o Total 8TPM9.
El )antenimiento +roductivo /otal es un nuevo enfoque administrativo de gestión delmantenimiento industrial, que permite establecer estrategias para el mejoramiento continuode las capacidades y procesos actuales de la organi1ación, para tener equipos de producciónsiempre listos.
"a filosof!a del )antenimiento +roductivo /otal hace parte del enfoque (erencial hacia laalidad /otal. )ientras la alidad /otal pasa de hacer énfasis en la inspección, a hacer
énfasis en la prevención, el )antenimiento +roductivo /otal pasa del énfasis en la simplereparación al énfasis en la prevención y predicción de las aver!as y del mantenimiento delas máquinas.
El /+) 4)antenimiento +roductivo /otal5 surgió en apón gracias a los esfuer1os delapan &nstitute of +lant )aintenance 4 &+)5 como un sistema destinado a lograr laeliminación de las llamadas Sseis grandes pérdidasT del proceso productivo, y con elobjetivo de facilitar la implantación de la forma de trabajo N ust in /imeO o Njusto atiempoO. omo ya se ha apuntado, el /+) es una filosof!a de mantenimiento cuyo objetivoes eliminar las pérdidas en producción debidas al estado de los equipos, o en otras palabras,mantener los equipos en disposición para producir a su capacidad máxima productos de lacalidad esperada, sin paradas no programadas. Esto supone#
• ero aver!as.• ero tiempos muertos.• ero defectos achacables a un mal estado de los equipos.• -in pérdidas de rendimiento o de capacidad productiva debidos al estado de los
equipos.
-e entiende entonces perfectamente el nombre# mantenimiento productivo total, omantenimiento que aporta una productividad máxima o total.
14

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 15/239
El mantenimiento ha sido visto tradicionalmente con una parte separada y externa al proceso productivo. /+) emergió como una necesidad de integrar el departamento demantenimiento y el de operación o producción para mejorar la productividad y ladisponibilidad. En una empresa en la que /+) se ha implantado toda la organi1acióntrabaja en el mantenimiento y en la mejora de los equipos. . -e basa en cinco principios
fundamentales#• +articipación de todo el personal, desde la alta dirección hasta los operarios de
planta. &ncluir a todos y cada uno de ellos permite garanti1ar el éxito del objetivo.• reación de una cultura corporativa orientada a la obtención de la máxima eficacia
en el sistema de producción y gestión de los equipos y maquinarias. -e busca laSeficacia globalT.
• &mplantación de un sistema de gestión de las plantas productivas tal que se facilitela eliminación de las pérdidas antes de que se produ1can.
• &mplantación del mantenimiento preventivo como medio básico para alcan1ar elobjetivo de cero pérdidas mediante actividades integradas en peque$os grupos detrabajo y apoyado en el soporte que proporciona el mantenimiento autónomo.
• plicación de los sistemas de gestión de todos los aspectos de la producción,incluyendo dise$o y desarrollo, ventas y dirección.
En resumen, el /+) es una estrategia compuesta por una serie de actividades ordenadas,que una ve1 implantadas ayudan a mejorar la competitividad de una organi1ación industrialo de servicios. -e considera como estrategia, ya que ayuda a crear capacidades competitivasa través de la eliminación rigurosa y sistemática de las deficiencias de los sistemasoperativos. El /+) permite diferenciar una organi1ación en relación a su competenciadebido al impacto en la reducción de los costos, mejora de los tiempos de respuesta,fiabilidad de suministros, el conocimiento que poseen las personas y la calidad de los productos y servicios finales.
Dif!cil de aplicar en empresas de procesos, debido en muchos casos a lo ambiguo queresultan los conceptos de calidad y defectos, por otra parte el problema cultural puedeentorpecer la implantación a niveles de frustración.
Donde se ha logrado su implantación exitosa, se han tenido grandes logros respecto aseguridad, ambiente, confiabilidad, disponibilidad y costos de mantenimiento. /ampocoresponde a las interrogantes Q uándo hacer el mantenimientoR y Q ómo generar una jerarqu!a de implantaciónR
Com1inación TPM-RCM.
En relación con el 7 ), el libro de /o0utaru -u1u0i# N/)+ in +rocess &ndustriesO, publicado por el &+) 4 apan &nstitute of +lant )aintenance5 en el a$o HBBB, menciona forma muy clara que para hacer correctamente el /+) se requiere aplicar técnicas de 7 )como metodolog!a para definir de manera precisa las estrategias de mantenimiento. "amayor!a de teóricos del 7 ) no están de acuerdo con el planteamiento anterior, pero a suve1 y en contraposición, plantean que dentro de la implementación de un sistema de
15
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 16/239
onfiabilidad 8peracional es fundamental incluir técnicas de aplicación del /+), lo que hadado origen a las nuevas teor!as de )odelos )ixtos de onfiabilidad.
Existe una diferencia fundamental entre la filosof!a del /+) y la del 7 )# mientras que enla primera son las personas y la organi1ación el centro del proceso, y es en estos dos
factores en los que está basado, en el 7 ) el mantenimiento se basa en el análisis defallos, y en las medidas preventivas que se adoptarán para evitarlos, y no tanto en las personas.
-in embargo, /+) y 7 ) no son formas opuestas de dirigir el mantenimiento, sino queambas conviven en la actualidad en muchas empresas. En algunas de ellas, 7 ) impulsa elmantenimiento, y con esta técnica se determinan las tareas a efectuar en los equipos%después, algunas de las tareas son transferidas a producción, en el marco de una pol!tica deimplantación de /+). En otras plantas, en cambio, es la filosof!a /+) la que se impone,siendo 7 ) una herramienta más para la determinación de tareas y frecuencias endeterminados equipos.
+or desgracia, en otras muchas empresas ninguna de las dos filosof!as triunfa. El porcentajede empresas que dedican todos sus esfuer1os a mantenimiento correctivo y que no se plantean si esa es la forma en la que se obtiene un máximo beneficio 4objetivo 2ltimo de laactividad empresarial5 es muy alto. -on muchos los responsables de mantenimiento, tantode empresas grandes como peque$as, que creen que estas técnicas están muy bien en elcampo teórico, pero que en su planta no son aplicables# parten de la idea de que la urgenciade las reparaciones es la que marca y marcará siempre las pautas a seguir en eldepartamento de mantenimiento.
Mantenimiento :asado en el Ries&o 8M:R9.
partir de los primeros a$os de la década de los =B, el )antenimiento se contempla comouna parte del concepto deCalidad Total# N)ediante una adecuada gestión delmantenimiento es posible aumentar la disponibilidad al tiempo que se reducen los costosO.Es elMantenimiento :asado en el Ries&o 8M:R9# -e concibe el mantenimiento como un proceso de la empresa al que contribuyen también otros departamentos. -e identifica elmantenimiento como fuente de beneficios, frente al antiguo concepto de mantenimientocomo *mal necesario*. "a posibilidad de que una máquina falle y las consecuenciasasociadas para la empresa es un riesgo que hay que gestionar, teniendo como objetivo ladisponibilidad necesaria en cada caso al m!nimo costo.
-e requiere un cambio de mentalidad en las personas y se utili1an herramientas como#
• &ngenier!a del 7iesgo 4Determinar consecuencias de fallos que son aceptables o no5.• nálisis de 'iabilidad 4&dentificar tareas preventivas factibles y rentables5.• )ejora de la )antenibilidad 47educir tiempos y costos de mantenimiento5.
omo técnica de análisis cuantitativa, basada en las finan1as, el ) 7 establece el valor relativo de varias tareas de mantenimiento y sirve como una herramienta para la mejora
16

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 17/239
continua. ) 7 define oportunidades para una mejora paulatina, eliminando las tareas demenos valor e introduciendo las tareas que abordan las áreas comerciales de alto riesgo. Elmantenimiento basado en el riesgo eval2a el riesgo comercial actual y anali1a los costos y beneficios de las acciones a tomar para mitigar las fallas.
An0lisis Causa Ra3' 8ACR9./écnica poderosa que permite la solución de problemas, con enfoque a corto y mediano pla1o. sa técnicas de investigación bastante exhaustivas, con la intención de eliminar lascausas de los problemas3fallas. -u valor no sólo reside en la eliminación de grandeseventos, sino en la eliminación de los eventos crónicos, que tienden a devorar los recursosde mantenimiento. l eliminar paulatinamente los problemas crónicos y peque$os, éstegenera tiempo para análisis más profundos 47 ), por ejemplo5.
Tema# Mantenimiento Industrial. Con(ia1ilidad O)eracional.
Me2ora de la Con(ia1ilidad O)eracional 8MCO9.
El mejoramiento en la confiabilidad operacional desarrollada en .U. 47eino nido o&nglaterra5 con la intención de agrupar las mejores prácticas de mantenimiento yoperaciones con una orientación al negocio. 7econoce las limitaciones que elmantenimiento como función tiene para lograr una confiabilidad adecuada de lasinstalaciones.
onsidera la onfiabilidad 8peracional integrada por los cuatro sectores siguientes#
•
onfiabilidad ;umana.• onfiabilidad en +rocesos.• )antenibilidad Equipos.• onfiabilidad Equipos.
+ara mejorar los > sectores nombrados, el ) 8 divide las técnicas de mejoramiento#
; Dia&nóstico. qu! mediante uso de técnicas asociadas al manejo de riesgo se cuantificanlas oportunidades a corto pla1o 4reactivas5 y mediano largo pla1o 4proactivas5. omoresultado se obtiene implementación. qu! se hace uso de herramientas de análisis decriticidad y de oportunidades perdidas 4a modo de ejemplo5, estas permiten establecer lasoportunidades de mejoramiento y que herramientas de control podr!an usarse paracapitali1ar las oportunidades halladas
; Control. qu! se usa el 7 )C 4que combina algunas ventajas del /+) con el 7 )5como técnica proactiva y el 7 como técnica reactiva, también se puede hacer uso del& 7 para equipos estáticos. omo resultado se obtienen una serie de tareas demantenimiento, operaciones, redise$o a ejecutar para mejorar el desempe$o.
17

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 18/239
Estas técnicas de control por lo general son técnicas del tipo cualitativo y basadas en reglasfijas para la toma de decisión 4por ejemplo# diagramas lógicos5.
; O)timi'ación. qu! mediante el uso de herramientas avan1adas de cálculo costo riesgo sehallan los intervalos óptimos de mantenimiento, paradas de planta, inspecciones, etc.
-e trata de técnicas del tipo numérico e involucran el modelado de los equipos y3o sistemas."os resultados de implementar estas herramientas de esta manera son impresionantes endiversas industrias, logrando en algunos casos incluso la transformación de las empresasllevándolas a la implementación de (erencia de ctivos 4 sset )anagement5.
(randes resultados se han encontrado en entrales Eléctricas con la implantación del)antenimiento entrado en la onfiabilidad y con el nálisis ausa 7a!1. n requisito queno debe dejarse de cumplir es el establecimiento previo de prioridades antes de la ejecuciónde ambas técnicas 4simultaneas5. -e han desarrollado herramientas como el análisis decriticidad y el análisis de oportunidades perdidas que pueden resolver dicha inquietudefica1mente.
+or otra parte normalmente ambas técnicas generarán soluciones que podr!an ser agrupadasen#
• ambios de dise$o.• /areas preventivas.• /areas de &nspección 4Detección y +redicción5.• /areas correctivas.
"a respuesta a cuando ejecutar dichas tareas no es simple, y en muchos casos no puede ser fijada por la ley del dedo. (randes beneficios económicos han sido reportados con el uso desoftPare, que pueden calcular el punto de ejecución con menor costo3riesgo posible para lastareas anteriores.
Ins)ección :asada en Ries&o 8R:I98I:R9.
n cap!tulo especial se abre con esta técnica, que establece patrones de inspección deequipos estáticos 4calderas, l!neas de transmisión, etc.5 en función de su riesgo asociado,nuevas aproximaciones permiten usar softPare para tomar en cuenta también el estadoactual del equipo, lo que desencadena una continua optimi1ación por costo3riesgo y no unafrecuencia de inspección fija. "os reportes económicos han sido cuantiosos, además de los beneficios por disponibilidad y producción. /ambién es posible optimi1ar con este tipo de
técnicas la frecuencia de b2squeda de fallas ocultas 4pesquisa de fallas, mantenimientodetectivo5, dejándose de usar entonces fórmulas mágicas que no generan una frecuenciaóptima por costo3riesgo, pudiéndose simular factores como probabilidad de éxito de la prueba y probabilidad de destrucción.
Tema# Mantenimiento Industrial. Auditor3a y Costos.
Auditor3as.
18

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 19/239
Auditor3as T4cnicas.
na auditor!a técnica o evaluación técnica del estado de una instalación anali1a ladegradación que ha sufrido una instalación con el paso del tiempo. Es una especie defotograf!a instantánea del estado técnico en que se encuentra el conjunto de una instalación
y de cada uno de los equipos que la componen. +uede decirse que una auditor!a técnicasirve para determinar todos los fallos que presenta una planta industrial en un momentodeterminado. on esos datos, es posible determinar qué equipos necesitan ser sustituidoscompletamente, por haber llegado al final de su vida 2til, y qué reparaciones habr!a queefectuar en la instalación para que volviera a estar en un estado técnico aceptable.
Auditor3as de 5estión de Mantenimiento.
uando la dirección de una empresa o el responsable del departamento se plantean si lagestión que se hace del mantenimiento es la adecuada, la respuesta puede ser -V, 68 o7E( " 7. laro está que cualquiera de las tres respuestas es insatisfactoria, porque entrecada una de ellas hay muchos puntos intermedios de respuesta, y porque no informa sobrequé cosas habr!a que cambiar para que la gestión del departamento pudiera considerarseexcelente. "a mejor solución cuando quiere conocerse si la gestión que se reali1a es lamejor posible suele ser reali1ar una auditor!a de gestión de mantenimiento, comparando lasituación actual con un departamento modélico, ideal, y determinar qué cosas separan larealidad de ese modelo.
El objetivo que se persigue al reali1ar una auditor!a no es ju1gar al responsable demantenimiento, no es cuestionar su forma de trabajo# es saber en qué situación se encuentraun departamento de mantenimiento en un momento determinado, identificar puntos demejora y determinar qué acciones son necesarias para mejorar los resultados.
laro está que hay que diferenciar entre auditor!as técnicas vistas en el apartado anterior ylas auditor!as de gestión. mbas estudian el mantenimiento que se hace en una empresa, pero desde un punto de vista muy diferente# las primeras tratan de determinar el estado deuna instalación. "as segundas tratan de determinar el grado de excelencia de undepartamento de mantenimiento y de su forma de gestionar.
Costos de Mantenimiento.
En las empresas organi1adas, en donde existen buenos sistemas de información sobre lasvariables que miden el desarrollo de las operaciones, se visuali1an fácilmente los costos demantenimiento y manifiestan un grado de interés alto básicamente por el costo mismo y larapide1 de su crecimiento. "a diferencia por la falta de interés en el control de los costos demantenimiento en muchas otras empresas es fruto solo de su ignorancia.
En otras sin embargo se conocen las sumas invertidas en el )antenimiento. +ero no seconoce en qué rubros# correctivoR, sistemáticoR, mano de obraR, en repuestosR, y tampolas posibilidades de su reducción.
19

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 20/239
"a finalidad básica de una gestión de costos es estimular la optimi1ación del uso de manode obra, cantidad de materiales, herramientas y tiempos de paros% estableciendo objetivoscon diferentes bases de comparación, los objetivos son puntos de equilibrio 4compromisos5entre un beneficio potencial y el costo de mantenimiento.
Ti)os de Costos de Mantenimiento.El )antenimiento involucra diferentes costos# directos, indirectos, generales, de tiempos perdidos y de posponer el )antenimiento.
El costo de posesión de un equipo comprende cuatro aspectos#
- El Costo de Ad7uisición# que incluye costos administrativos de compra, impuestos,aranceles, transporte, seguros, comisiones, montaje, instalaciones, etc.
- El Costo de O)eración# &ncluye los costos de mano de obra, de materia prima y todos losgastos directos de la producción.
- El Costo de Mantenimiento# que está compuesto por#• )ano de obra 4directo5• 7epuestos y )ateriales 4directo5• ;erramientas 4directo5• dministración 4indirecto5• (enerales• /iempo perdido de producción que incluye# +roducto perdido y horas extras de
reparación
- Costo de Dar de :a2a al E7ui)o# al hacerse obsoleto.
".- Costos de Mantenimiento o Directos.
Están relacionados con el rendimiento de la empresa y son menores si la conservación delos equipos es mejor, influyen la cantidad de tiempo que se emplea el equipo y la atenciónque requiere% estos costos son fijados por la cantidad de revisiones, inspecciones y engeneral las actividades y controles que se reali1an a los equipos, comprendiendo#
• ostos de mano de obra directa• ostos de materiales y repuestos• ostos asociados directamente a la ejecución de trabajos# consumo de energ!a,
alquiler de equipos, etc.• ostos de la utili1ación de herramientas y equipos.
"os costos de los servicios se calculan por estimación proporcional a la capacidad instalada.
H.9Costos Indirectos.
20

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 21/239
-on aquellos que no pueden atribuirse de una manera directa a una operación o trabajoespec!fico. En )antenimiento, es el costo que no puede relacionarse a un trabajoespec!fico. +or lo general suelen ser# la supervisión, almacén, instalaciones, servicio detaller, accesorios diversos, administración, etc.
on el fin de contabili1ar los distintos costos de operación del área de )antenimiento, esnecesario utili1ar alguna forma para prorratearlos entre los diversos trabajos, as! se podrácalcular una tasa de consumo general por hora de trabajo directo, dividiendo este costo por el n2mero de horas totales de mano de obra de )antenimiento asignadas.
+.- Costos de Tiem)os Perdidos.
-on aquellos que aunque no están relacionados directamente con )antenimiento pero siestán originados de alguna forma por éste% tales como#
•
+aros de producción.• aja efectividad.• Desperdicios de material.• )ala calidad.• Entregas en tiempos no prefijados 4demoras5.• +érdidas en ventas, etc.
+ara ello, debe contar con la colaboración de )antenimiento y producción, pues se deberecibir información de tiempos perdidos o paro de máquinas, necesidad de materiales,repuestos y mano de obra estipulados en las ordenes de trabajo, as! como la producción perdida, producción degradada.
na buena inversión en mantenimiento no es un gasto sino una potencial fuente deutilidades. "as utilidades son máximas cuando los costos de producción son óptimos. Existeuna relación que deben tener entre si los costos de )antenimiento#
N)ano de obra, los repuestos, los insumas, utili1ación de herramientas y el tiempo perdido para que su suma sea m!nimaO.
no de los costos que no encaja en los diversos costos que han quedado descritos, es ladeterminación o predicción del costo que puede representar el posponer el )antenimiento.
,.- Costos 5enerales.
-on los costos en que incurre la empresa para sostener las áreas de apoyo o de funciones no propiamente productivas.
+ara que los gastos generales de )antenimiento tengan utilidad como instrumento deanálisis, deberán clasificarse con cuidado, a efecto de separar el costo fijo del variable, enalgunos casos se asignan como directos o indirectos.
21

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 22/239
Es cierto que los costos que asumen las áreas de mantenimiento por concepto de costos deadministración se denominan costos asignados y son fijados por niveles de autoridad quevan más allá de las áreas de mantenimiento.
W también que generalmente estos costos no se consideran debido a que ellos no soncontrolables por la organi1ación de mantenimiento, pues son manejados por sistemasexternos de información y su determinación es dispendiosa.
Modelo de C0lculo de Costos.
".- Costo del Ciclo de /ida 8CC/9.
CC/ < CI = N> 8CO = CM = CP9
F X osto del ciclo de vida 4costo de propiedad5& X osto de inversión8X osto anual de operación) X osto anual de mantenimiento- X osto anual de tiempos de parada
6W X 62mero de a$os para el cálculo
*.- Costo de In%ersión
CI < CIM = CI: = CIF = CIR = CI$ = CID = CIE
& X ostos de inversión&) X &nversión en equipos para producción, mecánicos, eléctricos e instrumentos& X &nversiones en edificios y v!as&' X &nversión en instalaciones eléctricas&7 X &nversión en repuestos&; X &nversión en herramientas y equipos para mantenimiento&D X &nversión en documentación&E X &nversión en entrenamiento
+.- Costos Anuales de O)eración.
CO < COP = COE = COM = COT = COE
8+ X ostos del personal de operación8E X ostos de energ!a8) X ostos de materiales de operación8/ X ostos de transporte
E X ostos de entrenamiento continuo de los operadores
,.- Costo Anual de Mantenimiento.
22

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 23/239
CM < CPC = CPP = CRC = CRP = C$C = C$P = CCC = CCP = CEP + X osto de personal, mantenimiento correctivo++ X osto de personal, mantenimiento preventivo7 X osto de repuestos, mantenimiento correctivo7+ X osto de repuestos, mantenimiento preventivo
; X osto de herramientas, mantenimiento correctivo;+ X osto de herramientas, mantenimiento preventivo X osto de ontrato de /erceros, mantenimiento correctivo
+ X osto de ontratos de /erceros, mantenimiento preventivoE+ X osto del entrenamiento del personal de mantenimiento
.- Costo Anual de Tiem)os de Parada.
CS < NT 6 TPM 6 CPP
6/ X 62mero de veces por a$o que el equipo se para por mantenimiento)D/ X /iempo de parada promedio
++ X ostos de la pérdida de producción por hora
Tema# Mantenimiento Industrial. Presu)uesto y Control.
Presu)uestos y su Control.
"os presupuestos son generalmente, programas de inversiones y gastos que pretendenajustarse a un comportamiento dise$ado en un periodo determinado de tiempo,considerando los altos porcentajes de gasto del costo de producción, se justifican fácilmente
y su elaboración no debe ser una costumbre administrativa si no están respaldados por información vera1.
El presupuesto no sólo constituye un instrumento de gestión para el control de la eficaciadel mantenimiento sino que, sobre todo, debe ser una herramienta de planificación si seaprovecha su confección para hacer una profunda reflexión sobre el servicio que debemosimplantar.
+ara garanti1ar un presupuesto confiable pueden utili1arse cifras de costo real, del estado pasado o del presente, y datos relativos a la maquinaria, a las gestiones de )antenimiento, alos costos de mano de obra y sus factores de recargo, a los precios presentes y futuros de
los materiales en el mercado, al conocimiento de los procesos que hay que reali1ar y a lostiempos necesarios, aplicando un buen criterio a todos esos elementos.
El )antenimiento a fin de asegurar un correcto funcionamiento de un presupuesto debeverificar algunas normas#
• 6o debe ejecutarse en )antenimiento ninguna labor sino está presupuestado sucosto.
23

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 24/239

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 25/239
El análisis técnico9económico de la operación de un determinado proceso define un nivelde servicio expresado en unidades f!sicas, de tiempo o una combinación de ambas% ademásentrega una estimación de los tiempos de espera asociados al proceso."as pol!ticas de mantenimiento y de operación determinan la confiabilidad. demás, dichas pol!ticas establecen los costos y tiempos de mantenimiento y reparación.
-i se tiene claramente determinado el parque óptimo, se podrá desarrollar el adecuadoreempla1o de equipos, buscando minimi1ar el costo total cuando esto ocurra, as! comoestablecer pol!ticas de mantenimiento, inventario y confiabilidad.
l anali1ar las alternativas oponentes se debe tener en cuenta el beneficio de adquirir tecnolog!as conocidas y el de probar nuevas. En este punto la decisión se debe tomar con participación de mantenimiento y operaciones.
Tema# Mantenimiento Industrial. Re)uestos.
5estión de los Re)uestos.
Ti)os de Re)uestos.
En textos espec!ficos de mantenimiento es posible encontrar muchas clasificaciones delmaterial de repuesto 4por responsabilidad dentro del equipo, por tipo de aprovisionamiento,etc.5. Desde un punto de vista práctico, con el objetivo de fijar el stoc0 de repuesto, laclasificación que podemos hacer puede ser la siguiente#
Ti)o A# Pie'as 7ue es necesario tener en stoc? en la )lanta, pues un fallo supondrá una pérdida de producción inadmisible. Este, a su ve1, es conveniente dividirlo en trescategor!as#
• Material que debe adquirirse necesariamente al fabricante del equipo. -uelen ser pie1as dise$adas por el propio fabricante.
• Material est0ndar. Es la pie1a incorporada por el fabricante del equipo y que puede adquirirse en proveedores locales.
• Consumi1les. -on aquellos elementos de duración inferior a un a$o, con una vidafácilmente predecible, de bajo costo, que generalmente se sustituyen sin esperar aque den s!ntomas de mal estado. -u fallo y su desatención pueden provocar gravesaver!as.
Ti)o :# Pie'as 7ue no es necesario tener en stoc?@ )ero 7ue es necesario tenerlocali'adas. En caso de fallo, es necesario no perder tiempo buscando proveedor osolicitando ofertas. De esa lista de pie1as que es conveniente tener locali1adas deberemosconocer, pues, proveedor, precio y pla1o de entrega.
25
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 26/239
Ti)o C# Consumi1les de consumo a1itual. -e trata de materiales que se consumen tan amenudo que es conveniente tenerlos cerca, pues ahorra trámites burocráticos de compra yfacilita la operatividad del departamento de mantenimiento.
Ti)o D# Pie'as 7ue no es necesario )re%er, pues un fallo en ellas no supone ning2n riesgo
para la producción de la planta 4como mucho, supondrá un peque$o inconveniente5.5estión de Stoc? .
"a gestión de stoc0s de repuestos, como la de cualquier stoc0 de almacén, trata dedeterminar, en función del consumo, pla1o de reaprovisionamiento y riesgo de rotura delstoc0 que estamos dispuestos a permitir, el punto de pedido 4cuándo pedir5 y el loteeconómico 4cuánto pedir5. El objetivo no es más que determinar los niveles de stoc0 amantener de cada pie1a de forma que se minimice el coste de mantenimiento de dicho stoc0 más la pérdida de producción por falta de repuestos disponibles. -e manejan los siguientesconceptos#
-!ote económico de com)ra, que es la cantidad a pedir cada ve1 para optimi1ar el costetotal de mantenimiento del stoc0#
0# costo por pedido 4costo medio en [, \5D# onsumo anual 4en unidades5 b# +recio unitario 4en [ 3u o \3u5 de la pie1a+# /asa de almacenamiento 4HB]IBJ5
"a tasa de almacenamiento +, incluye#
• "os gastos financieros de mantenimiento del stoc0 • "os gastos operativos 4custodia, manipulación, despacho5• Depreciación y obsolescencia de materiales• osto de seguros
Tema# Mantenimiento Industrial. Pedidos.
-Frecuencia de )edidos# Es el n2mero de pedidos que habrá que lan1ar al a$o por elelemento en cuestión#
26

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 27/239
-Stoc? de se&uridad# que es la cantidad adicional a mantener en stoc0 para prevenir elriesgo de falta de existencias, por mayor consumo del previsto o incumplimiento del pla1ode entrega por el proveedor#
c# onsumo diario 4en pie1as3d!a5d# +la1o de reaprovisionamiento 4en d!as5;# 'actor de riesgo, que depende del J de riesgo de rotura de stoc0s que estamosdispuestos a permitir.
-Punto de )edido# Es el stoc0 de seguridad más el consumo previsto en el pla1o dereaprovisionamiento#
veces se fija arbitrariamente, tomando como referencias#
^ El l!mite m!nimo# el stoc0 de seguridad.^ El l!mite máximo# el l!mite m!nimo más el lote económico.
El método expuesto es similar al empleado en la gestión de almacenes de otros materiales%se basa en la estad!stica de consumos y es válido para repuestos de consumo regular. Esimprescindible que los repuestos estén codificados para una gestión que, necesariamente,debe de ser informati1ada.
"a codificación debe permitir identificar las pie1as inequ!vocamente, es decir, debe haber una relación biun!voca entre código y pie1a. Debe permitir la agrupación de los repuestosen grupos y subgrupos de tipos de pie1as homogéneos. Ello facilitará también lanormali1ación y optimi1ación del stoc0. ada código llevará asociado una descripción, lomás completa posible del material.
El análisis de +areto de cualquier almacén pone de manifiesto que el HB J de los repuestosalmacenados provocan el AB J de las demandas anuales, constituyendo el AB J restantesólo el HB J de la demanda. Esto significa que la mayor parte de los componentes de unamáquina tienen un consumo anual bajo, mientras que unos pocos tienen un consumo tanelevado que absorben la mayor parte del consumo anual global de repuestos para dichamáquina. Desde el punto de vista del valor del consumo ocurre algo parecido. "a tabla
27

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 28/239
siguiente da la distribución porcentual representativa de todo el catálogo de repuestos deempresas de diversos sectores 4qu!mico, petroqu!mico, energ!a eléctrica y siderurgia5#
6# 62mero de componentes 4J5 F# Falor anual movido 4J5
9 +ara controlar el stoc0 se usan los siguientes3ndices de control o indicadores#
@Bndice de Rotación del Inmo%ili'ado# +roporciona una medida de la movilidad de loselementos almacenados
-iendo#
D X onsumo en el periodo considerado
qm X Existencias medias en ese mismo per!odo.
@Bndice de Calidad del Ser%icio# Es una medida de la utilidad del stoc0, es decir, sitenemos almacenado lo que se requiere en cada momento.
-iendo#
7- X 7epuestos servidos y 7D X 7epuestos demandados
@Bndice de Inmo%ili'ado de re)uestos, que debe guardar una cierta relación con el valor de la instalación a mantener#
28

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 29/239
-iendo#
& X &nmovili1ado en almacén y && X &nmovili1ado de la instalación y que depend
sector productivo#/ipo de ctividad i 4J5Zu!mica I9_&. )ecánica ?9<B
utomóviles I9<B-iderurgia ?9<H
viación >,?9<HEnerg!a Eléctrica H9>)inas >,?9HB
+ero lo que está claro es que una buena utili1ación de los recursos, representará una mejor gestión del -toc0.
Tema# Instalaciones Industriales.
Paradas Pro&ramadas de Instalaciones Industriales.
"as paradas o grandes revisiones son un caso especial de mantenimiento sistemático. Engeneral, se llevan a cabo en instalaciones que por ra1ones de seguridad o de produccióndeben funcionar de forma fiable durante largos periodos de tiempo. s!, refiner!as,
industrias petroqu!micas o centrales eléctricas son ejemplos de instalaciones que sesometen de forma periódica a paradas para reali1ar revisiones en profundidad. 8trasempresas aprovechan determinados periodos de baja actividad, como las vacacionesestivales o los periodos entre campa$as, para revisar sus equipos y disminuir as! la probabilidad de fallo en los momentos de alta demanda de la instalación. "a industria deautomoción, o la industria de procesamiento de productos agr!colas son claros ejemplos deeste 2ltimo caso.
+or esta ra1ón, las diferentes tareas de mantenimiento, ya sean correctivas o preventivas, seagrupan y se programan para ser reali1adas en unos momentos muy determinados.
En resumen, un proyecto de parada de planta es un plan de actividades tendentes a ejecutar trabajos que no pueden ser reali1ados durante la operación normal de la planta de proceso y principalmente están orientados hacia el reempla1o de partes o componentes por vencimiento de su vida 2til, inspección de equipos, incorporación de mejoras omodificaciones y correcciones de fallos.
s! como un proyecto, la misma deber!a desarrollarse en varias fases, obteniendo lassalidas pertinentes en cada una.
29

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 30/239
abe destacar, que el éxito de un proyecto de parada de planta depende del alcance, coste, pla1o, riesgo y calidad que se logren, tanto durante la planificación, programación,ejecución y control de la misma.
El componente que debemos tomar en cuenta en los proyectos de paradas de planta es tener
una visión y misión del plan estratégico de inversión. El dise$o de este plan lo influencianfactores internos y externos que los equipos naturales de trabajo deben tomar en cuenta,tales como aspectos comerciales y financieros de la empresa, los compromisos con losclientes, las proyecciones de flujo de caja y la flexibilidad requerida en cuanto a la fecha deejecución y duración de la parada.
"os proyectos de paradas de planta se conocen con diferentes nombres seg2n la industria#-hutdoPn, -hut9in, DoPn9/urn, /urnaround u 8utage, es el momento donde losdepartamentos de la empresa sonr!en o revelan sus fallos funcionales. Es la ra1ón de quealgunos directores y gerentes de mantenimiento y operaciones temen a estos per!odos de paradas.“ Todos los o2os est0 so1re los tra1a2os 7ue acen”
"a aplicación del +roject )anagement es una nueva forma de dirección y gestión de proyectos de paradas de planta, lo que significa una constante b2squeda de nuevas ynovedosas formas de incrementar la confiabilidad, disponibilidad y vida 2til de plantas yequipos industriales, siempre a través de un control efectivo de coste, pla1o, riesgo ycalidad.
Tema# T4cnicas Es)ec3(icas de Mantenimiento.
En la situación actual es imprescindible, tanto en las grandes como en las medianasempresas, la implantación de una estrategia de mantenimiento predictivo para aumentar lavida de sus componentes, mejorando as! la disponibilidad de sus equipos y su confiabilidad,lo que repercute en la productividad de la planta.
El llamadomantenimiento )redicti%o o mantenimiento basado en la condición de losequipos% se basa en reali1ar mediciones periódicas de algunas variables f!sicas relevantes dcada equipo mediante los sensores adecuados y, con los datos obtenidos, se puede evaluar el estado de confiabilidad del equipo.
-u objetivo es ofrecer información suficiente, precisa y oportuna para la toma dedecisiones. +redecir significa Nver con anticipaciónO. on el conocimiento de la condiciónde cada equipo podemos hacer Nel mantenimiento adecuado en el momento adecuadoOanticipándonos a los problemas. +or eso se dice que es un mantenimiento informado.
En una organi1ación las estrategias de mantenimiento correctivo, preventivo y predictivono son excluyentes, si no que cuando una empresa se plantea qué estrategia demantenimiento seguir, normalmente la respuesta es una combinación de los tres tipos demantenimiento anteriores.
30

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 31/239
En este marco, es necesario exponer algunas de las más importantes técnicas aplicables enel mantenimiento industrial, imprescindibles para avan1ar por el camino anticipativo y demejora cont!nua.
Entre las técnicas más importantes podemos citar las siguientes#•
nálisis de fiabilidad de equipos.• lineación de ejes.• Equilibrado de rotores.• )antenimiento orrectivo# Diagnóstico de fallos en equipos.• )antenimiento orrectivo# )ecanismos de desgaste y técnicas de protección.• nálisis de aver!as.• /écnicas de mantenimiento predictivo.• &nspecciones visuales y lectura de indicadores.• &nspecciones boroscópicas.• Diagnóstico de aver!as por análisis de la degradación y contaminación del aceite.• Diagnóstico de aver!as por análisis de vibraciones.• /ermograf!a infrarroja.
Tema# Mantenimiento Industrial. Fia1ilidad del E7ui)o.
An0lisis de Fia1ilidad de E7ui)os.
El concepto más conocido para definir que es fiabilidad es# N!a )ro1a1ilidad de 7ue une7ui)o o sistema o)ere sin (allos durante un tiem)o 8t9 determinado@ en unascondiciones am1ientales dadasO. )ás sencillamente, fiabilidad es la probabilidad de queun sistema o producto funcione.
"a teor!a de la fiabilidad es el conjunto de teor!as y métodos matemáticos y estad!sticos, procedimientos y prácticas operativas que, mediante el estudio de las leyes de ocurrencia defallos, están dirigidos a resolver problemas de previsión, estimación y optimi1ación de la probabilidad de supervivencia, duración de vida media y porcentaje de tiempo de buenfuncionamiento de un sistema.
+ara evaluar la fiabilidad se usan dos procedimientos#a5 sar datos históricos. -i se dispone de muchos datos históricos de aparatos igualesdurante un largo per!odo no se necesita elaboración estad!stica. -i son pocos aparatos y poco tiempo hay que estimar el grado de confian1a.
b5 sar la fiabilidad conocida de partes para calcular la fiabilidad del conjunto. -e usa parahacer evaluaciones de fiabilidad antes de conocer los resultados reales.
En conclusión, la planificación de la fiabilidad exige la comprensión de las definicionesfundamentales.
31
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 32/239
<. uantificación de la fiabilidad en términos de probabilidad.H. lara definición de lo que es un buen funcionamiento.I. Del ambiente en que el equipo ha de funcionar.>. Del tiempo requerido de funcionamiento entre fallos.
-i no es as!, la probabilidad es un n2mero carente de significado para los sistemas y productos destinados a funcionar a lo largo del tiempo.
Alineación de E2es.
Im)ortancia de la Alineación.
+ara conseguir un funcionamiento suave en dos máquinas acopladas es imprescindible quelos ejes de las mismas estén dentro de unos l!mites admisibles en su alineación. "os l!mitesson más estrechos cuanto mayor velocidad y3o potencia tengan las máquinas acopladas.
El propósito de alineación de los ejes es impedir vibraciones excesivas y el fallo prematurode pie1as de la máquina."a desalineación es sin duda una de las causas principales de problemas en maquinaria.Estudios han demostrado que un ?B J de problemas en maquinaria son causa dedesalineación y que un =B J de las máquinas corren fuera de las tolerancias de alineación permitidos.
na máquina desalineada puede costar desde un HB J a un IB J de tiempo de paro no programado, partes de repuesto, inventarios y consumo de energ!a.
Conce)to de alineación y ti)os de desalineamiento.
"a alineación de e2es es el proceso de ajuste de la posición relativa de dos máquinasacopladas 4por ejemplo, un motor y una bomba5 de manera que las l!neas centrales de susejes formen una l!nea recta cuando la máquina está en marcha a temperatura defuncionamiento normal.
"os posibles desalineamientos 4desviaciones de la condición de alineamiento ideal5 que se pueden presentar son#
• Radial o Paralelo 4ejes despla1ados paralelamente 9 8ffset5.• An&ular 4ejes angulados entre s!5.•
ombinación de los anteriores 48ffset C ngular5./oda operación de alineamiento que se efect2e de forma racional debe seguir, al menos, los> pasos siguientes#
• )edición de las magnitudes y dirección de las desviaciones 4debidas a losdespla1amientos paralelos y angulares de los ejes en los planos vertical yhori1ontal5.
32

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 33/239
• álculo de los despla1amientos de corrección.• Efectuar dicho despla1amiento.• omprobar la alineación.
+ara corregir los diferentes tipos de desalineación existen diferentes métodos entre los quese pueden destacar, de menor a mayor precisión, los siguientes#9Re&la y ni%el. 9Relo2 com)arador. 9Sistema de rayo l0ser.
Tema# M4todos )ara Corrección Alineación.
Re&la y Ni%el.
Es un sistema de alineamiento rápido, utili1ado en los casos en los que los requisitos demontaje no son exigentes, dado que es poco preciso.
El proceso de alineamiento es como sigue#
• "os ejes, con los platos calados, se aproximan hasta la medida que se especifique.• on una regla de acero y un nivel, se sit2an en las generatrices laterales que
podemos denominar Este y 8este 4ó I y =5 y se irá corrigiendo hasta que losconsideremos alineados.
• -e comprueba el paralelismo de los platos midiendo en cuatro puntos a =B`.• -i en el plano 6orte9-ur no tenemos el nivel a cero, quiere decir que el mecanismo
está N VD8O o N"EF 6/ D8O, por lo que habrá que colocar forros donde senecesite para que los dos platos queden paralelos.
Relo2 Com)arador.
-e trata de un instrumento medidor que transmite el despla1amiento lineal del palpador auna aguja indicadora, a través de un sistema pi$ón9corredera.
El reloj comparador consiste en una caja metálica atravesada por una varilla o palpador despla1able axialmente en algunos mil!metros 4<B mm. para comparadores centesimales y <mm. para comparadores milésimas5. En su despla1amiento la varilla hace girar, por mediode varios engranajes, una aguja que se$alará sobre una esfera dividida en <BB partes elespacio recorrido por el palpador, de tal forma que una vuelta completa de la agujarepresenta < mm de despla1amiento del palpador y, por consiguiente, una división de laesfera corresponde a B.B< mm de despla1amiento del mismo. na segunda aguja más peque$a indica mil!metros enteros.
33

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 34/239
)ovimientos del palpador hacia el comparador serán positivos, girando la aguja en elsentido del reloj. )ovimientos hacia el exterior serán negativos, despla1ándose la aguja ensentido antihorario.
El modo de usarlo para medir la desalineación radial 4paralela5 es haciéndolo solidario a
uno de los ejes 4Eje 5 mediante un adaptador 4base magnética5, descansando el palpadoren el diámetro exterior del otro eje 4Eje 5. )ontado de esta forma se gira I_B el eje ,tomando lecturas cada =B . Dichas lecturas nos darán la posición relativa del eje respectode la proyección del eje en la sección de lectura. +ara medir la desalineación axial4angular5 se procede de igual manera pero descansando el palpador en la cara frontal del plato.
"os principales métodos de alineación en los que se emplea el reloj comparador para medir la desalineación son#
".- lineación mediante reloj radial y galgas 4método roPn9 overi5.*-. lineación mediante relojes radiales alternados 4)étodo &ndicador &nverso5.+-. lineación mediante cara y borde 4)étodo 7adial9 xial5
Sistema de Rayo !0ser.
"os métodos de alineación con el uso de láser suponen una mejora destacable de losmétodos tradicionales. n alineador de ejes láser reali1a una alineación más rápida y precisa que los métodos tradicionales. "os alineadores de contacto utili1an transductoresNcomunicadores electrónicos de posiciónO, semejantes al reloj comparador. Estos elementosse utili1an cada d!a más y cada casa comercial tiene su modelo con sus debidasinstrucciones de utili1ación.
El equipo a utili1ar, por ejemplo, puede ser el 8+/ "&(6, de +r ftechni0 (. onsta deuna unidad "áser3Detector, que montada en el eje de la máquina estacionaria, emite un rayoláser, que es dirigido al prisma montado en el eje de la máquina que debe ser movida%donde es reflejado hacia el detector. n computador recibe la información del detector ysuministra todos los datos necesarios para un alineado preciso.El láser es de semiconductores (a9 l9 s, y emite lu1 en la 1ona del rojo visible 4longitudde onda _KB nm5. -u potencia es del orden de pocos m .
Tema# Mantenimiento Industrial. E7uili1rado Rotores.
E7uili1rado de Rotores.
Im)ortancia del E7uili1rado.
-i la masa de un elemento rotativo está regularmente distribuida alrededor del eje derotación, el elemento está equilibrado y gira sin vibración.
34

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 35/239
-i existe un exceso de masa a un lado del rotor, la fuer1a centr!fuga que genera no se vecompensada por la del lado opuesto más ligero, creando un desequilibrio que empuja alrotor en la dirección más pesada. -e dice entonces que el rotor está desequilibrado.
El desequilibrio de pie1as rotativas genera unas fuer1as centr!fugas que aumentan con el
cuadrado de la velocidad de rotación y se manifiesta por una vibración y tensiones en elrotor y la estructura soporte. "as consecuencias pueden ser muy severas#
• Desgaste excesivo en cojinetes, casquillos, ejes y engranajes.• 'atiga en soportes y estructura.• Disminución de eficiencia.• /ransmisión de vibraciones al operador y otras máquinas.
+ara minimi1ar el efecto de las fuer1as de excitación es necesario a$adir masas puntualesde equilibrado que compensen el efecto de las fuer1as de inercia de desequilibrio, demanera que los ejes y apoyos no reciban fuer1as de excitación o, al menos, éstas seanm!nimas.
+or tanto el equilibrado tiene por objeto#• &ncrementar la vida de cojinetes.• )inimi1ar las vibraciones y ruidos• )inimi1ar las tensiones mecánicas.• )inimi1ar las pérdidas de energ!a.• )inimi1ar la fatiga del operador.
Ti)os de Dese7uili1rio.
"a norma &-8 <=H? describe cuatro tipos de desequilibrio, mutuamente excluyentes.
a5 Desequilibrio Estático"a condición de desequilibrio estático se da cuando el eje principal de inercia del rotor seencuentra despla1ado paralelamente al eje del árbol. /ambién llamado desequilibrio defuer1a.
-e corrige colocando una masa correctora en lugar opuesto al despla1amiento del centro degravedad 4 .(.5, en un plano perpendicular al eje de giro y que corte al .(.
b5 Desequilibrio de +ar n par desbalanceado se presenta cuando el eje principal de inercia del rotor y el eje del
árbol interceptan en el centro de gravedad del rotor pero no son paralelos. /ambién llamadodesequilibrio de momento.
Dos masas de desequilibrio en distintos planos y a <AB una de otra. +ara su corrección s precisa un equilibrado dinámico. 6o se pueden equilibrar con una sola masa en un solo
35

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 36/239
plano. -e precisan al menos dos masas, cada una en un plano distinto y giradas <AB entres!. En otras palabras, el par de desequilibrio necesita otro par para equilibrarlo. "os planosde equilibrado pueden ser cualesquiera, con tal que el valor del par equilibrador sea de lamisma magnitud que el desequilibrio existente.
c5 Desequilibrio uasi9Estático.Existe cuando el eje principal de inercia intercepta el eje de giro pero en un punto distintoal centro de gravedad. 7epresenta una combinación de desequilibrio estático y desequilibriode par. Es un caso especial de desequilibrio dinámico.
d5 Desequilibrio Dinámico.
Existe cuando el eje principal de inercia no es ni paralelo al eje de giro ni lo corta en ning2n punto# dos masas en distintos planos y no diametralmente opuestas. Es el más com2n de losdesequilibrios y necesita equilibrarse necesariamente en, almenos, dos planos perpendiculares al eje de giro.
Reducción del Dese7uili1rado.
El propósito del equilibrado, como se ha apuntado, consiste en alterar la distribución demasas de un rotor a fin de evitar la generación de fuer1as en los soportes como resultadodel movimiento de rotación. Dicho propósito solo puede ser aproximado, ya que un ciertodesequilibrio permanece siempre en el rotor.
El equilibrado de rotores trata de conseguir la reducción del desequilibrio, en el menor tiempo posible, hasta los valores permisibles del desequilibrio permanente. "a 7elación dela 7educción del Desequilibrio 477D5 es#
donde < es el desequilibrio inicial y H es el desequilibrio permanente después delequilibrado.
"a reducción en el desequilibrio o 77D, se refiere siempre a un plano de equilibrado. mayor eficiencia en el equilibrado, mayor 77D. En los casos favorables se pueden alcan1ar valores superiores al =BJ.
El desequilibrio residual admisible pararotores r3&idos está establecido por la norma &-8<=>B 4 alidad de Equilibrado de 7otores 7!gidos5, pararotores (le6i1les se aplica lanorma &-8 ?I>I 4conjuntamente con &-8 <=>B e &-8 ?>B_5 y)ara rotores aco)ladosentre s3 , con velocidad cr!tica diferentes en cada caso, hay que aplicarles las normas a cadauno por separado.
M07uinas de E7uili1rado.
36
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 37/239
"a máquina para equilibrar debe indicar, en primer lugar, si una pie1a está equilibrada. Encaso de no estarlo, la máquina debe medir el desequilibrio, indicando suma&nitud yu1icación.
"a clasificación más com2n que se reali1a de los distintos tipos de máquinas de equilibradoes#
• )áquinas de equilibrado estático.• )áquinas de equilibrado dinámico.
"as máquinas para equilibrado estático se utili1an sólo para pie1as cuyas dimensionesaxiales son peque$as 4disco delgado5, como por ejemplo# engranes, poleas, ruedas, levasventiladores, volantes e impulsores. 7eciben también el nombre de máquinas deequilibrado en un solo plano. -i se deben montar varias ruedas sobre un eje que va a girar,las pie1as deberán equilibrarse estáticamente de forma individual antes de montarlas.
El e7uili1rado est0tico es en esencia un )roceso de )esado en el 7ue se a)lica a la )ie'auna (uer'a de &ra%edad o una (uer'a centr3(u&a. En el conjunto disco9eje, la locali1acióndel desequilibrio se encuentra con la ayuda de la fuer1a de gravedad. 8tro método ser!ahacer girar al disco a una velocidad predeterminada, pudiéndose medir las reacciones en loscojinetes y luego utili1ar sus magnitudes para indicar la magnitud del desequilibrio. omola pie1a está girando cuando se reali1an las mediciones, se usa un estroboscopio paraindicar la ubicación de la corrección requerida.
+ara grandes cantidades de pie1as, se puede utili1ar un sistema de péndulo% el que proporciona tanto la magnitud como la ubicación del desequilibrio y en el que no es
necesario hacer girar la pie1a. "a dirección de la inclinación da la ubicación deldesequilibrio y el ángulo indica la magnitud.En cuanto a las máquinas de equilibrado dinámico, pueden se$alarsetres m4todos de usogeneral en la determinación de las correcciones en dos planos que son#1astidor1asculante@ )unto nodal y com)ensación mec0nica.
/ambién se puede equilibrar una máquina Nin situO, equilibrando un solo plano cada ve1.En tal caso, sin embargo, los efectos cru1ados y la interferencia de los planos de correccióna menudo requieren que se equilibre cada extremo del rotor dos o tres veces para alcan1ar resultados satisfactorios. demás, algunas máquinas pueden llegar a necesitar hasta unahora para alcan1ar su velocidad de régimen, y esto introduce más demoras en el
procedimiento de equilibrado.+or otra parte, el equilibrado Nin situOes necesario )ara rotores muy &randes para los quelas máquinas de equilibrado no resulten prácticas. &ncluso, aun cuando losrotores de alta%elocidad se equilibren en el taller durante su fabricación, con frecuencia resulta necesariovolverlos a equilibrar Nin situO debido a ligeras deformaciones producidas por el transporte por fluencia o por altas temperaturas de operación.
37

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 38/239
Tema# Mantenimiento Industrial. Fallo de E7ui)os.
Dia&nóstico de Fallos en E7ui)os.
6o es posible gestionar adecuadamente un departamento de mantenimiento si no seestablece un sistema que permita atender las necesidades de mantenimiento correctivo 4lareparación de aver!as5 de forma eficiente. De poco sirven nuestros esfuer1os para tratar deevitar aver!as si, cuando estas se producen, no somos capaces de proporcionar unarespuesta adecuada. Debemos recordar, además, que un alto porcentaje de las horas9hombrededicadas a mantenimiento se emplean en la solución de fallos en los equipos que no hansido detectados por mantenimiento, sino comunicados por el personal de producción. En laindustria en general, este porcentaje var!a mucho entre empresas# desde aquellas en las queel <BBJ del mantenimiento es correctivo, no existiendo ni tan siquiera un +lan de"ubricación, hasta aquellas, muy pocas, en las que todas las intervenciones son programadas.
(estionar con eficacia el mantenimiento correctivo significa#
• 7eali1ar intervenciones con rapide1, que permitan la puesta en marcha del equipoen el menor tiempo posible 4)//7, tiempo medio de reparación, bajo5
• 7eali1ar intervenciones fiables, y adoptar medidas para que no se vuelvan a producir estas en un periodo de tiempo suficientemente largo 4)/ ', tiempo medioentre fallos, grande5
• onsumir la menor cantidad posible de recursos 4tanto mano de obra comomateriales5
El tiempo necesario para la puesta a punto de un equipo tras una aver!a se distribuye de lasiguiente manera#
<.9 /iempo de detección.H.9 /iempo de comunicación.I.9 /iempo de espera.>.9 Diagnóstico de la aver!a.?.9 copio de herramientas y medios técnicos necesarios._.9 copio de repuestos y materiales.K.9 7eparación de la aver!a.A.9 +ruebas funcionales.
=.9 +uesta en servicio.<B.9 7edacción de informes.
Es fácil entender que en el tiempo total hasta la resolución del incidente o aver!a, el tiempode reparación puede ser muy peque$o en comparación con el tiempo total. /ambién es fácilentender que la (estión de )antenimiento influye decisivamente en este tiempo# al menosK de los <B tiempos anteriores se ven afectados por la organi1ación del departamento.
38

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 39/239
En el tiempo necesario para la resolución de una aver!a hay una parte importante que seconsume en su diagnóstico, en identificar el problema y proponer una solución. En aver!asevidentes, este tiempo pasa desapercibido, es despreciable frente al tiempo total. +ero enmuchas ocasiones el tiempo necesario para saber que ocurre puede ser significativo#
•
En caso de instalaciones nuevas, poco conocidas.• En caso de emplear personal distinto del habitual.• En caso de aver!as poco evidentes 4aver!as que tienen que ver con la
instrumentación, por ejemplo5.
El personal, con el paso del tiempo, va aprendiendo de su propia experiencia, siendo unarealidad que el diagnóstico de una aver!a suele hacerlo más rápidamente el personal quemás tiempo lleva en la planta. -i la experiencia acumulada por el personal demantenimiento se almacena en sus cabe1as, nos exponemos a algunos peligros#
• 7otación del personal. El personal cambia de empresas, de puestos, etc., y con él, puede marcharse la experiencia acumulada en la resolución de aver!as
• +er!odos de vacaciones y bajas. -i la experiencia se almacena exclusivamente en lasmentes del personal, ante una baja, un descanso o unas vacaciones podemosquedarnos sin esa experiencia necesaria
• 8lvidos. "a mente es un soporte frágil, y un operario puede no acordarse conexactitud de cómo resolvió un problema determinado
• &ncorporación de personal# el personal de nueva incorporación deberá formarse allado de los operarios que más tiempo llevan en la planta. Esta práctica tan extendidano es a menudo la más recomendable. n buen operario no tiene por qué ser un buen profesor. -i, por otro lado, debemos esperar a que a un operario le ocurrantodas las aver!as posibles para tenerlo perfectamente operativo, transcurrirán a$oshasta llegar al máximo de su rendimiento.
+or todo ello, es conveniente recopilar la experiencia acumulada en las intervencionescorrectivas en documentos que permitan su consulta si el mismo problema vuelve a surgir.Estos documentos, que pueden denominarse "&-/ - DE W D " D& (6Y-/& 8,recoger!an as! los datos más importantes en la reparación de un problema.
En estas listas de ayuda deben detallarse, al menos#
• "os s!ntomas de la aver!a, en palabras sencillas. Debe estar indicado lo que observael operario# la manifestación del fallo y las condiciones anómalas que se danrelacionadas con éste.
• "as causas que pueden motivar ese fallo. omo ejemplo, indicar!amos bloqueo derodamientos en la bomba, bloqueo de rodamientos en el motor, etc.
• "as posibles soluciones al problema. En el ejemplo considerado, la solución ser!a#desacoplar motor y bomba, comprobar qué eje no gira libremente, desmontar ycambiar rodamientos, montar, acoplar y alinear.
39

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 40/239
omo veremos en el apartado correspondiente, los fallos más importantes de una plantadeben ser anali1ados, para tratar de buscar medidas preventivas que traten de evitarlos en elfuturo. 6o obstante, y como dec!amos al inicio de este apartado, un buen sistema demantenimiento debe contemplar la resolución rápida de aver!as, y uno de los medios paralograrlo es poder diagnosticar rápidamente el fallo y aportar una solución.
En los siguientes apartados, intentaremos anali1ar los fallos en componentes mecánicos yaver!as que se pueden producir en máquinas de procesos.
Tema# Fallos en Com)onentes Mec0nicos.
An0lisis de Fallos en Com)onentes Mec0nicos.
Del conjunto de elementos mecánicos de las máquinas de procesos hemos seleccionadoaquellos componentes más expuestos a aver!as y que suelen estar implicados en la mayor!a
de los fallos de los equipos#• 7odamientos• ojinetes• Engranajes• coplamientos• ierres mecánicos
".- A/ERBAS EN RODAMIENTOS.
"os rodamientos se encuentran entre los componentes más importantes de las máquinas.En condiciones normales el fallo de un rodamiento sobreviene por fatiga del material,resultado de esfuer1os de cortadura que surgen c!clicamente debajo de la superficie quesoporta la carga. Después de alg2n tiempo, estos esfuer1os causan grietas que se extiendenhasta la superficie. onforme los elementos rodantes alcan1an las grietas, provocan roturasdel material 4desconchado5 y finalmente deja el rodamiento inservible.
-in embargo la mayor parte de los fallos en rodamientos tienen una causa ra!1 distinta que provoca el fallo prematuro. Es el caso de desgaste apreciable por presencia de part!culasextra$as o lubricación insuficiente, vibraciones excesivas del equipo y acanalado por pasode corriente eléctrica.
"a mayor parte de los fallos prematuros son debidos a defectos de montaje#
• (olpes• -obrecargas• priete excesivo• 'alta de limpie1a• Desalineación
40

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 41/239
• juste inadecuado• Errores de forma en alojamientos
ada una de las diferentes causas de aver!as del rodamiento genera su propio y peculiar deterioro. /al deterioro conocido como da$o primario, da lugar después a da$os
secundarios que inducen a la aver!a9desconchado y roturas. /ambién el deterioro inicial puede exigirnos prescindir del rodamiento, por ejemplo, debido a un juego internoexcesivo, vibración, ruido y as! sucesivamente. n rodamiento averiado, ostentafrecuentemente una combinación de da$o inicial y da$o secundario.
"os tipos de da$os pueden clasificarse como siguen#
Da o Inicial o Primario.
• Des&aste# Es causado principalmente por desli1amiento abrasivo, incluyendo lascaras y pesta$as de los rodillos, la superficie de la ventana de la jaula y la superficie
de la rodadura. El desgaste debido a la contaminación por materias extra$as y lacorrosión, no sólo ocurre en la superficie en desli1amiento, sino también en lassuperficies de los elementos rodantes.
• Indentación# Es causado principalmente por desli1amiento abrasivo, incluyendo lascaras y pesta$as de los rodillos, la superficie de la ventana de la jaula y la superficiede la rodadura. El desgaste debido a la contaminación por materias extra$as y lacorrosión, no sólo ocurre en la superficie en desli1amiento, sino también en lassuperficies de los elementos rodantes.
• Ad erencia# Es un tipo de aver!a donde partes de los rodamientos son fundidas yadheridas a otras% es causado por el calor anormal o por el estado áspero de lassuperficies y como resultado los rodamientos no pueden rotar libremente.
• Fati&a su)er(icial# Es un fenómeno en el que se porducen peque$os agujeros conuna profundidad aproximada de B.< mm sobre la superficie de rodadura debido a lafatiga rodante.
• Corrosión# Es un fenómeno de oxidación o disolución que ocurre en la superficiemetálica y es causado por la acción qu!mica 4reacción electroqu!mica, incluyendocombinaciones o cambios estructurales5 de ácidos o bases.
• Da o )or corriente el4ctrica# Es un fenómeno en el cual la superficie delrodamiento es parcialmente derretida por chispas generadas cuando una corrienteeléctrica pasa por el rodamiento y atraviesa la delgada pel!cula de lubricante en el punto de contacto rodante.
Da o Secundario.
• Desconc ado 8descascarillado9# Es un fenómeno en el cual la superficie delrodamiento se torna escamosa y arrugada debido al desprendimiento del material,consecuencia del contacto repetitivo de un esfuer1o o carga sobre las superficies derodadura de los aros y elementos rodantes durante la rotación. "a presencia del
41

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 42/239
desconche es una indicación de que está próximo el fin de la vida de servicio delrodamiento.
• Roturas# &ncluyen fracturas por desli1amiento, rajaduras y roturas.
*.- A/ERBAS EN CO INETES ANTIFRICCI N.
"os esfuer1os a los que se ven sometidos los rodamientos al funcionar a altas velocidades,soportando cargas combinadas en forma c!clica, ro1amientos, impactos, temperaturas, etc.,hacen que se generen fallas por fatiga superficial de los elementos en contacto.+or tal motivo, a los efectos de establecer parámetros que permitan conocer elcomportamiento que tendrá un rodamiento, su velocidad, duración y resistencia dentro delos l!mites impuestos por la tecnolog!a aplicada, se han definido, basados sobre todo enresultados experimentales, distintos conceptos estad!sticos que hay que tener en cuentacuando se elija un cojinete de este tipo.
s!, para establecer la resistencia del mismo se han definido los conceptos de cargas
soportadas por el rodamiento, como laca)acidad de car&a est0tica, la ca)acidad decar&a din0mica yla car&a e7ui%alente, en tanto que para determinar su duración se defineel concepto de%idadel rodamiento.
"os modos de fallos t!picos en este tipo de elementos son#
• Desgaste• orrosión• Deformación• 7otura3separación y las causas están relacionadas con los siguientes aspectos#• )ontaje• ondiciones de trabajo• -ellado• "ubricación
+.- A/ERBAS EN EN5RANA ES.
En los engranajes se presentan fenómenos de rodadura y desli1amiento simultáneamente.omo consecuencia de ello, si la lubricación no es adecuada, se presentan fenómenos de
desgaste muy severo que le hacen fallar en muy poco tiempo. "os modos de fallos en estoscomponentes son pues desgaste, deformación, corrosión y fractura o separación. "as causas
están relacionadas con las condiciones de dise$o, fabricación y operación as! como con laefectividad de la lubricación.
En este caso los modos de fallos más frecuentes son los asociados al desgaste, casi todosrelacionados con un defecto de lubricación.
,.- A/ERBAS EN ACOP!ES DENTADOS.
42

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 43/239
unque en los 2ltimos a$os han aparecido acoplamientos no lubricados, la mayor parte delas turbomáquinas de procesos qu!micos y petroqu!micos 4compresores y turbinas5 vanequipados con este tipo de acoplamiento que permite una cierta desalineación. -in embargoel K?J de los fallos son debidos a una lubricación inadecuada. "os modos de fallos básicamente son desgaste, deformación y rotura. "as causas están ligadas a problemas de
dise$o, montaje, condiciones de operación y lubricación inadecuada.na ve1 más se constata una alta concentración de fallos, fundamentalmente desgastes,cuya causa más probable está asociada a un fallo de lubricación.
.- A/ERBAS EN CIERRES MEC NICOS.El gasto en mantenimiento de bombas, en refiner!as, plantas qu!micas y petroqu!micas, puede representar el <?J del presupuesto total del mantenimiento ordinario. De ellos, lamayor parte del gasto y del n2mero de fallos 4I>,?J5 se presenta en el cierre mecánico. -itenemos en cuenta el riesgo que, tanto desde el punto de vista de la seguridad como medio9ambiental, supone este tipo de fallos, se entiende la importancia que tiene el evitarlos.
El análisis sistemático de cada aver!a y la toma de medidas para reducirlas deber!a ser una práctica habitual.
En este caso destaca la gran cantidad de fallos asociados a un problema de dise$o como esla adecuada selección del cierre. on mucha frecuencia no se tiene en cuenta, en la fase deingenier!a, todas las condiciones de servicio que condicionan la acertada selección delcierre, provocando una aver!a repetitiva con la que el personal de mantenimiento seacostumbra pronto a convivir. En estos casos es imprescindible reali1ar un análisis de lasaver!as producidas para detectar la causa del fallo y cambiar el dise$o seleccionado, cuandosea preciso.
Tema# Mantenimiento Industrial. M07uinas de Procesos.
An0lisis de A%er3as en M07uinas de Procesos.
De forma genérica los s!ntomas que alertan de una posible aver!a son similares en losdistintos tipos de máquinas de procesos.
El diagnóstico de aver!as no se debe limitar a los casos en que el equipo ha fallado, por elcontrario, los mayores esfuer1os de deben dedicar al diagnóstico antes de que el fallo se presente. Es lo que hemos definido como mantenimiento predictivo. 7ecordemos que se
fundamenta en que el ==J de los fallos de maquinaria son precedidos por alg2n s!ntoma dealarma antes de que el fallo total se presente.
En cualquier caso debemos aplicar una metodolog!a o procedimiento sistemático#
". -e$ales o s!ntomas de observación directa#• -obrecalentamiento• Fibración
43

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 44/239
• 7uido• lta temperatura en cojinetes• 'ugas, humo, etc.
*. -!ntomas de observación indirecta#• ambios en alg2n parámetro
+resión/emperatura
audal+osiciónFelocidadFibración
• ambios en las prestaciones7elación de compresión7elación de temperaturasDemanda de potencia
7endimientos
+."istado de posibles causas o hipótesis.
,. nali1ar la relación entre s!ntomas y causas.
. plicar, si es posible, el orden de probabilidad en la relación s!ntoma3causa paradiagnosticar el fallo.
.&ndicar la solución o acción a tomar.
".- A/ERBAS EN :OM:AS CENTRBF 5AS.Estad!stica de fallos t!picos#
Causa de (allos Distri1ución 8G9ierre )ecánico I>.?ojinetes HB.H
Fibraciones H.K'uga por empaquetadura3cierre <_.I+roblemas en eje3acoplamiento <B.?
'allo l!neas auxiliares >.A'ijación >.Iajas prestaciones H.?
8tras causas >.H <BB.B
-olo los fallos en cierre mecánico y cojinetes representan más del ?BJ de las causas defallo.
44

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 45/239
*.- A/ERBAS EN COMPRESORES CENTRBF 5OS.
Estad!stica de fallos t!picos en turbocompresores de proceso#
Causa de (allos Distri1ución 8G97otor HH&nstrumentación H<
ojinetes radiales <Ilabes3&mpulsores Aojinetes axiales _ierres _
Diafragmas <8tros HI <BB
+.- A/ERBAS EN COMPRESORES A!TERNATI/OS.
Estad!stica de fallos t!picos#
Causa de (allos Distri1ución 8G9Fálvulas ><-egmentos <>
ilindro <+istón I
nillos de apoyo <Bierres <B
-istemas lubricación <Aruceta <ig e$al <ojinetes <ontrol <
<BB
destacar que solo los fallos en válvulas y segmentos representan el ??J de las causas defallo.
simismo el KIJ de las aver!as están asociadas al sistema válvulas, segmento ylubricación.
,.- MOTORES DE COM: STI N INTERNA A!TERNATI/OS .
Estad!stica de fallos t!picos#
45

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 46/239
Fallo inicial Distri1ución 8G9ojinetes H>.>
+istón3-egmentos <=.>ilindro, camisa, bloque <_.Kig e$al _.<
Fálvulas ?._iela >.>olector >.>
-istema lubricación H.HEngranajes H.H
rbol de levas <.Kcoplamientos <.K
7otor turbosobrealimentador <.<ontrol, presión, temperatura <.<
8tros =.B <BB
.- A/ERBAS EN T R:INAS DE /APOR .
Estad!stica de fallos t!picos#
Modo de (allo Distri1ución 8G9Erosión HI.B'atiga y fluencia <A.?
ojinetes <>._'isuras por tensiones térmicas <<.K'allos repentinos =.I'isuras incipientes A.BDa$os mecánicos superficiales ?.>
orrosión3erosión I.I'lexión del eje H.>Desgaste H.I
brasión <.? <BB
Tema# Mantenimiento Industrial. T4cnicas de Protección.
Mecanismos de Des&aste y T4cnicas de Protección.
46

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 47/239
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 48/239
<. )antener baja la presión de contacto
H. )antener baja la velocidad de desli1amiento
I. )antener lisas las superficies de rodamientos
>. sar materiales duros
?. segurar bajos coeficientes de fricción
_. sar lubricantes
na máquina no puede operarse en condiciones de fricción seca, pues aunque los acabadossuperficiales fuesen inmejorables, la degradación superficial ser!a tan rápida y severa que prácticamente no llegar!a a funcionar.
"a introducción del lubricante reduce sustancialmente el coeficiente de fricción, mejorandola situación de degradación de las superficies que aparece en la fricción seca, pero nosupone la desaparición total del desgaste.
-e pueden distinguir los siguientesmecanismos de des&aste#
• dhesión
• brasión
• Erosión
• 'atiga
• orrosión
• avitación
48

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 49/239
• "udimiento o desgaste por vibración
• Desli1amiento.
"os mecanismos de desgaste son el origen del mismo. "as consecuencias o efectos queestos mecanismos producen sobre las superficies son losmodos de des&aste#
• Desgaste normal
• Desgaste severo
• +icadura 4+itting5
• (ripado 4-cuffing5
• 7ayado en distintos grados 4-coring, (ouging5
T4cnicas de tratamiento su)er(icial.
Existe una variada gama de tratamientos superficiales para aumentar la dure1a, reducir lafricción y el desgaste. lgunos son com2nmente aplicados por los fabricantes de las pie1asoriginales#
• /ratamientos /érmicos 4/emple, 7evenido5
• /ratamientos termo9qu!micos 4cementación, nitruración5
• 7ecargues por soldadura de metal duro 4estellita5
49

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 50/239
8tros son aplicados por decisión del usuario con objeto de aumentar la vida y reducir loscambios de pie1as sujetas a un desgaste severo. En estos casos se impone hacer un análisiseconómico para justificar la decisión# por una parte se trata de procesos muy especiales y por tanto caros de aplicar, aunque por otra parte se consiguen mejoras sustanciales en elcomportamiento de las pie1as, si el tratamiento es el adecuado. 6o obstante ello lostratamientos avan1ados no pueden competir en precio con los tratamientos tradicionales por lo que deben reservarse a los casos en que el costo de sustitución es muy elevado o la pie1aes de alta responsabilidad y se pretende conseguir mejoras no alcan1ables por mediostradicionales.
En este apartado distinguiremos las siguientes técnicas#
@ +rocesos convencionales deRecar&ue de Materiales#
+roceso 8xi9acetilénico
-oldadura eléctrica manual
+rocesos /&(
rco -umergido
-oldadura con polvo
@ +rocedimientoses)eciales de a)ortación#
/hermo9spray
+lasma transferido
+lasma9spray
a$ón de detonación
@Procesos A%an'ados#
50
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 51/239
&mplantación iónica
7ecubrimientos +FD
7ecubrimientos FD
Selección de tratamientos.
"a decisión del tratamiento a aplicar debe contemplar todos los aspectos técnicos#temperatura de aplicación, necesidad de tratamientos previos o posteriores, cambios endimensiones o en acabado superficial, en definitiva, las dificultades de aplicación y losriesgos de las mismas. /ambién es importante el aspecto económico ya apuntado antes en laintroducción. En este sentido, la rentabilidad económica debe contemplar aspectos que, enla práctica, se suelen olvidar#
a5 El gasto en herramientas, que suele ser un costo asumido por muchas empresascomo inevitable.
b5 "os tratamientos avan1ados suelen ser más costosos que los tradicionales, perosus ventajas son también superiores.
c5 Es imprescindible establecer un seguimiento, tanto técnico como económicosistemáticos, que contemple todos los aspectos involucrados.
Tema# Mantenimiento Industrial. An0lisis de A%er3as.
Introducción.
"os métodos usados para fijar la pol!tica de mantenimiento son insuficientes, por s!mismos, para asegurar la mejora continua en mantenimiento. -erá la experiencia quién nos
51

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 52/239
mostrará desviaciones respecto a los resultados previstos. +or tal motivo se imponeestablecer una estrategia que, además de corregir las citadas desviaciones, asegure quetodos los involucrados en el proceso de mantenimiento se impliquen en la mejora continuadel mismo.
Desde este punto de vista, elan0lisis de a%er3as se podr!a definir como el conjunto deactividades de investigación que, aplicadas sistemáticamente, trata de identificar las causasde las aver!as y establecer un plan que permita su eliminación.
-e trata, por tanto, de no conformarse con devolver a los equipos a su estado de buenfuncionamiento tras la aver!a, sino de identificar la causa ra!1 para evitar, si es posible, surepetición. -i ello no es posible se tratará de disminuir la frecuencia de la citada aver!a o ladetección preco1 de la misma de manera que las consecuencias sean tolerables osimplemente podamos mantenerla controlada. El fin 2ltimo ser!a mejorar la fiabilidad,aumentar la disponibilidad y reducir los costos. El análisis sistemático de las aver!as se hamostrado como una de las metodolog!as más eficaces para mejorar los resultados delmantenimiento.
Fallos y a%er3as de los sistemas.
El (allo de un sistema se define como la pérdida de aptitud para cumplir una determinadafunción.
uando un equipo o una instalación fallan, siempre generalmente lo hacen por uno de estoscuatro motivos#
<. +or un fallo en el material
H. +or un error humano del personal de operación
52

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 53/239
I. +or un error humano del personal de mantenimiento
>. ondiciones externas anómalas
En ocasiones, confluyen en una aver!a más de una de estas causas, lo que complica encierto modo el estudio del fallo, pues a veces es complicado determinar cuál fue la causa principal y cuales tuvieron una influencia menor en el desarrollo de la aver!a.
"a A%er3a es el estado del sistema tras la aparición del fallo.
El diccionario de la 7eal cademia Espa$ola de la "engua indica que el términoa%er3aesuna palabra que procede del árabeal-aHarriyya que significa da$o que padecen lasmercader!as. Donde la palabrada o es considerada como causar detrimento o echar a perder una cosa.
-e puede decir que una aver!a es la pérdida de la función de un elemento, componente,sistema o equipo. Esta pérdida de la función puede ser total o parcial. "a pérdida total de
funciones conlleva a que el elemento no puede reali1ar todas las funciones para las que sedise$ó.
"a aver!a parcial afecta solamente a algunas funciones consideradas como de importanciarelativa. En este caso el sistema donde se encuentra el elemento averiado, puede operar condeficiencias de diversa !ndole y no afecta a las personas o produce da$os materialesmayores.
l definir una aver!a como pérdida de la función y si cada elemento o sistema puede tener varias clases de funciones, necesariamente las aver!as se pueden categori1ar. En la teor!a de
nálisis del Falor se considera que todo elemento u objeto puede tener varios tipos defunciones#
53

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 54/239
• +rincipales o aquellas para las que el elemento fue dise$ado, una bombilla sufunción principal es la de proporcionar lu1.
• -ecundarias las que cumplen funciones de apoyo a las principales, un focoluminoso debe necesitar cierta resistencia los golpes.
• /erciarias son aquellas que cumplen aspectos relacionados con la estética. El bombillo debe tener una superficie limpia.
+or lo tanto, pueden existir diferentes clases de aver!as por función afectada#
• ver!as cr!ticas o mayores. "a que afecta las funciones del elementoconsideradas como mayores.
• ver!a parcial. "a que afecta a algunas de la funciones pero no a todas
• ver!a reducida. "a que afecta al elemento sin que pierda su función principal ysecundaria.
Esta clasificación es importante para desarrollar un modelo de análisis de aver!as. naestrategia para la solución de aver!as debe considerar que existen aver!as cr!ticas que sonlas prioritarias eliminarlas para conseguir un resultado significativo en la mejora delequipo. Esta forma de clasificación invita a que el +rincipio de +areto sea utili1ado comoun instrumento muy 2til para los estudios de diagnóstico.
8tro tipo de clasificación de las aver!as se puede reali1ar por la forma como se pueden presentar estas a través del tiempo. Este tipo de clasificación también se debe tener encuenta para el dise$o de una estrategia de eliminación, ya que los métodos de solución pueden ser diferentes.
54

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 55/239
"os problemas de los equipos se clasifican en#
• ver!as crónicas. fecta el elemento en forma sistemática o permanece por largo tiempo. +uede ser cr!tica, parcial o reducida.
• ver!as esporádicas. fecta el elemento en forma aleatoria y puede ser cr!tica o parcial.
• ver!a transitoria. fecta durante un tiempo limitado al elemento y adquierenuevamente su actitud para reali1ar la función requerida, sin haber sido objetode ninguna acción de mantenimiento.
M4todos de An0lisis de A%er3as.
"a metodolog!a para análisis y solución de problemas, en general, es muy variada y sueleser adoptada y adaptada por cada empresa en función de sus peculiaridades.
;aciendo un análisis comparativo de las más habituales, se puede decir que hay dosaspectos fundamentales en los que coinciden#
". El recorrido del )roceso.
El análisis debe centrarse primero en elPro1lema, segundo en laCausa y tercero en la
Solución.
*. !a metodolo&3a a utili'ar.
"as condiciones que debe reunir para garanti1ar su eficacia son#
55

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 56/239
• Estar bien estructurada, de forma que se desarrolle seg2n un orden lógico.
• -er r!gida, de manera que no dé opción a pasar por alto ninguna etapafundamental.
• -er completa, es decir, que cada etapa sea imprescindible por s! misma y como punto de partida para la siguiente.
/eniendo en cuenta estos aspectos fundamentales 4el recorrido del proceso y la metodolog!aa utili1ar5 y la determinación de evitar algunos problemas espec!ficos del mantenimiento4tendencia a convivir con los problemas, tendencia a simplificar los problemas y tendenciaa centrarse en el problema del d!a5, se propone un método sistemático de análisis deaver!as, estructurado en cuatro fases y die1 etapas o pasos.
'ase # oncretar el +roblema
<. -eleccionar el -istema
H. &dentificar el +roblema
I. uantificar el +roblema
'ase # Determinar las ausas
>. Enumerar las ausas
?. lasificar y erarqui1ar las ausas
_. uantificar las ausas
56

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 57/239
K. -eleccionar una ausa
'ase # Elaborar la solución
A. +roponer y uantificar -oluciones
=. -eleccionar y Elaborar una -olución
'ase D# +resentar la +ropuesta
<B. 'ormular y +resentar una +ropuesta de -olución
$erramientas )ara el an0lisis de a%er3as.
"a importancia de los métodos de análisis y eliminación de los problemas radica en la posibilidad de incrementar el conocimiento que posee el personal sobre los equipos en losque trabajan. Estos métodos disciplinados y rigurosos en su lógica cuando se practican vancreando una nueva cultura de ver los problemas. 6o se trata solamente de poner en marchaun equipo si se ha averiado, la lógica de la metodolog!a se orienta a la eliminación radicalde las causas de los fallos.
De entre las diversas herramientas existentes hemos seleccionado dos grupos de métodos,cuyas herramientas se adaptan mejor para cada fase del análisis.
Tema# Mantenimiento Industrial. M4todos de Calidad.
57

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 58/239

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 59/239
significativos o de mayor aporte al problema. +ara obtener una conclusión del diagrama deausa y Efecto se requiere de gran experiencia y conocimiento profundo del equipo.
uando se pretende llegar a los niveles m!nimos de pérdida, el diagrama de ausa y Efectono es lo suficientemente potente debido a que quedan algunas posibles causas *triviales* sinsolución. +ara su eliminación se debe acudir a metodolog!as complementarias nacidas en el)antenimiento +roductivo /otal como son el )étodo +) y la técnica +orqué9+orqué paraidentificar y estudiar la mayor cantidad de causas ra!ces que pueden producir la aver!a quese estudia.
:.- Estrati(icación de la in(ormación.
Esta es qui1ás la técnica más importante en el análisis de un problema y en especial cuandose trata de problemas crónicos. "a estratificación consiste en buscar *más información a lainformación*, es como el detective que necesita buscar los indicios o pruebas 4a partir dedatos5. ;ay que escudri$ar los datos para lograr solucionar el problema en forma definitiva.
Es un método de análisis de los datos que permite clasificarlos teniendo en cuenta algunosfactores que pueden afectarlos. +or lo general los factores que permite clasificar lainformación son de tipo cualitativo como# tipo de producto, materias primas, operario,cliente, proveedor, procedencia, etc. "a estratificación permite encontrar causas no tenidasen cuenta u ocultas en el proceso o en el estudio de un problema.
El proceso seguido en la estratificación se apoya en la construcción de varios diagramas de+areto siguiendo diferentes criterios de clasificación% por ejemplo, clasificar las aver!as potipo de turno, producto, materias primas, puede conducir a conclusiones que no seesperaban% es posible que un cierto d!a de la semana sea el más propicio para la presenciade aver!as. Existen ciertas aver!as que se presentan con mayor frecuencia en unadeterminada referencia de producto. El automatismo de empaque falla con más frecuenciacon cierto proveedor de cajas de cartón, etc.
59

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 60/239
"a estratificación ayuda a identificar el problema de una planta o equipo, ya que facilita laconcentración en aquellas causas que son las de mayor impacto. +or este motivo, serecomienda emplear el principio de +areto para identificar los factores que contribuyen aincrementar la frecuencia de la aver!a o su duración.
C.- $erramientas .
". El Dia&rama de Pareto.
'recuentemente el personal técnico de mantenimiento y producción debe enfrentase a problemas que tienen varias causas o son la suma de varios problemas. El Diagrama de+areto permite seleccionar por orden de importancia y magnitud, la causa o problemas quese deben investigar hasta llegar a conclusiones que permitan eliminarlos de ra!1.
En el siglo :&:, Fillefredo +areto reali1ó un estudio sobre la distribución de la rique1a en)ilán. Encontró que el HBJ de las personas controla el ABJ de la rique1a. Esta lógica deque los pocos poseen mucho y los muchos que tienen poco ha sido aplicada en muchas
situaciones y es conocida como el principio de +areto.
"a mayor!a de los problemas son producidos por un n2mero peque$o de causas, y estas sonlas que interesan descubrir y eliminar para lograr un gran efecto de mejora. estas pocascausas que son las responsables de la mayor parte del problema se les conoce como causasvitales. "as causas que no aportan en magnitud o en valor al problema, se les conoce comolas causas tri%iales.
"as causas triviales aunque no aporten un valor a la mejora, no significan que se debandejar de lado o descuidarlas. -e trata de ir eliminando en forma progresiva las causasvitales. na ve1 eliminadas estas, es posible que las causas triviales se lleguen atransformar en vitales.
60

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 61/239
El Diagrama de +areto es un instrumento que permite graficar por orden de importancia, elgrado de contribución de las causas que estamos anali1ando o el conjunto de problemas quequeremos estudiar. -e trata de clasificar los problemas y3o causas en vitales y triviales.
/ambién se conoce como Diagrama o "ey de las +rioridades HB9AB, que dice# NElJKG de los )ro1lemas 7ue ocurren en cual7uier acti%idad son ocasionados )or el *KGde los elementos 7ue inter%ienen en )roducirlosO.
-irve para conseguir el mayor nivel de mejora con el menor esfuer1o posible. Es pues unaherramienta de selección que se aconseja aplicar en la fase 4concretar el problema5 as!como para seleccionar una causa 4Etapa K5.
*. El Dia&rama de Is i?aHa.
/ambién denominado diagrama ausa9Efecto o de espina de pescado, es una representacióngráfica de las relaciones lógicas existentes entre las causas que producen un efecto biendefinido.
Esta técnica fue desarrollada por el Doctor Uaoru &shi0aPa en <=?I cuando se encontrabatrabajando con un grupo de ingenieros de la firma UaPasa0i -teel or0s. El resumen deltrabajo lo presentó en un primer diagrama, al que le dio el nombre de Diagrama de ausa yEfecto. -u aplicación se incrementó y llegó a ser muy popular a través de la revista (emba/o Z 4 ontrol de alidad para -upervisores5 publicada por la nión de ient!ficos e&ngenieros aponeses 4 -E5. Debido a su forma se le conoce como el diagrama de Espinde +escado. El reconocido experto en calidad Dr. .). uran publicó en su conocido)anual de ontrol de alidad esta técnica, dándole el nombre de Diagrama de &shi0aPa.
-irve para visuali1ar, en una sola figura, todas las causas asociadas a una aver!a y sus posibles relaciones. yuda a clasificar las causas dispersas y a organi1ar las relaciones
61

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 62/239
mutuas. Es, por tanto, una herramienta de análisis aplicable en la fase 4DE/E7)&6 7 " - - -5.
ualquier problema por complejo que sea, es producido por factores que pueden contribuir en una mayor o menor proporción. Estos factores pueden estar relacionados entre s! y conel efecto que se estudia. El Diagrama de ausa y Efecto es un instrumento efica1 para elanálisis de las diferentes causas que ocasionan el problema. -u ventaja consiste en el poder visuali1ar las diferentes cadenas ausa y Efecto, que pueden estar presentes en un problema, facilitando los estudios posteriores de evaluación del grado de aporte de cada unade estas causas.
n Diagrama de ausa y Efecto facilita recoger las numerosas opiniones expresadas por elequipo sobre las posibles causas que generan el problema -e trata de una técnica queestimula la participación e incrementa el conocimiento de los participantes sobre el procesoque se estudia.
/iene el valor de su sencille1, poder contemplar por separado causas f!sicas y causaslatentes 4fallos de procedimiento, sistemas de gestión, etc.5 y la representación gráfica fácilque ayuda a resumir y presentar las causas asociadas a un efecto concreto.
+. Dia&rama CEDAC 8Causa E(ecto con adición de cartas9.
El sistema ED 4 ause Effect Diagram Pith ddition of ards 9 Diagrama de ausaEfecto con dición de artas5, fue desarrollado por 7uiji 'u0uda de la empresa -umitomo,a quien el comité del premio Deming le otorgó el premio 6i00ei por el desarrollo de este procedimiento. El ED en un principio tiene similitud al diagrama ausa y Efecto. -inembargo, este diagrama opera sobre una dimensión superior, ya que no solamente describecuales son las causas de la situación que se estudia, sino que re2ne en un solo gráfico lascausas y la magnitud de la contribución de estas causas. El ED posee dos partes#
62

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 63/239
• rea de causas del problema que se estudia
• rea de gráficos de efectos
En la parte i1quierda del diagrama se registra *todo lo que sabemos y no sabemos sobre el problema* con el objeto de probar a través de la experiencia si cada factor contribuye o no.El efecto positivo o negativo de haber actuado sobre una causa se aprecia en los gráficosdel extremo derecho del esquema.
En la parte derecha del diagrama ausa y Efecto se encuentra un espacio para graficar elcomportamiento de la situación que se anali1a, all! se pueden graficar estad!sticas, gráficos,diagramas de +areto, etc. Estos gráficos mostrarán la forma cómo evoluciona el tema enestudio cuando se toman acciones sobre las causas.
El ED es un verdadero instrumento de gestión de conocimiento a través de laexperimentación. +ermite la formulación de hipótesis sobre factores que generan el problema y posteriormente, durante el trabajo diario, se verifica si la causa que se haseleccionado contribuye o no al problema, o sea, se prueba la hipótesis. Esta forma detrabajo experimental contribuye a la acumulación de conocimiento ya que el trabajador puede evaluar directamente en la planta si sus creencias o si sus puntos de vista son válidos.
"a técnica ED es un instrumento simple pero poderoso para reali1ar diagnósticos de problemas, en especial para aquellas aver!as crónicas y complejas de los equipos.
Esta técnica puede brindar muy buenos resultados, tanto en la mejora del conocimiento,como del incremento de la confiabilidad y disponibilidad de los equipos.
,. El 0r1ol de (allos.
63

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 64/239
El árbol de fallos es una representación gráfica de los m2ltiples fallos o eventos y de susecuencia lógica desde el evento inicial 4causas ra!15 hasta el evento objeto del análisis4evento final5 pasando por los distintos eventos contribuyentes.
/iene el valor de centrar la atención en los hechos relevantes. dicionalmente conduce lainvestigación hacia causas latentes. Esta presentación gráfica permite, igual que eldiagrama de &shi0aPa, resumir y presentar las causas, conclusiones y recomendaciones.
Es, por tanto, una herramienta de análisis muy recomendable para reali1ar la fase delnálisis de ver!as 4Determinar las ausas5.
. Matri' de criterios.
+ara la fase 4Elaborar la solución5 es muy 2til utili1ar ésta herramienta que suponedisponer de varias soluciones viables y cuantificadas en coste y tiempo. "a matri1 decriterios nos ayudará a seleccionar la alternativa que resuelve el problema de la manera másglobal 4efectiva, rápida, barata, 5.
-e trata de una matri1 donde aparecen en las filas las distintas soluciones y en las columnaslos criterios de valoración 4sencille1, rapide1, coste, efectividad, etc.5
En cada una de las citadas opciones de votación, cada persona usa sus propios criteriosinternos para tomar una decisión. n criterio es una medida, pauta, principio u otra forma
de tomar una decisión. -e conviene en la forma en que se toma una decisión colectiva. menudo, al tomar decisiones, se usa más de un criterio al mismo tiempo. lgunas veces, elgrupo anali1a los criterios a usar y se pone de acuerdo en cuáles basarán sus opiniones los participantes.
64
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 65/239
na matri1 de criterios o priori1ación es una herramienta para evaluar opciones basándoseen una determinada serie de criterios expl!citos que el grupo ha decidido que es importante para tomar una decisión adecuada y aceptable.
"as matrices funcionan mejor cuando las opciones son más complejas o cuando se debetener en cuenta m2ltiples criterios para fijar prioridades o tomar una decisión.
. Ciclo Demin& o Ciclo P$/A.
"a piedra angular de la Dirección de +ol!ticas 4D++5 es el ciclo +;F 4+lanificar, ;acer oEjecutar, Ferificar y ctuar5. Este ciclo refleja un mecanismo de evolución para la mejoracontinua. "a planificación es simplemente la determinación de la secuencia de actividadesnecesarias para alcan1ar los resultados deseados. ;acer es el acto de implantación del plan."as actividades de planificación y ejecución nos son muy familiares. uando al implantar el plan no alcan1amos los resultados, algunas veces regresamos a nuestra *mesa de dise$o*y tomamos una nueva hoja en blanco, descartando el plan que presenta fallos. Este es el proceso com2n en un ciclo que no es el +;F .
ajo el ciclo Deming no tomamos una nueva hoja en blanco% en lugar de esto verificamoslos resultados de lo que hemos ejecutado para determinar la diferencia con el resultadoesperado. uando actuamos 4en base al análisis5 determinamos los cambios necesarios paramejorar el resultado. 7epetimos el proceso, capitali1amos el nuevo conocimiento ganado para los planes futuros.
El ciclo +;F es un proceso iterativo que busca la mejora a través de cada ciclo. "afilosof!a básica del ciclo +;F es hacer peque$os incrementos, en lugar de hacer grandesrupturas a la ve1. lgunas organi1aciones emplean el término *competición salto de rana* para ilustrar el concepto de saltos cuánticos de la mejora. El enfoque seguro y progresivo deaprender de la experiencia y construir con éxito en base a la experiencia pasadas lleva anumerosas ganancias que se acumulan en el tiempo pueden ser superiores las mejoras.
65

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 66/239
Tema# Mantenimiento Industrial. M4todos TPM.
MLTODOS TPM.
"a metodolog!a de mantenimiento para el análisis y eliminación de aver!as se orienta a lossiguientes puntos#
a5 omprender y conocer el equipo profundamente.
b5 7eflexión sobre los fenómenos.
c5 +riori1ar la información con cuidado y método.
El /+) aporta varias metodolog!as poderosas para cumplir con los requisitos expuestos previamente. "as técnicas de mayor utili1ación son las siguientes#
• nálisis +) 4+hysical )ethod5. Esta técnica se concentra en el análisis de los principios f!sicos del problema en estudio.
• nálisis +orqué9+orqué. Esta técnica emplea un proceso de diagnósticoriguroso.
• nálisis )odal de 'allos y Efectos 4 )'E5
"a estrategia de )antenimiento +roductivo /otal para el diagnóstico de aver!as se iniciacon la utili1ación de lat4cnica Por 7u4 Por 7u4. Esta técnica permite reducir en formadramática la repetición de las aver!as, pero no la elimina en forma definitiva. +or estemotivo es necesario emplear a continuación el método +) para lograr eliminar de ra!1 la
66

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 67/239
mayor cantidad de factores causales y alcan1ar altos niveles de confiabilidad en losequipos.
uando un equipo se encuentra bien mantenido y presenta una aver!a, se puede reali1ar sudiagnóstico aplicando un análisis +). +ero si el equipo se encuentra deteriorado y suscondiciones básicas están descuidadas, se considera que es más apropiado iniciar un estudiocon la técnica +orqué9+orqué, antes de aplicar un análisis +).
uando se trata de equipos nuevos, complejos o donde el deterioro acumulado es m!nimo,se recomienda emplear directamente elm4todo PM. En algunas empresas japonesasemplean de forma sistemática la combinación de )'E y método +) para eliminar problemas del equipo que afectan la calidad del producto 4)antenimiento de alidad5. Estediagnóstico puede llegar a ser sofisticado y lo reali1an especialmente los ingenieros de proceso y mantenimiento.
-e puede concluir que cada problema puede estudiarse y diagnosticarse empleando ycombinando una variedad de técnicas. Es importante tener en cuenta que se pueden llegar arecomendar algunas estrategias para el empleo sistemático de las técnicas de solución de problemas. -in embargo, estas estrategias sugeridas no cubren todas las posibilidades, perode la experiencia se puede decir que son las más frecuentes. -e podrán experimentar nuevasalternativas no estudiadas en este documento y aplicar otro tipo de técnicas de diagnósticomás sofisticadas, como la teor!a del desgaste, tecnolog!as avan1adas de mantenimiento yestudios de lubricación, como también una técnica de reciente creación como el dise$o deexperimentos multivariable, miner!a de datos, redes neuronales y otras tecnolog!ascomplejas.
continuación, se describen brevemente los principales métodos de análisis que hemosmencionado#
". Metodolo&3a Por 7u4 - )or 7u4.
67

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 68/239
Esta técnica es conocida como# *UnoP9Phy*, *conocer9porqué*, *técnica por qué, por qué porqué* o *quinto porqué*. Esta técnica se emplea para reali1ar estudios de las causas profundas que producen aver!as en el equipo. El principio fundamental de esta técnica es laevaluación sistemática de las posibles causas de la aver!a empleando como medio lainspección detallada del equipo, teniendo presente el análisis f!sico del fenómeno.
En las áreas de mantenimiento se ha utili1ado para la b2squeda de factores causales. Es unmétodo alterno del conocido Diagrama de ausa Efecto o de &shi0aPa. Esta técnica decalidad como se anali1ó previamente presenta el inconveniente de recoger un gran n2merode factores, pero no priori1a entre ellos cuales son los que verdaderamente contribuyen a la presencia de la aver!a. "a técnica porqué 9 porqué evita en los análisis de aver!as de equiposque el grupo de estudio se desv!e e identifique causas cualitativas y complejas de verificar como causas potenciales del problema de la falla de las máquinas.
+ara evitar caer durante el análisis de aver!as en temas como los siguientes# *es un problema de pol!ticas de la compa$!a*, *debido a la falta de personal...*, *falta decapacitación del personal* *no hay repuestos*, el método +orqué9+orqué busca a través dela inspección y el análisis f!sico identificar todos los posibles factores causales para lograr reconstruir el deterioro acumulado del equipo. Esta técnica es una buena compa$era delmétodo +) si se emplea previamente. En casos con alto grado de deterioro se recomiendaeste procedimiento.
Esta técnica estudia mediante preguntas sucesivas las causas de una aver!a mediante un proceso deductivo o socrático. ada respuesta que se aporte el grupo de estudio debeconfirmar o recha1ar la respuesta. -i se acepta una cierta afirmación, nuevamente se pregunta cuál es la causa de la *causa*.
na ve1 identificado el fenómeno en estudio 4aver!a5, se reali1a un análisis f!sico delfenómeno en igual forma como se efect2a en el método +). De este análisis se identifican posibles factores causales, los cuales se someterán a inspección para verificar la valide1 dela siguiente manera#
68

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 69/239
Este proceso se contin2a hasta el momento en que se identifican acciones correctivas parala causa. "as acciones correctivas se registran en un plan de mejora o plan Uai1en. -eespera que el diagnóstico no requiera de más de cinco rondas. na ve1 finali1ado este proceso se pueden seleccionar otras causas en las diferentes rondas y se repite el procedimiento. De esta forma se anali1an la totalidad de posibles factores causales,obteniendo un plan general de mejora para el equipo.
*. M4todo PM.
El análisis +) es una forma diferente de pensar sobre los problemas y del contexto dondeestos se presentan. onsiste en el análisis de los fenómenos 4P de la palabra inglesa+henomena ) anormales tales como fallas del equipamiento en base a sus principios f!sicos y poder identificar los mecanismos 4M de la palabra inglesa )echanisms5 de estos principiosf!sicos 4P de la palabra inglesa +hisically5 en relación con los cuatro inputs de la producción equipos# materiales, individuos y métodos5.
El principio básico del análisis +) es entender en términos precisos f!sicos que es lo queocurre cuando la máquina, o sistema se aver!a o produce defectos de calidad y la formacomo ocurren. Esta es la 2nica forma de identificar la totalidad de factores causales y deesta manera eliminar estas pérdidas. Esta técnica considera todos los posibles factores enlugar de tratar de decidir cuál es el que tiene mayor influencia.
"a investigación lógica de como ocurre el fenómeno en términos de principios f!sicos ycantidades, se ha visto que es el fundamento de la metodolog!a de análisis +). Desde el punto de vista de los equipos un análisis f!sico significa emplear los principios operativosdel equipo para clarificar la forma como los componentes interact2an y producen el problema o la aver!a crónica. -e pretende estudiar y conocer en primer término, la formacomo se presenta la desviación de la situación natural del equipo, en lugar de pretender abordar las causas de esta desviación desde el primer momento. El objetivo fundamental deesta metodolog!a es llegar a comprender lo mejor posible la forma como se presentó el falloy la forma como intervinieron las diferentes pie1as y conjuntos del equipo para lageneración del problema.
69

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 70/239
-e ha explicado que el enfoque del análisis +) consiste en estratificar los fenómenosanormales adecuadamente, entender los principios operativos y anali1ar los mecanismos delfenómeno desde el punto de vista f!sico. El siguiente paso consiste en investigar todos losfactores y el grado en que ellos contribuyen al problema. /odo esto es necesario para poder eliminar estos factores a través de planes de acción y sistemas de control.
+. An0lisis Modal de Fallos y E(ecto 8AMFE9 en e7ui)os.
Esta es una técnica de ingenier!a conocida como el análisis ')E o 4'ailure )ode andEffect nalysis5 usada para definir, identificar y eliminar fallas conocidas o potenciales, problemas, errores, desde el dise$o, proceso y operación de un sistema, antes que este pueda afectar al cliente 48mdahl <=AA% -Z <=AI5. El análisis de la evaluación puedtomar dos caminos# primero empleando datos históricos y segundo empleando modelosestad!sticos, matemáticos, simulación ingenier!a concurrente e ingenier!a de fiabilidad que puede ser empleada para identificar y definir las fallas 4-tamatis <=A=5. 6o significa que unmodelo sea superior a otro. mbos pueden ser eficientes, precisos y correctos si se reali1anadecuadamente.
El )'E es una de las más importantes técnicas para prevenir situaciones anormales, yasea en el dise$o, operación o servicio. Esta técnica parte del supuesto que se va a reali1ar un trabajo preventivo para evitar la aver!a, mientras que las técnicas estudiadas hasta elmomento, se orientan a evaluar la situación anormal ya ocurrida. Este es el factor diferencial del proceso )'E. Esta técnica nació en el dominio de la ingenier!a defiabilidad y se ha aplicado especialmente para la evaluación de dise$os de productosnuevos.
El )'E se ha introducido en las actividades de mantenimiento industrial gracias aldesarrollo del )antenimiento entrado en la 'iabilidad o 7 ) 97eliability enter )aintenance9 que lo utili1a como una de sus herramientas básicas. En un principio seaplicó en el mantenimiento en el sector de aviación 4+lan de mantenimiento en el umboK>K5 y debido a su éxito, se difundió en el mantenimiento de plantas térmicas y centraleseléctricas. ;oy en d!a, el )'E se utili1a en numerosos sectores industriales y se haasumido como una herramienta clave en varios de los pilares del )antenimiento +roductivo/otal 4/+)5.
70

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 71/239
"os +ropósitos del )'E son#
• &dentificar los modos de fallas potenciales y conocidas
• &dentificar las causas y efectos de cada modo de falla
• +riori1ar los modos de falla identificados de acuerdo al n2mero de prioridad deriesgo 46+75 o 9 frecuencia de ocurrencia, gravedad y grado de facilidad para sudetección.
El fundamento de la metodolog!a es la identificación y prevención de las aver!as queconocemos 4se han presentado en el pasado5 o potenciales 4no se han presentado hasta lafecha5 que se pueden producir en un equipo. +ara lograrlo es necesario partir de la siguientehipótesis#
Dentro de un &ru)o de )ro1lemas@ es )osi1le reali'ar una )riori'ación de ellos.
Existen tres criterios que permiten definir la prioridad de las aver!as#
• 8currencia 485
• -everidad 4-5
• Detección 4D5
"a ocurrencia es la frecuencia de la aver!a. "a severidad es el grado de efecto o impacto dela aver!a. Detección es el grado de facilidad para su identificación. Existen diferentesformas de evaluar estos componentes. "a forma más usual es el empleo de escalas
71

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 72/239
numéricas llamadascriterios de riesgo. "os criterios pueden ser cuantitativos y3ocualitativos. -in embargo, los más espec!ficos y utili1ados son los cuantitativos. El valor más com2n en las empresas es la escala de < a <B. Esta escala es fácil de interpretar y precisa para evaluar los criterios. El valor inferior de la escala se asigna a la menor probabilidad de ocurrencia, menos grave o severo y más fácil de identificar la aver!acuando esta se presente. En igual forma un valor de <B de asignará a las aver!as de mayor frecuencia de aparición, muy grave donde de por medio está la vida de una persona y existeuna gran dificultad para su identificación.
"a prioridad del problema o aver!a para nuestro caso, se obtiene a través del !ndiceconocido como 62mero +rioritario de 7iesgo 46+75. Este n2mero es el producto de losvalores de ocurrencia, severidad y detección. El valor 6+7 no tiene ning2n sentido 4'ord<==H5 -implemente sirve para clasificar en un orden cada uno de los modos de falla queexisten en un sistema. na ve1 el 6+7 se ha determinado, se inicia la evaluación sobre la base de definición de riesgo. sualmente este riesgo es definido por el equipo que reali1a elestudio, teniendo como referencia criterios como# menor, moderado, alto y cr!tico. En elmundo del automóvil 4'ord <==H5 se ha interpretado de la siguiente forma el criterio deriesgo#
• Debajo de un riesgo menor, no se toma acción alguna
• Debajo de un riesgo moderado, alguna acción se debe tomar
• Debajo de un alto riesgo, acciones espec!ficas se deben tomar. -e reali1a unaevaluación selectiva para implantar mejoras espec!ficas.
• Debajo de un riesgo cr!tico, se deben reali1ar cambios significativos del sistema.)odificaciones en el dise$o y mejora de la fiabilidad de cada uno de loscomponentes.
Tema# Mantenimiento Industrial. Mantenimiento Predicti%o.
72

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 73/239
T4cnicas de Mantenimiento Predicti%o.
De(inición y Princi)ios :0sicos.
unque el )antenimiento +reventivo aumenta la disponibilidad de los equipos y supone ungran avance en planificación del trabajo, puede resultar da$ino si se programan trabajos enexceso y se reali1an excesivas intervenciones 4por ejemplo de arme y desarme5, además delaumento de los costos. +or esto se ideo el mantenimiento predictivo, por el cual se planifican inspecciones a los equipos. Estas inspecciones pueden ser subjetivas 4a través delos órganos de los sentidos5 y objetivas 4con la utili1ación de equipos de medición5,teniendo como objetivo detectar los s!ntomas del fallo antes de que ocurra para garanti1ar un reempla1o a tiempo y un m!nimo tiempo de parada.
El mantenimiento)redicti%o@ condicional o 1asado en la condición es aquel programadoy planificado en base a un análisis técnico, antes de que ocurra la falla, nos permitendeterminar las condiciones reales en que se encuentra un equipo sin detener su operación yde esta forma detectar fallas incipientes% para ello se utili1an instrumentos y técnicasmodernas para determinar el momento óptimo de efectuar un ajuste o reparación.
Es mucho más ambicioso que el mantenimiento preventivo y es definitiva, una modalidadmuy avan1ada de éste.
-e trata de un conjunto de técnicas que, debidamente seleccionadas, permiten elseguimiento y examen de ciertos parámetros caracter!sticos del equipo en estudio, quemanifiestan alg2n tipo de modificación al aparecer una anomal!a en el mismo.
El mantenimiento predictivo, se basa, en la medición, seguimiento y monitoreo de parámetros y condiciones operativas de un equipo o instalación. tal efecto, se definen ygestionan valores m!nimos de pre9alarma y máximos de actuación de todos aquellos parámetros que se acuerda medir y gestionar.
73

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 74/239
uando se habla de mantenimiento predictivo, intuitivamente pensamos en unmantenimiento muy tecnológico, basado en complejos aparatos de medida. Eso tambiénforma parte del mantenimiento predictivo. +ero hay otros trabajos sencillos que tambiéncorresponden a este tipo de mantenimiento. "a observación del comportamiento de losequipos, y la toma de datos de los instrumentos de que dispone el equipo para compararloscon los NnormalesO son técnicas de mantenimiento condicional o predictivo que no porsencillas dejan de ser tremendamente 2tiles.
demás de estas, se emplean otras técnicas que requieren de medios y conocimientos máscomplejos.
"as técnicas predictivas que habitualmente se emplean en la industria y en elmantenimiento de edificios son las siguientes#
• &nspecciones visuales
• "ectura de indicadores
• &nspecciones boroscópicas
• "!quidos penetrantes
• +art!culas magnéticas
• orrientes inducidas
•
&nspección radiográfica• ltrasonidos
• nálisis de aceites
• nálisis de vibraciones, que es la estrella de las técnicas predictivas
74

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 75/239

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 76/239
probabilidad de fallo era conveniente reali1ar una serie de tareas en la 1ona deenvejecimiento, algo parecido a un LliftingM, para que la fiabilidad aumentar.
Es indudable que enfocar la actividad de mantenimiento hacia el predictivo ha supuesto un
avance, y representa una alternativa al preventivo sistemático o al correctivo.
6o obstante, afirmar que el predictivo puede sustituir completamente al mantenimientosistemático es, cuando menos, bastante arriesgado. firmar eso tiene tan poco rigor comoafirmar que todos los equipos hay que llevarlos a correctivo o en todos los equipos hay quehacer un mantenimiento sistemático.
"a respuesta es no. En instalaciones que requieren de una alt!sima disponibilidad elmantenimiento no puede basarse 2nicamente en predictivo. Es imprescindible basarlo en unmantenimiento sistemático, de forma que una ve1 al a$o haya una parada de mantenimientoen la que se revisen determinados equipos, cada H9> a$os se sustituyen sistemáticamente loselementos de desgaste, se trata el aceite, se revisa la instalación eléctrica de formaexhaustiva, etc. demás de eso, durante el tiempo de funcionamiento la planta va a estar muy vigilada de forma predictiva, reali1ándose boroscopias, termograf!as, análisis devibraciones, de aceite, medición de espesores, etc. W si se detecta un problema, será unagran desgracia y habrá que parar. +ero si el sistemático se hace correctamente, el dise$o de
la instalación y la selección de equipos es apropiada, el preventivo sistemático suele dar unresultado estupendo, que el predictivo por s! solo ser!a incapa1 de ofrecer.
;ay equipos, además, que se llevan a correctivo, sin más. Es el caso de equipos duplicadosde bajo coste y poca responsabilidad. 6o merece la pena hacer termograf!as, análisis devibraciones, análisis amperimétricos, análisis de aceite. -i se rompe se repara, y ya está. -eobserva el equipo, se mantiene limpio y engrasado, eso s!, pero poco más.
/odo esto indica que las técnicas predictivas no son herramientas generalistas, aunque sedebe aplicar siempre que un equipo lo justifique económicamente, o sea, en aquellosequipos cuyos fallos sean catalogados como cr!ticos o importantes en una planta.
76

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 77/239
+or tanto, aun siendo las técnicas predictivas de gran importancia y que han supuesto un paso adelante en el mundo del mantenimiento, no es posible afirmar que todo elmantenimiento de cualquier planta industrial deba basarse en tareas condicionalesdependiendo del resultado de las inspecciones predictivas.
Tema# Mantenimiento Predicti%o. Ins)ecciones.
T4cnicas de mantenimiento )redicti%o.
continuación se describen brevemente las principales técnicas predictivas quehabitualmente se emplean en la industria#
". Ins)ecciones %isuales y lectura de indicadores.
"as ins)ecciones %isuales consisten en la observación del equipo, tratando de identificar
posibles problemas detectables a simple vista. "os problemas habituales suelen ser# ruidosanormales, vibraciones extra$as y fugas de aire, agua o aceite, comprobación del estado de pintura y observación de signos de corrosión.
barca desde la simple inspección visual directa de la máquina hasta la utili1ación decomplicados sistemas de observación como pueden ser microscopios, endoscopios ylámparas estroboscópicas.
-e pueden detectar fallos que se manifiestan f!sicamente mediante grietas, fisuras, desgaste,soltura de elementos de fijación, cambios de color, etc. -e aplica a 1onas que se puedenobservar directamente y, cada ve1 más, se dise$an las máquinas para poder observar partesinaccesibles sin necesidad de desmontar 4como las turbinas de gas, por ejemplo, medianteel uso de endoscopios5.
77

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 78/239
unque sea el más modesto, siempre se reali1a como fase previa a otros Ensayos mássofisticados. 'acilita el trabajo posterior y establece la secuencia de trabajo.
Es por tanto el más empleado por su sencille1, rapide1 y econom!a de aplicación.
"a lectura de indicadores consiste en la anotación de los diferentes parámetros que semiden en continuo en los equipos, para compararlos con su rango normal. 'uera de eserango normal, el equipo tiene un fallo.
Estas inspecciones y lecturas, por su sencille1 y econom!a, es conveniente que seanreali1adas a diario, incluso varias veces al d!a, y que abarquen al mayor n2mero de equipos posible. -uele llevarlas a cabo el personal de operación, lo que además les permite conocer de forma continua el estado de la planta.
Estas inspecciones son además la base de la implantación del )antenimiento +roductivo/otal, o /+).
*. Ins)ecciones 1oroscó)icas.
"os accesorios ópticos capaces de ayudar a reali1ar inspecciones visuales incluyen lossiguientes#
• Espejos
• mplificadores de imagen
• oroscopios
78

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 79/239
• 'ibroscopios
"os boroscopios son los instrumentos más utili1ados para reali1ar inspecciones visuales por medios remotos. Estos instrumentos fueron desarrollados para su uso en el campo médico yeran utili1ados para observar dentro del cuerpo humano antes, durante y después de unacirug!a. "a comunidad médica se refiere a estos instrumentos como endoscopios. El nombre boroscopio proviene de la adaptación de este equipo médico a la inspección dentro deca$ones de armas militares.
;oy d!a, los boroscopios son com2nmente utili1ados en ambientes donde es necesarioinspeccionar áreas o equipos a los cuales no se tiene acceso o se requiere desensamblar las partes. /ambién es utili1ado en áreas donde se corre alg2n peligro por parte del personaltécnico. "os boroscopios son frecuentemente utili1ados para inspeccionar turbinas de gas,estructuras de aviones, reactores nucleares, l!neas de tuber!as y partes internas de máquinasautomotrices. /ambién algunos boroscopios con caracter!sticas especiales son utili1ados enambientes corrosivos o explosivos. "os boroscopios pueden ser divididos en#
• oroscopios r!gidos
• oroscopios de fibra óptica o flexible
ada uno de estos tiene diversas aplicaciones especiales y sobre todo diferentesmecanismos de operación.
"os 1orosco)ios r3&idos utili1an un sistema clásico de lentes o bien los más modernos pueden utili1ar una unidad de fibra óptica sólida para transmitir la imagen a través de la
longitud del tubo completo. El dise$o de un boroscopio r!gido es similar al de untelescopio, es decir, una serie de lentes convergentes que están encapsulados en un tubo. "aimagen de esta manera se forma en el centro del boroscopio mediante el uso de lentes,espejos o prismas. "a imagen es refractada de un lente a otro hasta que sea focali1ada enuna imagen plana para ser vista por el ojo humano o una cámara. -i hay un n2mero impar de lentes refractando la imagen aparece revertida e invertida, de cabe1a y hacia atrás. "os boroscopios r!gidos son ra1onablemente económicos y dependen de una gran variedad de
79
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 80/239
diámetros y dimensiones. +orque son r!gidos y frágiles no pueden utili1arse para girar enlas esquinas. En caso de ser doblados la funcionalidad del instrumento será destruida.
El boroscopio r!gido fue inventado para inspeccionar los huecos de los rifles y ca$ones. 'ueun peque$o telescopio con una peque$a lámpara colocada en la parte más lejana comoiluminación de la pie1a sometida a prueba. )uchos boroscopios r!gidos ahora utili1an fibraóptica como medio de iluminación y de transportación de imagen, en éstos la imagen esllevada al extremo de observación por un tren óptico que consiste de un lente, algunasveces un prisma, lentes de relevo y lentes de observación. "a imagen observada por tantono es una imagen real, pero es una imagen aerial# es decir, formada en el aire entre loslentes.
"os 1orosco)ios de (i1ra ó)tica (le6i1le o también llamados(i1rosco)ios constan demiles de peque$os cristales o fibras de cuar1o que son ensamblados en grupos. "as fibrasson recubiertas para crear una gran diferencia en los !ndices refractivos entre la fibra y lasuperficie, produciendo una reflexión interna total. "a se$al es continuamente reflejadadesde la superficie interna de la fibra a todo lo largo sin pérdida de brillante1. +aratransmitir apropiadamente la imagen, el grupo de fibras debe ser coherente. ada fibra debeestar en la misma locali1ación con respecto de todas las otras fibras al final de cada grupo.
"a imagen resultante puede verse en la lente principal del aparato, en un monitor, o ser registrada en un videograbador para su análisis posterior.
-e usa no sólo en tareas de mantenimiento predictivo rutinario, sino también en auditoriastécnicas, para determinar el estado interno del equipo ante una operación de compra, deevaluación de una empresa contratista o del estado de una instalación para acometer unaampliación o renovar equipos.
Entre las ventajas de este tipo de inspecciones están la facilidad para llevarla a cabo sinapenas tener que desmontar nada y la posibilidad de guardar las imágenes, para su consulta posterior.
80

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 81/239
+. !37uidos Penetrantes.
"a ins)ección )or l37uidos )enetrantes es un tipo de ensayo no destructivo que se utili1a
para detectar e identificar discontinuidades presentes en la superficie de los materialesexaminados. (eneralmente se emplea en aleaciones no ferrosas, aunque también se puedeutili1ar para la inspección de materiales ferrosos cuando la inspección por part!culasmagnéticas es dif!cil de aplicar. En algunos casos se puede utili1ar en materiales nometálicos.
"a prueba consiste en la aplicación de una tintura especial sobre la superficie que previamente se ha limpiado concien1udamente. -e deja transcurrir un cierto tiempo paraque penetre bien en todos los posibles defectos. continuación se elimina la tinturamediante limpie1a superficial. 'inalmente se trata de nuevo la superficie con un l!quidomuy absorbente que extrae toda la tintura que quedó atrapada en poros o grietassuperficiales, revelando la presencia y forma de tales defectos.
Existen asimismo tinturas fluorescentes que se revelan con el uso de una lu1 ultravioleta4álabes de turbinas5.
"as aplicaciones de esta técnica son amplias, y van desde la inspección de pie1as cr!ticascomo son los componentes aeronáuticos hasta los cerámicos como las vajillas de usodoméstico. -e pueden inspeccionar materiales metálicos, cerámicos vidriados, plásticos, porcelanas, recubrimientos electroqu!micos, entre otros. na de las desventajas que presenta este método es que sólo es aplicable a defectos superficiales y a materiales no porosos.
,. Part3culas ma&n4ticas.
-e trata de otro ensayo no destructivo que permite igualmente descubrir fisurassuperficiales as! como no superficiales.
81

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 82/239

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 83/239
uando existen defectos en la pie1a, la distribución de c.i. en la superficie de la pie1aresulta alterada en las 1onas defectuosas, originándose un cambio en la impedancia de la bobina, que se traduce en un cambio de la indicación de la aguja en la escala deldefectómetro.
Tema# Mantenimiento. Ins)ección Radio&r0(ica y ltrasonidos.
. Ins)ección radio&r0(ica.
/écnica usada para la detección de defectos internos del material como grietas, burbujas oimpure1as interiores. Especialmente indicadas en el control de calidad de uniones soldadas.
omo es bien conocido consiste en intercalar el elemento a radiografiar entre una fuenteradioactiva y una pantalla fotosensible a dicha radiación.
Existen toda una serie de técnicas complementarias y ayudas para refor1ar, apantallar,filtrar y obtener un nivel de sensibilidad adecuado de las imágenes obtenidas.
+ara determinar la sensibilidad del ensayo se emplean los penetrámetros, que son escalas deespesor para obtener definición de imagen diferencial.
"os parámetros a cuidar en el ensayo radiológico son#
• "as caracter!sticas de la fuente empleada.
• "a absorción de la pie1a a inspeccionar, su espesor etc.
83
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 84/239
• "as pel!culas radiográficas empleadas.
• "os factores geométricos 4fuente9objeto5.
• "os aspectos de calidad radiográfica, densidad, m!nimo defecto.
• El cálculo del tiempo de exposición.
• "a técnica empleada.
• "a interpretación radiográfica.
. ltrasonidos.
"os ultrasonidos son ondas a frecuencia más alta que el umbral superior de audibilidadhumana, en torno a los HB 0;1. Es el método más com2n para detectar gritas y otrasdiscontinuidades 4fisuras por fatiga, corrosión o defectos de fabricación del material5 enmateriales gruesos, donde la inspección por rayos : se muestra insuficiente al ser absorbidos, en parte, por el material.
El ultrasonido se genera y detecta mediante fenómenos de pie1oelectricidad ymagnetostricción. -on ondas elásticas de la misma naturale1a que el sonido con frecuenciasque alcan1an los <B= ;1. -u propagación en los materiales sigue casi las leyes de la ópticageométrica.
)idiendo el tiempo que transcurre entre la emisión de la se$al y la recepción de su eco se
puede determinar la distancia del defecto, ya que la velocidad de propagación delultrasonido en el material es conocida.
/iene la ventaja adicional de que además de indicar la existencia de grietas en el material, permite estimar su tama$o lo que facilita llevar un seguimiento del estado y evolución deldefecto.
84
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 85/239
/ambién se está utili1ando esta técnica para identificar fugas locali1adas en procesos talescomo sistemas de vapor, aire o gas por detección de los componentes ultrasónicos presentesen el flujo altamente turbulentos que se generan en fugas 4válvulas de corte, válvulas deseguridad, purgadores de vapor, etc.5.
Esta tecnolog!a se basa en que casi todas las fricciones mecánicas, arcos eléctricos y fugasde presión o vac!o producen ultrasonido en frecuencias cercanas a los >B.BBB ;ert1, y deunas caracter!sticas que lo hacen muy interesante para su aplicación en mantenimiento predictivo# las ondas sonoras son de corta longitud atenuándose rápidamente sin producirrebotes. +or esta ra1ón, el ruido ambiental por más intenso que sea, no interfiere en ladetección del ultrasonido. demás, la alta direccionalidad del ultrasonido en >B Uh1. permite con rapide1 y precisión la ubicación del fallo.
"a aplicación del análisis por ultrasonido se hace indispensable especialmente en ladetección de fallas existentes en equipos rotativos que giran a velocidades inferiores a lasIBB rpm, donde la técnica de medición de vibraciones es un procedimiento poco eficiente.
Entre las caracter!sticas más importantes que hay que tener en cuenta a la hora de elegir unmedidor de ultrasonidos están las siguientes#
• apacidad para variar la frecuencia de captación. 6o todos los equipos puedenvariar la frecuencia
• Zue tenga los accesorios necesarios para poder reali1ar las medidas que senecesitan 4direccionadores, diversos tipos de captadores, auriculares, etc.5
• Zue la pantalla del equipo sea clara e indique en d la intensidad del sonidocaptado
• Zue el softPare que acompa$a al equipo permita investigar el fallo y reali1ar informes.
85

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 86/239
Tema# Mantenimiento de Aceites@ /i1ración@ Presión@ Tem)eratura.
El aceite lubricante juega un papel determinante en el buen funcionamiento de cualquier máquina. l disminuir o desaparecer la lubricación se produce una disminución de la pel!cula de lubricante interpuesto entre los elementos mecánicos dotados de movimiento
relativo entre s!, lo que provoca un desgaste, aumento de las fuer1as de ro1amiento,aumento de temperatura, provocando dilataciones e incluso fusión de materiales y bloqueosde pie1as móviles. +or tanto el propio nivel de lubricante puede ser un parámetro de controlfuncional. +ero incluso manteniendo un nivel correcto el aceite en servicio está sujeto a unadegradación de sus propiedades lubricantes y a contaminación, tanto externa 4polvo, agua,etc.5 como interna 4part!culas de desgaste, formación de lodos, gomas y lacas5. El controlde estado mediante análisis f!sico9qu!micos de muestras de aceite en servicio y el análisisde part!culas de desgaste contenidas en el aceite 4ferrograf!a5 pueden alertar de fallosincipientes en los órganos lubricados.
El análisis de aceite consiste en una serie de pruebas de laboratorio que se usan para evaluar la condición de los lubricantes usados o los residuos presentes. l estudiar los resultadosdel análisis de residuos, se puede elaborar un diagnóstico sobre la condición de desgaste delequipo y sus componentes. "o anterior, permite a los encargados del mantenimiento planificar las detenciones y reparaciones con tiempo de anticipación, reduciendo los costosy tiempos de detención involucrados.
. An0lisis de %i1raciones.
/odas las máquinas en uso presentan un cierto nivel de vibraciones como consecuencia deholguras, peque$os desequilibrios, ro1amientos, etc. El nivel vibratorio se incrementa si,además, existe alg2n defecto como desalineación, desequilibrio mecánico, holgurasinadecuadas, cojinetes defectuosos.
"a vibración mecánica es el parámetro más utili1ado universalmente para monitorear lacondición de la máquina, debido a que a través de ellas se pueden detectar la mayor!a de los problemas que ellas presentan. "a base del diagnóstico de la condición mecánica de unamaquina mediante el análisis de sus vibraciones se basa en que las fallas que en ella seoriginan, generan fuer1as dinámicas que alteran su comportamiento vibratorio. "a vibraciónmedida en diferentes puntos de la maquina se anali1a utili1ando diferentes indicadoresvibratorios buscando el conjunto de ellos que mejor caractericen la falla. Entre los
86

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 87/239
indicadores vibratorios que incluyen los programas de monitoreo continuo se encuentranentre otros# el espectro, la medición de fase de componentes vibratorias, los promediossincrónicos y modulaciones.
En la práctica, se requiere del uso de diferentes indicadores y técnicas de análisis, debido aque problemas diferentes pueden presentar s!ntomas similares. +ara ilustrar la situación,suponga que el sistema de vigilancia de la máquina detecta un cambio en la amplitud de lacomponente vibratoria a <xrpm. Este s!ntoma puede tener su origen en numerosos problemas# Desbalanceamiento, desalineamiento, solturas mecánicas, eje agrietado, pulsaciones de presión, resonancia, etc. +ara poder discernir cuál es el problema espec!fico,es necesario utili1ar en forma integrada un conjunto de técnicas de diagnóstico.
+ara aplicarla de forma efectiva, es necesario conocer determinados datos de la máquinacomo son el tipo de cojinetes, de correas, n2mero de alabes, etc., y elegir los puntosadecuados de medida. /ambién es necesario seleccionar el anali1ador más adecuado a losequipos existentes en la planta.
"K. Medida de la )resión.
Dependiendo del tipo de máquina puede ser interesante para confirmar o descartar ciertosdefectos, utili1ada conjuntamente con otras técnicas predictivas.
-e suele utili1ar la presión del proceso para aportar información 2til ante defectos como lacavitación, condensación de vapores o existencia de golpes de ariete. En otros casos es la presión de lubricación para detectar deficiencias funcionales en los cojinetes o problemasen los cierres por una presión insuficiente o poco estable.
"". Medida de tem)eratura .
87

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 88/239

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 89/239
Tema# Controles de Mantenimiento Industrial.
"*. Termo&ra(3a.
unto con el análisis de vibraciones detallado en el punto =, las técnicas termográficas sonlas estrellas del mantenimiento predictivo. "as inspecciones termográficas se basan en quetodo equipo y3o elemento emite energ!a desde su superficie. Esta energ!a se emite en formade ondas electromagnéticas que viajan a la velocidad de la lu1 a través del aire o por cualquier otro medio de conducción. "a termograf!a infrarroja es la técnica de producir unaimagen visible a partir de radiación infrarroja invisible para el ojo humano, emitida por objetos de acuerdo a su temperatura superficial.
"a termograf!a es una técnica que utili1a la fotograf!a de rayos infrarrojos para detectar 1onas calientes en dispositivos electromecánicos. )ediante la termograf!a se creanimágenes térmicas cartográficas que pueden ayudar a locali1ar fuentes de calor anómalas.
s! se usa para el control de l!neas eléctricas 4detección de puntos calientes por efectooule5, de cuadros eléctricos, motores, máquinas y equipos de proceso en los que se
detectan 1onas calientes anómalas bien por defectos del propio material o por defecto deaislamiento o calorifugación.
+ara ello es preciso hacer un seguimiento que nos permita comparar periódicamente laimagen térmica actual con la normal de referencia.
"a termograf!a permite detectar, sin contacto f!sico con el elemento bajo análisis, cualquier falla que se manifieste en un cambio de la temperatura, midiendo los niveles de radiacióndentro del espectro infrarrojo.
89

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 90/239
En general, un fallo electromecánico antes de producirse se manifiesta generando eintercambiando calor. Este calor se traduce habitualmente en una elevación de temperaturaque puede ser s2bita, pero, por lo general y dependiendo del objeto, la temperaturacomien1a a manifestar peque$as variaciones.
-i es posible detectar, comparar y determinar dicha variación, entonces se pueden detectar fallos que comien1an a gestarse y que pueden producir en el futuro cercano o a mediano pla1o una parada de planta y3o un siniestro afectando personas e instalaciones. Esto permitela reducción de los tiempos de parada al minimi1ar la probabilidad de paradas imprevistas,no programadas, gracias a su aporte en cuanto a la planificación de las reparaciones y delmantenimiento.
omo primera aproximación, pueden tomarse como referencia las siguientes variacionessobre la temperatura ambiente, a fin de determinar un programa de reparación#
$asta *K C. &ndica problemas, pero la reparación no es urgente. -e puede efectuar en paradas programadas.
*K C a ,K C. &ndica que la reparación requerida es urgente dentro de los IB d!as.
,K C y m0s. &ndica una condición de emergencia. "a reparación, se debe reali1ar deinmediato.
"+. Control de es)esores en e7ui)os est0ticos.
na de las pruebas más relevantes en lo que se refiere al mantenimiento sistemático detubos, tanques y de una gran gama de pie1as es N"a medición de espesoresO la cualgaranti1a la seguridad de las instalaciones a través del tiempo, y consiste en medir el
90
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 91/239
espesor de pared de las partes más cr!ticas de los equipos, puesto que con el tiempo se vandesgastando de acuerdo con sus ciclos de trabajo y las condiciones climáticas donde esténoperando las cuales generan grados de corrosión elevados y por lo tanto, desgaste de losmismos.
"os procedimientos usuales involucran una fuente o emisor y un receptor, en general todoslos métodos se basan en la absorción de energ!a del elemento bajo estudio. s!, éstos pueden clasificarse en# de transmisión y de retrodispersión.
En el primero, el material a medir se encuentra entre el emisor y el receptor. El valor aestudiar es la absorción que se experimenta, proporcional al espesor, al material y a sudensidad.
"os métodos de retrodispersión se basan en la fracción de la radiación emitida que sedesv!a de su trayectoria original con ángulos superiores a =B luego de haber interactuadocon el medio a medir.
unque existen otras técnicas, los )edidores ltrasónicos de Espesores son muyutili1ados para medir un amplio rango de substratos y aplicaciones por pérdida de espesor debido al desgaste, y la erosión o corrosión. "os medidores están dise$ados para medir elespesor de substratos metálicos 4hierro fundido, acero y aluminio5 y cualquier otroconductor de ondas ultrasónicas considerando que ha tenido un paralelo relativo ensuperficies inferiores y superiores.
El sistema de medición como tal, utili1a el principio ultrasónico no destructivo del pulso9eco para medir el espesor de pared. Es ideal para control de calidad y para medir los efectosde corrosión, erosión y desgaste.
Está provisto de una sonda 9+robe9 4transductor5 la cual transmite un pulso ultrasónicodentro de la pie1a. Este pulso viaja a través del material hasta el otro lado. uando se
91
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 92/239

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 93/239
Dentro de las tareas de mantenimiento predictivo suele tener un elevado peso el control deestado de los rodamientos por ser éstos elementos muy frecuentes en las máquinas yfundamentales para su buen funcionamiento, al tiempo que están sujetos a condiciones detrabajo muy duras y se les exige una alta fiabilidad.
Entre las técnicas aplicadas para el control de estado de rodamientos destaca la medida delos impulsos de choque.
+roporcionan una medida indirecta de la velocidad de choque entre los elementos rodantesy las pistas de rodadura, es decir, la diferencia de velocidad entre ambos es el momento delimpacto. Esos impactos generan, en el material, ondas de presión de carácter ultrasónicollamadas Nimpulsos de choqueO. -e propagan a través del material y pueden ser captadasmediante un transductor pie1oeléctrico, en contacto directo con el soporte del rodamiento.El transductor convierte las ondas mecánicas en se$ales eléctricas que son enviadas alinstrumento de medida. +ara mejorar su sensibilidad y, como quiera que el tren de ondassufre una amortiguación en su propagación a través del material, el transductor se sintoni1aeléctricamente a su frecuencia de resonancia.
"os impulsos de choque, aunque presentes en cualquier rodamiento, van aumentando suamplitud en la medida en que van apareciendo defectos en los rodamientos, aunque estosdefectos sean muy incipientes.
+or ello es utili1ada la medida de la amplitud como control de estado de los rodamientos enlos que, tras la reali1ación de numerosas mediciones, se ha llegado a establecer los valoresNnormalesO de un rodamiento en buen estado y los que suponen el inicio de un deterioroaunque todav!a el rodamiento no presente indicios de mal funcionamiento por otras v!as." . An0lisis de &ases.
El anali1ador de gases es el instrumento que se utili1a para determinar la composición delos gases de escape en calderas y en motores térmicos de combustión interna.
onsta básicamente de un elemento sensor que puede llevar integrada la medición de variosgases o uno sólo, y un módulo de análisis de resultado, donde el instrumento interpreta ymuestra los resultados de la medición. El equipo es capa1 de medir la concentración en losgases de escape de un n2mero determinado de compuestos gaseosos. "os que se midenhabitualmente son los que se detallan en la tabla siguiente#
!ISTA DE PAR METROS A CONTRO!AR #
; >
93

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 94/239
8 H
6 H
8 68, 68 H, 68 I
8 H
-8 H,-8 I; H8/E)+E7 / 7 DE ( -E- DE E- +E8+ &D D DE "8- ; )8-+ 7/V " - -Y"&D -
"a concentración de esas sustancias en los gases de escape se mide con dos finalidades,igualmente importantes#
• segurar el cumplimiento de los condicionantes ambientales del motor, en basea los permisos y normativas legales que deba cumplir la planta
•
segurar el buen funcionamiento de caldera, el motor o la turbinaEl primero de esos objetivos parece claro. "a planta en la que está instalado el equipo decombustión debe cumplir una serie de normas, y para asegurarlo, las propias normasestablecen la periodicidad con la que deben medirse determinados gases.
En cuanto al segundo, la composición de los gases revelará la calidad del combustible, elestado del motor y el correcto ajuste de determinados parámetros, como la regulación de lame1cla de admisión, la relación de compresión y la eficacia de la combustión. "a tabla, quese expone a continuación, detalla los problemas que se pueden diagnosticar si se detectanconcentraciones anormales de los gases anali1ados.
Par0metroanormaldetectado
Causa )rinci)al Otras causas
8 H +roporción de combustiblemayor que la estequiométrica4me1cla rica5.
lta concentración de8 H en el combustible.
; H8 El agua de refrigeración está pasando a la cámara decombustión.
lta concentración deagua en el combustible.
lto contenido de ;H enel combustible.
6 H )e1cla demasiado pobre. lta concentración en elcombustible.
68, 68 H /emperaturas en cámaras de
94

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 95/239
combustión y3o quemadoresmuy alta.
; > )e1cla rica)e1cla muy pobre
ombustión incompleta por fallos en elencendido.
8 )e1cla rica ombustión incompleta por fallos en elencendido.
-8 H, -8 I ombustible con alto contenidoen a1ufre 4muy poco habitual5.
8 H ombustión reali1ada con aireen exceso 4me1cla muy pobre5.
/emperatura degases alta
7elación de compresión muyalta.+osibles detonaciones en elmotor.
omposición del gasnatural rico encompuestos con más dedos átomos de carbono4 H y HC5
/emperatura degases baja.
)e1cla pobre. ombustiónincompleta. +érdida de potencia.
Es recomendable que el plan de mantenimiento de un equipo de combustión o de un motor térmico contemple análisis periódicos de los gases de escape, siendo aconsejable que serealicen con una frecuencia inferior a tres meses.
" . Otras t4cnicas.
Debido a que existen máquinas con caracter!sticas de dise$o y funcionamiento muydiferentes, se ha hecho necesario investigar en nuevas técnicas de análisis que permitan sudiagnóstico confiable. Entre las máquinas rotatorias que no son susceptibles de diagnosticar confiablemente con las técnicas de análisis NtradicionalesO, están las máquinas de velocidady carga variable, las máquinas de baja velocidad 4menos de _BBrpm5 y las máquinas de muyalta velocidad. +or ejemplo para las máquinas de velocidad variable se ha incluido enalgunos equipos comerciales una función llamada N nálisis de 8rdersO o N8rder /rac0ingO, para el análisis espectral, sin embargo, se ha visto que tienen limitación cuando la velocidadvaria rápidamente. 8tro ejemplo son las máquinas de baja velocidad las cualescom2nmente generan vibraciones de niveles muy bajos que no son posibles de anali1ar debido al nivel de ruido inherente en la cadena de medición y por tanto es necesariodesarrollar tanto, instrumentos y sensores con menor ruido inherente como también técnicasde procesamiento para el tratamiento de ruido de las se$ales periódicas.
Tema# Mantenimiento Industrial. Plani(icación de Tareas.
95

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 96/239
Introducción.
"a planificación es un problema siempre presente para el servicio de mantención. unquelos diagramas de (antt se pueden utili1ar como técnica de planificación temporal, losmétodos utili1ados para la planificación de grandes proyectos se basan en el uso de redes detareas. lgunos de estos métodos son#
PERT 4+rogram Evaluation 7evieP /echnique5# reado para proyectos del programade defensa del gobierno norteamericano entre <=?A y <=?=. -e utili1a para controlar la
ejecución de proyectos con gran n2mero de actividades desconocidas que implicaninvestigación, desarrollo y pruebas.
CPM 4 ritical +ath )ethod5# Desarrollado para dos empresas americanas entre <=?_ y<=?A por un equipo liderado inicialmente por ames E. Uelley y )organ 7. al0er. -eutili1a en proyectos en los que hay poca incertidumbre en las estimaciones. Es prácticamente el mismo que el +E7/ sólo que supone conocidos los tiempos de duración delas actividades 4tiene un carácter determinista5.
- MCE N)inimum ost ExpeditingO, Naceleración del proyecto a costo m!nimoO o +E7/osto# Es una de las variantes del +), pero introduciendo la relación que existe entre
costo y duración de una actividad. De esta forma se obtiene la programación de proyectos acoste m!nimo.
M4todo de RO># Desarrollado en Europa entre <=?A y <=_< por un grupo de ingenierosencabe1ados por . 7oy y ). -immonard. -imilar a los métodos +E7/ y +), pero permite establecer las redes sin utili1ar actividades ficticias e iniciar los cálculos sin laconstrucción de la red.
96
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 97/239
M4todo 5ERT 4(raphical Evaluation 7evieP /echnique5# Desarrollado por . .+rits0er tomando como base los trabajos de Eisner y Elmaghraby. El método (E7/extiende la incertidumbre en la duración de las actividades a la propia programación, permitiendo considerar un n2mero mayor de situaciones del proyecto que otros métodos."as actividades precedentes de cada nudo pueden ser de naturale1a determinante o probabil!stica.
8tros métodos#
@ )étodo de secuencia m!nima irreductible para programas de mantenimiento.
@ +E+ 4+rogram Evaluation +rocedure5 desarrollado por las 'uer1as éreas de EE .
@ +E7/97ecursos# aplicable cuando existen limitaciones en los recursos.
M4todo PERT.
El método +E7/ es, sin duda, el más utili1ado en la teor!a de redes, hasta el punto de dar sunombre a toda la teor!a de grafos.
"a técnica considera I partes#
• planificación de tiempos
• planificación de cargas
• planificación de costos
Tema#Mantenimiento Industrial. Plani(icación de Tiem)os.
97

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 98/239
".- Plani(icación de tiem)os.
El método +E7/ parte de la descomposición del proyecto en actividades. Entendiendo por
acti%idad la ejecución de una tarea que exige para su reali1ación el uso de recursos%recursos tales como mano de obra, maquinar!a, materiales,. . .
-e establece también el concepto desuceso# acontecimiento que indica el principio o fin deuna actividad o conjunto de actividades. 6o consume tiempo ni recursos.
El método utili1a una estructura de&ra(o para la representación gráfica de las actividades otareas de un proyecto, sus tiempos de comien1o y finali1ación y las dependencias entre lasdistintas actividades.
• "as acti%idades se representan por l!neas o flechas 4arcos del grafo5.
• "os sucesos se representan por c!rculos 4vértices del grafo5.
na ve1 descompuesto el proyecto en actividades, la fase siguiente del +E7/ consiste enestablecer las NprelacionesO o NprioridadesO existentes entre las diferentes actividadedebidas a ra1ones de tipo técnico, económico o jur!dico. 4Es decir, las diferentes actividadesque constituyen un proyecto deben ejecutarse seg2n un cierto orden5.
"as prioridades o prelaciones se representan en el grafo por medio de flechas que indicanque una actividad precede a otra. Existen varios tipos de prelaciones#
98

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 99/239

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 100/239
– Cuadro de )relaciones# tabla de dos columnas, en la primera se encuentran lasactividades del proyecto y en la segunda figuran las actividades precedentes de suhomóloga en la primera columna.
El grafo comien1a en un vértice que representa el suceso inicio del proyecto y termina enotro vértice que representa el suceso fin del proyecto.
Suceso inicio del )royecto# representa el inicio de una o más actividades pero norepresenta el fin de ninguna.
Suceso (in del )royecto# representa el fin de una o más actividades pero no representa el
comien1o de ninguna.
Acti%idades inicio del )royecto# no tienen ninguna actividad precedente.
Acti%idades (in del )royecto# no preceden a ninguna otra actividad.
"a numeración de los vértices del grafo debe cumplir siempre la siguiente condición# Eln2mero del vértice que represente el comien1o de cierta actividad debe ser menor que eln2mero del vértice que represente el suceso fin de esa actividad.
El camino cr!tico es el de mayor duración a través de la red y que impone la restricción mássevera# cualquier demora en las tareas incluidas en el camino cr!tico demorará el término
del proyecto.
onociendo el camino cr!tico podemos saber cuándo es lo más pronto y lo más tarde queuna etapa debe comen1ar para terminar el proyecto en tiempo m!nimo. 8bviamente, paralas etapas envueltas en el camino cr!tico estos dos instantes son iguales. "a diferencia entre
100

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 101/239

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 102/239
"as tareas que determinan el tiempo para completar el proyecto son aquellas que están en la
ruta cr!tica. -i los parámetros para dichas tareas se denotan , entonces, para el proyecto#
onociendo estos valores y consultando la tabla de la distribución normal se puede estimar la probabilidad de que el proyecto no demore más de cierto tiempo, con una cierta probabilidad.
-eg2n lo anterior, no es apropiado establecer fechas de terminación concretas de un proyecto. Deben proponerse diferentes fechas c3u con una cierta probabilidad decumplimiento. Desde el punto de vista administrativo es mucho mejor reconocer la falta decerte1a de las fechas de terminación que for1ar el problema a una cierta duraciónespec!fica.
Tema#Mantenimiento Industrial. Plani(icación de Car&as y Costos.
*.- Plani(icación de car&as.
102

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 103/239

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 104/239
Distri1ución de car&as en el tiem)o.
En el instante I, la carga es máxima y se requiere de _ personas, dado que en t X I seejecutan las tareas E 4cr!tica5, ' 4sin holgura5 y 4con holgura5, conviene reali1ar en t X< o t X H y con ello reducir el personal necesario para el proyecto a ? personas.
+.- Plani(icación de costos.
Este método también se conoce como +) 4 ritical +ath )ethod5. Es usual que al reducir el tiempo para completar un proyecto existan beneficios 4por ejemplo, mayor producción5,cuyo valor puede ser estimado.
+ara decidir qué acciones tomar, es necesario estudiar la relación entre reducir la duracióndel proyecto y los beneficios que ello pueda ocasionar. +ara reducir el tiempo hay dosextremos#
• +rograma crash# reducir el tiempo al m!nimo posible, lo que incrementa loscostos de intervención
• +rograma normal# estimar costos con duraciones nominales para las tareas, a uncosto normal.
El gradiente de costos de cada tarea puede ser aproximado por#
104

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 105/239
"as medidas a reali1ar es reducir el tiempo de las tareas ubicadas en la ruta cr!tica, entreestas, empe1ar con aquellas que tienen el menor gradiente de costos 4las menos sensibles altiempo5. -in embargo, es posible que la ruta cr!tica cambie sus tareas componentes y esnecesario hacer un reanálisis. +odr!amos evaluar entonces la probabilidad de que ciertaactividad caiga en la ruta cr!tica. /odas las posibilidades pueden ser evaluadas como un problema de optimi1ación de programación lineal.
Tema#Mantenimiento Industrial. El Futuro.
E! F T RO DE! MANTENIMIENTO .
Introducción.
En la 2ltima década, las estrictas normas de calidad certificada que se deben cumplir, as!como la intensa presión competitiva entre industrias del mismo rubro para mantenerse en elmercado nacional e internacional, ha estado for1ando a los responsables del mantenimientoen las plantas industriales a implementar los cambios que se requieren para pasar de ser undepartamento que reali1a reparaciones y cambia pie1as y3o máquinas completas, a unaunidad de alto nivel que contribuye de gran manera en asegurar los niveles de producción.Es por tanto necesario hacer notar que la actividad de NmantenerO, si es llevada a cabo de lamejor manera, puede generar un mejor producto lo que significa producción de mejor calidad, en mayor cantidad y con costos más bajos.
El desarrollo del softPare de gestión del mantenimiento 4 ))- omputeri1ed)aintenance )anagement -ystem5 surge para dar respuesta a la necesidad de una gestiónefica1 en la &ngenier!a del )antenimiento, de acuerdo al actual contexto industrial,continuamente dirigido hacia una mejora cont!nua de la productividad, optimi1ación de los procesos, control del trabajo y reducción de costos.
105

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 106/239
Es indudable que el aumento de la vida operativa de la máquina a través de una estrategiade mantenimiento predictiva proactiva, disminuye los costos de mantenimiento eincrementa la productividad de la +lanta. -in embargo, se ha podido notar a través deexperiencias de varias empresas, que no se han logrado los resultados esperados principalmente por falta de personas bien capacitadas en el tema. "a ingenier!a ha avan1adoen todas sus ramas incluyendo los instrumentos y técnicas que se han desarrollado y que dealguna manera sustentan la credibilidad de los programas de mantenimiento predictivoimplementados en la industria. +ara que estos programas sean efectivos, es necesario poder determinar en cualquier instante la condición mecánica real de las máquinas bajo estudio, locual se logra anali1ando las diferentes se$ales que ellas emiten al exterior. )odernossistemas computacionales se han desarrollado para monitorear continuamente, registrar y procesar información proveniente tanto de los s!ntomas de vibración como de temperatura, presión, ruido entre otros.
Tendencias actuales.
ircunstancias diversas como crisis y éxitos de tipo administrativo, financiero, económicoy comercial han obligado a muchas empresas a reflexionar y reaccionar sobre sus diferentesáreas para hacerlas más efectivas. "a tendencia resultante consiste en subdividir la gestiónde la compa$!a hasta el punto de crear un ambiente empresarial en cada una de las áreas# por tanto cada responsable de área se convierte en el gerente de esa parte, garanti1ando larentabilidad de su gestión y un manejo eficiente de recursos. Esto ha generado fuerteschoques en las organi1aciones, hasta el punto de preguntarse si la función mantenimiento es justificable dentro de la empresa.
En la b2squeda de costos óptimos ha sido necesario replantear la función del)antenimiento orientándolo a hacerlo más efectivo y as! al tiempo que su influencia en loscostos totales se minimice. -i durante una primera etapa de industriali1ación predominan en
las empresas los criterios orientados hacia la producción, en un siguiente paso la prioridades de otros aspectos tales como operación fácil, baja emisión de ruido, econom!a durantetodo el per!odo de funcionamiento, seguridad de los trabajadores y mantenimientoadecuado.
106

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 107/239
"as ra1ones para estos cambios son las exigentes condiciones de la competencia, que noadmiten ning2n desperdicio de recursos tales como materias primas, tiempo, personal,repuestos, etc., la mayor complejidad de las instalaciones, as! como también el gradocreciente de interrelación de unidades productivas lo que ha aumentado considerablementelos costos de paros de producción y reparaciones. En consecuencia, los tiempos dedetención breves y un bajo ratio de aver!as son factores que desempe$an un papel decisivoen el éxito económico.
"as nuevas tendencias en materia de mantenimiento, son entre otras#
• 6o hacer en ve1 de hacer
• +revención de fallos en ve1 de mantenimiento preventivo
• entrali1ación de planificación y programación
• plicación de indicadores de resultado
• )antenimiento como gestión
•
nálisis de +untos débiles• 7ápida atención a emergencias
• lta carga de datos para procesar
• )antenimiento basado en condición en ve1 de fechas
• 7esponsabilidad en la gestión del almacén e inventarios
• +rocedimientos estandari1ados
• -istema de &nformación apropiado
• )antenimiento de primera l!nea por el operario
• Equipos intercambiables y modulables
107
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 108/239
Tema# Mantenimiento Asistido )or Ordenador.
5estión del Mantenimiento Asistido )or Ordenador.
"a cantidad de informaciones cotidianas disponibles en un servicio de mantenimientoimplica medios de recogida, almacenamiento y tratamiento que solo lo permite el 2tilinformático.
n ))- es un programa informático que permite la gestión de las operaciones demantenimiento de una organi1ación. Este softPare utili1a una base de datos fácilmenteaccesible por los trabajadores de mantenimiento de manera que puedan reali1ar sus trabajoscon mayor eficiencia y ser utili1ada por los gestores para tomar decisiones en base a losdatos registrados. "a información puede ser consultada a su ve1 por terceras partes, enrelación con asuntos de calidad, finan1as, seguridad, etc.
"os +rogramas ))- permiten disponer de gran cantidad de información, que debe estar adecuadamente organi1ada y ser fácil de extraer. Es posible disponer de un historial de cadaequipo 4máquina o instalación5, en cuanto a caracter!sticas técnicas, revisiones,sustituciones, fechas de las 2ltimas incidencias o aver!as, personal, horas y materialesutili1ados en la solución de los problemas, etc. l mismo tiempo, permiten programar enfunción de los parámetros que se analicen, las revisiones preventivas y3o predictivas,generando los listados correspondientes para la tarea de los técnicos, seg2n los pla1os programados. "os +rogramas ))- suelen estar compuestos de varias secciones omódulos interconectados, que permiten ejecutar y llevar un control exhaustivo de las tareashabituales en los Departamentos de )antenimiento. Entre los diferentes proveedores ysistemas existentes en el mercado, es habitual encontrar programas que presentan algunasde estas funcionalidades#
@ rdenes de Tra1a2o 8OTQs9# ctuación de mantenimiento que ha sido programada,asignada a un personal concreto, con unos costes asociados y con material reservado para
108

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 109/239
su reali1ación. -e podr!a completar con información adicional sobre causas y efectos de los problemas, tiempos de aver!a, mediciones o recomendaciones.
@Mantenimiento Pre%enti%o 8MP9# +lanificación y -eguimiento de trabajos preventivos,incluyendo instrucciones o listas de tareas, material requerido, etc. ;abitualmente los
))- reali1an una planificación automática en base a tiempos fijos o mediciones, yNavisanO cuando la operación de mantenimiento es necesaria.
@5estión de e7ui)os# 7egistro de información en torno al equipamiento e instalaciones,incluyendo datos como especificaciones, garant!a, proveedores, contratas, fechas decompra, tiempo de vida esperado, registro de incidencias, aver!as, etc.
@Control del in%entario# (estión de los repuestos, herramientas y otros materialesalmacenados, permitiendo la reserva de material para trabajos concretos y aportando datosde la ubicación concreta en los almacenes. El ))- puede asimismo informar sobrecuándo deben pedirse los materiales y en qué cantidad, y reali1ar un seguimiento de lasrecepciones de material.
"as aplicaciones ))- pueden generar sofisticados informes de estado y documentaciónsobre detalles y sumarios de las actividades de mantenimiento. Existen también programas
))- capacitados para actuar en la Peb, trabajando desde un servidor de la compa$!a proveedora o en un servidor propio de la compa$!a usuaria.
"a instalación y utili1ación de un programa de gestión de mantenimiento debe repercutir enuna mejora de la planificación y de la ejecución de los trabajos, aumentando la eficienciaglobal, puesto que gracias a su utili1ación el mantenimiento se basa en datos precisos,conociendo en tiempo real la carga de trabajo y la disponibilidad de equipos y personas.
"as siglas ))- encuentran su equivalente en espa$ol como () 8 4(estión del)antenimiento sistido por 8rdenador5 s! mismo, en la gran mayor!a de los pa!seslatinoamericanos, se usan las siglas () 4(estión de )antenimiento asistida por
omputadora5.
109

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 110/239
Existen programas ))- de propósito genérico, y otros cuyo enfoque se centra en unasector industrial concreto.
Tema#Mantenimiento Industrial. So(tHare In(orm0tico.
El mercado de 5MAO.
omo en toda la industria del softPare, la experiencia de los proveedores de soluciones() 8 se reduce a algo más de dos décadas en el caso de los más veteranos.
Entre los diferentes productos que ofrecen estos proveedores hay una primeradiferenciación# programas NpuramenteO de gestión de mantenimiento, y aplicacioneintegradas dentro de sistemas E7+.
"os sistemas E7+ 4Enterprise 7esource +lanning o +lanificación de 7ecursos
Empresariales5 son sistemas de información gerenciales que integran y gestionan muchosde los aspectos asociados con las operaciones de producción y distribución de unacompa$!a. uando un () 8 es una parte de uno de esos sistemas, la integración con elresto de las aplicaciones de administración 4distribución, planificación, finan1as, recursoshumanos5 facilita un control total de las operaciones. En contrapartida, la implementaciónde estos paquetes E7+ resulta costosa y ardua si se compara con la instalación de unaaplicación NsencillaO de () 8.
"os ? primeros ))- más implantados a escala mundial son#
". - + 4integrado en un sistema E7+5
*. ) :&)8
110

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 111/239
+.)+H,
,. Ellipse 4integrado en un sistema E7+5
.+)
"as compa$!as desarrolladoras de estos sistemas están presentes en multitud de pa!ses yact2an con una clara vocación global. +or otro lado, el tipo de empresas usuarias delsoftPare de estos proveedores son de tama$o medio9grande, en la mayor!a de los casosmultinacionales que eligen un () 8 concreto y lo aplican en todas sus plantas de todo elmundo, facilitando as! la compatibilidad y convergencia de sus negocios.
Existen -istemas de (estión de )antenimiento para sistemas operativos )ac8s y 6&:, pero la inmensa mayor!a se han desarrollado sobre la plataforma indoPs. En los 2ltimostiempos han empe1ado a aparecer sistemas basados en código abierto, aplicaciones on liney programas abstra!dos del sistema operativo 4lenguaje interpretado5.
continuación se ven algunos de los sistemas más implantados a escala mundial y otrosejemplos del ámbito espa$ol, con una breve descripción de sus funcionalidades y
desarrolladores.
@SAP.
Desarrollado por#SAP A5
+a!s# lemania
eb# PPP.sap.com
-e estima que - + +) es el softPare () 8 más utili1ado del mundo. -u punto fuerte esla capacidad de integración total con el resto del paquete - +, con el cual pueden
111

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 112/239
controlarse todas las operaciones de una compa$!a 4finan1as, log!stica, planificación,contabilidad...5.
El módulo +) se encarga del mantenimiento complejo de los sistemas de control de plantas. &ncluye soporte para disponer de representaciones gráficas de las plantas de producción y se puede conectar con sistemas de información geográfica 4(&-5, y contener diagramas detallados. apacidad de gestión de problemas operativos y de mantenimiento,de los equipos, de los costes y de las solicitudes de pedidos de compras.
-u completo sistema de información permite identificar rápidamente los puntos débiles y planificar el mantenimiento preventivo. "os submódulos o componentes del sistema +)son los siguientes#
@ +)9EZ) Equipos y objetos técnicos.
@ +)9+7) )antenimiento preventivo.
@ +)9+78 +royectos de mantenimiento.
@ +)9&- -istema de información de +).
@ +)9-) (estión de servicios, encargado del control y gestión de servicios a los clientesque constituye un módulo propio. Entre sus funciones se encuentran la administración de la base instalada, gestión de peticiones de servicio, acuerdos y garant!as, e incluso facturación periódica.
@MA IMO
Desarrollado por# )78 -oftPare 3 & ) /ivoli -oftPare
+a!s# EE
eb# PPP.ibm.com3tivoli
112

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 113/239
)áximo es una aplicación de propósito genérico 4se adapta a cualquier sector industrial5enfocada en la gestión de los activos cr!ticos de una compa$!a. barca mayoresfuncionalidades que las de un simple () 8, incluyendo la gestión de activos tecnológicos4&/, hardPare y softPare5 y la posibilidad de integrar todos los factores que intervienen enel proceso industrial. +or ejemplo, permite reali1ar todo el ciclo de compra 4creación desolicitudes, petición de ofertas a distintos proveedores, emisión de la orden de compra,verificación de la recepción y facturación5 a través de &nternet.
@MP*
Desarrollado por# &nfor 4anteriormente Datastream5
+a!s# Estados nidos
eb# PPP.datastream.net
)+H ocupa el puesto n I entre las aplicaciones ))- más implantadas a escala mundial
)+Hes un sistema integrado de gestión que comprende#
@ 8rgani1ación y seguimiento del inventario
@ (estión de costes por equipo
@ ;istóricos de datos en equipos
@ +lanificación de las tareas de mantenimiento preventivo
@ "ocali1ación de recursos
@ -olicitud y compra de repuestos
@ Estudio de fallos en equipos y necesidades de mantenimiento
@E!!IPSE .
Desarrollado por#MINCOM
+a!s# ustralia
113

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 114/239
eb# PPP.mincom.com
)incom Ellipse es una solución E7+ que integra la administración de mantenimiento,
materiales, administración financiera, y de recursos humanos.
"a aplicación de administración de mantenimiento está considerada como el cuarto () 8más utili1ado a nivel mundial. "a particularidad de este softPare reside en que estáestrechamente integrado con las otras funciones de administración del mismo paquete.
@PMC.
Desarrollado por#DPSI
+a!s# Estados nidos
eb# PPP.dpsi.com
+) es un sistema claramente enfocado en la facilidad de uso. /rabaja sobre plataformaindoPs y sistema de base de datos ccess.
)ódulos de 8rden de /rabajo, +lanificación del mantenimiento, (estión del inventario,
;istórico de equipos.
@IT$EC .
+roductos# )icro)aint, )ini)aint, )axi)aint, +restamaint
Desarrollado por# &thec &nternational
+a!s# 'ranciaeb# PPP.ithec.com
N"a gama de programas de gestión de mantenimiento 4() 85 se adapta a cualquier sector de actividad# mantenimiento industrial, mantenimiento edificios, servicios de
114

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 115/239
mantenimiento, mantenimiento hospitales, mantenimiento hoteles, mantenimiento barcos,mantenimiento de flotas de veh!culos, etc.O
9 )icromaint -Z"# orientado a empresas que necesitan una herramienta de () 8 sencillay económica para poder informati1ar de manera rápida el departamento de mantenimiento.'uncionalidades básicas de la () 8 4 ctivos detallados, estructuras en árbol,mantenimiento correctivo, mantenimiento preventivo, mejoras, almacén, análisis, etc.5
9 )axi)aint -Z"# oncebido para una mayor exigencia, a$adiendo funciones muyavan1adas. Existe en versiones espec!ficas seg2n la actividad 4servicios externos,ayuntamientos, etc.5 y permite cumplir con todas las exigencias que pueda tener un jefe demantenimiento y un jefe de proyecto 4planificación avan1ada, etc.5.
9 +resta)aint# )antenimiento multi9sitios. &ntegra una multitud de funciones propias a laactividad del mantenimiento. oncebido y organi1ado para ser plataforma de intercambios.
@!ante? A%alon.
Desarrollado por# "ante0 'acility )anagement
+a!s# Espa$a
eb# fm.lante0bs.com
N"ante0 valon es la solución de (estión &ntegral de mantenimiento de sistemas de producción 4conjunto de dispositivos, instalaciones y equipos5 que cubre de forma completalas necesidades de profesionales implicados en la gestión de mantenimiento industrial.O
@Master Tools ,.K.
Desarrollado por# -oftPare, )aquinaria y )antenimiento -.".
+a!s# Espa$a
115

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 116/239
eb# PPP.smmsl.com
)aster /ools >.B se define como un programa de mantenimiento preventivo dirigido a
empresas que dispongan entre sus activos de m2ltiple maquinaria y3o instalaciones, posibilitando un correcto control y mantenimiento de dichos activos.
@A:ISMO .
Desarrollado por# or0s (estión del )antenimiento -. .
+a!s# Espa$a
eb# PPP.Pgm.es
N bismo no requiere conocimientos de informática, y permite la integración de todas lasáreas# gestión de activos, gestión de almacenes, gestión de compras. Dispone de todos losinformes de gestión necesarios, tanto técnicos como económicos para facilitar la toma dedecisión. Es adaptable a cualquier tama$o de organi1ación. "a implantación de bismo vaa permitir adecuar la actividad de )antenimiento al cumplimiento de las normativas &-8
=BB< e &-8 =BBH para cubrir las exigencias de aseguramiento de los medios productivos dacuerdo con los +rocedimientos de alidad establecidos.O
7ecopila y organi1a toda la información aportada por el conjunto del departamento demantenimiento para que el entro de Estudios y +lanificación del )antenimiento. 4 E+)5,tenga los históricos técnicos y económicos necesarios para tomar las decisiones correctas encada momento.
@5IM 85estión Inte&ral del Mantenimiento9.
Desarrollado por# tcman
+a!s# Espa$a
116

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 117/239
eb# PPP.tcman.com
(&) es una herramienta para la gestión informati1ada del mantenimiento, que integra en su
totalidad las actividades de los departamentos de organi1ación de activos.
Tema#Mantenimiento Industrial. Dia&nóstico A%an'ado.
Dia&nóstico Mediante Sistemas E6)ertos.
uando los programas de ayuda al mantenimiento son capaces de diagnosticar fallos sehabla de ) 8 4)antenimiento sistido por 8rdenador5. Entre ellos también existencategor!as#
• -istemas integrados en autómatas programables. 6ecesitan una programación particular.
• /arjetas de diagnóstico o de adquisición datos. omparan en tiempo real losciclos de las máquinas a un estado de buen funcionamiento inicial o teórico.
• (eneradores de sistemas expertos, que permiten buscar la causa inicial 4ra!15 delfallo, si se ha documentado correctamente.
"os -istemas Expertos 4-.E.5 representan un campo dentro de la llamada &nteligencia
artificial que más se ha desarrollado en la actualidad en el área de diagnósticos enmantenimiento, después de una probada eficacia en el campo de la medicina. "os -.E. son programas informáticos que incorporan en forma operativa, el conocimiento de una personaexperimentada, de forma que sea capa1 tanto de responder como de explicar y justificar susrespuestas. "os expertos son personas que reali1an bien las tareas porque tienen grancantidad de conocimiento espec!fico de su dominio, compilado y almacenado en su
117

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 118/239
memoria a largo pla1o. -e necesita al menos <B a$os para adquirir tal información, la cualestá formada por#
• onocimientos básicos y teóricos generales
• onocimientos heur!sticos 4hechos, experiencias5
Es casi imposible que se obtengan todos a partir de la experiencia solamente.
"a diferencia de un -.E. con respecto a los programas informáticos convencionales radicaen que los -.E., además de manejar datos y conocimientos sobre un área espec!fica,contiene separados el conocimiento expresado en forma de reglas y hechos, de los procedimientos a seguir en la solución de un determinado problema. 'inalmente los -.E. pueden justificar sus resultados mediante la explicación del proceso inductivo utili1ado.
"os -.E. son programas más de ra1onamiento que de cálculo, manipulan hechos simbólicosmás que datos numéricos.
El primer -.E. de diagnóstico fue el )W &6 4<=K_5 para diagnóstico médico 4 niversidadde -tanford5. Después se han desarrollado una gran cantidad de -.E. de diagnóstico endiversas áreas 4qu!mica, geolog!a, robótica, diagnóstico, etc.5.
Com)onentes de un S.E.
"os principales componentes de un -.E. son#
9:ase de Conocimiento y :ase de $ec os.
118

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 119/239
Es el lugar dentro del -.E. que contiene las reglas y procedimientos del dominio deaplicación, que son necesarios para la solución del problema. El conocimiento se almacena para su posterior tratamiento simbólico. -e entiende por tratamiento simbólico a loscálculos no numéricos reali1ados con s!mbolos, con el fin de determinar sus relaciones.
El )ódulo de reglas, que se encuentra en la ase de onocimientos, contiene losconocimientos operativos que se$alan la manera de utili1ar los datos en la resolución de un problema, simulando el ra1onamiento o forma de actuar del experto.
"a ase de ;echos se estructura en forma de base de datos.
Ejemplo#
;echo <# un aceite diluido reduce la presión de lubricación.
7egla <# -i el aceite está diluido. E6/86 E- la presión del aceite se reducirá.
9Motor de In(erencia.
Es la unidad lógica que controla el proceso de llegar a conclusiones partiendo de los datosdel problema y la base de conocimientos. +ara ello sigue un método que simula el
procedimiento que utili1an los expertos en la resolución de problemas. -u módulo decontrol se$ala cuál debe ser el orden en la aplicación de las reglas.
9Inter(ase de suarios.
119

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 120/239

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 121/239
• Plausi1ilidad.
• Existencia de expertos en el área del problema.
• "os conocimientos del experto no solo son teóricos sino que además aportaexperiencia en su aplicación.
• "os expertos deben poder explicar los métodos que usan para resolver los problemas.
• Disponer de casos de pruebas que permitan comprobar los casos desarrollados.
• "a tarea no debe ser ni demasiado fácil ni demasiado dif!cil. "o más dif!cil esexpresar el conocimiento en la estructura adecuada para el -.E.
• usti(icación.
• Fentajas que ofrece su utili1ación.
• 7entabilidad económica.
• Adecuación.
• +roblemas que no se presten a una solución algor!tmica.
• +roblema suficientemente acotado para que sea manejable y suficientementeamplio para que tenga interés práctico.
• +roblemas con ciertas cualidades intr!nsecas como#
onocimiento subjetivo, cambiante, dependiente de los juicios particularesde las personas, etc.
Mantenimiento Industrial.El mantenimiento industrial tiene como función la operatividad y los cuidados necesarios para que los edificios, instalaciones y equipos funcionen adecuadamente, desempe$andocorrectamente el servicio para el que fueron dise$ados.
121

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 122/239
"as tareas de mantenimiento se aplican sobre las instalaciones fijas y móviles, sobreequipos y maquinarias, sobre edificios industriales, comerciales o de servicios espec!ficos,sobre las mejoras introducidas al terreno y sobre cualquier otro tipo de bien productivo.
En los procesos demantenimiento industrial aparecen la1os de control formados por tres
elementos# transmisor, regulador y válvula. ctuando conjuntamente garanti1an unaoperación controlada y eficiente de la)lanta industrial . "a incorporación de la electrónicadigital permite usar transmisores inteligentes, sistemas de control distribuido y avan1adooptimi1ando los procesos de producción.
on este curso aprenderemos que elmantenimiento industrial busca, conservar el servicioque suministra a cada uno de los equipos, instalaciones y otros elementos, conoceremostambién todo lo referente a disposiciones legales y normas llamadasmantenimiento le&al.
Tema#E2ecución del Mantenimiento.
Introducción.
"as tareas de mantenimiento se aplican sobre las instalaciones fijas y móviles, sobreequipos y maquinarias, sobre edificios industriales, comerciales o de servicios espec!ficos,sobre las mejoras introducidas al terreno y sobre cualquier otro tipo de bien productivo.
lcan1a a máquinas, herramientas aparatos e instrumentos, a equipos de producción, a losedificios y todas sus instalaciones auxiliares como agua potable, desag es, agua para el proceso, agua para incendios, po1os de agua y sistemas de bombeo, agua caliente y vapor con sus correspondientes generadores como calderas, intercambiadores de calor,instalaciones eléctricas monofásica y de fuer1a motri1, pararrayos, bali1amiento, instalación
de aire comprimido, de combustibles, sistemas de aire acondicionado y de telefon!a,equipos, aparatos y muebles de oficina, jardiner!a y rodados.
+ara la ejecución de las actividades de mantenimiento se implementó toda una gama dedocumentación administrativa y técnica, lo cual incluye#
• )anual de -istema de (estión• +rocedimientos dministrativos• +rocedimientos de /rabajo• &nstructivos /écnicos• 7egistro dministrativos• 7egistros de )antenimiento• 7egistro de +lanificación Diaria• 7egistros de nálisis de 'allas
"as empresas, como una entidad que busca el )ejoramiento continuo de los diferentes procesos, requiere un manual de mantenimiento preventivo y correctivo para los equiposque operan en él, ya que este tipo de mantenimiento optimi1a el funcionamiento, protege y
122

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 123/239
alarga la vida 2til de dichos equipos 4preventivo5, de igual forma se debe corregir cualquiertipo de impase que se pueda presentar tales como cambio de válvulas, estado de los cablesy estado de las conexiones en el circuito eléctrico, entre otras 4 orrectivo5.
on el fin de llevar un control en los equipos es necesario reali1ar un registro de
mantenimiento para cada mecanismo y tener en cuenta que el mantenimiento preventivodebe reali1arse periódicamente.
+ara llevar a cabo el )anual de )antenimiento +reventivo se deben tener en cuenta lassiguientes actividades#
<. &nventario.H. 7eali1ar cronograma de mantenimiento.I. Establecer prioridad del equipo.>. oordinar el servicio de mantenimiento preventivo.?. Establecer contratista._. -olicitar la elaboración del contrato.K. 7eali1ar mantenimiento preventivo.A. Falidar el mantenimiento.=. Descargar reporte de mantenimiento.<B. rchivar hoja de vida del equipo.
l igual que el )antenimiento +reventivo se deben tener en cuenta actividades para llevar acabo el )antenimiento orrectivo#
<. &nventario.H. Diagnosticar da$o del equipo.I. Establecer prioridad del equipo.>. Establecer repuestos.?. Establecer contratista._. oordinar el servicio de mantenimiento correctivo.K. Elaboración orden del servicio.A. 7eali1ar mantenimiento correctivo.=. errar orden de mantenimiento.<B. Descargar reporte de mantenimiento.<<. rchivar hoja de vida del equipo.
"a mayor parte de lo expuesto corresponde a la gestión de mantenimiento 4apartado I5, pero nos queda por desarrollar los medios documentales que intervienen directamente en laejecución de dicho mantenimiento, as! como el conocimiento de los equipos y sumantenimiento especifico.
Tema#Mantenimiento Industrial. Fic as de Tra1a2o.
123

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 124/239
+ara ejecutar el programa de mantenimiento se requiere elaborar unas fichas que servirán para controlar, solicitar, reportar, etcétera, las actividades que se van a ejecutar. Entre estasfichas, tenemos las siguientes#
".- Orden de Tra1a2o.
Depende del plan estratégico en el que se especifican los cambios, reparaciones,emergencias, etcétera, que serán atendidos por el equipo.
Esta orden será solicitada por el jefe de turno y aprobada por el encargado demantenimiento. Debe tenerse en cuenta que ning2n trabajo podrá iniciarse sin la respectivaorden y sin que las condiciones requeridas para dicha labor hayan sido verificadas personalmente por el encargado. +ara esto se debe tener en cuenta la siguiente jerarqu!a#
Emer&encia. -on aquellos trabajos que ata$en a la seguridad de la planta, aver!as quesignifican grandes pérdidas de dinero o que pueden ocasionar grandes da$os a otrasunidades. Estos trabajos deben iniciarse de forma inmediata y ser ejecutados de formacontinua hasta su completa finali1ación. +ueden tomar horas extra.
r&ente. -on trabajos en los que debe intervenirse lo antes posible, en el pla1o de H> a >Ahoras después de solicitada la orden. Este tipo de trabajos sigue el procedimiento normal de programación. 6o requiere sobretiempos, salvo que ello sea solicitado expl!citamente por ladependencia correspondiente.Normal.-on trabajos rutinarios cuya iniciación es tres d!as después de solicitada la ordende trabajo, pero pueden iniciarse antes, siempre que exista la disponibilidad de recursos.-igue un procedimiento normal de programación.Permanente. -on trabajos que pueden esperar un buen tiempo, sin dar lugar a convertirseen cr!ticos. -u l!mite de iniciación es dos semanas después de haberse solicitado la orden detrabajo. -igue la programación normal y puede ser atendido en forma cronológica deacuerdo con lo programado.
En la ficha N8rden de trabajoO, se debe anotar el código del equipo, la sección de trabajo, eln2mero de actividad que se debe reali1ar, la prioridad 4emergencia, urgente, etcétera5, lafecha, la mano de obra, los materiales, etcétera.
*.- Solicitud de Re)uestos y Materiales.
+ara proveer de materiales y repuestos al personal de mantenimiento, se elabora una fichadenominada N-olicitud de repuestos y materialesO, donde se solicita a almacén estosinsumos.
Esta ficha servirá para llevar un control adecuado de repuestos y materiales. Faacompa$ada de la orden de trabajo.
En la ficha de N-olicitud de repuestos y materialesO, se debe anotar el n2mero de solicitud,la fecha, el turno, el código del equipo, la sección y la descripción de los repuestos omateriales que se pide.
+.- Re)orte Semanal de Mantenimiento.
124

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 125/239
-irve para registrar los servicios efectuados durante la semana y llevar un mejor control delos trabajos de prevención y de los costos de los materiales empleados.
En la ficha N7eporte semanal de mantenimientoO, se debe anotar la fecha, el código del
equipo, el n2mero de orden, el trabajo que se reali1ó, los materiales y los costos.,.- $istorial del E7ui)o .
Después de intervenir cada equipo, se registra en la ficha N;istorial del equipoO la fecha,los servicios y reposiciones reali1adas, los materiales usados, etcétera. Esta ficha tambiénservirá para controlar la operación y calidad y modificar el programa de mantenimiento.
"a cantidad de estas fichas dependerá del n2mero de equipos con que cuente la plantaindustrial.
Tema#Mantenimiento Industrial. E7ui)os.
Conocimiento de e7ui)os.
En esta parte se trata de dar una explicación sencilla, de todos los elementos y principiosmás importantes en que están basados las principales máquinas y3o equipos utili1ados en laindustria.
"a definición más exacta que podemos hacer de una máquina es aquella que la consideracomo un elemento trans(ormador de ener&3a, ya que una máquina, siempre absorbe
energ!a de un tipo y la restituye como energ!a de otro tipo, o del mismo pero transformada.En elCuadro N " se representa una clasificación general de las máquinas, para poder establecer dentro de ellas la situación y caracter!sticas de las que vamos a estudiar.
División(eneral de)áquinas
)áquinas de'luidos
/urbomáquinas-eg2n lacompresibilidaddel fluido-eg2n ladirección delfluido en el rodete-eg2n el sentidodel intercambiode energ!a
Dedespla1amiento positivo4volumétricas5
lternativas7otativas
125

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 126/239
;idráulicas 4'luido incompresible5 /;)/urbinashidráulicas 4/;5
ombasFentiladores
/érmicas 4'luido compresible5 /)/
/urbinas de vapor
4/F5/urbinas de gas4/(5/urbocompresores
)otoras 4El fluido suministra energ!a5(eneradoras 4El fluido absorbe energ!a5
7adiales 4"a velocidad absoluta del fluido no tiene componente axial en ning2n punto del
rodete5 xiales 4"a velocidad absoluta no tienecomponente radial en ning2n punto del rodete5 Diagonal 4"a velocidad absoluta tienecomponentes sobre los tres ejes en cualquier punto del rodete5
ompresores de émboloombas de émbolo
)otor diésel)otor 8ttoEtc.
ompresores rotativos)otor an0el
omba de paleta y )áquinas rotoestáticas en generalEtc.
En consecuencia, y dado que el tema es sumamente amplio, el contenido del apartado selimita a suministrar una descripción breve de los principales equipos utili1ados en la mayor parte de las industrias#
• ombas• Fentiladores• ompresores• /urbinas• Fálvulas• )otores eléctricos
126

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 127/239
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 128/239
/ambién se diferencian las turbomáquinas seg2n la trayectoria que en general sigue elfluido# si el movimiento es fundamentalmente paralelo al eje de rotación se denominanturbomáquinas :& "E-. -i es principalmente normal al eje de rotación, turbomáquinas7 D& "E- 4centr!fugas o centr!petas seg2n la dirección de movimiento5, y si se trata decasos intermedios, turbomáquinas )&:/ -.
"as turbomáquinas pueden recibir el fluido en toda su periferia 4máquinas de admisión plena5 o sólo en parte 4máquinas de admisión parcial5.
Tema#Mantenimiento Industrial. :om1as.
/odos los procesos industriales que sostienen nuestra civili1ación incluyen la transferenciade l!quidos desde un nivel de presión o energ!a estática a otro y, como resultado de ello, las bombas se han convertido en una parte esencial de todos los procesos industriales% es decirlas bombas son una parte integral de todo el desarrollo moderno, tanto económico comosocial.
na bomba es un dispositivo empleado para elevar, transferir o comprimir l!quidos y gases,en definitiva son máquinas que reali1an un trabajo para mantener un l!quido enmovimiento. onsiguiendo as! aumentar la presión o energ!a cinética del fluido.
-e tiene constancia de la existencia de alg2n tipo de bomba sobre el IBB . ., rqu!medes4matemático y f!sico griego5 construyó una de dise$o sencillo, aunque poco eficiente, conun tornillo que gira en una carcasa e impulsa el l!quido.
;ay una diversidad de mecanismos de bombeo 4bombas5, cuya capacidad, dise$o yaplicación cubren un amplio rango que va desde peque$as unidades utili1adas para
dosificación de cantidades m!nimas, hasta bombas centrifugas que son capaces de manejar grandes vol2menes para surtir de agua a las grandes concentraciones urbanas. -u variedadde dise$os cubren desde diferentes principios de operación, hasta bombas especiales paramanejo de sustancias tan diversas como el agua, metales fundidos, concreto, etc., gastosdiferentes y materiales de construcción.
Debido a la diversidad de bombas ya mencionadas, hay muchas formas de clasificar las bombas. +or rangos de vol2menes a manejar, por fluidos a mover, etc. -in embargo, laclasificación más general es en función de la forma en que las bombas imprimen elmovimiento al fluido, separándose en dos tipos principales#
•
ombas volumétricas o de despla1amiento positivo, entre las que se encuentran por ejemplo las alternativas, rotativas y las neumáticas, pudiendo decir a modode s!ntesis que son bombas de pistón, cuyo funcionamiento básico consiste enrecorrer un cilindro con un vástago.
• ombas dinámicas o de energ!a cinética# fundamentalmente consisten en unrodete que gira acoplado a un motor. Entre ellas se sit2an las regenerativas, lasespeciales, las periféricas o de turbinas y una de las más importantes, lascentr!fugas.
128

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 129/239
"as del primer grupo operan sobre el principio de despla1amiento positivo, es decir, que bombean una determinada cantidad de fluido 4sin tener en cuenta las fugasindependientemente de la altura de bombeo5.
El segundo tipo debe su nombre a un elemento rotativo, llamado rodete, que comunicavelocidad al l!quido y genera presión. "a carcasa exterior, el eje y el motor completan launidad de bombeo.
En todos los tipos de bombas para l!quidos deben emplearse medidas para evitar elfenómeno de la cavitación, que es la formación de un vac!o que reduce el flujo y da$a laestructura de la bomba.
Clasi(icación de :om1as#
129

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 130/239
"a clasificación anterior, nos permite apreciar la gran diversidad de tipos que existen y si aello agregamos materiales de construcción, tama$os diferentes para manejo de gastos y presiones sumamente variables y los diferentes l!quidos a manejar, etc., entenderemos laimportancia de este tipo de maquinaria.
Dentro de ésta clasificación los tipos de bombas más com2nmente utili1adas son lasllamadas entr!fugas, lternativas 4reciprocantes5 y 7otatorias.
"9 :OM:AS /O! MLTRICAS O DE DESP!A AMIENTO POSITI/O .
En la bomba volumétrica el despla1amiento del l!quido se reali1a mediante un proceso, enel que se verifica el desalojo periódico del l!quido contenido en unas cámaras de trabajo,mediante un dispositivo que las despla1a, que es un órgano de trabajo, 4pistón, engranaje,etc.5, con unos espacios que comunican, periódicamente, la cavidad de recepción dell!quido o cámara de aspiración, con la cavidad de descarga o cámara de impulsión, pudiendo tener una o varias cámaras de trabajo.
El funcionamiento consiste en el paso periódico de determinadas porciones de l!quido,desde la cavidad de aspiración, a la de descarga de la bomba, con un aumento de presión% e paso del l!quido por la bomba volumétrica, a diferencia del paso por los álabes de una bomba centr!fuga, es siempre más o menos irregular, por lo que en general, el caudal seconsiderará como el valor medio del caudal trasegado.
130

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 131/239
"a cavidad de aspiración tiene que estar, siempre, herméticamente aislada de la de descargao impulsión% a veces se puede admitir la existencia de peque$as filtraciones de l!quido através de las holguras,desli'amiento, aunque en proporciones muy peque$as frente alsuministro de la bomba.
En general, todas las bombas volumétricas son autoaspirantes, o autocebantes, por lo que sicomien1an a funcionar con aire, sin l!quido, pueden llegar a crear una rarificación tangrande capa1 de succionar al l!quido por la tuber!a de aspiración, con la condición de que laaltura geométrica de aspiración no sobrepase un cierto valor, propiedad que se puede perder cuando la hermeticidad o el n2mero de revoluciones son insuficientes.
En las bombas de despla1amiento positivo existe una relación directa entre el movimientode los elementos de bombeo y la cantidad de l!quido movido.
En el mercado puede encontrarse una amplia diversidad de bombas siendo los tipos básicoslos que relatamos seguidamente, aunque existen muchas variaciones y modificaciones deestos tipos básicos.
Alternati%as#• De pistón• De émbolo• De diafragma
Rotati%as#• Engranajes• /ornillo• +aletas• "evas• Especiales
:om1as neum0ticas#
• -on bombas de despla1amiento positivo en las que la energ!a de entrada esneumática, normalmente a partir de aire comprimido.
En todas estas bombas, el l!quido se descarga en una serie de pulsos, y no de formacontinua, por lo que hay que tener cuidado para que no apare1can condiciones de
resonancia en los conductos de salida que podr!an da$ar o destruir la instalación. En las bombas alternativas se colocan con frecuencia cámaras de aire en el conducto de salida parareducir la magnitud de estas pulsaciones y hacer que el flujo sea más uniforme. na de lasmás importantes en esta clasificación son las alternativas y las rotativas.
*9 :OM:AS DE ENER5BA CINLTICA.
131
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 132/239
En este tipo de bombas la energ!a es comunicada al fluido por un elemento rotativo queimprime al l!quido el mismo movimiento de rotación, transformándose luego, parte enenerg!a y parte en presión. El caudal a una determinada velocidad de rotación depende de laresistencia al movimiento en la l!nea de descarga.
"a bomba rotodinámica es capa1 de satisfacer la mayor!a de las necesidades de laingenier!a y su uso está muy extendido.
-u campo de utili1ación abarca desde abastecimientos p2blicos de agua, drenajes yregad!os, hasta transporte de hormigón o pulpas.
"os diversos tipos se pueden agrupar en#
Peri(4ricas o de tur1inas.
Centr3(u&as#
• 7adiales• Diagonales• xiales
Es)eciales.
"as centr!fugas son el tipo más corriente de bombas rotodinámicas, y se denomina as! porque la cota de presión que crean es ampliamente atribuible a la acción centr!fuga.
Tema# Mantenimiento Industrial. /entiladores.
n ventilador es una máquina de fluido concebida para producir una corriente de airemediante un rodete con aspas que giran produciendo una diferencia de presiones. Entre susaplicaciones, destacan las de hacer circular y renovar el aire en un lugar cerrado para proporcionar ox!geno suficiente a los ocupantes y eliminar olores, principalmente enlugares cerrados% as! como la de disminuir la resistencia de transmisión de calor porconvección. 'ue inventado en <AAH por el estadounidense -chuyler -. heeler.
-e utili1a para despla1ar aire o gas de un lugar a otro, dentro de o entre espacios, paramotivos industriales o uso residencial, para ventilación o para aumentar la circulación de
aire en un espacio habitado, básicamente para refrescar. +or esta ra1ón, es un elementoindispensable en climas cálidos.
n ventilador también es la turbomáquina que absorbe energ!a mecánica y la transfiere a ungas, proporcionándole un incremento de presión no mayor de <.BBB mm;H8aproximadamente, por lo que da lugar a una variación muy peque$a del volumen espec!ficoy suele ser considerada una máquina hidráulica. En la actualidad, en el dise$o se tiene encuenta la compresibilidad para incrementos de presión mucho menores, hasta B,I m.c.a.
132

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 133/239
4metro de columna de agua5, por lo que los ventiladores, hasta dicho incremento de presión,se pueden dise$ar y considerar como una turbomáquina hidráulica.En energ!a, los ventiladores se usan principalmente para producir flujo de gases de un punto a otro% es posible que la conducción del propio gas sea lo esencial, pero también enmuchos casos, el gas act2a sólo como medio de transporte de calor, humedad, etc.% o de
material sólido, como ceni1as, polvos, etc.Entre los ventiladores y compresores existen diferencias. El objeto fundamental de los primeros es mover un flujo de gas, a menudo en grandes cantidades, pero a bajas presiones%mientras que los segundos están dise$ados principalmente para producir grandes presionesy flujos de gas relativamente peque$os. En el caso de los ventiladores, el aumento de presión es generalmente tan insignificante comparado con la presión absoluta del gas, quela densidad de éste puede considerarse inalterada durante el proceso de la operación% de estemodo, el gas se considera incompresible como si fuera un l!quido. +or consiguiente en principio no hay diferencia entre la forma de operación de un ventilador y de una bomba deconstrucción similar, lo que significa que matemáticamente se pueden tratar en formaanáloga.
+or lo com2n la denominación de ventilador se utili1a cuando la presión se eleva hasta unasH psi% entre esta presión y unas <B psi, la máquina recibe del nombre de soplador. +ar presiones de descarga más altas, el término que se usa es el de compresor.
/ambién de forma secundaria, se utili1a el ventilador para asistir a intercambiadores decalor como un disipador o a un radiador con la finalidad de aumentar la transferencia decalor entre un sólido y el aire o entre los fluidos que interact2an. na clara aplicación deesto se ve reflejada en evaporadores y condensadores en sistemas de refrigeración en que elventilador ayuda a transferir el calor latente entre el refrigerante y el aire, y viceversa.
simismo, equipos de acondicionamiento de aire como la nidad manejadora de aire4 ) 5, ocupan un ventilador centr!fugo de baja presión estática para circular el aire por una red de ductos al interior de una edificación o instalación industrial.
-uele haber circulación de aire o ventilación a través de los huecos en las paredes de unedificio, en especial a través de puertas y ventanas. +ero esta ventilación natural, qui1áaceptable en viviendas, no es suficiente en edificios p2blicos, como oficinas, teatros ofábricas. "os dispositivos de ventilación más sencillos utili1ados en lugares donde senecesita mucha ventilación son ventiladores instalados para extraer el aire viciado deledificio y favorecer la entrada de aire fresco. "os sistemas de ventilación puedencombinarse con calentadores, filtros, controladores de humedad y dispositivos derefrigeración.
En definitiva, el ventilador es una bomba rotodinámica de gas que sirve para transportar gases, absorbiendo energ!a mecánica en el eje y devolviéndola al gas% se distingue delturbocompresor en que las variaciones de presión en el interior del ventilador son tan peque$as, que el gas se puede considerar prácticamente incompresible.
"os ventiladores que se emplean com2nmente se pueden dividir en tres tipos generales, dehélice, axiales y centr!fugos. "os ventiladores se pueden disponer con variedad de
133
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 134/239
posiciones de descarga y con rotación del impulsor, ya sea en el sentido de las agujas delreloj o viceversa. -alvo raras excepciones, se pueden proporcionar para acoplamientodirecto o para bandas F.
Tema# Mantenimiento Industrial. Com)resores ."os compresores son máquinas que tienen por finalidad aportar una energ!a a los fluidoscompresibles 4gases y vapores5 sobre los que operan, para hacerlos fluir aumentando almismo tiempo su presión.
En esta 2ltima caracter!stica precisamente, se distinguen de las soplantes y ventiladores quemanejan grandes cantidades de fluidos compresibles 4aire por ejemplo5 sin modificar sensiblemente su presión, con funciones similares a las bombas de fluidos incompresibles.
n compresor admite gas o vapor a una presión p< dada, descargándolo a una presión pHsuperior. "a energ!a necesaria para efectuar este trabajo la proporciona un motor eléctrico o
una turbina de vapor."os compresores se emplean para aumentar la presión de una gran variedad de gases yvapores para un gran n2mero de aplicaciones. n caso com2n es el compresor de aire, quesuministra aire a elevada presión para transporte, pintura a pistola, inflamiento deneumáticos, limpie1a, herramientas neumáticas y perforadoras. 8tro es el compresor derefrigeración, empleado para comprimir el gas del vapori1ador. 8tras aplicaciones abarcan procesos qu!micos, conducción de gases, turbinas de gas y construcción.
"os elementos principales de esta estructura son# motor, cuerpo, tapas, enfriador y árboles.El cuerpo y las tapas del compresor se enfr!an por el agua. "os elementos constructivos
tienen ciertas particularidades. +ara disminuir las pérdidas de energ!a de la fricciónmecánica de los extremos de las placas contra el cuerpo en este se colocan dos anillos dedescarga que giran libremente en el cuerpo. la superficie exterior de estos se env!alubricación. l girar el motor los extremos de las placas se apoyan en el anillo de descargay se desli1an parcialmente por la superficie interior de estos% los anillos de descarga giransimultáneamente en el cuerpo.
l fin de disminuir las fuer1as de fricción en las ranuras las placas se colocan noradicalmente sino desviándolas hacia adelante en dirección de la rotación. El ángulo dedesviación constituye K a <B grados. En este caso la dirección de la fuer1a que act2a sobrelas placas por lado del cuerpo y los anillos de descarga se aproxima a la dirección de
despla1amiento de la placa en la ranura y la fuer1a de fricción disminuye.+ara disminuir las fugas de gas a través de los huelgos axiales, en el buje del motor secolocan anillos de empacaduras apretados con resortes contra las superficies de las tapas.+or el lado de salida del árbol a través de la tapa, se ha colocado una junta de prensaestopascon dispositivos tensor de resortes.
134

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 135/239
-eg2n las exigencias referentes a la presión de trabajo y al caudal de suministro, se puedenemplear diversos tipos de construcción.
l clasificarse seg2n el indicio constructivo los compresores volumétricos se subdividen enlos de émbolo y de motor y los de paletas en centr!fugos y axiales. Es posible la división delos compresores en grupos de acuerdo con el género de gas que se despla1a, del tipo de
transmisión y de la destinación del compresor. Estos al igual que las bombas mencionadasanteriormente pueden clasificarse en dos grupos#
• ompresores de despla1amiento positivo• ompresores de despla1amiento no positivo
El primero trabaja seg2n el principio de despla1amiento. "a compresión se obtiene por laadmisión del aire en un recinto hermético, donde se reduce luego el volumen. -e utili1a enel compresor de émbolo 4oscilante o rotativo5.
El otro trabaja seg2n el principio de la dinámica de los fluidos. El aire es aspirado por un
lado y comprimido como consecuencia de la aceleración de la masa 4turbina5.
135

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 136/239
Tema#Mantenimiento Industrial. Tur1inas y /0l%ulas.
Tur1ina es el nombre genérico que se da a la mayor!a de las turbomáquinas motoras. stasson máquinas de fluido, a través de las cuales pasa un fluido en forma continua y este leentrega su energ!a a través de un rodete con paletas o álabes.
Es un motor rotativo que convierte en energ!a mecánica la energ!a de una corriente de agua,vapor de agua o gas. El elemento básico de la turbina es la rueda o rotor, que cuenta con palas, hélices, cuchillas o cubos colocados alrededor de su circunferencia, de tal forma queel fluido en movimiento produce una fuer1a tangencial que impulsa la rueda y la hace girar.Esta energ!a mecánica se transfiere a través de un eje para proporcionar el movimiento deuna máquina, un compresor, un generador eléctrico o una hélice.
"as turbinas constan de una o dos ruedas con paletas, denominadas rotor y estator, siendo la primera la que, impulsada por el fluido, arrastra el eje en el que se obtiene el movimientode rotación.
El término turbina suele aplicarse también, por ser el componente principal, al conjunto devarias turbinas conectadas a un generador para la obtención de energ!a eléctrica.
"as turbinas se clasifican en turbinas hidráulicas o de agua, turbinas de vapor y turbinas decombustión. ;oy la mayor parte de la energ!a eléctrica mundial se produce utili1andogeneradores movidos por turbinas. "os molinos de viento que producen energ!a eléctrica sellaman turbinas de viento.
Ti)os de Tur1inas#
• /urbinas ;idráulicas.• /urbinas de Fapor.
136

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 137/239
• /urbinas Eólicas.• /urbinas de ombustión.
/0l%ulas.
na válvula se puede definir como un aparato mecánico con el cual se puede iniciar,detener o regular la circulación 4paso5 de l!quidos o gases mediante una pie1a movible queabre, cierra u obstruye en forma parcial uno o más orificios o conductos.
"as válvulas son unos de los instrumentos de control más esenciales en la industria. Debidoa su dise$o y materiales, las válvulas pueden abrir y cerrar, conectar y desconectar, regular,modular o aislar una enorme serie de l!quidos y gases, desde los más simples hasta los máscorrosivos o tóxicos. -us tama$os van desde una fracción de pulgada hasta IB ft 4= m5 omás de diámetro. +ueden trabajar con presiones que van desde el vac!o hasta más de HB,BBlb3ink 4<>B )pa5 y temperaturas desde las criogénicas hasta <,?BB `' 4A<? ` 5. "as válvulade baja presión suelen ser de latón, hierro fundido o plástico, mientras que las válvulas de
alta presión son de acero fundido o forjado. En el caso de que el fluido sea corrosivo puedeser necesario emplear aleaciones, como acero inoxidable. "as válvulas pueden accionarsede forma manual, a través de un servomecanismo o mediante el flujo del propio fluidocontrolado. En algunas instalaciones se requiere un sellado absoluto% en otras, las fugas oescurrimientos no tienen importancia.
Es dif!cil imaginarse una planta de productos qu!micos, refiner!a de petróleo, planta de procesamiento de alimentos, unidad de fabricación de fármacos, planta lechera, etc., sinválvulas,
na válvula se utili1a para controlar el flujo de un fluido en un tubo o en un dueto. El
requisito de control puede ser de paso y corte, estrangulación 4modulación del flujo5,reducción de la presión del fluido, etc.
onforme avan1a la tecnolog!a y aumenta la capacidad de las plantas, han aumentado eltama$o y el costo de las válvulas y cada ve1 es más importante el máximo cuidado en suselección.
El tipo de válvula dependerá de la función que debe efectuar, sea de cierre 4bloqueo5,estrangulación o para impedir el flujo inverso. Estas funciones se deben determinar despuésde un estudio cuidadoso de las necesidades de la unidad y del sistema para los cuales sedestina la válvula.
;ay incontables tipos de válvulas y cada una tiene una aplicación particular. "as válvulasse dise$an para funciones particulares y si se emplean en la forma correcta darán buenservicio durante largo tiempo. -in embargo, en la práctica, se utili1an mal y var!an lasconsecuencias. lrededor del ?B J de las válvulas industriales se utili1a para servicio de paso y cierre, >B J para estrangulación y <B J son de retención. ;ay muchas formas en lascuales controlan el flujo, con grados variables de exactitud.
137

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 138/239
Dado que hay diversos tipos de válvulas disponibles para cada función, también esnecesario determinar las condiciones del servicio en que se emplearán las válvulas. Es deimportancia primordial conocer las caracter!sticas qu!micas y f!sicas de los fluidos que semanejan.
"as caracter!sticas principales y los usos más comunes de los diversos tipos de válvulas para servicio de1lo7ueo o cierre son#
/0l%ulas de com)uerta# 7esistencia m!nima al fluido de la tuber!a. -e utili1a totalmenteabierta o cerrada. ccionamiento poco frecuente./0l%ulas de mac o# ierre hermético. Deben estar abiertas o cerradas del todo./0l%ulas de 1ola# 6o hay obstrucción al flujo. -e utili1an para l!quidos viscosos y pastasaguadas. ierre positivo. -e utili1a totalmente abierta o cerrada./0l%ulas de mari)osa# -u uso principal es para cierre y estrangulación de grandesvol2menes de gases y l!quidos a baja presión. -u dise$o de disco abierto, rectil!neo, evitacualquier acumulación de sólidos% la ca!da de presión es muy peque$a.
"as caracter!sticas principales y los usos más comunes para diversos tipos de válvulas paraservicio deestran&ulación son#
/0l%ulas de &lo1o# -on para uso poco frecuente. ierre positivo. El asiento suele estar paralelo con el sentido del flujo% produce resistencia y ca!da de presión considerables./0l%ulas de a&u2a#Estas válvulas son, básicamente, válvulas de globo que tienen unmacho cónico similar a una aguja, que ajusta con precisión en su asiento. -e puede tener estrangulación exacta de vol2menes peque$os porque el orificio formado entre el machocónico y el asiento cónico se puede variar a intervalos peque$os y precisos./0l%ulas en ># "as válvulas en W son válvulas de globo que permiten el paso rectil!neo ysin obstrucción igual que las válvulas de compuerta. "a ventaja es una menor ca!da de presión en esta válvula que en la de globo convencional./0l%ulas de 0n&ulo# -on, en esencia, iguales que las válvulas de globo. "a diferencia principal es que el flujo del fluido en la válvula de ángulo hace un giro de =B ./0l%ulas de mari)osa# -u uso principal es para cierre y estrangulación de grandesvol2menes de gases y l!quidos a baja presión 4desde <?B psi hasta el vac!o5. -u dise$o dedisco abierto, rectil!neo evita acumulación de sólidos no adherentes y produce poca ca!dade presión.
"as válvulas que no permiten el flujo inverso 4de retención5 act2an en forma automáticaante los cambios de presión para evitar que se invierta el flujo.
;ay disponible unaselección es)ecial de tipos de válvulas para manejar pastas aguadasgruesas o finas. "os tipos más comunes son en ángulo, fondo plano, macho, bola ydiafragma y válvulas de opresión o compresión. Están dise$adas para m!nima resistencia alflujo y, con frecuencia están revestidas con aleaciones especiales para darles resistencia a lacorrosión o a la erosión.
Debido a las diferentes variables, no puede haber una válvula universal% por tanto, parasatisfacer los cambiantes requisitos de la industria se han creado innumerables dise$os y
138
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 139/239
variantes con el paso de los a$os, conforme se han desarrollado nuevos materiales. /odoslos tipos de válvulas recaen en nueve categor!as# válvulas de compuerta, válvulas de globo,válvulas de bola, válvulas de mariposa, válvulas de apriete, válvulas de diafragma, válvulasde macho, válvulas de retención y válvulas de desahogo 4alivio5.
ualquiera que sea el tipo de válvula que se seleccione, todas tienen caracter!sticascomunes como#
". -uperficies correlativas que act2an como sellos para cortar el paso en la válvula. Estosuele requerir un sello fijo y uno movible.*. n componente que sobresale del cuerpo y que mueve el asiento movible, que suele ser el vástago.+. na empaquetadura o sello para el vástago para evitar pérdidas de fluido cuando elvástago sale del cuerpo de la válvula.,. n volante o aparato similar para ayudar en el movimiento del vástago.
. n conducto para paso del fluido por la válvula. "a configuración del conducto define eltipo de control que se puede esperar.
Tema#Motores El4ctricos.
n motor el4ctrico es una máquina eléctrica que transforma energ!a eléctrica en energ!amecánica por medio de interacciones electromagnéticas. lgunos de los motores eléctricosson reversibles, pueden transformar energ!a mecánica en energ!a eléctrica funcionandocomo generadores. "os motores eléctricos de tracción usados en locomotoras reali1an amenudo ambas tareas, si se los equipa con frenos regenerativos.
-on ampliamente utili1ados en instalaciones industriales, comerciales y particulares.+ueden funcionar conectados a una red de suministro eléctrico o a bater!as. s!, enautomóviles se están empe1ando a utili1ar en veh!culos h!bridos para aprovechar lasventajas de ambos.
"os motores, son las máquinas auxiliares de una máquina principal.!a m07uina )rinci)al)roduce un tra1a2o con el au6ilio de uno o %arios motores. "os motores eléctricos, se paran o se ponen en funcionamiento, obedeciendo a un mando manual o un programa preestablecido. -e detienen cuando se alcan1a un nivel, o se ponen en marcha en elmomento que un mecanismo está en una determinada posición. "a puesta en marcha, o parada, de estos motores auxiliares, está controlados por los sensores o elementos de
detección.Princi)io de (uncionamiento.
El principio de la inducción de 'araday, cient!fico británico, establece que el movimientode un conductor integrante de un circuito cerrado en un campo magnético produce corrienteen dicho circuito, y en ello se basa el funcionamiento del generador eléctrico. +ero,rec!procamente, una corriente eléctrica que pasa por un conductor situado en un campo
139

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 140/239
magnético crea una fuer1a que tiende a despla1ar al conductor con respecto al campo, y estaes la base del motor eléctrico. De modo que, en esencia, una misma máquina puedeemplearse como generador o como motor% si se le aplica energ!a mecánica, generaráelectricidad, y si se le aplica electricidad, producirá energ!a mecánica.
"os motores de corriente alterna y los motores de corriente cont!nua se basan en el mismo principio de funcionamiento, el cual establece que si un conductor por el que circula unacorriente eléctrica se encuentra dentro de la acción de un campo magnético, éste tiende adespla1arse perpendicularmente a las l!neas de acción del campo magnético.
El conductor tiende a funcionar como un electroimán debido a la corriente eléctrica quecircula por el mismo adquiriendo de esta manera propiedades magnéticas, que provocan,
debido a la interacción con los polos ubicados en el estator, el movimiento circular que seobserva en el rotor del motor.
+artiendo del hecho de que cuando pasa corriente por un conductor produce un campomagnético, además si lo ponemos dentro de la acción de un campo magnético potente, el producto de la interacción de ambos campos magnéticos hace que el conductor tienda adespla1arse produciendo as! la energ!a mecánica. Dicha energ!a es comunicada al exterior mediante un dispositivo llamado flecha.
En un motor eléctrico#
9 "a potencia nominal es la potencia de salida, esto es, la potencia mecánica en el eje delmotor% la potencia nominal +6 es expresado generalmente en U , F o eventualmente en;.+. "a potencia 4eléctrica5 de entrada dada generalmente en U , es igual a la potencianominal 4en U 5 dividida por el rendimiento del motor 4h5.9 "a corriente nominal de los motores de corriente alterna está dada por las siguientesrelaciones#
)onofásicos#/rifásicos#
-iendo#
F6 X /ensión nominal de l!nea del motor en 4F5,cos 6 X 'actor de potencia nominal.
140

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 141/239

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 142/239
E-+E & "E--ervomotor +aso a paso
rushless
"os tipos más usuales de motores eléctricos son#
a9 Motores de corriente continua.- -on motores de costo elevado y necesitan una fuentede corriente continua y rectificada% pueden funcionar con velocidades ajustables entrelimites amplios y se prestan a controles de gran flexibilidad y precisión% su uso estárestringido a aplicaciones en que esas propiedades son exigidas como es el caso de traccióneléctrica, procesos automáticos de producción, etc.
19 Motores de corriente alterna.9 -on los más usados, toda ve1 que la distribución deenerg!a eléctrica es normalmente hecha en corriente alterna, los motores pueden ser#
• S3ncronos# 'uncionan con velocidad fija, utili1ados para grandes potencias
4debido a su alto costo en tama$os menores5 o cuando se necesita de velocidadconstante% gracias a su factor de potencia elevada y variable es también usado enla corrección de factor de potencia, necesita de una fuente de corriente continuao rectificada para su excitación además de exigir un equipamiento de controlcomplejo.
• De inducción# Zue funcionan con velocidad prácticamente constante, variadoligeramente con la carga mecánica aplicada a su eje debido a su gransimplicidad robusta y bajo costo, es el motor utili1ado 4principalmente la jaulade ardilla5, siendo adecuada para casi todos los tipos de máquinas.
c9 Motores uni%ersales.- /ambién llamamos dias!ncronos, funcionan con corriente
continua o alterna y tienen su aplicación t!pica en los aparatos electrodomésticos.
Tema#Mantenimiento Industrial. Instrumentación y Control.
Introducción.
"a práctica totalidad de los procesos que tienen lugar en una planta industrial exigen uncontrol de los mismos. Esto se debe a la necesidad de controlar los distintos parámetros decada proceso, a fin de garanti1ar un buen funcionamiento de los mismos, el óptimo
aprovechamiento de los recursos implicados en la operación y unos niveles de calidad en el producto final. demás, en muchas ocasiones el control del proceso garanti1a unaoperación segura de la planta.
En los inicios de la era industrial, el operario llevaba a cabo un control manual de estasvariables utili1ando sólo instrumentos simples, manómetros, termómetros, válvulasmanuales, etc., control que era suficiente por la relativa simplicidad de los procesos. -inembargo, la gradual complejidad con que éstos se han ido desarrollando ha exigido su
142

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 143/239
automati1ación progresiva por medio de los instrumentos de medición y control. Estosinstrumentos han ido liberando al operario de su función de actuación f!sica directa en la planta y al mismo tiempo, le han permitido una labor 2nica de supervisión y de vigilanciadel proceso desde centros de control situados en el propio proceso o bien en salas aisladasseparadas% asimismo, gracias a los instrumentos ha sido posible fabricar productos
complejos en condiciones estables de calidad y de caracter!sticas, condiciones que aloperario le ser!an imposibles o muy dif!ciles de conseguir, reali1ando exclusivamente uncontrol manual.
"a utili1ación de un adecuado sistema de control nos permitirá operar en las mejorescondiciones posibles a cada requerimiento. De este modo se optimi1ará el rendimientogeneral del proceso, con un mejor aprovechamiento de los recursos implicados en elmismo. /odo ello repercutirá en una notable mejora económica de los resultados.
"a adopción de un sistema de control requerirá una importante inversión inicial, peroresultará en unos menores costos de operación de la planta. El balance económico final será positivo, dado que el ahorro conseguido en operación será superior a los costos deinstalación del sistema de control. +or este motivo será importante en todo momentocontrolar el grado de utili1ación que se está haciendo del sistema, ya que de este dependerála econom!a de la operación.
"os procesos industriales a controlar pueden dividirse ampliamente en dos categor!as# procesos continuos y procesos discontinuos. En ambos tipos, deben mantenerse en generallas variables 4presión, caudal, nivel, temperatura, etc.5, bien en un valor deseado fijo, bienen un valor variable con el tiempo de acuerdo con una relación predeterminada, o bienguardando una relación determinada con otra variable.
El sistema de control que permite este mantenimiento de las variables puede definirse comoaquel que compara el valor de la variable o condición a controlar con un valor deseado ytoma una acción de corrección de acuerdo con la desviación existente sin que el operariointervenga en absoluto.El sistema de control exige pues, para que esta comparación y subsiguiente corrección sean posibles, que se incluya una unidad de medida, una unidad de control, un elemento final decontrol y el propio proceso. En la parte de medida existe un sensor y una parte deacondicionamiento de la se$al proveniente de dicho sensor. Esa se$al medida se transmite através de un medio de transmisión a la parte de control, o la cual act2a sobre la variable o proceso a medir, con lo que se establece de este modo un bucle o la1o que recibe el nombrede bucle de control.
"os sistemas de control se clasifican en sistemas de la1o abierto o de la1o cerrado. "adistinción la determina la acción de control, que es la que activa al sistema para producir lasalida.
n sistema de control de la1o abierto es aquel en el cual la acción de control esindependiente de la salida.
143
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 144/239
n sistema de control de la1o cerrado es aquel en el que la acción de control es en ciertomodo dependiente de la salida.
"os sistemas de control a la1o abierto tienen dos rasgos sobresalientes#
a5 "a habilidad que éstos tienen para ejecutar una acción con exactitud está determinada por su calibración. alibrar significa establecer o restablecer una relación entre la entrada y lasalida con el fin de obtener del sistema la exactitud deseada.
b5 Estos sistemas no tienen el problema de la inestabilidad, que presentan los de la1ocerrado.
"os sistemas de control de la1o cerrado se llaman com2nmente sistemas de control por realimentación 4o retroacción5.
n tostador automático es un sistema de control de la1o abierto, que está controlado por unregulador de tiempo. El tiempo requerido para hacer tostadas, debe ser anticipado por elusuario, quien no forma parte del sistema. El control sobre la calidad de la tostada 4salida5es interrumpido una ve1 que se ha determinado el tiempo, el que constituye tanto la entradacomo la acción de control.
n mecanismo de piloto automático y el avión que controla, forman un sistema de controlde la1o cerrado 4por realimentación5. -u objetivo es mantener una dirección espec!fica delavión, a pesar de los cambios atmosféricos. El sistema ejecutará su tarea midiendocontinuamente la dirección instantánea del avión y ajustando automáticamente lassuperficies de dirección del mismo 4timón, aletas, etc.5 de modo que la direccióninstantánea coincida con la especificada. El piloto u operador, quien fija con anterioridad el piloto automático, no forma parte del sistema de control.
En ambos casos se observa que existen elementos definidos como el elemento de medida,el transmisor, el controlador, el indicador, el registrador y el elemento final. Estoselementos y otros adicionales se estudiarán en el resto del apartado, considerando lascaracter!sticas propias del instrumento y las clases de instrumentos que se emplean en los procesos industriales.
Tema#Instrumentación Industrial.
De(inición de Instrumentación Industrial.Instrumentación# es el grupo de elementos que sirven para medir, controlar o registrar variables de un proceso con el fin de optimi1ar los recursos utili1ados en éste.
n ejemplo de un instrumento cotidiano es el reloj, el cual nos sirve para controlar el usoefica1 de nuestro tiempo.
144

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 145/239
En otras palabras, la instrumentación es la ventana a la realidad de lo que está sucediendoen determinado proceso, lo que servirá para determinar si el mismo va encaminado haciadonde deseamos. En caso contrario, podremos usar la instrumentación para actuar sobrealgunos parámetros del sistema y proceder de forma correctiva.
"a instrumentación es lo que ha permitido el gran avance tecnológico de la ciencia actualen casos tales como# los viajes espaciales, la automati1ación de los procesos industriales ymuchos otros de los aspectos de nuestro mundo moderno% ya que la automati1ación es solo posible a través de elementos que puedan sensar lo que sucede en el ambiente, para luegotomar una acción de control pre9programada que actué sobre el sistema y obtener elresultado previsto.
Clases de instrumentos.
"os instrumentos de medición y de control son relativamente complejos y su función puedecomprenderse bien si están incluidos dentro de una clasificación adecuada. omo es lógico, pueden existir varias formas para c<asificar los instrumentos, cada una de ellas con sus propias ventajas y limitaciones. -e considerarán dos clasificaciones básicas# la primerarelacionada con la función del instrumento y la segunda con la variable del proceso.
Este modo de clasificarlos no es necesariamente el 2nico, pero se considera bastantecompleto.
".- En (unción del instrumento.
De acuerdo con la función del instrumento, obtenemos las formas siguientes#
Instrumentos cie&os# Estos son aquellos que no tienen indicación visible de la variable.;ay que hacer notar que son ciegos los instrumentos de alarma, tales como presostatos ytermostatos 4interruptores de presión y temperatura respectivamente5 que poseen una escalaexterior con un !ndice de selección de la variable, ya que sólo ajustan el punto de disparodel interruptor o conmutador al cru1ar la variable el valor seleccionado. -on tambiéninstrumentos ciegos, los transmisores de caudal, presión, nivel y temperatura sin indicación.Instrumentos indicadores# Estos disponen de un !ndice y de una escala graduada en la que puede leerse el valor de la variable. -eg2n la amplitud de la escala se dividen enindicadores concéntricos y excéntricos. Existen también indicadores digitales que muestranla variable en forma numérica con d!gitos.Instrumentos re&istradores# Estos registran con tra1o continuo o a puntos la variable, y pueden ser circulares o de gráfico rectangular o alargado seg2n sea la forma del gráfico."os registradores de gráfico circular suelen tener el gráfico de < revolución en H> horasmientras que en los de gráfico rectangular la velocidad normal del gráfico es de unos HBmm3hora.Elementos )rimarios# Ellos están en contacto con la variable y utili1an o absorben energ!adel medio controlado para dar al sistema de medición una indicación en respuesta a lavariación de la variable controlada. El efecto producido por el elemento primario puede ser un cambio de presión, fuer1a, posición, medida eléctrica, etc. +or ejemplo# en los elementos
145
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 146/239

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 147/239
Instrumentos de caudal@ ni%el@ )resión@ tem)eratura@ densidad y )eso es)ec3(icoumedad y )unto de roc3o@ %iscosidad@ )osición@ %elocidad@ )$@ conducti%
(recuencia@ (uer'a@ tur1ide', etc. Esta clasificación corresponde espec!ficamente al tipo delas se$ales medidas siendo independiente del sistema empleado en la conversión de la se$alde proceso. De este modo, un transmisor neumático de temperatura del tipo de bulbo y
capilar, es un instrumento de temperatura a pesar de que la medida se efect2a convirtiendolas variaciones de presión del fluido que llena el bulbo y el capilar% el aparato receptor de lase$al neumática del transmisor anterior es un instrumento de temperatura, si bien, al ser receptor neumático lo podr!amos considerar instrumento de presión, caudal, nivel ocualquier otra variable, seg2n fuera la se$al medida por el transmisor correspondiente% unregistrador potenciométrico puede ser un instrumento de temperatura, de conductividad ode velocidad, seg2n sean las se$ales medidas por los elementos primarios de termopar,electrodos o d!namo. simismo, esta clasificación es independiente del n2mero y tipo detransductores existentes entre el elemento primario y el instrumento final. s! ocurre en elcaso de un transmisor electrónico de nivel de > a HB m c.c., un receptor controlador consalida de >9HB m c.c., un convertidor intensidad9presión 4&3+5 que transforma la se$al>9HB m c.c. a neumática de I9<? psi y la válvula neumática de control% todos estoinstrumentos se consideran de nivel.
En la designación del instrumento se utili1a en el lenguaje com2n las dos clasificacionesexpuestas anteriormente. W de este modo, se consideran instrumentos tales comotransmisores ciegos de presión, controladores registradores de temperatura, receptoresindicadores de nivel, receptores controladores registradores de caudal, etc.
+.- Funcionamiento analó&ico y di&ital.
Es posible, además, clasificar la forma en que pueden ejecutarse las funciones básicasenfocando la atención a la naturale1a continua o discreta de las se$ales que representa lainformación. "as se$ales que var!an en forma continua y que pueden tomar una infinidadde valores en cualquier intervalo dado, se llaman se$ales analógicas% los dispositivos que producen esas se$ales se llaman dispositivos analógicos. 4Esto es rigurosamente cierto enun sentido macroscópico, ya que todos los efectos f!sicos se convierten en discretos enconsideraciones atom!sticas.5 En contraste, las se$ales que var!an en pasos discretos y pueden as! tomar solamente un n2mero finito de valores diferentes, se describen comose$ales digitales% los aparatos que producen estas se$ales se llaman aparatos digitales. "amayor!a de los aparatos de medida actuales son del tipo analógico. Está aumentando laimportancia de los instrumentos digitales, qui1á principalmente debido al uso creciente delas computadoras digitales, tanto en los sistemas de reducción de datos como en losautomáticos de control. omo la calculadora digital trabaja solo con se$ales digitales,cualquier información que se le suministre debe ser en la forma digital. "a salida de lacomputadora tiene también forma digital. s!, cualquier comunicación con la computadoraen el extremo de la entrada o de la salida deberán darse en se$ales digitales. omo la mayor parte de las medidas actuales y aparatos de control son de naturale1a analógica, esnecesario tener tanto convertidores analógicos a digitales 4a la entrada de la computadora5como convertidores digitales a analógicos 4a la salida de la computadora5. Estosdispositivos sirven de *traductores* que permiten al calculista comunicarse con el mundoexterior, que es en su mayor parte de naturale1a analógica.
147

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 148/239
Tema#Mantenimiento Industrial. Mediciones.
".- Presión.
"a medición de presión, junto a la de temperatura y nivel, son las variables de proceso más
utili1adas en los procesos industriales."a presión se define como fuer1a ejercida sobre una superficie por unidad de área. Eningenier!a, el término presión se restringe generalmente a la fuer1a ejercida por un fluido por unidad de área de la superficie que lo encierra. De esta manera, la presión 4+5 de unafuer1a 4'5 distribuida sobre un área 4 5, se define como#
Existen muchas ra1ones por las cuales en un determinado proceso se debe medir presión.Entre estas se tienen#
• alidad del producto, la cual frecuentemente depende de ciertas presiones quese deben mantener en un proceso.
• +or seguridad, como por ejemplo, en recipientes presuri1ados donde la presiónno debe exceder un valor máximo dado por las especificaciones del dise$o.
• En aplicaciones de medición de nivel.• En aplicaciones de medición de flujo.
"a presión puede medirse de dos maneras, la primera en términos absolutos, y la segunda
en términos relativos.!a )resión a1soluta se mide con relación al cero absoluto o vac!o total.
!a )resión relati%a se mide con respecto a la presión atmosférica, es decir, su valor cerocorresponderá al valor de la presión absoluta atmosférica.
!a )resión atmos(4rica es la que ejerce la masa de aire de la atmósfera terrestre sobre susuperficie, medida mediante un barómetro. nivel del mar, la presión atmosférica es deaproximadamente K_B mm de ;g absolutos, que es equivalente a <>,K psi.
8tro tipo de medida de esta variable, frecuentemente usada es la presión diferencial, queconsistirá en la medida de la misma entre dos puntos de un proceso.
!a )resión de %ac3o es aquella que se mide como la diferencia entre una presiónatmosférica y la presión absoluta 4cero absoluto5.
148

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 149/239
Presión manom4trica. Es la presión medida con referencia a la presión atmosférica ladiferencia entre la presión medida y la presión atmosférica real. omo ésta es variable, lacomparación de valores medidos en diferentes intervalos de tiempo, resulta incierta.Presión idrost0tica. Es la presión existente bajo la superficie de un l!quido, ejercida por el mismo.
Presión de l3nea. Es la fuer1a ejercida por el fluido, por unidad de superficie, sobre las paredes de una conducción por la que circula.
Presión di(erencial. Es la diferencia entre un determinado valor de presión y otro utili1adocomo referencia. En cierto sentido, la presión absoluta podr!a considerarse como una presión diferencial que toma como referencia el vac!o absoluto, y la presión manométricacomo otra presión diferencial que toma como referencia la presión atmosférica.
En el sistema &nternacional de nidades, la unidad de medida de presión es el +ascal 4+a5que se define como la fuer1a ejercida por un 6ePton 465 sobre un área de un metrocuadrado 4mH5. 8 sea, +a X 63mH. Esta es una unidad de presión muy peque$a, pero el 0il pascal 4U+a5, <.BBB +a, permite expresar fácilmente los rangos de presión com2nmente máusados en la industria. 8tras de las unidades utili1adas son el Uilogramo por cent!metrocuadrado 4Ug3cmH5% libras por pulgada cuadrada 4+si5% bar, y otros.
Instrumentos )ara Medición de la Presión.
a. Instrumentos Mec0nicos.
"os instrumentos mecánicos utili1ados para medir presión cuyas caracter!sticas se resumenen la tabla _>, pueden clasificarse en#
Columnas de !37uido#
• )anómetro de +resión bsoluta.• )anómetro de /ubo en .• )anómetro de +o1o.• )anómetro de /ubo &nclinado.• )anómetro /ipo ampana.
Instrumentos El0sticos#
• /ubos ourdon.• 'uelles.• Diafragmas.
1. Instrumentos Electromec0nicos y Electrónicos.
"os instrumentos electromecánicos y electrónicos utili1ados para medir presión puedenclasificarse en#
149
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 150/239
• /ransmisores electrónicos de equilibrio de fuer1as.• )edidores de Esfuer1o 4-train (ages5• /ransductores de +resión 7esistivos• /ransductores de +resión apacitivos• /ransductores de +resión )agnéticos• /ransductores de +resión +ie1oeléctricos
c. Elementos Electrónicos de /ac3o.
"os elementos electrónicos de vac!o se emplean para la medición de alto vac!o, sonaltamente sensibles y se clasifican#
• )ecánicos• )edidor de )c"eod•
/érmicos• De &oni1ación
*.- Medición de Flu2os.
"a medición de flujo es uno de los aspectos más importantes en el control de procesos% dehecho, bien puede ser la variable más com2nmente medida. Existen muchos métodosconfiables y precisos para medir flujo. lgunos son aplicables solamente a l!quidos, otrossolamente a gases y vapores% y otros a ambos. El fluido puede ser limpio o NsucioO, secoh2medo, erosivo o corrosivo. "as condiciones del proceso tales como presión, temperatura,densidad, viscosidad, etc., pueden variar. /odos estos factores afectan la medición y deben
ser tomados en cuenta en el momento de seleccionar un medidor de flujo. Es necesario por lo tanto, conocer el principio de operación y caracter!sticas de funcionamiento de losdiferentes medidores de flujo disponibles. -in tal conocimiento, es dif!cil seleccionar elmedidor más apropiado para una determinada aplicación.
"as aplicaciones más habituales de este tipo de equipos en la industria consisten en#
• )edir las cantidades de gases o l!quidos utili1ados en un proceso dado.• ontrolar las cantidades adicionales de determinadas substancias aportadas en
ciertas fases del proceso.• )antener una proposición dada entre dos fluidos.• )edir el reparto de vapor en una planta, etc.
omo hemos dicho, en numerosos procesos industriales, los equipos para la medida decaudal constituyen la parte más importante de la instrumentación. El valor de un caudal sedetermina generalmente midiendo la velocidad del fluido que por una conducción de unasección determinada. )ediante éste procedimiento indirecto. , lo que se mide es el caudalvolumétrico Zv, que en su forma más simple, ser!a#
150

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 151/239
Zv X x F
donde es la sección transversal del tubo y F la velocidad lineal del fluido.
na medición fiable del caudal dependerá pues de la medición correcta de los valores y
F. -i, por ejemplo, aparecen burbujas en el fluido, el término de la ecuación ser!aartificialmente alto. De igual forma, si se mide la velocidad como el despla1amiento de un punto situado en el centro del tubo y se introduce en la ecuación anterior, el caudal Zvcalculado seria mayor que el real, debido a que F debe reflejar la velocidad media de todoel frente del fluido al paso de una sección transversal del tubo.
Instrumentos )ara medición del caudal.
Existen diversas formas de evaluar la cantidad de volumen o masa de un determinadofluido, que pasa por una tuber!a por unidad de tiempo.
De lo anterior podemos deducir que existen dos tipos principales de medición de caudal,éstas son#
9 audales Folumétricos.9 audales de masa o )ásicos.
"os volumétricos a su ve1 se subdividen en#
• audal por +resión Diferencial.• /urbinas.• )edidores de Despla1amiento +ositivo.• 7otámetros.
Dentro de la medición por presión diferencial encontramos los elementos siguientes#
• +laca de 8rificio• /oberas• /ubo de Fenturi• niPedge 4/aylor5• /ubo de +itot• /ubo nnubar
"os cuatro primeros, se basan en el principio que puede demostrarse mediante la ecuaciónde enoulli, para una restricción en el paso de fluido en una tuber!a, que cumplirá con lasiguiente ecuación general#
Donde#
151

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 152/239
Z# audal de fluido.U# onstante de proporcionalidad.+<# +resión aguas arriba de la restricción.+H# +resión aguas abajo de la restricción.
"os instrumentos de medición de caudales de masa, son de gran importancia en la industria,en ra1ón del gran n2mero de aplicaciones requeridas por este tipo de medición entre lascuales figuran# los balances de masa efectuados en un proceso complejo.
Existen dos grandes grupos de mediciones de caudal de masa, que son#
• +or ompensación de la )edida Folumétrica.• +or )edición Directa.
"a ompensación de la )edida Folumétrica, consiste en la adición de un transmisor dedensidad al medidor de caudal volumétrico existente en un proceso, y luego, aplicando la
siguiente ecuación obtendremos el caudal de masa#D < m / m < /.D
"a implementación de este método se puede llevar a cabo mediante un transductor multiplicador, que permita la operación expuesta en la relación.
"a )edición Directa, se podrá reali1ar mediante una serie de elementos entre los cualesfiguran#
• )edidores /érmicos.• )edidores de )omento ngular.• )edidores por 'recuencia 6atural de 8scilación.
Medidores T4rmicos.
-e basan en el principio que establece que un cuerpo se calienta al pasar cerca de otrocuerpo a mayor temperatura. El sistema consiste en un manta de calentamiento aplicada enla parte exterior de la tuber!a que proporciona calor constante, y dos termoc2plasconectadas aguas arriba y aguas abajo de dicha manta% cuando el caudal sea bajo, latransferencia de calor será más efectiva.
Medidores de Momento An&ular.
-e basan en el principio de conservación del momento de los fluidos% éstos constangeneralmente de una turbina que se encuentra acoplada a un medidor del momento angular.En términos comunes se puede decir, que el momento as! medido será directamente proporcional al caudal de masa del fluido.
152

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 153/239
Medidores )or Frecuencia Natural de Oscilación.
)edidor de caudal de masa directo que trabaja mediante el efecto que tienen lasoscilaciones de frecuencia natural de vibración con respecto al caudal de masa que pasa por tramo de tuber!a que está construido con materiales de buena elasticidad y de una forma
geométrica muy particular."a medición directa de la masa de flujo evita la necesidad de utili1ar cálculos complejos ycomo estándar fundamental de medición, la masa no deriva sus unidades de otra fuente nise ve afectada por variaciones de temperatura o presión% tal constancia hace a la masa, la propiedad ideal para medir. El primer )edidor de 'lujo )ásico 4)')5 fue desarrollado por la compa$!a )icro )otion y funciona seg2n el principio oriolis.
El medidor de oriolis se basa en el teorema de oriolis, matemático francés 4<K=?9<A>Ique observó que un objeto de masa m que se despla1a con una velocidad lineal F a travésde una superficie giratoria que gira con velocidad angular constante P, experimenta unavelocidad tangencial 4velocidad angular x radio de giro5 tanto mayor cuanto mayor es sualejamiento del centro. -i el móvil se despla1a del centro hacia la periferia experimentaráun aumento gradual de su velocidad tangencial, lo cual indica que se le está aplicando unaaceleración, que es precisamente la aceleración de oriolis. Este fenómeno es el causantede que el remolino que se forma en el fondo de un depósito al vaciarlo, gira a derechas en elhemisferio 6orte y a i1quierdas en el hemisferio -ur. simismo todos los vientos de lacirculación general que soplan desde el 6orte al -ur en el hemisferio 6orte son desviados,debido a la rotación de la /ierra de 8este a Este, constituyendo los vientos predominantesde oeste. +or otro lado, el célebre péndulo de 'oucault demuestra también el fenómeno.
8tro tipo de medidor de caudal másico es el Nmásico térmicoO, que están basados en los principios de elevación de la temperatura del fluido en su paso por un cuerpo caliente y enla pérdida de calor experimentada por un cuerpo caliente inmerso en el fluido.
-e reservan los medidores volumétricos para la medida general de caudal y se destinan losmedidores de caudal másico a aquellas aplicaciones en que la exactitud de la medida esimportante.
+or otra parte, de acuerdo al principio de operación, los medidores de flujo pueden ser agrupados de la siguiente manera#
• )edidores diferenciales 4;ead )eters5.•
)edidores de despla1amiento positivo.• )edidores de área variable.• )edidores volumétricos.• )edidores de flujo másico.
+.- Medición de Ni%el.
153

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 154/239
"a medición del nivel puede definirse como la determinación de la posición de unainterfase que existe entre dos medios separados por la gravedad, con respecto a una l!nea dereferencia. /al interfase puede existir entre un l!quido y un gas, entre dos l!quidos, entre unsólido granulado o sólido fluidi1ado y un gas, o entre un l!quido y su vapor. Existen muchassituaciones en la industria petrolera donde estas interfases deben ser establecidas dentro de
l!mites espec!ficos, por ra1ones de control del proceso o de la calidad del producto. ;ayuna gran variedad de técnicas por medio de las cuales se puede medir el nivel de l!quidos osólidos en equipos de procesos. "a selección de la instrumentación adecuada depende de lanaturale1a del proceso% del grado de exactitud y control requeridos y del aspectoeconómico. Es muy importante que el usuario cono1ca los diferentes medidoresdisponibles, para que as! pueda hacer una selección apropiada. continuación se describenlos principales métodos e instrumentos utili1ados en la medición de nivel.
Ti)os de Instrumentos )ara Medir Ni%el.
l igual que otras variables de proceso, el nivel puede ser medido por métodos directos ométodos indirectos. "os métodos e instrumentos utili1ados para medición de nivel puedenclasificarse de la siguiente manera#
• )étodos visuales.• &nstrumentos actuados por flotadores.• Despla1adores.• &nstrumentos de nivel de tipo hidrostáticos.• )étodos electrónicos.• )étodos térmicos.• )étodos sónicos.• &nstrumentos fotoeléctricos.• &nstrumentos radioactivos.
"a referencia 4 reus, ntonio. &6-/7 )E6/ &Y6 &6D -/7& "5 plantea que losinstrumentos de medición directa se dividen en#
• -onda• inta y plomada• 6ivel de cristal• &nstrumentos de flotador
)ientras que los instrumentos que miden el nivel aprovechando la presión hidrostática sedividen en#
• )edidor manométrico• )edidor de tipo burbujeo• )edidor de membrana• )edidor de presión diferencial de diafragma
154
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 155/239
"a citada referencia clasifica también a los instrumentos de medición de nivel seg2n lascaracter!sticas eléctricas del fluido en#
• )edidor resistivo•
)edidor capacitivo• )edidor de radiación• )edidor conductivo• )edidor ultrasónico• )edidor de láser
,.- Medición de Tem)eratura .
"a medida de temperatura constituye una de las mediciones más comunes y másimportantes que se efect2an en los procesos industriales. "as limitaciones del sistema demedida quedan definidas en cada tipo de aplicación por la precisión, por la velocidad decaptación de la temperatura, por la distancia entre el elemento de medida y el aparatoreceptor y por el tipo de instrumento indicador, registrador o controlador necesarios% esimportante se$alar que es esencial una comprensión clara de los distintos métodos demedida con sus ventajas y desventajas propias para lograr una selección óptima del sistemamás adecuado.
"a /emperatura es dif!cil de definir, ya que no es una variable tan tangible como lo es la presión, dado que en su caso, no podemos referirla a otras variables.
"a temperatura es un estado relativo del ambiente, de un fluido o de un material referido aun valor patrón definido por el hombre, un valor comparativo de uno de los estados de lamateria.
+or otra parte, si, positivamente, podremos definir los efectos que los cambios detemperatura producen sobre la materia, tales como los aumentos o disminución de lavelocidad de las moléculas de ella, con consecuencia palpable, tales como el aumento odisminución del volumen de esa porción de materia o posibles cambios de estado.
Existen dos escalas de temperatura o dos formas de expresar el estado relativo de lamateria, estas son#
• /emperaturas absolutas• /emperaturas relativas
!as escalas a1solutas expresan la temperatura de tal forma que su valor cero, esequivalente al estado ideal de las moléculas de esa porción de materia en estado estático ocon energ!a cinética nula.
!as escalas relati%as, son aquellas que se refieren a valores preestablecidos o patrones en base los cuales fue establecida una escala de uso com2n.
155

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 156/239
En -istema )étrico Decimal, las escalas relativas y absolutas son#
• "a Escala elsius o de grados ent!grados 4relativa5• "a Escala Uelvin 4absoluta5
"a equivalencia entre las dos escalas es#
5rados Uel%in < 5rados Cent3&rados = * +
En el -istema de )edidas &nglesas, su equivalente será#
• "a Escala 'ahrenheit 47elativa5• "a Escala 7an0ine 4 bsoluta5
"a equivalencia entre estas dos escalas es#
5rados Ran?ine < 5rados Fa ren eit = , K
+or otra parte, las escalas elsius y la 'ahrenheit están referidas al mismo patrón, pero susescalas son diferentes. El patrón de referencia usado para su definición fueron los cambiosde estado del agua. Estos puntos son#
CAM:IO DE ESTADO CE!SI S FAREN$EITS !IDO !B IDO B IH!B IDO - 5AS <BB H<H
omo se puede deducir de la tabla anterior, por cada grado elsius de cambio térmicotendremos <,A grados 'ahrenheit de cambio equivalente. De todo esto, la equivalencia entreestas dos escalas será#
(rados 'ahrenheitX(rados elsius <.ACIH
Ti)os de instrumentos )ara medir tem)eraturas .
El crédito de la invención del termómetro se atribuye a (alileo en el a$o <?=H. )ejoras aldise$o del termómetro de (alileo fueron introducidas por otros investigadores utili1andodiversas escalas termométricas, todas ellas basadas en dos o más puntos fijos. 6o fue sinohasta el a$o <KBB, cuando (abriel 'ahrenheit produjo termómetros repetitivos y exactos.'ahrenheit utili1ó una me1cla de agua y sal. Esta fue la temperatura más baja que pudoreproducir, y la llamó Ncero gradosO. +ara la temperatura más alta de su escala, utili1ó latemperatura del cuerpo humano y la llamó =_ grados. Esta escala de 'ahrenheit ganó popularidad principalmente por la calidad y repetibilidad de los termómetros construidos por él. erca de <K>H nders elsius propuso que el punto de fusión del hielo y el punto deebullición del agua fuesen utili1ados como puntos iniciales y finales de la escala detemperatura, de esta manera el cero grado fue seleccionado como punto de fusión del hielo
156

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 157/239
y <BB grados como punto de ebullición del agua. Esta escala denominada elsius, se le diooficialmente el nombre en el a$o <=>A. 8tras escalas de temperatura llamadas Uelvin y7an0ine, introducen el concepto del cero absoluto y se utili1an como estándares en latermometr!a.
Existen diferentes sensores que se utili1an en la industria de procesos para medir latemperatura, entre los que se pueden mencionar#
• /ermómetro de bulbo 4l!quido, gas y vapor5.• /ermómetros bimetálicos.• /ermopares.• /ermómetros de resistencia.• /ermistores.• +irómetros de radiación.
"a selección y especificación apropiada de un instrumento de temperatura, depende muchodel conocimiento de los diferentes tipos de sensores disponibles, de sus limitaciones y deconsideraciones prácticas.
En los apartados anteriores se ha estudiado la medición y transmisión de las variables de proceso más comunes que se encuentran en la industria# la presión, el caudal, el nivel y latemperatura.
Existen otras muchas variables que son también de interés industrial y que puedenclasificarse como f!sicas y qu!micas.
"as variables f!sicas son aquellas relacionadas con las causas f!sicas que act2an sobre uncuerpo, con su movimiento o bien con las propiedades f!sicas de las sustancias. Entre ellastenemos# el peso, la velocidad, la densidad y el peso espec!fico, la humedad y el punto deroc!o, la viscosidad y la consistencia, la llama, el ox!geno disuelto, la turbide1 y laradiación solar.
"as variables qu!micas están relacionadas con las propiedades qu!micas de los cuerpos ocon su composición. Entre ellas se encuentran la conductividad, el p;, redox, y lacomposición de los gases en una me1cla.
na variante muy espec!fica de las variables de proceso son las medidas de análisis4variables f!sicas y qu!micas5. En el mundo de las plantas industriales existen infinidad devariables que se pueden medir, siendo estas tan complejas como uno se pueda imaginar.
6o es misión de este curso el entrar en detalle sobre todas y cada una de las variables, as!como en las posibles tecnolog!as.
/ampoco existe una diferenciación clara de cómo clasificar dichas tecnolog!as.
157

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 158/239

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 159/239
• 8.• 8 H.• -8 H.• 68x.• 8pacidad 4part!culas5.
"a misión principal de este tipo de anali1adores, es la de controlar las emisiones a laatmósfera de las plantas industriales.
;oy en d!a, y sobre todo a partir de los requerimientos del protocolo de Uioto, estasmedidas se están requiriendo cada ve1 más para poder controlar las emisiones.
Dentro de este apartado, aunque no son espec!ficamente emisiones, se podr!an incluir lascondiciones atmosféricas, como#
• Felocidad y Dirección del Fiento.• +luviosidad.• ;umedad relativa• /emperatura mbiente.• 7adiación -olar.
nal!tica de otros parámetros '!sicos9Zu!micos.
parte de los parámetros anteriormente indicados, que qui1ás sean los más empleados en lamayor!a de las plantas de proceso, existen otros muchos parámetros más espec!ficosdependiendo del tipo de proceso.
Entre otros se podr!an enumerar#
• +our +oint 47efinación y +etroqu!micas5.• +resión de Fapor 7eid N+F7O 47efinación y +etroqu!micas5.• +unto de &nflamación 47efinación y +etroqu!micas5.• +unto de 6ube 47efinación y +etroqu!micas5.• +unto de ongelación 47efinación y +etroqu!micas5.• Fiscosidad 47efinación y +etroqu!micas5.• olor 47efinación y +etroqu!micas5.•
+oder alor!fico 47efinación y +etroqu!micas5.• Vndice de obbe 47efinación y +etroqu!micas5.• +unto de destilación 47efinación y +etroqu!micas5.• ;H- en ;idrocarburos 47efinación y +etroqu!micas5.• 1ufre /otal en ;idrocarburos 47efinación y +etroqu!micas5.• ;idrocarburos en gua 47efinación y +etroqu!micas5.• romatograf!a de gases 4composición de gases5.
159

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 160/239

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 161/239
mayor conocimiento de los fenómenos f!sicos que tienen lugar en plantas donde se trabaja aaltas presiones y temperaturas, los nuevos materiales disponibles y la mejora en lossistemas de cálculo.
El objetivo de este apartado es el apreciar la importancia que tienen las válvulas de control
dentro de los procesos industriales y tener una breve idea de los tipos a emplear en control.En cuanto a constitución mecánica, las válvulas de control tienen las mismasconfiguraciones que las válvulas manuales, es decir, pueden ser del tipo#
• (lobo o asiento.• )ariposa.• ola.• ompuerta.• )acho.• Diafragma.• Etc.
Dentro de las válvulas de control se podr!an distinguir dos tipos en función del tipo decontrol#
• Fálvulas /odo96ada• Fálvulas de ontrol.
"a principal diferencia entre una y otra, es que la primera solamente act2a en dos posiciones, o abierta o cerrada y se suele utili1ar en controles on9off."a segunda se utili1a para el control continuo de procesos y está continuamente modulando
y buscando la posición de equilibrio requerida por el sistema.
161

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 162/239
n factor muy importante en las válvulas de control es su especificación, para ello se debentener en cuenta una serie de factores importantes.
continuación se dan unas pautas para la especificación y selección de las válvulas.
162
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 163/239
Tema#Mantenimiento Industrial. Ni%el de Suministro.
Define la cualificación del proveedor en cuanto al conjunto de medios que pueda ofrecer enel proceso de especificación. 'abricación, entrega y garant!a post venta. -e concreta en#
• +oseer un manual de garant!a de calidad
• )edios humanos y técnicos para#+ruebas e inspecciones 4hidráulicas, criogénicas, funcional, etc.5Ensayos de resistencia, dure1a, etc.Ensayos no destructivos.+rocedimientos y personal homologado.
• ontrol de documentación#ertificados de todo tipo bajo normas# 6-89D&69&-8.ertificados normativas +ED y /E:
+lanos dimensionales&nstrucciones de mantenimiento y montaje"ista de despiecesEstudio informati1ado de recambio recomendados con criterios deintercambiabilidad
• Disponibilidad de asistencia técnicaDurante la fabricación y mantenimiento posterior
• +osibilidad de reposición y3o suministro#/anto de válvulas como de pie1as de recambio-toc0 en bruto y pie1as acabadas.
SISTEMAS DE CONTRO!.
El objetivo de este punto no es el explicar en detalle lo que es un sistema de control, nicómo se debe especificar, sino que se entienda como se integra dentro de todo lo quehemos hablado hasta ahora, es decir cómo se cierra el c!rculo desde un instrumento quemide la variable de proceso, hasta el elemento final de control, pasando por el sistema decontrol.
"os sistemas de control tienen la misión de recibir las variables de proceso procedentes delos instrumentos, procesarlas, ejecutar órdenes y gestionar las salidas a los elementosfinales de control 4control o todo9nada5.
omo información y cultura general, a continuación se dan unas fechas de la evolución que pueden ser interesantes#
163
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 164/239

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 165/239
-e puede afirmar que el mantenimiento engloba las operaciones y cuidados necesarios paraque los edificios, instalaciones y equipos funcionen adecuadamente, desempe$andocorrectamente el servicio para el que fueron dise$ados.
;ay que subrayar que el mantenimiento busca, ante todo, conservar el servicio quesuministra cada uno de los equipos, instalaciones y otros elementos% no la conservaciónf!sica de los mismos% en otras palabras, es más importante el servicio que presta cadaelemento que el elemento mismo.
"as anteriores aseveraciones, no son conceptos extra$os cuando se hace referencia almantenimiento de las instalaciones productivas. El objetivo del mantenimiento es prolongar la vida 2til, de manera económica favorable, de todos los recursos incluso elmedio ambiente en el que se desarrollan las actividades de la empresa% por medio deactividades y procedimientos que buscan evitar el desgaste y destrucción de los bienes puestos al servicio del proceso productivo, hasta la restitución del servicio de alg2n
elemento cuando se presente una anomal!a que lo interrumpa."as tareas en mantenimiento son los trabajos que podemos reali1ar para cumplir el objetivode evitar el fallo o minimi1ar sus efectos. Estas operaciones se atendrán a lo dispuesto enlas reglamentaciones industriales espec!ficas en cuanto a su periodicidad, contenidos de lasmismas y requisitos que deben cumplir quienes efect2en estos trabajos.
"os principales aspectos a considerar en relación a las tareas se referirán a#
• Elementos, mecanismos y secciones para clasificar y el tipo de actividadesespec!ficas que se les va a proporcionar a cada máquina o equipo.
•
Establecer el tipo y la frecuencia para la reali1ación de las actividades delmantenimiento preventivo.
-i bien, inicialmente solo contamos con las instrucciones y3o recomendaciones delfabricante 4manuales de operación y mantenimiento5, la acumulación de datos históricos dereparaciones de maquinaria y equipos, la cual se efect2a por medio de tarjetas de registrode fallas y sus correspondientes reparaciones reali1adas, permite conocer los problemas,anali1ar las condiciones y dificultades ocurridas, y nos indicarán las acciones que debemosimplantar.
"as actividades generales que son proporcionadas, son#
Ins)ección# -e reali1a con el fin de detectar#• 'allas en potencia%• ondiciones generales de funcionamiento%• onfiabilidad de la operación.
Ser%icio# -e reali1a con el fin de conservar en óptimas condiciones de funcionamiento por medio de#
165

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 166/239
• "ubricación%• "impie1a%• juste%• +intura.
Cam1io# -e reali1a en base a los registros, experiencia del personal y recomendaciones delfabricante y los distribuidores, respecto a ciertas partes o elementos de maquinaria y3oequipo para conservar la eficiencia de estos dentro de los parámetros de funcionamiento.
partir del conocimiento exhaustivo de las caracter!sticas de los elementos y equipos,componentes de cada instalación concreta, y una ve1 catalogados por familias o grupos ycumplimentadas sus correspondientes fichas, se podrán establecer las gamas o protocolosde revisiones espec!ficas, de mantenimiento preventivo, que se deberán aplicar inicialmente a cada equipo o conjunto.
+ara la identificación de estos protocolos espec!ficos debemos preparar un conjunto detareas genéricas que les ser!an de aplicación a cada uno de los tipos de equipos. s!, podemos preparar tareas genéricas de mantenimiento para transformadores, motores, bombas, válvulas, etc.
omo complemento de los protocolos de revisiones de mantenimiento preventivo propuestos se deberán planificar las actuaciones de mantenimiento /écnico 9 "egal quecorrespondan a cada elemento de cada instalación espec!fica.
7ecuerde que cada planta es diferente, y en ocasiones las áreas de una planta no sonsimilares, depende del trabajo que se reali1a en cada una de ellas, el tipo de maquinaria, elrecurso humano disponible, ambiente de utili1ación, ambiente laboral, etc. -in embargo sereali1ará un plan general y se ajustará seg2n las necesidades.
Rutinas de mantenimiento )re%enti%o )lani(icado 8MPP9.
Debido a la importancia del )++ en la prolongación de la vida 2til de los equipos, y en elmantenimiento de su funcionamiento adecuado, se han determinado die1 pasos generalesque debe poseer una rutina de mantenimiento. Estos pasos generales son los queconstituyen la base de las rutinas para cada equipo% su aplicabilidad es determinada por lascaracter!sticas espec!ficas de cada equipo. Estos pasos son#
<. &nspección de condiciones ambientalesH. "impie1a integral externaI. &nspección externa del equipo >. "impie1a integral interna?. &nspección interna _. "ubricación y engrase K. 7eempla1o de ciertas partesA. juste y calibración =. 7evisión de seguridad eléctrica
166

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 167/239
<B. +ruebas funcionales completas
cciones que involucran posible verificación funcional.
Tema #Mantenimiento Industrial. Condiciones Am1ientales. <. Ins)ección de las condiciones am1ientales en las 7ue se encuentra el e7ui)o#
8bservar las condiciones del ambiente en las que se encuentra el equipo, ya sea enfuncionamiento o en almacenamiento. "os aspectos que se recomienda evaluar son#humedad 4sólo para equipos electrónicos5, exposición a vibraciones mecánicas 4sólo paraequipos electrónicos5, presencia de polvo, seguridad de la instalación y temperatura 4paraequipos eléctricos, mecánicos y electrónicos5. ualquier anormalidad o no cumplimientode estas condiciones con lo establecido, debe ser notificado como observación en la rutina,o inmediatamente dependiendo de la situación, y siguiendo el procedimiento especificado
por el efe del Departamento de )antenimiento.$umedad # "a humedad del ambiente en el que trabaja el equipo, no debe ser mayor a laque especifica el fabricante. -i no se cuenta con esta información, o con los mediosadecuados de medición, se puede evaluar por sus efectos, por ejemplo oxidación de lacarcasa, levantamiento de pintura de paredes o del equipo, etc. 68/ # Este aspecto estárelacionado con la inspección visual del equipo.
/i1raciones mec0nicas# "as vibraciones mecánicas pueden ser causa de falta decalibración mecánica o electrónica de algunos equipos, sobre todo los que necesitandeterminada precisión en los procedimientos que reali1an.
Pol%o# /anto los equipos electrónicos, como los eléctricos y mecánicos, se ven afectados ensu funcionamiento y en la duración de su vida 2til, por la presencia de polvo en su sistema.7evise que no haya una presencia excesiva de polvo en el ambiente, visuali1ando losalrededores del equipo, en el equipo mismo, o la existencia de 1onas cercanas donde se produ1ca el mismo.
Se&uridad de la instalación# na instalación de un equipo insegura, ofrece un peligro potencial tanto al equipo mismo, como a las personas. 7evise que la instalación del equipoofre1ca seguridad, ya sea que esté montado sobre una superficie, instalado en la pared, osobre una superficie móvil. -i utili1a fijadores de succión 4ventosas5 verifique que estos
estén en buenas condiciones, si el equipo posee puertas con apertura hori1ontal, revise lanivelación del mismo. demás verifique que la instalación eléctrica a la que éste estáconectado, se encuentre polari1ada, protegida con medios de desconexión apropiados, y deinstalación mecánica segura que no permita la producción de cortocircuitos o falsoscontactos por movimientos mecánicos normales. Esto implicará el tomacorriente, ysubtablero de protección y distribución más cercano.
Tem)eratura # "a lu1 solar directa o la temperatura excesiva pueden da$ar el equipo, o
167

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 168/239
alterar su funcionamiento. Ferifique cual es la temperatura permitida por el fabricante, sieste dato no está disponible, corrobore que el equipo no esté en exposición directa al sol 4amenos que se trate de un equipo de uso de intemperie5, y que la temperatura no sea mayor ala del ambiente. En los equipos de refrigeración es importante que las instalaciones permitan disipar el calor proveniente del condensador, esto requiere circulación libre de
aire por el mismo, y que no existan otros equipos o condiciones que eleven la temperaturaambiental en la que se encuentran estos equipos.
NOTA# +ara cada equipo deberán evaluarse la aplicabilidad de las condiciones.
H.!im)ie'a inte&ral e6terna #
Eliminar cualquier vestigio de suciedad, desechos, polvo, moho, hongos, etc., en las partesexternas que componen al equipo, mediante los métodos adecuados seg2n corresponda.Esto podr!a incluir#
•
"impie1a de superficie externa utili1ando limpiador de superficies l!quido, lija,limpiador de superficies en pasta 4robbin5, etc.• "impie1a de residuos potencialmente infecciosos utili1ando sustancias
desinfectantes como bactericidas y virucidas no residuales ni corrosivas enequipos como centr!fugas, microcentr!fugas, bombas de infusión, etc.
NOTAS#
+ara esta tarea el técnico deberá utili1ar los medios de protección necesarios 4+or ejemplo#guantes, mascarilla, gavacha, etc.5.
De preferencia aquellos equipos que presenten en el mantenimiento del operador esterili1ación, deben ser recibidos por el personal de mantenimiento sólo cuando ya se hayareali1ado este procedimiento.
I. Ins)ección e6terna del e7ui)o#
Examinar o reconocer atentamente el equipo, partes o accesorios que se encuentran a lavista, sin necesidad de quitar partes, tapas, etc., tales como mangueras, chasis, rodos,cordón eléctrico, conector de alimentación, para detectar signos de corrosión, impactosf!sicos, desgastes, vibración, sobrecalentamiento, fatiga, roturas, fugas, partes faltantes, ocualquier signo que obligue a sustituir las partes afectadas o a tomar alguna acción
pertinente al mantenimiento preventivo o correctivo.Esta actividad podr!a conllevar de ser necesario, la puesta en funcionamiento de un equipoo de una parte de éste, para comprobar los signos mencionados en el párrafo anterior.
ctividades involucradas#
a5 7evisión del aspecto f!sico general del equipo y sus componentes, para detectar posibles
168

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 169/239
impactos f!sicos, maltratos, corrosión en la carcasa o levantamiento de pintura, cualquier otro da$o f!sico. Esto incluye vi$etas y se$ali1aciones, falta de componentes o accesorios,etc.
b5 7evisión de componentes mecánicos, para determinar falta de lubricación, desgaste de
pie1as, sobrecalentamiento, roturas, etc. Esto incluye los sistemas neumáticos e hidráulicos,en los cuales también es necesario detectar fugas en el sistema.
c5 7evisión de componentes eléctricos. Esto incluye# ordón de alimentación# revisar queéste se encuentre !ntegro, sin dobleces ni roturas, o cualquier signo de deterioro deaislamiento, el toma deberá ser adecuado al tipo y potencia demandada por el equipo ydebe hacer buen contacto con el toma de pared. ;acer mediciones con un mult!metro si esnecesario acerca de la conductividad del mismo, estado del porta fusibles, etc. ables detomas# revisar que se encuentren !ntegros, sin dobleces ni roturas, y que hace un buencontacto con el conector respectivo. ;acer mediciones de conductividad con un mult!metroy con un simulador de instrumentación verificando la buena transmisión de la se$al.
169
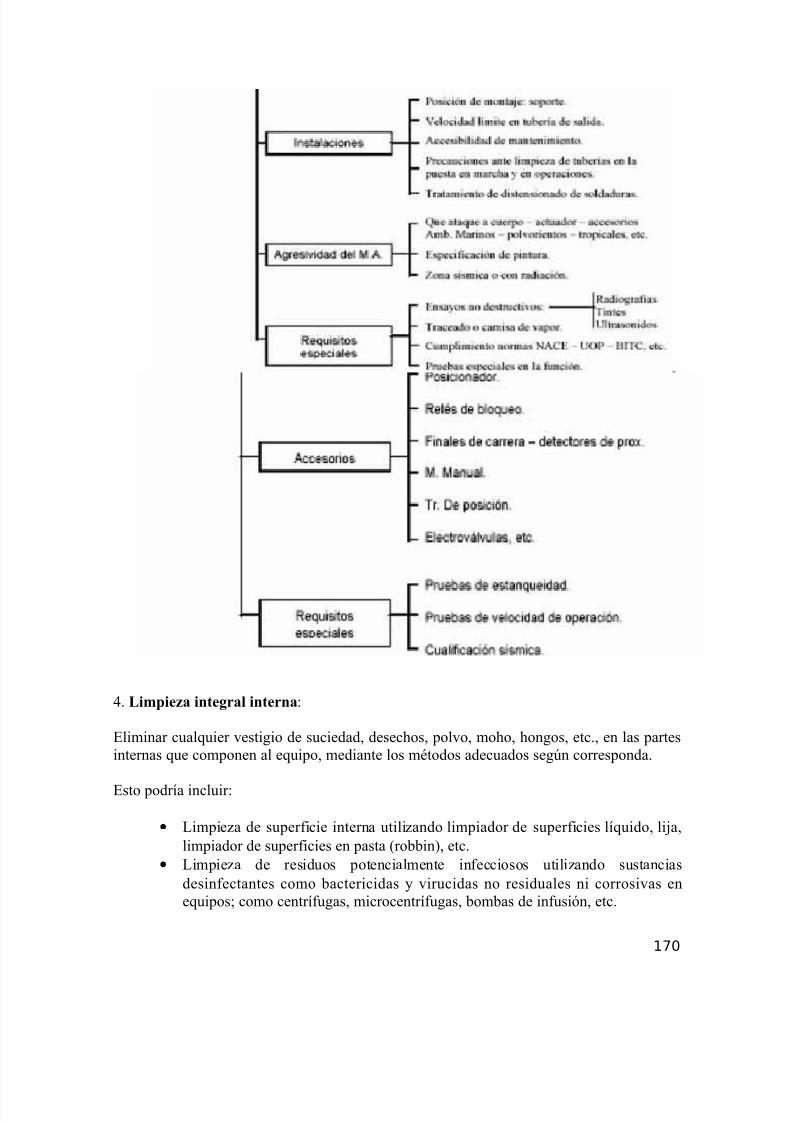
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 170/239
>. !im)ie'a inte&ral interna #
Eliminar cualquier vestigio de suciedad, desechos, polvo, moho, hongos, etc., en las partesinternas que componen al equipo, mediante los métodos adecuados seg2n corresponda.
Esto podr!a incluir#
• "impie1a de superficie interna utili1ando limpiador de superficies l!quido, lija,limpiador de superficies en pasta 4robbin5, etc.
• "impie1a de residuos potencialmente infecciosos utili1ando sustanciasdesinfectantes como bactericidas y virucidas no residuales ni corrosivas enequipos% como centr!fugas, microcentr!fugas, bombas de infusión, etc.
170

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 171/239
• "impie1a de tabletas electrónicas, contactos eléctricos, conectores, utili1andolimpiador de contactos eléctricos, aspirador, brocha, etc.
?. Ins)ección interna#
Examinar o reconocer atentamente las partes internas del equipo y sus componentes, paradetectar signos de corrosión, impactos f!sicos, desgastes, vibración, sobrecalentamiento,fatiga, roturas, fugas, partes faltantes, o cualquier signo que obligue a sustituir las partesafectadas o a tomar alguna acción pertinente al mantenimiento preventivo o correctivo.
Esta actividad podr!a conllevar de ser necesario, la puesta en funcionamiento de un equipoo de una parte de éste, para comprobar los signos mencionados en el párrafo anterior.
ctividades involucradas#
• 7evisión general del aspecto f!sico de la parte interna del equipo y sus
componentes, para detectar posibles impactos f!sicos, maltratos, corrosión en lacarcasa o levantamiento de pintura, cualquier otro da$o f!sico.• 7evisión de componentes mecánicos, para determinar falta de lubricación,
desgaste de pie1as, sobrecalentamiento, roturas, etc. Esto incluye los sistemasneumáticos e hidráulicos, en los cuales también es necesario detectar fugas en elsistema.
• 7evisión de componentes eléctricos, para determinar falta o deterioro delaislamiento, de los cables internos, conectores etc., que no hayan sidoverificados en la revisión externa del equipo, revisando cuando sea necesario, eladecuado funcionamiento de estos con un mult!metro.
• 7evisión de componentes electrónicos, tanto tarjetas como circuitos integrados,inspeccionando de manera visual y táctil si es necesario, el posiblesobrecalentamiento de estos. uando se trata de dispositivos de medición4amper!metros, volt!metros, etc.5 se debe visuali1ar su estado f!sico y comprobar su funcionamiento con otro sistema de medición que permita verificarlo conadecuada exactitud.
_. !u1ricación y en&rase# "ubricar y3o engrasar ya sea en forma directa o a través de undepósito, motores, bisagras, baleros, y cualquier otro mecanismo que lo necesite. +uede ser reali1ado en el momento de la inspección, y deben utili1arse los lubricantes recomendados por el fabricante o sus equivalentes.
K.Reem)la'o de ciertas )artes# "a mayor!a de los equipos tienen partes dise$adas paragastarse durante el funcionamiento del equipo, de modo que prevengan el desgaste en otras partes o sistemas del mismo. Ejemplo de estos son los empaques, los dispositivos protectores, los carbones, etc. El reempla1o de estas partes es un paso esencial delmantenimiento preventivo, y puede ser reali1ado en el momento de la inspección.
A.A2uste y cali1ración# En el mantenimiento preventivo es necesario ajustar y calibrar losequipos, ya sea ésta una calibración o ajuste mecánico, eléctrico, o electrónico. +ara esto
171

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 172/239
deberá tomarse en cuenta lo observado anteriormente en la inspección externa e interna delequipo, y de ser necesario poner en funcionamiento el equipo y reali1ar mediciones de los parámetros más importantes de éste, de modo que éste sea acorde a normas técnicasestablecidas, especificaciones del fabricante, o cualquier otra referencia para detectar cualquier falta de ajuste y calibración. "uego de esto debe reali1arse la calibración o ajuste
que se estime necesaria, poner en funcionamiento el equipo y reali1ar la medición de los parámetros correspondientes, estas dos actividades serán necesarias hasta lograr que elequipo no presente signos de desajuste o falta de calibración.
=. Prue1as (uncionales com)letas# demás de las pruebas de funcionamiento reali1adasen otras partes de la rutina, es importante poner en funcionamiento el equipo en conjuntocon el operador, en todos los modos de funcionamiento que éste posea, lo cual además dedetectar posibles fallas en el equipo, promueve una mejor comunicación entre el técnico yel operador, con la consecuente determinación de fallas en el proceso de operación por parte del operador o del mismo técnico.
<B.Re%isión de se&uridad el4ctrica# "a reali1ación de esta prueba se reali1ará de acuerdoa la normativa aplicable.
El cuidado para llenar el formulario de cada rutina es muy importante, pues as! no sedescuidan detalles que hacen al )++ más efectivo. ada parte del formato debe ser completado por el personal encargado de ejecutar la rutina.
Tema#Mantenimiento Industrial. Tareas.
Tareas en las o)eraciones de auto mantenimiento.
continuación describimos una serie de tareas especialmente apropiadas para elaborar gamas y estándares de auto mantenimiento.
". Mec0nica.• Ferificar estado superficial de gu!as de desli1amiento,• Detectar ruidos y holguras, colaborando en su corrección,• 8bservar posibles holguras de bridas9mecanismos de transferi1ación, etc.
aprovechando los cambios de 2tiles y herramientas,• 8bservar estado y cambiar, si procede, peque$o utillaje de desgaste como
casquillos9gu!a, garras, bridas, etc.• Ferificar acoplamientos, juegos de rodamientos y todo tipo de fijaciones y ejes
de transmisión,• segurarse que todas las fijaciones con tornillos están correctamente
ensambladas y no hay tornillos flojos o rotos.
*. $erramientas y Vtiles de control.• Efectuar reglajes y preparaciones de 2tiles y herramientas,
172
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 173/239
• Efectuar cambios de herramientas y utillaje a los frecuenciales establecidos,• onservar en buen estado los porta9herramientas,• 7evisar estado de palpadores y calibres, efectuando etalonados 4medidas5
cuando proceda.
+. Circuitos idr0ulicos.• Ferificar diariamente el nivel de aceite y rellenar si procede comprobando las
causas y controlando consumos,• omprobar presiones de todo el sistema hidráulico,• 8bservar ruidos o calentamientos excesivos en la bomba del grupo hidráulico,• "ocali1ar fugas en todo el circuito 4cilindros, válvulas, distribuidores, tuber!as,
etc.5 y corregir si es posible o bien comunicar deficiencia a los profesionales demantenimiento,
• Ferificar existencia de posibles vibraciones en la red o golpes de ariete,avisando a los profesionales de mantenimiento si procede,
•
7eapretar racores de unión y comprobar buena fijación de soportes de tuber!as.,. Circuitos de en&rase.
• Ferificar niveles de aceite de engrase y rellenar si es necesario, as! como presiones de engrase sobre vasos lubricadores, mecafluid, atomi1adores,reductoras, etc.
• "ocali1ar fugas y corregir si es posible,• segurarse de la llegada de lubricante a todos los puntos de destino,• En general, observar fugas por uniones de tuber!as comprobando fijaciones y
corrigiendo si es posible.
. Circuitos el4ctricos.• )antener puertas cerradas de los armarios,• Zuitar tensión al finali1ar la jornada utili1ando seccionador general situado
sobre armario eléctrico,• omprobar lámparas de se$ali1ación cambiando si es necesario 4test de
lámparas5,• 8bservar estado y posicionamiento correcto de detectores y finales de carrera,
limpiando y reglando si es necesario,• 8bservar estado de juntas de estanqueidad de dispositivos eléctricos, cambiando
si están deteriorados,• visar a los servicios de mantenimiento tras observar cualquier anomal!a en elciclo de trabajo no subsanada de inmediato,• Ferificar estado general de canali1aciones eléctricas de todo el circuito y estado
de bandejas porta9cables,• "impie1a exterior de motores eléctricos y revisión de estado de ventiladores,
comprobando consumo, ruidos extra$os, calentamientos, etc.,• )antener limpio y en buen estado las protecciones visuales de autómatas,
lámparas de se$ali1ación, etc.
173
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 174/239
. Circuitos neum0ticos.• Ferificar estado general de redes del circuito, cilindros y distribuidores,
corrigiendo fugas si existen y reapretar racores,• l final de jornada de trabajo cerrar la llave de paso general de aire comprimido,• 7eali1ar la purga de filtros semiautomáticos y manuales de los equipos deacondicionamiento,• Ferificar diariamente nivel de aceite en vaso del equipo acondicionador de aire,• "impiar silenciosos de escape,• 8bservar presiones en manómetros, reglando si es necesario,• omprobar el estado de componentes del circuito neumático.
. E7ui)os de manutención y de alimentación.• Ferificar estado general de rodillos transportadores, comprobando holguras y
ruidos extra$os,•
Ferificar estado general de protecciones,• 7evisar y corregir, si procede, holguras y desgastes en cadenas y cintastransportadoras,
• 8bservar ruidos y calentamiento en motor9reductores, comprobando#• 6ivel de aceite,• /ensión de cadena,• 7uidos y calentamientos anormales,• Ferificar y reali1ar, si procede, lubricación de pi$ones y cadenas de transmisión,• omprobar funcionamiento uniforme de mecanismos dosificadores.
J. !im)ie'a en &eneral .• 7eali1ar limpie1a detallada de 2tiles de control, posicionamiento de pie1as, bridajes, pasos de transferi1ación, etc.,
• )antener el entorno de los puestos de trabajo y de las máquinas en perfectascondiciones de orden y limpie1a, evitando todo tipo de salpicaduras derefrigerantes y virutas,
• onservar en buen estado las protecciones fijas9móviles de tipo fuelle, etc.,cambiando o reparando si procede.
Tema#Mantenimiento !e&al.
Dentro de las tareas de mantenimiento, hay un grupo muy especial de éstas que no decideni el propietario, ni el efe de +lanta ni los fabricantes de los equipos# son las tareasmarcadas por disposiciones legales, que por supuesto, son de obligado cumplimiento.;abitualmente se conoce a este grupo de tareas Lmantenimiento legalMM.El mantenimiento legal es una actividad sujeta a normas en el desarrollo de susobligaciones que aplican las disposiciones de los reglamentos de seguridad y sus&nstrucciones /écnicas omplementarias en los +lanes de )antenimiento. El control lo
174

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 175/239
ejerce la dministración, con el siguiente objetivo# El factor de riesgo derivado de lasinstalaciones consideradas obliga a elevar la diligencia y las precauciones para evitar la producción del da$o a las personas, a las cosas y al medio ambiente.
Este tipo de obligaciones var!an con el tipo de instalación y su tama$o% evolucionan con el
tiempo% var!an de unos pa!ses a otros% e incluso, dentro del mismo pa!s, pueden variar dunas regiones a otras. Establecer pautas fijas y válidas para todas las instalaciones en todoslos pa!ses, regiones y en todo momento es algo imposible.
Entre los e7ui)os e instalaciones su2eto a mantenimiento le&al@ (i&uran entre otras lassi&uientes#
Instalaciones industriales y edi(icios.
• entrales eléctricas 4/érmicas y nucleares5• ;ospitales• ;oteles• entros comerciales• omplejos administrativos de oficinas• &nstalaciones depuradoras de agua potable• omplejos petroqu!micos• &nstalaciones de gas y (.".+.
Material mó%il.• utomóviles• /renes• viones• arcos• scensores
E7ui)amiento de )re%ención y emer&encia.• (rupos electrógenos• Extintores• &nstalaciones de detención y extinción de incendios• +revención y control de la legionelosis 4!e&ionelosis es una enfermedad
infecciosa potencialmente fatal causada por la bacteria (ram negativa aeróbica,
del género "egionella. W un =BJ de los casos de legionelosis es causada por "egionella pneumophila, un organismo ubicuo acuático que prospera a/emperatura entre H? ` 4KK `'5 y >? ` 4<<I `'5, y un óptimo de I? `4=? `'5.
E7ui)os en una )lanta industrial .
175

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 176/239
!os e7ui)os 7ue en una )lanta industrial est0n sometidos amantenimiento le&al son a1itualmente los si&uientes#
• alderas• /uber!as a presión• paratos a presión 4además de caldera y tuber!as a presión5• ire condicionado• +uentes gr2a y otros equipos de elevación.• arretillas elevadoras• Feh!culos• Estación de 7egulación y )edida de (as• +lanta de (6" 4(as 6atural "icuado5• -istema contra incendios• 7ed de aire comprimido•
lmacenamiento de productos qu!micos• ontadores de gas• ontadores eléctricos• /orres de refrigeración• -istemas eléctricos de alta tensión 4T<BBB voltios5• -istemas eléctricos de baja tensión 4S<BBB voltios5
De todas las pruebas e inspecciones que hay que reali1ar, es necesario conservar adisposición de las autoridades competentes los correspondientes registros documentales delos trabajos efectuados y sus resultados.
;ay que tener en cuenta que el incumplimiento de obligaciones legales puede conllevar trestipos de responsabilidades# dministrativas, civiles y penales.
Tema#Normati%as en Mantenimiento Industrial.
Normati%as de Re(erencia.
omo simple referencia, teniendo siempre presente que la normativa cambia con el tiempo,y que a una planta concreta le afecta la normativa supranacional, nacional, regional y local,la tabla siguiente contiene una relación de normas de obligado cumplimiento vigentes enEspa$a.
176

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 177/239
Resumen de las )rinci)ales o1li&aciones le&ales de mantenimiento en )lantasindustriales.
"a siguiente tabla contiene, a modo de resumen, algunas de las principales obligacioneslegales referentes a mantenimiento, que emanan de las normas reglamentarias en vigor en ela$o HBB=. Es necesario insistir en que para cada instalación deben comprobarse que las
177

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 178/239
tareas descritas aplican, si existen otras normativas que también deben considerarse y quelas normas cambian con el tiempo.
INSTA!ACI N "E(&-" &Y6 Zuién debereali1arlo &nspecciones
Instalaciónel4ctrica 7D IHK?3<=AH )antenedor
utori1ado
+rotecciones
/rasformadores 4ensayorigide1 dieléctrica aceite
Instalación de&as
7D3H=<I3<=KI8rden <A 6ov<=K>
Empresaespeciali1ada
+rotecciones contra
corrosión niones
&nspección Fisual
Instalación dea)aratos a)resión
7D3<H>>3<=K= )antenedor utori1ado
Fálvulas de seguridad
+reostatos de seguridad
'alta de corriente
'alta de agua
7eloj de tiempo
/oma de tierra
8tros
Instalación deaire com)rimido
7 +
&/ )&E +9<K
Empresaespeciali1ada
Fálvulas y equipos deseguridad de seguridad
Instalacióncontra incendios
7D <=>I3<==I )antenedor utori1ado -istema automático de
178

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 179/239
detección de alarma47D3<=>H3<==I5
-istema abastecimiento deagua 47D3<=>H3<==I5
-istemas fijos de extinción47D3<=>H3<==I5
Instalacióncontra incendios 7D HH_K3HBB> Empresa
especiali1ada
-istema de abastecimientode agua 47D3<=>H3<==I5
Extintores47D3<=>H3<==I5
Torres dere(ri&eración 6/+ _=H )antenedor
utori1ado )edición "egionella
Torres dere(ri&eración 6/+ _=H Empresa
especiali1ada
/urbide1
;ierro /otal
erobios
p;
/G
onductividad
)edición & o iocidautili1ado
Mantenimientode )roductos7u3micos
7D IK=3HBB<
&/ 9)&E9 +Z9BB_
Empresaespeciali1ada Duchas y lavaojos. E+&s
"ibro de registro deinspecciones reali1adas
179

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 180/239
7D __A3<=AB
'undaciones
+ernos de anclaje
/oma de tierra
6iveles indicadores
/ubuladuras
+intura3aislamiento
sentamientos
Espesores Fálvulas y accesorios
ubetos y sistemas dedrenaje.
En relación al mantenimiento@ los li1ros de re&istro o1li&atoriosen una )lanta industrial suelen ser los si&uientes#
"ibro de aparatos a presión, sustituible por un sistema informático endeterminados casos y previa autori1ación
Diario de calderas, sustituible por el libro de turno de la instalación
"ibro de /orres de refrigeración
"ibro de emisiones
"ibro de sistemas de alta tensión
"ibro de almacén de productos qu!micos
180

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 181/239
demás de éstos pueden existir otros ajenos al mantenimiento y que también pueden ser decarácter obligatorio 4libro de salidas de residuos peligrosos, de aceites usados, libros deregistro de entradas9salidas de combustibles, libros de registro de importaciones yexportaciones de electricidad, libro relacionados con el personal, libro de visitas oficialesde la administración, etc.5.
"a tabla siguiente contiene una relación de los libros de registro y la documentaciónacreditativa de la reali1ación de las obligaciones legales de mantenimiento.
7E" &Y6 DE "& 78- DE 7E(&-/78, / - E &6'87)E- Z E 7ED&/ 6 "7E "& &86 DE ) 6/E6&)&E6/8 "E( "
E7ui)o o Instalación Re&istro
aldera "ibro de registro aparatos a presión y actas derevisiones.
/uber!as "ibro de registro aparatos a presión.
8tros aparatos a +resión "ibro de registro aparatos a presión.
ire condicionado 7egistro de operaciones.
+uentes gr2a y otros equipos deelevación
ctas de inspección.
arretilla elevadora cta del proveedor.
E7) rchivo de los resultados de las vigilancias.
-istema contra incendio ctas o informes de la empresa acreditada.
ire comprimido "ibro de registro.
lmacenamiento de productos 7egistro de las revisiones.
181
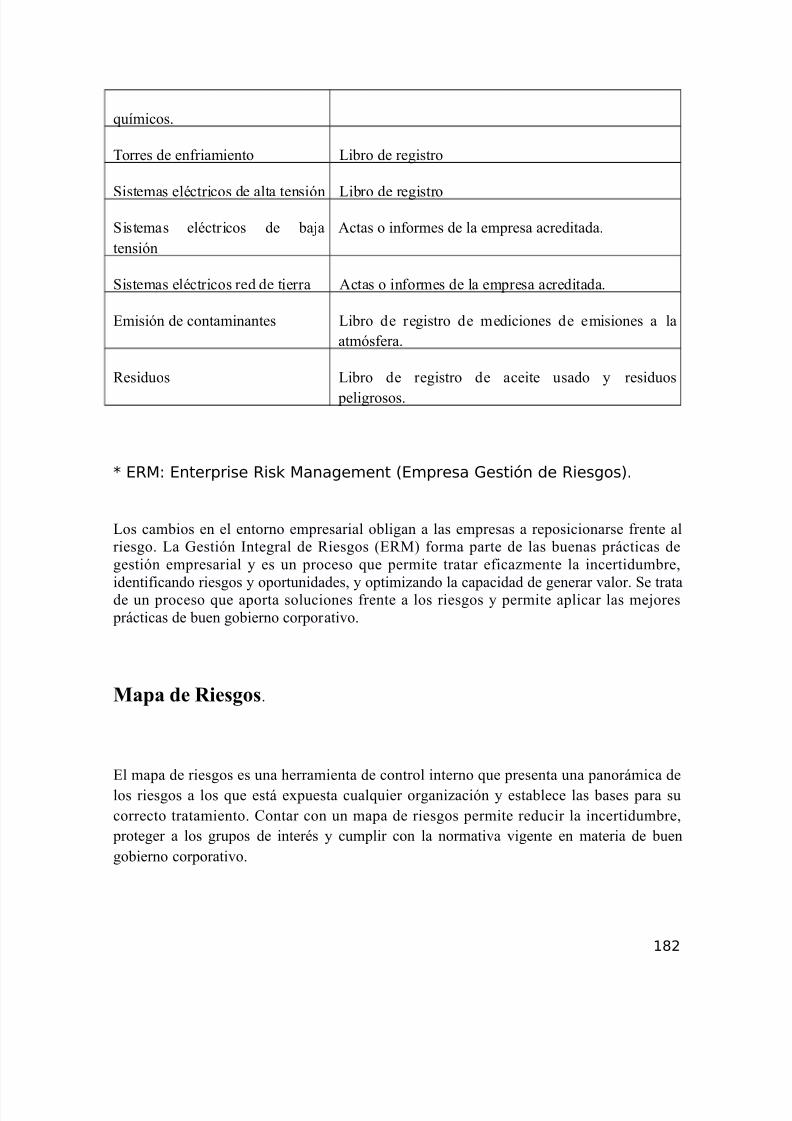
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 182/239

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 183/239
5erencia inte&ral de ries&os.
na gerencia de riesgos efica1 permite a las empresas proteger el equipo humano, preservar
el patrimonio empresarial y salvaguardar los resultados económicos. 6uestros expertosreali1an una labor de consultor!a y auditor!a del estado actual de sus riesgos para, una ve1inventariados, inspeccionados y anali1ados, decidir su transferencia o no a terceros.+osteriormente se encargan de la administración de riesgos y la gestión de siniestros.
:i1lio&ra(3a.
<. 9 NEquipment Folume, ;andboo0 and +mduct Directory,O meritan -oc. 8f ;eating,7efrigeration, and ir9 onditioning Engineers, 6eP tMor0, <=K?.
H. 9 N&ndustrial Fentilation (uide,O <>th ed., onfetxnce of (ovcmment &ndustria;ygienists, "ansing, )ichigan.
I. 9 ir onditioning 7efrigeration &nstitute 4 7&5. ir onditioning -ystems9
+rinciples, Equipment and -ervices. &- 6# B9<I9?<K=H<9<.
>.9 ir onditioning 7efrigeration &nstitute 4 7&5. )anual de 7efrigeración y irecondicionado. &- 6# =_A9AAB9B?<9<. ap!tulos HB al H?.
?. 9 ir onditioning 7efrigeration &nstitute 4 7&5. 7efrigeration and ir onditioning. >th Edition.&- 6# B9<I9IHIKK?9I.
_. 9 merican 6ational -tandard. 4<==H5 6-&3&- .-?.<9<=A> 47<==H5 &6-/7 )E6/ /&86 -W) 8"- 6D &DE6/&'& /&86.
K.9 puntes -eminario +laneación y )antenimiento, Escuela +olitécnica 6acional,Ecuador, HBB>
A.9 rt!culos /écnicos y minicursos de la revista &- /E ; de la &- .
=. 9 -;7 E 9 pplications ;andboo0 4 ap!tulo IA5. HBBI.
183

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 184/239
<B. 9 -;7 E 9 (uideline >. +reparation of 8perating and )aintenanceDocumentation for uilding -ystems. <==I.
<<. 9 utomatic +rocess ontrol, arlos . -mith, +h.D, hemical Engineering Department niversity of -outh 'lorida.
<H.9 alje, 8., /urbomachines, iley, <=A<
<I.9 iblioteca del &ngeniero Zu!mico 4/omo H5. 7obert ;. +erry, Ed. )c (raP ;ill.
<>.9 ombas ;idráulicas. +rof. &ng. . -anabria, 6 .
<?.9 8) - su selección y aplicación, /. (. ;ic0s ompa$!a editorial ontinental-. .
<_.9 ombas. -u -elección y plicación. /yler (. ;ic0s, )E, ompa$!a Editorialontinental -. .
<K. 9 entrifugal and xial floP punps, -tepanoff
<A.9 E+&-, 8peración y mantenimiento de plantas de tratamiento de agua. "ima HBBH
<=.9 hurch, E., /urbinas de Fapor, lsina, <=??, +?IK?
HB.9 ompresores. -elección, so y )antenimientos.7ichard . (reene, uerpo de
redactors hemical Engineering )aga1ine. Ed. )c (raP9;illH<. 9 onsidine. D. )., 7oss, -. D. 4<=K<5. ) 6 " DE &6-/7 )E6/ &Y6
+"& D . Editorial ontinental, -. . )éxico.
HH.9 reus . 4<=A=5. &6-/7 )E6/ &Y6 &6D -/7& ". Editorial lfa 8mega, -.. )éxico.
HI. 9 anady, (., /heory of /urbomachines, )c(raP ;ill, <=_>, +<IAK>
H>.9D. Uern, +rocesos de /ransferencia de alor, 4< edición, )éxico, ompa$!aeditorial ontinental, <=K?5, pp _?>
H?.9 DE + 77E-, . "., )áquinas ;idráulicas, )éxico, <=__.
H_.9 Documentación de mantenimiento entral ;idroeléctrica banico, Ecuador, HBBK.
184

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 185/239
HK.9 Doebelin, E. 8. 4<=AB5. D&-E 8 W +"& &Y6 DE -&-/E) - DE)ED& &Y6. Editorial Diana. )éxico.
HA.9 Dr. &ng. E. ri1uela, /urbomáquinas. HB<B
H=.9 Dr. -a0urai, )antenimiento de Equipos. 4 E+&-5
IB.9 E. arnicer y . )ainer, ombas entr!fugas. Ed. +araninfo 4HBB>5
I<.9 E. 8rlando, )antenimiento &ndustrial. Ecuador HBBA.
IH.9 Enciclopedia de Zu!mica &ndustrial 4/omos I, A, <I, y <?5. innac0er engarhner
II.9 'ederación de sociaciones de )antenedores de &nstalaciones de alor y 'r!o
4 )& W'5. onocimientos y experiencias sobre )antenimiento de limati1ación,alefacción y -. &- 6# A>9=HB?<<9>9B5.
I>.9 'elder, 7. )., 7ousseau, 7. . 4<==<5. +7&6 &+&8- E"E)E6/ "E- DE "8-+78 E-8- Z V)& 8-. Editorial ddison esley &beroamericana. - .
I?.9 (. . Fan ylen 7. -onntag , 'undamentos de /ermodinámica, 4<= edición,)éxico, editorial "imusa , <==?5, pp. >_<
I_.9 (annio, +., puntes de /urbomáquinas, entro de Estudiantes, '& IK.9
( 77&D8, -antiago (arc!a, 8rgani1ación y gestión integral de mantenimiento,Espa$a, Ed. D!a1 de -antos, HBBI
IA.9 &DE , (u!a técnica de mantenimiento de instalaciones térmicas. )adrid HBBK.
I=. 9 &ndustrial +rocess ontrol Design and pplications, rmando . orripio, +h.D,"ouisiana -tate niversity.
>B. 9 &ngenier!a Zu!mica. roPn, Ed. )ar!n
><. 9 &nstrumentation &nstallation +roject )anagement -ystem, .). acon &-&nternational -ociety for )easurement and ontrol.
>H.9 Uenneth ., ombas *-elección, uso y mantenimiento*. Ed. )c(7 ;&"".
>I. 9 Uermode, '., )echanics of flight, +itman, <=KK
>>.9 "e1ana, E. N urso -uperior de mantenimiento industrial 4<==K5.
185

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 186/239
>?.9 "os elementos de control llamados válvulas, /ecnolog!a del agua. Dr. ). . -oler )anuel
>_.9 "ucini, )., /urbomáquinas de Fapor y de (as, Dossat, <=KH, +<A<_B
>K. 9 "uyben, . ". 4<==B5. +78 E-- )8DE"&6(, -&) " /&86 6D 86/78"'87 ;E)& " E6(&6EE7-. )c(raP9;ill. - .
>A.9 ). . 7odrigue1, onstitución de las )áquinas Eléctricas. HB<B
>=.9 )allol, E., /urbinas de ombustion, ;achette, <=>K, +<=KI<
?B.9 )anual de )antenimiento +reventivo +lanificado 4)++5, IG Edición9<===.
?<.9 )anual ;E-, 8peración y )antenimiento ;idroabanico, -ipetrol, HBBA
?H.9 )artine1 de Fedia, 7., /eor!a de los motores térmicos, Fol &&&, lsina, <=AI
?I.9 ) / &:, ., /urbomáquinas ;idráulicas, Editorial & &, <=K>.
?>.9 )attaix, ., /urbomáquinas /érmicas, Dossat, +HH=HI
??.9 )endo1a, . . 4<===5. D&-E 8 DE " /8) /& &Y6 E6 " -E-/ &86E- DE DE- 7( DE "8- )+8- DE "E86 W 87&/ + 68./esis de grado. D8.
?_.9 )icro )otion +oPer D 4HBBB5. atálogo y tutor para selección de instrumentosmarca 'isher97osemount.
?K.9 )icrosoft Encarta HBBH
?A.9 )icrosoft Encarta HBBI
?=.9 )onograf!as.com
_B.9 )86/E E"8- /7 -;877 -, es2s, Desarrollo de instalacioneselectrotécnicas en los edificios, Espa$a, Ed. /homson "earning &bero, HBB_.
_<.9 )ufarrege, . ombas ;idráulicas. ' Z& 9 HBB_.
_H.9 +. 'ernande1, ombas entr!fugas y Folumétricas. HBBI.
_I.9 +. 'ernande1, ompresores y /urbinas. HBBI.
186

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 187/239
_>.9 +allás . 7. 4<=AK5. /7 6-D /87E- W 86D& &86 D87E- DE -E ".Editorial )arcombo oixareu. Espa$a.
_?. 9 +erry, 7. ;. and (reen, D. .% +erryMs hemical EngineerMs ;anboo0, )c(7;ill, <==A
__.9 +olo Encinas, )., /urbomáquinas ;idráulicas, "imusa, <=K_, +<=B<_
_K.9 +7 6D8, 7a2l, )anual (estión de )antenimiento, ruguay, Ed. +iedra -anta,<==_
_A. 9 +rocess &ndustrial &nstruments and ontrols ;ardboo0, Douglas ). onsidine,+.E, )c(raP9hill, &6 .
_=.9 7. 'ox . )cDonald, &ntroducción a la )ecánica de 'luidos, 4> edición,
)éxico, )c (raP ;ill, <==?5, pp. IHK, IHA y _IH.
KB.9 7. . (reene, ompresores *-elección, uso y mantenimiento*. E&, Ed. )c(raP9;ill
K<.9 7. . (reene, Fálvulas *-elección, uso y mantenimiento*. E&, Ed.)c (raP9;ill
KH.9 7esumen conferencia modelo gerencial de mantenimiento9 'undamento filosófico,)onterrey, unio ?al = HBB_.
KI. 9 7osemount.4<==_5. 8)+7E;E6-&FE +78D / / "8(.
K>. 9 -. (arcia, 8utsourcing de )antenimiento. Edt. 7enovetec HBB=.
K?. 9 -ul1er entrifugal +unp ;andboo0 -ul1er rothers."td, interthur, -Pit1erland,Elsevier pplied -cience
K_.9 /. alvo y '. (aldón, urso de )antenedor de alefacción limati1ación y. .-..9 >G Edición 4HBBK5
KK.9 /ecnolog!a Zu!mica. ". . 7ubio 'elipe, Ed. /ecnos -. .
KA.9 /uber!as &ndustriales, D. 6. . Uentish. 7)8 -. . ediciones
K=.9 /urbomáquinas hidráulicas. laudio )ataix, Ed. & &
187

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 188/239
AB.9 F&E 8 & 7 W, )., "86-8, +., Energ!a ;idroeléctrica, Editorial. "imusa,<=KK.
A<.9 Fivier, "., /urbinas de Fapor y de (as, 7)8, <=K?, +<K=>B
<. 9 http#3 3 fly. hiPaay. net3 palmer3 motor sp. ;tml
H. 9 http#3 3 robots9argentina. com. ar3 )otor ontrol ncho. ;tm
I. 9 http#3 3 robots9argentina. com. ar3 )otor +uente;.;tm
>. 9 PPP. grc. nasa. gov3 3 U9<H3 airplane3 aturbj.;tml
?. 9PPP. aballano.com
_. 9PPP.fen0.com.ar K. 9PPP.infomecanica.com automatismos.htm
A. 9PPP.monografias.com
=. 9 PPP.renovetec.com
# n$ept s %&si$ s de Metr ' g a )nd stria' "
"a metrolog!a se puede definir como la iencia que estudia los -istemas de nidades,)étodos y 6ormas de los &nstrumentos de medición en general.
En este urso aprenderemos los conceptos básicos de )etrolog!a &ndustrial y susaplicaciones tanto en el campo legal como en el cient!fico e industrial.
Tema#Conce)tos :0sicos de Metrolo&3a.". u4 es la Metrolo&3aW
"." De(inición# Es la iencia que estudia los -istemas de nidades, )étodos y 6ormas delos &nstrumentos de medición en general".* Clases de Metrolo&3a. )etrolog!a ient!fica, )etrolog!a "egal, )etrolog!a &ndustrial.
188
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 189/239
*. De(iniciones.
*.* Metrolo&3a Cient3(ica omprende básicamente la investigación, se encarga de marcar las pautas para establecer los métodos de medición de los equipos y patrones.*.+ Metrolo&3a !e&al. Esta establece a través de 8rganismos oficiales la &mplementación y
Estandari1ación que condu1ca a la uniformidad de las medidas y unidades de interésnacional y social.*., Metrolo&3a Industrial. omprende todas las actividades de un sistema de gestión demedidas que requieran las industrias para cumplir con los objetivos de calidad y gestión.Este tema lo desarrollamos basados en la )etrolog!a &ndustrial plicada con los conceptosy Focabulario general de metrolog!a. Ej.#
+. Cali1ración. onjunto de 8peraciones e intervenciones que tiene como finalidaddeterminar los errores de un instrumentos para medir donde se expresa de la siguientemanera E X & C donde. E X Error, & X &ndicación, X juste.
,. /eri(icación Metroló&ica. onjunto de 8peraciones efectuadas por un organismolegalmente autori1ado, con el fin de comprobar y afirmar que un instrumento de mediciónsatisface las especificaciones por el cual fue dise$ado el instrumento.
. A2uste. 8peración destinada a llevar un instrumento de medición a un funcionamiento yexactitud adecuada para su utili1ación.En el próximo cap!tulo hablaremos de la importancia de la metrolog!a en el d!a a d!a y el&mpacto en la productividad de las empresas.
Tema#Im)acto de la Metrolo&3a en el Cam)o Industrial.
". Cam)o Industrial.
nivel global se han incrementado un porcentaje notorio en las empresas que d!a a d!aquieren ser más competitivas y rentables, brindándoles a sus funcionarios unaformación cont!nua para lograr optimi1ar los campos productivos de la compa$!a en estecampo existe en espacio para laMetrolo&3a que es de vital importancia para garanti1ar lacalidad final de los productos en los procesos productivos.
E2em)lo# Dis)ensaciones de Materias Primas en una ompa$!a sean principios activos peque$os, grandes, medianos es de vital importancia saber cuánto damos a producción para
el procesamiento de los productos las ompa$!as modernas manejan centros de costosespeciali1ados para determinar los estados de pérdidas y ganancias de los productosen embalaje y empaque final.
!a Im)ortancia de acer 1uenas medidas.Es importante hacer buenas medidas as! se minimi1an los errores de procesamiento en producción y minimi1amos los tiempos de pérdida en el proceso que se trasforma en altos
189

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 190/239
costos operativos y por ende productos más costosos, en estos casos para las compa$!asmanufactureras no es rentabilidad.
-e puede decir que la )etrolog!a está totalmente ligada con los costos, inversiones yontrol de +rocesos a nivel de industria en general.
Tema# tili'ación y Conser%ación de los Instrumentos de Medidas enMetrolo&3a.
tili'ación de los EM/EXS 4Equipos de )edición, Ferificación y Ensayos5.
". De(inición# E7ui)o de Medición /eri(icación y Ensayos.
/enemos que para cada equipo en proceso está asociado un &nstrumento de medida ya seaun controlador de /emperatura, un Diferencial de +resión, un )anómetro. etc. para cada
uno de ellos necesitamos un cuidado especial con el cual garanti1amos que las medidasgeneradas en el proceso cont!nuo sean lo más exactas posibles, para esto tenemos Hspectos &mportantes#
".* apacitación y Entrenamiento del personal que operan los equipos.".+ )antenimiento +reventivo, orrectivo y +redictivo de los equipos e &nstrumentos.
on este 2ltimo garanti1amos el correcto funcionamiento técnico de los equipo y nogeneramos pérdidas de tiempo por horas ineficientes en los &nstrumentos.
*. Em%es Cr3ticos# se define como instrumento cr!tico el dispositivo que tiene unaincidencia directa con el producto final y una ve1 detectado fuera de
especificaciones alguno de ellos logre detener los procesos de producción convirtiendo ydándole la importancia de tener elementos de mediciones confiables.
Tema#/eri(icación Metroló&ica.
/eri(icación .
Dentro de un campo metrológico industrial tenemos que segurar que las mediciones queestemos reali1ando sean lo más exactas por ello debemos implementar un sistema deverificación metrológica que consiste en lo siguiente.
<. Elaborar un listado de instrumentos cr!ticos de la compa$!aH. dquirir patrones de verificación de acuerdo al parque de dispositivos que se tengan.I. Elaborar un programa de verificación de Dispositivos.>. signar una persona responsable para la verificación de los Dispositivos.?. dministrar el sistema de una forma adecuada y organi1ada.Ma&nitudes )ara /eri(icar en un Proceso de Ase&uramiento Metroló&ico.
190

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 191/239
• )asas,• /emperatura• +resión• ;igrometr!a• Dimensional• +ropiedades 'isicoqu!micas.
Tema#/oca1ulario Metroló&ico.
Normali'ación# onsiste en la Elaboración, adopción y publicación de normas técnicas.
Acreditación# +rocedimiento mediante el cual se reconoce la competencia técnica y laidoneidad de organismos de certificación e inspección y ensayos para que lleven a cabo sustodas las actividades programadas.
Patrón de Medida# )edida materiali1ada, Dispositivo de medición o sistema de medicióndestinado a definir, reali1ar, conservar o reproducir una unidad o varios valores conocidosde una magnitud para trasmitirlos por comparación a otros instrumentos de medición.
E6actitud de un Instrumento de Medición# ctitud de un instrumento de medición paradar respuestas próximas a un valor verdadero.
Incertidum1re de Medición# Estimación que caracteri1a el campo de valores dentro elcual se sit2a el valor verdadero de una magnitud medida, es una medida de la dispersión delos resultados de medición dentro de un rango de errores l!mites. 4Especificación5
Sim1olo&3a#
Correcto. Incorrecto. Correcto Incorrectometro Metro m 8metro9 mts@ mt@ Mt. ?ilo&ramo Uilo&ramo ?& 8?ilo&ramo9 ?&s@ ?&r@ ?iloHatt Yatt & 8&ramo9 &r@ &rs@ 5rs
!istas de C e7ueo C$ECU !IST
-e denominaC ec?-!ist a la lista de comprobación que sirve para servir de gu!a y recordar los puntos que deben ser inspeccionados en función de los conocimientos que se tienensobre las caracter!sticas y riesgos de las instalaciones. Fiene a ser un cuestionario de preguntas en el que se responderáSI o NO, concretamente es una lista de comprobación de
191

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 192/239
determinadas condiciones de trabajo compuesta por varios !tems que pueden contener una ovarias preguntas seg2n sea el caso.
El chec09list debe referirse básicamente a cuatro aspectos distintos de la prevención deriesgos laborales#
• Al a&ente material# instalaciones, máquinas, herramientas, sustancias peligrosas,suelos, paredes, objetos
• Al entorno am1iental# orden y limpie1a, ruido, iluminación, temperatura,condiciones higrométricas, corrientes de aire.
• A las caracter3sticas )ersonales de los tra1a2adores# conocimientos, aptitudes,actitudes, grado de adiestramiento, comportamiento.
• A la em)resa u or&ani'ación# gestión de la prevención, formación, métodos y procedimientos, sistema de comunicaciones.
ada supervisor encargado de la prevención que deba reali1ar una inspección de seguridaddebe elaborar y adaptar los chec09list a las circunstancias de cada momento seg2ncorresponda, deben de ser lo más claros e inteligibles que sea posible. ser posible un !temo cuestión debe contener una sola pregunta que haga referencia a un solo elemento y no avarios. s!, una pregunta como Q-on seguras las máquinasR es improcedente ya que unarespuesta positiva indicar!a que lo son todas, cosa bastante improbable, sin embargo unarespuesta negativa tampoco ser!a correcta. na pregunta correcta ser!a QEs segura la)aquina H7R -i lo es no hay que hacerse más preguntas respecto a ella, pero si la respuestaes negativa, no será suficiente con esto, habrá que hacerse más preguntas como Q/iene elmarcadoCER, Q-e compró antes del a$o <==KR, y otras preguntas para determinar la causade su inseguridad, af!n de tener toda la información posible relacionada a ese equipo.El siguiente es un ejemplo de un formulario chec09list#
192

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 193/239
193
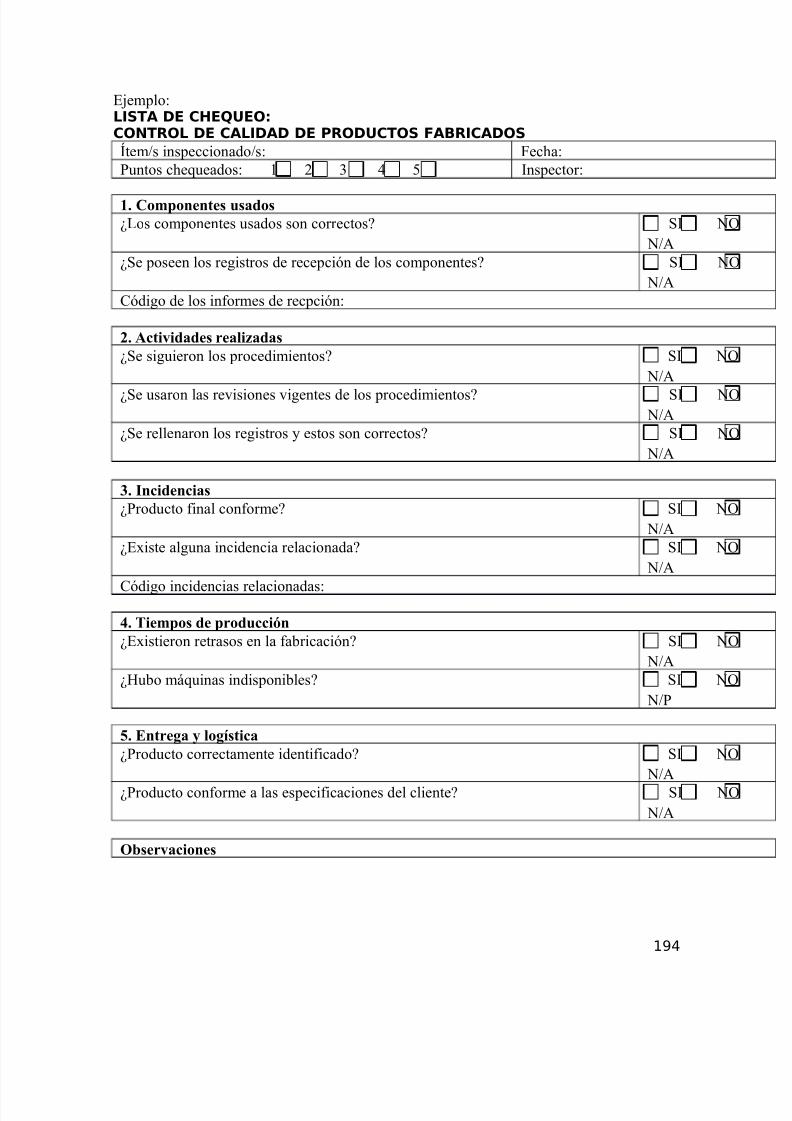
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 194/239
Ejemplo#LISTA DE CHEQUEO:CONTROL DE CALIDAD DE PRODUCTOS FABRICADOSVtem3s inspeccionado3s# 'echa#+untos chequeados# < H I > ? &nspector#
". Com)onentes usadosQ"os componentes usados son correctosR -&
63Q-e poseen los registros de recepción de los componentesR -&
63ódigo de los informes de recpción#
*. Acti%idades reali'adasQ-e siguieron los procedimientosR -&
63Q-e usaron las revisiones vigentes de los procedimientosR -&
63Q-e rellenaron los registros y estos son correctosR -&
63
+. IncidenciasQ+roducto final conformeR -&
63QExiste alguna incidencia relacionadaR -&
63
ódigo incidencias relacionadas#,. Tiem)os de )roducciónQExistieron retrasos en la fabricaciónR -&
63Q;ubo máquinas indisponiblesR -&
63+
. Entre&a y lo&3stica Q+roducto correctamente identificadoR -&
63Q+roducto conforme a las especificaciones del clienteR -&
63
O1ser%aciones
194

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 195/239
68/ # 63 X 6o aplicable. 63+ X 6o presenciado.
Plan de Mantenimiento.
+ara un mayor control de los equipos a los que se les dará un mantenimiento preventivo, segenera una división de la planta productiva en tres grupos#
• +roducción# /odos los equipos que intervienen directamente en la producción yasean mecánicos, eléctricos, neumáticos, electrónicos, etc.
• -ervicios# -on equipos que suministran servicios como agua, lu1, aire, etc. que nointervienen directamente en la planta productiva pero que son necesarios para la producción.
• Edificios# -e refiere a las instalaciones compuestas de instalaciones eléctricas, redde drenaje, agua, estructuras como oficinas, bodegas, almacenes, etc. las cualesrequieren de mantenimiento de obra civil principalmente.
El mantenimiento 7ue le a)licaremos a estos &ru)os de e7ui)os lo des&losaremos entres cam)os de acción.
195

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 196/239
1. Plan de Mantenimiento )ro)iamente 7ue contiene los (ormatos de o)eración)or e7ui)o o m07uina.
2. El calendario de acti%idades 7ue nos indica la (recuencia en 7ue se reali'an lostra1a2os.
3. !a lista de Re%isión 8C ec? !ist9@ re%isiones diarias al iniciar y (inali'ar
o)eraciones.
". Plan de Mantenimiento. Formatos
+ara generar el formato *+lan de mantenimiento* tomaremos como partida los siguientes puntos#
<. "evantamiento de equipos, listado de maquinaria, equipos o sistemas involucrados.H. 6` de operación. -e refiere al n2mero de hoja y corresponde una hoja por máquina
o equipo.I. ctividad. Espec!fica las revisiones, servicios, limpie1as, etc.>. 7eali1o. &ndica el encargado de reali1ar el trabajo.?. 'recuencia. on que frecuencia se reali1an los trabajos, semanales, mensuales,
trimestrales, etc._. +er!odo. )arca el d!a inicial y el final del trabajo que regularmente es en per!odos
mensuales.K. 8bservaciones. Espacio destinado para anotaciones de eventualidades o
reprogramaciones.A. Elaboró. 6ombre del operador.=. Fo o. 6ombre del encargado.
Ejemplo de un formato
196
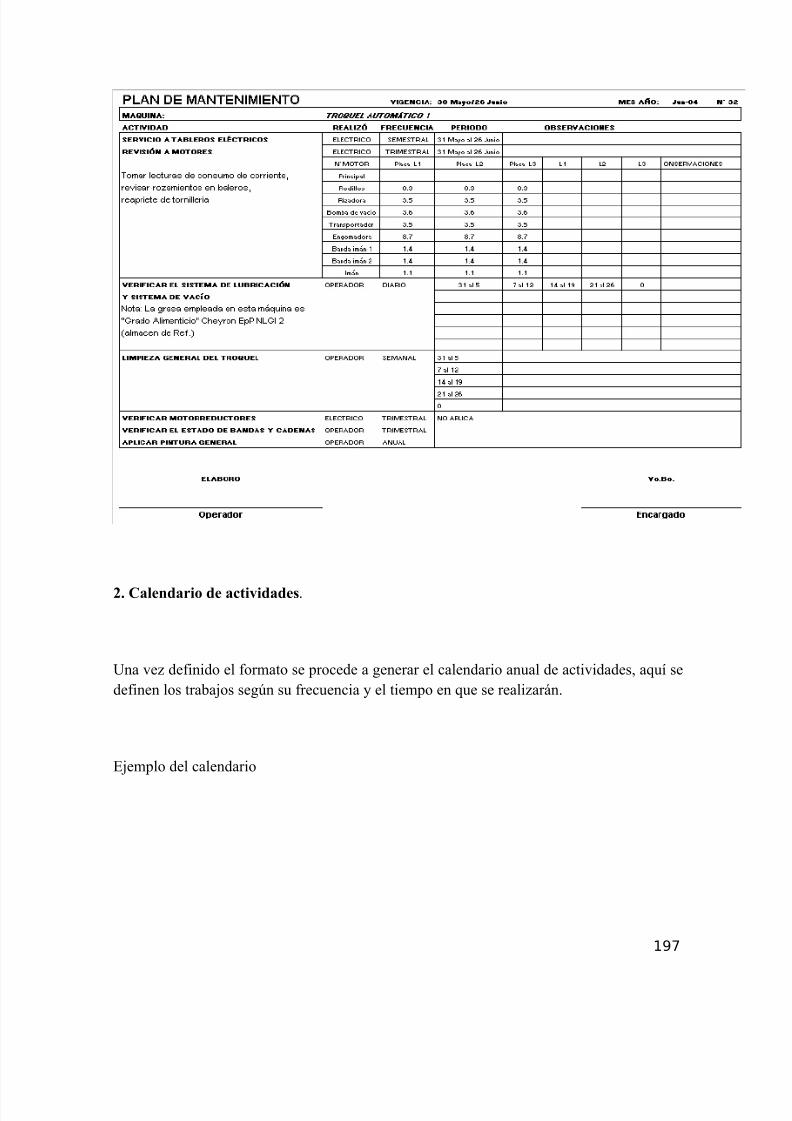
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 197/239
*. Calendario de acti%idades.
na ve1 definido el formato se procede a generar el calendario anual de actividades, aqu! sedefinen los trabajos seg2n su frecuencia y el tiempo en que se reali1arán.
Ejemplo del calendario
197

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 198/239
Producción Frecuencia
Semanas
Trimestral 1
Semestral 2
Anual 3
Trimestral 4
Semestral 5
Anual Mensual
Enero
5 al 10
12 al 17
19 al 24
26 al 31
5 al 31
Fe rero
2 al 7
9 al 14
16 al 21
23 al 2!
2 al 2!
$om%resor 1 Trimestral
Semestral
Anual
$om%resor 2 Trimestral
Semestral
Anual
$om%resor 3 Trimestral
Semestral
Anual
6ota# primeros tres colores E" /7& 8.
/rimestrales# 7evisión y limpie1a a tableros eléctricos
-emestrales# -ervicio a tableros eléctricos, revisión y limpie1a a motores eléctricos
nuales# -ervicio a motores eléctricos
olores siguientes. )ecánicos#
-emanales# 7evisión 6iveles de aceite
198
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 199/239
)ensuales# "ubricación a engranes expuestos
/rimestrales# 7evisión de bandas, cadenas, transmisiones, etc.
-emestrales# Ferificar estado de grasas y aceites en reductores, chumaceras y depósitos
nuales# +intura en general
-eg2n el criterio para organi1ar el mes podrá llegar a tener hasta cinco semanas.
"a forma de cómo reali1ar revisiones y servicios se verá en la sección de procedimientos.
+. !a lista de re%isión 8C ec? !ist9 Formato.
Este listado contiene las revisiones diarias antes y después del turno indicando lascondiciones del equipo, si llegará a existir alg2n problema, se detectar!a antes de empe1ar autili1ar el equipo y as! darle un mantenimiento preventivo y no correctivo.
Ejemplo#
199

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 200/239
200
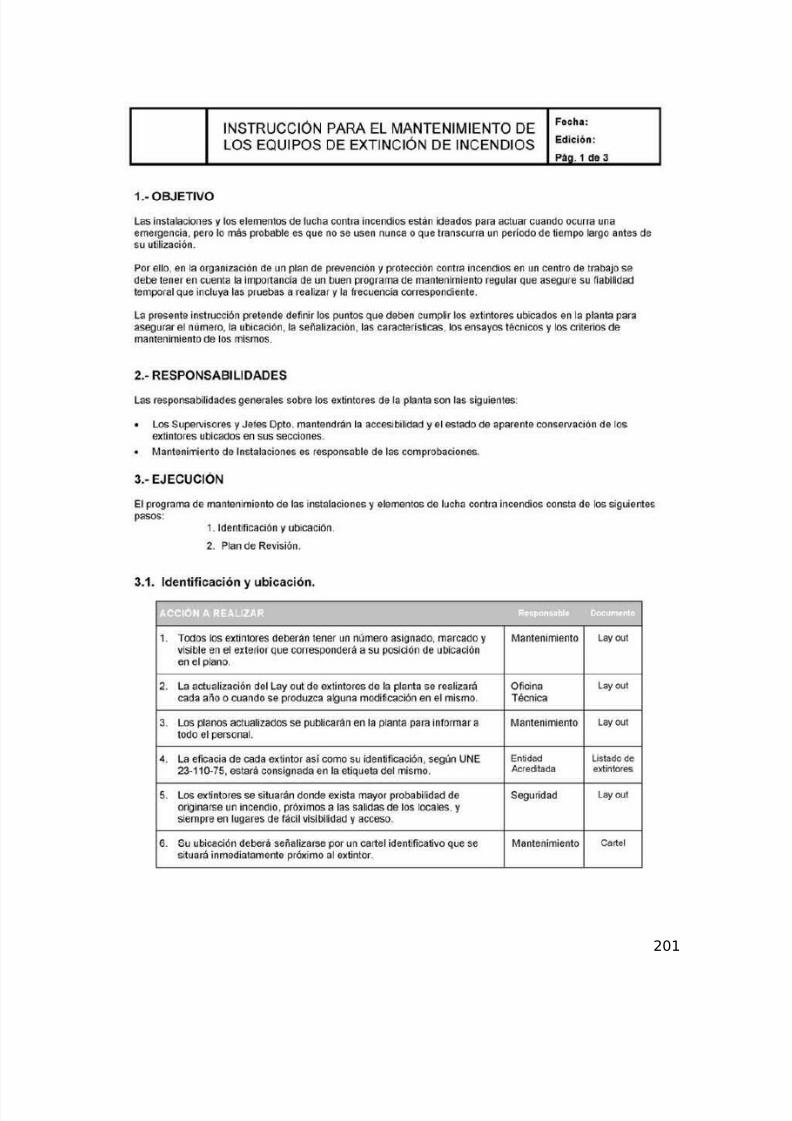
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 201/239
201

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 202/239
202

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 203/239
;E U "&-/ + 7 ) 6/E6&)&E6/8 +7EFE6/&F8
(7 +8# 6ombre de la )áquina# 62mero de )áquina# 'echa de Emisión# 'echa de /érmino# /iempo Empleado# (enerador de -ervicio#
antidad 7efacciones usadas 6o de parte
&nstrucciones#
4 5 7evisado y ien 4 5 7evisado 3 justado 4 5 7equiere 7eprogramarse'recuencia Descripción 8
U 68U 8bservaciones
68/ - &)+87/ 6/E- N8+87/ 6&D D DE )E 87 O<. -i encuentras alguna anormalidad que por alguna ra1ón no pudiste corregir favor anotarla con claridad.
H. -i encuentras un punto de mejora al procedimiento o que mejore al proceso o al producto anotarlo con claridad para su seguimiento.
Fo. o. 7esponsable del Departamento# Fo. o. +roducción#
203
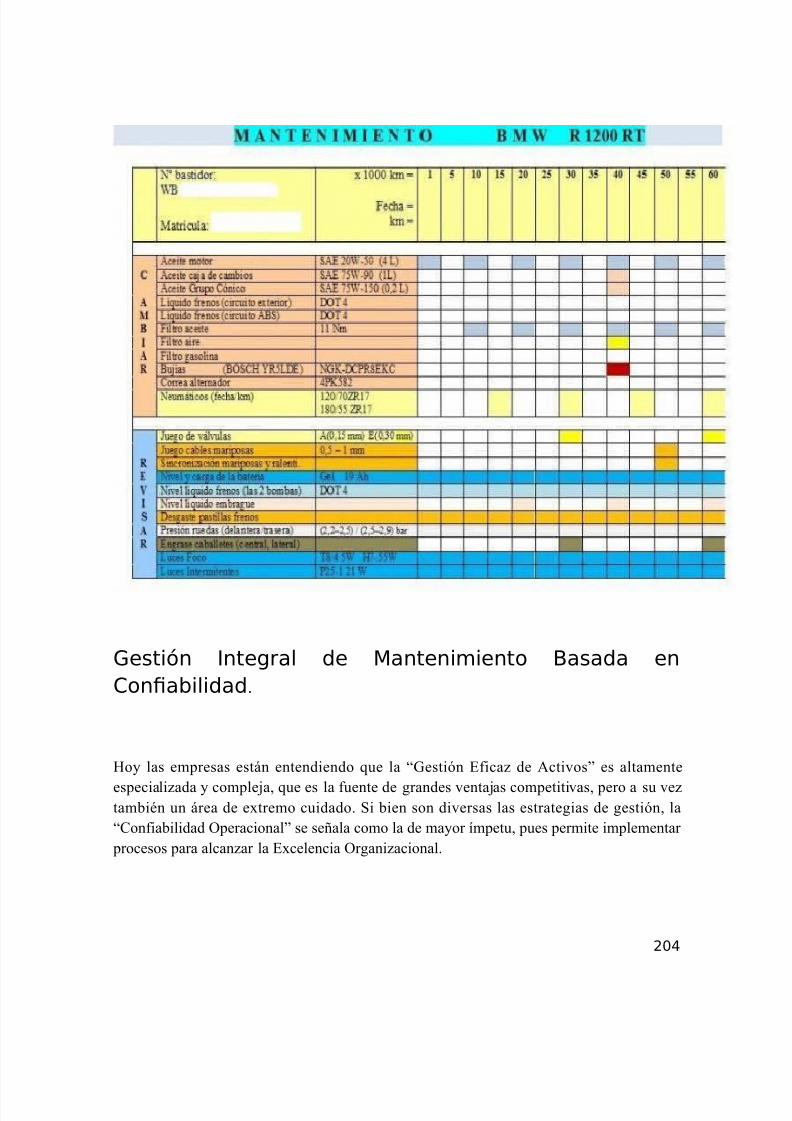
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 204/239
Gestión )ntegra' de Mantenimient %asada en# n+a,i'idad "
;oy las empresas están entendiendo que la N(estión Efica1 de ctivosO es altamenteespeciali1ada y compleja, que es la fuente de grandes ventajas competitivas, pero a su ve1también un área de extremo cuidado. -i bien son diversas las estrategias de gestión, laN onfiabilidad 8peracionalO se se$ala como la de mayor !mpetu, pues permite implementar procesos para alcan1ar la Excelencia 8rgani1acional.
204

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 205/239
"a 8ptimi1ación &ntegral del )antenimiento 4)&85 plantea un enfoque global paradesarrollar sus funciones en el marco de la onfiabilidad 8peracional. +ara ello debe cubrir cuatro áreas vitales# Desarrollo del /alento ;umano, Definición de Estrategias de (estión,8ptimi1ación de los ctivos '!sicos, y de los +rocesos y -istemas de &nformación.
"a conferencia despliega una serie de estrategias orientadas a la optimi1ación integral delárea de mantenimiento, alineadas con la visión y misión del negocio, cuyo objetivo eslograr la ompetitividad &nternacional. +ara ello utili1a indicadores claves de desempe$o, buscando la mayor alidad con la máxima +roductividad. +ero la calidad, la productividad,la -eguridad y el respeto al )edio mbiente no son suficientes, se deben mantener permanentemente, para lo cual se requiere del aporte de un quinto factor clave decompetitividad# la onfiabilidad.
-e estudian además algunas de las herramientas de la &ngenier!a de onfiabilidad, como elnálisis de riticidad, el ')E , el 7 y la 7 &, necesarios en la implementación de un
N-istema &ntegral de onfiabilidad 8peracional para el área de servicios industriales de laervecer!a avaria -. . de oyacá 4 olombia5O, que se presenta como caso práctico.
El resultado y éxito del sistema se cuantificó en términos de la reducción en los riesgos dela planta, reducción de las tasas de falla y el control de los mecanismos de deterioro, almismo tiempo que se estabili1aron los costos de operación y se logró reducir considerablemente los costos totales del mantenimiento. "a )&8 incluye las herramientasmás avan1adas en esos aspectos, tornándose en una poderosa al1aprima de transformaciónde la gestión moderna de activos.
Introducción.
En los 2ltimos treinta a$os, el mantenimiento dentro de la industria moderna haexperimentado una serie de profundas transformaciones a nivel tecnológico, económico,social, organi1acional y humano. Estos cambios son consecuencia de la actualcompetitividad de los negocios y la globali1ación de los mercados. nte este panorama, los principios de la N(estión de ctivos basada en &ngenier!a de la onfiabilidad 8peracionalO,
205

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 206/239
representan la 2nica v!a efectiva que permite a las empresas, enfrentar de forma eficientelos retos constantes a los cuales están sometidas las organi1aciones de hoy.
"a onfiabilidad 8peracional se define como una serie de procesos de mejoramientocontinuo, que incorporan en forma sistemática, avan1adas herramientas de diagnóstico,técnicas de análisis y nuevas tecnolog!as, para optimi1ar la gestión, planeación, ejecución ycontrol de la producción industrial. "a onfiabilidad 8peracional lleva impl!cita lacapacidad de una instalación 4procesos, tecnolog!a, gente5, para cumplir su función o el propósito que se espera de ella, dentro de sus l!mites de dise$o y bajo un espec!ficocontexto operacional.
El )antenimiento en cada uno de los niveles de su estructura organi1ativa debe aportar estrategias de mejoramiento, a partir del diagnóstico y análisis de las oportunidades para laoptimi1ación de costos y la evaluación del impacto del mantenimiento, en sus cuatro áreasfundamentales#
Ca)acidad de Producción
• )ejora de la productividad de la planta• umento de la capacidad de los equipos
Costos de Manu(actura
• 7educción de tiempos de mantenimiento• 7educción de los tiempos de paradas
Se&uridad Industrial
• 7educción de fallas cr!ticas y catastróficas• )ayor seguridad del personal
206

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 207/239
Satis(acción de los Clientes
• umplimiento de las entregas• lta calidad de los productos
"as empresas que han logrado impactar en forma real estas cuatro áreas, pertenecen al privilegiado grupo de las empresas de N lase )undialO, y el aspecto que las identifica es laaplicación de prácticas comunes denominadas N"as Die1 )ejores +rácticasO, que son#
• /rabajo en equipo• ontratistas orientados a la productividad• &ntegración con proveedores de materiales y servicios• poyo y visión gerencial• +lanificación y programación proactiva• )ejoramiento cont!nuo• (estión disciplinada de materiales• &ntegración de los sistemas• (erencia de paradas de plantas• +roducción basada en onfiabilidad
5estión Inte&ral del Mantenimiento.
"as áreas de mantenimiento de la industria moderna deben preparase para un entornodinámico, propio de una econom!a globali1ada y de constante evolución tecnológica,adoptando esquemas flexibles que le permitan cambiar y evolucionar en todos los aspectosde la organi1ación a fin de asegurar su viabilidad futura.
"a (estión &ntegral del )antenimiento busca garanti1arle al cliente interno o externo ladisponibilidad de los activos fijos, cuando lo requieran con onfiabilidad y -eguridad/otal, durante el tiempo óptimo necesario para operar con las condiciones tecnológicasexigidas previamente, para producir bienes o servicios que satisfagan necesidades, deseos orequerimientos de los usuarios, con los niveles de calidad, cantidad y tiempo solicitados, en
207
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 208/239
el momento oportuno, al menor costo posible y con los mayores !ndices de productividad,rentabilidad y competitividad.
En este nuevo milenio el área de mantenimiento ha sufrido grandes transformacionesdejando de ser vista como un centro de costos, para pasar a ser un proceso integral quecontribuye a la generación de utilidades industriales, y es responsable de la sobrevivenciade la empresa. El mantenimiento actual posee un rol destacado dentro de la onfiabilidad8peracional por su importante contribución a la -eguridad, respeto al )edio mbiente ,+roductividad y 7entabilidad industrial, garanti1ado una alta disponibilidad y confiabilidadde los activos. on la finalidad de explotar las ventajas disponibles en la gestión de activosy de garanti1ar su gerencia responsable, se necesita trabajar sobre tres principios básicos#
• tili1ar N/alento ;umanoO idóneo• (estionar el conocimiento pertinente• /omar las decisiones en forma correcta
n proceso efica1 de (estión &ntegral del )antenimiento requiere involucrarse en un proyecto de cambio que debe basarse en los siguientes puntos#
• reer que el cambio es importante y valioso• /ener una visión que describa el estado deseado• &mplementar estrategias para alcan1ar la visión• "iderar el proceso con las personas adecuadas• &dentificar las barreras reales y potenciales• )edir los resultados con indicadores de gestión• Entrenar y formar para corregir comportamientos no deseados• Establecer sistemas óptimos de reconocimiento y recompensas
"a 8ptimi1ación &ntegral de los ctivos propone, en función de la orientación de losnegocios y el plan estratégico, un enfoque para desplegar la función del mantenimientodentro de un marco conceptual global, integral y estructurado. "a )&8 requiere laoptimi1ación de sus cuatro áreas fundamentales 4'igura < 5# "a (estión del /alento;umano, la Definición de Estrategias, los 7ecursos '!sicos y )ateriales, y los sistemas y
208

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 209/239
los +rocedimientos, desarrollando para cada una de ellas sus aspectos conceptuales y unefica1 proceso de implementación.
"a (estión &ntegral del )antenimiento, incluye una serie de estrategias alineadas con lamisión del negocio, cuyo objetivo es lograr la ompetitividad 8rgani1acional. +araalcan1arla existen cinco factores claves# la seguridad, la +roductividad, el respeto por elmedio ambiente y la onfiabilidad.
"a onfiabilidad es lo que faculta asegurar los cuatro factores a lo largo del tiempo y por lotanto garanti1a la rentabilidad. "a onfiabilidad del /alento ;umano es la estrategia clave
para gestionar la información y tomar las decisiones más acertadas. El desarrollo del/alento ;umano, es por tanto el elemento indispensable para incrementar la onfiabilidadde los ctivos.
5estión del Talento $umano.
209

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 210/239
En un proceso de 8ptimi1ación &ntegral del )antenimiento es esencial la gestión efica1 del/alento ;umano, mediante el uso de modelos de competencias, la dirección por valores, eltrabajo en grupo 4(roupPare y o0floP5, el empoderamiento 4EmpoPerment5, elentrenamiento 4 oaching5, el "idera1go y la &nteligencia Emocional, porque se requiereque cada una de las personas se involucre con la misión y objetivos estratégicos de laempresa.
"a onfiabilidad del /alento ;umano se define como la probabilidad de desempe$oeficiente y efica1 de las personas, en todos los procesos, sin cometer errores o fallasderivados del conocimiento y actuar humano, durante su competencia laboral, dentro de unentorno organi1acional espec!fico. "a onfiabilidad ;umana incluye m2ltiples elementos para la proyección personal 4Fer 'igura H5, que permiten optimi1ar los conocimientos,habilidades y destre1as de los individuos con el fin de generar N apital ;umanoO.
El apital ;umano permite el incremento de la capacidad de producción, mediante eldesarrollo de las competencias de los trabajadores de la empresa. Está formado por elingenio y el conocimiento que hacen parte de las personas, su salud mental y la calidad desus hábitos de trabajo. Estas facultades se adquieren con entrenamiento, experiencia,dedicación y formación. /ambién es com2n se$alar al apital ;umano como indispensable para la competitividad de las econom!as modernas ya que su productividad se basa en lageneración, difusión y uso del conocimiento. apturar y aprovechar las facultades humanas
210

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 211/239
en beneficio de la organi1ación, permite convertir apital &ntelectual en apital 'inanciero,lo cual constituye un nuevo paradigma industrial.
"os procesos de la onfiabilidad ;umana necesitan satisfacer ciertos criterios#
• -e debe trabajar con enfoque sistémico simple, no burocrático, que seacomprendido por todos.
• "os procesos de apacitación para /oda la Fida deben establecerse prioritariamente.
• Debe haber un N"!der de onfiabilidadO del más alto nivel, con dedicación total aldesempe$o de su función.
•
"os roles individuales conocidos por todos, deben ser alcan1ables y con metasclaras que puedan ser medidas fácilmente.• El Uairyo, &nnovación y 7eingenier!a deben ser herramientas de uso continuado.• ada falla técnica o error humano debe ser visto como una oportunidad de
mejoramiento.• -e deben mantener programas de )ejoramiento ont!nuo
El mejoramiento de la onfiabilidad ;umana se puede lograr mediante la implementaciónde varias estrategias, que incluyan una adecuada (estión del onocimiento, laconsolidación de los Equipos 6aturales de /rabajo, la aplicación de -istemas de
ompetencias y la creación de comunidades del conocimiento, gestionando efica1mente sudesempe$o, con el fin de asegurar su competitividad, su efectividad y poder preservar elconocimiento como el activo principal de la organi1ación.
Estrate&ias de Con(ia1ilidad $umana.
"os procesos soportados en las herramientas de la onfiabilidad 8peracional, son la basede las estrategias que se generan para alcan1ar la excelencia en las actividades industriales.
omo se dijo anteriormente las estrategias vitales para el mejoramiento de la onfiabilidad;umana, son las cuatro siguientes, mostradas en la 'igura I.
211

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 212/239
5erencia del Conocimiento. )ediante una efica1 gestión del conocimiento se desarrolla el proceso de selección que suministra el /alento ;umano capacitado para ejercer las laboresindustriales y preservar el N apital &ntelectualO de la organi1ación.
"a (estión del onocimiento hace referencia a la planificación, organi1ación, dirección,coordinación y control de una red de personas incorporadas en los procesos de la culturaorgani1acional y apoyadas por las tecnolog!as de la información y las comunicaciones, que busca la creación, adquisición, adaptación, asimilación, organi1ación, transmisión, protección, uso y conservación del conocimiento, generando beneficios intelectuales,tangibles e intangibles, orientados a potenciar las competencias de la organi1ación y lageneración de valor.
Es importante considerar el hecho que la empresa por s! sola no puede generar conocimiento, sino que son las personas que la componen, quienes establecen las nuevas percepciones, pensamientos y experiencias, que constituyen el NUnoP ;oPO de laorgani1ación. En realidad quien aprende es la persona. +or ello junto a la evaluación deconocimientos adquiridos y experiencias reali1adas, debe valorarse su capacidad deaprendi1aje. +ara aprender es fundamental tener objetivos que alcan1ar y metas quecumplir, para lo cual se requiere un alto nivel de interés y motivación.
"a fuer1a de trabajo como capital intelectual, es quien resuelve los problemas y provee lasactividades para asegurar el éxito. +ero se requiere que la alta gerencia lidere procesos de
212

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 213/239
formación, motivación e incentivación de los trabadores, para generar nuevas actitudes,reconocimiento y confian1a, en el mediano y largo pla1o.
Formación )or Com)etencias. Es la herramienta indispensable para enfrentar los nuevosdesaf!os del entorno. El )odelo de ompetencias es una de las estrategias principales en eldesarrollo del /alento ;umano, busca impulsar al más alto nivel de calidad lascompetencias individuales, acordes con las necesidades operativas, y garanti1a el desarrolloy administración del potencial intelectual de todos los miembros de la organi1ación.
El avance tecnológico, la globali1ación de los mercados y el aumento de la productividad ponen de manifiesto, que la ventaja competitiva de las organi1aciones depende de su
apital ;umano. Esto justifica la necesidad de un nuevo enfoque de la (estión del /alento;umano, que posibilite un mejor alcance de los objetivos estratégicos de la misma. "a(estión asada en ompetencias es el nuevo modelo integral para gestionar el talento, que promueve la identificación, adquisición, potenciación y desarrollo de competencias quea$aden valor a la organi1ación.
En la era actual, donde la información y la tecnolog!a están al alcance de todos, la 2nicaventaja competitiva es la capacidad personal de adaptarse al cambio. Esto se logra medianteel impulso que genera la formación para toda la vida del /alento ;umano, donde se mide yvalora la formación y experiencias, de acuerdo con un sistema de competencias.
E7ui)os Naturales de Tra1a2o. -on un conjunto de personas de diferentes funcionesdentro de la organi1ación que trabajan juntas por un per!odo de tiempo determinado en unclima de potenciación de energ!a, para anali1ar los problemas de los diferentesdepartamentos, hacia el logro de un objetivo com2n. "os miembros de un Equipo 6aturalde /rabajo, no deben ser más de die1 personas y deben conformarse t!picamente como seobserva en la 'igura >, con uno o dos representantes por las diferentes funciones.
n aspecto primordial en la industria moderna es la conciencia sobre la visión empresarial,que gu!a las acciones de los Equipos 6aturales de /rabajo, con el objeto de asegurar laimplementación de las diversas estrategias, la sincroni1ación de las actividades, el
213

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 214/239
establecimiento de los planes integrales de acción y la optimi1ación de los costos de producción y mantenimiento de la organi1ación.
5erencia del Desem)e o. Es el proceso que permite evaluar y monitorear la idoneidad del/alento ;umano durante la implantación y desarrollo de las estrategias propuestas, con elfin de garanti1ar la generación de valor, y establecer acciones correctivas de manera proactiva. "a gestión delTalento $umano comprende formación de habilidades,competencias, motivación, entrenamiento, toma de conciencia, empoderamiento, selección,evaluación y otros, as! como un proceso efectivo para garanti1ar la retención delconocimiento en la organi1ación.
no de los aspectos claves de la formación industrial es la gestión del desempe$o personal, pero sobre todo gestionar lasrelaciones entre las )ersonas. ;oy existe gran cantidad desoftPare para capacitación que cubre casi todas las áreas del conocimiento. +or tanto, laresponsabilidad principal no consiste en crear expertos, sino en lograr el aprendi1aje dehabilidades sociales y de relaciones interpersonales.
"a clave para alcan1ar la excelencia organi1acional se centra en las )ersonas y su &estión."as empresas se están dando cuenta de que más allá de las tecnolog!as y los procesos, sonel saber y losconocimientos de sus colaboradores, cada ve1 más preparados, los queaportan elCa)ital Intelectual a la organi1ación.
214
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 215/239
+ara gestionar efica1mente el desempe$o del /alento ;umano es necesario vencer“ laresistencia al cam1ioO, que es una conducta natural del ser humano ante cada situaciónnovedosa, cada propuesta diferente, o todo aquello que transforma el esquema de pensamiento y acción vigente. (estionar el cambio es una tarea cardinal de la altadirección. "a gerencia debe afrontar el proceso de cambio, creando un clima organi1acionaldonde técnicos, facilitadores y l!deres, asuman riesgos y orienten nuevas iniciativas,cuidando el balance entre lo informal y la b2squeda de objetivos reales.
De(inición de las Estrate&ias.
uando hay que enfrentar el desaf!o de desarrollar nuevas estrategias, normalmente seescoge uno de dos enfoques. El primero se basa en reglas o normas, y busca obtenerlas delas lecciones aprendidas. El segundo consiste en reducir las opciones dentro de un amplioconjunto de alternativas para luego hacer un análisis lógico hasta llegar a la estrategiaóptima.
"as empresas exitosas obtienen ventajas competitivas sin usar las listas de reglasestablecidas y el enfoque de reducción de opciones. +or el contrario, adoptan conductas quedesaf!an el sentido com2n, que toman por sorpresa al mercado y al competidor. Estascompa$!as parecen contar con opciones no consideradas, o inicialmente desechadas por otros.
+ara definir nuevas estrategias se deben considerar los siguientes elementos#
• "a Estrategia (lobal de la Empresa• "os 8bjetivos Estratégicos ompetitivos• "os +rocesos de Decisión• "a riticidad de la +lanta• El nálisis 'uncional de los ctivos• "as 6uevas /endencias del )antenimiento• "os &ndicadores laves de Desempe$o
215

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 216/239
Dentro de las principales estrategias a usar en un sistema de mantenimiento con enfoque proactivo, se consideran#
• 'omentar el /rabajo en Equipo• Desarrollar &ntegralmente el /alento ;umano• onstruir una 6ueva ultura de onfiabilidad• plicar ;erramientas de onfiabilidad 8peracional• +royectar la función del )antenimiento para la +roductividad• Establecer panoramas de 7iesgo y de +rotección del )edio mbiente• tili1ar +rocesos de Uairyo y 7eingenier!a del )antenimiento• (estionar en forma óptima la &nformación del )antenimiento
Estrate&ias de Con(ia1ilidad O)eracional.
En la medida que se implementen nuevas estrategias y se estable1can sus requisitos, sedeterminan los procesos lógicos para ejecutarlas y la información de materiales y equipos,con las necesarias competencias del /alento ;umano. Existen diferentes estrategias de la
onfiabilidad 8peracional para mejorar los procesos y actividades del mantenimiento.Dentro de las nuevas técnicas de gestión, las cuatro esenciales de soporte para la
onfiabilidad de los ctivos, se muestran en la 'igura ?.
El Mantenimiento :asado en Condición 8C:M9@ se lleva a cabo con base en el estadodeterminado de los activos, que se establece vigilando los parámetros claves de operación,cuyos valores se ven afectados por su estado real. +ara poder medir estas condiciones seutili1an técnicas de análisis y diagnóstico de muy amplia divulgación actual y pruebas nodestructivas.
216

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 217/239
El Mantenimiento Producti%o Total 8TPM9@es un moderno sistema gerencial de soporteal progreso industrial, que permite con la participación activa de toda la organi1ación tener equipos de producción siempre listos. -u metodolog!a, soportada por m2ltiples técnicas de
gestión, las teor!as de la alidad /otal y del Uai1en aponés, establece las prácticasadecuadas para mejorar la productividad, la rentabilidad y la competitividad empresarial.
El Mantenimiento Centrado en Con(ia1ilidad 8RCM9@ es un enfoque sistemático paradise$ar planes que eleven la onfiabilidad 8peracional de los equipos con un m!nimo costoy riesgo% para lo cual combina técnicas de +), +d) y +r), mediante acciones justificadasde manera técnica y económica.
El objetivo primario del 7 ) es conservar la función de sistema, antes que la función delactivo.
"a O)timi'ación del Mantenimiento Planeado 8PMO9, es una metodolog!a dise$ada para revisar los requerimientos de mantenimiento, el historial de las fallas y la informacióntécnica de todos los activos en operación. "a +)8 facilita el dise$o de un marco de trabajo
racional, rentable, seguro y eficiente, cuando un sistema de )antenimiento +reventivo seencuentra consolidado y la planta se tiene bajo control. "a fuer1a fundamental de la +)8se basa en que las acciones de mantenimiento tienen valor agregado, y que el sistemagenera mejoras en muchos aspectos de la gestión de activos de la empresa, aparte del
nálisis de onfiabilidad.
217

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 218/239
En la implementación de un Sistema de Con(ia1ilidad es obligatorio establecer un planestratégico que permita la creación de un ambiente propicio para el éxito. El proyecto debeiniciar con la previsión y planeación de actividades, debe fundamentarse en los 2ltimosavances tecnológicos, y debe concluir con la integración masiva de las estratégicas propuestas, lo que crea en definitiva un sistema deO)timi'ación Inte&ral deMantenimiento 8MIO9.
O)timi'ación de los Acti%os.
"a N(estión de ctivosO se define como el juego de disciplinas, procedimientos yherramientas esenciales para optimi1ar el impacto total de los costos, exposición al riesgo ydesempe$o ;umano en la Fida del 6egocio, asociado con la onfiabilidad, Disponibilidad,
sabilidad, )antenibilidad, "ongevidad, Eficiencia y regulaciones de cumplimiento de la-eguridad y el )edio mbiente, de los activos totales de la compa$!a.
El proceso de 8ptimi1ación de los ctivos implica adquirir todos los recursos materialesesenciales para ejecutar las estrategias establecidas. -e deben definir las máquinas, losequipos e instrumental, con los repuestos necesarios para ejecutar las tareas. "a &ngenier!ade la onfiabilidad se destaca como el marco en el cual conviven las metodolog!asnecesarias para la optimi1ación de los activos.
Dentro de la optimi1ación de los activos f!sicos de la empresa se debe considerar losiguiente#
• Definir las máquinas y las herramientas• dquirir repuestos y materiales esenciales• Determinar criticidad, accesibilidad, usabilidad, tiempo de reposición, costo y demanda• 7epuestos entrados en onfiabilidad 47 -5• Vndices de rotación de repuestos estratégicos• provisionamiento Económico Yptimo
218

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 219/239
-on m2ltiples las herramientas que usa la (estión de ctivos para alcan1ar la excelencia."as seis que a juicio del autor, son las más usadas para generar estrategias vitales en elmejoramiento de la onfiabilidad 8peracional, se muestran en la 'igura _, y se definen acontinuación.
El An0lisis de Criticidad 8CA9@ es una técnica que permite jerarqui1ar instalaciones,sistemas y equipos, en función de su impacto global, con el fin de facilitar la toma dedecisiones.
El An0lisis de Modos y E(ectos de Falla 8FMEA9, es una metodolog!a que permitedeterminar los modos de falla de los componentes de un sistema, el impacto y la frecuencia
con que se presentan.
El An0lisis Causa Ra3' 8RCFA9@es un procedimiento sistemático que se aplica con elobjetivo de precisar las causas que originan las fallas, sus impactos y sus frecuencias deaparición, para poder mitigarlas o eliminarlas.
"a Ins)ección :asada en Ries&os 8R:I9, es la técnica que permite definir la probabilidadde falla de un sistema, y las consecuencias que las fallas pueden generar sobre la gente, el proceso y el entorno.
El An0lisis Costo - Ries&o - :ene(icio 8:RCA9, es una metodolog!a que permiteestablecer una combinación óptima entre los costos de reali1ar una actividad y los
219

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 220/239
beneficios generados, con base en el valor del riesgo que involucra la reali1ación, o no, detal acción.
El An0lisis del Costo del Ciclo de /ida 8!CC9@ es una técnica que permite elegir entreopciones de inversión o acciones de mejora de la confiabilidad con base en su efecto en elcosto total del ciclo de vida de un activo nuevo o en servicio.
El éxito de la implementación de un sistema de O)timi'ación de Acti%os radica en adaptar un Modelo de Con(ia1ilidad de acuerdo con las necesidades particulares y el estado delmantenimiento de cada empresa. "as mejores prácticas plantean que se debe optimi1ar el plan de mantenimiento con base en losAn0lisis de Con(ia1ilidad, para minimi1ar lasfallas imprevistas de las máquinas en los procesos productivos, y reducir al máximo elreempla1o de equipos% lo cual se traduce en disminución real de los costos de produccióncon el consiguiente aumento de la competitividad de la empresa.
O)timi'ación de los Procesos y Sistemas.
n sistema de gestión de procedimientos administra las operaciones industriales bajo la perspectiva del proceso, enfila los requerimientos de los clientes y los objetivos del negociocon indicadores de los procesos% monitorea el desempe$o, a la ve1 que asegura que laorgani1ación esté en l!nea con los procesos. 'ijar loso12eti%os de rendimiento de los procesos, evaluar el nivel actual dedesem)e o y establecer el)lan de acción para sumejoramiento, son los tres elementos primordiales de un sistema de gestión por procesos.
Dentro de la optimi1ación general de los procesos y procedimientos se deben considerar#
• 7egistro del ;istorial de Equipos• +lanificación y +rogramación de ctividades
220

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 221/239
• +lan &ntegral de )antenimiento• nálisis osto 9 7iesgo 9 eneficio• (estión de &nventarios• nálisis y Diagnóstico de -istemas• ontrol de &ndicadores de (estión• +lan de )ejoramiento ontinuo
"a optimi1ación de los procesos requiere que los equipos de planeación tengan la autoridad para cambiar la manera como se ejecutan las actividades% para lo cual se requiere, deacuerdo con la magnitud del cambio# una reingenier!a del proceso, o una mejoraincremental.
En las organi1aciones de hoy todo se justifica con base en los nálisis de ostos. "ainformación acumulada de costos de producción y mantenimiento, de mano de obra, demateriales, de manejo de inventarios y los datos de onfiabilidad y Disponibilidad, son losIndicadores Cla%es de Desem)e o 8UPIs9, para la optimi1ación de los procesos.
+ara lograr la transformación que asegure la viabilidad de la compa$!a para competir conéxito en el actual milenio, for1osamente tendrán que cambiarse la cultura, el lidera1go, elclima laboral, los sistemas de dirección, las pol!ticas y los procedimientos, y que estoscambios estén guiados por los objetivos y por las estrategias, y estas a su ve1 por laMisióny la /isión de la organi1ación.
Sistemas de 5estión de In(ormación.
n -istema de &nformación compendia todos los procesos, procedimientos y recursosinvolucrados en mantener una organi1ación en funcionamiento, con realimentación a travésde su propia producción de información, y a través de la generación de informaciónexterna, ejerciendo el control sobre los parámetros vitales de la misma.
221

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 222/239
"os -istemas de (estión permiten convertir las acciones de mantenimiento en unidades denegocios rentables. l hacer más eficientes todas las actividades, se optimi1an la
onfiabilidad, Disponibilidad y )antenibilidad, bajando los costos de los procesos, y por tanto mejorando la rentabilidad de la empresa.
n Sistema de In(ormación 5erencial es de gran utilidad en )antenimiento, porque#
• 'acilita la presentación de los reportes de costos y tiempos con un análisis de tendencias• )uestra instantáneamente el estado de ejecución de los programas• +ermite la presentación gráfica y precisa de logros a la gerencia• )ejora la preparación y presentación de informes• ontribuye al control de las desviaciones de los objetivos y facilita su corrección
prematura• +osibilita la simulación de las decisiones y sus resultados
na ve1 definidos los requerimientos, las necesidades de apoyo y los procesos de trabajo,se debe fijar la atención en el uso efica1 delSistema de 5estión de Mantenimientoa)oyado )or Com)utador 8CMMS9, o de un Sistema de Planeación de RecursosEm)resariales 8ERP9, o un Sistema de 5estión de Acti%os Em)resariales 8EAM9,existente o futuro.
A)licación Pr0ctica. 4E E)+"85.
omo caso práctico de aplicación de la metodolog!a propuesta se presentan los resultadoslogrados en la implementación de un“ -istema &ntegral de onfiabilidad 8peracional para
el área de servicios industriales de la ervecer!a avaria -. . de oyacá 4 olombia5” ,donde se usaron, además de un plan general de (estión &ntegral de )antenimiento, algunasde las herramientas de la &ngenier!a de onfiabilidad, como el nálisis de riticidad, el')E , el 7 y la 7 &, para desarrollar un sistema que permitió evaluar elcomportamiento de los equipos, determinar su operatividad y establecer los compromisosde mantenimiento e inspección necesarios para garanti1ar la Inte&ridad Mec0nica de lasinstalaciones.
222

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 223/239
"as herramientas que se usaron para el dise$o del -istema &ntegrado de onfiabilidad8peracional de la ervecer!a de oyacá, se muestran en la 'igura K.
An0lisis de Criticidad.
"os criterios o parámetros que se utili1aron para elaborar las encuestas, las tablas de ponderación y el cálculo de los valores de criticidad de los sistemas fueron los siguientes#frecuencia de fallas 4)/ '5, seguridad, medio ambiente, costos 48peraciones y)antenimiento5, producción, tiempo promedio para reparar 4)//75 y satisfacción delcliente. "uego de recolectar todas las encuestas debidamente diligenciadas se procedió aevaluar cada uno de estos parámetros, con una tabla gu!a de ponderación.
on la puntuación de cada parámetro, se aplica la ecuación de criticidad que vieneexpresada de la siguiente forma _ #
223

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 224/239
En la figura A se muestra como se procesó la información recolectada durante la aplicacióndel nálisis de riticidad, se puede apreciar el valor de cada uno de los parámetros deevaluación y finalmente el valor de criticidad de cada equipo.
En la figura = se muestra la clasificación de equipos de alta media y baja criticidad.
An0lisis de Modos y E(ectos de Falla 8FMEA9.
224
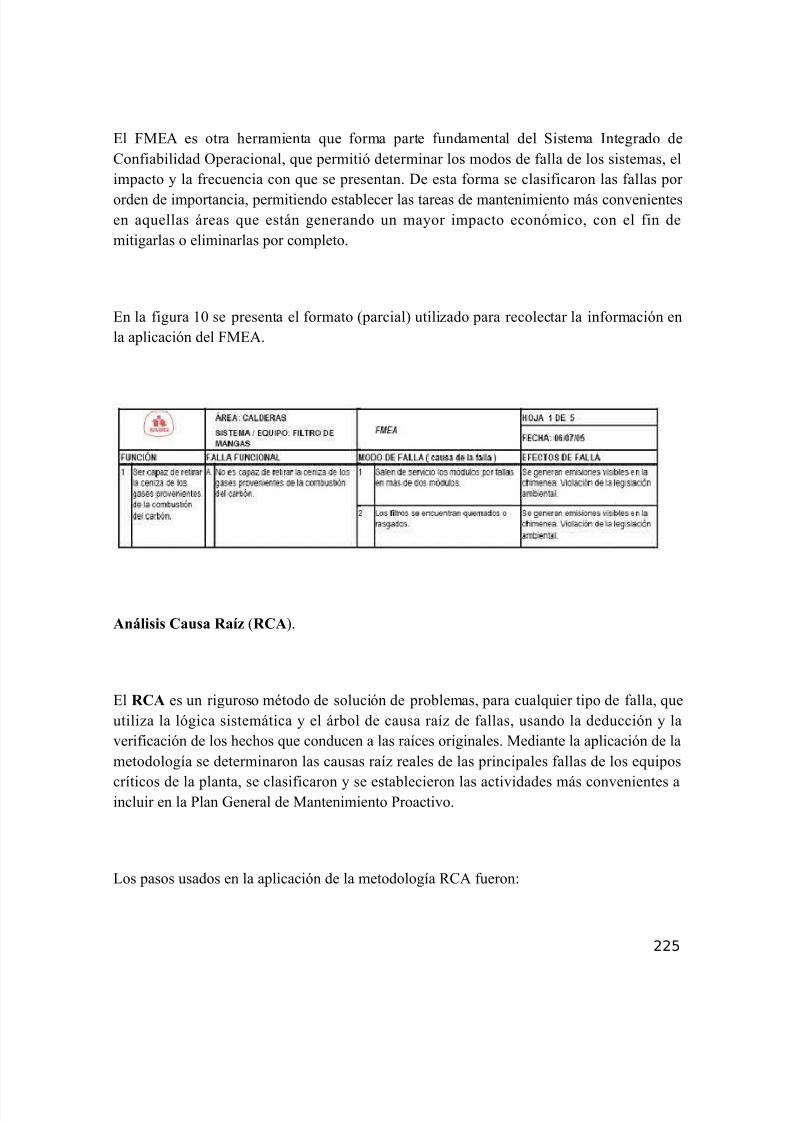
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 225/239
El ')E es otra herramienta que forma parte fundamental del -istema &ntegrado deonfiabilidad 8peracional, que permitió determinar los modos de falla de los sistemas, el
impacto y la frecuencia con que se presentan. De esta forma se clasificaron las fallas por orden de importancia, permitiendo establecer las tareas de mantenimiento más convenientesen aquellas áreas que están generando un mayor impacto económico, con el fin demitigarlas o eliminarlas por completo.
En la figura <B se presenta el formato 4parcial5 utili1ado para recolectar la información enla aplicación del ')E .
An0lisis Causa Ra3' 4RCA5.
El RCA es un riguroso método de solución de problemas, para cualquier tipo de falla, queutili1a la lógica sistemática y el árbol de causa ra!1 de fallas, usando la deducción y laverificación de los hechos que conducen a las ra!ces originales. )ediante la aplicación de lametodolog!a se determinaron las causas ra!1 reales de las principales fallas de los equipos
cr!ticos de la planta, se clasificaron y se establecieron las actividades más convenientes aincluir en la +lan (eneral de )antenimiento +roactivo.
"os pasos usados en la aplicación de la metodolog!a 7 fueron#
225

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 226/239
• Describir el evento de la falla• Describir los modos de falla• "istar las causas potenciales de falla y verificar • Determinar y verificar las ausas 7a!1 '!sicas• Determinar y verificar las ausas 7a!1 ;umanas• Determinar y verificar las ausas 7a!1 del -istema
En la figura << se muestra un ejemplo del árbol de fallas que reali1ó un compresor de'reón.
Ins)ección :asada en Ries&os 8R:I9.
226
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 227/239
"a R:I es la técnica que permite definir la probabilidad de falla de un sistema, y lasconsecuencias que las fallas pueden generar sobre la gente, el proceso y el entorno. Elriesgo es la pérdida potencial asociada a un evento con probabilidad no despreciable deocurrir en el futuro. El riesgo de falla es calculado como el producto de la probabilidad defalla por la consecuencia de la falla.
"uego de decidir que la 7 & era una herramienta apropiada para formar parte delSistemaInte&rado de Con(ia1ilidad, se desarrolló la metodolog!a, se dise$aron las tablas deevaluación de probabilidad y consecuencia, se identificaron los riesgos, se estimó la probabilidad y la consecuencia, y finalmente se evaluó la significancia de cada uno de losriesgos obtenidos y su impacto sobre# la seguridad, la calidad, el medio ambiente y la saludocupacional.
El plan de inspección se reali1ó principalmente con el propósito de detectar da$os cr!ticos yfacilitar el establecimiento de acciones correctivas, antes de que la degradación se conviertaen cr!tica para la integridad de los equipos. on esta óptica los programas de inspección pueden ser ajustados para focali1ar áreas de alta probabilidad de falla más que equipos conalta consecuencia, es decir riesgos de alto nivel.
"uego de la conformación e implementación del Sistema Inte&rado de Con(ia1ilidadO)eracional, se desarrolló un programa general deMantenimiento Proacti%o que seapoya en el contexto operacional de los equipos. "aCon(ia1ilidad O)eracional permitióestablecer más efica1mente la priori1ación de los programas y planes de mantenimiento, einclusive posibles redise$os y modificaciones menores, y fijar prioridades en la programación y ejecución de órdenes de trabajo.
El Sistema Inte&rado facultó el adiestramiento y desarrollo de habilidades en el personal,dado que se dise$ó un plan de formación técnica y de crecimiento personal, basado en lasnecesidades reales de las instalaciones, tomando en cuenta las áreas más cr!ticas, que esdonde se concentran las mejores oportunidades de mejora y de valor agregado.
227

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 228/239
El resultado y éxito del sistema se cuantificó en términos de la reducción en los riesgosgenerales de la planta, disminución de las tasas de falla de los equipos y el control de losmecanismos de deterioro identificados, al mismo tiempo que se estabili1aron los costos deoperación y se logró una reducción considerable en los costos totales del mantenimiento.
E6celencia Em)resarial.
El )antenimiento de hoy, está cambiando principios antiguos por nuevos paradigmas deexcelencia. "as modernas prácticas de5estión de Acti%os y Con(ia1ilidad O)eracionalson las estrategias centrales de las empresas enfocadas en alcan1ar la competitividadinternacional.
"a figura <H, muestra laPir0mide Tecnoló&ica sugerida por el autor para desarrollar procesos de O)timación Inte&ral del Mantenimiento en busca de laE6celenciaEm)resarial % donde se parte de la c2spide de la pirámide tradicional, que se toma como base de la estrategia global de las empresas deClase Mundial, para ir de lo general a loespec!fico.
"a 5estión de Acti%os, como proceso global a través del cual se agrega valor a lacompa$!a, es un nuevo modelo gerencial que implica grandes cambios en las estrategias,tecnolog!a y recursos, y un cambio de actitud de las personas involucradas. +ara conseguir los resultados deseables sobre los activos de la organi1ación, se debe crear conciencia deltrabajo en equipo dentro de laCultura de la Con(ia1ilidad, en la b2squeda del biencom2n.
"a Con(ia1ilidad O)eracional se fundamenta sobre una aproximación de sentido com2n,en busca de laE6celencia Em)resarial. 6o es ninguna formulación mágica para triunfar, pero introduce un avance sistémico y sistemático, basado en5estión del Conocimiento, para la eliminar las fallas potenciales y el mal desempe$o que afectan los procesos cr!ticosy la rentabilidad total de la empresa.
228

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 229/239
"a clave del proceso radica en el empe$o personal de todos los empleados, que supone unmayor sentido de pertenencia e involucramiento con la misión de la compa$!a. +ara lograr dicho acuerdo y convertir el conocimiento tácito en expl!cito, y en resultados pertinentes senecesitan l!deres que generen visión.
Esta visión se apoya en la idea de que la empresa act2a como un organismo vivo, conidentidad, que evoluciona y que tiene objetivos claros, y por tanto está abierta a lainnovación y al cambio. omo organismo vivo, la generación de nuevos conocimientos esuna tarea que compete al /alento ;umano con ideas e ideales.
"a Con(ia1ilidad $umana implica grandes transformaciones en la organi1ación, exigeuna cultura del desaf!o y el cambio de muchos procesos administrativos, junto con lagestión efectiva de los canales de comunicación y la responsabilidad para el registrosistemático de la información. "as acciones para lograr la onfiabilidad ;umana buscan básicamente recuperar el valor de las personas en la organi1ación.
"a 5estión del Conocimiento es la gran oportunidad de hoy para transformar lasorgani1aciones, pero no se puede olvidar que las personas tienen emociones y sentimientos,además de conocimientos. -e debe por tanto convertir las empresas en entornos agradablesde trabajo, con salas de reuniones, áreas de descanso y 1onas sociales que generen
229

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 230/239
satisfacción personal y mejora de las relaciones interpersonales. En 2ltimas se debeNhumani1ar la organi1aciónO como requisito n2mero uno para alcan1ar el éxito.
"a E6celencia Em)resarial en el nuevo milenio depende de organi1aciones innovadoras,orientadas por pol!ticas que impulsen la gestión del conocimiento desde la praxis y suaplicación sistémica para la obtención de los objetivos pre9establecidos. El reto de hoy esconstruir empresas basadas en el conocimiento, apoyadas en tecnolog!as de punta, conelevado nivel de aprendi1aje e innovación, proactivas y futuristas, y dirigidas hacia laexcelencia.
Re(erencias :i1lio&r0(icas.
< . D 7 6, osé ernardo. 4HBBB5. Zué es onfiabilidad 8peracionalR 7evista lub)antenimiento. $o <. 6 H. -eptiembre HBBB. club mantenerwsinectis.com.ar.
H . )E6D8" , "u!s osé. 4HBBH5. N)odelos )ixtos de confiabilidadO. +ublicado por Datastream. PPP.mantenimientomundial.com.
I . -8/ W8 ., -antiago. 4HBB<5.N8&)# 8ptimi1ación integral de )antenimientoO.
Ellmann, -ueiro -. . PPP.ellmann.net. PPP.confiabilidad.net.
> . E7E-, eatri1. 4HBB>5. N omo &ncrementar la ompetitividad )edianteEstrategias para (erenciar )antenimientoO. F& ongreso &nternacional de )antenimiento.
&E). ogotá. olombia.
? . ( //) 66, ;., - &6, . 4<=AI5. N;andboo0 of ;uman 7eliability nalysis PithEmphasis on 6uclear +oPer +lant pplicationsO. 6 7E( 3 79<HKA, - 6D AB 9 BHBB,
lbuquerque, 6)# -andia 6ational "aboratories.
_ . ; E7/ , 7osendo. 4HBB>5. N urso onfiabilidad 8peracional# so de /écnicas y;erramientas de plicaciónO. -eminario ustomer are, Datastream. ogotá. olombia.'ebrero de HBB>.
K . ) /;E7, Daryl. 4HBBH5. N ))-# /imesaving &mplementation +rocessO. Ularon- de F. 7 +ress. PPP.Ularon.net.
230

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 231/239
A . E E77 -8"Y7 68, (uillermo. N-istema &ntegral de onfiabilidad 8peracional para el área de servicios industriales de la ervecer!a avaria -. . de oyacá 4 olombia5O./rabajo de (rado de &ngenier!a Electromecánica. +/ -ede Duitama. oyacá . olombia.)ayo HBB?.
E EMP!O DE N PRO5RAMA DE MANTENIMIENTO.
+ara un mayor control de los equipos a los que se les dará un mantenimiento preventivo, segenera una división de la planta productiva en tres grupos#
Producción# /odos los equipos que intervienen directamente en la producción ya seanmecánicos, eléctricos, neumáticos, electrónicos.Ser%icios# -on equipos que suministran servicios como agua, lu1, aire, etc. que nointervienen directamente en la planta productiva pero que son necesarios para la producción.Edi(icios# -e refiere a las instalaciones compuestas de instalaciones eléctricas, red dedrenaje, agua, estructuras como oficinas, bodegas, almacenes, etc., las cuales requieren demantenimiento de obra civil principalmente.
El mantenimiento que le aplicaremos a estos grupos de equipos lo desglosaremos en cincocampos de acción#
<. +lan de )antenimiento propiamente que contiene los formatos de operación por equipo o máquina.
H. El calendario de actividades que nos indica la frecuencia en que se reali1an lostrabajos.
I. "a lista de 7evisión 4 hec0 "ist5, revisiones diarias al iniciar y finali1ar operaciones.
>. -eguimiento de mantenimiento que permite evaluar el progreso del programa demanera integral.
?. El historial o bitácora de mantenimiento que registra todo el proceso demantenimiento.
". Plan de Mantenimiento. Formatos
+ara generar el formato *+lan de mantenimiento* tomaremos como partida los siguientes puntos#
a5 "evantamiento de equipos, listado de maquinaria, equipos o sistemas involucrados. b5 6` de operación. -e refiere al n2mero de hoja y corresponde una hoja por máquina
231

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 232/239
o equipo.c5 ctividad. Especifica las revisiones, servicios, limpie1as, etc.d5 7eali1o. &ndica el encargado de reali1ar el trabajo.e5 'recuencia. on que frecuencia se reali1an los trabajos, semanales, mensuales,
trimestrales, etc.
f5 +er!odo. )arca el d!a inicial y el final del trabajo que regularmente es en periodosmensuales.5g5 8bservaciones. Espacio destinado para anotaciones de eventualidades o
reprogramaciones.h5 Elaboró. 6ombre del operador.i5 utori1ó 4Fo o5. 6ombre del encargado.
Ejemplo de un formato#
*. Calendario de acti%idades
na ve1 definido el formato se procede a generar el calendario anual de actividades, aqu!se definen los trabajos seg2n su frecuencia y el tiempo en que se reali1arán.
232

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 233/239
Ejemplo del calendario#
+roducción 'recuencia-emanas Enero 'ebrero )ar1o
/rimestral <-emestral Hnual I
/rimestral >-emestral ?
nual )ensual
? al <B<H al <K<= al H>H_ al I<
? al I<
H al K= al <><_ al H<HI al HA
H al HA
< al _A al <I<? al HBHH al HK
< al HKompresor < /rimestral
-emestral nual
ompresor H /rimestral
-emestral nualompresor I /rimestral
-emestral nual 6ota# +rimeros tres colores E" /7& 8
/rimestrales# 7evisión y limpie1a a tableros eléctricos-emestrales# -ervicio a tableros eléctricos, revisión y limpie1a a motores eléctricos
nuales# -ervicio a motores eléctricos
olores siguientes. )ecánicos
-emanales# 7evisión 6iveles de aceite)ensuales# "ubricación a engranes expuestos/rimestrales# 7evisión de bandas, cadenas, transmisiones, etc.-emestrales# Ferificar estado de grasas y aceites en reductores, chumaceras y depósitos
nuales# +intura en general
-eg2n el criterio para organi1ar el mes podrá llegar a tener hasta cinco semanas.
"a forma de cómo reali1ar revisiones y servicios se verá en la sección de procedimientos.
+. !a lista de re%isión 8C ec? !ist9 Formato
Este listado contiene las revisiones diarias antes y después del turno indicando lascondiciones del equipo, si llegará a existir alg2n problema, se detectar!a antes de empe1ar a utili1ar el equipo y as! darle un mantenimiento preventivo y no correctivo.
Ejemplo#
233

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 234/239
,. Se&uimiento del Mantenimiento
"os trabajos de mantenimiento arrojan mucha información conforme se van desarrollando,esto nos permite hacer mejoras tanto en el trabajo como en los equipos, claro esta esnecesario llevar un registro de dicha información para poder comparar y tener una visiónmás amplia de los factores que intervienen en la reali1ación de las tareas.
9 )onitoreo del desempe$o
-e van llevando registros de los planes de mantenimiento as! como de las listas de revisióny se genera un reporte mensual dando el porcentaje de aplicación de las l!neas de trabajo yobservaciones sobre las actividades que no llegaron a completarse.
234
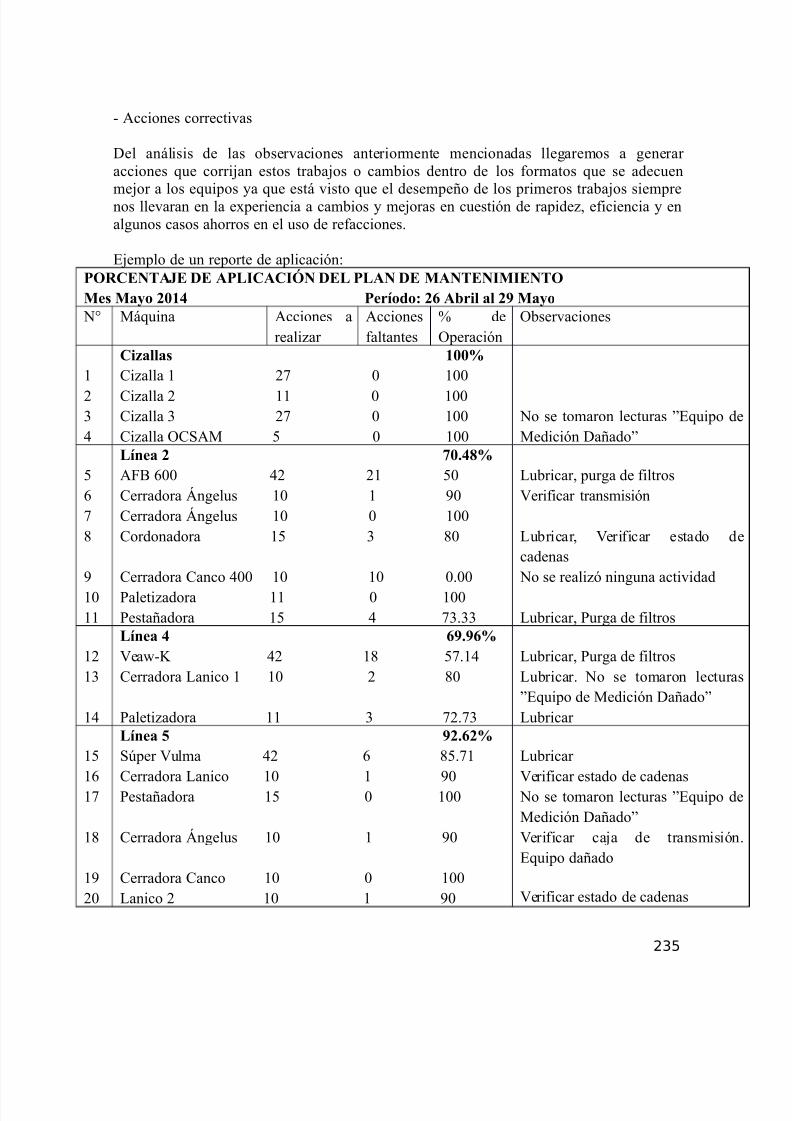
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 235/239
9 cciones correctivas
Del análisis de las observaciones anteriormente mencionadas llegaremos a generar acciones que corrijan estos trabajos o cambios dentro de los formatos que se adecuen
mejor a los equipos ya que está visto que el desempe$o de los primeros trabajos siemprenos llevaran en la experiencia a cambios y mejoras en cuestión de rapide1, eficiencia y enalgunos casos ahorros en el uso de refacciones.
Ejemplo de un reporte de aplicación#PORCENTA E DE AP!ICACI N DE! P!AN DE MANTENIMIENTOMes Mayo *K", Per3odo# * A1ril al * Mayo 6` )áquina cciones a
reali1ar cciones
faltantesJ de8peración
8bservaciones
<HI>
Ci'allas "KKGi1alla < HK B <BBi1alla H << B <BBi1alla I HK B <BBi1alla 8 - ) ? B <BB
6o se tomaron lecturas OEquipo)edición Da$adoO
?_KA
=<B<<
!3nea * K.,JG' _BB >H H< ?Berradora ngelus <B < =Berradora ngelus <B B <BBordonadora <? I AB
erradora anco >BB <B <B B.BB+aleti1adora << B <BB+esta$adora <? > KI.II
"ubricar, purga de filtrosFerificar transmisión
"ubricar, Ferificar estado dcadenas 6o se reali1ó ninguna actividad
"ubricar, +urga de filtros
<H<I
<>
!3nea , . GFeaP9U >H <A ?K.<>
erradora "anico < <B H AB
+aleti1adora << I KH.KI
"ubricar, +urga de filtros"ubricar. 6o se tomaron lecturOEquipo de )edición Da$adoO"ubricar
<?
<_<K
<A
<=HB
!3nea *. *G-2per Fulma >H _ A?.K<
erradora "anico <B < =B+esta$adora <? B <BB
erradora ngelus <B < =B
erradora anco <B B <BB"anico H <B < =B
"ubricar
Ferificar estado de cadenas 6o se tomaron lecturas OEquipo)edición Da$adoOFerificar caja de transmisióEquipo da$ado Ferificar estado de cadenas
235
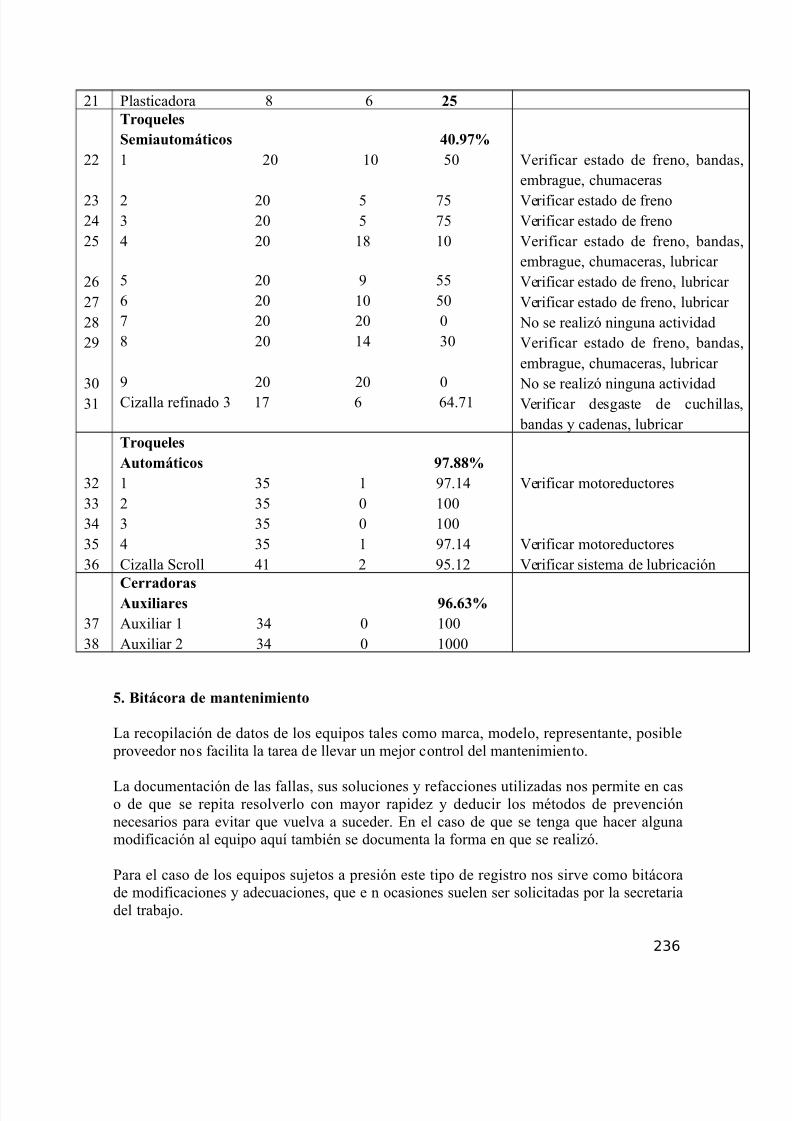
8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 236/239
H< +lasticadora A _ *
HH
HIH>H?
H_HKHAH=
IBI<
Tro7uelesSemiautom0ticos ,K. G< HB <B ?B
H HB ? K?I HB ? K?> HB <A <B
? HB = ??_ HB <B ?BK HB HB BA HB <> IB
= HB HB Bi1alla refinado I <K _ _>.K<
Ferificar estado de freno, bandembrague, chumacerasFerificar estado de frenoFerificar estado de frenoFerificar estado de freno, bandembrague, chumaceras, lubricar Ferificar estado de freno, lubricaFerificar estado de freno, lubrica 6o se reali1ó ninguna actividadFerificar estado de freno, bandembrague, chumaceras, lubricar 6o se reali1ó ninguna actividadFerificar desgaste de cuchill bandas y cadenas, lubricar
IHIII>I?I_
Tro7uelesAutom0ticos .JJG< I? < =K.<>H I? B <BBI I? B <BB> I? < =K.<>
i1alla -croll >< H =?.<H
Ferificar motoreductores
Ferificar motoreductoresFerificar sistema de lubricación
IKIA
CerradorasAu6iliares . +Guxiliar < I> B <BBuxiliar H I> B <BBB
. :it0cora de mantenimiento
"a recopilación de datos de los equipos tales como marca, modelo, representante, posible proveedor nos facilita la tarea de llevar un mejor control del mantenimiento.
"a documentación de las fallas, sus soluciones y refacciones utili1adas nos permite en caso de que se repita resolverlo con mayor rapide1 y deducir los métodos de prevenciónnecesarios para evitar que vuelva a suceder. En el caso de que se tenga que hacer algunamodificación al equipo aqu! también se documenta la forma en que se reali1ó.
+ara el caso de los equipos sujetos a presión este tipo de registro nos sirve como bitácorade modificaciones y adecuaciones, que e n ocasiones suelen ser solicitadas por la secretariadel trabajo.
236

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 237/239
Datos que contiene una bitácora#
• Datos generales. 6ombre del equipo, )arca, -erie, )odelo, 7epresentante,apacidad de dise$o, observaciones generales, imagen del equipo.
•
omponentes principales. +or facilidad dividimos el equipo en componenteseléctricos, mecánicos, etc. después una subdivisión como motor principal,arrancador, bombas, etc.
• "ista de refacciones. 7efacciones que consideramos cr!ticas y su cantidad enalmacén, as! como posible proveedor.
• ;istoria. notación de fallas, /rabajos, )odificaciones, etc. anotando 'echa, 'allao trabajo, -olución, si es correctivo o +reventivo, /iempo, 7efacciones utili1adas yencargado.
continuación se muestra un ejemplo#
68) 7E DE " 8)+ VDE+ 7/ )E6/8 DE ) 6/E6&)&E6/8
Datos (enerales del Equipo 6ombre del Equipo#)arca# )odelo#-erie# 62mero del equipo#7epresentante#
apacidad delequipo#
Datos (enerales#
rchivo 'otográfico
8bservaciones#
237

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 238/239
"ista de omponentes +rincipalesNVmero Descri)ción del Com)onente Caracter3sticas<H
I>?_KA=<B
"ista de 7efacciones r!ticasDescri)ción de la Re(acción Stoc?
M3nimoNVmero deCom)onente
Posi1le Pro%eedor
;istorial del Equipo o )aquinariaFec a Tra1a2o
e(ectuadoTiem)o demantenimiento
Asi&nado a#
Tiem)outili'ado
Re(acciones usadas
Fec a determinación
Encar&ado
238

8/19/2019 Mantenimiento Industrial (2014) (2)
http://slidepdf.com/reader/full/mantenimiento-industrial-2014-2 239/239