
Mantenimiento en Latinoamérica Volumen3 Nº 3.pdf · Contenido 4 Editorial 5 Mantenimiento en 3D -...
36
La Revista para la Gestión Confiable de los Activos Mantenimiento en Latinoamérica Mayo – Junio 2011 Volumen 3 – N° 3 Mantenimiento en 3D
Transcript of Mantenimiento en Latinoamérica Volumen3 Nº 3.pdf · Contenido 4 Editorial 5 Mantenimiento en 3D -...
La Revista para la Gestión Confiable de los Activos
Mantenimiento enLatinoamérica
Mayo – Junio 2011 Volumen 3 – N° 3
Mantenimiento en 3D
La oportunidad para los Mantenedores
Una de las principales razones de la existencia de todo negocio es producir utilidades para lo cual debe maximizar la producción de sus activos minimizando las pérdidas.
La capacitación y el entrenamiento del personal logrará que las medidas tomadas en la organización sean las mejores y efectivas, Mantonline en asocio con diferentes consultores de Latinoamérica, le ofrece la oportunidad de instruir a sus colaboradores y a usted mismo en herramientas y técnicas de punta que le permitirá alcanzar los mejores Beneficios. Vea en este informe la oferta que tenemos y las fechas en las que lo esperamos a usted y a los miembros de su compañía.
MAYO 2 DE 2011 Virtual
La Falla
el error humano y
la solución creativa
de problemas
Presenciales Virtuales
Informes e inscripciones www.mantonline.com
Contenido
4 Editorial
5 Mantenimiento en 3D - Otra forma de ver el mantenimiento
9 Operacionalizando la Estrategia en la Gestión Integral de Activos Físicos Basado en el Estándar PAS 55 (Final)
12 Tratamiento analítico del mantenimiento condicional (predictivo y proactivo) - Tercera parte
14 Optimización del inventario de repuestos j-crane bajo la metodología de excelencia six sigma (Final)
16 La importancia estratégica de la confiabilidad de planta para mejorar la competitividad
17 Confiabilidade na Gestão Estratégica
19 Análisis de las fallas, buscando y eliminando los malos actores (Primera parte)
20 Recomendaciones para mejorar la disponibilidad de generadores de vapor en calderas de una Central Termoeléctrica. (Primera parte)
21 Implementación de Confiabilidad Industrial en la Pequeña y Mediana Empresa (Segunda parte)
25 “Metodología de Clasificación y Catalogación de Inventarios” (Segunda parte)
28 Análisis de falla de un engranaje helicoidal de un variador de velocidad en un elevador de cangilones (Primera parte)
29 Tercerización de servicios de mantenimiento en minería (Primera parte)
30Cambiar el Mantenimiento o Mantener en Cambio
31 ¿El mantenimiento una labor insufrible?
Regístrese en www.mantonline.com
Mantenimiento
en Latinoamérica
Volumen 3 – N° 3 EDITORIAL Y COLABORADORES
Pedro Eliseo Silva
Luis Amendola Juan Carlos Barrera Olaya Juan Pablo Jaimes Torrado
Rossvan Johan Plata Villamizar Gerardo Trujillo C
César Romero Belón Claudio Spanó
William M. Murillo Francisco Martínez Pérez
Michel Hernández Hernández Javier E. Bravo
Asdrúbal Valencia Giraldo José G. Aranguren
Alejandro J. Pistarelli Robinson J. Medina
Maryori Corona Mauro Osorio Carlos Sanitá
Carlos Alberto López C Jean M. Fuenmayor Fernando Pantoja
Juan Carlos Orrego Barrera
El contenido de la revista no refleja necesariamente la posición del Editor.
El responsable de los temas, conceptos e imágenes emitidos en cada artículo es la persona quien los
emite.
VENTAS y SUSCRIPCIONES: [email protected]
Bolivia: [email protected]
Director General Juan Carlos Orrego
Editorial Escuchando un tema musical, “Arroz con habichuela”, del Gran combo de Puerto Rico, siempre me he puesto a pensar que el mantenimiento es como lo expresan ahí cuando dicen, “esto no es balada, esto no es Rock, esto es salsa son y rumba, esto no es ensaladita Ligth, arroz, con habichuela y vianda es lo que hay”, pues hacen referencia a que hacer música salsa no es tan fácil como muchos creen, resulta que el mantenimiento tampoco lo es, veamos. Si la productividad es igual a la eficiencia por la eficacia, es decir, que sabiendo que la eficiencia es hacer lo que hay que hacer, donde una buena planeación permite conocer la tarea, su alcance y duración, la cantidad de recurso humano y material, y si la eficacia es hacerlo en el menor tiempo posible, que igualmente bajo una buena programación este ya fue estimado.
Entonces la planeación y programación de cada tarea se convierte en el corazón de la productividad, si los ejecutantes de ellas, reconocen el alcance, los procedimientos y cuentan con todos los demás recursos necesarios para la ejecución, ellos podrán ser productivos, eso sí, quieren y pueden hacerlo, es decir, si cuentan con el deseo de terminar con calidad y a tiempo la labor y, si física y mentalmente están preparados para hacerlo, siguiendo al pie de la letra lo planeado tanto en actividades como en tiempos cometiendo el mínimo de errores. Con lo que aparece un nuevo actor en el entorno de la productividad, el ser humano, que a través de los errores que comete o puede cometer en la ejecución por diferentes factores, baja la productividad tanto del área de mantenimiento como el resto de la empresa. Para trabajar en todos estos aspectos se vuelve entonces muy importante que; contemos con personas capaces y experimentadas que realicen o apoyen el proceso de planeación y programación de las tareas de mantenimiento y que además se trabaje constantemente en reducir loe errores de carácter humano, por medio de evaluación constante de las capacidades cognitivas del personal, su motivación y capacidad física para realizar lo planeado. Retornando a la canción que nos trajo hasta acá, entonces ellos dicen, “si no aprendiste a conciencia, la clave te va a tumbar, esto tiene su truquito, esto no es llegué y pegué, esto lleva sus añitos- Rafael-, pa tocarse como es…”, para nosotros, sería el continuo saber hacer las cosas, aprendiendo diariamente sobre herramientas y técnicas, acompañados por expertos como Rafael Ithier, a quien hacen referencia, para hacerse como es y logrando la productividad esperada. Esto no es ensaladita Ligth, arroz con habichuela, vianda es lo que hay, lo que hay, lo que hay…………….
Mantenimiento en Latinoamérica. Volumen 3 – N°3 4
Mantenimiento en 3D Otra forma de ver el mantenimiento
Por: Pedro Eliseo Silva Consultor, CMRP [email protected] Colombia
En mi primer trabajo de mantenimiento, me entregaron un taller muy bueno, con un grupo de técnicos también muy buenos y una flota de equipos para mantener. El trabajo era extenuante por la cantidad de equipos que nos llegaban al taller, todos urgentes. No había tiempo de pensar ni de planear nada. Todos los trabajos eran reactivos, muchas veces repetidos y no nos dábamos cuenta (No teníamos tiempo de pensar), los mantenimientos preventivos se limitaban a cambios de aceite y una inspección visual si había tiempo. Era más importante el correctivo. Terminaba el día satisfecho por el trabajo realizado y me sentía orgulloso de mi grupo por la cantidad de trabajo que evacuábamos durante el día. Sin embargo el trabajo cada día aumentaba y el taller se mantenía cada vez mas lleno. ¿Qué pasaba? Yo no lo podía entender. Había centrado todos mis esfuerzos en el trabajo del taller, en hacer cada vez mejores reparaciones y en menor tiempo. No estaba viendo el entorno ni las razones por las cuales los equipos cada vez fallaban más. Perdí de vista la causa raíz de los defectos que a su vez originan las fallas. Este artículo pretende mostrar una visión en 3D (Global, completa, sistémica) de la gestión de mantenimiento que nos va a permitir entender las razones por las cuales hacemos mantenimiento, cual es el origen de los defectos y donde debemos centrar nuestros esfuerzos para, trabajando menos, podamos obtener mejores resultados.
Lenguaje Sistémico Para ver el sistema completo de mantenimiento es necesario explicar un poquito los simbolismos y definiciones del lenguaje sistémico. Peter Senge en su libro “La Quinta disciplina” define un sistema como “una totalidad percibida cuyos elementos se aglomeran porque se afectan recíprocamente a lo largo del tiempo y operan con un propósito común”. El pensamiento sistémico en su nivel más amplio, abarca una amplia y heterogénea variedad de métodos, herramientas y principios, todos orientados a examinar
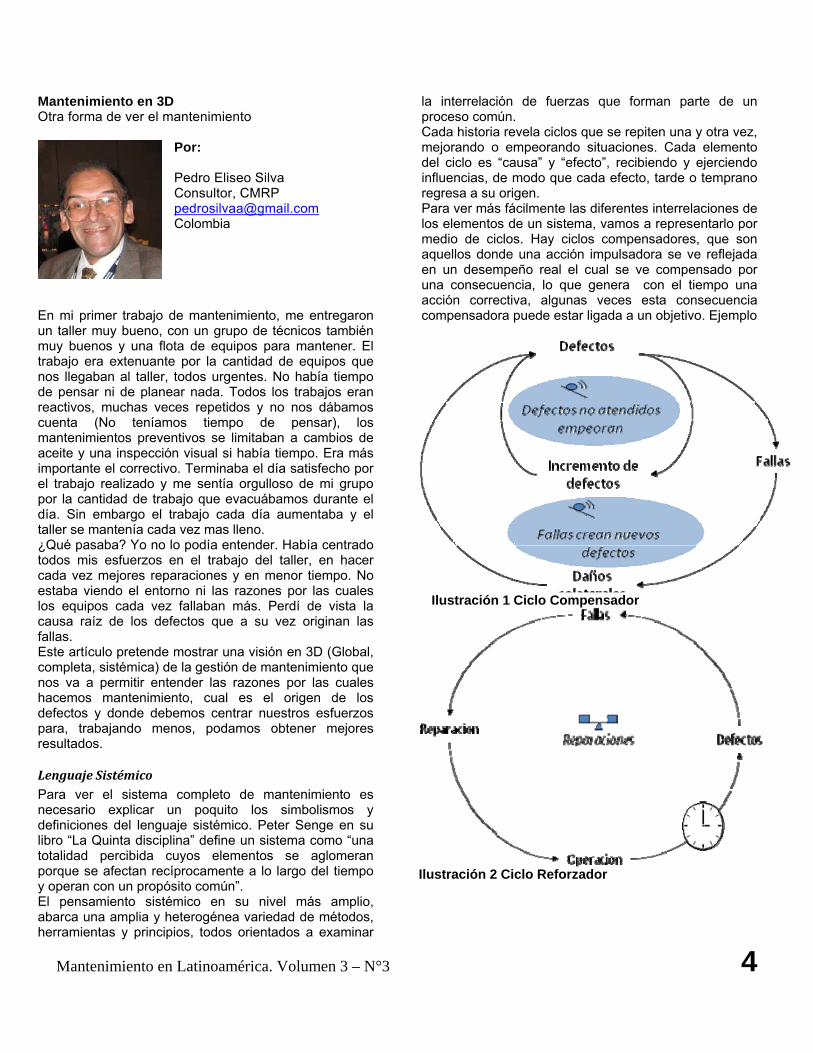
la interrelación de fuerzas que forman parte de un proceso común. Cada historia revela ciclos que se repiten una y otra vez, mejorando o empeorando situaciones. Cada elemento del ciclo es “causa” y “efecto”, recibiendo y ejerciendo influencias, de modo que cada efecto, tarde o temprano regresa a su origen. Para ver más fácilmente las diferentes interrelaciones de los elementos de un sistema, vamos a representarlo por medio de ciclos. Hay ciclos compensadores, que son aquellos donde una acción impulsadora se ve reflejada en un desempeño real el cual se ve compensado por una consecuencia, lo que genera con el tiempo una acción correctiva, algunas veces esta consecuencia compensadora puede estar ligada a un objetivo. Ejemplo
Ilustración 1 Ciclo Compensador
Ilustración 2 Ciclo Reforzador
Mantenimiento en Latinoamérica. Volumen 3 – N°3 5
Mantenimiento en Latinoamérica. Volumen 3 – N°3 6
de un ciclo de este tipo son los defectos originados con el tiempo en la operación que generan fallas, las reparamos y los equipos vuelven a la operación. El otro ciclo, es el ciclo reforzador. Este ciclo, como su nombre lo dice es una bola de nieve. La acción ocurre y la consecuencia refuerza la acción por lo que esta se repite en forma creciente. Un defecto no corregido, genera más defectos, que genera fallas que genera más defectos que genera más fallas…..
La combinación de estos ciclos se denominan arquetipos los cuales, si no se cambia la causa, se van a repetir siempre. Recuerden la definición de INSENSATEZ: “Hacer siempre las mismas cosas y esperar resultados diferentes”:
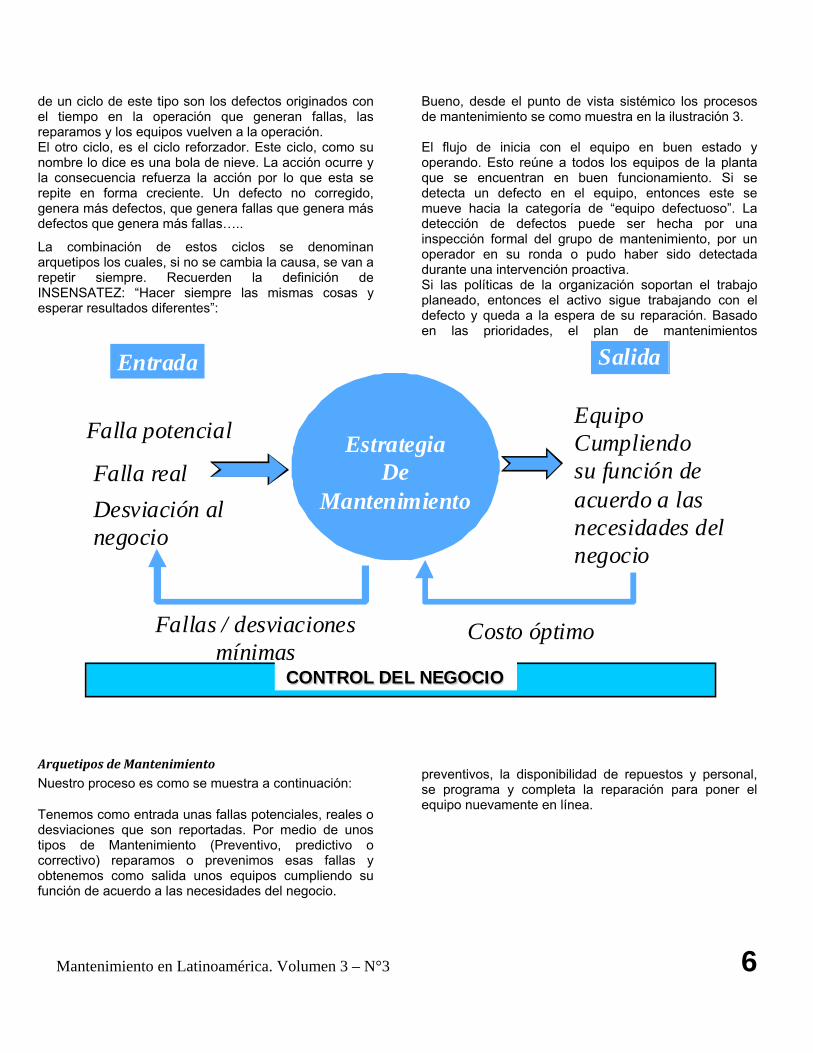
Arquetipos de Mantenimiento Nuestro proceso es como se muestra a continuación:
Tenemos como entrada unas fallas potenciales, reales o desviaciones que son reportadas. Por medio de unos tipos de Mantenimiento (Preventivo, predictivo o correctivo) reparamos o prevenimos esas fallas y obtenemos como salida unos equipos cumpliendo su función de acuerdo a las necesidades del negocio.
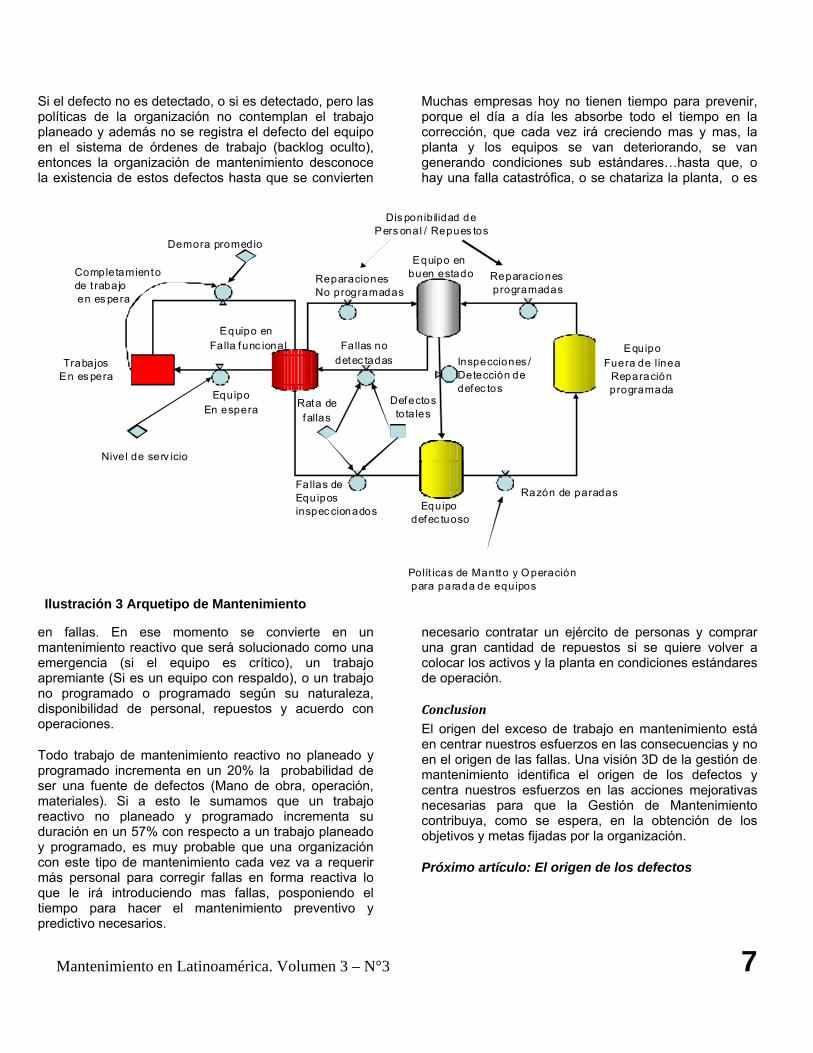
Bueno, desde el punto de vista sistémico los procesos de mantenimiento se como muestra en la ilustración 3. El flujo de inicia con el equipo en buen estado y operando. Esto reúne a todos los equipos de la planta que se encuentran en buen funcionamiento. Si se detecta un defecto en el equipo, entonces este se mueve hacia la categoría de “equipo defectuoso”. La detección de defectos puede ser hecha por una inspección formal del grupo de mantenimiento, por un operador en su ronda o pudo haber sido detectada durante una intervención proactiva. Si las políticas de la organización soportan el trabajo planeado, entonces el activo sigue trabajando con el defecto y queda a la espera de su reparación. Basado en las prioridades, el plan de mantenimientos
preventivos, la disponibilidad de repuestos y personal, se programa y completa la reparación para poner el equipo nuevamente en línea.
EstrategiaDe
Mantenimiento
Entrada Salida
Falla potencial
Falla real
EquipoCumpliendo su función de acuerdo a las necesidades del negocio
Costo óptimoFallas / desviacionesmínimas
Desviación al negocio
CONTROL DEL NEGOCIO
Mantenimiento en Latinoamérica. Volumen 3 – N°3 7
Si el defecto no es detectado, o si es detectado, pero las políticas de la organización no contemplan el trabajo planeado y además no se registra el defecto del equipo en el sistema de órdenes de trabajo (backlog oculto), entonces la organización de mantenimiento desconoce la existencia de estos defectos hasta que se convierten
en fallas. En ese momento se convierte en un mantenimiento reactivo que será solucionado como una emergencia (si el equipo es crítico), un trabajo apremiante (Si es un equipo con respaldo), o un trabajo no programado o programado según su naturaleza, disponibilidad de personal, repuestos y acuerdo con operaciones.
Todo trabajo de mantenimiento reactivo no planeado y programado incrementa en un 20% la probabilidad de ser una fuente de defectos (Mano de obra, operación, materiales). Si a esto le sumamos que un trabajo reactivo no planeado y programado incrementa su duración en un 57% con respecto a un trabajo planeado y programado, es muy probable que una organización con este tipo de mantenimiento cada vez va a requerir más personal para corregir fallas en forma reactiva lo que le irá introduciendo mas fallas, posponiendo el tiempo para hacer el mantenimiento preventivo y predictivo necesarios.
Muchas empresas hoy no tienen tiempo para prevenir, porque el día a día les absorbe todo el tiempo en la corrección, que cada vez irá creciendo mas y mas, la planta y los equipos se van deteriorando, se van generando condiciones sub estándares…hasta que, o hay una falla catastrófica, o se chatariza la planta, o es
necesario contratar un ejército de personas y comprar una gran cantidad de repuestos si se quiere volver a colocar los activos y la planta en condiciones estándares de operación.
Conclusion El origen del exceso de trabajo en mantenimiento está en centrar nuestros esfuerzos en las consecuencias y no en el origen de las fallas. Una visión 3D de la gestión de mantenimiento identifica el origen de los defectos y centra nuestros esfuerzos en las acciones mejorativas necesarias para que la Gestión de Mantenimiento contribuya, como se espera, en la obtención de los objetivos y metas fijadas por la organización.
Próximo artículo: El origen de los defectos
Equipo en buen estado
Equipo defec tuoso
EquipoFuera de línea
Reparación programada
TrabajosEn es pera
Equipo en Falla func ional
Inspecciones /Detección de defec tos
Razón de paradas
Polít icas de Mantto y O peraciónpara parada de equipos
Reparaciones programadas
Fallas de Equiposinspec cionados
Fallas nodetec tadas
Rata defallas
Defectostota les
ReparacionesNo programadas
Demora promedio
Nivel de serv icio
EquipoEn espera
Completamiento de t rabajoen es pera
Dis ponibilidad dePers onal / Repues tos
Ilustración 3 Arquetipo de Mantenimiento
Mantenimiento en Latinoamérica. Volumen 3 – N°3 8
Operacionalizando la Estrategia en la Gestión Integral de Activos Físicos Basado en el Estándar PAS 55 (Final)
Por: Amendola, Luis. Universidad Politécnica de Valencia, España Departamento de Proyectos de Ingeniería e Innovación PMM Institute for Learning [email protected] ; [email protected], www.pmmlearning.com ESPAÑA
LLEVANDO LA ESTRATEGIA A LA ACCIÓN “Metodología que guía la táctica”
El enfoque de negocios
Operacionalizando la Estrategia en la Gestión Integral de Activos Físicos Basado en el Estándar PAS 55, nos permite ayudar a desarrollar modelos de gestión que permitan obtener las mejores prácticas en la Gestión Integral de Activos adaptada a la realidad, cultura y contexto del negocio; y así garantizar que se cumplan con las metas de la organización con visión hacia la Excelencia Operacional:
Confiabilidad Humana
Confiabilidad de Procesos
Confiabilidad de los Equipos
En este sentido antes de decidir ¿qué mejorar? se debe “Escuchar la Voz del Negocio”, la cual nos dirá hacia dónde se deberán conducir las acciones estratégica, táctica y operativa para alcanzar la meta.
Estas preguntas son:
¿Cuál es el GAP de la EMPRESA con respecto a
cómo lo hace hoy y como debería hacerlo con respecto a las buenas prácticas?
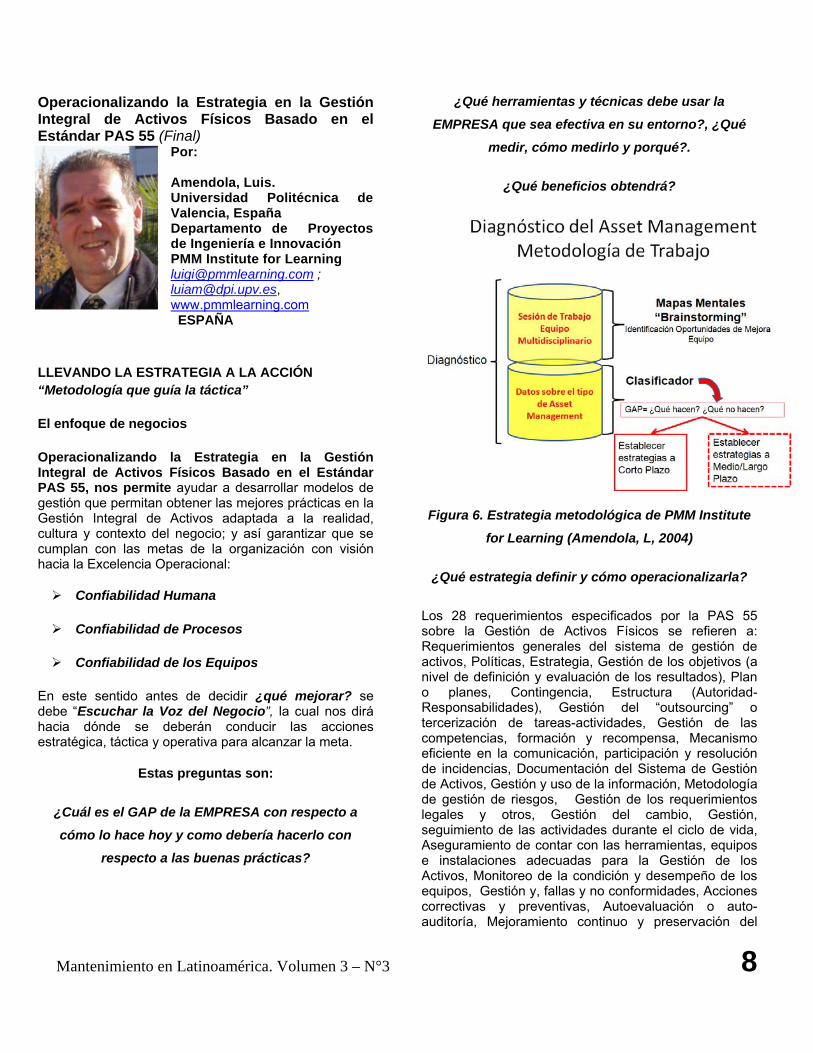
¿Qué herramientas y técnicas debe usar la EMPRESA que sea efectiva en su entorno?, ¿Qué
medir, cómo medirlo y porqué?.
¿Qué beneficios obtendrá?
Figura 6. Estrategia metodológica de PMM Institute
for Learning (Amendola, L, 2004)
¿Qué estrategia definir y cómo operacionalizarla?
Los 28 requerimientos especificados por la PAS 55 sobre la Gestión de Activos Físicos se refieren a: Requerimientos generales del sistema de gestión de activos, Políticas, Estrategia, Gestión de los objetivos (a nivel de definición y evaluación de los resultados), Plan o planes, Contingencia, Estructura (Autoridad-Responsabilidades), Gestión del “outsourcing” o tercerización de tareas-actividades, Gestión de las competencias, formación y recompensa, Mecanismo eficiente en la comunicación, participación y resolución de incidencias, Documentación del Sistema de Gestión de Activos, Gestión y uso de la información, Metodología de gestión de riesgos, Gestión de los requerimientos legales y otros, Gestión del cambio, Gestión, seguimiento de las actividades durante el ciclo de vida, Aseguramiento de contar con las herramientas, equipos e instalaciones adecuadas para la Gestión de los Activos, Monitoreo de la condición y desempeño de los equipos, Gestión y, fallas y no conformidades, Acciones correctivas y preventivas, Autoevaluación o auto-auditoría, Mejoramiento continuo y preservación del

Mantenimiento en Latinoamérica. Volumen 3 – N°3 9
conocimiento, Análisis del desempeño del sistema de gestión de activos.
Figura 7. 28 requerimientos PAS 55 sobre la Gestión de Activos Físicos
IMPLEMENTACIÓN DE UNA ESTRATEGIA DE GESTIÓN INTEGRAL DE ACTIVOS
La implementación de una Estrategia de Gestión de Activos requiere como primer paso el conocimiento del proceso actual de la gestión integral de mantenimiento de activos de la empresa (Diagnóstico) y el nivel de madurez de la organización ante la implementación de un Modelo. El objetivo de este primer paso es la de establecer el “GAP” entre el cómo se hace hoy y cómo debería hacerse, comparado con las mejores prácticas de industrias punteras (Benchmarking), y plantear así un plan a corto, medio y largo plazo.
El segundo paso, es el desarrollo de los procesos de gestión integral de activos basados en los cinco (5) pilares fundamentales: Operaciones y Mantenimiento (Estrategia y Operacionalización de la misma), Indicadores Técnico/Financieros “Balanced Scorecard” (qué medir, cómo y para qué, integrado al EAM “Enterprise Asset Management”), Estrategias de confiabilidad apoyado en un “Tool Box Reliability” que retroalimentará las estrategias de mantenimiento integrado a operaciones y el Desarrollo de Competencias a través de la Formación Esencial, Especialización y Certificación en Gestión Integral del Mantenimiento de activos.
Figura 8. Modelo Gestión Integral de Activos Físicos PMM Institute for Learniung, (Amendola, L, 2006)
El tercer paso, es la implementación de la estrategia que implica el desarrollo de las competencias requeridas por la organización y desarrollo de todo el framework del Modelo de Gestión Integral de Activos (Confiabilidad Humana, Confiabilidad Operacional y Sostenibilidad). Este proceso debe estar apoyado de una Tool Box Reliability y EAM que soporte la toma de decisiones acerca de la implementación de mejoras en el Sistema de Gestión Integral de Activos y Confiabilidad.
MEJORES PRÁCTICAS
Algunos de los cambios requeridos pueden ser externos a la función de mantenimiento y confiabilidad fuera del control del responsable de mantenimiento y operaciones. El resultado del assessment (Diagnostico) son mejorados por un método de comunicación positivo y el involucramiento de todos los focos de opinión durante el diagnostico. El alcance del diagnostico y la implementación de la estrategia debe incluir los clientes de mantenimiento y los proveedores. El clima de apertura resultante permite a las organizaciones realizar los cambios positivamente y mejorar la motivación como equipo.
Alguna gente puede sentir que los métodos usados para la revisión presupuestaria anual, una comunicación frecuente y reuniones organizadas, quizás los círculos de calidad etc...,ya proveen de una adecuada revisión y desarrollo de las políticas de mantenimiento. Un Estrategia de Asset Management bien conducido es el único método disponible para una asesoría proactiva,
Mantenimiento en Latinoamérica. Volumen 3 – N°3 10
diseñados apropiadamente y seguidos por todos los involucrados.
Es importante señalar que las normas PAS 55, UNE 20654-4 Guía de Mantenibilidad de Equipos,UNE200001-3-11 Gestión de la Confiabilidad, SAE JA1011 y SAE JA1012 RCM e implementación, ISO 14224 Asset Documentación, KPIs Maintenance Key Performance Indicators: prEN 15341, UNE 60300-1, 60300-2 Diseño y Confiabilidad, en su carácter de referencia fundamental, no están completas ni abarcan todos los conocimientos. Se trata de una guía, más que de una metodología. Se pueden usar diferentes Metodologías y Herramientas para implementar el marco de referencia de las normas.
REFERENCIAS
Amendola. L, (2010. ¿Cuándo saber que tu planta & organización requieren un Assessment? Gerencia de Activos Físicos Asset Management, web www.mantenimientomundial.com
Amendola, L., Depool, T. (2010). Implementación de una PMO en Organización de Mantenimiento con Soporte de Técnicas y Herramientas Estadísticas “Caso Industria Química y Proceso”, Editorial: AEIPRO, 14 th International Congress on Project Engineering (Aeipro), 1st Latin American Conference on Project Engineering, Madrid, España.
Amendola. L, (2009). Operacionalizando la Estrategia, Ediciones PMM Institute for Learning, ISBN: 978-84-935668-5-2, Valencia, España.
Amendola, L., Depool, T. (2009). La Gestión de Competencias en la Implementación de una Project Management Office “Caso Industria del Petróleo”, Editorial: AEIPRO, 13 th International Congress on Project Engineering (Aeipro), ISBN: 978-84-613-3497-1, pág. 67-67. Badajoz, España.
Amendola, L. [2008]. “Debemos Cambiar” “Cuidado con el entorno en la implementación de modelos integrado de activos” Mantenimiento & Operaciones. Revista de Ingeniería de Mantenimiento.
Amendola. L, (2007). Dirección y Gestión de Proyectos de Planta de Paradas: Propuesta Metodológica para su Mejora Basada en Juicios de Experto, Validación de la misma y Generación de Modelo Maestro. Tesis Doctoral, Universidad Politécnica de Valencia, España.
Amendola, L., (2005). Retorno Sobre el Mantenimiento de Activos (ROME) Balanced Scorecard. 13º Congreso
Iberoamericano de Mantenimiento Conferencia Latinoamericana de Gestión de Mantenimiento y Confiabilidad Operacional.
Amendola, L.; (2004). “Sistemas balanceados de indicadores en la gestión de activos”, 2 do Congreso Mundial de Mantenimiento, Brasil, Curitiba.
Amendola, L.; (2004). “Strategies of maintenance management as investment return”, 17 th European Maintenance Congress, Barcelona, Spain.
Amendola, L. (2004). “Retorno de la inversión sobre mantenimiento de activos (RIMA)”, 3er Congreso Cubano de Mantenimiento, CEIM, Cuba.
Amendola, L. (2004). “Application of Balanced Scorecard in the project management”, AEIPRO, VIII International Congress on Project Engineering, Bilbao, Spain, October.
Amendola, L. (2004). Balanced Scorecard en la gestión del mantenimiento, Artículo publicado: www.mantenimientomundial.com, www.confiabilidad.net.
Amendola, L. (2003). “Indicadores de confiabilidad propulsores en la gestión del mantenimiento”, Artículo publicado www.mantenimientomundial.com.
British Standards Institution. (BSi) PAS 55:2008, Gestión de Activos Parte 1, ISBN: 978-0-9563934-0-1.
British Standards Institution. (BSi) PAS 55:2008, Gestión de Activos Parte 2, ISBN: 978-0-9563934-2-5.

Mantenimiento en Latinoamérica. Volumen 3 – N°3 11
Tratamiento analítico del mantenimiento condicional (predictivo y proactivo) – Tercera parte
Por: Alejandro J. Pistarelli Ingeniero Aeronáutico Profesor Titular Ordinario, Asignatura Mantenimiento, Ingeniería Industrial y Mecánica Escritor [email protected] Argentina
La Seguridad y el Mantenimiento Condicional
Periódico En ciertos equipos la avería funcional ocasiona graves perjuicios en seguridad, poniendo en riesgo la integridad física de personas o medio ambiente. Para estas situaciones el tPR, y los factores que lo afectan, deben ser respetados independientemente del valor que fue tomando históricamente la variable medida. Su aplicación se justifica sólo por el hecho de que la rutina procura evitar fallas con consecuencias graves; no existe espacio para validación económica.
Debido a los perjuicios que estas fallas ocasionan, se recomienda adoptar un valor fPR = 50 aún para los casos en que su puntuación dio por debajo. Una vez establecido el intervalo, ratificar su gradiente de deterioro (factores α y β) y en todo caso mejorar la capacidad de diagnóstico. No es apropiado, por ejemplo, proponer una reducción de la frecuencia sólo porque “en las últimas ocasiones” el resultado del chequeo no llegó a Sa. Existen, incluso, situaciones en que el riesgo tolerado para la falla funcional es tan bajo (por cuestiones de seguridad), que se justifica hacer un análisis de factibilidad para el monitoreo continuo.
Si la falla imprevista únicamente tiene impacto económico
Se busca en esta parte justificar económicamente una tarea condicional, para los casos en que la falla funcional únicamente encierra un perjuicio material. Evaluar la aplicación de una rutina bajo estas circunstancias es sencillo. Simplemente debe compararse el costo de su ejecución durante un espacio de tiempo prudencial, contra el costo de no implantar ninguna acción pro-activa (NAP), es decir, trabajar a la rotura de los elementos. Resulta necesario para esto estimar el MTBFS de la falla sintomática y asumir que siempre su manifestación conducirá indefectiblemente a una falla funcional, si nada se hiciese para prevenirla. Nótese en la figura 1 (de artículos anteriores) que si bien
puede estimarse el ΔtSF, el intervalo en que el parámetro de estado se mantiene dentro de valores normales (ΔTNormal), es muchas veces desconocido. No debe caerse en la trampa de pensar que la validación económica de una tarea condicional es simplemente la comparación entre su costo unitario de ejecutarla, y el costo total que ocasionaría la falla funcional (perjuicio en el activo, impacto en producción, merma de calidad, etc.). Variables utilizadas para la justificación económica de una tarea condicional. MTBFS: Tiempo medio entre manifestaciones del síntoma (falla sintomática) que se podría convertir en una falla funcional. Esta información puede obtenerse de estimaciones, o a partir del historial predictivo existente. No confundir MTBFS con la vida útil del elemento para el modo de falla bajo análisis. H: Horizonte de análisis. Seleccionar un intervalo lo suficientemente representativo a lo largo del cual se asume que el activo se utiliza en un contexto operativo sin variación. Cuando no se dispone de más información, es apropiado tomar entre 4 y 5 veces el valor del MTBFS. CPR: Costo por realizar una vez la tarea condicional. Este valor debe incluir todos los gastos para el monitoreo, como ser, mano de obra, materiales, insumos, contratación del servicio, pérdidas de beneficio a consecuencia de realizar la inspección, etc. CRest: Costo que insume la restauración surgida a consecuencia de la detección de la falla sintomática. Se deben considerar todos los gastos ocasionados por la intervención, tanto en el equipo como los que pudieran acontecer por pérdidas en producción. Si bien muchas veces es posible programar los trabajos restaurativos sin perjuicio en los servicios, en ocasiones de máxima capacidad, aún será necesario tener en cuenta pérdidas de producción. CTPR: Costo total del mantenimiento condicional durante el horizonte de análisis H. Cad: Gastos adicionales a incurrir sobre el activo, además de los de la restauración, si sucede la falla imprevista. La avería repentina generalmente sorprende de tal forma que los gastos de reparación son mayores a los considerados en CRest. Se deben contemplar los perjuicios económicos adicionales sufridos en el activo o en equipos contiguos.
Mantenimiento en Latinoamérica. Volumen 3 – N°3 12
Cbm: Costo ó pérdida de beneficio marginal a consecuencia de la falla funcional. Puede ocurrir que la detención del activo no produzca consecuencias sobre la producción o las ventas por la existencia de pulmones o reservas suficientes; y que luego de reparado, el sistema esté en condiciones de recuperar dicho volumen. En este caso Cbm=0. También será despreciable cuando existan equipos capaces de suplir al que falló (redundancias pasivas o stand-by). CTff: Costo total que significa no realizar ninguna tarea de mantenimiento condicional a lo largo de H, asumiendo que todas las fallas sintomáticas se convierten en fallas funcionales. tPR: Intervalo de tiempo fijado entre dos intervenciones condicionales. El costo total por mantenimiento condicional es:
(5)
La ecuación anterior no tiene en cuenta los costos ocasionados por la falla funcional imprevista, se asume que nunca pasará inadvertido el síntoma a lo largo de H. Por su parte, el costo total sin mantenimiento condicional:
(6) Es importante reiterar que en la ecuación 6, Cad tiene en cuenta únicamente los gastos a incurrir sobre el activo dañado no considerados en CRest. La justificación económica consiste en cotejar 5 y 6; siempre que 5 sea menor a 6, conviene aplicar la rutina condicional. Algunas consideraciones particulares.
Para el caso puntual en que Cad = Cbm = 0, la aplicación del mantenimiento condicional periódico, en principio no se justifica. Esto significa que, para las situaciones en que la ocurrencia de la falla funcional cuesta lo mismo que la restauración surgida de detectar la falla sintomática, no es viable económicamente efectuar el monitoreo periódico.
Por su parte, cuando (Cad + Cbm) es muy elevado
resulta interesante analizar como alternativa un monitoreo continuo.
Si el término (5) es superior al (6) hasta en un 10%,
aún será ventajoso aplicar Mantenimiento
Condicional, para contemplar posibles errores de estimación en MTBFS.
Si, a juicio de los especialistas, el valor de MTBFS es
imposible de estimar, se recomienda comenzar con la aplicación (siempre que no se requieran inversiones importantes), y luego de suficiente experiencia evaluar la justificación económica. En este punto se asume que la técnica escogida es confiable para ser de utilidad.
No ajustar el valor de tPR en función de los resultados
de chequeos pasados; recordar que éste sólo es influenciado por los factores ya mencionados, nunca por el aumento del MTBFS.
Si el valor del MTBFS es bajo (< 5 tPR), debe iniciarse
de todas maneras un análisis de falla (ADF) para eliminar la causa raíz y evitar la reiteración del síntoma.
Si surge la opción de realizar mantenimiento
condicional, aún es conveniente mantener actualizado el valor de MTBFS en una base de datos, para evaluar periódicamente la justificación económica del monitoreo.
Si la elección es no realizar mantenimiento
condicional, la organización debe asumir que pueden surgir situaciones en las que la falla funcional ocurra y ocasione las consecuencias estudiadas. La opción de no efectuar mantenimiento condicional no significa que la falla sintomática nunca ocurrirá.
tPR
HCTPR = CPR CRest MTBFs+ H
CTff = CRest MTBFs
H+ Cad Cbm+( )

Mantenimiento en Latinoamérica. Volumen 3 – N°3 13
Optimización del inventario de repuestos j-crane bajo la metodología de excelencia six sigma (Final) Presentado en: Jornadas de Mantenimiento, Integridad y Confiabilidad Ecopetrol S.A. 2010
Juan Carlos Barrera Olaya, [email protected] Juan Pablo Jaimes Torrado, [email protected] Rossvan Johan Plata Villamizar [email protected] Gerencia Refinería Barrancabermeja, Vicepresidencia de Refinación y Petroquímica Colombia
Actualmente el proyecto se encuentra en la etapa denominada ANALYZE la cual consiste en analizar los datos de los principales indicadores y encontrar las causas raíces. El resultado de ésta medición permitirá realizar el análisis estadístico correspondiente para continuar el proceso de mejora. Durante esta fase se han diseñado consultas en la base de datos que permiten la extracción de datos del sistema de información ELLIPSE de MINCOM. Una de las etapas más importantes del proyecto es la relacionada con la mejora (IMPROVE) y aún cuando no se finalizado el análisis estadístico que plantea la metodología, se han obtenido avances importantes en la optimización del inventario gracias al diagnostico inicial realizado. El resultado esperado de la medición sumado al proceso estadístico de análisis anticipa un mayor beneficio económico adicional al que hasta ahora se ha alcanzado. Esta fase pretende cumplir con los objetivos trazados al inicio del proyecto e iniciar el camino hacia la sostenibilidad del proceso.
Por último, en la etapa CONTROL tras validar que las soluciones funcionan, es necesario implementar controles que aseguren que el proceso se mantendrá en su nuevo rumbo. Para prevenir que la solución sea
temporal, se documentará el nuevo proceso y su plan de monitoreo.
ANÁLISIS DE RESULTADOS
Aún cuando el proyecto de optimización de inventarios a los repuestos de la marca JOHN CRANE en la GRB aún no ha finalizado, a la fecha se han obtenido tres (3) resultados valiosos (Quick Wins) que se mencionan a continuación:
1. Optimización de más de 1.400 códigos de repuestos con referencias JOHN CRANE en ELLIPSE mediante la revisión del equipo de trabajo, que involucró áreas transversales al proceso de mantenimiento como lo son: Planeación del Mantenimiento, Confiabilidad de Equipo Rotativo, Taller de Sellos, Socio Estratégico JOHN CRANE COLOMBIA y por supuesto el apoyo de la Administración de Inventarios. Este trabajo de optimización se desarrolló principalmente bajo un análisis de demanda de cada referencia a lo largo de los últimos seis (6) años, tiempo que se tomó como referencia inicial para determinar la mínima rotación que puede tener un repuesto de esta naturaleza, seguido de un análisis de inventario para aquellas partes cuya criticidad y costo del inventario así lo reflejaban en el sistema de información. Este análisis tuvo la participación del equipo de Confiabilidad de Equipo Rotativo y consistió básicamente en determinar de manera individual y personalizada los nuevos puntos de reorden para estas referencias seleccionadas. Seguidamente se realizó el análisis por APL (Listas de Partes para Aplicación) de los repuestos para determinar su aplicabilidad y su participación del inventario conforme a las cantidades instaladas por equipo. Todo este trabajo permitió el ajuste de parámetros de reposición de repuestos que en su momento iniciaban proceso de demanda de compras por más de $ 1.500.000.000 de pesos. Los cambios realizados ya se reflejan en el sistema de información ELLIPSE y actualmente se están monitoreando para incorporarlos en la etapa de Control.
Figura 4. Área Optimización Parámetros de Reposición

Mantenimiento en Latinoamérica. Volumen 3 – N°3 14
2. Optimización de 310 RO´s (Recomendaciones de Compra) por valor de $ 1.300.000.000 de pesos gracias al resultado de la revisión planteada en el primer punto. De los más de 1.400 repuestos revisados durante la primera fase del proceso, existía un grupo de más de 300 referencias cuya reposición para compras no arrojaba ninguna justificación. Esto se pudo identificar una vez se realizaron los ajustes en el sistema de información ELLIPSE. El cálculo de ésta importante optimización se realizó con base en la tabla del Acuerdo de Precios FPAUG08808 firmado entre ECOPETROL S.A. y JOHN CRANE COLOMBIA, lo cual permitió establecer de manera exacta el valor ahorrado en estas compras si se hubiese ejecutado. 3. Implementación del proceso de revisión final de RO´s con el Proveedor. Este proceso planteado e implementado en los dos (2) primeros puntos, permitió afianzar el proceso de reposición que se venía realizando para este tipo de compras. Básicamente, se trata de un trabajo de anticipación que desarrolla el Proveedor en este caso JOHN CRANE COLOMBIA con el apoyo de ECOPETROL S.A. y consiste en establecer la coincidencia de las partes seleccionadas para compras entre el catálogo de ELLIPSE vs. la base de datos del fabricante. Este trabajo permitió identificar partes obsoletas, ajuste de APL´s, ajustes de referencias y modificaciones de especificaciones, lo cual se traduce en la mejora de la confiabilidad del sistema de información, resultado alcanzado gracias a la implementación de este proyecto.
SUPPLIERS/ PROVEEDORES
INPUTS / ENTRADASOUTPUTS / SALIDAS
CUSTOMER / CLIENTE
ELIPSE SYSTEMINVENTORY ITEMS
DETAILRO'S CONFIRMED PROCUREMENT
HISTORICAL INFO
QAD SYSTEMLIST OF OBSOLETE
ITEMSINVENTORY QUALITY
LIST OF ITEMS
FPA AGREEMENT DRAWINGS / PLANOSREPLENISHMENT /
REPOSICIONSUPPLY CHAIN
JCC TECHNICAL INFOTECHNICAL
INFORMATION
SI
EQUIPMENT TAGS ITEM'S REVISION NO
USERS
PROCESS
RO'S ELIPSE
Precios FPA?
Cotiza ción JCC
Proceso Procura Cliente
O.C PROVEEDOR JCCREPOSICION INVENTARIO
FIN
Figura 5. Proceso de Revisión Final de RO´s CONCLUSIONES
1. Dados los resultados alcanzados hasta el momento, se ratifica el acierto en la escogencia de la metodología de excelencia SIX SIGMA utilizada a nivel mundial en grandes compañías, para el mejoramiento de los procesos de reposición del inventario.
2. El alcance definido por el equipo del trabajo en el cual se espera cubrir la totalidad de referencias JOHN CRANE garantiza una solución 100% efectiva a muchos de los problemas que actualmente se presentan en la administración y manejo de estos bienes. Así mismo, la
etapa de Mejoramiento y Control garantizará la sostenibilidad del proyecto a lo largo del tiempo.
3. La implementación de éste proyecto demuestra que si es posible encontrar mejoras a temas tan complejos como la optimización de inventarios y más aún si logramos involucrar de manera consciente y responsable a otras áreas que participan de este proceso. El trabajo disciplinado y en equipo, desarrollado de manera rigurosa por cada uno de los integrantes permiten el éxito de este tipo de proyectos.
4. La preparación para formar parte de estos proyectos es pilar fundamental para alcanzar el éxito esperado, pero es aún más importante la experiencia que se adquiere cuando se integra un grupo de personas en el desarrollo. Lo anterior, permite sin duda el crecimiento de profesionales en el tema, quienes más adelante podrán participar o liderar proyectos en otras áreas de la compañía basado en la metodología SIX SIGMA.
5. Una vez finalizado éste proyecto, es imperativo iniciar la réplica de la metodología en la totalidad del inventario de repuestos de la GRB e incluso aplicar la metodología en los demás inventarios que posee la compañía a lo largo del territorio nacional. La formación de profesionales en esta área del conocimiento permitirá también la implementación de esta filosofía en otras áreas del mantenimiento.
AGRADECIMIENTOS El desarrollo de este proyecto ha sido posible gracias a Dios y al aporte profesional de cada uno de los miembros del equipo de trabajo conformado de la siguiente manera:
Por ECOPETROL S.A.: Ing. Rafael Alfonso Gutiérrez de Piñérez CMRP -
SPONSOR, Coordinador Inventarios GRB. Ing. Juan Carlos Huertas Castillo CMRP - Especialista
en Sistemas de Información, Profesional Inventarios GRB. Por JOHN CRANE COLOMBIA:
Ing. Juan Carlos Arias, Green Belt. Ing. John Jairo Castrillón, Yellow Belt. Ing. Luis Alfredo Ospina, Champion. Ing. Juan Pereira, Black Belt. Ing. Jorge Correa, Master Black Belt.
BIBLIOGRAFÍA
[1] ESCALANTE, Edgardo J. Seis-Sigma: Metodología y técnicas, 436 páginas, Limusa, México, 2005.
[2] CORREA, Jorge - Director of Operations JCLA John Crane Inc. 10 tips for a successful Six Sigma project, 4 páginas, www.midomenech.com.br/admin/arquivos/10_tips_for_successful_Six_Sigma_project.pdf, (Febrero 2.010).
Mantenimiento en Latinoamérica. Volumen 3 – N°3 15
La importancia estratégica de la confiabilidad de planta para mejorar la competitividad
Por: Gerardo Trujillo C. Certified Maintenance and Reliability Professional - CMRP Vicepresidente del Comité Panamericano de Ingeniería de Mantenimiento - UPADI [email protected] México
¿Su planta se ha visto alguna vez afectada en su producción por una máquina que súbitamente se ha detenido? ¿Hay en su planta alguna máquina que es un “dolor de cabeza” y que falla con frecuencia? ¿El departamento de mantenimiento de su planta trabaja más del 40% del tiempo en actividades con menos de una semana de planeación? Estos son sólo algunos indicadores de que su estrategia de confiabilidad no está dando resultados.
En muchas ocasiones, la confiabilidad de planta es confundida erróneamente con hacer mejor la función de mantenimiento. En realidad lograr una planta confiable requiere mucho más que eso. La confiabilidad de planta se refiere a la confiabilidad en general de todos los activos en la línea de producción y se determina como la medida de la confiabilidad individual de cada uno de los activos de producción. La máquina que tiene la confiabilidad más baja, se convierte entonces en el eslabón más débil de la cadena y esa máquina o grupo de máquinas pueden hacer que la planta no sea muy confiable. En muchas ocasiones, esto provoca que la planta no sea rentable y que el retorno esperado sobre los activos se vea afectado, así como la competitividad de la empresa.
La confiabilidad de planta no es sólo una palabra de moda ni un proyecto temporal, sino una ventaja competitiva para los manufactureros en el complejo entorno global. Por ello, muchas empresas están desarrollando estrategias de confiabilidad a nivel corporativo que no se limitan únicamente al mantenimiento. El motivador principal para implementar estrategias de confiabilidad es que se ha demostrado que una planta confiable contribuye de manera importante en la generación de utilidades en un nivel operacional y representa una ventaja competitiva en el nivel estratégico.
El éxito de una estrategia de confiabilidad, depende principalmente de la implementación de una visión holística que incluya, una visión, métodos, herramientas y tecnologías para monitorear, medir, evaluar y mejorar
continuamente la confiabilidad. El primer paso para conseguir una mejor confiabilidad es quitarse de la mente que el mantenimiento de los activos es una actividad operacional. La mejora de la confiabilidad debe ser vista como una iniciativa de la dirección, no como una responsabilidad de mantenimiento.
No hay un camino único para implementar una estrategia de confiabilidad de planta, ni existe una receta mágica. Es importante considerar algunos elementos como base del programa y definir un plan que permita, teniendo siempre en mente mejorar la confiabilidad, y a través de esa confiabilidad mejorar las utilidades de la empresa y su competitividad. Tres elementos fundamentales en esta estrategia son:
• Implementar una estrategia holística de confiabilidad que integre a diseño/ingeniería, compras, operaciones y mantenimiento.
• Establecer un proceso de mantenimiento de los activos centrado en confiabilidad
• Asegurar los recursos y la visión para que el programa sea sostenible en el tiempo y que no sea una mejora temporal.
¡Dignifiquemos la Profesión!
Mantenimiento en Latinoamérica. Volumen 3 – N°3 16
Confiabilidade na Gestão Estratégica
Por: Claudio Spanó Ing. Mecanico Diretor executivo da ReliaSoft BR [email protected] Brasil
Desde a Primeira Revolução Industrial, o avanço tecnológico passou a atingir um ritmo bastante acelerado e isso se intensificou a partir da Segunda Revolução Industrial, entre meados do século 19 e meados do século 20, quando diversos produtos e equipamentos passaram a ser produzidos e comercializados: avião, automóvel, telefone, televisor e rádio. Com a Tecnologia da Informação, novos processos foram aplicados no desenvolvimento de produtos e equipamentos, controlados por sistemas e robôs, quase perfeitos. Mas as mudanças que caracterizam a Terceira Revolução Industrial vão muito além das transformações industriais. Hoje, não basta que uma empresa seja dominante no seu mercado de atuação. O surgimento de novas companhias e marcas mais inovadoras tem tirado a dominância de mercado dessas empresas. O Chief Executive Officer (CEO) tem de estar pronto para comandar processos de inovação dentro de empresas grandes, onde as decisões normalmente são mais lentas. O grande esforço deve partir do principal executivo. As melhorias na gestão dos processos devem estar na agenda estratégica do CEO. Para manter a competitividade, as empresas são constantemente desafiadas a buscar diversas soluções para medir, controlar, corrigir e melhorar as falhas de seus processos, com o objetivo de monitorar de forma eficaz as variáveis internas de seu negócio, aprimorar seus produtos e serviços e aumentar sua participação em setores-alvo. A Engenharia da Confiabilidade pode ser uma peça chave para o processo de gestão, permitindo especificar, projetar, testar e demonstrar a performance de vida de equipamentos, produtos, sistemas e linhas de processos. A partir das informações obtidas com as análises de confiabilidade, é possível avaliar o impacto financeiro dos processos, evitando gastos desnecessários e promovendo melhorias na vida dos produtos e equipamentos. O papel da Engenharia da Confiabilidade na gestão estratégica possui grande importância e impacta nas principais decisões das grandes empresas. Para apresentar os impactos e benefícios das decisões
estratégicas, é interessante dividir o assunto em duas aplicações distintas: aplicação na Manutenção e Linhas de Processo e aplicação no Desenvolvimento de Produtos.
Manutenção e Linhas de Processo
A partir de análises de dados feitas com o apoio de metodologias (RAM, RCM, RCA, LDA), é possível avaliar os benefícios em plantas existentes ou em projetos de novas plantas. Estes benefícios incluem:
• Determinar a confiabilidade e disponibilidade da planta e seus ativos;
• Determinar a capacidade produtiva atual e simulação de cenários alternativos – otimizações;
• Determinar os planos de manutenção de forma estruturada – reduções de até 75% na quantidade de planos*;
• Definir as políticas de manutenção – redução de até 20% dos custos anuais*;
• Definir os estoques de reposição – redução de até 30% dos custos anuais*;
• Reduzir em até 20% o valor do prêmio do seguro patrimonial.
• Apoiar a decisão para investimentos em novos ativos.
O serviço de manutenção das empresas brasileiras tem evoluído bastante em setores como petroquímico, mineração, geração e transmissão de energia e papel e celulose, que conhecem mais da confiabilidade dos produtos que utilizam, do que os próprios fabricantes que as desenvolveram.
Com a aplicação da Engenharia da Confiabilidade nas áreas de manutenção e processos é possível analisar e monitorar a confiabilidade, mantenabilidade e disponibilidade de sistemas para otimizar as manutenções preventivas, preditivas, intervalos de inspeções e estoques de reposição, alinhando esses resultados a uma análise de custos (Lyfe Cycle Cost – LCC). Além da aplicação na manutenção e em linhas de processo já existentes, as ferramentas da confiabilidade têm uma grande importância no estudo e planejamento em projetos de novas plantas.
Desenvolvimento de Produtos
A partir da análise de dados feita com as metodologias da Engenharia da Confiabilidade (LDA, QALT, RAM, FMEA, FRACAS, DFR) todo o ciclo de desenvolvimento de novos produtos é controlado com precisão. Principais benefícios: • Fase de Definição/Conceituação

Mantenimiento en Latinoamérica. Volumen 3 – N°3 17
o Determinar a confiabilidade do produto ainda na fase de conceito;
o Priorizar os itens críticos para testes de confiabilidade.
• Fase de Desenvolvimento e Testes o Aplicação da sistemática de Design for Reliability
de maneira sistemática – redução de até 30% nos custos de garantia e melhoria da qualidade da marca*
o Definir a relação entre confiabilidade vs. condições operacionais/ambientais – redução de até 80% na ocorrência de recalls
o Definir os fornecedores que atendam aos requisitos de confiabilidade – redução de 70% das falhas prematuras*
o Executar Ensaios de Confiabilidade Acelerados – redução de até 60% na duração do tempo de testes e aumento em 90% na correlação entre o teste de bancada e a utilização em campo*
o Monitorar o crescimento da confiabilidade e determinar o ponto de maturidade ideal – liberação para produção
• Fase de Fabricação o Monitorar a confiabilidade dos lotes – redução de
Recalls e custos de garantia • Fase de Pós Vendas
o Acompanhar a confiabilidade do produto no campo
o Fazer o levantamento da confiabilidade através de análises de dados de garantia – redução dos custos de garantia
o Uso do conhecimento da confiabilidade do atual produto para subsidiar novos projetos
Posso afirmar que o único impedimento para utilização das metodologias quantitativas é o fator cultural, tal qual encontramos em qualquer processo de mudança. Isto é fácil de se comprovar na indústria brasileira. Basta indagar a um fabricante de qualquer produto: Qual a probabilidade (em porcentagem) do produto falhar, após utilizá-lo por uma semana, um mês, um ano ou até cinco anos? Se ele responder a todas as perguntas, incluindo os limites de confiança (a variação estatística) nas respostas, esta empresa possui um processo de confiabilidade implementado. O fato é que a maioria dos fabricantes não irá responder ou tentará escapar das questões dizendo que esta informação é confidencial.
O curioso é que muitas empresas têm se apropriado do marketing da confiabilidade para promover a qualidade dos produtos, só que de maneira subjetiva e não quantitativa. Com o advento da Engenharia da Confiabilidade, que envolve a utilização de cálculos matemáticos, é possível medir com exatidão a probabilidade de uma peça desempenhar sua função por um determinado tempo sem falhar. O consumidor está atento a tudo isto. Na verdade, o cliente não se preocupa com a confiabilidade e sim com a falta dela.
Mantenimiento en Latinoamérica. Volumen 3 – N°3 18
Análisis de las fallas, buscando y eliminando los malos actores (Primera parte)
Por: William M. Murillo Ingeniero electricista y especialista en sistemas de transmisión, potencia y generación [email protected] Colombia
INTRODUCCION
En el desarrollo de los programas de mantenimiento, muchos de los activos tiene un alto nivel de fallas, algunos aparentemente interminables. Un programa de “malos actores” ayuda a reducir el número de fallas durante la implementación de soluciones en un proceso de RCFA.
Los “malos actores” son sistemas y equipos con una gran cantidad de paradas, emergencias y reparaciones que supuestamente no tienen razón de ser y que concentran la mayor cantidad de mano de obra y desgaste en una organización.
El programa de malos actores dentro de una estrategia de confiabilidad se convierte en una filosofía de mantenimiento, liderada por el equipo de confiabilidad que desarrolla los parámetros para determinar cuáles son los activos que se encuentran desviados en el desempeño de su función.
DETERMINADO LOS MALOS ACTORES
Para determinar e identificar la lista de los “malos actores” se construye con muchos reportes que se obtienen desde el CMMS, la información de reporte de fallas, llamados de emergencias, las pérdidas de producción y los costos de mantenimiento entre otros.
El ingeniero de Reliability determina la confiabilidad para cada sistema y equipo, usando el Mean Time Between Failure (MTBF), el Mean Time To Failure (MTTF), los costos, el numero de fallas y las pérdidas de producción en un periodo predeterminado.
Con esta información se realiza análisis de cuáles son los equipo “BAD ACTORS” o malos actores. Y se determinar las acciones para el mejoramiento.
CASO DE ESTUDIO SISTEMA GENERACION
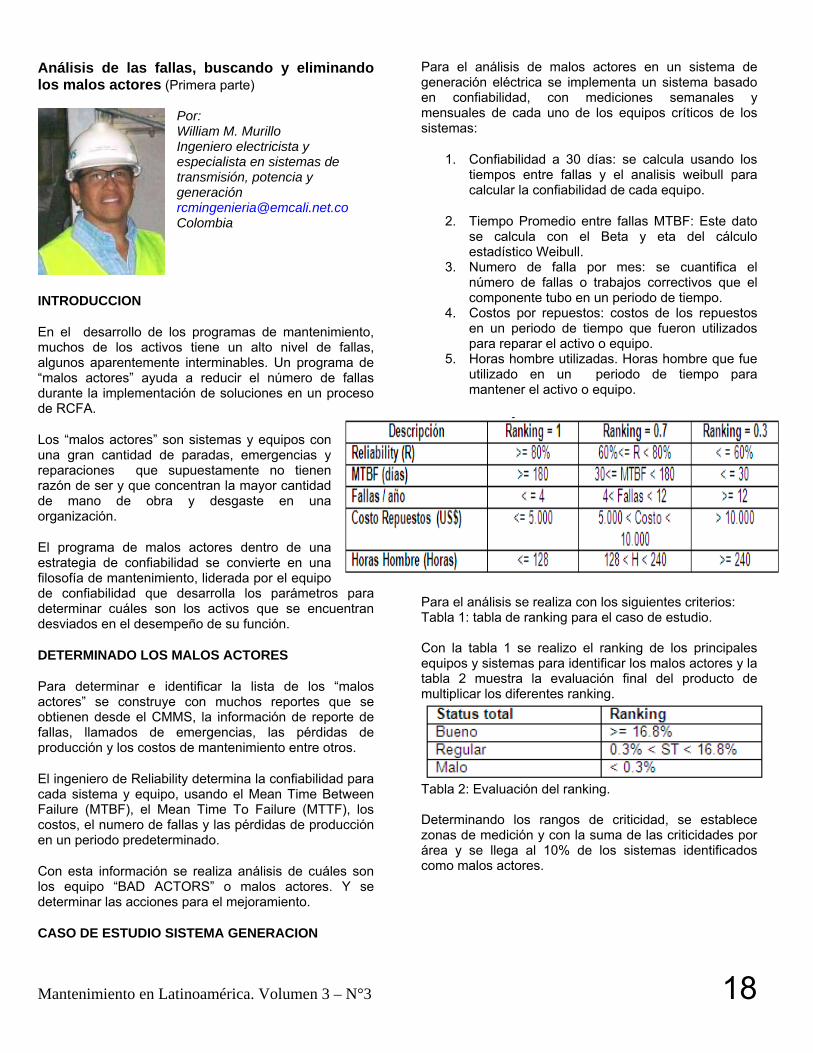
Para el análisis de malos actores en un sistema de generación eléctrica se implementa un sistema basado en confiabilidad, con mediciones semanales y mensuales de cada uno de los equipos críticos de los sistemas:
1. Confiabilidad a 30 días: se calcula usando los tiempos entre fallas y el analisis weibull para calcular la confiabilidad de cada equipo.
2. Tiempo Promedio entre fallas MTBF: Este dato se calcula con el Beta y eta del cálculo estadístico Weibull.
3. Numero de falla por mes: se cuantifica el número de fallas o trabajos correctivos que el componente tubo en un periodo de tiempo.
4. Costos por repuestos: costos de los repuestos en un periodo de tiempo que fueron utilizados para reparar el activo o equipo.
5. Horas hombre utilizadas. Horas hombre que fue utilizado en un periodo de tiempo para mantener el activo o equipo.
Para el análisis se realiza con los siguientes criterios: Tabla 1: tabla de ranking para el caso de estudio. Con la tabla 1 se realizo el ranking de los principales equipos y sistemas para identificar los malos actores y la tabla 2 muestra la evaluación final del producto de multiplicar los diferentes ranking.
Tabla 2: Evaluación del ranking. Determinando los rangos de criticidad, se establece zonas de medición y con la suma de las criticidades por área y se llega al 10% de los sistemas identificados como malos actores.
Mantenimiento en Latinoamérica. Volumen 3 – N°3 19
Recomendaciones para mejorar la disponibilidad de generadores de vapor en calderas de una Central Termoeléctrica. (Primera parte)
Por: Francisco Martínez Pérez, Ing Mecánico, Profesor Titular, Doctor en Ciencias Técnicas. Centro de Estudios de Ingeniería de Mantenimiento (CEIM) ISPJAE [email protected] Michel Hernández Hernández, Ing. Mecánico, Especialista en Mantenimiento. Central Termoeléctrica Mariel,
MINBAS [email protected] Cuba
La necesidad cada día más acentuada de mejorar los estándares en materia de seguridad, ambiente y productividad de las instalaciones y sus procesos, obliga a incorporar nuevas tecnologías y aplicación de las ya existentes. En el ámbito nacional las empresas basan su estrategia en la búsqueda de la excelencia y perfeccionamiento a través de la filosofía de Clase Mundial.
En el trabajo se ejecuta la caracterización del sistema de mantenimiento de una Central Termoeléctrica, el estudio de las fallas más frecuentes ocurridas en los intercambiadores y un análisis de criticidad para determinar prioridades y así proponer la implantación de un sistema de mantenimiento adecuado acorde a las condiciones actuales de los generadores de vapor.
Todos estos resultados van dirigidos a la mejora del MPP establecido en un Generador de Vapor de la Central Termoeléctrica, teniendo en cuenta el análisis de afectación a la disponibilidad en los mismos.
Palabras claves: Disponibilidad, Ingeniería de Mantenimiento, Fallas.
Introducción.
El presente trabajo se ha ejecutado en una Central Termoeléctrica (CTE), tomando como modelo las superficies de intercambio de los Generadores de Vapor con el fin de proporcionar a la CTE una herramienta para la detección y el análisis de las fallas, lo cual propone un mejoramiento del Mantenimiento Preventivo Planificado (MPP) implementado actualmente en la CTE.
A pesar del esfuerzo que se realiza por lograr una explotación de las unidades de generación del país con el menor índice de deficiencia posible el sistema de Mantenimiento Preventivo Planificado (MPP) de las
superficies de intercambio térmico no brinda una solución que permita la disminución de salidas por emergencia debido a averías en las superficies de intercambio. Estas constituyen uno de los elementos de la caldera y de la Unidad de Generación en general que más fallas funcionales presenta
La transición del combustible hacia el crudo cubano ha proporcionado un acrecentamiento en la frecuencia de los distintos mecanismos de fallos a los que están expuestos los agregados de la caldera; a esto se le adiciona la falta de presupuesto, de personal calificado, de piezas de repuesto y las violaciones de los tiempos de mantenimiento, lo que provoca el deterioro y la inestabilidad de los bloques.
Todo esto evidencia la necesidad de orientar al personal técnico en la búsqueda de mejoras en los sistemas de mantenimientos, a fin de reducir la cantidad de fallas y mejorar indicadores negativos.
Se trazaron como objetivos del trabajo: • Caracterizar el sistema de mantenimiento en la
CTE. • Caracterizar el Generador de Vapor de 100 MW. • Determinar el intercambiador más crítico • Realizar el estudio y análisis de las fallas,
desarrollando un análisis estadístico de las éstas en los intercambiadores de superficie de la caldera.
• Proponer mejoras al sistema de mantenimiento del Generador de Vapor.
Breve reseña histórica de la implementación de sistemas de mantenimientos en la CTE.
Desde el comienzo de la explotación de las Centrales Eléctricas en Cuba, se implementó el mantenimiento siguiendo la recomendación del fabricante, o Mantenimientos Planificados por plazos fijos dados por el fabricante, ya sea en horas de operación (MPP) o tiempo natural. En 1974 surge el Sistema de Organización del Mantenimiento en Centrales Eléctricas (SOMCE), el cual constituyó una directiva de trabajo a partir de 1978 [1] basado en el MPP.
Este procedimiento basado en el tiempo fijo consiste en determinar el ciclo de mantenimiento, escogiendo una muestra y sometiendo a diferentes regímenes de explotación. Mediante un análisis de fiabilidad y un control estadístico se va determinando los tiempos en que se deterioran los elementos y a partir de estos, aplicando un coeficiente de seguridad, se elabora el plan. Luego se va mejorando con la retroalimentación que le aportan los clientes.
Producto de los cambios económicos y organizativos ocurridos en el país a partir de los años 90, así como la luz de las experiencias adquiridas desde su implantación y las nuevas concepciones sobre el mantenimiento, este sistema requirió de modificaciones y actualizaciones [2].
Mantenimiento en Latinoamérica. Volumen 3 – N°3 20
Implementación de Confiabilidad Industrial en la Pequeña y Mediana Empresa (Segunda parte)
Por: José G. Aranguren Ingeniero Metalúrgico Esp.en Evaluación de Materiales e Inspección de Equipos (TP) Diplomado en Confiabilidad Integral de Activos y Proceso Integrity Assessment Services [email protected] Venezuela Javier E. Bravo Ingeniero Mecánico Especialista en Ingeniería de Confiabilidad de los Procesos Industriales MSc Gerencia de Proyectos Industriales Integrity Assessment Services [email protected] Jean M. Fuenmayor Ingeniero Mecánico Ingeniero Industrial Integrity Assessment Services [email protected] Venezuela Robinson J. Medina Ingeniero Mecánico Esp.en Evaluación de Materiales e Inspección de Equipos Diplomado en Confiabilidad Integral MSc en Ingeniería de Confiabilidad y Riesgo Integrity Assessment Services [email protected]
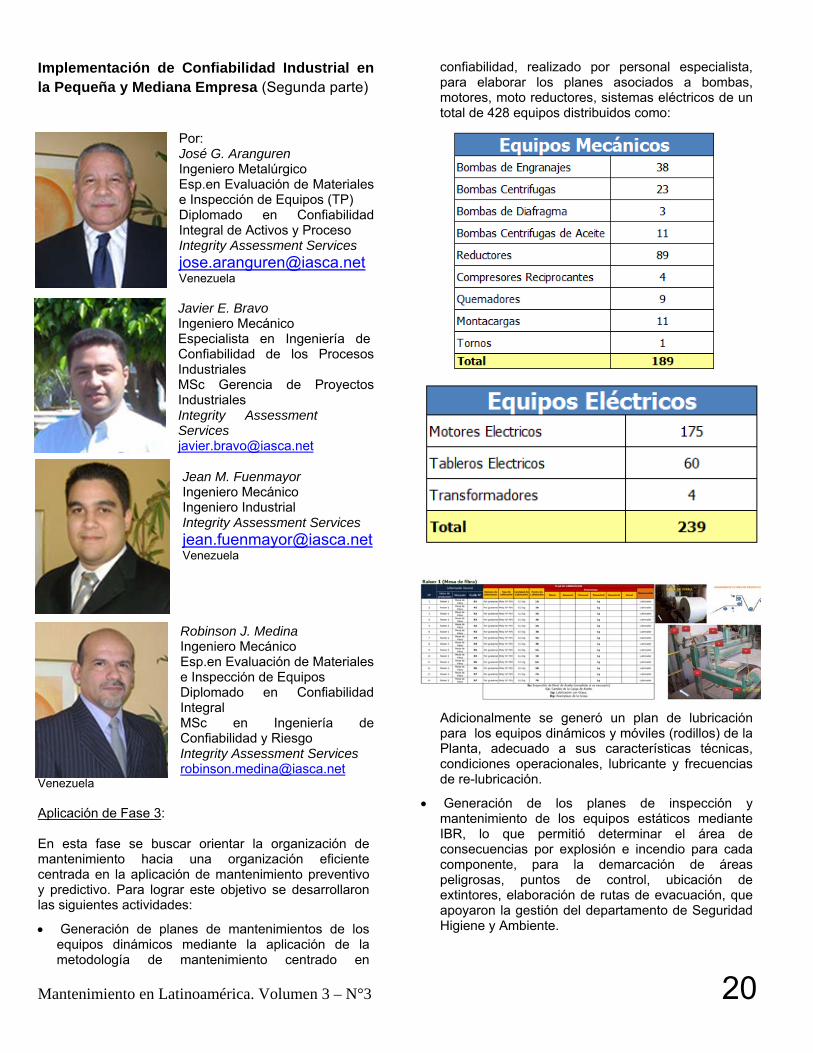
Venezuela Aplicación de Fase 3: En esta fase se buscar orientar la organización de mantenimiento hacia una organización eficiente centrada en la aplicación de mantenimiento preventivo y predictivo. Para lograr este objetivo se desarrollaron las siguientes actividades:
• Generación de planes de mantenimientos de los equipos dinámicos mediante la aplicación de la metodología de mantenimiento centrado en
confiabilidad, realizado por personal especialista, para elaborar los planes asociados a bombas, motores, moto reductores, sistemas eléctricos de un total de 428 equipos distribuidos como:
Adicionalmente se generó un plan de lubricación para los equipos dinámicos y móviles (rodillos) de la Planta, adecuado a sus características técnicas, condiciones operacionales, lubricante y frecuencias de re-lubricación.
• Generación de los planes de inspección y mantenimiento de los equipos estáticos mediante IBR, lo que permitió determinar el área de consecuencias por explosión e incendio para cada componente, para la demarcación de áreas peligrosas, puntos de control, ubicación de extintores, elaboración de rutas de evacuación, que apoyaron la gestión del departamento de Seguridad Higiene y Ambiente.
Mantenimiento en Latinoamérica. Volumen 3 – N°3 21
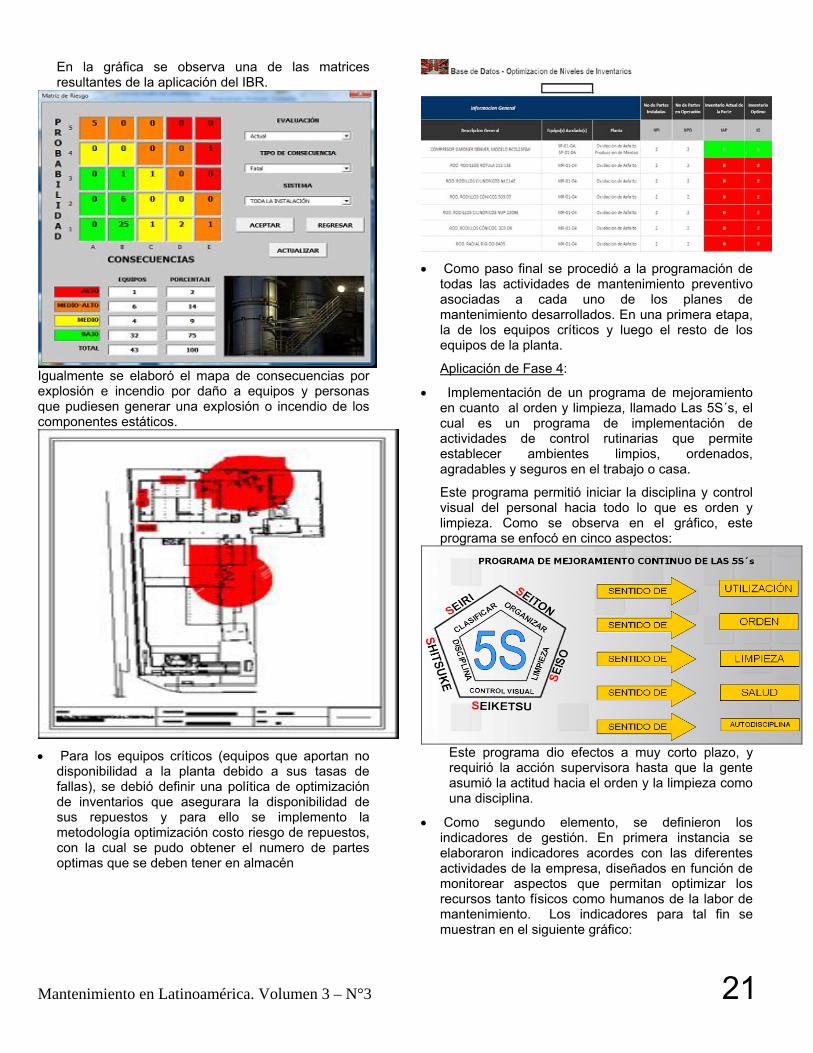
En la gráfica se observa una de las matrices resultantes de la aplicación del IBR.
Igualmente se elaboró el mapa de consecuencias por explosión e incendio por daño a equipos y personas que pudiesen generar una explosión o incendio de los componentes estáticos.
• Para los equipos críticos (equipos que aportan no
disponibilidad a la planta debido a sus tasas de fallas), se debió definir una política de optimización de inventarios que asegurara la disponibilidad de sus repuestos y para ello se implemento la metodología optimización costo riesgo de repuestos, con la cual se pudo obtener el numero de partes optimas que se deben tener en almacén
• Como paso final se procedió a la programación de
todas las actividades de mantenimiento preventivo asociadas a cada uno de los planes de mantenimiento desarrollados. En una primera etapa, la de los equipos críticos y luego el resto de los equipos de la planta.
Aplicación de Fase 4:
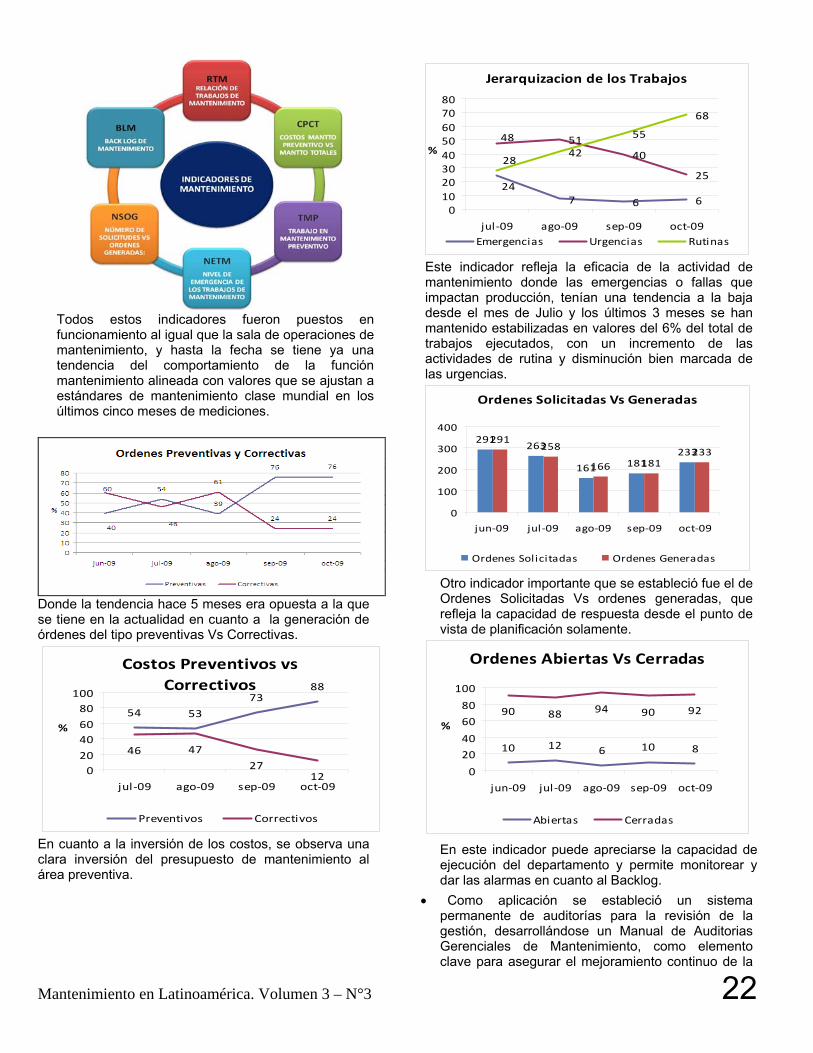
• Implementación de un programa de mejoramiento en cuanto al orden y limpieza, llamado Las 5S´s, el cual es un programa de implementación de actividades de control rutinarias que permite establecer ambientes limpios, ordenados, agradables y seguros en el trabajo o casa.
Este programa permitió iniciar la disciplina y control visual del personal hacia todo lo que es orden y limpieza. Como se observa en el gráfico, este programa se enfocó en cinco aspectos:
Este programa dio efectos a muy corto plazo, y requirió la acción supervisora hasta que la gente asumió la actitud hacia el orden y la limpieza como una disciplina.
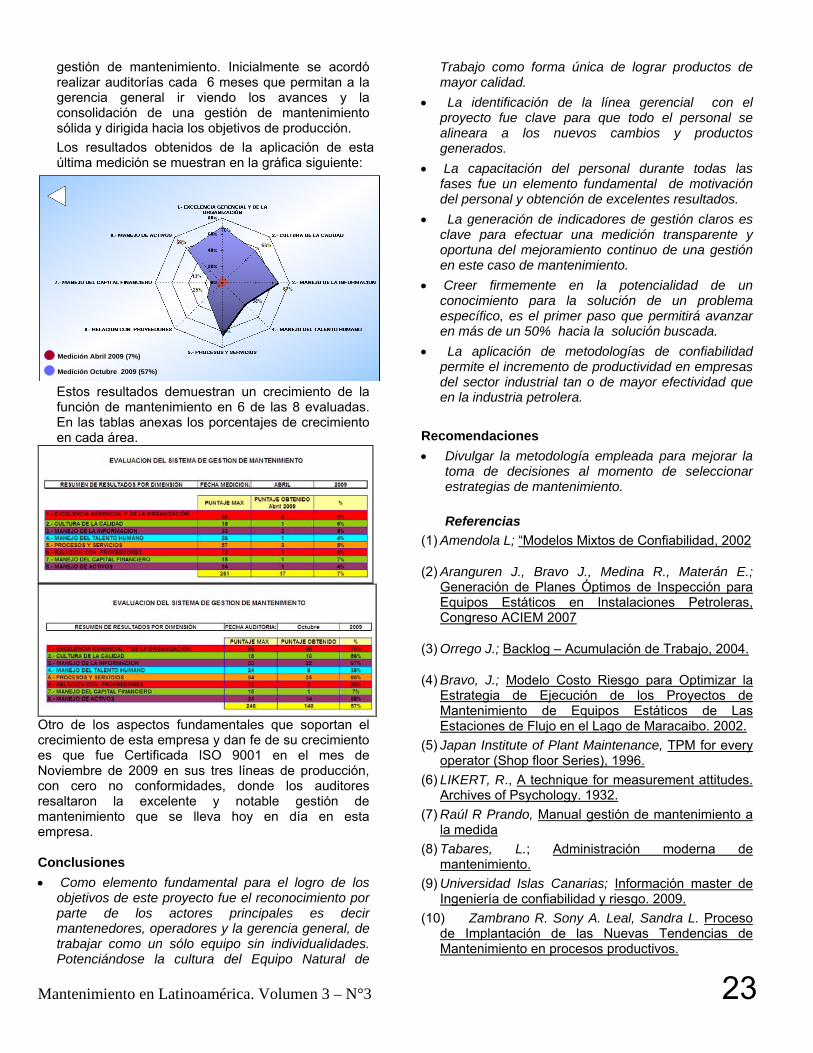
• Como segundo elemento, se definieron los indicadores de gestión. En primera instancia se elaboraron indicadores acordes con las diferentes actividades de la empresa, diseñados en función de monitorear aspectos que permitan optimizar los recursos tanto físicos como humanos de la labor de mantenimiento. Los indicadores para tal fin se muestran en el siguiente gráfico:
Mantenimiento en Latinoamérica. Volumen 3 – N°3 22
Todos estos indicadores fueron puestos en funcionamiento al igual que la sala de operaciones de mantenimiento, y hasta la fecha se tiene ya una tendencia del comportamiento de la función mantenimiento alineada con valores que se ajustan a estándares de mantenimiento clase mundial en los últimos cinco meses de mediciones.
Donde la tendencia hace 5 meses era opuesta a la que se tiene en la actualidad en cuanto a la generación de órdenes del tipo preventivas Vs Correctivas.
Costos Preventivos vs Correctivos
54 53
7388
46 47
27120
20
4060
80100
jul‐09 ago‐09 sep‐09 oct‐09
%
Preventivos Correctivos
En cuanto a la inversión de los costos, se observa una clara inversión del presupuesto de mantenimiento al área preventiva.
Jerarquizacion de los Trabajos
7 6 6
5140
25
42
55
68
24
48
28
01020304050607080
jul‐09 ago‐09 sep‐09 oct‐09
%
Emergencias Urgencias Rutinas
Este indicador refleja la eficacia de la actividad de mantenimiento donde las emergencias o fallas que impactan producción, tenían una tendencia a la baja desde el mes de Julio y los últimos 3 meses se han mantenido estabilizadas en valores del 6% del total de trabajos ejecutados, con un incremento de las actividades de rutina y disminución bien marcada de las urgencias.
Ordenes Solicitadas Vs Generadas
291263
161 181233
291258
166 181233
0
100
200
300
400
jun‐09 jul‐09 ago‐09 sep‐09 oct‐09
Ordenes Solicitadas Ordenes Generadas
Otro indicador importante que se estableció fue el de Ordenes Solicitadas Vs ordenes generadas, que refleja la capacidad de respuesta desde el punto de vista de planificación solamente.
Ordenes Abiertas Vs Cerradas
10 12 6 10 8
90 88 94 90 92
0
20
40
60
80
100
jun‐09 jul‐09 ago‐09 sep‐09 oct‐09
%
Abiertas Cerradas
En este indicador puede apreciarse la capacidad de ejecución del departamento y permite monitorear y dar las alarmas en cuanto al Backlog.
• Como aplicación se estableció un sistema permanente de auditorías para la revisión de la gestión, desarrollándose un Manual de Auditorias Gerenciales de Mantenimiento, como elemento clave para asegurar el mejoramiento continuo de la
Mantenimiento en Latinoamérica. Volumen 3 – N°3 23
gestión de mantenimiento. Inicialmente se acordó realizar auditorías cada 6 meses que permitan a la gerencia general ir viendo los avances y la consolidación de una gestión de mantenimiento sólida y dirigida hacia los objetivos de producción. Los resultados obtenidos de la aplicación de esta última medición se muestran en la gráfica siguiente:
Medición Abril 2009 (7%)
Medición Octubre 2009 (57%)
Medición Abril 2009 (7%)
Medición Octubre 2009 (57%)
Estos resultados demuestran un crecimiento de la función de mantenimiento en 6 de las 8 evaluadas. En las tablas anexas los porcentajes de crecimiento en cada área.
Otro de los aspectos fundamentales que soportan el crecimiento de esta empresa y dan fe de su crecimiento es que fue Certificada ISO 9001 en el mes de Noviembre de 2009 en sus tres líneas de producción, con cero no conformidades, donde los auditores resaltaron la excelente y notable gestión de mantenimiento que se lleva hoy en día en esta empresa. Conclusiones • Como elemento fundamental para el logro de los
objetivos de este proyecto fue el reconocimiento por parte de los actores principales es decir mantenedores, operadores y la gerencia general, de trabajar como un sólo equipo sin individualidades. Potenciándose la cultura del Equipo Natural de
Trabajo como forma única de lograr productos de mayor calidad.
• La identificación de la línea gerencial con el proyecto fue clave para que todo el personal se alineara a los nuevos cambios y productos generados.
• La capacitación del personal durante todas las fases fue un elemento fundamental de motivación del personal y obtención de excelentes resultados.
• La generación de indicadores de gestión claros es clave para efectuar una medición transparente y oportuna del mejoramiento continuo de una gestión en este caso de mantenimiento.
• Creer firmemente en la potencialidad de un conocimiento para la solución de un problema específico, es el primer paso que permitirá avanzar en más de un 50% hacia la solución buscada.
• La aplicación de metodologías de confiabilidad permite el incremento de productividad en empresas del sector industrial tan o de mayor efectividad que en la industria petrolera.
Recomendaciones • Divulgar la metodología empleada para mejorar la
toma de decisiones al momento de seleccionar estrategias de mantenimiento. Referencias
(1) Amendola L; “Modelos Mixtos de Confiabilidad, 2002
(2) Aranguren J., Bravo J., Medina R., Materán E.; Generación de Planes Óptimos de Inspección para Equipos Estáticos en Instalaciones Petroleras, Congreso ACIEM 2007
(3) Orrego J.; Backlog – Acumulación de Trabajo, 2004.
(4) Bravo, J.; Modelo Costo Riesgo para Optimizar la Estrategia de Ejecución de los Proyectos de Mantenimiento de Equipos Estáticos de Las Estaciones de Flujo en el Lago de Maracaibo. 2002.
(5) Japan Institute of Plant Maintenance, TPM for every operator (Shop floor Series), 1996.
(6) LIKERT, R., A technique for measurement attitudes. Archives of Psychology. 1932.
(7) Raúl R Prando, Manual gestión de mantenimiento a la medida
(8) Tabares, L.; Administración moderna de mantenimiento.
(9) Universidad Islas Canarias; Información master de Ingeniería de confiabilidad y riesgo. 2009.
(10) Zambrano R. Sony A. Leal, Sandra L. Proceso de Implantación de las Nuevas Tendencias de Mantenimiento en procesos productivos.

Mantenimiento en Latinoamérica. Volumen 3 – N°3 24
“Metodología de Clasificación y Catalogación de Inventarios” (Segunda parte)
Por: Maryori Corona R2M S.A. Reliability and Risk Management. [email protected] Venezuela. Mauro Osorio R2M S.A. Reliability and Risk Management. [email protected] Venezuela. Carlos Sanitá R2M S.A. Reliability and Risk Management. [email protected] Venezuela.
2.1.1. Estructura de un Maestro de Materiales.
Un Maestro de Materiales debe contener como básico los siguientes campos:
Identificación Codificada del Material: Generalmente, es un código numérico establecido por la industria para identificar de una manera única cada uno de los materiales susceptible a compra o que almacena como inventario. También es denominado Código de Almacén o Código del Ítem.
Código de Ubicación del Material en el Almacén: Este código es establecido por la industria para identificar la ubicación de sus repuestos, partes o consumibles dentro de sus almacenes, con la finalidad de facilitar su ubicación dentro del almacén. Ejemplo de códigos de ubicación: A-09-E05: Almacén A, Estante 09, Casillero E05.
Clasificación del Material: Asignación de los materiales a un grupo o subgrupo que reúne características similares. A nivel mundial existen diversas fuentes o estándares de clasificación de materiales, dicha clasificación va a depender del contexto, utilidad o proceso que involucre al material. En el caso de los almacenes industriales generalmente se maneja una clasificación a tres niveles: Un primer nivel denominado Categoría del Material, un sub-nivel denominado Familia del Material y finalmente las familias se subdividen en Clases.
Descripción del Material: La descripción del material debe ser clara y completa, indicando cada una de las especificaciones que lo describen de manera inequívoca para un proceso de compra.
2.2.Clasificación de los Materiales.
Es el proceso de agrupación de los materiales de manera estándar y lógica con su respectivo grado de jerarquía, asignando los ítems a un grupo y/o sub-grupo de acuerdo a sus características. Entre los sistemas de clasificación de materiales existentes a nivel mundial tenemos: United Nations Standard Products and Services Codes (UNSPSC), Estándar para la Clasificación de Material y Grupos de Mercancías (eCl@ss), Estándar de Categorías Mineras (CatMin), Nomenclatura Común del MercoSur (NCM) y el Sistema de Aduanas (Sistema Armónico Internacional). Cada empresa u organización puede desarrollar su sistema de clasificación de materiales. A continuación se mencionan algunas premisas que deben ser consideradas para lograr un buen estándar de clasificación de materiales:
a) Ser desarrollado por personal experto en área de catalogación de materiales.
b) Estar administrado por una institución y/o departamento competente que controle todo lo referente a su proceso de actualización y estandarización.
c) Ser flexible y escalable.
d) Universal y simple.
e) Relacionado con otros estándares o escalable a otros sistemas de clasificación.
f) Contar con sólidos fundamentos técnicos.
Como ya se ha mencionado, los sistemas de clasificación de materiales se dividen en grupos y sub grupos, la denominación de los grupos y sub- grupos puede variar de un sistema a otro. Para los materiales industriales generalmente se emplea la siguiente clasificación:
Mantenimiento en Latinoamérica. Volumen 3 – N°3 25
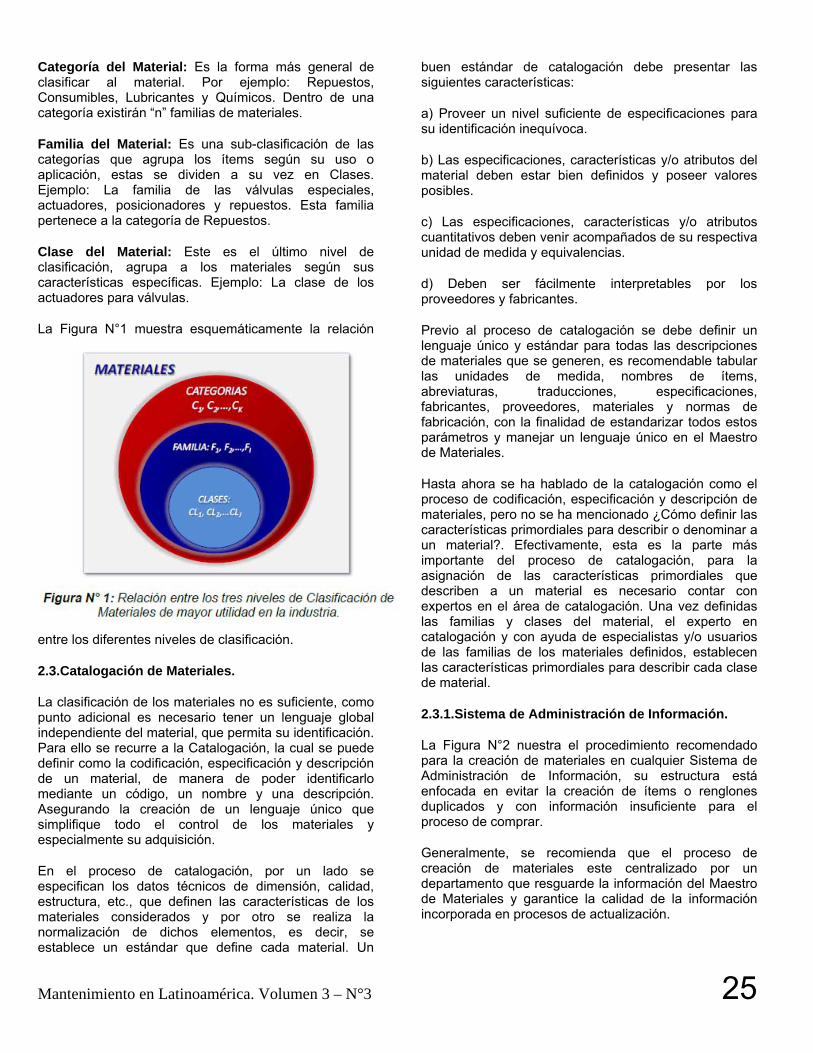
Categoría del Material: Es la forma más general de clasificar al material. Por ejemplo: Repuestos, Consumibles, Lubricantes y Químicos. Dentro de una categoría existirán “n” familias de materiales.
Familia del Material: Es una sub-clasificación de las categorías que agrupa los ítems según su uso o aplicación, estas se dividen a su vez en Clases. Ejemplo: La familia de las válvulas especiales, actuadores, posicionadores y repuestos. Esta familia pertenece a la categoría de Repuestos.
Clase del Material: Este es el último nivel de clasificación, agrupa a los materiales según sus características específicas. Ejemplo: La clase de los actuadores para válvulas.
La Figura N°1 muestra esquemáticamente la relación
entre los diferentes niveles de clasificación.
2.3.Catalogación de Materiales.
La clasificación de los materiales no es suficiente, como punto adicional es necesario tener un lenguaje global independiente del material, que permita su identificación. Para ello se recurre a la Catalogación, la cual se puede definir como la codificación, especificación y descripción de un material, de manera de poder identificarlo mediante un código, un nombre y una descripción. Asegurando la creación de un lenguaje único que simplifique todo el control de los materiales y especialmente su adquisición.
En el proceso de catalogación, por un lado se especifican los datos técnicos de dimensión, calidad, estructura, etc., que definen las características de los materiales considerados y por otro se realiza la normalización de dichos elementos, es decir, se establece un estándar que define cada material. Un
buen estándar de catalogación debe presentar las siguientes características:
a) Proveer un nivel suficiente de especificaciones para su identificación inequívoca.
b) Las especificaciones, características y/o atributos del material deben estar bien definidos y poseer valores posibles.
c) Las especificaciones, características y/o atributos cuantitativos deben venir acompañados de su respectiva unidad de medida y equivalencias.
d) Deben ser fácilmente interpretables por los proveedores y fabricantes.
Previo al proceso de catalogación se debe definir un lenguaje único y estándar para todas las descripciones de materiales que se generen, es recomendable tabular las unidades de medida, nombres de ítems, abreviaturas, traducciones, especificaciones, fabricantes, proveedores, materiales y normas de fabricación, con la finalidad de estandarizar todos estos parámetros y manejar un lenguaje único en el Maestro de Materiales.
Hasta ahora se ha hablado de la catalogación como el proceso de codificación, especificación y descripción de materiales, pero no se ha mencionado ¿Cómo definir las características primordiales para describir o denominar a un material?. Efectivamente, esta es la parte más importante del proceso de catalogación, para la asignación de las características primordiales que describen a un material es necesario contar con expertos en el área de catalogación. Una vez definidas las familias y clases del material, el experto en catalogación y con ayuda de especialistas y/o usuarios de las familias de los materiales definidos, establecen las características primordiales para describir cada clase de material.
2.3.1.Sistema de Administración de Información.
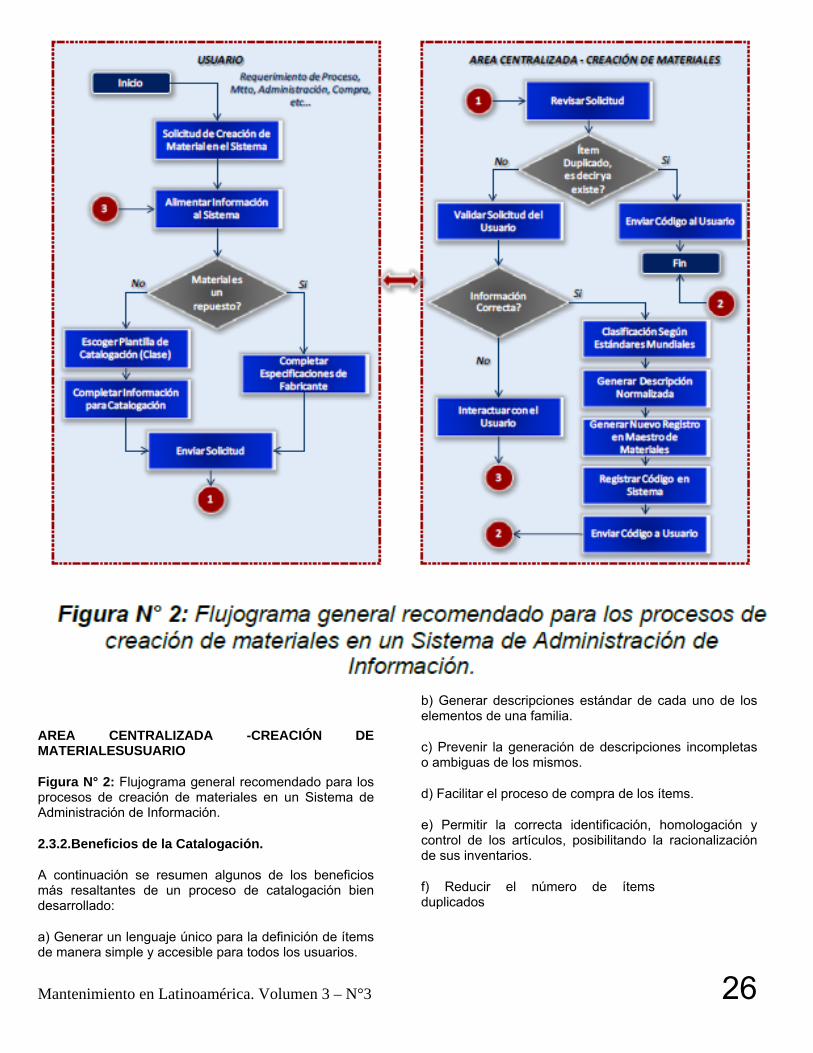
La Figura N°2 nuestra el procedimiento recomendado para la creación de materiales en cualquier Sistema de Administración de Información, su estructura está enfocada en evitar la creación de ítems o renglones duplicados y con información insuficiente para el proceso de comprar.
Generalmente, se recomienda que el proceso de creación de materiales este centralizado por un departamento que resguarde la información del Maestro de Materiales y garantice la calidad de la información incorporada en procesos de actualización.
Mantenimiento en Latinoamérica. Volumen 3 – N°3 26
AREA CENTRALIZADA -CREACIÓN DE MATERIALESUSUARIO
Figura N° 2: Flujograma general recomendado para los procesos de creación de materiales en un Sistema de Administración de Información.
2.3.2.Beneficios de la Catalogación.
A continuación se resumen algunos de los beneficios más resaltantes de un proceso de catalogación bien desarrollado:
a) Generar un lenguaje único para la definición de ítems de manera simple y accesible para todos los usuarios.
b) Generar descripciones estándar de cada uno de los elementos de una familia.
c) Prevenir la generación de descripciones incompletas o ambiguas de los mismos.
d) Facilitar el proceso de compra de los ítems.
e) Permitir la correcta identificación, homologación y control de los artículos, posibilitando la racionalización de sus inventarios.
f) Reducir el número de ítems duplicados

Mantenimiento en Latinoamérica. Volumen 3 – N°3 27
Análisis de falla de un engranaje helicoidal de un variador de velocidad en un elevador de cangilones (Primera parte)
Por: Asdrúbal Valencia Giraldo, Ing. Metalúrgico, Master of Science in Metallurgical Engineering, Profesor en el Departamento de Ingeniería de Materiales, Universidad de Antioquia. [email protected] Colombia Carlos Alberto López C., Ing. metalúrgico, magister en gestión tecnológica. Esp. en gestión de la calidad y gestión ambiental Director de proyectos del centro de desarrollo tecnológico Corporación Eco-eficiente, Medellín, Colombia. [email protected]
Colombia
1. Introducción La mayoría de los elementos de máquinas que en servicio están sometidos a elevados esfuerzos, por ejemplo ejes, engranajes, cigüeñales, bielas, etc., se fabrican generalmente de acero. En el caso de engranajes y ejes de piñón se utilizan normalmente los aceros AISI 1040, 1060, 4140 y 4340. Cuando estos ejes se hacen con aceros de bajo contenido de carbono, normalmente menor que 0,30 %C, se someten a tratamientos térmicos, cuyo objetivo es mejorar las propiedades superficiales, como son la dureza, y por ende resistencia a la fatiga y al desgaste, entre otros; uno de los tratamientos más utilizados en la industria es el de la cementación (carburación), que busca aumentar las propiedades de la superficie ya mencionadas, conservando la estructura interna sin cambios, con el fin de preservar la tenacidad y su capacidad de absorber energía de vibración; los niveles de carbono alcanzados en la superficie pueden llegar incluso al 1.2%. El tratamiento descrito es especialmente indicado para los engranajes; la dureza que se logra con este tratamiento se encuentra generalmente en el intervalo de 58 a 65 RC, por el temple, quedando el interior dúctil. En un eje, si se realiza un temple, los promedios de dureza que se logran son similares a los anteriores y su estructura es la del acero templado y revenido, es decir, de martensita revenida, si no se realiza tratamiento, la dureza que se obtiene está en el intervalo 30 a 45 RC. Con estos tratamientos se logra que el eje adquiera las condiciones metalúrgicas y mecánicas más adecuadas para su buen desempeño en servicio y que los
engranajes tengan una buena durabilidad, mejorando las propiedades y disminuyendo el desgaste superficial producto de un continuo y contante contacto entre piezas. Para la fabricación de engranajes se tienen en cuenta ciertos criterios de diseño, pero en algunos casos se pueden presentar fallas, normalmente por fractura de la pieza; estas se pueden originar por puntos donde se acumulan esfuerzos o concentradores de esfuerzos, para este caso se clasifican en tres grupos. 1. Geometrías heterogéneas derivadas del diseño:
cambios de diámetro, perforaciones, cuñeros, roscas, ajustes a presión.
2. Imperfecciones superficiales surgidas en el momento de la fabricación o por daño generado por trabajo: hendiduras, muescas, marcas de maquinado, rayas, corrosión, picaduras
3. Imperfecciones internas: Porosidad, inclusiones en el material (no metálicas), grietas, huecos.
Adicional a estas causas, se pueden considerar otros factores que influyen en la falla de un engranaje, como para mencionarlas: Selección errónea del material, tratamientos térmicos incorrectos, ensamble inadecuado entre piezas, mantenimiento ineficiente, ambiente agresivo para la pieza y el material, entre otros. Un caso particular, es el que se analiza en este artículo, donde se describen dos piezas que fallaron en servicio, un eje de 2” (se llamará también eje motor), encargado de transmitir las revoluciones y potencia a la entrada de un motorreductor y unido a un embrague. Este eje permite que los engranajes se muevan y realicen la reducción de velocidad que se transmite a un elevador de cangilones. La otra pieza fue un piñón de los mencionados.
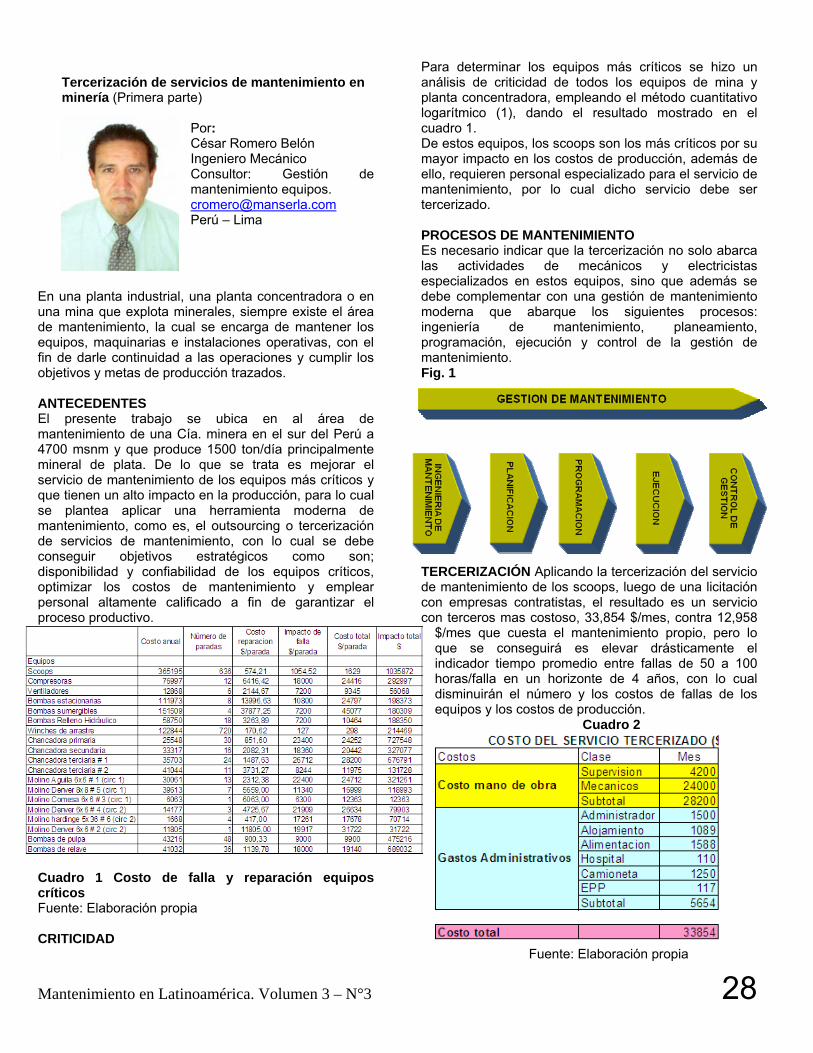
Mantenimiento en Latinoamérica. Volumen 3 – N°3 28
Tercerización de servicios de mantenimiento en minería (Primera parte)
Por: César Romero Belón Ingeniero Mecánico Consultor: Gestión de mantenimiento equipos. [email protected] Perú – Lima
En una planta industrial, una planta concentradora o en una mina que explota minerales, siempre existe el área de mantenimiento, la cual se encarga de mantener los equipos, maquinarias e instalaciones operativas, con el fin de darle continuidad a las operaciones y cumplir los objetivos y metas de producción trazados.
ANTECEDENTES El presente trabajo se ubica en al área de mantenimiento de una Cía. minera en el sur del Perú a 4700 msnm y que produce 1500 ton/día principalmente mineral de plata. De lo que se trata es mejorar el servicio de mantenimiento de los equipos más críticos y que tienen un alto impacto en la producción, para lo cual se plantea aplicar una herramienta moderna de mantenimiento, como es, el outsourcing o tercerización de servicios de mantenimiento, con lo cual se debe conseguir objetivos estratégicos como son; disponibilidad y confiabilidad de los equipos críticos, optimizar los costos de mantenimiento y emplear personal altamente calificado a fin de garantizar el proceso productivo.
Cuadro 1 Costo de falla y reparación equipos críticos Fuente: Elaboración propia
CRITICIDAD
Para determinar los equipos más críticos se hizo un análisis de criticidad de todos los equipos de mina y planta concentradora, empleando el método cuantitativo logarítmico (1), dando el resultado mostrado en el cuadro 1. De estos equipos, los scoops son los más críticos por su mayor impacto en los costos de producción, además de ello, requieren personal especializado para el servicio de mantenimiento, por lo cual dicho servicio debe ser tercerizado.
PROCESOS DE MANTENIMIENTO Es necesario indicar que la tercerización no solo abarca las actividades de mecánicos y electricistas especializados en estos equipos, sino que además se debe complementar con una gestión de mantenimiento moderna que abarque los siguientes procesos: ingeniería de mantenimiento, planeamiento, programación, ejecución y control de la gestión de mantenimiento. Fig. 1
TERCERIZACIÓN Aplicando la tercerización del servicio de mantenimiento de los scoops, luego de una licitación con empresas contratistas, el resultado es un servicio con terceros mas costoso, 33,854 $/mes, contra 12,958
$/mes que cuesta el mantenimiento propio, pero lo que se conseguirá es elevar drásticamente el indicador tiempo promedio entre fallas de 50 a 100 horas/falla en un horizonte de 4 años, con lo cual disminuirán el número y los costos de fallas de los equipos y los costos de producción. Cuadro 2
Fuente: Elaboración propia

Mantenimiento en Latinoamérica. Volumen 3 – N°3 29
Cambiar el Mantenimiento o Mantener en Cambio
Por: Fernando Pantoja A. Ingeniero Mecánico. Especialista en gestión energética industrial. Asesor en modelos de MCM. Profesor Universitario en Procesos Productivos, Diseño, TPM [email protected]
Colombia
El aprendizaje significativo se construye cuando, se generan condiciones que permiten desde el interior de las personas resolver los problemas presentados en la realidad propia; desde el punto de vista transdiciplinario corresponde a la verdad relativa, entendida en el tiempo y el espacio en que suceden los acontecimientos. Solo las personas que creen e identifican su realidad y la logran hacer coincidir en el tiempo, tienen la posibilidad de alfabetizar a sus pares, con el propósito de construir lazos fuertes que trascienden por generaciones y perduran en el tiempo. Algunos autores consideran los ciclos de las personas y los demarcan como estadios del desarrollo del ser; asignándoles un espacio de tiempo el cual difiere entre 5, 7 o 9 años de vida, siempre y cuando la persona se comporte dentro de los lineamientos establecidos por la sociedad. Entender que para que una persona manifieste cambios significativos durante su desarrollo físico-emocional requiere como mínimo 5 años de una vida “normal” no es difícil para nadie; lo complejo es cuando se requiere que un grupo pequeño de personas (tres), logren realizar el cambio en igual periodo de tiempo; en teoría el grado de complejidad que esto requiere depende de las metodologías, herramientas, equipos, disponibilidad, etc. Y lógicamente de los costos involucrados. Anteriormente se utilizaban mecanismos persuasivos para modificar los comportamientos sociales de una forma cruel pero muy práctica; la imposición o cohesión y hasta las guerras, que dieron según la historia, los mejores resultados. Conocidos como estrategias agresivas de transformación y cambio. Costumbres como la imposición de normas, leyes y las sanciones como: multas, privación de derechos y hasta de la libertad; han sido una constante a la hora de promover y facilitar el cambio. Algunas culturas, regiones y sociedades han registrado en la historia acontecimientos que merecen un estudio y reconocimiento del esfuerzo de sus pobladores para dar solución a diferentes problemas que aparentemente no se relacionan o relacionaban con otros pares similares o disimiles. Cuando se trata de sociedades existen teorías que plantean y proyectan cambios decenales; los orientales se refieren a que se debe planificar a 20 años pensando en la tercera generación (los nietos).
Los seres humanos nos diferenciamos de las demás especies por la capacidad que tenemos de dar solución a los problemas, en especial cuando se trata de favorecer a nuestros más allegados; algunos intereses exteriores pretenden favorecer como es obvio a sus más allegados y es aquí cuando las fuerzas deben estar bien definidas; porque no solo es uno los devenires cotidianos que generan malestar sino que existen otros de tipo práctico y tecnológico que pueden desestabilizar y poner en riesgo la estructura construida. La mayoría de los llamados textos sagrados insisten reiterativamente frases como; tener fe, paciencia, perseverancia, lucha, fortaleza, descendencia, entre otras; no es en vano entonces el nombre de sagrados, ya que es aquí donde se encuentran los secretos de una buena y acertada decisión, comparada con la crueldad a la que se pueden ver sometidas las poblaciones que no resuelven pacíficamente sus problemas. Hoy, existen textos que predicen el impacto sobre los pueblos, culturas, sociedades y regiones que podrían tener, por la falta de agua, alimentos, tierras, recursos naturales; los traumatismos en la economía, en la salud física. Muestran el panorama en dinero y en niveles de mortandad debido al cambio climático y malas decisiones tomadas indiferentes a lo común. El miedo que se tiene a nivel mundial de una guerra; por la amenaza de todo lo anteriormente mencionado, es palpable; ninguna sociedad, raza, grupo político, religioso etc. desearía que esto sucediera debido a experiencias anteriores y a lo devastador que puede ser. Experiencias como las que se presentan en la planta nuclear en Japón después del tsunami, que ponen a prueba que tan bien preparados nos encontramos desde las diferentes estructuras a las que pertenecemos, deben servir para alfabetizar a otros pueblos y culturas que requieran integrarse a modelos constructivos, que se convierten en un goce y disfrute para todos los que debemos recrearnos con el hecho de ser humanos. Resalto nuevamente en las presiones externas hacia dirigir el horizonte del Mantenimiento, hacia las determinaciones tomadas bajo el consenso de los directamente involucrados y la autonomía que los rige; el peligro no está en el tipo de acciones que se tomen y la forma como se logren; sino en quien va a responsabilizarse realmente de las consecuencias que en las plantas de producción y en la sociedad se impacte. Cambiar por cambiar no mas, Cambiar por moda, cambiar por ensayar, Cambiar por necesidad, cambiar por políticas exteriores, por cambios de jefe, etc. O cambiar por convicción, por interiorización, por políticas internas construidas a largo plazo independiente de las personas, por objetivos comunes de la organización, porque es sano cambiar a medida que se pasa de estadio y se crese. La anterior reflexión y analogía fue motivada por un artículo llamado Plantas de biogás en Dinamarca Éxitos y fracasos (R.P.I.M. Raven; K.H. Gregersen); pag. 117-131
Mantenimiento en Latinoamérica. Volumen 3 – N°3 30
¿El mantenimiento una labor insufrible? Por: Juan Carlos Orrego Barrera Ingeniero Mecánico Especialista em Finanzas y Proyectos Mcs(c) Gestión Energética Industrial [email protected]. Colombia
El Mantenimiento es caracterizado por la complejidad, siempre que se desarrolle sin que se tenga un Norte claro, siempre que la industria no adopte una metodología sistemática que logre la mejor estrategia dentro de su contexto operacional.
Aunque según la encuesta de la página web en la revista Mantenimiento en Latinoamérica, donde el 38% de quienes aportaron con su respuesta dice que lleva a cabo el mantenimiento basado en alguna de ellas (TPM, RCM, PAS 55, Lean Maintenance, entre otros.), el camino que falta por recorrer es largo y no menos complejo para quienes aún no toman la decisión de introducir, en su saber hacer como empresa, alguna de las metodologías existentes.
Hoy el Mantenimiento se desarrolla a paso acelerado y va tomando forma a medida que las funciones de los activos van siendo más complejas, gracias al desarrollo de la tecnología, a clientes mejor informados y protegidos por leyes cada vez más exigentes.
Pero igualmente este mantenimiento pierde su forma y se convierte en una labor casi insufrible, cuando las funciones de los activos no se cumplen, sumado a la tensión generada por usuarios o administradores de los mismos. Todo esto generado por la falta de un proceso de Mantenimiento estructurado que evidencie regularmente el deterioro de la función hasta llegar a las fallas.
Es aquí donde resulta importante tener presente las recomendaciones que se hacen para la implementación de una metodología de Mantenimiento; “convencer a la Gerencia sobre los beneficios de acogerse a ella”, labor que debe ser realizada por nosotros como mantenedores, aunque, luego de tener comprometidas a las directivas, también nos corresponda convencer a nuestros colaboradores y el resto de la compañía de que el proceso adoptado, que conlleva un ajuste de la cultura empresarial, será beneficioso para ellos también.
Que a su vez todos comprendan que en todo complejo productivo coexisten problemas y éxitos, conseguidos en este caso, por el personal de Mantenimiento, producto de la percepción de cada encargado y la
cultura empresarial a la que se encuentre expuesto o la que haya desarrollado en su grupo natural de trabajo. Si dicha cultura ha sido construida bajo la premisa del súper héroe o el bombero con aspectos marcados como:
• Trabajar mucho sobre las máquinas es mejor que reunirnos y planificar.
• Aumento de jornadas laborales implica un mejor posicionamiento del área de Mantenimiento.
• Reducir indiscriminadamente el personal del área y el resto de recursos, aumenta el reconocimiento de las directivas.
• Eliminar de golpe el inventario de partes, mejora las finanzas de la empresa.
• Aumentar por política el Mantenimiento preventivo o predictivo sin un previo análisis de su necesidad, es la mejor manera de realizar el mantenimiento.
• Trabajar para los indicadores y no con los indicadores, para rendir cuentas rápidas a las directivas.
• Trabajar por el área de Mantenimiento y no por la compañía, pues somos un área aparte.
• Garantizar una máxima disponibilidad de planta y no la disponibilidad que la empresa requiere, pues es lo que se habla en el medio y lo que solicitan los fabricantes…
Y la lista de condiciones podría ser muy larga, que si no son analizadas cuidadosamente podrían, en vez de ser beneficiosas para la empresa, ser esa carga pesada que hay que eliminar.
Va siendo hora que área de Mantenimiento de cualquier empresa rompa con la concepción de que las metodologías y todas las herramientas con que se cuentas son de exclusiva aplicación de grandes compañías, que solo ellas pueden y deben hacerlo, que solo los grandes obtienen beneficios.
Es el momento en que las directivas de las empresas, exijan al personal de Mantenimiento que se formen y apliquen las metodologías empleadas por los mejores en su clase para que se consigan resultados acorde con las necesidades de los clientes, empleados y accionistas. Pero que a su vez estos directivos entreguen los espacios y recursos para que esto se dé y la labor como mantenedores sea aquella que satisface a todos en las empresas.
Hasta la próxima.

Mantenimiento en Latinoamérica. Volumen 3 – N°3 31
Literatura Recomendada
Pedidos:
http://www.apistarelli.com.ar
No es frecuente encontrar un libro de mantenimiento que además pueda ser usado como texto guía para la enseñanza, el vocabulario simple y didáctico, hace que este Manual pueda llegar a todos los públicos. Ingenieros y técnicos que deseen profundizar o estudiantes que apenas empiezan a sumergirse en el mantenimiento podrán disfrutar de una amena y productiva lectura.
Ampliamente lo recomiendo.
Juan Carlos Orrego B. Director Mantenimiento en Latinoamérica

Mantenimiento en Latinoamérica. Volumen 3 – N°3 32
49733 descargas, más de 9300 personas inscritas en nuestra base de datos.
Mantenimiento en Latinoamérica, la revista de la comunidad de mantenedores de habla
hispana.
Nos leen en todo el mundo Haga parte de esta granfamilia
Inscríbase
Paute Publique
Mantenimiento en Latinoamérica. Volumen 3 – N°3 33
www.consultoresenred.ning.com, red de consultores en gestión de mantenimiento y ciencias afines.
Encuentre en Internet
www.clubdemantenimiento.com.ar/, asociación de mantenedores en Argentina, cursos, talleres, seminarios.
www.mantonline.com , especialistas en gestión de mantenimiento, plantación, estrategia, capacitación.
www.sunegocio.com, invierta en publicidad económica y efectiva, permita que esta idea sea entregada físicamente a mas de 7400 suscriptores en latinoamérica
www.sunegocio.com
Invierta en publicidad económica y efectiva
www.sunegocio.com, invierta en publicidad económica y efectiva, permita que esta idea sea entregada físicamente a mas de 7400 suscriptores en latinoamérica
www.sunegocio.com
Invierta en publicidad económica y
efectiva
Paute con Nosotros
www.sunegocio.com, invierta en publicidad económica y efectiva, permita que esta idea sea entregada físicamente a mas de 7400 suscriptores en latinoamérica
www.ingenierosdelubricacion.com , especialistas en lubricación, certificacion en normas, seminarios y cursos.
www.confiabilidad.net , portal con toda la información actualizada para los profesionales del mantenimiento.
www.faismon.com.co, fabricaciones especiales, mantenimiento, alquiler de grúas e ingeniería en general.
www.sunegocio.com, invierta en publicidad económica y efectiva, permita que esta idea sea entregada físicamente a mas de 7400 suscriptores en latinoamérica
www.mantenimientoenlatinoamerica.com , La revista del mantenimiento de toda Latinoamérica
Permita que esta idea sea entregada
físicamente a mas de 7400 suscriptores en
Latinoamérica
www.sunegocio.com, invierta en publicidad económica y efectiva, permita que esta idea sea entregada físicamente a mas de 7400 suscriptores en latinoamérica
Paute con Nosotros
Mantenimiento en Latinoamérica. Volumen 3 – N°3 34
Mantenimiento en Latinoamérica
La Revista para la Gestión Confiable de los Activos Nombre:____________________________________________________________________________________ Título:_____________________________________________________________________________________ Compañía:__________________________________________________________________________________ Dirección:__________________________________________________________________________________ Ciudad: ______________________Estado(Departamento):________________________País:______________________ Código Postal: _______________________ Teléfono: ____________________________________ Fax: _______________________________ e-mail corporativo: _________________________ e-mail personal: ___________________________
Si, Deseo recibir la Revista Mantenimiento en Latinoamérica GRATIS Firma: _____________________________________________________________________________ Fecha: _____________________________________________________________________________ Por favor encierre en un círculo sus temas de interés: 1. Gerencia del Mantenimiento 2. Costos del Mantenimiento 3. Lubricación 4. Vibraciones 5. Ultrasonido 6. Confiabilidad 7. Termografía 8. Balanceo 9. Otros. Cuales: _____________________________________________________________________ ___________________________________________________________________________________ ___________________________________________________________________________________ Firme esta página y envíela a: [email protected]
Convocatoria de Artículos

Mantenimiento en Latinoamérica. Volumen 3 – N°3 35
Mantenimiento en Latinoamérica La Revista para la Gestión Confiable de los Activos
Responsables con el compromiso de convertirse en un espacio vital para que la comunidad de mantenedores de Latinoamérica, que reflexionen y generen nuevo conocimiento en la disciplina, se permite comunicar que su proceso de convocatoria de artículos para su número ordinario bimensual se encuentra abierto. La revista se constituye en un importante medio para la socialización y visibilidad de aportes que nuestras comunidades de mantenedores vienen desarrollando, en especial, aquellos relacionados con la administración del mantenimiento y la aplicación de labores tendientes a mejorar la confiabilidad de los activos físicos. Así mismo, son bienvenidos aquellos textos de orden interdisciplinario que aborden problemas de la realidad industrial Latinoamericana. Plazo de entrega: La convocatoria y recepción de artículos es permanente aquellos que se envíen antes del 15 de los meses de Febrero, Abril, Junio, Agosto, Octubre, Diciembre de cada año, serán considerados para el numero siguiente. Sin embargo pueden ser considerados en el Volumen 3, Número 4 de la revista, aquellos que lleguen hasta el 15 de Junio de 2011. Política editorial: Quince días después de la fecha de recepción de las colaboraciones el Comité editorial notificará a sus autores si cumplen los requerimientos de calidad editorial y pertinencia temática por lo cual serán publicados. Pautas editoriales:
1. Presentación del texto: enviar archivo electrónico en formato Word 2007, letra Arial, tamaño 10, a espacio sencillo, hoja tamaño carta con una extensión máxima de 15 hojas.
2. Contenido del texto: una portada que contenga: título del artículo y nombre del autor (o autores, sin son varios), títulos académicos o cargos que indiquen su autoridad en la materia.
Adicionalmente, se debe incluir:
o Fotografía del autor en formato JPG. o Las direcciones electrónicas y país de Origen. o Las citas bibliográficas, deben de ser escritas preferiblemente en forma manual y no con la función del Word. o Referencias: Bibliografía y/o Cibergrafía. o Ilustraciones, gráficos y fotografías: Deben ser originales, para mayor calidad al imprimir. Y de ser tomadas de
otro autor citando su fuente y en lo posible adjuntar su permiso de utilización y deben ser en formato JPG. PARA TENER EN CUENTA:
o Ni la Revista, ni el Comité Editorial se comprometen con los juicios emitidos por los autores de los textos. Cada escritor asume la responsabilidad frente a sus puntos de vista y opiniones.
o Es tarea del Comité Editorial revisar cada texto y si es el caso, sugerir modificaciones. Igualmente puede devolver aquellos que no se ajusten a las condiciones exigidas.
o No tienen que ser artículos de carácter “científico” la revista es de todos los mantenedores y quienes apoyen o interactúen con ellos.
o Dirección de envío: Los artículos deben ser remitidos al editor de la revista a los siguientes correos electrónicos en los plazos indicados anteriormente: [email protected]
¡Esperamos sus trabajos!


















