Los polímeros en la Arquitectura - m1db.files. · PDF file3 o Introducción. Si...
62
Los Polímeros en la Arquitectura Trabajo práctico de Adscripción: Taller de Materialidad Cátedra Dr. Arq. Elio Di Bernardo Profesor adjunto Arq. Daniel Perone Adscripta: Arq. Laura Mateos Facultad de Arquitectura, Planeamiento y Diseño Universidad Nacional de Rosario Año 2015
Transcript of Los polímeros en la Arquitectura - m1db.files. · PDF file3 o Introducción. Si...
Los Polímeros en la
Arquitectura
Trabajo práctico de Adscripción:
Taller de Materialidad
Cátedra Dr. Arq. Elio Di Bernardo
Profesor adjunto Arq. Daniel Perone
Adscripta: Arq. Laura Mateos
Facultad de Arquitectura, Planeamiento y Diseño
Universidad Nacional de Rosario
Año 2015
2
Los Polímeros en la Arquitectura
o Índice
Introducción…………………………………………………………………………………………………..3
Historia……………………………………………………………………………………………………...…4
Propiedades de los plásticos……………………………………………………………………………...4
Usos y aplicaciones………………………………………………………………………………………...9
Estructura molecular……………………………………………………………………………………….10
Procedimiento para identificar los plásticos…………………………………………………………...14
Clasificación………………………………………………………………………………………………...16
Termoplásticos…………………………………………………………………………………..…16
Termoestables…………………………………………………………………………………..….29
La elaboración de los plásticos………………………………………………………………………..….38
Procedimientos y tecnología de fabricación………………………………………………………….....39
Plásticos reforzados………………………………………………………………………………………..44
Modificantes………………………………………………………………………………………………...45
Degradación de los plásticos…………………………………………………………………………...…49
Reciclado de los plásticos………………………………………………………………………………....50
Bibliografía……………………………………………………………………………………..…………....62
Infografía………………………………………………………………………………………………….…62
Anexos……………………………………………………………………………………………………….63
3
o Introducción.
Si miramos a nuestro alrededor, descubriremos que la gran mayoría de las cosas y los objetos son de materiales “plásticos”: la vestimenta, las zapatillas, algunos muebles, las sillas, el televisor, el teléfono, la computadora, la birome e infinitas cosas más. Y también, podemos observar distintos tipos y funciones: unos más rígidos que otros, más transparentes u opacos, impermeables o absorbentes, etc.
Ahora bien, como podemos apreciar, la palabra familiariza a una gran cantidad de características incluso hasta opuestas. Entonces, ¿qué significa “plástico”? Además de ser un estado de la materia, la palabra plástico proviene del griego plastiko, que significa “hábil para ser moldeado”. Otras definiciones posibles son: materiales hechos por el hombre, a los que se les puede dar cualquier forma; materiales no metálicos, básicos para la ingeniería y que pueden ser transformados por medio de muchos métodos y procesos.
Estos materiales tienen su origen en la industria química, es decir, que son sustancias artificiales (composiciones químicas) que no existen en la naturaleza por sí solas, sino que todo el tiempo están siendo ampliadas y renovadas sus propiedades y sus nuevas aplicaciones.
Sus materias primas es el petróleo y el gas natural, de los cuales sólo el 4% se destina a esta industria; un 3% se destina a otros productos químicos, mientras que el 93% restante se usa como combustible para uso doméstico, industrial, transporte y generación de energía eléctrica.
A esta primera etapa de generación primaria, le continúa la de transformación; donde las diversas industrias las intervienen con procesos incorporándole modificadores para llegar a la resina buscada. Luego, otras empresas se encargan de darle su forma final: sillas, zapatillas, carcazas de distintos electrodomésticos, etc. En la siguiente etapa, devenimos nosotros, los consumidores. Pero su vida útil no finaliza ahí, una bolsa plástica puede tardar 500 años en descomponerse.
Muchos de los plásticos que pasiva y habitualmente usamos (como bolsas de residuos o envases de comida, etc.) son desechados sin prever su destino, al espacio público y, con mucha suerte, a un relleno sanitario. Nada de esto es lo mejor. No estamos viendo la parte positiva del problema: con los residuos plásticos se puede generar energía y se pueden reutilizar para nuevos usos. Los plásticos son la reserva de petróleo del mañana.
Por todo esto, los invito a que seamos razonables en toda su utilización y a introducirse en el mundo de los materiales plásticos en la arquitectura.
4
o Historia
Los plásticos no son en su totalidad materiales de creación moderna. El poliestireno fue descubierto en 1831, pero su uso industrial comenzó recién en 1930 casi 100 años después, en Alemania. Otro plástico importante, el cloruro de polivinilo se conocía también desde un siglo antes, pero su aplicación comenzó en 1925. El celuloide tiene su origen en los trabajos de Alexander Parkes, que en 1865 utilizó por primera vez la nitrocelulosa, la que plastificó con aceites para poder moldearla, obteniendo un producto plástico que llamó “Parkesine”. Éste ofrecía muchas dificultades tecnológicas y su difusión se frenó. En 1869, John Wesley Hyatt encontró un plastificante adecuado que le permitió aplicar exitosamente ese material, al que bautizó como “Celuloide”. Éste se propuso para sustituir el marfil empleado para las bolas de billar con el fin de salvar a los elefantes africanos en vía de extinción por el marfil de sus colmillos. Este hecho marca la introducción efectiva de estos materiales en los campos industrial y comercial. Años más tarde el material se utilizó como soporte para película fotográfica, abriendo camino para el nacimiento del cine.
Otro plástico conocido fue el fenol formaldehido; la reacción de ambos componentes se conocía ya en 1850 y fue estudiada en detalle en 1872 por Von Baeyer, el material permaneció sin aplicación práctica hasta 1909 en que gracias a la intervención de un químico belga llamado Backeland se consiguió la primera utilización industrial de un plástico termoestable, al que llamo “Baquelita”. El metil metacrilato fue objeto de estudio de Otto Rohm en 1901, pero fue producido en forma industrial a partir de 1936.
La utilización de los plásticos como materiales de construcción coincidió con la aparición de muchos materiales nuevos como respuesta a la explosión del volumen de edificación que siguió a las guerras mundiales. Por ejemplo el polietileno fue descubierto en 1933 y puesto en producción un año después en Inglaterra por la Imperial Chemical Co. El neoprene, un caucho sintético, fue fabricado por primera vez en 1932 por Du Pont de Nemours; el nylon creado por los esfuerzos de Carothers en 1935, la melanina en 1940 por American Cyanamid; el politetrafluoretileno en 1943.
o Las propiedades de los plásticos
Los plásticos pueden ser: blandos, duros, quebradizos, transparentes, opacos, de pocos o muchos colores, pueden arder con facilidad o bien pueden ser auto-extinguibles o incombustibles, pueden poseer una resistencia excelente a la intemperie o deteriorarse rápidamente al exterior.
Como se ve, la variedad de propiedades útiles para la edificación es muy extensa. Entre las más importantes están la resistencia, la rigidez, dureza, tenacidad, características visuales óptimas, respuesta a los agentes térmicos, permeabilidad, resistencia al fuego y duración.
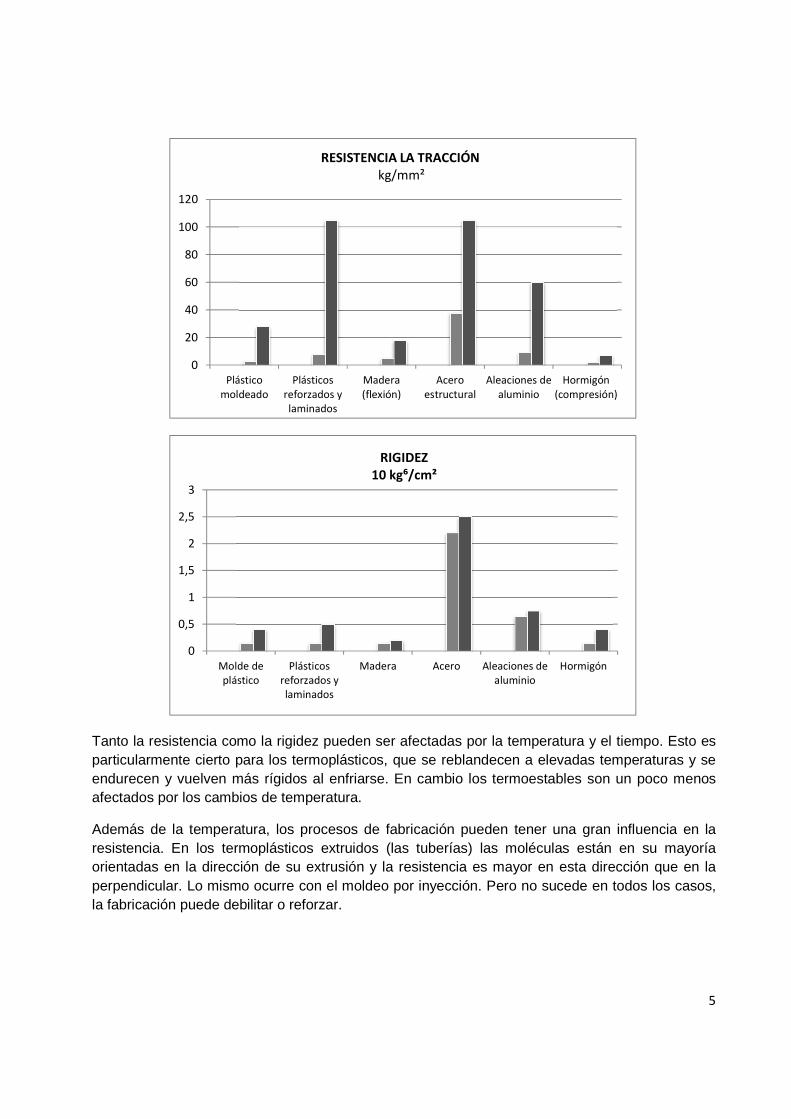
Resistencia y rigidez: la resistencia varía desde valores elevados (los plásticos reforzados) hasta otros muy bajos correspondiente a algunos plásticos blandos y flexibles. De igual manera, la rigidez puede variar desde débil hasta elevada, pero no superan al acero ni al aluminio, se encuentran más cerca de la madera y el hormigón armado.
5
Tanto la resistencia como la rigidez pueden ser afectadas por la temperatura y el tiempo. Esto es particularmente cierto para los termoplásticos, que se reblandecen a elevadas temperaturas y se endurecen y vuelven más rígidos al enfriarse. En cambio los termoestables son un poco menos afectados por los cambios de temperatura.
Además de la temperatura, los procesos de fabricación pueden tener una gran influencia en la resistencia. En los termoplásticos extruidos (las tuberías) las moléculas están en su mayoría orientadas en la dirección de su extrusión y la resistencia es mayor en esta dirección que en la perpendicular. Lo mismo ocurre con el moldeo por inyección. Pero no sucede en todos los casos, la fabricación puede debilitar o reforzar.
0
20
40
60
80
100
120
Plásticomoldeado
Plásticosreforzados ylaminados
Madera(flexión)
Aceroestructural
Aleaciones dealuminio
Hormigón(compresión)
RESISTENCIA LA TRACCIÓNkg/mm²
0
0,5
1
1,5
2
2,5
3
Molde deplástico
Plásticosreforzados ylaminados
Madera Acero Aleaciones dealuminio
Hormigón
RIGIDEZ 10 kg⁶/cm²
6
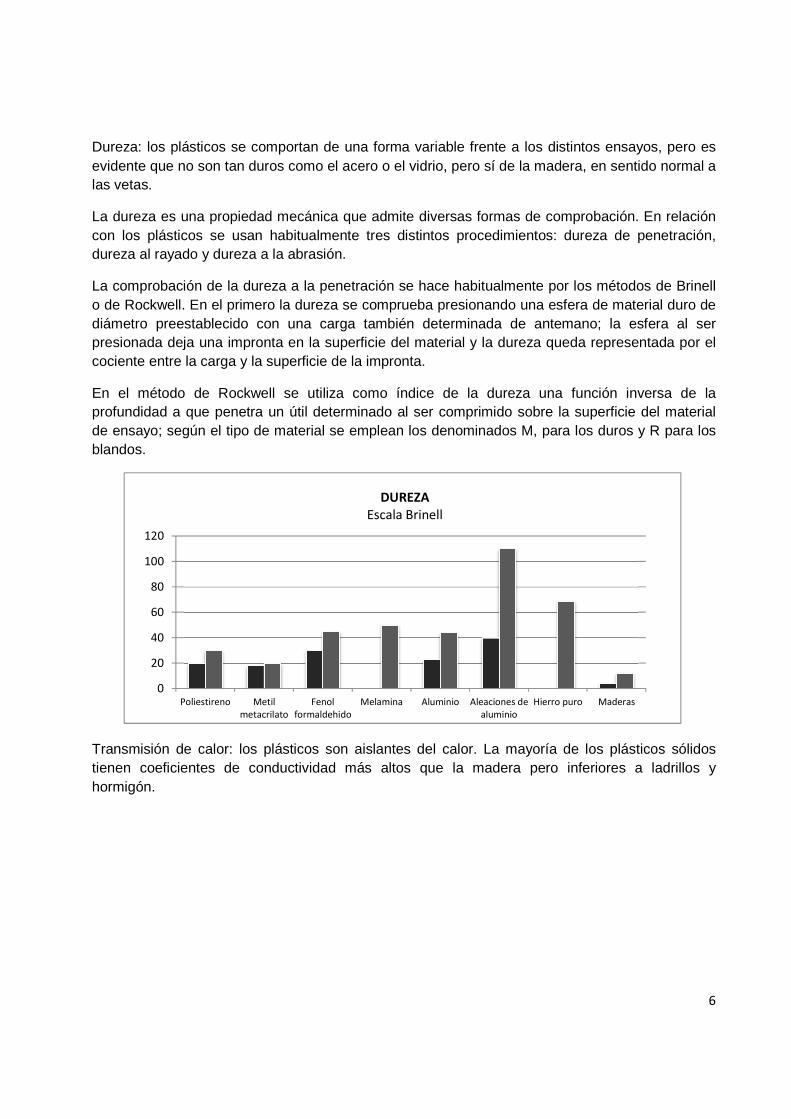
Dureza: los plásticos se comportan de una forma variable frente a los distintos ensayos, pero es evidente que no son tan duros como el acero o el vidrio, pero sí de la madera, en sentido normal a las vetas.
La dureza es una propiedad mecánica que admite diversas formas de comprobación. En relación con los plásticos se usan habitualmente tres distintos procedimientos: dureza de penetración, dureza al rayado y dureza a la abrasión.
La comprobación de la dureza a la penetración se hace habitualmente por los métodos de Brinell o de Rockwell. En el primero la dureza se comprueba presionando una esfera de material duro de diámetro preestablecido con una carga también determinada de antemano; la esfera al ser presionada deja una impronta en la superficie del material y la dureza queda representada por el cociente entre la carga y la superficie de la impronta.
En el método de Rockwell se utiliza como índice de la dureza una función inversa de la profundidad a que penetra un útil determinado al ser comprimido sobre la superficie del material de ensayo; según el tipo de material se emplean los denominados M, para los duros y R para los blandos.
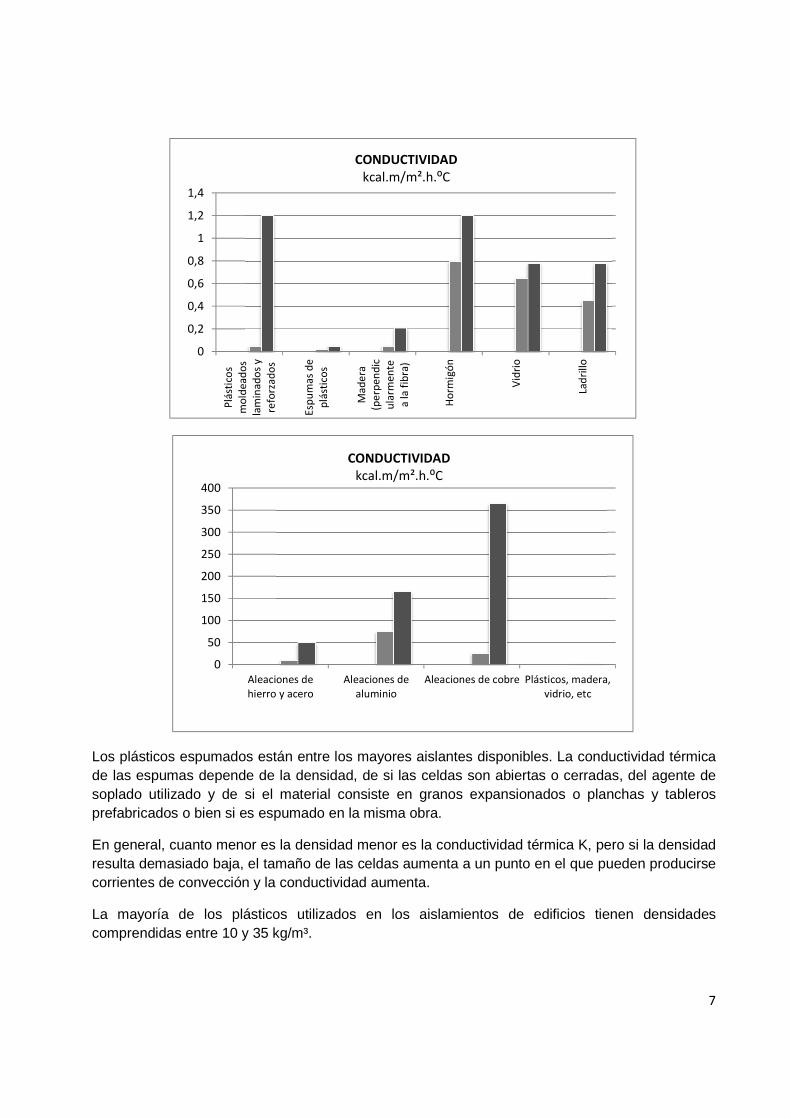
Transmisión de calor: los plásticos son aislantes del calor. La mayoría de los plásticos sólidos tienen coeficientes de conductividad más altos que la madera pero inferiores a ladrillos y hormigón.
0
20
40
60
80
100
120
Poliestireno Metilmetacrilato
Fenolformaldehido
Melamina Aluminio Aleaciones dealuminio
Hierro puro Maderas
DUREZAEscala Brinell
7
Los plásticos espumados están entre los mayores aislantes disponibles. La conductividad térmica de las espumas depende de la densidad, de si las celdas son abiertas o cerradas, del agente de soplado utilizado y de si el material consiste en granos expansionados o planchas y tableros prefabricados o bien si es espumado en la misma obra.
En general, cuanto menor es la densidad menor es la conductividad térmica K, pero si la densidad resulta demasiado baja, el tamaño de las celdas aumenta a un punto en el que pueden producirse corrientes de convección y la conductividad aumenta.
La mayoría de los plásticos utilizados en los aislamientos de edificios tienen densidades comprendidas entre 10 y 35 kg/m³.
0
0,2
0,4
0,6
0,8
1
1,2
1,4
Plá
stic
os
mo
ldea
do
sla
min
ado
s y
refo
rzad
os
Esp
um
as d
ep
lást
ico
s
Mad
era
(pe
rpen
dic
ula
rmen
tea
la f
ibra
)
Ho
rmig
ón
Vid
rio
Lad
rillo
CONDUCTIVIDAD kcal.m/m².h.⁰C
0
50
100
150
200
250
300
350
400
Aleaciones dehierro y acero
Aleaciones dealuminio
Aleaciones de cobre Plásticos, madera,vidrio, etc
CONDUCTIVIDAD kcal.m/m².h.⁰C
8
Propiedades ópticas: los plásticos pueden ser muy transparentes, opacos o tener todos los grados de transparencia y transmisión de luz intermedios. La transmisión total de energía solar puede llegar a ser del 90% con un 92-93% en la región visible. La transmisión en la región del espectro de los rayos invisibles ultravioletas e infrarrojos es variable, dependiendo de la longitud de la onda y puede controlarse mediante la composición. La transmisión ultravioleta puede ser bastante alta, permitiendo obtener efectos beneficiosos tales como la destrucción de gérmenes o bien puede suprimirse por medio de constituyentes absorbentes de los rayos ultravioletas, reduciendo los deterioros tales como el desteñido de los tejidos.
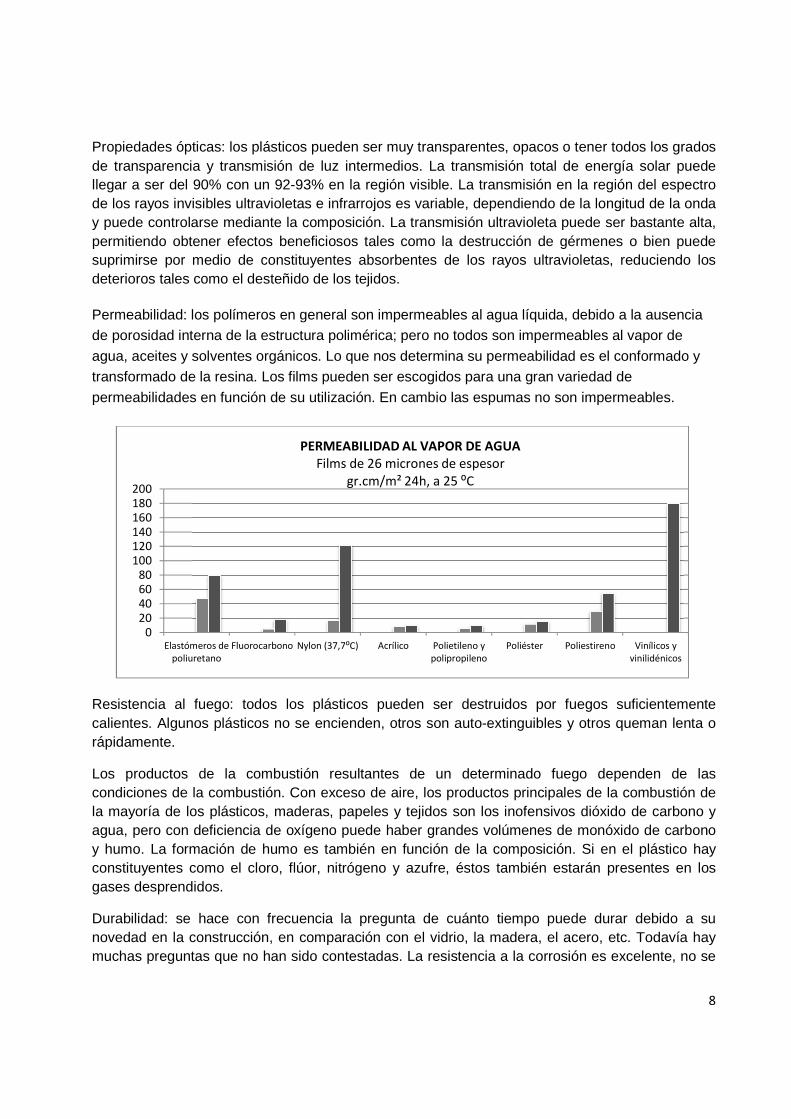
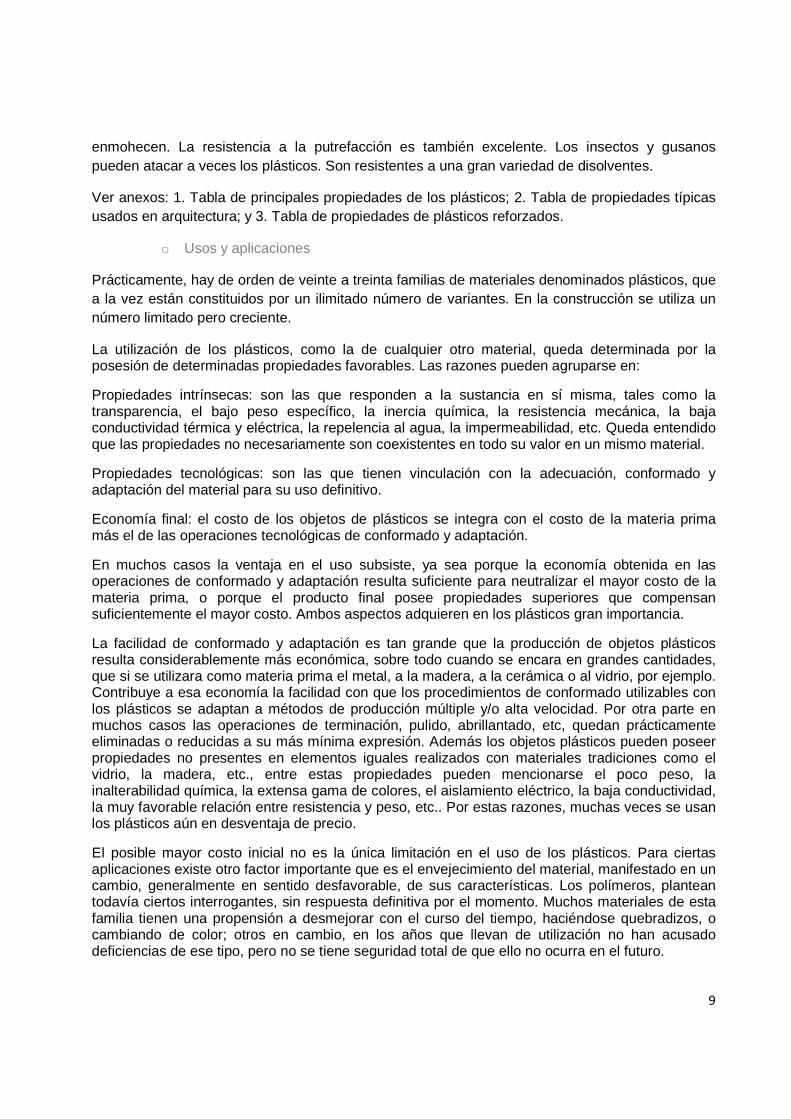
Permeabilidad: los polímeros en general son impermeables al agua líquida, debido a la ausencia de porosidad interna de la estructura polimérica; pero no todos son impermeables al vapor de
agua, aceites y solventes orgánicos. Lo que nos determina su permeabilidad es el conformado y transformado de la resina. Los films pueden ser escogidos para una gran variedad de
permeabilidades en función de su utilización. En cambio las espumas no son impermeables.
Resistencia al fuego: todos los plásticos pueden ser destruidos por fuegos suficientemente calientes. Algunos plásticos no se encienden, otros son auto-extinguibles y otros queman lenta o rápidamente.
Los productos de la combustión resultantes de un determinado fuego dependen de las condiciones de la combustión. Con exceso de aire, los productos principales de la combustión de la mayoría de los plásticos, maderas, papeles y tejidos son los inofensivos dióxido de carbono y agua, pero con deficiencia de oxígeno puede haber grandes volúmenes de monóxido de carbono y humo. La formación de humo es también en función de la composición. Si en el plástico hay constituyentes como el cloro, flúor, nitrógeno y azufre, éstos también estarán presentes en los gases desprendidos.
Durabilidad: se hace con frecuencia la pregunta de cuánto tiempo puede durar debido a su novedad en la construcción, en comparación con el vidrio, la madera, el acero, etc. Todavía hay muchas preguntas que no han sido contestadas. La resistencia a la corrosión es excelente, no se
020406080
100120140160180200
Elastómeros depoliuretano
Fluorocarbono Nylon (37,7⁰C) Acrílico Polietileno ypolipropileno
Poliéster Poliestireno Vinílicos yvinilidénicos
PERMEABILIDAD AL VAPOR DE AGUA Films de 26 micrones de espesor
gr.cm/m² 24h, a 25 ⁰C
9
enmohecen. La resistencia a la putrefacción es también excelente. Los insectos y gusanos pueden atacar a veces los plásticos. Son resistentes a una gran variedad de disolventes.
Ver anexos: 1. Tabla de principales propiedades de los plásticos; 2. Tabla de propiedades típicas usados en arquitectura; y 3. Tabla de propiedades de plásticos reforzados.
o Usos y aplicaciones
Prácticamente, hay de orden de veinte a treinta familias de materiales denominados plásticos, que a la vez están constituidos por un ilimitado número de variantes. En la construcción se utiliza un número limitado pero creciente.
La utilización de los plásticos, como la de cualquier otro material, queda determinada por la posesión de determinadas propiedades favorables. Las razones pueden agruparse en:
Propiedades intrínsecas: son las que responden a la sustancia en sí misma, tales como la transparencia, el bajo peso específico, la inercia química, la resistencia mecánica, la baja conductividad térmica y eléctrica, la repelencia al agua, la impermeabilidad, etc. Queda entendido que las propiedades no necesariamente son coexistentes en todo su valor en un mismo material.
Propiedades tecnológicas: son las que tienen vinculación con la adecuación, conformado y adaptación del material para su uso definitivo.
Economía final: el costo de los objetos de plásticos se integra con el costo de la materia prima más el de las operaciones tecnológicas de conformado y adaptación.
En muchos casos la ventaja en el uso subsiste, ya sea porque la economía obtenida en las operaciones de conformado y adaptación resulta suficiente para neutralizar el mayor costo de la materia prima, o porque el producto final posee propiedades superiores que compensan suficientemente el mayor costo. Ambos aspectos adquieren en los plásticos gran importancia.
La facilidad de conformado y adaptación es tan grande que la producción de objetos plásticos resulta considerablemente más económica, sobre todo cuando se encara en grandes cantidades, que si se utilizara como materia prima el metal, a la madera, a la cerámica o al vidrio, por ejemplo. Contribuye a esa economía la facilidad con que los procedimientos de conformado utilizables con los plásticos se adaptan a métodos de producción múltiple y/o alta velocidad. Por otra parte en muchos casos las operaciones de terminación, pulido, abrillantado, etc, quedan prácticamente eliminadas o reducidas a su más mínima expresión. Además los objetos plásticos pueden poseer propiedades no presentes en elementos iguales realizados con materiales tradiciones como el vidrio, la madera, etc., entre estas propiedades pueden mencionarse el poco peso, la inalterabilidad química, la extensa gama de colores, el aislamiento eléctrico, la baja conductividad, la muy favorable relación entre resistencia y peso, etc.. Por estas razones, muchas veces se usan los plásticos aún en desventaja de precio.
El posible mayor costo inicial no es la única limitación en el uso de los plásticos. Para ciertas aplicaciones existe otro factor importante que es el envejecimiento del material, manifestado en un cambio, generalmente en sentido desfavorable, de sus características. Los polímeros, plantean todavía ciertos interrogantes, sin respuesta definitiva por el momento. Muchos materiales de esta familia tienen una propensión a desmejorar con el curso del tiempo, haciéndose quebradizos, o cambiando de color; otros en cambio, en los años que llevan de utilización no han acusado deficiencias de ese tipo, pero no se tiene seguridad total de que ello no ocurra en el futuro.
10
En conclusión podemos mencionar que admiten tres tipos principales de uso o aplicación: como elementos estructurales o semi-estructurales, como elementos no estructurales y como elementos auxiliares de otros materiales o componentes de la edificación.
Uso estructural y semi-estructural: como la palabra lo indica, reciben, resisten y transmiten cargas. Los elementos o piezas que cumplen esta función son casi siempre plásticos reforzados o armados, normalmente son de fibra de vidrio a fin de aumentar su resistencia y rigidez. Los plásticos para este uso presentan tanto ventajas como inconvenientes.
Una de las ventajas es que se le puede dar una configuración adecuada, es decir la forma que necesitemos. Otra de las ventajas, es que la resistencia de los plásticos reforzados suele ser muy grande sumado a una gran resistencia al impacto lo que permite utilizar secciones ligeras o delgadas.
Una de las desventajas es la poca rigidez, que es un factor limitante y obliga utilizar estructuras reforzadas.
Uso no estructural: es de los usos más frecuente y habitual en la aplicación de los plásticos en la construcción. Por ejemplo aislaciones térmicas, impermeabilizaciones, barreras de vapor, tuberías, como revestimientos de muros o pisos, etc.
Usos auxiliares: es decir que actúan como auxiliar de otros materiales. Por ejemplo en tableros de madera, de vidrios, en pinturas y barnices, distintos tipos de adhesivos y selladores.
Ver anexo 4. Tabla de usos de los plásticos
o Estructura molecular
Los polímeros sintéticos presentan una estructura macromolecular formada por una cadena de monómeros. Estos monómeros están compuestos por dos o más elementos de una lista reducida entre los que se encuentran los siguientes: carbono, hidrogeno, oxigeno, cloro, nitrógeno, azufre, silicio y flúor. Los integrantes de la sustancia que se considera están combinados entre sí formando moléculas.
El átomo de carbono es la base de la inmensa mayoría de los materiales plásticos. Cabe describirlo como una bola dura con cuatro valencias distribuidas simétricamente en el espacio. Las valencias actúan como conectores a los que pueden acoplarse otros átomos. Por ejemplo el átomo de hidrógeno solo tiene una valencia, por lo que es posible que cuatro átomos de hidrógeno se unan a un solo átomo de carbono. El compuesto resultante es el metano.
Carbono
H
H
H H C
11
Dos átomos de oxígeno, con dos valencias cada uno, puede unirse a un carbono para dar lugar al anhídrido carbónico. O también cabe que un átomo de carbono se una a un segundo átomo de carbono. Si esto se hace en dos valencias, y se cubren las otras dos que quedan libres en cada átomo de carbono con cuatro átomos de hidrógeno, tenemos el etileno. Si los dos átomos de carbono quedan conectados mediante 3 valencias, en lugar de dos, tenemos el acetileno.
El estado físico y las propiedades mecánicas dependen de la forma de las moléculas, su tamaño, la distancia que media entre ellas y el valor de las fuerzas de cohesión que desarrollan entre sí.
El crecimiento del tamaño molecular puede producirse a partir de las moléculas elementales o unitarias mediante dos procesos denominados condensación y polimerización.
Condensación: la formación de la molécula gigante se produce en otros casos previa la reacción química de las moléculas de dos o más componentes, con desprendimiento de un subproducto residual, generalmente una molécula de agua o alcohol. En estos casos se califica al proceso de condensación. Esta forma de generar las moléculas de alto peso es muy común y la generación de subproductos en el proceso tiene gran importancia tecnológica, pues cuando el residuo no puede ser eliminado en las etapas previas se deben adoptar medidas especiales.
Polimerización: en la polimerización la formación de las moléculas grandes o macromoléculas se opera a partir de las moléculas unitarias, llamadas monómeros. Estos monómeros en determinadas condiciones de calor y presión y generalmente en presencia de agentes catalíticos reaccionan químicamente entre sí, formando una molécula mayor llamada polímero. Las propiedades de la sustancia van variando según el grado de polimerización y la proporción relativa de los distintos tamaños de moléculas. En general cuanto más grande sea el tamaño molecular mayores serán la dureza, resistencia e indeformabilidad del material.
Una característica distintiva de la polimerización es la de que el producto final se consigue sin dejar residuos.
Un caso especial de interés tecnológico, es el de la copolimerización. En este caso el polímero en lugar de integrarse con monómeros de un mismo tipo, lo hace con monómeros de dos sustancias distintas llamadas co-polímeros, que se van disponiendo en forma alternada más o menos irregular, según sea la proporción relativa. El producto resultante adquiere características distintas que dependen de las de cada uno de los copolímeros y de las proporciones en que intervienen.
El acoplamiento de monómeros para constituir polímeros puede hacerse de distintas maneras, de acuerdo con las características propias del monómero y las del proceso a que se lo somete.
C
H
H
C
H
H
=
Etileno
H
C
H
C =
Acetileno
12
Según los monómeros y condiciones de polimerización se pueden producir dos tipos fundamentales: polímeros lineales y polímeros tridimensionales, arborescentes o con enlaces cruzados.
Polímeros lineales
Se forman a partir de monómeros que tengan dos puntos de reactividad química, mediante las cuales pueden enlazarse uno con otros. Un ejemplo es el etileno.
Los polímeros se mantienen vinculados entre sí por las fuerzas de Van der Waalz o de segunda valencia. Como se sabe la magnitud de estas fuerzas dependen fundamentalmente del grado de aproximación de las moléculas y disminuyen con la séptima potencia del incremento de la distancia que las separa. Por ello todo factor que contribuya a alejarlos produce una disminución del grado de vinculación o, lo que es equivalente, de la resistencia a la deformación.
Otra causa capaz de aumentar la separación molecular y consecuentemente la plasticidad, es la agitación molecular provocada por el incremento de la temperatura. Este efecto es muy notable en los plásticos integrados por polímeros lineales, o como también se los llama unidimensionales. Por tal motivo se los califica de materiales termoplásticos o sea que adquieren plasticidad por acción del calor.
Este efecto es reversible; los materiales de este tipo dejan de ser plásticos cuando disminuye su temperatura. El proceso puede repetirse indefinidamente, en tanto el calentamiento no alcance los límites de disociación, descomposición o carbonización de material. No obstante debe tenerse presente que las propiedades del material pueden cambiar con cada calentamiento, de modo general no cabe esperar una posibilidad de reutilización indefinida del mismo. Esto ocurre por varios motivos; a veces el calentamiento modifica el grado de polimerización, generalmente haciéndolo mayor, con lo que necesariamente cambian las propiedades, tornándolos, por ejemplo, menos plásticos; otras veces el calor produce la pérdida de algunas sustancias auxiliares agregadas a las resinas, tales como los plastificantes. Todo esto tiene importancia tecnológica; la posibilidad de readquirir plasticidad que poseen los polímeros lineales hace que sea posible reutilizar los recortes o sobrantes, con la consecuente economía; pero para ciertos termoplásticos los objetos hechos con resinas de segundo uso pueden ser de igual calidad, que los de resina de primer uso.
Como ejemplo típico de la estructura de los plásticos de estructura lineal o termoplásticos es el polietileno. Los plásticos de la serie etilénica se producen por el proceso de polimerización. Otros plásticos, también de estructura lineal se generan por el proceso de condensación.
Una propiedad importante de los termoplásticos es su solubilidad. Como sus polímeros están simplemente yuxtapuestos y vinculados entre sí por las fuerzas de segunda valencia, es relativamente fácil desprenderlos uno de otros, mediante la acción de un solvente adecuado.
Polímeros tridimensionales
Cuando los monómeros tienen solo dos puntos reactivos su interacción da lugar a la formación de un polímero lineal. Pero a veces los monómeros tienen tres o más puntos reactivos, en cuyo caso
13
el crecimiento del polímero se hace no sólo en el sentido longitudinal sino que también ocurre transversalmente, generando los polímeros tridimensionales o arborescentes.
Los polímeros con una polimerización cruzada, no se comportan como los termoplásticos. Los polímeros, al estar entrecruzados ya no tienen libertad de desplazarse unos con respecto de otros, ni aún en el caso de ser calentados. Por tal razón se los denomina termoestables. El material resultante es más rígido, más duro y su rotura se produce con características de material frágil, o sea con poca deformación. Además la forma de estar cruzados los polímeros entre sí impide que puedan desprenderse, lo que los hace insolubles.
La estructura tridimensional no se obtiene por lo común en una sola etapa, sino mediante pasos sucesivos.
Macro estructura de los plásticos
Después de la formación de las macromoléculas, y antes de formar el volumen del sólido, encontramos diversas posibilidades de relacionar las moléculas entre sí: según estructuras amorfas, paracristalinas o elastoméricas.
Estos estados se estructuran en función de los dos principios generales que rigen la ordenación. El principio de equivalencia hace referencia a la unidad monomérica como unidad básica y el principio de mínima energía afecta al carácter morfológico de las macromoléculas por minimización de la energía necesaria para su estabilización.
Estos dos principios dan como resultado las relaciones electroestáticas que se establecen entre las macromoléculas y que condicionan su posición dentro del volumen del sólido. Dependiendo de la movilidad molecular y del tipo de macromolécula (homopolímero o copolímero), tenderán a formar estructuras amorfas o paracristalinas.
Estructura amorfa: es la más usual en los polímeros y se caracteriza por no poseer orden entre las cadenas poliméricas que dan lugar al sólido, presentando una organización totalmente al azar.
En los termoplásticos, la configuración general del sólido surge por enredamiento físico de las cadenas, que será mayor cuanto mayor sea su peso molecular, la diferencia en el tamaño de los grupos laterales y el número de ramificaciones.
En termoestables, la configuración general del sólido surge de la propia espacialidad de la molécula, produciéndose entrecruzamientos entre ellas y rigidizando al sólido. Cuanto mayor sea el peso molecular, más resistente será el sólido.
Las macromoléculas se enredan mecánicamente para producir el sólido, y la facilidad de enredarse está directamente relacionada con la longitud de las macromoléculas (peso molecular) y la directriz de éstas, que puede ser lineal (homopolímeros) o irregular (copolímeros). A mayor peso molecular, mayor resistencia. A mayor irregularidad molecular, más fácilmente se producirán los enredamientos. Por tanto, a igualdad de sección de un material, será más resistente un copolímero que un homopolímero.
14
Estructura paracristalina: es posible que en casos particulares las macromoléculas se posicionen de un modo paralelo entre sí, creándose zonas de comportamiento anisótropo. Estas zonas se denominan ordenaciones paracristalinas, que en el momento en que son sometidas a tensión en el sentido perpendicular a la directriz de las fibras, no son capaces de resistirlas, acumulando tensión en los extremos de las zonas ordenadas y produciendo la rotura del material.
Además del entrelazamiento mecánico, existe entre las cadenas moleculares una relación de enlace de tipo secundario sobre la base de fuerzas de Van de Waals, causadas por las cargas electroestáticas de los grupos laterales existentes. Estas fuerzas secundarias minimizan la energía del sistema global cuando están equilibradas. En caso de grupos laterales iguales, la minimización sucederá cuando exista equidistancia entre moléculas.
Estructura elastomérica: se caracteriza por un gran aumento de la deformación ante acciones exteriores.
En esta estructura no existe ningún tipo de orden, pero no puede ser considerada amorfa debido a las uniones químicas entre las moléculas. Las fibras se deforman sólo ante las acciones exteriores, y recuperan el estado primitivo al cesar éstas, debido a las características de la unión.
La singularidad de esta estructura es comprobable desde el momento en que no puede ser disuelta, mientras que las amorfas son solubles porque el disolvente no tiene que vencer fuertes tensiones entre las cadenas.
o Procedimiento para identificar los plásticos
La identificación de la resina plástica utilizada en un determinado producto no es tarea fácil, esto es una consecuencia por las modificaciones que sufren las propiedades características del plástico por la adición de cargas y otros ingredientes.
Un procedimiento para identificar los plásticos termoplásticos de los termoestables consiste en valorar la sensación térmica al tacto que sentimos con la palma de la mano. Se sentirá más frío un material termoestable y más caliente un termoplástico.
Existen tres indicadores que nos permiten identificar no sólo el tipo de plástico, sino también sus propiedades para poder abordar los criterios de su utilización. Estos indicadores son la constitución, la conformación y la configuración.
La constitución
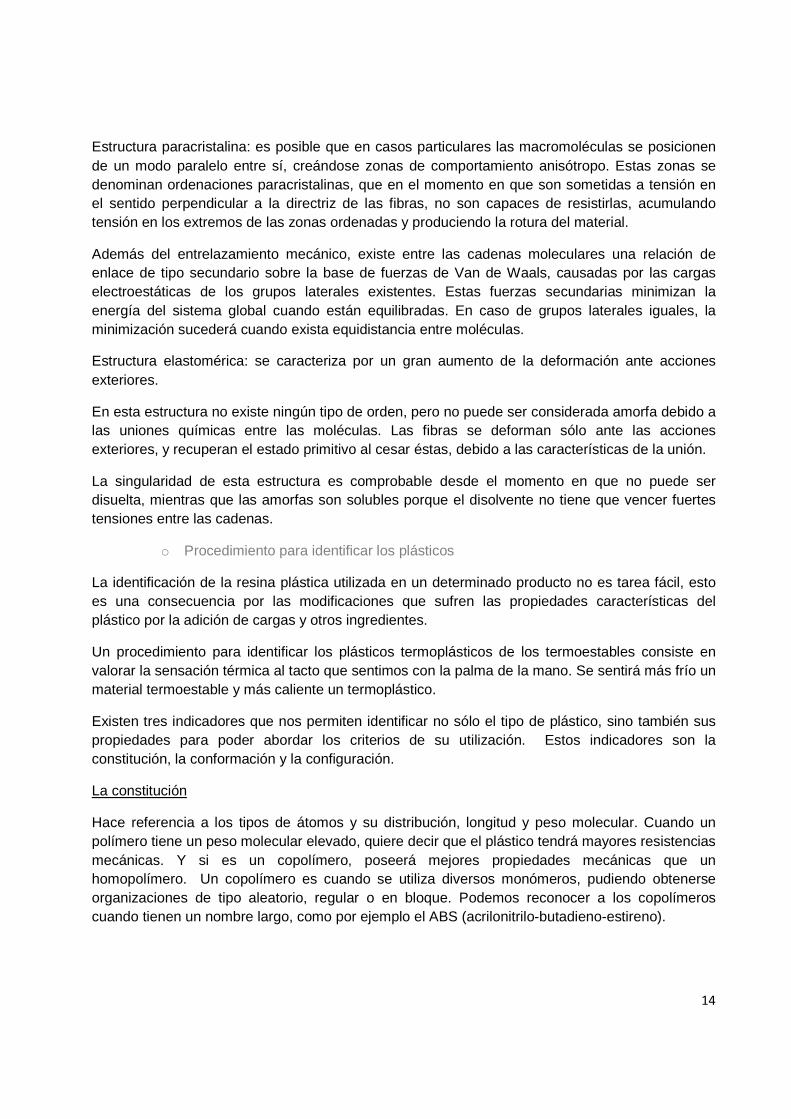
Hace referencia a los tipos de átomos y su distribución, longitud y peso molecular. Cuando un polímero tiene un peso molecular elevado, quiere decir que el plástico tendrá mayores resistencias mecánicas. Y si es un copolímero, poseerá mejores propiedades mecánicas que un homopolímero. Un copolímero es cuando se utiliza diversos monómeros, pudiendo obtenerse organizaciones de tipo aleatorio, regular o en bloque. Podemos reconocer a los copolímeros cuando tienen un nombre largo, como por ejemplo el ABS (acrilonitrilo-butadieno-estireno).
15
La conformación
Hace referencia a la rotación de los grupos laterales. Dadas las características del enlace covalente, es posible el cambio de forma de las cadenas, permitido por el movimiento angular. Esto es importante porque la estructura interna de los plásticos es muy cambiante y con solo la exposición a la luz solar es suficiente para modificar sus propiedades. Un ejemplo es el de las botellas de agua que no deben exponerse al sol y cuando sucede, el agua tiene un sabor distinto.
La configuración
Hace referencia a la tacticidad. Ésta toma como base el estudio de la distribución espacial de los átomos que componen las moléculas. El significado práctico de tacticidad se basa en los efectos sobre las propiedades físicas del polímero.
La regularidad de la estructura macromolecular influye en el grado al que tiene, un alcance cristalino o uno amorfo. El conocimiento preciso de tacticidad de un polímero también ayuda a la comprensión a qué temperatura se derrite un polímero, la forma soluble en un disolvente y de sus propiedades mecánicas.
La tacticidad puede ser isotáctica, sindiotáctica o atáctica. Esto nos sirve para saber si existe una adaptación de la estructura interna del plástico y el tipo de forma del producto.
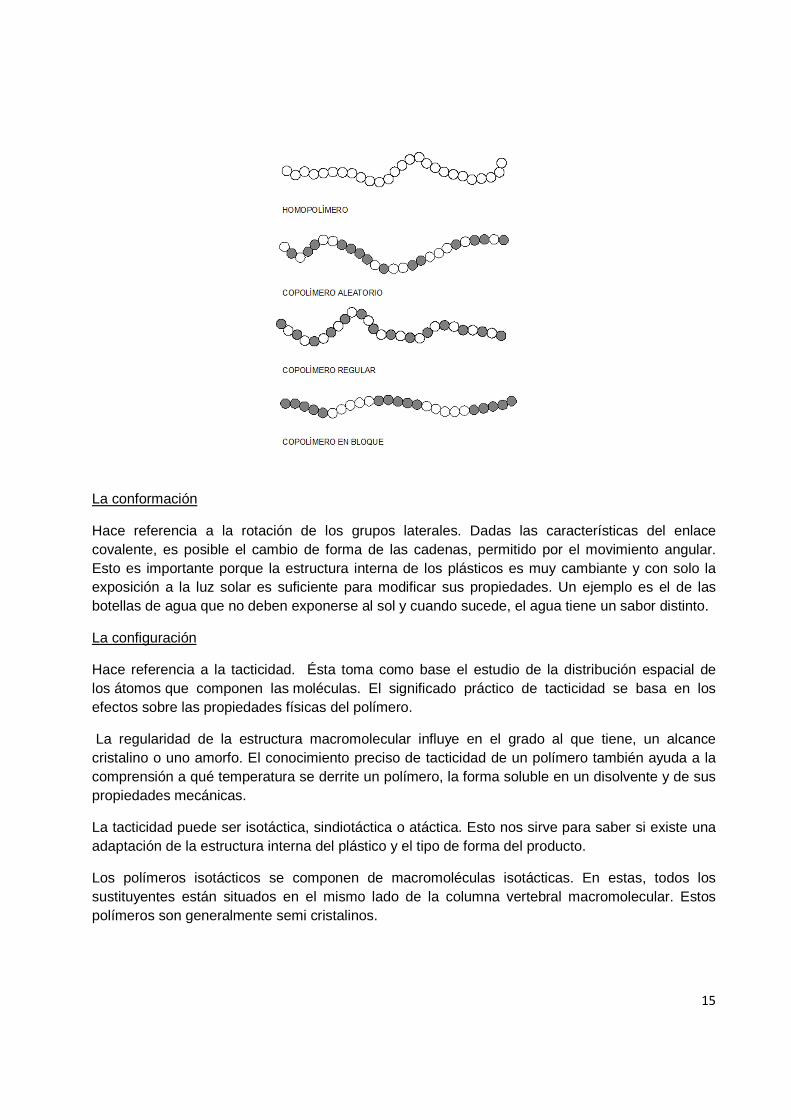
Los polímeros isotácticos se componen de macromoléculas isotácticas. En estas, todos los sustituyentes están situados en el mismo lado de la columna vertebral macromolecular. Estos polímeros son generalmente semi cristalinos.
16
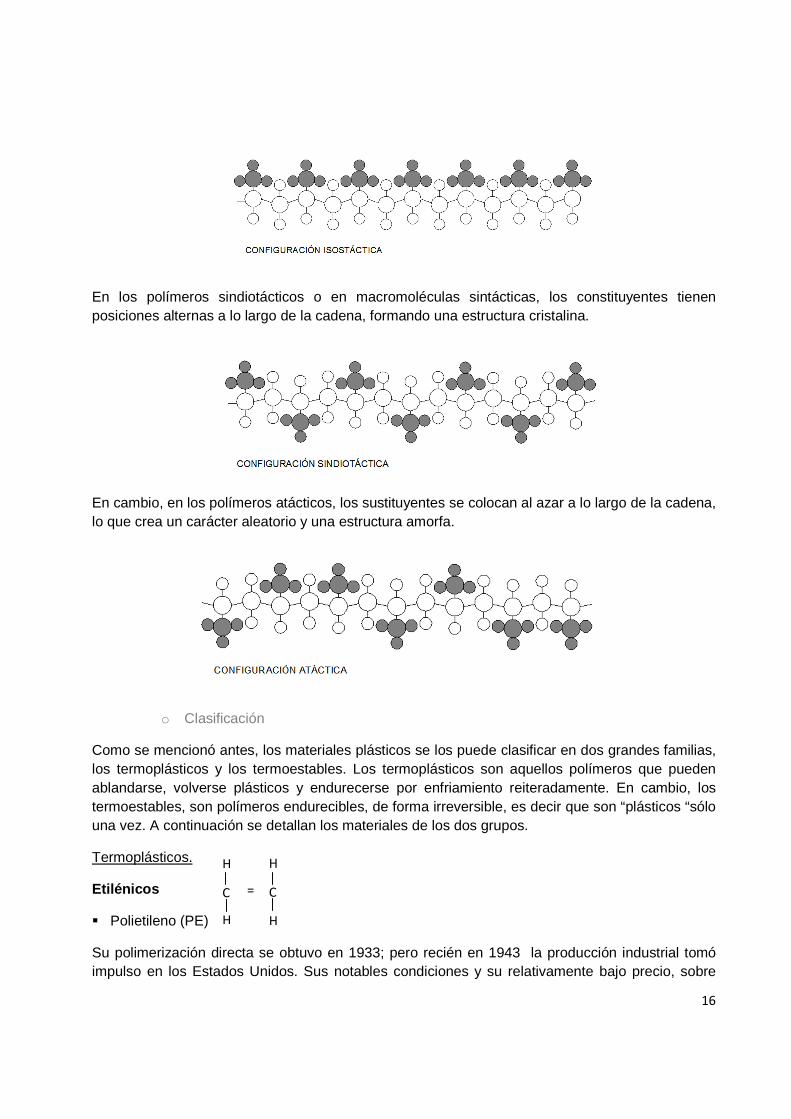
En los polímeros sindiotácticos o en macromoléculas sintácticas, los constituyentes tienen posiciones alternas a lo largo de la cadena, formando una estructura cristalina.
En cambio, en los polímeros atácticos, los sustituyentes se colocan al azar a lo largo de la cadena, lo que crea un carácter aleatorio y una estructura amorfa.
o Clasificación
Como se mencionó antes, los materiales plásticos se los puede clasificar en dos grandes familias, los termoplásticos y los termoestables. Los termoplásticos son aquellos polímeros que pueden ablandarse, volverse plásticos y endurecerse por enfriamiento reiteradamente. En cambio, los termoestables, son polímeros endurecibles, de forma irreversible, es decir que son “plásticos “sólo una vez. A continuación se detallan los materiales de los dos grupos.
Termoplásticos.
Etilénicos
� Polietileno (PE)
Su polimerización directa se obtuvo en 1933; pero recién en 1943 la producción industrial tomó impulso en los Estados Unidos. Sus notables condiciones y su relativamente bajo precio, sobre
H
H
C =
H
H
C
17
todo teniendo en cuenta un poco peso específico, han hecho que en la actualidad sea el plástico de mayor producción en el mundo entero.
Su estructura química es una de la más simple. Se produce a partir del gas etileno de formula C₄ H₄, que se polimeriza en condiciones adecuadas de presión, que llega a 2000kg/cm² y temperaturas del orden de los 200 ⁰C, en presencia de catalizadores. Variando las condiciones se pueden obtener tres tipos distintos de polietileno, denominados de baja, media y alta densidad, con valores que varían desde 0,925 hasta 0,965 gr/cm³.
Las diferencias de densidades y de propiedades dependen de las características de las cadenas moleculares que se forman al polimerizar los monómeros. Las propiedades son influidas por el grado de polimerización, así por ejemplo una resina con un grado de polimerización de 700, o sea con polímeros de 700 monómeros, puede ofrecer una resistencia a la tracción del orden de los 125 kg/cm² a 21 ⁰C, otro, con un grado de polimerización de solo 200, tiene resistencia de cera.
El ordenamiento molecular del polietileno es lineal pero en determinadas condiciones tiene una tendencia a formar ramificaciones. La presencia de estas se traduce en un menor peso específico de la resina. Las ramificaciones son perjudiciales, por cuanto aumentan el número de productos activos no saturados, favorecen el proceso de envejecimiento producidos por el oxígeno y los rayos ultravioleta. Una forma de combatir ese efecto, cuando puede resultar inconveniente, consiste en producir polímeros de forma definitivamente lineal, que corresponde a los tipos de alta densidad. Otro método consiste en neutralizar el efecto perjudicial agregando a la resina sustancias antioxidantes y absorbentes de ultravioletas. Para esta última función se usa el negro humo, que puede incorporarse en proporciones de hasta 25% con lo que no solo aumenta su resistencia a los rayos ultravioletas, sino también a la mecánica, que puede llegar a duplicarse; la deformidad, en cambio disminuye.
El polietileno es tenaz, correoso, con tacto y apariencia de parafina. Se sitúa en una posición intermedia entre los plásticos rígidos y los pocos rígidos. En películas delgadas es casi transparente, flexible y resistente. Con espesores mayores se hace opaco. Tiene buena estabilidad dimensional, siempre que no se lo someta a la acción de cargas o fluctuaciones de temperatura. Su resistencia mecánica no es lo suficientemente elevada como para ser utilizado en elementos grandes no soportados, sobre todo si están bajo carga y expuestos a grandes variaciones de temperatura.
No lo atacan en forma sensible ni los ácidos ni los álcalis. Es afectado por los hidrocarburos, especialmente el kerosene, sobre todo actuando en caliente. Es permeable a la mayoría de los aceites y solventes orgánicos, también a la mayoría de los olores. El agua no lo afecta ni lo moja; por ello se usa en cubetas de heladeras, en la cuales el hielo no se pega.
Puede ser inflamado en contacto con una llama y luego continúa ardiendo lentamente.
No es afectado por el envejecimiento por la ausencia de grupos reactivos; además, como es de por sí tenaz y flexible, puede usarse sin plastificantes los que contribuyen mucho al envejecimiento.
18
Eléctricamente es no polar y tiene uno de los coeficientes dieléctricos más bajos conocidos, lo que lo hace un excelente aislante eléctrico, especialmente para altas frecuencias.
Su conductividad térmica es baja, aún en estado compacto; se lo puede producir en forma expandida, con lo cual adquiere un gran poder aislante.
Su peso específico es inferior a la unidad, lo que le permite flotar en el agua. Ello posibilita su uso en cuerdas y flotadores de piletas de natación.
Admite toda la gama de colores, tanto translúcidos como opacos.
Se adapta muy bien al moldeo por compresión e inyección y es muy adecuado para la extrusión.
Como ocurre en casi todos los plásticos, el polietileno puede producirse con una amplia gama de propiedades, obtenidas variando la forma, dimensión y proporciones relativas de los polímeros.
Una limitación importante del material lo constituye su baja temperatura límite de ablandamiento. Esta es neutralizada, en parte, con el aumento de la densidad, el polietileno de baja densidad tiene resistencias de 105 kg/cm² y punto de ablandamiento de 93 ⁰C, mientras el llamado lineal o de alta densidad tiene respectivamente 280 kg/cm² y 121 ⁰C.
El polietileno, sobre todo en forma de películas, puede ser unido por calentamiento directo. En espesores mayores se puede soldar mediante la acción de un chorro de aire caliente o gas. El gas se calienta haciéndolo pasar por un tubo rodeado de resistencias eléctricas y la zona de soldadura se rellena con material de aporte proveniente de una varilla de plástico de igual tipo.
El polietileno tiene un extenso campo de utilización. La producción de películas y láminas insume más de la tercera parte de la producción total. También se dedica una buena producción a productos moldeados, cañerías para productos químicos y agua fría, aislamiento eléctrico y recubrimientos.
Film de polietileno Aplicación del film de polietileno Accesorios de cañerías
Polietileno de baja densidad: su temperatura máxima de trabajo con seguridad es de 70 ⁰C. Es incoloro y translucido, pero se le puede incorporar pigmentos para darle una gama prácticamente ilimitada de colores. Normalmente se lo moldea por extrusión o por inyección.
19
Polietileno de alta densidad: es una forma cristalina del polietileno, con una resistencia y una rigidez de tres a cuatro veces mayor y un punto de reblandecimiento casi 40⁰C más alto. Además es más transparente, se le aplican los mismos procesos que al de baja densidad.
Polietileno de alto peso molecular: se compone de cadenas muy largas, con peso moleculares de hasta cuatro millones. Su tenacidad y su resistencia a la abrasión y al choque lo hacen idóneo para aplicaciones mecánicas que exijan soportar grandes esfuerzos. Es ligero y presenta una excelente resistencia química.
Tereftalato de polietileno: se extruye directamente en forma de fibra, película o cinta; tiene aspecto cristalino y un punto de fusión muy alto. En forma de película, mediante el calor, es posible provocar en su interior tensiones bidimensionales. Sin embargo, estas películas suelen someterse a tratamientos posteriores que generan una resistencia y una estabilidad tremendas.
� Polipropileno (PP)
Su producción industrial inicial, por la firma italiana Montecatini, sólo se remonta al año 1957. Fue descubierto por el profesor Giulio Natta. Sus notables propiedades le han proporcionado una rápida difusión.
Pertenece, como el polietileno, a la familia de las poliolefinas. Por su estructura se asemeja al mismo, al cual también se parecen muchas de sus propiedades.
El polipropileno es una de los plásticos más livianos, su peso específico se encuentra entre 0,90 a 0,91 gr/cm³. Su estructura adquiere propiedades características de las sustancias cristalinas en cuanto se refiere a su comportamiento elástico. Tiene buena resistencia mecánica. Sus propiedades eléctricas son excelentes, favorecidas por el hecho de que prácticamente no absorbe agua. La resistencia a los ataques químicos es muy buena, aún en altas temperaturas. La acción de los solventes varía con el tipo de temperatura. Los solventes aromáticos y ciertos hidrocarburos lo disuelven en caliente, pero a temperatura ambiente sólo alcanzan a hincharlo. La absorción de aceites minerales y orgánicos es muy baja.
La acción del calor no produce degradaciones en su composición hasta los 250 ⁰C, que puede soportar por varias horas; en cambio a 300 ⁰C la composición sobreviene rápidamente.
Posee buenas condiciones como barrera de vapor. Tiene satisfactoria estabilidad dimensional y admite una amplia gama de colores translúcidos y opacos. Tiene buena dureza superficial y adquiere alto brillo.
El conjunto de propiedades del polipropileno lo habilita para todos los usos en que se aplica el polietileno, con un campo ampliado por sus mejores propiedades, especialmente la resistencia al calor; por ejemplo pueden hacerse con este material cañerías para distribución de agua caliente.
Otra ventaja; una vez cubiertos los gastos de instalación de las fábricas, el producto es de producción económica, por cuanto a la materia prima básica, el propileno, se obtiene en forma abundante como subproducto de la destilación del gas natural para obtener el etileno.
20
Aislamiento para electricidad Mobiliario de polipropileno Cañerías
Estirénicos
� Poliestireno (PS)
Es el más barato de los termoplásticos. También es una de los más antiguos, ya se lo conocía en 1839. Su producción en escala comercial comenzó en Alemania en 1930; en los Estados Unidos aparece en pequeña escala en 1937 y adquiere gran volumen de producción recién en 1946.
Entre las características favorables de este material puede señalarse que en estado puro es transparente y puede colorearse a voluntad; ofrece gran facilidad de moldeo, presentando muy pequeña contracción, lo que permite obtener piezas de dimensiones exactas, su estabilidad dimensional es muy grande. No es afectado por el agua pero es permeable al vapor de agua y otros gases. Tiene muy buenas condiciones eléctricas. Posee una densidad de 1,05 gr/cm³.
Como contraparte el tipo normal de poliestireno ofrece una limitada resistencia al calor y una escasa resistencia a la intemperie. A los 80⁰ C, se distorsiona y pierde su resistencia; a mayor temperatura pasa de su condición normal de frágil a la de gomoso. La acción solar, por acción de los rayos ultravioletas activa a los monómeros reactivos que contiene, haciéndolo quebradizo y produciendo agrietamientos y cuarteos. En cuanto a la resistencia química si bien ofrece una resistencia sobresaliente a las soluciones ácidas, alcalinas, salinas y alcohólicas, es atacado por aceites y solventes orgánicos, incluyendo la grasa de la leche y los aceites naturales del pelo humano, que lo manchan y deterioran. Otro factor negativo lo constituye la tendencia a adquirir cargas electroestáticas por fricción, que luego desarrollan una marcada tendencia a la tracción y retención de polvo y otras formas de ensuciamiento.
Para mejorar algunas de las limitaciones se producen diversos tipos de poliestireno de condiciones mejoradas en determinados aspectos. Así por ejemplo existe un tipo resistente al calor, otro químico resistente y uno importante llamado de alto impacto por su muy mejorado comportamiento frente a los impactos; esto se consigue adicionando a la resina determinadas cantidades de otros polímeros como los cauchos sintéticos de estireno butadieno o de acrilonitrilo.
Se usa ampliamente en el moldeado por inyección, por expansión, así como en la extrusión, el moldeo por insuflación y la conformación al vacío. Al estirarlo se obtiene una película tenaz que se usa en paquetería.
H
C =
H
H
C
21
El moldeo por expansión es su uso más frecuente en la construcción, debido a su baja conductividad térmica se utiliza como aislante térmico y por su bajo peso específico se lo aplica como encofrado perdido tanto en cubiertas como en paredes.
El poliestireno en su forma compacta puede usarse para objetos moldeados, tuberías, placas para revestimientos sanitarios, etc. También se lo emplea como ingrediente de pinturas en forma de copolímero de estireno-butadieno en emulsión acuosa; la pintura resultante es casi inodora y de secamiento rápido al extremo de poder darse dos manos por día.
� Acrilonitrilo butadieno estireno (ABS)
Conocido como ABS, es un poliestireno de alto impacto que se usa en la fabricación de cubiertas de automóvil, suelas y piezas de la industria automovilística. Su gama cromática es limitada y su impermeabilidad solo moderada, pero puede mejorarse recubriéndolo con una capa de fibra de fluoruro de polivinilo.
Cubierta casetonada Molduras Planchas
Acrílicos
Comprenden un conjunto de resinas plásticas de las cuales las de mayor interés para la construcción son el polimetil metacrilato (metil-metacrilato) y el acrilo-nitrilo.
� Polimetil metacrilato (PMMA)
Es un plástico de condiciones excepcionales en cuanto concierne a la claridad óptica, estabilidad frente a las radiaciones y resistencia general a la intemperie y al envejecimiento.
Tiene una densidad de 1,20 gr/cm³. Su transparencia es muy grande pues es permeable más del 92% de la luz incidente. Además es transparente a las radiaciones ultravioletas comprendidas entre 3000 y 4000 A, esta propiedad puede resultar inconveniente para ciertos usos, pero puede ser neutralizada incorporando subsustancias absorbentes incoloras. El polimetil metacrilato adquiere alto brillo, lo que conjuntamente con su transparencia le abre un extenso campo de aplicaciones utilitarias y decorativas. La gran claridad, unida a su alto índice de refracción lo hace especialmente indicado para letreros o dispositivos iluminados por el borde.
H
C =
CH₃
H
C
COO-CH₃
22
El polimetil metacrilato puede ser producido en una extensa gama de colores y grados de transparencia.
La resistencia a la intemperie habilita a este material para su uso exterior con carácter permanente.
El polimetil metacrilato es producido por polimerización del monómero en presencia de un catalizador, activando el proceso con un calentamiento moderado. Este plástico puede usarse completamente puro, aunque convenientemente se le adiciona algún plastificante en pequeña cantidad para facilitar el conformado posterior de las láminas o planchas. Al conformar y utilizar los objetos de polimetil metacrilato debe tenerse en cuenta la recuperación pseudo-elástica de la forma cuando se calienta, esta tendencia puede neutralizarse con un adecuado recocido. La resistencia al calor es grande, por lo que no debe ser expuesto en forma continuada a temperatura que superen los 85 a 120⁰C.
Entre sus técnicas normales de moldeado están la inyección, la extrusión, el vacío y la insuflación a partir de láminas.
El polimetil metacrilato puede pegarse con adhesivos formados por la misma resina disuelta en cloruro de metileno o en ácido acético, para desarrollar plena resistencia la junta debe calentarse por 48 hs a 50 ⁰C. Otra forma de pegar se basa en la propiedad de foto-polimerización que puede desarrollar el monómero. Para ello se adiciona al monómero una sustancia sensibilizante absorbente de la luz; interponiendo una capa de este material en la junta y haciendo actuar la luz o mejor aún una radiación ultravioleta se produce la polimerización y el pegado.
La mencionada fotosensibilidad puede aprovecharse para imprimir leyendas y dibujos sobre la superficie del plástico.
� Acrilonitrilo o Poliacrilo-nitrilo (PAN)
Es notoriamente cristalino, lo que permite obtener fibras muy fuertes. Ofrece una mayor resistencia a la acción del calor. Las fibras son livianas, el peso específico es de 1,17 gr/cm³. El material se caracteriza por absorber humedad pero reteniéndola en la superficie; de este modo resulta absorbente pero de secado rápido.
Además de ser usado como resina plástica el acrilonitrilo se emplea como plastificante interno de otras resinas como el cloruro de polivinilo y el caucho sintético.
23
Muestra de gamas de colores Claraboya de acrílico Láminas acrílicas
Vinílicas
Las resinas vinílicas forman un extenso grupo de gran importancia actual y en continua extensión, gracias a sus notables propiedades, entre las que debe destacarse su versatilidad.
Las principales resinas de este grupo son el cloruro de polivinilo, el acetato de polivinilo, el cloruro de polivinilideno y el polivinil de butiral.
� Cloruro de polivinilo (PVC)
Fue descubierto en 1938 por el químico francés Regnault, pero recién a fines de la segunda guerra mundial comenzaron los intentos de producción industrial, iniciándose la explotación efectiva en Alemania en 1925 y en Estados Unidos en 1933. A partir de entonces comenzó a difundirse rápidamente, hasta convertirse en uno de los más utilizados.
El monómero es un líquido incoloro que hierve a -14⁰C, su polimerización puede obtenerse por diversos métodos. Según las características que se deseen obtener se hace variar el grado de polimerización entre 1000 y 2000. La resina obtenida es llamada cloruro de polivinilo e identificada con la sigla PVC, por las iniciales de su nombre en inglés. En estado puro es transparente, dura, rígida y poco deformable; estas características pueden ser variadas según las necesidades mediante el agregado de agentes modificadores, de ese modo pueden obtenerse plásticos duros y pocos deformables o con consistencia de cuero o de caucho, con cualquier grado de flexibilidad.
El cloruro de polivinilo es casi insensible a la acción del agua y no lo afecta la humedad ambiente. Tampoco es afectado por los ácidos y álcalis, ni por los alcoholes, grasas ni aceites. Pero si es atacado por los hidrocarburos clorinados, que le producen hinchamientos.
Frente a la acción prolongada de la luz o del calentamiento a temperatura moderadas muestra una tendencia a la descomposición lenta; el proceso destructivo se acelera bajo la influencia de temperaturas elevadas o la presencia de catalíticos tales como ciertos compuestos de zinc o de hierro. Este proceso puede impedirse agregando sustancias inhibidoras o estabilizadoras.
H
CI
C =
H
H
C
24
Bajo la acción de la llama el PVC se quema, pero retirada la fuerte externa de calor se apaga solo.
Según los usos, puede ser utilizado en forma rígida o flexible. El rígido, es PVC puro con adiciones estrictamente necesarias para facilitar su conformado y darle el grado de transparencia u opacidad y color deseado. Las propiedades mecánicas están directamente determinadas por el grado de polimerización y aumentan con este, pero sin exceder el límite fijado por las necesidades de conformado.
El PVC rígido se usa principalmente para la producción por extrusión de chapas, tubos o barras y tiene una densidad de 1,42 gr/cm³.
El PVC sin plastificantes tiene un margen muy estrecho para el moldeo. Esto ha conducido entre otros motivos al desarrollo de los tipos de PVC plastificados o flexibles.
La plastificación puede operarse en forma interna o externa. En el primer caso se utilizan otras resinas plásticas que actúan como copolímeros, tales como el acetato de vinilo o el cloruro de vinilideno, que se agregan antes de la polimerización y se incorporan a la macromolécula del polímero. En el segundo, el plastificante se agrega con posterioridad a la polimerización, actuando como lubricante entre los polímeros. Una sustancia usada con este fin es el fosfato de tricresilo. La incorporación de plastificantes hace variar la temperatura a la que el plástico se pone frágil por enfriamiento (entre -10 ⁰C y -60⁰C).
El copolímero de cloruro y acetato de vinilo se usa en forma de chapas, barras y caños. También en pintura; ésta puede constituirse disolviendo la resina en un solvente orgánico volátil o poniéndola en estado de látex en emulsión acuosa.
El PVC plastificado con plastificante externo tiene amplio campo de aplicación en la construcción de recubrimientos aislantes para conductos eléctricos, baldosas para pisos, chapas para revestimientos, mangueras y tubos flexibles en general, láminas y películas flexibles para cortinas y usos afines y materiales similares al cuero para revestimientos, tapicería y valijería.
Se puede moldear por extrusión, el moldeo por insuflación (particularmente para fabricar botellas), la conformación al vacío, el moldeo por inyección, el calandrado y, en forma de pasta, para la obtención de las armaduras de membranas (estructuras sometidas por aire, estructura de tensión) y en el vaciado rotativo. También se usa en forma expandida (espumas), sea rígida o flexible.
� Acetato de polivinilo (PVAC)
Es uno de los plásticos vinílicos más antiguo. Su uso es muy limitado debido a su bajo punto de reblandecimiento. Se emplea como plastificante en forma de copolímero, como adhesivo y como aglutinante en pintura de alta calidad.
� Cloruro de polivinilideno (PVDC)
Posee muchas de las buenas cualidades de PVC, superándolo en algunos aspectos, como en las resistencias al calor y mecánica. No tiene gusto ni olor, lo que permite ponerlo en contacto permanente con sustancias alimenticias sin inconvenientes. Es resistente a la acción del agua. Es inmune a la putrefacción. Su peso específico es mayor que el del PVC (1,65 contra 1,35 gr/cm³).
25
Su resistencia al calor queda definida por una temperatura de distorsión de 55 a 65⁰C; es capaz de soportar la acción continua del calor entre 70 y 90⁰C y se descompone a 127⁰C. Estas condiciones lo habilitan para ser usado en tuberías, donde el factor distorsión no es importante, con agua hasta 75⁰C. Cuando se lo inflama se apaga solo. Tiene muy buenas condiciones eléctricas.
Su estructura es pronunciadamente cristalina, lo que la habilita para ser usado para producir filamentos de alta resistencia.
Es difícil de conformar pero con plastificantes se lo puede moldear.
Se usa para tubos, filamentos, cuerdas, cintas y películas. Las películas son impermeables al vapor; esto lo hace adecuadas para ser empleadas como barreras de vapor.
� Polivinil de butiral (PVB)
Esta resina se caracteriza por su gran transparencia, deformabilidad y resistencia a los impactos. Además no es afectada por la humedad ni la luz y conserva su flexibilidad aún con temperaturas muy bajas. A todo ello se agrega una gran adhesividad. Tiene un peso específico de 1,06 gr/cm³.
Plastificado se emplea para tapizados aptos para el servicio pesado; se lo usa en forma de láminas pegadas o soldadas a tejidos que actúan como respaldo o refuerzo fibroso.
Otra aplicación se basa en su gran adhesividad lo que la hace muy adecuada para la capa de imprimación de pinturas, a las que confiere una gran adherencia a la base pintada.
Losetas antideslizantes de P.V.C Aberturas de P.V.C Cañerías Fluorados
Este grupo de plásticos tiene aplicación en usos especiales, gracias a sus excepcionales condiciones de resistencia a la acción del calor y al ataque químico. Se distinguen tres tipos.
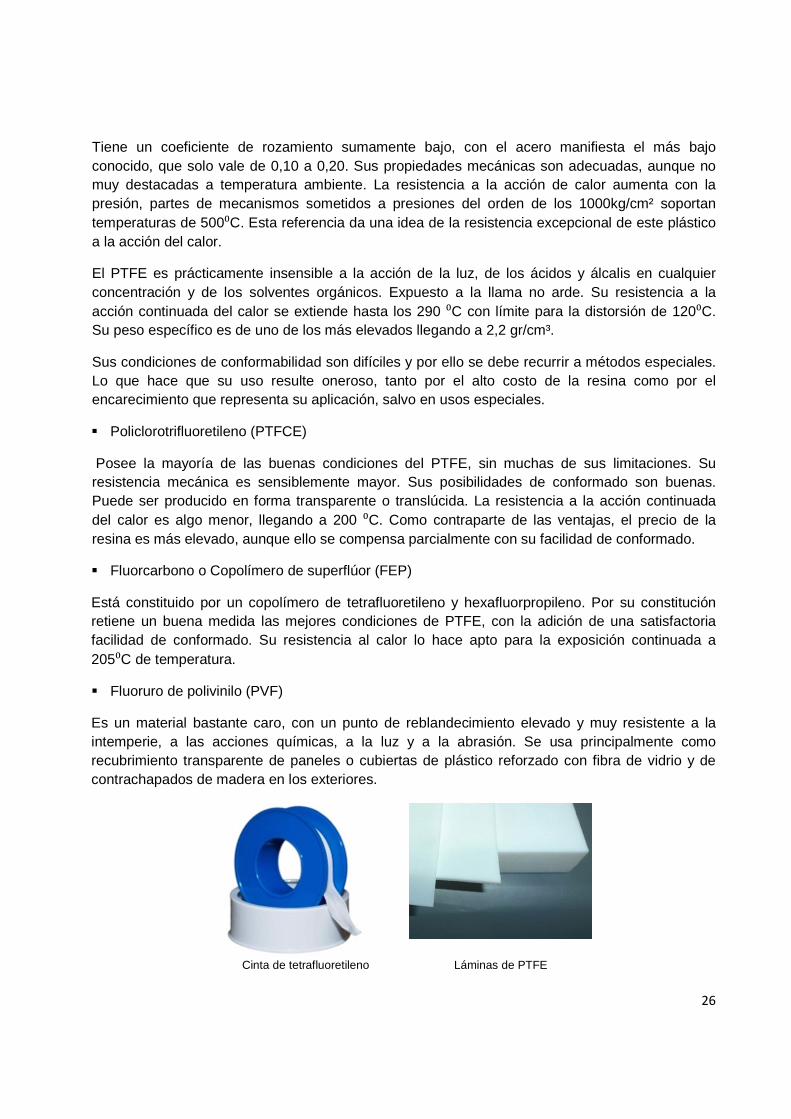
� Politetrafluoretileno (PTFE)
Más fácilmente conocido como teflón, es un polímero de alto peso molecular y se lo identifica con sus iniciales PTFE. Se caracteriza por ser tenaz, semiflexible, de tacto parecido a la cera, de color blanco o gris claro. No adhiere sustancias grasas, ni azúcar, ni agua, ni sales; ello hace que sea limpiado fácilmente.
F
F
C
F
F
C
26
Tiene un coeficiente de rozamiento sumamente bajo, con el acero manifiesta el más bajo conocido, que solo vale de 0,10 a 0,20. Sus propiedades mecánicas son adecuadas, aunque no muy destacadas a temperatura ambiente. La resistencia a la acción de calor aumenta con la presión, partes de mecanismos sometidos a presiones del orden de los 1000kg/cm² soportan temperaturas de 500⁰C. Esta referencia da una idea de la resistencia excepcional de este plástico a la acción del calor.
El PTFE es prácticamente insensible a la acción de la luz, de los ácidos y álcalis en cualquier concentración y de los solventes orgánicos. Expuesto a la llama no arde. Su resistencia a la acción continuada del calor se extiende hasta los 290 ⁰C con límite para la distorsión de 120⁰C. Su peso específico es de uno de los más elevados llegando a 2,2 gr/cm³.
Sus condiciones de conformabilidad son difíciles y por ello se debe recurrir a métodos especiales. Lo que hace que su uso resulte oneroso, tanto por el alto costo de la resina como por el encarecimiento que representa su aplicación, salvo en usos especiales.
� Policlorotrifluoretileno (PTFCE)
Posee la mayoría de las buenas condiciones del PTFE, sin muchas de sus limitaciones. Su resistencia mecánica es sensiblemente mayor. Sus posibilidades de conformado son buenas. Puede ser producido en forma transparente o translúcida. La resistencia a la acción continuada del calor es algo menor, llegando a 200 ⁰C. Como contraparte de las ventajas, el precio de la resina es más elevado, aunque ello se compensa parcialmente con su facilidad de conformado.
� Fluorcarbono o Copolímero de superflúor (FEP)
Está constituido por un copolímero de tetrafluoretileno y hexafluorpropileno. Por su constitución retiene un buena medida las mejores condiciones de PTFE, con la adición de una satisfactoria facilidad de conformado. Su resistencia al calor lo hace apto para la exposición continuada a 205⁰C de temperatura.
� Fluoruro de polivinilo (PVF)
Es un material bastante caro, con un punto de reblandecimiento elevado y muy resistente a la intemperie, a las acciones químicas, a la luz y a la abrasión. Se usa principalmente como recubrimiento transparente de paneles o cubiertas de plástico reforzado con fibra de vidrio y de contrachapados de madera en los exteriores.
Cinta de tetrafluoretileno Láminas de PTFE
27
Celulósicos
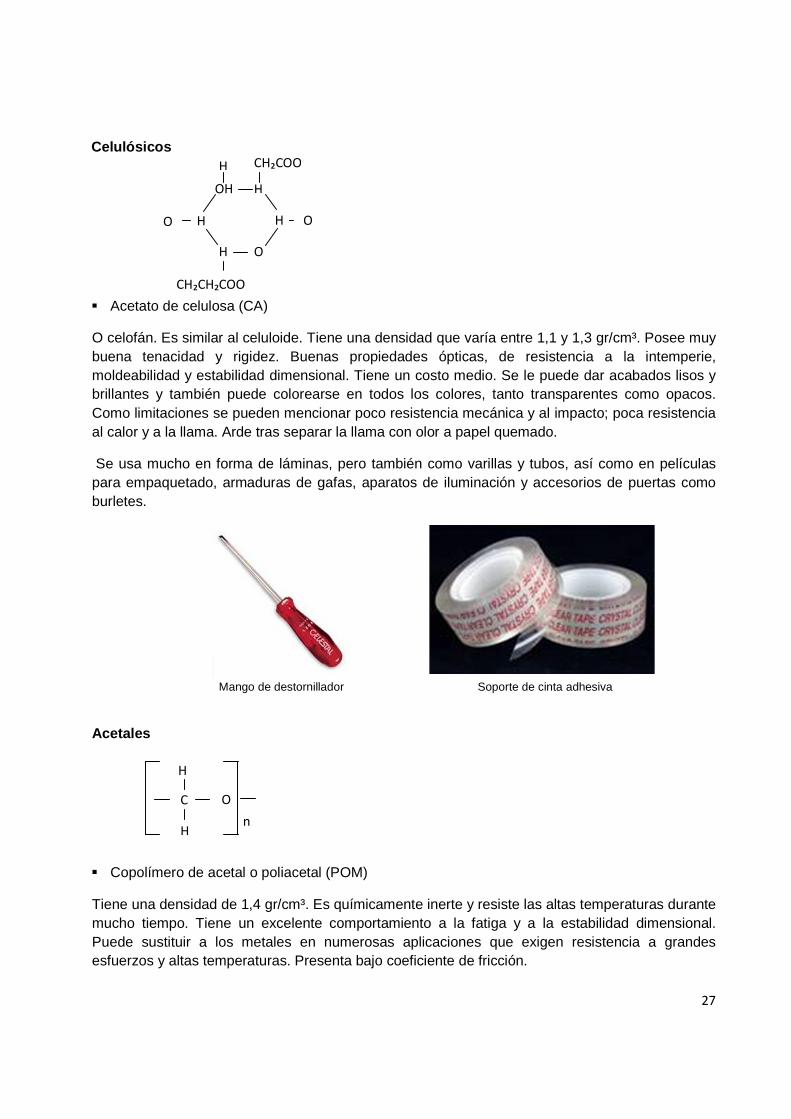
� Acetato de celulosa (CA)
O celofán. Es similar al celuloide. Tiene una densidad que varía entre 1,1 y 1,3 gr/cm³. Posee muy buena tenacidad y rigidez. Buenas propiedades ópticas, de resistencia a la intemperie, moldeabilidad y estabilidad dimensional. Tiene un costo medio. Se le puede dar acabados lisos y brillantes y también puede colorearse en todos los colores, tanto transparentes como opacos. Como limitaciones se pueden mencionar poco resistencia mecánica y al impacto; poca resistencia al calor y a la llama. Arde tras separar la llama con olor a papel quemado.
Se usa mucho en forma de láminas, pero también como varillas y tubos, así como en películas para empaquetado, armaduras de gafas, aparatos de iluminación y accesorios de puertas como burletes.
Mango de destornillador Soporte de cinta adhesiva
Acetales
� Copolímero de acetal o poliacetal (POM)
Tiene una densidad de 1,4 gr/cm³. Es químicamente inerte y resiste las altas temperaturas durante mucho tiempo. Tiene un excelente comportamiento a la fatiga y a la estabilidad dimensional. Puede sustituir a los metales en numerosas aplicaciones que exigen resistencia a grandes esfuerzos y altas temperaturas. Presenta bajo coeficiente de fricción.
H
OH
H
O
CH₂COO
H
O
H
H O
CH₂CH₂COO
H
H
C O
n
28
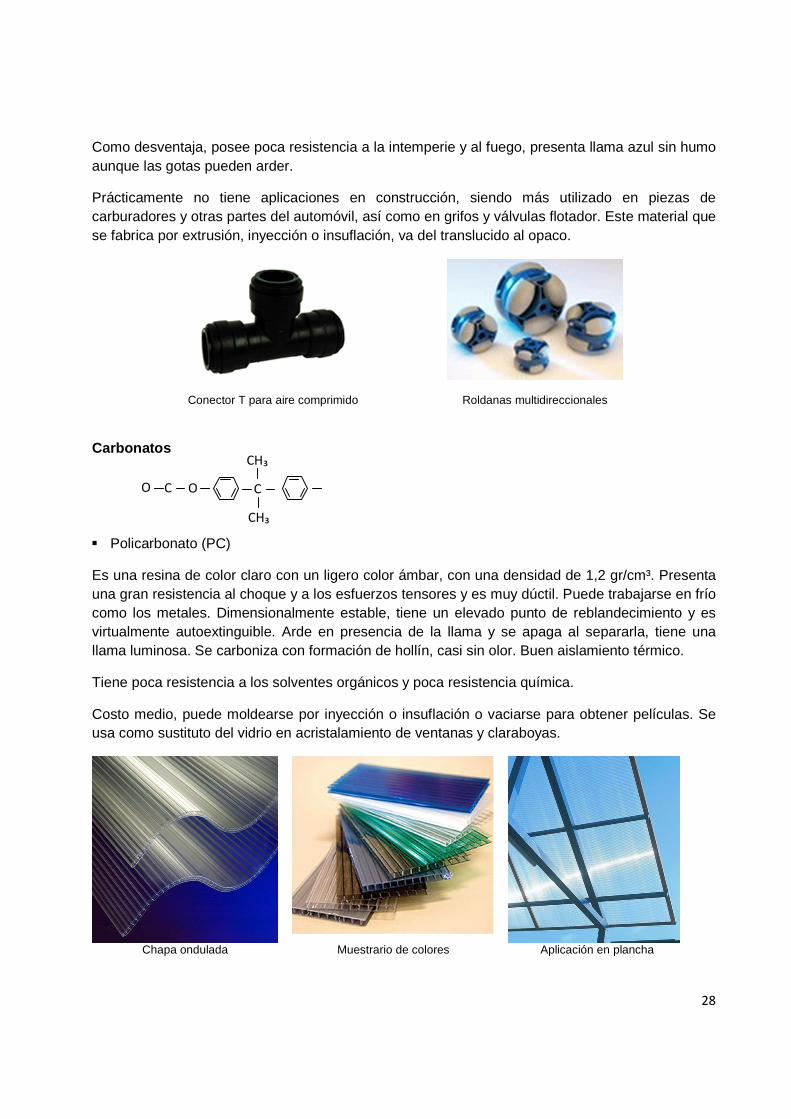
Como desventaja, posee poca resistencia a la intemperie y al fuego, presenta llama azul sin humo aunque las gotas pueden arder.
Prácticamente no tiene aplicaciones en construcción, siendo más utilizado en piezas de carburadores y otras partes del automóvil, así como en grifos y válvulas flotador. Este material que se fabrica por extrusión, inyección o insuflación, va del translucido al opaco.
Conector T para aire comprimido Roldanas multidireccionales
Carbonatos
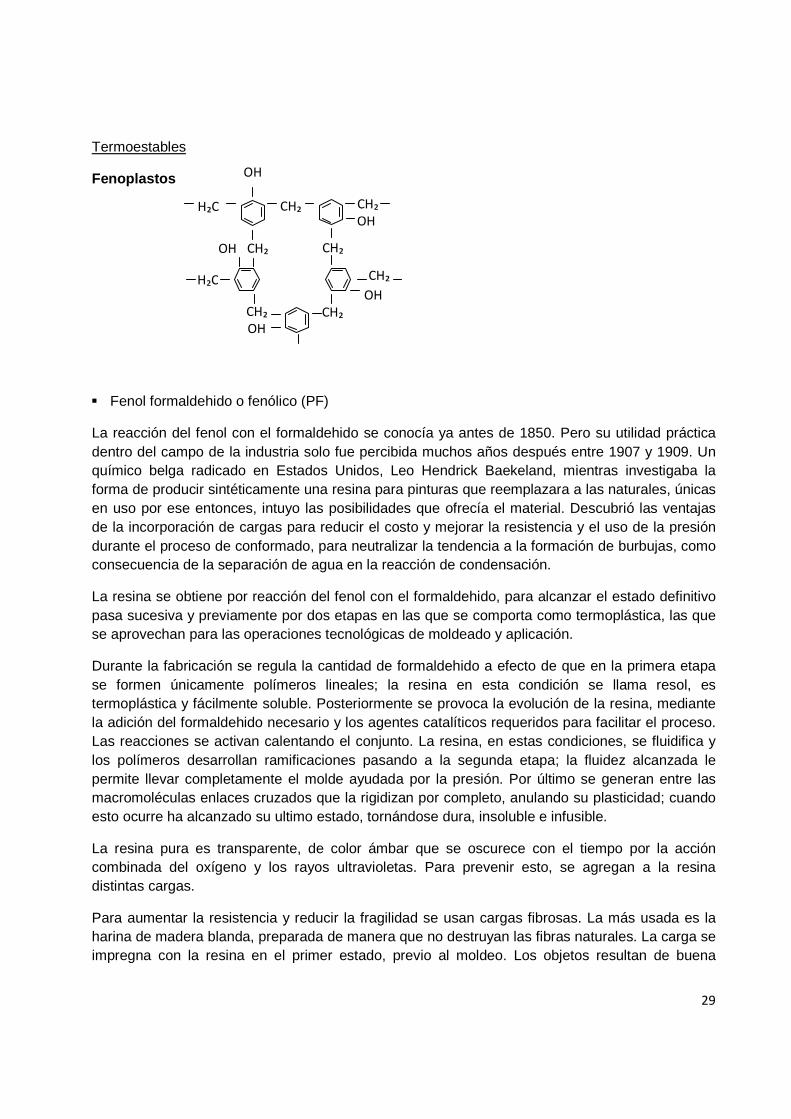
� Policarbonato (PC)
Es una resina de color claro con un ligero color ámbar, con una densidad de 1,2 gr/cm³. Presenta una gran resistencia al choque y a los esfuerzos tensores y es muy dúctil. Puede trabajarse en frío como los metales. Dimensionalmente estable, tiene un elevado punto de reblandecimiento y es virtualmente autoextinguible. Arde en presencia de la llama y se apaga al separarla, tiene una llama luminosa. Se carboniza con formación de hollín, casi sin olor. Buen aislamiento térmico.
Tiene poca resistencia a los solventes orgánicos y poca resistencia química.
Costo medio, puede moldearse por inyección o insuflación o vaciarse para obtener películas. Se usa como sustituto del vidrio en acristalamiento de ventanas y claraboyas.
Chapa ondulada
Muestrario de colores Aplicación en plancha
CH₃
CH₃
C C O O
29
Termoestables
Fenoplastos
� Fenol formaldehido o fenólico (PF)
La reacción del fenol con el formaldehido se conocía ya antes de 1850. Pero su utilidad práctica dentro del campo de la industria solo fue percibida muchos años después entre 1907 y 1909. Un químico belga radicado en Estados Unidos, Leo Hendrick Baekeland, mientras investigaba la forma de producir sintéticamente una resina para pinturas que reemplazara a las naturales, únicas en uso por ese entonces, intuyo las posibilidades que ofrecía el material. Descubrió las ventajas de la incorporación de cargas para reducir el costo y mejorar la resistencia y el uso de la presión durante el proceso de conformado, para neutralizar la tendencia a la formación de burbujas, como consecuencia de la separación de agua en la reacción de condensación.
La resina se obtiene por reacción del fenol con el formaldehido, para alcanzar el estado definitivo pasa sucesiva y previamente por dos etapas en las que se comporta como termoplástica, las que se aprovechan para las operaciones tecnológicas de moldeado y aplicación.
Durante la fabricación se regula la cantidad de formaldehido a efecto de que en la primera etapa se formen únicamente polímeros lineales; la resina en esta condición se llama resol, es termoplástica y fácilmente soluble. Posteriormente se provoca la evolución de la resina, mediante la adición del formaldehido necesario y los agentes catalíticos requeridos para facilitar el proceso. Las reacciones se activan calentando el conjunto. La resina, en estas condiciones, se fluidifica y los polímeros desarrollan ramificaciones pasando a la segunda etapa; la fluidez alcanzada le permite llevar completamente el molde ayudada por la presión. Por último se generan entre las macromoléculas enlaces cruzados que la rigidizan por completo, anulando su plasticidad; cuando esto ocurre ha alcanzado su ultimo estado, tornándose dura, insoluble e infusible.
La resina pura es transparente, de color ámbar que se oscurece con el tiempo por la acción combinada del oxígeno y los rayos ultravioletas. Para prevenir esto, se agregan a la resina distintas cargas.
Para aumentar la resistencia y reducir la fragilidad se usan cargas fibrosas. La más usada es la harina de madera blanda, preparada de manera que no destruyan las fibras naturales. La carga se impregna con la resina en el primer estado, previo al moldeo. Los objetos resultan de buena
OH
CH₂ OH
CH₂
OH
H₂C
CH₂ CH₂ OH
CH₂
CH₂
CH₂
OH
H₂C
30
resistencia mecánica y condiciones eléctricas, de baja conductibilidad térmica, inmunes a la putrefacción y corrosión y relativamente estables en cuanto a dimensiones. Resulta muy adecuada para la producción en cantidad, a bajo costo.
Para necesidades especiales se emplean otras cargas, así por ejemplo para mejorar la resistencia al calor usan asbesto y grafito.
La resina de formaldehido, aún con cargas, no es recomendada para uso en el exterior; por cuanto la acción de la intemperie la deteriora, pudiendo alcanzar el ataque a las cargas. Resiste mejor a los ácidos que los álcalis, cuando están en débil concentración es elevada por ambos. No es atacada por los solventes orgánicos. El peso específico, según la carga puede variar entre 0,95 y 1,8 gr/cm³. La temperatura máxima de resistencia al calor continuo es de 150 a 175 ⁰C con carga de harina de madera o fibras de algodón, pudiendo llegar a 315⁰C con fuerte carga de asbesto.
El fenol formaldehido se usa principalmente para objetos moldeados que requieran buenas condiciones mecánicas, eléctricas y de resistencia al calor, en grado compatibles con un bajo costo; es, en principio, el material de primera opción y sólo se recurre a los demás termoestables cuando el fenol formaldehido no puede llevar alguna de las exigencias, como ser resistencia a la intemperie, colores claros, etc. También se usa extensamente como adhesivo. En esta aplicación su uso queda limitado a los casos en que puedan aplicarse a los objetos a adherir, las altas presiones y temperaturas necesarias para las reacciones. Otro uso, a menor escala, es en pinturas.
� Resorcinol formaldehido (RF)
Esta resina se caracteriza por su alta reactividad cuando está en las etapas previas a su estado definitivo. La tendencia a la reacción se acelera en presencia del calor, por lo que es prácticamente imposible moldear. La reactividad se manifiesta aun a temperatura ambiente, al extremo de requerir el agregado de retardadores para evitar el fraguado antes de tiempo. Estas características han permitido desarrollar su uso como adhesivo, para uso a temperatura normal.
Para el uso, la resina se prepara con bajo tenor de formaldehido para evitar la formación anticipada de macromoléculas con ramificaciones o enlaces cruzados. Como carga se le adiciona harina de cáscara de nuez. En los momentos previos a la aplicación se le agregan los agentes catalizadores y endurecedores que le harán completar la reacción.
� Fenol furfural (PPF)
Esta resina se caracteriza por tener un proceso de reacción según el cual pasa casi directamente del primer estado al último; esta propiedad facilita el moldeo de objetos de formas complicadas. Si bien puede ser usado por sí sola, la circunstancia de que es completamente compatible con la de fenol formaldehido se aprovecha para incorporarle a ésta determinadas proporciones de fenol furfural, que le confieren una mayor facilidad de moldeo.
31
Aplicación como adhesivo en contrachapados Laminado papel kraft y resina fenólica Aminoplastos
� Urea formaldehido o urea (UF)
Esta resina se obtiene por reacción de urea con formaldehido en presencia de catalizadores. La reacción fue descubierta y estudiada entre 1895 y 1897, pero el primer uso práctico se hizo en 1920 en que Hans John utilizó la resina como adhesivo. La aplicación a objetos moldeados se debe a Fritz Pollak que en 1923 preparó los primeros y registró el producto con el nombre de Pollopas.
La urea formaldehido ofrece, con relación al fenol formaldehido, algunas diferencias importantes. En el primer lugar su mayor reactividad a temperaturas normales, lo que hace posible provocar el pasaje del primer estado al último sin necesidad de calentamiento o a temperaturas relativamente bajas. En segundo lugar, puede obtenerse en forma incolora y transparente, lo que le valió en sus comienzos el calificativo vidrio orgánico, la claridad se conserva a través del tiempo. La resina admite toda la gama de colores, tanto transparentes como translúcidos u opacos. En cambio, es más cara que la de fenol formaldehido, aunque se produce una variedad, apta para colores oscuros únicamente, a precio competitivo.
La resina se caracteriza por no ser atacada por los rayos solares, es poco atacable por los ácidos o álcalis débiles, pero la descomponen los fuertes. Los solventes orgánicos la alteran muy poco o nada.
Es bastante dura y resistente al rayado. Bajo la acción del fuego arde muy lentamente. Tiene una cierta sensibilidad a la acción del agua, especialmente cuando la humedad actúa en forma cíclica. Tiene una densidad de 1,34 gr/cm³.
Sus propiedades eléctricas son muy buenas en corrientes continuas o de baja frecuencia.
CH₂
N
N
NH CH₂
C
C C
N
HN NH H₂C n
32
No tiene gusto ni olor.
El comportamiento de la resina con respecto a las cargas no es tan favorable como con el fenol formaldehido, pues la moja con dificultad.
Se la utiliza para objetos moldeados, adhesivos y como ingrediente de pinturas. Entre los moldeados cabe destacar las aplicaciones de uso eléctrico tales como llaves, partes de instrumentos y chapas protectoras y decorativas.
El empleo como adhesivo, que fue el primer uso práctico de la resina, sigue siendo muy importante, al extremo de que insume la tercer parte de la producción. Ello es una consecuencia de reaccionar a temperatura ambiente, lo que hace innecesario el calentamiento, así como el color claro de la cola resultante, condición de importancia en las aplicaciones decorativas. Para su empleo como adhesivo se la carga con harina de cáscara de nuez, a fin de darle volumen y reducir las contracciones y el costo, a veces, para hacerla aún más barata se le incorpora como extendedor una cierta cantidad de harina de trigo; si bien con esto se consigue una reducción del costo, se afectan las resistencias al agua y mecánica.
En cuanto en pinturas, no se usa como única resina por cuanto la adhesividad que desarrolla, especialmente con los metales, es reducida. Esto se corrige adicionando otras resinas, siendo la más usada la de alkyd modificada. La pintura resultante puede hacerse de color blanco o colores claros, que no se decoloran ni alteran con el tiempo; es resistente a los jabones, grasas y a la mayor parte de las sustancias limpiadoras. Para su endurecimiento necesita de calor. Se emplea en refrigeradores, lavarropas, equipos de cocina y de hospitales.
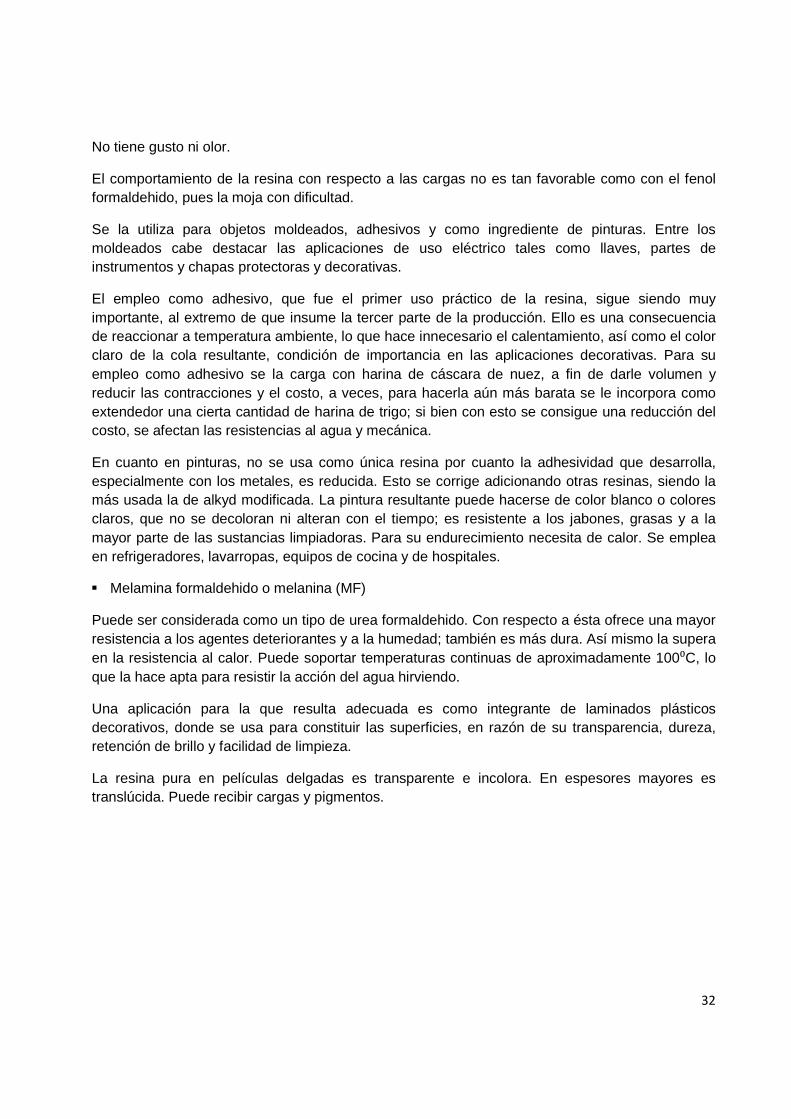
� Melamina formaldehido o melanina (MF)
Puede ser considerada como un tipo de urea formaldehido. Con respecto a ésta ofrece una mayor resistencia a los agentes deteriorantes y a la humedad; también es más dura. Así mismo la supera en la resistencia al calor. Puede soportar temperaturas continuas de aproximadamente 100⁰C, lo que la hace apta para resistir la acción del agua hirviendo.
Una aplicación para la que resulta adecuada es como integrante de laminados plásticos decorativos, donde se usa para constituir las superficies, en razón de su transparencia, dureza, retención de brillo y facilidad de limpieza.
La resina pura en películas delgadas es transparente e incolora. En espesores mayores es translúcida. Puede recibir cargas y pigmentos.
33
Placas de melamina Aplicación de melamina en muebles de cocina
Resinas sintéticas
� Poliamidas (PA)
Las resinas de este grupo son conocidas con el nombre genérico de nylon. Su creación fue el resultado del trabajo desarrollado por Walter Hume Carothers durante 6 años. El material fue creado con el propósito de obtener una fibra textil capaz de competir con la seda natural, propósito que fue conseguido. Pero investigaciones posteriores pusieron de relieve la utilidad del nylon como material de moldeo, ampliando el campo de aplicaciones.
La resina suministra un material translúcido, capaz de ser coloreado. Es relativamente denso y tiene un punto relativamente elevado de ablandamiento.
El material puede adquirir características marcadamente cristalinas. Para ello se lo enfría hasta 6 u 8 veces su longitud primitiva, obteniéndose así una fibra altamente resistente, capaz de soportar unos 5600 kg/cm², con alargamiento de rotura del orden del 30% en estado seco.
Su peso específico es bajo de 1,09 a 1,14 gr/cm³. Es capaz de soportar en forma continua temperaturas de 130⁰ a 150⁰C mientras que su temperatura de distorsión a tensiones de 4,64 kg/cm² asciende a 150⁰ y 180⁰C. Si se inflama se apaga solo al retirarse la llama.
El moldeado del nylon puede hacerse por inyección o extrusión.
Se emplea el nylon en la producción de filamentos, cuerdas y cintas de alta resistencia, así como en productos moldeados, especialmente ruedas, partes de cerraduras y piezas que requieran un material de muy bajo coeficiente de rozamiento, que no necesite lubricación, de gran resistencia al desgaste y poco ruidoso, como ocurre en herrajes de ventanas corredizas, guías de ascensores, cerrajería, etc.
El nylon ofrece una combinación única de propiedades, que abarca alta resistencia mecánica y al desgaste, superficie no abrasiva y de bajo índice de rozamiento, amortiguamiento del ruido,
n CH₂ COO CH₂ COO
34
inercia química, excelentes condiciones eléctricas y de resistencia al calor, todo ello combinado con excelentes condiciones de conformado y maquinado. La limitación en su uso la establece el elevado costo de la materia prima, que obliga a constreñir su uso a aplicaciones especiales, donde sus excepcionales condiciones puedan neutralizar su mayor costo.
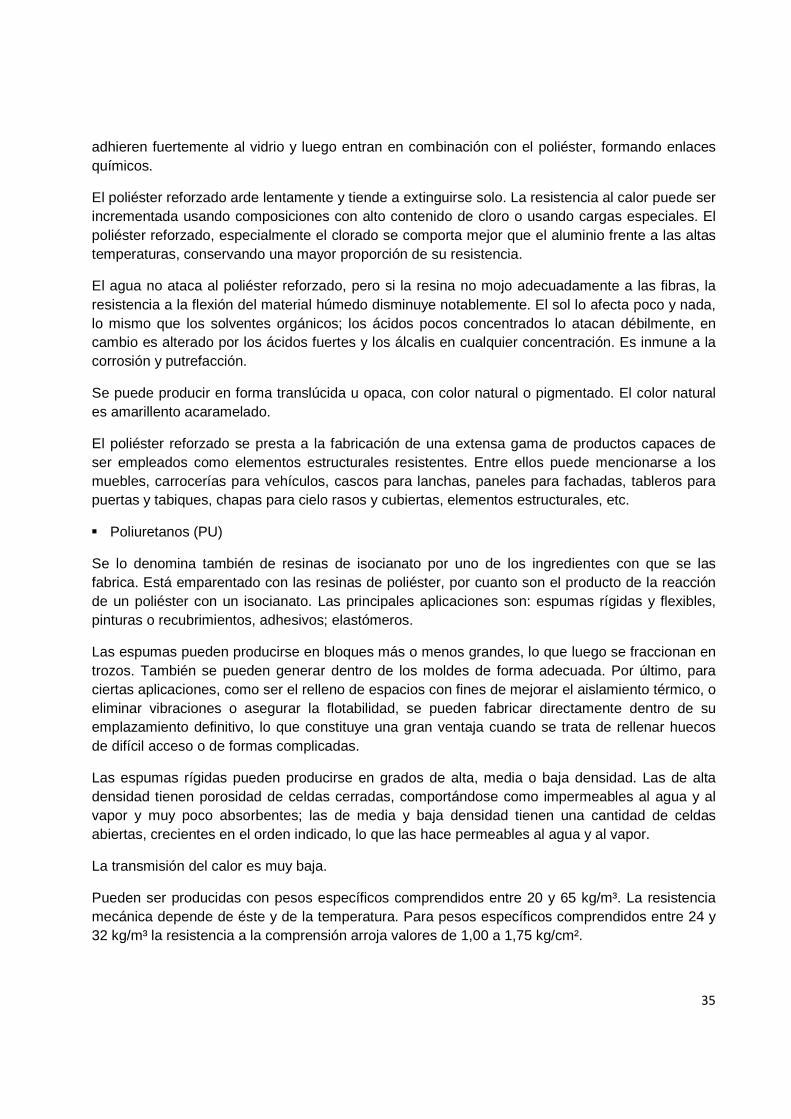
� Poliéster (PES)
La importancia del mismo como material de moldeo arranco a fines de la segunda guerra mundial. Los poliésteres se obtienen por la reacción mutua de ciertos ácidos y alcoholes. Dada la gran cantidad de ácidos y alcoholes utilizados se pueden obtener muchos tipos distintos. La reacción es de tipo condensación y puede producirse en forma tal que en sus últimas etapas no se produzca agua. Los polímeros que se forman pueden ser, según los casos, lineales o tridimensionales, proporcionando resinas termoplásticas o termoestables, respectivamente.
Del conjunto de poliésteres obtenibles son de especial interés dos tipos: uno con todos sus componentes saturados y otro con el componente ácido no saturado.
El tipo saturado tiende a la formación de superpolímeros lineales, entendiendo como superpolímeros a moléculas con más de 10.000 monómeros. La resina se presta para la fabricación de fibras, que por deformación en frío adquieren características altamente cristalinas. Por sus propiedades ha alcanzado gran difusión en la industria textil, pues es muy resistente, lavable, de secado rápido, no encoge ni se arruga. La resistencia a la tracción asciende a 5600 kg/cm², siendo el alargamiento a rotura de 20%, con un peso específico de 1,38 gr/cm³; la humedad no afecta la resistencia, que en este estado vale el 100% o sea igual a la de la fibra seca. Con esta misma resina se pueden fabricar películas que por deformación biaxial adquieren gran resistencia; éste es el tipo de película de más alta resistencia obtenible con plásticos. Por sus características podría ser empleado en reemplazo del vidrio pero su alto costo limita su uso.
El tipo no saturado de resinas poliéster se utiliza en dos de sus variedades para pinturas o para plásticos reforzados. La segunda variedad no saturada se basa en el uso como materia prima de un ácido polibásico no saturado. La resina obtenida se caracteriza por la propiedad de copolimerizar con el estireno, dando una estructura tridimensional en la cual el estireno forma los enlaces cruzados. La resina, que es termoestable, pasa por los estados clásicos; la acción del estireno, formando los enlaces cruzados determina el último paso, el que se produce sin desprender residuos acuosos ni de ninguna otra especie. Esto hace innecesaria la presión que se requiere con otros termoestables para contrarrestar la formación de vapor de agua. Con esta resina la única presión requerida es la necesaria para llenar bien los moldes. La reacción es exotérmica, lo que al aumentar la fluidez facilita el moldeo y acelera el curado.
La aplicación más importante del poliéster no saturado la constituye el poliéster reforzado, donde se usa en conjunción con fibras de vidrio. El material resultante de este conjunto es de excepcionales condiciones mecánicas.
La base del proceso radica en la propiedad de mojar fibra de vidrio que posee la resina de poliéster, lo que permite aprovechar buena parte de la resistencia a la tracción de dicha fibra. Para asegurar el contacto y la adherencia de la resina de vidrio, las fibras son prolijamente limpiadas y tratadas recubriéndolas con una película muy delgada de resinas epoxi o de siliconas; éstas se
35
adhieren fuertemente al vidrio y luego entran en combinación con el poliéster, formando enlaces químicos.
El poliéster reforzado arde lentamente y tiende a extinguirse solo. La resistencia al calor puede ser incrementada usando composiciones con alto contenido de cloro o usando cargas especiales. El poliéster reforzado, especialmente el clorado se comporta mejor que el aluminio frente a las altas temperaturas, conservando una mayor proporción de su resistencia.
El agua no ataca al poliéster reforzado, pero si la resina no mojo adecuadamente a las fibras, la resistencia a la flexión del material húmedo disminuye notablemente. El sol lo afecta poco y nada, lo mismo que los solventes orgánicos; los ácidos pocos concentrados lo atacan débilmente, en cambio es alterado por los ácidos fuertes y los álcalis en cualquier concentración. Es inmune a la corrosión y putrefacción.
Se puede producir en forma translúcida u opaca, con color natural o pigmentado. El color natural es amarillento acaramelado.
El poliéster reforzado se presta a la fabricación de una extensa gama de productos capaces de ser empleados como elementos estructurales resistentes. Entre ellos puede mencionarse a los muebles, carrocerías para vehículos, cascos para lanchas, paneles para fachadas, tableros para puertas y tabiques, chapas para cielo rasos y cubiertas, elementos estructurales, etc.
� Poliuretanos (PU)
Se lo denomina también de resinas de isocianato por uno de los ingredientes con que se las fabrica. Está emparentado con las resinas de poliéster, por cuanto son el producto de la reacción de un poliéster con un isocianato. Las principales aplicaciones son: espumas rígidas y flexibles, pinturas o recubrimientos, adhesivos; elastómeros.
Las espumas pueden producirse en bloques más o menos grandes, lo que luego se fraccionan en trozos. También se pueden generar dentro de los moldes de forma adecuada. Por último, para ciertas aplicaciones, como ser el relleno de espacios con fines de mejorar el aislamiento térmico, o eliminar vibraciones o asegurar la flotabilidad, se pueden fabricar directamente dentro de su emplazamiento definitivo, lo que constituye una gran ventaja cuando se trata de rellenar huecos de difícil acceso o de formas complicadas.
Las espumas rígidas pueden producirse en grados de alta, media o baja densidad. Las de alta densidad tienen porosidad de celdas cerradas, comportándose como impermeables al agua y al vapor y muy poco absorbentes; las de media y baja densidad tienen una cantidad de celdas abiertas, crecientes en el orden indicado, lo que las hace permeables al agua y al vapor.
La transmisión del calor es muy baja.
Pueden ser producidas con pesos específicos comprendidos entre 20 y 65 kg/m³. La resistencia mecánica depende de éste y de la temperatura. Para pesos específicos comprendidos entre 24 y 32 kg/m³ la resistencia a la comprensión arroja valores de 1,00 a 1,75 kg/cm².
36
Sobre la base de poliuretano se formulan pinturas y barnices de alta calidad, aptas para el interior y exterior. Se caracterizan por su alto brillo, gran dureza, gran resistencia a la absorción y a la intemperie y rápido secado.
La fuerte adhesividad que los uretanos desarrollan con ciertos metales, vidrio, cerámica, madera, etc. y su elevada cohesión los hacen aptos para ser usados como adhesivos de alta calidad.
El uso y la difusión de este tipo de plásticos se ven restringido por su alto costo.
Panel acústico de poliuretano Cuerdas de poliéster Aplicación de poliuretano expandido
Epóxidos
Las resinas epoxilínicas o epoxis, se caracterizan por su gran adhesividad a casi cualquier material, cualidad en la que superan a todos los demás plásticos. Además tienen sobresalientes resistencias química, mecánica, al calor y al agua y muy buenas propiedades eléctricas. Si bien pueden ser usadas como materiales de moldeo o para plásticos reforzados, su mayor difusión la tienen como adhesivos y recubrimientos.
Su desarrollo se efectuó en Suiza en 1938 pero en 1949 la producción industrial era todavía prácticamente nula; comenzada la difusión, sus propiedades crearon una demanda que requirió en 1960 más de 20.000.000 kg para satisfacerla.
Para su uso como adhesivo las resinas epoxis ofrecen las siguientes ventajas: gran adhesividad, actúan por simple contacto, requiriendo tan solo la presión necesaria para establecerlo; reaccionan en frío o con calor según las necesidades; no contienen partes volátiles, lo que hace posible unir partes impermeables.
Aplicadas a la formulación de pinturas permiten obtener tipos para curado al horno o de endurecimiento a temperatura ambiente. Las pinturas ofrecen excelentes condiciones de aplicabilidad y son de secado rápido; se producen, para los casos que sean necesarios, en tipos con poco olor o inodoros. Las películas que se obtienen son excepcionalmente duras, flexibles y resistentes a todos los agentes deteriorantes usuales.
O n
CH₂
ON
C(CH₂)₂ O O CH CH₂
37
Adhesivo epoxi Aplicación como revestimiento de piso
Siliconas
Por su composición química y estructura molecular las siliconas constituyen un grupo especial dentro de los plásticos. Su composición no tiene como esqueleto fundamental a radicales orgánicos, integrados por carbono, sino que el núcleo estructural de soporte del polímero se organiza sobre la base de un radical de silicio. Este núcleo se forma con una cadena de átomos de silicio y oxígeno dispuestos alternadamente, el silicio como el carbono, es tetravalente y las dos valencias restantes se saturan mediante radicales de tipo orgánico. En consecuencia las siliconas pueden ser consideradas como productos intermedios entre las cerámicas y los plásticos de tipo corriente.
La variación de los radicales que se vinculan al esqueleto fundamental da lugar a la formación de numerosos tipos distintos de siliconas que por sus características constituyen casi una familia aparte. Los hay de estructura lineal y con enlaces cruzados de diversos grados de desarrollo. De ello resulta que haya siliconas líquidas, con una extensa gama de viscosidades, dependientes del peso molecular; otras tienen consistencia de grasas; un tercer grupo se comportan como resinas para moldeo y por último hay tipos que tienen propiedades semejantes al caucho. Todos los tipos se caracterizan por su elevada resistencia a la acción del calor, variando comparativamente muy poco sus propiedades al cambiar su temperatura. Otra característica común a casi todos los tipos es su repelencia de agua.
Las siliconas son caras. Por tal razón no se usan como simple material de reemplazo, sino para llenar necesidades que no pueden ser satisfechas con otros tipos de plásticos o para aprovechar algunas de sus propiedades especiales.
Las siliconas se caracterizan por un conjunto de propiedades, entre las cuales pueden destacarse: gran estabilidad de características, tanto a bajas como altas temperaturas, inercia química; resistencia a la acción del oxígeno, de las radiaciones y de la acción de la intemperie en general; buenas propiedades eléctricas, repelencia al agua.
Dentro del conjunto de tipos de siliconas son de especial interés para las construcciones las líquidas, usadas en impermeabilizaciones, las resinas como ingredientes de pinturas y las masillas de siliconas.
38
El tipo líquido, dimetilsilicona, es insoluble en agua e hidrocarburos parafínicos; se disuelve parcialmente en alcohol e hidrocarburos aromáticos; es soluble en hidrocarburos clorinados. Ofrece gran estabilidad al calor; se inflama con dificultad y continúa ardiendo también con dificultad. La viscosidad puede regularse a voluntad; controlando el grado de polimerización.
Se usan en la construcción como impermeabilizantes, en la formulación de ceras para muebles o automóviles.
Las resinas se usan en la preparación de pinturas y barnices para altas temperaturas, de gran utilidad en la industria eléctrica. Una pintura de silicona lleva polvo de aluminio como pigmento y se usa para objetos expuestos a altas temperaturas. La resina se descompone a los 500⁰ C, separándose del polvo de aluminio que a algo más de 600⁰C funde y se adhiere a la base metálica en forma de óxido de aluminio, dándole una excelente protección hasta los 700⁰C.
La masilla de silicona puede prepararse incorporando el aceite de silicona determinadas cantidades de ácido bórico y polvo de sílice como carga y curando el conjunto a alta temperatura. El producto resultante ofrece la constancia de propiedades características de todos los derivados de siliconas.
Sellador de juntas Impermeabilizante de silicona para ladrillos
o La elaboración de los plásticos La fabricación de los objetos plásticos o aplicaciones de materiales plásticos pueden dividirse en dos grandes sectores: el primero, la producción de la materia prima y el segundo, su conformado y aplicación. Normalmente cada etapa es cumplida por distintas organizaciones industriales. Así por ejemplo la materia prima es producida casi siempre por las grandes organizaciones de la industria química pesada, que la suministra al siguiente escalón industrial sin ocuparse de su conformado o aplicación. Por su parte los moldeadores o aplicadores se dedican fundamentalmente a su tarea específica sin intervenir en la producción de la materia prima, salvo en cuanto se refiere al señalamiento de las características que ésta debe tener. Las casi infinitas posibilidades de variación de propiedades que ofrecen los plásticos hace que la tarea de preparación de la materia prima, su mezcla y dosificación constituya una tarea altamente especializada que sólo puede ser afrontada con éxito por organizaciones adecuadamente dotadas de elementos técnicos, razón por la cual es de especial importancia, cuando se usan productos plásticos, el conocimiento del origen de la materia prima, así como la seguridad de que en sus
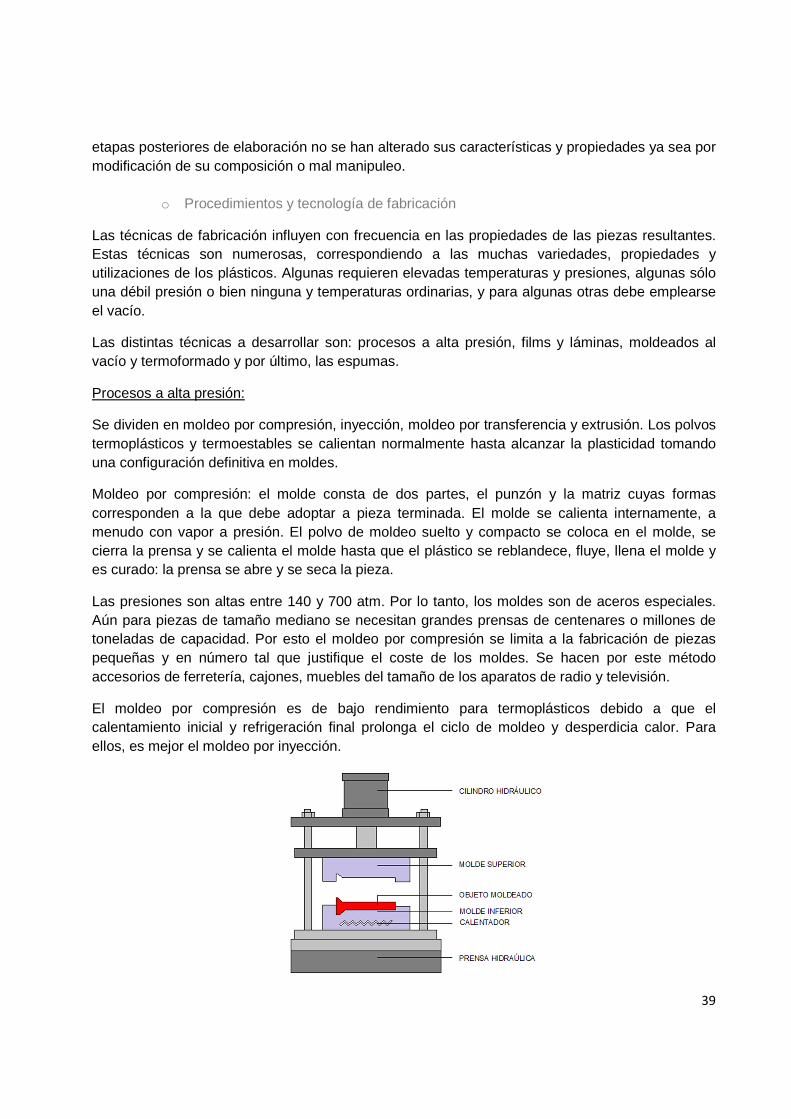
39
etapas posteriores de elaboración no se han alterado sus características y propiedades ya sea por modificación de su composición o mal manipuleo.
o Procedimientos y tecnología de fabricación
Las técnicas de fabricación influyen con frecuencia en las propiedades de las piezas resultantes. Estas técnicas son numerosas, correspondiendo a las muchas variedades, propiedades y utilizaciones de los plásticos. Algunas requieren elevadas temperaturas y presiones, algunas sólo una débil presión o bien ninguna y temperaturas ordinarias, y para algunas otras debe emplearse el vacío.
Las distintas técnicas a desarrollar son: procesos a alta presión, films y láminas, moldeados al vacío y termoformado y por último, las espumas.
Procesos a alta presión:
Se dividen en moldeo por compresión, inyección, moldeo por transferencia y extrusión. Los polvos termoplásticos y termoestables se calientan normalmente hasta alcanzar la plasticidad tomando una configuración definitiva en moldes.
Moldeo por compresión: el molde consta de dos partes, el punzón y la matriz cuyas formas corresponden a la que debe adoptar a pieza terminada. El molde se calienta internamente, a menudo con vapor a presión. El polvo de moldeo suelto y compacto se coloca en el molde, se cierra la prensa y se calienta el molde hasta que el plástico se reblandece, fluye, llena el molde y es curado: la prensa se abre y se seca la pieza.
Las presiones son altas entre 140 y 700 atm. Por lo tanto, los moldes son de aceros especiales. Aún para piezas de tamaño mediano se necesitan grandes prensas de centenares o millones de toneladas de capacidad. Por esto el moldeo por compresión se limita a la fabricación de piezas pequeñas y en número tal que justifique el coste de los moldes. Se hacen por este método accesorios de ferretería, cajones, muebles del tamaño de los aparatos de radio y televisión.
El moldeo por compresión es de bajo rendimiento para termoplásticos debido a que el calentamiento inicial y refrigeración final prolonga el ciclo de moldeo y desperdicia calor. Para ellos, es mejor el moldeo por inyección.
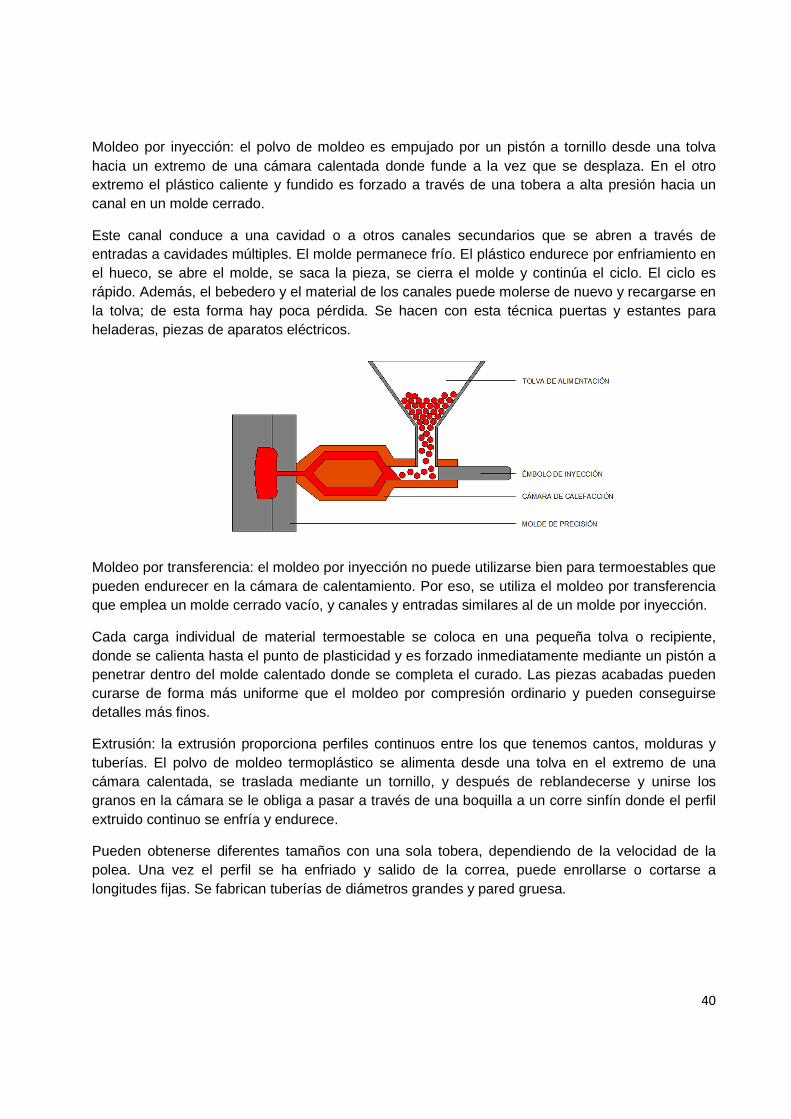
40
Moldeo por inyección: el polvo de moldeo es empujado por un pistón a tornillo desde una tolva hacia un extremo de una cámara calentada donde funde a la vez que se desplaza. En el otro extremo el plástico caliente y fundido es forzado a través de una tobera a alta presión hacia un canal en un molde cerrado.
Este canal conduce a una cavidad o a otros canales secundarios que se abren a través de entradas a cavidades múltiples. El molde permanece frío. El plástico endurece por enfriamiento en el hueco, se abre el molde, se saca la pieza, se cierra el molde y continúa el ciclo. El ciclo es rápido. Además, el bebedero y el material de los canales puede molerse de nuevo y recargarse en la tolva; de esta forma hay poca pérdida. Se hacen con esta técnica puertas y estantes para heladeras, piezas de aparatos eléctricos.
Moldeo por transferencia: el moldeo por inyección no puede utilizarse bien para termoestables que pueden endurecer en la cámara de calentamiento. Por eso, se utiliza el moldeo por transferencia que emplea un molde cerrado vacío, y canales y entradas similares al de un molde por inyección.
Cada carga individual de material termoestable se coloca en una pequeña tolva o recipiente, donde se calienta hasta el punto de plasticidad y es forzado inmediatamente mediante un pistón a penetrar dentro del molde calentado donde se completa el curado. Las piezas acabadas pueden curarse de forma más uniforme que el moldeo por compresión ordinario y pueden conseguirse detalles más finos.
Extrusión: la extrusión proporciona perfiles continuos entre los que tenemos cantos, molduras y tuberías. El polvo de moldeo termoplástico se alimenta desde una tolva en el extremo de una cámara calentada, se traslada mediante un tornillo, y después de reblandecerse y unirse los granos en la cámara se le obliga a pasar a través de una boquilla a un corre sinfín donde el perfil extruido continuo se enfría y endurece.
Pueden obtenerse diferentes tamaños con una sola tobera, dependiendo de la velocidad de la polea. Una vez el perfil se ha enfriado y salido de la correa, puede enrollarse o cortarse a longitudes fijas. Se fabrican tuberías de diámetros grandes y pared gruesa.
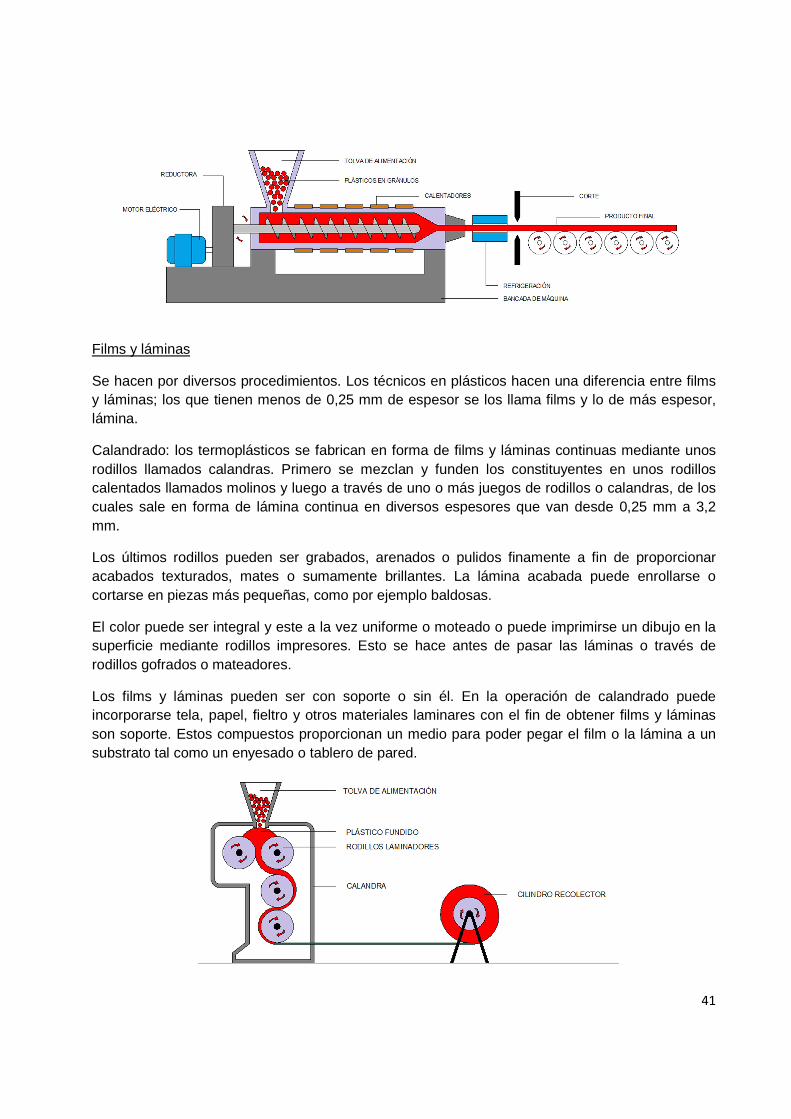
41
Films y láminas
Se hacen por diversos procedimientos. Los técnicos en plásticos hacen una diferencia entre films y láminas; los que tienen menos de 0,25 mm de espesor se los llama films y lo de más espesor, lámina.
Calandrado: los termoplásticos se fabrican en forma de films y láminas continuas mediante unos rodillos llamados calandras. Primero se mezclan y funden los constituyentes en unos rodillos calentados llamados molinos y luego a través de uno o más juegos de rodillos o calandras, de los cuales sale en forma de lámina continua en diversos espesores que van desde 0,25 mm a 3,2 mm.
Los últimos rodillos pueden ser grabados, arenados o pulidos finamente a fin de proporcionar acabados texturados, mates o sumamente brillantes. La lámina acabada puede enrollarse o cortarse en piezas más pequeñas, como por ejemplo baldosas.
El color puede ser integral y este a la vez uniforme o moteado o puede imprimirse un dibujo en la superficie mediante rodillos impresores. Esto se hace antes de pasar las láminas o través de rodillos gofrados o mateadores.
Los films y láminas pueden ser con soporte o sin él. En la operación de calandrado puede incorporarse tela, papel, fieltro y otros materiales laminares con el fin de obtener films y láminas son soporte. Estos compuestos proporcionan un medio para poder pegar el film o la lámina a un substrato tal como un enyesado o tablero de pared.
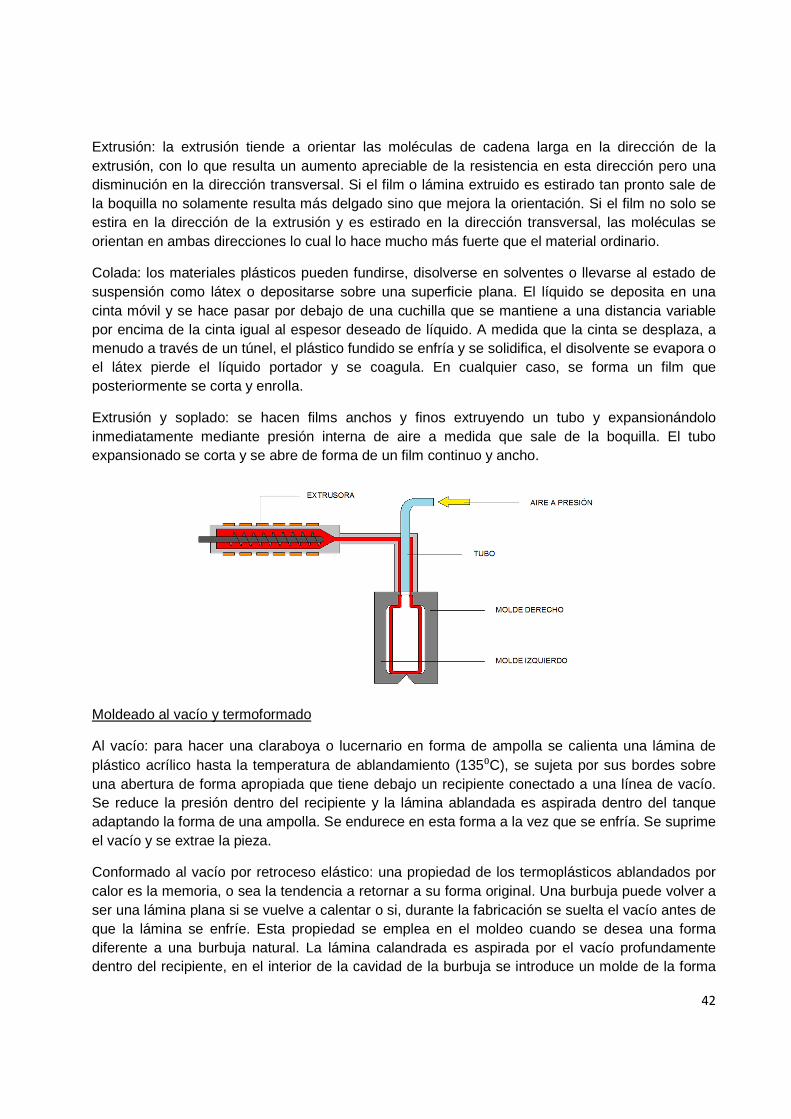
42
Extrusión: la extrusión tiende a orientar las moléculas de cadena larga en la dirección de la extrusión, con lo que resulta un aumento apreciable de la resistencia en esta dirección pero una disminución en la dirección transversal. Si el film o lámina extruido es estirado tan pronto sale de la boquilla no solamente resulta más delgado sino que mejora la orientación. Si el film no solo se estira en la dirección de la extrusión y es estirado en la dirección transversal, las moléculas se orientan en ambas direcciones lo cual lo hace mucho más fuerte que el material ordinario.
Colada: los materiales plásticos pueden fundirse, disolverse en solventes o llevarse al estado de suspensión como látex o depositarse sobre una superficie plana. El líquido se deposita en una cinta móvil y se hace pasar por debajo de una cuchilla que se mantiene a una distancia variable por encima de la cinta igual al espesor deseado de líquido. A medida que la cinta se desplaza, a menudo a través de un túnel, el plástico fundido se enfría y se solidifica, el disolvente se evapora o el látex pierde el líquido portador y se coagula. En cualquier caso, se forma un film que posteriormente se corta y enrolla.
Extrusión y soplado: se hacen films anchos y finos extruyendo un tubo y expansionándolo inmediatamente mediante presión interna de aire a medida que sale de la boquilla. El tubo expansionado se corta y se abre de forma de un film continuo y ancho.
Moldeado al vacío y termoformado
Al vacío: para hacer una claraboya o lucernario en forma de ampolla se calienta una lámina de plástico acrílico hasta la temperatura de ablandamiento (135⁰C), se sujeta por sus bordes sobre una abertura de forma apropiada que tiene debajo un recipiente conectado a una línea de vacío. Se reduce la presión dentro del recipiente y la lámina ablandada es aspirada dentro del tanque adaptando la forma de una ampolla. Se endurece en esta forma a la vez que se enfría. Se suprime el vacío y se extrae la pieza.
Conformado al vacío por retroceso elástico: una propiedad de los termoplásticos ablandados por calor es la memoria, o sea la tendencia a retornar a su forma original. Una burbuja puede volver a ser una lámina plana si se vuelve a calentar o si, durante la fabricación se suelta el vacío antes de que la lámina se enfríe. Esta propiedad se emplea en el moldeo cuando se desea una forma diferente a una burbuja natural. La lámina calandrada es aspirada por el vacío profundamente dentro del recipiente, en el interior de la cavidad de la burbuja se introduce un molde de la forma
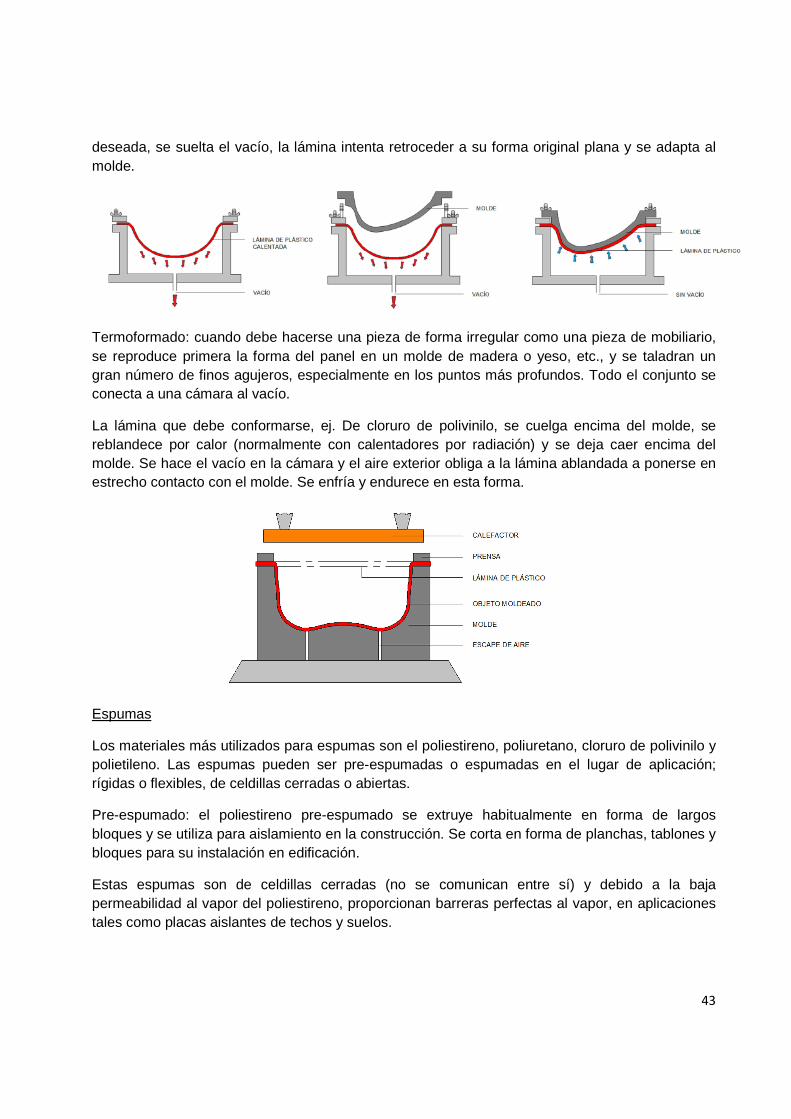
43
deseada, se suelta el vacío, la lámina intenta retroceder a su forma original plana y se adapta al molde.
Termoformado: cuando debe hacerse una pieza de forma irregular como una pieza de mobiliario, se reproduce primera la forma del panel en un molde de madera o yeso, etc., y se taladran un gran número de finos agujeros, especialmente en los puntos más profundos. Todo el conjunto se conecta a una cámara al vacío.
La lámina que debe conformarse, ej. De cloruro de polivinilo, se cuelga encima del molde, se reblandece por calor (normalmente con calentadores por radiación) y se deja caer encima del molde. Se hace el vacío en la cámara y el aire exterior obliga a la lámina ablandada a ponerse en estrecho contacto con el molde. Se enfría y endurece en esta forma.
Espumas
Los materiales más utilizados para espumas son el poliestireno, poliuretano, cloruro de polivinilo y polietileno. Las espumas pueden ser pre-espumadas o espumadas en el lugar de aplicación; rígidas o flexibles, de celdillas cerradas o abiertas.
Pre-espumado: el poliestireno pre-espumado se extruye habitualmente en forma de largos bloques y se utiliza para aislamiento en la construcción. Se corta en forma de planchas, tablones y bloques para su instalación en edificación.
Estas espumas son de celdillas cerradas (no se comunican entre sí) y debido a la baja permeabilidad al vapor del poliestireno, proporcionan barreras perfectas al vapor, en aplicaciones tales como placas aislantes de techos y suelos.
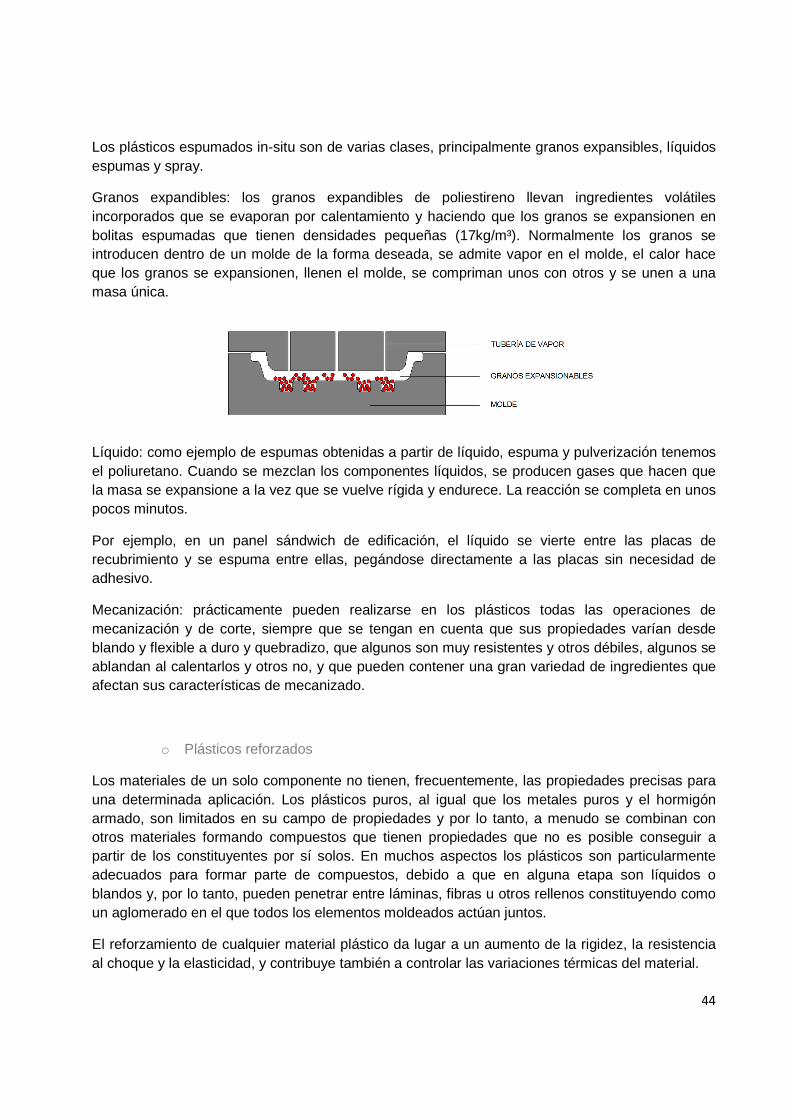
44
Los plásticos espumados in-situ son de varias clases, principalmente granos expansibles, líquidos espumas y spray.
Granos expandibles: los granos expandibles de poliestireno llevan ingredientes volátiles incorporados que se evaporan por calentamiento y haciendo que los granos se expansionen en bolitas espumadas que tienen densidades pequeñas (17kg/m³). Normalmente los granos se introducen dentro de un molde de la forma deseada, se admite vapor en el molde, el calor hace que los granos se expansionen, llenen el molde, se compriman unos con otros y se unen a una masa única.
Líquido: como ejemplo de espumas obtenidas a partir de líquido, espuma y pulverización tenemos el poliuretano. Cuando se mezclan los componentes líquidos, se producen gases que hacen que la masa se expansione a la vez que se vuelve rígida y endurece. La reacción se completa en unos pocos minutos.
Por ejemplo, en un panel sándwich de edificación, el líquido se vierte entre las placas de recubrimiento y se espuma entre ellas, pegándose directamente a las placas sin necesidad de adhesivo.
Mecanización: prácticamente pueden realizarse en los plásticos todas las operaciones de mecanización y de corte, siempre que se tengan en cuenta que sus propiedades varían desde blando y flexible a duro y quebradizo, que algunos son muy resistentes y otros débiles, algunos se ablandan al calentarlos y otros no, y que pueden contener una gran variedad de ingredientes que afectan sus características de mecanizado.
o Plásticos reforzados
Los materiales de un solo componente no tienen, frecuentemente, las propiedades precisas para una determinada aplicación. Los plásticos puros, al igual que los metales puros y el hormigón armado, son limitados en su campo de propiedades y por lo tanto, a menudo se combinan con otros materiales formando compuestos que tienen propiedades que no es posible conseguir a partir de los constituyentes por sí solos. En muchos aspectos los plásticos son particularmente adecuados para formar parte de compuestos, debido a que en alguna etapa son líquidos o blandos y, por lo tanto, pueden penetrar entre láminas, fibras u otros rellenos constituyendo como un aglomerado en el que todos los elementos moldeados actúan juntos.
El reforzamiento de cualquier material plástico da lugar a un aumento de la rigidez, la resistencia al choque y la elasticidad, y contribuye también a controlar las variaciones térmicas del material.
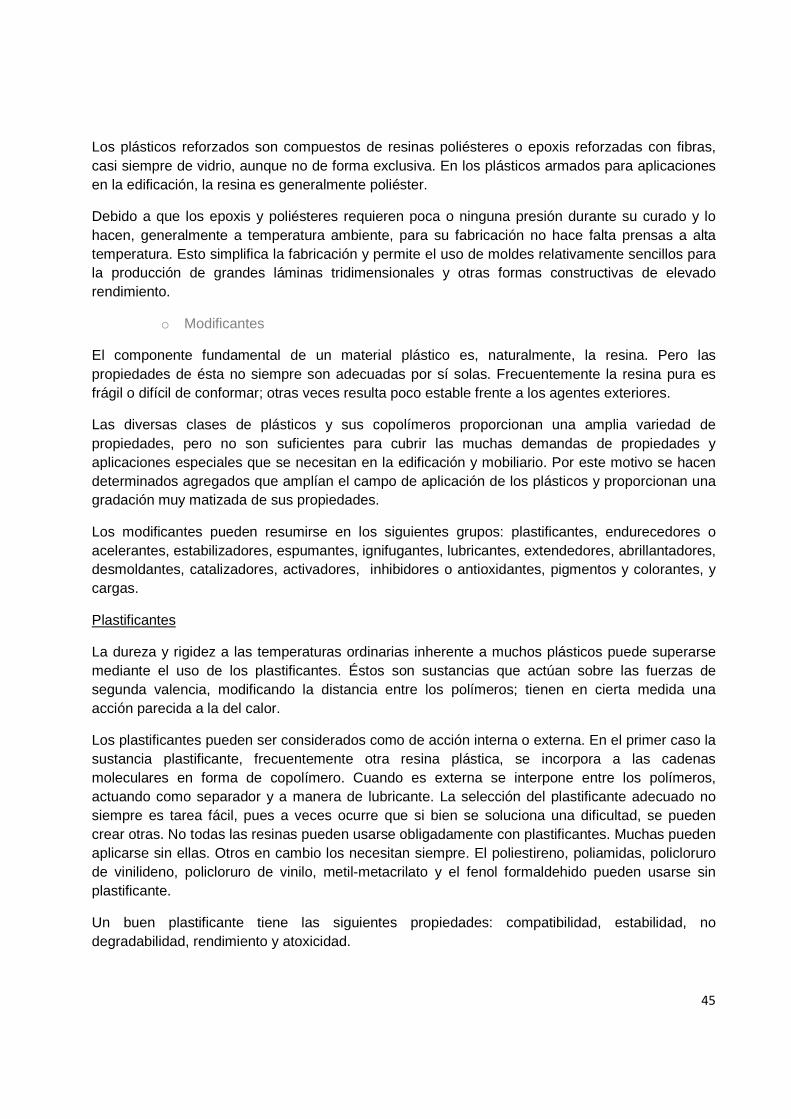
45
Los plásticos reforzados son compuestos de resinas poliésteres o epoxis reforzadas con fibras, casi siempre de vidrio, aunque no de forma exclusiva. En los plásticos armados para aplicaciones en la edificación, la resina es generalmente poliéster.
Debido a que los epoxis y poliésteres requieren poca o ninguna presión durante su curado y lo hacen, generalmente a temperatura ambiente, para su fabricación no hace falta prensas a alta temperatura. Esto simplifica la fabricación y permite el uso de moldes relativamente sencillos para la producción de grandes láminas tridimensionales y otras formas constructivas de elevado rendimiento.
o Modificantes
El componente fundamental de un material plástico es, naturalmente, la resina. Pero las propiedades de ésta no siempre son adecuadas por sí solas. Frecuentemente la resina pura es frágil o difícil de conformar; otras veces resulta poco estable frente a los agentes exteriores.
Las diversas clases de plásticos y sus copolímeros proporcionan una amplia variedad de propiedades, pero no son suficientes para cubrir las muchas demandas de propiedades y aplicaciones especiales que se necesitan en la edificación y mobiliario. Por este motivo se hacen determinados agregados que amplían el campo de aplicación de los plásticos y proporcionan una gradación muy matizada de sus propiedades.
Los modificantes pueden resumirse en los siguientes grupos: plastificantes, endurecedores o acelerantes, estabilizadores, espumantes, ignifugantes, lubricantes, extendedores, abrillantadores, desmoldantes, catalizadores, activadores, inhibidores o antioxidantes, pigmentos y colorantes, y cargas.
Plastificantes
La dureza y rigidez a las temperaturas ordinarias inherente a muchos plásticos puede superarse mediante el uso de los plastificantes. Éstos son sustancias que actúan sobre las fuerzas de segunda valencia, modificando la distancia entre los polímeros; tienen en cierta medida una acción parecida a la del calor.
Los plastificantes pueden ser considerados como de acción interna o externa. En el primer caso la sustancia plastificante, frecuentemente otra resina plástica, se incorpora a las cadenas moleculares en forma de copolímero. Cuando es externa se interpone entre los polímeros, actuando como separador y a manera de lubricante. La selección del plastificante adecuado no siempre es tarea fácil, pues a veces ocurre que si bien se soluciona una dificultad, se pueden crear otras. No todas las resinas pueden usarse obligadamente con plastificantes. Muchas pueden aplicarse sin ellas. Otros en cambio los necesitan siempre. El poliestireno, poliamidas, policloruro de vinilideno, policloruro de vinilo, metil-metacrilato y el fenol formaldehido pueden usarse sin plastificante.
Un buen plastificante tiene las siguientes propiedades: compatibilidad, estabilidad, no degradabilidad, rendimiento y atoxicidad.
46
� Compatibilidad: significa que durante toda la vida del objeto el plastificante debe permanecer en su sitio. Algunos plastificantes baratos emigran gradualmente a la superficie, haciendo que la superficie se convierta en grasienta.
� Estabilidad: que el plastificante no se estropee con la edad, lo que llevaría al deterioro del objeto plástico.
� No degradabilidad: no tiene que atacar al plástico ni a estabilizadores o pigmentos. � Rendimiento: cuanto menos se necesite mejor es el plastificante. � Atoxicidad: que no sea tóxico.
Endurecedores o acelerantes
Son sustancias que incorporadas a la resina producen su evolución actuando según los casos por combinación química o por acción catalítica. Estas sustancias pueden usarse conjuntamente con la acción del calor y de la presión, pero también hay tipos que actúan por si solos, posibilidad importante porque hay muchos casos que no es posible la aplicación de presión y calor.
Estabilizadores
Los plásticos sin mezcla, como la tubería de polietileno o la lámina de cloruro de polivinilo, pueden degradarse cuando se exponen a ciertos ambientes, como por ejemplo a la luz solar. Sin embargo, pueden reforzarse con estabilizadores, tales como los absorbentes de rayos ultravioleta y antioxidantes. El negro humo, convierte el polietileno, que es un material rápidamente degradable, en otro que resiste muy bien a la luz solar y la intemperie. Otros estabilizadores cumplen su cometido sin colorear necesariamente o volviendo opaco al plástico.
Espumantes
Todo material termoplástico o termoestable puede ser espumado. Las espumaciones pueden ser realizadas por tres procedimientos: mecánicos, mediante agitación; físicos, introduciendo gas a presión y volatizando un material interno a la mezcla; y químicos, mediante agentes de expansión añadidos al material a espumar donde produce una reacción química en la que se desprende gas, que al intentar escapar produce la espumación.
Ignifugantes
Consisten en productos con propiedades autoextinguibles, es decir, que solo arden mientras les es aplicada llama.
Lubricantes
Tienen por misión facilitar el proceso de transformación. Pueden realizar su trabajo de dos formas distintas: externamente para disminuir rozamientos de la máquina, o internamente para disminuir rozamiento entre las partículas del material plástico.
Extendedores
Son los productos responsables de evitar la adherencia de la resina plástica con las paredes del molde.
47
Abrillantadores
Tienen por misión aportar brillo superficial sobre la pieza acabada obtenida a partir de la materia prima que contenga este aditivo.
Delmoldantes
No deben confundirse con los productos que en forma de spray son aplicadas a las paredes de los moldes para facilitar la extracción de las piezas fundidas. Estos compuestos tienen una misión parecida, pero están incorporados a la propia masa fundida.
Catalizadores
Son agentes que provocan el entrelazamiento de las cadenas moleculares. No forman parte del compuesto final, quedándose aparte (en estado casi libre) después de cumplida su misión.
Activadores
Parecidos a los catalizadores, agilizan el entrelazamiento de las cadenas de los termoendurentes para convertirlas en termoestables, reduciendo los tiempos de fabricación.
Inhibidores o antioxidantes
Estos agregados pueden cumplir dos funciones distintas. La primera cuando actúan en resinas que por razones tecnológicas deben completar su estructura molecular después de aplicadas o conformadas; en este caso, los inhibidores detienen las reacciones hasta el momento oportuno, en que son eliminados por destilación o evaporación. La segunda función tiene por objeto impedir la acción deteriorante del oxígeno o de los rayos ultravioletas, que degrada las características de la resina.
Cargas
La adición de cargas responde a diversas razones entre las que se encuentran el propósito de mejorar la resistencia mecánica, las condiciones eléctricas, el comportamiento a altas temperaturas, la facilidad de moldeo, la reducción de las contracciones y disminuir el costo.
Como carga pueden usarse fibras naturales como el algodón, sisal y cáñamo, o bien fibras sintéticas como el rayón, nylon, poliéster y fibra de vidrio.
El tipo y cantidad de cargas varían con el propósito perseguido. Los tipos de cargas más usados son: harina de madera, alfa celulosa, fibras de algodón, tejidos triturados, cuerdas trituradas, amianto, mica, tierra de diatomea, arcilla, carbonato de calcio, etc.
La harina de madera es madera seca reducida al estado de polvo fino. Es la carga más utilizada para uso general, por su bajo costo y porque confiere buenas propiedades físicas y mecánicas; en cambio las propiedades eléctricas no son mejoradas, en buena parte por la tendencia a la absorción de humedad. Se usan diversos tipos de madera o sustancias leñosas, según las necesidades; entre ellas la madera de pino, álamo, arce, abedul, roble, etc. También se emplea la harina de cáscara de nuez o de coco.
48
La alfa celulosa se emplea en los plásticos decorativos de colores claros, como la urea formaldehido y la melanina.
Las fibras de algodón se usan conjuntamente con otras cargas, para mejorar la resistencia a los impactos, que puede aumentar de 3 a 8 veces con relación a la obtenida con harina de madera, pero hace el moldeo más difícil.
La incorporación de tejidos triturados como carga aumenta la dificultad de moldeo pero mejora aún más la resistencia a los impactos, obteniéndose hasta 12 veces la alcanzada con harina de madera; la higroscopicidad aumenta también en forma considerable, por lo que las condiciones eléctricas de los plásticos con esta carga son pobres.
Con las cuerdas trituradas se obtienen las más altas resistencias a los impactos; en el resto le son aplicables las condiciones hechas para los tejidos.
El amianto o asbesto es una forma fibrosa de un silicato complejo mineral, que se caracteriza por su resistencia al calor, propiedad que confiere a los plásticos que integra. Como no es higroscópico se adapta bien a uso en partes eléctricas sometidas a temperaturas más o menos elevadas. Las propiedades mecánicas no son mejoradas. Dado su precio relativamente bajo se lo usa extensamente como carga.
La mica es un mineral laminar de excelentes propiedades eléctricas, razón por la cual se lo emplea para el moldeo de objetos de plástico de uso eléctrico, con muy buen resultado por escasa absorción de la humedad y la baja contracción de moldeo, lo que permite obtener dimensiones exactas, las características mecánicas en general se desmejoran.
La tierra de diatomeas, la arcilla y el carbonato de calcio tienen simplemente función de abultantes, o sea reducir la cantidad de ingrediente caro, que es la resina.
Color
Muchos plásticos son inherentemente transparentes e incoloros y son infinitamente coloreables, otros, en este aspecto, son limitados. Los acrílicos, por ejemplo, pueden incluirse en los de la primera clase y los fenólicos en la segunda. En algunos casos, el color puede ser tanto en transparente como en opaco, en otros sólo en opaco. Los tintes proporcionan colores transparentes, los pigmentos opacos.
Los colores deben ser compatibles con el plástico y sus constituyentes tales como plastificantes y estabilizadores, así como entre ellos.
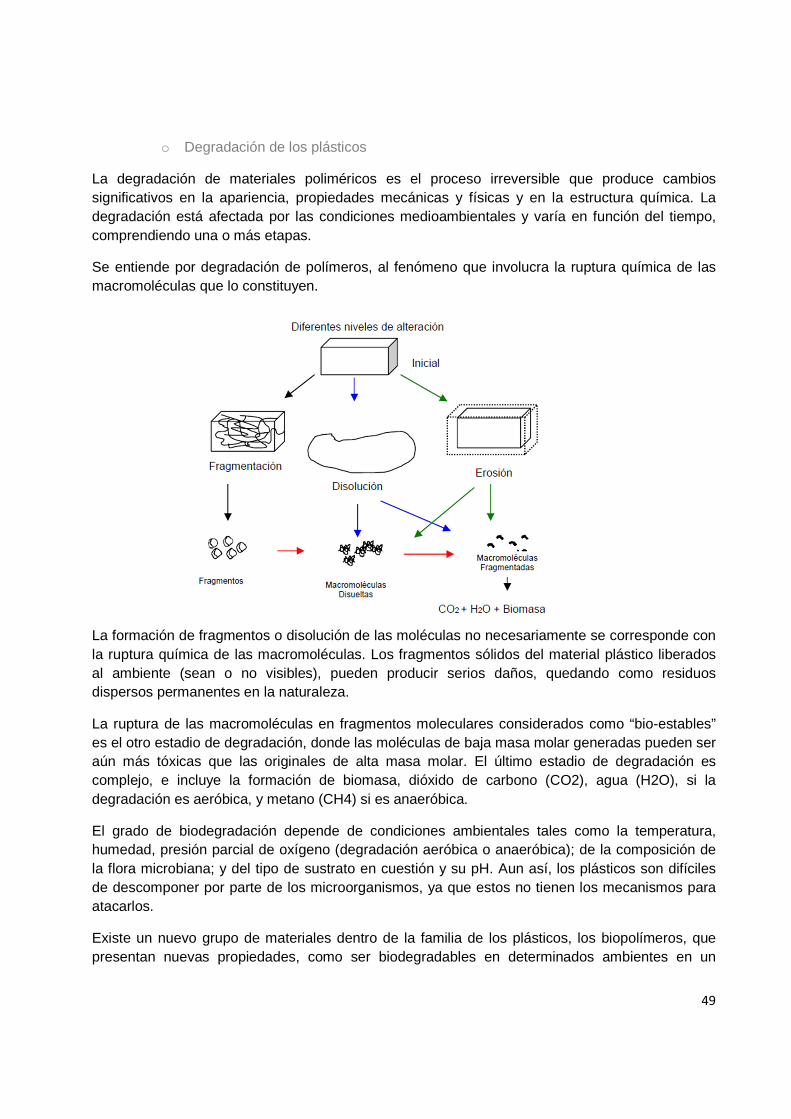
49
o Degradación de los plásticos
La degradación de materiales poliméricos es el proceso irreversible que produce cambios significativos en la apariencia, propiedades mecánicas y físicas y en la estructura química. La degradación está afectada por las condiciones medioambientales y varía en función del tiempo, comprendiendo una o más etapas.
Se entiende por degradación de polímeros, al fenómeno que involucra la ruptura química de las macromoléculas que lo constituyen.
La formación de fragmentos o disolución de las moléculas no necesariamente se corresponde con la ruptura química de las macromoléculas. Los fragmentos sólidos del material plástico liberados al ambiente (sean o no visibles), pueden producir serios daños, quedando como residuos dispersos permanentes en la naturaleza.
La ruptura de las macromoléculas en fragmentos moleculares considerados como “bio-estables” es el otro estadio de degradación, donde las moléculas de baja masa molar generadas pueden ser aún más tóxicas que las originales de alta masa molar. El último estadio de degradación es complejo, e incluye la formación de biomasa, dióxido de carbono (CO2), agua (H2O), si la degradación es aeróbica, y metano (CH4) si es anaeróbica.
El grado de biodegradación depende de condiciones ambientales tales como la temperatura, humedad, presión parcial de oxígeno (degradación aeróbica o anaeróbica); de la composición de la flora microbiana; y del tipo de sustrato en cuestión y su pH. Aun así, los plásticos son difíciles de descomponer por parte de los microorganismos, ya que estos no tienen los mecanismos para atacarlos.
Existe un nuevo grupo de materiales dentro de la familia de los plásticos, los biopolímeros, que presentan nuevas propiedades, como ser biodegradables en determinados ambientes en un
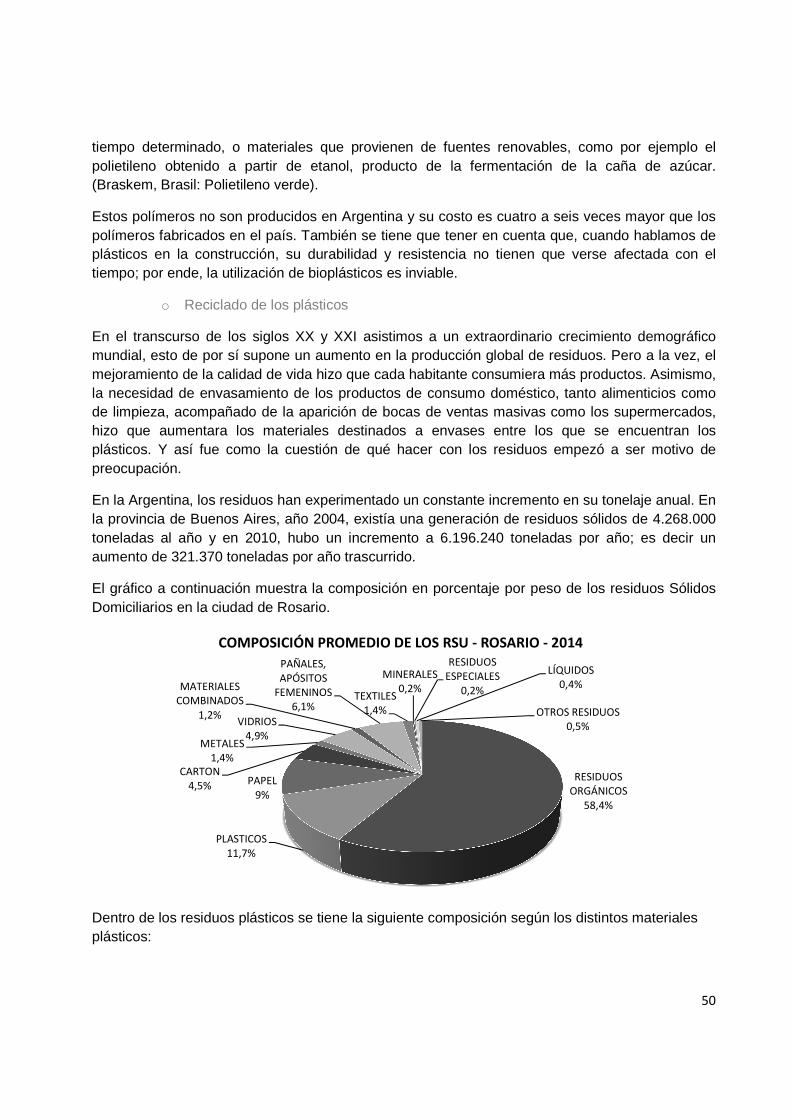
50
tiempo determinado, o materiales que provienen de fuentes renovables, como por ejemplo el polietileno obtenido a partir de etanol, producto de la fermentación de la caña de azúcar. (Braskem, Brasil: Polietileno verde).
Estos polímeros no son producidos en Argentina y su costo es cuatro a seis veces mayor que los polímeros fabricados en el país. También se tiene que tener en cuenta que, cuando hablamos de plásticos en la construcción, su durabilidad y resistencia no tienen que verse afectada con el tiempo; por ende, la utilización de bioplásticos es inviable.
o Reciclado de los plásticos
En el transcurso de los siglos XX y XXI asistimos a un extraordinario crecimiento demográfico mundial, esto de por sí supone un aumento en la producción global de residuos. Pero a la vez, el mejoramiento de la calidad de vida hizo que cada habitante consumiera más productos. Asimismo, la necesidad de envasamiento de los productos de consumo doméstico, tanto alimenticios como de limpieza, acompañado de la aparición de bocas de ventas masivas como los supermercados, hizo que aumentara los materiales destinados a envases entre los que se encuentran los plásticos. Y así fue como la cuestión de qué hacer con los residuos empezó a ser motivo de preocupación.
En la Argentina, los residuos han experimentado un constante incremento en su tonelaje anual. En la provincia de Buenos Aires, año 2004, existía una generación de residuos sólidos de 4.268.000 toneladas al año y en 2010, hubo un incremento a 6.196.240 toneladas por año; es decir un aumento de 321.370 toneladas por año trascurrido.
El gráfico a continuación muestra la composición en porcentaje por peso de los residuos Sólidos Domiciliarios en la ciudad de Rosario.
Dentro de los residuos plásticos se tiene la siguiente composición según los distintos materiales plásticos:
RESIDUOS ORGÁNICOS
58,4%
PLASTICOS11,7%
PAPEL9%
CARTON4,5%
METALES1,4%
VIDRIOS4,9%
MATERIALES COMBINADOS
1,2%
PAÑALES, APÓSITOS
FEMENINOS6,1%
TEXTILES1,4%
MINERALES0,2%
RESIDUOS ESPECIALES
0,2%
LÍQUIDOS0,4%
OTROS RESIDUOS0,5%
COMPOSICIÓN PROMEDIO DE LOS RSU - ROSARIO - 2014
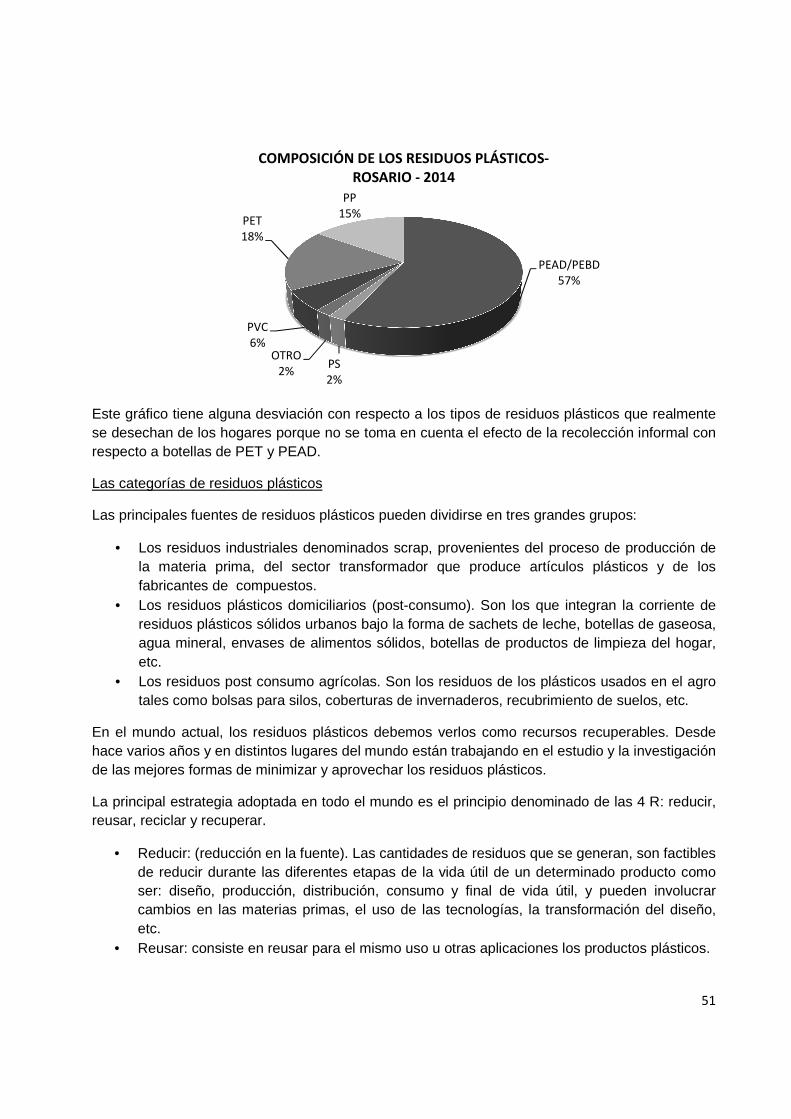
51
Este gráfico tiene alguna desviación con respecto a los tipos de residuos plásticos que realmente se desechan de los hogares porque no se toma en cuenta el efecto de la recolección informal con respecto a botellas de PET y PEAD.
Las categorías de residuos plásticos
Las principales fuentes de residuos plásticos pueden dividirse en tres grandes grupos:
• Los residuos industriales denominados scrap, provenientes del proceso de producción de la materia prima, del sector transformador que produce artículos plásticos y de los fabricantes de compuestos.
• Los residuos plásticos domiciliarios (post-consumo). Son los que integran la corriente de residuos plásticos sólidos urbanos bajo la forma de sachets de leche, botellas de gaseosa, agua mineral, envases de alimentos sólidos, botellas de productos de limpieza del hogar, etc.
• Los residuos post consumo agrícolas. Son los residuos de los plásticos usados en el agro tales como bolsas para silos, coberturas de invernaderos, recubrimiento de suelos, etc.
En el mundo actual, los residuos plásticos debemos verlos como recursos recuperables. Desde hace varios años y en distintos lugares del mundo están trabajando en el estudio y la investigación de las mejores formas de minimizar y aprovechar los residuos plásticos.
La principal estrategia adoptada en todo el mundo es el principio denominado de las 4 R: reducir, reusar, reciclar y recuperar.
• Reducir: (reducción en la fuente). Las cantidades de residuos que se generan, son factibles de reducir durante las diferentes etapas de la vida útil de un determinado producto como ser: diseño, producción, distribución, consumo y final de vida útil, y pueden involucrar cambios en las materias primas, el uso de las tecnologías, la transformación del diseño, etc.
• Reusar: consiste en reusar para el mismo uso u otras aplicaciones los productos plásticos.
PEAD/PEBD57%
PS2%
OTRO2%
PVC6%
PET18%
PP15%
COMPOSICIÓN DE LOS RESIDUOS PLÁSTICOS-ROSARIO - 2014
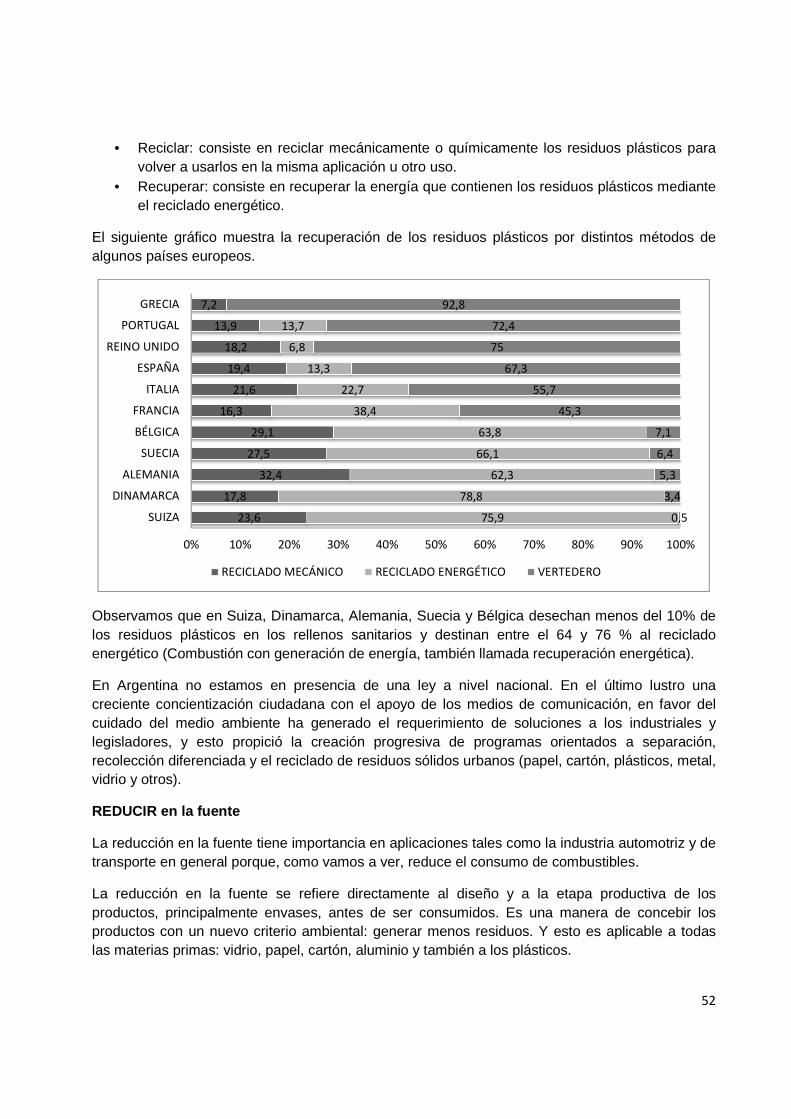
52
• Reciclar: consiste en reciclar mecánicamente o químicamente los residuos plásticos para volver a usarlos en la misma aplicación u otro uso.
• Recuperar: consiste en recuperar la energía que contienen los residuos plásticos mediante el reciclado energético.
El siguiente gráfico muestra la recuperación de los residuos plásticos por distintos métodos de algunos países europeos.
Observamos que en Suiza, Dinamarca, Alemania, Suecia y Bélgica desechan menos del 10% de los residuos plásticos en los rellenos sanitarios y destinan entre el 64 y 76 % al reciclado energético (Combustión con generación de energía, también llamada recuperación energética).
En Argentina no estamos en presencia de una ley a nivel nacional. En el último lustro una creciente concientización ciudadana con el apoyo de los medios de comunicación, en favor del cuidado del medio ambiente ha generado el requerimiento de soluciones a los industriales y legisladores, y esto propició la creación progresiva de programas orientados a separación, recolección diferenciada y el reciclado de residuos sólidos urbanos (papel, cartón, plásticos, metal, vidrio y otros).
REDUCIR en la fuente
La reducción en la fuente tiene importancia en aplicaciones tales como la industria automotriz y de transporte en general porque, como vamos a ver, reduce el consumo de combustibles.
La reducción en la fuente se refiere directamente al diseño y a la etapa productiva de los productos, principalmente envases, antes de ser consumidos. Es una manera de concebir los productos con un nuevo criterio ambiental: generar menos residuos. Y esto es aplicable a todas las materias primas: vidrio, papel, cartón, aluminio y también a los plásticos.
23,6
17,8
32,4
27,5
29,1
16,3
21,6
19,4
18,2
13,9
7,2
75,9
78,8
62,3
66,1
63,8
38,4
22,7
13,3
6,8
13,7
0,5
3,4
5,3
6,4
7,1
45,3
55,7
67,3
75
72,4
92,8
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
SUIZA
DINAMARCA
ALEMANIA
SUECIA
BÉLGICA
FRANCIA
ITALIA
ESPAÑA
REINO UNIDO
PORTUGAL
GRECIA
RECICLADO MECÁNICO RECICLADO ENERGÉTICO VERTEDERO
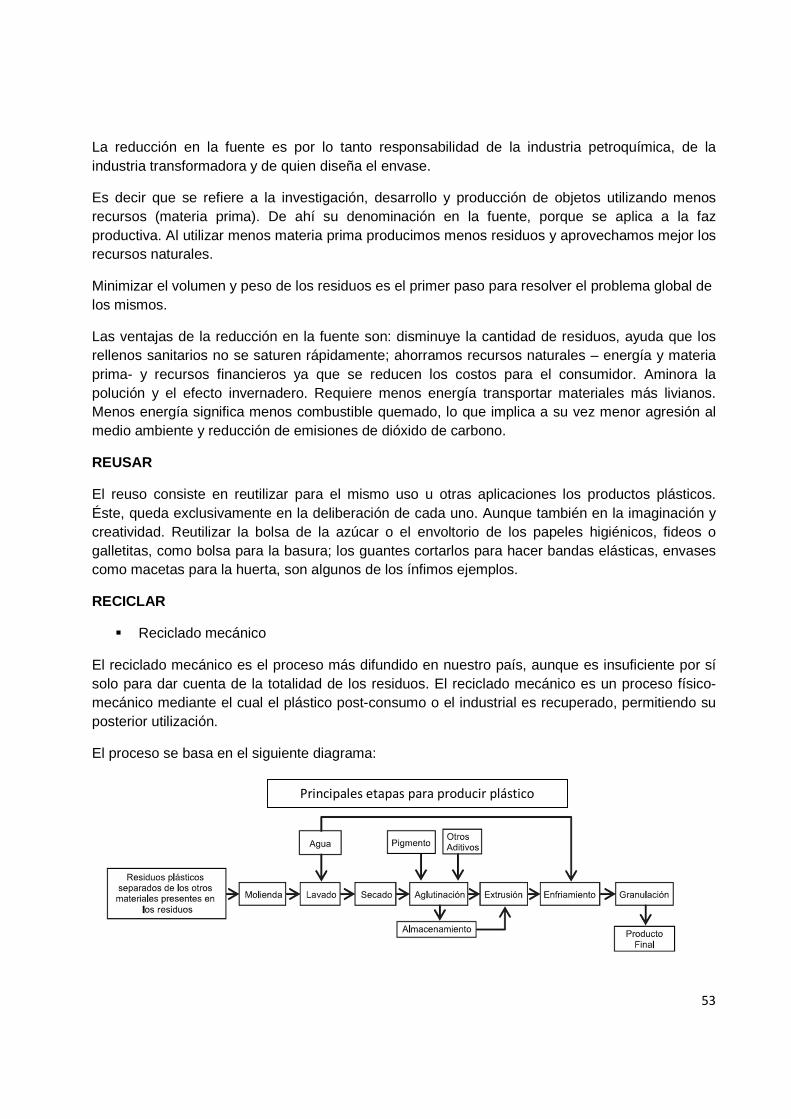
53
La reducción en la fuente es por lo tanto responsabilidad de la industria petroquímica, de la industria transformadora y de quien diseña el envase.
Es decir que se refiere a la investigación, desarrollo y producción de objetos utilizando menos recursos (materia prima). De ahí su denominación en la fuente, porque se aplica a la faz productiva. Al utilizar menos materia prima producimos menos residuos y aprovechamos mejor los recursos naturales.
Minimizar el volumen y peso de los residuos es el primer paso para resolver el problema global de los mismos.
Las ventajas de la reducción en la fuente son: disminuye la cantidad de residuos, ayuda que los rellenos sanitarios no se saturen rápidamente; ahorramos recursos naturales – energía y materia prima- y recursos financieros ya que se reducen los costos para el consumidor. Aminora la polución y el efecto invernadero. Requiere menos energía transportar materiales más livianos. Menos energía significa menos combustible quemado, lo que implica a su vez menor agresión al medio ambiente y reducción de emisiones de dióxido de carbono.
REUSAR
El reuso consiste en reutilizar para el mismo uso u otras aplicaciones los productos plásticos. Éste, queda exclusivamente en la deliberación de cada uno. Aunque también en la imaginación y creatividad. Reutilizar la bolsa de la azúcar o el envoltorio de los papeles higiénicos, fideos o galletitas, como bolsa para la basura; los guantes cortarlos para hacer bandas elásticas, envases como macetas para la huerta, son algunos de los ínfimos ejemplos.
RECICLAR
� Reciclado mecánico
El reciclado mecánico es el proceso más difundido en nuestro país, aunque es insuficiente por sí solo para dar cuenta de la totalidad de los residuos. El reciclado mecánico es un proceso físico-mecánico mediante el cual el plástico post-consumo o el industrial es recuperado, permitiendo su posterior utilización.
El proceso se basa en el siguiente diagrama:
Principales etapas para producir plástico
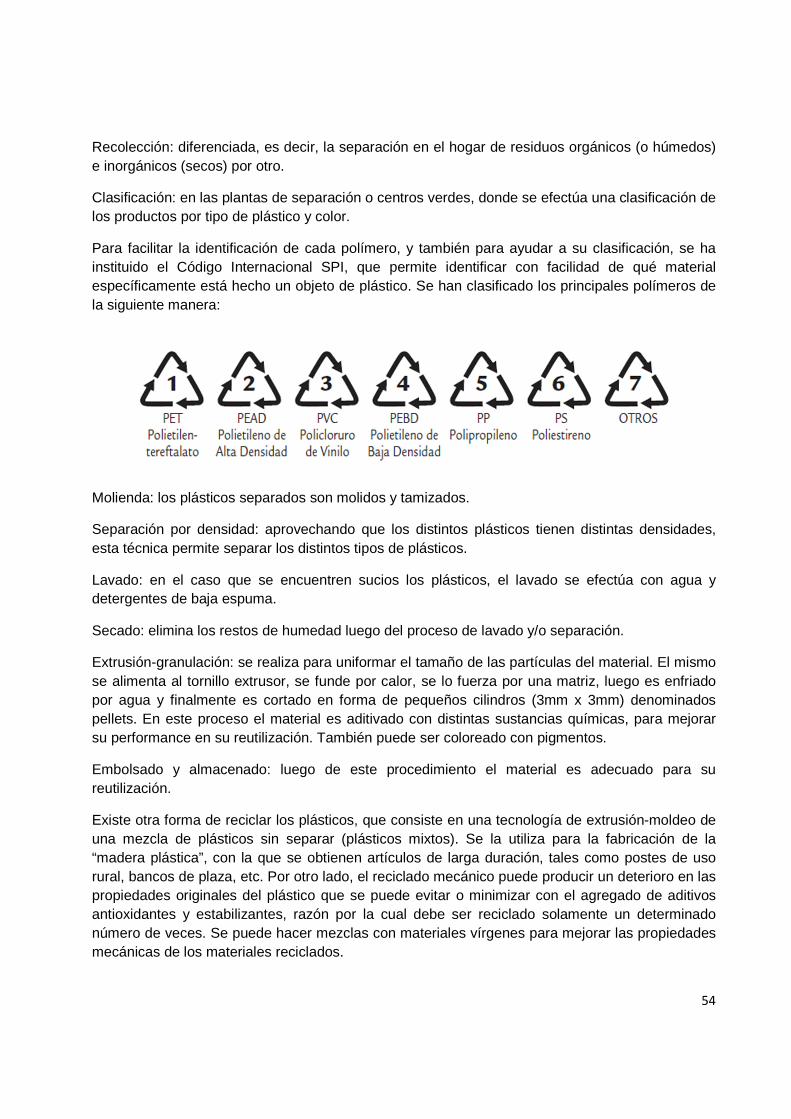
54
Recolección: diferenciada, es decir, la separación en el hogar de residuos orgánicos (o húmedos) e inorgánicos (secos) por otro.
Clasificación: en las plantas de separación o centros verdes, donde se efectúa una clasificación de los productos por tipo de plástico y color.
Para facilitar la identificación de cada polímero, y también para ayudar a su clasificación, se ha instituido el Código Internacional SPI, que permite identificar con facilidad de qué material específicamente está hecho un objeto de plástico. Se han clasificado los principales polímeros de la siguiente manera:
Molienda: los plásticos separados son molidos y tamizados.
Separación por densidad: aprovechando que los distintos plásticos tienen distintas densidades, esta técnica permite separar los distintos tipos de plásticos.
Lavado: en el caso que se encuentren sucios los plásticos, el lavado se efectúa con agua y detergentes de baja espuma.
Secado: elimina los restos de humedad luego del proceso de lavado y/o separación.
Extrusión-granulación: se realiza para uniformar el tamaño de las partículas del material. El mismo se alimenta al tornillo extrusor, se funde por calor, se lo fuerza por una matriz, luego es enfriado por agua y finalmente es cortado en forma de pequeños cilindros (3mm x 3mm) denominados pellets. En este proceso el material es aditivado con distintas sustancias químicas, para mejorar su performance en su reutilización. También puede ser coloreado con pigmentos.
Embolsado y almacenado: luego de este procedimiento el material es adecuado para su reutilización.
Existe otra forma de reciclar los plásticos, que consiste en una tecnología de extrusión-moldeo de una mezcla de plásticos sin separar (plásticos mixtos). Se la utiliza para la fabricación de la “madera plástica”, con la que se obtienen artículos de larga duración, tales como postes de uso rural, bancos de plaza, etc. Por otro lado, el reciclado mecánico puede producir un deterioro en las propiedades originales del plástico que se puede evitar o minimizar con el agregado de aditivos antioxidantes y estabilizantes, razón por la cual debe ser reciclado solamente un determinado número de veces. Se puede hacer mezclas con materiales vírgenes para mejorar las propiedades mecánicas de los materiales reciclados.
55
En la Argentina, estas industrias son generadoras de mano de obra intensiva y se dedican al reciclado de plásticos de distintos orígenes.
El PET, el polietileno y el polipropileno son los materiales que más se reciclan.
� Reciclado químico
Se trata de diferentes procesos mediante los cuales las macromoléculas de los polímeros son craqueadas o rotas, transformándose en compuestos de bajo peso molecular. Éstos, luego de un proceso de separación y purificación pueden ser utilizados, por ejemplo, por la petroquímica para fabricar nuevos plásticos. En ciertos casos, los polímeros, bajos ciertas condiciones de temperatura, presión y catalizadores vuelven a los monómeros originales de los que partieron como materia prima. A dichos monómeros se los purifica y pueden volver a usarse para producir nuevamente polímeros con iguales características que el polímero virgen.
El reciclado químico se propone complementar al reciclado mecánico, superando las limitaciones que éste presenta. Algunos métodos de reciclado químico ofrecen la enorme ventaja de que no requieren de una separación por tipo de resina plástica, lo que reduce los costos de recolección y clasificación, pero a la vez produce productos finales de alta calidad.
Existen varios procesos de reciclado químico: la pirólisis, hidrogenación, gasificación y chemolysis.
• Pirólisis: es la degradación térmica de los residuos plásticos en ausencia de oxígeno, o con muy bajo nivel del mismo. Por este medio, las macromoléculas presentes en los plásticos son reducidas a compuestos de bajo peso molecular en una reacción exotérmica (emisión de calor). Así se obtienen: gases, aceites y un residuo rico en carbono.
Los métodos de Pirólisis aplicados se dividen en dos: baja temperatura y alta temperatura.
El primero, trabaja entre 200 y 500 ⁰C; a estas temperaturas los polímeros se descomponen en unidades oligoméricas o en sus monómeros. El ejemplo más conocido es la descomposición térmica del polimetacrilato de metilo (acrílico), que a la temperatura de 450 ⁰C se despolimeriza, es decir, vuelve a su monómero de partida, (metacrilato de metilo) en forma casi cuantitativa.
El segundo, en cambio, trabaja en un rango de 600 a 850 ⁰C y el proceso se lleva a cabo en hornos rotativos o de lecho fluidificado. Se usan residuos plásticos mezclados previamente molidos; los productos finales que se obtiene son gas, aceite y residuos carbonosos. El gas puede ser usado como combustible y el aceite se fracciona por destilación y puede seguir siendo usado.
• Hidrogenación: se entiende por la inclusión de hidrógeno en los compuestos plásticos orgánicos. Se lleva a cabo a temperaturas de 500⁰C y presiones de 200 bar, en las cuales las macromoléculas se separan térmicamente dejando centros activos libres que son ocupados por el hidrógeno. Se obtienen hidrocarburos alifáticos gaseosos (mezcla de gases) y líquidos similares al petróleo y derivados del mismo.
56
• Gasificación: consiste en la oxidación parcial con oxígeno para producir monóxido de carbono e hidrógeno. La mezcla de ambos gases se denomina gas de síntesis y tiene múltiples aplicaciones.
Una ventaja de este proceso es que se pueden usar los residuos plásticos mezclados. Pero tiene aplicación limitada debido a que se puede obtener gas de síntesis a partir de gas natural a costos más bajos.
• Chemolysis: se aplica a poliésteres, poliuretanos, poliacetales y poliamidas. Requiere altas cantidades separadas por tipo de resina. Consiste en la aplicación de procesos solvolíticos como hidrólisis, glicólisis o alcohólisis para reciclarlos y transformarlos nuevamente en sus monómeros básicos para la repolimerización en nuevos plásticos.
El proceso de alcohólisis, también llamado de metanólisis, es un avanzado proceso de reciclado que consiste en la aplicación de metanol en el PET. Este poliéster, el PET, es descompuesto en sus moléculas básicas, incluido el dimetil tereftalato y el etilenglicol, los cuales pueden ser luego repolimerizados para producir resina virgen.
El proceso de metanólisis del PET consiste en procesar el residuo lavado y molido en un autoclave con metanol a una temperatura de 240 ⁰C y un tiempo de 60 minutos, en estas condiciones se obtienen los monómeros originales. Estos monómeros son usados para obtener PET nuevo para botellas o para fibras.
Existen varios ejemplo de reciclado químico, a continuación se describen dos experiencias. La primera es de residuos plásticos mixtos a gasoil y la otra, el reciclado del PVC mediante solvente.
De residuos de plásticos mixtos a gasoil
Se trata de un moderno y novedoso proceso que se encuentra en desarrollo, en el cual los plásticos mixtos recolectados de los residuos urbanos son transformados por un proceso químico a combustible diesel que puede ser usado directamente en los automotores.
Es un proceso por el cual los scraps y residuos plásticos mixtos son sometidos a un proceso de liquefacción, pirólisis y rotura catalítica de las moléculas para obtener gasoil.
La mayor ventaja es que puede manejar los plásticos sin separar y sin lavar con gran eficiencia, es decir que tolera impurezas tales como residuos orgánicos.
Una planta con este proceso puede producir 9.300 lts de gasoil de alta calidad a partir de 10 Tns de residuos plásticos. Los tamaños de planta tienen módulos que van de 10 a 20 Tns por día, y se pueden construir plantas más grandes basadas en estos módulos.
En la ciudad de Bottrop, Alemania, Veba Oil ha utilizado residuos plásticos mixtos provenientes de los residuos domiciliarios (envases) y los ha transformado exitosamente en un petróleo sintético de alta calidad a través del proceso de hidrogenación. Se trata de la primera planta de reciclado químico. Está en condiciones de reciclar químicamente unas 40.000 toneladas anuales de plástico.
57
Reciclado del PVC
Es un proceso desarrollado por la empresa Solvay, que lo denomino Vinyloop y permite reciclar químicamente el PVC. Esto es posible gracias a una particularidad del PVC, que es su total solubilidad en determinados solventes. El proceso cuanta con varias etapas:
Pretratamiento: por el cual los residuos de PVC son transformados en un material adecuado para alimentar el proceso (lavado, molido, homogenización).
El tratamiento previo es un conjunto de operaciones físicas que transforman los residuos en materia prima adecuada para la alimentación de Vinyloop. La necesidad de estas operaciones y su secuencia depende de la composición de los residuos. Estas operaciones físicas pueden incluir: un paso de limpieza, reducción del tamaño para una disolución rápida (cortar, triturar, moler) y un paso de homogenización.
Disolución: en un reactor cerrado los residuos son mezclados con solventes que liberan la matriz del compuesto de PVC. La disolución se lleva a cabo utilizando un solvente que disuelve en forma selectiva el compuesto de PVC, pero no el material secundario. Se lleva a cabo a una temperatura que se adapta al material y a su composición, siempre con ausencia de aire en un proceso cerrado.
Separación: la solución es filtrada y la fracción no disuelta se separa. Para la separación, la naturaleza de los insolubles determinará la técnica necesaria, como por ejemplo: centrifugación, decantación, uso de ciclón, dado que el comportamiento de las fibras del tejido revestido es diferente al de la goma en los residuos de cable. Tras la separación, el material secundario se lava con solvente caliente puro para eliminar virtualmente todo el compuesto de PVC disuelto, separado con vapor para recuperar todo el solvente que se descarga en ese momento.
Precipitación: se adiciona vapor de agua que convierte la fase orgánica en acuosa. La resina de PVC precipita y se recuperan los microgránulos del compuesto de PVC. En la etapa de precipitado, pueden agregarse aditivos. Esta es una característica específica de este proceso de reciclado y permite ajustar las propiedades de la producción. En Vinyloops Ferrara SpA se agrega un plastificante para ajustar la dureza del borde. Se inyecta vapor para evaporar el solvente en su totalidad. La fórmula del compuesto de PVC se recupera como una mezcla acuosa. Todos los compuestos de la fórmula de resina de PVC original se recuperan en el compuesto regenerado, no sólo el mismo.
Secado: el agua se extrae del PVC decantado. Se seca la mezcla del precipitado (que es una mezcla de agua del proceso y compuesto de PVC regenerado). El agua del proceso es tratada para alcanzar la pureza requerida antes de descartarla. El compuesto de PVC regenerado se empaqueta y está listo para ser usado.
Recuperado del solvente: el solvente se recupera en un circuito cerrado y se vuelve a usar. Más del 99,9% del solvente se recupera y separa del agua en un proceso de varios pasos utilizando condensación y separación por densidad. Un tratamiento final del efluente con gas disminuye la concentración de solvente en el gas del conducto para cumplir con los requisitos legales.
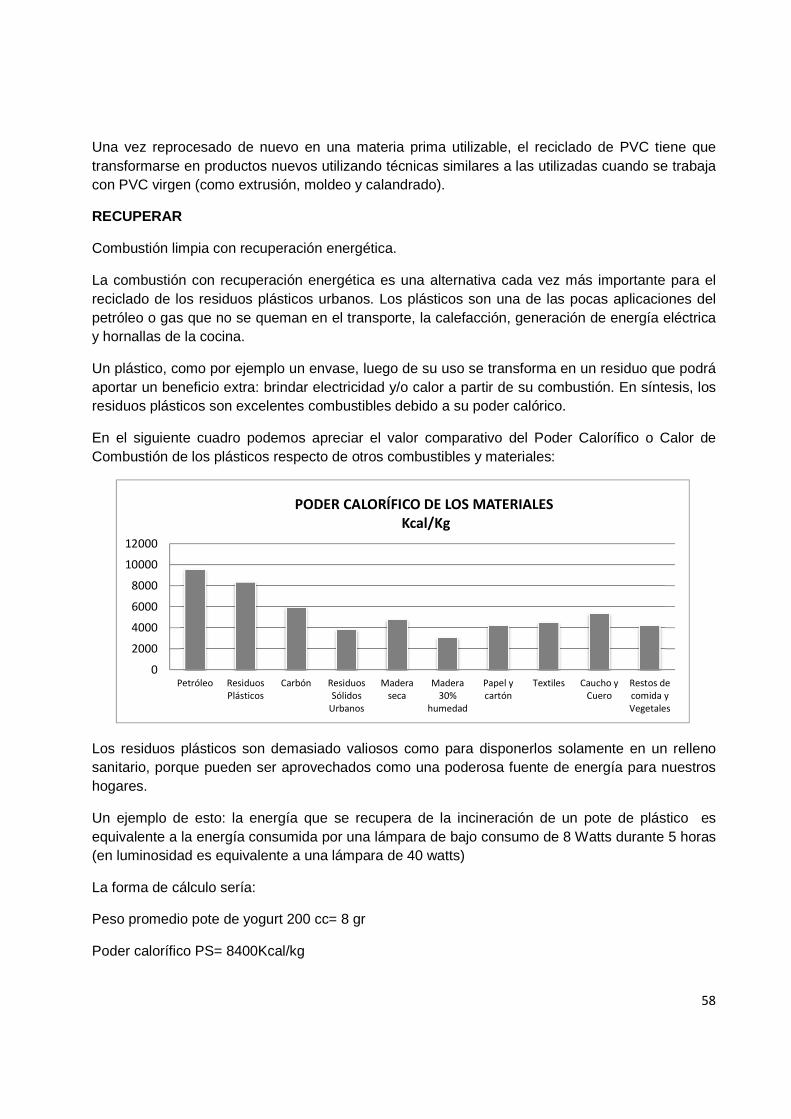
58
Una vez reprocesado de nuevo en una materia prima utilizable, el reciclado de PVC tiene que transformarse en productos nuevos utilizando técnicas similares a las utilizadas cuando se trabaja con PVC virgen (como extrusión, moldeo y calandrado).
RECUPERAR
Combustión limpia con recuperación energética.
La combustión con recuperación energética es una alternativa cada vez más importante para el reciclado de los residuos plásticos urbanos. Los plásticos son una de las pocas aplicaciones del petróleo o gas que no se queman en el transporte, la calefacción, generación de energía eléctrica y hornallas de la cocina.
Un plástico, como por ejemplo un envase, luego de su uso se transforma en un residuo que podrá aportar un beneficio extra: brindar electricidad y/o calor a partir de su combustión. En síntesis, los residuos plásticos son excelentes combustibles debido a su poder calórico.
En el siguiente cuadro podemos apreciar el valor comparativo del Poder Calorífico o Calor de Combustión de los plásticos respecto de otros combustibles y materiales:
Los residuos plásticos son demasiado valiosos como para disponerlos solamente en un relleno sanitario, porque pueden ser aprovechados como una poderosa fuente de energía para nuestros hogares.
Un ejemplo de esto: la energía que se recupera de la incineración de un pote de plástico es equivalente a la energía consumida por una lámpara de bajo consumo de 8 Watts durante 5 horas (en luminosidad es equivalente a una lámpara de 40 watts)
La forma de cálculo sería:
Peso promedio pote de yogurt 200 cc= 8 gr
Poder calorífico PS= 8400Kcal/kg
0
2000
4000
6000
8000
10000
12000
Petróleo ResiduosPlásticos
Carbón ResiduosSólidos
Urbanos
Maderaseca
Madera30%
humedad
Papel ycartón
Textiles Caucho yCuero
Restos decomida yVegetales
PODER CALORÍFICO DE LOS MATERIALESKcal/Kg
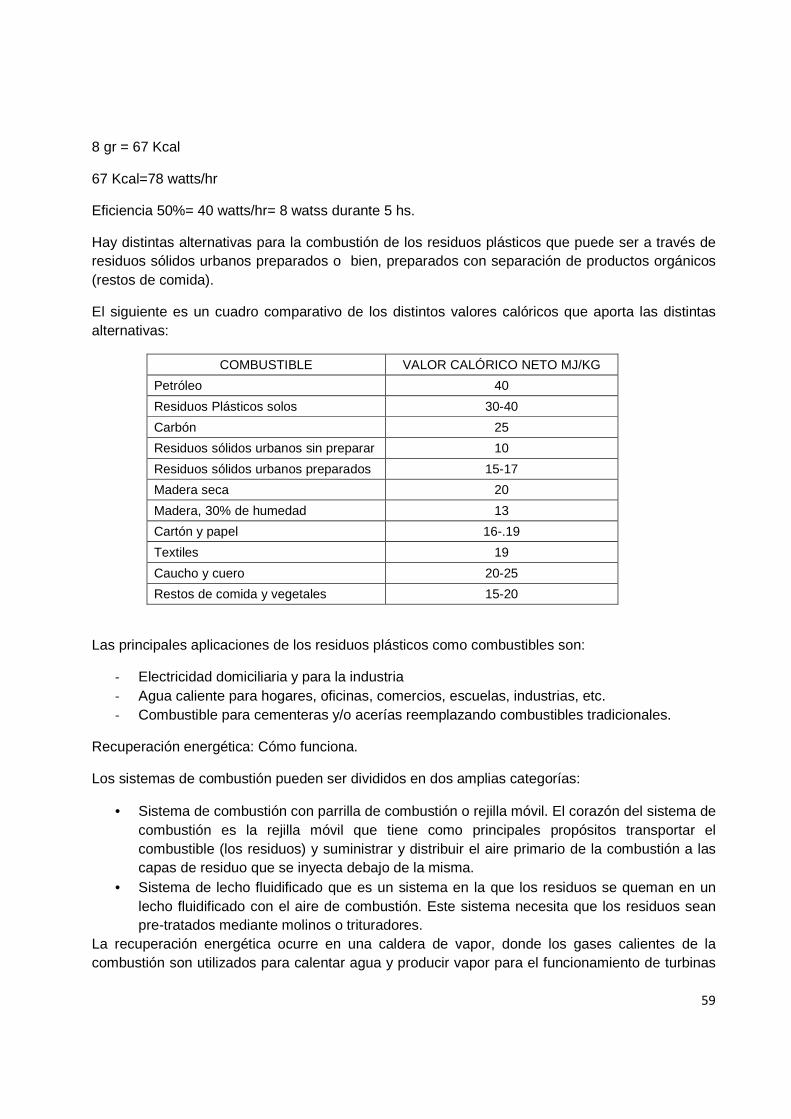
59
8 gr = 67 Kcal
67 Kcal=78 watts/hr
Eficiencia 50%= 40 watts/hr= 8 watss durante 5 hs.
Hay distintas alternativas para la combustión de los residuos plásticos que puede ser a través de residuos sólidos urbanos preparados o bien, preparados con separación de productos orgánicos (restos de comida).
El siguiente es un cuadro comparativo de los distintos valores calóricos que aporta las distintas alternativas:
COMBUSTIBLE VALOR CALÓRICO NETO MJ/KG
Petróleo 40
Residuos Plásticos solos 30-40
Carbón 25
Residuos sólidos urbanos sin preparar 10
Residuos sólidos urbanos preparados 15-17
Madera seca 20
Madera, 30% de humedad 13
Cartón y papel 16-.19
Textiles 19
Caucho y cuero 20-25
Restos de comida y vegetales 15-20
Las principales aplicaciones de los residuos plásticos como combustibles son:
- Electricidad domiciliaria y para la industria - Agua caliente para hogares, oficinas, comercios, escuelas, industrias, etc. - Combustible para cementeras y/o acerías reemplazando combustibles tradicionales.
Recuperación energética: Cómo funciona.
Los sistemas de combustión pueden ser divididos en dos amplias categorías:
• Sistema de combustión con parrilla de combustión o rejilla móvil. El corazón del sistema de combustión es la rejilla móvil que tiene como principales propósitos transportar el combustible (los residuos) y suministrar y distribuir el aire primario de la combustión a las capas de residuo que se inyecta debajo de la misma.
• Sistema de lecho fluidificado que es un sistema en la que los residuos se queman en un lecho fluidificado con el aire de combustión. Este sistema necesita que los residuos sean pre-tratados mediante molinos o trituradores.
La recuperación energética ocurre en una caldera de vapor, donde los gases calientes de la combustión son utilizados para calentar agua y producir vapor para el funcionamiento de turbinas
60
(para electricidad) o son enviados para proveer calefacción a la industria y el hogar. Luego de extraer el calor de los gases de combustión (básicamente dióxido de carbono, vapor de agua, nitrógeno y oxígeno), estos son limpiados por sistemas de purificación que utilizan alta tecnología. De este modo se evitan emisiones nocivas a la atmósfera siguiendo estrictos estándares de la normativa ambiental. Lo importante es destacar que no sólo se recupera energía, sino que se reduce el volumen de los residuos en un 90 % (el 10% son las cenizas producidas por el proceso de combustión). Además contribuye a combatir el calentamiento global, ya que se evita la emisión de una tonelada de CO₂ equivalente por cada tonelada de residuos quemados en estas plantas debido a que se eliminan los rellenos sanitarios y se evitan las emisiones de gas metano. En Argentina, esta alternativa no es todavía usada. Pero una potencial aplicación de los residuos plásticos sería utilizarlos en la industria cementera o en la industria siderúrgica como combustible para reemplazar el gas y al coke respectivamente. Esta tecnología está en funcionamiento en Europa y alguna experiencia se ha hecho en la Argentina en la industria cementera. Residuos plásticos mixtos: su utilización como combustible en cementeras y altos hornos.
� Residuos plásticos mixtos utilizados como combustible en cementeras. El uso de combustibles alternativos en la industria del cemento no es nuevo. Actualmente en las cementeras se queman los siguientes combustibles alternativos: aceites minerales residuales, residuos de la destilación, residuos plásticos, residuos de barros cloacales en pellets, neumáticos usados, residuos orgánicos (pinturas, solventes, etc.). En el caso específico de los residuos plásticos, se utilizan los mixtos, es decir, todo tipo de plásticos separados del resto de la basura. Estos residuos plásticos mixtos son una fuente alternativa de combustible muy atractiva, dado su alto contenido calórico y su disponibilidad en cantidades relativamente importantes. La industria cementera lo denomina co procesamiento. El co procesamiento es una forma de aprovechamiento del contenido energético de los residuos de manera de reemplazar a los recursos renovables, tanto las materias primas como los combustibles fósiles. Las ventajas de realizar el co procesamiento en los hornos de cemento vienen dadas por:
• La temperatura de la llama alcanza un valor elevado, pudiendo llegar hasta los 2.000 ⁰C. esto produce la descomposición de todas las moléculas orgánicas, que se convierten en H₂O y CO₂.
• El tiempo de residencia es alto. Implica que es suficiente para que las reacciones que destruyen a los contaminantes ocurran en un ambiente aislado del entorno.
• Se crea una elevada superficie de intercambio con los sólidos del proceso en el horno rotatorio, pues las partículas poseen tamaños muy pequeños, con lo cual se logra una buena interacción, debido a su mayor superficie específica lo que redunda en una mayor velocidad de reacción.
• Se manejan grandes volúmenes, lo que brinda una productividad incrementada con relación a los residuos y por ello, la concentración final en el clinker es muy baja.
61
• No hay necesidad de manejar una cantidad de energía adicional cuando se ha de emplear este tipo de residuos.
• Le da valor agregado residual a los desechos de otras industrias, como por ejemplo, las cenizas volantes provenientes de las centrales térmicas y la escoria granulada de alto horno cuyo origen es la industria del acero.
• Evita el vertido en los rellenos sanitarios, con la eventual generación de metano (que tiene con un potencial efecto invernadero global, 21 veces mayor que el de CO₂).
¿Cómo se lleva acabo esto? Para producir cemento se necesita una gran cantidad de energía como combustible para el horno rotatorio, por eso los fabricantes de cemento usan combustibles alternativos en los que se encuentran los residuos de envases de plástico. El procedimiento consiste en moler los residuos plásticos a una granulometría adecuada y luego introducirlos al horno. Las materias primas para fabricar cemento ingresan al horno cementero, donde se transforma en clinker. El horno rotatorio tiene una llama en su interior, la cual es alimentada por combustible. Los residuos plásticos son quemados y utilizados como combustible por el horno rotatorio y/o en el quemador secundario para precalentar la materia prima. Una vez calcinada, la materia prima es transformada en clinker y estos nódulos son molidos y se les agrega yeso para alargar el tiempo de fraguado del cemento. Al salir del horno, los nódulos deben pasar por un enfriador. Durante el proceso intervienen también intercambiadores de calor. En Argentina, las plantas cementeras utilizan entre un 7 y 9 % de combustibles alternativos.
� Residuos plásticos mixtos utilizados como combustible en altos hornos de acero. En los altos hornos para producir hierro se alimentan las materias primas tales como el mineral de hierro, el coke y materias primas auxiliares, el mineral de hierro se funde para producir arrabio que es usado para producir hierro y aceros. El coke se usa como combustible para elevar la temperatura en el horno y también actúa como agente reductor removiendo el oxígeno del óxido de hierro que es el principal constituyente del mineral de hierro. Dado que los polímeros están hechos a partir del petróleo o gas natural, sus principales constituyentes son carbono e hidrógeno lo que significa que es posible desarrollar métodos para usarlo en reemplazo del coke como agente de reducción en altos hornos. El proceso mediante el cual los plásticos son usados como agentes reductores es el siguiente: los residuos plásticos colectados en la industria o post consumo doméstico se limpian para remover cualquier material no combustible u otras impurezas tales como metales y luego son molidos y se inyectan mediante una lanza de inyección junto al coke pulverizado. El elevado poder calorífico de los residuos plásticos mixtos hace que éstos sean un eficiente sustituto de combustibles tradicionales como el gas, petróleo o carbón, para la industria siderúrgica (alto horno), la generación de energía eléctrica o producción de cemento. Los residuos plásticos mixtos son pasibles de ser obtenidos en forma sostenida y en cantidades constantes, lo cual los transforma en una alternativa realista.
62
o Bibliografía • Dietz, Albert G.H. Plásticos para arquitectos y constructores. Barcelona: Reverte; 1973. • Castagnino, Raúl Enrique. Los materiales plásticos en la arquitectura. Buenos Aires, editorial,
19?? • Quarmby, Arthur. Materiales plásticos y arquitectura experimental. Barcelona: Gustavo Gili;
1976. • Revista Tectónica. Plásticos. Nro 19. Barcelona:editorial ;2005 • Plastivida, Degradación de los materiales plásticos. Boletín informativo nro. 21. Argentina. • Eco-plas, Manual de valorización de los residuos Plásticos. 5ta edición. Marzo 2011
o Infografía • Resumen técnico. Estudio de generación y composición de residuos sólidos domiciliarios de
Rosario. Subsecretaría de Medio ambiente. Municipalidad de Rosario. • Instituto Petroquímico Argentino. La república Argentina y su industria petroquímica.
Publicación. Cap. 6 y 7. • Instituto Petroquímico Argentino. Perfiles de empresas productoras del sector petroquímico.
Publicación. • AFCP Asociación de fabricantes de cemento portland. La industria del cemento y la
sostenibilidad. Ciudad Autónoma de Buenos Aires. 1era edición. Octubre 2014
o Anexos 1. Tabla de principales propiedades de los plásticos 2. Tabla de propiedades típicas usados en arquitectura 3. Tabla de propiedades de plásticos reforzados 4. Tabla de usos de los plásticos