
Los diagramas de flujo - infopesca.org · Usualmente se piensa que diseñar un diagrama de flujo es...
7
INFOPESCA INTERNACIONAL Nº 51 16 Un “dibujo” importante La “elaboración de un diagrama de flujo” es el cuarto paso de la secuen- cia lógica para la aplicación del siste- ma de HACCP, de acuerdo al Codex Alimentarius (Higiene de los Alimen- tos – Textos Básicos) 1 . El texto especi- fica que debería prepararlo el equipo HACCP y que “deberán tenerse en cuenta las fases anteriores y posterio- res de la operación”. El Codex agrega un quinto paso donde requiere la con- firmación in situ del diagrama de flu- jo: “El equipo HACCP deberá cotejar el diagrama de flujo con la operación de elaboración en todas sus etapas y momentos, y enmendarlo cuando pro- ceda”. Si bien esto da la medida de la importancia que el Codex asigna al diagrama, lo cierto es que la Directriz del Codex no dice mucho de cómo hacerlo. El “Código de Prácticas para el Pescado y Productos Pesqueros” 2 contiene algunos de los mejores ejem- plos revisados de diagramas de flujo que se pueden encontrar en la litera- tura, y si bien da algunas indicacio- nes de cómo hacerlo, son demasiado someras y generales. Ciertamente existen en el merca- do “softwares” que ofrecen la elabora- ción de estos diagramas, y si bien hay algunos bastante sofisticados, en mu- Usualmente se piensa que diseñar un diagrama de flujo es tarea fácil. Pero a menudo es apenas el inicio de un proceso complejo que, para que sea útil, deberá además cubrir una amplia gama de aspectos. En este artículo se propone una metodología sistemática para la elabora- ción de diagramas de flujo modernos en la industria pesquera, basada en un estudio de inves- tigación epidemiológica sobre ruptura de la inocuidad de la cadena de alimentos en el Reino Unido, y que pone como ejemplo una pequeña cadena de producción a nivel artesanal de merluza en Chile. Los diagramas de flujo Por Héctor M. Lupin chos casos se trata solo de presenta- ciones gráficas del conocimiento que ingresemos en la computadora. Todos aquellos que han estado involucrados profesionalmente, ya no en la formulación de un Plan HACCP, sino en la auditoría de los planes HACCP y sobre todo en ejercicios de “rastreo hacia atrás” (como los origi- nados por las notificaciones y recha- zos de la UE y en las nuevas regla- mentaciones de los EE.UU), sabe de las dificultades, debilidades y fallas de los diagramas de flujo que se pueden encontrar en la práctica, aún respecto a las mínimas indicaciones del Codex. Y a un nivel más avanzado, se necesi- tan diagramas de flujo más precisos para las evaluaciones de riesgo micro- biológico (tanto cualitativas como cuantitativas), la preparación de per- files de riesgo y en los futuros Objeti- vos de Inocuidad de Alimentos (OIA), que ya están incluidos en los textos del Codex. Si bien se ha evolucionado mucho respecto a los primeros tiempos, cuan- do en muchos lugares era posible asis- tir a una “clonación” indiscriminada de planes HACCP (y de sus diagramas de flujo), todavía sigue habiendo difi- cultades prácticas cuando se deben confrontar los diagramas de flujo con la realidad. En la medida en que nos movemos hacia la implementación del Análisis de Riesgos en la inocuidad de Alimentos (ARIA) se requiere de una mayor coherencia y cuantificación del conocimiento y los diagramas de flujo dejan de ser una mera representación simbólica para convertirse en verda- deras herramientas de trabajo, asocia- das a otros instrumentos de gestión de riesgo. Los autores del trabajo (Stringer & Hall) 3 desarrollaron el método origi- nariamente para llevar a cabo el “ras- treo hacia atrás” en situaciones donde se requería de una metodología obje- tiva, sistemática y robusta, y lo apli- caron a 8.515 casos de ruptura de la cadena de inocuidad, incluyendo todo tipo de alimentos. Como los autores de la metodología sugieren, la misma puede ser utilizada “pro-activamente” es decir, no solo como procedimiento en el caso del rastrero. Por ejemplo, para elaborar diagramas de flujo, con diferentes niveles de complejidad e información, como se sugiere en este artículo. Muchos auditores HACCP o de rastreabilidad, han tenido que desarro- llar sus propios diagramas de flujo, dado que los existentes, o bien no eran consistentes con la realidad, o sim- plemente no eran compatibles entre las distintas porciones de la cadena. 1 http://www.fao.org/docrep/005/y1579s/y1579s00.htm 2 ftp://ftp.fao.org/codex/publications/Booklets/Practice_code_fish/Practice_code_fish_2009_ES.pdf 3 Stringer MF, Hall MN, The Breakdowns in Food Safety Group (2007). “ A generic model of the integrated food supply chain to aid the investigation of food safety breakdowns”. Food Control, Vol. 16, 7, pp 755-765 CONTROL DE CALIDAD
Transcript of Los diagramas de flujo - infopesca.org · Usualmente se piensa que diseñar un diagrama de flujo es...

INFOPESCA INTERNACIONAL Nº 5116
Un “dibujo” importante
La “elaboración de un diagrama deflujo” es el cuarto paso de la secuen-cia lógica para la aplicación del siste-ma de HACCP, de acuerdo al CodexAlimentarius (Higiene de los Alimen-tos – Textos Básicos)1 . El texto especi-fica que debería prepararlo el equipoHACCP y que “deberán tenerse encuenta las fases anteriores y posterio-res de la operación”. El Codex agregaun quinto paso donde requiere la con-firmación in situ del diagrama de flu-jo: “El equipo HACCP deberá cotejarel diagrama de flujo con la operaciónde elaboración en todas sus etapas ymomentos, y enmendarlo cuando pro-ceda”. Si bien esto da la medida de laimportancia que el Codex asigna aldiagrama, lo cierto es que la Directrizdel Codex no dice mucho de cómohacerlo. El “Código de Prácticas parael Pescado y Productos Pesqueros”2
contiene algunos de los mejores ejem-plos revisados de diagramas de flujoque se pueden encontrar en la litera-tura, y si bien da algunas indicacio-nes de cómo hacerlo, son demasiadosomeras y generales.
Ciertamente existen en el merca-do “softwares” que ofrecen la elabora-ción de estos diagramas, y si bien hayalgunos bastante sofisticados, en mu-
Usualmente se piensa que diseñar un diagrama de flujo es tarea fácil. Pero a menudo es apenasel inicio de un proceso complejo que, para que sea útil, deberá además cubrir una ampliagama de aspectos. En este artículo se propone una metodología sistemática para la elabora-ción de diagramas de flujo modernos en la industria pesquera, basada en un estudio de inves-tigación epidemiológica sobre ruptura de la inocuidad de la cadena de alimentos en el ReinoUnido, y que pone como ejemplo una pequeña cadena de producción a nivel artesanal demerluza en Chile.
Los diagramas de flujo
Por Héctor M. Lupin
chos casos se trata solo de presenta-ciones gráficas del conocimiento queingresemos en la computadora.
Todos aquellos que han estadoinvolucrados profesionalmente, ya noen la formulación de un Plan HACCP,sino en la auditoría de los planesHACCP y sobre todo en ejercicios de“rastreo hacia atrás” (como los origi-nados por las notificaciones y recha-zos de la UE y en las nuevas regla-mentaciones de los EE.UU), sabe delas dificultades, debilidades y fallas delos diagramas de flujo que se puedenencontrar en la práctica, aún respectoa las mínimas indicaciones del Codex.Y a un nivel más avanzado, se necesi-tan diagramas de flujo más precisospara las evaluaciones de riesgo micro-biológico (tanto cualitativas comocuantitativas), la preparación de per-files de riesgo y en los futuros Objeti-vos de Inocuidad de Alimentos (OIA),que ya están incluidos en los textosdel Codex.
Si bien se ha evolucionado muchorespecto a los primeros tiempos, cuan-do en muchos lugares era posible asis-tir a una “clonación” indiscriminadade planes HACCP (y de sus diagramasde flujo), todavía sigue habiendo difi-cultades prácticas cuando se debenconfrontar los diagramas de flujo conla realidad. En la medida en que nosmovemos hacia la implementación del
Análisis de Riesgos en la inocuidad deAlimentos (ARIA) se requiere de unamayor coherencia y cuantificación delconocimiento y los diagramas de flujodejan de ser una mera representaciónsimbólica para convertirse en verda-deras herramientas de trabajo, asocia-das a otros instrumentos de gestión deriesgo.
Los autores del trabajo (Stringer &Hall)3 desarrollaron el método origi-nariamente para llevar a cabo el “ras-treo hacia atrás” en situaciones dondese requería de una metodología obje-tiva, sistemática y robusta, y lo apli-caron a 8.515 casos de ruptura de lacadena de inocuidad, incluyendo todotipo de alimentos. Como los autoresde la metodología sugieren, la mismapuede ser utilizada “pro-activamente”es decir, no solo como procedimientoen el caso del rastrero. Por ejemplo,para elaborar diagramas de flujo, condiferentes niveles de complejidad einformación, como se sugiere en esteartículo.
Muchos auditores HACCP o derastreabilidad, han tenido que desarro-llar sus propios diagramas de flujo,dado que los existentes, o bien no eranconsistentes con la realidad, o sim-plemente no eran compatibles entre lasdistintas porciones de la cadena.
1 http://www.fao.org/docrep/005/y1579s/y1579s00.htm2 ftp://ftp.fao.org/codex/publications/Booklets/Practice_code_fish/Practice_code_fish_2009_ES.pdf3 Stringer MF, Hall MN, The Breakdowns in Food Safety Group (2007). “A generic model of the integrated food supply chain to aid theinvestigation of food safety breakdowns”. Food Control, Vol. 16, 7, pp 755-765
ACUICULTURACONTROL DE CALIDAD

17INFOPESCA INTERNACIONAL Nº 51
Varios tipos posibles
Un diagrama de flujo representa,aún en su forma más básica, tres cosasque pueden llegar a ser diversas entresí. La primera es el flujo real del ali-mento en un determinado momento,la segunda es el flujo real que siguióel mismo tipo de alimento en el pasa-do, y la tercera es la forma que debe-ría seguir el flujo de los alimentos enel futuro.
Para una descripción cualitativageneral, puede resultar suficiente unarepresentación simbólica, pero en lamedida en que se necesite cuantificary precisar la información, se hará ne-cesario una mayor cantidad de deta-lles asociados a cada “bloque” o “fle-cha” que pudiera aparecer en la re-presentación simbólica. Puede que setenga la necesidad de desarrollar dife-rentes diagramas de flujo para diferen-tes propósitos. Más simples o más com-plejos dependiendo del caso.
La cantidad de diagramas de flujoque puede existir, depende de variosfactores; en primer lugar del númerode operadores que intervienen en lacadena, de la organización jerárquicadel diagrama y de qué objetivos sepersiguen. Además del diagrama deflujo del alimento principal (pescadoen nuestro caso) las reglamentacioneso los requerimientos contractuales pue-den requerir diagramas para el agua,hielo, residuos, empaques, aditivos uotro tipo de ingredientes.
Hay dos tipos principales de diagra-ma de flujo: uno general de la cadenade la oferta (“supply chain”), que es elque todo auditor de trazabilidad qui-siera tener cuando inicia su tarea, yotro correspondiente a cada operadordentro de la cadena de oferta, y quedebería ser compatible con losdiagramas de flujo de los operadoresanteriores y posteriores. Ambos tiposde diagramas pueden en la prácticaser expandidos y complementados conotros diagramas de flujo asociados.
La Figura 1 muestra el diagrama deflujo más simple y general de la cade-na de la oferta (de acuerdo a Stringery Hall). Aunque este diagrama es muysimple, identifica (para cualquier ali-mento, no solo para el pescado) lascinco etapas de la cadena , y en parti-cular evidencia lo siguiente:
Figura 1Las cinco etapas básicas de lacadena de la oferta (“supplychain”). Adaptado de Stringer yHall.
1. La separación entre “materia pri-ma” original y el “producto bási-co” (“commodity”).
2. La identificación de forma especí-fica de la preparación para el con-sumo.
3. La identificación específica de lamanipulación por parte del consu-midor.
Estas son las etapas que se encuen-tran siempre presentes y que puedenser identificadas, cualquiera sea el lar-go de la cadena de la oferta y cual-quiera sea el tipo de producto anali-zado.
La separación entre “materia pri-ma” y “producto básico” esconceptualmente muy importante,porque asigna al menos una etapa a laproducción primaria. En castellano eltérmino “materia prima” se utiliza deforma indiscriminada; en realidad,entre “pescado” y “pescado en cajascon hielo” hay una gran diferencia. Laproducción primaria puede llegar atener dos etapas, lo que refleja la im-portancia que ésta tiene desde el pun-to de vista de la inocuidad y calidadde los productos finales. A su vez, laexpresión “commodity” en el mundo
anglo-sajón abarca a prácticamentetodos los productos intermedios.
De la misma forma, las dos últimasetapas se refieren a un punto muy im-portante en el sistema HACCP y en laprevención de la falta de inocuidad(“determinación del uso al que ha dedestinarse” el alimento). Como diceespecíficamente el texto del CodexAlimentarius: “el destino del alimentodeberá basarse en los usos previstos porparte del usuario o consumidor final”.Como se sabe de la epidemiología, unagran parte de los casos de enfermeda-des transmitidas por alimentos (ETA)se producen en restaurantes o casas decomidas (Etapa 4) y otra parte consi-derable, a nivel doméstico (Etapa 5).
La etapa 3 (“Manufactura”) puedeparecer muy reducida, o aún no exis-tir, por ejemplo en la venta de pesca-do fresco directamente del pescador.Pero también se la puede expandir yser muy compleja, incluir a varios ope-radores y diferentes procesos y ser efec-tuada en diferentes países. Aun así, esla etapa de la que habitualmente sedispone de mayor información, ya quelos diagramas de flujo para las etapas1, 2 y 4 no están siempre disponibles ylos de la etapa 5 son obviamenteinexistentes.
La Figura 1, es en primer términouna representación simbólica de lacadena de la oferta, no está referida aámbitos físicos delimitados (o propie-tarios), sino que se refiere al flujo delalimento sin algún tipo decondicionante. En realidad uno de losproblemas que suelen aparecer en losdiagramas de flujo en la práctica es lafalta de correspondencia entre las ac-tividades reales, sobre todo al inicio yal final del diagrama. Por ejemplo escomún que las operaciones de pescay de transporte hasta la llegada a plan-ta no sean consideradas, aunque se tra-te de una empresa integrada; o que lacaracterística del producto listo paraser consumido (“ready-to-eat”), no seaconsiderada en la forma apropiada.
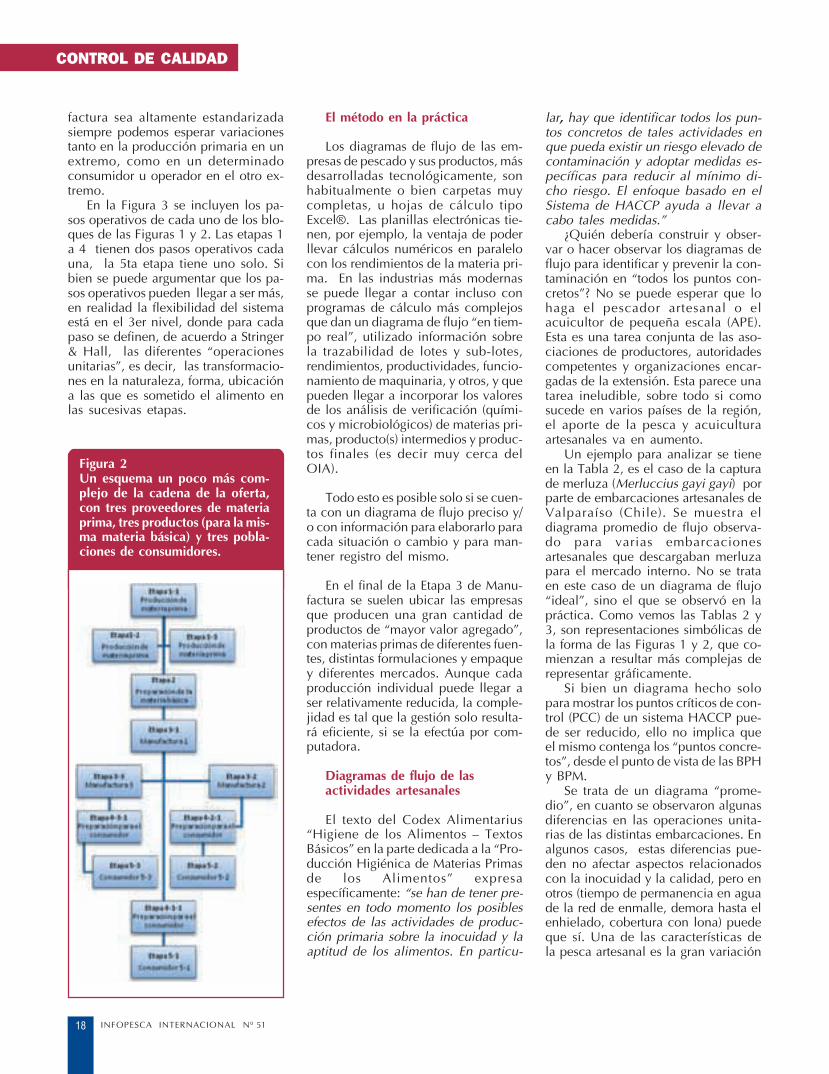
En la Figura 2 se presenta una es-tructura un poco más compleja de lacadena de la oferta con tres proveedo-res de materia prima, tres diferentesproductos (para la misma materia bá-sica) y tres poblaciones de consumi-dores. Ya comienzan a ser evidentesel tipo de problemas que pueden apa-recer en la práctica. Aunque la manu-
CONTROL DE CALIDAD
INFOPESCA INTERNACIONAL Nº 5118
Figura 2Un esquema un poco más com-plejo de la cadena de la oferta,con tres proveedores de materiaprima, tres productos (para la mis-ma materia básica) y tres pobla-ciones de consumidores.
factura sea altamente estandarizadasiempre podemos esperar variacionestanto en la producción primaria en unextremo, como en un determinadoconsumidor u operador en el otro ex-tremo.
En la Figura 3 se incluyen los pa-sos operativos de cada uno de los blo-ques de las Figuras 1 y 2. Las etapas 1a 4 tienen dos pasos operativos cadauna, la 5ta etapa tiene uno solo. Sibien se puede argumentar que los pa-sos operativos pueden llegar a ser más,en realidad la flexibilidad del sistemaestá en el 3er nivel, donde para cadapaso se definen, de acuerdo a Stringer& Hall, las diferentes “operacionesunitarias”, es decir, las transformacio-nes en la naturaleza, forma, ubicacióna las que es sometido el alimento enlas sucesivas etapas.
El método en la práctica
Los diagramas de flujo de las em-presas de pescado y sus productos, másdesarrolladas tecnológicamente, sonhabitualmente o bien carpetas muycompletas, u hojas de cálculo tipoExcel®. Las planillas electrónicas tie-nen, por ejemplo, la ventaja de poderllevar cálculos numéricos en paralelocon los rendimientos de la materia pri-ma. En las industrias más modernasse puede llegar a contar incluso conprogramas de cálculo más complejosque dan un diagrama de flujo “en tiem-po real”, utilizado información sobrela trazabilidad de lotes y sub-lotes,rendimientos, productividades, funcio-namiento de maquinaria, y otros, y quepueden llegar a incorporar los valoresde los análisis de verificación (quími-cos y microbiológicos) de materias pri-mas, producto(s) intermedios y produc-tos finales (es decir muy cerca delOIA).
Todo esto es posible solo si se cuen-ta con un diagrama de flujo preciso y/o con información para elaborarlo paracada situación o cambio y para man-tener registro del mismo.
En el final de la Etapa 3 de Manu-factura se suelen ubicar las empresasque producen una gran cantidad deproductos de “mayor valor agregado”,con materias primas de diferentes fuen-tes, distintas formulaciones y empaquey diferentes mercados. Aunque cadaproducción individual puede llegar aser relativamente reducida, la comple-jidad es tal que la gestión solo resulta-rá eficiente, si se la efectúa por com-putadora.
Diagramas de flujo de lasactividades artesanales
El texto del Codex Alimentarius“Higiene de los Alimentos – TextosBásicos” en la parte dedicada a la “Pro-ducción Higiénica de Materias Primasde los Alimentos” expresaespecíficamente: “se han de tener pre-sentes en todo momento los posiblesefectos de las actividades de produc-ción primaria sobre la inocuidad y laaptitud de los alimentos. En particu-
lar, hay que identificar todos los pun-tos concretos de tales actividades enque pueda existir un riesgo elevado decontaminación y adoptar medidas es-pecíficas para reducir al mínimo di-cho riesgo. El enfoque basado en elSistema de HACCP ayuda a llevar acabo tales medidas.”
¿Quién debería construir y obser-var o hacer observar los diagramas deflujo para identificar y prevenir la con-taminación en “todos los puntos con-cretos”? No se puede esperar que lohaga el pescador artesanal o elacuicultor de pequeña escala (APE).Esta es una tarea conjunta de las aso-ciaciones de productores, autoridadescompetentes y organizaciones encar-gadas de la extensión. Esta parece unatarea ineludible, sobre todo si comosucede en varios países de la región,el aporte de la pesca y acuiculturaartesanales va en aumento.
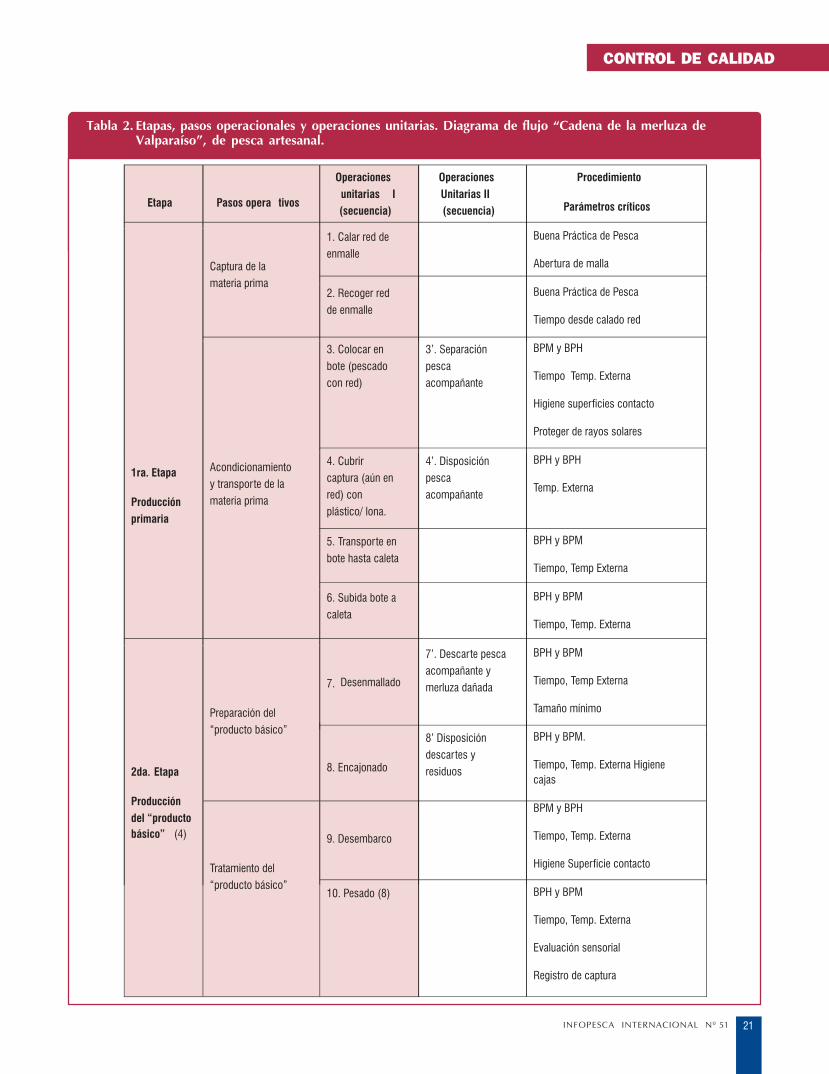
Un ejemplo para analizar se tieneen la Tabla 2, es el caso de la capturade merluza (Merluccius gayi gayi) porparte de embarcaciones artesanales deValparaíso (Chile). Se muestra eldiagrama promedio de flujo observa-do para varias embarcacionesartesanales que descargaban merluzapara el mercado interno. No se trataen este caso de un diagrama de flujo“ideal”, sino el que se observó en lapráctica. Como vemos las Tablas 2 y3, son representaciones simbólicas dela forma de las Figuras 1 y 2, que co-mienzan a resultar más complejas derepresentar gráficamente.
Si bien un diagrama hecho solopara mostrar los puntos críticos de con-trol (PCC) de un sistema HACCP pue-de ser reducido, ello no implica queel mismo contenga los “puntos concre-tos”, desde el punto de vista de las BPHy BPM.
Se trata de un diagrama “prome-dio”, en cuanto se observaron algunasdiferencias en las operaciones unita-rias de las distintas embarcaciones. Enalgunos casos, estas diferencias pue-den no afectar aspectos relacionadoscon la inocuidad y la calidad, pero enotros (tiempo de permanencia en aguade la red de enmalle, demora hasta elenhielado, cobertura con lona) puedeque sí. Una de las características dela pesca artesanal es la gran variación
ACUICULTURACONTROL DE CALIDAD

19INFOPESCA INTERNACIONAL Nº 51
observable a nivel de operaciones uni-tarias; cuando éstas son grandes, sepueden observar en los diferentes lo-tes al desembarcar. Vemos, por lo tan-to, que un primer uso de un diagramade flujo a nivel artesanal podría ser elde tratar de uniformizar y racionalizar,dentro de lo posible, las operaciones afin de homogeneizar el producto des-embarcado, es decir, analizar eldiagrama de flujo para optimizar lasBPM.
Hay mucha literatura sobre el usode hielo en embarcaciones artesanales.Se trata de un viejo tema en la pescaartesanal alrededor del mundo. Si bienel objetivo de este trabajo no es elanalizar temas de calidad, vemos eneste caso que un diagrama de flujodetallado, nos permite inferir (solo co-nociendo la temperatura externa) lacaída de calidad comestible. Si losresultados se pasaran a una planilla decálculo, ésta sería una información quese podría tener de manera automáti-ca, junto con otras como por ejemplolas pérdidas en peso.
Un uso adicional de un diagramade flujo como el de la Tabla 3, es elde analizar los posibles problemas deBPH. Como se sabe en el caso de lasBPH en pescado, estas tienen un rolesencial en el control de patógenoscomo la Salmonella spp y la E. coli.En los sistemas HACCP de pescado ysus productos, no se tienen (salvo ca-sos especiales) PCC para Salmonellaspp o E. coli; se supone que el riegode estos dos peligros está “controlado”por las BPH y las BPM. Sobre todo porel uso del hielo y la refrigeración, perotambién por aspectos higiénicos, comoser la limpieza de superficies de con-tacto, la ausencia de aves o el controlde plagas.
El problema de la Salmonella sppen pescado, con la expansión de latendencia de los bares y restaurantesde sushi, fuera de Japón, ha pasado aconformar un riesgo real en los países
occidentales. Una gran parte del pes-cado fresco no es en realidad de “cali-dad sushi”. Como hay tendencia alconsumo de “tartars”, “carpaccio”,“cebiches” y ostras crudas, este no esun punto de menor importancia.
En definitiva, lo que aquí se sugie-re es una forma de elaborar diagramasde flujo, que el autor ha encontradoadecuada, no solo para casos indus-triales, sino también para la pescaartesanal y el análisis de las cadenasde oferta en los mercados internos. Elesquema de Stringer y Hall, propuestooriginalmente “en reversa”(“traceback”) demuestra ser tambiénmuy apropiado para la elaboración dediagramas de flujo, sobre los que esposible analizar los requerimientos deBPH, BPM, HACCP, rastreabilidad yotros relacionados con la economía yeficiencia de los procesos.
*El Ing. Héctor M. Lupin en la actualidad se desempeña como consultor internacional independiente en inocuidad y calidad de productospesqueros y Análisis de Riesgo en la Inocuidad de Alimentos (ARIA) y está radicado en Roma, Italia. Es asimismo consultor ad-honorem del INTI-Mardel Plata (Argentina).1 http://www.fao.org/docrep/005/y1579s/y1579s00.htm2 ftp://ftp.fao.org/codex/publications/Booklets/Practice_code_fish/Practice_code_fish_2009_ES.pdf3 Stringer MF, Hall MN, The Breakdowns in Food Safety Group (2007). “A generic model of the integrated food supply chain to aid theinvestigation of food safety breakdowns”. Food Control, Vol. 16, 7, pp 755-765
CONTROL DE CALIDAD
Figura 3 - Etapas y pasos operacionales del diagrama de flujo de la cadenade oferta. Adaptado de Stringer y Hall.
En el caso del ejemplo utilizado,esta forma de elaborar diagramas deflujo puede ser de utilidad a las aso-ciaciones pescadores artesanales y deacuicultura de pequeña escala, a lasautoridades competentes que tenganque encuadrar la pesca artesanal enesquemas para exportación y a los fun-cionarios oficiales y de agencias nogubernamentales que brindan apoyotécnico a los mismos. Esto puede con-tribuir no solo a mejorar la inocuidady calidad de los productos para losmercados internos, sino también a iden-tificar mejor los problemas y asistir ala producción artesanal para su parti-cipación en los mercados internacio-nales.
A continuación las tablas 1, 2 y 3

INFOPESCA INTERNACIONAL Nº 5120
Tabla 1. Lista de posibles tipos generales de Operaciones Unitarias a ser incluídas en los Pasos Operativos.Adaptado de Stringer y Hall.
ACUICULTURACONTROL DE CALIDAD
21INFOPESCA INTERNACIONAL Nº 51
Tabla 2. Etapas, pasos operacionales y operaciones unitarias. Diagrama de flujo “Cadena de la merluza deValparaíso”, de pesca artesanal.
CONTROL DE CALIDAD

INFOPESCA INTERNACIONAL Nº 5122
Tabla 3. Transporte y venta en el Terminal Pesquero de Santiago de Chile
ACUICULTURACONTROL DE CALIDAD


















