Limadora
6
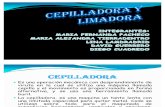
Limadora Es una máquina que mediante el movimiento horizontal alternativo de la herramienta va produciendo una superficie plana, o bien va generando ranuras paralelas sobre la pieza a trabajar. La mesa que sujeta la pieza realiza un movimiento de avance transversal, para facilitar el trabajo de mecanización, también se pueden desplazar verticalmente ambas, manual o automáticamente, para aumentar la profundidad de pasada. La limadora mecánica permite el mecanizado de piezas pequeñas y medianas, es la máquina de elección para la generación de superficies planas de menos de 800 mm de longitud, por su fácil manejo y su bajo consumo energético. Partes que constituyen una limadora: 1. Volante para subir-bajar el carro portaherramientas. 2. Carro porta herramientas 3. Mordaza para sujeción de piezas. 4. Mesa. 5-6. Soporte para apoyo de la mesa 7. Bancada. 8. Guías de deslizamiento horizontal de la mesa. 9. Volante para accionamiento manual de la mesa. 10. Tornillo selector del recorrido del avance automático, y freno correspondiente. 11. Tornillo para graduar el recorrido del carnero, y freno de fijación. 12. Polea del embrague para accionamiento de los mecanismos. 13. Palanca para del embrague. 14. Volante para situar el recorrido del carnero. 15. Carnero. 16. Palanca para fijar el carnero en la situación seleccionada. 17. Husillo para movimiento vertical del conjunto carro-mesa.
-
Upload
edwinfigueroa -
Category
Documents
-
view
34 -
download
0
description
Limadora
Transcript of Limadora

Limadora
Es una máquina que mediante el movimiento horizontal alternativo de la herramienta va produciendo una superficie plana, o bien va generando ranuras paralelas sobre la pieza a trabajar. La mesa que sujeta la pieza realiza un movimiento de avance transversal, para facilitar el trabajo de mecanización, también se pueden desplazar verticalmente ambas, manual o automáticamente, para aumentar la profundidad de pasada.
La limadora mecánica permite el mecanizado de piezas pequeñas y medianas, es la máquina de elección para la generación de superficies planas de menos de 800 mm de longitud, por su fácil manejo y su bajo consumo energético.
Partes que constituyen una limadora:
1. Volante para subir-bajar el carro portaherramientas.2. Carro porta herramientas3. Mordaza para sujeción de piezas.4. Mesa.5-6. Soporte para apoyo de la mesa7. Bancada.8. Guías de deslizamiento horizontal de la mesa.9. Volante para accionamiento manual de la mesa.10. Tornillo selector del recorrido del avance automático, y freno correspondiente. 11. Tornillo para graduar el recorrido del carnero, y freno de fijación.12. Polea del embrague para accionamiento de los mecanismos.13. Palanca para del embrague.14. Volante para situar el recorrido del carnero.15. Carnero.16. Palanca para fijar el carnero en la situación seleccionada.17. Husillo para movimiento vertical del conjunto carro-mesa.18. Volante para mover manualmente el carnero, solamente con máquina parada.19. Eje de colocación de la palanca de accionamiento de sube-baja carro-mesa.

Las herramientas suelen ser de acero al carbono o acero rápido, ya que la máquina no alcanza grandes velocidades, por lo que no es necesario emplear herramientas extra duras.
La carrera del carnero se debe graduar de modo que sea mayor que la longitud de la pieza, aproximadamente unos 15 mm, por cada extremo, para que la herramienta tenga espacio de recuperación.
Características Principales de la Limadora
La herramienta de la limadora se desplaza con un movimiento reciprocante sobre un solo eje, mientras que la pieza de trabajo se mueve en forma horizontal, vertical o rotacionalmente respecto al movimiento de la herramienta.
Esquema de Movimiento
Podemos observar que la velocidad de desplazamiento en el movimiento de corte, es más lenta que en el movimiento de retroceso. La parte superior de la biela, termina en unos empujadores, que son los que accionan el movimiento alternativo del carnero.
El carnero, es un carro con movimiento alternativo, en uno de sus extremos lleva la torreta orientable con el carro portaherramientas o Charriot, que se mueve con la acción del husillo y volante correspondiente. El portaherramientas puede girar sobre un eje, para que en el movimiento de retroceso se levante la herramienta y no roce sobre la pieza.
Suelen ser de acero al carbono o acero rápido, debido a que la máquina no
alcanza grandes velocidades, y en consecuencia queda anulada la principal
ventaja de los metales duros.

Para los trabajos de acabado o afino, es conveniente afilar la herramienta como en
la figura anterior, evitando que se clave si el filo está adelantado, o que no corte
bien si está retrasado.
Antes de comenzar el trabajo con la limadora, es preciso graduar el recorrido del
carnero, su posición respecto a la pieza, seleccionar la velocidad, graduar la
excéntrica que le imprime el avance al trinquete y este a su vez al husillo que hace
avanzar la mesa.
La carrera del carnero se debe graduar de modo que sea mayor que la longitud de
la pieza, aproximadamente unos 15 mm. por cada extremo, para que la
herramienta tenga espacio de recuperación.
Funcionamiento de la limadora
La mesa que sujeta la pieza a mecanizar realiza un movimiento de avance
transversal, que puede ser intermitente para realizar determinados trabajos, como
la generación de una superficie plana o de ranuras equidistantes. Asimismo,
también es posible desplazar verticalmente la herramienta o la mesa, manual o
automáticamente, para aumentar la profundidad de pasada.
La limadora mecánica permite el mecanizado de piezas pequeñas y medianas y,
por su fácil manejo y bajo consumo energético, es preferible su uso al de otras
máquinas herramienta para la generación de superficies planas de menos de 800
mm de longitud.
Procesos que se pueden realizar con ella.
Partes:Carro principal o carnero: Esta parte consiste del elemento que se desliza gracias al mecanismo manivela biela para realizar el corte, en el caso de la limadora utilizada para el laboratorio tiene la característica de tener “Doble regulación”. La primera regulación nos proporciona la longitud de carrera, esta viene a ser el recorrido máximo de la herramienta de un punto final al inicial.La segunda regulación sirve para cambiar la posición sin alterar la longitud de carrera.
Bastidor: Esta parte consiste en una caja hueca que contiene todos los componentes mecánicos que ocasionan el movimiento de la limadora.
Carro portaherramientas: Esta parte va fija al carro principal, y por lo tanto tiene la posibilidad de moverse de forma lineal. Además de este movimiento, el carro portaherramientas cuenta con la opción de moverse de forma angular (con un ángulo máximo de 60 grados) para conseguir un mayor número de opciones de corte. Por último, el carro cuenta con un nonio para escoger con exactitud la posición de la herramienta al momento de realizar la profundidad de corte.
Charnela: Se ubica en el carro portaherramientas, su función es la de sostener a la herramienta de corte. El montaje de la herramienta debe ser con el filo mirando hacia el operario.
Mesa: Este elemento que debe estar rectificada, cuenta con ranuras en forma de T invertida, tanto en la parte superior como la latera, lo cual le permite sostener el material de forma que este quede fijo a la hora del corte.
Eje: Este elemento sostiene la mesa, por lo cual es de extrema importancia que este se mantenga sobre una base estable, evitando el desgaste de otras zonas de la maquina, caso contrario se realizara un mal trabajo

Especificaciones: Son las características que hay que tener en cuenta al momento de usar o comprar una limadora.
Longitud máxima de carrera: En este caso es de 330 mm.Tipo de mecanismo: Puede ser mecánico o automático. En este caso es mecánico.
Accesorios de sujeción:
Prensa de sujeción o tornillo para máquina: Montado sobre la mesa.
Brida: Se usa para realizar montaje directo sobre la mesa
Herramientas de corte: Son los mismo utilizados en el torno
Acero de alta velocidad (HSS): Se usa el filo principal de este para realizar el limado ya sea de desbaste o acabado.Insertos intercambiables: Tienen las mismas propiedades de la cuchillas HSS pero aumentadas. Son de diversos materiales: carburo de tungsteno, cerámica, cermet, nitruro de bora cúbico, diamante policristalino.
Parámetros de corte:
Velocidad del carro: Sus unidades de medida son DC/min. Presenta tres tipos de velocidades dependiendo el tipo de corte a realizar. Estos son de 30, 42 Y 57.
Avance (S): El movimiento es intermitente porque solo realiza movimiento de corte de ida. (mm/DC)
Profundidad de corte: Distancia que la cuchilla avanza desde que toca el borde. ( mm.)
3. Parte Experimental:
Se procedió a realizar la secuencia de pasos indicados en la guía, los que se detallan a continuación:
1. La sesión inicia cuando se desajusta las mordazas del carro luego se colocan la paralela, para que forme una superficie completamente plana, y encima de esta se coloca el material a modificar. Luego se asegura la pieza dándole golpes suaves con un martillo para realizar un ajuste del material mismo.2. Luego se coloca la cuchilla en el carro portaherramientas verificando que no salga más de 2 pulgadas. Luego se acerca la mesa al carro portaherramientas para que la cuchilla se encuentre cerca de la pieza a trabajar.3. Posteriormente, se realiza una prueba de la máquina antes de que haga la operación de desbaste, por ello se baja el gorrón hasta ver tres agujeros y se ajusta a 30 DC/min. Luego se verifica la longitud de carrera, el cual se ajusta con la palanca de fijación, y también el avance, el cual se ajustó con el husillo de mesa para la rueda de trinquete para ello se presiona el botón de pulsar para ir verificando.4. Luego se presiona el botón inicio y la cuchilla se acerca al material hasta verificar la tangencia, entonces se ajusta el carro portaherramientas a 1 mm de profundidad, se mueve la cuchilla a un lado de la pieza y volviendo a presionar el botón inicio se fue limando la pieza desplazando la mesa. 5. Luego de una pasada de la herramienta de desbaste a 1.2 mm de profundidad, se coloca en automático el movimiento de la mesa aumentando la profundidad de corte en 1.2 mm más , levantando el trinquete para que el movimiento sea a la

derecha.6. Una vez finalizado se baja el gorrón hasta ver un agujero y se ajusta a 42 DC/min. Luego se gira levemente la placa charnela y se coloca otra cuchilla, esta viene a ser la herramienta de corte para acabado. Después se verifica la tangencia y se ajusta el carro portaherramientas a 0.3 mm de profundidad, se presiona el botón inicio y se activa el automático. 7. Se retira la pieza y se verifica las medidas finales así como la perpendicularidad. Se realiza un proceso de limado de toda la zona de cortado para evitar cortes al realizar el desmontado para realizar el corte en la otra cara del paralelepípedo.8. Realizar el montado de la otra cara del material y luego realizar la tangencia respectiva al material9. Una vez realizada la tangencia, se realiza el corte de acabado en automático, en este caso con una profundidad de 0.4 mm.10. Realizar el paso 7