LABORATORIO DE MANUFACTURA - ugto.mx … · PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL...
29
LABORATORIO DE MANUFACTURA PRÁCTICAS FRESADORA DE CONTROL NUMÉRICO CELDA DE MANUFACTURA
Transcript of LABORATORIO DE MANUFACTURA - ugto.mx … · PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL...

LABORATORIO DE
MANUFACTURA
PRÁCTICAS
FRESADORA DE
CONTROL NUMÉRICO
CELDA DE MANUFACTURA

PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 1 -
MÁQUINAS DE CONTROL NUMÉRICO MÁQUINA FRESADORA
PRACTICA No. 1 PARTES DE LA MÁQUINA FRESADORA Y DEL TABLERO FRONTAL.
OBJETIVO GENERAL:
Identificar las partes principales de la máquina y del tablero de la misma.
TABLERO FRONTAL DE LA MÁQUINA.
Figura 1.-Tablero frontal de la máquina

PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 2 -
Figura 2.-Partes principales que constituyen la fresadora
Identifique las partes mostradas en la figura anterior físicamente en la máquina.
1. Identifique Perilla para controlar la velocidad del husillo (Spindle) en el tablero frontal de la
máquina. Esta perilla controla la velocidad de giro del husillo en forma independiente a la
determinada por el programa. Girando la perilla en el sentido de las manecillas del reloj se
incrementa la velocidad y en el sentido contrario se reduce.

PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 3 -
2. Identifique la Perilla para controlar la velocidad de avance (Feedrate) en el tablero frontal
de la máquina. Esta perilla controla la velocidad de avance de la herramienta en forma
independiente a la determinada por el programa. Girando la perilla en el sentido de las
manecillas del reloj se incrementa la velocidad y en el sentido contrario disminuye.
NOTA: En esta máquina, ambas perillas se encuentran deshabilitadas.
3. Ubique cual es el botón de paro de emergencia. Al presionar este botón se corta la energía
en los tres ejes y en el husillo. Este botón se usa cuando es necesario detener la máquina
súbitamente. El botón de paro de emergencia debe ser liberado antes de encender la
máquina. Para liberarlo se gira en sentido anti-horario mientras se jala hacia afuera.
4. Ubique el interruptor principal para encender la máquina. Para encender la máquina se
inserta la llave en la cerradura y se gira en el sentido de las manecillas del reloj.
5. Identifique la luz indicadora de encendido. Se oprime este botón para apagar la máquina
una ves que se haya terminado.
NOTA: Para apagar la máquina una vez que se haya terminado de trabajar, se presiona el
botón de paro de emergencia y luego el botón rojo de la luz indicadora de encendido.
PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 4 -
PRACTICA No. 2 SOFTWARE DE PROGRAMACION DE LA MÁQUINA FRESADORA
OBJETIVO GENERAL:
Conocer los pasos necesarios para ejecutar el software de la máquina fresadora.
Antes de la ejecución del software hay algunos puntos importantes que se deben considerar:
1. Libere el botón de paro de emergencia haciéndolo girar en sentido anti-horario mientras
lo jala hacia delante.
2. Introduzca la llave en la cerradura del interruptor principal y gírela en el sentido de las
manecillas del reloj. La luz indica que la máquina esta encendida.
Nota: Debe encender la máquina antes de iniciar el software. La máquina es el
mecanismo de seguridad del software.
3. El software puede ser ejecutado en el ambiente de Windows o libre de éste, desde el
sistema operativo MS - DOS, no hay ninguna ventaja o desventaja considerable que
pudiera presentarse en alguno de los dos ambientes (La práctica está orientada bajo
Windows).
4. Desactive el teclado numérico antes de iniciar el software (Num. Lock) para tener
disponibles las teclas de flechas o direcciones en esta parte del teclado.
INICIO DEL SOFTWARE DESDE WINDOWS.
Coloque el puntero del ratón sobre el icono de acceso directo y haga doble clic para empezar la ejecución del software desde Windows.
PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 5 -
PRACTICA No. 3 RECONOCIMIENTO DE LA INTERFACE DEL SOFTWARE
OBJETIVO GENERAL:
Conocer las partes que conforman la interface del programa de la máquina fresadora.
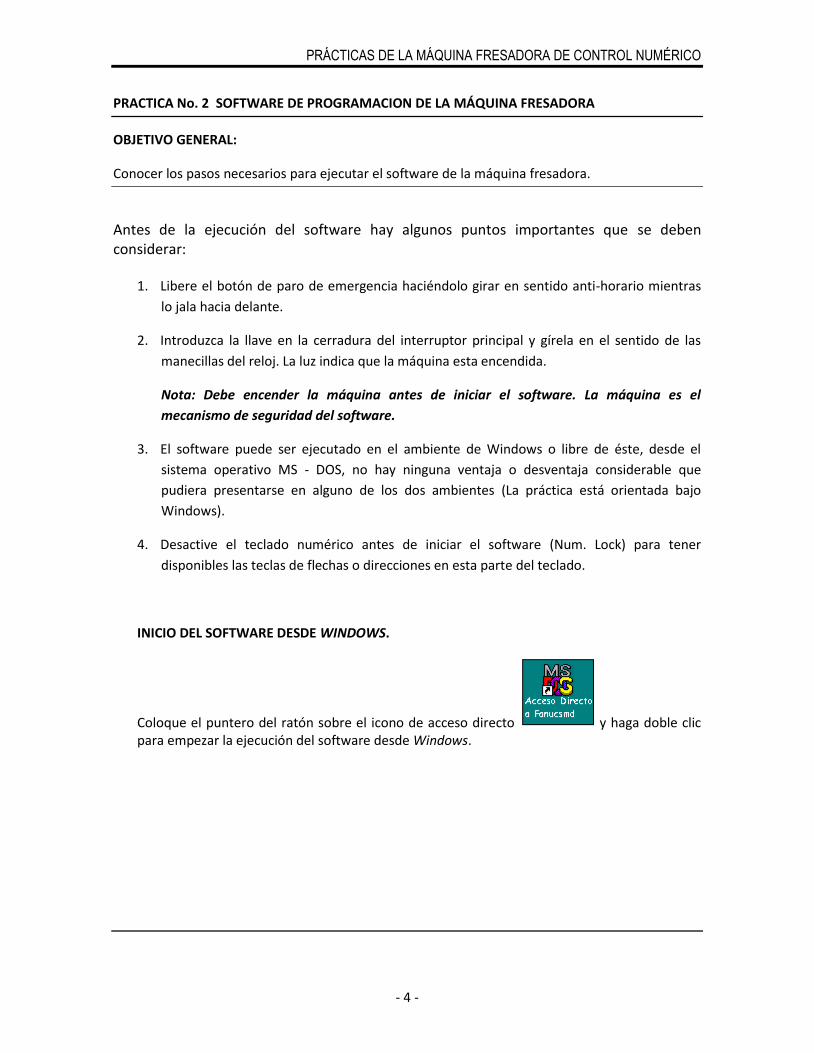
Al iniciar el software, aparece la pantalla principal para editar y simular (Edit and Simulate).
Como se muestra en la Figura 3, los componentes principales se describen enseguida:
Figura 3.- Pantalla principal.
Editor de CNC.
Es donde todos los programas son escritos y editados.
Ventana de simulación.
Toda simulación gráfica se muestra en esta parte de la pantalla. Las áreas grises representan el
material, se muestra una vista superior y una lateral. El área verde representa la mesa de trabajo.
Los valores de las coordenadas X, Y y Z se muestran cuando se simula un programa.
Ventana de simulación
EDITOR DE CNC
VENTANA DE
SIMULACIÓN Ventana del tutorial
Material
(Vista superior)
Mesa de
trabajo
Material
(Vista lateral)

PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 6 -
Ventana del tutorial.
La ventana de tutorial se usa para mostrar comentarios del programa.
Barra de título.
La barra de título muestra la siguiente información:
Programa y versión. Denford Fanuc Milling v 2.77
Unidades de medición. Si aparece la palabra imperial, el software esta en el sistema inglés (pulgadas), si aparece Metric el software está en el sistema métrico (mm). Es importante que las unidades sean acordes con el programa que se está trabajando.
Nota: Si se necesitan cambiar las unidades de medición, presione [F10] para entrar al Main
Menu, ubíquese en Settings y presiones ENTER, ahora desplácese a Micellaneous y presione
ENTER. En Global units presione ENTER hasta que aparezca Metric o Imperial, dependiendo de
qué unidades requiera.
Nombre del archivo de CNC. El nombre del archivo aparece aquí. Si el archivo no ha sido guardado aparece sin nombre (NONAME) en pantalla.
Lista de teclas para acceso rápido (Fast Key Strip).
Las teclas para acceso rápido se muestran en esta parte de la pantalla. Por ejemplo,
presionando la tecla [F1] abre la ventana de ayuda. La lista puede cambiar de acuerdo con las
operaciones.
DENFORD FANUC MILLING v2.77 Imperial NONAME
F1 help ctrl-F1 G/M help F2 save F3 load F9 simulate F10 main menu
Figura 4.-Barra de título.
Figura 5.-Teclas de acceso directo.

PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 7 -
Ventana de información.
Presionando [F5] aparece la ventana que se muestra en la Figura 6.
Esta ventana proporciona los siguientes datos respecto a un programa:
1) Autor del programa de CNC. 2) Directorio actual. 3) Programa de CNC. 4) Tamaño del programa de CNC. 5) Líneas en el programa de CNC. 6) Modificaciones en el programa de CNC. 7) Ultimo error / aviso. 8) Fecha y hora.
Denford Machine Tools
Birds Royd, Brighouse, West Yorkshire, UK.
Telephone 8484 712264, Copyright 1989 . . 1993.
CNC program author : A N other
Current directory : C:\DENFORD\DATA
CNC program : 12897.FNC
CNC program size : 6978 (maximum:65471)
CNC program lines : 493
CNC altered : No
Last error/warning :
Date & time: 22 Jan 2005 – 8 :18
Figura 6.-Ventana de información.

PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 8 -
PRACTICA No. 4 CREACIÓN DE UN PROGRAMA DE CNC PARA LA FRESADORA
OBJETIVO GENERAL:
Aprender el procedimiento para crear manualmente un programa de CNC.
Para escribir los datos en el editor:
1. Debe encontrase en la pantalla editar y simular (Edit and simúlate).
2. La información que escriba debe aparecer en la línea de edición como se muestra en la Figura 7.
Figura 7.- Escritura manual de un programa de CNC.
3. Para ingresar un comando presione la tecla insertar [Insert] después de que escriba cada código. Por ejemplo: G00 [Insert] X1.5 [Insert] Y1.5 [Insert].
4. Se presiona [Enter] para registrar un fin de bloque.
5. Se presiona [Insert] para insertar el carácter de fin de bloque (;).
6. En caso de cometer un error, desplácese entre los comandos con las teclas arriba y abajo. Para borrar se usa la tecla [Supr].
[ BILLET X4 Y2 .75 Z.25
LÍNEA DE EDICIÓN
PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 9 -
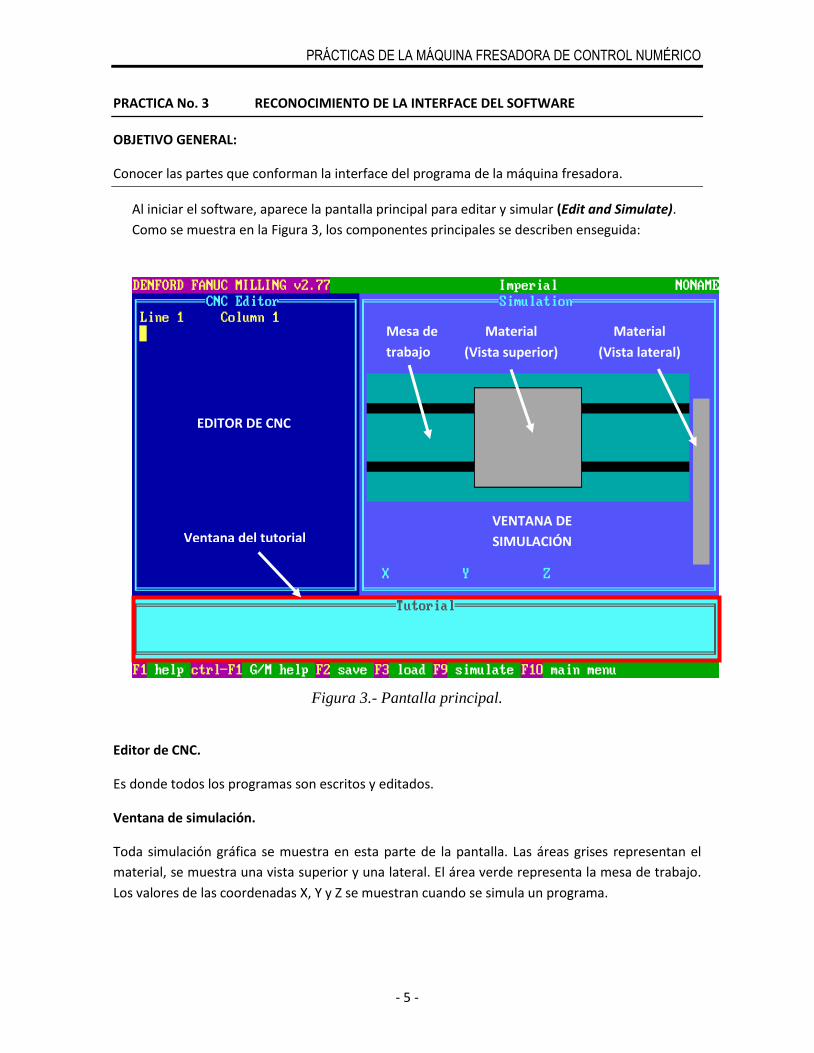
La Figura 8 muestra un ejemplo de un programa simple de CNC que fue escrito manualmente.
Figura 8.- Programa CNC.
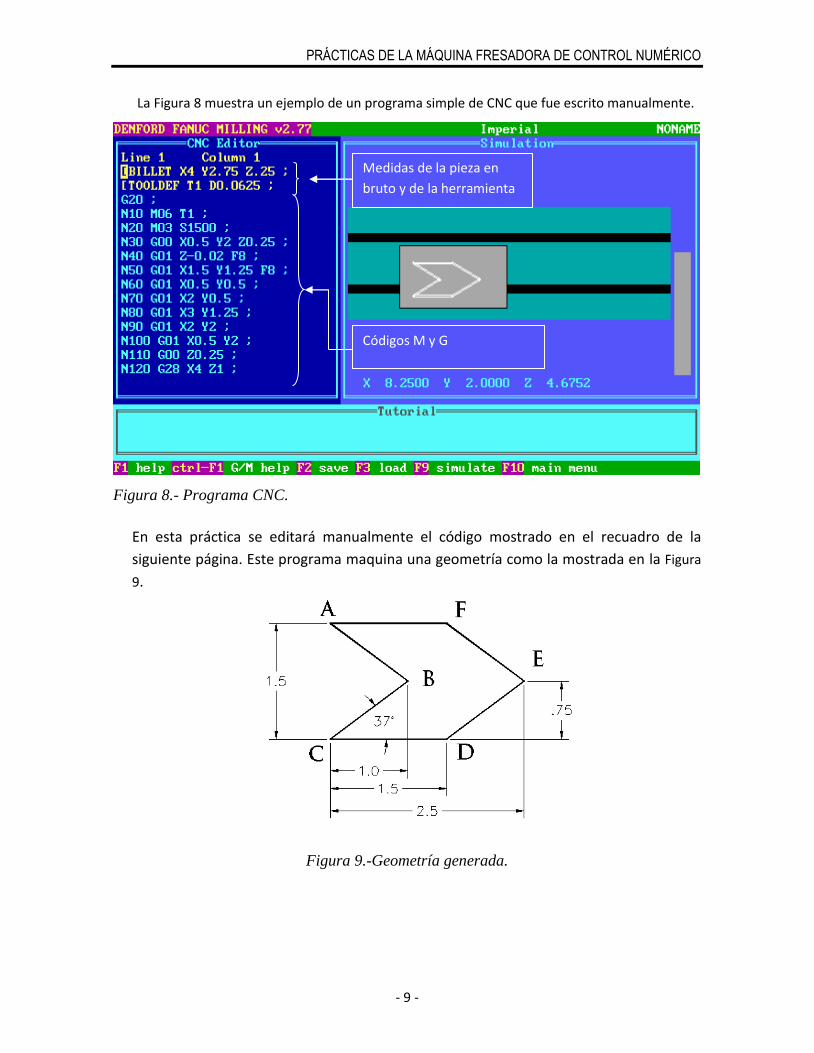
En esta práctica se editará manualmente el código mostrado en el recuadro de la
siguiente página. Este programa maquina una geometría como la mostrada en la Figura
9.
Figura 9.-Geometría generada.
Medidas de la pieza en
bruto y de la herramienta
Códigos M y G

PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 10 -
Material Aluminio
Rpm 1500
Avance 8 pulgadas / minuto (0.005” por revolución)
[BILLET X4 Y2.75 Z0.25; (Define el tamaño del material).
[TOOLDEF T1 D0.625; (Define la herramienta).
N10 G20; (Unidades en el sistema ingles, pulgadas).
N20 M06 T1; (Establecer la herramienta a utilizar, T1).
N30 M03 S1500; (Hacer girar el husillo en el sentido horario a 1500 rpm).
N40 G00 X0.5 Y2 Z0.25; (Movimiento rápido sin corte)
N50 G42; (Compensación del cortador a la derecha)
N60 G01 Z-0.02 F8; (Movimiento de corte con velocidad de avance de 8 pulg/min).
N70 G01 X1.5 Y1.25 F8;
N80 G01 X0.5 Y0.5;
N90 G01 X2 Y0.5;
N100 G01 X3 Y1.25;
N110 G01 X2 Y2;
N120 G01 X0.5 Y2;
N130 G00 Z0.25; (Movimiento rápido sin corte)
N140 G28 X4 Z1; (Llevar la herramienta al punto X4, Z1).
N150 M02; (Fin del programa).

PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 11 -
Para escribir el programa manualmente. Debe encontrarse en la pantalla editar y simular
(Edit and Simulate) del programa.
1.- Definir el tamaño del material
a) Presione la tecla hasta que la palabra [BILLET aparezca en la esquina inferior izquierda de la pantalla. Presione ahora la tecla [Insert].
b) Escriba X4, presione la tecla [Insert], escriba Y2.75, presione [Insert], escriba Z0.25 (no confunda cero con la letra o), presione [Insert].
c) Presione [Enter] y luego [Insert] La línea aparece como esta: [BILLET X4 Y2.75 Z0.25;
2.- Definir la herramienta a usar:
a) Presione la tecla hasta que la palabra [TOOLDEF aparezca. Presione [Insert]. b) Escriba T1, presione [Insert], escriba D0.625 presione [Insert]. Esta línea define la
herramienta 1 que tiene un diámetro de 0.625”. c) Presione [Enter] después [Insert].
La línea aparece como la siguiente: [TOOLDEF T1 D0.625;
3.- Seleccionar las unidades de medición (en este caso pulgadas).
a) Escriba N10 [Insert] G20 [Insert] b) Presione [Enter] [Insert]
La línea aparece como la siguiente: N10 G20;
4.- Indicar al programa que va a usar la herramienta 1.
a) Escriba N20 [Insert] b) Escriba M06 [Insert] c) Escriba T1 [Insert] d) Presione [Enter] [Insert]
La línea aparece como esta: N20 M06 T1;
5.- Establecer la velocidad del husillo (rpm)
a) Escriba N30 [Insert] b) Escriba M03 [Insert] S1500 [Insert] c) Presione [Enter] [Insert]
La línea aparece como esta: N30 M03 S1500;
PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 12 -
6.- Mover la herramienta a la posición para realizar el primer corte en el punto A.
a) Escriba N40 [Insert] b) Escriba G00 [Insert] X0.5 [Insert] Y2 [Insert] Z0.25 [Insert] c) Presione [Enter] [Insert]
La línea aparece como esta: N40 G00 X0.5 Y2 Z0.25;
7.- Establecer Compensación a la derecha del cortador
a) Escriba N50 [Insert]
b) Escriba G42 [Insert]
c) Presione [Enter] [Insert]
La línea aparece como esta: N50 G42;
8.- Mover la herramienta para penetrar dentro del material especificando la velocidad de avance
a) Escriba N60 [Insert] b) Escriba G01 [Insert] Z-0.02 [Insert] F8 (No es la tecla [F8]) [Insert] c) Presione [Enter] [Insert]
La línea aparece como esta: N60 G01 Z-0.02 F8;
9.- Empezar a cortar el contorno. Mover la herramienta con velocidad de avance al punto B
a) Escriba N70 [Insert] b) Escriba G01 [Insert] X1.5 [Insert] Y1.25 [Insert] F8 [Insert] c) Presione [Enter] después [Insert]
La línea aparece como esta: N70 G01 X1.5 Y1.25 F8;
10.- Mover la herramienta con velocidad de avance al punto C.
a) Escriba N80 [Insert] b) Escriba G01 [Insert] X0.5 [Insert] Y0.5 [Insert] c) Presione [Enter] [Insert]
La línea aparece como esta: N80 G01 X0.5 Y0.5;
11.- Mover la herramienta con velocidad de avance al punto D.
a) Escriba N90 [Insert] b) Escriba G01 [Insert] X2 [Insert] Y0.5 [Insert] c) Presione [Enter] [Insert]
La línea aparece como esta: N90 G01 X2 Y0.5;

PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 13 -
12.- Mover la herramienta con velocidad de avance al punto E.
a) Escriba N100 [Insert] b) Escriba G01 [Insert] X3 [Insert] Y1.25 [Insert] c) Presione [Enter] [Insert]
La línea aparece como esta: N100 G01 X3 Y1.25;
13.- Mover la herramienta con velocidad de avance al punto F.
a) Escriba N110 [Insert] b) Escriba G01 [Insert] X2 [Insert] Y2 [Insert] c) Presione [Enter] [Insert]
La línea aparece como esta: N110 G01 X2 Y2;
14.- Mover la herramienta con velocidad de avance, al punto A para completar el contorno.
a) Escriba N120 [Insert] b) Escriba G01 [Insert] X0.5 [Insert] Y2 [Insert] c) Presione [Enter] [Insert]
La línea aparece como esta: N120 G01 X0.5 Y2;
15.- Ahora el contorno esta completo. Retirar la herramienta del material.
a) Escriba N130 [Insert] b) Escriba G00 [Insert] Z0.25 [Insert] c) Presione [Enter] [Insert]
La línea aparece como sigue: N130 G00 Z0.25;
16.- Mover la herramienta lejos del material hasta tener suficiente espacio para retirar la pieza de
trabajo.
a) Escriba N140 [Insert] b) Escriba G28 [Insert] X4 [Insert] Z1 [Insert] c) Presione [Enter] [Insert]
La línea aparece como esta: N140 G28 X4 Z1;
17.- Fin del programa.
a) Escriba N150 M02 [Insert]. b) Presione [Enter] [Insert].
La línea aparece como esta: N150 M02;

PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 14 -
18.- Para guardar el archivo, siga estos pasos
a) Presione [F10]. b) Ir a Archivos de CNC (CNC files) con las flechas del teclado y presione [Enter]. c) Ir a Guardar como (Save as) y presione [Enter]. d) Escriba el nombre del archivo (solo pueden ser números) y presione [Enter] y dos veces
[Esc].
19.- Para simular el programa. Siga estos pasos.
a) Use la tecla [Page Up] para regresar el cursor al inicio del programa. b) Presione la tecla [F9]. c) Trasladarse hasta Correr el programa (Run Program) y presione [Enter].
PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 15 -
PRACTICA No. 5 ENVIO DE LA MÁQUINA A POSICION DE INICIO (HOME)
OBJETIVO GENERAL:
Conocer el procedimiento de enviar la máquina a posición de inicio (HOME).
Cuando se envía la máquina a la posición de inicio, esta coloca en cero los ejes X, Y y Z. Para hacer
esto realice los siguientes pasos:
1. Presione las teclas [Alt] + [H] aparecen las coordenadas en las que esta ubicada la máquina.
2. Presione la tecla [Z] para enviar a la posición de inicio el eje Z. 3. Presione la tecla [Y] para enviar a la posición de inicio el eje Y. 4. Presione la tecla [X] para enviar a la posición de inicio el eje X.
En la pantalla debe indicar las coordenadas para el CERO MÁQUINA: X+8.2500 Y+4.0000 Z+6.5000
Nota: Es importante que primero lleve a la posición de inicio el eje Z, con esto evita que pueda
golpear el cortador con la pieza o con alguna de las partes de la máquina.

PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 16 -
PRACTICA No. 6 MONTAR LA PIEZA
OBJETIVO GENERAL:
Aprender a utilizar el dispositivo de sujeción de la máquina montando una pieza sobre la prensa.
El montaje de la pieza de trabajo se realiza con la ayuda del Teach Pendant, la fresadora viene
equipada con una prensa neumática, montada sobre su mesa, la dimensión máxima que abren las
mordazas de la prensa es de 76 mm (3”), el cilindro neumático es controlado por medio la salida 6
del controlador, para abrirla o cerrarla siga estos pasos:
1.- Encender el compresor (Tablero C-6 Fuerza 2) y abrir la toma de aire al interior del salón.
2.- Encienda el robot 2, active sus ejes y llévelo a HOME. Desde el menú principal del Teach
Pendant presione la tecla [SCROLL] una vez para desplazarse al menú paralelo que contiene la
opción prueba (TEST).
F1 F2 F3 F4
F1 F2 F3 F4
3.- Presione [F2] TEST para pasar al menú prueba (TEST).
F1 F2 F3 F4
MAIN MENU 1 JNT
STA PROG TCH RUN
MAIN MENU 2 JNT
PAR TEST JOG
TEST MENU
INP OUT LIMS ENC
PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 17 -
4.- Presione [F2] OUT nuevamente para ver las salidas conectadas al controlador.
F1 F2 F3 F4
5.- Presione la tecla [NEXT] cinco veces hasta que aparezca la salida número 6 en la pantalla del
Teach Pendant.
F1 F2 F3 F4
6.- Presione la tecla [F1] ON para abrir la prensa y colocar la pieza de trabajo o [F2] OFF para
cerrar la prensa y sujetar la pieza.
OUTPUTS #1
ON OFF
OUTPUTS #6
ON OFF
PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 18 -
PRACTICA No. 7 UBICAR LA POSICION DE CERO PIEZA
OBJETIVO GENERAL:
Conocer la forma de localizar el origen en la pieza de trabajo (offsets).
Para establecer la compensación (Offset).
Una vez que ha realizado lo siguiente:
Montar el cortador.
Montar la pieza de trabajo.
Encender la máquina y llevarla a HOME.
1. Presione las teclas [ALT] + [J]. Aparece la pantalla JOG. Escriba M03 y de ENTER para encender el husillo, ahora escriba S600 y de ENTER para hacerlo girar a 600 rpm. lo anterior se hace como una medida preventiva en caso de que el cortador se aproxime a la pieza de trabajo.
2. En la parte inferior de la pantalla, aparece “continuo” (CONTINUOS), de no ser así, presione las teclas [ALT] + [J] hasta que el modo correcto aparezca en pantalla.
3. La máquina debe estar en la posición de HOME, de no ser así, presione las teclas [ALT]+H y lleve la máquina a inicio, primero el eje Z y después X y Y en cualquier orden. Hecho lo anterior tecle [ALT]+J para regresar a la ventana de JOG.
a) Presione la tecla [F9] para ver el menú CONTROL, vaya ahora a editar la compensación (edit offsets) La tabla de compensaciones aparece en pantalla. Usando las teclas de flechas, resalte X, presione la tecla [X] en su teclado y escriba el valor de 0. Presione [Enter] para aceptar el valor.
b) Usando las teclas de flechas, resalte Y, presione la tecla [Y] en su teclado y escriba el valor de 0. Presione [Enter] para aceptar el valor.
c) Usando las teclas de flechas, resalte Z, presione la tecla [Z] en su teclado y escriba el valor de 0 mostrado a la izquierda de la pantalla. Presione [Enter] para aceptar el valor.
d) Presione la tecla [Esc] para salir de esta ventana

PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 19 -
4. Ahora es el momento de establecer el CERO PIEZA. Primero se configura lo que será el origen para X y Y. Siga estos pasos:
e) Mueva el cortador a la esquina inferior izquierda de la pieza de trabajo como se muestra en la Figura 10, NO toque la parte superior de la pieza de trabajo, use las teclas para movimiento de los ejes mostradas enseguida para alcanzar esta localización.
Para mover el eje X use las teclas [] y [].
Para mover el eje Y use la teclas [] y [].
Para mover el eje Z use las teclas [Re Pag] y [Av Pag].
Puede mantener presionada la tecla [5] en el teclado numérico mientras mueve los ejes para hacer más rápido el movimiento.
Figura 10.-Colocación del cero pieza para los ejes X y Y
f) Una vez que el cortador esta en la esquina inferior izquierda, presione [F9].
g) Haga resaltar editar la compensación (edit offsets) y presione [Enter].
h) La tabla de compensaciones aparece en pantalla. Usando las teclas de flechas, resalte X, presione la tecla [X] en su teclado y escriba el valor de X mostrado a la izquierda de la pantalla. Presione [Enter] para aceptar el nuevo valor.
i) Usando las teclas de flechas, haga resaltar Y, presione la tecla [Y] y escriba el valor de Y mostrado a la izquierda de su pantalla. Presione [Enter] para aceptar el nuevo valor.

PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 20 -
j) Presione [ESC] para salir del menú. Si los valores de X y Y son correctos, el valor de
0.0000 es mostrado en pantalla para X y Y, (no se preocupe del valor de Z en este momento). Si los valores que aparecen son diferentes de 0.0000 vea “editando las compensaciones de la herramienta” (“Editing Tool Offsets”).
NOTA: Cuando se trabaja en una máquina fresadora CNC, es necesario establecer el origen en la pieza de trabajo, hasta el momento hemos establecido X y Y. Una de la ventaja de trabajar con máquinas CNC, es el hecho de que es posible cambiar de herramienta, pero cada una de estas herramientas tiene distinta altura, por lo que es necesario registrar la altura de cada una de ellas.
5. Para registrar la altura de la herramienta 1 (Tool 1). Siga estos pasos:
k) Usando las teclas de dirección de los ejes, mueva el cortador hasta que toque
ligeramente la superficie de la pieza de trabajo como se muestra en la Figura 11. No se preocupe respecto a la localización de los ejes X y Y.
Figura 11.-Colocación del cero pieza para el eje Z.
l) Presione [F9], haga resaltar editar la compensación (edit offsets) y presione [Enter].
m) La tabla de compensaciones (offset) aparece en pantalla. Haga resaltar Herramienta 1 (Tool 1), presione [Z] y escriba el valor de Z que aparece a la izquierda de la pantalla. Presione [Enter] para aceptar el nuevo valor.
n) Presione la tecla [ESC]. El valor de Z en pantalla es 0.0000. Si no es así, revise “editando las compensaciones de la herramienta” (“Editing Tool Offsets”). Cuando haya establecido las compensaciones puede apagar el husillo.

PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 21 -
6. Para guardar el archivo con las compensaciones, siga estos pasos: o) Presione [F9], seleccione guardar compensaciones (Save offsets) y presione
[Enter]. p) Escriba un nombre de archivo (sólo números) y presione [Enter]. El nombre de
archivo puede contener sólo números y no debe exceder de 8 dígitos (puede ser el mismo nombre que se le dio al código CNC). El software asigna la extensión .FAO al archivo.
Su archivo de compensaciones esta ahora establecido y guardado. Es preferible que envíe la máquina de nuevo a la posición de inicio (el eje Z primero). Ahora puede cargar algún archivo de CNC y maquinar la pieza. Es recomendable guardar las compensaciones (.FAO) y los archivos de CNC (.FNC) en el mismo directorio.
Recuerde, antes de maquinar una pieza, se debe establecer un archivo de compensación
de la herramienta o cargar un archivo existente. La extensión asignada a todos los archivo es .FNC.
En caso de que se tenga un error en los valores ingresados para la compensación de la
herramienta siga los siguientes pasos para editar y corregir:
1. Presione las teclas [Alt] + [J] para entrar al modo JOG. 2. Presione [F9]. 3. Haga resaltar Editando las compensaciones (Editing offsets) y presione [Enter]. 4. En la pantalla aparece la tabla de compensaciones. Antes de editar un valor en particular,
debe poner el eje Z en un valor diferente de cero. Para hacer esto haga resaltar X, Y o Z, presione las teclas X, Y o Z, y escriba 0 (cero). Presione [Enter] para registrar el valor de cero. Por ejemplo, si necesita editar el valor de Y, haga resaltar Y, presione la tecla [Y], escriba cero, y presione [Enter].
5. Presione la tecla [Esc] para borrar de pantalla la tabla de offset. 6. Ahora que ha borrado los valores de offset que necesita cambiar, puede escribir los
nuevos valores. Presione [F9], haga resaltar editando compensaciones (Edit offsets), y presione [Enter].
7. Escriba los nuevos valores siguiendo el procedimiento mostrado anteriormente en el paso 4.
8. Para guardar los cambios, siga estos pasos: a) Presione [F9]. b) Haga resaltar Save offsets y presione [Enter]. c) Escriba un nuevo nombre de archivo (sólo números) o elija el un nombre de
archivo existente. d) Presione [Enter] para guardar el archivo.
PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 22 -
PRACTICA No. 8 VERIFICAR QUE LA MÁQUINA HAYA ALMACENADO CORRRECTAMENTE EL CERO
PIEZA
OBJETIVO GENERAL:
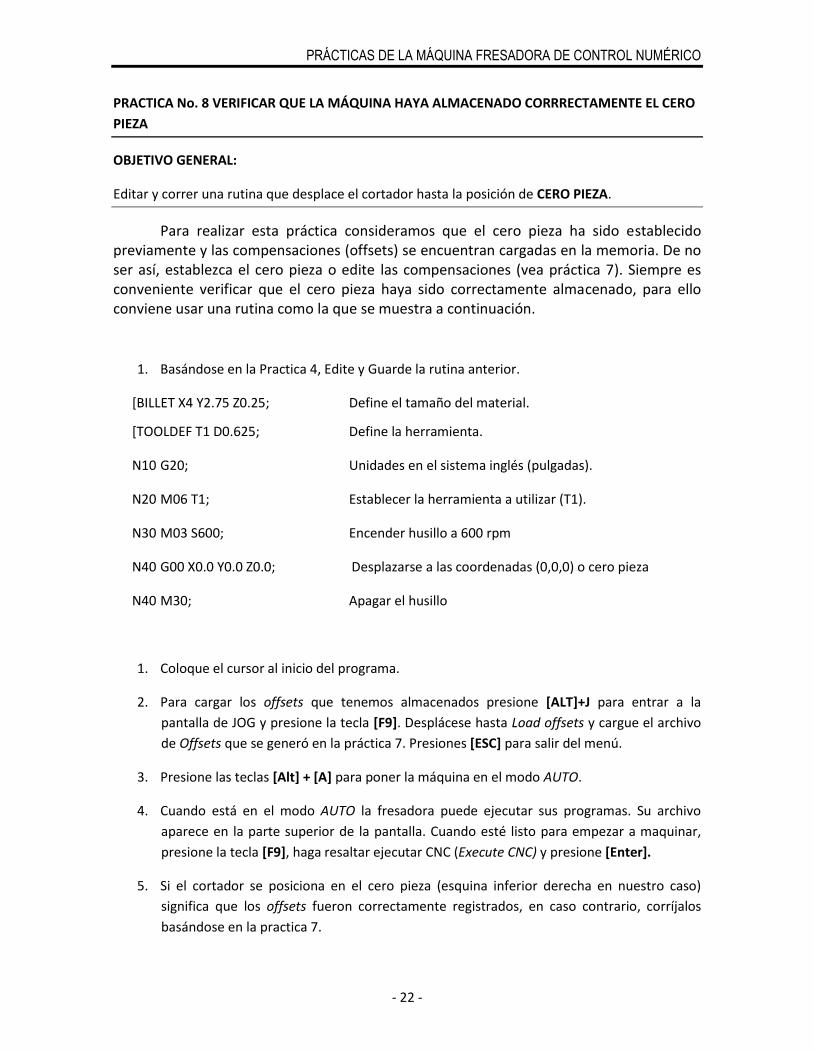
Editar y correr una rutina que desplace el cortador hasta la posición de CERO PIEZA.
Para realizar esta práctica consideramos que el cero pieza ha sido establecido previamente y las compensaciones (offsets) se encuentran cargadas en la memoria. De no ser así, establezca el cero pieza o edite las compensaciones (vea práctica 7). Siempre es conveniente verificar que el cero pieza haya sido correctamente almacenado, para ello conviene usar una rutina como la que se muestra a continuación.
1. Basándose en la Practica 4, Edite y Guarde la rutina anterior.
[BILLET X4 Y2.75 Z0.25; Define el tamaño del material.
[TOOLDEF T1 D0.625; Define la herramienta.
N10 G20; Unidades en el sistema inglés (pulgadas).
N20 M06 T1; Establecer la herramienta a utilizar (T1).
N30 M03 S600; Encender husillo a 600 rpm
N40 G00 X0.0 Y0.0 Z0.0; Desplazarse a las coordenadas (0,0,0) o cero pieza
N40 M30; Apagar el husillo
1. Coloque el cursor al inicio del programa.
2. Para cargar los offsets que tenemos almacenados presione [ALT]+J para entrar a la
pantalla de JOG y presione la tecla [F9]. Desplácese hasta Load offsets y cargue el archivo
de Offsets que se generó en la práctica 7. Presiones [ESC] para salir del menú.
3. Presione las teclas [Alt] + [A] para poner la máquina en el modo AUTO.
4. Cuando está en el modo AUTO la fresadora puede ejecutar sus programas. Su archivo
aparece en la parte superior de la pantalla. Cuando esté listo para empezar a maquinar,
presione la tecla [F9], haga resaltar ejecutar CNC (Execute CNC) y presione [Enter].
5. Si el cortador se posiciona en el cero pieza (esquina inferior derecha en nuestro caso)
significa que los offsets fueron correctamente registrados, en caso contrario, corríjalos
basándose en la practica 7.

PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 23 -
PRACTICA No. 9 MÁQUINAR LA PIEZA
OBJETIVO GENERAL:
Aprender la manera de maquinar una pieza en la máquina fresadora.
Antes de maquinar una pieza, verifique que las siguientes actividades han sido realizadas:
La máquina encendida.
La pieza y la herramienta han sido montadas.
El archivo de CNC esta cargado y revisado.
El cursor, en la pantalla de edición, se encuentra al inicio del programa.
Las compensaciones de la herramienta han sido establecidas, cargadas y verificadas.
La máquina esta en la posición de HOME.
Notas para maquinar una pieza.
Es muy importante que en su programa el husillo empiece a girar antes de maquinar una pieza. El no hacerlo puede provocar que se rompa la herramienta, daños a la pieza de trabajo y al equipo.
Ponga cuidado y esté atento cuando el cortador entra en contacto por primera vez con la pieza de trabajo. Si ve que el cortador empieza a cortar en una localización o a una profundidad no deseada, detenga el programa. Si el programa máquina incorrectamente, revise la compensación de la herramienta y el programa.
Es conveniente maquinar la superficie de la pieza con un pequeño corte para asegurar la planicidad de esta superficie.
1. En la pantalla editar y simular, cargar el programa desarrollado en la practica 4. 2. Verifique que el cursor esta al inicio del programa. 3. Cambiar de modo presionando las teclas [Alt] + [J]. Esto pondrá la máquina en el modo de
movimiento (JOG). 4. Presionar [F9] y en Load Offsets cargar los offsets generados en la practica 7. 5. Presione las teclas [Alt] + [A] para poner la máquina en el modo AUTO. 6. Cuando esta en el modo AUTO la fresadora puede ejecutar sus programas. Su archivo
aparece en la parte superior de la pantalla. Cuando este listo para empezar a maquinar, presione la tecla [F9], haga resaltar ejecutar CNC (Execute CNC) y presione [Enter].
Si desea parar el maquinado, presione la tecla [ESC] en el teclado; o el botón de paro de
emergencia en la máquina, al usar éste recuerde que el sistema entero necesitará ser reiniciado.
Recuerde liberar el botón de paro antes de encender la máquina nuevamente.
Sugerencia: Emplee la tecla [ESC] para detener el maquinado sin bloquear la fresadora y la
computadora.
PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 24 -
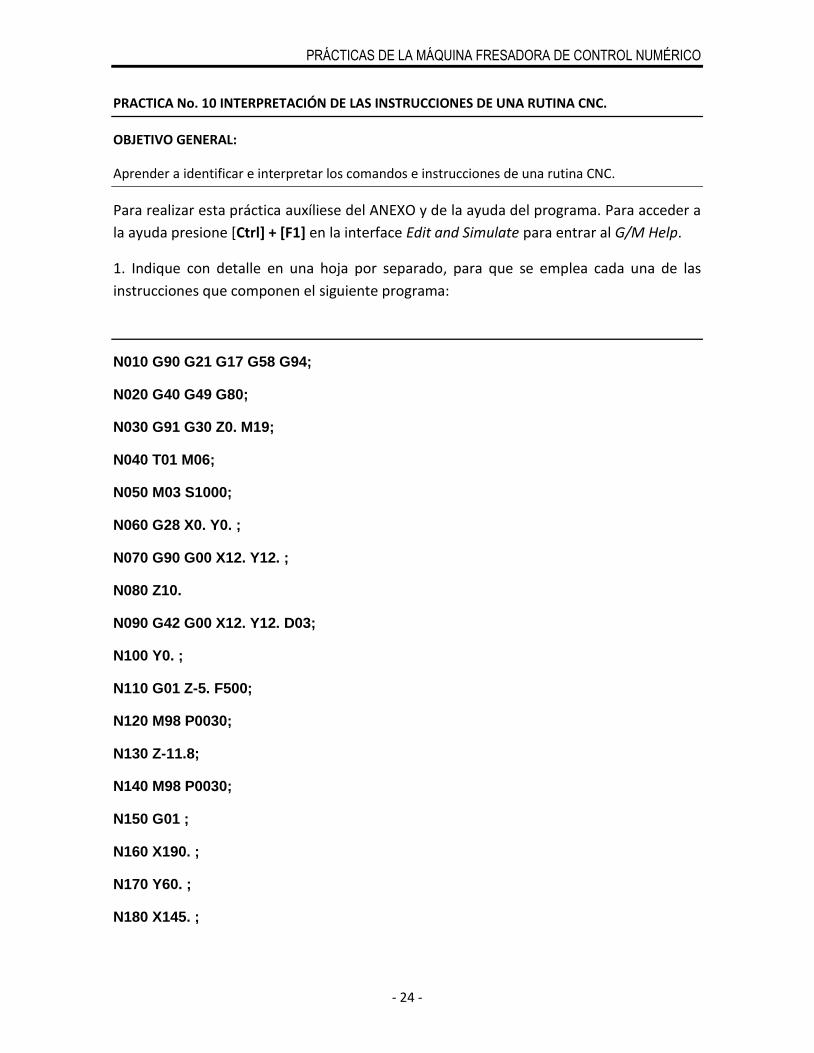
PRACTICA No. 10 INTERPRETACIÓN DE LAS INSTRUCCIONES DE UNA RUTINA CNC.
OBJETIVO GENERAL:
Aprender a identificar e interpretar los comandos e instrucciones de una rutina CNC.
Para realizar esta práctica auxíliese del ANEXO y de la ayuda del programa. Para acceder a
la ayuda presione [Ctrl] + [F1] en la interface Edit and Simulate para entrar al G/M Help.
1. Indique con detalle en una hoja por separado, para que se emplea cada una de las
instrucciones que componen el siguiente programa:
N010 G90 G21 G17 G58 G94;
N020 G40 G49 G80;
N030 G91 G30 Z0. M19;
N040 T01 M06;
N050 M03 S1000;
N060 G28 X0. Y0. ;
N070 G90 G00 X12. Y12. ;
N080 Z10.
N090 G42 G00 X12. Y12. D03;
N100 Y0. ;
N110 G01 Z-5. F500;
N120 M98 P0030;
N130 Z-11.8;
N140 M98 P0030;
N150 G01 ;
N160 X190. ;
N170 Y60. ;
N180 X145. ;

PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 25 -
N190 Y45. ;
N200 X45. ;
N210 Y60. ;
N220 X0. ;
N230 Y0. ;
N240 G40 G00 Z50. ;
N250 M05;
N260 G91 G30 Z0. M19;
N270 M30;

PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 26 -
ANEXO. CODIGOS G Y M PARA LA FRESADORA DENFORD
CODIGOS G.
G00 Posicionamiento rápido (sin corte).
G01 Interpolación lineal (avance y corte)
G02 Interpolación circular en el sentido de las manecillas del reloj
G03 Interpolación circular en el sentido contrario a las manecillas del reloj.
G04 Paro temporizado
G20 Sistema imperial de unidades (pulgadas).
G21 Sistema métrico de unidades (milímetros)
G28 Regreso al punto de referencia o cero máquina.
G40 Cancelación de compensación del cortador
G41 Compensación del cortador a la izquierda
G42 Compensación del cortador a la derecha
G73 Barrenado por puntos
G80 Cancelación del ciclo de fabricación
G81 Ciclo de taladrado, perforación de marcado
G82 Ciclo de taladrado, contrataladrado
G83 Ciclo de taladrado, Peck
G84 Ciclo de machuelado
G85 Ciclo de barrenado #1
G86 Ciclo de barrenado #2
G87 Ciclo de barrenado #3
G89 Ciclo de barrenado #4
G90 Programación coordenadas absolutas
G91 Programación coordenadas incrementales
G92 Ajuste del punto cero del programa (Cero pieza)
G94 Avance en Ft/min
G95 Avance Ft/rev.
G98 Regreso al plano inicial
G99 Punto de retorno.
CODIGOS M.
M00 Paro del programa.
M02 Fin del programa
M03 Arranque del husillo en el sentido de las manecillas del reloj
M04 Arranque del husillo en el sentido contrario a las manecillas del reloj
M05 Paro del husillo
M06 Cambio de herramienta
M08 Encender la bomba del refrigerante
M09 Detener la bomba del refrigerante.
M10/11 Sujetar la pieza de trabajo (M10 abrir la prensa; M11 cerrarla)
M13 Refrigerante, giro del husillo en sentido de las manecillas del reloj.
PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 27 -
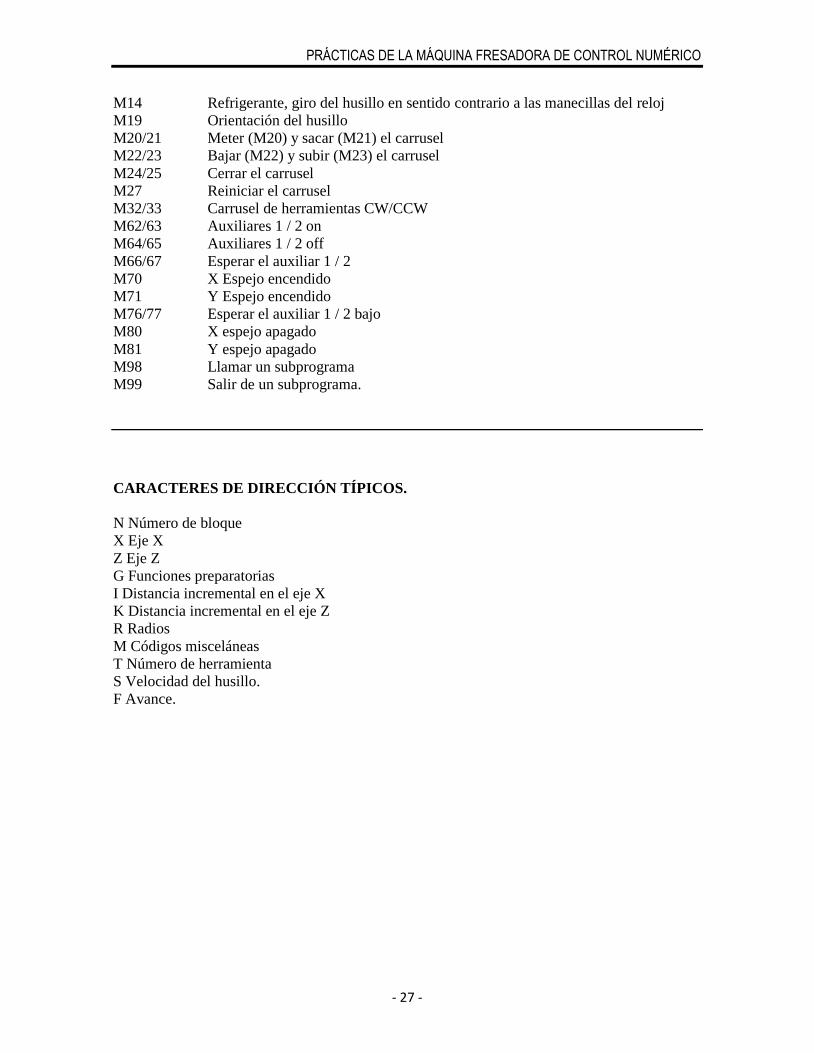
M14 Refrigerante, giro del husillo en sentido contrario a las manecillas del reloj
M19 Orientación del husillo
M20/21 Meter (M20) y sacar (M21) el carrusel
M22/23 Bajar (M22) y subir (M23) el carrusel
M24/25 Cerrar el carrusel
M27 Reiniciar el carrusel
M32/33 Carrusel de herramientas CW/CCW
M62/63 Auxiliares 1 / 2 on
M64/65 Auxiliares 1 / 2 off
M66/67 Esperar el auxiliar 1 / 2
M70 X Espejo encendido
M71 Y Espejo encendido
M76/77 Esperar el auxiliar 1 / 2 bajo
M80 X espejo apagado
M81 Y espejo apagado
M98 Llamar un subprograma
M99 Salir de un subprograma.
CARACTERES DE DIRECCIÓN TÍPICOS.
N Número de bloque
X Eje X
Z Eje Z
G Funciones preparatorias
I Distancia incremental en el eje X
K Distancia incremental en el eje Z
R Radios
M Códigos misceláneas
T Número de herramienta
S Velocidad del husillo.
F Avance.

PRÁCTICAS DE LA MÁQUINA FRESADORA DE CONTROL NUMÉRICO
- 28 -