Lab soldadura sin metal de aporte
25
1 CORDONES EN PLACA SIN USAR METAL DE APORTE Y CON FUSION DE BORDES Arley Stiven Caballero Sanabria Brayan Leonardo Rativa Cucanchon UNIVERSIDAD PEDAGÓGICA Y TECNOLÓGICA DE COLOMBIA FACULTAD DE INGENIERÍA ESCUELA DE METALURGIA TUNJA 2013
-
Upload
stiven-sanabria -
Category
Engineering
-
view
241 -
download
1
Transcript of Lab soldadura sin metal de aporte
1
CORDONES EN PLACA SIN USAR METAL DE APORTE Y CON FUSION DE
BORDES
Arley Stiven Caballero Sanabria
Brayan Leonardo Rativa Cucanchon
UNIVERSIDAD PEDAGÓGICA Y TECNOLÓGICA DE COLOMBIA
FACULTAD DE INGENIERÍA
ESCUELA DE METALURGIA
TUNJA
2013
2
CORDONES EN PLACA SIN USAR METAL DE APORTE Y CON FUSION DE
BORDES
ARLEY STIVEN CABALLERO SANABRIA
BRAYAN LEONARDO RATIVA CUCANCHON
ING. MONICA ISABEL MELGAREJO
UNIVERSIDAD PEDAGÓGICA Y TECNOLÓGICA DE COLOMBIA
FACULTAD DE INGENIERÍA
ESCUELA DE METALURGIA
TUNJA
2013
3
CONTENIDO
pág.
0. INTRODUCCIÓN…………………………………………..…………………………5
1. MARCO TEÓRICO ………………………………………………...…………6
1.1. SOLDADURA OXIACETILENICA ………….…………………….…............6
1.1.1. SEGURIDAD EN SOLDADURA OXIACETILENICA……………..…..…...6
1.2. EQUIPO BASICO PARA SOLDADURA OXIACETILENICA……..………8
1.2.1. INSTALACION DE LAS TUBERIAS CIRCULANDO O EN LINEA……….8
1.2.2. BREVE DESCRIPCION DE LOS EQUIPOS…………….……..……….…9
1.3. LA LLAMA OXIACETILENICA………………………………………………12
1.3.1. CLASES DE LLAMAS…………………………………………………………13
2. DESARROLLO EXPERIMENTAL…………………………...……..…………14
2.1. MATERIALES………………………………………………………………….14
2.2. EQUIPO…………..………………………………………….…….………...…14
2.3. PROCEDIMIENTO…………………………………………...…………….….14
3. CUESTIONARIO…………………………......…………….………………….15
4. CONCLUSIONES……………………………………………………………………..24
BIBLIOGRAFÍA……………………………………………………………………………25
4
RESUMEN
En esta práctica se describe cómo se maneja y se configura el equipo para soldar
platinas con soldadura oxiacetilénica, en el cual se toman dos platinas de acero a tope
punteándolas en cada esquina, luego esta se calienta hasta formar un charco, y
moviendo el soplete hacia adelante con una velocidad determinada a un ángulo
aproximadamente de 45º obtendremos un cordón de soldadura en el cual las platinas
son unidas con unas propiedades mecánicas determinadas.
PALABRAS IMPORTANTES: soldadura oxiacetilénica, cordón.
5
INTRODUCCIÓN
Dentro de la rama de soldadura es muy importante la soldadura oxiacetilénica en el cual debemos tener en cuenta muchos factores para así no tener accidentes dentro de la práctica.
Lo primero que debe tener en cuenta el soldador es tener todos los elementos de seguridad para aplicar cualquier tipo de soldadura, y tener los equipos de soldadura en un sitio adecuado para que no haya ningún tipo de accidente.
Luego el soldador debe escoger que tipo de boquilla va a usar, en el cual esta depende del tipo y espesor del material.
Posteriormente encender el equipo para así obtener los diferentes tipos de llama dentro de las cuales se encuentran.
Carburante
Oxidante
Neutra
En el caso de esta práctica, soldamos dos platinas de acero, el cual el tipo de llama a soldar es la neutra que es cuando la proporción de la salida de los gases está más o menos igual.
6
1. MARCO TEÓRICO
1.1 SOLDADURA OXIACETILENICA
1.1.1 SEGURIDAD EN SOLDADURA OXIACETILENICA
La seguridad en la soldadura oxiacetilénica es de vital importancia, debemos prestar
mucha atención al uso del equipo de seguridad y respetar las normas de seguridad en
forma obligatoria.
Seguridad personal.
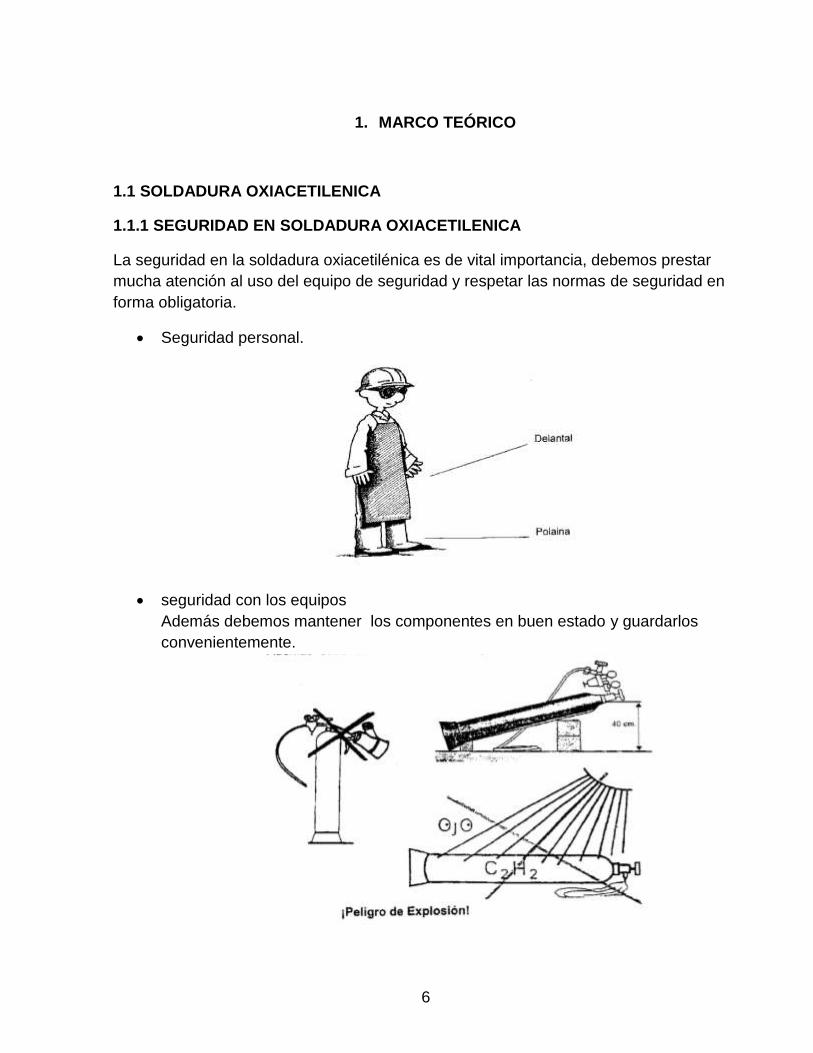
seguridad con los equipos
Además debemos mantener los componentes en buen estado y guardarlos
convenientemente.
7
¡Por estas razones!
Al utilizar el equipo para la soldadura se requiere el mismo cuidado que con un
instrumento de música.
8
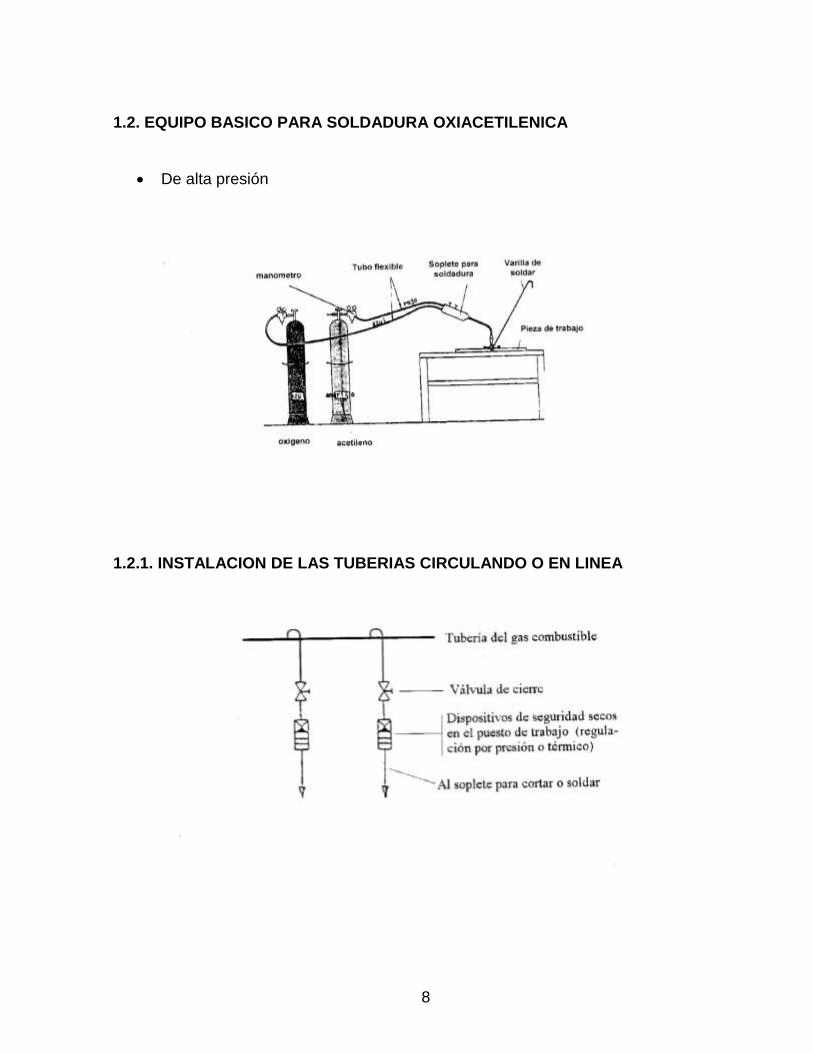
1.2. EQUIPO BASICO PARA SOLDADURA OXIACETILENICA
De alta presión
1.2.1. INSTALACION DE LAS TUBERIAS CIRCULANDO O EN LINEA
9
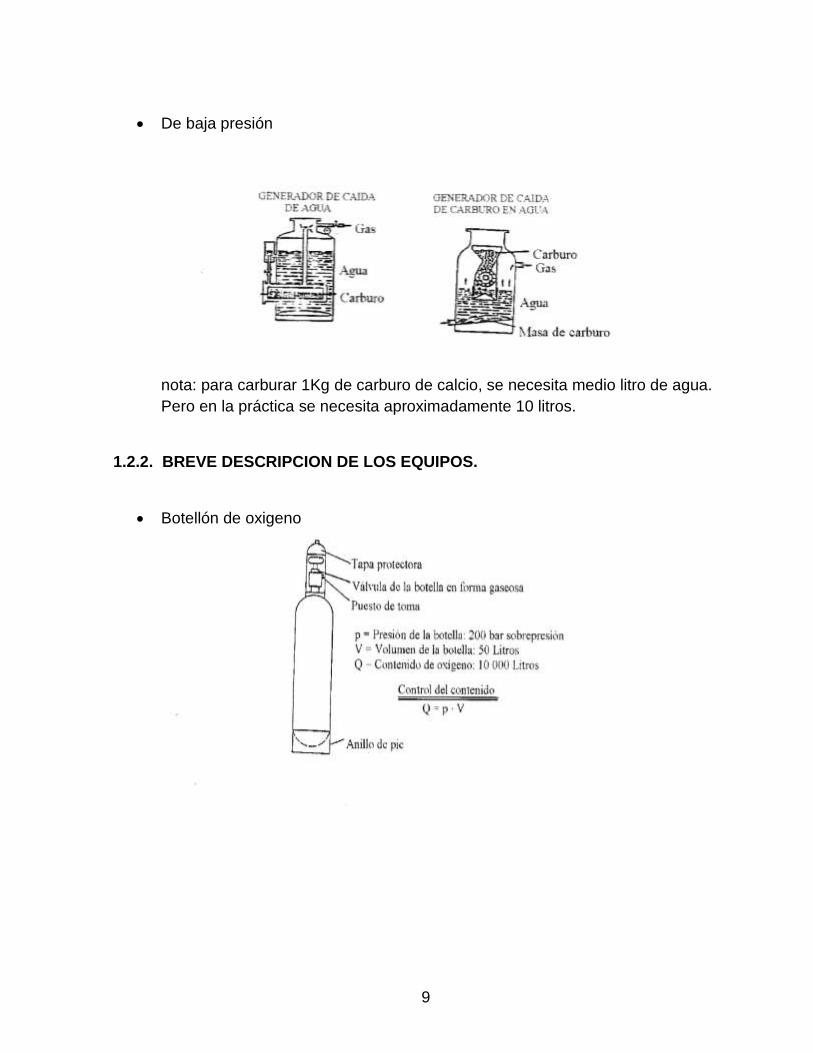
De baja presión
nota: para carburar 1Kg de carburo de calcio, se necesita medio litro de agua.
Pero en la práctica se necesita aproximadamente 10 litros.
1.2.2. BREVE DESCRIPCION DE LOS EQUIPOS.
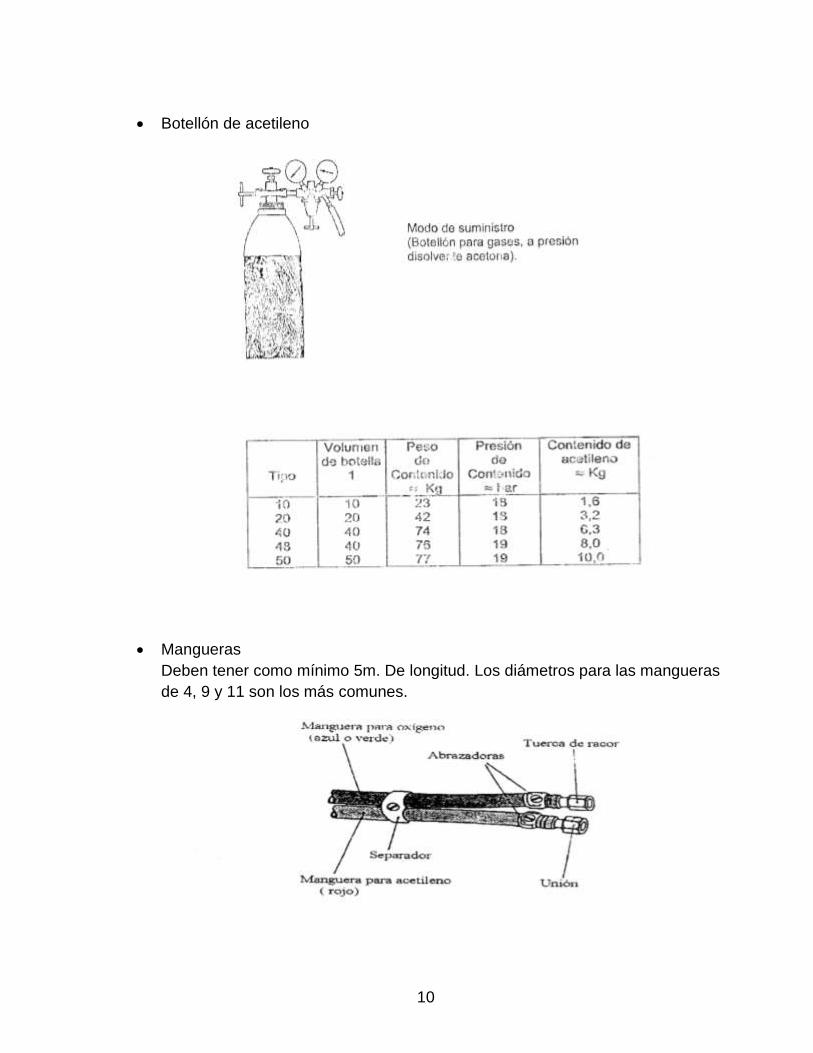
Botellón de oxigeno
10
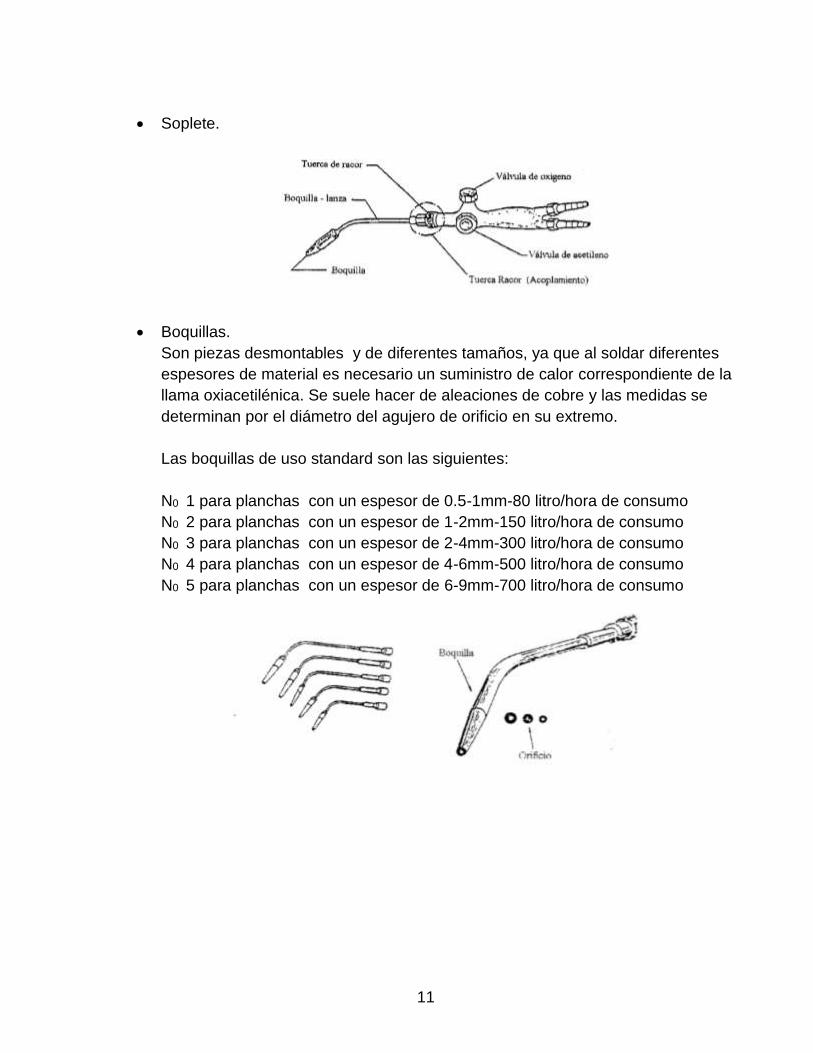
Botellón de acetileno
Mangueras
Deben tener como mínimo 5m. De longitud. Los diámetros para las mangueras
de 4, 9 y 11 son los más comunes.
11
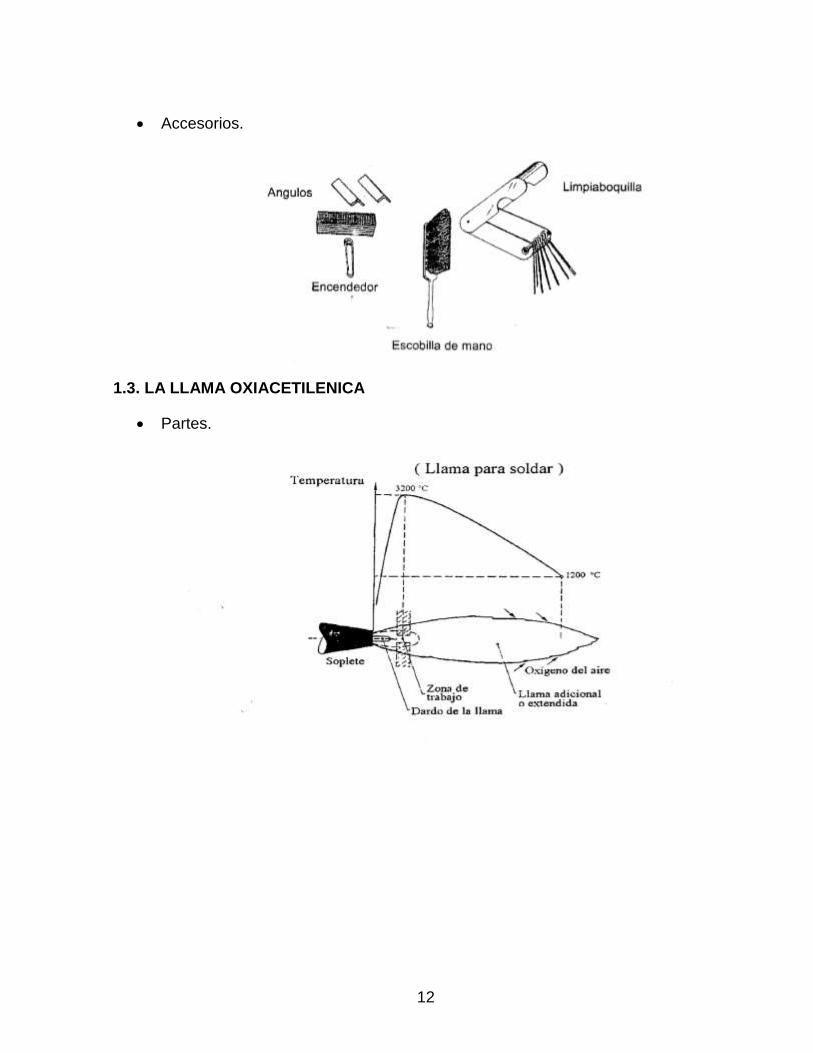
Soplete.
Boquillas.
Son piezas desmontables y de diferentes tamaños, ya que al soldar diferentes
espesores de material es necesario un suministro de calor correspondiente de la
llama oxiacetilénica. Se suele hacer de aleaciones de cobre y las medidas se
determinan por el diámetro del agujero de orificio en su extremo.
Las boquillas de uso standard son las siguientes:
N0 1 para planchas con un espesor de 0.5-1mm-80 litro/hora de consumo
N0 2 para planchas con un espesor de 1-2mm-150 litro/hora de consumo
N0 3 para planchas con un espesor de 2-4mm-300 litro/hora de consumo
N0 4 para planchas con un espesor de 4-6mm-500 litro/hora de consumo
N0 5 para planchas con un espesor de 6-9mm-700 litro/hora de consumo
12
Accesorios.
1.3. LA LLAMA OXIACETILENICA
Partes.
13
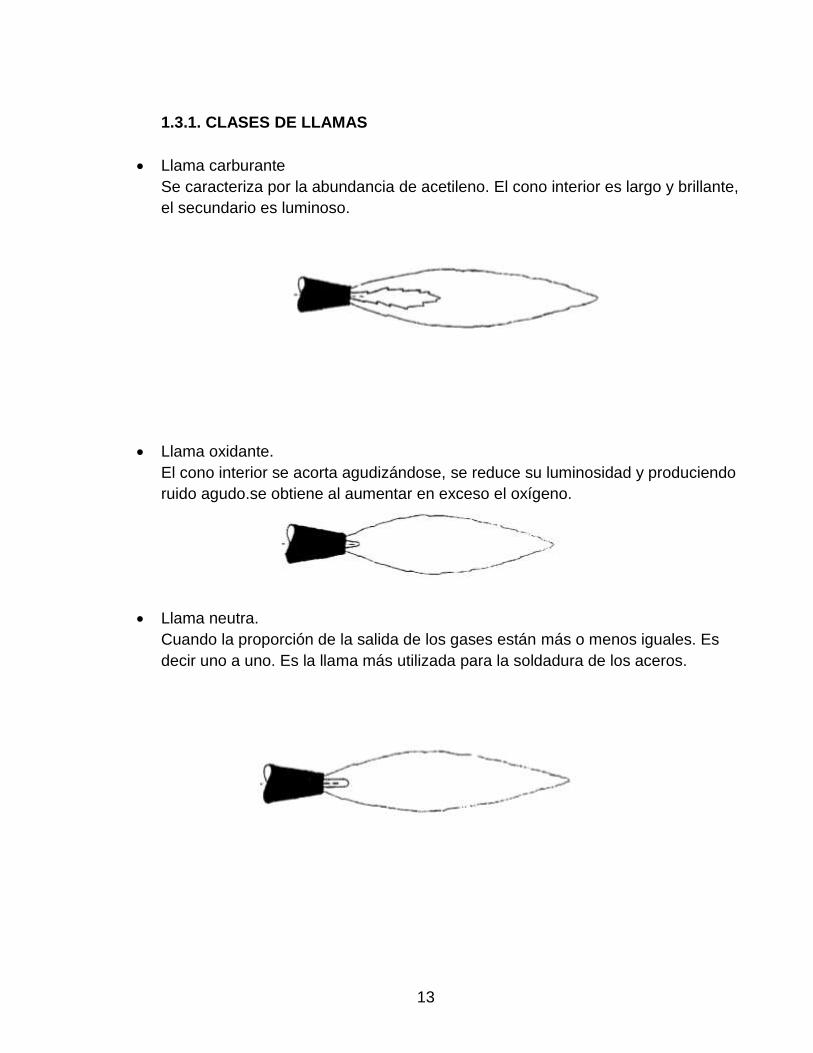
1.3.1. CLASES DE LLAMAS
Llama carburante
Se caracteriza por la abundancia de acetileno. El cono interior es largo y brillante,
el secundario es luminoso.
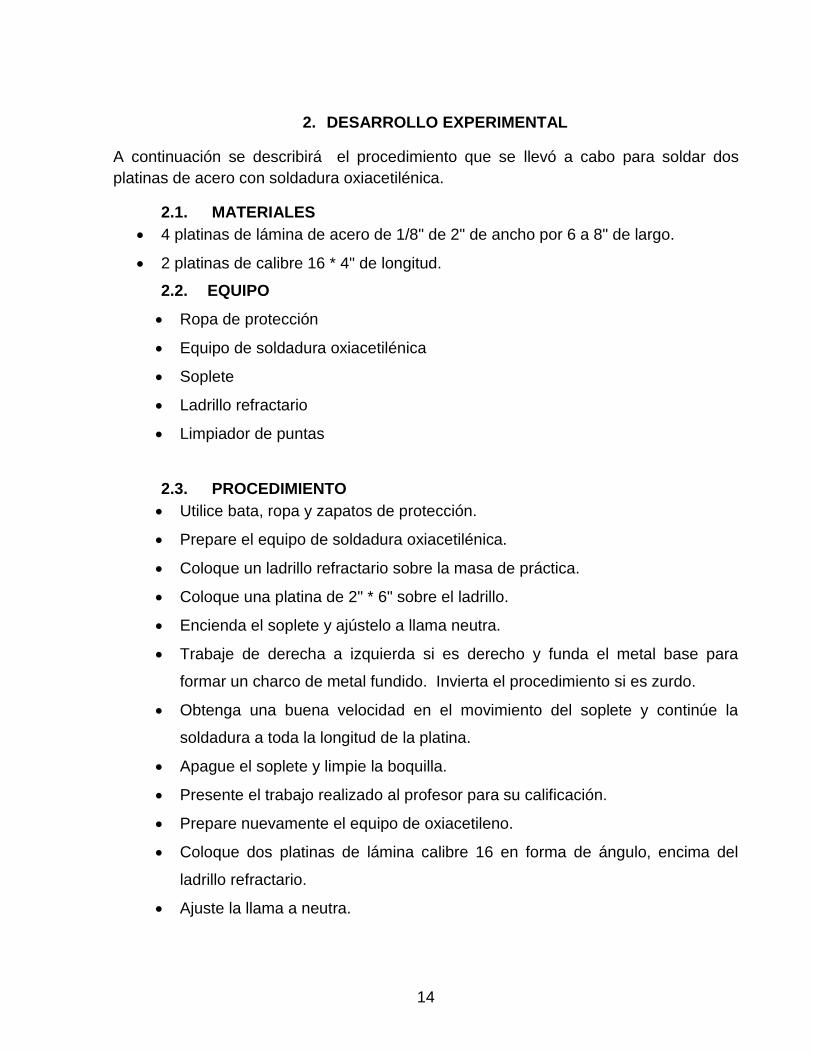
Llama oxidante.
El cono interior se acorta agudizándose, se reduce su luminosidad y produciendo
ruido agudo.se obtiene al aumentar en exceso el oxígeno.
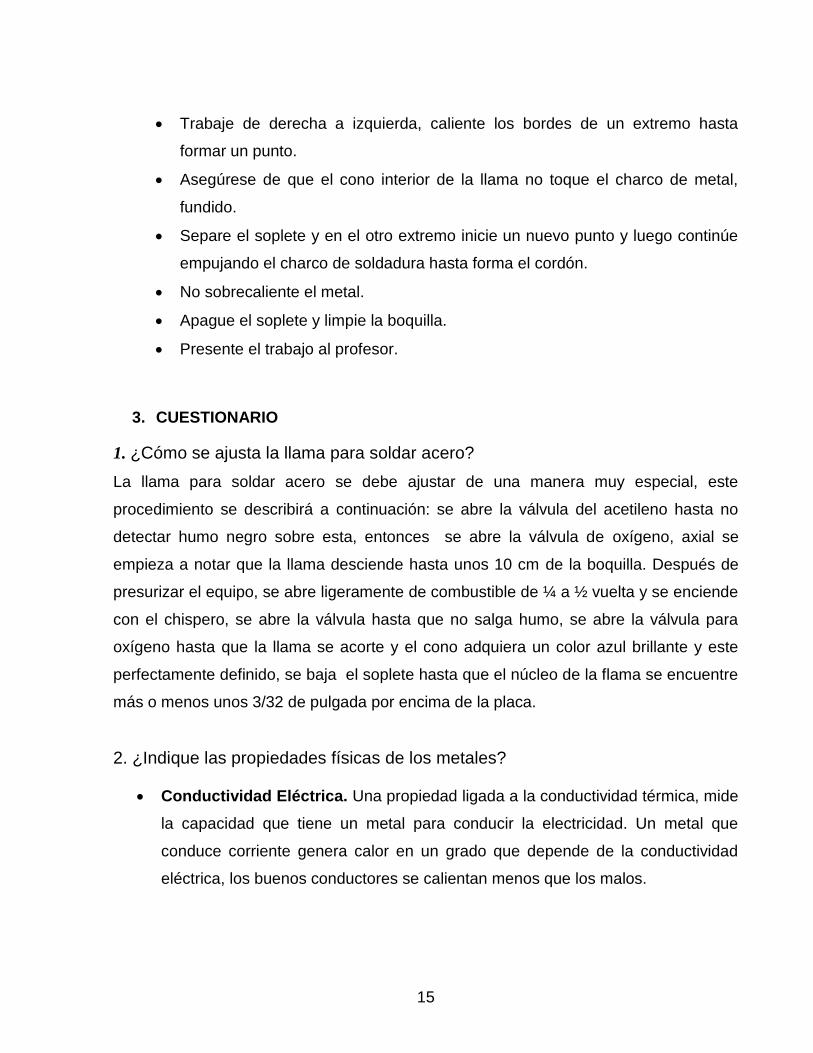
Llama neutra.
Cuando la proporción de la salida de los gases están más o menos iguales. Es
decir uno a uno. Es la llama más utilizada para la soldadura de los aceros.
14
2. DESARROLLO EXPERIMENTAL
A continuación se describirá el procedimiento que se llevó a cabo para soldar dos
platinas de acero con soldadura oxiacetilénica.
2.1. MATERIALES
4 platinas de lámina de acero de 1/8" de 2" de ancho por 6 a 8" de largo.
2 platinas de calibre 16 * 4" de longitud.
2.2. EQUIPO
Ropa de protección
Equipo de soldadura oxiacetilénica
Soplete
Ladrillo refractario
Limpiador de puntas
2.3. PROCEDIMIENTO
Utilice bata, ropa y zapatos de protección.
Prepare el equipo de soldadura oxiacetilénica.
Coloque un ladrillo refractario sobre la masa de práctica.
Coloque una platina de 2" * 6" sobre el ladrillo.
Encienda el soplete y ajústelo a llama neutra.
Trabaje de derecha a izquierda si es derecho y funda el metal base para
formar un charco de metal fundido. Invierta el procedimiento si es zurdo.
Obtenga una buena velocidad en el movimiento del soplete y continúe la
soldadura a toda la longitud de la platina.
Apague el soplete y limpie la boquilla.
Presente el trabajo realizado al profesor para su calificación.
Prepare nuevamente el equipo de oxiacetileno.
Coloque dos platinas de lámina calibre 16 en forma de ángulo, encima del
ladrillo refractario.
Ajuste la llama a neutra.
15
Trabaje de derecha a izquierda, caliente los bordes de un extremo hasta
formar un punto.
Asegúrese de que el cono interior de la llama no toque el charco de metal,
fundido.
Separe el soplete y en el otro extremo inicie un nuevo punto y luego continúe
empujando el charco de soldadura hasta forma el cordón.
No sobrecaliente el metal.
Apague el soplete y limpie la boquilla.
Presente el trabajo al profesor.
3. CUESTIONARIO
1. ¿Cómo se ajusta la llama para soldar acero?
La llama para soldar acero se debe ajustar de una manera muy especial, este
procedimiento se describirá a continuación: se abre la válvula del acetileno hasta no
detectar humo negro sobre esta, entonces se abre la válvula de oxígeno, axial se
empieza a notar que la llama desciende hasta unos 10 cm de la boquilla. Después de
presurizar el equipo, se abre ligeramente de combustible de ¼ a ½ vuelta y se enciende
con el chispero, se abre la válvula hasta que no salga humo, se abre la válvula para
oxígeno hasta que la llama se acorte y el cono adquiera un color azul brillante y este
perfectamente definido, se baja el soplete hasta que el núcleo de la flama se encuentre
más o menos unos 3/32 de pulgada por encima de la placa.
2. ¿Indique las propiedades físicas de los metales?
Conductividad Eléctrica. Una propiedad ligada a la conductividad térmica, mide
la capacidad que tiene un metal para conducir la electricidad. Un metal que
conduce corriente genera calor en un grado que depende de la conductividad
eléctrica, los buenos conductores se calientan menos que los malos.
16
Temperatura de Fusión. Es la temperatura a la cual el metal pasa del estado
sólido al estado líquido y en la que se forma el charco.
Conductividad Térmica. Es una medida de la capacidad que tiene un metal
para transmitir calor. Los metales que tienen una gran conductividad térmica
requieren más calor para soldar.
Magnetismo. La magnitud de la fuerza con que puede ser atraído un metal por
un imán depende de la permeabilidad magnética del metal, aunque algunos
metales no son magnéticos. El campo magnético de un metal puede provocar un
soplo del arco
Densidad. Se mide en unidades de masa por unidad de volumen.
Color. Cuando se raspa un metal y se expone su superficie limpia, a veces se
puede ver su color.
Dilatación Térmica. Cuando los metales son calentados, sus moléculas se
agrandan y cambian de forma, a esto se debe que los objetos metálicos de
expandan cuando reciben calor, la expansión térmica afecta todas las
estructuras soldadas.
Volátiles. Los metales son volátiles a alta temperatura.
3. ¿Indique las características mecánicas de los metales?
Dureza. Es la capacidad que tiene el metal de oponerse a la penetración de un
material más duro.
Tenacidad. Es la capacidad que tiene el metal para soportar una carga súbita sin
romperse, también se le conoce como resistencia al impacto.
Ductilidad. Es la propiedad que hace que un metal pueda estirarse, doblarse o
torcerse sin que se rompa o agriete.
17
Maleabilidad. Es la propiedad que tienen los metales de deformarse
permanentemente cuando se les comprime, forja, o lamina. Los metales más
dúctiles son también los más maleables.
Fragilidad. Es lo contrario a la maleabilidad, los metales frágiles no se deforman
cuando se les coloca una carga.
Resistencia a la Tracción. Es la propiedad que tiene un metal para soportar las
cargas de tracción o estiramiento.
Límite de Cadencia. Es el esfuerzo requerido para que el material se deforme
permanentemente.
Elasticidad. Es la capacidad que tiene un metal de volver a su forma original
después de que se ha retirado la carga.
4. ¿Cuáles son los esfuerzos o contracciones a que se someten los metales
cuando se calientan?
La soldadura es considerada como una microfundición en donde se presentan
contracciones drásticas que depende la composición química del metal que se suelde
está expuesta a calentamiento y enfriamiento disparejo, cuando un metal se calienta, se
dilata; y cuando uno se enfría, se contrae.
Generalmente las contracciones se presentan en forma longitudinal o transversal,
generalmente se presentan de dos formas diferentes:
La primera, al depositar un cordón de soldadura sobre la cara superior de una
plancha delgada y perfectamente, sin sujeción alguna, ésta doblará hacia arriba
en dirección al cordón, a medida que se enfría.
18
En la segunda, al soldar a tope dos planchas, sin sujeción, estas se curvarán
aproximadamente entre sí en sentido transversal debido al enfriamiento del
cordón de soldadura. Los esfuerzos o contracciones en el proceso de soldadura,
cuando los metales sufren calentamiento son:
Esfuerzos de Tracción: este ensayo de tracción se traduce porque es sometida
una fuerza sobre un área sobre una determinada superficie (área transversal)
antes de romperse. En los datos teóricos se presentan cristales puros en una
máxima resistencia longitudinal. Para este caso no existe una resistencia tan alta
debido a defectos de las estructuras cristalinas, que en realidad son conjuntos de
cristales, o debido a las impurezas que suelen estar presentes. Las resistencias
de este tipo son las más usadas a altas temperaras, se han conseguido
elaborando, con tratamientos controlados de calor, aleaciones de acero, que se
usan sobre todo para fabricar alambres.
Esfuerzos de cizallamiento: Estas son los esfuerzos que actúan en los planos
perpendiculares a los planos de los ejes, por lo general se presenta en
materiales poco dúctiles, al ser perpendiculares la fuerza aplicada es de 90º,
pero el mayor esfuerzo se va a presentar a los 45º.
Esfuerzos térmicos: estos se producen por el aumento de temperatura
generado por unión calentamiento excesivo del metal.
Esfuerzos residuales: estos son los que subsisten luego del enfriamiento y dan
origen a la mayoría de los problemas en las piezas soldadas. Los esfuerzos
19
residuales sólo ocurren en las piezas que han sido sometidas a calentamiento y
enfriamiento con gran diferencia de temperatura, como ocurre en la soldadura.
Esfuerzos de Compresión: Son aquellos esfuerzos en donde la fuerza aplicada
se encuentran en la dirección contraria a los esfuerzos de tracción y por lo tanto
producen desplazamientos contrarios y origina modificaciones contrarias a las de
los esfuerzos de tracción.
5. ¿Indique cuáles son las principales propiedades de resistencia de los metales
a la destrucción?
a. Corrosión.
b. Rotura
c. Tensión
d. Desgaste.
e. Fatiga
f. Deformación
6. ¿Por qué es importante no calentar una sección más que la otra al soldar entre sí
dos piezas?
No se debe calentar una sección a soldar más que otra porque si esto llega a
suceder la pieza que tenga la menor temperatura no se fundirá de la misma
manera que la pieza que si se calentó bien y no producirá una fusión común
formándose una falsa soldadura entre las dos piezas, con una baja penetración.
7. ¿Por qué se queman los gases para soldadura usando generalmente
oxígeno puro comercial?
Todos sabemos que el oxígeno del aire se encuentra acompañado de nitrógeno el
cual enrarece, o empobrece y enfría la llama haciendo necesaria una mayor
cantidad de oxígeno, mientras que el oxígeno industrial tiene el contenido de
nitrógeno al mínimo haciendo más eficiente el proceso, para lograr temperaturas
muy altas.
8. ¿Por qué deben usarse los cilindros de acetileno únicamente en posición
vertical?
La posición vertical de los cilindros de oxígeno y acetileno es porque la densidad
del gas es muy baja y además el acetileno debe almacenarse licuado en cilindros,
y para esto se usa acetona en además en su interior se encuentran paneles. Y si
se coloca el cilindro en una posición distinta a la vertical los paneles no
funcionaran adecuadamente y la acetona obstaculizara la salida del acetileno
produciendo salidas interrupciones.
21
9. ¿Cuáles son las 2 funciones básicas de los reguladores?
El propósito o función principal de un regulador es reducir una presión alta a
una presión de trabajo
Asegurar y dar un flujo de gas continuo y uniforme.
10. ¿Explique lo que se entiende por soldadura directa y soldadura en
retroceso?
La Soldadura Directa, En este método, el soplete se sitúa en un plano
perpendicular al de las chapas y con una inclinación de 45ª respecto al
cordón de soldadura. El soplete avanza regularmente de modo que se
asegure la fusión, sin efectuar movimientos transversales o giratorios. Por
este método es posible obtener en el reverso de la soldadura una
penetración regular en las chapas finas y gotas de penetración,
regularmente espaciadas, en las chapas medianas.
La Soldadura en Retroceso, consiste en depositar cordones en secuencia
longitudinal en dirección opuesta al desarrollo de la soldadura y es útil en
algunos casos, se reduce la deformación a un mínimo. Esta soldadura se
hace con base en incrementos cortos, es necesario alternar los cordones
de cada pasada para que sus puntos iniciales y finales no coincidan.
11. ¿Cuál es la diferencia entre los cilindros de oxígeno y los de acetileno? El cilindro de acetileno es más corto y más ancho que el de oxígeno, se hace en varias secciones, mientras el de oxigeno se hace en una sola pieza. Este cilindro está lleno de una mezcla de diferentes componentes que se disponen en forma de panal. El cilindro de acetileno posee rosca izquierda. Los cilindros de oxigeno son carcasas huecas, construidas especialmente para soportar la fuerte presión del gas que contienen, además poseen un sistema de rosca derecha, y este cilindro generalmente está pintado de color verde
22
12. ¿Por qué es necesario dar vuelta a la válvula de un cilindro de oxígeno hasta el final de la trayectoria cuando se abre el tanque? ¿Hasta dónde debe abrirse la válvula de un tanque de acetileno? ¿Por qué razón? Las válvulas deben ser purgadas para arrastrar toda materia extraña que pueda dañar el reductor. Si se presentan dificultades con la válvula se debe devolver el cilindro antes de ponerlo en servicio. No se debe intentar reparar las mismas. Abrir lentamente la válvula del cilindro y de preferencia no más de vuelta y media. Cerrarla luego de cada uso, dejando al menos 10 psi de presión remanente al agotarse el contenido.
13. ¿Qué sucedería a la presión de un cilindro si se almacenara a temperatura alta? ¿Por qué? Los cilindros de acetileno deben ser usados y almacenados en lugares secos, seguros y bien ventilados. Los techos, de haberlos, deben ser altos o de material incombustible. Los cilindros no deben ser colocados en las proximidades de hornos, fuentes potenciales de calor o de ignición. Los cilindros no deben exceder la temperatura de 52 °C.
14. Explique el funcionamiento del encendedor del soplete.
Estos son dispositivos que poseen un arrollamiento de alambres metálicos o una superficie suficientemente rugosa para que al raspar un metal (generalmente llamado piedra) dispuesto en un extremo de la pinza; se produzca chispa. Mantenga el aparato de encendido contra la boquilla del soplete con la cubeta del encendedor entre el soplete y usted. Encienda el aparato de encendido para crear la chispa que encenderá el gas en la boquilla del soplete.
15. ¿Cuál es la finalidad de los tapones-fusibles en los cilindros de gas?
Su finalidad es evitar el aumento de la presión interna, a valores que puedan producir el estallido del mismo. Para ello incluyen un fusible térmico de material eutéctico que funde a los 100°C de temperatura liberando la salida del gas. La novedad es la incorporación de un particular émbolo coaxial al fusible térmico que protege la deformación del mismo durante el uso normal del tanque y sus válvulas de carga y descarga.
16. ¿Cuáles son las medidas de seguridad más importantes que deben tomarse al soldar con gas?
No se debe engrasar los guantes, cuando se endurezcan, deben ser reemplazados.
23
El operador debe vestir ropas exentas de grasa. La ropa engrasada expuesta al oxígeno arde rápidamente. Si están rasgadas o deshilachadas facilitan aún más esta posibilidad.
En los trabajos en red, en los que sea posible una fuga de gas, situar cerca los elementos adecuados de extinción de incendios y de protección respiratoria, a punto para su utilización inmediata.
Nunca se debe encender el soplete con fósforos, con la llave de acetileno del soplete abierta el gas que sale de su pico puede formar mezcla explosiva en torno de la mano que tiene el fósforo.
El área donde se emplee el soplete debe ser bien ventilada para evitar la acumulación de las emanaciones.
24
4. CONCLUSIONES
El método de soldadura oxiacetilénica sin metal de aporte es muy bueno, ya
que si se cumplen los parámetros exigidos para la aplicación de la misma,
se producirá un cordón de características excepcionales, que muy difícil se
consiguen con otros métodos tradicionales.
Para aplicar un cordón de buenas características se debe cumplir con
ciertas condiciones como lo son la velocidad de aplicación del cordón, esta
no debe ser tan lenta pero no tan rápida y dependerá de dos factores
importantes: el primero es el grosor de la pieza a soldar, ya que si es muy
delgada la velocidad será demasiado alta para la aplicación del cordón, el
segundo parámetro será la potencia de llama si esta es muy baja entonces
la velocidad será muy baja.
Para realizar un buen cordón se debe practicar bastante hasta que pueda
correr un cordón recto, realizando movimientos en forma de ondulaciones
redondas, sin hoyos, y el ancho del cordón sea constante a todo lo largo del
mismo.
El tipo de llama que se expone para lograr realizar el cordón, es muy
importante en la aplicación de la soldadura ya que esta llama debe ser
neutra para lograr una buena unión entre los metales.
En algunos casos especiales se debe realizar un precalentamiento en la
superficie a soldar, dependiendo el material a soldar, pero se debe tener
cuidado de no exceder este precalentamiento para evitar daños en la pieza.
25
BIBLIOGRAFÍA
PENDER, A. James. Soldadura. Editorial MC Graw Hill. Colombia 1968.
JAMES A. PENDER, soldadura, Carvajal & CIA, 1971.
SCHIMPKE, Paul. HORN A., Hans. Tratado General de Soldadura. Tomo
II. Soldadura Eléctrica. Editorial Gustavo Gili S.A. Cuarta Edición. 1969.
W.J. PATTON, Ciencia y técnica de la soldadura. URMO s.a. ediciones,
1975.
D. SEFERIAN, P. CHEVENARD, las soldaduras, técnica y control,
ediciones URMO, s.a. 1965.