l-216-pr

of 20
description
petroleo
Transcript of l-216-pr
-
PDVSA N TITULO
REV. FECHA DESCRIPCION PAG. REV. APROB. APROB.
APROB. FECHAAPROB.FECHA
VOLUMEN 10
PDVSA, 1983
L216PR REVESTIMIENTOS REFRACTARIOS MONOLITICOSPARA HORNOS, CALDERAS Y CHIMENEAS
PARA APROBACION
Ral Prez Ramn RodrguezNOV.92 NOV.92
ESPECIFICACION DE INGENIERIA
NOV.92
ABR.96 L.T.1
0
REVISION GENERAL 20
22
E.J. A.N.
L.T.
MANUAL DE INGENIERIA DE DISEO
ESPECIALISTAS
-
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 1
.Men Principal Indice manual Indice volumen Indice norma
Indice1 ALCANCE 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 CODIGOS Y NORMAS APLICABLES 2. . . . . . . . . . . . . . . . . . . . . . . . 3 DOCUMENTACION EXIGIDA 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 DEFINICIONES 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Revestimiento de Capa Sencilla 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.2 Revestimiento Resistente a la Erosin 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.3 Revestimiento de Doble Capa 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.4 Revestimiento Reforzado con Fibra Metlica 5. . . . . . . . . . . . . . . . . . . . . . . . 4.5 Proyeccin o Proyectado (Gunning, Gunned) 5. . . . . . . . . . . . . . . . . . . . . . . 4.6 Corrida de Produccin 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.7 Lote (Batch) 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.8 Paleta de Refractario 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.9 Muestra de Refractario 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 MATERIALES Y EQUIPOS 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.4 Refractario 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.5 Anclajes 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 DISEO E INSTALACION 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.1 Diseo de Refractario 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.2 Diseo e Instalacin de Anclajes 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.3 Instalacin de Refractarios 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 PROCEDIMIENTOS DE CURADO Y SECADO / COCCION 11. . . . . 7.1 General 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.2 Refractarios de Liga Hidrulica 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.3 Materiales de Liga Qumica 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.4 Areas Reparadas en Revestimientos Viejos o Previamente Secados 13. . .
8 PROCEDIMIENTOS DE REPARACION 14. . . . . . . . . . . . . . . . . . . . . . . 9 FIGURAS 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 TABLAS 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
-
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 2
.Men Principal Indice manual Indice volumen Indice norma
1 ALCANCE1.1 Esta especificacin cubre los requerimientos obligatorios referentes a la
seleccin, instalacin, curado y secado de revestimientos monolticos parahornos, calderas y chimeneas. Esto incluye los materiales refractarios defraguado hidrulico o qumico, vaciados, proyectados y/o apisonados.
2 CODIGOS Y NORMAS APLICABLESCOVENIN 1966 Materiales Refractarios. Concretos Refractarios
(Moldeables). Preparacin de Probetas por Vaciado.COVENIN 1968 Materiales Refractarios. Concreto Refractarios
(Moldeables). Determinacin de la Consistencia.COVENIN 2338 Materiales Refractarios. Concretos (Moldeables)
Refractarios. Determinacin del Mdulo de Rotura aTemperatura Ambiente.
ASTM A569 Steel, Sheet and Strip. Carbon (0,15 maximumpercent), Hot Rolled Comercial Quality.
ASTM A576 Steel Bars, Carbon, Hot Wrought, Special Quality.Strip.
ASTM C109 Compression Cement Mortars (using 2 in. or 50 mmCube Specimens).
NOTA 1Los requerimientos de los fabricantes de refractarios sern seguidos en conjuntocon esta especificacin.
NOTA 2Se utilizar la ltima edicin de las normas indicadas.
3 DOCUMENTACION EXIGIDA3.1 La siguiente informacin relativa a las propiedades fsicas y qumicas, a las
temperaturas indicadas en la orden de compra, de los refractarios moldeables aser suministrados, deber ser presentada al usuario, por el contratista y/ofabricante:
3.1.1 Resistencia a la compresin en las condiciones de proyectado, vaciado y/oapisonado.
3.1.2 Mdulo de rotura.3.1.3 Cambio lineal permanente.
-
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 3
.Men Principal Indice manual Indice volumen Indice norma
3.1.4 Densidad en seco en las condiciones de proyectado, vaciado y/o apisonado.
3.1.5 Conductividad trmica en las condiciones de proyectado, vaciado y/o apisonado.
3.1.6 Cantidad de agua por peso del material para calificacin e instalacin de cada tipode refractario suministrado.
3.1.7 Prdida por erosin para los tipos 1, 2A, 2H, 3A y 3B.
3.1.8 Rango aceptable del ndice de trabajabilidad para los tipos 2A y 2H.3.1.9 Composicin Qumica.
3.1.10 Identificacin del cemento aglomerante de acuerdo con la marca del fabricantey las instrucciones de mezcla, tanto para el ensayo de calificacin como para lainstalacin.
3.1.11 La identificacin (listado) de las materias primas principales con las cuales sefabric el refractario.
3.1.12 Tipo de empaque para embarque. En el mismo debe venir impresa la fecha defabricacin.
3.1.13 Requerimientos del fabricante para el almacenaje.3.1.14 Mxima temperatura de trabajo continuo a largo plazo.3.1.15 Indicar si el material contiene o no adiciones de cualquier tipo de fibra no metlica
para acelerar el secado.
3.1.16 Hoja de informacin sobre precauciones de seguridad a ser tomadas durante elmanejo, mezclado, aplicacin, secado y disposicin final del producto despusde cumplida su vida til.
3.1.17 Resultado de los ensayos especializados no mencionados y que se requieran.
3.2 La siguiente informacin relativa a la instalacin de materiales refractarios, serpresentada al usuario, por el fabricante y/o contratista:
3.2.1 Procedimiento de aplicacin incluyendo el equipo que se utilizar.
3.2.2 Procedimiento de mezcla, incluyendo: equipos de medicin, secuencia, tiempo,necesidad de control de temperatura y medios para lograrlo.
3.2.3 Agua de prehumedecimiento y tiempo de envejecimiento para aplicacin conproyeccin neumtica.
3.2.4 Detalles de diseo, materiales de construccin, mtodo de montaje y desmontajede las formaletas para aplicacin por vaciado.
-
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 4
.Men Principal Indice manual Indice volumen Indice norma
3.2.5 Tipo, tamao y mtodo de agarre de los vibradores para aplicacin por vaciado.3.2.6 Requerimientos y provisin de control ambiental y proteccin personal.3.2.7 Mtodos de curado.3.2.8 Diseos esquemticos detallados del ensayo de maqueta propuesto para
demostrar la aceptabilidad del material para cada instalacin.3.2.9 Calificacin del personal que utilizar durante la aplicacin.
3.3 La siguiente informacin relativa a los procedimientos de secado, serpresentada por el contratista al usuario.
3.3.1 Las tasas de incremento de temperatura y las temperaturas y tiempos depermanencia recomendados.
3.3.2 Mtodos de control de temperatura.
3.4 El fabricante de cualquier equipo con refractario moldeable instalado, serresponsable por su proteccin durante el transporte hasta el sitio de la obra. Elfabricante proveer al usuario para su aprobacin, el estado de coccin y lasinstrucciones de embarque que incluyan detalles de cualquier estructura parasoportar el revestimiento aplicado.
3.5 Los procedimientos de soldadura e inspeccin para los anclajes sernsuministrados por el contratista al usuario para su aprobacin antes de comenzarla instalacin.
4 DEFINICIONES4.1 Revestimiento de Capa Sencilla
Consiste en un revestimiento compuesto por una sola capa de refractariomoldeable con o sin sistema de anclaje.
4.2 Revestimiento Resistente a la ErosinEs una capa de material refractario resistente a la erosin retenido en mallahexgonal o con anclajes individuales y reforzados con fibras metlicas.
4.3 Revestimiento de Doble CapaConsiste de una capa de refractario moldeable aislante, protegido por una capasuperficial de moldeable resistente a la erosin o al ataque qumico. La capasuperficial puede estar soportada por anclajes tipo Y o V o retenida en mallahexagonal.
-
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 5
.Men Principal Indice manual Indice volumen Indice norma
4.4 Revestimiento Reforzado con Fibra MetlicaConsiste de un refractario moldeable que contiene aproximadamente entre 50 y80 kg de fibra metlica (agujas) por m3 de moldeable (3 a 5 lb por pie3) en lamezcla, o de 3 a 5% en peso en base seca.
4.5 Proyeccin o Proyectado (Gunning, Gunned)Se refiere al mtodo de instalacin de revestimientos refractarios moldeables,utilizando proyeccin neumtica.
4.6 Corrida de ProduccinSe refiere a la cantidad de refractario preparada en una operacin contnua deun da.
4.7 Lote (Batch)Es la cantidad de refractario que ha sido preparada en cada operacin de mezcla.Para refractarios de 2 componentes, el ms pequeo de ellos fijar el tamao dellote.
4.8 Paleta de RefractarioEs la cantidad de material que ha sido colocada en una paleta de embarque.
4.9 Muestra de RefractarioEs la cantidad de material requerido para fabricar el nmero apropiado demuestras de ensayo, especificado para cada tipo de moldeable.
5 MATERIALES Y EQUIPOS5.1 Las proposiciones del fabricante para usar materiales, espesores y sistemas de
anclajes o mtodos de instalacin diferentes a los especificados en esta norma,debern ser suministrados por el contratista al usuario para su aprobacin almomento de ser generadas.
5.2 En el caso que lo requieran, el agua potable a utilizar deber contener menos de:250 ppm (250 ml/g) de cloruros; menos de 300 ppm de Ca++ o Mg++; menos de500 ppm de Fe+++ y menos de 200 ppm de SO4--. El total de las impurezas debeser menor o igual a 1000 ppm. Debe estar a una temperatura entre 5 y 30C ytener un pH entre 5,8 y 8,6. Debe estar almacenada en un recipiente limpio.
5.3 Los equipos y herramientas que se empleen para la preparacin deben estarlibres de impurezas y contaminacin. Todo residuo de preparaciones anterioresdebe ser eliminado..
-
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 6
.Men Principal Indice manual Indice volumen Indice norma
5.4 Refractario5.4.1 Los materiales con liga a base de silicato de calcio (cemento Portland) no debern
ser usados.5.4.2 Las proposiciones para usar refractarios con liga a base de silicato de sodio o
potasio deben ser sometidas a la aprobacin del usuario.5.4.3 Las propiedades fsicas y qumicas de los refractarios para cada sistema de
revestimiento debern estar de acuerdo con las mostradas en la Tabla 1.5.4.4 Un material refractario moldeable de liga hidrulica empacado, debe ser instalado
dentro de los 6 meses siguientes a los ensayos de aceptacin o dentro de los 3meses siguientes a los ensayos de recalificacin.
5.4.5 Un material refractario de liga qumica deber ser instalado dentro de los 3 mesessiguientes a los ensayos de calificacin y dentro de las 24 horas siguientes a losensayos de recalificacin.
5.4.6 Ningn refractario deber contener asbesto o aditivos con asbesto.
5.5 Anclajes5.5.1 La seleccin de los materiales se basa en las temperaturas segn lo siguiente:
Mxima temperatura permisible en el
extremo del anclaje (1) Material aceptable (2)
F C
1100 590 Acero al Carbono con 0,3% en peso decarbn mximo
1600 870 Acero inxidable austentico 18% Cr 8% Ni (Tipo 304)
2000 1100Acero inxidable austentico 25% Cr 20% Ni (Tipo 310) o aleacin800 H.
>2000 >1100 Cermicos
NOTAS:1. Para la seleccin de materiales se considera que la temperatura del anclaje
es la misma que la del refractario en el extremo del anclaje.2. Los materiales austenticos deben ser suministrados e instalados bajo la
condicin de tratamiento de recocido de solucin completa.
-
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 7
.Men Principal Indice manual Indice volumen Indice norma
5.5.2 Las proposiciones alternas de anclajes deben se sometidas por el contratista ala aprobacin del usuario.
5.5.3 Cuando se utilice fibra metlica (agujas) como refuerzo sta deber ser de acerosegn el tipo de atmsfera como se establece en la Tabla 1.
5.6 Limitaciones de material. Exposicin en ambientes de sulfuro y vanadio.
5.6.1 Cuando el contenido de azufre y vanadio en los combustibles quemados estentre los lmites dados a continuacin se deben seguir las siguientesinstrucciones:
Contenido en el combustible quemado
Restricciones del material
Otros requerimientos delrevestimiento
0,5% en peso de azufre 1. La concentracin total dealcalis, hierro y MgO en elagregado debe ser menor de15%.
2. La cara caliente debe ser deun moldeable semiliviano ode mayor densidad.
3. El aglutinante debe ser uncemento alminoclcico.
4. Los anclajes de acero alcarbono estn prohibidos.
Debe aplicarse un recubrimientoprotector al metal (carcasa) enlos pisos, paredes y zonas deconveccin para evitar corrosincida, excepto para los sistemasdescritos en el punto 5.6.4.
>400 ppm (mg/Kg) devanadio (incluyendo Na).
1. La cara caliente debe ser deun material pesado o denso.
2. El contenido total de Al2O3debe ser de 40% mn. con nomenos de 40% de Al2O3 en elagregado.
3. El contenido de slice debeser 35% mx.
5.6.2 Cuando los hornos y calderas incluyan en su diseo el lavado de los tubos enservicio, los materiales de la cara caliente deben ser semidensos o de mayordensidad.
5.6.3 Para prevenir corrosin cida en la carcasa metlica se deben usarrecubrimientos de una resina isoftlica reforzada con fibra de vidrio. Lapreparacin de la superficie y la aplicacin del recubrimiento debe ser de lasiguiente manera:
a. Preparacin de Superficie: limpieza por chorro de abrasivo a metal blanco.(SSPCSP6)
-
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 8
.Men Principal Indice manual Indice volumen Indice norma
b. Aplicacin: 2 capas, 1 mm (40 mils) de espesor total de la capa seca.NOTA: Cualquier otro recubrimiento para proteccin de la carcasa metlica contra la
corrosin cida debe ser sometido por el contratista al usuario para suaprobacin.
5.6.4 Los sistemas con revestimientos refractarios que no requieren capa protectora,aun cuando el combustible quemado contenga 0,5 % en peso o ms de azufre,son los siguientes:
a. Revestimiento de doble capa, donde la cara caliente es un material semidensoo de mayor densidad y no menor de 75 mm (3 pulg.) de espesor.
b. Revestimientos de moldeables semidensos o de mayor densidad con respaldode fibra cermica, donde el espesor del moldeable sea mayor de 100 mm(4 pulg.).
c. Revestimiento de capa sencilla, donde el material tiene una densidad despus deinstalado y secado no menor de 950 kg/m3 (60 lb/pie3), un espesor mnimo de 75mm (3 pulg.) y est en contacto directo con el metal (carcasa).
6 DISEO E INSTALACION6.1 Diseo de Refractario
6.1.1 Siempre que se use el material dentro de las limitaciones de esta especificacin,pueden aplicarse capas sencillas o mltiples en cualquier seccin del horno,caldera o chimenea.
6.1.2 Revestimientos de doble capaa. El espesor mnimo del material de cara caliente debe ser de 75 mm (3 pulg.).b. El mximo espesor para mantas o placas de fibra cermica, usados como
respaldo debe ser de 75 mm (3 pulg.). Cualquier modificacin de esterequerimiento debe ser sometida por el contratista a la aprobacin del usuario.La superficie de la interfase de la fibra cermica debe ser tratada para prevenirque sta absorba humedad del refractario durante la instalacin. El tratamientodebe consistir de 2 capas de un sellante a base de resina. Alternativamente sonaceptables placas prerecubiertas.
6.1.3 Pisosa. Los pisos deben ser hechos preferiblemente usando un revestimiento de doble
capa. El material de la cara caliente debe tener un espesor no menor de 63 mm(2 1/2 pulg.) y ser de un refractario denso o ladrillos.
6.1.4 Juntas de expansina. Las caras calientes de refractarios densos deben tener cortes en la superficie
para controlar el agrietamiento por contraccin. Los cortes deben ser de
-
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 9
.Men Principal Indice manual Indice volumen Indice norma
aproximadamente 1,5 mm de ancho y 25 mm de profundidad (1/16 x 1 pulg.) yespaciados no ms de 1500 mm (5 pies) tanto horizontal como verticalmente. Loscortes no son necesarios para semidensos o livianos.
b. Cuando la construccin sea hecha por secciones (paneles), los espacios entresecciones adyacentes no deben ser mayores de 6 mm (1/4 de pulg.) en lasuperficie de la cara caliente. Estos espacios deben rellenarse con un material defibra cermica con una densidad entre 6 y 8 lb/pulg2 y una temperatura lmite deservicio igual a la del refractario de la cara caliente.
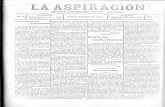
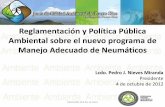
6.2 Diseo e Instalacin de Anclajes6.2.1 Los diseos aceptables para sistemas de doble capa o sencilla se muestran en
las Figs. 1 y 2. Otros diseos deben ser sometidos por el contratista a laaprobacin del usuario.
6.2.2 Cuando no se requiera recubrimiento protector de la carcasa metlica, lapreparacin de superficie debe consistir de la remocin de cascarilla y xidos pormedio de herramientas mecnicas, manuales o chorro de arena.
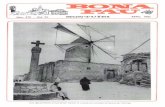
6.2.3 La instalacin de los anclajes debe hacerse por soldadura, bien sea manual o conpistola de aplicacin, segn el espaciamiento mostrado en la Fig. 3.
6.2.4 Los anclajes soldados al metal base debern estar firmemente unidos sinsocavaciones en las soldaduras. Una vez soldados, los anclajes debern serprobados para lo cual debern soportar un doblez de 15 grados en la direccinde mayor resistencia y regresar a su posicin original sin evidencia de fallas enla soldadura.
6.3 Instalacin de Refractarios6.3.1 El material debe ser aplicado por vaciado, proyectado o apisonado.6.3.2 Debe utilizarse la misma cantidad de agua que se determin en los ensayos de
aceptacin del material, en los casos donde se requiera. No se debe agregaragua a los materiales de liga fosfrica.
6.3.3 La madera o cualquier otro material utilizado como molde debe ser cubierto conun material a prueba de agua para prevenir la absorcin de la humedad delmaterial instalado.
6.3.4 Slo es aceptable el allanado ligero para contornear bordes en la superficie.6.3.5 Los revestimientos proyectados debern ser instalados de acuerdo con lo
siguiente:a. El espesor total del refractario debe ser proyectado en anillos circunferenciales.
Las juntas fras verticales debern tener una longitud menor de 2,1 m (7 pies), y
-
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 10
.Men Principal Indice manual Indice volumen Indice norma
estar desplazadas un mnimo de 90 cm (3 pies). Debern utilizarse formaletasde proyeccin para limitar las aplicaciones donde se anticipe una demora mayorde 30 minutos entre las aplicaciones, las cuales debern ser removidas antes deproyectar las aplicaciones colindantes. Si se experimentan demoras no previstasmayores de 30 minutos, el borde del refractario instalado previamente deber sercortado perpendicular a la carcaza donde se haya alcanzado el espesor total. Loscortes deben ser rayados y humedecidos completamente antes de la aplicacindel refractario colindante.
b. La proyeccin debe ejecutarse desde el fondo hacia el tope para minimizar lainclusin del material de rebote. Se prohibe la proyeccin descendente ms allde 30 por debajo de la horizontal. las juntas fras deben estar ubicadas en la lneacentral de las filas/columnas de anclajes colindantes.
c. Las tolerancias de espesores debern estar entre 0 mm + 13 mm (0+ 1/2 pulg.). Sin embargo, para revestimientos detrs de camisas internas deproteccin debern estar entre 0 mm + 6 mm (0 + 1/4 pulg.).
d. Como requerimiento adicional para revestimientos de tuberas, las asperezassuperficiales debern ser removidas raspando la superficie a un acabadode 3 mm (1/8 pulg.) sobre un rea de 300 mm x 300 mm (12 x 12 pulg.). Nose permite alisar la superficie. El raspado deber realizarse antes del fraguado.
e. Los materiales proyectados debern prehumedecerse de acuerdo a loespecificado por el fabricante.
6.3.6 Todo vaciado deber realizarse usando dos o ms vibradores colocados en elexterior del equipo o componente a ser revestido. Los vibradores deben tener unafuerza total igual o mayor al 100% del peso total a ser vibrado. Cada vibrador debeser controlable independientemente.
NOTA: Proposiciones de formaletas para vibrado, o el uso de otro tipo y cantidad devibradores debern ser sometidas a consideracin del usuario para suaprobacin.
6.3.7 Todos los refractarios de fraguado qumico del tipo 2a debern ser mezclados conla misma cantidad de agua usada en las pruebas de calificacin. La vidaaceptable del lote de mezcla deber ser determinada por los ndices detrabajabilidad, segn ASTM C181. Est permitida la refrigeracin del refractarioy del agua para aumentar la trabajabilidad y/o extender la vida del material.
6.3.8 Todos los refractarios de fraguado en caliente del tipo 2h debern instalarsecolocando lajas de material prerrebanado en la parte superior de los anclajes,apisonndolas perpendicular y fuertemente contra la carcasa. La aplicacin derefractario por capas deber ser minimizada hasta donde sea posible. Losretazos y pedazos sobrantes debern ser descartados. Se prohibe la adicin deagua o el remezclado para reacondicionar un refractario que tenga unatrabajabilidad inadecuada.
-
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 11
.Men Principal Indice manual Indice volumen Indice norma
7 PROCEDIMIENTOS DE CURADO Y SECADO / COCCION7.1 General
7.1.1 Los procedimientos de curado y secado del fabricante del material debernseguirse cuando sus requerimientos sean ms rigurosos que los dados en estaespecificacin. Cualquier divergencia deber ser resuelta de mutuo acuerdoentre el fabricante del material y el usuario.
7.1.2 Se requiere la aprobacin del usuario para la realizacin de prueba hidrotsticao lavado de recipientes y lneas revestidas. En el caso de los refracatrios de ligaqumica, tambin se requiere la aceptacin del suplidor para la realizacin de laprueba hidrosttica.
7.1.3 Los revestimientos previamente secados no debern ser puestos en servicio atasas de calentamiento mayores de 110 C por hora (200 F por hora). Losrevestimientos de equipos humedecidos, por cualquier circunstancia despus desecado, debern cumplir el ciclo de calentamiento igual al de un revestimientonuevo.
NOTA: Las curvas de secado contenidas en esta especificacin podrn sufrirmodificaciones para criterios y casos particulares.
7.2 Refractarios de Liga Hidrulica7.2.1 Los controles ambientales durante la instalacin y para las 24 horas siguientes
de los revestimientos moldeables de fraguado hidrulico, debern estar regidospor:
a. Para moldeables con densidad mayor que 1440 kg/m3 (90 lb/pie3): el casco y latemperatura ambiente interna en el rea donde se ha aplicado materialrecientemente, deber mantenerse sobre los 16 C (60 F).
b. Moldeable con densidad menor o igual a 1440 kg/m3 (90 lb/pie3): el casco y latemperatura ambiente interna en el rea donde se ha aplicado materialrecientemente deber mantenerse sobre los 10 C (50 F).
c. Para todos los moldeables, durante su instalacin, su temperatura, la del cascoy la del ambiente debern ser menores de 32 C (90 F) hasta que ocurra elfraguado inicial. Para lograrlo el casco se puede cubrir o rociar con agua; elmoldeable se puede refrigerar o utilizar aire acondicionado.
7.2.2 El curado deber ser efectuado rociando con agua la superficie por 24 horas aintervalos de aproximadamente 2 horas, despus que el material haya obtenidosu fraguado inicial.
7.2.3 Las alternativas aceptables para el mtodo de curado con agua son lassiguientes:
-
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 12
.Men Principal Indice manual Indice volumen Indice norma
a. Se puede aplicar un sellante a la superficie del material para evitar la prdida dehumedad por evaporacin superficial. El sellante deber aplicarse como mximouna hora despus de aplicado el material. Las proposiciones para utilizar unsellante debern ser sometidas a consideracin del usuario para su aprobaciny deben venir acompaadas por una descripcin completa del productoincluyendo su tipo y composicin qumica.
b. En el caso de tubera revestida los extremos pueden ser sellados con unamembrana impermeable. Para ello, hojas de polietileno de 0,380 mm (0,015pulg.) de espesor, son aceptables.
7.2.4 Se debern instalar instrumentos para medir la temperatura del gas a todo lo largodel rea revestida a ser secada. En todos los casos estos instrumentos debernestar ubicados como mnimo a la entrada de los calentadores y a la salida de losgases del rea revestida.
7.2.5 Los procedimientos de secado de revestimientos nuevos debern tomar encuanta las siguientes limitaciones:
a. La temperatura inicial del gas en el rea revestida deber estar entre temperaturaambiente y 150 C (Ta y 300 F), incrementada hasta 204 C (400F) a un mximo de 30C por hora (50 F por hora). Todas las secciones delrevestimiento desde la entrada hasta la salida del gas debern ser mantenidasentre una temperatura mnima de 120 C (250 F) y mximo de 200 C (400F).
b. Para el calentamiento hasta la temperatura final de secado, controlar elincremento de temperatura y de flujo del gas de tal manera que ningn punto delrevestimiento sea expuesto a un incremento de la temperatura del gas mayor de55 C por hora (100 F por hora). Esto incluye prdida de temperatura porinterrupciones del secado.
c. La temperatura final en cualquier seccin de la cara caliente del revestimientodeber estar expuesta a la menor temperatura entre 3/4 de la temperatura dediseo y 510 C (950 F). Esta temperatura deber mantenerse por un mnimode 1,5 horas por cada 25 mm (1 pulg.) de espesor de revestimiento.
d. Si los requerimientos de los puntos b y c no pueden cumplirse, el revestimientodeber considerarse seco, cuando la temperatura exterior del metal se hamantenido a 80 C (175 F) por 6 horas. Para procesos que requieren secadocompleto del revestimiento, esta temperatura se deber mantener a 105C (220F) por 6 horas.
e. Si se instala aislamiento exterior para promover el secado, la temperatura exterioren el metal durante el secado no deber exceder 120 C (250 F).
f. La tasa de enfriamiento no deber exceder los 55C por hora (100 F por hora).
-
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 13
.Men Principal Indice manual Indice volumen Indice norma
7.3 Materiales de Liga Qumica7.3.1 Los refractarios de liga qumica fraguados al aire tipo 2a, deben ser instalados y
curados al aire descubiertos por 24 horas a condiciones ambiente entre 10 a 32C (50 a 90 F). El rociado con aghua sobre estos materiales de liga fosfricaest prohibido.
7.3.2 Los refractarios de fraguado en caliente tipo 2h despus de su instalacin debenser mantenidos por un mnimo de 72 horas a condicin ambiental entre 10 a 32C (50 a 90 F). Durante este perodo no es aceptable el contacto de agua conel revestimiento. Estos revestimientos no deben ser probados con martillo nialterados mecnicamente antes de su curado en caliente. Se prohibe el uso devapor para el calentamiento inicial de los revestimientos tipo 2h hasta que nohayan sido expuestos a un mnimo de 370 C (700 C) en todo su espesor.Estos revestimientos deben ser calentados dentro de los 21 das despus de suaplicacin. El transporte de cualquier recipiente revestido antes de calentadodebe ser sometido a la aprobacin del usuario.
7.3.3 Los materiales con liga fosfrica debern ser sometidos al ciclo de calentamientoincluyendo el metal, de acuerdo al siguiente procedimiento:
a. El incremento de temperatura hasta 240C (400 F) deber ser mximo a unatasa de 25 C por hora (50 F por hora).
b. La temperatura deber ser elevada hasta 350 C (700 F) a una tasa mximade 55 C por hora (100 F por hora) y mantenida a esa temperatura por lomenos una hora.
7.4 Areas Reparadas en Revestimientos Viejos o Previamente Secados7.4.1 Las reas reparadas en revestimientos viejos o previamente secados, no
mayores de 0,46 m2 (5 pie2), pueden ser puestos en servicio despus del curadoinicial, sin secado.
7.4.2 Las reas reparadas entre 0,46 m2 y 3 m2 (5 pie2 y 30 pie2) debern ser secadasdespus del curado inicial, limitando la tasa de calentamiento a 55C por hora(100 F por hora), hasta que la temperatura del gas en la zona de reparacinalcance los 204C (400 F). Esta temperatura deber mantenerse durante unmnimo de 1,5 horas por cada 25 mm (1 pulg.) de espesor de revestimiento,despus de lo cual el calentamiento normal puede continuar. El calentamientolocal puede ser usado como una alternativa.
7.4.3 Reemplazos de refractarios que involucren reas mayores de 3 m2 (30 pie2) o lasuma de reas que excedan el 20% del revestimiento total debern ser curadasy secadas de acuerdo a los procedimientos de un revestimiento nuevo.
-
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 14
.Men Principal Indice manual Indice volumen Indice norma
7.4.4 Las reas reparadas con materiales de liga fosfrica, independientemente deltamao debern ser sometidas al ciclo de calentamiento de acuerdo con elprocedimiento para nuevos revestimientos.
8 PROCEDIMIENTOS DE REPARACION8.1 Las reas defectuosas detectadas despus del curado debern ser removidas,
como mnimo, hasta el moldeable aislante en el caso de revestimiento de doblecapa y hasta la pared de los hornos o calderas en el caso de revestimientos decapa sencilla. Posteriormente el revestimiento deber ser reaplicado, luego deverificar que los anclajes se encuentren en buenas condiciones.
8.2 La Fig. 4 ilustra un procedimiento de reparacin aceptable para revestimiento decapa sencilla. Otro procedimiento de reparacin propuesto, deber ser sometidoa consideracin del usuario para su aprobacin.
8.3 Las reas reparadas en revestimientos viejos o previamente secados, nomayores de 0,46 m2 (5 pie2), pueden ser puestos en servicio despus del curadoinicial, sin secado.
8.4 Las reas reparadas entre 0,46 m2 y 3 m2 (5 pie2 y 30 pie2) debern ser secadasdespus del curado inicial, limitando la tasa de calentamiento a 55C por hora(100 F por hora), hasta que la temperatura del gas en la zona de reparacinalcance los 204 C (400 F). Esta temperatura deber mantenerse durante unmnimo de 1,5 horas por cada 25 mm (1 pulg.) de espesor de revestimiento,despus de lo cual el calentamiento normal puede continuar. El calentamientolocal puede ser usado como una alternativa.
8.5 Reemplazos de refractarios que involucren reas mayores de 3 m2 (30 pie2) o lasuma de reas que excedan el 20% del revestimiento total debern ser curadasy secadas de acuerdo a los procedimientos de un revestimiento nuevo.
8.6 Las reas reparadas con materiales de liga fosfrica, independientemente deltamao debern ser sometidas al ciclo de calentamiento de acuerdo con elprocedimiento para nuevos revestimientos.
-
(3/4)19 mm
ESPESORTOTAL (E)
6 mm (1/4) MAX.3 mm (1/8) MIN.
TIPO 1. PARA REVESTIMIENTOS SENCILLOS
LONGITUD POR UN LADOSOLDADURA 12 mm (1/2)
SOLDADURAALREDEDOR
TOTAL (E)
25 mm (1) MAX.12 mm (1/2) MIN.
ESPESOR
TIPO 2. PARA REVESTIMIENTOS SENCILLOS O MULTICAPAS
A
B
A=3 mm x 6 mm (1/8 x 1/4) o 4,5 mm (3/16) DE DIAMETRO B=3 mm x 12 mm a 18 mm (1/8 x 1/2 a 3/4)
45
= 5 mm (3/16)
45
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 15
.Men Principal Indice manual Indice volumen Indice norma
Fig 1. SISTEMAS DE ANCLAJE PARA REVESTIMIENTOS VACIADOS OPROYECTADOS
-
ESPE
SOR
TOTA
L (E
)
25 mm (1) MAX.12 mm (1/2) MIN.
50 mm (2)
TRANSICIONSOLDADURA DE
INTERFASE
E2
1E
TUERCA HEX.
SOLDADURAALREDEDOR
PERNO
ALREDEDORSOLDADURA
TUERCA HEX.
45
= 12 mm (1/2)
= 6 mm (1/4)
= 12 mm (1/2)
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 16
.Men Principal Indice manual Indice volumen Indice norma
Fig 2. SISTEMA DE ANCLAJES PARA REVESTIMIENTOS MULTICAPA VACIADO O PROYECTADOS
-
NOTA 2
NOTA 1 250 mm(225 mm)10 (9)
(225 mm)10 (9)
250 mm
BANDA
(10)250 mm
BANDA250 mm(10)
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 17
.Men Principal Indice manual Indice volumen Indice norma
Fig 3. ESPACIADO DE ANCLAJES
NOTAS:1. Los nmeros entre parntesis son los espacios para los arcos y secciones inclinadas.2. Anclajes en un patrn alternado, con las puntas sin orientacin definida.
Espaciado Mximo de los AnclajesTipo de Aplicacin
Paredes Verticales Arcos y SeccionesInclinadas
Moldeado en sitio 1 cada 650 cm2 (100 pulg2) 1 cada 525 cm2 (81 pulg2)
Construccin con PanelesPremoldeados
Igual que para moldeado en sitio, excepto que la densidad de losanclajes debe incrementarse en 50% en la banda de 250 mm deancho paralelo a los bordes alrededor de todos los paneles yaberturas, incluyendo las ventanillas de observacin.
-
APROX. 1:8PENDIENTE RECIPIENTE
PARED DEL
ORIGINAL BUENOREVESTIMIENTO
(1)25 mm MAX.
D/2
D
REVESTIMIENTOORIGINAL BUENO
ZONA DE CORTEPARA LLENAR CON
NUEVOREFRACTARIO
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 18
.Men Principal Indice manual Indice volumen Indice norma
Fig 4. REPARACION DE REVESTIMIENTO DE CAPA SENCILLA
NOTAS:1. La menor reparacin permisible debe incluir tres anclajes2. La periferia de la reparacin debe estar en el punto medio entre anclajes3. La zona cortada debe estar libre de material suelto y las adyacentes deben humedecerse
uniformemente antes de la de la nueva aplicacin.4. Para reparar huecos de muestras extradas deben usarse tapones sin anclajes.
-
REVISION FECHAESPECIFICACION DE INGENIERIA
REVESTIMIENTOS REFRACTARIOSMONOLITICOS PARA HORNOS,
CALDERAS Y CHIMENEASABR.961
PDVSA L216PR
Pgina 19
.Men Principal Indice manual Indice volumen Indice norma
TABLA 1. PROPIEDADES FISICAS DE LOS REFRACTARIOS MOLDEABLES
Tipo deRefractario
DensidadInstalado Seco
kg/m3 (1)(2)(3)
Mdulo deRotura (Mn)
kPa (2)(3)
Cambio LinealPermanente% mximo (2)
Temperatura Lmitede Servicio
C (3)
1. Ultraliviano 320 a 720 206 2,01,4
Respaldo 815Cara Caliente 1100
2. Liviano 720 a 1200 690 1,2 1100
3. Semipesado 1200 a 1840 3450 1,0 1100
4. Pesado 1840 a 2400 13800 0,8 1315
5. Denso > 2400 34500 0,8 1315
NOTAS:1. En la condicin de instalado despus de secado a 105 C (220 F) por 18 horas (establecido
con paneles de prueba).2. Determinado por el procedimiento de prueba aplicado.3. En la Tabla siguiente se dan unidades de medida equivalentes.
kg/cm3 Lb/pie3 kPa Psi C F
320 20 206 30 105 220
720 45 690 100 815 1500
1200 75 3450 500 1100 2000
1840 115 13800 2000 1315 2400
240 150 34500 5000