Keke Diseño d Planta
58
Elaboración de keke industrial embolsado UNAC - EPIA INTRODUCCIÓN. Actualmente, el diseño y la funcionalidad de una planta de producción de una industria de panificación, es limitada por la cobertura de la demanda, resultando así que las instalaciones actuales del área de producción en algunos casos no son aptas para las necesidades de la empresa, o la demanda exigida por el mercado objetivo Es por ello que es necesario el realizar el análisis de la demanda, para conocer y estimar el volumen de producción que se necesitará para satisfacerla, así también como calcular el tipo y cantidad de máquinas, los operarios, las condiciones de la fábrica, la mejor zona de trabajo y otros factores que ayuden a diseñar una planta de alimentos que pueda producir un producto de calidad maximizando ganancias y evitando pérdidas. DISEÑO DE PLANTAS PÁGINA 1
-
Upload
regina-tacuche-ventura -
Category
Documents
-
view
47 -
download
0
description
Tamaño de planta, calculo de la demanda
Transcript of Keke Diseño d Planta

Elaboración de keke industrial embolsado UNAC - EPIA
INTRODUCCIÓN.
Actualmente, el diseño y la funcionalidad de una planta de producción
de una industria de panificación, es limitada por la cobertura de la
demanda, resultando así que las instalaciones actuales del área de
producción en algunos casos no son aptas para las necesidades de la
empresa, o la demanda exigida por el mercado objetivo
Es por ello que es necesario el realizar el análisis de la demanda, para
conocer y estimar el volumen de producción que se necesitará para
satisfacerla, así también como calcular el tipo y cantidad de
máquinas, los operarios, las condiciones de la fábrica, la mejor zona
de trabajo y otros factores que ayuden a diseñar una planta de
alimentos que pueda producir un producto de calidad maximizando
ganancias y evitando pérdidas.
DISEÑO DE PLANTAS PÁGINA 1

Elaboración de keke industrial embolsado UNAC - EPIA
I. OBJETIVO
Calcular la y diseñar los distintos materiales, requerimientos
técnicos y condiciones necesarias de una planta de alimentos
que elabore keke embolsado, asì como su mejor ubicación de
tal manera que se pueda cubrir con eficacia la demanda
estimada
DISEÑO DE PLANTAS PÁGINA 2
Elaboración de keke industrial embolsado UNAC - EPIA
II. MARCO TEÓRICO
RESEÑA HISTORIA
La historia de la industria del pan a nivel mundial se ha conocida a
través de las civilizaciones, día a día se conocen nuevas mejoras que
trae el hombre con la tecnología.
Históricamente no se puede asegurar con exactitud cuando surgió el
pan y sus derivados como alimento básico, pero lo que si está claro
es
que el ser humano conoce las cualidades nutritivas de los cereales,
ingredientes básicos de estos productos, desde hace más de 10.000
años. Las harinas procesadas de la industria de panificación forma
parte indiscutible de la cultura universal de las civilizaciones y para el
caso del pan se puede afirmar que ha sido el alimento más
consumido por las sociedades de la antigüedad, como los egipcios
quienes añadieron a la masa fermentada agua y sal.
La Historia cuenta que son los auténticos inventores del panes
fermentados en los primeros hornos de cocción y de la idea de
colocar un panecillo a cada comensal. Sin embargo la civilización
griega se encargó de perfeccionar las técnicas de panificación,
haciendo de las mismas todo un arte.
EL KEKE
Es un producto de la industria de panificación, el cual puede ser
elaborado a manera industrial como también elaborado de forma
artesanal, existen una gran variedad en nuestro país, asì también
como la técnica para su elaboración.
DISEÑO DE PLANTAS PÁGINA 3

Elaboración de keke industrial embolsado UNAC - EPIA
Una de las variantes de este alimento es el hecho de contar con
aditivos que le permitirán crecer el volumen por la producción de CO2
a partir de las reacciones con la masa, y con las sustancias alcalinas y
básicas en aditivos, como también el uso de mejoradores y otro tipo
de ingredientes que realzan el sabor, y el aroma de este producto.
MATERIAS PRIMAS E INGREDIENTES MÀS COMUNES
HARINA PASTELERA
Pues les cuento, la harina pastelera es un tipo de harina, que tiene un
menor contenido de proteínas (apenas del 8%) y tiene una textura
muy fina y de un color sumamente claro. Como el nombre sugiere,
esta es excelente para poder hornear pasteles y otros postres porque
nos da muy buenos resultados: pasteles suaves y esponjosos. Como
tiene un bajo contenido de proteína (el harina de todo uso contiene
aproximadamente 10%) y menos glúten se forma cuando se mezcla
con el resto de ingredientes. Esta mezcla, produce un pastel de miga
fina y suave. A pesar que el harina de todo uso puede hacer un pastel
excelente, la harina pastelera logra un resultado mucho más
esponjoso.
AGUA
Después de la harina, el agua es el componente más importante de la
masa y desempeña un papel primordial en la elaboración del pan.
Tipos de agua
1.- Agua Blanda : aquella que está libre de minerales como el agua de
lluvia
2.- Agua Dura : aquella que tiene gran cantidad de sales minerales
3.- Agua salina : aquella que contiene cloruro de sodio, como el agua
de mar.
DISEÑO DE PLANTAS PÁGINA 4

Elaboración de keke industrial embolsado UNAC - EPIA
El agua más recomendada para la panificación, es la dura, ya que
tiene sales minerales suficientes para reforzar el gluten. El agua
blanda produce masas pegajosas.
Funciones del agua en la panificación
1.- ayuda al control de la temperatura de la masa
2.- determina la consistencia de la masa
3.- crea el medio propicio para producir las reacciones
4.- ayuda al crecimiento final del producto en el horno
5.- hidrata el almidón y permite su gelatinización
6.- determina el tiempo de conservación del pan.
HUEVO
Proporcionan estructura, agua o humedad, aroma -bueno o malo-
dependiendo del aroma de los huevos empleados, así como también
proporcionan color al producto.
Las claras de huevo no deberán tener ningún vestigio de grasa o
yema cuando se baten. Aún un 10% afecta la calidad del batido.
En términos generales los huevos aportan con: Esponjosidad y
Emulsificación.
FUNCIÓN
• Ayudan a incorporar aire durante el batido.
• En los batidos permite obtener una mayor emulsión de los
ingredientes de la fórmula, sobre todo si son líquidos ya que la
lecitina presente en la yema del huevo es un emulsificante.
• Mejora el volumen del producto elaborado.
• Da color a la miga.
• Da textura que se ve influenciada por la cantidad de huevo que
tenga la receta.
La yema del huevo (lecitina), aporta con suavidad y retención de
líquido. Las claras (albúmina), aportan con volumen pero tienden a
DISEÑO DE PLANTAS PÁGINA 5

Elaboración de keke industrial embolsado UNAC - EPIA
resecar el producto más rápido.
AZÙCAR
El azúcar es el ingrediente primordial de los pasteleros, es
potenciador de sabores, pero es necesario saber dosificarlo ya que un
abuso podría ser nefasto. Es también un conservador de las
elaboraciones.
El azúcar común o sacarosa esta formado por Carbono, Hidrogeno y
Oxigeno. Compuesta por dos moléculas a partes iguales, glucosa y
fructosa, existen dos tipos:
AZÚCAR SIMPLE: GLUCOSA Y FRUCTOSA
Los encontramos en la fruta y en la miel, son hidrolizables (no
absorben el agua), y son asimilados por el organismo. Son solubles en
agua y fermentables, es decir que en contacto con la levadura se
transforma en alcohol., es el alimento indispensable de la levadura.
Azúcar compuesto:
Están compuestos por dos o más azúcares simples y fermentan por si
solos, esta se produce después de una hidrólisis que produce los
azúcares simples (reacción química que descompone el a. compuesto
en a. simples mediante encimas).
MARGARINA
Es un alimento extensible, en forma de emulsión líquida o plástica,
usualmente del tipo agua-aceite, obtenido principalmente a través de
grasas y aceites comestibles que no procedan fundamentalmente de
la leche.
DISEÑO DE PLANTAS PÁGINA 6

Elaboración de keke industrial embolsado UNAC - EPIA
De color amarillento con plasticidad adecuada para su manipulación y
apropiados caracteres organolépticos. Con un 80% mínimo de grasa,
y un máximo del 0,5% de acidez.
La industria nos la presenta para el uso en pastelería en texturas
diferentes: para cremas, pastas y otra para hojaldre.
En el mercado encontramos:
• Margarina de uso doméstico
• Margarina de uso industrial
Las margarinas de uso doméstico son aquellas que están constituidas
por ácidos grasos ligeros, de baja densidad y de fácil solubilidad. Por
lo general están compuestas de ácidos grasos, leche y sal. Tienen un
punto de fusión entre 31º a 34 ºC.
Las margarinas de uso industrial están constituidas por ácidos grasos
hidrogenados más consistentes, no se disuelven fácilmente al paladar
y algunas llegan a tener características plásticas. Sus componentes
son ácidos grasos y agua, estos no contienen sal.
La función de la margarina, es:
• Incorporar y retener aire durante el batido.
• Dar estabilidad al batido.
• Hacer más fina la textura de la miga.
• Retiene cantidades considerables de líquidos contribuyendo a la
emulsificación, obteniendo batidos estables, aumentando y
prolongando la suavidad del producto.
POLVO DE HORNEAR
Este agente leudante está hecho con una mezcla de sal básica o
alcalina, que reacciona al contacto con el calor y humedad en el
horno produciendo gas carbónico (CO2).
El polvo de hornear no contribuye a mejorar la baja calidad de las
materias primas.
Si se usa en cantidades excesivas deja mal sabor a la boca.
DISEÑO DE PLANTAS PÁGINA 7

Elaboración de keke industrial embolsado UNAC - EPIA
La cantidad a usar varía entre 0-3% del peso de la harina.
La forma de gasificar depende del tipo de pastel que se elabore,
considerando la riqueza de la fórmula, consistencia del batido y
temperatura del horno. Los pasteles con bajo contenido de agua y
alto contenido de ingredientes enriquecedores tienen una mayor
proporción de gasificación durante la operación del cremado que
requieren menos gasificante químico, que los pasteles hechos de
fórmulas ligeras y con alto contenido de agua.
LECHE EN POLVO
Mejora el color de la corteza debido a la caramelización de la lactosa,
también le da mejor textura a la masa queda suave y aterciopelada
Debido a su composiciòn incorpora a la masa más nutriente, elevando
su valor proteico. La leche en polvo aumenta la absorción de agua y
la masa trabaja mejor, aumenta la conservación del keke, ya que
retiene la humedad.
SAL
Es otro de los ingredientes básicos en la elaboración, otorgándole
sabor y una mejor coloración de la corteza: la sal por sí misma no
produce color, pero como en la masa quedan más azúcares, ofrecen
la capacidad de oscurecer la corteza.
3.- ejerce una función bactericida
III. CÁLCULO DE LA DEMANDA DE MERCADO
DISEÑO DE PLANTAS PÁGINA 8

Elaboración de keke industrial embolsado UNAC - EPIA
Basados en el censo poblacional del 2007 según el INEI se tiene
una población de 29.987.800 y proyectado para el 2014, la
población peruana ascenderá a 30 814 175 de las cuales 9 689
011son de la provincia de Lima que representa el 31.44% de
nuestro país.
Nuestro público consumidor estará conformado por la población
cuyas edades fluctúan entre los 10 a 50 años que representa el
55.79% de la población limeña equivalente a 5 405 455
habitantes. Este grupo pertenece a los niveles socio-
económicos A y B(23.7%), por lo tanto el público objetivo de los
consumidores potenciales será equivalente a 1 281 093
habitantes.
30 814 175 Perù 2014 (100%)
9 689 011 Lima (31.44%)
5 405 455 Población 10-50 años (55.79%)
1 378 519 N.S.E A y B(25.5%)
DISEÑO DE PLANTAS PÁGINA 9

Elaboración de keke industrial embolsado UNAC - EPIA
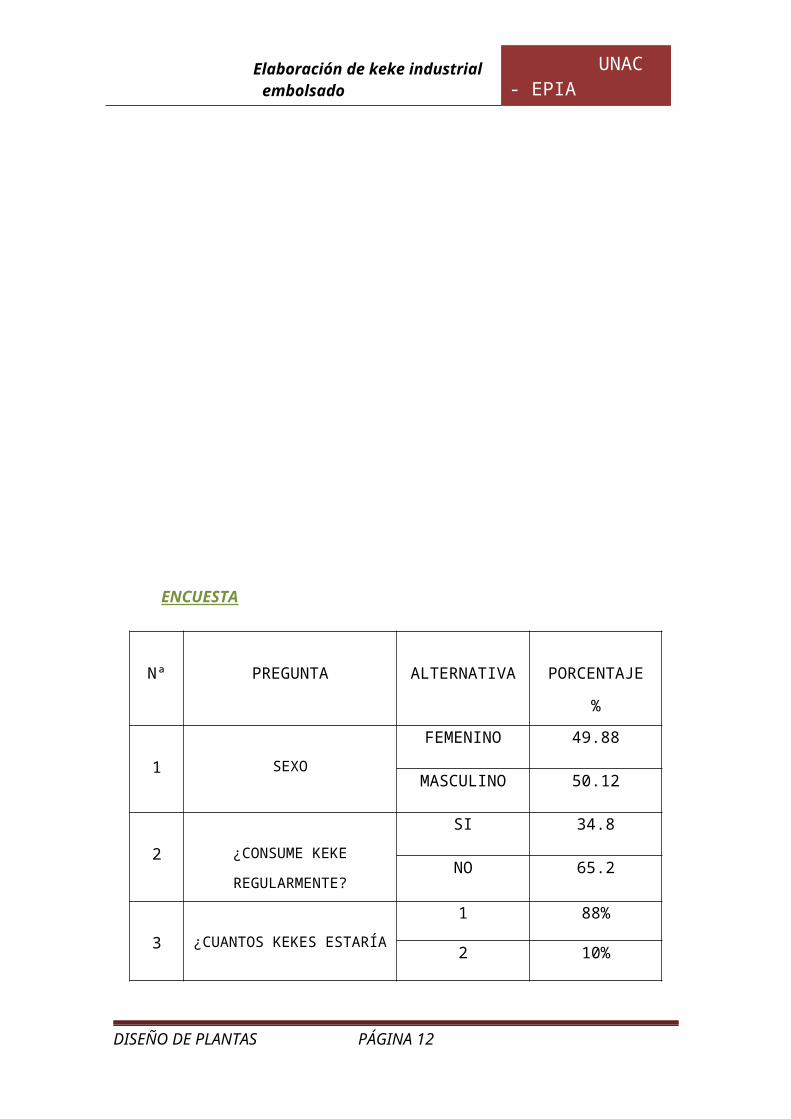
ENCUESTA
Nª PREGUNTA ALTERNATIVA PORCENTAJE
%
1 SEXO
FEMENINO 49.88
MASCULINO 50.12
2 ¿CONSUME KEKE
REGULARMENTE?
SI 34.8
NO 65.2
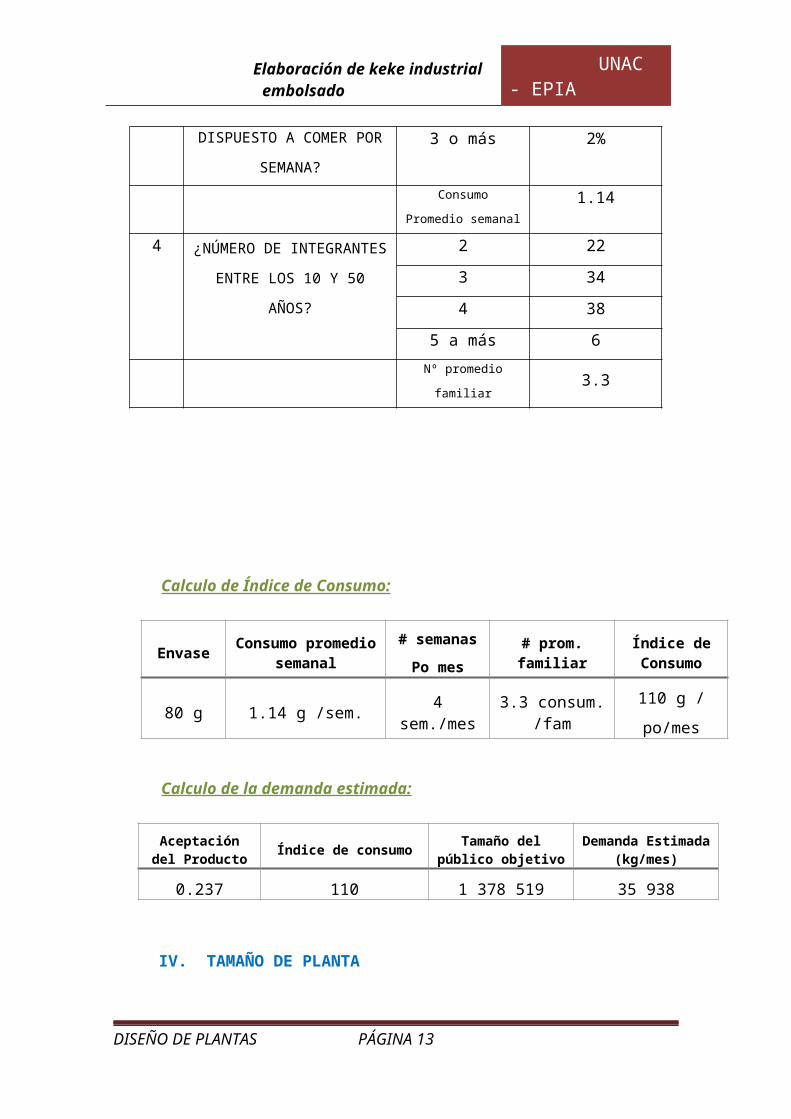
3 ¿CUANTOS KEKES ESTARÍA
DISPUESTO A COMER POR
SEMANA?
1 88%
2 10%
3 o más 2%
Consumo
Promedio semanal1.14
4 ¿NÚMERO DE
INTEGRANTES
ENTRE LOS 10 Y 50 AÑOS?
2 22
3 34
4 38
5 a más 6
Nº promedio
familiar3.3
Calculo de Índice de Consumo:
DISEÑO DE PLANTAS PÁGINA 10

Elaboración de keke industrial embolsado UNAC - EPIA
EnvaseConsumo promedio semanal
# semanas
Po mes
# prom. familiar
Índice de Consumo
80 g 1.14 g /sem.4
sem./mes3.3
consum. /fam110 g /
po/mes
Calculo de la demanda estimada:
Aceptación del Producto Índice de consumo
Tamaño del público objetivo
Demanda Estimada (kg/mes)
0.237 110 1 378 519 35 938
IV. TAMAÑO DE PLANTA
TAMAÑO DE PLANTA MÀXIMO
Según la encuesta la demanda estimada para el año 2014 será de:
35 938 Kg/mes, entonces se obtendrá 431 259 kg / año
Pretendemos cubrir un 16% de la demanda por año
Lo que nos da la siguiente cantidad 69 000 kg/año o 5 750 Kg/mes.
TAMAÑO DE PLANTA MÍNIMO
El concepto de punto de equilibrio se puede definir como la igualdad
de los ingresos y los costos; esta situación se dará siempre y cuando
todo lo que se produzca se venda; por lo tanto, podríamos asumir que
para un volumen de producción Qp se tendrá un volumen de ventas
Qv donde los costos (fijos y variables) son cubiertos por los ingresos I
que se obtienen de vender Qv productos a un precio.
Costos fijos
DISEÑO DE PLANTAS PÁGINA 11
Elaboración de keke industrial embolsado UNAC - EPIA
Costos Variables
maquinasN de
maquinas Costo s/. costo total CUOTA
balanza 2 900 2 500180
Batidora2 3 000 6 000 600
Horno 1 10 000 12 000 1000
Embaladora 1 12 000 15 000 12 000
Total 32 600 13 780
Personal
DISEÑO DE PLANTAS PÁGINA 12
Costos
Alquiler 1000
Servicios Bàsicos 1500
Total 2 500
Trabajador Cantidad Salario S/. TotalJefe de
producción2 1500 3000
Ingeniero encargado
2 1200 2400
Supervisor de calidad
2 1000 2000
Operarios 20 800 12 800
Total 23 400
Elaboración de keke industrial embolsado UNAC - EPIA
Materia prima e insumos
Gastos
Descripción Costos S/.Reparación y mantenimiento 3 000
Oficina 2 000Otros 1 000Total 4 000
Total costos de producción : S/ 62 880
Costo unitario
CU = COSTOTOTAL
UNIDADES PRODUCIDAS = 6288072000
= 0.87
COSTO DE VENTA = costo unitario + 50% del costo unitario
= 0.87 + 80%(0.87)
= 1.6
TAMAÑO DE PLANTA MINIMO
Q = COSTOS FIJOS
PRECIO DEVENTA−COSTOSUNITARIOS =
25001.6−0.87 = 3 425 Kg / mes
Tamaño de planta mínimo: 3 425 Kg / mes
Conclusión
En base a los cálculos concluimos que nuestro producción de 5 750 kg
por mes se encuentra por encima del tamaño mínimo 3 425 kg/mes y
por debajo del máximo 35 938 Kg/mes.
DISEÑO DE PLANTAS PÁGINA 13
Trabajador Total
Materia prima 3000
Insumos 2400
Envase y embalaje
1000
total 19 200

Elaboración de keke industrial embolsado UNAC - EPIA
V. LOCALIZACION DE LA PLANTA
Los elementos más importantes que se consideran en un análisis de localización son:
La suma de los costos de transporte de las materias primas hacia la planta y de los productos acabados hacia el mercado.
La disponibilidad y los costos relativos a los insumos.
Acceso a la infraestructura industrial: caminos de acero, abastecimientos de energía, abastecimientos de agua, etc.
Servicios de transporte: carreteras, ferrocarriles, puertos, aeropuertos, etc.
Estímulos fiscales, leyes y reglamentos, condiciones generales de vida.
ZONAS POTENCIALES
Los factores determinantes para seleccionar la ubicación de la
planta en particular dentro de la alternativa escogida (lima) son:
Disponibilidad de la materia prima, disponibilidad de la mano de
obra, Costo y disponibilidad de terreno, Disponibilidad de servicios de
energía eléctrica, agua y desagüe y telecomunicaciones. Además
sabiendo que las zonas industriales de lima se concentran
principalmente en los distritos de Ate, Chorrillos, San Martín de
Porres, Chosica (Huachipa) y Santa Anita. De todos ellos se han
elegido como posibles ubicaciones los distritos de Ate vitarte y
Chosica (Huachipa) Y Chorrilos debido a la cercanía que existe a los
distritos donde se ubica nuestro mercado objetivo.
DISEÑO DE PLANTAS PÁGINA 14

Elaboración de keke industrial embolsado UNAC - EPIA
ANALISIS DE LOS FACTORES PARA LA UBICACIÓN DE LA
PLANTA
1. Disponibilidad de la materia prima
Para la elaboración del keke se utiliza materia prima e insumo fáciles
de encontrar en la capital, tratándose de harina, azúcar, leche en
polvo, huevo, los que se ofrecen a precios accesibles en la capital
2. Disponibilidad de la mano de obra
Podemos decir que la mano de obra calificada y no calificada no es un
punto crítico, ya que se encuentra en abundancia en cualquier
distrito de lima.
3. Costo y disponibilidad de terreno
La planta deberá ubicarse en una zona adecuada para la industria
alimentaría, buscando que el costo del terreno se encuentre en el
rango de precios del mercado , en este caso Ate , el precio por metro
cuadrado varia entre $ 50 - $70 y en chorrillos están entre $ 75 -
$95 , huachipa $ 55 - $65 , Ate cuenta hoy con muchos terrenos
destinados a la industria con las dimensiones requeridas , además
está en un punto central para el abastecimiento de la materia prima y
cuenta con avenidas principales lo cual facilitaría la distribución de la
productos al mercado.
DISEÑO DE PLANTAS PÁGINA 15

Elaboración de keke industrial embolsado UNAC - EPIA
4. Disponibilidad de servicios de energía eléctrica, agua y desagüe y
telecomunicaciones.
La planta deberá ubicarse en una zona que tenga abastecimiento
continuo de energía eléctrica, agua, desagüe y telecomunicaciones y
ambos distritos cuentan con disponibilidad del producto terminado.
5. Disponibilidad al mercado
La planta deberá de tener una ubicación que permita acceder
fácilmente a los puntos de venta del mercado objetivo, logrando de
esta manera minimizar los tiempos y costos de distribución. En este
caso Ate Vitarte, Huachipa y Chorrillos son distritos presentan
facilidad para llegar al mercado objetivo.
6. Seguridad ciudadana
El elevado índice de delincuencia en la ciudad de lima metropolitana
es un factor que indica directamente en la eficiencia de los
trabajadores, ya que nadie que se sienta inseguro puede realizar
adecuadamente sus labores. Para el presente proyecto es importante
la seguridad tanto de la infraestructura como de sus trabajadores que
son el capital humano de la empresa, el por esto que consideramos
importante tomar el factor de seguridad de cada uno de los distritos a
evaluar.
7. Transporte publico
Este factor se tomó en cuenta debido a la importancia de la facilidad
con que puedan trasladarse los empleados para movilizarse desde
sus hogares hasta la planta. Ate y Huachipa cuentan con la Carretera
DISEÑO DE PLANTAS PÁGINA 16
Elaboración de keke industrial embolsado UNAC - EPIA
Central, la Autopista Ramiro Priale y la Avenida Separadora Industrial
como vía de acceso principal, donde circulan vehículos de transporte
público que conectan casi todos los conos de la gran Lima.
8. Contaminación ambiental
Debido a que se trata de una planta de alimentos, este factor es muy
importante a tomar en cuenta tanto para evitar la contaminación de
los productos como para proteger la salud de los trabajadores.
MATRIZ DE ENFRENTAMIENTO DE LOS FACTORES:
F1.-Disponibilidad de la materia prima
F2.-Disponibilidad de la mano de obra
F3.-Costo y disponibilidad de terreno
F4.-Disponibilidad de servicios de energía eléctrica, agua y desagüe y
telecomunicaciones.
F5.-Disponibilidad al mercado
F6.-Seguridad ciudadana
F7.-Transporte publico
F8.-Contaminación ambiental
MATRIZ DE ENFRENTAMIENTO DE LOS FACTORES DE
DISEÑO DE PLANTAS PÁGINA 17

Elaboración de keke industrial embolsado UNAC - EPIA
LOCALIZACIÓN.
Escala de ponderación:
Fi > Fj 1 Igual o mayor importanci
Fi < Fj 0 Menor importancia
F1 F2 F3 F4 F5 F6 F7 F8Total
Ponderación
F1 X 1 1 1 1 1 1 1 7 19%F2 0 X 0 1 1 1 1 1 5 14%F3 0 1 X 1 1 1 1 1 6 17%F4 0 1 0 X 1 0 1 1 4 11%F5 1 1 0 0 X 1 1 1 5 14%F6 1 1 1 1 1 X 1 1 7 19%F7 0 0 0 0 0 0 X 1 1 3%F8 0 0 0 0 0 0 1 X 1 3%total
36 100%
CALIFICACIÒN Excelente 5Muy bueno 4Bueno 3Regular 2
Malo 1
Ate vitarte Chorrillos HuachipaFACTOR
PONDERACIÓN
Calif. Punt. Calif.
Punt.
Calif.
Punt.
F1 19% 5 95 5 95 3 57F2 14% 4 56 3 42 3 42F3 17% 3 51 4 68 3 51F4 11% 5 55 5 55 3 33F5 14% 4 42 3 42 4 56F6 19% 3 57 3 57 3 57F7 3% 4 12 3 9 3 9F8 3% 3 9 3 9 3 9
TOTAL 100% 377 377 314
Conclusión:
Según los resultados obtenidos se elegirá al distrito de ATE VITARTE
DISEÑO DE PLANTAS PÁGINA 18

Elaboración de keke industrial embolsado UNAC - EPIA
como la más adecuada para la localización de la planta de KEKE
VI. FLUJO DE PROCESAMIENTO
Recepción
En este proceso, recibimos todos los insumos y la materia prima y se realizará los análisis necesarios para algunos productos, o los controles de calidad necesarios
Almacenamiento
Se almacenará la materia prima para producciones posteriores.
Pesado
A partir de la formulación y con los ingredientes ya en el almacen se procede a determinar los pesos necesarios para el lote o bach que se desee preparar.
Batido
Se utiliza la batidora, primero irá la margarina con los huevos y se le agregará los ingredientes secos, finalmente se le añade el agua, este proceso debe durar de 8 a 10 minutos.
Llenado del molde
Con el molde ya preparado se agrega la masa formada del batido la que debe ocupar convenientemente el molde, esta se agregará con la dosificadora , para posterioremte se llevará al horno
Horneado
Proceso en el que se da la cocción de la masa y el cese de la producción de CO2 que hizo incrementar el volumen del keke, se debe hornear por espacio de 30 min a 150ªC
Enfriado
Posteriormente se debe esperar un tiempo de 30 minutos para que pueda ser cortado.
Empacado
Se realizará con una máquina embaladora, la que envasará en material de polietileno los queues para posteriormente almacenarlos
DISEÑO DE PLANTAS PÁGINA 19

Elaboración de keke industrial embolsado UNAC - EPIA
FLUJO DE PROCESAMIENTO DE KEKES INDIVIDUALES
DISEÑO DE PLANTAS PÁGINA 20
Recepción de insumos
Envasado
Batido
Moldeado
Horneado
Enfriado
Almacenamiento
Almacenado de insumos
Distribución para la venta
Pesado

Elaboración de keke industrial embolsado UNAC - EPIA
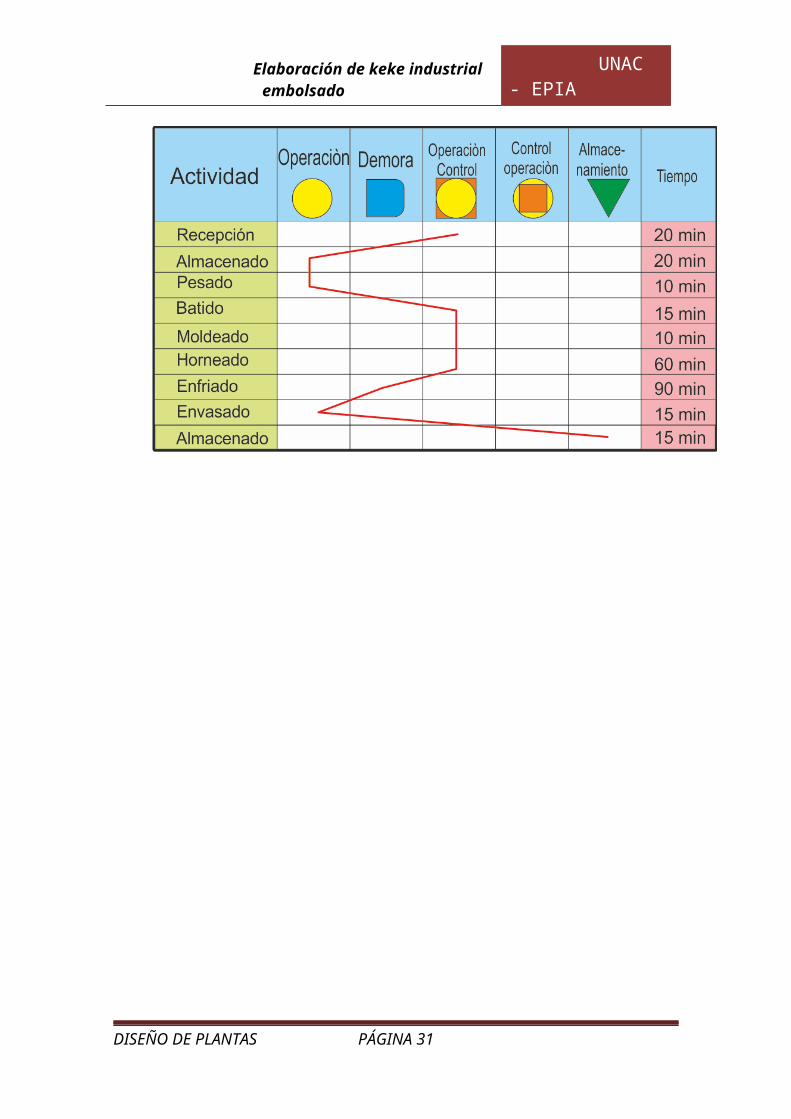
FLUJO CUALITATIVO
El flujo del proceso productivo se elaborara en función a la
simbología ANSE
DISEÑO DE PLANTAS PÁGINA 21

Elaboración de keke industrial embolsado UNAC - EPIA
FLUJO CUANITATIVO
DISEÑO DE PLANTAS PÁGINA 22

Elaboración de keke industrial embolsado UNAC - EPIA
En un día realizará dos turnos de 8 h/c.u. En cada turno 2 bach de 4 horas c.u. (Aprox.)
En cada bach 57.6 Kg (720 unidades)
VII. BALANCE DE MATERIA (Producción diaria)
DISEÑO DE PLANTAS PÁGINA 23
Harina 25.4 Kg(34%)Huevos 224 Uni. (12%)Azúcar 15.7 Kg (21%)Margarina 12.7 Kg (17%)Polvo De Hornear 0.747 Kg(1%)Leche En Polvo 2.24 Kg (3%)Sal 0.26 Kg (0.35%)Vainilla 0.49 L (0.65%)Agua 8.22 Kg (11%) Recepción de insumos
Envasado
Batido
Moldeado
Horneado
Enfriado
Almacenamiento
Almacenado de insumos
Distribución para la venta
Pesado
Pérdida 2%=1.5 KgMasa= 73.47 Kg
74.97 Kg
57.6 Kg
72 Kg
74.97 Kg
57.6 Kg
57.6 Kg
57.6 Kg720 u. de 80 g.
Pérdida por evaporación 20 % = 14.4kg Masa 57.6 Kg
74.97 Kg
73.47 Kg
74.97 Kg 74.97 Kg
74.97 Kg
74.97 Kg
57.6 Kg720 u. de 80 g.
57.6 Kg720 u. de 80 g.
57.6 Kg720 u. de 80 g.
57.6 Kg720 u. de 80 g.
Pérdida 2 % = 1.47 Kg 1Masa 72 Kg

Elaboración de keke industrial embolsado UNAC - EPIA
La producción diaria es de 4 batch (2 turnos) se van a elaborar 230.4 Kg <> 2880 unidades
PROGR A M A C IÓN DE PR O DUC C IÓN DI A R I A .
DISEÑO DE PLANTAS PÁGINA 24
Recepción de insumos
Envasado
Batido
Moldeado
Horneado
Enfriado
Almacenamiento
Almacenado de insumos
Distribución para la venta
Pesado
Merma 2%=6 Kg
Masa= 293.88 Kg
230.4 Kg
288 Kg
299.88 Kg
230.4 Kg 230.4 Kg
230.4 Kg
288 Kg293.88 Kg
299.88 Kg
299.88 Kg
299.88 Kg 299.88 Kg
299.88 Kg299.88 Kg
230.4 Kg2880 u. de 80 g.
230.4 Kg2880 u. de 80 g.
230.4 Kg2880 u. de 80 g.
230.4 Kg2880 u. de 80 g.
Pérdida por evaporación 20 % = 57.6 kg Masa 230.4 Kg

Elaboración de keke industrial embolsado UNAC - EPIA
Di a gr a ma Ga n t t .
El diagrama de Gantt, es una representación gráfica de la
programación del proyecto. Consiste en una tabla que
analiza la información acerca de cada tarea y un gráfico de
barras desplegado en una escala de tiempo para resaltar la
fecha de término.
Este diagrama controla los tiempos para reducir tiempos
muertos en todas las tareas ejercidas en la planta.
DISEÑO DE PLANTAS PÁGINA 25

Elaboración de keke industrial embolsado UNAC - EPIA
VIII. EQUIPOS Y PERSONAL
DISEÑO DE PLANTAS PÁGINA 26

Elaboración de keke industrial embolsado UNAC - EPIA
Datos:
Demanda Estimada = 431 259 kg/año
Demanda a Cubrir (16 % de la demanda Total) = 69 000 kg/año
Número de unidades demandadas = 862 500 unid./año
Número de días disponibles = 300 días
Número de horas disponibles = 7.5 horas
Número de turnos disponibles = 2 turnos
Número de horas disponibles: 300 días x 7.5 hr x 2 turno = 4 500 horas / anuales
CÁLCULO DE LAS HORAS HOMBRE
Se utilizará la misma cantidad de personal el que se calculará
teniendo en cuenta lo siguiente :
Recepción:
Turnos = 2
HH = 0.04
Rer. de producción= 1799.28 kg/semana
N=
H−H Porunidad de pro duccion xRequerimientode produccion por periodo
Horasdisponibles por periodo
N=0.04 x 1799.28(7.5 ) x 6
=3.68 4 Personas (ambosturnos)
Selección:
Turnos = 2
HH = 0.13
DISEÑO DE PLANTAS PÁGINA 27

Elaboración de keke industrial embolsado UNAC - EPIA
Rer. de producción= 1799.28 kg/semana
N=
H−H Porunidad de produccion xRequerimientode produccion por periodo
Horasdisponibles por periodo
N=0.13 x1799.28(7.5 ) x6
=5.35 6 Personas (ambosturnos)
Batido:
Turnos = 2
HH = 0.036
Rer. de producción= 1799.28 kg/semana
N=
H−H Porunidad de produccion xRequerimientode produccion por periodo
Horasdisponi bles por periodo
N=0.036 x 1799.28(7.5 ) x6
=1.45 2Personas (ambos turnos)
Moldeado:
Turnos = 2
HH = 0.042
Rer. de producción= 1763.28 kg/semana
N=
H−H Porunidad de produccion xRequerimientode produccion por periodo
Horasdisponibles por periodo
N=0.042 x1763.28(7.5 ) x6
=1.67 2 Personas (ambos turnos)
Horneado:
Turnos = 2
HH = 0.036
Rer. de producción= 1 728 kg/semana
N=
H−H Porunidad de produccion xRequerimientode produccion por periodo
Horasdisponibles por periodo
DISEÑO DE PLANTAS PÁGINA 28

Elaboración de keke industrial embolsado UNAC - EPIA
N=0.0014 x 29520(7.5 ) x 6
=1.4 2 Personas
Envasado:
Turnos = 2
HH = 0.032
Rer. de producción= 1382.4 kg/semana
N=
H−H Porunidad de produccion xRequerimientode produccion por periodo
Horasdisponibles por periodo
N=0.032 x1382.4(7.5 ) x6
=0.765 1Personas
Almacenamiento:
Turnos = 2
HH = 0.01
Rer. de producción= 1382.4 kg/semana
N=
H−H Porunidad de produccion xRequerimientode produccion por periodo
Horasdisponi bles por periodo
N=0.004 x 1382.4(7.5 ) x 6
=3.2 4 Personas
DISEÑO DE PLANTAS PÁGINA 29
Etapa o ActividadNúmero de personas
Recepción 4
Selección 6
Batido 2
Moldeado 2
Horneado 2
Envasado 2
Almacenamiento 4
TOTAL 20

Elaboración de keke industrial embolsado UNAC - EPIA
IX. PERSONAL Y EQUIPOS
Datos:
Demanda Estimada = 431 259 kg/año
Demanda a Cubrir (16 % de la demanda Total) = 69 000 kg/año
Número de unidades demandadas = 862 500 unid./año
Número de días disponibles = 300 días
Número de horas disponibles = 7.5 horas
Número de turnos disponibles = 2 turnos
Número de horas disponibles: 300 días x 7.5 hr x 2 turno = 4 500 horas / anuales
Para el cálculo del número de máquinas se usará la siguiente fórmula
N A=
H−Munid
x Demanda Anual .
HorasxDias al añoxTurnos
DISEÑO DE PLANTAS PÁGINA 30
Elaboración de keke industrial embolsado UNAC - EPIA
Balanza
HM:= 0.002
Demanda anual= 69 000
# Total de horas disponibles al año= 4 500 horas
N A=
H−Munid
x Demanda Anual .
HorasxDias al añoxTurnos
N A=0,08x 69000
4500=1.2 2Mq
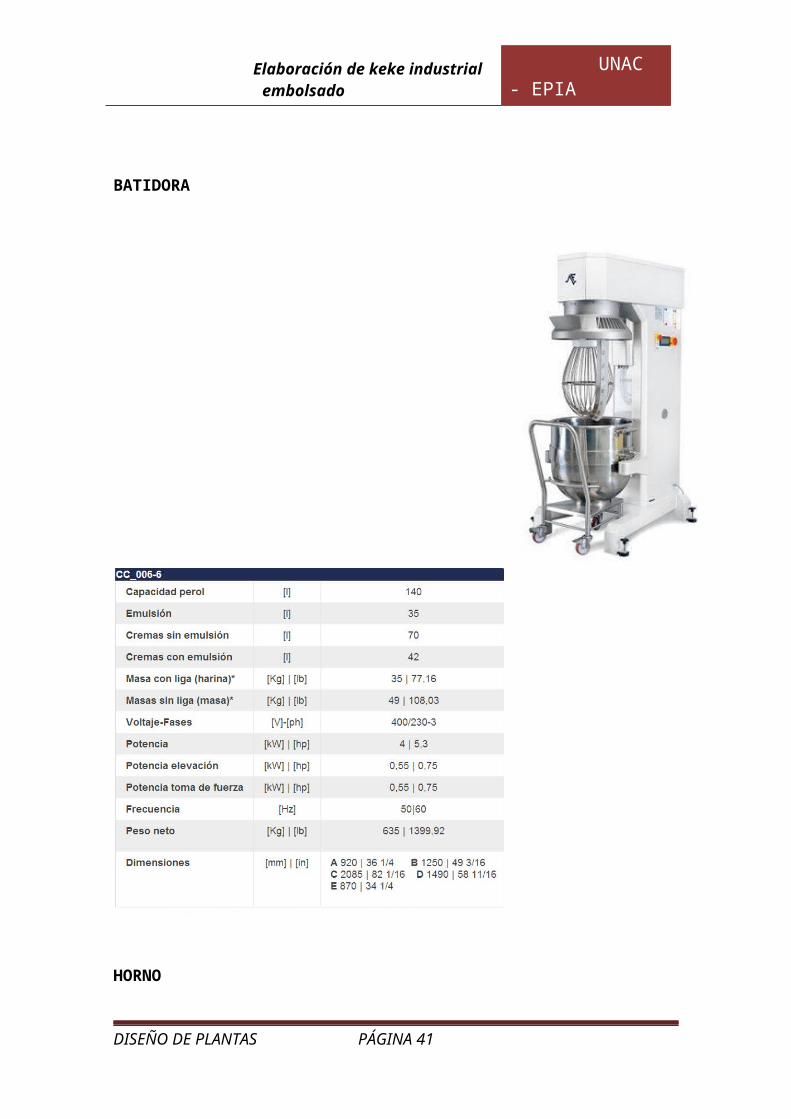
BATIDORA
HM:= 0.0015
Demanda anual= 69 000
# Total de horas disponibles al año= 4 500 horas
N A=
H−Munid
x Demanda Anual .
HorasxDias al añoxTurnos
N A=0,097 x69000
4500=1.86 2Mq
DOSIFICADORA
HM:= 0.00012
Demanda anual= 69 000
# Total de horas disponibles al año= 4 500 horas
N A=
H−Munid
x Demanda Anual .
HorasxDias al añoxTur nos
DISEÑO DE PLANTAS PÁGINA 31

Elaboración de keke industrial embolsado UNAC - EPIA
N A=0,097 x69000
4500=1.86 2Mq
HORNO
HM:= 0.00138
Demanda anual= 69 000
# Total de horas disponibles al año= 4 500 horas
N A=
H−Munid
x Demanda Anual .
HorasxDias al añoxTurnos
N A=0,00138x 69000
4500=1.61 2Mq
ENVASADORA
HM:= 0.00028
Demanda anual= 69 000
# Total de horas disponibles al año= 4 500 horas
N A=
H−Munid
x Demanda Anual .
HorasxDi asal añoxTurnos
N A=0,00028x 5590237
4500=0.34 1Mq
Resultados de maquinarias
Maquinaria Numero de maquinas
DISEÑO DE PLANTAS PÁGINA 32

Elaboración de keke industrial embolsado UNAC - EPIA
BALANZA 2
BATIDORA 2
HORNO 1
DOSIFICADOR 1
ENVASADORA 1
IX. DESCRIPCIÓN DE LAS MÁQUINAS
BALANZA
Modelo de la balanza industrial
verificable
Rango de
pesado máx.[kg]
Capacidad
de
lecturad[g]
Valor de
verificació
n
Peso
mínimo
mín.[g]
Peso
neto
aprox.
[kg]
Plato de
pesado[mm]
PCE-PM 300C 300 100 100 2000 12 400 x 500
Clase de verificación III
Función de cómputo de piezas PCE-PM 300C
50 g
Dimensiones totales 400 x 500 x 850-870 mm
Altura de la plataforma 125 mm
Pantalla 280 x 190 x 96 mm
Altura de las cifras 14 mm / LED
Interfaz RS-232
Software componente adicional
Tiempo de respuesta aprox. 2 segundos
Temperatura operativa -10 ... +40 ºC
Tipo de protección IP 54
Alimentación ~230 V 50 Hz 8 VA / = 12 V 850 mA
BATIDORA
DISEÑO DE PLANTAS PÁGINA 33

Elaboración de keke industrial embolsado UNAC - EPIA
HORNO
Ideal para la industria panadera. De fácil manejo y óptimo
rendimiento en el horneado. Estructura en acero inoxidable.
Capacidad de 36 bandejas y puede alcanzar temperaturas de hasta
250°C, incluye carrito para tener hasta 36 bandejas.
DISEÑO DE PLANTAS PÁGINA 34

Elaboración de keke industrial embolsado UNAC - EPIA
DOSIFICADORA
Diseñada para dosificar en forma automática cremas y batidos de
panificacion, kekes, producción de muffins, piononos y más. También
se puede aplicar en productos de similares características que
necesitan ser dosificadas en forma continua y en dosificaciones
exactas para porciones pequeñas o abundantes.
DISEÑO DE PLANTAS PÁGINA 35

Elaboración de keke industrial embolsado UNAC - EPIA
Un sistema electrónico innovador permite al operador manejar todas
las funciones de trabajo rápidamente y exacto. El tablero de control
está diseñado para uso práctico y funcional. La estructura de la
máquina y sus partes son una combinación de aluminio, bronce,
acero inoxidable. Todas las partes en contacto con los materiales del
alimento se pueden desmontar totalmente para una limpieza correcta
y rápida.
La forma de dosificación de los rodillos de la unidad es
particularmente conveniente para el proceso de los productos que se
desea dosificar.
ESPECIFICACIONES TÉCNICAS:
Sólida estructura de acero
otorgando a la máquina buena
resistencia y larga duración.
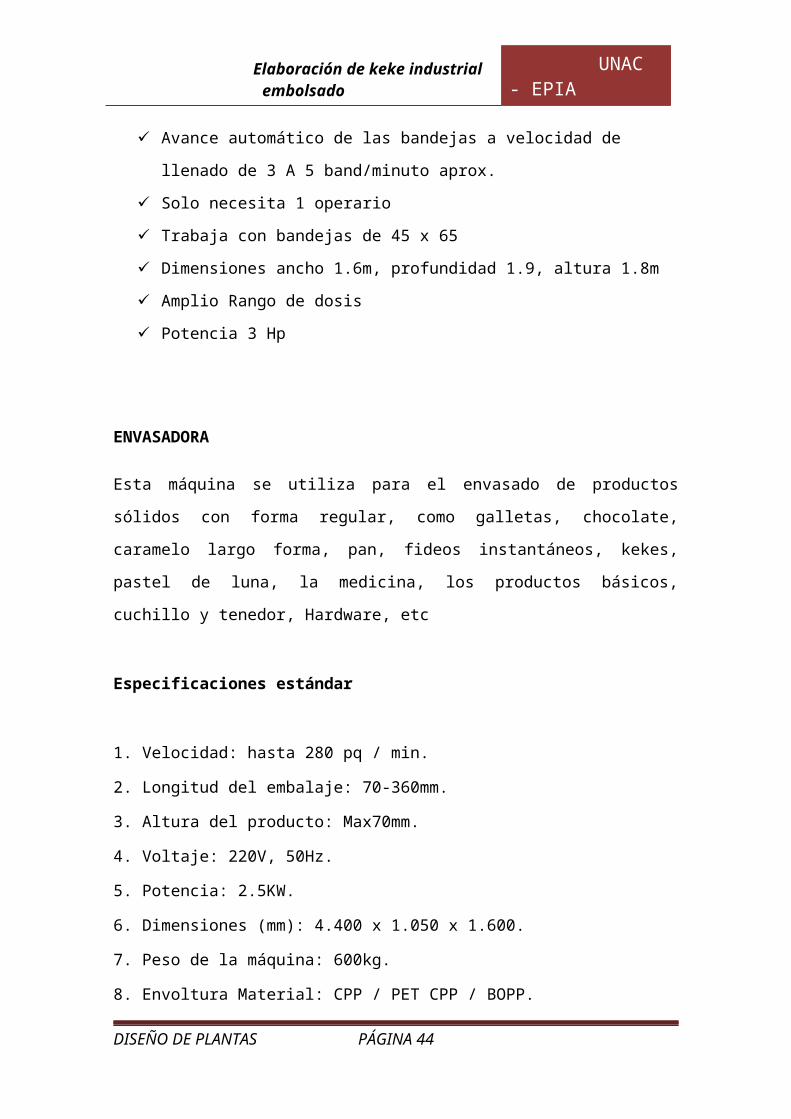
Avance automático de las
bandejas a velocidad de llenado
de 3 A 5 band/minuto aprox.
Solo necesita 1 operario
Trabaja con bandejas de 45 x 65
Dimensiones ancho 1.6m,
profundidad 1.9, altura 1.8m
Amplio Rango de dosis
Potencia 3 Hp
ENVASADORA
Esta máquina se utiliza para el envasado de productos sólidos con
forma regular, como galletas, chocolate, caramelo largo forma, pan,
fideos instantáneos, kekes, pastel de luna, la medicina, los productos
básicos, cuchillo y tenedor, Hardware, etc
DISEÑO DE PLANTAS PÁGINA 36

Elaboración de keke industrial embolsado UNAC - EPIA
Especificaciones estándar
1. Velocidad: hasta 280 pq / min.
2. Longitud del embalaje: 70-360mm.
3. Altura del producto: Max70mm.
4. Voltaje: 220V, 50Hz.
5. Potencia: 2.5KW.
6. Dimensiones (mm): 4.400 x 1.050 x 1.600.
7. Peso de la máquina: 600kg.
8. Envoltura Material: CPP / PET CPP / BOPP.
X. DISTRIBUCION FISICA DE LA PLANTA
Por este método se calculan los espacios físicos que se requerirán para establecer la planta keke embolsado. Por lo tanto se hace necesario identificar el número total de maquinaria y equipos llamados elementos estáticos y también el número de operarios y equipos de acarreo, llamado también elementos móviles.
DISEÑO DE PLANTAS PÁGINA 37

Elaboración de keke industrial embolsado UNAC - EPIA
Parra cada elemento a distribuir, la superficie total necesaria se calculara como la suma de tres superficies parciales.
Cálculos:
St=(Ss+Sg+Se ) xn
Dónde:
St = superficie total
Ss = superficie estática (m2)
Sg = superficie gravitacional (m2)
Se = superficie de evolución (m2)
n = número de máquinas.
Ss=Lx a
Sg=Ss x N
Se=(Ss+Sg ) k
Dónde:
L : largo (m)
a: ancho (m)
N: número de lados útiles de la maquina
k= hem2x hee
hem=∑i=0
r
Ss x nx h
∑i=0
r
Ss x n
DISEÑO DE PLANTAS PÁGINA 38

Elaboración de keke industrial embolsado UNAC - EPIA
hee=∑j=0
t
Ss x nx h
∑j=0
t
Ss x n
Dónde:
hem: Altura de los elementos estáticos (m)
hee: Altura de los elementos móviles (m)
h: Altura de la maquina (m)
El valor de k, ya establecido para la industria alimentaría 0.05 - 0.15, tomaremos el promedio: 0.10
Elementos n N L a h Ss Sg Se S St
Balanza 3 2 0.5 0.4 0.85 0.2 0.4 0.06 0.66 1.98
Batidora 2 2 0.92 0.6 1.37 0.55 1.1 0.165
1.815
3.63
Dosificador 1 3 1.9 1.6 1.80 3.04 9.12 1.216
13.38
13.38
Mesa de trabajo
2 4 1,5 0,8 1,2 1.2 4.8 0.6 6.6 13.2
Horno 2 1 2.32 1.56 2.45 3.62 3.62 0.724
7.96 15.92
Carrito para horno
2 2 1.9 1.30 2.10 2.47 4.94 0.741
8.15 16.3
Envasadora 1 2 1.05 4.4 1.6 4.62 9.24 1.386
15.25
15.25
Trabajadores 16 48
total 127.66 m2
Conclusión:
De acuerdo con esta evaluación se concluye que el requerimiento de área será aproximadamente de 127.66 ≈ 130 m2.
XI. ANALISIS DE PROXIMIDAD DE AREAS
DISEÑO DE PLANTAS PÁGINA 39

Elaboración de keke industrial embolsado UNAC - EPIA
Tabla de Relación
La escala de valores para la proximidad de las actividades, queda indicada por las letras A, E, I, O, U, X.
TABLA RELACIONAL
2ESQUEMA DE TABLA
VALORES DE PROXIMIDAD OBTENIDOS
DISEÑO DE PLANTAS PÁGINA 40
Elaboración de keke industrial embolsado UNAC - EPIA
VALORES DE PROXIMIDADA (1,2); (1,6); (1,7); (1,8); (2,6); (7,8)E (9,10)I (2,7) ;(2,8)O (1,4) ;(4,5) ;(4,6) ;(4,8) ;(5,9) ;(5,10)U (1,5) ;(2,4) ;(2,5) ;(3,5) ;(3,7) ;(3,9) ;(3,10) ;
(3,11) ;(4,7) ;(9,11) ;(5,6) ;(5,7);(5,8); (6,7) ;(6,8) ;(10,11)
X (1,3); (1,9); (1,10); (1,11); (2,3); (2,9); (2,10); (2,11); (3,4); (3,6); (3,8); (4,9); (4,10); (4,1); (5,11); (6,9) ;(6,10) ;(6,11) ;(7,9) ;(7,10) ;(7,11) ;(8,9) ;(8,10);(8,11).
Diagrama de Actividades
DISEÑO DE PLANTAS PÁGINA 41

Elaboración de keke industrial embolsado UNAC - EPIA
XII. ILUMINACIÓN
Para determinar las condiciones de iluminación y luz eléctrica se
considerará lo siguiente
a). 540LUX en zonas donde se realiza un examen detallado del
producto.
b). 220LUX en salas de producción.
C). 110LUX en otras zonas.
Nivel de iluminación en lámparas fluorescentes.
DISEÑO DE PLANTAS PÁGINA 42

Elaboración de keke industrial embolsado UNAC - EPIA
1. Determinar el tipo de alumbrado y artefactos.
2. Determinar el coeficiente de utilización. Para ello se necesita
conocer:
Ic = índice de cuarto.
Para conocer Ic hay que saber:
Dimensiones a iluminar (L x a) porcentaje de reflexión de las paredes.
H1 = 3,5 m H2 = 1 m
Altura del montaje = 3,5 m
I c=Lx a
alturadelmontaje(L+a)
I c=13 x 10
3,5 (13+10)=1,615
I c=1,615
3. Estimación del factor de mantenimiento en base a tablas.
DISEÑO DE PLANTAS PÁGINA 43
Elaboración de keke industrial embolsado UNAC - EPIA
4. Determinación del número de lámparas y número de artefactos.
Luces= Lumen
Mt2
Para alimentos: Luces = 500
N ° Lamparas=500 ( Luces ) x 130(m2)2500 x (0,67 ) x (0,65 )
N ° Lamparas=59.7≈60
N ° Artefactos=603
=20
N ° Artefactos=20
Total de lamparas=20 x3=60
DISEÑO DE PLANTAS PÁGINA 44

Elaboración de keke industrial embolsado UNAC - EPIA
Amperaje: 40 w + 25 % = 50 W
50W x60 Lamparas=3000W
W=E x I
I=WE
I=3000W220Vol
=13.6 A
I=13.6 A
XIII. INSTALACIONES ELÉCTRICAS
Se encontrara las instalaciones eléctricas necesarias para la planta de procesamiento de helados.
Diagrama:
1. Calculo intensidad de carga (Ic):
Se halla según voltaje (220V) . Amperaje a plena carga para motores trifásicos de corriente alterna o monofásica según sea el caso.
Equipo N° Equipos 220 V Total de motoresBatidora 2 2 Hp 2
Dosificadora 1 2.8 Hp 1Horno 2 4.5 Hp 2
Envasadora 1 3.2 Hp 1
DISEÑO DE PLANTAS PÁGINA 45

Elaboración de keke industrial embolsado UNAC - EPIA
220 V TABLA II-42 Hp 6,5
2.8 Hp 84,5 Hp 10
3.2 4.5
2. Calculo del protector térmico 300 % Ic
2 Hp6,5
Amperios6,5 x 3 19,5 Amperios ≈
20 Amperios
2.8 Hp 8 Amperios 8 x 3 24 Amperios ≈24
Amperios4.5 Hp 10 Amperios 10 x 3 30 Amperios ≈ 30Amperios
3.2 Hp4.5
Amperios4.5 x 3 13.5 Amperios ≈ 14Amperios
3. Calculo de llave general 20 % fusible
2 Hp 20 Amperios 20 x 1,2 24 Amperios
2.8 Hp 24 Amperios 24 x 1,2 29 Amperios
4.5 Hp 30 Amperios 30 x 1,2 36 Amperios
3.2 Hp 14 Amperios 14 x 1,2 17 Amperios
4. Fusible de a llave general
I = (10 x 1,25) + 4,5 + 6.5 + 8 = 31.5 Amperios ≈ 40 Amperios
Fusible: 40 x 3 = 120 Amperios
Llave: 120 x 1,2 = 144 ≈ 150 Amperios
DISEÑO DE PLANTAS PÁGINA 46

Elaboración de keke industrial embolsado UNAC - EPIA
XIV. BIBLIOGRAFIA
http://www.bafupack.com/en_ProductInfo_4D4213B349F8FFC5.htm
http://www.famipack.com/portal/index.php?option=com_content&view=article&id=49:llenadoras-de-liquidos&catid=34:productos&Itemid=2
http://www.escueladeloschefs.com/Fundamentosdepasteleria.pdf
http://repository.lasalle.edu.co/bitstream/10185/16064/2/43011000.pdf
http://www.ferneto.com/equipamentos/batedeiras/batedeiras-industriais-btl/batedeira-industrial-ferneto-btl140
DISEÑO DE PLANTAS PÁGINA 47

Elaboración de keke industrial embolsado UNAC - EPIA
XV. ANEXOS
DISEÑO DE PLANTAS PÁGINA 48