ITEA - · PDF fileaceros inoxidables, las razones de su utilización, las formas de...
81
Acero inoxidable Instituto Técnico de la Estructura en Acero ITEA 22
-
Upload
nguyentruc -
Category
Documents
-
view
216 -
download
0
Transcript of ITEA - · PDF fileaceros inoxidables, las razones de su utilización, las formas de...
Acero inoxidable
Instituto Técnicode la Estructuraen Acero
I T E A
22

ÍNDICE DEL TOMO 22
ACERO INOXIDABLE
Lección 22.1: Introducción al Acero Inoxidable .................................... 1
1 INTRODUCCIÓN AL ACERO INOXIDABLE ................................................. 4
2 HISTORIA ....................................................................................................... 5
3 ¿QUÉ ES EL ACERO INOXIDABLE? ........................................................... 6
4 ¿POR QUÉ UTILIZAR ACERO INOXIDABLE ............................................... 8
4.1 Razones .................................................................................................. 8
4.2 Otras propiedades positivas del acero inoxidable ............................ 8
5 TIPOS DE ACERO INOXIDABLE .................................................................. 10
5.1 Aceros inoxidables austeníticos ......................................................... 10
5.2 Otras Aleaciones Inoxidables .............................................................. 11
6 DESIGNACIÓN DE LOS ACEROS INOXIDABLES ...................................... 14
6.1 Sistema descriptivo .............................................................................. 14
6.2 Sistema AISI .......................................................................................... 14
6.3 Sistema de Número de Material (Nº Werkstoff) .................................. 14
6.4 Sistema abreviado de designación ..................................................... 15
6.5 Aplicación según las normas .............................................................. 15
7 TRABAJO DE TALLER Y PRODUCTOS ...................................................... 16
7.1 Formas de los Productos ..................................................................... 16
7.2 Trabajo en frío ....................................................................................... 16
7.3 Soldabilidad ........................................................................................... 16
7.4 Acabados ............................................................................................... 16
8 TORNILLOS Y TUERCAS ............................................................................. 18
9 APLICACIONES TÍPICAS ............................................................................. 20
10 RESUMEN FINAL ........................................................................................... 22
11 BIBLIOGRAFÍA............................................................................................... 22
I
ÍNDICE

Lección 22.2: Comportamiento y Proyecto Estructurales ................... 23
1 INTRODUCCIÓN ............................................................................................. 26
2 CONSIDERACIONES PRELIMINARES ......................................................... 27
2.1 Generalidades ........................................................................................ 27
2.2 Selección de la Clase del Material ...................................................... 27
2.3 Disponibilidad de Formas Estructurales ............................................ 27
3 COMPORTAMIENTO MECÁNICO .................................................................. 29
3.1 Relaciones Tensión/Deformación ........................................................ 29
3.1.1 Comportamiento tensión-deformación básico ...................... 29
3.1.2 Factores que afectan al comportaiento .................................. 30
3.2 Tabajo en frío ......................................................................................... 30
3.3 Efectos de la Temperatura ................................................................... 31
3.4 Otras propiedades ................................................................................. 32
4 COMPORTAMIENTO Y PROYECTO DE ELEMENTOS ESTRUCTURALES ... 33
4.1 Generalidades ........................................................................................ 33
4.1.1 Cálculo elástico o plástico ....................................................... 33
4.1.2 Efecto de la no linealidad del material .................................... 33
4.2 Clasificación y abolladura .................................................................... 36
4.2.1 Clasificación .............................................................................. 36
4.2.2 Abolladura .................................................................................. 37
4.3 Proyecto de pilares ............................................................................... 37
4.4 Proyecto de vigas .................................................................................. 42
5 UNIONES ........................................................................................................ 44
5.1 Aspectos generales .............................................................................. 44
5.2 Uniones Atornilladas ............................................................................ 44
5.3 Uniones Soldadas ................................................................................. 44
6 RESUMEN FINAL ........................................................................................... 46
7 BIBLIOGRAFÍA ............................................................................................... 46
8 BIBLIOGRAFÍA ADICIONAL .......................................................................... 46
Lección 22.3: Corrosión de Acero Inoxidable ....................................... 47
1 INTRODUCCIÓN ............................................................................................. 50
2 TIPOS DE CORROSIÓN ................................................................................. 51
II

2.1 Picadura ................................................................................................. 51
2.2 Corrosión en Fisuras ............................................................................ 51
2.3 Corrosión Bimetálica ............................................................................ 52
2.4 Fisuración por Corrosión bajo Tensión .............................................. 52
2.5 Corrosión General (Uniforme) ............................................................. 53
2.6 Ataque Intergranular y Degradación de la Soldadura ....................... 53
3 SELECCIÓN DE LA CLASE ........................................................................... 54
4 CONSIDERACIONES DEL DETALLE ............................................................ 56
5 ALMACENAMIENTO Y MANIPULACIÓN ...................................................... 57
6 RESUMEN FINAL ........................................................................................... 58
7 BIBLIOGRAFÍA ............................................................................................... 58
Lección 22.4: Fabricación ....................................................................... 59
1 INTRODUCCIÓN ............................................................................................. 62
2 LABRA DEL ACERO INOXIDABLE ............................................................... 64
2.1 Corte ....................................................................................................... 64
2.2 Perforación y Punzonado ..................................................................... 64
2.3 Amoladura .............................................................................................. 65
3 OPERACIONES DE CONFORMACIÓN Y ENSAMBLAJE ............................ 66
3.1 Conformación en frío ............................................................................ 66
3.1.1 Plegado en prensa .................................................................... 66
3.1.2 Conformación en rodillo ........................................................... 66
3.1.3 Plegado ...................................................................................... 66
3.1.4 Estiramiento profundo .............................................................. 67
3.2 Soldadura ............................................................................................... 68
3.2.1 Soldadura por fusión ................................................................ 68
3.2.2 Soldadura por resistencia ........................................................ 70
3.3 Bulones, Remaches y Tornillos ........................................................... 70
3.4 Unión por adhesivos ............................................................................. 71
4 INSPECCIÓN .................................................................................................. 72
5 ACABADO ....................................................................................................... 73
6 RESUMEN FINAL ........................................................................................... 74
7 BIBLIOGRAFÍA ............................................................................................... 74
DIAPOSITIVAS COMPLEMENTARIAS .......................................................... 75
III
ÍNDICE
ESDEP TOMO 22ACERO INOXIDABLE
Lección 22.1: Introducción al Acero Inoxidable
1

3
OBJETIVOS/ALCANCE
OBJETIVOS/CONTENIDO
Proporcionar una visión general de losaspectos básicos de los aceros inoxidables.Facilitar información práctica como introduccióna las lecciones subsiguientes.
LECCIONES AFINES
Lección 22.2: Comportamiento y ProyectoEstructurales
Lección 22.3: Corrosión de Acero Inoxidable
Lección 22.4: Fabricación
RESUMEN
Se proporciona una breve visión históricadel desarrollo de los aceros inoxidables. Se faci-
litan antecedentes sobre la composición, las pro-piedades del acero y las diferencias respecto alacero al carbono.
Se presenta una visión general de losaceros inoxidables agrupándolos en familias deacuerdo con su estructura metalúrgica.
La lección continúa facilitando informa-ción práctica sobre las designaciones de las ale-aciones en los diferentes sistemas utilizados, tor-nillos y tuercas, distinguiendo los diferentesaceros inoxidables, las razones de su utilización,las formas de productos disponibles y los acaba-dos de superficie.
Se señalan las aplicaciones típicas parailustrar el uso del acero inoxidable en la cons-trucción en acero.

1. INTRODUCCIÓN AL ACEROINOXIDABLE
Los aceros inoxidables son materialesmodernos. Desde que empezaron a estar dispo-nibles para la industria, su uso se ha extendidoconstantemente hacia nuevas aplicaciones. Esteproceso continúa incluso hoy.
Para utilizar con éxito los aceros inoxida-bles en aplicaciones de construcción, es nece-sario conocer sus propiedades, sus capacidadesen relación con la resistencia a la corrosión, ladisponibilidad de formas de productos y acaba-dos de superficie. Interesa asimismo conocer lasaplicaciones de referencia que demuestran eléxito de la elección de los aceros inoxidableshace ya muchos años.
Esta lección está diseñada para propor-cionar una visión general de los aceros inoxi-dables, sus propiedades y las formas de pro-ductos disponibles que, junto con las leccionessubsiguientes, permitirán utilizarlos con éxitoen proyectos de una forma efectiva en cuanto acostes, en términos de resistencia a la corro-sión, mantenimiento y durabilidad. Los acerosinoxidables respetan el medio-ambiente; deforma activa y pasiva, ayudan a mantenerlo
limpio y se reciclan en un alto porcentaje (50 -70 %).
El trabajo de taller del acero inoxidable esun arte tecnológico que requiere competencia yequipamiento especial a fin de mantener los ele-mentos críticos dentro de unos límites especifica-dos. Los aceros inoxidables contienen cantidadessubstanciales de elementos costosos comocromo, níquel, molibdeno, etc., que justifican sualto coste, de aproximadamente cinco veces el delacero al carbono. Sin embargo, los costes dematerial representan sólo una parte del coste totalde una estructura. Un buen proyecto aprovecharálas propiedades de los aceros inoxidables y elresultado de ello será una solución efectiva encuanto a costes, lo cual podrá demostrarsemediante cálculos de costes de ciclo vital.
En un enfoque actualizado del diseño seconsideran los efectos del mantenimiento, lasreparaciones periódicas, las sustituciones yinmovilizaciones, además de los aspectosmedioambientales.
El resultado de una estructura de aceroinoxidable diseñada sobre la base de un proyec-to en acero al carbono será casi seguro unasolución insatisfactoria.
4

2. HISTORIA
Desde hace unos 200 años se sabe quecantidades pequeñas de cromo aleadas alacero común mejoran su resistencia a la corro-sión en el aire y en el agua y que si se incre-mentan las cantidades de cromo, dicha resisten-cia aumenta. Estas investigaciones fueronrealizadas en 1821 por Berthier (1) en Francia.Sin embargo, estos conocimientos no podíanutilizarse en la fabricación de acero debido a laslimitaciones tecnológicas. En aquel momentoresultaba imposible reducir el alto contenido decarbono de las coladas a niveles suficientemen-te bajos o controlar el contenido de cromo. Elcontenido de cromo era siempre demasiadobajo o demasiado alto. Un alto contenido de car-bono y/o cromo producía aleaciones frágiles yun bajo contenido de cromo producía una resis-tencia a la corrosión insuficiente.
Con el cambio de siglo, muchos investi-gadores trabajaron con estas aleaciones y publi-caron sus trabajos. Goldschmidt (1), enAlemania, descubrió un método de producirferro-cromo con un contenido muy bajo de car-bono. Sobre la base de este descubrimiento,entre 1904 y 1909, A. Portevien y L. Guillet enFrancia y W. Giesen en Alemania publicaron losresultados de sus investigaciones en aceros alcromo martensíticos al 13% y ferríticos al 17%.En 1909 L. Guillet presentó un estudio sobre
aceros de cromo-níquel con una estructura aus-tenítica.
Estas aleaciones ya eran similares a lasactuales y a las tres principales familias metalúr-gicas de los aceros inoxidables, esto es, los ace-ros martensíticos (endurecibles mediante trata-miento térmico), los ferríticos (no endurecibles) ylos austeníticos (no endurecibles). Al mismotiempo, P. Monnartz definía en Alemania el papelde la pasividad en la resistencia a la corrosión(1). Estas investigaciones se realizaban en labo-ratorios y, de 1910 a 1915, se llevaron a cabointentos para desarrollar la producción práctica agran escala de los aceros inoxidables. Este tra-bajo suponía fundir las aleaciones en cantidadesmayores, convirtiendo los lingotes en formassemiacabadas y fabricando equipamiento a par-tir de éstas. Aunque había muchos investigado-res empeñados en el desarrollo de los primerosaceros inoxidables, por lo general se consideraque los mayores avances y contribuciones al artese debieron a los siguientes metalúrgicos (1):
• Brearly en Inglaterra, con los aceros mar-tensíticos.
• Dansitzen y Becket en EEUU, con los ace-ros ferríticos.
• Maurer y Strauss en Alemania, con los ace-ros austeníticos.
5
HISTORIA

3. ¿QUÉ ES EL ACERO INOXIDABLE?
El acero común se compone de hierro(Fe) con algunos otros elementos derivadosde la fabricación del acero como el carbono(C), el manganeso (Mn), el silicio (Si), el fósfo-ro (P) y el azufre (S). Un acero al carbono típi-co sin alear utilizado en la construcción tienela siguiente composición química (en % del
peso):
Si se añade un mínimo de 11% decromo a este acero se obtiene un “acero inoxi-
dable”. La composición química (de nuevo en% del peso) pasa entonces a ser:
El hierro sigue siendo el elemento domi-nante, pero el añadido de cromo requiere tam-bién algunos cambios menores en el conteni-do de manganeso y silicio para facilitar lafabricación del acero, así como de fósforo yazufre. Estos dos últimos elementos son impu-rezas y tienen un efecto negativo en algunasde las propiedades del acero, como la resis-tencia a la corrosión y la soldabilidad. Unacero con un 11% de cromo representa laforma más simple de un acero inoxidable. Suresistencia a la corrosión es suficiente pararesistir en un entorno acuoso poco severo.
El añadido de cromo a un acero tienecomo resultado la formación de una capa del-gada, estanca, adherente y dúctil de óxido decromo sobre la superficie del acero, siempreque éste se exponga al aire o a otro entornooxidante. Puesto que esta capa confiere pasi-vidad al acero, lo que significa que éste no secorroe de forma activa, se la denomina tam-
bién capa pasiva. Es la responsable de lacapacidad del acero para resistir la corrosión.El espesor de esta capa muy fina es del ordende 1 - 10 mm (1 nanómetro = 10-9 m o0,000001 mm). La capa pasiva no es inerte nitiene una composición o espesor determina-dos e invariables, sino que depende de la com-posición del acero, del tratamiento que se leaplique a la superficie y del efecto corrosivodel ambiente al que se expone. Si se producencambios en estas condiciones, la capa pasivase adapta por si misma.
También es posible que la capa pasivaresulte dañada por herramientas durante eltrabajo de taller (fresado, rectificado, pulido,perforación, roscado) o por accidente. En con-diciones normales (en presencia de aire) lacapa pasiva se renueva por sí misma; es auto-rregenerable. Esta interesante capacidad delacero inoxidable tiene una gran importanciapráctica, ya que no es necesario adoptar medi-das especiales para renovar o reparar la caparesistente a la corrosión.
Por su naturaleza, las pinturas que seaplican para la protección contra la corrosiónde otros materiales no cubren totalmente lassuperficies y son susceptibles de resultardañadas. Los daños en la pintura son general-mente el punto de inicio de la corrosión.
La familia de los aceros inoxidables com-prende un gran número de diferentes aleacio-nes. Cada una de ellas se desarrolló para satis-facer necesidades específicas como una mayorresistencia a la corrosión, una mejora de laspropiedades mecánicas como la resistencia,dureza o ductilidad, estabilidad metalúrgicabajo la influencia del calor de la soldadura y, encasos especiales, la maquinabilidad. Puestoque todos estos aceros contienen al menos un11% de cromo, todos están protegidos por lacapa pasiva que se forma espontáneamente enla superficie.
La designación de acero “antioxidante”o “inoxidable” se remonta a los primeros añosdel desarrollo metalúrgico. Significaba queaquellas nuevas aleaciones de acero no pre-
6
C Mn Si P S Fe
0,17 0,60 0,25 0,045 0,045 > 98
C Mn Si P S Cr Fe
0,10 1,0 1,0 0,045 0,030 11 ≤ 87

sentarían herrumbre ni se oxidarían al serexpuestas a la atmósfera o al agua. Estadesignación se sigue utilizando ampliamenteen la actualidad pero puede confundir al dise-ñador poco informado. No es correcta unainterpretación mucho más amplia en el sentido
de que “los aceros inoxidables” son resisten-tes a cualquier entorno corrosivo que se puedaconcebir. No obstante, si se tiene presenteesta limitación, constituye una designaciónmuy práctica para la descripción global detoda la familia de estos aceros.
7
¿QUÉ ES EL ACERO INOXIDABLE?

4. ¿POR QUÉ UTILIZAR ACEROINOXIDABLE?
4.1 Razones
Existen algunas razones importantespor las que se utilizan ampliamente los acerosinoxidables en estructuras. Estas razonesson:
• Excelente resistencia a la corrosión atmos-férica
• Estética
• Aspectos higiénicos/limpieza
• Resistencia térmica
Resistencia a la corrosión atmosférica ydurabilidad
Los aceros inoxidables austeníticos tie-nen un largo historial de aplicaciones con éxitoen la industria de la construcción. Su excelenteresistencia a la corrosión es la razón principal desus bajos costes de mantenimiento y su exce-lente durabilidad. Estas propiedades son cadavez más importantes en cualquier proyecto deconstrucción.
Estética
La superficie de los aceros inoxidablespuede obtenerse en numerosas clases diferen-tes tales como pulido especular, brillante condiferentes grados de rugosidad, cepillado, lami-nado en frío, arenado, texturado y coloreado enrollo. El acero inoxidable combina estéticamentecon cualquier otro material sin dominarlo y man-teniendo su elegancia intemporal, especialmentecuando se utilizan elementos esbeltos (perofuertes).
Aspectos Higiénicos y Limpieza
El acero inoxidable tiene una superficiedura, lisa y uniforme totalmente apropiada paraaplicaciones exigentes en las que la higiene y lalimpieza son importantes. Por estas razonestiene muchos usos en hospitales, laboratorios,baños y piscinas.
Resistencia térmica
Los aceros inoxidables son materialesresistentes al calor. superan a cualquier otromaterial estructural convencional en aplicacio-nes con presencia de fuego o altas temperatu-ras. Su uso está indicado en sistemas de emer-gencia en incendios, puertas corta-fuego,cerramientos, cajas de cables, chimeneas, etc.(Véase también el apartado 5.1).
4.2 Otras propiedades positivasdel acero inoxidable
Existen varias propiedades ventajosasque pueden utilizarse en ciertas aplicaciones:
• resistencia
• alta absorción de energía
• facilidad de trabajo en taller
• costes de ciclo vital favorables
• reciclaje y protección del medio-ambiente
Resistencia
Los aceros inoxidables tienen unas pro-piedades mecánicas muy interesantes que pue-den modificarse dentro de límites amplios debidoa su respuesta al trabajo en frío. Los proyectosen los que se hace un buen uso de las ventajo-sas propiedades mecánicas resultan eficientesen cuanto a costes.
Alta absorción de energía
Los aceros inoxidables austeníticos sontenaces y dúctiles, con el resultado de una defor-mación plástica excepcionalmente alta antes dela rotura. Estas propiedades pueden ser impor-tantes en barreras de seguridad, paredes contraexplosiones y estructuras antisísmicas de edifi-cios.
Facilidad de trabajo en taller
Los aceros inoxidables pueden trabajarseen taller igual que los materiales metálicos con-vencionales. Se pueden cizallar, cortar, aserrar,
8

doblar, estirar, conformar en rollo, perforar, des-menuzar, soldar, extruir, fresar y pulir.
Costes de ciclo vital favorables
Se ha comprobado a menudo que el usode aceros inoxidables tiene como resultado cos-tes de ciclo vital favorables en los que se tienenen cuenta todos los costes relacionados a lolargo de la vida útil prevista de una aplicación.Los cálculos de costes de ciclo vital son cada vezmás importantes en vista de los altos costes demantenimiento, paralizaciones, demolición y sus-titución de equipos y piezas. En los cálculos decostes de ciclo vital se incluyen conceptos talescomo los costes de instalación inicial, los costesde mantenimiento, los costes de las inmoviliza-ciones, los costes de reparación y sustitución,los intereses y el efecto de la inflación.
Reciclaje y protección del medio-ambiente
No es muy conocido el hecho de que elreciclaje del acero inoxidable ya ha experimenta-
do un alto grado de desarrollo. Dependiendo delas condiciones económicas, se recicla entre un50% y un 80%, porcentaje que no se alcanzacon la mayoría de los demás materiales. Unarazón de este aspecto favorable es el hecho deque la chatarra de acero inoxidable es un bienvalioso que se puede vender en cualquiermomento.
El reciclaje incluye el almacenamiento, eltransporte y la manipulación en diferentes luga-res. El acero inoxidable, debido a su resistenciaa la corrosión, no tiene ningún efecto sobre elmedio-ambiente, incluso si se deja expuesto a laintemperie durante años.
El acero inoxidable desempeña asimis-mo un papel activo importante en la protec-ción del medio-ambiente. Se utiliza amplia-mente en los sistemas de escape de losvehículos y en los convertidores catalíticos,en las plantas de depuración de aguas resi-duales, chimeneas, depuración de humos yotras aplicaciones.
9
¿POR QUÉ UTILIZAR ACERO INOXIDABLE?

5. TIPOS DE ACERO INOXIDABLE
Resulta práctico agrupar los numerososaceros inoxidables diferentes de acuerdo con suestructura metalúrgica. Sobre esta base, puedendistinguirse los grupos siguientes:
• Aceros inoxidables martensíticos
• Aceros inoxidables ferríticos
• Aceros inoxidables austeníticos
• Aceros inoxidables austeníticos/ferríticos(Dúplex)
• Aceros inoxidables de endurecimiento porprecipitación
En la figura 1 se muestra una visión gene-ral gráfica de estos grupos en relación con elcontenido de cromo y níquel.
En aplicaciones estructurales predominael uso de las clases austeníticas.
5.1 Aceros inoxidablesausteníticos
La resistencia a la corrosión favorable delos aceros inoxidables austeníticos debido a sucontenido de cromo se combina con las pro-piedades mecánicas favorables (buena ductili-dad y resistencia) y la buena soldabilidad debi-da a un cierto contenido de níquel (véase lafigura 1).
Los aceros inoxidables austeníticos con-tienen cromo (17%), níquel (8 - 17%) y tienen unbajo contenido de carbono (generalmentemenos del 0,10%).
Pueden contener otros elementos comomolibdeno (2 - 6%), titanio o niobio a fin de esta-bilizar la estructura, así como azufre, que seañade para mejorar la maquinabilidad.
La composición química de un acero inoxi-dable austenítico típico es:
C ≤ 0,10%
Cr = 16,5 - 18,5%
Ni = 10,5 - 13,5%
Mo = 2,0 - 2,5%
Ti ≥ 5 x % C
Los aceros inoxidables aus-teníticos en su estado más resis-tente a la corrosión (recocido porsolubilización) no son magnéticos.Para una mayor resistencia pue-den trabajarse en frío mediantelaminación, plegado, prensado,etc., lo que puede hacerlos ligera-mente magnéticos. Son fácilmentesoldables.
Sus aplicaciones típicasson en arquitectura, cubiertas,piezas de unión, procesamientode alimentos, industria química yfarmacéutica, hospitales, usosmédicos, transporte, vivienda,chimeneas, industria papelera,
10
Figura 1 Tipos de acero inoxidable

instalaciones nucleares, cajas y correas derelojes, etc.
El proceso de trabajo en frío influye engran medida en el comportamiento mecánico delacero inoxidable austenítico. En la tabla 1 se faci-litan datos de los aceros típicos y en la figura 2se muestra un diagrama de tensiones-deforma-ciones. Se muestra asimismo la diferencia signi-ficativa del módulo de Young.
5.2 Otras Aleaciones Inoxidables
De acuerdo con sus propiedades especí-ficas, se utilizan varios aceros inoxidables enaplicaciones especiales. En algunos casos pue-den también utilizarse en estructuras de edifi-cios. Éstos aceros son:
• aceros inoxidables martensíticos
• aceros inoxidables ferríticos
• aceros inoxidables austeníticos/ferríticos
• aceros inoxidables de endurecimiento porprecipitación
Aceros inoxidables martensíticos
Este acero contiene entre un 12% y un18% de cromo y entre un 0,12% y un 0,9% de car-bono. Debido a la presencia de mayores conteni-dos de carbono, pueden endurecerse. Algunos deestos aceros contienen cantidades modestas deníquel (hasta 2,5%) y molibdeno (hasta 0,6%)para mejorar su resistencia a la corrosión.También se pueden añadir otros elementos comotitanio, vanadio y niobio. Un alto contenido de car-bono reduce la resistencia a la corrosión.
Los aceros inoxidables martensíticos sonmagnéticos y, por regla general, no se sueldan.
Típicamente se utilizan en ingenieríamecánica para ejes de bombas, válvulas, matri-
11
TIPOS DE ACERO INOXIDABLE
Mínimo0,2 %
Material límite elástico[N/mm2]
*1.4301 **X 5 CrNi 18 10 Recocido por 1951.4541 X 6 CrNiTi 18 10 solubilización 2001.4401 X 5 CrNiMo 17 12 2 2051.4571 X 6 CrNiMo 17 12 2 210
1.4301 X 5 CrNi 18 10 350K 700 K 700
1.4541 X 6 CrNiTi 18 10 350K 700 K 700 Conformado
en frío según1.4401 X 5 CrNiMo 17 12 2 nivel de 350K 700 K 700 resistencia
indicado1.4571 X 6 XrNiMo 17 12 2 350K 700 K 700
** Sistema de número de material* Sistema abreviado de designación.
Tabla 1. Las propiedades materiales del acero inoxidable austenítico, DIN
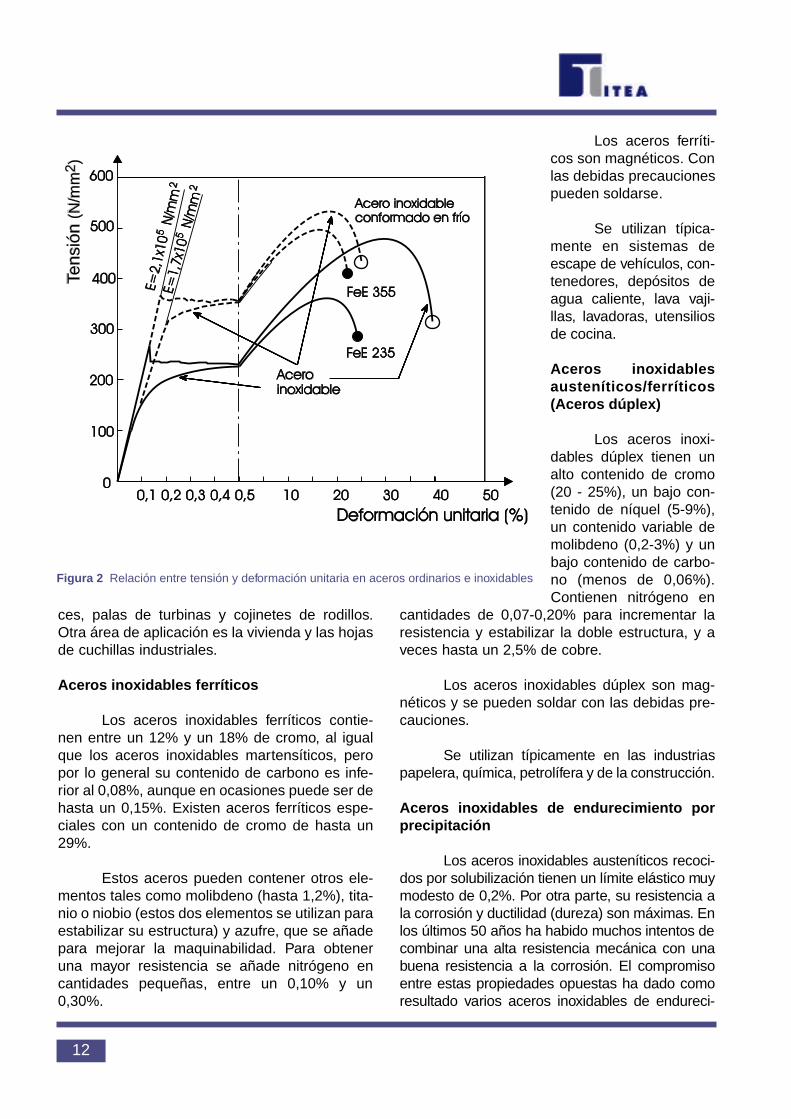
ces, palas de turbinas y cojinetes de rodillos.Otra área de aplicación es la vivienda y las hojasde cuchillas industriales.
Aceros inoxidables ferríticos
Los aceros inoxidables ferríticos contie-nen entre un 12% y un 18% de cromo, al igualque los aceros inoxidables martensíticos, peropor lo general su contenido de carbono es infe-rior al 0,08%, aunque en ocasiones puede ser dehasta un 0,15%. Existen aceros ferríticos espe-ciales con un contenido de cromo de hasta un29%.
Estos aceros pueden contener otros ele-mentos tales como molibdeno (hasta 1,2%), tita-nio o niobio (estos dos elementos se utilizan paraestabilizar su estructura) y azufre, que se añadepara mejorar la maquinabilidad. Para obteneruna mayor resistencia se añade nitrógeno encantidades pequeñas, entre un 0,10% y un0,30%.
Los aceros ferríti-cos son magnéticos. Conlas debidas precaucionespueden soldarse.
Se utilizan típica-mente en sistemas deescape de vehículos, con-tenedores, depósitos deagua caliente, lava vaji-llas, lavadoras, utensiliosde cocina.
Aceros inoxidablesausteníticos/ferríticos(Aceros dúplex)
Los aceros inoxi-dables dúplex tienen unalto contenido de cromo(20 - 25%), un bajo con-tenido de níquel (5-9%),un contenido variable demolibdeno (0,2-3%) y unbajo contenido de carbo-no (menos de 0,06%).Contienen nitrógeno en
cantidades de 0,07-0,20% para incrementar laresistencia y estabilizar la doble estructura, y aveces hasta un 2,5% de cobre.
Los aceros inoxidables dúplex son mag-néticos y se pueden soldar con las debidas pre-cauciones.
Se utilizan típicamente en las industriaspapelera, química, petrolífera y de la construcción.
Aceros inoxidables de endurecimiento porprecipitación
Los aceros inoxidables austeníticos recoci-dos por solubilización tienen un límite elástico muymodesto de 0,2%. Por otra parte, su resistencia ala corrosión y ductilidad (dureza) son máximas. Enlos últimos 50 años ha habido muchos intentos decombinar una alta resistencia mecánica con unabuena resistencia a la corrosión. El compromisoentre estas propiedades opuestas ha dado comoresultado varios aceros inoxidables de endureci-
12
Tens
ión
(N/m
m2 )
Figura 2 Relación entre tensión y deformación unitaria en aceros ordinarios e inoxidables

miento por precipitación. Sin embargo, la selecciónde una aleación apropiada para una aplicacióndeterminada requiere una gran experiencia porparte del productor y del usuario.
Las altas propiedades mecánicas seobtienen mediante un tratamiento térmico
estrechamente controla-do que produce unincremento de la dure-za, un mayor límite elás-tico y una mayor resis-tencia a la rotura portracción, así como unamayor resistencia a lafatiga.
Los aceros inoxi-dables martensíticos ysemiausteníticos de endu-recimiento por precipita-ción son magnéticos. Losaceros austeníticos noson magnéticos.
Los aceros inoxi-dables de endurecimien-to por precipitación sepueden soldar siempreque se utilicen los proce-dimientos adecuados.Las aleaciones con unalto contenido de fósforoson difíciles de soldar.
Se utilizan típicamente en aplicacionesaeronáuticas y espaciales, piezas de turbinas,motores y compresores, muelles resistentes a lacorrosión, misiles, recipientes a presión y piezassometidas a grandes esfuerzos en instalacionesde investigación.
13
TIPOS DE ACERO INOXIDABLETe
nsió
n de
flue
ncia
(N/m
m2 )
Figura 3 Relación entre tensión de fluencia y temperatura
6. DESIGNACIÓN DE LOS ACEROS INOXIDABLES
Existen varias alternativas para designara los aceros inoxidables. Se mencionan aquí por-que se las encuentra a menudo en las descrip-ciones técnicas.
6.1 Sistema Descriptivo
Este sistema emplea los elementos aña-didos a los aceros. Resulta complicado con losaceros más aleados, ya que las designacionesse hacen largas. Se hace referencia a los ele-mentos en orden descendente del peso conteni-do. Así pues, tenemos:
• Aceros inoxidables al cromo
• Aceros inoxidables al cromo-níquel
• Aceros inoxidables al cromo-níquel-molib-deno
En el caso de un acero bajo en carbono ode un acero estabilizado con titanio, diríamos:
• Acero inoxidable al cromo-níquel-molibde-no bajo en carbono.
• Acero inoxidable al cromo-níquel-titanio.
La ventaja de este sistema es que inclusoun lector no muy informado entiende fácilmentede qué clase de acero se trata. Para una des-cripción más exacta sería necesario añadir elcontenido de cada elemento en % de peso.
6.2 Sistema AISI
El sistema introducido por el AmericanIron and Steel Institute (AISI) se utiliza en gene-ral en todo el mundo. Define cada clase de acerocon un número y, si es necesario, con una letraadicional. A continuación se indican algunosejemplos:
L = Bajo en carbono
N = Nitrógeno
Se = Selenio
Ti = Titanio
C = Alto en carbono
B = Más bajo en carbono que C
A = Más bajo en carbono que B
F = Maquinado libre (alto contenido deazufre)
Cb = Colombio = Niobio Nb
Así pues, acero inoxidable 304LN signifi-ca que es un acero austenítico con bajo conteni-do de carbono (0,03% como máximo) y nitróge-no. Los contenidos nominales de cromo y níquelson 18 - 20% y 8 - 12% respectivamente.
Las series 200 y 300 se reservan para losaceros austeníticos, la serie 400 para los acerosmartensíticos y ferríticos y la serie 600 para losaceros de endurecimiento por precipitación.
La composición química exacta y las pro-piedades de un acero deben consultarse en lanorma. Algunas designaciones típicas son:
Tipo 201: C = 0,15% máximo
Mn = 5,5 - 7,5%
Cr = 16 - 18%
Ni = 3,5 - 5,5%
Tipo 304: C = 0,08% máximo
Cr = 18 - 20%
Ni = 8 - 10,5%
6.3 Sistema de Número de Material (Nº Werkstoff)
Este sistema alemán se utiliza amplia-mente también en otros países. Cada designa-ción consiste en 5 números y los detalles decomposición y las propiedades de los acerosdeben consultarse en la norma. Por ejemplo, elnúmero de material 1.4306 se considerará:
El primer dígito es 1 e indica que es unacero.
Los dos dígitos siguientes “43” significan“aceros químicamente resistentes sin molibdeno,niobio ni titanio”
14
Los dos últimos dígitos “06” definen la ale-ación exacta.
Además de la designación “43”, existentambién las siguientes:
“40” sin molibdeno, niobio o titanio, conmenos del 2,5% de níquel
“41” con molibdeno, sin niobio ni titanio, conmenos del 2,5% de níquel
“44” sin molibdeno, sin niobio ni titanio, conmás del 2,5% de níquel
“45” con cobre, niobio o titanio, con más del2,5% de níquel
Un acero con el número de material 1.4306tiene la composición siguiente:
C = 0,03% máximo
Cr = 18 - 20%
Ni = 10 - 12,5%
Por lo tanto, corresponde al tipo de aceroinoxidable AISI 304L, aunque el límite inferior deníquel es un 2% mayor.
6.4 Sistema abreviado de designación
Este sistema se utiliza ampliamente envarias normas. Consiste en una serie deletras y números, como en los ejemplossiguientes:
X 2 Cr Ni 18 11
X significa que es un acero altamentealeado
2 indica el contenido de carbono en1/100º de un porcentaje, por ejemplo,C = 0,02%
Cr significa cromo y 18 es el contenidoen %
Ni significa níquel y 11 indica el contenidoen %.
Un acero X 2 Cr Ni 18 11 corresponde altipo AISI 304L y al número de material 1.4306.
6.5 Aplicación según las Normas
En la actualidad las normas nacionalesutilizan estos sistemas:
Sistema AISI:
– Normas Británicas (BSI)
– Normas Japonesas (JIS)
Sistema abreviado:
– Normas Italianas (UNI)
– Normas Alemanas (DIN)
– Normas Españolas (UNE)
– EURONORM
– ISO/DR 2604/4
– Las Normas Francesas (AFNOR) utilizanletras diferentes pero números similares (X2 Cr Ni 18 11 = Z 2 CN 18 10)
Sistema de numeración:
– Números de material alemanes
– Normas suecas (SIS)
– ISO/DR 683/13 y DR 2604/1-75
(Los sistemas de numeración sueco y delas normas ISO no se explican en esta lección)
En vista de esta situación bastante confu-sa, se espera que en un futuro próximo prevale-cerán sólo s2 sistemas:
• EURONORM utilizando el sistema abrevia-do y
• El Sistema Unificado de Numeración (UNS)basado en el sistema AISI.
15
DESIGNACIÓN DE LOS ACEROS INOXIDABLES

7. TRABAJO DE TALLERY PRODUCTOS
7.1 Formas de los Productos
Para aplicaciones especiales, muchas delas aleaciones de acero inoxidable están dispo-nibles en forma de pieza colada o forjada. Laspiezas más pequeñas pueden producirse porpulvimetalurgia pero, con diferencia, lo que másse utiliza son las formas siguientes de productosforjados que se encuentran disponibles:
• Planchas, laminadas en caliente
• Chapa, lámina y tira, laminadas en frío
• Tubos sin juntas (sólo redondos)
• Tubos soldados (redondos, cuadrados, rec-tangulares)
• Barras, laminadas en caliente (redondas,cuadradas, rectangulares)
• Barras, laminadas en frío (redondas, cua-dradas, rectangulares)
• Barras huecas, laminadas en caliente(redondas)
• Ejes, estirados en frío o rectificados (redon-dos)
• Barras y alambres, estirados en frío (redon-dos)
• Barras para armadura de hormigón (pla-nas/redondas)
• Barras para armadura de hormigón (conaletas)
• Redes para refuerzo de hormigón
• Piezas de unión (tornillos, tuercas, arande-las, pernos de anclaje, etc.)
• Las secciones están disponibles en formade extrusión, pero resulta más económicoconformarlas en frío en la prensa de embu-tir o mediante rodillo.
7.2 Trabajo en Frío
La resistencia de los aceros inoxidablesausteníticos no puede mejorarse mediante trata-
miento térmico. Pueden obtenerse mayores nive-les de resistencia mediante el trabajo en frío, porejemplo laminación en frío, conformación enrodillo y plegado en prensa de embutido.Típicamente, un 15% de trabajo en frío duplica ellímite elástico del 2%. Se puede encargar mate-rial conforme a niveles de resistencia especifica-dos. El material trabajado en frío puede teneruna resistencia a la corrosión ligeramente redu-cida.
Para más detalles, consultar la lección22.4, Trabajo de taller y montaje.
7.3 Soldabilidad
Los aceros inoxidables austeníticos pue-den soldarse con todos los métodos de soldadu-ra conocidos, pero se aplican las restricciones delos demás grupos metalúrgicos. Cualquiera quesea la clase del acero inoxidable que se debasoldar, es necesario seleccionar el método másefectivo en cuanto a costes.
Los aceros inoxidables para aplicacio-nes estructurales se seleccionan principalmen-te por sus propiedades de resistencia a lacorrosión. Hay que asegurarse de que la sol-dadura se ajusta a las propiedades del materialde base.
Los aceros austeníticos pueden soldarseal acero al carbono estructural observando lasdebidas precauciones.
Para más detalles, consultar la lección22.4, Trabajo de taller y montaje.
7.4 Acabados
Hay disponibles numerosos acabadospara las superficies de las piezas de acero inoxi-dable, lo que proporciona al arquitecto/ingenierouna amplia gama de efectos. La chapa laminadaen frío, la tira, los tubos y las barras pueden obte-nerse con los acabados siguientes:
• pulido especular
16

• brillante con diferentes grados de rugosi-dad, desde muy fina hasta basta
• cepillado
• mate (decapado o chorreado con grava)
• bruto de laminación.
Además, puede obtenerse chapa en ungran número de superficies dibujadas y textura-das, producidas por laminación.
Las superficies de acero inoxidable pue-den colorearse mediante procesos especiales.
17
TRABAJO DE TALLER Y PRODUCTOS
8. TORNILLOS Y TUERCASLos tornillos, bulones y tuercas fabricados
con diferentes clases de acero inoxidable estánagrupados en la norma ISO 3506 de acuerdocon las tres estructuras metalúrgicas siguientes:
• (A) Piezas austeníticas
• (F) Piezas ferríticas
• (c) Piezas martensíticas
Existen grupos de aceros que se identifi-can con las abreviaturas siguientes:
• A1, A2 y A4, aceros austeníticos
• F1, aceros ferríticos
• C1, C3 y C4, aceros martensíticos.
Para aplicaciones estructurales sólo debenutilizarse A2 y A4, ya que el resto de los grupostienen una menor resistencia a la corrosión.
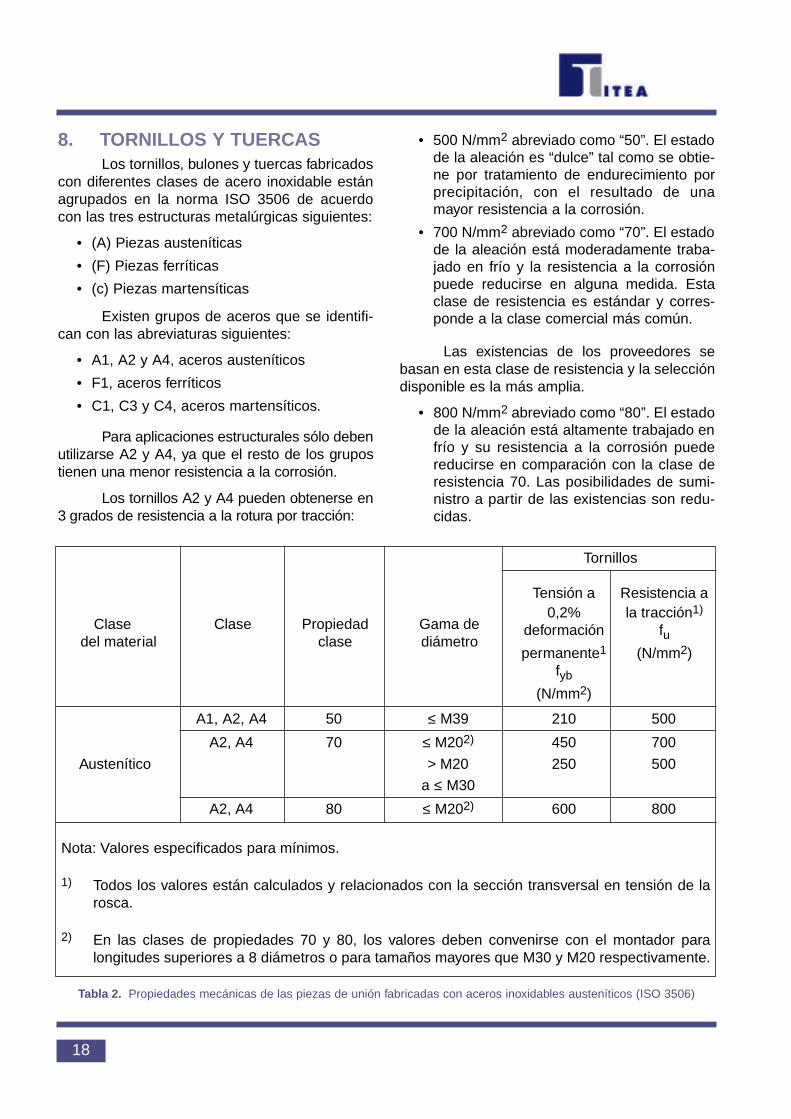
Los tornillos A2 y A4 pueden obtenerse en3 grados de resistencia a la rotura por tracción:
• 500 N/mm2 abreviado como “50”. El estadode la aleación es “dulce” tal como se obtie-ne por tratamiento de endurecimiento porprecipitación, con el resultado de unamayor resistencia a la corrosión.
• 700 N/mm2 abreviado como “70”. El estadode la aleación está moderadamente traba-jado en frío y la resistencia a la corrosiónpuede reducirse en alguna medida. Estaclase de resistencia es estándar y corres-ponde a la clase comercial más común.
Las existencias de los proveedores sebasan en esta clase de resistencia y la seleccióndisponible es la más amplia.
• 800 N/mm2 abreviado como “80”. El estadode la aleación está altamente trabajado enfrío y su resistencia a la corrosión puedereducirse en comparación con la clase deresistencia 70. Las posibilidades de sumi-nistro a partir de las existencias son redu-cidas.
18
Tornillos
Tensión a Resistencia a0,2% la tracción1)
deformación fupermanente1 (N/mm2)
fyb
(N/mm2)
A1, A2, A4 50 ≤ M39 210 500
A2, A4 70 ≤ M202) 450 700
Austenítico > M20 250 500
a ≤ M30
A2, A4 80 ≤ M202) 600 800
Nota: Valores especificados para mínimos.
1) Todos los valores están calculados y relacionados con la sección transversal en tensión de larosca.
2) En las clases de propiedades 70 y 80, los valores deben convenirse con el montador para longitudes superiores a 8 diámetros o para tamaños mayores que M30 y M20 respectivamente.
Tabla 2. Propiedades mecánicas de las piezas de unión fabricadas con aceros inoxidables austeníticos (ISO 3506)
Clase Clase Propiedad Gama dedel material clase diámetro
En la tabla 2 se proporciona una visióngeneral de las propiedades mecánicas de estostornillos.
Las tuercas sin indicación de una clase deresistencia corresponden a la clase “80”, porejemplo, la clase más alta. Las clases de resis-tencia de “70” y “50” sólo van marcadas en lastuercas si las pruebas de resistencia indican queno corresponden a la clase más alta.
Sin excepción, los pernos deben tenerroscas laminadas, ya que las roscas cortadas o
moleteadas tienen una mayor tendencia a rayar-se, lo que puede reducir la resistencia de unaunión. Los tornillos de acero inoxidable debenmontarse siempre con un lubricante adecuado,ya que la resistencia a la fricción entre dos pie-zas de acero inoxidable es mucho mayor encomparación con la de los tornillos de acero alcarbono.
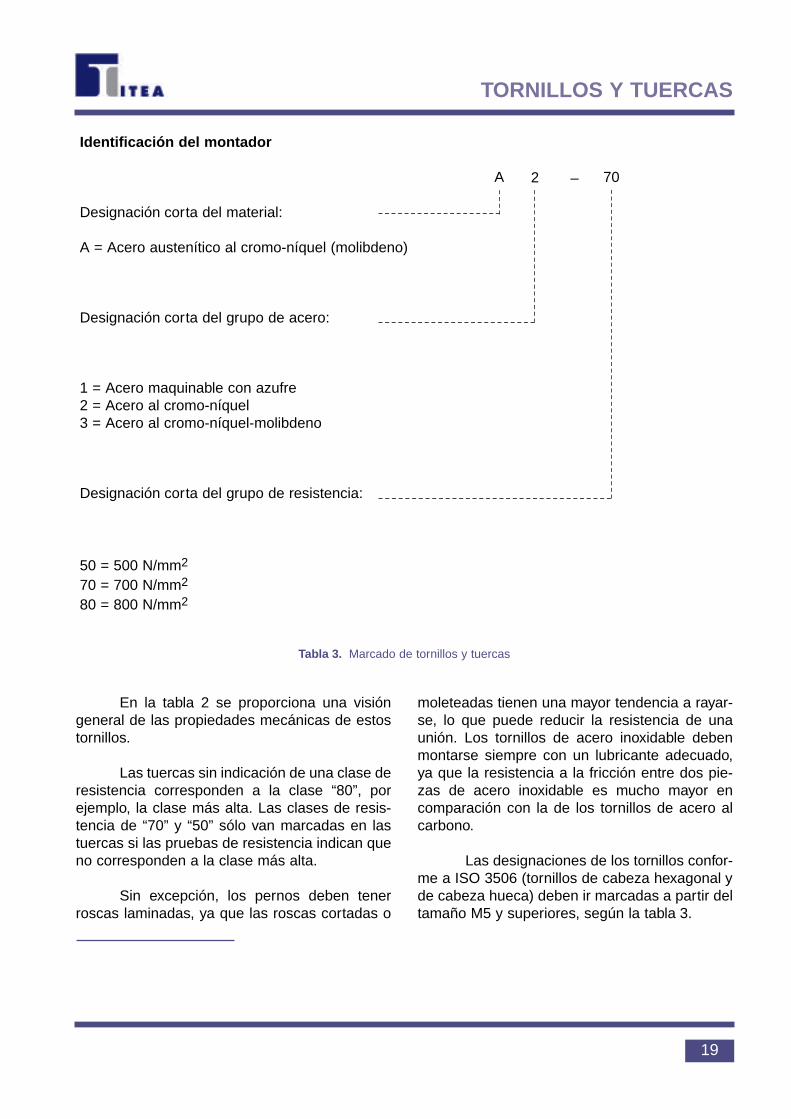
Las designaciones de los tornillos confor-me a ISO 3506 (tornillos de cabeza hexagonal yde cabeza hueca) deben ir marcadas a partir deltamaño M5 y superiores, según la tabla 3.
19
TORNILLOS Y TUERCAS
Tabla 3. Marcado de tornillos y tuercas
Identificación del montador
Designación corta del material:
A = Acero austenítico al cromo-níquel (molibdeno)
Designación corta del grupo de acero:
1 = Acero maquinable con azufre2 = Acero al cromo-níquel3 = Acero al cromo-níquel-molibdeno
Designación corta del grupo de resistencia:
50 = 500 N/mm2
70 = 700 N/mm2
80 = 800 N/mm2
A 2 – 70

9. APLICACIONES TÍPICAS
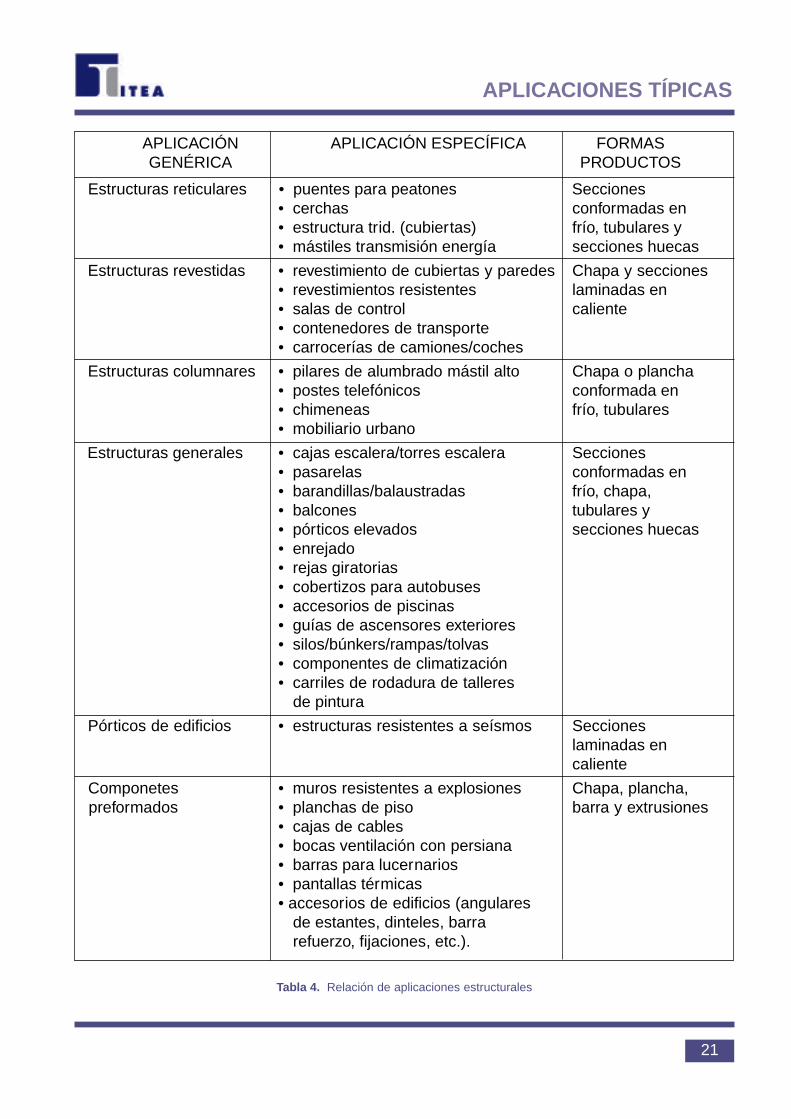
En la tabla 4 se relacionan las aplicacio-nes estructurales de los aceros inoxidables. Acontinuación se indican algunos ejemplos deaplicaciones importantes en las que se han utili-zado productos de acero inoxidable.
1. Edificio de Chrysler, Nueva York
Construido en 1926 - 1929
Toda la aguja hasta la primera plataformaestá cubierta de acero inoxidable tipo AISI304. En 1961 se procedió a su limpieza y secomprobó que se encontraba en perfectoestado, a pesar de la agresividad de laatmósfera de Nueva York y la proximidaddel mar.
2. Iglesia de Vimodrone, Italia
Construida en 1990 - 1991
La cubierta de la iglesia, una membrana dehormigón armado, está parcialmente sopor-tada por dos péndolas de 70 mm de diáme-tro y 18 m de longitud. Como material seseleccionó acero inoxidable del tipo AISI316N.
Arquitecto: Guglielmo Giani
Ingenieros de estructuras: Antonio Migliacciy Danilo Campagna
3. Iglesia de Vimodrone, Italia
Fijación de una péndola a la cubierta dehormigón de la iglesia descrita en el punto2, más arriba.
4. Chimenea autoestable aislada construi-da en acero inoxidable
Exterior: Tipo AISI 304 o 316
Interior: Tipo AISI 321, 316 o 317
5. Planetario, Stuttgart
Construido en 1977
La cubierta, con un peso total de 870 tone-ladas, es soportada por una estructura tipoaraña con 6 patas diseñadas como cerchasy hechas de tubos. Como material se esco-gió el tipo AISI 316.
Arquitecto: Wilfred Beck-Erlang
Ingeniero de estructuras: Ing. Büro Pieckert
Fotos: Beck-Erlang, Baacke.
6. Planetario, Stuttgart
Detalle de uno de los 42 puntos de suspen-sión para la cubierta del planetario de laestructura descrita en el punto 5, más arriba.
7. Emparrillado del piso
Emparrillado de piso antideslizante hechode acero inoxidable tipo AISI 304 o 316 uti-lizado en las industrias química, farmacéuti-ca, procesamiento de alimentos y bebidas yrevestimientos de chapa.
8. Eurotunel
720,000 segmentos prefabricados de hor-migón para el revestimiento interior del túnelse dotaron de fijaciones de acero inoxidabletipo AISI 304 para su transporte, manipula-ción y colocación en el interior del túnel.
9. Torre, Italia
Torre para publicidad de 22 m de altura enCalbusera, en una zona industrial de Milán,Italia. La torre está recubierta con 500 m2de chapas de acero inoxidable tipo AISI 316de color azul oscuro.
Proyecto: Giovanni Baroni, GerardoGenghini y Massimo Pellacini
20
21
APLICACIONES TÍPICAS
Tabla 4. Relación de aplicaciones estructurales
APLICACIÓN APLICACIÓN ESPECÍFICA FORMASGENÉRICA PRODUCTOS
Estructuras reticulares • puentes para peatones Secciones• cerchas conformadas en• estructura trid. (cubiertas) frío, tubulares y• mástiles transmisión energía secciones huecas
Estructuras revestidas • revestimiento de cubiertas y paredes Chapa y secciones• revestimientos resistentes laminadas en• salas de control caliente• contenedores de transporte• carrocerías de camiones/coches
Estructuras columnares • pilares de alumbrado mástil alto Chapa o plancha• postes telefónicos conformada en• chimeneas frío, tubulares• mobiliario urbano
Estructuras generales • cajas escalera/torres escalera Secciones• pasarelas conformadas en• barandillas/balaustradas frío, chapa,• balcones tubulares y• pórticos elevados secciones huecas• enrejado• rejas giratorias• cobertizos para autobuses• accesorios de piscinas• guías de ascensores exteriores• silos/búnkers/rampas/tolvas• componentes de climatización• carriles de rodadura de talleres
de pintura
Pórticos de edificios • estructuras resistentes a seísmos Seccioneslaminadas encaliente
Componetes • muros resistentes a explosiones Chapa, plancha,preformados • planchas de piso barra y extrusiones
• cajas de cables• bocas ventilación con persiana• barras para lucernarios • pantallas térmicas• accesorios de edificios (angulares
de estantes, dinteles, barra refuerzo, fijaciones, etc.).
10. RESUMEN FINAL1. Para aplicaciones estructurales predomina
el uso de las clases austeníticas de aceroinoxidable, aunque las clases Dúplexregistrarán rápidos avances en un futuropróximo.
2. A pesar de unos costes iniciales más altos,las estructuras de acero inoxidable resul-tan a menudo la solución más económica.Esta economía puede demostrarsemediante cálculos de costes de ciclo devida a medida que los propietarios deestructuras se van interesando en los cos-tes totales durante toda la vida útil de lasestructuras.
3. Las estructuras de acero inoxidable eco-nómicas deben diseñarse sobre la base delas propiedades específicas de los acerosinoxidables.
4. Los mayores niveles de resistencia que seobtienen mediante la conformación en fríopermiten reducir costes. Además, no esnecesario prever ningún margen para lacorrosión o protección.
5. La ventaja dominante de los aceros inoxi-dables es su resistencia a la corrosión,como resultado de la cual no es necesarioningún sistema de protección, el manteni-miento es escaso o nulo a lo largo de todala vida útil y se eliminan los costes e incon-venientes de las reparaciones, paralizacio-nes y sustituciones.
11. BIBLIOGRAFÍA
1. Les Aciers Inoxydables (1990), Les éditionsde physique, F-91944 Les Ulis/Cédex A/France,ISBN 2-86883-142-7.
2. AISI Publication No. 9014, Design Guidelinesfor the Selection and Use of Stainless Steel.
3. Eurocode 3, Part 1, Annex S - The use ofstainless steels, Draft, April 1992.
4. Zulassung Nichtrostende Stähle, Institute fürBautechnik, Berlin, Feh. 1989.0
22
ESDEP TOMO 22ACERO INOXIDABLE
Lección 22.2: Comportamiento y ProyectoEstructurales
23

25
OBJETIVOS/CONTENIDO
OBJETIVOS/CONTENIDO
Comentar el comportamiento mecánicodel acero inoxidable y examinar las diferenciasque éste conlleva en el uso estructural de barrascompuestas de acero inoxidable y acero al car-bono. También se tratan otros factores que elproyectista debe considerar.
CONOCIMIENTOS PREVIOS
Lección 22.1: Introducción al AceroInoxidable
LECCIONES AFINES
Lección 22.3: Corrosión del AceroInoxidable
Lección 22.4: Fabricación
RESUMEN
El proyectista de estructuras de acero ino-xidable debe considerar atentamente la selec-ción de la clase del material. Las clases austení-ticas son apropiadas para la gran mayoría de lasaplicaciones. Se hará un mayor uso de los perfi-les en frío abiertos, y los componentes soldados,como perfiles laminados, pueden no estar dispo-nibles o no resultar económicos. Las caracterís-ticas no lineales y de endurecimiento del aceroinoxidable requieren el uso de curvas de cálculodiferentes a las aplicables para el acero al car-bono e introduce dificultades en el análisis plás-tico global. En comparación con las estructurasde acero al carbono, los criterios de servicio sonmás importantes con las estructuras de aceroinoxidable.

1. INTRODUCCIÓN
El acero inoxidable se ha venido utilizan-do desde hace más de 50 años en la construc-ción, principalmente para fijaciones, métodosde unión y revestimiento. Algunas industriascomo la nuclear, petroquímica, farmacéutica,papelera y minera imponen a los materialesunas exigencias más estrictas que las que secumplen en la construcción común. Estas exi-gencias están relacionadas con la durabilidad yla resistencia a la corrosión. En muchos casos,el acero inoxidable puede suponer una solu-ción estructural libre de mantenimiento y eficazen relación a los costes. El acero inoxidablepuede asimismo proporcionar unas propieda-des excepcionales de ductilidad, resistencia alfuego y no magnetismo que pueden ser nece-sarias en circunstancias particulares. Ademásde estas ventajas, el acero inoxidable puededar unas superficies extremadamente limpia-bles e higiénicas. Por lo tanto, encuentra unamplio campo de aplicación en el procesa-miento y elaboración de alimentos y en el áreasanitaria.
El acero inoxidable se utiliza, pues, comomaterial de construcción y a menudo debe resistircargas considerables. Es importante tener presen-te que la verificación de una estructura de aceroinoxidable requiere comprobaciones similares alas que se realizan para las estructuras de acero alcarbono. Sin embargo, debido a las diferentescaracterísticas materiales entre el acero inoxidabley el acero al carbono, las curvas de cálculo y lasformulaciones aplicables a cada material difieren.
En este punto cabe señalar que unesfuerzo mayor en el proyecto puede normal-mente justificarse para el acero inoxidable debi-do al mayor coste inicial de la materia prima.Esto se aplica al proyecto de componentes (esdecir, barras y uniones) y, en el caso de estruc-turas en las que la estética es importante, a laplanificación inicial para reducir costosas opera-ciones de acabado. Por ejemplo, en el caso delpasamanos de una barandilla, el hecho de ocul-tar las uniones a tope del pasamanos en lasbarras montantes reduce considerablemente lasoperaciones de soldadura y se obtiene un pro-ducto final muy mejorado.
26

2. CONSIDERACIONES PRELIMINARES
2.1 Generalidades
Para el proyectista que no está familiari-zado con el acero inoxidable [1], existen algunasdificultades para su elección adecuada, por loque debe tenerse en cuenta lo siguiente:
i. Aparentemente existe una cantidad des-concertante de clases de acero inoxida-ble para escoger y pueden surgir confu-siones adicionales por la existencia devarios sistemas diferentes de designa-ción vigentes en la actualidad. En la lec-ción 22.1 se comentan estos sistemasde designación y sus variantes.
ii. Existe la creencia errónea de que elacero inoxidable no sufre corrosión,mientras que, en ciertas circunstanciasadversas pude, de hecho, presentar colo-ración superficial o incluso un ataquemás grave. Este comportamiento ponede relieve la necesidad de seleccionaruna clase apropiada de acero inoxidable.
iii. La gama de perfiles de acero inoxidableproducidos por laminación es menor quela del acero al carbono, en particularpara las clases de acero inoxidable quese especifican con menor frecuencia.
iv. Comparado con el acero al carbono, losesfuerzos del proyectista con el aceroinoxidable se apoyan en mayor medidaen el éxito de las operaciones de traba-jo de taller y, en definitiva, de si la estruc-tura puede construirse. En particular,esta consideración se aplica a las barrasy estructuras realizadas por soldadura.
2.2 Selección de la Clase del Material
De los diversos grupos de acero inoxidable(véase la lección 22.1) los más útiles para la cons-trucción son los aceros austeníticos. Estos acerosinoxidables ofrecen la mejor combinación de pro-
tección ante la corrosión, resistencia, conformabili-dad, soldabilidad y economía. En ciertas circuns-tancias pueden considerarse los aceros dúplexmás altamente aleados, con su resistencia y suprotección ante la corrosión superiores, o los ace-ros ferríticos, más económicos pero con menorresistencia a la corrosión.
Para seleccionar la clase de acero inoxi-dable más apropiada debe tenerse en cuenta losiguiente:
a. el entorno de la aplicación y el gradode resistencia a la corrosión requeri-do.
b. la forma del trabajo de taller.
c. el acabado superficial.
d. la resistencia.
e. la disponibilidad de productos.
f. la economía.
2.3 Disponibilidad de FormasEstructurales
El proyectista debe ser consciente de queno todas las formas estructurales se encuentrandisponibles en todas las diferentes clases de aceroinoxidable. En particular, esto se aplica a perfilescon los que puede resultar imposible obtener, porejemplo, una viga en I, en las clases utilizadas conmenor frecuencia. A continuación se da una brevevisión general de la disponibilidad de productos.
Chapas y Planchas
Estos productos están ampliamente dis-ponibles en todas las clases. No obstante, pue-den existir restricciones en clases particulares dealta resistencia (como las clases dúplex) enespesores muy finos debido, a la dificultad delaminación en frío. Los productos de chapa yplancha son el punto de partida para las formasconformadas en frío o soldadas.
Productos Tubulares
Existe disponible una amplia variedad deproductos tubulares estirados y soldados en cla-
27
CONSIDERACIONES PRELIMINARES

ses especificadas frecuentemente, por ejemplo304, 316, 304L y 316L, así como en clases quese utilizan a menudo en tuberías, por ejemploalgunas clases dúplex.
Barras
Estos productos están ampliamente dis-ponibles.
Extrusiones en Caliente
Las extrusiones en caliente puede resul-tar adecuadas para de grandes volúmenes deperfiles de sección transversal compleja, porejemplo perfiles para acristalamiento. Debe bus-carse más información.
Productos Laminados en Caliente
Existen para las clases más comunes,hasta unas dimensiones máximas (altura oanchura) de aproximadamente 300 mm. En algu-nos países europeos estos productos resultandifíciles de obtener o son muy caros en compa-ración con sus equivalentes trabajados en taller(conformados en frío o soldados).
Productos Estirados en Frío
En la actualidad sólo están disponiblesen tamaños muy pequeños, por ejemplo angu-
lares de hasta 50 mm x 50 mm x 3 mm) y sola-mente en una gama pequeña de calidades.Estos productos tienen unas propiedades delímite elástico muy altas debido al endureci-miento impartido durante el proceso de estira-miento.
Productos Laminados en Frío/Curvados en Frío
Estos productos se utilizan normalmentecomo perfiles estructurales y se suministran entodas las clases. Generalmente son más eco-nómicos que los perfiles producidos en calien-te, los perfiles estirados en frío o los perfilestrabajados en taller mediante soldadura. Noobstante, puesto que el trabajo del acero inoxi-dable lo endurece considerablemente, las car-gas de conformación son mayores (aproxima-damente un 50% en el caso de los acerosausteníticos) que las de los perfiles de acero alcarbono geométricamente equivalentes. Comoresultado de ello, las longitudes de perfiles deacero inoxidable que se pueden curvar en fríoson menores. A ello se une la capacidad de lasplegadoras. Por lo tanto, salvo en estructuraspequeñas, existe una tendencia a utilizar máslas uniones a tope en el acero inoxidable queen el acero al carbono. El proyectista debecoordinar con el montador el establecimientode posibles limitaciones de longitud en unafase temprana del proyecto.
28
3. COMPORTAMIENTOMECÁNICO
3.1 RelacionesTensión/Deformación
3.1.1 Comportamiento tensión-deformación básico
El comportamiento tensión/deformacióndel acero inoxidable difiere del acero al carbonoen varios aspectos:
a. No linealidad
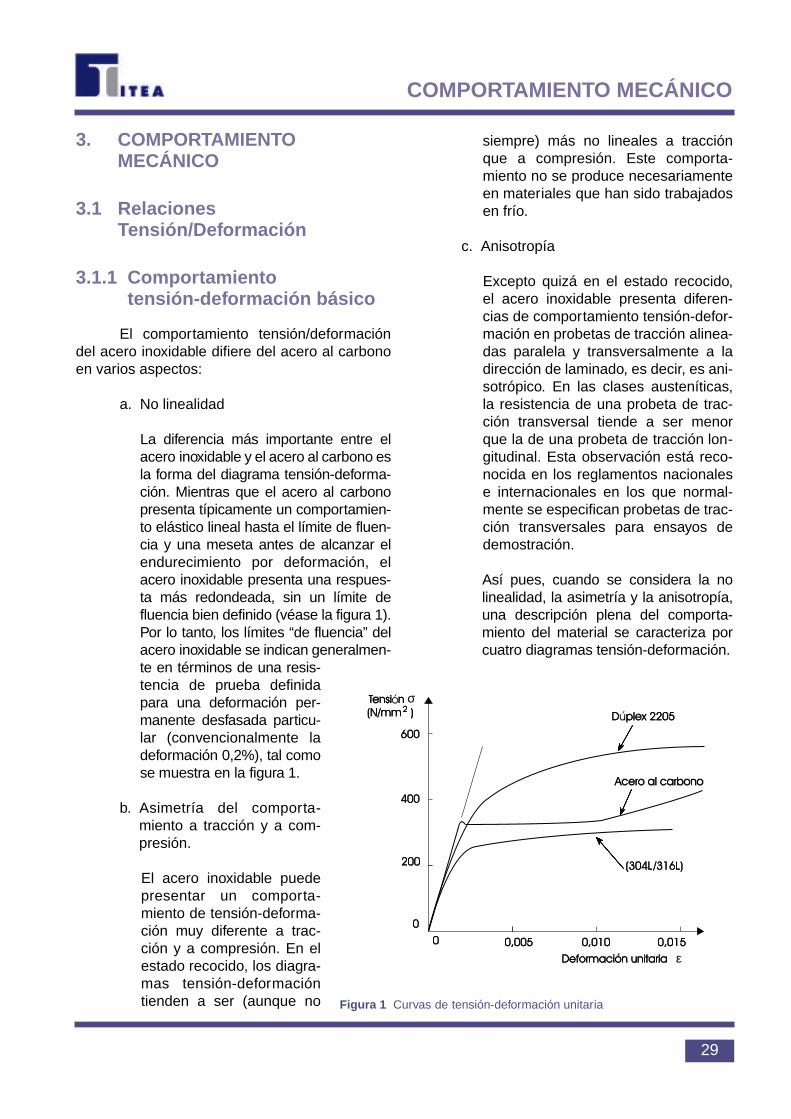
La diferencia más importante entre elacero inoxidable y el acero al carbono esla forma del diagrama tensión-deforma-ción. Mientras que el acero al carbonopresenta típicamente un comportamien-to elástico lineal hasta el límite de fluen-cia y una meseta antes de alcanzar elendurecimiento por deformación, elacero inoxidable presenta una respues-ta más redondeada, sin un límite defluencia bien definido (véase la figura 1).Por lo tanto, los límites “de fluencia” delacero inoxidable se indican generalmen-te en términos de una resis-tencia de prueba definidapara una deformación per-manente desfasada particu-lar (convencionalmente ladeformación 0,2%), tal comose muestra en la figura 1.
b. Asimetría del comporta-miento a tracción y a com-presión.
El acero inoxidable puedepresentar un comporta-miento de tensión-deforma-ción muy diferente a trac-ción y a compresión. En elestado recocido, los diagra-mas tensión-deformacióntienden a ser (aunque no
siempre) más no lineales a tracciónque a compresión. Este comporta-miento no se produce necesariamenteen materiales que han sido trabajadosen frío.
c. Anisotropía
Excepto quizá en el estado recocido,el acero inoxidable presenta diferen-cias de comportamiento tensión-defor-mación en probetas de tracción alinea-das paralela y transversalmente a ladirección de laminado, es decir, es ani-sotrópico. En las clases austeníticas,la resistencia de una probeta de trac-ción transversal tiende a ser menorque la de una probeta de tracción lon-gitudinal. Esta observación está reco-nocida en los reglamentos nacionalese internacionales en los que normal-mente se especifican probetas de trac-ción transversales para ensayos dedemostración.
Así pues, cuando se considera la nolinealidad, la asimetría y la anisotropía,una descripción plena del comporta-miento del material se caracteriza porcuatro diagramas tensión-deformación.
29
COMPORTAMIENTO MECÁNICO
σ
ε
Figura 1 Curvas de tensión-deformación unitaria

3.1.2 Factores que afectan al comportamiento tensión-deformación
a. Velocidad de la deformación
Los aceros inoxidables tienden a sermás sensibles a un cambio en la velo-cidad de ensayo que los aceros al car-bono. En la figura 2 se muestran algu-nos resultados para materiales 304L y316L en velocidades de deformaciónrápidas. Generalmente un incrementode la velocidad de la deformación pro-duce una mayor resistencia a la roturay una menor ductilidad.
b. Fluencia a temperatura ambiente
Al igual que algunas otras aleacionesmetálicas, aunque no el acero al car-
bono, el acero inoxidable está sujetoa deformación de fluencia a tempera-tura ambiente [2]. En la figura 3 semuestran algunos resultados para elmaterial 304. Esta faceta del compor-tamiento puede convertirse en unaconsideración para el proyecto sola-mente cuando se aplican altos nive-les de carga (es decir, cercanos allímite previsto) durante periodos lar-gos (medidos en meses y años). Lafluencia puede manifestarse por unamayor flecha en las vigas. Si la flechaa largo plazo es un problema, serecomienda restringir las tensionesde servicio producto de cargas alargo plazo 0,6 σ0,2 siendo σ0,2 la ten-sión de prueba 0,2% real del material.Debe señalarse que los materialesausteníticos reforzados mediante elañadido de nitrógeno son más sus-ceptibles a la fluencia a temperaturaambiente cuando están sometidos acarga en la misma proporción que sulímite de fluencia.
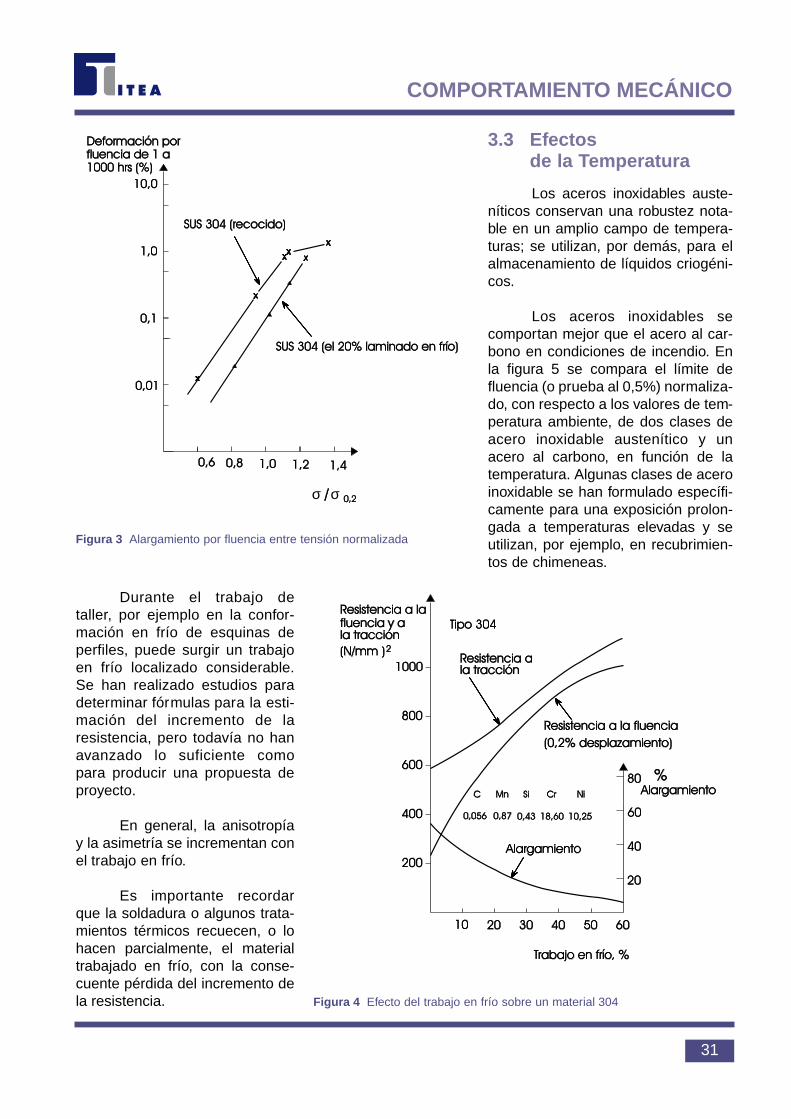
3.2 Trabajo en frío
Los aceros inoxidables austeníticos,en particular, desarrollan altas resistenciasmecánicas cuando se trabajan en frío. Estecomportamiento se debe en parte a la trans-formación parcial de la austenita en martensi-ta. El grado de incremento de la resistenciase ve afectado por la composición química.Los elementos estabilizadores de la austeni-ta como el níquel, el manganeso, el carbonoy el nitrógeno tienden a reducir la tasa deincremento de la resistencia.
En la figura 4 se muestran los efectosdel trabajo en frío sobre la tensión de pruebaal 0,2%, la resistencia a la rotura por traccióny el alargamiento de rotura para una piezaespecífica de 304. Relaciones similares seaplican a otros materiales austeníticos. A finde mantener una ductilidad útil del 15%, lacantidad de trabajo en frío debe limitarse al30% para las clases austeníticas.
30
Figura 2 Efectos de la velocidad de la deformación unitaria en materiales 304L y 316L
Durante el trabajo detaller, por ejemplo en la confor-mación en frío de esquinas deperfiles, puede surgir un trabajoen frío localizado considerable.Se han realizado estudios paradeterminar fórmulas para la esti-mación del incremento de laresistencia, pero todavía no hanavanzado lo suficiente comopara producir una propuesta deproyecto.
En general, la anisotropíay la asimetría se incrementan conel trabajo en frío.
Es importante recordarque la soldadura o algunos trata-mientos térmicos recuecen, o lohacen parcialmente, el materialtrabajado en frío, con la conse-cuente pérdida del incremento dela resistencia.
3.3 Efectos de la Temperatura
Los aceros inoxidables auste-níticos conservan una robustez nota-ble en un amplio campo de tempera-turas; se utilizan, por demás, para elalmacenamiento de líquidos criogéni-cos.
Los aceros inoxidables secomportan mejor que el acero al car-bono en condiciones de incendio. Enla figura 5 se compara el límite defluencia (o prueba al 0,5%) normaliza-do, con respecto a los valores de tem-peratura ambiente, de dos clases deacero inoxidable austenítico y unacero al carbono, en función de latemperatura. Algunas clases de aceroinoxidable se han formulado específi-camente para una exposición prolon-gada a temperaturas elevadas y seutilizan, por ejemplo, en recubrimien-tos de chimeneas.
31
COMPORTAMIENTO MECÁNICO
σ σ
Figura 3 Alargamiento por fluencia entre tensión normalizada
Figura 4 Efecto del trabajo en frío sobre un material 304

3.4 OtrasPropiedades
Densidad
La mayoría delos aceros inoxidablestienen una masa espe-cífica de 7800 a 8000kg/m3.
Dilatación Térmica
Los aceros inoxi-dables ferríticos tienenun coeficiente de la dila-tación térmica aproxi-madamente igual al delacero al carbono. Noobstante, los acerosinoxidables austeníticos presentan valores algomayores, hasta aproximadamente un 50% supe-riores a los del acero al carbono. Los efectos de ladilatación/contracción térmica diferenciales debentenerse en cuenta en el proyecto.
Conductividad Térmica
El acero inoxidable tiene un coeficiente deconductividad térmica de aproximadamente untercio que el del acero al carbono.
Obsérvese que esta baja conductividadconduce a gradientes térmicos más pronuncia-
dos y, junto con una mayor dilatación térmica,causa una mayor tensión residual y deformaciónde soldadura (véase el apartado 4.3).
Propiedades Magnéticas
Los aceros inoxidables austeníticos tie-nen una permeabilidad magnética baja. El traba-jo en frío pesado, particularmente en el aceroaustenítico aleado pobre, puede incrementar lapermeabilidad magnética; el recocido subsi-guiente restaura las propiedades no magnéticas.Se recomienda obtener asesoramiento especia-lizado para aplicaciones no magnéticas.
32
Figura 5 Efecto de la temperatura sobre la resistencia a la fluencia (carga de prueba al 0,5%)

4. COMPORTAMIENTO Y PROYECTO DE ELEMENTOSESTRUCTURALES
4.1 Generalidades
4.1.1 Cálculo elástico o plástico
Se recomienda el análisis global elásticopara estabilizar las fuerzas y momentos en lasbarras. Aunque en principio el análisis globalplástico podría utilizarse, existen actualmentealgunas dificultades que deben tratarse en el cál-culo. Estas dificultades están asociadas a laspropiedades de endurecimiento por deformacióndel acero inoxidable y, en particular, lascaracterísticas de momento-rotación deuna rótula plástica de acero inoxidable,que del mismo modo presenta un com-portamiento de endurecimiento. En laformación de un mecanismo plástico, lasrótulas plásticas deben experimentarvarios grados de rotación. Así, losmomentos en las rótulas están por enci-ma del momento plástico nominal(módulo plástico por la tensión de prue-ba al 0,2%) en cantidades variablesdependiendo de los grados de rotación.Por lo tanto, el cálculo de la distribuciónde momentos en torno a un pórtico impli-caría consideraciones cinemáticas.
En la figura 6 se muestra el senci-llo ejemplo de una viga fijada en un extre-mo, sujeta a una carga puntual a un cuar-to del vano. Los momentos en la viga deacero inoxidable son algo indeterminadosy dependen de la característica demomento-rotación. Las uniones deberíanresistir cualquier momento adicional.
4.1.2 Efecto de la no lineali-dad del material
Para describir el efecto de la nolinealidad del material en la resistencia al
pandeo de barras, resulta útil considerar diagra-mas tensión-deformación idealizados. Una ideali-zación útil es la propuesta por Ramberg y Osgood.
(1)
donde:
ε es la deformación
δ es la tensión
fy es el límite de fluencia (prueba 0,2%)
E es el módulo de Young
ε δ δ= + 0, 002
E fy
n
33
COMPORTAMIENTO Y PROYECTO…
θ θ
θ θ
θ
θ θ
Figura 6 Desarrollo de momentos en una viga empotrada

n es un índice que caracteriza el gradode no linealidad. Un bajo valor de n dauna curva muy redondeada, mientrasque un valor alto da curvas que seaproximan a la relación bilineal elásti-ca-perfectamente plástica del acero alcarbono, (véase la figura 7).
En términos generales, el efecto de lano linealidad (medido por el índice n)en el pandeo de una barra depende dela esbeltez de la barra tal como sedescribe más abajo. En la figura 8 semuestra gráficamente el efecto quemás adelante se determina matemáti-camente. Existen tres zonas de esbel-tez de la barra:
i. Esbeltez alta, es decir, cuando la resis-tencia al pandeo es baja, las tensionesen la barra de acero inoxidable son sufi-cientemente pequeñas de modo quecaen en la parte lineal del diagramatensión-deformación. En este campo sepueden esperar pocas diferencias entrelas resistencias del las barras de aceroinoxidable y las de acero al carbono,suponiendo niveles similares de imper-fecciones geométricas y de tensiónresidual. La esbeltez límite más allá de
la cual puede esperarse un comporta-miento similar depende del límite deproporcionalidad y, por lo tanto, del coe-ficiente n en la representación deRamberg-Osgood del diagrama de ten-sión-deformación.
Esta dependencia puede observarseen la figura 8.
ii. En esbeltez baja, es decir, cuando lasbarras alcanzan o sobrepasan la resis-tencia plástica, se manifiestan las ven-tajas del endurecimiento por deforma-ción. Para una esbeltez muy baja, losmateriales con mayores tasas de endu-recimiento, es decir, los materiales concoeficientes n bajos, dan una mayorresistencia de la barra que los materia-les que tienen un coeficiente n alto, enparticular los aceros al carbono. Esteefecto puede observarse también en lafigura 8.
iii. En una esbeltez intermedia, es decir,cuando la tensión media en el pilar sesitúa entre el límite de proporcionalidady la resistencia de prueba 0,2%, elacero inoxidable es más "blando" queel acero al carbono. Esto conduce a
reducir las resistenciasde las barras de aceroinoxidable en compara-ción a barras similaresde acero al carbono.
Al considerar la inesta-bilidad causada por elpandeo de la barra, sehace referencia alenfoque del módulotangente. Este enfoquese adopta en el regla-mento estadounidensepara el acero inoxida-ble conformado en frío[3]. El enfoque se basaen sustituir el módulode Young E (en las dis-posiciones para el pan-
34
ε εσ σ
σ
Figura 7 Diagramas de tensión-deformación unitaria en la representación propuesta porRamberg y Osgood

deo del acero al carbono) por elmódulo tangente Et correspondiente ala tensión de pandeo en la barra deacero inoxidable. Puesto que Et varíacon la tensión y la tensión de pandeova en función de Et, el enfoque requie-re generalmente iteraciones parahallar la tensión de pandeo.
Una línea de cálculo efectiva puedederivarse mediante el enfoque delmódulo tangente, en el que las nece-sarias iteraciones ya han sido realiza-das. La derivación puede demostrarsemejor mediante un ejemplo.
Supongamos que se necesita hallar lacurva del acero inoxidable correspon-diente a la tensión de pandeo de EulerfE para pilares de acero al carbono.Para el acero al carbono (y cualquiermaterial elástico lineal):
Definiendo parámetros no dimensionales:
donde el subíndice c se refiere al acero al carbo-no, la curva de Euler pasa a ser:
Para el acero inoxidable, E se sustituyepor el módulo tangente Et:
Utilizando la relación Ramberg-Osgoodpara describir el diagrama de tensión-deforma-ción (ecuación (1)), el módulo tangente puedederivarse como:
y por tanto
Pero, en pandeo (f/fy) = χs y así
En general, para cualquier
función dada , es nece-
sario un enfoque iterativo pararesolver la ecuación obtenida enesta fase, ya que χs aparece enambos lados. En este caso la fun-
χ λs cf= ( )
χλ
χsc y
SnnE
f= +
−−
11 0 002
21
1
,
EE
nE ff
t
y
n
= +
− −
1 0 002
1 1
,f
y
Edfd E
n ffty
n
= = +
− −
ε1 0 002
1 1
, f
y
χλ λ
sS c
tE
E= =1 1
2 2
f E iE t= ( )π2 2/ /l
χ λc c= 1 2/
χ λ
πc cyf y
i f
EE= =/f y
l /
f E iE = ( )π2 2/ /l
35
COMPORTAMIENTO Y PROYECTO…
χ
λ π
Figura 8 Efecto del índice de Ramberg y Osgood n sobre el pandeo

ción original del acero al carbono es lo suficien-temente simple para permitir una solución direc-ta, reordenando:
Obsérvese que puede generarse unafamilia de curvas que relacionan
–
λc y χs paracada valor de n dependiendo del ratio de E/fy.En la figura 8 se comparan algunos ejemplos decurvas con la curva original de Euler (paraacero al carbono). Todo lo que debe hacer elproyectista es calcular
–λ utilizando el valor ini-cial del módulo (de Young) y seguidamentehallar χ directamente utilizando la curva apro-piada.
Como puede verse, las curvas con unvalor más bajo de n, lo que implica un límite deproporcionalidad menor, se desvían de la curvadel acero al carbono en tensiones menores quelas curvas asociadas con un mayor valor de n.No obstante, a tensiones superiores a 0,9 fy, lascurvas con un bajo valor de n quedan por enci-ma de las que tienen un valor alto de n; estoviene del hecho de que el módulo tangente delmaterial con un bajo valor de n es mayor que eldel material con un alto valor de n eneste campo de tensiones. Puede obser-varse que un diagrama de tensión/defor-mación de un acero al carbono puedeaproximarse mucho mediante valores den muy altos (digamos > 30), en cuyocaso la curva de Euler se transforma enuna meseta horizontal en fluencia.
El valor n debe estimarse en 6para el acero inoxidable austenítico endirección longitudinal. En direccióntransversal se observan valores de nmás altos.
Los valores de E facilitados ennormas de materiales se relacionan nor-malmente con el módulo de elasticidadinicial, (véase la figura 9). A efectos deingeniería, en algunas normas se utilizanvalores más bajos.
4.2 Clasificación y Abolladura
4.2.1 Clasificación
La clasificación de las secciones transver-sales de acuerdo con su capacidad para resistirla abolladura y para soportar carga con deforma-ción ha demostrado ser un concepto útil para elproyecto de barras de acero al carbono. Se reco-nocen cuatro clasificaciones:
Clase 1: secciones transversales capa-ces de desarrollar el momentode resistencia plástica concapacidad de rotación.
Clase 2: secciones transversales capa-ces de desarrollar el momentode resistencia plástica sin capa-cidad de rotación.
Clase 3: secciones transversales capa-ces de desarrollar el momentode fluencia.
Clase 4: secciones transversales incapa-ces de alcanzar el momento defluencia debido a abolladura.
λ χ χc Sy
SnnE
f= +
−
0 002
1 2
,
/
36
σ
ε
∞
Figura 9 Relación tensión-deformación unitaria en acero inoxidable

La clasificación de una sección transver-sal depende del elemento de chapa más desfa-vorable dentro de dicha sección. El comporta-miento en carga/acortamiento extremo de unabarra depende de su esbeltez:
donde b/t es la proporción anchura/espesor de lachapa
kσ es el coeficiente de pandeo.
En la tabla 1 se facilitan las proporcionesanchura/espesor para la clasificación de elemen-tos a compresión, conforme al Eurocódigo 3,anexo S [4]. Sin embargo, los datos numéricospara elementos de chapa (figura 10), indican quelos materiales sujetos a endurecimiento pordeformación presentan una característica dedescarga de mayor meseta y menos pronuncia-da que los materiales no sujetos a deformación,como el acero al carbono. Así, si un elemento deacero al carbono puede clasificarse como ele-mento de Clase 1, un elemento de acero inoxi-dable con la misma esbeltez presenta una capa-cidad de deformación al menos igual yprobablemente podrá clasificarse como Clase 1.
Las proporciones limitadoras de los ele-mentos de Clase 3 se encuentran a partir de laesbeltez con la cual la curva de abolladura alcan-za justo la fluencia (véase más abajo). Estas pro-porciones son menores para el acero inoxidableque para el acero al carbono. Puede observarseque con los límites inferiores de la Clase 3, perocon los mismos límites de la Clase 1, existe unmenor campo entre ambas clases para el aceroinoxidable que para el acero al carbono. Existeincluso la posibilidad de que las Clases 1 y 2 pue-dan converger en una clase única para el aceroinoxidable, aunque esta simplificación potencialqueda para futuras investigaciones.
4.2.2 Abolladura
Al igual que con los elementos de acero alcarbono, los efectos de la abolladura puedenpreverse en el proyecto utilizando el enfoque dela anchura eficaz. Mientras que en el Eurocódigo3 sólo se utiliza una formulación para el acero alcarbono, el Eurocódigo 3 Anexo S [4] proponetres curvas de cálculo para el acero inoxidabletras una revisión de los datos disponibles:
para todos los ele-mentos internos como almas o alas acotadaspor pares de almas.
para elementosexternos conformados en frío.
para elementosexternos soldados.
En la figura 11 se muestran los datosexperimentales y curvas de cálculo para elemen-tos conformados en frío.
4.3 Proyecto de Pilares
Existen dos diferencias principales entreel proyecto de barras de acero al carbono lami-nadas en caliente y barras de acero inoxidable:
i. El efecto de la no linealidad del materialsignifica que deben utilizarse curvas decálculo ligeramente diferentes para elacero inoxidable. Este punto se hacomentado en términos cualitativos enel apartado 4.1.2. anterior. Para el pan-deo por flexión de perfiles en frío, en elEurocódigo 3 se recomienda una curvade cálculo más generosa para el aceroinoxidable (véase la figura 12), que con-tiene asimismo datos experimentales.La alta resistencia en las esquinas con-formadas en frío permite el uso de unacurva más generosa. Por otra parte, los
b b
b b
b b
eff p
eff p
eff p
/ , / ,
/ , / ,
/ , / ,
= +( )= +( )= +( )
0 83 0 29
1 09 0 45
1 10 0 51
λ
λ
λ
b b
b b
b b
eff p
eff p
eff p
/ , / ,
/ , / ,
/ , / ,
= +( )= +( )= +( )
0 83 0 29
1 09 0 45
1 10 0 51
λ
λ
λ
b b
b b
b b
eff p
eff p
eff p
/ , / ,
/ , / ,
/ , / ,
= +( )= +( )= +( )
0 83 0 29
1 09 0 45
1 10 0 51
λ
λ
λ
ε = ⋅
235210000
1 2
fE
y
/
λε σ
pb t= /
,28 4 k
37
COMPORTAMIENTO Y PROYECTO…

38
Cuadro 1: Proporciones anchura/espesor máximas en elementos comprimidos (Hoja 1)
a. Almas (elementos internos perpendiculares al eje de flexión)
Clase Alma sujeta a flexión Alma sujeta a compresión Alma sujeta a compresión compuesta
d/tw ≤ 56,0
ε d/tw ≤ 25,7 ε cuando α > 0,5:
d/tw ≤ 308 ε/(13α-1)
1 cuando α ≤ 0,5:d/tw ≤ 28 ε/α
Distribución de lastensiones en el ele-mento (compresión
positiva)
d/tw ≤ 58,2 ε d/tw ≤ 26,7 ε cuando α > 0,5:
d/tw ≤ 320 ε/(13α-1)
2 cuando α ≤ 0,5:d/tw ≤ 29,1 ε/α
Distribución de lastensiones en el ele-mento (compresión
positiva)
3 d/tw ≤ 74,8 ε d/tw ≤ 30,7 ε d/tw ≤ 15,3 ε √kσPara kσ ver Eurocódigo 3,
cuadro 5.3.2
Clases según el capítulo (cuadro S.3.1 y S.3.2)
* ε valores para proyecto utilizando valores especificados (véase S.3.1.2 y S.3.1.3)
ε = ⋅
235210000
1 2
fE
y
/
tw
d d d h
tw tw tw
t f
Eje deflexión
d = h – 3t (t = t = t )f w
fy
fy
fy
ψfy
d/2
d/2h d h d h
fy
fy
d h d hhd
αd
fy fy
fyfyfy

39
COMPORTAMIENTO Y PROYECTO…
Cuadro 1: Proporciones anchura/espesor máximas en elementos comprimidos (Hoja 2)
ε = ⋅
235210000
1 2
fE
y
/
b. Elementos de ala interna: (Elementos internos paralelos al eje de flexión)
Clase Tipo Sección en flexión Sección en compresión
Distribución de las tensiones en elelemento y a través de la sección
(compresión positiva)
1 Perfil Laminado Hueco b/t ≤ 25,7 ε b/t ≤ 25,7 εOtros b/t ≤ 25,7 ε b/t ≤ 25,7 ε
2 Perfil La minado Hueco b/t ≤ 26,7 ε b/t ≤ 26,7 εOtros b/t ≤ 26,7 ε b/t ≤ 26,7 ε
Distribución de las tensiones en elelemento y a través de la sección
(compresión positiva)
3 Perfil Laminado Hueco b/t ≤ 30,7 ε b/t ≤ 30,7 εOtros b/t ≤ 30,7 ε b/t ≤ 30,7 ε
Clases según el capítulo (cuadro S.3.1 y S.3.2)
* ε valores para proyecto utilizando valores especificados (véase S.3.1.2 y S.3.1.3)
t ft f
Eje deflexión
t ft f
t ft f t ft f
bb
b
b
fy fy
fyfy
fy
fy fy
fyfy
fy
fy fy
fyfy
fy
fy fy
fyfy
fy

40
Cuadro 1: Proporciones anchura/espesor máximas en elementos comprimidos (Hoja 3)
ε = ⋅
235210000
1 2
fE
y
/
c. Alas exteriores:
Perfiles soldados
Ala sujeta a flexión compuestaClase Tipo de perfil Ala sujeta a compresión
Punta a compresión Punta a tracción
Distribución de las tensionesen el elemento (compresión
posistiva)
1 Conformado en frío c/tf ≤ 10,0 ε
Conformado c/tf ≤ 9,0 εen caliente
2 Conformado en frío c/tf ≤ 10,4 ε
Soldado c/tf ≤ 9,4 ε c tf/.≤ 9 4 ε
α αc tf/
.≤ 9 4 εα
Distribución de las tensionesen el elemento (compresión
positiva
3 Conformado en frío c/tf ≤ 11,9 ε c/tf ≤ 18,1 ε √kσ
Soldado c/tf ≤ 11,0 ε c/tf ≤ 16,7 ε √kσpara véase el Eurocódigo 3, cuadro 5.3.3
ct fc
c
t f
t f t f
c
c
c c
αcαc
c c c
c tf/ ≤ 10 εα
c tf/ ≤ 10 εα α
c tf/ ≤ 9 εα
c tf/ ≤ 9 εα
c tf/.≤ 10 4 εα
c tf/.≤ 10 4 ε
α α

pilares de acero inoxidable austeníticosoldado deben proyectarse según unacurva menor que la utilizada para elacero al carbono, debido a la mayortensión residual por soldadura en elacero inoxidable, tal como se mencionaen el apartado 3.4.
El coeficiente de reducción para preverel pandeo por flexión puede obtenersecomo se especifica para el acero al car-bono, teniendo en cuenta α y
–λ0 o quese da en la tabla 2.
ii. En el apartado 2.3 ya se ha observadoque se hará un mayor uso de los perfi-les en frío, siendo acero inoxidable,que si se tratara de acero al carbono.El proyectista, por lo tanto, deberá con-siderar más a menudo los modos de
41
COMPORTAMIENTO Y PROYECTO…
ε
λ
λ
λ
∞
Figura 10 Comportamiento de carga/acortamiento en elextremo de elementos de chapa
Cuadro 1: Proporciones anchura/espesor máximas en elementos comprimidos (Hoja 4)
d. Angulares
Véase tambiés (c)Alas externas
*(véase hoja 3)
(No se aplica a angularesen contacto contíguo con
otros componentes
Clase Sección a compresión
Distribución de las tensio-nes a través de la sec-
ción (compresión positiva)
3 h/t ≤ 11,9 ε ; (b + h)/2t ≤ 9,1 ε
t
t
h
b
t
fyfy
ε = ⋅
235210000
1 2
fE
y
/

pandeo que no sean el pandeo por fle-xión, es decir, el pandeo por torsión-fle-xión. La limitadas evidencias disponi-bles no sugieren que los pilares deacero inoxidable se comporten peorque los pilares de acero al carbono enestos modos de pandeo.
4.4 Proyecto de vigas
Al igual que para los pilares, en el pro-yecto de vigas de acero inoxidable se utilizancomprobaciones similares a las utilizadas paralas vigas de acero al carbono, pero para elacero inoxidable se utilizan curvas de pandeodiferentes. Así, para el pandeo lateral, debe uti-lizarse la curva de pandeo inferior siguiente a ladel acero al carbono.
Una de las mayores diferencias obser-vadas entre el acero al carbono y el acero ino-xidable se refiere al pandeo por cizallamientodel alma. En la figura 13 se ilustra las curvasde cálculo del Eurocódigo 3 para el acero alcarbono y las recomendadas para el aceroinoxidable. Estas últimas son aproximacionescercanas a curvas analíticas derivadas de lasdel acero al carbono, utilizando el enfoque del
módulo tangente descrito enel apartado 4.1.2. Las curvasdeterminadas para el aceroinoxidable constituyen unlímite inferior satisfactoriopara los datos experimenta-les disponibles.
El cálculo preciso delas flechas de las barras com-puestas de materiales deacero inoxidable es un temacomplejo. La forma de la curvade flechas en carga se veafectada por la relación ten-sión-deformación no lineal delmaterial y puede verse influidapor los efectos de abolladuraen el ala comprimida. Mientrasque en el caso del acero alcarbono el módulo es constan-
42
ρ
ρ
λ
λ
Figura 11 Curvas para pilares de acero inoxidable y acero alcarbono con los datos de pilares de material 304
χ
λ
Figura 12 Curvas para pilares de acero inoxidable y acero al carbono con losdatos de pilares de material 304
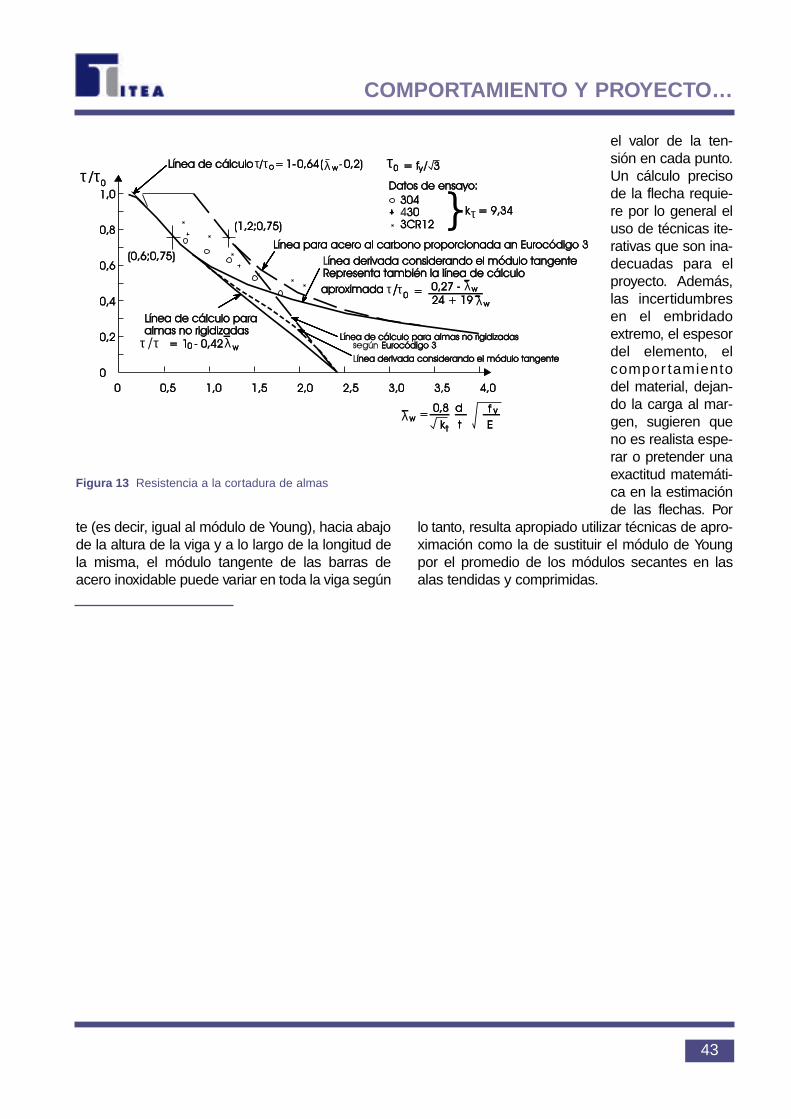
te (es decir, igual al módulo de Young), hacia abajode la altura de la viga y a lo largo de la longitud dela misma, el módulo tangente de las barras deacero inoxidable puede variar en toda la viga según
el valor de la ten-sión en cada punto.Un cálculo precisode la flecha requie-re por lo general eluso de técnicas ite-rativas que son ina-decuadas para elproyecto. Además,las incertidumbresen el embridadoextremo, el espesordel elemento, elcompor tamientodel material, dejan-do la carga al mar-gen, sugieren queno es realista espe-rar o pretender unaexactitud matemáti-ca en la estimaciónde las flechas. Por
lo tanto, resulta apropiado utilizar técnicas de apro-ximación como la de sustituir el módulo de Youngpor el promedio de los módulos secantes en lasalas tendidas y comprimidas.
43
COMPORTAMIENTO Y PROYECTO…
τ τλ
λλ
τ τ
τ τ
τ τ λ
λ
τ
τ
Figura 13 Resistencia a la cortadura de almas

5. UNIONES
5.1 Aspectos Generales
Al igual que para el cálculo de barras, elcálculo de uniones de acero inoxidable es muysimilar al de uniones de acero al carbono. Aunquelos detalles normalizados pueden ser ventajosospara las estructuras de acero al carbono, el mayorcoste del acero inoxidable favorece un alejamien-to de la uniformidad de los detalles como una víapara reducir estos costes, incluso si ello conllevamayores cargas de trabajo.
Las uniones funcionan, incluso cuando elrecorrido supuesto de la carga no se verifica en larealidad, debido a la gran ductilidad del acero y,por ende, su potencial de redistribución. A esterespecto el acero inoxidable, y en particular las cla-ses austeníticas, es superior al acero al carbono.
Todas las formas de unión utilizadas parael acero al carbono pueden también utilizarsecon el acero inoxidable, salvo para uniones reali-zadas con bulones que trabajan por fricción.Estas uniones atornilladas no se realizan conacero inoxidable debido a los bajos coeficientesde fricción del acero inoxidable, a la relajación dela tensión en los bulones de acero inoxidable, y alas características variables del momento de tor-sión de dichos bulones.
5.2 Uniones Atornilladas
El estado límite de rotura de las unionesatornilladas de acero inoxidable puede obtenersecon referencia a las disposiciones del Eurocódigo 3para las uniones de acero al carbono. Sin embargo,puesto que el acero inoxidable tiene una alta ducti-lidad y las proporciones de fluencia/resistencia a larotura del material son bajas, los criterios de servi-cio son más importantes para las uniones atornilla-das de acero inoxidable que para las de acero alcarbono. Deben considerarse dos aspectos:
Resistencia de la superficie del taladro
La resistencia a la rotura en la ecuaciónpara la resistencia en la superficie de apoyo se
obtiene utilizando fu igual a la resistencia a larotura de la pieza unida. Sin embargo, la resis-tencia útil de una unión atornillada de acero ino-xidable se rige normalmente por criterios de ser-vicio en los que el alargamiento del taladrosometido a cargas de servicio debe limitarse. Afin de evitar la realización de una comprobaciónaparte para el servicio, se recomienda colocarun límite al alargamiento del taladro en carga derotura utilizando un valor reducido de fu, esdecir, fu′.
Para limitar el alargamiento del taladro encarga de rotura:
Resistencia a la Tracción del Tornillo
Este aspecto se aplica en particular a lostornillos recocidos, es decir, los tornillos de Clasede Propiedad 50 - véase la lección 22.1, ya quela proporción fluencia/resistencia a la rotura esbaja (= 0,42). Las resistencias determinadasconforme al Eurocódigo 3 [5] se basan en laresistencia a la rotura de los tornillos. Esta baselleva al hecho de que los tornillos de la Clase dePropiedad 50 se someten a una tensión superiora la fluencia en cargas de trabajo. en elEurocódigo 3, anexo S[4] se recomienda tomarla resistencia básica fub de un método de uniónde acero inoxidable del modo siguiente:
fub = valor mínimo especificado de resis-tencia a la tracción, pero no superior a 1,9 fyb
fyb = tensión a 0,2% deformación perma-nente.
5.3 Uniones Soldadas
Dado que se seleccionan consumiblesapropiados para proporcionar al metal soldadouna fluencia y una resistencia a la rotura almenos igual a las del metal original, las disposi-ciones del Eurocódigo 3 pueden aplicarse paracalcular las resistencias de las uniones solda-das.
′ = +f f fu y u0 5 0 6, ,
44

Debe reconocerse el potencial de corro-sión y, por esta razón, se evitará preferiblementela soldadura intermitente. Se debe asimismotener precaución con las soldaduras a tope conpenetración parcial debido a la posibilidad deacción capilar y la consiguiente presencia defisuras por corrosión.
Al igual que con otros metales y aleacio-nes, el acero inoxidable sufre deformación con lasoldadura. La distribución puede ser mayor en elcaso de los aceros inoxidables austeníticos(véase el apartado 3.4). Puede provocar proble-mas de ajuste durante el montaje. La deformaciónpor soldadura sólo puede controlarse, no elimi-narse. Deben adoptarse las medidas siguientespor parte del proyectista y el montador:
a. Medidas por parte del proyectista
• Eliminar la necesidad de soldar.
• Reducir la extensión de la soldadura.
• Reducir el área de las soldaduras. Porejemplo, en secciones gruesas, espe-cificar preparaciones de doble V, U odoble U antes que de V sencilla.
• Utilizar juntas simétricas.
• Proyectar para acomodar toleranciasdimensionales más amplias.
b. Medidas por parte del montador
• Utilizar dispositivos de fijación efica-ces. Si es posible, el dispositivo defijación debe incorporar barras decobre o aluminio para ayudar a con-ducir el calor fuera del área de la sol-dadura.
• Cuando no es posible una fijacióneficaz, utilizar puntos de soldeo pocoseparados dispuestos en unasecuencia equilibrada.
• Asegurarse de que se obtiene unbuen ajuste y alineamiento antes desoldar.
• Utilizar el menor aporte de calor con-mensurado con el proceso de solda-dura seleccionado.
• Utilizar una soldadura equilibrada ysecuencias apropiadas, por ejemplo,secuencias de retroceso y bloques.
45
UNIONES

6. RESUMEN FINALLas diferencias esenciales entre el comporta-
miento estructural del acero inoxidable y delacero al carbono son:
1. El proyectista debe considerar más atenta-mente la selección del material para una estruc-tura de acero inoxidable. Es necesario conside-rar la corrosión, el acabado de superficierequerido y los métodos de trabajo de taller.
2. Las verificaciones de cálculo generalmentedifieren cuantitativamente pero no cualitativamentede las de las estructuras de acero al carbono.
3. Puesto que el conocimiento del comporta-miento de los pórticos de las estructuras deacero inoxidable todavía no está adelantado, nose recomienda el análisis plástico global comométodo de cálculo.
4. La alta ductilidad y la baja proporción fluen-cia/resistencia a la rotura del acero inoxidablesignifica que los criterios de servicio son másimportantes.
7. BIBLIOGRAFÍA
[1] Dier, A.F., “Design Manual for StructuralStainless Steel”, To be published by EUROINOX, 1993.
[2] Tendo, M., Takeshite, T., Nakazawa, T. andAbo, H., “Room Temperature Creep Behaviour ofAustenitic Stainless Steels”, InternationalConference on Stainless Steels, June 1991, Ironand Steel Institute of Japan.
[3] ANSI/ASCE-8-90: Specification for theDesign of Cold-Formed Stainless Steel StructuralMembers, American Society of Civil Engineers.Published by ASCE, 345 East 47 Street, New York10017-2398, USA, July 1991.
[4] Eurocode 3: “Design of Steel Structures”.Part 1: Annex S: Use of Stainless Steel (en pre-paración).
[5] Eurocode 3: “Design of Steel Structures”:European Prestandard ENV 1993-1-1: Part 1.1,General rules and rules for buildings, CEN,1992.
8. BIBLIOGRAFÍA ADICIONAL
1. Boiler and Pressure Vessel Code. Section3. Rules for Construction of Nuclear Power PlantComponents. Division 1: Subsection NF 3000.Component Supports, American Society ofMechanical Engineers, New York, 1983.
46
ESDEP TOMO 22ACERO INOXIDABLE
Lección 22.3: Corrosión de Acero Inoxidable
47

49
OBJETIVOS/CONTENIDO
OBJETIVOS/CONTENIDO
Comentar los mecanismos de la corrosiónen el acero inoxidable y dar una orientación en laselección de la clase apropiada para la aplica-ción. Se orienta asimismo sobre la buena prácti-ca de detalle para evitar la corrosión.
CONOCIMIENTOS PREVIOS
Lección 22.1: Introducción al AceroInoxidable
LECCIONES AFINES
Lección 22.2: Comportamiento y Pro-yecto Estructurales
Lección 22.4: Fabricación
RESUMEN
En esta lección se describen las razonesdel porqué el acero inoxidable puede corroerse,los mecanismos de dicha corrosión y la selec-ción de clases para evitarla. Se orienta asimismosobre la buena práctica del detalle y del almace-namiento y manipulación para mejorar la resis-tencia a la corrosión.
1. INTRODUCCIÓN
Todos los metales estructurales comunesforman películas de óxido superficial cuandoestán expuestos al aire seco. El óxido formadoen el acero dulce se rompe fácilmente y, en pre-sencia de humedad, no se auto-repara. Así,puede producirse una reacción entre el acero(Fe), la humedad (H2O) y el oxígeno (O2) paraformar la herrumbre. La reacción es complejapero puede representarse mediante una ecua-ción química de la forma:
4 Fe + 2 H2O + 3 O2 = 2 Fe2O3.H2O
Fe2O3.H2O es lo que vulgarmente seconoce como herrumbre y, al no ser normalmen-te protectora, no impide el proceso de corrosión.
En el acero inoxidable también se formaun óxido. Consiste en un óxido rico en cromo quees estable, no poroso y con una gran adherenciaal metal. Sin embargo, a diferencia del que seforma en el acero dulce, si se rompe (por ejem-plo rascándolo o cortándolo) es capaz de auto-repararse en presencia de aire o de un entornooxidante. Es asimismo altamente resistente alataque químico. Por estas razones, se le conocecomo una “película pasiva”. Aunque la películaes muy fina (~5x10-6mm), proporciona al aceroinoxidable sus propiedades de alta resistencia a
la corrosión evitando que el acero reaccione conla atmósfera.
El comportamiento de la película pasivadepende de la composición del acero, su trata-miento de superficie y la naturaleza corrosiva de suentorno. La estabilidad de la capa aumenta a medi-da que aumenta el contenido de cromo. En la prác-tica, la mayoría de los aceros inoxidables que seutilizan en construcción contienen aproximadamen-te un 18% de cromo y un 105 de níquel. Algunosaceros inoxidables contienen también molibdenopara mejorar aún más su resistencia a la corrosión.
El concepto de formación de películapasiva es importante porque cualquier condiciónque evite la formación de la película o que pro-voque su rotura provocará también la pérdida dela resistencia a la corrosión. La corrosión delacero inoxidable se produce por tanto si la pelí-cula pasiva resulta dañada y no se le permite vol-verse a formar.
En esta lección se describen las razonesdel porqué el acero inoxidable puede corroerse,los mecanismos de dicha corrosión y la selec-ción de clases para evitarla. Se orienta asimismosobre la buena práctica del detalle y del almace-namiento y manipulación para mejorar la resis-tencia a la corrosión. Puede encontrarse máselementos orientativos en [1].
50
2. TIPOS DE CORROSIÓN
Los aceros inoxidables son por lo generalmuy resistentes a la corrosión y su rendimientoserá satisfactorio en la mayoría de los entornos.El límite de la resistencia a la corrosión de unacero inoxidable determinado depende de loselementos de la aleación, lo que significa quecada clase tiene una respuesta ligeramente dife-rente cuando se la somete a un entorno corrosi-vo. Por lo tanto debe tenerse cuidado de selec-cionar la clase más apropiada de aceroinoxidable para una aplicación determinada. Porlo general, cuanto mayor sea el nivel de resis-tencia a la corrosión requerido, mayor será elcoste del material.
Las razones más frecuentes para que unmetal no cumpla con las expectativas en lo refe-rente a la resistencia a la corrosión son:
a) valoración incorrecta del entorno oexposición a condiciones no previstas,por ejemplo, contaminación imprevistapor iones de cloruro.
b) la forma en que el acero inoxidable hasido trabajado o tratado puede introdu-cir un estado no previsto en la valora-ción inicial.
Aunque los aceros inoxidables puedenestar sujetos a decoloración y manchas (a menu-do debidas a la contaminación del acero al car-bono), resultan extremadamente duraderos enedificios. En ambientes industriales agresivos omarítimos, los ensayos no han mostrado indica-ción alguna de reducción de la resistencia delcomponente incluso cuando se produce una lige-ra pérdida de peso. No obstante, el usuariopuede considerar un fallo las manchas deherrumbre en las superficies externas. La expe-riencia indica que cualquier problema grave decorrosión se manifestará probablemente durantelos dos o tres primeros años de servicio.
En algunos entornos agresivos, algunasclases de acero inoxidable son susceptibles alataque localizado. A continuación se describenseis mecanismos, aunque los últimos tres se
presentan muy raramente en edificios terres-tres.
2.1 Picadura
La picadura es una forma localizada decorrosión que puede producirse como resultadode una exposición a ambientes específicos, prin-cipalmente los que contienen cloruros. La pica-dura se produce porque los iones de cloruropenetran la película pasiva en puntos débiles. Seforma un elemento local con el área penetradaactuando como ánodo y la película pasiva a sualrededor actuando como cátodo. Puesto que elárea del ánodo es pequeña y el área del cátodoes grande, la densidad de la corriente y, porende, la tasa de corrosión en la superficie delánodo, se hace muy alta.
En la mayoría de las aplicaciones estruc-turales, la extensión de la picadura será proba-blemente superficial y la reducción de la seccióndel componente será despreciable. No obstante,los productos corroídos pueden empañar carac-terísticas arquitectónicas. En servicios comoconductos, tuberías y estructuras de contencióndebe adoptarse una visión menos tolerante de lapicadura. Si existe un riesgo conocido de pica-dura, será necesario utilizar un acero inoxidableal molibdeno.
2.2 Corrosión en Fisuras
La corrosión en fisuras es una formalocalizada de ataque que se inicia debido a ladisponibilidad extremadamente baja de oxígenoen una fisura. Probablemente sólo será un pro-blema en soluciones estancadas en las que seproduce una acumulación de cloruros. La gra-vedad de la corrosión en fisuras depende engran medida de la geometría de la fisura; cuan-to más estrecha y profunda sea la fisura, másgrave será la corrosión. Las fisuras se producentípicamente entre tuercas y arandelas o alrede-dor de la rosca de un tornillo o la espiga de unbulón. Pueden producirse fisuras asimismo ensoldaduras que no han penetrado y debajo dedepósitos en la superficie del acero. En princi-
51
TIPOS DE CORROSIÓN

pio, la picadura y la corrosión en fisuras sonfenómenos similares, pero los ataques se ini-cian más fácilmente en una fisura que en unasuperficie libre.
2.3 Corrosión Bimetálica
La corrosión bimetálica (galvánica) puedeproducirse cuando metales disimilares están encontacto eléctrico en un electrolito común (porejemplo lluvia, condensación, etc.). Si fluyecorriente entre ambos, el metal menos noble (elánodo) se corroe más rápido de lo que se corro-ería si los metales no estuvieran en contacto.
La velocidad de la corrosión depende asi-mismo de las áreas relativas de los metales encontacto, la temperatura y la composición delelectrolito. En particular, cuanto mayor sea elárea del cátodo en relación con la del ánodo,mayor será la velocidad del ataque. En uniones yjuntas es probable que se produzcan relacionesde área adversas. Los bulones de acero al car-bono en barras de acero inoxidable deben evi-tarse porque la relación del área de acero inoxi-dable respecto a la de acero al carbono esgrande y los bulones quedarán sujetos a un ata-que agresivo. Inversamente, la velocidad de ata-que de una barra de acero al carbono por unbulón de acero inoxidable es mucho menor.Normalmente resulta útil recoger experienciasprevias en lugares similares, ya que los metalesdisimilares pueden a menudo acoplarse conseguridad en condiciones de condensación ohumedad ocasionales sin efectos adversos,especialmente cuando la conductividad del elec-trolito es baja.
La predicción de estos efectos resulta difí-cil, ya que la velocidad de la corrosión vienedeterminada por varios problemas complejos. Lautilización de cuadros potenciales ignora la pre-sencia de películas de óxido superficiales y losefectos de las relaciones de área y diferentescomposiciones químicas de la solución (electro-lito). Por lo tanto, el uso sin información de estoscuadros puede producir resultados erróneos.Deben utilizarse con precaución y sólo para unavaloración inicial.
Los aceros inoxidables austeníticos for-man generalmente el cátodo en un par bimetáli-co y por lo tanto no sufren corrosión. Una excep-ción es el par con cobre, que en general debeevitarse salvo en condiciones benignas. el con-tacto entre aceros inoxidables austeníticos y zinco aluminio puede provocar alguna corrosión adi-cional en los dos últimos metales. La corrosiónno será probablemente significativa a nivelestructural, pero el polvo blanco/gris resultantepuede considerarse desagradable.
La corrosión bimetálica puede prevenirseexcluyendo el agua del detalle (por ejemplo pin-tando o aterrajando la junta ensamblada) o ais-lando los metales entre si (por ejemplo pintandolas superficies de contacto de los metales disimi-lares). El aislamiento en torno a las unionesatornilladas puede conseguirse mediante juntasde plástico no conductor o de goma y arandelasy bujes de nilón o teflón. Este sistema es undetalle cuya ejecución en la obra consume tiem-po y normalmente no es posible disponer delnivel de inspección de obra necesario para com-probar que todas las arandelas y manguitos hansido correctamente instalados.
2.4 Fisuración por Corrosión bajoTensión El desarrollo de la fisuración por corrosión
bajo tensión (FCT) requiere la presencia simultá-nea de tensión de tracción y factores ambienta-les específicos que no es probable que se denen atmósferas normales de un edificio. No esnecesario que las tensiones sean muy altas enrelación con la tensión de prueba del material ypueden deberse a cargas y efectos residuales delos procesos de fabricación como la soldadura oel plegado. Debe observarse precaución cuandose utilizan barras de acero inoxidable que contie-nen tensiones residuales, por ejemplo debidas altrabajo en frío, en ambientes ricos en cloruro, porejemplo piscinas, marinas, altamar.
La probabilidad de FCT aumenta con latensión de tracción y la temperatura. El aceroinoxidable austenítico y ferrítico, por lo general,es completamente inmune a la FCT. En el acero
52

inoxidable austenítico al cromo-níquel, el níqueles el elemento de la aleación que reduce enmayor medida la sensibilidad a la FCT.
2.5 Corrosión General (Uniforme)
La corrosión general es mucho menosgrave en el acero inoxidable que en otros aceros.Sólo se produce cuando el acero inoxidable seencuentra en un pH muy bajo (ambientes ácidos)o muy alto (ambientes alcalinos). Esta forma decorrosión no es un problema para las clases deacero inoxidable que se utilizan normalmente enedificios. Deben consultarse cuadros en la docu-mentación del fabricante u obtener el asesora-miento de un ingeniero especializado en corro-sión si el acero inoxidable debe estar en contactocon productos químicos.
2.6 Ataque Intergranular y Degradación de la SoldaduraCuando el acero inoxidable austenítico
está sujeto a un calentamiento prolongado entre450-850°C, el carbono del acero se difunde a loscontornos del grano y precipita carburo decromo. Este proceso elimina cromo de la solu-ción sólida y deja un menor contenido de cromo
adyacente a los contornos del grano. Los acerosque se encuentran en este estado se denominan`sensibilizados'. Los contornos del grano sehacen susceptibles al ataque preferencial enexposiciones subsiguientes a un ambiente corro-sivo. Este fenómeno se conoce como degrada-ción de la soldadura cuando se produce en lazona afectada por el calor de una soldadura.
Existen tres maneras de evitar la corro-sión intergranular:
• Utilizar acero con bajo contenido en car-bono.
• Utilizar acero estabilizado con titanio oniobio. Estos elementos tienen unamayor capacidad para ligar carbono quela que tiene el cromo, por lo que redu-cen el riesgo de formación de carburode cromo.
• Utilizar un tratamiento térmico. Estemétodo se utiliza rara vez en la práctica.
La experiencia ha demostrado que unbajo contenido en carbono (~0,05%) es suficien-te en la mayoría de los casos para proteger con-tra la corrosión intergranular después de la sol-dadura. Esto es particularmente cierto cuando lasoldadura se realiza por arco (con calentamientoy enfriamiento rápidos) incluso para espesoresde chapa de hasta 20 mm.
53
TIPOS DE CORROSIÓN

3. SELECCIÓN DE LA CLASE
En la selección de la clase correcta delacero inoxidable debe tenerse en cuenta elentorno de la aplicación, la forma de trabajo detaller, el acabado de superficie y el mantenimien-to de la estructura. Aunque el material requierepoco mantenimiento, cuando se selecciona parautilizarlo en un entorno corrosivo debe recurrirsea la ingeniería especializada en corrosión.
El primer paso consiste en caracterizar elentorno de servicio. La corrosividad de unambiente se rige por algunas variables comohumedad, temperatura del aire, presencia deproductos químicos y su concentración, conteni-do de oxígeno, etc. Para que se produzca corro-sión debe haber humedad. Por ejemplo, los edi-ficios con calefacción y ventilación puedenclasificarse como secos y no es probable que entales ambientes se produzca corrosión. El riesgo
de condensación es más alto en lugares comococinas y lavanderías. Las zonas costeras sonmuy corrosivas debido a la presencia de altasconcentraciones de iones cloruro en el aire y lasestructuras expuestas al agua de mar son parti-cularmente susceptibles al ataque de la corro-sión.
Una vez caracterizado el entorno general,es necesario considerar el efecto de las proximi-dades directas sobre el acero inoxidable (porejemplo, elementos y substancias con los que esprobable que el material entre en contacto). Elestado de la superficie, la temperatura del aceroy la tensión prevista pueden asimismo ser pará-metros importantes.
Seguidamente deben considerarse laspropiedades mecánicas. Deben definirse losdiferentes tipos de carga, por ejemplo cargas deservicio, cargas cíclicas, vibraciones, cargas sís-
54
Cuadro 1: Clases sugeridas para aplicaciones atmosféricas
Lugar
Clase de acero Rural Urbano Industrial Marino
L M H L M H L M H L M H
430 √ (√) (√) X X X X X X X X X
304, 302 (inc 304L, 321, 347) √ √ √ √ √ (√) (√) (√) X √ (√) X
315 O O O O √ √ √ √ X √ √ (√)
316 (inc 316L, 316Ti) O O O O √ √ √ √ (√) √ √ (√)
Clases especiales altamente aleadas O O O O O O O O √ O O √
L – Condiciones menos corrosivas dentro de esta categoría, por ejemplo atemperadas por humedadbaja, temperaturas bajas.
M – Bastante típica de esta categoría.H – Es probable que la corrosión sea mayor que lo normal para esta categoría, por ejemplo aumentada
por humedad alta persistente, altas temperaturas ambientales, particularmente contaminantesatmosféricos agresivos.
O – Potencialmente sobreespecificado desde el punto de vista de la corrosión.√ – Probablemente la mejor opción por resistencia a la corrosión y coste.X – Es probable que sufra una corrosión excesiva.(√) – Vale la pena considerarlo si se toman precauciones (es decir, especificando una superficie relativa-
mente lisa y si se realiza un lavado regular).

micas. Puede ser necesario asimismo cuantificarel efecto de los ciclos de calentamiento/enfria-miento. Deben considerarse también la facilidaddel trabajo de taller, la disponibilidad de formasde productos, el acabado de superficie y elcoste.
La valoración de la adecuabilidad de lasclases se ve facilitada remitiéndose a la expe-riencia del acero inoxidable en aplicaciones yentornos similares. En el cuadro 1, extraído de ,se da una guía para seleccionar clases adecua-das para entornos atmosféricos. Se basa en laexposición prolongada de muestras de chapa de
acero inoxidable a una variedad de lugares. Paraaplicaciones más especializadas debe obtener-se siempre el asesoramiento de un experto, porejemplo acero inoxidable sumergido o en con-tacto con productos químicos.
Debe observarse precaución cuando seconsidere el uso de aceros inoxidables “labra-dos” para métodos de unión. La incorporaciónde azufre en la composición de estos aceros(normalmente designados 303 en la clase aus-tenítica) los hace más susceptibles a la corro-sión, especialmente en ambientes industriales omarinos.
55
SELECCIÓN DE LA CLASE

4. CONSIDERACIONES DEL DETALLE
El paso principal para la prevención de pro-blemas de corrosión es la selección de una claseapropiada de acero inoxidable con procedimientosde trabajo de taller adecuados. Además de unaselección cuidadosa de la clase de material, unabuena pormenorización y mano de obrapueden reducir significativamente la pro-babilidad de manchas y corrosión, mien-tras que una pormenorización y mano deobra incorrectas pueden afectar negativa-mente a la resistencia a la corrosión. Lasiguiente guía práctica ayudará a asegurarun rendimiento satisfactorio del material:no todos los puntos serán aplicables siem-pre necesariamente.
• Evitar disposiciones que permi-tan la acumulación de suciedado la concentración de productosquímicos.
• Disponer canales de drenajeadecuados.
• Evitar huecos de fisuras, hendi-duras, separaciones.
• Especificar contornos y radiossuaves para las esquinas.
• Evitar cambios pronunciados desección y otros potenciadoresde tensión.
• Reducir al mínimo las tensionesde trabajo de taller seleccionan-do cuidadosamente los procedi-mientos de soldadura.
• Evitar la contaminación poracero al carbono.
• Aislar las uniones con otrosmetales.
• Evitar detalles que creen problemas deacceso en las soldaduras y puedan pro-vocar que se corte por defecto o unafalta de penetración.
En la figura 1 se ilustran algunas caracte-rísticas de proyecto correctas e incorrectas paraprevenir la corrosión.
56
Figura 1 Diseños favorable y desfavorable para evitar la corrosión
5. ALMACENAMIENTO Y MANIPULACIÓN
Todo el acero inoxidable debe almacenar-se cuidadosamente de modo que las superficiesqueden protegidas de daños o contaminación.Los lugares de almacenamiento deben ser secosy limpios. El uso de películas protectoras puedeser beneficioso para aplicaciones arquitectónicas.Puede obtenerse más información del fabricante.
Es necesario evitar la contaminación de lasuperficie de los componentes de acero inoxidablepor acero al carbono en todas las fases de trabajode taller, manipulación, almacenamiento, transpor-te y montaje. en particular, el fabricante debe cuidarde evitar la contaminación, por ejemplo aislando laszonas o mediante procedimientos de mantenimien-to específicos. El objeto de esto es evitar la recogi-da de carbono durante el laminado o por residuosde pulido que pueden oxidarse al exponerse a lahumedad y manchar la superficie. Cuando sevayan a utilizar equipos de elevación o manipula-ción como correas, ganchos de grúa, cadenas orodillos, debe colocarse un material de protecciónadecuado entre el acero inoxidable y el acero alcarbono para evitar daños. Para ello resulta ade-cuado el cartón pesado limpio o el contrachapadoligero. Las herramientas de montaje como brocas ytaladros deben ser de acero inoxidable para que nose produzca contaminación de la superficie. Lasmuelas deben también reservarse exclusivamentepara utilizarlas en el acero inoxidable.
El contacto con contaminantes orgánicoscomo aceites, grasas, tintes, colas, cinta adhesi-va y otros depósitos similares debe evitarse.Cuando se utilicen, debe comprobarse con elfabricante que sean adecuados. El acero inoxi-dable puede verse desfigurado por ciertos pro-ductos químicos y debe comprobarse que cual-quier marca que se trace sobre la superficiepueda eliminarse fácilmente.
El proyectista debe especificar todos losrequisitos visuales, de forma que el montadorpueda tener el debido cuidado para proteger lasuperficie en cuestión.
Si los componentes requieren limpiezapor razones estéticas, puede utilizarse jabón,detergente o una solución de amoníaco concepillos rascadores. El acero inoxidable debeaclararse a continuación con agua limpia yseguidamente secarse. Se recomiendan las ins-pecciones para detectar signos de daños mecá-nicos, contaminación de la superficie o ataquecorrosivo incipiente en los elementos arquitectó-nicos.
A veces se utilizan soluciones fuertes conácido para limpiar la albañilería y las baldosas deedificios, pero no debe nunca permitirse queentren en contacto con metal alguno, incluido elacero inoxidable. Si esto ocurriera, debe elimi-narse inmediatamente la solución ácida congrandes cantidades de agua.
57
ALMACENAMIENTO Y MANIPULACIÓN

6. RESUMEN FINAL1. El acero inoxidable tiene una resistencia a
la corrosión superior a la del acero al carbono.Esta resistencia la proporciona una película pasi-va que se forma en la superficie del metal y evitaque éste reaccione con el ambiente.
2. La corrosión del acero inoxidable puede pro-ducirse cuando se utiliza una clase de material enun ambiente para el que no es adecuado o cuan-do el acero inoxidable ha sido tratado de forma talque se ha reducido su resistencia a la corrosión.
3. Existen varios mecanismos de corrosióndiferentes que pueden afectar al acero inoxida-ble. Estos pueden “evitarse” mediante la selec-ción apropiada de la clase.
4. Una buena práctica de pormenorizacióndesempeña un papel importante en la mejora de
la resistencia a la corrosión: una pormenoriza-ción incorrecta puede afectar negativamente a laresistencia a la corrosión.
5. Cuando se utiliza acero inoxidable paraefectos arquitectónicos, es importante evitar lacontaminación de la superficie de acero inoxida-ble por acero al carbono que puede posterior-mente oxidar y manchar la superficie.
7. BIBLIOGRAFÍA
[1] Burgan, B. A., Concise guide to the structuraldesign of stainless steel, The Steel ConstructionInstitute, SCI-P-123, Second Edition, 1993.
[2] Nickle Development Institute, An architect'sguide on corrosion resistance, NiDI, 1990.
58

ESDEP TOMO 22ACERO INOXIDABLE
Lección 22.4: Fabricación
59

61
OBJETIVOS/CONTENIDO
OBJETIVOS/CONTENIDO
Proporcionar información sobre los proce-sos utilizados en el trabajo de taller de las estruc-turas de acero inoxidable.
LECCIONES AFINES
Lección 22.1: Introducción al AceroInoxidable
RESUMEN
En esta lección se comenta la importan-cia del mantenimiento de la resistencia a lacorrosión del acero inoxidable durante las ope-raciones de conformación, labra y ensamblaje.Se revisan las principales características de lastécnicas de labra y conformación utilizadas parael trabajo de taller de estructuras de acero inoxi-dable.
1. INTRODUCCIÓN
El acero inoxidable no es un material difí-cil de trabajar. Sin embargo, en algunos aspec-tos es diferente del acero al carbono y debe tra-tarse en consecuencia. Muchos procesos detrabajo de taller son similares a los utilizadospara el acero al carbono, pero las diferentescaracterísticas del acero inoxidable requierenuna atención especial en ciertas áreas. Esimportante establecer una comunicación eficazentre el proyectista y el montador desde el prin-cipio del proyecto a fin de asegurarse de que sepueden adoptar y se adoptan los métodos de tra-bajo de taller apropiados.
Un objetivo de la mayor importancia esmantener la resistencia a la corrosión del acero.Es esencial tomar precauciones, en todas lasfases de almacenamiento, manipulación, confor-mación y soldadura a fin de reducir al mínimo losdaños mecánicos u otros daños superficiales, esdecir, en la capa de óxido. Aunque esenciales,las precauciones son sencillas y, en general, sonuna cuestión de buena práctica mecánica.
Es importante preservar el buen aspectosuperficial del acero inoxidable a lo largo de todoel trabajo de taller. Los defectos de superficie nosólo son desagradables a la vista, sino que nor-malmente son inaceptables y su reparaciónrequiere tiempo y resulta costosa. Mientras quenormalmente en las estructuras de acero al car-bono los defectos de superficie se ocultan conpintura, en las estructuras de acero inoxidableesto se hace raramente.
La forma de la estructura puede estar dic-tada por la disponibilidad de materiales. Debereconocerse el hecho de que la gama de perfileslaminados de acero inoxidable es más limitadaque para el acero al carbono. Como resultado deesta limitación, se hace un uso de barras confor-madas en frío y soldadas mayor de lo habitual.Asimismo, debido a las capacidades de los ple-gadores, sólo es posible obtener longitudes rela-tivamente pequeñas. Como resultado de ello sehace un mayor uso de los empalmes. Al detallarlas uniones, deben considerarse huelgos paralos bulones junto a los radios de flexión y para
los posibles problemas de ajuste que puedansurgir como consecuencia de la deformación porla soldadura.
Generalmente, los cuidados necesariospara el almacenamiento y manipulación sonmayores con el acero inoxidable que con elacero al carbono a fin de evitar dañar el acaba-do de superficie (especialmente los acabadosrecocidos brillantes o pulidos) y para evitar lacontaminación por acero al carbono y hierro. Losmétodos de almacenamiento y manipulacióndeben convenirse entre las partes contratantescorrespondientes antes de cualquier trabajo detaller y de forma suficientemente pormenorizadapara acomodar cualquier requisito especial. Losmétodos deben abarcar, por ejemplo, los ele-mentos siguientes:
• El acero debe revisarse inmediatamen-te después de la entrega para compro-bar la existencia de cualquier daño en lasuperficie.
• El acero puede tener un plástico protec-tor u otro recubrimiento. Este recubri-miento debe dejarse puesto tanto comosea posible, preferiblemente hasta quehaya finalizado todo el trabajo de taller.
• El almacenamiento en atmósferashúmedas y salinas debe evitarse. Losestantes de almacenamiento no debentener superficies de rozamiento deacero al carbono y, por lo tanto, debenprotegerse con listones o láminas demadera, goma o plástico. Las chapas yplanchas se apilarán de forma verticalpreferiblemente; las chapas apiladashorizontalmente pueden pisarse, con elconsiguiente riesgo de contaminaciónpor hierro y daños en su superficie.
• Los equipos de elevación de acero alcarbono, por ejemplo cadenas, ganchosy mordazas, deben evitarse. La adhe-rencia de hierro se evitará utilizandomateriales aislantes. las horquillas ocarretillas elevadoras deben protegersetambién.
• Debe evitarse el contacto con productosquímicos, incluidas cantidades indebi-
62

das de aceite y grasa (que pueden man-char algunos acabados).
• Idealmente, deben utilizarse áreas detrabajo de taller separadas para el aceroal carbono y el acero inoxidable. Sólodeben emplearse herramientas reserva-das para el acero inoxidable. Esto seaplica particularmente a las muelas ylos cepillos metálicos. Los cepillosmetálicos y la lana de alambre debenser de acero inoxidable y, generalmen-te, de una clase equivalente en térmi-
nos de resistencia a la corrosión, porejemplo, no utilizar cepillos de aceroinoxidable ferrítico para el acero inoxi-dable austenítico.
• Como precaución durante el trabajo detaller y el montaje, es conveniente ase-gurarse de eliminar cualquier rebabaafilada que se haya formado durante lasoperaciones de corte.
• Debe considerarse cualquier medidanecesaria para proteger el material aca-bado durante el transporte.
63
INTRODUCCIÓN

2. LABRA DEL ACERO INOXIDABLE
2.1 Corte
El acero inoxidable es un material carocomparado con algunos otros metales y por lotanto debe tenerse un cuidado particular al mar-car chapas y planchas a fin de evitar desperdi-cios en el corte. Si el material tiene una texturade pulido (o una textura unidireccional) que debemantenerse en el trabajo de taller. Las marcastrazadas con algunos lápices/tizas son difícilesde eliminar o producen manchas si se utilizandirectamente sobre la superficie (en lugar de uti-lizar una lámina protectora). Se debe comprobarque los lápices/tiza que se vayan a utilizar seansatisfactorios en este respecto.
El acero inoxidable puede cortarse conmétodos normales, por ejemplo cizallamiento(figura 1) y aserrado, pero la potencia necesa-ria es mayor que para espesores similares deacero al carbono debido al endurecimiento por
medios mecánicos. En particular se necesitamás potencia para las clases austeníticas. Si esposible, el corte (y la labra en general) deberealizarse cuando el metal se encuentra enestado recocido (ablandado), a fin de limitar elendurecimiento mecánico y el desgaste de lasherramientas.
Para cortar líneas rectas se utiliza amplia-mente el guillotinado. Utilizando guillotinas deextremo abierto puede conseguirse un cortecontinuo de longitud mayor que las hojas decorte, aunque con el riesgo de introducir peque-ños escalones en el borde de corte.
Las técnicas de arco de plasma se utilizantambién y resultan particularmente útiles paracortar chapas finas y perfiles y cuando los bor-des de corte deben labrarse, por ejemplo parapreparar la soldadura. el corte por oxiacetilenono es satisfactorio para cortar acero inoxidablesalvo que se utilice una técnica de adición depolvo.
2.2 Perforación y Punzonado
Los taladros pueden perforarse o pun-zonarse. Durante la perforación debe mante-nerse el corte positivo a fin de evitar el endu-recimiento mecánico. Para ello sonnecesarias brocas afiladas con ángulos deahusamiento y velocidades de corte correc-tos. El uso de un punzón central de puntaredondeada no se recomienda, ya que estetrabajo endurece la superficie. Debe utilizar-se una taladradora central o, si debe utilizar-se un punzón central, debe ser de puntatriangular. Los agujeros punzonados puedenhacerse en acero inoxidable austenítico dehasta aproximadamente 20 mm de espesor.El diámetro mínimo del taladro que se puedepunzonar es 2 mm mayor que el espesor dela chapa. La distancia mínima entre aguje-ros punzonados debe ser la mitad del diá-metro del agujero. Los agujeros punzonadosdeben evitarse en ambientes corrosivosdebido a la presencia del borde endurecido(figura 2), salvo que se escarie después elpunzonado.
64
Figura 1 Corte

2.3 Amoladura
Debe tenerse en cuenta particularmentela mala conductividad típica de todos los aceros
inoxidables, en especial los austeníticos. De locontrario puede producirse un sobrecalenta-miento local con el consiguiente alabeo y endu-recimiento localizados, que pueden causarcorrosión bajo tensión.
Además, en aceros inoxidables que ni sonbajos en carbono ni están estabilizados, puedenproducirse precipitaciones de carburo de cromo,con el peligro de corrosión intergranular subsi-guiente en caso de que las piezas entren en con-tacto con entes que puedan inducirla. (En lapráctica la corrosión intergranular sólo es un pro-blema en ambientes acídicos donde se ha sol-dado el acero inoxidable.)
Las muelas son abrasivos con una basede óxido de aluminio y carburo de silicio y tienenadherencias de dureza media y grande. Esimportante que los abrasivos no contengan nin-gún componente de hierro.
Debe tenerse cuidado de no utilizar mue-las para amolar acero inoxidable que ya sehayan utilizado para amolar acero al carbono. Delo contrario la superficie del acero inoxidableresultará contaminada, pudiendo producirsedecoloración.
65
LABRA DEL ACERO INOXIDABLE
Figura 2 Punzonado
3. OPERACIONES DE CONFORMACIÓN Y ENSAMBLAJE
3.1 Conformación en Frío
El acero inoxidable se conforma mediantelas técnicas usuales de conformación en fríocomo flexión, entallado, plegado y estiramiento.Para aplicaciones estructurales la técnica de ple-gado en plegador es la más relevante aunquepara productos finos a gran volumen la confor-mación en rodillo puede ser más económica.
Para que estos procesos tengan éxito serecomienda que el acero inoxidable se encuentreen estado ablandado.
Además, debe recordarse que, para unmismo espesor que se vaya a trabajar, seránecesaria más fuerza que para conformar aceroal carbono, así como menores velocidades deconformación, especialmente para los austeníti-cos.
En el caso de conformación extrema debeprestarse una atención especial a la lubricación.
3.1.1 Plegado en prensa
Este método se utiliza para obtener perfi-les de varias formas. Se utilizan las prensas delmismo tipo utilizado para el acero al carbono.
Las mejores condiciones para el plegadose dan cuando el eje de plegado de la chapa ofleje es perpendicular a la dirección de lamina-ción a fin de evitar la fisuración. No obstante,siempre es posible realizar flexiones con el ejeparalelo a la dirección de laminación, especial-mente con las clases austeníticas.
Los bordes de los extremos del fleje y lachapa no deben tener rebabas, ya que de lo con-trario podrían producirse fisuras, especialmentesi el radio de plegado es pequeño en compara-ción con el espesor. La recuperación elástica esmayor que en el acero al carbono. Así, deben
planearse ángulos sobreplegados adecuadospara obtener los ángulos requeridos en la piezaacabada.
Para doblar fleje y chapa de acero inoxi-dable se utilizan con éxito matrices de elastóme-ro. Presentan la ventaja, sobre las de acero, deque proporcionan una protección máxima al aca-bado de superficie y son una garantía contra lacontaminación.
3.1.2 Conformación en rodillo
la conformación del fleje se realizamediante una sucesión continua de plegados entorno a ejes paralelos a la dirección de lamina-ción (la peor condición). Así pues, es necesariograduar los ángulos y los radios de curvaturaadecuadamente según el espesor del fleje.También es conveniente mantener el fleje a trac-ción durante la conformación incrementando losdiámetros de los rodillos en aproximadamenteun 1% en cada soporte de rodillo desde los deentrada hasta los de salida.
En la figura 3 se muestra una secuenciacorrecta de conformación de un fleje de aceroinoxidable. Se indican los valores de los ángulosy los radios de curvatura, fase por fase, para unaclase austenítica.
3.1.3 Plegado
Para chapa y fleje, el plegado se realizapor conformación en tres rodillos, un métodosimilar al utilizado para el acero al carbono, perodebe recordarse que la recuperación elástica esmayor, especialmente en las clases austeníticas.
Para los perfiles laminados en frío o ple-gados en prensa, el plegado se realiza normal-mente por estiramiento y posiblemente tambiénutilizando compresión (figura 4) para evitar la dis-gregación. La disgregación puede producirse enel acero inoxidable, que se utiliza generalmentecon espesores menores que el acero al carbono.Esta técnica permite asimismo reducir los efec-tos de la recuperación elástica.
66

Para tubos, en los que generalmente tam-bién se utilizan espesores menores que en elacero al carbono, debe observarse una precau-
ción especial. La técnica más apropiadaes utilizar dispositivos conformadores derotación, preferiblemente dotados de unrodete y posiblemente articulados paraflexiones extremas.
En el caso más frecuente de tubossoldados se recomienda, especialmentepara las clases ferríticas, situar la solda-dura en correspondencia con la fibraneutra. La recuperación elástica es parti-cularmente grande en las clases austení-ticas.
3.1.4 Estiramiento profundo
La pieza troquelada tiene un áreaigual a la suma de la base y las áreas late-rales de los elementos acabados, posible-mente con el añadido de una sección peri-férica para tener en cuenta el tamaño delala requerida para regular el flujo dematerial (figura 5). El espesor de la piezatroquelada depende del de los lados delelemento acabado, teniendo en cuentaque el espesor final puede reducirse tantocomo un 20-30%.
El perfil de la pieza troquelada escircular cuando el elemento terminadotiene secciones transversales compati-
bles con ese perfil. Cuando las secciones trans-versales no son circulares se utiliza un perfilpoligonal.
Cuando es necesario un estiramientomuy profundo debe aplicarse un tratamientotérmico adecuado para ablandar el material afin de facilitar el estiramiento una vez el mate-rial ha alcanzado su límite.
Los radios de unión y los huelgos entrepunzón y matriz son particularmente importan-tes (figura 6).
Debe prestarse una atención especial ala selección de los materiales y el acabado delas matrices, así como a la lubricación paraevitar el agarrotamiento.
67
OPERACIONES DE CONFORMACIÓN…
º
º
º
ºº
ºº
ºº
º
Figura 3 Secuencia correcta de conformación de una sección lami-nada en frío de acero inoxidable austenítico
Figura 4 Plegado de una sección por conformación en rodillosy estiramiento

3.2 Soldadura
Es necesario ser muy consciente de lasdiferencias en las propiedades físicas del aceroinoxidable respecto al acero al carbono.
Debe consultarse la bibliografía especia-lizada para determinar los parámetros correc-tos de operación. En particular, en ambientesdonde puede producirse corrosión intergranu-lar, es prudente seleccionar un acero inoxida-ble bajo en carbono o estabilizado cuando seva a soldar material más grueso, puesto que elespesor límite depende del proceso de solda-dura y del ambiente real. Todas las técnicas desoldadura pueden utilizarse con las clases aus-teníticas, pero existen instrucciones particula-res para soldar clases ferríticas y martensíti-cas.
El acero inoxidable puede asimismo sol-darse al acero al carbono para obtener estructu-ras híbridas. Deben emplearse técnicas apro-piadas, incluido un metal de aportación yelectrodos altamente aleados a fin de compen-sar la dilución del cordón de soldadura debido ala presencia de acero al carbono. Cuando la sol-dadura ha terminado, todo el acero al carbono,incluido el nervio de soldadura, debe protegersecuidadosamente con una pintura adecuada.Estas estructuras híbridas deben proyectarsecon mucho cuidado para evitar los peligros de lacorrosión bimetálica.
3.2.1 Soldadura por fusión
Estas técnicas utilizan la fusión de los bor-des de las piezas que se van a unir, junto con ladel metal de aportación.
Normalmente todas las clases austeníti-cas pueden soldarse por fusión. Para otrostipos de acero inoxidable es necesario exami-nar cada situación y seleccionar el sistema másadecuado.
Las técnicas utilizadas con mayor fre-cuencia en la práctica son:
68
Figura 5 Estiramiento profundo de una forma cilíndrica
Figura 6 Parámetros geométricos habituales para estiramiento profundo

Soldadura manual por arco eléctrico
Deben utilizarse preferentemente equiposde soldadura de corriente continua y polaridadinversa para asegurar una mejor penetración(figura 7).
Esta técnica puede utilizarse en espeso-res no menores de 1 a 1,5 mm y no requiere pre-paración especial de los bordes hasta un espe-sor de aproximadamente 4 mm. Para unionescon espesores mayores se requiere una prepa-ración especial de los bordes utilizando unaherramienta de calafateo apropiada.
Las piezas que se van a soldar debensujetarse firmemente juntas, especialmente lasclases austeníticas, puesto que estos materialestienen un alto coeficiente de dilatación térmica.
Soldadura por tungsteno - gas inerte (TIG)
Esta técnica se utiliza mucho para elacero inoxidable, en particular las clases auste-níticas.
El electrodo consiste en una varilla noconsumible de aleación de tungsteno-torio y el
arco está protegido por un chorro de gas inerte(argón, posiblemente con adicción de hidróge-no).Se utiliza con polaridad directa (figura 7).
No es necesario utilizar material de apor-tación para espesores de hasta 1,5 mm con unapreparación adecuada (figura 8), mientras quepara espesores mayores (hasta 5 - 6 mm, que esel límite práctico para esta técnica) debe utilizar-se aportación. Los bordes deben en todos loscasos acoplarse bien y fijarse juntos.
Para conseguir una soldadura correcta,especialmente en el caso de espesores mayo-res, la protección por gas inerte debe aplicarsetambién al reverso de la soldadura.
Soldadura por metal - gas inerte (MIG)
Esta técnica difiere de la anterior en elhecho de que el electrodo consiste en un alam-bre de acero inoxidable consumible enrollado enuna bobina. El gas de inicio está compuesto pormezclas adecuadas a base de argón, según elsistema de transferencia del metal de aportacióndurante la soldadura.
Básicamente, los sistemas de soldadurautilizados son: arco por cortocircuito (y su deri-vación, arco pulsado) para espesores menoresde 2 - 3,5 mm y arco pulverizado para espeso-res mayores, de hasta 8 mm. Para espesoresmayores, el método presenta un interés menor.
69
OPERACIONES DE CONFORMACIÓN…
Figura 7 Polaridad en el soldeo directo
Figura 8 Preparación de chapas con espesores menoresde 1,5 mm para el soldeo TIG sin varilla de metalde aportación

Soldadura por arco-plasma
Ésta es una técnica de soldadura queopera siempre en presencia de gas inerte yque, con el método de “ojo de cerradura”, per-mite realizar la soldadura de una sola pasadasin ninguna preparación especial de las piezas,que simplemente deberán acoplarse y sujetar-se juntas. La alimentación utiliza polaridaddirecta.
La velocidad de soldadura es considera-blemente mayor que con los otros sistemas men-cionados.
El sistema de microplasma puede utilizar-se para espesores entre 0,02 mm y 1,5 mm,ambos incluidos.
3.2.2 Soldadura por resistencia
Con esta técnica se consigue la fusión deuna pequeña parte de los materiales que sedeben unir. El metal de aportación no es nece-sario y la junta en el punto de unión se consiguemediante el efecto Joule.
La técnica puede utilizarse para todos lostipos de acero inoxidable, ya que estos acerostienen una resistividad eléctrica importante.
Soldadura por puntos
Este método puede utilizarse para espe-sores entre aproximadamente 0,4 y 3 mm ambosincluidos.
Debe recordarse que con este tipo de sol-dadura siempre es necesario ejercer más fuerzaen los electrodos que la que se ejerce, a espesorigual, para el acero al carbono.
Los demás parámetros no difieren muchode los utilizados en el acero al carbono en elcaso de las clases ferríticas y martensíticas. Sonnecesarios parámetros apropiados para las cla-ses austeníticas (menor corriente y menor tiem-po de soldadura).
Soldadura continua
Este método permite la soldadura conti-nua de espesores de aproximadamente 0,5 a 4mm.
En este caso también, la presión en loselectrodos debe ser mayor que en el acero alcarbono, a espesor igual. Deben escogerseparámetros de soldadura adecuados para lasclases austeníticas, mientras que los parámetrosno difieren mucho de los del acero al carbonopara las clases ferríticas y martensíticas.
Las uniones realizadas con este sistemason estancas al agua y al gas.
3.3 Bulones, Remaches y Tornillos
Cuando se unen dos elementos de aceroinoxidable es absolutamente necesario utilizarelementos de acero inoxidable u otros materialescon una resistencia a la corrosión equivalente.
Si se tuvieran que utilizar bulones, rema-ches y tornillos de acero al carbono u otros mate-riales no nobles, se corroerían rápidamente debi-do a la corrosión electrolítica. La estructura deacero inoxidable actuaría como un gran cátodo yel elemento de unión, en este caso, actuaríacomo un ánodo pequeño.
Cuando se unen elementos de acero ino-xidable a elementos estructurales de acero alcarbono, el elemento de acero al carbono debeprotegerse bien mediante una pintura adecuada.Deben utilizarse remaches, tornillos y bulones deacero inoxidable y el elemento de acero al car-bono debe aislarse adecuadamente del elemen-to de acero inoxidable (figura 9).
Los remaches, tornillos y bulones deacero inoxidable (que actúan como cátodos)pueden utilizarse para estructuras de otros mate-riales menos nobles (que actúan como grandesánodos) sin ninguna precaución particular.
Se recomienda que el estado del materialde tornillería sea el de trabajado en frío, clase de
70
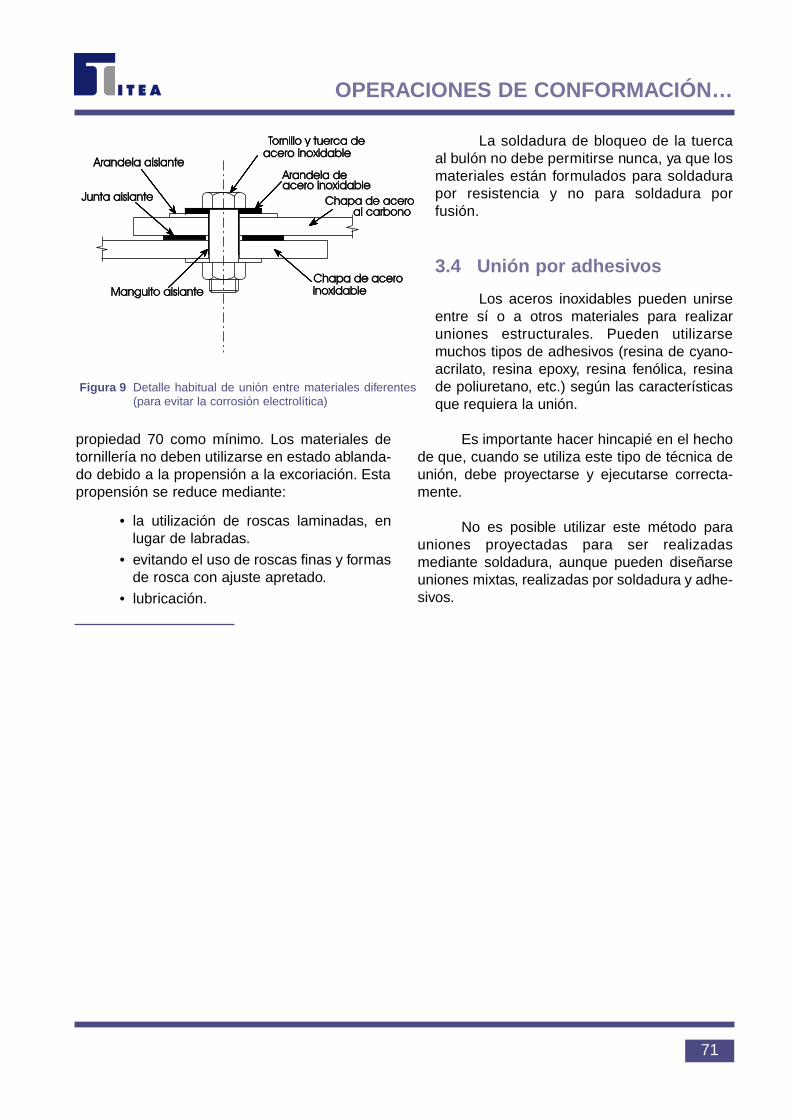
propiedad 70 como mínimo. Los materiales detornillería no deben utilizarse en estado ablanda-do debido a la propensión a la excoriación. Estapropensión se reduce mediante:
• la utilización de roscas laminadas, enlugar de labradas.
• evitando el uso de roscas finas y formasde rosca con ajuste apretado.
• lubricación.
La soldadura de bloqueo de la tuercaal bulón no debe permitirse nunca, ya que losmateriales están formulados para soldadurapor resistencia y no para soldadura porfusión.
3.4 Unión por adhesivos
Los aceros inoxidables pueden unirseentre sí o a otros materiales para realizaruniones estructurales. Pueden utilizarsemuchos tipos de adhesivos (resina de cyano-acrilato, resina epoxy, resina fenólica, resinade poliuretano, etc.) según las característicasque requiera la unión.
Es importante hacer hincapié en el hechode que, cuando se utiliza este tipo de técnica deunión, debe proyectarse y ejecutarse correcta-mente.
No es posible utilizar este método parauniones proyectadas para ser realizadasmediante soldadura, aunque pueden diseñarseuniones mixtas, realizadas por soldadura y adhe-sivos.
71
OPERACIONES DE CONFORMACIÓN…
Figura 9 Detalle habitual de unión entre materiales diferentes(para evitar la corrosión electrolítica)

4. INSPECCIÓN
Los métodos de inspección no destructivospara detectar defectos superficiales y/o internos enelementos de acero inoxidable y en elementos pre-fabricados se relacionan con algunas propiedadesde los diversos tipos de acero inoxidable.
Pueden utilizarse los siguientes métodosen todos los tipos de acero inoxidable:
• inspección visual para detectar defec-tos de superficie surgidos en el trabajode taller.
• comprobaciones con líquidos pene-trantes (tinte penetrante) para detec-tar defectos de superficie, especialmen-te en las soldaduras.
• comprobaciones por radiografía ygammagrafía para investigar la presen-cia de defectos en el interior de la piezaque no son evidentes en la superficie,especialmente en las soldaduras.
• comprobaciones por ultrasonidospara detectar defectos en el interior de
la pieza o en las soldaduras. Los méto-dos ultrasónicos son muy sensibles ypermiten identificar la situación deldefecto con una gran precisión.
• Comprobaciones de corriente parási-ta (también conocida como “corrienteinducida”), se utilizan generalmente conuna alta velocidad de comprobación enelementos de construcción de aceroinoxidable, para detectar defectos inter-nos o los que están a punto de apareceren la superficie, por ejemplo en tubossoldados.
Los métodos siguientes sólo pueden utili-zarse en aceros ferríticos y martensíticos:
• comprobaciones magnetoscópicas(inspección de partículas magnéti-cas) para identificar defectos en lasuperficie o inmediatamente debajo dela misma. La limitación a estos tipos deacero inoxidable se debe a la necesi-dad de que el componente o la estruc-tura sometidos a examen sean ferro-magnéticos.
72

5. ACABADO
El acabado de superficie del acero inoxi-dable es un criterio importante en el proyecto ydebe especificarse claramente conforme a losrequisitos arquitectónicos o funcionales. Cuantomás fino es el acabado, mayor es el coste. Lasprecauciones adoptadas al principio durante lamanipulación y la soldadura ayudan substancial-mente a reducir los costes de acabado. La pro-gramación inicial es importante para reducir cos-tes. Por ejemplo, si la soldadura tubo a tubo enun pasamanos o barandilla se oculta en el inte-rior de un montante, el coste de acabado sereducirá y se obtendrá una mejora significativadel aspecto final del pasamanos.
La superficie del acero debe restaurarse asu condición de resistencia a la corrosión elimi-nando toda capa de óxido y contaminación. Eldecapado en un baño ácido ablandará la capade óxido, permitiendo eliminarla por cepilladocon un cepillo de pelo de plástico o de acero ino-xidable, al tiempo que se disolverán las partícu-las de hierro o de acero al carbono incrustadas.
Los tratamientos abrasivos como la amo-ladura, el acabado, el pulido y el pulido conrueda de trapo producen acabados unidireccio-
nales. Así, la combinación de soldaduras puedeno resultar fácil en chapas/planchas con superfi-cies laminadas normales. Puede ser necesarioun cierto grado de experimentación para deter-minar procedimientos detallados para obteneruna acabado adecuado.
El pulido electrolítico elimina una finacapa superficial. Puede obtenerse una variedadde acabados, de mate a brillante, dependiendoen gran medida de la superficie inicial del mate-rial.
Existen otros procesos de acabado (elec-trochapado, agitación en tambor, erosión selecti-va, coloreado y oscurecimiento de superficie).Estos procesos se utilizan rara vez para el aceroinoxidable estructural y por ello no se mencionanmás aquí.
Cabe señalar que la superficie debe estarlibre de contaminantes en la estructura montada.Debe considerarse en particular la posibilidad decontaminación originada por trabajos en estruc-turas metálicas al carbono adyacentes, especial-mente por polvo de amoladura. El acero inoxida-ble debe protegerse mediante lámina de plásticoextraible o bien debe especificarse la limpiezafinal una vez terminada la estructura.
73
ACABADO
6. RESUMEN FINAL• Las estructuras de acero inoxidable no
son difíciles de realizar pero es necesariocuidar el producto a fin de evitar una cos-tosa restauración de la superficie delacero.
• Pueden utilizarse métodos clásicos deunión para elementos de acero inoxidablesiempre que se tengan en cuenta algunasparticularidades del material que requierenuna atención especial.
• Para elaborar las distintas formas, se utili-zan principalmente las técnicas de confor-mación en frío.
7. BIBLIOGRAFÍA1. Di Caprio, G., Gli acciai inossidabili,Hoepli, 2nd edition, Milano 1981, Los aceros
inoxidables, Ebrisa, 1st edition, Barcelona1987.
2. Dier, A. F., “Design Manual for StructuralStainless Steel”, A publicar por EURO INOX,1993.
3. Lacombe, P., Baroux, B., Beranger, G., Lesaciers inoxydables, Les éditions de physique,Les Ulis 1990.
4. Lula, R. A., Stainless Steel, ASM, MetalsPark, Ohio 1986.
5. Peckner, D., and Bernstein, I. M., Handbookof Stainless Steels, McGraw-Hill Book Company,New York 1977.
6. Schierhold, P., Nichtrostende Stähle, VerlagStahleisen MBH, Düsseldorf 1990.
74

DIAPOSITIVAS COMPLEMENTARIAS DEL TOMO 22: ACERO INOXIDABLE
75
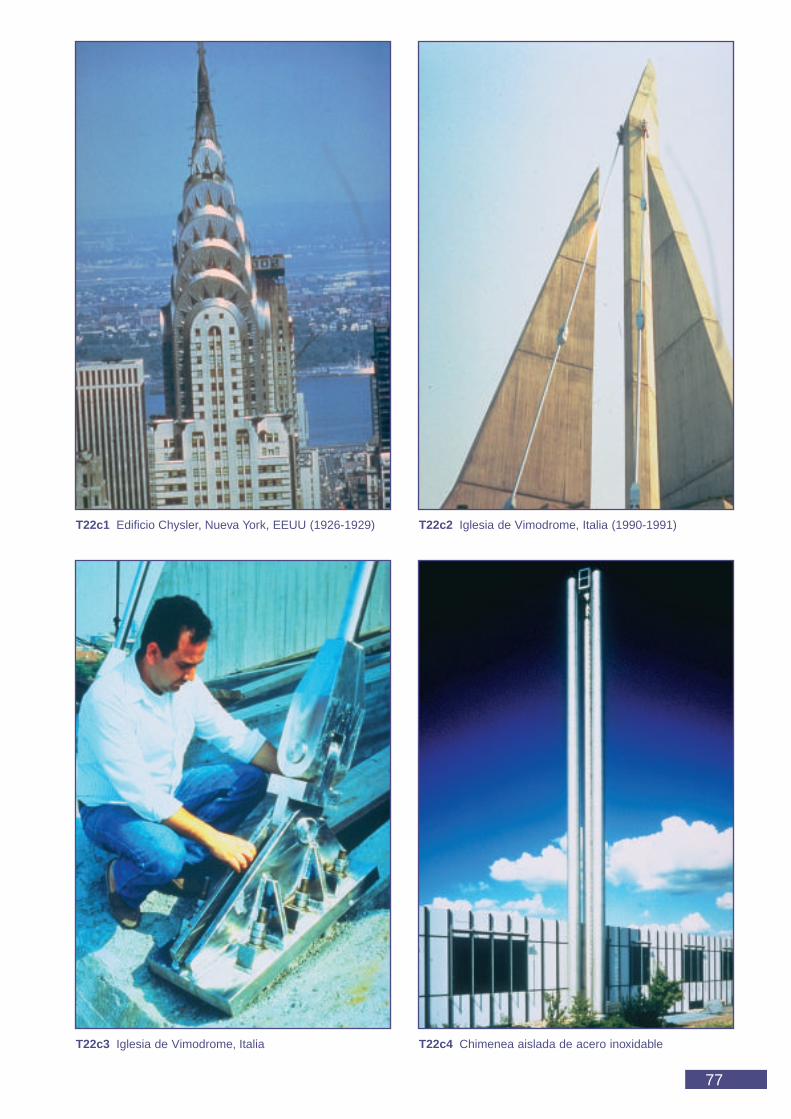
77
T22c1 Edificio Chysler, Nueva York, EEUU (1926-1929) T22c2 Iglesia de Vimodrome, Italia (1990-1991)
T22c3 Iglesia de Vimodrome, Italia T22c4 Chimenea aislada de acero inoxidable

78
T22c6 Rejilla
T22c5 Planetario, Stuttgart, Alemania (1977)
T22c8 Eurotúnel
T22c7 Planetario, Stuttgart, Alemania
T22c9 Torre, Italia
79
T22c13 Estación de ferrocarril, Annecy, Francia
T22c11 Barandilla de acero inoxidable en Pont-de-l’Arche,Francia
T22c10 Pasarela en el puerto
T22c12 Marquesina de autobús, Dusseldorf, Alemania
T22c14 Montaje de paneles de acero inoxidable parafachadas
T22c15 Talleres de estación de autobuses, Doncaster,Reino Unido
T22c16 Hospital St. Mary, Isla de Wight, Reino Unido(1990)
80
T22c19 Talleres ferroviarios, Cleveland, Ohio, EEUU T22c20 Edificio en Saronno, Italia
T8c22 Terminal Internacional, Waterloo, Londres, ReinoUnido
T22c21 Colegio en Montceaux-les-Mines, Francia
T22c17 Canary Wharf- Número 1 Canadá Square,Londres, Reino Unido
T22c18 City Terminus, Stocolmo, Suecia
81
T22c26 Soldadura en paneles de cubierta de acero inoxi-dable
T22c24 Planetario de Bochum, AlemaniaT22c23 Cubierta Japonesa
T22c25 Instalaciones deportivas de la Universidad deDalhouise, Nueva Escocia, Canadá
T22c27 Marquesina del Hotel Savoy, Londres, Reino Unido
T22c29 Centro de exposiciones, Munich, Alemania T22c30 Escaleras de estación de metro, Londres, ReinoUnido
T22c28 Centro Comercial nº 2, Bercy, París, Francia(1990)
82
T22c34 La Geode, Parc de la Villette, París, Francia
T22c32 Thames Tidal Barrier, Londres, Reino UnidoT22c31 Lloyds, Londres, Reino Unido
T22c33 Farolas de alumbrado