ISO 22000: Sistemas de gestión de la inocuidad en los ... DNM/NORMALIZACION... · -...
202
© ISO 2013 ISO 22000: Sistemas de gestión de la inocuidad en los alimentos Seminario nacional ISO/INEN Presentaciones
Transcript of ISO 22000: Sistemas de gestión de la inocuidad en los ... DNM/NORMALIZACION... · -...
© ISO 2013
ISO 22000: Sistemas de gestión de la inocuidad en los alimentos
Seminario nacional ISO/INEN
Presentaciones
Introducción
La demanda mundial de alimentos inocuos ha crecido considerablemente en los últimos años.
Esto ha llevado a la proliferación de normas nacionales sobre la inocuidad de los alimentos y a
una confusión cada vez mayor entre productores y proveedores de alimentos.
En un esfuerzo por armonizar las normas nacionales existentes sobre la inocuidad de los ali-
mentos, la ISO desarrolló y publicó en setiembre de 2005 la norma internacional ISO 22000 –
Sistemas de gestión de la inocuidad de los alimentos – Requisitos para cualquier organización
en la cadena alimentaria. Esta norma define los requisitos para un sistema de gestión referido
a la inocuidad de los alimentos y cubre a todos los tipos de organizaciones en la cadena ali-
mentaria, desde los granjeros hasta las de abastecimiento, incluidas las de empaquetado.
Esta norma combina aspectos claves generalmente aceptados sobre la inocuidad de los ali-
mentos en todas las etapas de la cadena alimentaria, incluyendo la comunicación, la gestión
del sistema, el control de peligros y la mejora continua del sistema de gestión.
Se requiere de más entrenamiento para apoyar el proceso de difusión de la norma ISO 22000
y para ayudar a las organizaciones que operan en la cadena alimentaria a en-tender mejor los
beneficios de la norma ISO 22000 y las técnicas modernas de gestión de la inocuidad de los
alimentos. El desarrollo de capacidades incrementará aún más los esfuerzos de concientiza-
ción, mejorando las capacidades de entrenadores locales para continuar con las actividades de
entrenamiento en su país.
Este seminario ha sido organizado por el Instituto Ecuatoriano de Normalización (INEN) y la
Organización Internacional para la Normalización (ISO), con la asistencia financiera del Agen-
cia Sueca de Cooperación Internacional para el Desarrollo (ASDI/SIDA).
OBJETIVOS
Acrecentar el conocimiento de 50 profesionales trabajando en el área de alimentos en Ecuador
sobre los beneficios de implementar un sistema de gestión de la inocuidad en los alimentos si-
guiendo la norma ISO 22000. Se hará hincapié en los requisitos de la norma y en los benefi-
cios de su implementación.
AUDIENCIA
El seminario nacional de sensibilización ha sido diseñado para profesionales que trabajan en el
área de inocuidad en los alimentos, incluyendo a aquellos provenientes de la industria, oficia-
les de gobierno, staff de los organismos de normalización, consultores, etc.
Conferenciante: Maria Cecilia Riva, Instituto Argentino de Normalización y Certificación (IRAM)
3

Seminario Nacional ISO/INEN sobre los Sistemas de Gestión de la Inocuidad en los Alimentos - ISO 22000
26 al 28 de junio, Quito, Ecuador
Por Ing. Cecilia Riva
Importancia de la inocuidad alimentaria
Page 2
Quito, 26 al 28 de junio 2013
Sesión 1
SESION 1
Calidad en los alimentos y la importancia de la inocuidad alimentaria
7
Contenido
• Presentación de video sobre calidad de alimentos
• Calidad en los alimentos y la importancia de la inocuidad alimentaria
Page 3
Quito, 26 al 28 de junio 2013
Sesión 1
Page 4
Quito, 26 al 28 de junio 2013
Sesión 1
Hombre
Necesidad de alimentarse
Productos agrícolas y ganaderos
Naturales o apenas transformados
Historia
8
Page 5
Quito, 26 al 28 de junio 2013
Sesión 1
Industria alimentaria
Origen: prehistoria
Conservación de alimentos
• evitar el hambre
• mejorar su comestibilidad
Page 6
Quito, 26 al 28 de junio 2013
Sesión 1
Avances tecnológicos
• Aplicación del calor
• Producción de frío
• Liofilización
• Atmósferas controladas y modificadas
• Fermentación
• Ultracentrifugación
• Texturización
9
Page 7
Quito, 26 al 28 de junio 2013
Sesión 1
Alimento - Nutricionalmente
Todo producto que,
– por sus componentes químicos y por sus características organolépticas,
– puede formar parte de una dieta
– con el objeto de calmar el hambre,
– satisfacer el apetito y
– aportar los nutrientes que resultan necesarios
– para mantener al organismo en un estado de salud..
Page 8
Quito, 26 al 28 de junio 2013
Sesión 1
Alimentos - General
• Sustancias o productos de cualquier naturaleza,
• sólidos o líquidos,
• naturales o transformados, que
• por sus características, aplicaciones, componentes, preparación y estado de conservación,
• sean susceptibles de ser habitual e idóneamente utilizados por las personas
10
Page 9
Quito, 26 al 28 de junio 2013
Sesión 1
Alimentos - Comercializados
• Modos de vida
• Costumbres sociales
• Estructuras familiares
• Mujer profesional fuera del hogar
• Mayor oferta de alimentos por progresos tecnológicos
• Menos tiempo culinario disponible
Page 10
Quito, 26 al 28 de junio 2013
Sesión 1
Alimentos - Comercializados
• Productos frescos (primera gama)
• Productos appertizados (segunda gama)
• Productos congelados (tercera gama)
• Productos envasados bajo vacío o en atmósfera modificada (cuarta gama)
• Productos tratados con calor y con vacío (quinta gama)
• Productos texturizados
• Platos preparados
11
Page 11
Quito, 26 al 28 de junio 2013
Sesión 1
Alimento - Comercializados
Page 12
Quito, 26 al 28 de junio 2013
Sesión 1
Calidad en alimentos
¿QUE ES?¿COMO SE CONTROLA?
12
Page 13
Quito, 26 al 28 de junio 2013
Sesión 1
Calidad en alimentos
Grado en el que un conjunto de características inherentes cumple con los requisitos
ISO 9000(Fundamentos y vocabulario)
Page 14
Quito, 26 al 28 de junio 2013
Sesión 1
Calidad en alimentos
CALIDAD
Inocuidad
Sensoriales
Comerciales
Nutricionales
concepto que implica que los alimentos no causarán daño al consumidor cuando se preparan y/o consumen de acuerdo con el
uso previsto
13
Page 15
Quito, 26 al 28 de junio 2013
Sesión 1
Inocuidad de los alimentos
Protección a los consumidores
Sistemas de control de los alimentos
Inocuidad
EFICACES
Page 16
Quito, 26 al 28 de junio 2013
Sesión 1
Inocuidad de los alimentos
Sistemas de Control de los alimentos
Decisivos para :
• Proteger a los consumidores
• garantizar la inocuidad de los alimentos que se introducen en el comercio internacional y
• asegurarse de que los alimentos comercializados se ajusten a los requisitos del lugar del consumo
14
Page 17
Quito, 26 al 28 de junio 2013
Sesión 1
Inocuidad de los alimentos
• El entorno mundial del comercio de productos alimenticios impone
• numerosas obligaciones a los países tanto importadores como exportadores en cuanto al :
- fortalecimiento de sus sistemas de control de los alimentos,
- la aplicación y observación de criterios basados en el riesgo y
- el cumplimiento de los acuerdos de la OMC.
Page 18
Quito, 26 al 28 de junio 2013
Sesión 1
Inocuidad de los alimentos
Los consumidores muestran un interés sin precedentes por la manera de:
• producir, elaborar y comercializar los alimentos y
• piden cada vez con más insistencia a sus gobiernos que acepten una responsabilidad mayor en cuanto a la inocuidad de los alimentos y la protección de los consumidores.
15
Page 19
Quito, 26 al 28 de junio 2013
Sesión 1
Inocuidad de los alimentos
• Los productores de alimentos se deberán fortalecer mediante
• sistemas eficaces de control de los alimentos que los ayuden a
‐ hacer realidad su potencial comercial y acceder a nuevos mercados.
Muchas gracias por su atención.
16
Page 1
Quito, 26 al 28 de junio 2013
Sesión 2
SESION 2
Gestión de la inocuidad y panorama mundial
Page 2
Quito, 26 al 28 de junio 2013
Sesión 2
Contenido
• Panorama Normativo Global
• Razones del caos normativo
• Primeras tendencias armonizadoras
• ISO 22000
17
Page 3
Quito, 26 al 28 de junio 2013
Sesión 2
Un poco de historia………..
• El HACCP tiene su inicio en la NASA, Armada de US y en una empresa Norteamericana (Pillsbury Corporation) que era la encargada de elaborar los alimentos de los astronautas en los primeros vuelos tripulados al espacio
• La herramienta mas utilizada a partir de los comienzos de los 90s es el HACCP o “Análisis de peligros y control de puntos críticos”.
Page 4
Quito, 26 al 28 de junio 2013
Sesión 2
Un poco de historia………..
• Se basa en la aplicación de 7 principios
• Para implementarlo se deben seguir 12 etapas: 5
preliminares y 7 principios.
• Requiere el cumplimiento de PRE-REQUISITOS
CAPACITACION
POE ‐ POES
BPA ‐ BPM
HACCP
18
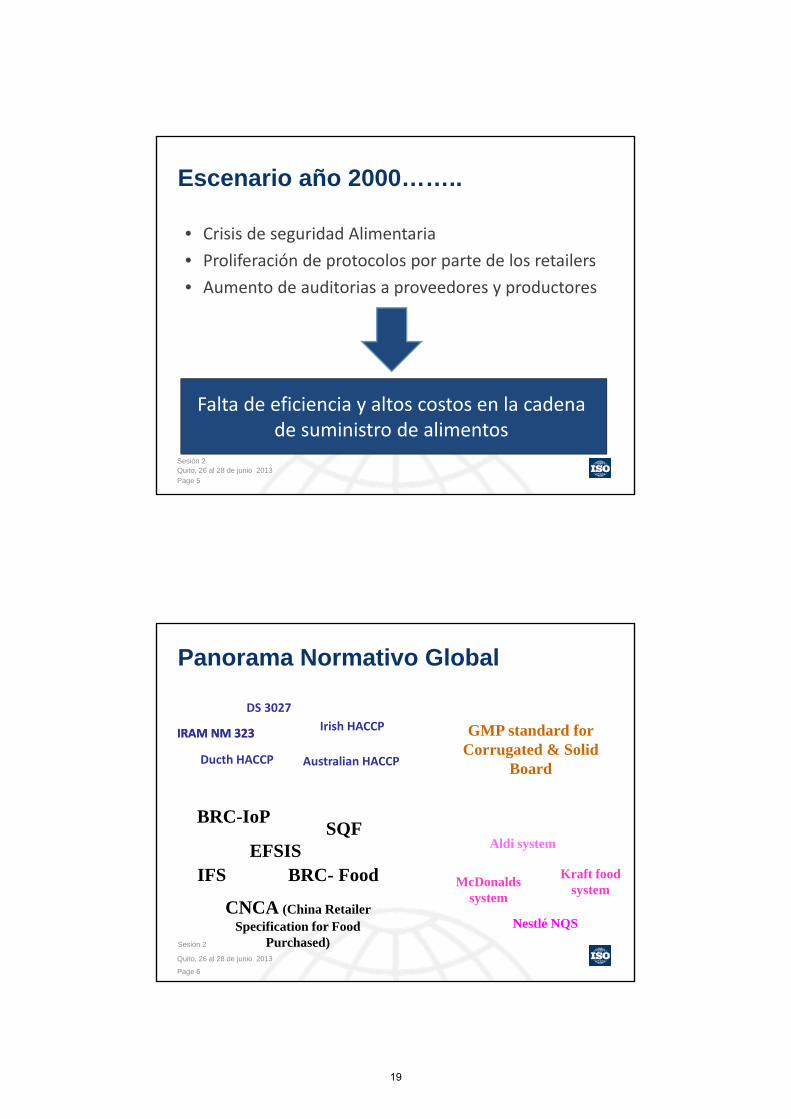
Escenario año 2000……..
Page 5
Quito, 26 al 28 de junio 2013Sesión 2
• Crisis de seguridad Alimentaria
• Proliferación de protocolos por parte de los retailers
• Aumento de auditorias a proveedores y productores
Falta de eficiencia y altos costos en la cadena de suministro de alimentos
Page 6
Quito, 26 al 28 de junio 2013
Sesión 2
Panorama Normativo Global
DS 3027
Ducth HACCP
Irish HACCPIRAM NM 323IRAM NM 323
Australian HACCP
GMP standard for Corrugated & Solid
Board
EFSISIFS
SQFBRC-IoP
BRC- Food McDonalds system
Kraft food system
Nestlé NQS
Aldi system
CNCA (China Retailer Specification for Food
Purchased)
19
Page 7
Quito, 26 al 28 de junio 2013
Sesión 2
• A lo largo de los años diversos modelos de sistemas de gestión vinculados al sector de alimentos fueron desarrollados con distintos alcances y propósitos, por diferentes organizaciones de diversos países;
• Algunos de estos fallaron por su debilidad conceptual, otros por atender demandas de solamente algunas partes interesadas, otros su aplicación se quedaron limitados a algunas regiones o sub-sectores;
• El proceso de evaluación de conformidad de algunos modelos no fue adecuadamente reglamentado y demostraron baja efectividad;
Antecedentes
Page 8
Quito, 26 al 28 de junio 2013
Sesión 2
¿Por qué?
• Organismos de normalización.Su objetivo es promover el correcto diseño e implantación de los planes
HACCP Dutch HACCP Code y Danish HACCP Code (alimentación humana) IRAM NM 323
• Asociaciones de supermercadosSu objetivo es cubrir su responsabilidad en cuanto a la seguridad de sus
productos de marca BRC IFS
• Asociaciones de fabricantes.Su objetivo es proteger la reputación del sector
IGMP (cartones)
20

Page 9
Quito, 26 al 28 de junio 2013
Sesión 2
Impacto sobre la inocuidad
Incremento de la diversidad y volumen del comercio de alimentos
Nuevos hábitos alimentarios
Cambios en los sistemas de producción
Cambios en la distribución de
alimentos
Cambios en los peligros
Toma de conciencia por parte del consumidor
FOCO EN INOCUIDAD
Page 10
Quito, 26 al 28 de junio 2013
Sesión 2
¿Por qué?.................
Cambios de hábitos alimentarios:
Mayor variedad de los alimentos
Alimentos listos para el consumo
Consumo de alimentos crudos
Cambios en los sistemas de producción:
Mayor producción de alimentos de forma industrial
Nuevas tecnologías de procesamiento y conservación de alimentos
Aumento de la vida útil de los alimentos
21
Page 11
Quito, 26 al 28 de junio 2013
Sesión 2
¿Por qué?.................
Globalización:
Aumento comercio internacional de alimentos
Aumento de viajes internacionales
Cambios en los peligros:
Bioterrorismo
Nuevas productos químicos
Patógenos emergentes y re-emergentes
Page 12
Quito, 26 al 28 de junio 2013
Sesión 2
¿Por qué?.................
22

Page 13
Quito, 26 al 28 de junio 2013
Sesión 2
¿Por qué?.................
Page 14
Quito, 26 al 28 de junio 2013
Sesión 2
¿Por qué?.................
Razones por las que el consumidor exige una garantía:
Años 90 Promotores de Crecimiento
1996-2000: Crisis de las Vacas Locas (EEB) en el Reino Unido
1999: Crisis de las Dioxinas en Pollos en Bélgica
1999 a 2000: Alimentos Genéticamente Modificados
2001: PAH´s (Benzopireno) en Aceite de Orujo en España
Junio 2011: E. Coli O104:H4 en brotes de soja – Alemania (mueren alrededor de 22 personas)
23
Page 15
Quito, 26 al 28 de junio 2013
Sesión 2
¿Por qué?.................
El costo de las enfermedades de transmisión alimentaria
Impacto negativo en la economía:
Demandas legales/costos médicos
Pérdida de decomiso de productos
Costo asociados a la investigación del problema
Tiempo laboral perdido
Pérdida de mercados nacionales e internacionales
Pérdida de confianza de los consumidores.
Page 16
Quito, 26 al 28 de junio 2013
Sesión 2
Algunos problemas
CONSUMIDOR
RETAIL
Elaboradores
MARCAS
PROVEEDORES
24
Page 17
Quito, 26 al 28 de junio 2013
Sesión 2
Algunos problemas
Page 18
Quito, 26 al 28 de junio 2013
Sesión 2
Algunos problemas
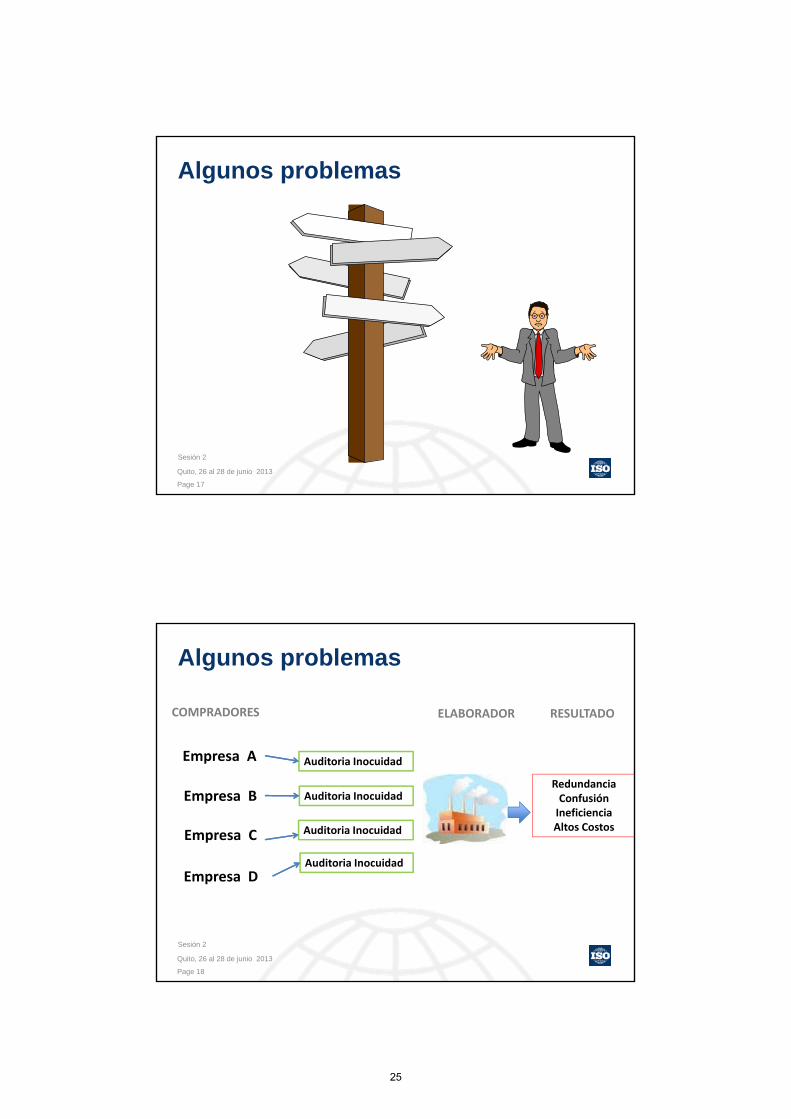
Redundancia Confusión Ineficiencia Altos Costos
Empresa A
Empresa B
Empresa C
Empresa D
Auditoria Inocuidad
Auditoria Inocuidad
Auditoria Inocuidad
Auditoria Inocuidad
COMPRADORES RESULTADOELABORADOR
25
Page 19
Quito, 26 al 28 de junio 2013
Sesión 2
• La fragmentación de las iniciativas e falta de un modelo validado y reconocido internacionalmente genero grandes cuestionamientos dentro de la cadena de suministro del sector alimentario – Cual modelo debo seguir? Cada cliente solicita un modelo distinto.
• Como respuesta a la fragmentación del mercado y con el objetivo de evitar múltiples evaluaciones, la ISO tomo la responsabilidad de crear un modelo verdaderamente internacional.
Antecedentes
Page 20
Quito, 26 al 28 de junio 2013
Sesión 2
Antecedentes
Tiene por objeto la armonización de los requisitos
de GESTION de la INOCUIDAD en toda la
cadena alimentaria a nivel MUNDIAL
26
Page 21
Quito, 26 al 28 de junio 2013
Sesión 2
Inicio y desarrollo de ISO 22000
Page 22
Quito, 26 al 28 de junio 2013
Sesión 2
Inicio y desarrollo de ISO 22000
ISO/TC 34/WG 8- Comienzo: JUNIO DE 2001
- Secretaría: DINAMARCA
- Países integrantes: • Alemania• Argentina • Australia• Bélgica• Canadá• Corea• Dinamarca• Estados Unidos
• Francia• Grecia• Holanda• Japón• Irlanda• Polonia• Reino Unido• Suiza
27
Page 23
Quito, 26 al 28 de junio 2013
Sesión 2
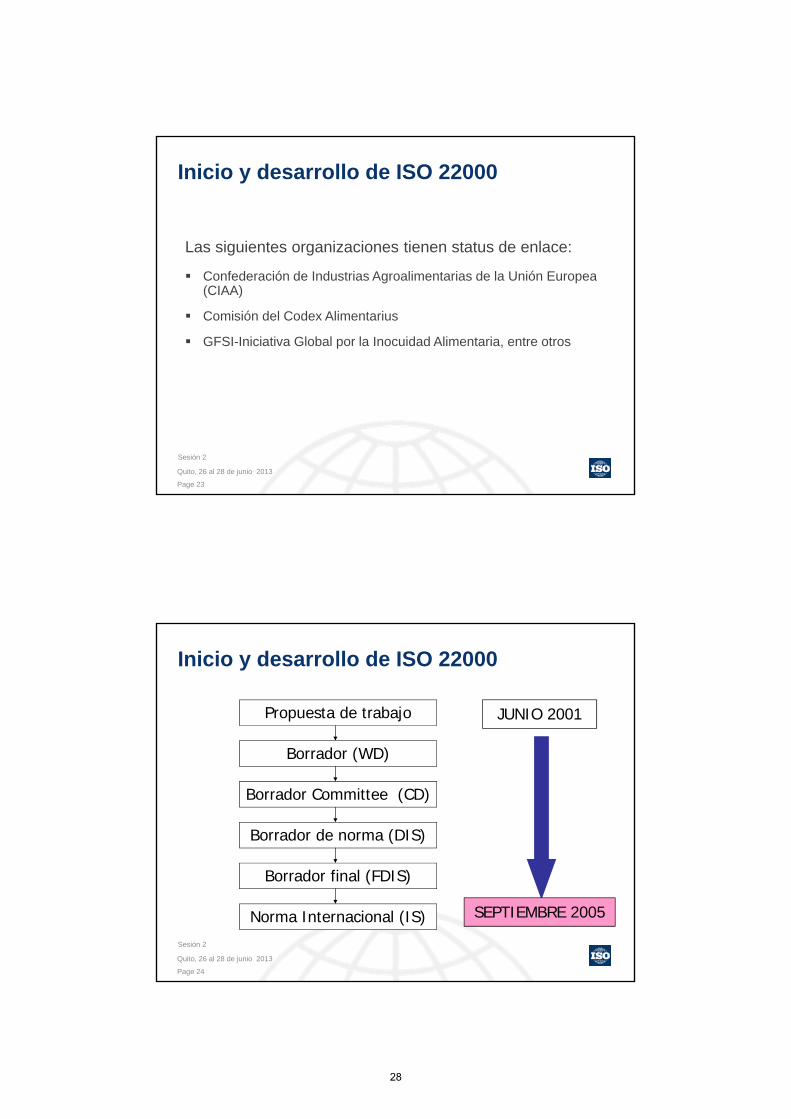
Inicio y desarrollo de ISO 22000
Las siguientes organizaciones tienen status de enlace:
Confederación de Industrias Agroalimentarias de la Unión Europea (CIAA)
Comisión del Codex Alimentarius
GFSI-Iniciativa Global por la Inocuidad Alimentaria, entre otros
Page 24
Quito, 26 al 28 de junio 2013
Sesión 2
Inicio y desarrollo de ISO 22000
Propuesta de trabajo
Borrador (WD)
Borrador Committee (CD)
Borrador de norma (DIS)
Borrador final (FDIS)
Norma Internacional (IS)
JUNIO 2001
SEPTIEMBRE 2005
28

Page 25
Quito, 26 al 28 de junio 2013
Sesión 2
ISO 22000 - SGIA
¿DE QUE TRATA LA NORMA ?
La norma ISO 22000 establece los requisitos que debe cumplir un sistema de gestión de la inocuidad de los
alimentos para cualquier organización en la cadena de suministros de alimentos.
ISO 22000 - SGIA
Page 26
Quito, 26 al 28 de junio 2013Sesión 2
Combina 4 elementos CLAVES:
-Comunicación interactiva
-Sistema de gestión
-Programa de prerrequisitos
-Principios del HACCP
29
ISO 22000 - SGIA
Page 27
Quito, 26 al 28 de junio 2013Sesión 2
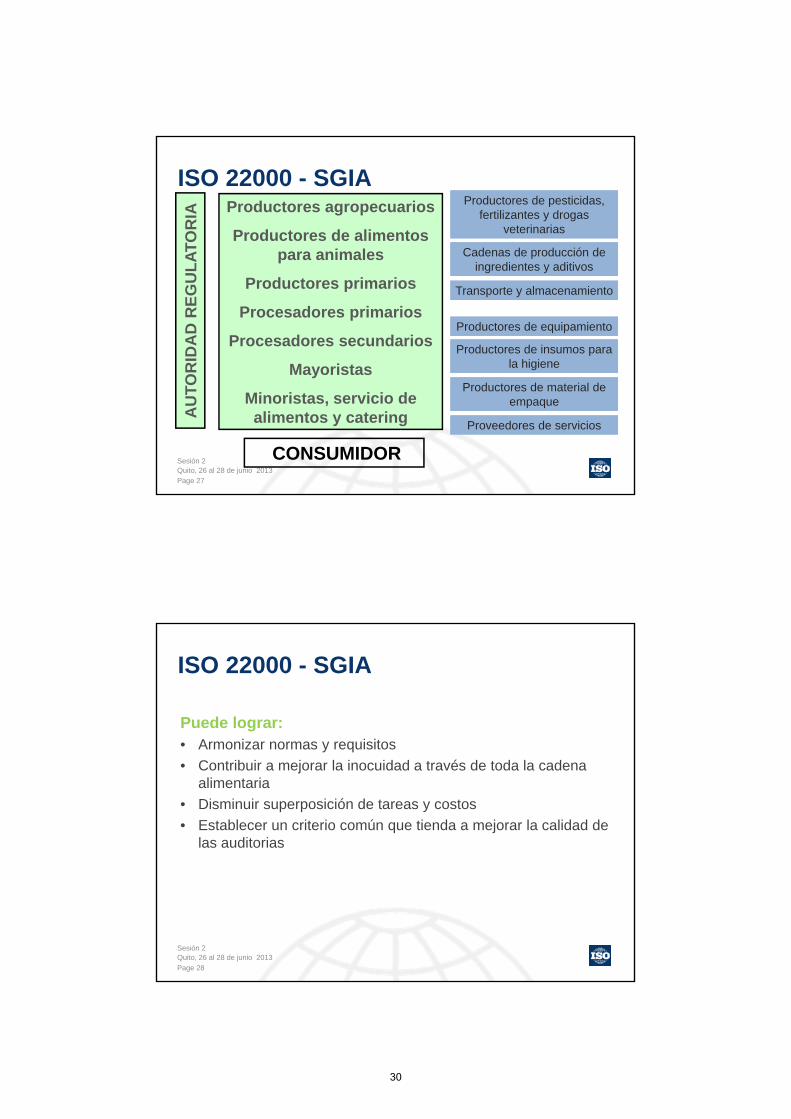
Productores agropecuarios
Productores de alimentos para animales
Productores primarios
Procesadores primarios
Procesadores secundarios
Mayoristas
Minoristas, servicio de alimentos y catering
Productores de pesticidas, fertilizantes y drogas
veterinarias
Productores de pesticidas, fertilizantes y drogas
veterinarias
Productores de equipamientoProductores de equipamiento
Transporte y almacenamientoTransporte y almacenamiento
Cadenas de producción de ingredientes y aditivos
Cadenas de producción de ingredientes y aditivos
Productores de insumos para la higiene
Productores de insumos para la higiene
Productores de material de empaque
Productores de material de empaque
Proveedores de serviciosProveedores de servicios
AU
TO
RID
AD
RE
GU
LA
TO
RIA
CONSUMIDOR
ISO 22000 - SGIA
Page 28
Quito, 26 al 28 de junio 2013Sesión 2
Puede lograr:• Armonizar normas y requisitos
• Contribuir a mejorar la inocuidad a través de toda la cadena alimentaria
• Disminuir superposición de tareas y costos
• Establecer un criterio común que tienda a mejorar la calidad de las auditorias
30
Page 1
Quito, 26 al 28 de junio 2013
Sesión 3
SESION 3
Introducción a ISO 22000 y su relación con otras normativas
Page 2
Quito, 26 al 28 de junio 2013
Sesión 3
Contenido
• Familia ISO 22000
• ISO 22004
• ISO 22003
• FSSC 22000
31
Page 3
Quito, 26 al 28 de junio 2013
Sesión 3
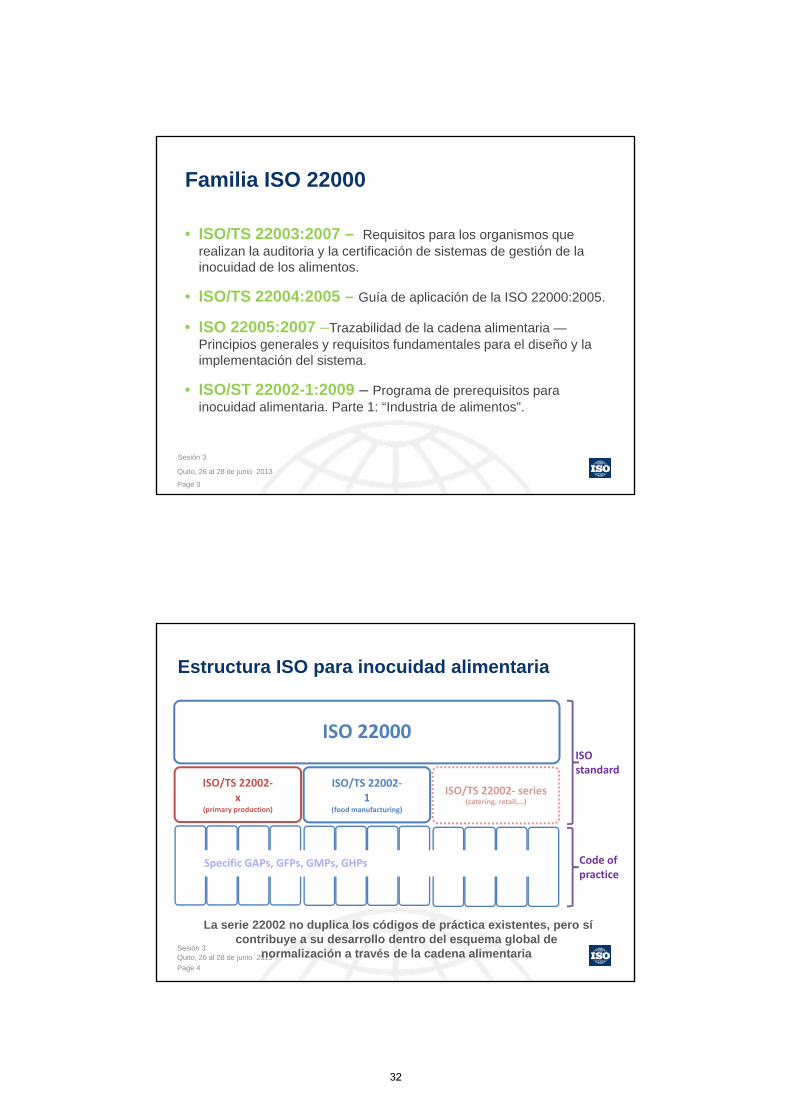
Familia ISO 22000
• ISO/TS 22003:2007 – Requisitos para los organismos querealizan la auditoria y la certificación de sistemas de gestión de la inocuidad de los alimentos.
• ISO/TS 22004:2005 – Guía de aplicación de la ISO 22000:2005.
• ISO 22005:2007 –Trazabilidad de la cadena alimentaria —Principios generales y requisitos fundamentales para el diseño y la implementación del sistema.
• ISO/ST 22002-1:2009 – Programa de prerequisitos parainocuidad alimentaria. Parte 1: “Industria de alimentos”.
Estructura ISO para inocuidad alimentaria
Page 4
Quito, 26 al 28 de junio 2013Sesión 3
ISO standard
Code of practice
La serie 22002 no duplica los códigos de práctica existentes, pero sícontribuye a su desarrollo dentro del esquema global de
normalización a través de la cadena alimentaria
ISO 22000
ISO/TS 22002‐x
(primary production)
ISO/TS 22002‐1
(food manufacturing)
ISO/TS 22002‐ series(catering, retail,…)
Specific GAPs, GFPs, GMPs, GHPs
32
Estructura ISO para inocuidad alimentaria
Page 5
Quito, 26 al 28 de junio 2013Sesión 3
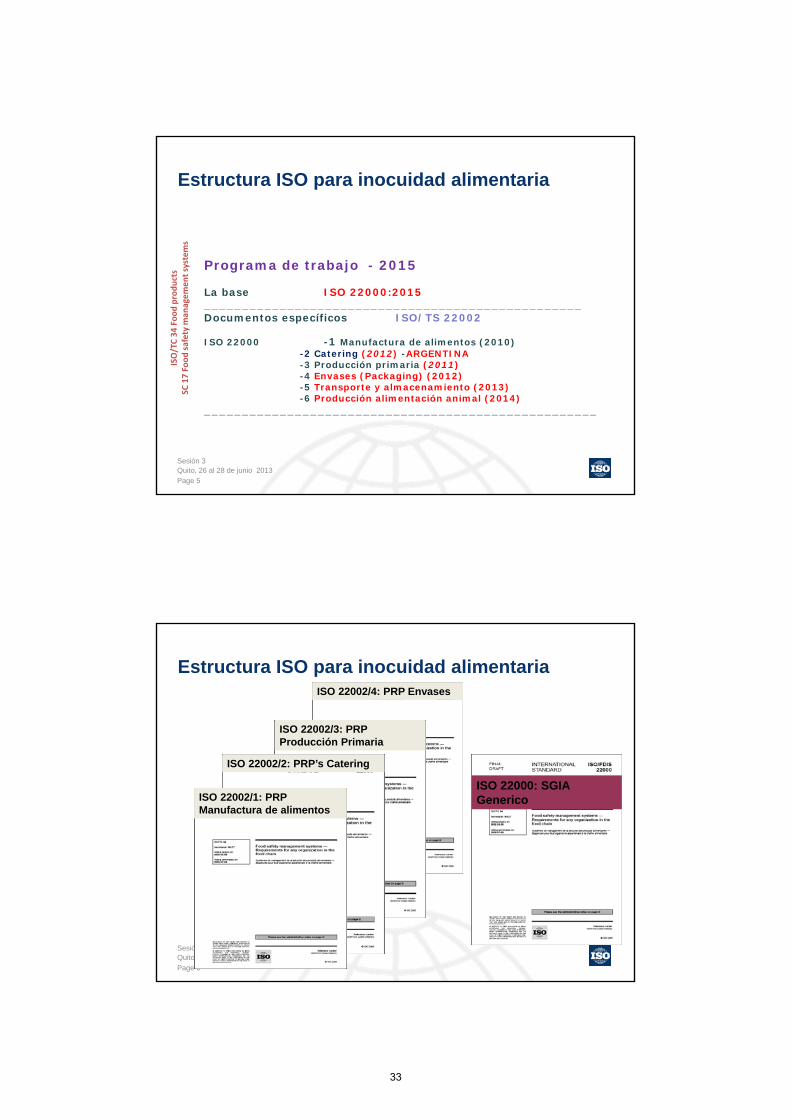
Programa de trabajo - 2015
La base ISO 22000:2015__________________________________________________Documentos específicos ISO/TS 22002
ISO 22000 -1 Manufactura de alimentos (2010)-2 Catering (2012) -ARGENTINA-3 Producción primaria (2011)-4 Envases (Packaging) (2012)-5 Transporte y almacenamiento (2013)-6 Producción alimentación animal (2014)
____________________________________________________
ISO/TC 34 Food products
SC 17 Food safety man
agemen
t system
s
Estructura ISO para inocuidad alimentaria
Page 6
Quito, 26 al 28 de junio 2013Sesión 3
ISO 22002/4: PRP Envases
ISO 22002/3: PRP Producción Primaria
ISO 22002/2: PRP’s Catering
ISO 22002/1: PRP Manufactura de alimentos
ISO 22000: SGIA Generico
33
Page 7
Quito, 26 al 28 de junio 2013
Sesión 3
ISO 22004
Proporciona una orientación genérica puede ser aplicada en el uso de la Norma ISO 22000
Guía que ayuda en: La interpretación de algunos requisitos de la ISO 22000
Elimina la confusión
Es útil para pequeñas organizaciones
Page 8
Quito, 26 al 28 de junio 2013
Sesión 3
Proceso de Certificación
Las Reglas Generalespara los Organismos
de Certificación
34
Page 9
Quito, 26 al 28 de junio 2013
Sesión 3
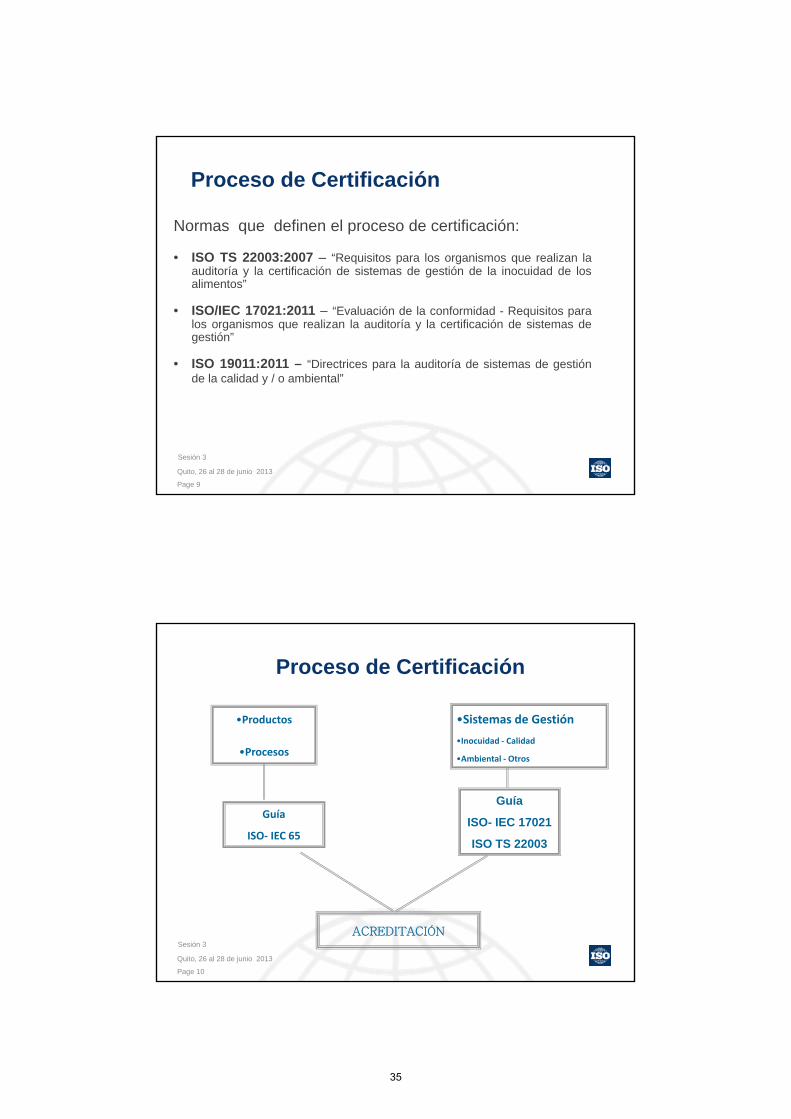
Proceso de Certificación
Normas que definen el proceso de certificación:
• ISO TS 22003:2007 – “Requisitos para los organismos que realizan laauditoría y la certificación de sistemas de gestión de la inocuidad de losalimentos”
• ISO/IEC 17021:2011 – “Evaluación de la conformidad - Requisitos paralos organismos que realizan la auditoría y la certificación de sistemas degestión”
• ISO 19011:2011 – “Directrices para la auditoría de sistemas de gestiónde la calidad y / o ambiental”
Page 10
Quito, 26 al 28 de junio 2013
Sesión 3
Proceso de Certificación
ACREDITACIÓN
•Productos
•Procesos
•Sistemas de Gestión
•Inocuidad ‐ Calidad
•Ambiental ‐ Otros
Guía
ISO‐ IEC 65
Guía
ISO- IEC 17021
ISO TS 22003
35
Page 11
Quito, 26 al 28 de junio 2013
Sesión 3
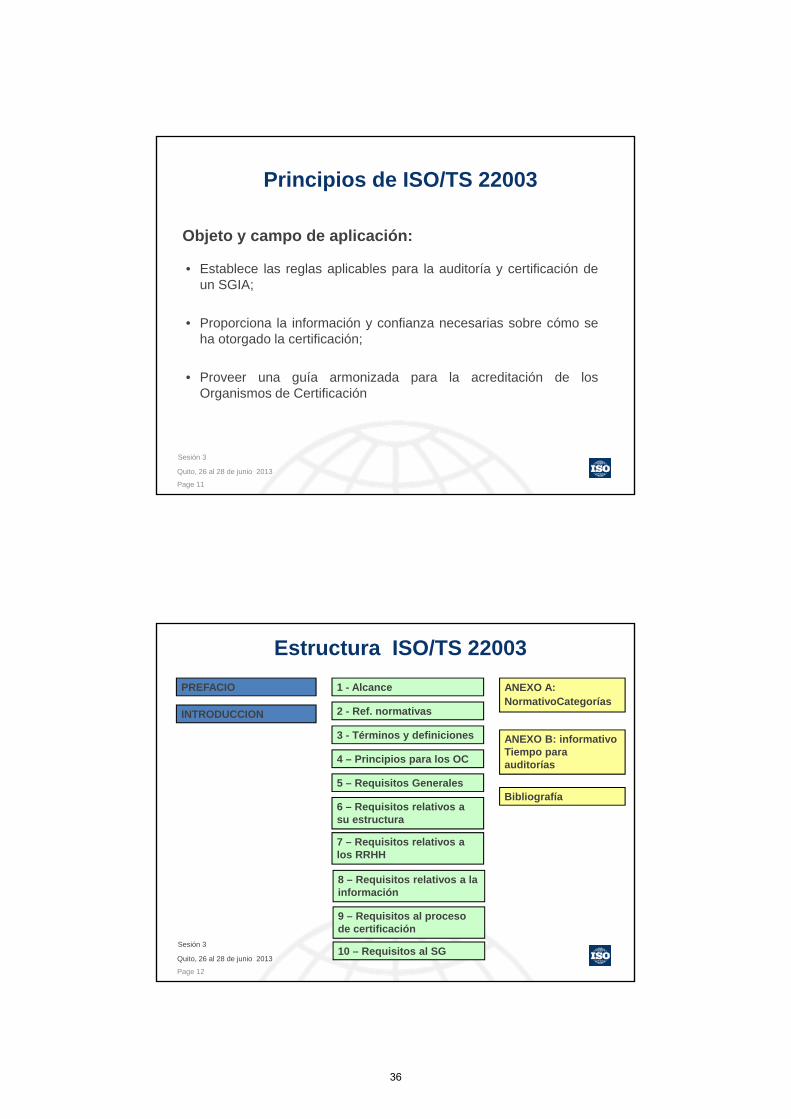
Principios de ISO/TS 22003
• Establece las reglas aplicables para la auditoría y certificación deun SGIA;
• Proporciona la información y confianza necesarias sobre cómo seha otorgado la certificación;
• Proveer una guía armonizada para la acreditación de losOrganismos de Certificación
Objeto y campo de aplicación:
Page 12
Quito, 26 al 28 de junio 2013
Sesión 3
Estructura ISO/TS 22003
PREFACIO
INTRODUCCION
1 - Alcance
2 - Ref. normativas
3 - Términos y definiciones
4 – Principios para los OC
5 – Requisitos Generales
6 – Requisitos relativos a su estructura
7 – Requisitos relativos a los RRHH
ANEXO A: NormativoCategorías
ANEXO B: informativo Tiempo para auditorías
Bibliografía
8 – Requisitos relativos a la información
9 – Requisitos al proceso de certificación
10 – Requisitos al SG
36
Page 13
Quito, 26 al 28 de junio 2013
Sesión 3
Principios de ISO/TS 22003
• La certificación tiene por objetivo general dar confianza a todas las partes de que un sistema de gestión cumple los requisitos especificados.
• El valor de la certificación reside en el grado de confianza y fe pública que se logra con una evaluación imparcial y competente por una tercera parte
Principios para los OC:
Page 14
Quito, 26 al 28 de junio 2013
Sesión 3
Principios de ISO/TS 22003
Imparcialidad
Competencia
Responsabilidad
transparencia
confidencialidad
tratamiento de quejas
Principios para dar confianza:
37
Page 15
Quito, 26 al 28 de junio 2013
Sesión 3
ISO/TS 22003 – Algunas reglas
• 2 estadíos de auditorías para para certificación inicial
• Re-certificación después de 3 años
• Certificación Multisitio
• Mantenimiento de la certificación
• 19011 requisitos aplicables a la auditoría
Algunas reglas:
Page 16
Quito, 26 al 28 de junio 2013
Sesión 3
ISO/TS 22003 – Algunas reglas
El personal tiene conocimientos relevantes en los campos de actividades en cual opera.
Para cada sector, debe determinar los requisitos de competencia.
Decisión de la certificación – por personas que tengan el conocimiento y experiencia suficiente
OC debe asegurarse que :
38
Page 17
Quito, 26 al 28 de junio 2013
Sesión 3
ISO/TS 22003 – Algunas reglas
• Conocimiento en HACCP;
• Conocimiento de los PPR pertinentes a la o las categorías consideradas;
• la identificación de peligros para la inocuidad de los alimentos;
• Habilidades para auditar un SGIA
• las leyes y regulaciones pertinentes a la inocuidad de los alimentos
• Experiencia en auditorias y laboral
Algunas reglas para auditores:
Page 18
Quito, 26 al 28 de junio 2013
Sesión 3
ISO/TS 22003 – Algunas reglas
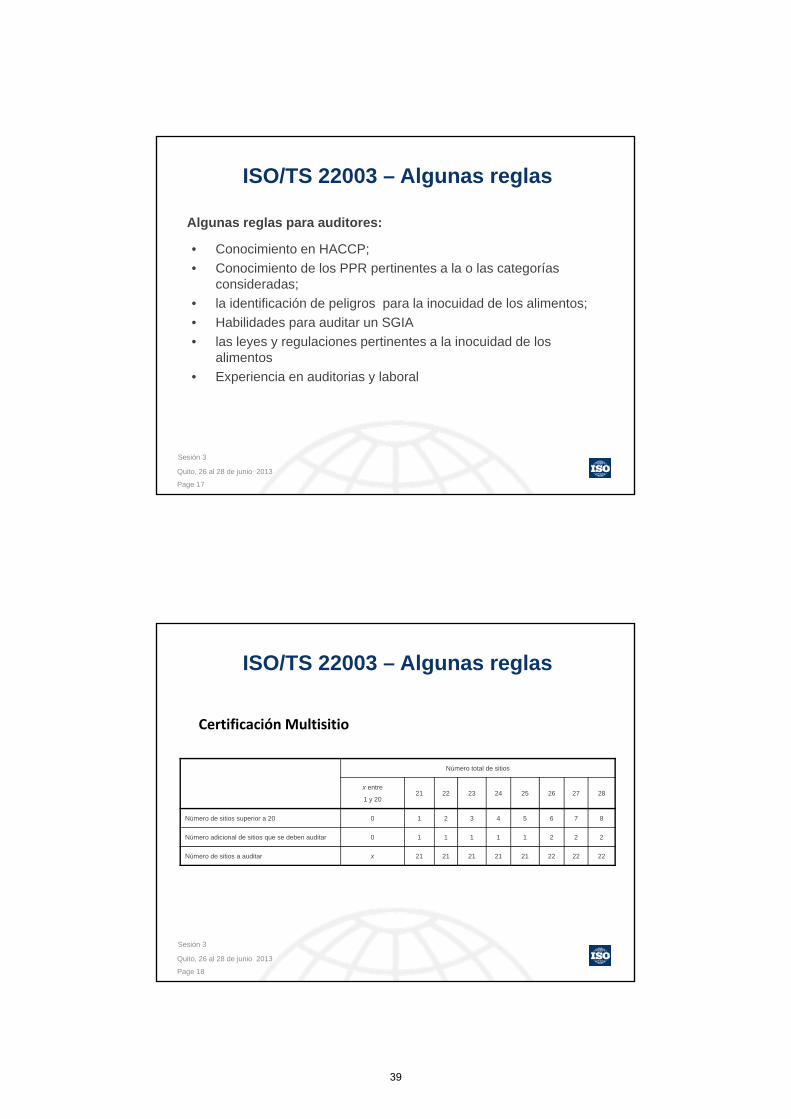
Número total de sitios
x entre
1 y 2021 22 23 24 25 26 27 28
Número de sitios superior a 20 0 1 2 3 4 5 6 7 8
Número adicional de sitios que se deben auditar 0 1 1 1 1 1 2 2 2
Número de sitios a auditar x 21 21 21 21 21 22 22 22
Certificación Multisitio
39
Page 19
Quito, 26 al 28 de junio 2013
Sesión 3
ISO/TS 22003 – Algunas reglas
Requisitos específicos para el sector de alimentos
Page 20
Quito, 26 al 28 de junio 2013
Sesión 3
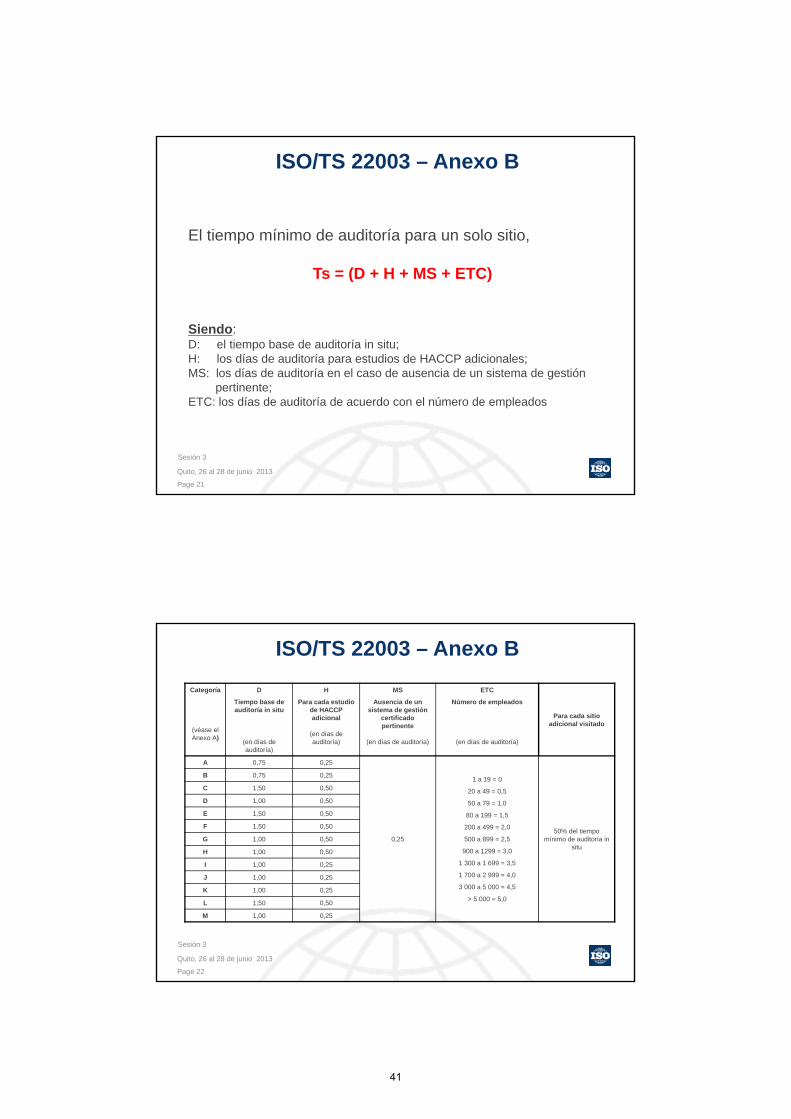
ISO/TS 22003 – Anexo A Códigos de las
categoríasCategorías Ejemplos de sectores
A Producción primaria 1 (animales)animales; pescado; producción de huevos; producción de leche; apicultura; pesca; caza; caza con trampas
B Producción primaria 2 (vegetales) frutas; verduras; granos; especias; productos hortícolas
C
Procesado 1(producto perecedero de origen animal)(incluyendo todas las actividades posteriores a la crianza, por ejemplo, sacrificio)
carne; aves de corral; huevos; productos lácteos y pesqueros
DProcesado 2(producto perecedero de origen vegetal)
frutas frescas y zumos (jugos) frescos; frutas en conserva; vegetales frescos; vegetales en conserva
EProcesado 3(productos con larga vida útil a temperatura ambiente)
productos enlatados; galletas; aperitivos; aceite; agua mineral; bebidas; pastas; harina; azúcar; sal
F Producción de alimentos para animales piensos; alimento para peces
G Servicios de comida y catering hoteles; restaurantes
H Distribución venta al por menor; tiendas; venta al por mayor
I Serviciosabastecimiento de agua; limpieza; aguas residuales; disposición de residuos; desarrollo de productos, procesos y equipos; servicios veterinarios
J Transporte y almacenamiento transporte y almacenamiento
K Fabricación de equipos equipos para procesos; máquinas expendedoras
L Fabricación de productos químicos y bioquímicosAditivos; vitaminas; plaguicidas; medicamentos; fertilizantes; agentes limpiadores; biocultivos
M Fabricación de material de embalaje material de embalaje
40
Page 21
Quito, 26 al 28 de junio 2013
Sesión 3
ISO/TS 22003 – Anexo B
El tiempo mínimo de auditoría para un solo sitio,
Ts = (D + H + MS + ETC)
Siendo:D: el tiempo base de auditoría in situ; H: los días de auditoría para estudios de HACCP adicionales; MS: los días de auditoría en el caso de ausencia de un sistema de gestión
pertinente; ETC: los días de auditoría de acuerdo con el número de empleados
Page 22
Quito, 26 al 28 de junio 2013
Sesión 3
ISO/TS 22003 – Anexo B
Categoría
(véase el Anexo A)
D
Tiempo base de auditoría in situ
(en días de auditoría)
H
Para cada estudio de HACCP adicional
(en días de auditoría)
MS
Ausencia de un sistema de gestión
certificado pertinente
(en días de auditoría)
ETC
Número de empleados
(en días de auditoría)
Para cada sitio adicional visitado
A 0,75 0,25
0,25
1 a 19 = 0
20 a 49 = 0,5
50 a 79 = 1,0
80 a 199 = 1,5
200 a 499 = 2,0
500 a 899 = 2,5
900 a 1299 = 3,0
1 300 a 1 699 = 3,5
1 700 a 2 999 = 4,0
3 000 a 5 000 = 4,5
> 5 000 = 5,0
50% del tiempo mínimo de auditoría in
situ
B 0,75 0,25
C 1,50 0,50
D 1,00 0,50
E 1,50 0,50
F 1,50 0,50
G 1,00 0,50
H 1,00 0,50
I 1,00 0,25
J 1,00 0,25
K 1,00 0,25
L 1,50 0,50
M 1,00 0,25
41
ISO 22000 - ¿Está ud. Listo?
ISO 22000 Checklist
Disponible en Español, Inglés
y Fránces.
Page 23
Quito, 26 al 28 de junio 2013Sesión 3
Page 24
Quito, 26 al 28 de junio 2013
Sesión 3
Otras tendencias armonizadoras
Es una red de empresas vinculadas a productosde consumo masivo.
Agrupa a supermercados y sus proveedores,entre otros.
Las Normas reconocidas por GFSI son:
BRC Technical StandardInternational Food Standard (IFS)FSSC 22000Etc.
42
Page 25
Quito, 26 al 28 de junio 2013
Sesión 3
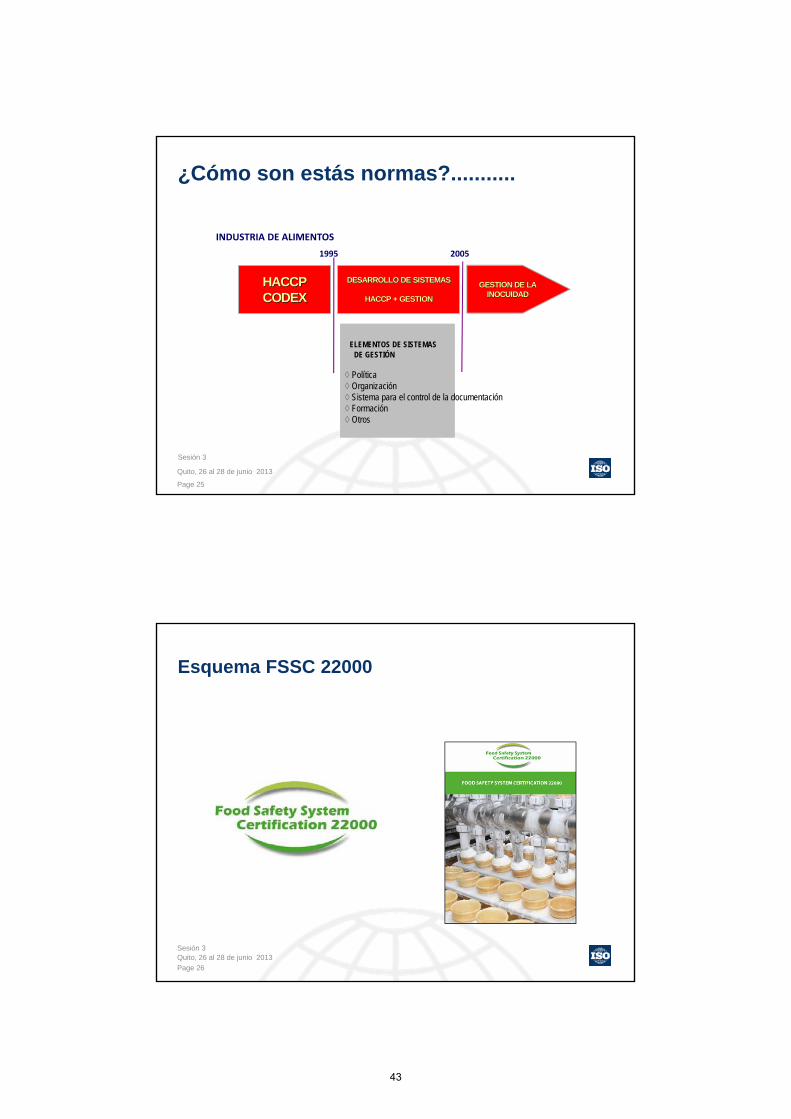
¿Cómo son estás normas?...........
1995 2005
INDUSTRIA DE ALIMENTOS
GESTION DE LAGESTION DE LAINOCUIDADINOCUIDAD
HACCPHACCPCODEXCODEX
DESARROLLO DE SISTEMASDESARROLLO DE SISTEMAS
HACCP + GESTIONHACCP + GESTION
ELEMENTOS DE SISTEMAS DE GESTIÓN
◊ Política◊ Organización◊ Sistema para el control de la documentación◊ Formación◊ Otros
Esquema FSSC 22000
Page 26
Quito, 26 al 28 de junio 2013Sesión 3
43
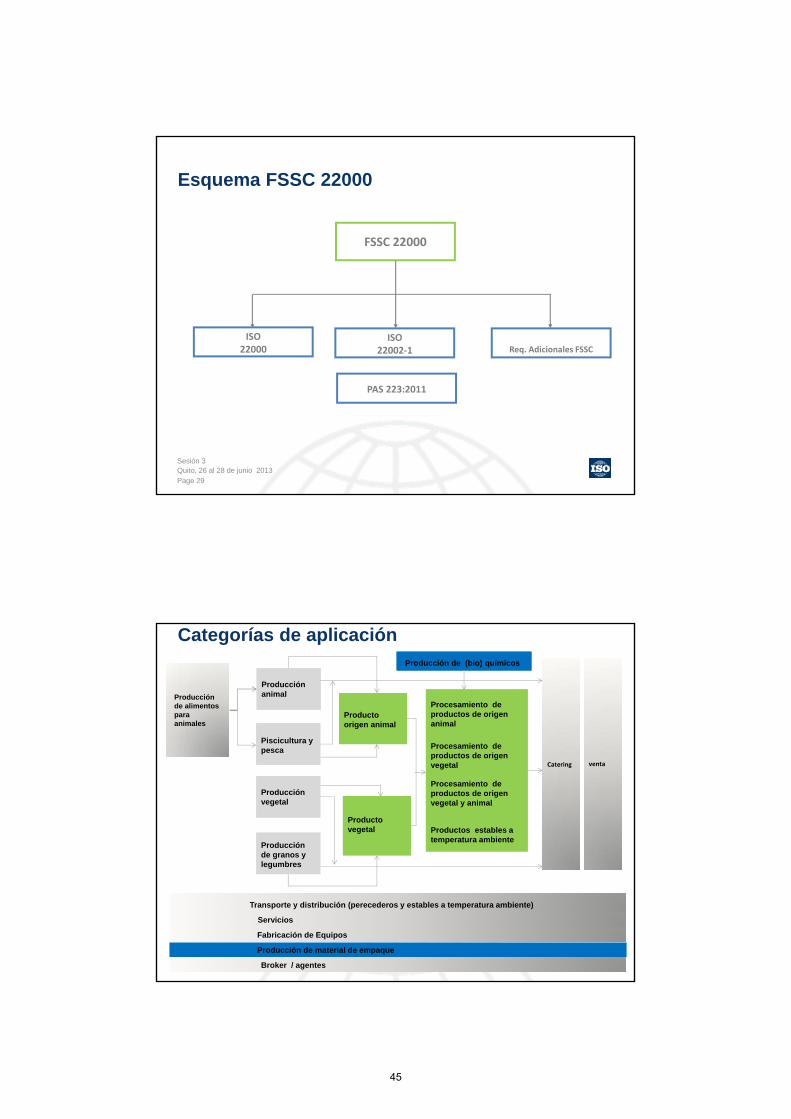
Esquema FSSC 22000
Page 27
Quito, 26 al 28 de junio 2013Sesión 3
+
+ =
=
Esquema FSSC 22000
Page 28
Quito, 26 al 28 de junio 2013Sesión 3
+
+ =
=
ISO 22002/1: PRP Manufactura de
alimentos
44
Esquema FSSC 22000
Page 29
Quito, 26 al 28 de junio 2013Sesión 3
ISO22000
FSSC 22000
ISO22002‐1 Req. Adicionales FSSC
PAS 223:2011
Categorías de aplicación
Page 30
Quito, 26 al 28 de junio 2013Sesión 3
Producción de alimentos para animales
Producción animal
Producción vegetal
Piscicultura y pesca
Producción de granos y legumbres
Producto origen animal
Producto vegetal
Procesamiento de productos de origen animal
Procesamiento de productos de origen vegetal
Procesamiento de productos de origen vegetal y animal
Productos estables a temperatura ambiente
Catering
Producción de (bio) químicos
venta
Transporte y distribución (perecederos y estables a temperatura ambiente)
Servicios
Fabricación de Equipos
Producción de material de empaque
Broker / agentes
45

Page 31
Quito, 26 al 28 de junio 2013Sesión 3
Categoría de aplicación
AuthorityProcesado Distribución
Minoristas
ConsumidorProduccion primaria
Elaboración Bares, Restaurantes
Productos Químicos Material de empaque
Muchas gracias por la atención.
46
Page 1
Quito, 26 al 28 de junio de 2013
Sesión 4
SESION 4
Sistema de gestión de la inocuidad de los alimentos
Contenido
Page 2
Quito, 26 al 28 de junio de 2013Sesión 4
• ISO 22000
• Introducción, objetivos, referencias normativas
• Capítulo 4 - Requisitos de la documentación
• Inicio de la ejercitación
47
ISO 22000 - Introducción
Page 3
Quito, 26 al 28 de junio de 2013Sesión 4
GESTIONANDO LA INOCUIDAD DE LOS ALIMENTOS
ISO 22000 : 2005
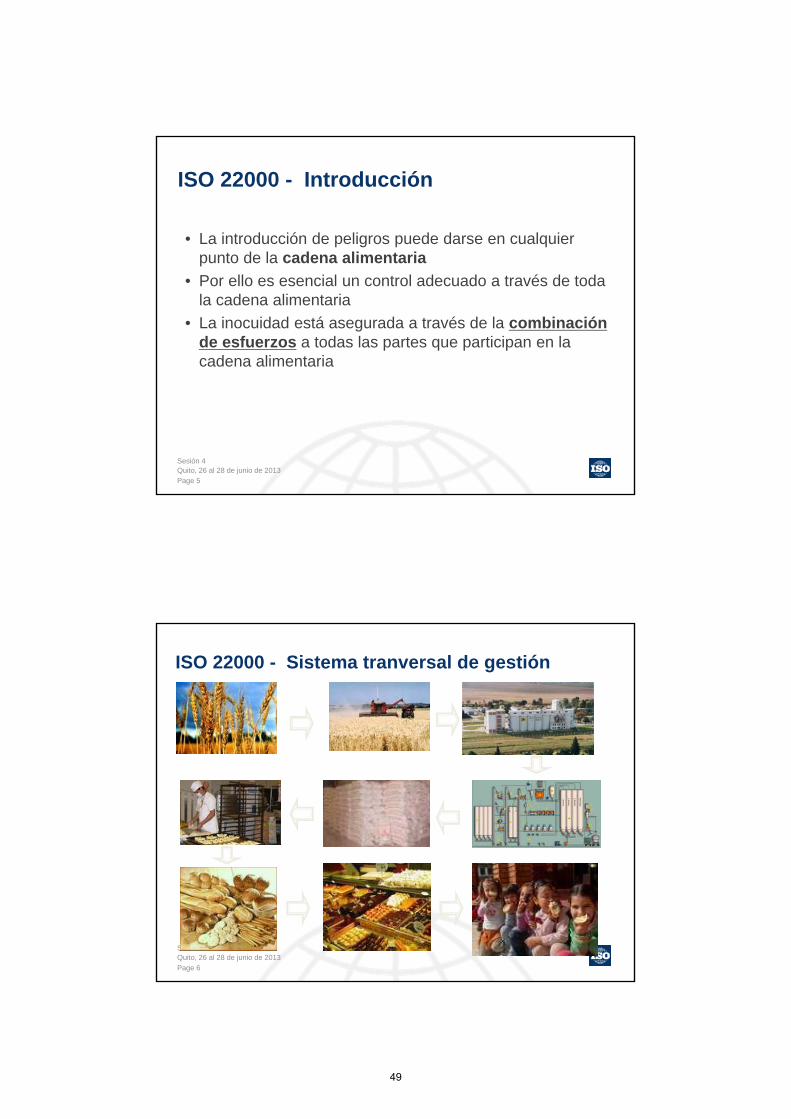
ISO 22000 - Estructura
Page 4
Quito, 26 al 28 de junio de 2013Sesión 4
PREFACIO
INTRODUCCION
1 ‐ Alcance
2 ‐ Ref. normativas
3 ‐ Términos y definiciones
4 ‐ SGIA
5 ‐ Responsabilidad de la dirección
6 ‐ Gestión de recursos
7 ‐ Planificación y realización de productos inocuos
8 – Validación, verificación y mejora del SGIA
ANEXO A: Relación ISO
22000 e ISO 9001:2000
ANEXO B: Relación ISO 22000 Y HACCP
ANEXO C: Referencias Codex Alimentarius
Bibliografía
48
ISO 22000 - Introducción
Page 5
Quito, 26 al 28 de junio de 2013Sesión 4
• La introducción de peligros puede darse en cualquier punto de la cadena alimentaria
• Por ello es esencial un control adecuado a través de toda la cadena alimentaria
• La inocuidad está asegurada a través de la combinación de esfuerzos a todas las partes que participan en la cadena alimentaria
ISO 22000 - Sistema tranversal de gestión
Page 6
Quito, 26 al 28 de junio de 2013Sesión 4
49

Introducción
Page 7
Quito, 26 al 28 de junio de 2013Sesión 4
Combina 4 elementos CLAVES:
-Comunicación interactiva
-Sistema de gestión
-Programa de prerrequisitos
-Principios del HACCP
Page 8
Quito, 26 al 28 de junio de 2013Sesión 4
Comunicación interactiva• Esencial para asegurar que todos los peligros sean
identificados y controlados adecuadamente en cada paso de la cadena agroalimentaria
• Importante reconocer la función y posición de la organización dentro de cadena
ISO 22000 – Los 4 elementos claves
50
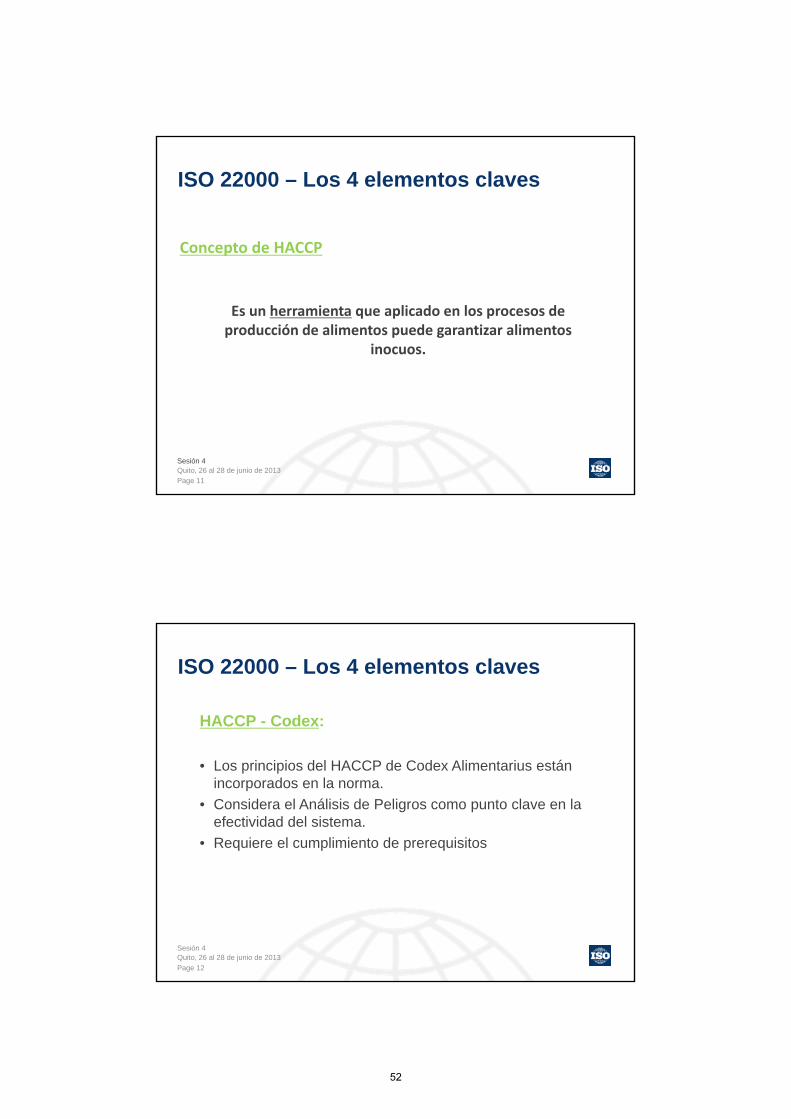
Ejemplo de comunicación interactiva
Page 9
Quito, 26 al 28 de junio de 2013Sesión 4
Legislación y A
utorid
ades d
e Aplicació
n
y Contro
l
CONSUMIDORES
Otros proveedores de la Cadena(cattering, otros)
Prestadoras de Servicios
Productores de Agentes de Limpieza
Productores de Equipos
Productores de Material de envases y embalajes
Productores de plaguicidas, fertilizantes y drogas veterinarias
Productores de Ingredientes y Aditivos
Servicios de Transporte y Almacenamiento
Productores de cultivos
Productores de alimentos para animales
Productores Primarios
Procesadores Primarios de Alimentos
Procesadores Secundarios de Alimentos
MINORISTAS, catering
MAYORISTAS
Page 10
Quito, 26 al 28 de junio de 2013Sesión 4
ISO 22000 – Los 4 elementos claves
Sistema de gestión:
Los sistemas más eficaces de inocuidad
“están establecidos, ejecutados y actualizados en el marco de un sistema de gestión estructurado”.
Alineado a ISO 9001 con el objeto de aumentar la compatibilidad de las 2 normas.
51
Page 11
Quito, 26 al 28 de junio de 2013Sesión 4
ISO 22000 – Los 4 elementos claves
Es un herramienta que aplicado en los procesos de producción de alimentos puede garantizar alimentos
inocuos.
Concepto de HACCP
Page 12
Quito, 26 al 28 de junio de 2013Sesión 4
ISO 22000 – Los 4 elementos claves
HACCP - Codex:
• Los principios del HACCP de Codex Alimentarius están incorporados en la norma.
• Considera el Análisis de Peligros como punto clave en la efectividad del sistema.
• Requiere el cumplimiento de prerequisitos
52
Page 13
Quito, 26 al 28 de junio de 2013Sesión 4
ISO 22000 – Los 4 elementos claves
Programa de Prerequisitos:
Son los requisitos mínimos sanitarios y de proceso que se deben aplicar dentro de un establecimiento tendientes a
facilitar la producción de alimentos inocuos.
Materia Prima
PROCESOS
EDIF./ INST.
PERSONAL
PRODUCTO
Page 14
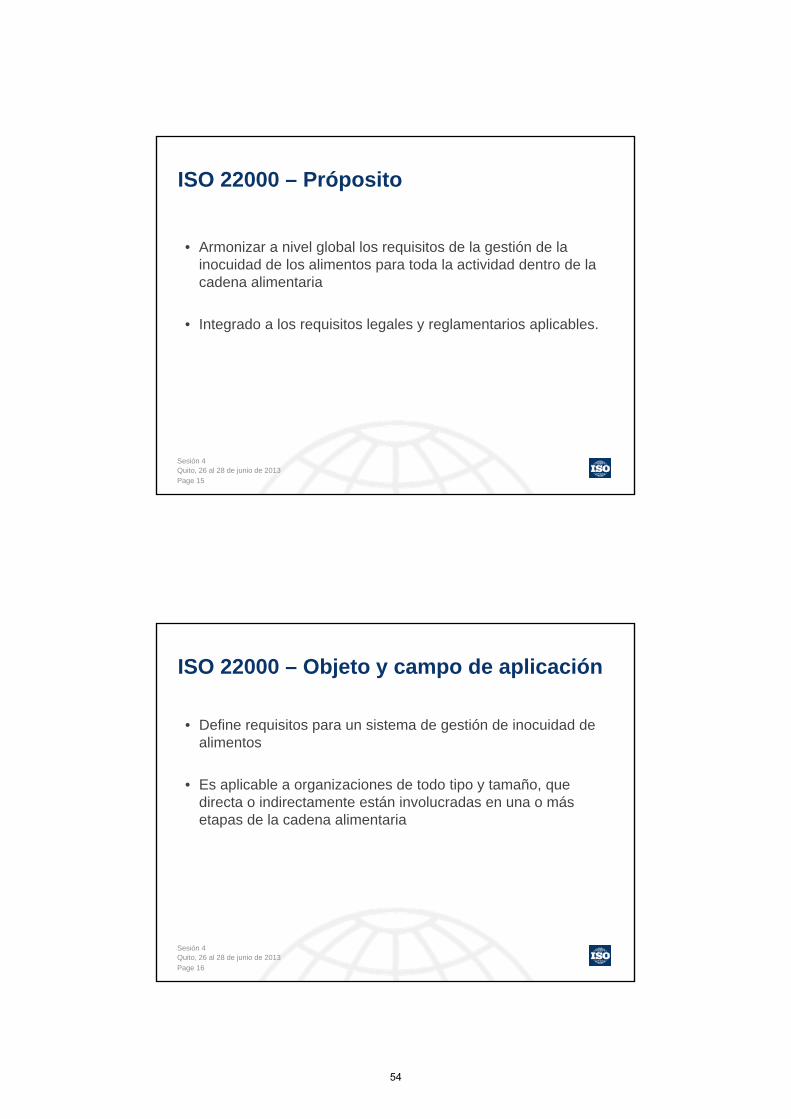
Quito, 26 al 28 de junio de 2013Sesión 4
ISO 22000 – Los 4 elementos claves
53
Page 15
Quito, 26 al 28 de junio de 2013Sesión 4
ISO 22000 – Próposito
• Armonizar a nivel global los requisitos de la gestión de la inocuidad de los alimentos para toda la actividad dentro de la cadena alimentaria
• Integrado a los requisitos legales y reglamentarios aplicables.
ISO 22000 – Objeto y campo de aplicación
Page 16
Quito, 26 al 28 de junio de 2013Sesión 4
• Define requisitos para un sistema de gestión de inocuidad de alimentos
• Es aplicable a organizaciones de todo tipo y tamaño, que directa o indirectamente están involucradas en una o más etapas de la cadena alimentaria
54
Page 17
Quito, 26 al 28 de junio de 2013Sesión 4
ISO 22000 – Objeto y campo de aplicación
Permite a una organización:
• Planificar, implementar, mantener y actualizar un sistema de gestión de inocuidad.
• Demostrar cumplimiento de los requisitos legales y reglamentarios
• Evaluar y valorar los requisitos del cliente y demostrar su cumplimiento
• Comunicar eficazmente los temas referidos a la inocuidad
• Asegurarse que se cumple con la política de inocuidad
• Demostrar conformidad a las partes interesadas
• Procurar la certificación
ISO 22000 - Vocabulario
Page 18
Quito, 26 al 28 de junio de 2013Sesión 4
17 términos : 5 basados en HACCP del Codex Alimentarius,
3 basados en ISO 9000:2000
Notas aclaratorias
No se definen términos en los casos en que mantienen la definición normal de un diccionario
55
ISO 22000 - Vocabulario
Page 19
Quito, 26 al 28 de junio de 2013Sesión 4
TERMINO DEFINICIÓN
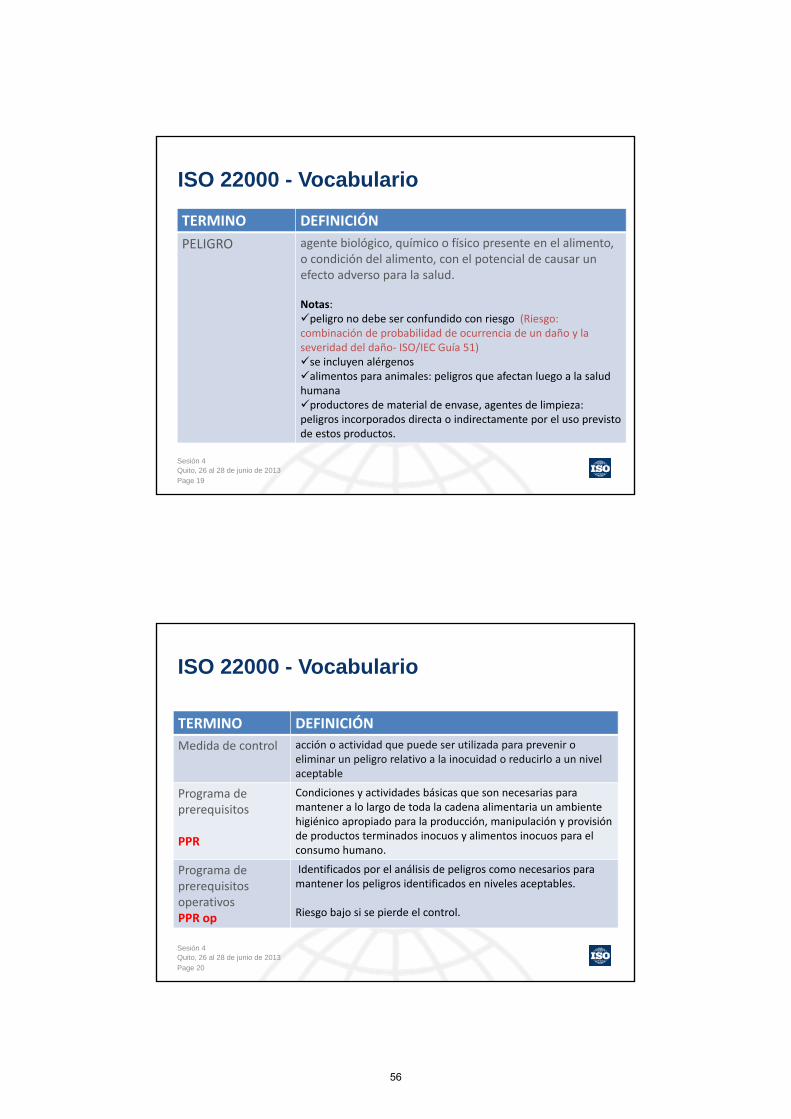
PELIGRO agente biológico, químico o físico presente en el alimento, o condición del alimento, con el potencial de causar un efecto adverso para la salud.
Notas: peligro no debe ser confundido con riesgo (Riesgo: combinación de probabilidad de ocurrencia de un daño y la severidad del daño‐ ISO/IEC Guía 51)se incluyen alérgenosalimentos para animales: peligros que afectan luego a la salud humanaproductores de material de envase, agentes de limpieza: peligros incorporados directa o indirectamente por el uso previsto de estos productos.
ISO 22000 - Vocabulario
Page 20
Quito, 26 al 28 de junio de 2013Sesión 4
TERMINO DEFINICIÓN
Medida de control acción o actividad que puede ser utilizada para prevenir o eliminar un peligro relativo a la inocuidad o reducirlo a un nivel aceptable
Programa de prerequisitos
PPR
Condiciones y actividades básicas que son necesarias para mantener a lo largo de toda la cadena alimentaria un ambiente higiénico apropiado para la producción, manipulación y provisión de productos terminados inocuos y alimentos inocuos para el consumo humano.
Programa de prerequisitosoperativosPPR op
Identificados por el análisis de peligros como necesarios para mantener los peligros identificados en niveles aceptables.
Riesgo bajo si se pierde el control.
56
ISO 22000 - Vocabulario
Page 21
Quito, 26 al 28 de junio de 2013Sesión 4
TERMINO DEFINICIÓN
Punto Crítico de Control
PCC
Puntos específicos de control esenciales para prevenir, reducir o eliminar los peligros para la inocuidad a un nivel aceptable.
Si se pierde el control, es probable que exista un peligro para la inocuidad de los alimentos en el producto.
ISO 22000 - Vocabulario
Page 22
Quito, 26 al 28 de junio de 2013Sesión 4
TERMINO DEFINICIÓN
Validación Obtener evidencia que las medidas de control, gestionadas por el plan HACCP y los PPR operacionales son capaces de ser eficaces
Verificación confirmación, mediante el aporte de evidencia objetiva, que se han cumplido los requisitos especificados
57
CAPITULO 4
Page 23
Quito, 26 al 28 de junio de 2013Sesión 4
4- Sistema de gestión de la inocuidad Alimentaria (SGIA)
Page 24
Quito, 26 al 28 de junio de 2013Sesión 4
4.1. Requerimientos Generales:
La organización debe:
establecer, documentar, implementar, mantener, actualizar un SGIA eficaz
59
Círculo de Deming
Page 25
Quito, 26 al 28 de junio de 2013Sesión 4
PLAN (PLANEAR): establecer los planes
DO (HACER): llevar a cabo los planes.
CHECK (VERIFICAR): verificar si los resultados
concuerdan con lo planeado
ACT (ACTUAR): actuar para corregir
los problemas encontrados, prever posibles problemas,
mantener y mejorar.
Page 26
Quito, 26 al 28 de junio de 2013Sesión 4
4.1. Requerimientos Generales
PRODUCTOS/CATEGORÍA
PROCESOS SITIO DE PRODUCCION
4- Sistema de gestión de la inocuidad alimentaria (SGIA)
• Identificar, evaluar y controlar los peligros
• Comunicar apropiadamente a toda la cadena cuestiones relevantes.
• Comunicar a la organización toda la información relacionada al SGIA
• Evaluar y actualizar el SGIA
• Controlar los procesos tercerizados
60
4- Sistema de gestión de la inocuidad alimentaria (SGIA)
Page 27
Quito, 26 al 28 de junio de 2013Sesión 4
4.2 Requisitos de la documentación
4.2.1 General
• Política de inocuidad y objetivos
• Procedimientos y registros requeridos por la Norma
• Procedimientos y registros definidos por la organización para
lograr un SGI eficaz.
Definición
Page 28
Quito, 26 al 28 de junio de 2013Sesión 4
Documento: información y su medio de soporte
Su utilización contribuye a:
• Comunicación de la información - Los documentos son herramientas para la comunicación y la transmisión de la información.
• Proporcionar evidencias de la conformidad - Aporte de evidencias que lo planificado se ha llevado a cabo realmente
• Compartir conocimientos - Con el fin de difundir y preservar las experiencias de la organización.
61
Ejemplos de documentación
Page 29
Quito, 26 al 28 de junio de 2013Sesión 4
Información sobre el Sistema de Gestión de Inocuidad Alimentaria Manual de Inocuidad
Registros
Procedimientos
Plan de gestiónCómo se aplica el Sistema de Gestión a un producto
Cómo se realizan las operaciones o procesos
Evidencia objetiva de actividades realizadas o resultados logrados
Cantidad de documentación
Page 30
Quito, 26 al 28 de junio de 2013Sesión 4
Cada organización determina la amplitud de la documentación requerida y los medios a utilizar.
Esto depende de:
Tamaño y complejidad de la Organización
Tamaño y complejidad de los Productos y Procesos.
Requisitos (reglamentarios o del cliente)
Capacitación del personal
62
4- Sistema de gestión de la inocuidad alimentaria (SGIA)
Page 31
Quito, 26 al 28 de junio de 2013Sesión 4
4.2.2 Control de los documentosProcedimiento Documentado:
– Aprobación antes de su edición
– Revisar y actualizar (re-aprobación)
– Identificar cambios y estado de versión
– Disponibles en los puntos de uso
– Legibles e identificados
– Control de documentos externos
– Administración de documentos obsoletos
4- Sistema de gestión de la inocuidad alimentaria (SGIA)
Page 32
Quito, 26 al 28 de junio de 2013Sesión 4
4.2.2 Control de los documentos
Objetivo de los registros
Proporcionar evidencias de la conformidad de los requisitos y la operación eficaz del SGIA.
Deben ser legibles y deben controlarse:
• Identificación• Almacenamiento (tipo de soporte)• Protección (control de acceso)• Recuperación (cómo acceder a la información)• Tiempo de retención• Disposición
63
Page 1
Quito, 26 al 28 de junio de 2013
Sesión 5
SESION 5
Responsabilidad de la Dirección y Gestión de los recursos
Contenido
Page 2
Quito, 26 al 28 de junio de 2013Sesión 5
• Capítulo 5 - Responsabilidades de la dirección
• Capítulo 6 - Gestión de los recursos
• Ejercitación de aplicación
65
5. Responsabilidad de la Dirección
Page 3
Quito, 26 al 28 de junio de 2013Sesión 5
1. Compromiso de la Dirección
2. Política de Inocuidad
3. Planificación del Sistema de Gestión de la Inocuidad
4. Autoridad y responsabilidad
5. Líder del equipo de inocuidad
6. Comunicación
7. Preparación y Respuestas ante Emergencias
8. Revisión por la Dirección
5. Responsabilidad de la Dirección
Page 4
Quito, 26 al 28 de junio de 2013Sesión 5
La alta dirección debe proveer evidencia de su compromiso con el desarrollo, implementación y mejora continua de la eficacia del
SGIA:
Inocuidad alimentaria es el pilar de los objetivos del
negocio.
Comunicando a la organización la importancia
de satisfacer tanto los requisitos del cliente como los
legales y reglamentarios.
Estableciendo la Política
Llevando a cabo las revisiones
asegurando la disponibilidad de recursos
66

5. Responsabilidad de la Dirección
Page 5
Quito, 26 al 28 de junio de 2013Sesión 5
5.2 Política de inocuidad alimentaria
Alta Dirección debe definir, documentar, comunicar una política:
5
Cumple con los requisitos legales y reglamentarios
Cumple con los requisitos acordados con los clientes sobre inocuidad
Se comunica, implementa y mantiene en todos los niveles
Se revisa para su adecuación continua
Respaldada por objetivos medibles
Considera la comunicación de manera adecuada
Apropiada a la función de la organización dentro de la cadena alimentaria
5. Responsabilidad de la Dirección
5.3 Planificación del sistema de gestión de la inocuidad de los alimentos
Alta Dirección debe:
• planificar el SGI para cumplir con los requisito 4.1;
• Asegurar la integridad del SGIA frente a cambios
Page 6
Quito, 26 al 28 de junio de 2013Sesión 5
Fase Etapa Duración (días)
Mes 1
Mes 2
Mes 3
Mes 4
Mes 5
Mes 6
Mes 7
Mes 8
I Formulación del proyecto HACCP Realizar diagnostico 15 º Trazar políticas de calidad 1 º Aprobar Proyecto HACCP. Nombrar Director 1 º Definir productos objeto del Plan 1 º Escoger integrantes del equipo. Definir estructura 1 º Capacitar el equipo en el sistema HACCP 3 º
II Preparación del Plan HACCP Describir los productos objeto del Plan 20 ºº Conducir el Análisis de Riesgos 60 ººº ººº Efectuar adecuaciones variable Formular e iniciar programas especiales variable Identificar Puntos Críticos de Control 10 ºº Establecer el dispositivo de Control en PCC 10 ºº Implementar el control en PCC variable Preparar formatos de control HACCP 15 ºº Escribir los procedimientos de control en PCC 15 ºº Planificar el manejo de la información sobre PCC 5 º
III Puesta en marcha del Plan HACCP Hacer difusión interna del HACCP 10 ºº Ajustar el Plan 30 ººº Definir procedimientos de auditoria 30 ººº Preparar y firmar versión definitiva del Plan 15 º
67
5. Responsabilidad de la Dirección
5.4 Responsabilidad y autoridad
Alta dirección debe asegurar que:
• las responsabilidades y autoridades estén definidas y comunicadas
Page 7
Quito, 26 al 28 de junio de 2013Sesión 5
ORGANIGRAMA DEL SGI
5. Responsabilidad de la Dirección
5.4 Responsabilidad y autoridad
Todo el personal tiene
responsabilidad de informar problemas detectados en el SGI a las personas identificadas
Page 8
Quito, 26 al 28 de junio de 2013Sesión 5
Iniciar y registrar ACCIONES
68
5. Responsabilidad de la Dirección
Page 9
Quito, 26 al 28 de junio de 2013Sesión 5
5.5 Líder del equipo de inocuidad de alimentosLa Alta Dirección debe
• designar un líder del equipo de la inocuidad
Con independencia de otras funciones debe tener responsabilidad y autoridad para…
5. Responsabilidad de la Dirección
Page 10
Quito, 26 al 28 de junio de 2013Sesión 5
5.5 Líder del equipo de inocuidad de alimentos
Responsabilidades internas
• Dirigir el equipo de inocuidad
• Asegurar la educación y capacitación pertinente
• Asegurar que se establece, implementa, mantiene y actualiza un SGI
• Informar a la Alta Dirección sobre la eficacia y adecuación del SGI
Responsabilidades externas
• Puede ser el que se relaciona externamente como representante de la organización
69
5. Responsabilidad de la Dirección
Page 11
Quito, 26 al 28 de junio de 2013Sesión 5
5.6.1 Comunicación externa
Para asegurar información adecuada en toda la cadena
sobre la inocuidad de alimentos.
5.6.2 Comunicación interna
Para asegurar que la información adecuada se
utilice en el SGIA.
5.6 Comunicación
5. Responsabilidad de la Dirección
Page 12
Quito, 26 al 28 de junio de 2013Sesión 5
5.6.1 Externa
• proveedores y contratistas,
• clientes o consumidores,
• Autoridades legales y reglamentarias
• otras organizaciones con impacto en el SGIA
5.6.2 Interna
• personal y
• equipo de inocuidad debe asegura que esta información se utiliza en la actualización del SGIA
5.6 ComunicaciónDeben establecerse, implementarse y mantenerse disposiciones eficaces para comunicarse con:
70

5. Responsabilidad de la Dirección
Page 13
Quito, 26 al 28 de junio de 2013Sesión 5
5.6 Comunicación5.6.1 Comunicación externa
Debe proporcionar información sobre:
• Aspectos relativos a la inocuidad de importancia para otros en la cadena alimentaria
• Aplica a peligros que deben ser controlados por otras organizaciones
• Disponibles requisitos legales y de clientes
Personal designado, debe tener definida la responsabilidad y autoridad para comunicar información asociada a la inocuidad, que
debe servir para revisar y actualizar el SGI
5. Responsabilidad de la Dirección
Page 14
Quito, 26 al 28 de junio de 2013Sesión 5
5.6 Comunicación5.6.1 Comunicación externa
REGISTRO de las comunicaciones
71

5. Responsabilidad de la Dirección
Page 15
Quito, 26 al 28 de junio de 2013Sesión 5
InfraestructuraTecnología
Insumos
Cambios organización Otros cambios
5.6.2 Comunicación interna Con el fin de mantener eficacia, debe asegurarse que se informa al equipo sobre:
5. Responsabilidad de la Dirección
Page 16
Quito, 26 al 28 de junio de 2013Sesión 5
5.6 Comunicación5.6.1 Comunicación internaCon el fin de mantener eficacia, debe asegurarse que se informa al equipo
sobre:
Productos nuevos
Materias primas, ingredientes y servicios
Sistemas y equipos de producción
Locales de producción, ubicación, ambiente
Programas de limpieza y desinfección
Sistemas de envasado y embalaje, almacenamiento y distribución
72
5. Responsabilidad de la Dirección
Page 17
Quito, 26 al 28 de junio de 2013Sesión 5
5.6 Comunicación5.6.1 Comunicación internaCon el fin de mantener eficacia, debe asegurarse que se informa al equipo
sobre:
Niveles de calificación del personal, asignación de responsabilidades y autoridades
Requisitos legales y reglamentarios
Conocimientos sobre peligros y medidas de control
5. Responsabilidad de la Dirección
Page 18
Quito, 26 al 28 de junio de 2013Sesión 5
5.6 Comunicación5.6.1 Comunicación internaCon el fin de mantener eficacia, debe asegurarse que se informa al equipo
sobre:
Requisitos del cliente y otros
Consultas de partes externas
Quejas relacionadas a la inocuidad
Otros aspectos con impacto sobre la inocuidad
73
5. Responsabilidad de la Dirección
Page 19
Quito, 26 al 28 de junio de 2013Sesión 5
5.6.1 Comunicación interna
Resultado de la comunicación
• Actualización del sistema 8.5.2
• Revisión por la Dirección 5.8.2
Mantener registros
5. Responsabilidad de la Dirección
Page 20
Quito, 26 al 28 de junio de 2013Sesión 5
5.7 Preparación y respuesta ante emergencias
Alta dirección debe:
Establecer, implementar y mantener procedimientos y
Gestionar situaciones de emergencia potenciales y accidentes
74
5. Responsabilidad de la Dirección
Page 21
Quito, 26 al 28 de junio de 2013Sesión 5
5.7 Preparación y respuesta ante emergencias
Afectar a la inocuidad de los alimentos y pertinentes a la función de la organización en la cadena alimentaria:
• Incendios y explosiones• Tornados, lluvias, Inundaciones• Terremotos• Apagones• Accidentes personales• Accidentes vehiculares• Contaminación ambiental
Planificar que se debe hacer para gestionar la INOCUIDAD frente a situaciones de crisis
5. Responsabilidad de la Dirección
Page 22
Quito, 26 al 28 de junio de 2013Sesión 5
5.8 Revisión por la Dirección
Alta dirección debe:Revisar a intervalos planificados el SGIA para asegurar Conveniencia,
Adecuación, Eficacia
REGISTRO
75
5. Responsabilidad de la Dirección
Page 23
Quito, 26 al 28 de junio de 2013Sesión 5
5.8 Revisión por la Dirección – Datos de entrada y salida 5.8.2/5.8.3
seguimiento de acciones de revisiones anterioresresultados de verificacionescambios que afecten inocuidadsituaciones de emergencia, accidentes, recupero de productorevisión de las actualizaciones del sistema, actividades de comunicación, retroalimentación de clientesauditorías e inspecciones externas
acciones y decisiones: MEJORAAseguramiento de la inocuidadMejora de la eficacia del SGI Necesidades de recursosRevisión de la política y de los objetivos
Datos de entrada
Resultados
6. Gestión de los Recursos
Page 24
Quito, 26 al 28 de junio de 2013Sesión 5
6.1 Provisión de los recursos
La organización debe proveer:
Recursos para establecer, implementar, mantener y actualizar el SGIA
76
6. Gestión de los Recursos
Page 25
Quito, 26 al 28 de junio de 2013Sesión 5
6.2 Recursos humanos
6.2.1 Generalidades
Equipo y personal deben ser competentes
Deben tener educación, capacitación, habilidades y experiencia apropiados
6. Gestión de los Recursos
Page 26
Quito, 26 al 28 de junio de 2013Sesión 5
6.2.2 Recursos humanos
6.2.1 Generalidades
Si hay asistencia de expertos externos
REGISTRO
CONTRATO O ACUERDOS QUE DEFINEN RESPONSABILIDAD Y AUTORIDAD DE EXTERNOS
77
6. Gestión de los Recursos
Page 27
Quito, 26 al 28 de junio de 2013Sesión 5
6.2.2 Competencia, toma de conciencia y capacitación
La organización debe:
Identificar competencias necesarias
Proporcionar capacitación
Asegurar que el personal involucrado esta capacitado
Evaluar implementación y eficacia
Asegurar que el personal es consciente de la pertinencia e importancia de sus actividades en la inocuidad de los alimentos
Asegurar que la comunicación eficaz es entendida
Mantener
REGISTROS
6. Gestión de los Recursos
Page 28
Quito, 26 al 28 de junio de 2013Sesión 5
Habilidades
disponibles
Competencias
necesarias
Perfiles
Legajos
Plan de
Formación
Definir necesidades
78

6. Gestión de los Recursos
Page 29
Quito, 26 al 28 de junio de 2013Sesión 5
6.3 InfraestructuraLa organización debe:
“Proporcionar los recursos para establecer y mantener la infraestructura necesaria para implementar los requisitos de
esta norma.”
6. Gestión de los Recursos
Page 30
Quito, 26 al 28 de junio de 2013Sesión 5
6.4 Ambiente de trabajoLa organización debe:
“Proveer recursos para establecer, gestionar y mantener
el ambiente de trabajo necesario para implementar los
requisitos de esta norma.”
79
Muchas gracias por su atención.
80
Page 1
Quito, 26 al 28 de junio de 2013
Sesión 6
SESION 6
Capítulo 7 - Planificación y realización de productos inocuos,
7.2 Programa de prerrequisitos
Contenido
Page 2
Quito, 26 al 28 de junio de 2013Sesión 6
• Introducción a capítulo 7
• Generalidades
• Programa de prerrequisitos – 7.2
81
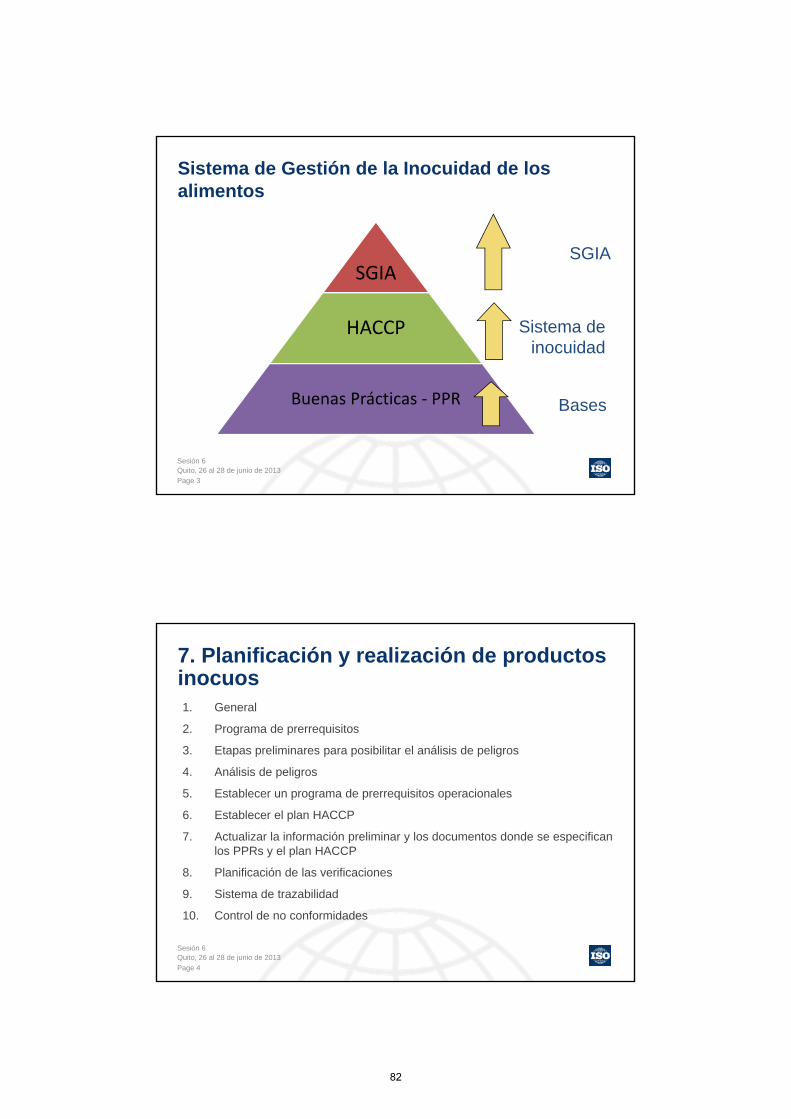
Sistema de Gestión de la Inocuidad de los alimentos
Page 3
Quito, 26 al 28 de junio de 2013Sesión 6
SGIA
HACCP
Buenas Prácticas ‐ PPR Bases
Sistema de inocuidad
SGIA
7. Planificación y realización de productos inocuos
Page 4
Quito, 26 al 28 de junio de 2013Sesión 6
1. General
2. Programa de prerrequisitos
3. Etapas preliminares para posibilitar el análisis de peligros
4. Análisis de peligros
5. Establecer un programa de prerrequisitos operacionales
6. Establecer el plan HACCP
7. Actualizar la información preliminar y los documentos donde se especifican los PPRs y el plan HACCP
8. Planificación de las verificaciones
9. Sistema de trazabilidad
10. Control de no conformidades
82
Page 5
Quito, 26 al 28 de junio de 2013Sesión 6
7. Planificación y realización de productos inocuos
Page 6
Quito, 26 al 28 de junio de 2013Sesión 6
7. Planificación y realización de productos inocuos
7.1 Generalidades
Planificar y desarrollar los procesos para la realización de productos inocuos
Implementar, operar y asegurar la eficacia de las actividades planificadas (PPR, PPR OP, plan HACCP)
83
Page 7
Quito, 26 al 28 de junio de 2013Sesión 6
7. Planificación y realización de productos inocuos
Son los requisitos mínimos sanitarios y de proceso que se deben aplicar dentro de un establecimiento tendientes a
facilitar la producción de alimentos inocuos.
M.P PROCESOS
EDIF./ INST.
PERSONAL
PRODUCTO
PROGRAMA DE PREREQUISITOS
Page 8
Quito, 26 al 28 de junio de 2013Sesión 6
7. Planificación y realización de productos inocuos
• Apropiado a la organización
• Apropiado al tamaño y tipo de operación, naturaleza de los producto,etc
• Implementado a través de todo el sistema de producción
• Aprobados por el equipo de inocuidad
• Cumplimiento con requisitos legales y reglamentarios
7.2 Programa de PPR
84
Page 9
Quito, 26 al 28 de junio de 2013Sesión 6
7. Planificación y realización de productos inocuos
7.2 Programa de PPR
Estableciendo el programa:
Requisitos del cliente
Directrices reconocidas
Requisitos legales y reglamentarios
Planificación de verificaciones del programa de PPR
Page 10
Quito, 26 al 28 de junio de 2013Sesión 6
7. Planificación y realización de productos inocuos
7.2 Programa de PPR• Construcción y Lay-out de edificios
• Lay-out de las instalaciones
• Servicios (aire, agua, energía, etc)
• Servicios de soporte (eliminación de desechos, aguas residuales)
• Adecuación de los equipos
• Gestión de materiales comprados (materias primas, insumos,etc)
• Medidas de prevención de contaminaciones cruzadas
• Limpieza y sanitización
• Control de plagas
• Higiene personal
85
ISO 22002-1:2009 – Estructura
Page 11
Quito, 26 al 28 de junio de 2013Sesión 6
Objeto y campo de aplicación:
Especifica los requisitos para establecer, implementar y manternerun PPR para ayudar a controlar los peligros asociados a inocuidadalimentaria.
Es aplicable a todas las organizaciones asociadas a la industria de alimentos.
No está diseñada ni destinada a ser utilizada en otras de la cadenaagroalimentaria
Desarrolla los requisitos asociados con el punto 7.2.3 de ISO 22000.
ISO 22002-1:2009 – Estructura
Page 12
Quito, 26 al 28 de junio de 2013Sesión 6
PREFACIO
INTRODUCCION
4 – Construcción y layout de edificios
Bibliografía
5 – Layout instalaciones y espacios de trabajo
6 – Servicios (aire, agua, energía)
7 – Eliminación de residuos
8 – Adecuación de equipos, limpieza y mantenimiento
9 – Gestión de los materiales comprados
10 – Prevención de contaminación cruzada
11 – Limpieza y sanitización
12 – Control de plagas
13 – Higiene e instalaciones para el personal
14 – Retrabajos
15 – Procedimiento de recupero de productos del mercado
1 – Objeto
2 - Ref. normativas
3 - Términos y definiciones
16 – Almacenamiento
17 – Información del producto y advertencias al consumidor
18 – Defensa del alimento, bio-vigilancia y bioterrorismo
86
ISO 22002-1:2009 – Estructura
Page 13
Quito, 26 al 28 de junio de 2013Sesión 6
“Los edificios deben estar diseñados, construidos y mantenidos de manera adecuada a la naturaleza de las
operaciones”
• 4.1 Medio Ambiente
• 4.2 Ubicación del establecimiento
4. Construcción y lay out de los edificios
ISO 22002-1:2009 – Estructura
Page 14
Quito, 26 al 28 de junio de 2013Sesión 6
• Ubicación: La planta debe estar ubicada y mantenida de forma para evitar la contaminación y permitir la producción segura
• Límites de la fabrica claramente definidos
• Áreas externas en buenas condiciones
• Áreas cercanas a los edificios de elaboración y almacenamiento –Limpias y despejadas.
• Adecuado drenaje natural o artificial.
• Accesos controlados
4. Construcción y lay out de los edificios
87

ISO 22002-1:2009 – Estructura
Page 15
Quito, 26 al 28 de junio de 2013Sesión 6
5. Lay out de instalaciones y espacio de trabajo
• 5.2 Diseño interno, layout y patrones de trafico
• 5.3 Estructuras internas y accesorios
• 5.4 Ubicación de equipos
• 5.5 Instalaciones de laboratorios
• 5.6 Instalaciones temporales o móviles y máquinas expendedoras
• 5.7 Almacenamiento de alimentos, materiales de empaque, ingredientes y productos químicos no alimentarios
“El layout de las instalaciones deben estar diseñados, construidos y mantenidos para facilitar buenas prácticas de higiene y manufactura. El movimiento de los materiales, productos y personal, y layout de equipos debe ser adecuado
para proteger de fuentes de contaminación potencial”
ISO 22002-1:2009 – Estructura
Page 16
Quito, 26 al 28 de junio de 2013Sesión 6
5. Lay out de instalaciones y espacio de trabajo
• Suficiente espacio de trabajo
• Flujo lógico de materiales, productos y personal
• Separaciones físicas de las áreas de material primas y procesos.
• Los Puntos de tranferencias deben minimizar la entrada de materiales extraños y plagas.
88
ISO 22002-1:2009 – Estructura
Page 17
Quito, 26 al 28 de junio de 2013Sesión 6
5. Lay out de instalaciones y espacio de trabajo
Paredes y pisos de áreas de procesos:
• lavables o fáciles de limpiar
• Apropiadas al tipo de proceso
• Materiales de construcción resistentes al sistema de limpieza
• Sócalos diseñados para facilitar la limpieza.
• Pisos con adecuado drenaje para evitar acumulación de agua.
• Áreas de procesos húmedas: impermeables y con buen drenaje.
ISO 22002-1:2009 – Estructura
Page 18
Quito, 26 al 28 de junio de 2013Sesión 6
5. Lay out de instalaciones y espacio de trabajo
Techos y zonas elevadas:
• Diseño y mantenimiento adecuado para minimizar condensación y suciedad.
Ventanas/ extractores
• Protección contra el ingreso de plagas
Puertas
• Exteriores – protegidas contra el ingreso de plagas
• Adecuadas al sector
89
ISO 22002-1:2009 – Estructura
Page 19
Quito, 26 al 28 de junio de 2013Sesión 6
5. Lay out de instalaciones y espacio de trabajo
• Diseñados y localizados para facilitar buenas prácticas de higiene y monitoreo, mantenimiento.
Ubicación de equipos
• Instalaciones para controles en línea y fuera de la línea deben ser controladas para minimizar los riesgos de contaminación.
Laboratorios de microbiología:
• diseñados, localizados y operados para prevenir contaminación del personal, planta y productos.
• No deben abrirse directamente en áreas productivas.
5. Ubicación de equipos
ISO 22002-1:2009 – Estructura
Page 20
Quito, 26 al 28 de junio de 2013Sesión 6
5. Lay out de instalaciones y espacio de trabajo
• Las instalaciones diseñadas, localizadas y construidas para evitar anidamiento y contaminación de productos.
• Peligros adicionales deben ser evaluados y controlados.
5. Instalaciones móviles o temporarias
90
ISO 22002-1:2009 – Estructura
Page 21
Quito, 26 al 28 de junio de 2013Sesión 6
5. Lay out de instalaciones y espacio de trabajo
• Las instalaciones deben proveer protección contra el polvo, la condensación, desagues, residuos u otras fuentes de contaminación.
• Secas y bien ventiladas.
• Monitoreo de humedad y temperatura cuando aplique
• Espacio suficiente entre productos y paredes
• Áreas diseñadas para permitir mantenimiento y limpieza
• Áreas con acceso restringido para: químicos, agentes de limpieza, y otros sustancias preligrosas.
5. Almacenamiento
ISO 22002-1:2009 – Estructura
Page 22
Quito, 26 al 28 de junio de 2013Sesión 6
6. Servicios – Aire, agua, energía
“Los medios de distribución y provisión de servicios y áreas de almacenamiento deben estar diseñados para minimizar el riesgo de
contaminación del producto. La calidad de los servicios debe ser monitoreada para minimizar el riesgo de contaminación del producto”
6.2 Suministro de agua
6.3 Químicos para calderas o sistemas de calentamiento
6.4 Calidad del aire y ventilación
6.5 Aire comprimido y otros gases
6.6 Iluminación
91
ISO 22002-1:2009 – Estructura
Page 23
Quito, 26 al 28 de junio de 2013Sesión 6
6. Servicios – Aire, agua, energía
Agua:
• Suficiente para satisfacer las necesidades el los procesos
• Instalaciones de almacenamiento y distribución adecuadas
• Agua (en cualquiera de sus estados) en contacto directo o indirecto, y de limpieza debe cumplir con la calidad especificada
• Monitoreo donde sea requisitos el agua clorada
• Agua no potable circuito independiente.
• Se recomienda desinfección de tubos donde circula el agua que entra en contacto directo
ISO 22002-1:2009 – Estructura
Page 24
Quito, 26 al 28 de junio de 2013Sesión 6
6. Servicios – Aire, agua, energía
Químicos para sistema de calentamiento:
• Aprobados para ser usado como aditivos para caldera en la industria de alimentos.
• Aprobados para ser usado en agua para consumo humano
• Almacenamiento separado y seguro
92
ISO 22002-1:2009 – Estructura
Page 25
Quito, 26 al 28 de junio de 2013Sesión 6
6. Servicios – Aire, agua, energía
Calidad del aire y ventilación:
• Aire como ingrediente o en contacto con el producto, se deben establecer requisitos de filtración, humedad y microbiología.
• Cuando la temperatura y humedad sean críticas debe haber un sistema de control
• Mantenimiento de Filtros de aire
• Presión positiva en áreas que lo requieran
ISO 22002-1:2009 – Estructura
Page 26
Quito, 26 al 28 de junio de 2013Sesión 6
6. Servicios – Aire, agua, energía
Aire comprimido y otros gases:
• Los de contacto directo o indirecto deben estar aprobados para el uso en alimentos.
• Deben estar filtrados para extraer polvo, aceite o agua.
• Aceite para compresores aprobados para uso en alimentos (donde el aire pueda entrar en contacto con el producto)
• Se deben definir requisitos de filtración, humedad y microbiología
Iluminación:
• Adecuada de acuerdo a la función
• Luminarias protegidas
93

ISO 22002-1:2009 – Estructura
Page 27
Quito, 26 al 28 de junio de 2013Sesión 6
7. Eliminación de residuos
• 7.2 Contenedores para residuos, no comestibles y sustancias peligrosas
• 7.3 Gestión y eliminación de residuos
• 7.4 Drenajes
“Debe haber sistemas adecuados para la identificación, recolección, agrupamiento y la eliminación de residuos de manera de prevenir la
contaminación de productos y áreas productivas”
ISO 22002-1:2009 – Estructura
Page 28
Quito, 26 al 28 de junio de 2013Sesión 6
7. Contenedores
• Contenedores y compactadoras se deben utilizar de forma que se reduzca el riesgo al mínimo
• Identificación clara según su uso
• Localizado en área designada
• Construidos de material impermeable fácil de limpiar y sanitizar
• Cerrados cuando no están en uso
• Acceso restringido, si los residuos pueden suponer un riesgo para los productos.
94
ISO 22002-1:2009 – Estructura
Page 29
Quito, 26 al 28 de junio de 2013Sesión 6
7. Gestión y eliminación de residuos
• Tomar medidas para la separación, almacenamiento y eliminación de residuos.
• Minimizar la acumulación de residuos en producción
• Contenedores y compactadoras se deben utilizar de forma que se reduzca el riesgo al mínimo
• Destrucción de productos, etiquetas o material de embalaje designado como residuo.
• Destrucción por terceros aprobados
• Se deben mantener registros de la destrucción
ISO 22002-1:2009 – Estructura
Page 30
Quito, 26 al 28 de junio de 2013Sesión 6
7. Drenajes
• Diseñados, construidos y ubicados para minimizar la contaminación de productos.
• Capacidad de drenajes suficiente para eliminar el flujo de carga esperado
• Los drenajes no deben pasar sobre líneas de proceso
• No deben fluir de una zona contaminada a una zona limpia.
95

ISO 22002-1:2009 – Estructura
Page 31
Quito, 26 al 28 de junio de 2013Sesión 6
8. Idoneidad, limpieza y mantenimiento de equipos
• 8.2 Diseño higiénico
• 8.3 Superficies en contacto con el producto
• 8.4 Equipos para el monitoreo y control de temperatura
• 8.5 Limpieza de planta, utensilios y equipos
• 8.6 Mantenimiento preventivo y correctivo
“Los equipos en contacto con alimentos deben estar diseñados, y construidos para facilitar la limpieza, desinfección y mantenimiento. Las
superficies en contacto no deben afectar, o ser afectada por los productos o sistema de limpieza”
ISO 22002-1:2009 – Estructura
Page 32
Quito, 26 al 28 de junio de 2013Sesión 6
8. Diseño higiénico
Principios para un diseño higiénico:
• Superficie lisa, accesible, fácil de limpiar, con auto drenaje en zonas húmedas
• Materiales compatibles con el producto y con sistemas de limpieza
• Estructura sin agujeros, tornillos o tuercas.
• Cañerías, ductos deben ser fáciles de limpiar, drenar y no tener puntos muertos.
• Debe minimizar el contacto entre las manos del operador y productos.
96
ISO 22002-1:2009 – Estructura
Page 33
Quito, 26 al 28 de junio de 2013Sesión 6
8. Superficie de contacto/control de temperatura
Superficie de contacto:
• Materiales diseñados para uso en alimentos.
• Impermeables y libres de oxidación y corrosión.
Control de Temperaturas:
Equipos usados para procesos térmicos deben ser capaces:
• Alcanzar el gradiente de temperatura
• Sostenerlo en condiciones optimas
• Se deben prever equipos para el monitoreo y control de temperatura
ISO 22002-1:2009 – Estructura
Page 34
Quito, 26 al 28 de junio de 2013Sesión 6
8. Mantenimiento preventivo y correctivo
• Se debe establecer un programa de mantenimiento preventivo de equipos
• Debido cuidado en las operaciones de mantenimiento correctivo (no deben poner en riesgo de contaminación las líneas y equipos)
• Reparaciones temporarias sin riesgo en la inocuidad del producto
• Lubricantes y fluidos de transferencia térmica grado alimenticio
• Procedimiento para liberación de equipo luego de un mantenimiento (ejemplo: limpieza, sanitización y reinspección)
• Personal de mantenimiento entrenado en peligros asociados a sus acitvidades
97
ISO 22002-1:2009 – Estructura
Page 35
Quito, 26 al 28 de junio de 2013Sesión 6
9. Gestión de los materiales comprados
9.2 Selección y gestión de proveedores
9.3 Requisitos para las materiales entrantes (materias primas, ingredientes y envases)
“Los materiales que puedan tener impacto en la inocuidad del producto, debe controlarse para asegurar que los proveedores tengan la capacidad
de cumplir los requisitos especificados.”
ISO 22002-1:2009 – Estructura
Page 36
Quito, 26 al 28 de junio de 2013Sesión 6
9. Selección y gestión de proveedores
Debe haber un proceso de selección, aprobación y monitoreo de proveedores que incluya lo siguiente:
• Proceso basado en un análisis de riesgos
• Evaluación de la capacidad del proveedor de cumplir las especificaciones
• Descripción de cómo será la evaluación
• Seguimiento del desempeño del proveedor
98
ISO 22002-1:2009 – Estructura
Page 37
Quito, 26 al 28 de junio de 2013Sesión 6
9. Requisitos de materias primas, insumos, etc
• Transporte debe ser chequeado antes, y durante la descarga • Deben ser inspeccionados para verificar conformidad con especificaciones. • Se debe documentar el método de verificación• Procedimiento documentado para manejo de materiales no conformes • Descarga de materia prima a granel solo después de aprobación.
ISO 22002-1:2009 – Estructura
Page 38
Quito, 26 al 28 de junio de 2013Sesión 6
10. Medidas para la prevención de la contaminación cruzada
10.2 Contaminación microbiológica
10.3 Manejo de alérgenos
10.4 Contaminación física
“Deben establecerse programas para prevenir, controlar y detectar contaminación. Deben incluirse medidas para prevenir la contaminación
física, por alérgenos y microbiológica .”
99
ISO 22002-1:2009 – Estructura
Page 39
Quito, 26 al 28 de junio de 2013Sesión 6
10. Contaminación microbiológica
Se deberán asignar Areas Especiales donde exista riesgos de contaminación. Las áreas de alto riesgo deberán:
• Estar segregadas (separación estructural)
• Control de accesos con requisitos de cambio de ropa
• Segregación de equipos
• Presión diferencial
ISO 22002-1:2009 – Estructura
Page 40
Quito, 26 al 28 de junio de 2013Sesión 6
10. Gestión de alérgenos
Se deben declarar los alérgenos presentes en el producto (por formulación o por contaminación cruzada)
• Declaración en la etiqueta del producto, o documentación anexa según corresponda
• Protección de productos contra contaminación cruza no intencionada
• Retrabajos de productos con alérgenos:
– En productos que contengan los mismos alérgenos
– Procesos donde se destruya o remueva el alérgeno
100
ISO 22002-1:2009 – Estructura
Page 41
Quito, 26 al 28 de junio de 2013Sesión 6
PRINCIPALES ALERGENOS ALIMENTARIOS8 son responsables del 90% de las alergias en el mundo:
LECHE HUEVO MANÍ TRIGO SOJA FRUTOS SECOS PESCADO CRUSTÁCEOS
Otros: Sésamo, girasol, algodón, avena, cebada, centeno, apio, mostaza, amapola, moluscos, lupines.
ISO 22002-1:2009 – Estructura
Page 42
Quito, 26 al 28 de junio de 2013Sesión 6
10. Contaminación física
• Programa de inspección de materiales frágiles junto a inventario
• Procedimiento en caso de rotura
• Registros de incidentes
101
ISO 22002-1:2009 – Estructura
Page 43
Quito, 26 al 28 de junio de 2013Sesión 6
11. Limpieza y sanitización
11.2 Agentes y herramientas de limpieza y sanitización
11.3 Programa de limpieza y sanitización
11.4 Sistemas CIP
11.5 Seguimiento de la eficacia de la saneamiento
“Deben establecerse programas de limpieza y sanitización para garantizar que los equipos y el ambiente se mantienen en condicione higiénicas. Los programas se deben monitorear para verificar su adecuación y eficacia.”
ISO 22002-1:2009 – Estructura
Page 44
Quito, 26 al 28 de junio de 2013Sesión 6
11. Agentes y herramientas de limpieza
Los químicos utilizados para limpieza y sanitización deben:
• Estar identificados,
• Aprobados,
• Almacenados de manera separada
• Usados según instrucciones del fabricante
Equipos y utensilios:
• Diseño higiénico
• Bien mantenidos para que no sean fuentes de material extraño
102
ISO 22002-1:2009 – Estructura
Page 45
Quito, 26 al 28 de junio de 2013Sesión 6
11. Programa de limpieza y sanitización
Deben establecerse y validarse programas de limpieza y sanitización. Debe especificar como mínimo:
• Áreas, equipos y utensilios
• Responsabilidad para las tareas
• Método y frecuencia de limpieza y sanitización
• Seguimiento y verificación de la tarea
• Inspecciones pre-operacionales y post-operacionales
ISO 22002-1:2009 – Estructura
Page 46
Quito, 26 al 28 de junio de 2013Sesión 6
11. Sistemas CIP
• Sistema CIP, separado de líneas de proceso.
• Definir y monitorear parámetros del CIP (concentración, tiempo de contacto, temperatura, químicos usados, etc)
11. Eficacia del saneamiento
• Programa debe ser monitoreado a una frecuencia establecida para asegurar adecuación y eficacia.
103
ISO 22002-1:2009 – Estructura
Page 47
Quito, 26 al 28 de junio de 2013Sesión 6
12. Control de Plagas
12.2 Programa de control de plagas
12.3 Prevención del acceso
12.4 Anidamiento de plagas
12.5 Seguimiento y detección
12.6 Erradicación
“Se deben implementar procedimientos de higiene, limpieza, e inspección de materiales entrantes y vigilancia para evitar la creación de un entorno
propicio para la actividad de plaga ”
ISO 22002-1:2009 – Estructura
Page 48
Quito, 26 al 28 de junio de 2013Sesión 6
12. Programa de control de plagas
• Persona designada para gestionar las actividades o nexo con el contratista
• Programa documentado: plagas objeto, planos, métodos, programas, etc.
• Programa debe incluir químicos (aprobados).
12. Prevención del acceso
• Correctas exclusiones:
• Agujeros, desagües, etc., sellados
• Puertas, ventanas, otras aberturas diseñadas para minimizar la entrada de plagas.
104
ISO 22002-1:2009 – Estructura
Page 49
Quito, 26 al 28 de junio de 2013Sesión 6
12. Anidamiento de plagas
• Practicas de almacenamiento diseñadas para minimizar disponibilidad de agua y alimentos
• Manejo de material infestado
• Eliminación de posibles lugares para el anidamiento (maleza, artículos almacenados en el exterior, etc)
ISO 22002-1:2009 – Estructura
Page 50
Quito, 26 al 28 de junio de 2013Sesión 6
12. Seguimiento y detección
• Programas de detección de plagas
• Planos con detectores y trampas
• Adecuado diseño y ubicación de detectores y trampas (evitar posible contaminación)
• Frecuencia de inspección
• Evaluación de tendencias
105
ISO 22002-1:2009 – Estructura
Page 51
Quito, 26 al 28 de junio de 2013Sesión 6
12. Erradicación
• Medidas inmediatas frente a evidencia de infestación
• Uso y aplicación de pesticidas a personal entrenado
• Aplicación controlado para evitar contaminación del producto
• Registros de aplicación (tipo, concentración, cantidad, lugar de utilización, forma de aplicación, plaga a ser controlada)
ISO 22002-1:2009 – Estructura
Page 52
Quito, 26 al 28 de junio de 2013Sesión 6
13. Higiene del personal e instalaciones
13.2 Vestuarios y baños
13.3 Comedor o áreas designadas para alimentación
13.4 Ropa protectora y de trabajo
13.5 Salud
13.6 Enfermedades y heridas
13.7 Aseo personal
13.8 Comportamiento del personal
“Las normas de higiene personal deben estar documentadas y deben ser adoptadas por todas las personas, incluso las que visiten la fábrica. Estas
deben determinarse según el riesgo de contaminación”
106
ISO 22002-1:2009 – Estructura
Page 53
Quito, 26 al 28 de junio de 2013Sesión 6
13. Vestuarios y baños
• Lavamanos y secamanos – adecuados, suficientes, puntos estratégicos
• Accionamiento no manual de lavamanos – recomendación
• Baños: adecuados, suficientes, con instalaciones para el lavado y secado de manos, desinfección de manos (cuando se requiera)
• Instalaciones acceso indirecto a zonas de producción, almacenamiento, y envasado.
• Vestuarios adecuados y localizados de manera que el traslado sea mínimo
ISO 22002-1:2009 – Estructura
Page 54
Quito, 26 al 28 de junio de 2013Sesión 6
13. Comedor y áreas designadas para la alimentación
• Las áreas destinadas al consumo y almacenamiento deben estar situadas para minimizar el riesgo de contaminación cruzada
• Se debe controlar el almacenamiento de ingrediente, preparación y servicio de comidas.
• Alimentos propios almacenados y consumidos en áreas designadas
107
ISO 22002-1:2009 – Estructura
Page 55
Quito, 26 al 28 de junio de 2013Sesión 6
13. Ropa protectora y de trabajo
Las personas que trabajen, y visiten las zonas de manipulacióndeben:
• llevar ropas protectoras adecuadas.
• La ropa protectora no debe ser usada para ningún otro propósito.
• No debe tener: botones, bolsillos externos por encima de la cintura.
• Lavado: frecuencia adecuada y según procedimiento
• Proteger el cabello, barbas y bigotes (a menos que un análisis de riesgos indique lo contrario)
• Guantes: limpios y en buenas condiciones. Evitar usar guantes de latex.
• Calzados: cerrados y material no absorbente
Nota: Se ha constatado la transferencia de proteínas de látex de los guantes a los alimentos que han sido manipulados con éstos. Estas proteínas pueden causar reacciones anafilácticas en personas sensibilizadas al látex
ISO 22002-1:2009 – Estructura
Page 56
Quito, 26 al 28 de junio de 2013Sesión 6
13. Salud
• Aprobación de examen médico antes de comenzar a trabajar.
• Examen médicos adicionales, con frecuencia establecida
13. Enfermedades y heridas
• Sistema de reporte de enfermedades: diarrea, vómitos, fiebre, lesiones de la piel, supuraciones de oído, ojo, nariz, etc.
• Personal con sospechas o confirmación de estar enfermas, deben estar impedidos de manipular alimentos o materiales en contacto con alimentos.
108
ISO 22002-1:2009 – Estructura
Page 57
Quito, 26 al 28 de junio de 2013Sesión 6
13. Aseo personal
• Lavado y desinfección de manos (cuando se requiera)• Uñas limpias y cortas
13. Comportamiento
Política documentada sobre conductas del personal
• Fumar, comer, mascar chicles en áreas designadas• Política de joyas• Política de artículos personales (medicamentos, cigarrillos)• Uñas• Prohibición de almacenar utensilios en casilleros personales
ISO 22002-1:2009 – Estructura
Page 58
Quito, 26 al 28 de junio de 2013Sesión 6
14. Reprocesos
14.2 Almacenamiento, identificación y trazabilidad
14.3 Uso del retrabajo
“Los retrabajos deben almacenarse, manipularse y usarse de tal manera que se mantenga la inocuidad, calidad, trazabilidad y
requisitos legales”
109
ISO 22002-1:2009 – Estructura
Page 59
Quito, 26 al 28 de junio de 2013Sesión 6
14. Almacenamiento, identificación, trazabilidad y uso
El material a ser reutilizado debe:
• Almacenarse de manera adecuada (protección contra la contaminación)
• Cumplimiento con requisitos de segregación
• Identificados y etiquetados para permitir trazabilidad
• Se debe registrar la clasificación o el destino del material a reusar.
• Especial cuidad para reusar material embalado
ISO 22002-1:2009 – Estructura
Page 60
Quito, 26 al 28 de junio de 2013Sesión 6
15. Procedimiento de recall
Se debe mantener una lista de contactos
Cuando se recupera producto del mercado se deberá considerar:
– La inocuidad de los productos elaborados bajo las mismas condiciones
– Las necesidades de advertencia al público
“Deberá establecerse un sistema para asegurar que los productos que no cumplan con requisitos de inocuidad sean identificados,
localizados y recuperados del mercado”
110

ISO 22002-1:2009 – Estructura
Page 61
Quito, 26 al 28 de junio de 2013Sesión 6
16. Almacenamiento
“Los materiales y productos deben ser almacenados en espacios, limpios, bien ventilados, protegidos de la condensación, polvos, o
cualquier otra fuente de contaminación ”
16.2 Requisitos de almacenamiento
16.3 Vehículos y contenedores
ISO 22002-1:2009 – Estructura
Page 62
Quito, 26 al 28 de junio de 2013Sesión 6
16. Requisitos de almacenamiento
• Se debe controlar temperatura, humedad y otras condiciones
medioambientales según requisitos del producto
• Residuos, químicos, almacenamiento separado
• Productos no conformes en áreas separadas
• Aplicación de sistemas tipo FIFO/FEFO
• Elevadores sin gasolina.
111

ISO 22002-1:2009 – Estructura
Page 63
Quito, 26 al 28 de junio de 2013Sesión 6
16. Vehículos y contenedores
• Deben mantenerse limpios, en buen estado, y en condiciones consistentes con el área.
• Cuando sean usados para alimentos y productos no alimenticios, se deben aplicar procedimientos de limpieza.
• Contenedores de almacenamiento a granel solo usado para alimentos.
ISO 22002-1:2009 – Estructura
Page 64
Quito, 26 al 28 de junio de 2013Sesión 6
17. Información del producto y advertencias al consumidor
• Se deberá presentar información de manera tal que el consumidor pueda
entender y seleccionar en base a esta.
• Ejemplos de comunicación de la información: etiquetas, sitio web,
propagandas, etc.
• La información puede incluir instrucciones para el almacenamiento,
preparación, etc.
112
ISO 22002-1:2009 – Estructura
Page 65
Quito, 26 al 28 de junio de 2013Sesión 6
18. Defensa del alimento, bio-vigilancia, y bioterrorismo
• Se deberá analizar los riesgos por sabotaje, vandalismo o terrorismo y
tomarse medidas protectoras.
• Áreas sensibles deben identificarse, y sujeta al control de acceso
• Se recomienda acceso restringido físicamente con seguros, tarjetas
electrónicas o sistemas alternativos.
Muchas gracias por su atención.
113
Page 1
Quito, 26 al 28 de junio de 2013
Sesión 7
SESION 7Etapas preliminares al análisis de peligros
Contenido
Page 2
Quito, 26 al 28 de junio de 2013Sesión 7
• Pasos preliminares para realizar el análisis de peligros
• Equipo de Inocuidad
• Descripción del producto
• Descripción del uso previsto
• Diagrama de flujo
• Identificación de peligros
• Evaluación de peligros
115
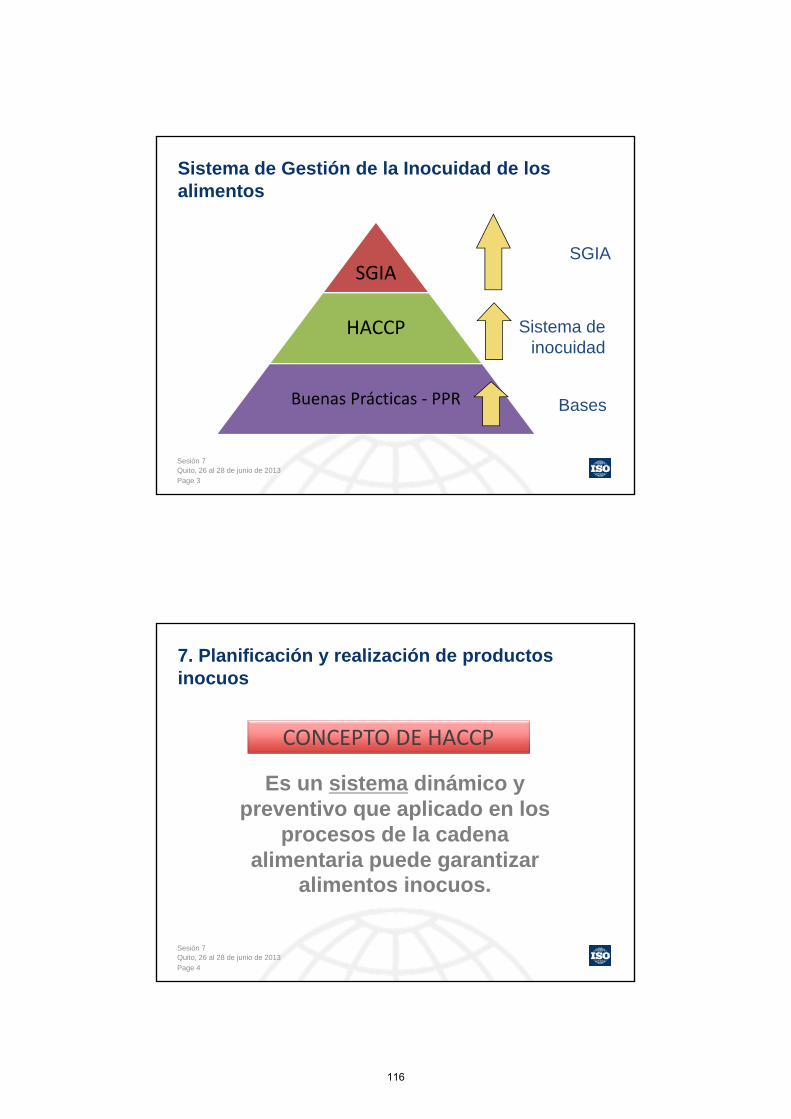
Sistema de Gestión de la Inocuidad de los alimentos
Page 3
Quito, 26 al 28 de junio de 2013Sesión 7
SGIA
HACCP
Buenas Prácticas ‐ PPR Bases
Sistema de inocuidad
SGIA
7. Planificación y realización de productos inocuos
Page 4
Quito, 26 al 28 de junio de 2013Sesión 7
Es un sistema dinámico y preventivo que aplicado en los
procesos de la cadena alimentaria puede garantizar
alimentos inocuos.
CONCEPTO DE HACCP
116
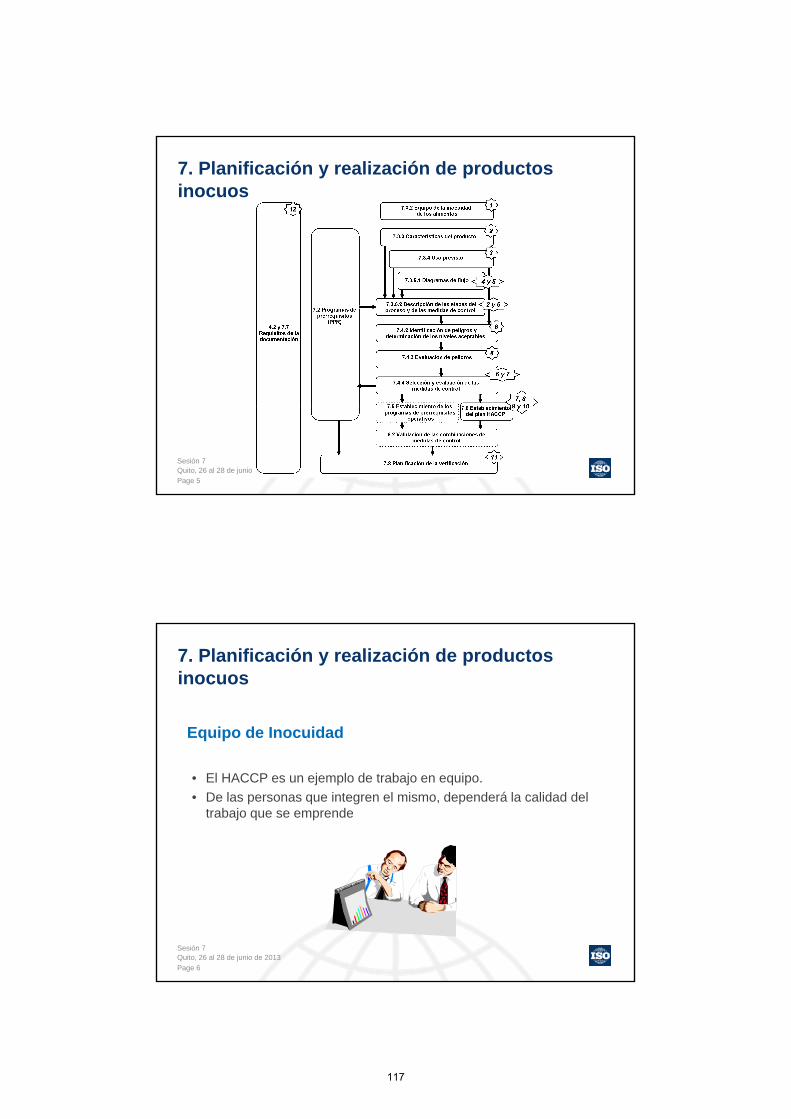
7. Planificación y realización de productos inocuos
Page 5
Quito, 26 al 28 de junio de 2013Sesión 7
7. Planificación y realización de productos inocuos
Page 6
Quito, 26 al 28 de junio de 2013Sesión 7
Equipo de Inocuidad
• El HACCP es un ejemplo de trabajo en equipo.
• De las personas que integren el mismo, dependerá la calidad del trabajo que se emprende
117
7. Planificación y realización de productos inocuos
Page 7
Quito, 26 al 28 de junio de 2013Sesión 7
7.3.2 Equipo de Inocuidad
• El equipo HACCP requiere estar formado de personas técnicas de diversas especialidades, que pertenecen a la empresa. No es requisito que tengan nivel de mando.
• Incluye a veces (part time) especialistas externos.
7. Planificación y realización de productos inocuos
Page 8
Quito, 26 al 28 de junio de 2013Sesión 7
7.3.2 Equipo de Inocuidad
• capacitación y entrenamiento, elemento importante
118
7. Planificación y realización de productos inocuos
Page 9
Quito, 26 al 28 de junio de 2013Sesión 7
7.3.2 Equipo de Inocuidad
• Designar un equipo
• Multidisciplinario (conocimientos y experiencia)
• Registros para demostrar conocimientos y experiencia
7. Planificación y realización de productos inocuos
Page 10
Quito, 26 al 28 de junio de 2013Sesión 7
7.3.2 Equipo de Inocuidad
• Designar un equipo
• Multidisciplinario (conocimientos y experiencia)
• Registros para demostrar conocimientos y experiencia
119
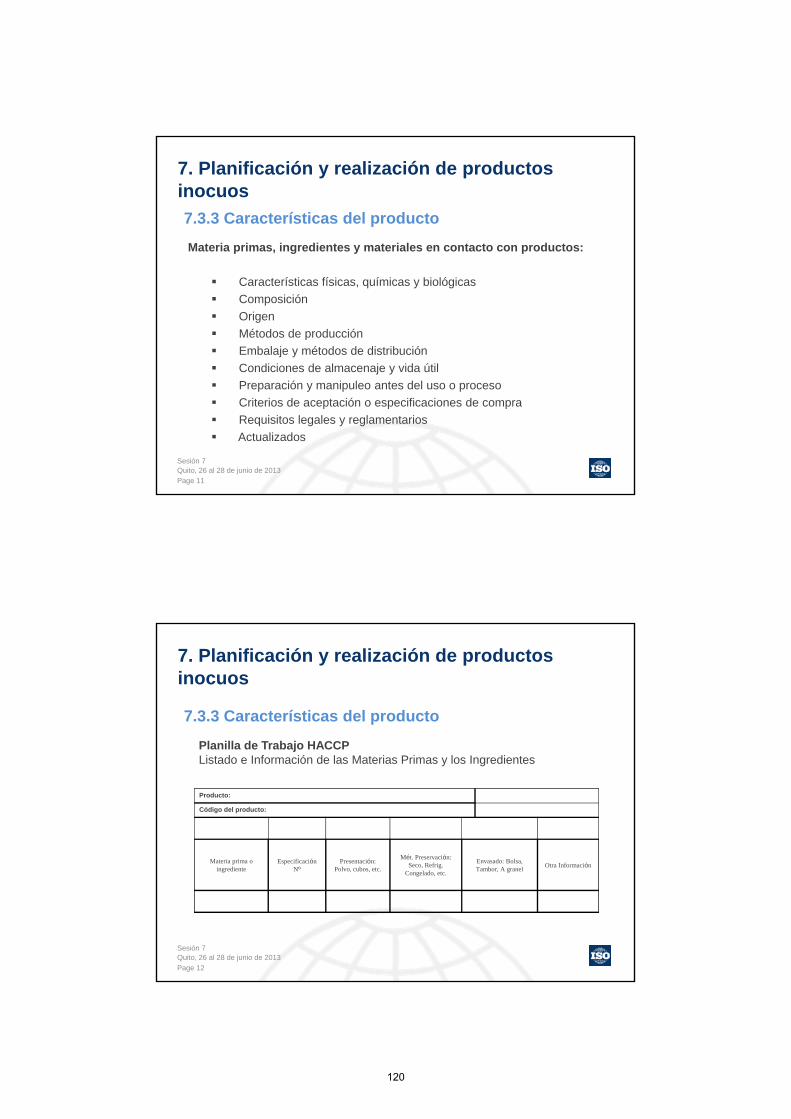
7. Planificación y realización de productos inocuos
Page 11
Quito, 26 al 28 de junio de 2013Sesión 7
Materia primas, ingredientes y materiales en contacto con productos:
Características físicas, químicas y biológicas
Composición
Origen
Métodos de producción
Embalaje y métodos de distribución
Condiciones de almacenaje y vida útil
Preparación y manipuleo antes del uso o proceso
Criterios de aceptación o especificaciones de compra
Requisitos legales y reglamentarios
Actualizados
7.3.3 Características del producto
7. Planificación y realización de productos inocuos
Page 12
Quito, 26 al 28 de junio de 2013Sesión 7
7.3.3 Características del producto
Planilla de Trabajo HACCPListado e Información de las Materias Primas y los Ingredientes
Producto:
Código del producto:
Materia prima o ingrediente
Especificación Nº
Presentación: Polvo, cubos, etc.
Mét. Preservación: Seco, Refrig.
Congelado, etc.
Envasado: Bolsa, Tambor, A granel
Otra Información
120
7. Planificación y realización de productos inocuos
Page 13
Quito, 26 al 28 de junio de 2013Sesión 7
7.3.3 Características del producto
Objetivo: evaluar los peligros que aporta cada uno de ellos.
Describir las materias primas, aditivos, ingredientes e insumos
PELIGROSPELIGROS
7. Planificación y realización de productos inocuos
Page 14
Quito, 26 al 28 de junio de 2013Sesión 7
7.3.3 Características del producto
• Nombre del producto o identificación similar
• Composición
• Características físicas, químicas y biológicas relevantes a la inocuidad
• Vida útil y Condiciones de almacenaje
• Embalaje
• Etiquetado, Instrucciones para la manipulación, preparación y uso
• Métodos de distribución
• Requisitos legislativos
121
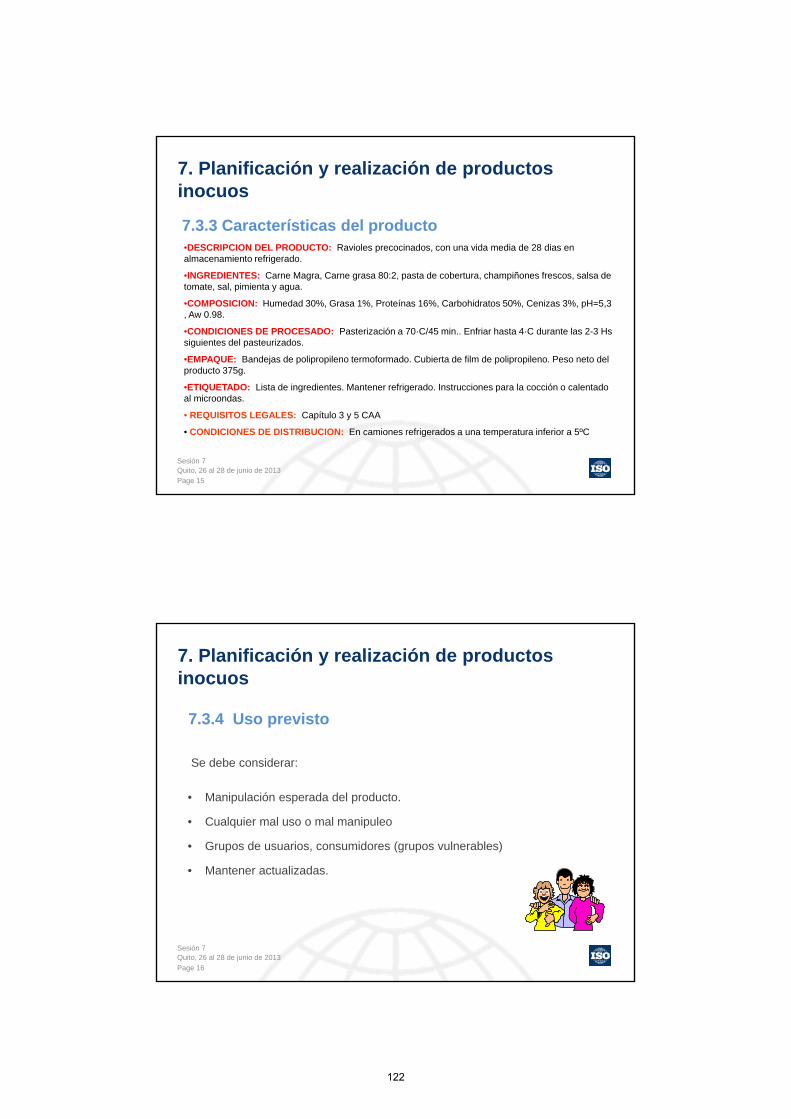
7. Planificación y realización de productos inocuos
Page 15
Quito, 26 al 28 de junio de 2013Sesión 7
7.3.3 Características del producto•DESCRIPCION DEL PRODUCTO: Ravioles precocinados, con una vida media de 28 dias en almacenamiento refrigerado.
•INGREDIENTES: Carne Magra, Carne grasa 80:2, pasta de cobertura, champiñones frescos, salsa de tomate, sal, pimienta y agua.
•COMPOSICION: Humedad 30%, Grasa 1%, Proteínas 16%, Carbohidratos 50%, Cenizas 3%, pH=5,3 , Aw 0.98.
•CONDICIONES DE PROCESADO: Pasterización a 70·C/45 min.. Enfriar hasta 4·C durante las 2-3 Hs siguientes del pasteurizados.
•EMPAQUE: Bandejas de polipropileno termoformado. Cubierta de film de polipropileno. Peso neto del producto 375g.
•ETIQUETADO: Lista de ingredientes. Mantener refrigerado. Instrucciones para la cocción o calentado al microondas.
• REQUISITOS LEGALES: Capítulo 3 y 5 CAA
• CONDICIONES DE DISTRIBUCION: En camiones refrigerados a una temperatura inferior a 5ºC
7. Planificación y realización de productos inocuos
Page 16
Quito, 26 al 28 de junio de 2013Sesión 7
7.3.4 Uso previsto
Se debe considerar:
• Manipulación esperada del producto.
• Cualquier mal uso o mal manipuleo
• Grupos de usuarios, consumidores (grupos vulnerables)
• Mantener actualizadas.
122
7. Planificación y realización de productos inocuos
Page 17
Quito, 26 al 28 de junio de 2013Sesión 7
7.3.5.1 Diagrama de Flujo
Deben considerar:
• La secuencia e interacción de todas las etapas de la operación
• los procesos contratados externamente y el trabajo subcontratado
• ingreso de materias primas, ingredientes y productos intermedios
• puntos de reproceso o reciclado
• donde salen o eliminan los productos finales, intermedios, subproductos, desechos
Registros de la verificación en el lugar del diagrama de flujo
7. Planificación y realización de productos inocuos
Page 18
Quito, 26 al 28 de junio de 2013Sesión 7
7.3.5.1 Diagrama de Flujo
Consejo práctico
• Por lo general los diagramas de flujo deben reconfirmarse VARIAS veces y es recomendable ir anotando las variaciones que se encuentran en cada reconfirmación.
• El diagrama que se dibuja DEBE ser el que existe en ese momento y no lo que se desea tener.
123
7. Planificación y realización de productos inocuos
Page 19
Quito, 26 al 28 de junio de 2013Sesión 7
El equipo debe conducir un análisis de peligros:
• Peligros a ser controlados
• Nivel de control requerido
• Medidas de control requeridas
7.4 Análisis de Peligros – Generalidades
7. Planificación y realización de productos inocuos
Page 20
Quito, 26 al 28 de junio de 2013Sesión 7
Recordemos algunas definiciones
Peligros # riesgo:
Agente biológico, químico, o físico presente en el alimento, que pueda causar un efecto adverso para la salud de quien lo consuma.
Riesgo:
Función de probabilidad de que se produzca un efecto adverso para la salud (enfermar) y la gravedad de este efecto (muerte, hospitalización, etc).
124
7. Planificación y realización de productos inocuos
Page 21
Quito, 26 al 28 de junio de 2013Sesión 7
ALIMENTO
Biológico
Físico
Químico
Clasificación de los peligros
7. Planificación y realización de productos inocuos
Page 22
Quito, 26 al 28 de junio de 2013Sesión 7
Clasificación de los peligros
• Bacterias
• Hongos
• Virus
• Parásitos
125
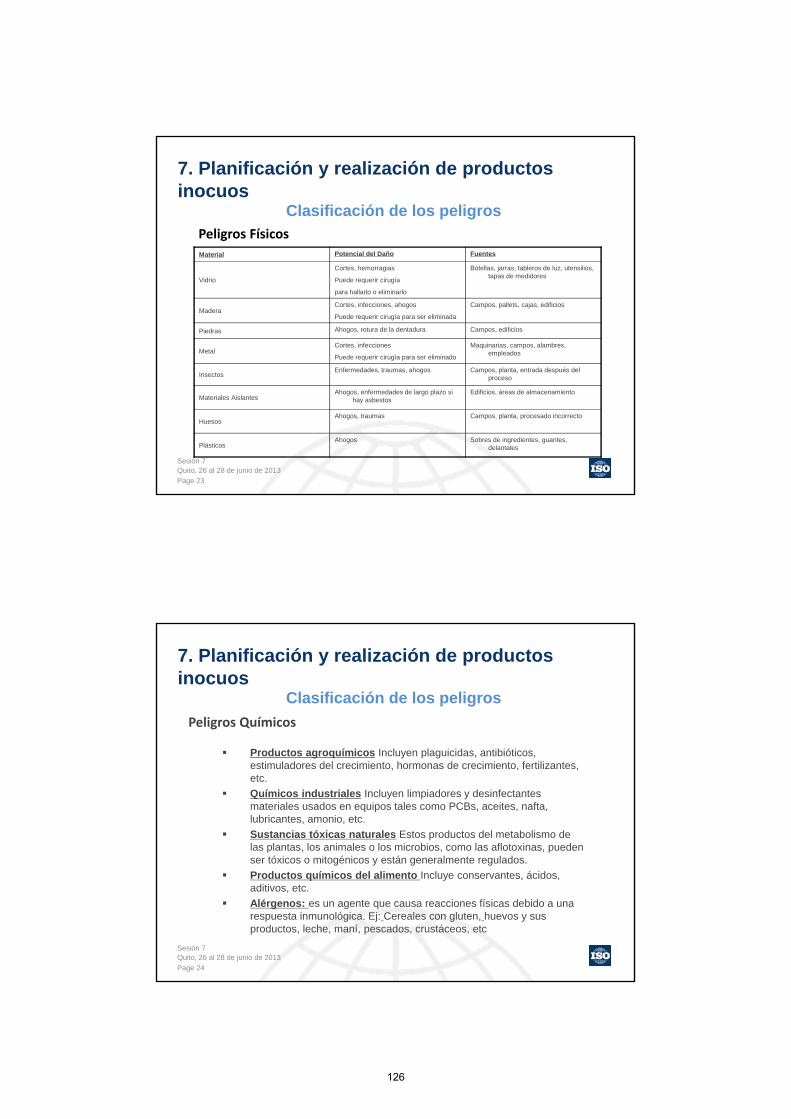
7. Planificación y realización de productos inocuos
Page 23
Quito, 26 al 28 de junio de 2013Sesión 7
Clasificación de los peligros
Peligros Físicos
Material Potencial del Daño Fuentes
Vidrio
Cortes, hemorragias
Puede requerir cirugía
para hallarlo o eliminarlo
Botellas, jarras, tableros de luz, utensilios, tapas de medidores
MaderaCortes, infecciones, ahogos
Puede requerir cirugía para ser eliminada
Campos, pallets, cajas, edificios
Piedras Ahogos, rotura de la dentadura Campos, edificios
MetalCortes, infecciones
Puede requerir cirugía para ser eliminado
Maquinarias, campos, alambres, empleados
InsectosEnfermedades, traumas, ahogos Campos, planta, entrada después del
proceso
Materiales AislantesAhogos, enfermedades de largo plazo si
hay asbestos Edificios, áreas de almacenamiento
HuesosAhogos, traumas Campos, planta, procesado incorrecto
PlásticosAhogos Sobres de ingredientes, guantes,
delantales
7. Planificación y realización de productos inocuos
Page 24
Quito, 26 al 28 de junio de 2013Sesión 7
Clasificación de los peligros
Peligros Químicos
Productos agroquímicos Incluyen plaguicidas, antibióticos, estimuladores del crecimiento, hormonas de crecimiento, fertilizantes, etc.
Químicos industriales Incluyen limpiadores y desinfectantes materiales usados en equipos tales como PCBs, aceites, nafta, lubricantes, amonio, etc.
Sustancias tóxicas naturales Estos productos del metabolismo de las plantas, los animales o los microbios, como las aflotoxinas, pueden ser tóxicos o mitogénicos y están generalmente regulados.
Productos químicos del alimento Incluye conservantes, ácidos, aditivos, etc.
Alérgenos: es un agente que causa reacciones físicas debido a una respuesta inmunológica. Ej: Cereales con gluten, huevos y sus productos, leche, maní, pescados, crustáceos, etc
126
7. Planificación y realización de productos inocuos
Page 25
Quito, 26 al 28 de junio de 2013Sesión 7
Clasificación de los peligros
PELIGROS
CONOCIDOS A DESCUBRIR
7. Planificación y realización de productos inocuos
Page 26
Quito, 26 al 28 de junio de 2013Sesión 7
Identificación de peligros
Evaluación de peligros
Para cada etapa del diagrama de flujo/MP/ingredientes/material
en contacto con el producto
127
7. Planificación y realización de productos inocuos
Page 27
Quito, 26 al 28 de junio de 2013Sesión 7
Todos los peligros razonablemente previsibles se deben identificar y registrar:
Información preliminar y datos según 7.3
Experiencia
Información externa
7.4.2 Identificación de peligros y determinación de niveles aceptables
7. Planificación y realización de productos inocuos
Page 28
Quito, 26 al 28 de junio de 2013Sesión 7
7.4.2 Identificación de peligros y determinación de niveles aceptables
Para cada peligro (cuando sea posible):
Determinar el nivel de aceptación en el producto final
Registrar las justificaciones.
128
7. Planificación y realización de productos inocuos
Page 29
Quito, 26 al 28 de junio de 2013Sesión 7
7.4.2 Identificación de peligros y determinación de niveles aceptables
Para cada peligro identificado:
Evaluación según SEVERIDAD y PROBABILIDAD
Se debe describirse la metodología
Registros de los resultados de la evaluación
7. Planificación y realización de productos inocuos
Page 30
Quito, 26 al 28 de junio de 2013Sesión 7
CAUSAS
(Ocurrencia)
A
EFECTOS
(Severidad)
C
VALOR
DE RIESGO
VR
La calificación del Riesgo
129
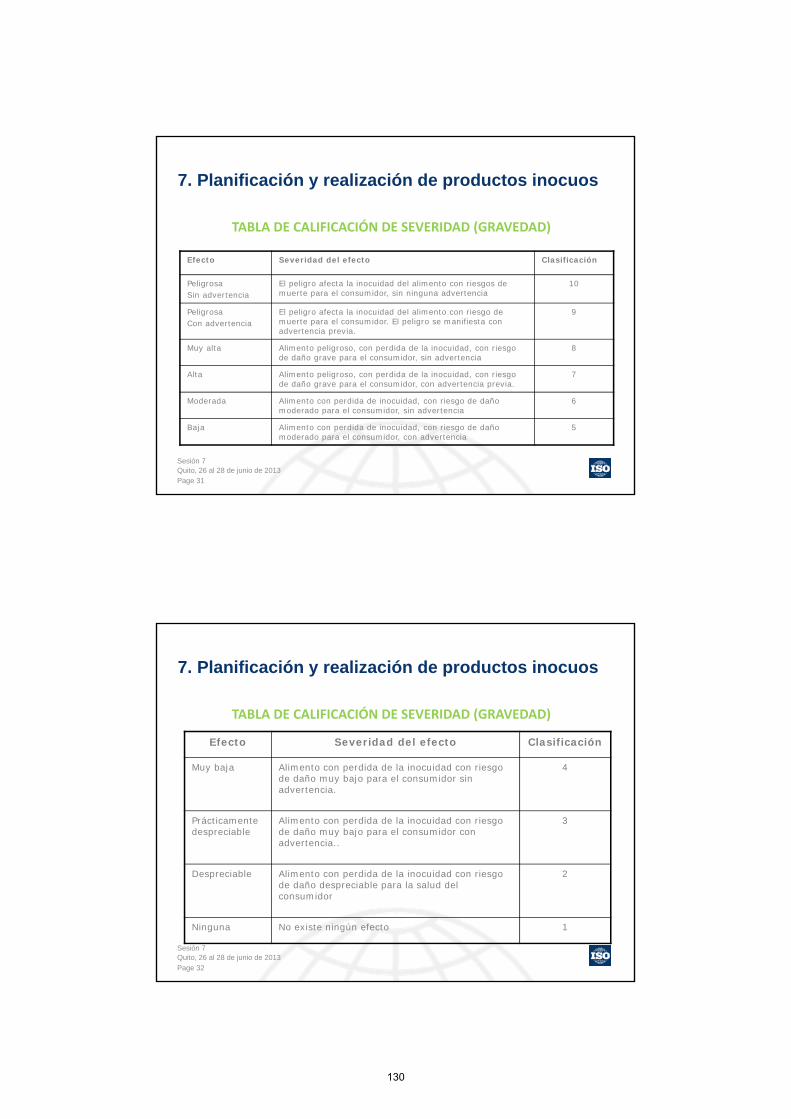
7. Planificación y realización de productos inocuos
Page 31
Quito, 26 al 28 de junio de 2013Sesión 7
TABLA DE CALIFICACIÓN DE SEVERIDAD (GRAVEDAD)
Efecto Severidad del efecto Clasificación
PeligrosaSin advertencia
El peligro afecta la inocuidad del alimento con riesgos de muerte para el consumidor, sin ninguna advertencia
10
PeligrosaCon advertencia
El peligro afecta la inocuidad del alimento con riesgo de muerte para el consumidor. El peligro se manifiesta con advertencia previa.
9
Muy alta Alimento peligroso, con perdida de la inocuidad, con riesgo de daño grave para el consumidor, sin advertencia
8
Alta Alimento peligroso, con perdida de la inocuidad, con riesgo de daño grave para el consumidor, con advertencia previa.
7
Moderada Alimento con perdida de inocuidad, con riesgo de daño moderado para el consumidor, sin advertencia
6
Baja Alimento con perdida de inocuidad, con riesgo de daño moderado para el consumidor, con advertencia
5
7. Planificación y realización de productos inocuos
Page 32
Quito, 26 al 28 de junio de 2013Sesión 7
TABLA DE CALIFICACIÓN DE SEVERIDAD (GRAVEDAD)
Efecto Severidad del efecto Clasificación
Muy baja Alimento con perdida de la inocuidad con riesgo de daño muy bajo para el consumidor sin advertencia.
4
Prácticamente despreciable
Alimento con perdida de la inocuidad con riesgo de daño muy bajo para el consumidor con advertencia..
3
Despreciable Alimento con perdida de la inocuidad con riesgo de daño despreciable para la salud del consumidor
2
Ninguna No existe ningún efecto 1
130
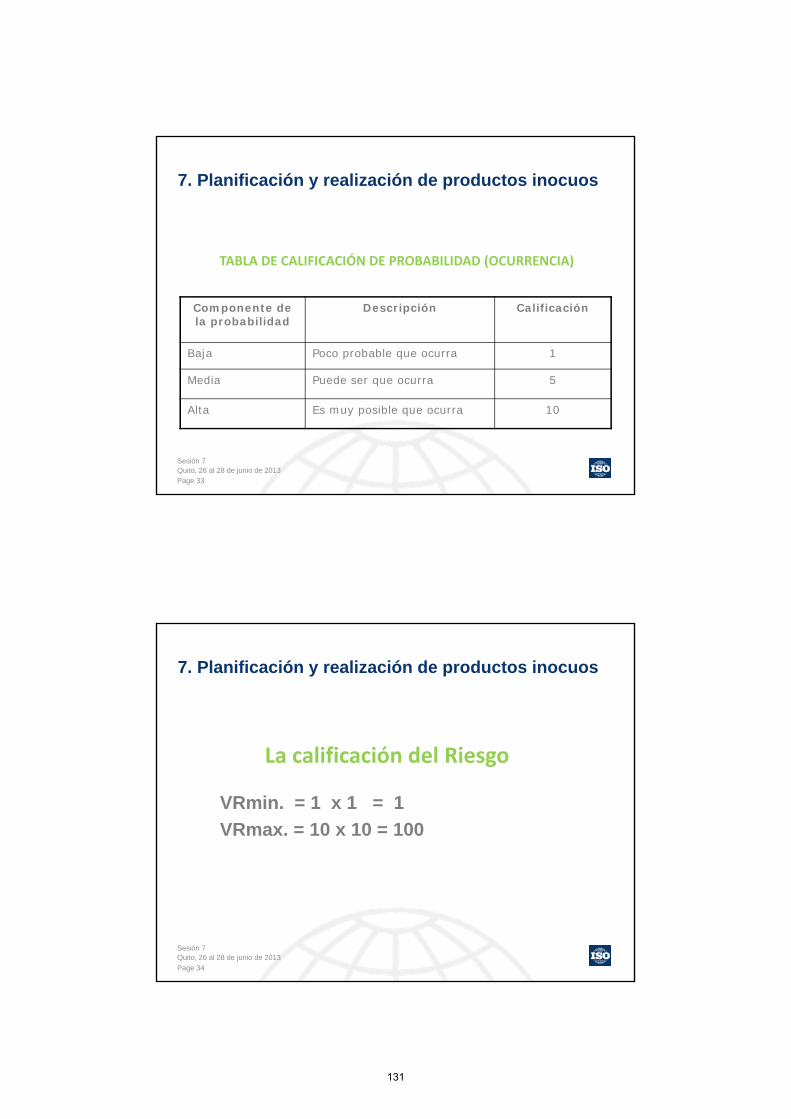
7. Planificación y realización de productos inocuos
Page 33
Quito, 26 al 28 de junio de 2013Sesión 7
Componente de la probabilidad
Descripción Calificación
Baja Poco probable que ocurra 1
Media Puede ser que ocurra 5
Alta Es muy posible que ocurra 10
TABLA DE CALIFICACIÓN DE PROBABILIDAD (OCURRENCIA)
7. Planificación y realización de productos inocuos
Page 34
Quito, 26 al 28 de junio de 2013Sesión 7
VRmin. = 1 x 1 = 1
VRmax. = 10 x 10 = 100
La calificación del Riesgo
131
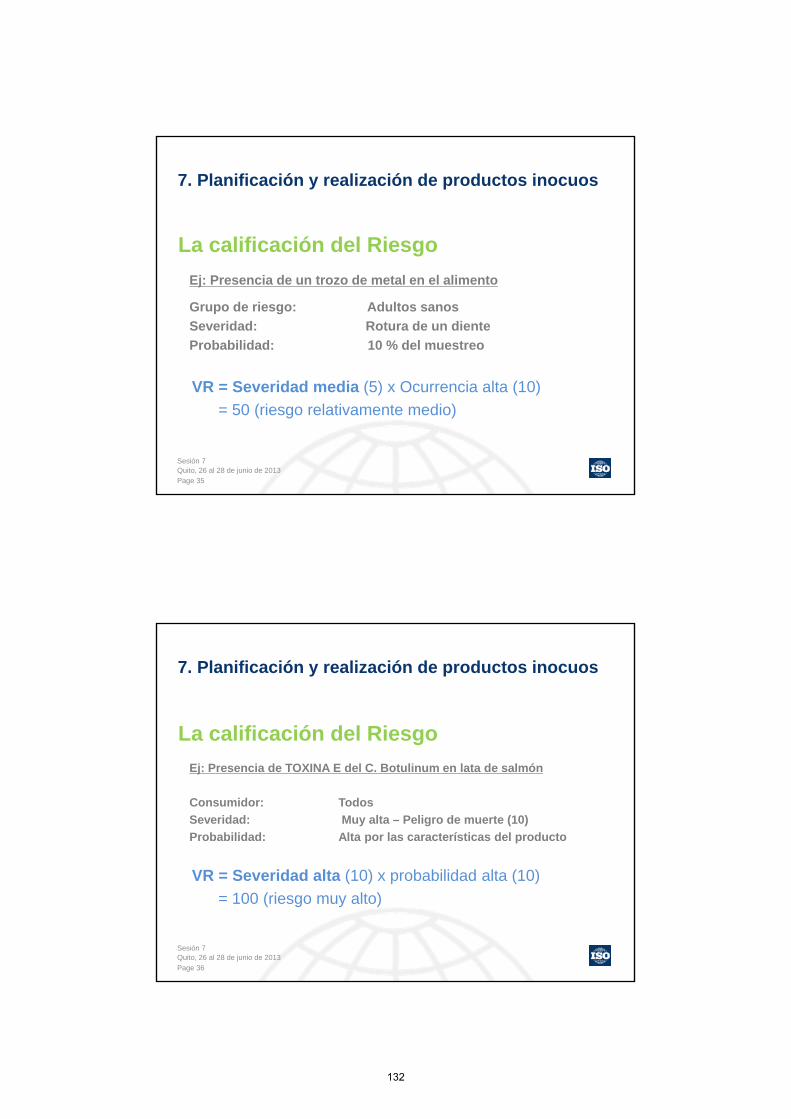
7. Planificación y realización de productos inocuos
Page 35
Quito, 26 al 28 de junio de 2013Sesión 7
Ej: Presencia de un trozo de metal en el alimento
Grupo de riesgo: Adultos sanos
Severidad: Rotura de un diente
Probabilidad: 10 % del muestreo
VR = Severidad media (5) x Ocurrencia alta (10)
= 50 (riesgo relativamente medio)
La calificación del Riesgo
7. Planificación y realización de productos inocuos
Page 36
Quito, 26 al 28 de junio de 2013Sesión 7
Ej: Presencia de TOXINA E del C. Botulinum en lata de salmón
Consumidor: Todos
Severidad: Muy alta – Peligro de muerte (10)
Probabilidad: Alta por las características del producto
VR = Severidad alta (10) x probabilidad alta (10)
= 100 (riesgo muy alto)
La calificación del Riesgo
132
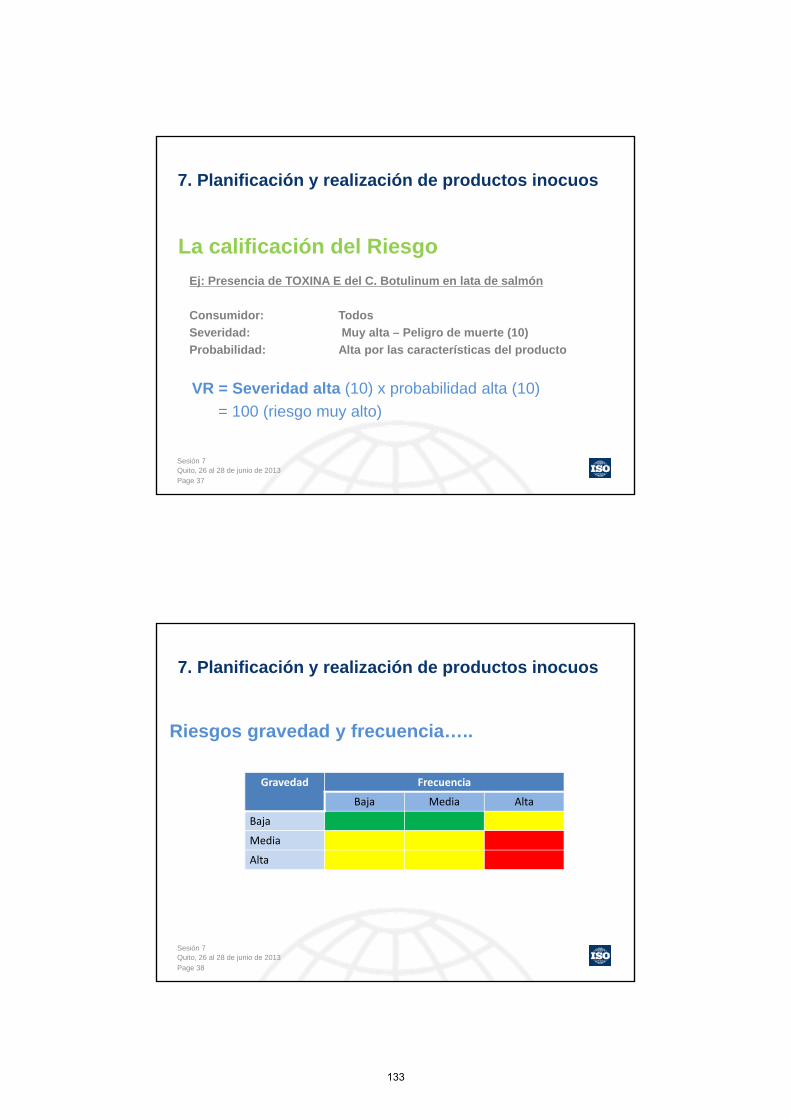
7. Planificación y realización de productos inocuos
Page 37
Quito, 26 al 28 de junio de 2013Sesión 7
Ej: Presencia de TOXINA E del C. Botulinum en lata de salmón
Consumidor: Todos
Severidad: Muy alta – Peligro de muerte (10)
Probabilidad: Alta por las características del producto
VR = Severidad alta (10) x probabilidad alta (10)
= 100 (riesgo muy alto)
La calificación del Riesgo
7. Planificación y realización de productos inocuos
Page 38
Quito, 26 al 28 de junio de 2013Sesión 7
Gravedad Frecuencia
Baja Media Alta
Baja
Media
Alta
Riesgos gravedad y frecuencia…..
133
7. Planificación y realización de productos inocuos
Page 39
Quito, 26 al 28 de junio de 2013Sesión 7
7.4.4 Selección y evaluación de las medidas de control
• En base al análisis de peligros
• Se deben seleccionar las medidas de control
Combinaciónapropiada
7. Planificación y realización de productos inocuos
Page 40
Quito, 26 al 28 de junio de 2013Sesión 7
7.4.4 Selección y evaluación de las medidas de control
Selección y categorización: enfoque lógico
• Efecto sobre los peligros identificados
• Viabilidad para el seguimiento
• Lugar en relación a otras medidas de control
• Probabilidad de falla o variabilidad del proceso
• Gravedad de las consecuencias si falla
• Si se aplica explícitamente para reducir, o eliminar el peligro
• Efectos sinérgicos con otras medidas de control
134
7. Planificación y realización de productos inocuos
Page 41
Quito, 26 al 28 de junio de 2013Sesión 7
Medidas de control capaz de:
– Prevenir
– Eliminar
– Reducir
7.4.4 Selección y evaluación de las medidas de control
7. Planificación y realización de productos inocuos
Page 42
Quito, 26 al 28 de junio de 2013Sesión 7
Medidas de control:
Revisarse en cuanto a su eficacia frente a los peligros identificados
MEDIDA DE CONTROL MEDIDA DE CONTROL
135
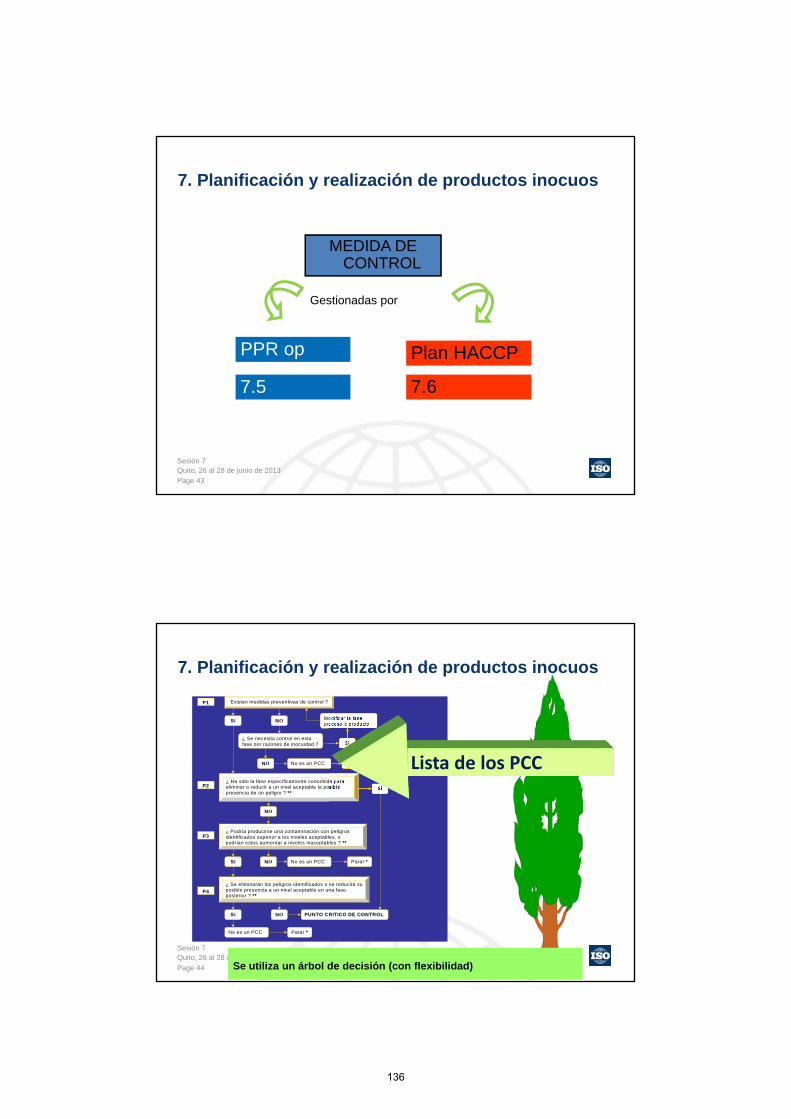
7. Planificación y realización de productos inocuos
Page 43
Quito, 26 al 28 de junio de 2013Sesión 7
MEDIDA DE CONTROL
Gestionadas por
PPR op Plan HACCP
7.5 7.6
7. Planificación y realización de productos inocuos
Page 44
Quito, 26 al 28 de junio de 2013Sesión 7
P1
NOSí
Existen medidas preventivas de control ?
¿ Se necesita control en estafase por razones de inocuidad ? Sí
NO
Modificar la fase,proceso o producto
No es un PCC Parar *
P2¿ Ha sido la fase específicamente concebida paraeliminar o reducir a un nivel aceptable la posiblepresencia de un peligro ? **
NO
Sí
¿ Podría producirse una contaminación con peligrosidentificados superior a los niveles aceptables, opodrían estos aumentar a niveles inaceptables ? **
NO No es un PCC Parar *Sí
P3
¿ Se eliminarán los peligros identificados o se reducirá suposible presencia a un nivel aceptable en una faseposterior ? **
Sí
No es un PCC Parar *
NO PUNTO CRITICO DE CONTROL
P4
Se utiliza un árbol de decisión (con flexibilidad)
Lista de los PCC
136
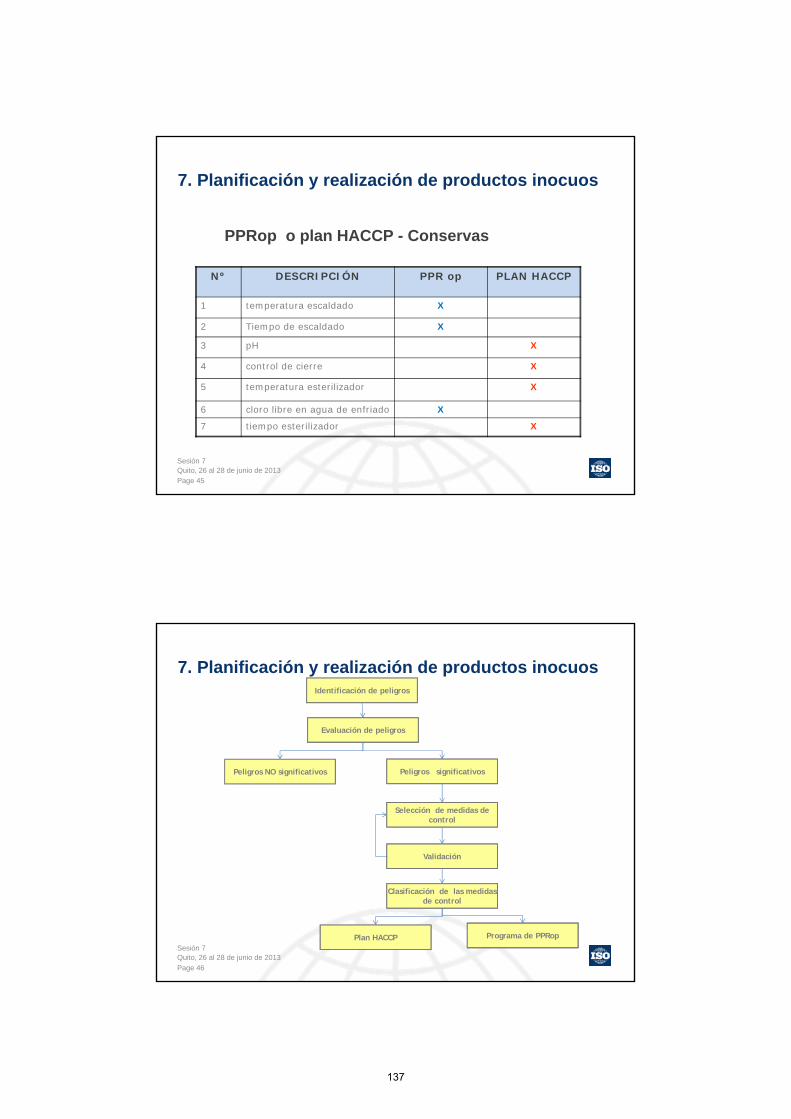
7. Planificación y realización de productos inocuos
Page 45
Quito, 26 al 28 de junio de 2013Sesión 7
PPRop o plan HACCP - Conservas
Nº DESCRIPCIÓN PPR op PLAN HACCP
1 temperatura escaldado X
2 Tiempo de escaldado X
3 pH X
4 control de cierre X
5 temperatura esterilizador X
6 cloro libre en agua de enfriado X
7 tiempo esterilizador X
7. Planificación y realización de productos inocuos
Page 46
Quito, 26 al 28 de junio de 2013Sesión 7
Identificación de peligros
Evaluación de peligros
Peligros NO significativos Peligros significativos
Selección de medidas de control
Validación
Clasificación de las medidas de control
Plan HACCP Programa de PPRop
137
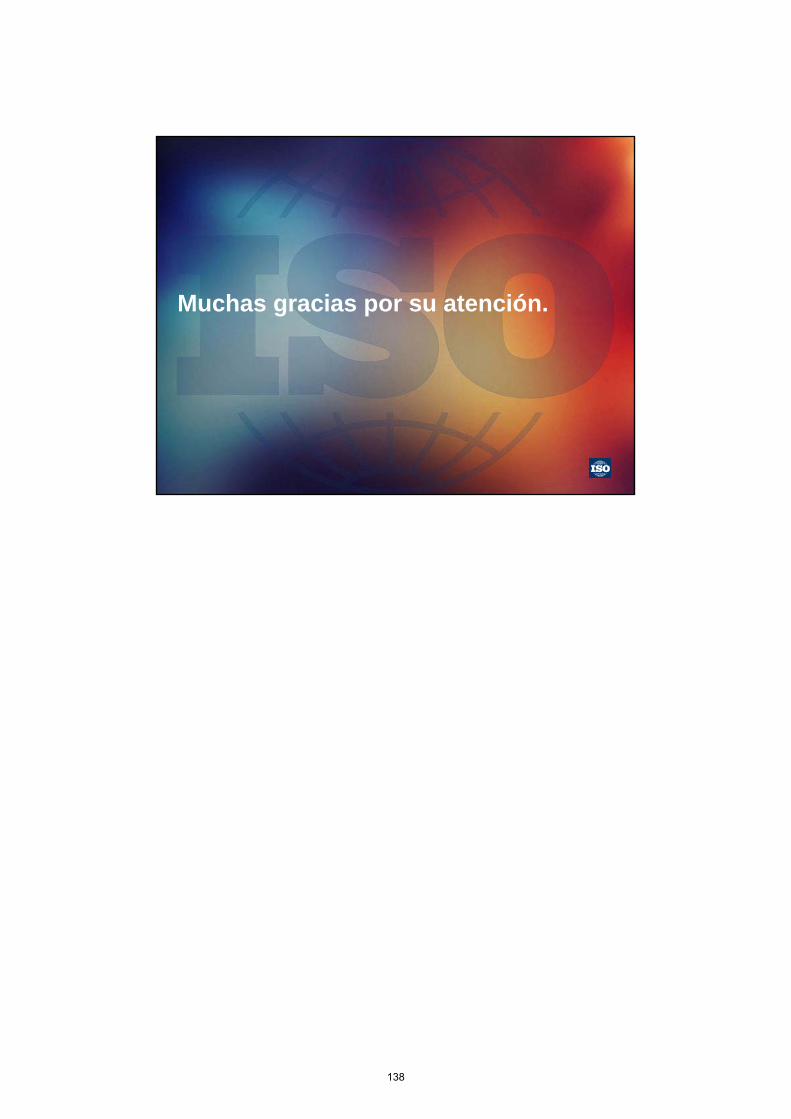
Muchas gracias por su atención.
138
Page 1
Quito, 26 al 28 de junio de 2013
Sesión 8
SESION 8Medidas de control: Programa de PPR
operacional y Plan HACCP
Contenido
Page 2
Quito, 26 al 28 de junio de 2013Sesión 8
• 7.5 Establecimiento de los programas de prerrequisitos operacionales
• 7.6 Establecimiento del plan HACCP
• 7.10 Control de No Conformidades
• Ejercitación
139
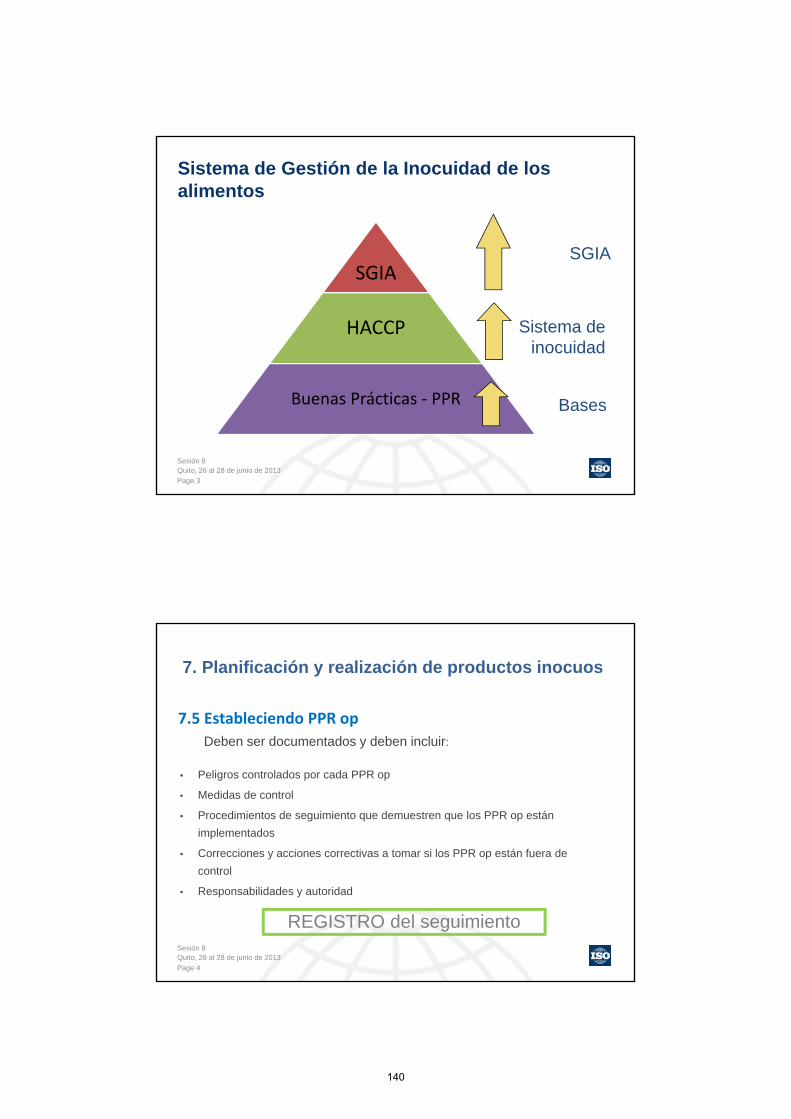
Sistema de Gestión de la Inocuidad de los alimentos
Page 3
Quito, 26 al 28 de junio de 2013Sesión 8
SGIA
HACCP
Buenas Prácticas ‐ PPR Bases
Sistema de inocuidad
SGIA
Page 4
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
Deben ser documentados y deben incluir:
• Peligros controlados por cada PPR op
• Medidas de control
• Procedimientos de seguimiento que demuestren que los PPR op están
implementados
• Correcciones y acciones correctivas a tomar si los PPR op están fuera de
control
• Responsabilidades y autoridad
REGISTRO del seguimiento
7.5 Estableciendo PPR op
140
Page 5
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
7.6.1 Plan HACCP
Debe estar documentado y debe incluir para cada PCC:
• Peligros controlados como PCC
• Medidas de control
• Límites críticos
• Procedimientos de seguimiento
• Correcciones y acciones correctivas a tomar si el límite crítico es excedido
• Responsabilidades y autoridad
REGISTRO del seguimiento
Page 6
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
7.10.3 Manipulación de Productos Potencialmente no inocuos
PROCESOSituación No Conforme
PRODUCTOPOTENCIALMENTENO INOCUO
141
Page 7
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
NO ACEPTABLE ACEPTABLE
Límite
Page 8
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
M4
M1M2
M3
INACEPTABLE ACEPTABLE
Límite crítico
TendenciaTendencia
142
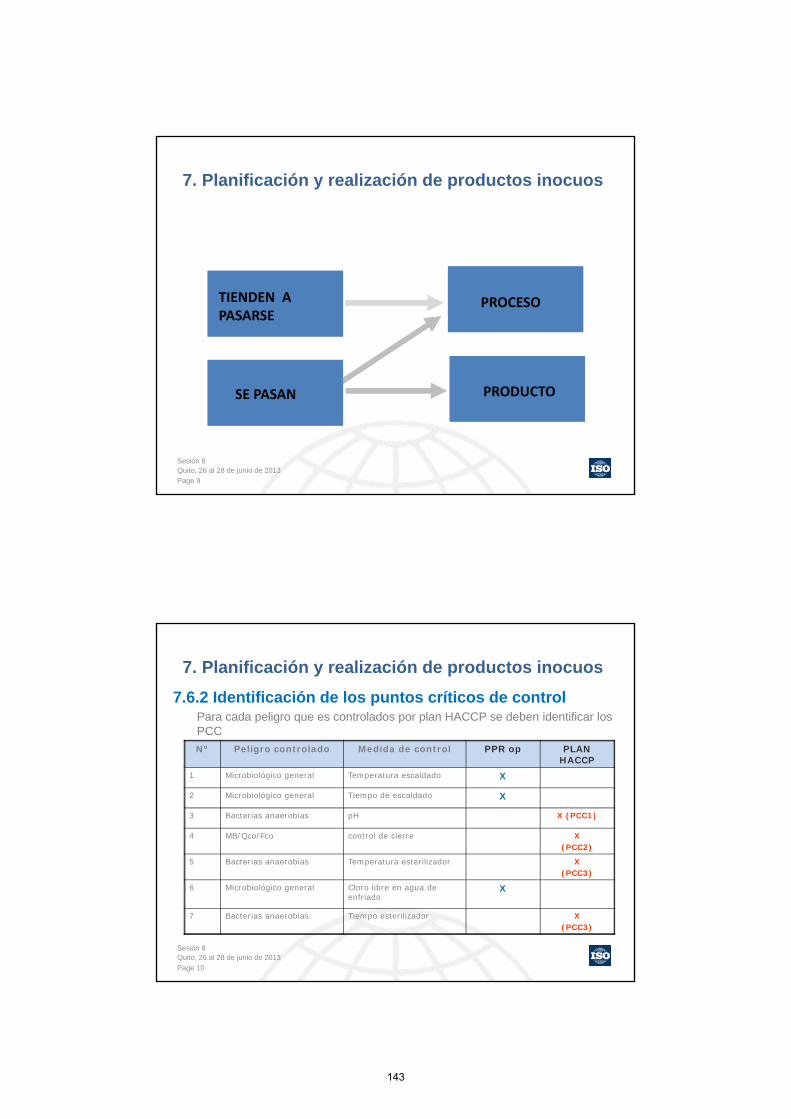
Page 9
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
SE PASAN
PROCESO
PRODUCTO
TIENDEN APASARSE
Page 10
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
7.6.2 Identificación de los puntos críticos de controlPara cada peligro que es controlados por plan HACCP se deben identificar los PCC
Nº Peligro controlado Medida de control PPR op PLAN HACCP
1 Microbiológico general Temperatura escaldado X
2 Microbiológico general Tiempo de escaldado X
3 Bacterias anaerobias pH X (PCC1)
4 MB/Qco/Fco control de cierre X(PCC2)
5 Bacterias anaerobias Temperatura esterilizador X(PCC3)
6 Microbiológico general Cloro libre en agua de enfriado
X
7 Bacterias anaerobias Tiempo esterilizador X(PCC3)
143
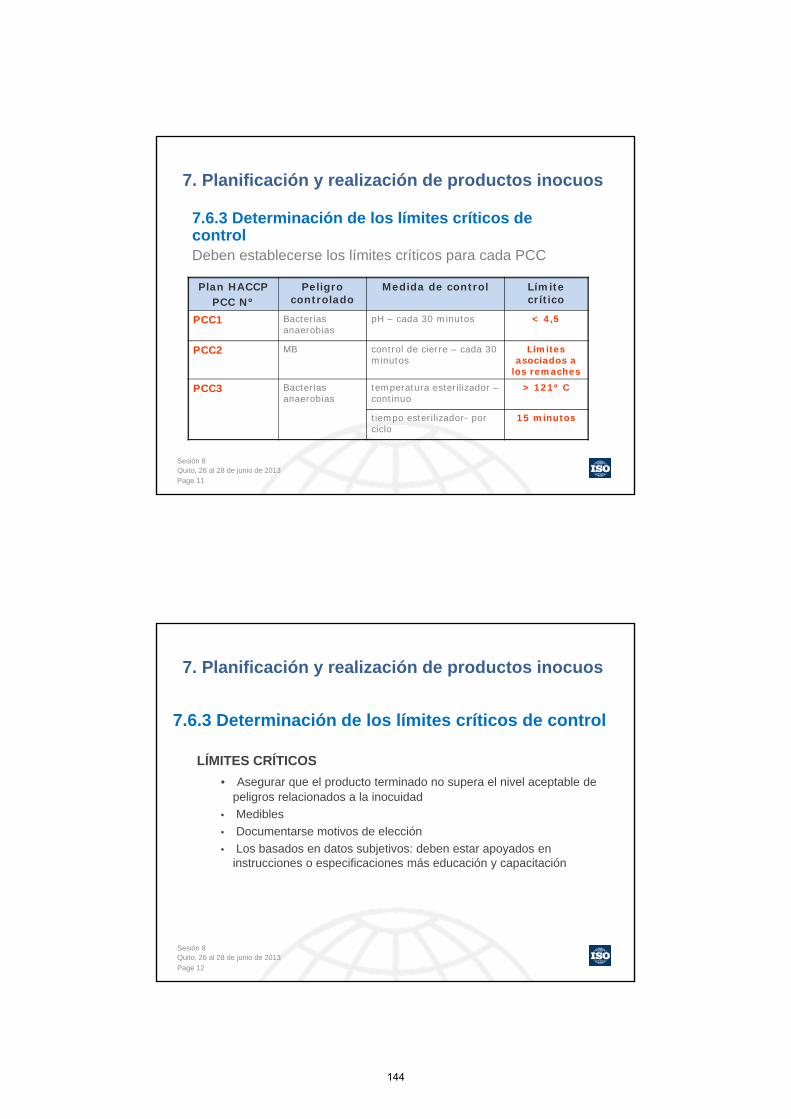
Page 11
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
7.6.3 Determinación de los límites críticos de controlDeben establecerse los límites críticos para cada PCC
Plan HACCPPCC Nº
Peligro controlado
Medida de control Límite crítico
PCC1 Bacterias anaerobias
pH – cada 30 minutos < 4,5
PCC2 MB control de cierre – cada 30 minutos
Límites asociados a
los remaches
PCC3 Bacterias anaerobias
temperatura esterilizador –continuo
> 121º C
tiempo esterilizador- por ciclo
15 minutos
Page 12
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
7.6.3 Determinación de los límites críticos de control
LÍMITES CRÍTICOS
• Asegurar que el producto terminado no supera el nivel aceptable de peligros relacionados a la inocuidad
• Medibles
• Documentarse motivos de elección
• Los basados en datos subjetivos: deben estar apoyados en instrucciones o especificaciones más educación y capacitación
144
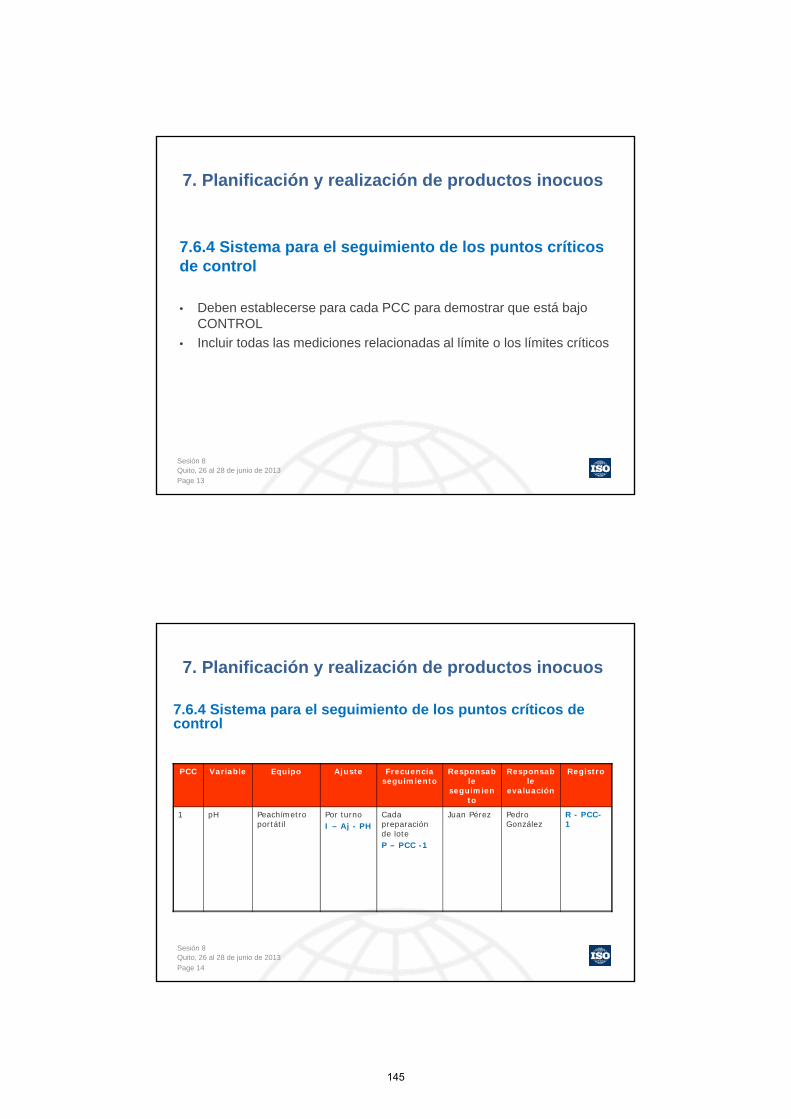
Page 13
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
7.6.4 Sistema para el seguimiento de los puntos críticos de control
• Deben establecerse para cada PCC para demostrar que está bajo CONTROL
• Incluir todas las mediciones relacionadas al límite o los límites críticos
Page 14
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
7.6.4 Sistema para el seguimiento de los puntos críticos de control
PCC Variable Equipo Ajuste Frecuencia seguimiento
Responsable
seguimiento
Responsable
evaluación
Registro
1 pH Peachímetro portátil
Por turno I – Aj - PH
Cada preparación de loteP – PCC -1
Juan Pérez Pedro González
R - PCC-1
145
Page 15
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
7.6.5 Acciones efectuadas cuando los resultados del seguimiento superan los límites críticos
• Correcciones y acciones correctivas deben estar especificadas en el plan HACCP
• Asegurarse que se identifican las causas
• Que los parámetros vuelven a estar bajo control
• Que se previene su recurrencia
Procedimiento documentado : manipulación de los productos
potencialmente no inocuos
Page 16
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
7.10.1 Correcciones
7.10.2 Acciones Correctivas
7.10.3 Manipulación de productos potencialmente no inocuos
7.10.4 Retirada de productos
7.10 Control de no conformidades
146
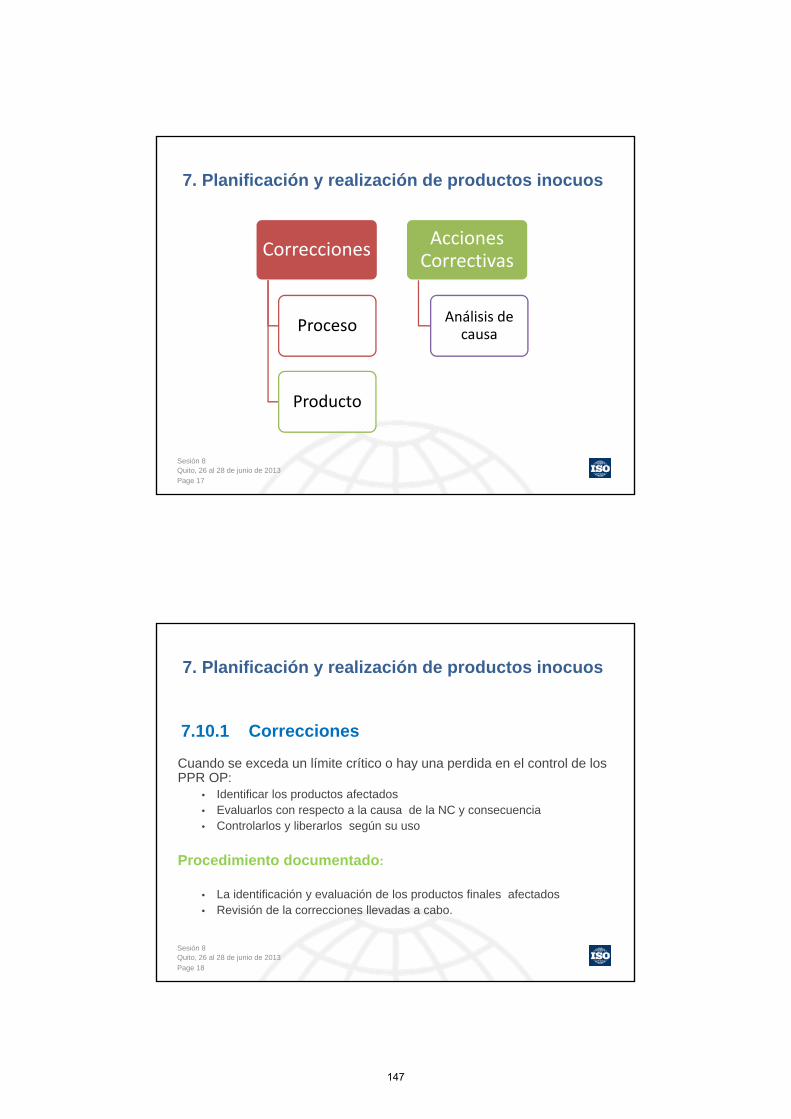
Page 17
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
Correcciones
Proceso
Producto
Acciones Correctivas
Análisis de causa
Page 18
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
Cuando se exceda un límite crítico o hay una perdida en el control de los PPR OP:
• Identificar los productos afectados• Evaluarlos con respecto a la causa de la NC y consecuencia• Controlarlos y liberarlos según su uso
Procedimiento documentado:
• La identificación y evaluación de los productos finales afectados• Revisión de la correcciones llevadas a cabo.
7.10.1 Correcciones
147
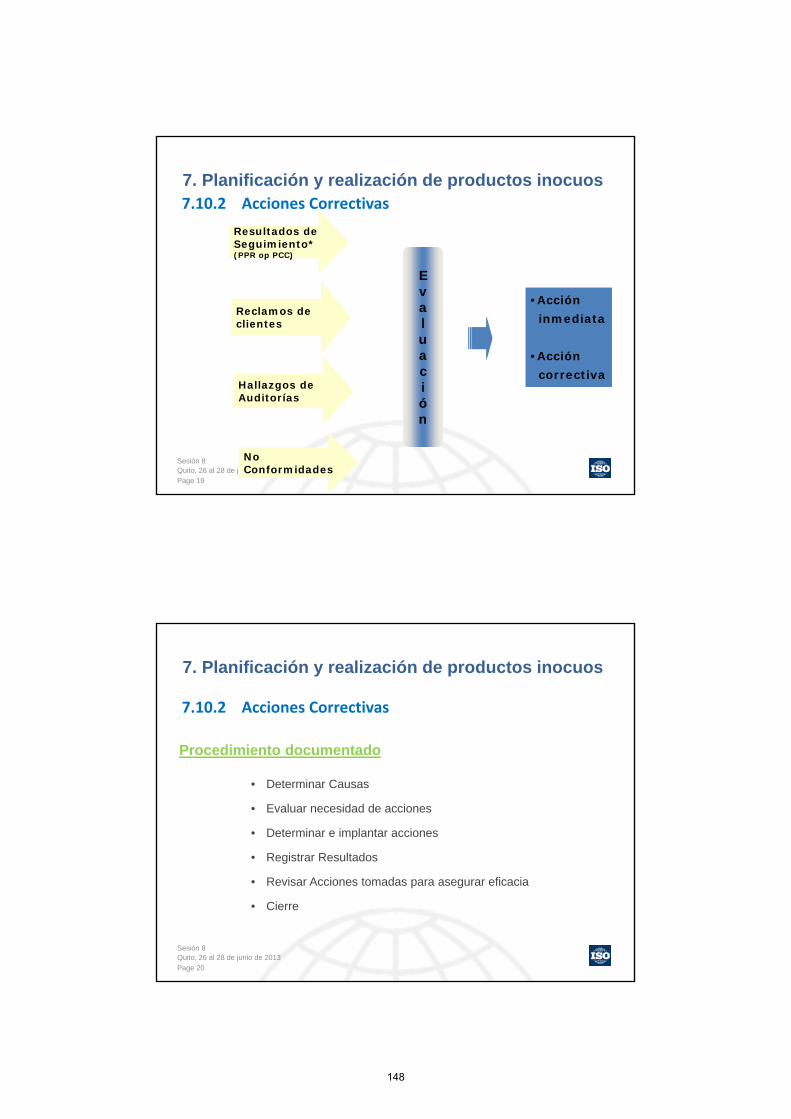
Page 19
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos7.10.2 Acciones Correctivas
Resultados de Seguimiento* (PPR op PCC)
Resultados de Seguimiento* (PPR op PCC)
Reclamos de clientesReclamos de clientes
Hallazgos de AuditoríasHallazgos de Auditorías
No ConformidadesNo Conformidades
Evaluación
Evaluación
•Accióninmediata
•Acción correctiva
•Accióninmediata
•Acción correctiva
Page 20
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
Procedimiento documentado
• Determinar Causas
• Evaluar necesidad de acciones
• Determinar e implantar acciones
• Registrar Resultados
• Revisar Acciones tomadas para asegurar eficacia
• Cierre
7.10.2 Acciones Correctivas
148
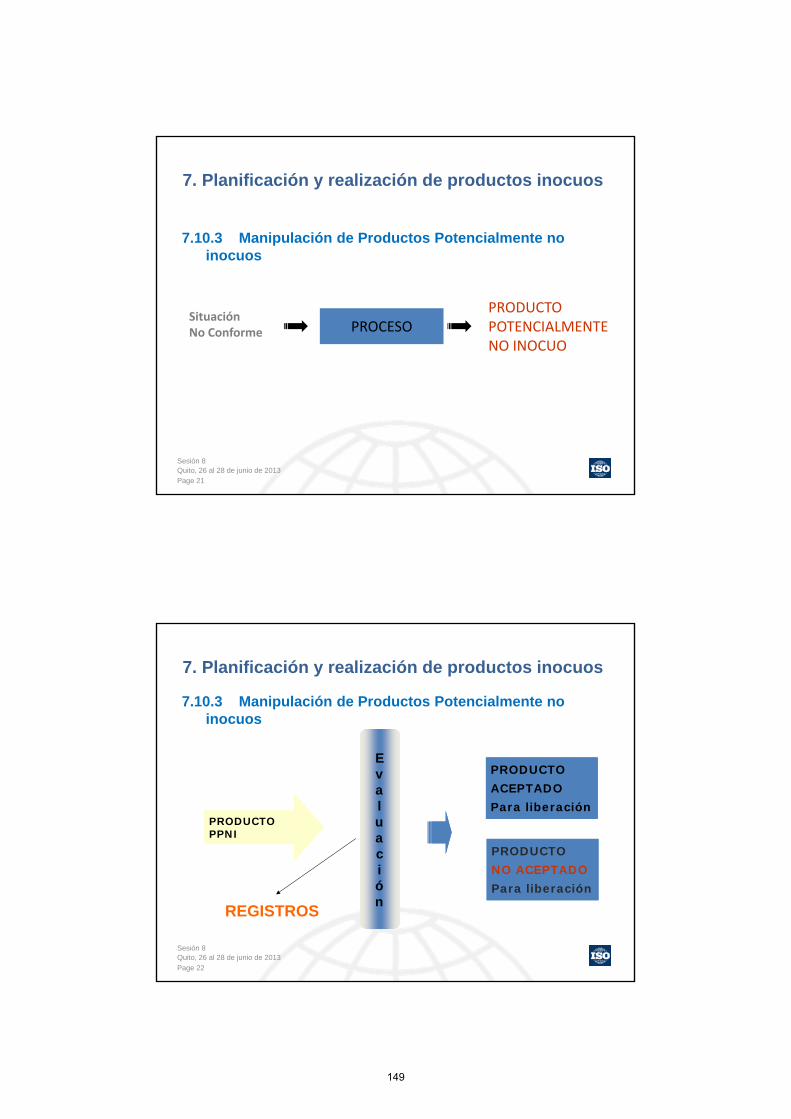
Page 21
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
7.10.3 Manipulación de Productos Potencialmente no inocuos
PROCESOSituación No Conforme
PRODUCTOPOTENCIALMENTENO INOCUO
Page 22
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
7.10.3 Manipulación de Productos Potencialmente no inocuos
PRODUCTO PPNIPRODUCTO PPNI
Evaluación
Evaluación
PRODUCTO ACEPTADOPara liberación
PRODUCTO ACEPTADOPara liberación
PRODUCTO NO ACEPTADOPara liberación
PRODUCTO NO ACEPTADOPara liberación
REGISTROS
149
Page 23
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
7.10.3 Manipulación de Productos Potencialmente no inocuos
La disposición del PNC puede implicar:
• Reproceso dentro o fuera de la organización• destrucción y/o disposición como desecho
Registros de la disposición
Page 24
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
• A pesar de todos los sistemas de aseguramiento de la inocuidad/ calidad, pueden existir fallas que obliguen a recuperar un producto del mercado.
• Tener un programa probado, asegura poder disponer de la información necesaria para retirar eficiente y eficazmente el producto afectado.
7.10.4 Retirada de Productos
150
Page 25
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
7.10.4 Retirada de Productos
La Alta Dirección debe designar:
• Personal con autoridad para iniciar una retirada
• Personal con responsabilidad para ejecutar la retirada
Page 26
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
7.10.4 Retirada de Productos
La Alta Dirección debe designar:
• Personal con autoridad para iniciar una retirada
• Personal con responsabilidad para ejecutar la retirada
151
Page 27
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
7.10.4 Retirada de Productos
Procedimiento documentado para:
• Notificar a la partes relevantes interesadas• Manipular los productos retirados y en stock• La secuencia de acciones a tomar• Registros
Page 28
Quito, 26 al 28 de junio de 2013Sesión 8
7. Planificación y realización de productos inocuos
7.10.4 Retirada de Productos
Registros:
• Causa, alcance y resultado
• Eficacia del programa a través de verificaciones programadas
152
Page 1
Quito, 26 al 28 de junio de 2013
Sesión 9
SESION 9
Trazabilidad y Validación
Contenido
Page 2
Quito, 26 al 28 de junio de 2013Sesión 9
• 7.9 Trazabilidad
• 7.7 Actualización de la información preliminar y de los documentos
que especifican los PPR y el plan HACCP
• 8.2 Validación de las combinaciones de las medidas de control
• 8.3 Control del seguimiento y la medición
• Ejercitación
153
Trazabilidad – Definición
Page 3
Quito, 26 al 28 de junio de 2013Sesión 9
Es un concepto. La Trazabilidad de un producto significa controlar todos
los pasos por los que pasa dicho producto. Se trata de controlar el origen
de las materias primas, el proceso productivo, así como la distribución y
ubicación del producto después de la entrega.
La Norma ISO 8402 define a la trazabilidad como la posibilidad de reencontrar los antecedentes, la localización de una entidad, mediante identificaciones registradas
Trazabilidad - Definición
Page 4
Quito, 26 al 28 de junio de 2013Sesión 9
ISO 9000:“Es la habilidad (capacidad) de trazar (reconstruir mediante registros) la historia, aplicación o ubicación de lo que esté bajo consideración(producto y procesos)”
CODEX:
“Trazabilidad es la capacidad para seguir el movimiento de un alimento a través de etapa(s) especifica(s) de la producción, transformación y distribución”
154
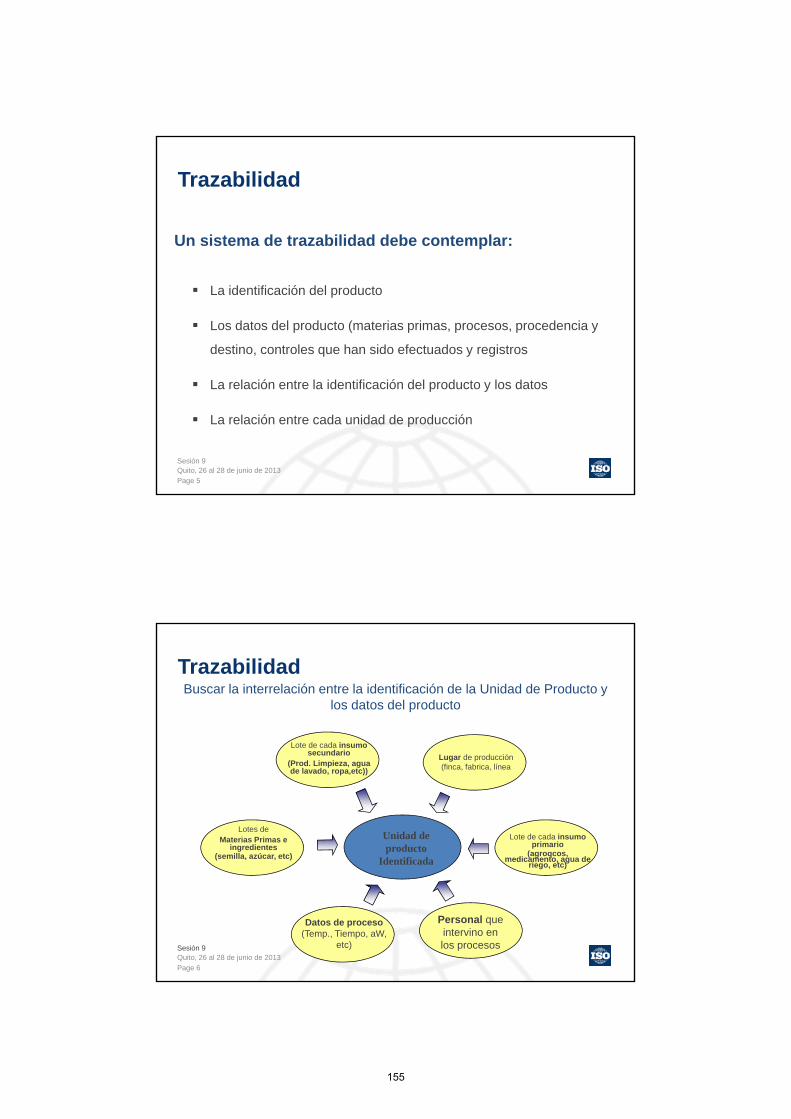
Trazabilidad
Page 5
Quito, 26 al 28 de junio de 2013Sesión 9
La identificación del producto
Los datos del producto (materias primas, procesos, procedencia y
destino, controles que han sido efectuados y registros
La relación entre la identificación del producto y los datos
La relación entre cada unidad de producción
Un sistema de trazabilidad debe contemplar:
Trazabilidad
Page 6
Quito, 26 al 28 de junio de 2013Sesión 9
Buscar la interrelación entre la identificación de la Unidad de Producto y los datos del producto
Unidad de producto
Identificada
Lugar de producción (finca, fabrica, línea
Lote de cada insumo primario
(agroqcos, medicamento, agua de
riego, etc)
Personal que intervino en los procesos
Datos de proceso(Temp., Tiempo, aW,
etc)
Lotes de Materias Primas e
ingredientes(semilla, azúcar, etc)
Lote de cada insumo secundario
(Prod. Limpieza, agua de lavado, ropa,etc))
155
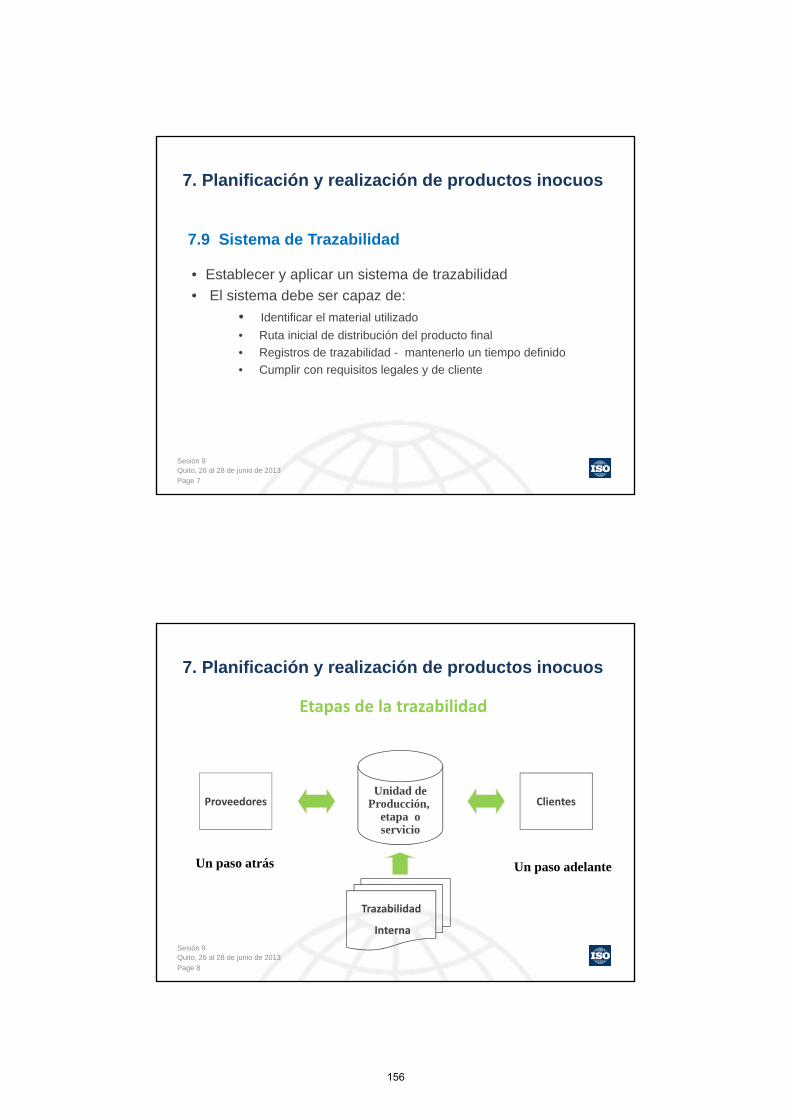
Page 7
Quito, 26 al 28 de junio de 2013Sesión 9
7. Planificación y realización de productos inocuos
• Establecer y aplicar un sistema de trazabilidad
• El sistema debe ser capaz de:
• Identificar el material utilizado
• Ruta inicial de distribución del producto final
• Registros de trazabilidad - mantenerlo un tiempo definido
• Cumplir con requisitos legales y de cliente
7.9 Sistema de Trazabilidad
Page 8
Quito, 26 al 28 de junio de 2013Sesión 9
7. Planificación y realización de productos inocuos
Etapas de la trazabilidad
Unidad deProducción,
etapa oservicio
Proveedores Clientes
Trazabilidad
Interna
Un paso atrás Un paso adelante
156
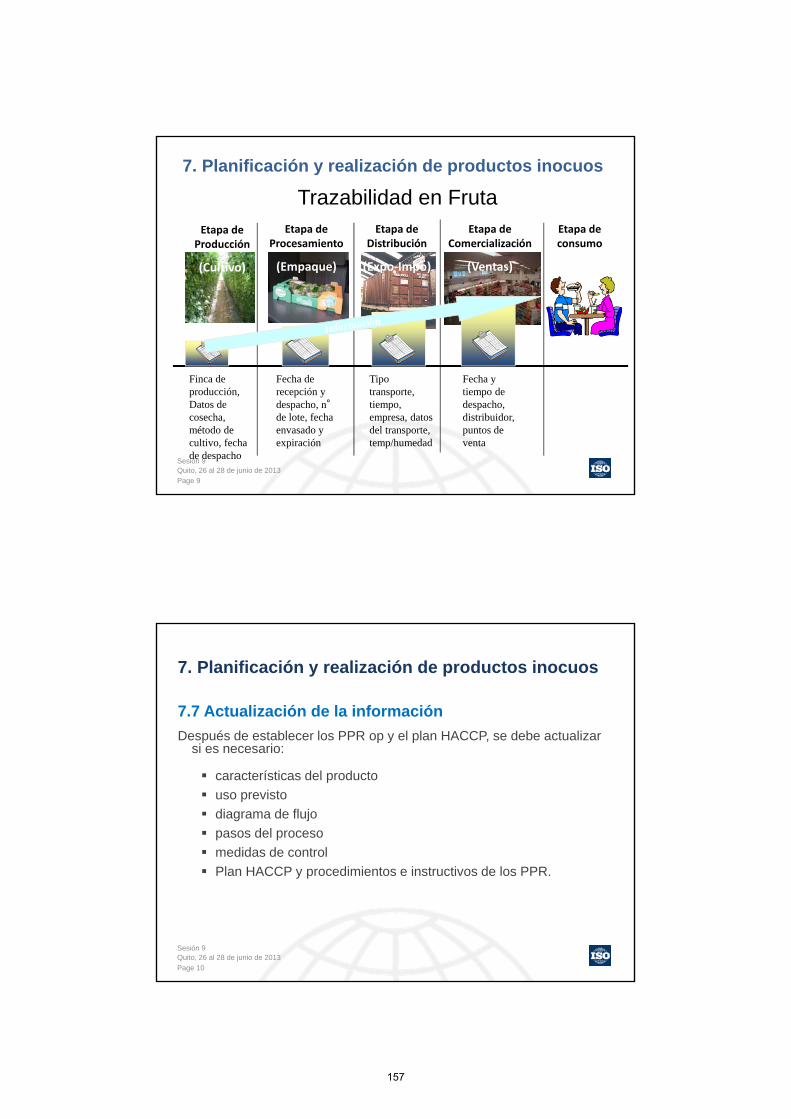
Page 9
Quito, 26 al 28 de junio de 2013Sesión 9
7. Planificación y realización de productos inocuos
Etapa de Producción
(Cultivo)
Etapa de Procesamiento
(Empaque)
Etapa de Distribución
(Expo‐Impo)
Etapa de Comercialización
(Ventas)
Etapa de consumo
Finca de producción, Datos de cosecha, método de cultivo, fecha de despacho
Fecha de recepción y despacho, n°de lote, fecha envasado y expiración
Tipo transporte, tiempo, empresa, datos del transporte, temp/humedad
Fecha y tiempo de despacho, distribuidor, puntos de venta
Trazabilidad en Fruta
7. Planificación y realización de productos inocuos
7.7 Actualización de la información
Después de establecer los PPR op y el plan HACCP, se debe actualizar si es necesario:
características del producto
uso previsto
diagrama de flujo
pasos del proceso
medidas de control
Plan HACCP y procedimientos e instructivos de los PPR.
Page 10
Quito, 26 al 28 de junio de 2013Sesión 9
157
Page 11
Quito, 26 al 28 de junio de 2013Sesión 9
8. Validación, verificación y mejora del SGIA
1. General
2. Validación de la combinación de medidas de control
3. Control de las mediciones y monitoreos
4. Verificación del SGI
5. Mejora
Page 12
Quito, 26 al 28 de junio de 2013Sesión 9
8. Validación, verificación y mejora del SGIA
• Definiciones
• validar
3.15 validación
Obtención de evidencia de que las medidas de control
gestionadas por el plan HACCP y por los PPR
operacionales son capaces de ser eficaces
158
Page 13
Quito, 26 al 28 de junio de 2013Sesión 9
8. Validación, verificación y mejora del SGIA
• Definiciones
• validar
MEDIDAS DE CONTROL
PLAN HACCP
PPR OPERACIONALES
Page 14
Quito, 26 al 28 de junio de 2013Sesión 9
8. Validación, verificación y mejora del SGIA
8.1 Generalidades
• validar
eficacia: extensión en la que se realizan las actividades planificadas y se alcanzan los resultados planificados.
eficiencia: relación entre el resultado alcanzado y los recursos utilizados.
159

Page 15
Quito, 26 al 28 de junio de 2013Sesión 9
8. Validación, verificación y mejora del SGIA
8.1 Generalidades
• validar
Confirmación, mediante evidencias, de que se han
cumplido los requisitos especificados
Page 16
Quito, 26 al 28 de junio de 2013Sesión 9
8. Validación, verificación y mejora del SGIA
8.1 Generalidades
• verificar
EL SISTEMA DE GESTIÓN DE INOCUIDAD DE LOS
ALIMENTOS
160
Page 17
Quito, 26 al 28 de junio de 2013Sesión 9
8. Validación, verificación y mejora del SGIA
EQUIPO DE INOCUIDAD debe planificar e implementar los procesos para:
Validar
Verificar
Mejorar
8.1 Generalidades
Page 18
Quito, 26 al 28 de junio de 2013Sesión 9
8. Validación, verificación y mejora del SGIA
8.2 Validaciones de las medidas de control
¿Cuándo?
• Con anterioridad a la implementación
• Después de cada cambio en ellos
161
Page 19
Quito, 26 al 28 de junio de 2013Sesión 9
8. Validación, verificación y mejora del SGIA
8.2 Validaciones de las medidas de control
La organización debe validar que:
• Las medidas de control seleccionadas son capaces de alcanzar el control pretendido de los peligros relacionados a la inocuidad de los alimentos para las que han sido asignadas.
Page 20
Quito, 26 al 28 de junio de 2013Sesión 9
8. Validación, verificación y mejora del SGIA
8.2 Validaciones de las medidas de control
La organización debe validar que:
• Las medidas de control seleccionadas son eficaces y permiten, cuando se combinan, asegurar el control de los peligros relacionados con la inocuidad de los alimentos identificados para obtener productos terminados que alcancen los niveles de aceptación definidos.
162
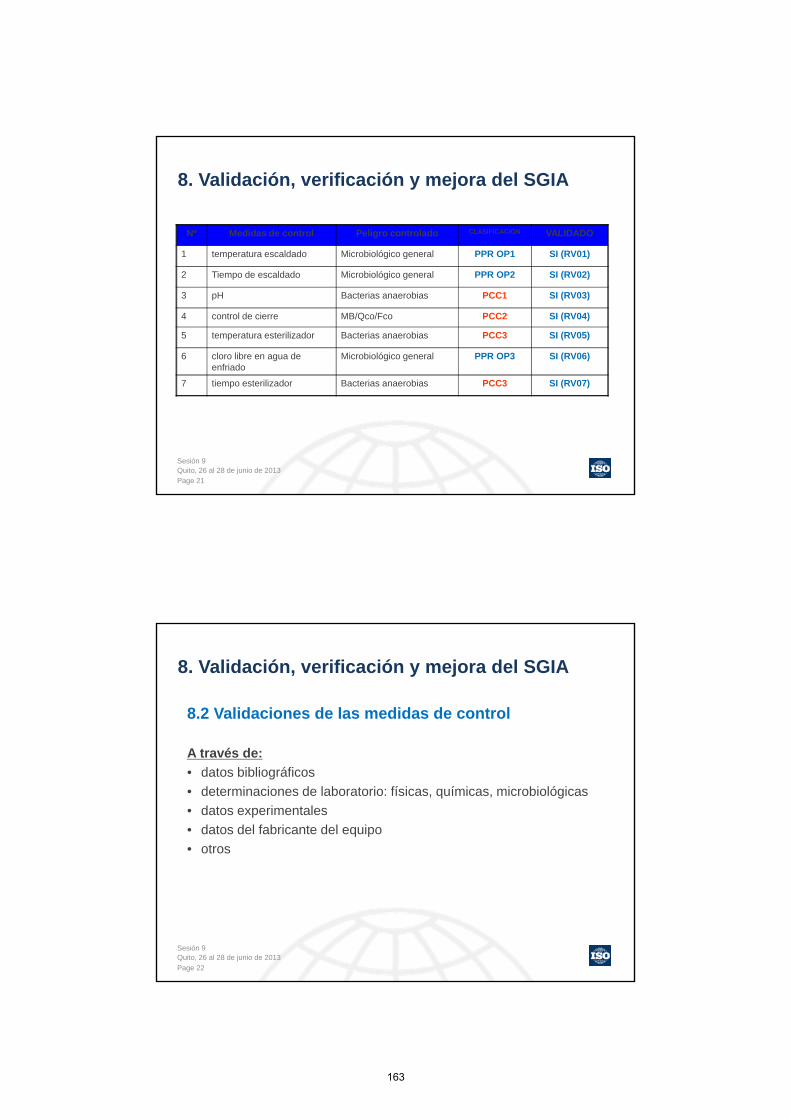
Page 21
Quito, 26 al 28 de junio de 2013Sesión 9
8. Validación, verificación y mejora del SGIA
Nº Medidas de control Peligro controlado CLASIFICACIÓN VALIDADO
1 temperatura escaldado Microbiológico general PPR OP1 SI (RV01)
2 Tiempo de escaldado Microbiológico general PPR OP2 SI (RV02)
3 pH Bacterias anaerobias PCC1 SI (RV03)
4 control de cierre MB/Qco/Fco PCC2 SI (RV04)
5 temperatura esterilizador Bacterias anaerobias PCC3 SI (RV05)
6 cloro libre en agua de enfriado
Microbiológico general PPR OP3 SI (RV06)
7 tiempo esterilizador Bacterias anaerobias PCC3 SI (RV07)
Page 22
Quito, 26 al 28 de junio de 2013Sesión 9
8. Validación, verificación y mejora del SGIA
8.2 Validaciones de las medidas de control
A través de:
• datos bibliográficos
• determinaciones de laboratorio: físicas, químicas, microbiológicas
• datos experimentales
• datos del fabricante del equipo
• otros
163
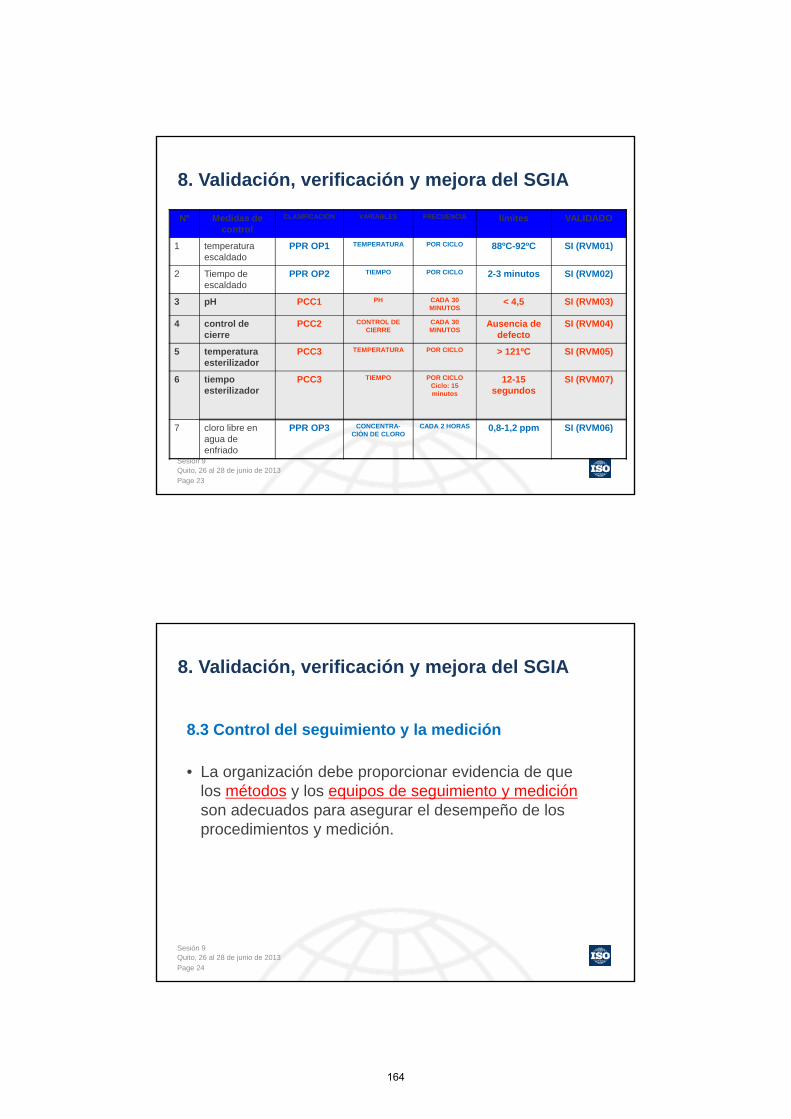
Page 23
Quito, 26 al 28 de junio de 2013Sesión 9
8. Validación, verificación y mejora del SGIA
Nº Medidas de control
CLASIFICACIÓN VARIABLES FRECUENCIA límites VALIDADO
1 temperatura escaldado
PPR OP1 TEMPERATURA POR CICLO 88ºC-92ºC SI (RVM01)
2 Tiempo de escaldado
PPR OP2 TIEMPO POR CICLO 2-3 minutos SI (RVM02)
3 pH PCC1 PH CADA 30 MINUTOS
< 4,5 SI (RVM03)
4 control de cierre
PCC2 CONTROL DE CIERRE
CADA 30 MINUTOS
Ausencia de defecto
SI (RVM04)
5 temperatura esterilizador
PCC3 TEMPERATURA POR CICLO > 121ºC SI (RVM05)
6 tiempo esterilizador
PCC3 TIEMPO POR CICLO Ciclo: 15 minutos
12-15 segundos
SI (RVM07)
7 cloro libre en agua de enfriado
PPR OP3 CONCENTRA-CIÓN DE CLORO
CADA 2 HORAS 0,8-1,2 ppm SI (RVM06)
Page 24
Quito, 26 al 28 de junio de 2013Sesión 9
8. Validación, verificación y mejora del SGIA
8.3 Control del seguimiento y la medición
• La organización debe proporcionar evidencia de que los métodos y los equipos de seguimiento y mediciónson adecuados para asegurar el desempeño de los procedimientos y medición.
164

Page 25
Quito, 26 al 28 de junio de 2013Sesión 9
8. Validación, verificación y mejora del SGIA
Los métodos y los equipos deben:
calibrarse o verificarse a intervalos planificados
ajustarse o reajustarse según sea necesario
identificare
protegerse contra ajustes
protegerse contra daño y deterioro
Registros de la calibración y verificación
8.3 Control del seguimiento y la medición
Page 26
Quito, 26 al 28 de junio de 2013Sesión 9
Calibrarse?
¿CADA CUANTO?
OK
8. Validación, verificación y mejora del SGIA
165
Page 27
Quito, 26 al 28 de junio de 2013Sesión 9
8. Validación, verificación y mejora del SGIA
La organización debe tomar acciones
apropiadas
equipos productos
REGISTROS
La organización debe evaluar la validez de los resultados de las mediciones
8.3 Control del seguimiento y la medición
Page 28
Quito, 26 al 28 de junio de 2013Sesión 9
8. Validación, verificación y mejora del SGIA
8.3 Control del seguimiento y la medición
Los programas informáticos que se utilicen para el seguimiento y medición de los requisitos
Atención!
Deben confirmarse antes de su utilización y reconfirmarse cuando sea necesario
166
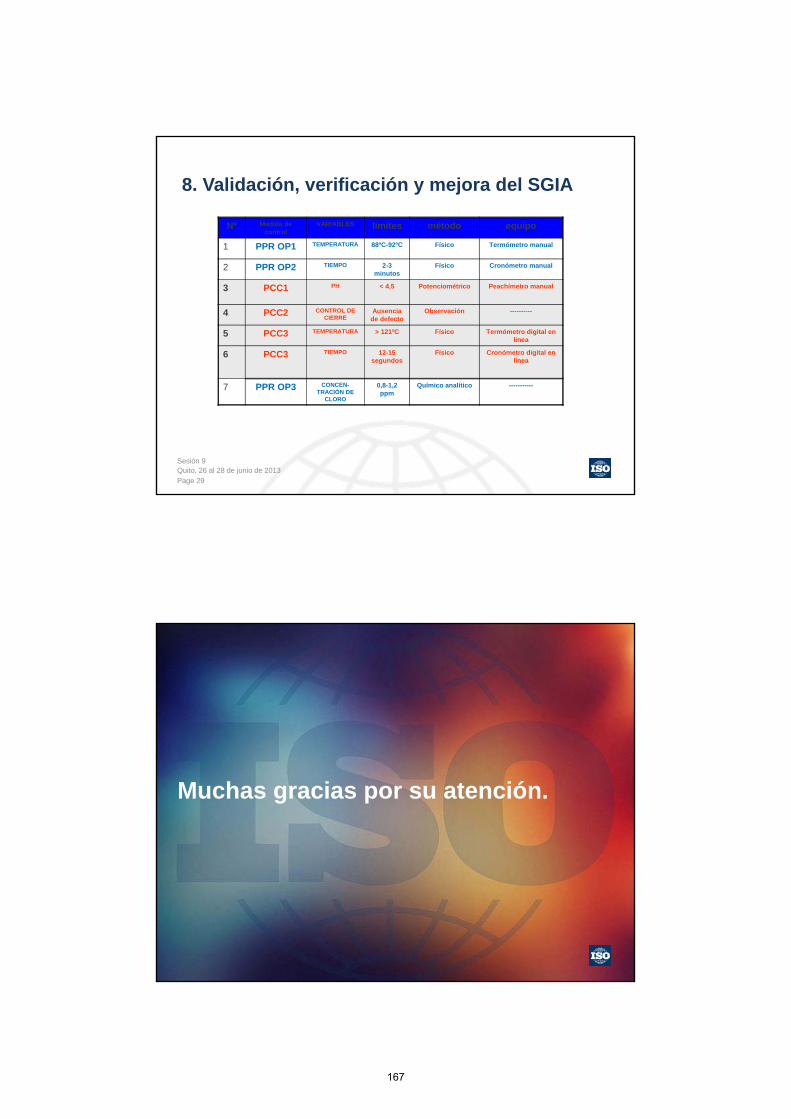
Page 29
Quito, 26 al 28 de junio de 2013Sesión 9
8. Validación, verificación y mejora del SGIA
Nº Medida de control
VARIABLES límites método equipo
1 PPR OP1 TEMPERATURA 88ºC-92ºC Físico Termómetro manual
2 PPR OP2 TIEMPO 2-3 minutos
Físico Cronómetro manual
3 PCC1 PH < 4,5 Potenciométrico Peachímetro manual
4 PCC2 CONTROL DE CIERRE
Ausencia de defecto
Observación ----------
5 PCC3 TEMPERATURA > 121ºC Físico Termómetro digital en línea
6 PCC3 TIEMPO 12-15 segundos
Físico Cronómetro digital en línea
7 PPR OP3 CONCEN-TRACIÓN DE
CLORO
0,8-1,2 ppm
Químico analítico -----------
Muchas gracias por su atención.
167
Page 1
Quito, 26 al 28 de junio de 2013
Sesión 10
SESION 10
Verificaciones y mejora
Contenido
Page 2
Quito, 26 al 28 de junio de 2013Sesión 10
• 7.8 Planificación de la verificación
• 8.4 Verificación del sistema de gestión de la inocuidad de los
alimentos
• 8.4.1 Auditoria interna
• 8.4.2 Evaluación de los resultados individuales de verificación
• 8.4.3 Análisis de los resultados de las actividades de verificación
• 8.5 Mejora
• 8.5.2 Actualización del sistema de gestión de la inocuidad de los
alimentos
169
Page 3
Quito, 26 al 28 de junio de 2013Sesión 10
7. Planificación y realización de productos inocuos
7.8 Planificación de la verificación
Las actividades de verificación deben confirmar que:
• Los PPR están implementados
• Se actualiza la información para el análisis de peligros
• Los PPR OP y plan HACCP están implementados y son eficaces
• Los niveles de peligros dentro de los niveles aceptables identificados
• Otros procedimientos implementados y son efectivos
Page 4
Quito, 26 al 28 de junio de 2013Sesión 10
7. Planificación y realización de productos inocuos
7.8 Planificación de la verificación
Se debe definir:
• Los propósitos
• Métodos
• Frecuencias
• Responsabilidades
Los resultados deben registrarse y comunicarse al equipo
170
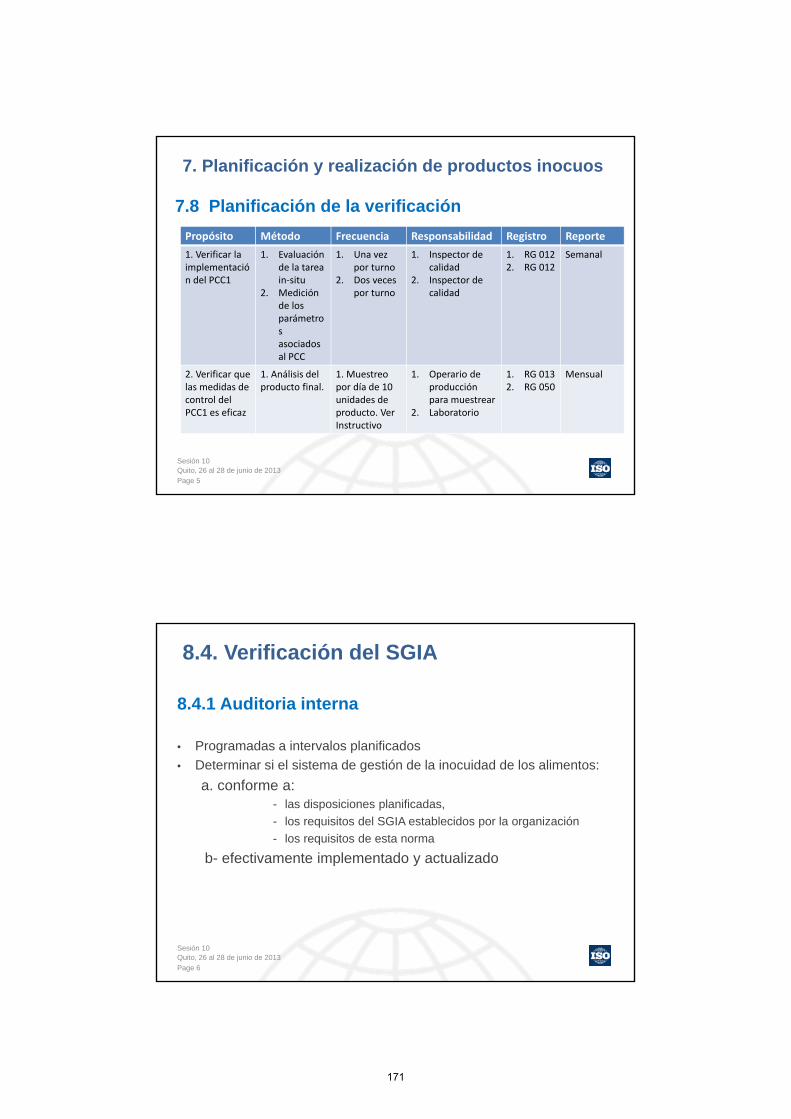
Page 5
Quito, 26 al 28 de junio de 2013Sesión 10
7. Planificación y realización de productos inocuos
7.8 Planificación de la verificación
Propósito Método Frecuencia Responsabilidad Registro Reporte
1. Verificar la implementación del PCC1
1. Evaluación de la tareain‐situ
2. Medición de los parámetros asociados al PCC
1. Una vez por turno
2. Dos veces por turno
1. Inspector de calidad
2. Inspector de calidad
1. RG 0122. RG 012
Semanal
2. Verificar que las medidas de control del PCC1 es eficaz
1. Análisis del producto final.
1. Muestreo por día de 10 unidades de producto. Ver Instructivo
1. Operario de producción para muestrear
2. Laboratorio
1. RG 0132. RG 050
Mensual
Page 6
Quito, 26 al 28 de junio de 2013Sesión 10
8.4. Verificación del SGIA
8.4.1 Auditoria interna
• Programadas a intervalos planificados
• Determinar si el sistema de gestión de la inocuidad de los alimentos:
a. conforme a: - las disposiciones planificadas,
- los requisitos del SGIA establecidos por la organización
- los requisitos de esta norma
b- efectivamente implementado y actualizado
171
Page 7
Quito, 26 al 28 de junio de 2013Sesión 10
8.4. Verificación del SGIA
8.4.1 Auditoria interna
Planificar considerando:
• La importancia de los procesos y de las áreas a auditar
• Cualquier acción de actualización de lo visto en auditorias anteriores
Page 8
Quito, 26 al 28 de junio de 2013Sesión 10
8.4. Verificación del SGIA
8.4.1 Auditoria internaSe debe definir:
criterios
alcance
frecuencia
metodología
172
Page 9
Quito, 26 al 28 de junio de 2013Sesión 10
8.4. Verificación del SGIA
8.4.1 Auditoria internaLa selección de los auditores y la realización de las auditorias deben asegurar:
• OBJETIVIDAD
• IMPARCIALIDAD
• Los auditores no deben auditar su propio trabajo
Page 10
Quito, 26 al 28 de junio de 2013Sesión 10
8.4. Verificación del SGIA
8.4.1 Auditoria interna
Procedimiento documentado • Responsabilidades
• Requisitos para la planificación y realización de auditoria
• Requisitos para informar los resultados y mantener los registros
173
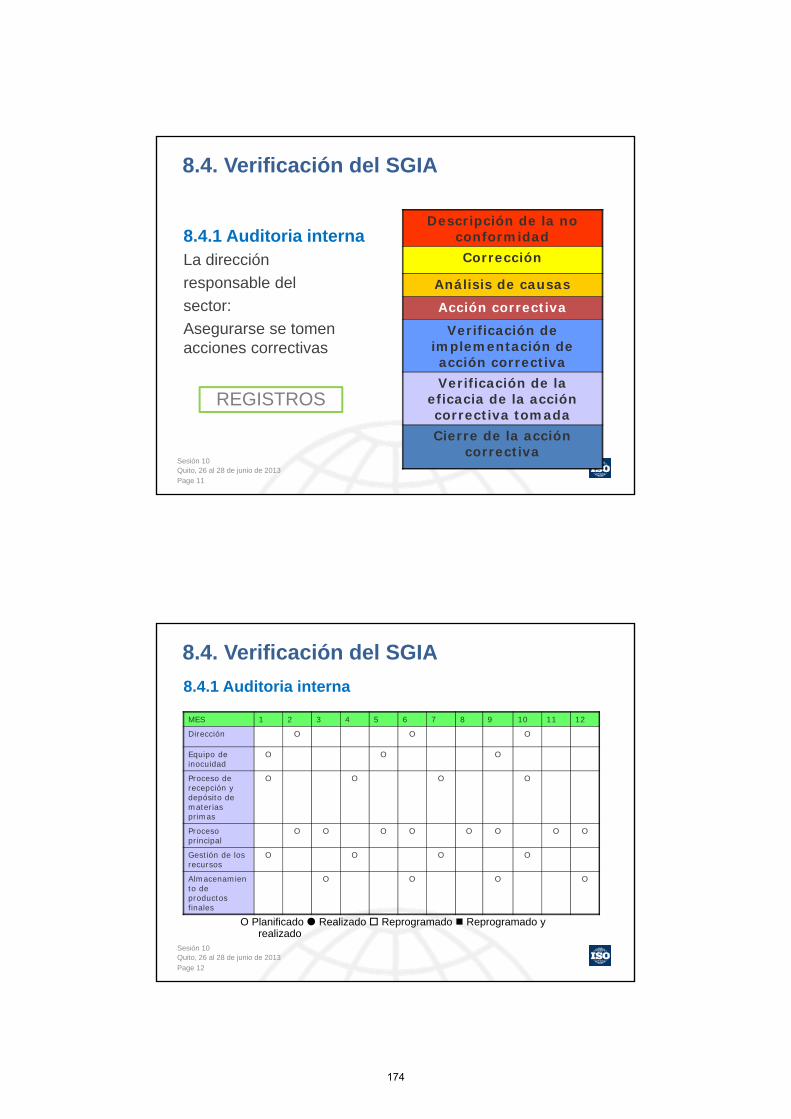
Page 11
Quito, 26 al 28 de junio de 2013Sesión 10
8.4. Verificación del SGIA
8.4.1 Auditoria internaLa dirección
responsable del
sector:
Asegurarse se tomen acciones correctivas
Descripción de la no conformidadCorrección
Análisis de causas
Acción correctiva
Verificación de implementación de acción correctivaVerificación de la
eficacia de la acción correctiva tomadaCierre de la acción
correctiva
REGISTROS
Page 12
Quito, 26 al 28 de junio de 2013Sesión 10
8.4. Verificación del SGIA
8.4.1 Auditoria interna
MES 1 2 3 4 5 6 7 8 9 10 11 12
Dirección O O O
Equipo de inocuidad
O O O
Proceso de recepción y depósito de materias primas
O O O O
Proceso principal
O O O O O O O O
Gestión de los recursos
O O O O
Almacenamiento de productos finales
O O O O
O Planificado Realizado Reprogramado Reprogramado y realizado
174
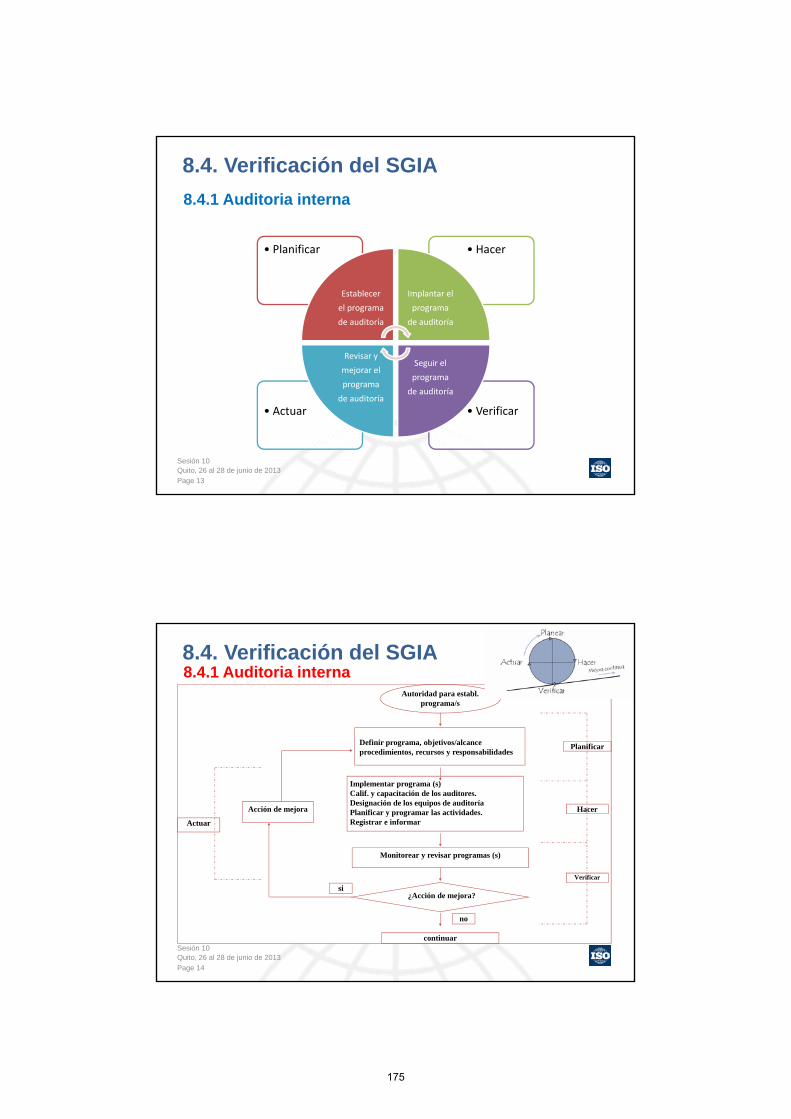
Page 13
Quito, 26 al 28 de junio de 2013Sesión 10
8.4. Verificación del SGIA
• Verificar • Actuar
• Hacer • Planificar
Establecer
el programa
de auditoría
Implantar el
programa
de auditoría
Seguir el
programa
de auditoría
Revisar y
mejorar el
programa
de auditoría
8.4.1 Auditoria interna
Page 14
Quito, 26 al 28 de junio de 2013Sesión 10
8.4. Verificación del SGIA8.4.1 Auditoria interna
Autoridad para establ. programa/s
Implementar programa (s)Calif. y capacitación de los auditores.Designación de los equipos de auditoríaPlanificar y programar las actividades.Registrar e informar
Monitorear y revisar programas (s)
¿Acción de mejora?
Acción de mejora
si
no
continuar
Actuar
Verificar
Hacer
PlanificarDefinir programa, objetivos/alcanceprocedimientos, recursos y responsabilidades
175
Page 15
Quito, 26 al 28 de junio de 2013Sesión 10
8.4. Verificación del SGIA
8.4.2 Evaluación de los resultados individuales de verificación
¿QUIÉN?
¡El equipo de inocuidad!
Debe evaluar sistemáticamente los resultados individuales de la verificación planificada
Page 16
Quito, 26 al 28 de junio de 2013Sesión 10
8.4. Verificación del SGIA
8.4.2 Evaluación de los resultados individuales de verificación
OK
TOMAR ACCIONES
176
Page 17
Quito, 26 al 28 de junio de 2013Sesión 10
8.4. Verificación del SGIA
8.4.2 Evaluación de los resultados individuales de verificación Procedimientos existentes
Canales de comunicación
Las conclusiones del análisis de peligros
Los PPR op establecidos
El plan HACCP
Los PPR
Eficacia de la gestión de los recursos humanos
y las actividades de capacitación
Page 18
Quito, 26 al 28 de junio de 2013Sesión 10
8.4. Verificación del SGIA
8.4.3 Análisis de los resultados de las actividades de verificación
¿QUIÉN?
¡El equipo de inocuidad!Debe analizar los resultados de las actividades de verificación,
incluyendo:
• Los resultados de las auditorias internas y
• Los resultados de las auditorias externas
177
Page 19
Quito, 26 al 28 de junio de 2013Sesión 10
8.4. Verificación del SGIA
ANALISIS
ANALISIS
Actualizar el
SGI
Actualizar el
SGI
Actividades de
verificación
Actividades de
verificación
Resultado de las
auditorias
internas y externas
Resultado de las
auditorias
internas y externas
Se deben registrar einformar a la Dirección
8.4.3 Análisis resultados actividades de verificación
EQUIPO
Page 20
Quito, 26 al 28 de junio de 2013Sesión 10
8.4. Verificación del SGIA
8.4.3 Análisis de los resultados de las actividades de verificación
Debe llevarse a cabo para:
• confirmar que el desempeño global del sistema cumple con lo
planificado
• confirmar que se cumplen con los requisitos del SGIA
• Identificar la necesidad de actualización o mejora del SGIA
178
Page 21
Quito, 26 al 28 de junio de 2013Sesión 10
8.4. Verificación del SGIA
8.4.3 Análisis de los resultados de las actividades de verificación
Debe llevarse a cabo para: (cont.)
• Identificar tendencias que indiquen una mayor incidencia de productos
potencialmente no inocuos
• Establecer información concerniente al nivel e importancia de las
áreas a ser auditadas para planificar el programa de auditoria interna y
• Proporcionar evidencia de que cualquier corrección y acción correctiva
tomadas son eficaces.
Page 22
Quito, 26 al 28 de junio de 2013Sesión 10
8.5 Mejora
Mejora Continua
Actualización del SGI de los alimentos
179
Page 23
Quito, 26 al 28 de junio de 2013Sesión 10
8.5 Mejora
8.5.1 Mejora continua
La Dirección debe asegurar que la Organización mejora la eficacia del
SGIA a través del uso de:
comunicaciones,
revisiones por la Dirección,
auditorías internas,
evaluación de resultados de verificaciones individuales,
Page 24
Quito, 26 al 28 de junio de 2013Sesión 10
8.5 Mejora
8.5.1 Mejora continuaLa Dirección debe asegurar que la Organización mejora la eficacia del
SGIA a través del uso de: (Cont.)
análisis de resultados de verificaciones,
validación de la combinación de medidas de control,
acciones correctivas
actualización del SGIA
180
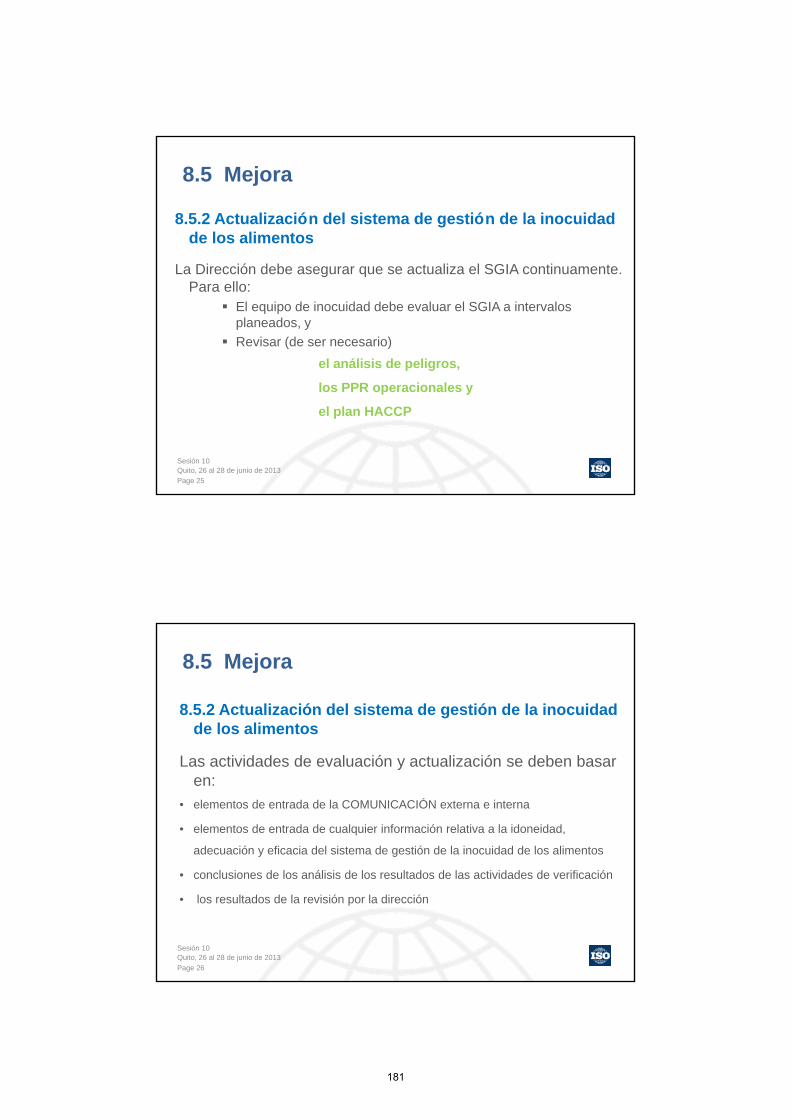
Page 25
Quito, 26 al 28 de junio de 2013Sesión 10
8.5 Mejora
8.5.2 Actualización del sistema de gestión de la inocuidad de los alimentos
La Dirección debe asegurar que se actualiza el SGIA continuamente. Para ello:
El equipo de inocuidad debe evaluar el SGIA a intervalos planeados, y
Revisar (de ser necesario)
el análisis de peligros,
los PPR operacionales y
el plan HACCP
Page 26
Quito, 26 al 28 de junio de 2013Sesión 10
8.5 Mejora
8.5.2 Actualización del sistema de gestión de la inocuidad de los alimentos
Las actividades de evaluación y actualización se deben basar en:
• elementos de entrada de la COMUNICACIÓN externa e interna
• elementos de entrada de cualquier información relativa a la idoneidad,
adecuación y eficacia del sistema de gestión de la inocuidad de los alimentos
• conclusiones de los análisis de los resultados de las actividades de verificación
• los resultados de la revisión por la dirección
181
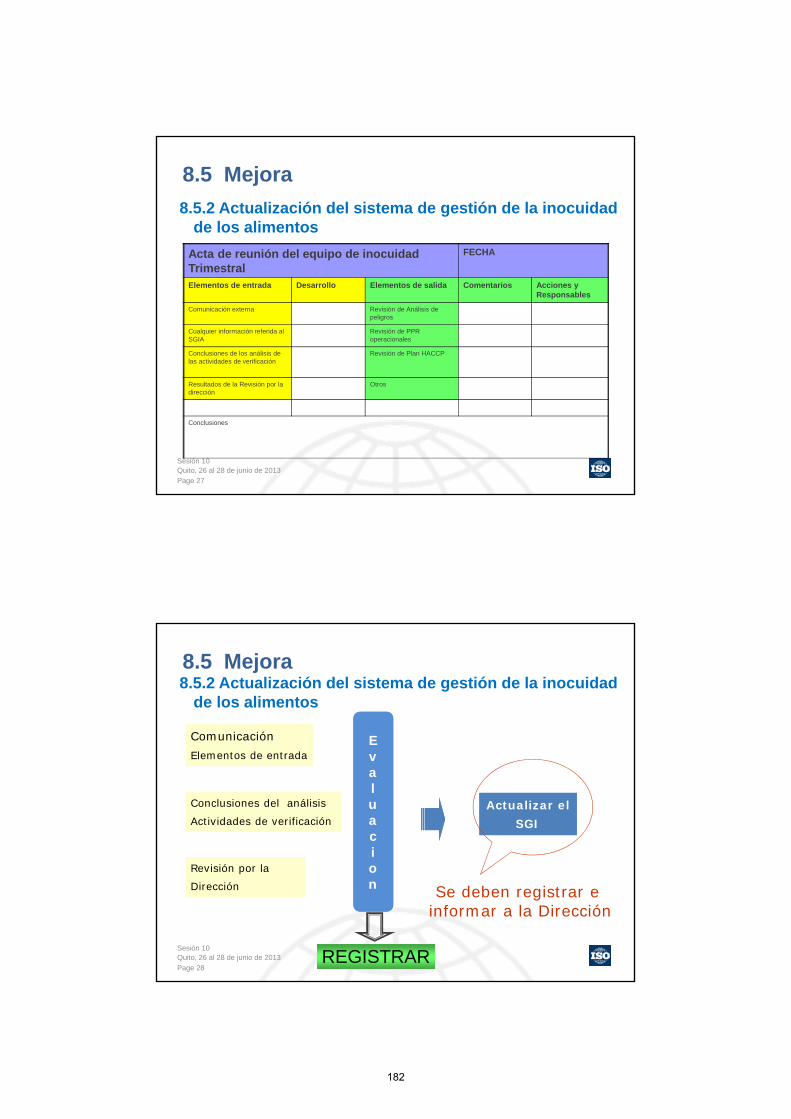
Page 27
Quito, 26 al 28 de junio de 2013Sesión 10
8.5 Mejora
8.5.2 Actualización del sistema de gestión de la inocuidad de los alimentos
Acta de reunión del equipo de inocuidad Trimestral
FECHA
Elementos de entrada Desarrollo Elementos de salida Comentarios Acciones y Responsables
Comunicación externa Revisión de Análisis de peligros
Cualquier información referida al SGIA
Revisión de PPR operacionales
Conclusiones de los análisis de las actividades de verificación
Revisión de Plan HACCP
Resultados de la Revisión por la dirección
Otros
Conclusiones
Page 28
Quito, 26 al 28 de junio de 2013Sesión 10
8.5 Mejora8.5.2 Actualización del sistema de gestión de la inocuidad
de los alimentos
Evaluacion
Evaluacion
Actualizar el SGI
Actualizar el SGI
Comunicación Elementos de entrada
Comunicación Elementos de entrada
Conclusiones del análisis
Actividades de verificación
Conclusiones del análisis
Actividades de verificación
Revisión por la
Dirección
Revisión por la
Dirección Se deben registrar einformar a la Dirección
REGISTRAR
182
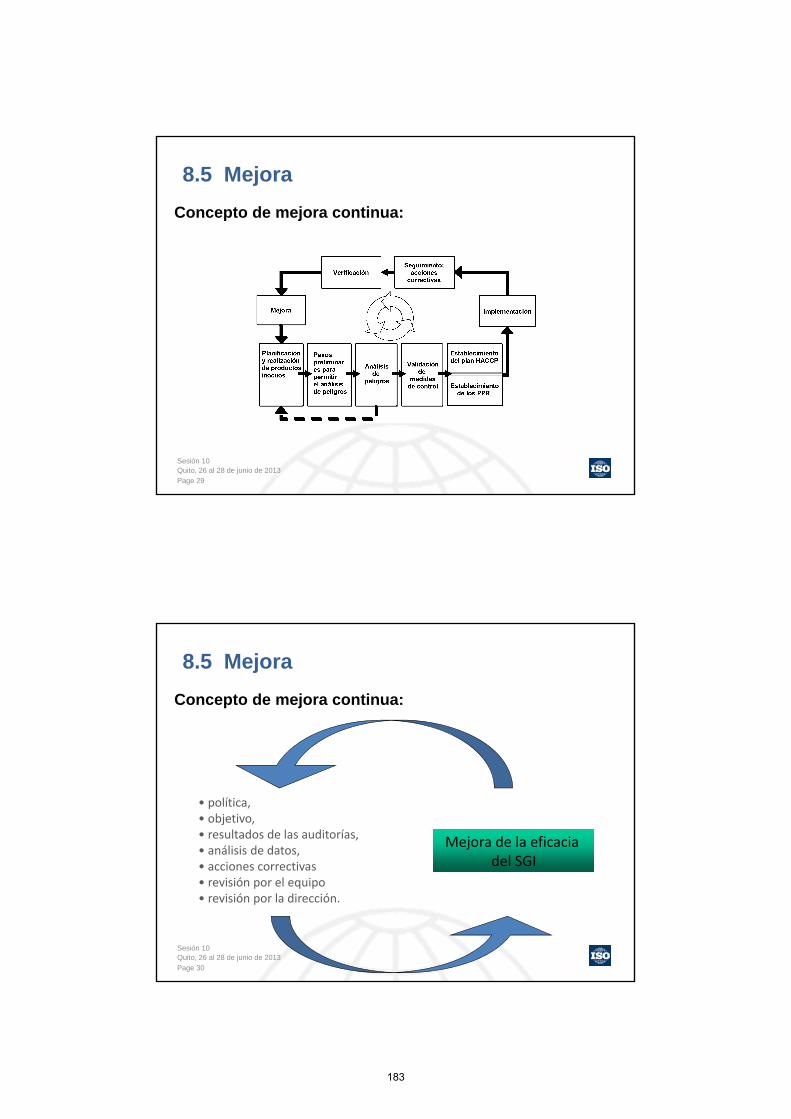
Page 29
Quito, 26 al 28 de junio de 2013Sesión 10
8.5 Mejora
Concepto de mejora continua:
Page 30
Quito, 26 al 28 de junio de 2013Sesión 10
8.5 Mejora
Concepto de mejora continua:
• política,• objetivo,• resultados de las auditorías,• análisis de datos, • acciones correctivas • revisión por el equipo• revisión por la dirección.
Mejora de la eficacia del SGI
Mejora de la eficacia del SGI
183
Page 31
Quito, 26 al 28 de junio de 2013Sesión 10
Inconvenientes
El Equipo de inocuidad no es multidisciplinario ni
representativo.
El Líder del Equipo es el que debería representar a la
Dirección pero no está involucrado en las decisiones.
No existe un análisis significativo de peligros
Falta de Involucramiento del personal
No se otorga la suficiente relevancia a las BPM, manejo
integrado de plagas y a la capacitación enfocada a la
necesidades de los diferentes sectores.
Page 32
Quito, 26 al 28 de junio de 2013Sesión 10
Inconvenientes
NECESIDAD DE PROFUNDIZAR
EN GESTIÓN
184
Page 33
Quito, 26 al 28 de junio de 2013
Sesión 10
Camino a la CertificaciónSistemas Integrados
Contenido
Page 34
Quito, 26 al 28 de junio de 2013Sesión 10
• Esquema de certificación resumido
• ISO 22000 e ISO 9001
• Beneficios de la certificación
185
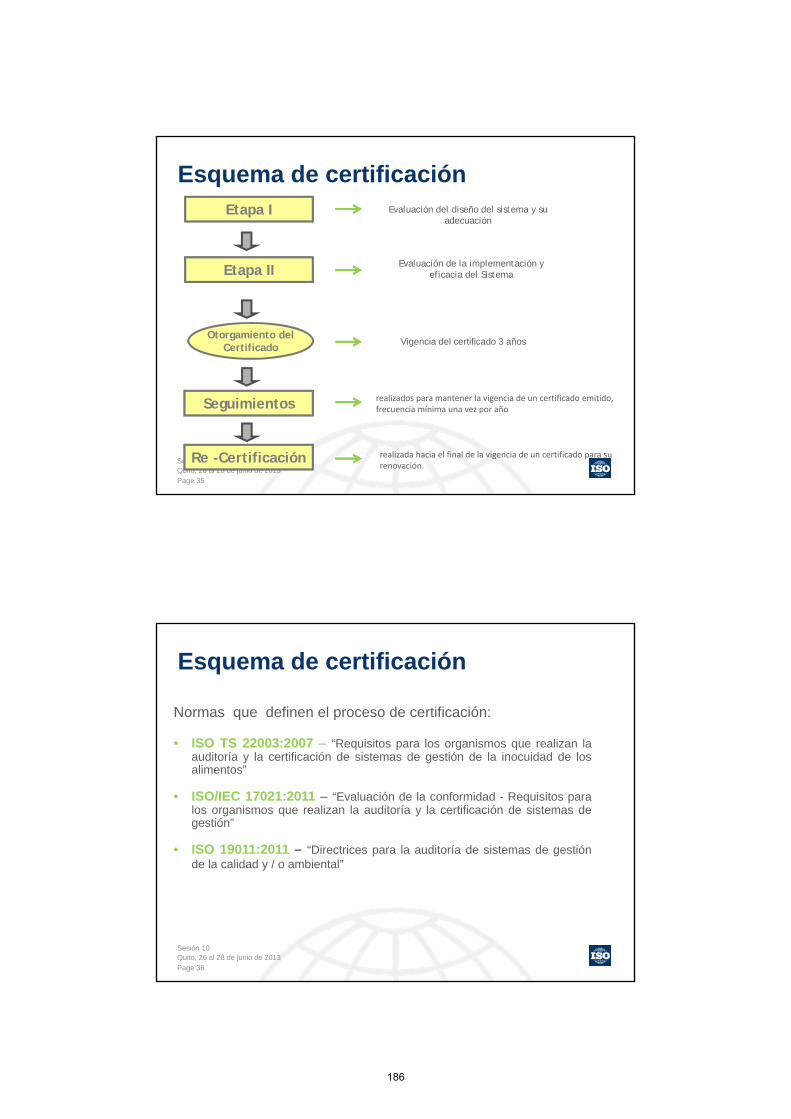
Esquema de certificación
Page 35
Quito, 26 al 28 de junio de 2013Sesión 10
Etapa II
Etapa I
Otorgamiento del Certificado
Evaluación del diseño del sistema y su adecuación
Evaluación de la implementación y eficacia del Sistema
Seguimientos
Re -Certificación
Vigencia del certificado 3 años
realizados para mantener la vigencia de un certificado emitido, frecuencia mínima una vez por año
realizada hacia el final de la vigencia de un certificado para su renovación.
Esquema de certificación
Page 36
Quito, 26 al 28 de junio de 2013Sesión 10
Normas que definen el proceso de certificación:
• ISO TS 22003:2007 – “Requisitos para los organismos que realizan laauditoría y la certificación de sistemas de gestión de la inocuidad de losalimentos”
• ISO/IEC 17021:2011 – “Evaluación de la conformidad - Requisitos paralos organismos que realizan la auditoría y la certificación de sistemas degestión”
• ISO 19011:2011 – “Directrices para la auditoría de sistemas de gestiónde la calidad y / o ambiental”
186
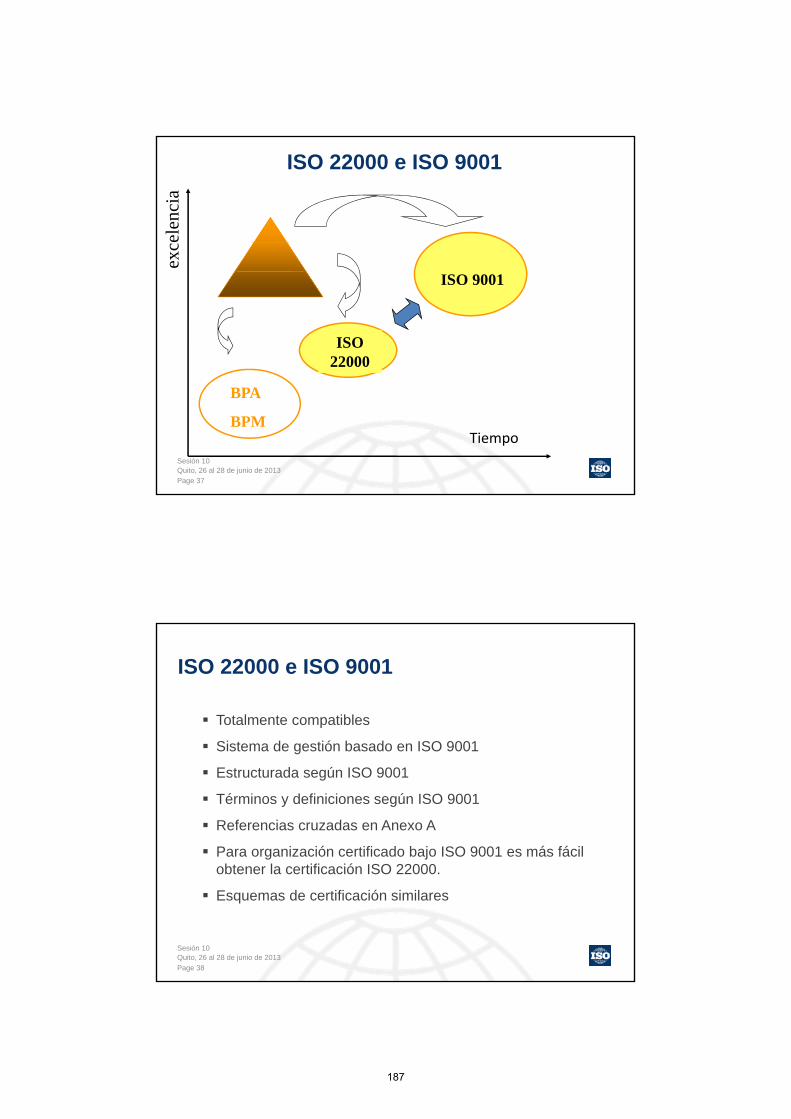
ISO 22000 e ISO 9001
Page 37
Quito, 26 al 28 de junio de 2013Sesión 10
BPA
BPM
exce
lenc
ia
Tiempo
ISO 22000
ISO 9001
ISO 22000 e ISO 9001
Page 38
Quito, 26 al 28 de junio de 2013Sesión 10
Totalmente compatibles
Sistema de gestión basado en ISO 9001
Estructurada según ISO 9001
Términos y definiciones según ISO 9001
Referencias cruzadas en Anexo A
Para organización certificado bajo ISO 9001 es más fácil obtener la certificación ISO 22000.
Esquemas de certificación similares
187
ISO 22000 e ISO 9001
Page 39
Quito, 26 al 28 de junio de 2013Sesión 10
Sistema integrado:
Control de la documentación
Política integrada de Calidad - Inocuidad
Revisión por la Dirección
Auditorias internas
Acciones correctivas
Mejora
Page 40
Quito, 26 al 28 de junio de 2013Sesión 10
Oportunidades de ISO 22000
Puede lograr:
• Armonizar normas y requisitos
• Contribuir a mejorar la inocuidad a través de toda la
cadena alimentaria
• Disminuir superposición de tareas y costos
• Establecer un criterio común que tienda a mejorar la
calidad de las auditorias
188
Page 41
Quito, 26 al 28 de junio de 2013Sesión 10
Oportunidades de ISO 22000
Norma voluntaria a nivel global
Resulta del trabajo de expertos
Establecida por consensos
Certificable
Compatible con sistemas de gestión reconocidos y aceptados, con
los cuales es fácilmente integrable (ISO 9001:2000)
Contribuye a una mejor comprensión del HACCP del Codex
Page 42
Quito, 26 al 28 de junio de 2013Sesión 10
ISO 22000
UN DESAFÍO PARA TODOS…………….
189

Page 1
Quito, 26 al 28 de junio de 2013
Sesión 11
SESION 11
Presentación de casos en la implementación y certificación
Page 2
Quito, 26 al 28 de junio de 2013Sesión 11
ESTUDIO DE CASO
NUTRICIÓN PROFESIONAL S.R.L.
PRODUCTOS NUTPRO
Alimentos Naturales Supercongelados
191
Page 3
Quito, 26 al 28 de junio de 2013Sesión 11
La empresa
Page 4
Quito, 26 al 28 de junio de 2013Sesión 11
La empresa
192

Page 5
Quito, 26 al 28 de junio de 2013Sesión 11
ESTUDIO DE CASO
Page 6
Quito, 26 al 28 de junio de 2013Sesión 11
Productos
193

Page 7
Quito, 26 al 28 de junio de 2013Sesión 11
Productos
Page 8
Quito, 26 al 28 de junio de 2013Sesión 11
Productos
194

Page 9
Quito, 26 al 28 de junio de 2013Sesión 11
Productos
Page 10
Quito, 26 al 28 de junio de 2013Sesión 11
Historia
• Empresa familiar que nace en 1985 con el objetivo de atender con idoneidad y eficiencia la alimentación de comunidades.
• Con un crecimiento sostenido en 1999 se convierte en una Industria Manufacturera de alimentos, pionera y modelo en su tipo..
195
Page 11
Quito, 26 al 28 de junio de 2013Sesión 11
Historia
El crecimiento sostenido fue posible luego de importantesinversiones en:
- Tecnología,
- Infraestructura,
- Recursos humanos,
- Sistemas y
- Procesos de Calidad e inocuidad,
lo que permite en la actualidad a Nutrición Profesional laelaboración de Alimentos supercongelados con tecnología deúltima generación:
Criogenia Alimentaría.
Page 12
Quito, 26 al 28 de junio de 2013Sesión 11
Producción
Producción. Productos de Quinta Gama
Productos gourmet listos para servir, con método de restauración sencillo:
- sin conservantes
- sin aditivos sintéticos,
- sin grasas Trans
- envasado al vacío,
- pasteurizados,
- supercongelados (Criogenizado)
196
Page 13
Quito, 26 al 28 de junio de 2013Sesión 11
Producción
• Estos productos están elaborados partiendo de una selección de materias primas de alta calidad, bajo las normas
• BPM- IRAM 14102,
• ISO 9001:2000,
• ISO 22000:2005,
BPM POES HACCPISO 9000
ISO 14000
ISO 22000
Page 14
Quito, 26 al 28 de junio de 2013Sesión 11
Producción
Las principales herramientas para desarrollar cada tarea con eficiencia y sin riesgo:
• La seguridad laboral, • La preservación del medio ambiente de trabajo y • la capacitación del personal
manteniendo la planta en los más altos estándares de tecnología e higiene
197
Page 15
Quito, 26 al 28 de junio de 2013Sesión 11
Dirección
Objetivos de la Dirección
Exportar
Obtener la certificación
Cumplir con los requisitos de ISO 22000:2005
Implementar HACCP
Page 16
Quito, 26 al 28 de junio de 2013Sesión 11
Certificación
Etapas para la certificación
Compromiso de la Dirección, realización de reuniones para la definición de la Política de Inocuidad, objetivos, organigrama, etc.
Asignación de recursos
Designación del líder del Equipo de Inocuidad
198
Page 17
Quito, 26 al 28 de junio de 2013Sesión 11
Certificación
Etapas para la certificación
Formación del equipo HACCP
Comunicación Interna
Capacitación del personal y del Equipo
Page 18
Quito, 26 al 28 de junio de 2013Sesión 11
Certificación
Etapas para la certificación
Descripción del Producto
Elaboración del diagrama de flujo que describa el proceso
Verificación in situ del diagrama de flujo
199

Page 19
Quito, 26 al 28 de junio de 2013Sesión 11
Certificación
Etapas para la certificación
Analizar peligros y determinar medidas de control
Identificar los PCC
Establecer los límites de los PCC
Page 20
Quito, 26 al 28 de junio de 2013Sesión 11
Certificación
Etapas para la certificación
Establecer un sistema de monitoreo
Establecer las medidas o acciones correctivas a adoptar
Establecer procedimiento de verificación
200
Page 21
Quito, 26 al 28 de junio de 2013Sesión 11
Certificación
Etapas para la certificación
Establecer un sistema de documentación y registros.
Implementar el Sistema de Gestión Seguridad Alimentaría ( Comunicación interna y externa, control de documentación, organización de reuniones, análisis, etc)
Contratar empresa certificadota para Certificación
Muchas gracias por su atención.
201
BIO :
EXPERIENCIAS DE
IMPLEMENTACIÓN EXITOSA
203

204
HISTORIA
HISTORIA
Bioalimentar Cia. Ltda. , empresa Familiar del
Grupo GARZÓN – GARZÓN , cuyos orígenes se
remonta al año 1967, en las que aparecieron
una nueva actividad pecuaria; la avicultura ,
especialmente en la zona de Cotaló, Provincia
de Tungurahua bajo el nombre de Avimentos
que en el año 2001, Se transforma en
BIOALIMENTAR.
205
En al año 2005, en virtud a la creciente demanda de productos y las necesidad del mercado por
productos de calidad y alineados a la filosofía de sus gestores se construye el campus industrial
ubicado en el Parque Industrial Cuarta Etapa, cumpliendo los requisitos que exige la producción
de productos Sanos.
HISTORIA
206
Las características que exige el Mercado
La Creciente Competitividad
La formación de Mercados Nuevos
Servicio excelente al Consumidor Final
Fueron Motivos para empezar a la implementación de la Norma
ISO 22000 - 2005
HISTORIA
NOV/ 2008
CUMPLIMIENTO LA META
BIOALIMENTAR CIA. LTDA.
CERTIFICACION
NORMA ISO 22000 – 2005
DISEÑO , PRODUCCIÓN Y VENTA
DE PRODUCTOS BALANCEADOS
PARA ANIMALES
HISTORIA
207
NOV/ 2011
RENOVACIÓN
SISTEMA DE GESTIÓN DE
INOCUIDAD ALIMETARIA
BIOALIMENTAR CIA. LTDA.
HISTORIA
EXPERIENCIAS
208

ISO 22000-2005
COMUNICACION INTERACTIVA
GESTIÓN DEL SISTEMA
PROGRAMAS DE
PREREQUISITOS
PRINICIPIOS HACCP
PILARES FUNDAMENTENTALES
El involucramiento del personal
El compromiso de TODOS
Capacitación del personal , lo que incentivo a seguir
con el proyecto
Orden en la preparación de documentación
Organización en cada departamento
Mantener un buen control de todos lo procesos
Integración de todos para un fin común,…..
SATISFACER LAS NECESIDADES DE NUESTRO CLIENTE
EXPERIENCIAS +
209
La DUDA A LO DESCONOCIDO
El temor al cambio a los nuevos retos
Al temor a equivocarse
Al Trabajo en equipo
La responsabilidad no compartida
Ver como un GASTO más no INVERSIÓN
EXPERIENCIAS -
BENEFICIOS
Consolidar la imagen del Producto
Mayor Aceptabilidad en el Mercado
Mejora los Términos de Negociación con Proveedores
Incremento de la Credibilidad Empresarial
Reconocimiento Social
Regulación y Mejora de Procesos
Mejora de Controles de Producción y de Calidad
Norma puede aplicarse Independientemente de Otros Sistemas
de Gestión de la Empresa.
veedores
dad
210
Misión Transformar con pasión nuestro trabajo en alimentos que brinden salud y bienestar para nuestros clientes y colaboradores.
Visión En el año 2020, quienes conformamos BIOALIMENTAR, seremos la empresa AGROALIMENTARIA más EFICIENTE Y RENTABLE del ECUADOR, con presencia en el mercado internacional. Por nuestra CALIDAD, CULTURA ORGANIZACIONAL, INNOVACION, SEGURIDAD ALIMENTARIA y RESPONSABILIDAD SOCIAL generaremos siempre más valor para nuestros clientes y por el ALTO DESARROLLO DE NUESTRO CAPITAL HUMANO nos convertiremos en el MEJOR LUGAR PARA TRABAJAR. / mayo 2010
211
212